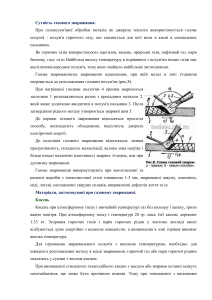
Правка металу Метал, що надходить для виготовлення металоконструкцій, може мати дефекти (погнутости, вм'ятини та ін.), отримані при транспортуванні, навантаженні або розвантаженні. Без усунення цих дефектів неможливо виготовити виріб потрібної форми і забезпечити якісне з'єднання деталей. Метал правлять в холодному стані на спеціальних механізмах. Листовий прокат вимагає правки в тих випадках, коли завод-виготівник поставляє його в неправленном вигляді і без упакування, якщо листи деформувалися в процесі завантаження-розвантаження або транспортування. Найчастіше зустрічаються такі види деформацій: хвилястість в поперечній і подовжній площинах, серповидність, випучини, заломи кромок. Для усунення перелічених вище недоліків використовують метод створення місцевої пластичної деформації вигину, який проводиться в холодному стані. Ці операції робляться на листоправильній машині, яка відноситься до групи ротаційних машин. Листоправильні машини можуть мати від 5 до 21 валків, кількість валків або роликів обов`язково непарне. Правка здійснюється між двома рядами роликів або валків, розташованих в шаховому порядку. Відстань між верхніми і нижніми рядами роликів регулюється, залежно від товщини листа. При проходженні між двома рядами валків кожна ділянка листа отримує багатократний вигин в протилежних напрямах і за рахунок цього відбувається випрямлення листа. Залежно від величини викривлення правка може робитися в один або декілька проходів. Зі збільшенням товщини листа кількість валків зменшується, оскільки менше деформації, тобто немає необхідності робити велику кількість вигинів. Увесь процес подання листа і правки здійснюється з пульта управління. Листоправильна машина також має бути оснащена двома механічними столами - один для подання листа, а другий для його прийому. Столи оснащуються рольгангами. Рисунок 2- Багатовалкова листоправильна машина 7*500*3550 Таблиця 2.2 - Технічна характеристика багато валкової листоправильної машини 7*500*3550 Параметри Значення Розміри листа, мм: товщина 12-30 найбільша ширина 3000 Число правильних валків 7 Діаметр правильних валків, мм 500 Крок правильних валків, мм 510 Швидкість правки, м/с 0,17 Потужність електродвигунів, кВт приводу обертання валків 125*2 приводу підйому - опускання верхніх валків 28 приводу підйому напрямних валків 3,5*2 Правку прутка проводять за допомогою ліщат та молотка. Фасонну сталь правлять на гвинтових пресах, а також за допомогою домкратів і спеціальних сортоправільних вальців. Рівність поверхні металу перевіряють сталевою лінійкою. Після правки на поверхні металу не повинно залишатися вм'ятин, забоїн та інших пошкоджень.