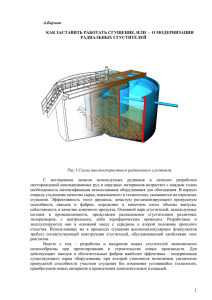
ПРОЦЕССЫ И АППАРАТЫ ОБОГАЩЕНИЯ И ХИМИЧЕСКОЙ ТЕХНОЛОГИИ Бауман А.В. СГУЩЕНИЕ И ВОДООБОРОТ Ч.II. РАДИАЛЬНЫЕ СГУСТИТЕЛИ ГОРМАШЭКСПОРТ г. Новосибирск 2020 г. УДК 622.7 ББК 33.4 Б29 Бауман А.В. Сгущение и водооборот. Ч.II. Радиальные сгустители: - Б29 Новосибирск, Гормашэкспорт, 2020. – 35 с., ил ISBN 978-5-94301-814-5 При выборе радиальных сгустителей для конкретного процесса мы сталкиваемся с определенными трудностями, связанными как с обилием и некоторой неопределенностью их названий, терминологии, так и отсутствием конкретных методик оценки их технологичности. Большинство учебных пособий и справочников, регламентирующих расчеты сгустителей, изданы более 30-40 лет назад и либо вскользь упоминают о возможности использования реагентов для интенсификации процесса, либо данный вопрос в них не рассматривается вовсе. Между тем, использование в процессах сгущения коагулянтов и флокулянтов требует соответствующих подходов, как к выбору оборудования, так и ведению технологии. В брошюре рассмотрены методология экспресс-оценки технологичности радиальных сгустителей при проектировании и оптимизации схем сгущения и водооборота с применением реагентов, а так же критерии выбора данного вида оборудования при новом проектировании. Серия «ПРОЦЕССЫ И АППАРАТЫ ТЕХНОЛОГИИ» издается с 2011 г. ОБОГАЩЕНИЯ И ХИМИЧЕСКОЙ Издание серии является некоммерческим проектом. Брошюры распространяются бесплатно на стендах Компании в рамках нашего участия в специализированных выставках, конференциях и конгрессах. Брошюры рассчитаны на ИТР и технологический персонал обогатительных фабрик, гидрометаллургических и химических производств, могут быть полезны в качестве факультативного материала по курсу «Процессы и аппараты» для студентов и аспирантов технических ВУЗов. Дополнительную информацию о новых технологиях и аппаратах можно найти также на сайте Компании: http://gmexp.ru/ УДК 622.7 ББК 33.4 ISBN 978-5-94301-814-5 ВВЕДЕНИЕ Процессы сгущения и осветления пульп представляют значительную долю в технологиях обогащения руд и нерудных материалов, в металлургии и химическом производстве. Как правило, для данных процессов применяются радиальные сгустители различных типоразмеров, с центральным либо периферийным приводом. В основной своей массе они были разработаны и введены в эксплуатацию в середине прошлого столетия в ходе коренной модернизации отечественной промышленности в 1930–1960 гг. В этот период были полностью обновлены и выведены на уровень лучших мировых образцов техника и технологии целого ряда отраслей промышленности, включая горнодобывающую. Рынок производителей радиальных сгустителей на сегодня практически сложился и отличается многообразием, как типов и названий аппаратов, так и систем управления ими. В настоящее время в промышленности и в коммунальном хозяйстве России и стран СНГ эксплуатируются десятки тысяч сгустителей пульп различного назначения. До нескольких десятков новых сгустителей вводятся в работу ежегодно. В сложившейся на сегодняшний день геополитической и мировой экономической ситуации существенно возрос спрос на производство и поставку качественного, импортонезависимого отечественного оборудования для горно-обогатительной отрасли. По сути, на сегодняшний день наука и производство в России получили уникальный шанс по консолидации усилий и потенциала и восстановлению былых позиций в области технологий и аппаратов для процессов сгущения и водооборота. При выборе радиальных сгустителей для конкретного процесса мы сталкиваемся с определенными трудностями, связанными как с обилием и некоторой неопределенностью их названий, терминологии, так и отсутствием конкретных методик оценки их технологичности. Большинство учебных пособий и справочников, регламентирующих расчеты сгустителей, изданы более 30-40 лет назад и либо вскользь упоминают о возможности использования реагентов для интенсификации вовсе. Между тем, использование в процессах сгущения коагулянтов и флокулянтов требует соответствующих подходов, как к выбору оборудования, так и ведению технологии. Каковы же критерии выбора данного вида оборудования при новом проектировании? Цель брошюры, - представить кратко методологию экспресс-оценки технологичности радиальных сгустителей при проектировании и оптимизации схем сгущения и водооборота с применением реагентов. КРИТЕРИИ ВЫБОРА РАДИАЛЬНОГО СГУСТИТЕЛЯ Сгущением является процесс повышения концентрации твердого в пульпе, происходящий в результате осаждения в ней твердых частиц под действием массовых (гравитационных либо центробежных) сил. Целью сгущения является получение в качестве конечного продукта высококонцентрированной суспензии (или осадка) либо осветленной жидкости. В последнем случае для названия процесса используют термин «осветление». Часто требуется одновременно выполнять оба условия [1]. На сегодняшний день сформировался определенный стереотип в оценке технологических возможностей радиальных сгустителей, основанный только на их названии. Список предложений на рынке производителей промышленных аппаратов пестрит терминами: «Традиционный», «Скоростной», «Высокопроизводительный», «Высокоскоростной», «Глубокого сгущения», «Пастовый», «Сгуститель с взвешенным слоем» … и т.п. В чем же различие, если оно есть? И как потребителю определить, какой аппарат для процесса ему нужен? Традиционный радиальный сгуститель представляет собой металлический (либо железобетонный) цилиндрический чан с коническим или плоским дном. В центре чана смонтирован гребковый механизм для перемещения осевшего шлама к разгрузочному отверстию, расположенному в центре днища сгустителя или на его периферии. Пульпа поступает в центр сгустителя через питающий стакан, который неподвижно прикреплен к валом. В сгустителе твердые частицы оседают на дно, где гребковым устройством перемещаются к разгрузочному отверстию. Осветленная жидкая фаза удаляется из верхней части сгустителя через желоб или сливные короба [2], рисунок 1. Рисунок 1 – Радиальный сгуститель с центральным приводом Не вызывает сомнений, что по конструктивному исполнению, принципу работы и специфике решаемой технологической задачи все перечисленные «типы» аппаратов являются радиальными сгустителями. Попробуем разобраться, есть ли и в чем их различие. Проведение процессов осаждения связано с движением твердых тел в жидкости. В промышленных условиях эти процессы проводятся в ограниченном объеме при большой концентрации твердой фазы. В отличие от свободного при стесненном движении в процессах осаждения более мелкие частицы тормозят движение более крупных, а частицы больших размеров увлекают за собой мелкие частицы, ускоряя их движение. Возникает коллективное осаждение частиц с близкими скоростями в каждом сечении аппарата. Скорость процесса определяется, прежде всего, свойствами жидкой и твердой фазы пульпы, содержанием твердого и его гранулометрическим составом. Эффективность процесса сгущения в значительной степени определяется крупностью частиц: чем они крупнее, тем выше скорость их осаждения. В реальных условиях крупность осаждаемых частиц регулируют с помощью коагуляции и флокуляции, [3, 4]. Для того чтобы определить, какой реагент и в каких количествах обеспечит получение наилучших результатов при сгущении, существуют различные типы лабораторных испытаний, описания методик их проведения можно найти практически в любом лабораторном практикуме по обогащению или химической технологии, либо в специальной литературе. Экспериментально полученные данные о процессе представляют обычно в виде кривых осаждения, представляющих собой графическую зависимость изменения высоты осветленного слоя от продолжительности осаждения, рисунок 2. Рисунок 2 – Типичный вид кривых осаждения Кривые осаждения дают информацию о процессе, необходимую для проектирования или выбора сгустителя. Тангенсы углов наклона a1, a2 левых частей ветви кривых характеризуют скорость осветления суспензии, которая определяет необходимую площадь зеркала слива сгустителя. Тангенсы углов наклона b1, b2 правых частей ветви кривых характеризуют скорость сгущения твердой фазы шлама в аппарате и время выдержки шлама до необходимой плотности. Следует учитывать, что для процессов сгущения одним из важных моментов, определяющих работоспособность схем водооборота, является способность технологических пульп при определенных условиях образовывать агрегативно- и седиментационно-устойчивые системы. При возникновении такой ситуации становится невозможным обеспечить чистоту сливов сгустителей, регламентную плотность разгружаемого шлама без выявления причин, провоцирующих технологическую аварию участков сгущения. Лабораторные исследования агрегативной устойчивости пульпы проводятся путем определения скорости осветления пульпы с различным содержанием твердого с последовательным разбавлением предварительно сгущенной твердой фазы собственным чистым сливом без добавления флокулянтов или коагулянтов. Целью исследований является определение динамики изменения седиментационной устойчивости системы при изменении концентрации в ней твердой фазы с получением кривой седиментационной устойчивости системы [8], например, рисунок 3. Рисунок 3 – Кривая седиментационной устойчивости пульпы медно-никелевого концентрата Рассмотрение проблем математического моделирования процесса и расчета скорости сгущения является достаточно сложной задачей [5] и выходит за рамки данной брошюры. Для нас было важным определиться, что существует максимально возможная скорость осаждения твердой фазы в заданных технологических условиях для конкретной пульпы и применяемого реагента, а сгуститель заданной конструкции может либо обеспечить достижение этой скорости, либо нет. Проще говоря, классификация сгустителей на «скоростные» или «не очень» и т.п. - не более чем красивый маркетинговый ход. Корректнее было бы делить аппараты на два типа – отвечающие конкретной задаче разделения конкретной пульпы в заданном диапазоне изменения количества и свойств питания, либо – не отвечающие поставленным задачам и не обеспечивающие достижение максимально возможных скоростей процесса, определенных экспериментально в условиях лаборатории. Отдельно нужно сказать о достаточно «модной» на сегодняшний день теме «пастовых сгустителей». Следует отметить, что основную проблему вызывает как раз не вопрос получения вязкопластичных шламов в разгрузке сгустителя. Это обеспечивается выбором оптимального реагента, выдерживанием необходимого времени нахождения шлама в аппарате и запасом надежности механизма шламоудаления при работе с пастообразными шламами. Стоимость проектирования и изготовления «пастового сгустителя» не намного выше, чем любого другого, рисунок 4. Практическая составляющая и проблематика данного вопроса достаточно подробно рассмотрены в трудах ученых С-Пб Государственного Горного Института (ТУ) и ЗАО «Механобр-Инжиниринг» [6]. Основные проблемы после получения пасты возникают при эксплуатации хвостохранилищ, транспортировке шламов, что приводит к высоким эксплуатационным затратам. Как правило, во многих случаях более экономично получить плотные, но текучие шламы с последующим их обезвоживанием, чем организовать «пастовый» процесс. Рассмотрим, каким образом располагая данными о скорости осаждения суспензии, можно в первом приближении оценить работоспособность конкретного радиального сгустителя. Основными конструктивными параметрами сгустителя, определяющими его работоспособность, являются – диаметр аппарата, его рабочий объем, крутящий момент привода механизма шламоудаления. Рисунок 4 – «Пастовые» сгустители концентрата Скорость осветления (м3/м2час) регламентирует минимально возможную площадь зеркала слива сгустителя или его диаметр при заданном объеме питания сгустителя (м3/час). Отношение объема питания сгустителя к скорости осветления дает искомую величину площади зеркала слива сгустителя (м2) и, соответственно, определяет диаметр аппарата. Для расчета необходимого рабочего объема сгустителя существуют различные методики. Однако, для предварительной оценки работоспособности аппарата можно использовать простое правило - в общем случае рабочий объем радиального сгустителя не должен быть менее часового объемного расхода питания. При меньших объемах аппарата не удается установить ламинарный режим в зоне осветления, и одновременное получение чистых сливов и плотных осадков становится проблематичным. Следующий важный момент – определение крутящего шламоудаления, который зависит от режима работы аппарата. момента механизма Режимы сгущения можно условно разделить на следующие группы: 1) режим осветления с удельной нагрузкой менее 0,01 т/ м2час; 2) режим легкий с удельной нагрузкой 0,01-0,05 т/ м2час; 3) режим стандартный с удельной нагрузкой 0,05–0,150 т/ м2час; 4) режим тяжелый с удельной нагрузкой 0,150- 0,250 т/ м2час; 5) режим сверхтяжелый с удельной нагрузкой свыше 0,250 т/ м2час. Игнорирование режима сгущения при выборе аппарата приводит к двум типичным последствиям. В случае режима осветления или «легкого» часто приобретается аппарат более тяжелого типа, что приводит к неоправданным капитальным затратам, но не страдает технология. Но более часто при проведении тендеров, когда окончательный выбор оборудования, к сожалению, делают экономисты, а не технологи, приобретается самый дешевый из размерного ряда аппарат, который не соответствует поставленным технологическим задачам. Типичные последствия такого выбора приведены на рисунках 5, 6. Так, при строительстве в Забайкалье одной из новых углеобогатительных фабрик по водно-шламовой схеме водооборота требовалась установка радиального сгустителя диаметром 30 м. Выбранный при комплектации фабрики вариант сгустителя оказался самым дешевым из всех предложенных. Однако, по факту, приобретенный 30- метровый сгуститель оказался осветлителем коммунальных стоков и не был рассчитан на работу в условиях «тяжелого» сгущения хвостов обогащения угля. Стоимость мероприятий по обеспечению работоспособности участка в результате оказалась сравнимой со стоимостью приобретения нового сгустителя. Рисунок 5 – Деформация граблин механизма шламоудаления Рисунок 6 – Поломка вала механизма шламоудаления В общем случае методика расчета потребного крутящего момента достаточно громоздка и учитывает множество факторов: тип и КПД редуктора, реологические свойства шлама, конструктивные особенности механизма шламоудаления и т.д. Для предварительной (с погрешностью ±20%) проверки соответствия привода сгустителя решаемой технологической задаче предлагается использовать эмпирическую формулу для определения максимального крутящего момента редуктора (кНм): Мmax= kD2, где D – диаметр сгустителя (м), k- коэффициент удельной нагрузки, определяемый по графику, рисунок 4. Рисунок 7 – График для определения коэффициента нагрузки Условия применимости формулы: содержание твердого в сгущенном шламе по весу составляет не более 60%, при удельных нагрузках менее 0,1 т/м2час применяется коэффициент k= 0,4. Если полученные расчетные значения крутящего момента оказываются значительно выше значений, заявленных в паспорте аппарата, необходимо требовать у поставщика дополнительного обоснования выбора мощности привода. Таким образом, при выборе аппаратов для схем сгущения и водооборота с применением реагентов наиболее приемлемой можно считать следующую последовательность действий: - проведение лабораторных исследований (а при необходимости и пилотных испытаний) с целью подбора флокулянта (коагулянта), определения реальных скоростей сгущения и выбора типоразмера сгустителя; - определение режима сгущения, и выбор из аппаратов установленного типоразмера соответствующего по требованиям прочности, запасу мощности привода, обеспечению времени нормального протекания процесса (в том числе и по необходимому времени хлопьеобразования и выдержки шлама в аппарате). Учитывая высокую долю стоимости оборудования для процессов обезвоживания (сгущение, фильтрация) в общей стоимости оборудования обогатительных фабрик, целесообразно перед принятием окончательных решений о приобретении оборудования и началом проектирования выполнить независимую экспертизу технологических регламентов участков сгущения и водооборота. В общем случае экспертиза должна представлять собой анализ принятой водношламовой схемы, разработку мероприятий, направленных на обеспечение согласованной работы цепи процессов – приготовление флокулянта (коагулянта) – подготовка пульпы – смешение сгущение (осветление) [8]. Данное мероприятие малозатратно, как по срокам, так и по стоимости. Однако, как показывает практический опыт, экспертиза достаточно часто позволяет еще на стадии проектирования внести коррективы, позволяющие сэкономить значительные материальные ресурсы и избежать неоправданных трат на последующую реконструкцию технологической схемы и адаптацию сгустителя в ней. Зачастую обеспечение оптимальной работы участков водооборота связано не с «удачной» или «неудачной» конструкцией сгустителей, а с оптимизацией технологических мероприятий, не затрагивающих вопросы реконструкции существующих аппаратов или приобретения новых [7]. Выбор сгустителей для конкретной технологической схемы необходимо осуществлять на основе процессного подхода, который подразумевает, прежде всего, выявление определяющих факторов в технологическом процессе, влияющих на работу схемы водооборота. Иногда, изначально некорректно заданные водно-шламовой схемой входные условия процесса делают невозможной работу любого аппарата. При выборе аппарата необходимо иметь достоверные данные лабораторных и (или) пилотных испытаний о седиментационных свойствах пульпы, позволяющие установить основные конструктивные размеры сгустителей: диаметр, рабочий объем, мощность привода. МОДЕРНИЗАЦИЯ РАДИАЛЬНЫХ СГУСТИТЕЛЕЙ Большей частью вопросы расшивки «узких» мест участков водооборота и сгущения возникают на уже действующих производствах и фабриках, где приходится принимать решения в достаточно стесненных технологических и производственных условиях. Главная дилемма, – закупать новое оборудование или же модернизировать имеющееся. Как ни парадоксально, оптимизация схем сгущения в двух третях случаев не требует кардинальной замены аппаратурного парка и вполне решается на существующих площадях, а, зачастую, и с высвобождением части оборудования. Многолетняя практика проектирования и проведения экспертиз обогатительных фабрик показывает, что на сегодняшний день сформировалось две «школы» или методики проведения модернизации действующих производств, условно назовем их – «западная» и «отечественная». «Западная» школа предполагает, а порой практически навязывает замену старого оборудования и машин на новые, «более технологичные аппараты». «Отечественная» же методика рассматривает модернизацию как комплекс мероприятий по улучшению и оптимизации существующего оборудования и технологических процессов сообразно поставленным задачам. Обычно реконструкция переделов сгущения ставит задачи увеличения скорости осветления, степени сгущения твердой фазы, пропускной способности участков. Как ни парадоксально, решение этих задач в двух третях случаев не требует кардинальной замены аппаратурного парка и вполне решается на существующих площадях, а зачастую и с высвобождением части оборудования. Реализация задач модернизации действующего производства по «отечественной» методике предполагает и предлагает комплексные решения, как конструкторского, так и технологического характера на основе системного подхода к технологическим процессам. Рассмотрим на практических примерах как, используя принципы отечественной методики подхода к модернизации, получить желаемый результат по оптимизации процессов сгущения и водооборота в условиях конкретного предприятия с минимальными затратами при их высокой эффективности. Основной парк аппаратов, эксплуатируемых сегодня, представлен радиальными сгустителями различных типоразмеров с центральным либо периферийным приводом [9]. Разработаны и эксплуатируются они в основной массе с середины прошлого столетия. Между тем, в последние три десятка лет началось широкое применение реагентов для интенсификации процессов сгущения. Каковы же особенности процессов сгущения с применением реагентов, и что нужно учитывать при планировании реконструкции участков? Методика модернизации, разработанная и используемая нами на протяжении более десятка лет, рассматривает процесс сгущения с применением реагентов как последовательную цепочку элементарных процессов: Приготовление флокулянта (коагулянта) – Подготовка пульпы - Смешение реагента с исходной пульпой – Хлопьеобразование – Сгущение (осветление). Выпадение или неэффективная работа одного из звеньев этой цепи значительно снижает эффективность всего процесса. Вместе с тем, подпроцессы настолько связаны друг с другом, что зачастую возможна их совместная реализация в одном аппарате. Во многих случаях достаточно лишь определения и расшивки «узких» мест процесса для достижения требуемых результатов по оптимизации, что предполагает выработку как технологических, так и конструкторских решений. Рассмотрим на практических примерах возможность управления каждым из подпроцессов сгущения для получения необходимых технологических показателей. Приготовление флокулянта (коагулянта) Как правило, приготовление реагентов для процесса сгущения обеспечивается в автоматическом или полуавтоматическом режиме станциями приготовления и дозирования флокулянта, рисунок 8. Рисунок 8 – Станция приготовления и дозирования флокулянта. Для этого звена технологической цепи особенно важно приготовление и подача в процесс реагента в максимальном соответствии его паспорту. Флокулирующая активность может уменьшаться в процессе приготовления, хранения, транспортирования от места приготовления к сгустителю. Это обусловлено не только уменьшением молекулярной массы вследствие деструкции макромолекул, происходящей в результате химических, физических и микробиологических воздействий, но и увеличением компактности макромолекулярных клубков (глобул) в результате внутримолекулярного перераспределения водородных связей, [10]. Несколько лет назад на одной из ОФ Компании «Казахмыс» возникла проблема обеспечения регламентной влажности медного концентрата, отгружаемого потребителям. При экспертизе технологической схемы нами было предложено оптимизировать работу участка сгущения, так как питание фильтров составляла разгрузка сгустителей концентратной пульпы флотации. Повышение же плотности пульпы, как известно, способствует повышению производительности фильтрации, [11]. Узким местом схемы сгущения являлся участок приготовления флокулянта. Участок был удален от сгустителей и готовый раствор приходилось перекачивать по трубопроводам на расстояние около 300м. Кроме того, что концентрация рабочего раствора флокулянта не являлась оптимальной для процесса, раскачка реагента производилась центробежныминасосами, что значительно ухудшало его активность. Для увеличения скорости сгущения в два раза оказалось достаточным перенести станцию приготовления непосредственно на участок сгущения, произвести разбавление рабочего раствора реагента с концентрации 0.1 до 0.05% и отказаться от насосов подачи флокулянта в процесс за счет использования гидростатического напора. Кроме увеличения пропускной способности участка данное решение позволяло значительно увеличить плотность шлама разгрузки сгустителей, что автоматически повышало производительность фильтрации на 25%. Вопрос о приобретении дополнительных фильтров был снят Подготовка пульпы Что касается данного звена процесса, – мы, как правило, не можем воздействовать на имический состав пульпы и минералогический состав твердой фазы питания, которые определяются технологией и исходным сырьем. Однако, мы вполне можем управлять крупностью и содержанием твердого в пульпе.Для каждого сгущаемого продукта существует своя оптимальная плотность питания исходной суспензии, при которой сгуститель работает наиболее эффективно. Если фактическая плотность суспензии для данного материала ниже оптимальной, то перед сгустителем часть жидкой фазы необходимо удалить. Если фактическая плотность суспензии выше оптимальной, то перед сгущением добавляют или возвращают часть слива для разбавления питания. Увеличение производительности сгустителей, таким образом, в необходимых случаях может достигаться за счет применения систем саморазбавления пульпы питания. На одной из новых обогатительных фабрик «Русской медной Компании» возникли проблемы с работой схемы внутреннего водооборота. Рассматривался вопрос о необходимости строительства дополнительных мощностей по сгущению и приобретению дополнительных сгустителей При анализе технологического регламента было обращено внимание на высокое содержание твердого в пульпе питания сгустителей. Последующие лабораторные исследования подтвердили, что содержание твердого, регламентированное водно-шламовой схемой для питания сгустителей медного концентрата, в два раза превышало максимально допустимое для обеспечения нормального процесса разделения, рисунок 9. Показатели питания, слива и шлама сгустителя практически не различались. Для пульпы хвостов обогащения, удельная нагрузка по твердому на сгуститель превышала возможную для данного аппарата в полтора раза. Было предложено для сгущения медного концентрата ввести в водно-шламовую схему ветвь разбавления питания перед сгущением за счет ретура части осветленной воды. Для снятия излишней нагрузки хвостового сгущения была предложена установка батарейного гидроциклона перед сгустителем с отправкой песков разгрузки гидроциклонов непосредственно на фильтрацию, минуя сгущение, рисунок 10. Общая стоимость мероприятий по оптимизации оказалась в два с половиной раза меньше стоимости первоначального варианта с приобретением дополнительных аппаратов и реализовывалась на существующих площадях.. Рисунок 9 – Стабилизированная пульпа медного концентрата в «скоростном» сгустителе Рисунок 10 – Батарейный гидроциклон для предварительного выделения твердой фазы перед сгущением Смешение реагента с пульпой – Хлопьеобразование Значительного повышения эффективности сгущения можно добиться оптимизацией смешения реагентов с суспензией. Перемешивание суспензии с реагентами осуществляется в две стадии, причем первая стадия – в режиме, приближающемся к режиму идеального смешения, а вторая - в режиме идеального вытеснения по жидкой фазе. Это обусловлено тем, что на первой стадии в смесителях должно быть обеспечено равномерное распределение реагента по всему объему суспензии и его сорбция на поверхности частиц, а на второй – создание в специальных камерах условий хлопьеобразования, исключающих распад образовавшихся агломератов. Смесители и камеры хлопьеобразования могут представлять собой отдельные аппараты, включенные в технологическую цепочку перед подачей пульпы в сгуститель, однако зачастую возможна реализация этого процесса непосредственно внутри чана, за счет установки в сгустителе колодцев смешения и хлопьеобразования, рассчитываемых на основе предварительных лабораторных исследований кинетики процесса, [12, 13]. Схематически такой аппарат представлен на рисунке 11. Аппарат работает следующим образом. Суспензия, подлежащая сгущению, подается по патрубку 4 в смесительную камеру 3, где она приобретает вращательное движение. Энергия вращающегося потока, выходящего из смесительной камеры, частично гасится за счет сил вязкого трения и большей массы суспензии, находящейся в камере хлопьеобразования 2, обеспечивая режим вращения суспензии в ней и смешения флокулянта с суспензией на стадии хлопьеобразования в условиях, исключающих распад образовавшихся агломератов. При выходе из камеры хлопьеобразования в зону взвешенного слоя, агломераты твердой фазы осаждаются под собственным весом на дно аппарата, обезвоживаются и удаляются скребковым устройством 10 через шламовый патрубок 9. Осветленная жидкая фаза удаляется через сливной патрубок 8. Обеспечение максимально возможной скорости сгущения в аппарате реализовано за счет выделения внутри сгустителя трех зон. Первая – зона перемешивания питания с флокулянтом в смесительной камере, поз.3. Вторая зона ограничена камерой хлопьеобразования, поз.2. в этой зоне происходит деаэрация частиц, образование крупных флокул. Третья зона – оставшийся объем чана, в котором и происходит сгущение флокулированной пульпы во взвешенном слое. Смесительная камера, 4. Трубопровод питания, 5. Тангенциальный ввод в смесительную камеру, 6. Трубопровод флокулянта первой стадии, 7. Трубопровод флокулянта второй стадии, 8. Сливной короб, 9. Выгрузка шлама, 10. Скребковое устройство. Рисунок 11 – Схема сгустителя Так, к началу 2000-го года участок сгущения красного шлама АО «Алюминий Казахстана» был одним из «узких» мест в технологии производства глинозема. Вопрос повышения объемов выпуска продукции был достаточно проблематичен ввиду работы участка на предельной пропускной способности. Возможность увеличения производительности узла за счет приобретения дополнительных аппаратов сдерживалась отсутствием необходимых для их размещения производственных площадей. После цикла опытных испытаний на пилотных установках была произведена реконструкция пятиярусных сгустителей красного шлама. Ярусы на существующих аппаратах были удалены. Взамен демонтированных прежних питающих колодцев были установлены рассчитанные по результатам пилотных испытаний камеры смешения и камеры хлопьеобразования. Модернизация сгустителей и промывателей красного шлама позволила при тех же удельных расходах флокулянта не только увеличить чистоту и скорость слива до 0,81,5м3/м2час (в зависимости от дозировки флокулянта и характеристик пульпы питания) против 0,28-0,34 м3/м2час на традиционных отстойниках, но и за счет лучшего уплотнения твердой фазы заменить последующую промывку шлама на прямую 3-х стадийную фильтрацию. Это обеспечило сокращение объема воды, вводимой в процесс, снижение потерь за счет гидролиза, позволило сжать растворные потоки, а так же демонтировать высвободившиеся сгустители с получением площадей для размещения оборудования под программу увеличения производительности предприятия. Последующая реконструкция сгустителей шлама спекательной ветви позволила при снижении в два раза расхода вводимого в процесс флокулянта обеспечить получение чистых сливов при увеличении скорости слива на 30%, увеличить содержание твердой фазы в нижнем продукте в 1,15 раза. Естественно, решение данной задачи стало возможным только на основе изучения особенностей пульпы питания, применяемых флокулянтов и расчетов гидродинамики аппарата, обеспечивающей оптимальное их использование. На сегодняшний день на предприятии с учетом результатов многолетней промышленной эксплуатации произведена реконструкция и сгустителей белого шлама Естественно, решение данной задачи стало возможным только на основе изучения особенностей пульпы питания, применяемых флокулянтов и расчетов гидродинамики аппарата, обеспечивающей оптимальное их использование. Сгущение (осветление) Данные процессы проходят непосредственно внутри сгустителей. Эффективность этих процессов зависит не только от оптимальной организации предварительных подпроцессов, рассмотренных выше, но и от конструктивных особенностей аппаратов. Можно выделить три основных направления модернизации радиальных сгустителей. Первое – изменение конструкции путем установки оригинальных питающих колодцев, системы удаления шлама и системы подачи питания и флокулянта, обуславливающих оптимальные условия для взаимодействия пульпы питания с флокулянтом. Основные преимущества направления: - возможность модернизации аппаратов без их демонтажа, с использованием существующих опор и фундаментов, обечаек, ферм привода; - возможность использования существующих редукторов без их замены на более мощные при значительном снижении Ж:Т шлама. Второе направление модернизации – применение блоков тонкослойного сгущения. В качестве третьего направления интенсификации переделов сгущения там, где это экономически целесообразно, возможно предварительное выделение части твердой фазы из пульпы питания с помощью грохотов, дешламаторов или гидроциклонов, что позволяет до двух раз увеличить производительность сгустителя без проведения какой либо его модернизации только за счет снижения содержания твердой фазы в питании. Остановимся на некоторых конструктивных решениях. Перспективным решением вопроса увеличения запаса мощности и надежности сгустителей является гребковая система удаления шлама волокушного типа, рисунок 12. Рисунок 12 – Система шламоудаления волокушного типа Граблины такой системы вынесены из зоны нахождения плотного шлама. К ним на цепной или тросовой подвеске крепятся волокуши (литые или изготовленные из крановых или ж/д рельс). Особенностью конструкции является обеспечение индивидуальной мобильности гребков за счет независимой подвески каждого в отдельности к граблинам. Таким образом, при возникновении локального препятствия внутри чана, нагрузка от него воспринимается только одним гребком, не создавая дополнительной нагрузки на весь привод. При невозможности удаления препятствия гребок огибает его, не вызывая аварийного останова всей системы шламоудаления. Для обеспечения работоспособности системы по условию надежности удаления шлама каждый гребок снабжен системой фиксации от проскальзывания при штатной работе гибкой траверсой [14]. Как показывает практический опыт эксплуатации, подвесные волокуши нечувствительны к попаданию внутрь чана инородных предметов и гарантируют отсутствие заклинивания привода даже при чрезмерном зашламлении аппарата. Эта особенность позволяет удешевить и упростить конструкцию за счет отказа от механизма подъема вала и системы контроля крутящего момента. Минимальная возможная поверхность для отложения осадков на механизме позволяет, кроме того, увеличить межремонтный пробег от 1,5 до 2 раз [7, 8]. Учитывая большое количество находящихся в эксплуатации сгустителей с периферийным приводом, перспективным направлением является реконструкция этих аппаратов в скоростные сгустители с центральным приводом на ферме, устанавливаемой на существующий чан, рисунок 13. С одной стороны в процессе модернизации мы получаем более мощные аппараты, лишенные недостатков периферийного привода, с другой – использование центральной опорной колонны существующего чана позволяет снизить металлоемкость аппарата в полтора раза. Как следствие – снижение затрат и материалов на реконструкцию, а так же значительное снижение сроков реализации проектов [8,15]. Рисунок 13 - Модернизация радиального сгустителя с периферийным приводом на ДОФ «Оловокомбинат» г. Новосибирск Еще одно направление, – применение тонкослойных сгустителей, позволяющих значительно сократить площади, занимаемые оборудованием. Модульная конструкция блоков позволяет использовать их в качестве самостоятельного элемента, рисунок 14, или в составе сгустителей различной конструкции, рисунок 15 [9]. Осаждение твердой фазы пульпы происходит в наклонных каналах сотовой формы. Использование блоков сотовой конструкции позволяет получить высокую прочность при минимальной массе, что, в свою очередь, значительно сокращает стоимость блоков по сравнению с выполненными из плоских листов. Пластик, используемый в конструкции блоков, имеет высокую прочность, химическую стойкость. Низкий коэффициент трения, низкая степень адгезии к компонентам пульпы, отсутствие разбухания и расслаивания обеспечивают стабильный процесс самоудаления осадка с поверхности каналов. Наиболее важные условия работы сгустителя – равномерная подача питания во все каналы, образованные пластинами, и исключение взмучивания частиц, т. е. перемешивания исходного продукта со сгущенной пульпой, [10]. По сути, тонкослойные отстойники являются компактными скоростными осветлителями. Оборотная сторона процесса - малое время нахождения пульпы в аппарате. В случае необходимости получения сгущенного осадка высокой плотности необходимо предусматривать его дополнительное последующее уплотнение. В сгустителях комбинированного типа в качестве корпуса используется чан радиального сгустителя, рисунок 16. Кроме того, при планировании использования тонкослойных сгустителей в технологических процессах предпочтительнее всего провести предварительные полупромышленные испытания на пилотных установках, рисунок 17, с целью определения реальных скоростей осветления и склонности шлама к инкрустированию на пластинах блоков. Применение тонкослойных осветлителей особенно эффективно в случаях необходимости дополнительного осветления пульпы основных сгустителей. Так, в свое время перед нами стояла задача получения чистых сливов сгустителя пульпы в отделении мокрого помола ОАО «Ванадий-Тула». Заказчиком изначально предполагалось приобретение и установка на участке дополнительного радиального сгустителя для обеспечения качества оборотной воды. При технологической экспертизе работы участка было установлено, что удельная нагрузка по твердому на существующий сгуститель находится в пределах допускаемой для данного типа рудных материалов нормы, и сгущение твердой фазы, как и удаление образующегося шлама, вполне обеспечивается существующим аппаратом. Рисунок 14 – Единичный блок тонкослойного сгущения Однако, площади зеркала слива сгустителя оказалось недостаточно для полного осветления оборотной воды. Как вариант, была предложена установка на линии слива основного сгустителя компактного тонкослойного осветлителя для доосветления слива до регламентных характеристик. Стоимость такого решения оказалась почти в три раза меньше, чем предполагаемый первоначальный вариант. Рисунок 15 – Тонкослойные сгустители «Гормашэкспорт» Комплексный подход к проектированию и модернизации схем сгущения и водооборота, кроме экономии капитальных затрат, позволяет зачастую реально сокращать сроки реализации проектов, при высокой достигаемой при этом эффективности. Рисунок 16 – Пилотные испытания блока тонкослойного сгущения, установленного в радиальный сгуститель, на фабрике РГОК АО “Казцинк” Методика проектирования схем сгущения, разработанная и используемая в повседневной практике специалистами «Гормашэкспорт» подтверждена многолетним опытом безупречной работы более шестидесяти новых и модернизированных сгустителей в России, Болгарии, Казахстане и Узбекистане, защищена рядом российских и зарубежных патентов, рисунок 18 [14,15]. Из опыта практической работы нужно отметить, что при технологической экспертизе существующих схем водооборота и сгущения на действующих предприятиях всегда находятся «узкие» места, расшивка которых позволяет достичь необходимого эффекта без приобретения дорогостоящего оборудования. В качестве примера, вернемся к модернизации участка сгущения красного шлама на Павлодарском алюминиевом заводе. Работы по модернизации были инициированы в 2000 году и к концу 2002 года на участке сгущения красного шлама на технологию работало уже восемь модернизированных сгустителей диаметром 20 м. Рисунок 17 – Пилотная установка тонкослойного сгущения. Испытания на ОФ в «Прокопьевскуголь» В 2002-2003 г. на Богословском алюминиевом заводе была поставлена такая же задача по переходу от двадцатиметровых многоярусных сгустителей красного шлама к «скоростным» одноярусным. Надо отметить, что свойства бокситов, используемых в производстве глинозема на обоих заводах, были на тот момент сходны, как и проблемы, вызываемые их качеством при сгущении. К концу 2005 г. на ОАО «Богословский алюминиевый завод» был запущен новый одноярусный сгуститель №1/1. Производительность нового сгустителя по сливу составила 500-520 м3/ч, против 150 м3/ч до реконструкции. Для этого был произведен полный демонтаж одного из старых аппаратов, приобретен и установлен новый «высокопроизводительный» сгуститель и система управления. Рисунок 18 – Монтаж сгустителя СЦ-8- ВТ. ОФ «РУДМЕТАЛЛ». Болгария При модернизации участка сгущения на ПАЗе не приобреталось нового оборудования, элементы конструкций смесительных камер, камер хлопьеобразования и системы шламоудаления были изготовлены из собственных материалов и силами предприятия. В результате затраты на модернизацию всего участка сгущения (восемь аппаратов, станция приготовления и распределения флокулянта, перетрассировка трубопроводов пульпы и шлама) оказались того же порядка, что и затраты на приобретение и установку одного сгустителя на БАЗе при сравнимых технических характеристиках единичных аппаратов и сроках реализации проектов. Решение вопроса целесообразности тех или иных изменений технологической схемы или конструкции аппаратов должно основываться на выявлении главных закономерностей и особенностей сгущения конкретной пульпы, для конкретных производственных условий, с учетом лабораторных данных, а при необходимости и данных пилотных испытаний. Зачастую механический перенос работоспособной конструкции даже на одном предприятии из условий одного технологического участка в отличные, приводит к прямо противоположным от желаемых результатам. Как и любой из технологических процессов в химической технологии и обогащении, процесс сгущения имеет вполне определенный диапазон условий применимости. Опыт проектирования, пусконаладки, эксплуатации и накопленные статистические данные по реальным показателям работы различных типов сгустителей на различных материалах в обогащении и химической технологии позволили нам разработать методику предварительной оценки возможностей применимости процессов и аппаратов в схемах сгущения. Методика предусматривает рассмотрение двух аспектов, определяемых технологическими условиями и конструктивными параметрами аппаратов. Зачастую работоспособность схем сгущения связана не с «удачной» или «неудачной» конструкцией сгустителя, а с корректностью принятых проектных решений и оптимальной организацией схем. Модернизация схем сгущения предполагает прежде постановку задачи. От корректного определения вопросов, требующих разрешения будет зависеть и конечный результат. На этом этапе важную роль играет технологический аудит или экспертиза действующего производства. На основании многолетнего практического опыта нами категорически не рекомендуется при проведении модернизации воздействовать одновременно на несколько подпроцессов, взаимосвязанных друг с другом. Необходимо определить самое слабое звено технологической цепочки, требующее принятия однозначных решений, произвести расшивку узкого места в технологии, а далее отталкиваться от достигнутых результатов. Данный подход обеспечивает целевое расходование материальных ресурсов и защищает от неоправданного вложения средств. В конечном итоге, все решения по оптимизации процессов сгущения и водооборота направлены на оптимизацию работы каждого звена технологической последовательности: Приготовление – Подача – Дозирование – Смешение реагента – Обеспечение условий эффективной работы реагента. Библиографический список 1. Новый справочник химика и технолога: Процессы и аппараты химических технологий : в 2 ч. Ч. 2 / Г. М. Островский [и др.]; ред. Г. М. Островский. - СПб. : Профессионал, 2007. - 916 с. 2. Басов А. И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. – М., «Металлургия», 1981. - 496 с. 3. Selim M. S. Sedimentation of multisized particles in concentrated suspension / M. S. Selim, A. C. Kothari, R. M. Turian // AIChE J. – 1983. – V.29, № 6. – P. 1029 – 1038.. 4. Любич К.А., Бауман А.В. Особенности применения реагентов для интенсификации процессов очистки шахтных, карьерных и оборотных вод обогатительных фабрик. ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ ОБОГАЩЕНИЯ МИНЕРАЛЬНОГО И ТЕХНОГЕННОГО СЫРЬЯ: материалы научно-технической конференции, проводимой в рамках V Уральского горнопромышленного форума, 1-3 октября 2013 г., г. Екатеринбург / под ред. Е. Ф. Цыпина. – Екатеринбург: Изд-во УГГУ, 2013. С. 196-203. 5. Батунер Л. М. Математические методы в химической технике / Л. М. Батунер, М. Е. Позин.– Л. : Химия, 1968. – 824 с. 6. Проблемы традиционного намывного хвостохранилища при складировании хвостов в виде пасты / В. И. Кибирев, Т. Л. Смачная, В. И. Александров // Обогащение руд. 2009. - № 6. - С. 35-38. 7. Бауман А.В., Степаненко А.И. Проектирование систем водооборота и сгущения в производстве цветных металлов и глинозема. Комплексные решения и «ноу- хау». // Цветные металлы – 2011 г.: Сборник научных статей / Красноярск: ООО «Версо», 2011. С. 690-696. 8. Бауман А.В. О модернизации отечественных радиальных сгустителей. // Обогащение руд. - 2013. - № 1. - С. 44-49. 9. Басов А. И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. – М., «Металлургия», 1981. – 496 с. 10. Richardson P.F., Connelly L.J. Industrial Coagulants and Flocculants / Reagents in Mineral Technology. Vol. 27. 1988. P. 519-558. 11. Кармазин В.И., Серго Е.Е., Жендринский А.П. и др. Процессы и машины для обогащения полезных ископаемых. М., «Недра», 1974, - 560 с. 12. Бауман А.В., Ибрагимов А.Т., Фатюшин М.В. Аппарат для сгущения и осветления суспензий: Предварительный патент № 19680 РК // бюл. 2008. №7. 13. Бауман А. В. Анализ агрегативной и седиментационной устойчивости технологических пульп // Обогащение руд. 2018. №2. С. 55-60. 14. Патент 2394 Республика Казахстан, МПК B01D 21/02 (2006.01) B01D 21/06 (2017.01). Система удаления шлама радиального сгустителя / Степаненко А.И. ; Бауман А. В. ; патентообладатель ООО "ГОРМАШЭКСПОРТ" . – № 2017/0259.2 ; заявл. 21.04.2017 ; опубл. 16.10.2017, Бюл № 19. – 4 с. : ил. 15. Патент 2395 Республика Казахстан, МПК B01D 21/02 (2006.01) B01D 21/18 (2006.1). Способ модернизации радиальных сгустителей с периферическим приводом/ Степаненко А. И. ; Бауман А. В. ; патентообладатель ООО "ГОРМАШЭКСПОРТ" . – № 2017/0260.2 ; заявл. 21.04.2017 ; опубл. 16.10.2017, Бюл № 19. – 3 с. : ил. О Компании Компания «Гормашэкспорт», c 2000г. специализируется в области - инжиниринговых услуг, - проектировании, изготовлении и поставок технологического оборудования и технологических разработок, - модернизации и расшивки «узких мест» действующих горно-обогатительных, угольных, металлургических, энергетических и химических производств. Основа деятельности Компании – собственные разработки и ноу-хау. Специалистами Компании опубликовано более ста научных статей в академических, отраслевых журналах, сборниках конференций, получено 15 патентов на изобретения в РФ и за рубежом. Обладая собственной лабораторной и производственной базой, мы предоставляем: проведение исследований, разработку проектов и технологических регламентов, поставку технологического оборудования, шеф-монтаж, пусконаладочные работы, обучение персонала, гарантийное и послегарантийное обслуживание. Ключевые направления нашей работы - разработка и поставка оборудования и технологий для: - рудоподготовки; - обогащения и химической промышленности; - сухого обогащения (пневмосепарации) руд и нерудных материалов; - сгущения и осветления суспензий; - модулей очистки шахтных вод.