ТРИБОЛОГИЧЕСКИЕ ЭЛЕКТРОСТАТИЧЕСКОГО АСПЕКТЫ ПРОЦЕССА СУХОГО ОХЛАЖДЕНИЯ
реклама

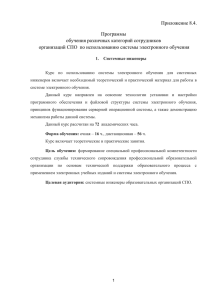
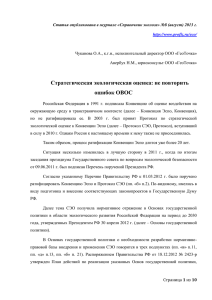
ТРИБОЛОГИЧЕСКИЕ АСПЕКТЫ ПРОЦЕССА СУХОГО ЭЛЕКТРОСТАТИЧЕСКОГО ОХЛАЖДЕНИЯ Хрипунов Николай Владимирович канд. техн. наук, доцент Поволжского государственного университета сервиса, РФ, г. Тольятти E-mail: [email protected] TRIBOLOGICAL ASPECTS OF DRY ELECTROSTATIC COOLING PROCESS Hripunov Nikolay candidate of Science, assistant professor of Povolgskyi State University of Service, Russia Togliatty АННОТАЦИЯ В работе приведены результаты исследований влияния воздушного потока установки сухого электростатического охлаждения на процесс изнашивания образцов при испытаниях на машине трения. ABSTRACT The results of research of the effect of air flow of dry electrostatic cooling process of wear samples when tested on a friction machine are presents. Ключевые слова: трение; трибология; сухое электростатическое охлаждение; разупрочнение; изнашивание. Keywords: friction; tribology; dry electrostatic cooling; loss of strength; wear. Повышение эффективности и экологичности технологических процессов механической обработки металлов во многом определяется использованием современных смазывающе-охлаждающих технологических сред, снижающих интенсивность изнашивания инструмента и не оказывающих при этом вредного воздействия на окружающую среду. Метод «сухого» электростатического охлаждения (СЭО) позволяет существенно повысить технико-экономические показатели операций обработки металлов лезвийным инструментом за счет подачи в зону резания струи ионизированного и озонированного воздуха, обработанного маломощным электрическим разрядом. Дальнейшее развитие метода широкое внедрение СЭО в технологические процессы неразрывно связано с исследованиями направленными на разработку математической модели, описывающей физические механизмы воздействия СЭО на процесс изнашивания инструмента и формирования обработанной поверхности. Среди основных механизмов, определяющих воздействие СЭО на процесс изнашивания инструмента по результатам многочисленных исследований [1— 5] можно выделить интенсивное окисление ювенильных поверхностей детали с образованием окисных пленок играющих роль смазки и препятствующих схватыванию по задней поверхности инструмента и эффект разупрочнения обрабатываемого материала за счет воздействия ускоренных ионов на поверхность (эффект Ребиндера). Процесс изнашивания инструмента при получистовых и чистовых режимах происходит главным образом по задней поверхности и эта же поверхность инструмента последней контактирует с обработанной поверхностью детали и обуславливает во многом комплекс ее характеристик. Установлено, что при точении наилучшим вариантом установки воздушного сопла СЭО является подача воздуха вразрез между задней поверхностью инструмента и обработанной поверхностью детали. Следовательно, эффективность СЭО определяется главным образом контактными процессами, происходящими на задней поверхности резца. Подобные условия контакта пары трения могут быть воспроизведены на машине трения. Исходя из задач экспериментов, полного соответствия между параметрами процесса резания и параметрами испытаний на машине трения добиваться не целесообразно. Достаточно, чтобы величины были одного порядка. Схема испытаний состоит во взаимодействии подвижного и неподвижного круглых образцов, причем неподвижный образец имеет существенно более высокую твердость, чем подвижный. Частота вращения подвижного образца подбирается таким образом, чтобы обеспечить в контакте скорость скольжения того же порядка, что и скорости резания при точении. Усилие прижатия образцов должно обеспечивать удельное давление в контакте, равное удельному давлению при обработке резанием. Среднее удельное давление в контакте «обработанная поверхность детали задняя поверхность инструмента» определенное исходя из совместного решения системы уравнений теплового и силового баланса в зоне резания применительно к задней поверхности инструмента [6] составляет 0,252 предела прочности материала подвижного образца. Испытания проведены на машине трения МТ-2 (рис. 1). Подвижный образец из стали 45 твердостью 270НВ (σb = 135 МПа) диаметром 50 мм шириной 10 мм. Неподвижный образец из стали 65Г твердостью 62HRC диаметром 30 мм шириной 2 мм. Скорость вращения подвижного образца 380 об/мин. Сила прижатия 60 Н. Рисунок 1. Установка образцов и подвод сопла СЭО на машине трения В первой серии экспериментов оценивалось время работы пары до появления задира. Появление задира оценивалось аудиально по изменению звука трущейся пары с визуальным подтверждением по внешнему виду поверхности подвижного образца. Результаты приведены в таблице 1. При трении без СЭО задир на поверхности подвижного образца наступил в среднем после 28 с испытания. При трении с СЭО время работы до задира составило в среднем 12 с. Разброс между повторами, обусловленный случайными факторами (для работы с СЭО и без охлаждения соответственно 6 с и 4 с) существенно меньше отличия средних значений (16 с). Следовательно, результаты эксперимента свидетельствуют о том, что СЭО вызывает разупрочнение поверхности (эффект Ребиндера). Во второй серии эксперименты производили на двух вариантах по длительности: 10 с (без задира) и 50 с (с задиром). Оценивали длину изношенного участка неподвижного образца. Таблица 1. Время работы пары трения до появления задира, с Без охлаждения Охлаждение СЭО Повтор 1 30 12 Повтор 2 26 9 Повтор 3 28 15 Разброс 4 6 Среднее 28 12 Абсолютное отличие 14 Относительное отличие 42 % Таблица 2. Результаты измерения величины износа неподвижного образца № Длина изношенной Условия эксперимента опыта площадки, мм 1 Трение в течение 10 с без охлаждения 2,1 2 Трение в течение 50 с без охлаждения 5,7 Трение в течение 10 с охлаждение — 3 1,8 СЭО Трение в течение 50 с охлаждение — 4 3,9 СЭО Результаты экспериментов, приведенные в таблице 2, свидетельствуют о том, что разупрочняющий эффект СЭО воздействует главным образом только на менее прочный материал пары трения. Износ неподвижного образца при экспериментах с СЭО существенно меньше как в случае работы без задира (время испытания 10 с) так и при работе по задранной поверхности подвижного образца (время испытания 50 с). В результате разупрочнения обнаруживается проведенных при при обработке экспериментов с испытаниях СЭО на показано, имеет машине большое трения; что эффект значение имеет и место дифференцированное разупрочнение — заметно разупрочняется только менее прочный из контактирующих материалов. Список литературы: 1 Ахметзянов И.Д., Бедункевич В.В., Верещагин И.П., Ильин В.И. Повышение эффективности механообработки на основе применения сильных электрических полей. // Электронная обработка материалов. — 1990. — № 3. — С. 10—13. 2 Васькин К.Я Повышение эффективности токарной обработки заготовок с износостойкими покрытиями путем сухого электростатического охлаждения: дисс. … канд. тех. наук: 05.03.01 Тольятти, 2005. — 218 c, 3 Васькин К.Я. Применение сухого электростатического охлаждения при точении заготовок с покрытиями. Сборник научных трудов Sworld. — 2013. — Т. 6. — № 4. — С. 91—94. 4 Васькин К.Я. Определение оптимальных параметров работы установки сухого электростатического охлаждения. Технические науки от теории к практике. — 2014. — № 31. — С. 22—26. 5 Васькин К.Я. Влияние ионизированного воздуха на силы резания при точении. Сборник научных трудов — 2014. — Т. 8. — № 1. — С. 52—55. 6 Хрипунов Н.В. Повышение производительности точения на основе анализа теплового состояния инструмента в условиях переменного резания: дисс. … канд. тех. наук: 05.03.01 -Тольятти, 2000. — 248 с.