УДК 621.9 А.С. Ямников, Нгуен Ван Кыонг, О.А. Ямникова
реклама

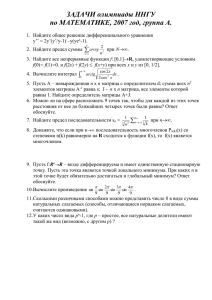
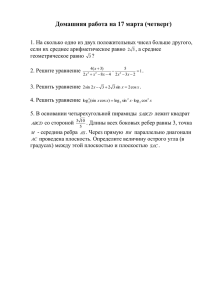
УДК 621.9 ВЛИЯНИЕ ПОДАЧИ И ГЕОМЕТРИИ РЕЖУЩЕЙ КРОМКИ НА РАСЧЕТНУЮ ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ А.С. Ямников, Нгуен Ван Кыонг, О.А. Ямникова Выведены аналитические зависимости для определения расчетной высоты микронеровностей при точении для пяти возможных сочетаний главного и вспомогательного углов в плане и радиуса вершины резца, а также подачи. Ключевые слова: высота микронеровностей, подача, геометрия вершины резца в плане. Значительное влияние технологических условий обработки на качество поверхностного слоя и точность изготовления детали, является очевидным фактом. Иными словами, параметры качества обработанной поверхности в значительной мере определяются режимом резания, геометрией режущего инструмента, физико-механическими свойствами обрабатываемых и инструментальных материалов, а также другими параметрами процесса резания. Проблеме установления аналитических зависимостей между отдельными показателями качества поверхностей и технологическими параметрами процесса обработки посвящено большое количество работ [1-9]. В результате этих исследований учеными получены различные аналитические зависимости и уравнения, учитывающие влияние тех или иных технологических параметров процесса резания на основные показатели качества обработанной поверхности. Механизм образования микронеровностей при лезвийной обработке конструкционных материалов и, в частности, жаропрочных и нержавеющих сталей и сплавов, подчиняется общим закономерностям, физический смысл которых заключается в том, что форма микронеровностей в первом приближении определяется профилем и траекторией движения формообразующей части режущего лезвия инструмента (т.е. режущей кромкой). На полученный профиль накладываются искажения, вносимые пластическими деформациями в зоне резания, трением и задирами по задней грани инструмента, а также вибрациями. При резании жаропрочных сталей и сплавов имеются и особенности, влияющие на процесс образования шероховатости поверхности, к которым относится, например, наличие более или менее стабильного нароста, образующегося при резании, со слабо выраженным явлением срыва, что благоприятно сказывается на шероховатости получаемой поверхности. Применительно к расчету величины шероховатости поверхности имеются различные зависимости, как теоретические, разработанные на основе геометрических построений и аналитических выкладок, так и эмпирические, установленные путем корреляционного анализа экспериментальных данных. При изучении шероховатости поверхности микронеровности с методической точки зрения удобно делить на расчетные неровности и действительные неровности. Под расчетными неровностями понимают такие: высота и форма которых могут быть определены геометрически при следующих допущениях: 1) обрабатываемый материал считается абсолютно недеформируемым; 2) технологическая система - абсолютно жесткая; 3) лезвия инструмента представляют собой геометрические линии. Действительные неровности или просто неровности это те микронеровности, которые возникли на обработанной поверхности после прохода режущего инструмента. В начале XX века процесс формирования шероховатости при чистовой механической обработке представлялся как микронеровности, оставляемые на обработанной поверхности радиусной вершиной резца, а, следовательно, и для описания формируемой шероховатости использовали уравнение Чебышева: 2 s max Rz , 8r где R z - средняя высота микронеровностей, s - подача, r радиус вершинного лезвия На рис. 1 изображен расчетный микропрофиль поверхности, обработанной при точении резцом без переходного лезвия. Этот случай имеет место при черновом точении, когда глубина резания и подача значительно превышают радиус и его влиянием можно пренебречь. 2 Рис. 1. Расчетный микропрофиль поверхности, обработанной при продольном точении Для простоты взят резец без переходного лезвия. При точении высота расчетных неровностей R zp равна высоте pk треугольника mnp : Rzp mp sin 1 , mp mq a mn sin , sin mpq sin( 1 ) sin( 1 ) mn s , (1) (2) где - главный угол в плане; 1 - вспомогательный угол в плане. Таким образом Rzp s sin sin 1 . sin( 1 ) (3) Формула (3) пригодна для расчета R zp при растачивании, сверлении, зенкеровании, строгании и фрезеровании торцовыми фрезами. Обычно может встретиться различное соотношение названных выше параметров, поэтому дальше рассмотрены четыре типовых случая. Если резец имеет круговое переходное лезвие, то в зависимости от соотношения между величинами подачи на оборот s , углов в плане и 1 и радиуса r переходного лезвия высота расчетных неровностей определяется по одной из формул 3 1 1. При s r (sin 1 sin ) r (cos 1 cos )ctg1 или 1 s r (sin 1 sin ) r (cos cos 1 )ctg (рис. 2), и и 1 tg ) , 2 2 (4) sin sin 1 [ s r (tg 1 tg )] . sin( 1 ) 2 2 (5) mn s r (tg тогда Rzp Рис. 2. Расчетный микропрофиль поверхности, обработанной при продольном точении 2. При s r (sin 1 sin 2 ) (рис. 3), Rzp mh r oh , (6) тогда s2 R zp r oh r r . 4 2 4 (7) Рис. 3. Расчетный микропрофиль поверхности, обработанной при продольном точении 1 3. При 2r sin s r (sin 1 sin ) r (cos cos 1 )ctg , (рис. 4) Rzp pn sin , (8) pn o' p1 p1n o' p rctg rtg 2 2 и o' p , 2 2 o1 p o' p o' o1 2o' p o' o1 cos . Рис. 4. Расчетный микропрофиль поверхности, обработанной при продольном точении Так как 5 (9) (10) o' o1 o' o2 o1o2 r s, sin (11) r r s) cos ( s) 2 r 2 0 . sin sin (12) o' p rctg s cos s sin (2r sin ) . (13) 2 o' p 2o' p ( Откуда Тогда rctg 2 , s cos s sin (2r sin ) ] sin Rzp [rctg rtg (14) или s Rzp r (1 cos ) sin 2 sin s sin (2r sin ) . (15) 2 1 4, При и 2r sin 1 s r (sin 1 sin ) r (cos 1 cos )ctg1 , (рис. 5): s Rzp r (1 cos 1 ) sin 21 sin 1 s sin 1 (2r sin 1 ) .(16) 2 Рис. 5. Расчетный микропрофиль поверхности, обработанной при продольном точении Из вышеприведенных выкладок видно, что в зависимости от сочетания величины подачи и углов в плане режущей пластины, а также её угла наклона расчетная величина шероховатости при продольном точении является величиной однозначной и определяется по зависимостям (1) ,(5), (7), (15) и (16). 6 Эти уравнения позволяют определить детерминированную составляющую высоты микронеровностей при продольном и поперечном точении, а также при торцовом фрезеровании. Список литературы 1. Бобров В.Ф. Основы теории резания металлов. М.: Машиностроение, 1976. 344 с. 2. Ямников А.С., Кузнецов Е.Ю. Нгуен В.К. Повышение эффективности точения фасонных деталей: монография. Тула. Изд-во ТулГУ. 2014. 157 с. 3. Нгуен В.К., Ямников А.С. Методология оптимизации режимов резания / Фундаментальные и прикладные проблемы техники и технологии. 2012. № 1. С. 56-63. 4. Безъязычный В. Ф., Козлов В. А. Назначение оптимальных режимов резания с учетом заданных параметров точности обработки и шероховатости обработанной поверхности / Вестник Рыбинского государственного авиационного технического университета имени П. А. Соловьева, № 2 (21), 2011. С. 35 – 42. 5. Безъязычный В.Ф. Расчетное определение параметров шероховатости обработанной поверхности с учетом термомеханических явлений процесса резания // прогрессивные методы и средства автоматизации механической обработки: Сб. науч. тр./РАТИ. - Ярославль, 1983. С. 107-112. 6. Бржозовский Б.М., Плотников А.Л., Таубе А.О. Исследование и разработка методики расчета оптимальных параметров режимов резания на токарных станках с ЧПУ./ Межвуз. сб. науч. тр. / ВолгГТУ. Волгоград, 2001. С. 101108. 7. Ямников А.С., Ямникова О.А. Определение условий виброустойчивого точения нежестких заготовок многорезцовыми головками / Наукоемкие технологии в машиностроении. 2012. № 11. С. 15-21. 8. Ямникова О.А.Построение математической модели колебаний нежесткого вала при обработке резанием / СТИН. 2003. № 1. С. 18. 9. Bykov G.T., Yamnikov A.S., Yamnikova O.A., Dorokhin N.B. VIBRATIONAL STABILITY IN TURNING THIN-WALLED PIPE BY MULTICUTTER HEADS / Russian Engineering Research. 2010. Т. 30. № 3. С. 296-299. 7 Ямников Александр Сергеевич - д-р техн. наук, профессор. [email protected]; Тула, Тульский государственный университет Нгуен Ван Кыонг, преподаватель, [email protected]). Республика Вьетнам. Ямникова Ольга Александровна - д-р техн. наук, профессор. [email protected] Россия, Тула, Тульский государственный университет NFLUENCE OF GIVING AND GEOMETRY OF THE CUTTING EDGE ON THE SETTLEMENT ROUGHNESS THE PROCESSED SURFACE A.S. Yamnikov, Nguyen Wang Kyong, O. A. Yamnikova Analytical dependences for definition of design altitude of microroughnesses when turning for five possible combinations of the main and auxiliary corners in the plan and the radius of top of a cutter, and also giving are removed. Keywords: height of microroughnesses, giving, geometry of top of a cutter in the plan. Yamnikov Alexander Sergeyevich Dr.Sci.Tech., [email protected]; Tula, Tula state university professor. Nguyen Wang Kyong, teacher, [email protected]. Republic Vietnam. Yamnikova Olga Aleksandrovna - the Dr.Sci.Tech., professor. [email protected]. Russia, Tula, Tula state university 8