Ливарні властивості сплавів, термічна обробка виливків, ліквація
реклама

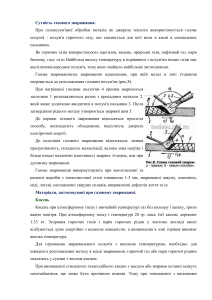
МІНІСТРЕСТВО ОСВІТИ І НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ «ХАРЬКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ» «Кафедра ливарного виробництва» РЕФЕРАТ За дисципліни «Ливарні сплави та технології плавки» На тему «Ливарні властивості сплавів, термічна обробка виливків, ліквація» Виконав: Студент групи МІТ-220СИ Пічиневський Богдан Олександрович Перевірив: Доц. Костик К.О Харків 2022 План 1. 2. 3. 4. 5. 6. Ливарні властивості сплавів Рідкоплинність Гази Неметалеві включення Термічна обробка виливків Усадка Вступ Ливарні металеві сплави складаються з двох або кількох складових. Основною складовою є метал, що надає всьому сплаву металевого характеру. Металеві сплави зазвичай дешевші за чисті метали і мають вищі механічні та фізичні властивості. Так, міцність сталі (сплав заліза з вуглецем) значно вища за міцність заліза; бронза (сплав міді з оловом та іншими елементами) та латунь (сплав міді з цинком та іншими елементами) міцніше за мідь; силумін (сплав алюмінію з кремнієм) міцніший за алюміній. Встановлено також, що багато сплавів відрізняються набагато кращими, ливарними властивостями, ніж чисті метали. Більшість металів, у тому числі виготовляються сплави, перебуває у земної корі над чистому вигляді, а хімічному поєднанні коїться з іншими елементами. Такі природні сполуки металів, що містять різні сторонні домішки, називаються рудами. З цих руд після підготовки на металургійних заводах отримують чисті метали чи сплави. 1. Ливарні властивості сплавів Ливарні сплави – багатокомпонентні металеві речовини з комплексом ливарних властивостей, що забезпечує отримання виливків необхідної конфігурації з високою експлуатаційною здатністю, заданими розмірною точністю та якістю поверхні. Найважливішими ливар. властивостями сплавів є рідкоплинність (здатність у розплавленому стані заповнювати ливарну форму, чітко відтворюючи контури її поверхні), усадження (зменшення об'єму під час охолодження в розплавленому стані, у процесі тверднення та в твердому стані під час охолодження до т-ри довкілля), схильність до ліквації (неоднорідність хім. складу в різних частинах виливка, що виникає під час його тверднення через різну розчинність окремих компонентів сплаву в його рідкій і твердій фазах), утворення внутр. напружень і тріщин, неметал. включень, поглинання газів. Вони проявляються як у рідкому стані, так і на всіх стадіях тверднення й охолодження сплавів. Л. с. класифікують залежно від їхнього складу, властивостей і призначення. Сплави на основі заліза називають чорними (до них належать всі різновиди чавунів і сталей), на основі алюмінію, магнію, цинку, олова, свинцю, міді, титану, молібдену, нікелю, кобальту, берилію та ін. металів, зокрема й благородних (срібла, золота, платини), – кольоровими. Для забезпечення необхід. властивостей литих деталей, напр., міцності, твердості, зносостійкості, у сплави в певній кількості вводять спец. домішки, т. зв. легуючі елементи, за вмістом яких розрізняють низько- (менше 2,5 %), середньо- (від 2,5 до 10 %) і високолеговані (більше 10 %) сплави. Значення ливарних властивостей дуже велике і має бути враховано в наступних випадках: 1) при дослідженні та розробці нових сплавів; слід зупинятися на композиціях, що забезпечують найбільш сприятливе поєднання робочих (механічних, фізичних і ін). і ливарних властивостей; 2) в процесі створення і проектування виливки; надійність і довговічність виробів в значній мірі зумовлюється ливарні властивості використовуваного для їх виготовлення сплаву; 3) під час розробки технологічного процесу виготовлення виливків; у всіх випадках при інших рівних умовах, слід віддавати перевагу сплавам з кращими ливарними властивостями. Ливарні властивості сплавів проявляються в рідкому стані, при затвердінні, в рідко-твердому і твердо-рідкому і твердому станах. Номенклатура ливарних властивостей в залежності від рівня виробництва сплавів і загального розвитку техніки може з часом змінюватися. До основних ливарним властивостям належать такі: 1) Рідкоплинність - здатність металів і сплавів в рідкому стані заповнювати форми і точно відтворювати в литві її обриси; 2) схильність до поглинання газів і утворення з цієї причини дефектів у виливках: 3) схильність до утворення неметалевих включень; 4) усадка (об'ємна в рідкому і рідко-твердому станах, об'ємна і лінійна в твердорідкому і твердому станах, а також при фазових перетвореннях) і схильність до утворення усадочних раковин і пор; 5) схильність до ліквації; 6) схильність до утворення в результаті первинної та вто-пічних кристалізації макро і мікроструктури; 7) схильність до утворення ливарних напрузі і тріщин. 2.Рідкоплинність Рідкоплинність – здатність розплавленого металу текти по каналах ливарної форми, заповнювати її порожнини і чітко відтворювати контури відливки. При високій рідкотекучесті сплави заповнюють всі елементи ливарної форми. Рідкоплинність залежить від багатьох факторів: від температурного інтервалу кристалізації, в'язкості та поверхневого натягу розплаву, температури заливки у форми, властивостей форми й ін. Чисті метали і сплави, що затвердівають при постійній температурі, мають кращу рідкоплинність, ніж сплави, що затвердівають в інтервалі температур (тверді розчини). Чим вище в'язкість, тим менше рідкоплинність. Зі збільшенням поверхневого натягу рідкоплинність знижується. З підвищенням температури заливки розплавленого металу і форми рідкоплинність поліпшується. Збільшення теплопровідності матеріалу форми знижує рідкоплинність. Так, піщана форма відводить теплоту повільніше, і розплавлений метал заповнює її краще, ніж металеву форму. Наявність неметалевих включень знижує рідкоплинність. Так само впливає хімічний склад сплаву (зі збільшенням вмісту сірки, кисню, хрому рідкоплинність знижується; зі збільшенням вмісту фосфору, кремнію, алюмінію, вуглецю рідкоплинність збільшується). На рідкоплинність впливає кілька груп факторів: 1) властивості сплаву – теплота і інтервал температур кристалізації, теплоємність, теплопровідність; 2) властивості форми – теплоакумулююча здатність форти (залежить від теплопровідності, теплоємності та щільності матеріалу форми), газонепроникність, шорсткість поверхні стінок та ін.; 3) технологічні умови лиття – температури заливки і форми, величина металостатічного напору і зовнішнього надлишкового тиск. Заповнюваність є більш загальним поняттям, ніж рідкоплинність. Заповнюваність залежить від конфігурації проби-способу підведення розплаву (знизу, зверху), числа підвідних каналів, розташування стінок форми (горизонтальне або вертикальне), товщини стінок, співвідношення обсягу і площі поверхні форми та ін., а також від рідкоплинності, яка є одним з важливих факторів заповнюваність. Види рідкоплинності: 1. Нульова – припинення течії розплаву через утворення певної кількості твердої фаза. 2. Істинна – рідкоплинність, яка визначається при однаковій величиною перегріву над температурою нульової рідкоплинності. 3. Умовно-істинна – рідкоплинність, яка визначається при однаковій температурі перегріву над температурою ліквідуса. 4. Практична – рідкоплинність, визначається при однаковій температурі заливки. Фактори, що впливають на рідкоплинність металів і сплавів Фізичні властивості сплавів. Основними фізичними властивостями сплавів, що впливають на рідкоплинність, є теплота, інтервал температур кристалізації, теплопровідність і теплоємність. Теплота кристалізації і теплоємність розплаву визначають поряд з температурою заливки запас тепла, а теплопровідність і Теплофізичні властивості форми-швидкість втрати тепла. Чим більше запас тепла і менше швидкість його втрати, тим більше рідкоплинність. Теплота кристалізації – домінуючий фактор, що характеризує запас тепла. Вона становить 85- 90% всієї теплоти розплаву. Теплота перегріву, що є складовою частиною запасу тепла, визначається температурою розплаву і теплоємністю. З їх збільшенням зростає і рідкоплинність. Хоча частка теплоти перегріву в реальних умовах становить 10-30 % від величини запасу тепла, вплив її дуже важливо, так як впливати на запас тепла можливо тільки зміною температури розплаву. При близьких значеннях теплоти кристалізації з ростом величини теплоємності збільшується запас тепла і, відповідно, рідкоплинність. Істотний вплив на рідкоплинність надає і теплопровідність металу. Рідкоплинність металів і сплавів не залежить від поверхневого натягу. У той же час величина поверхневого натягу в значній мірі визначає заповнюваність тонкостінних частин виливки. Для сплавів, крім розглянутих вище факторів, великий вплив на рідкоплинність надає характер кристалізації, що залежить від інтервалу температур кристалізації. Вузькоінтервальні сплави (чисті метали, евтектики), що тверднуть з утворенням стовпчастих кристалів, що мають суцільний фронт кристалізації, мають більшу рідкоплинність, ніж широкоінтервальні сплави, для яких характерне утворення або розгалужених дендритних кристалів, або рівноосних кристалів у всьому обсязі виливки. 3. Гази Гази (так називатимемо елементи, існуючі в звичайних умовах у природі в газоподібному стані, незалежно від форми існування в сплавах або відливання) в ливарних сплавах в одних випадках є найшкідливішими домішками, а в інших використовуються для отримання високоякісних щільних виливків і навіть для поліпшення ряду властивостей (наприклад, міцності, твердості, жароміцності та ін.) У металах і сплавах газоподібні елементи можуть бути присутніми у таких видах: а) газових включень (раковин та сферичних бульбашок); б) твердих хімічних сполук з елементами, що входять до складу сплаву (оксидів, нітриду, гідридів та ін.); в) рідких і твердих розчинів, у цьому випадку атоми газоподібних елементів можуть розташовуватися між атомами основного металу або увійти (впровадитися) у його кристалічну решітку; г) тонких куль, адсорбованих на поверхні металу або сплаву, наприклад, у чавуні адсорбція газів може відбуватися на поверхні графітових включень, розташованих у товщі металевої матриці. Розчинність газів у металах та сплавах у значній мірі залежить від виду та властивостей газу, природи розчинника, температури та тиску. з властивостей газу на його розчинність великий вплив робить молекулярна та атомна будова. У звичайних рідинах підвищення температури зменшує розчинність газів. У рідких металах та сплавах розчинність газів з підвищенням температури може збільшуватися. Процес розчинення газів у металах і сплавах починається з адсорбції, яка зазвичай викликає зниження поверхневого натягу на межі розділу: рідина - газ. Поверхнева фізична адсорбція є первинною стадією сорбційних процесів для більшості випадків взаємодії у системах рідина-газ. З підвищенням температури отримує розвиток процес активованої адсорбції, що є попередньою стадією дифузії газів у метал. Цей вид адсорбції, характерний для більшості систем метал - газ, відрізняється від звичайного збільшення кількості адсорбованого газу на поверхні адсорбенту з підвищенням температури. Теплота активованої адсорбції значно перевищує відповідні величини фізичної адсорбції і наближається до величин теплоти хімічних реакцій. У процесі активованої адсорбції молекули адсорбованого газу на поверхні адсорбенту дисоціюють і можуть вступати з ним у хімічну взаємодію. Велике розвиток отримують процеси активованої адсорбції у системах металводень. Гази, адсорбовані поверхнею металу в атомарному стані, дифундують у метал. Процес дифузії регулюється температурою, тиском та адсорбцією, величина якої, у свою чергу, залежить від стану поверхні та структури металу-адсорбенту. Чим більша активна поверхня адсорбенту, тим більшим буде і кількість дифузного газу. На відміну від звичайних рідин у твердих та рідких металах розчинність газів з підвищенням температури збільшується. Це можна пояснити тим, що розчинення газів у металах є ендотермічним процесом. Разом з тим, у деяких випадках розчинність газів у металах з підвищенням температури зменшується (наприклад, розчинність водороду в титані, цирконії, ванадії при підвищенні температури зменшується). процес розчинення газів у цих випадках є екзотермічним. Закон квадратного кореня є дійсним у випадках, коли двоатомний газ, що адсорбується металом, попередньо піддається дисоціації з утворенням двох атомів, що розчиняються незалежно один від одного, причому утворюється розчин або хімічну сполуку з одним атомом розчиняється речовини в молекулі. Цей закон не можна застосовувати для газів з присутніх у металі та формі недіссоціірованих хімічних сполук, до молекул яких входити більше одного атома розчиняється газу. Це саме можна сказати і до випадку, коли молекула, розчиняючись у металі або взаємодіючи з ним, розпадається на велику кількість атомів, На розчинність газів у металах дуже впливають розмірний фактор і величина електронегативності атомів металу та розчиняється газу. З цим, наприклад, пов'язується різна творена в металах і сплавах азоту і водороду. Азот від РаСорода відрізняється великими розмірами атомів і високим знанням першого іонізаційного потенціалу. Азот, як правило, закривається в металах, з якими він утворює нітрид. Швидкість розчинення газів у металах залежить від агрегатного стану металу або сплаву, його структури, інтенсивності перемішування в плавильному агрегаті, характеру руху потоку рідкого металу і т. п. Так, швидкість розчинення газу в рідкому металі більша, ніж у твердому. При русі металу дрібними цівками або краплями в газовій середовищі розчиняється більше газу, ніж при русі потоку газу над розплавленим металом, що знаходяться під кулею шлаку. Турбулентний потік рідкого металу захоплює і розчиняє за інших рівних умов більше газу, ніж ламінарний. Барботаж рідкого металу газом може в одних випадках збільшити вміст газів, а в інших сприяти дегазації сплаву. Фазові перетворення та зміни агрегатного стану металів та сплавів можуть супроводжуватися стрибкоподібним зміною розчинності азоту в залозі. Присутність у металі різних домішок також істотно змінює розчинність. 4. Неметалеві включення Досить часто експлуатаційні властивості стали визначаються ступенем відмінності фізичних властивостей неметалічних включень (твердість, міцність, коефіцієнт термічного розширення) з металевою матрицею. Істотне значення має і те, що сталь є гетерогенний матеріал, компоненти якого в формі оксидів, сульфідів, нітридів і т.п. входять до складу складних, а часто і багатофазних неметалічних включень. Неметалеві включення по деформируемости ділять на три класи: деформуються глобули (наприклад, SiO2); недеформіруемие оксиди, дробящиеся в рядки (корунд А12 О3), алюмінати кальцію СаО - Al2 O3; шпінелі МnО - Аl2 О3; пластичні сульфіди і силікати. Силікати (SiO2 xCaO, SiO2 xFeO, SiO2 xMnO) при низьких температурах тендітні, при високих - пластичні. Температура їх розм'якшення залежить від складу: знижується з ростом вмісту в них марганцю і зростає - зі збільшенням концентрації заліза або кальцію. Інтервал температур, в якому змінюється їх деформованість, лежить в області гарячої прокатки. Тому від незначних на перший погляд особливостей ведення плавки і розкислення залежить, чи будуть деформуватися силікати при прокатці даної плавки чи ні. Найбільш небезпечними з точки зору руйнування металу є тверді і гострокутні включення зерен корунду. Небезпечні також великі включення: рядки алюмінатів і алюмосилікати розміром від 100 до 300 мкм. Від виникнення рядків алюмінатів можна захиститися вакуумним раскислением або заміною раскислителя. В останні роки в металургії все частіше застосовують різні мікролегулірующіе елементи і їх комбінації - в тому числі лужноземельні (кальцій, барій, стронцій), рідкоземельні (ітрій, неодим, празеодим) і ряд нітрідообразующіх елементів (ванадій, титан. Цирконій і ін.). Дані елементи застосовуються з метою зниження розчинності шкідливих домішок (кисню, сірки, азоту і т.д.) в готової стали, а також вдосконалення природи неметалевих включень. В даний час для розкислення стали найбільш широко використовують алюміній. При високих залишкових концентраціях алюмінію хімічний склад оксидних включень у сталі наближається до чистого глинозему, що часто є небажаним як з точки зору технологічних, так і споживчих властивостей металу. Тому під час позапічної обробки, як правило, проводять технологічні заходи, спрямовані на зміну природи неметалевих включень. Модифікування неметалевих включень в раскисленной алюмінієм стали здійснюється кальцієвої обробкою розплаву. Кальцій розчиняється в оброблюваному металі і, володіючи високою хімічною активністю по відношенню до кисню, частково заміщає алюміній в складі оксидних включень. При досить високій концентрації розчиненого кальцію оксидні неметалеві включення в стали представлені, головним чином, алюминатами кальцію різного складу. Вельми перспективним для зниження кількості оксидів в стали представляється її вакуумирование в неокислених стані, щоб використовувати реакцію окислення вуглецю для зниження вмісту водню, азоту і кисню. Широко відомо, що сталь, розкислення вуглецем під вакуумом, менше забруднена оксидними включеннями, ніж сталь, яка до вакуумної обробки була раскислена кремнієм. У цій же стали менше виражені мікро- і макролікваціонние процеси. Дійсно, меншою забрудненості стали оксидними включеннями при її раскислении вуглецем під вакуумом, сприяє те, що видалення кисню за рахунок взаємодії з вуглецем дозволяє уникнути утворення деякої кількості включень при подальшому раскислении феросплавами. Тому при введенні кремнію в сталь після вакуумуглеродного розкислення первинні ендогенні включення, як правило, не утворюються. Такий спосіб обробки дозволяє виробляти сталь, вільну від великих оксидних включень і їх локальних скупчень.Сталь, розкислення вуглецем під вакуумом, має більш високі механічні властивості при їх меншій розкид на поздовжніх і поперечних зразках. Встановлено також, що в стали, раскисленной вуглецем під вакуумом, сульфіди мають сприятливе будову. Таким чином, розвиток технології розливання сталі на МБЛЗ зумовило підвищення вимог до якості стали. Процеси рафінування сталі в ковші. розроблені за останні десятиліття, доповнили сталеплавильне виробництво новими можливостями і розширили діапазон марочного складу стали, який можна отримувати в умовах сучасних сталеплавильних цехів. Як правило, найкращі результати досягаються в разі застосування агрегатів для комплексної позапічної обробки сталі типу «ківшпіч», в яких крім процесів рафінування сталі забезпечується її доведення за хімічним складом і температурі. 5. Термічна обробка виливків Термічна обробка виливків по звичайних режимам не усуває в повній мірі структурні особливості ливарної сталі. Для зниження хімічної неоднорідності доцільно проведення високотемпературної гомогенізації з наступною нормалізацією для підготовки стали до остаточної термічній обробці. Видалення дефекту у вигляді тріщини повітряно-дуговим струганням. | Форма оброблення дефекту при виправленні виливків аустенітної сталі. | Застосування при заварці підкладної пластини (А або вставки (Б. Термічна обробка виливків з вуглецевої сталі після заварки не обов'язкова, якщо площа заварки не перевищує площу, зазначену в табл. 6.8 і якщо заварка дефектів шийки фланці не превишат 25% довжини кола. Термічна обробка виливків виробляється для зняття внутрішніх напружень, поліпшення структури і інших властивостей виливків. В залежності від температури, швидкості охолодження і тривалості витримки використовують наступні види термічної обробки виливків: відпал, нормалізацію, загартування і відпустку. Термічна обробка виливків білого чавуна виробляється для підвищення міцності і пластичності чавуну шляхом переведення цементиту в графіт з метою отримання ковкого чавуну. Термічну обробку виливків виробляють у ливарному цеху; значна частина сталевих і деяка частина чавунних виливків проходять термічну і хімікотермічну обробку. Після термічної обробки сталеві та деякі інші виливки піддають дробеструйной очищенню від утворилася окалини. Придатні виливки передають на механічну обробку, а що поставляються по кооперації іншим підприємствам грунтують (покривають фарбою) і передають на склад готової продукції. Термічну обробку виливків застосовують, коли необхідно змінити твердість виливки, а також для зняття внутрішніх напружень і в окремих випадках - зміни мікроструктури металу з метою поліпшення властивостей виливка. Термічну обробку виливків з чавуну проводять для зниження ливарних напруг і стабілізації розмірів, зниження твердості і поліпшення оброблюваності, підвищення механічних властивостей, а також зносостійкості. Застосовують різні види термічної обробки чавунних виливків. Термічній обробці виливки з цього сплаву не піддаються, але поліпшення механічних властивостей забезпечується, як зазначено далі, модифікуванням. Після термічної обробки виливки всіх плавок сталей 20ХМФЛ і 15Х1М1ФЛ піддаються Металографічному контролю. Структура повинна складатися з фериту та перліту. У випадку виявлення грубої вид-манштеттовой структури виливки повинні бути піддані повторній термічній обробці з перевіркою механічних властивостей. Для термічної обробки виливків з магнієвих сплавів застосовують камерні, шахтні та методичні печі. Найбільш досконалими є печі типу ПАП,забезпечують перепад температур в печі не більше 2 С, що дозволяє знизити тривалість нагрівання і відповідно підвищити температуру нагрівання під загартування до максимально можливої. Pежим термічної обробки виливків зі сталі 1Х13Л, 2Х13Л, Х25ГЛ, Х18Н9ГЛ, Х18Н12МЗГЛ,Х9СЛ, Х24Н12СЛ, Х18Н24С2Л, Х25Н19С2Л, Х6С2МЛ, Г13Л та інші. Технологічні інструкції термічної обробки виливків повинні бути складені так, щоб у них був повністю розроблений температурний режим термічної обробки, якого і слід точно дотримуватися. Необхідність проведення термічної обробки виливків і визначення механічних властивостей сталі встановлюються технічними умовами замовлення, вид і режим термічної обробки встановлюються заводом-постачальником. При призначення термічної обробки виливків необхідно враховувати наступне зміна їх розмірів, особливо діаметра втулок зірочок приводних ланцюгів, зубчастих коліс і інших деталей, що складають основну частину номенклатури термічно оброблюваних виливків. При застосуванні термічної обробки виливків заготовки для виготовлення зразків для механічних випробувань повинні проходити термічну обробку спільно з виливками. Найчастіше для термічної обробки виливків з алюмінієвих сплавів застосовують ПАП-ЗМ, який повністю механізовано, а процес загартування в ньому автоматизований. Піч ПАП-4М призначена для відпалу та штучного старіння виливків з алюмінієвих сплавів. В залежності від виду термічної обробки виливків з сірого чавуну досягаються зняття напруг, зниження або підвищення твердості, підвищення механічних властивостей. Поясніть призначення і розкажіть види термічної обробки виливків з чавуну, сталі, кольорових сплавів. Зміна межі тривалої міцності сталі марок ПЗ і П5 в функціїтемператури випробування. Вплив технології виплавки сталі ПЗ та термічної обробки виливків ще більшою мірою позначається на короткочасних і тривалих, міцнісних і пластичних характеристиках металу. При згоді споживача допускається невиробляти термічної обробки виливків 1 групи з нелегованих і легованих сталей. Число повних термічних обробок має бути не більше трьох. Іноді для поліпшення механічних властивостей застосовують термічну обробку виливків; гарт і відпустку при 500 - 600С, для збільшення пластичності - відпал, сприяючий сфероідезаціі перліту. Гарантовані механічні властивості металу виливків. | Гарантовані механічні властивості металу виливків. При згоді споживача допускається не проводити термічну обробку виливків I групи з нелегованих і легованих сталей. Число повних термічних обробок має бути не більше трьох. Іноді для поліпшення механічних властивостей застосовують термічну обробку виливків; гарт і відпустку при 500 - 600С, для збільшення пластичності - відпал, сприяючий сфероідезаціі перліту. Гарантовані механічні властивості металу виливків. | Гарантовані механічні властивості металу виливків. При згоді споживача допускається не проводити термічну обробку виливків I групи з нелегованих і легованих сталей. Число повних термічних обробок має бути не більше трьох. Значна зміна властивостей може бути досягнуто термічною обробкою відливок. Обидва методи виробництва розрізняються головним чином способами термічної обробки виливків. Мікроструктура високоміцного чавуну. (хЗОО). У деяких випадках для поліпшення механічних властивостей застосовують термічну обробку виливків: гарт і відпустку при 500 - 600 С для підвищення міцності; отжиг, сприяючий сфероідізаціей перліту, для збільшення пластичності. Газові пори, що знаходяться під щільною ливарної кіркою, не дозволяють виконувати термічну обробку виливків з кольорових сплавів, так як при високих температурах гази розширюються і поризбільшують свій об'єм, утворюючи бульбашки і вспучіни на поверхні виливків. Для зниження пористості виливків в практиці порожнину прес-форми і розплавлений метал вакуумнорують або повітря в робочій порожнині прес-форми заміщають киснем, який не змішується з металом, а утворює тонкі окисні плівки на поверхні виливки, не знижуючи її якості. Температура відпустки після заварки повинна суворо витримуватися, так як відпустка це остання операція термічної обробки виливки. Збільшення температури відпустки після заварки порівнянні з температурою відпустки після закінчення термообробки деталі забороняється. Дефекти в виливках з вуглецевих сталей часто заварюють без попереднього і супутнього підігріву. Якщо дефекти виявлені під час механічної обробки, питання про необхідності їх виправлення і термічної обробки виливків після виправлення вирішується заводом-постачальником. Механічні властивості алюмінієвих сплавів змінюються в залежності від хімічного складу сплаву, методів литва і термічної обробки виливків. Крім того, втомну міцність може бути значно підвищена шляхом зміцнюючої обробки колінчастих валів, термічної обробки виливків і легування чавуну. Внаслідок нерівномірного прогріву садки при великій її товщині в елеваторних печах не вдається забезпечити однорідність якості термічної обробки виливків. Велика товщина садки, а отже, великий тиск в її нижніх шарах викликають утворення деформацій оброблюваних виливків, для усунення яких надалі необхідно введення трудомісткого процесу виправлення. Процес отримання виливки складається з наступних основних операцій: виготовлення ливарної форми: плавки металу; заливки металу у форму; затвердіння металу і охолодження виливки; вибивки виливки з форми; обрубки і очищення виливка; термічної обробки виливка; контролю якості виливки і здачі її на механічну обробку. Кожна з перерахованих складних і много-переходних за характером операцій має здійснюватися таким чином, щоб був забезпечений високий рівень якості виливки за всіма показниками, включаючи точність розмірів і чистоту поверхні, сприятливу структуру металу, а також відсутність зовнішніх і внутрішніх ливарних і металургійних дефектів. Отримання тієї чи іншої структури чавуну у виливках залежить від багатьох факторів: хімічного складу чавуну, виду шихтових матеріалів, технології плавки і позапічної обробки металу, швидкості кристалізації й охолодження розплаву у формі, а отже, товщини стінки виливки, теплофізичних властивостей матеріалу форми та ін. Структуру металевої основи чавуну можна змінювати також термічною обробкою відливок, загальні закономірності впливу якої аналогічні виникають при термічній обробці вуглецевої сталі, а особливості пов'язані з супутніми змінами металевої основи процесами графітизації. 6. Усадка Усадка – одне з найважливіших властивостей металу. Усадочні процеси, що відбуваються при затвердінні виливків, є основною причиною гарячих і холодних тріщин. Крім того, усадочні явища визначають щільність виливка, її механічні властивості, характер і розподіл усадочної раковини і усадочної пористості, точність відтворення конфігурації виливки. Тому для теорії та практики лиття велике значення має встановлення характеру і величини усадки в залежності від численних факторів, діючих при затвердінні. Усадка металів пов'язана з термічним стисненням тіла, що охолоджується, причиною якого є асиметрія міжатомних сил. Вона полягає у тому, що сила відштовхування атомів при їх зближенні зростає швидше, чим сила тяжіння при їх видаленні. Рівноважне положення атома відповідає мінімуму потенційної енергії і характеризується міжатомною відстанню. При нагріванні амплітуда коливання атома збільшується, підвищується його енергія, і через неоднакову зміну сил відштовхування і тяжіння рівноважне положення атома зміщується вправо. Це призводить до збільшення міжатомної відстані і, отже, до збільшення розмірів. Зворотний процес відбувається при охолодженні. При переході з рідкого стану в тверде стрибкоподібно змінюється обсяг, що пов'язано зі зникненням "дірок" Френкеля. Розрізняють такі види усадок: 1. Усадку залежно від температурного інтервалу: а) усадка в рідкому стані – від температури заливки до температури початку кристалізації; б) усадка в інтервалі температур кристалізації; в) усадка в твердому стані – від температури солідус до кімнатний. 2. Позитивну і негативну усадку. У більшості металів і сплавів при переході з рідкої фази в тверду об'єм зменшується (позитивна усадка). Ряд металів (вісмут, сурма, галій, кремній) і сплавів (сірий чавун) кристалізуються зі збільшенням обсягу (негативна усадка). 3. Вільну і утруднену усадку. Якщо усадка відбувається при відсутності різного роду перешкод, вона називається вільною. При наявності механічного або термічного гальмування усадка вважається утрудненою. 4. Лінійну і ливарну усадку. Лінійна усадка визначається тільки коефіцієнтом термічного розширення і інтервалом температур. Ливарна усадка, крім зазначених факторів, залежить також і від впливу форми. Якщо усадка вільна, то лінійна і ливарна усадки збігаються. І ту і іншу усадку можна розглядати для всього обсягу виливки, тобто визначати об'ємну усадку . Вона приблизно дорівнює потроєному значенню відповідно або лінійної, або ливарної усадка. Лінійна усадка: Характер лінійної усадки металів і сплавів значною мірою ступеня визначається інтервалом кристалізації. Для чистих металів, евтектик і хімічних сполук лінійна усадка починається від температури кристалізації і триває аж до повного охолодження виливки. Усадка в цьому випадку залежить тільки від коефіцієнта термічного розширення. У деяких металів і сплавів (залізо, титан, олово та ін.) в твердому стані відбуваються поліморфні перетворення, які впливають на величину усадка. На відміну від чистих металів і евтектик, що кристалізуються при постійній температурі, Сплави тверднуть в інтервалі температур, в якому стан сплавів умовно поділяють на рідко-тверде з переважанням рідкої фази і твердо-рідке з переважанням тверда фаза. У рідко-твердому стані при температурах, близьких до температури ліквідус, кількість твердої фази незначно, тому усадка здійснюється ва рахунок зменшення рівня металу в формі. Починаючи з певної температури рідкотвердого стану, коли утворюється вже достатня кількість твердої фази, починається зміна горизонтальних розмірів виливки. При цьому у більшості сплавів відбувається збільшення розмірів, зване предусадочним розширенням. Причиною такого розширення є виділення газів. При зниженні температури і переході з рідкого стану в тверде розчинність газів різко зменшується. У більшості випадків це призводить до збільшення газовиділення при кристалізації. Поки виливок знаходиться в рідко-твердому стані, що виділяється газ порівняно легко розсовує кристаліти і утворюється межкристалітна пористість викликає предусадочне розширення. Після того як виливок переходить в твердо-рідкий стан, що виділяється газу важче викликати предусадочне розширення, так як для цього необхідно подолати опір кристалізується каркаса, причому розширення має "перекомпенсувати" лінійну усадку, що розвивається у твердо-рідкому стані. Тому для більшості сплавів предусадочне розширення закінчується при температурі освіти твердо-рідкого стану, після чого починається лінійна усадка. У деяких сплавів розширення може мати місце і в верхньому інтервалі температур твердо-рідкого стану. Предусадочне розширення залежить від газонасиченості сплаву, його хімічного складу, швидкості охолодження, характеру і величини кристалів та інших факторів. Так, в чавунах основною причиною предусадочного розширення є виділення графіту при кристалізації, а процес газовиділення надає менший вплив. Температура, при якій утворюється значна кількість твердої фази і з якої починається лінійна усадка, називається ефективною. Інтервал кристалізації між температурою солідус і ефективною температурою називається ефективним інтервалом кристалізації. При охолодженні виливки від температури солідус до кімнатної на лінійну усадку можуть впливати фазові і магнітні перетворення та інші фактори. Так, деякі чисті метали при температурах на кілька градусів нижче точки плавлення мають аномально великим коефіцієнтом термічного розширення, перевищує звичайний в 20 разів і більше. Ця аномалія була пояснена станом предплавління, наявністю невеликої кількості рідкої фази через фазових флуктуацій. Так як температурний інтервал існування такого аномального коефіцієнта дуже малий, всього лише кілька градусів, то абсолютний приріст лінійної усадки незначний. У сталях і чавунах в процесі охолодження при температурі A1 відбувається перетворення аустеніту в перліт, що приводить до збільшення обсягу. Тому усадку поділяють на доперлітну і послеперлитну. Величина усадки змінюється залежно від характеру і величини зерно. При утворенні великих стовпчастих кристалів лінійна усадка більше, ніж при утворенні дрібних равновісних зерен. Це пов'язано з тим, що стовпчасті кристали утворюють жорсткий каркас, при наявності якого лінійна усадка починається раніше. Підвищення ж температури початку лінійної усадки призводить до збільшення ефективного інтервалу кристалізації і тим самим до збільшення лінійної усадки. Для одного і того ж типу зерен при великій величині кристалів жорсткий каркас утворюється при більш високій температурі, що також збільшує лінійну усадка. Підвищення швидкості охолодження може призвести до збільшення лінійної усадки внаслідок пружного і пластичного стиснення зовнішніх шарів виливки під впливом внутрішніх сил. Величина лінійної усадки сплавів значною мірою визначається типом діаграми стану. Зміна лінійної усадки залежить від положення лінії температур початку лінійної усадки (рівноважне або нерівноважне). Лінійна усадка сталей в більшості випадків - 1,2–2,2 %, чавунів-0,8–1,5 %, кольорових металів-0,4– 1,5 %. Величину її необхідно враховувати при проектуванні форми. Усадка металів і сплавів, що відбувається в процесі кристалізації, призводить до утворення усадочних дефектів-усадочної раковини і усадочної пористості. Наявність цих дефектів зменшує вихід придатного металу і є однією з поширених причин браку лиття. Вага прибуткових частин виливки, де зосереджуються усадочні раковини, при фасонному литті становить 20-70% від ваги виливки. Великі витрати несе Ливарне виробництво у зв'язку з утворенням внутрішньої усадочної пористості і несприятливого розташування пустот в тілі виливки. Вартість браку лиття від такого роду дефектів оцінюється витратами не тільки на лиття, але і на механічну обробку, при якій і виявляється пористість. Тому вивчення причин виникнення усадочних пустот в виливках і можливість їх усунення є важливим завданням ливарного виробництва. Усадочна раковина: Усадочна раковина в виливках утворюється в результаті зменшення обсягу рідкого металу при охолодженні в інтервалі температур кристалізації. Перехід з рідкого стану в тверде для більшості металів супроводжується зменшенням обсягу, тому кристалізація сплаву знижує рівень залишився рідкого метал. Крім того, зменшення обсягу розплаву відбувається при його охолодженні внаслідок термічного стиснення. Все це і призводить до появи усадочної раковини, утворення якої починається в момент кристалізації перших шарів рідини на поверхні виливки, а закінчується при кристалізації останніх обсягів розплаву. Усадочна пористість: Усадочна пористість в виливках є наслідком усадочних явищ, що відбуваються в процесі кристалізації. На відміну від усадочної раковини, усадочна пористість представляє мікропустоти, відносно рівномірно розподілені по перетину виливки. Пористість в виливку має місце при переважанні у структурі рівновісних кристалів. Вони утворюються, як правило, в значному обсязі виливок. Це призводить до того, що залишки розплаву між зернами кристалізуються ізольовано і усадка при кристалізації не компенсується підведенням нових порцій розплаву. Тож на стиках між зернами утворюються мікропустоти, величина яких залежить від розміру кристалів, зони злитка і деяких інших факторів. Найбільша усадочна пористість має місце при утворенні великих кристалітів і розташовується на деякій відстані від поверхні злитка, розміри пір трохи збільшуються в бік осьової частини виливки. Усадочна пористість підрозділяється на розсіяну, розподілену відносно рівномірно по всьому об'єму виливки, і зональну, зосереджену в певних зонах. В сталевих виливках усадочна пористість, як правило, розташовується уздовж осі виливки, у кольорових же сплавах-більш рівномірно по перетину. Усадковий пористість в кольорових сплавах в чистому вигляді зустрічається рідко, в більшості випадків вона поєднується з газовою пористістю. Відмітний особливістю газової пористості є округла форма пори. При газозбіжній пористості пори можуть бути округлої або неправильної форми, це залежить від того, яка пористість - газова або усадочна - переважає. Усадочна пористість не виключає наявності усадочної раковини, яка в цьому випадку має значно менший обсяг. Для виявлення і дослідження усадочної пористості застосовують металографічний аналіз, що просвічує випромінювання (рентгенівське або гамма-промені), гідростатичне зважування і деякі інші способи. Список використаних джерел 1. Мазур В.І. Введення в теорію сплавів/Мазур Дніпропетровськ: Изд. Ліра ЛТД. – 2009. – 264 с. В.І, Мазур А.В.- 2. Таран Ю.М. Структура евтектичних сплавів/Таран Ю.Н., Мазур В. І.- М.: Металургія.- 1978.-312 с. 3. Мазур В. Фазові рівноваги та фазові перетворення. Підручник.- К.: Політехніка.-2020.- 212 p. 4. Романова А.В. Структура та властивості металевих розплавів. // Метали, електрони, грати.- Київ: Наукова думка.- 1975.- с. 168 - 202. 5. Мазур В.І. Особливості мікроскопічної кінетики перитектичного перетворення у Fe-C сплавах/ Мазур В.І., Лобода П.І.- Металознавство та обробка металів.- №2.-2014.- с. 3–8. 6. Мазур В.І., Локальні фазові рівноваги та мікроскопічна кінетика екстектичного перетворення в бінарних сплавах / Мазур В.І., Лобода П.І.Металознавство та обробка металів.- №3.- 2014.- с. 3 – 9. 7. Мазур В.І. Спрямовано кристалізацію та 3D структуру трифазної чотирикомпонентної евтектики в системі / Мазур В.І., Богомол Ю.І., Упатов М.І.Нові технології та матеріали.