Данное Руководство является
переводом оригинального
Руководства, поставляемого
на английском языке
РУКОВОДСТВО
ПО ПРОГРАММИРОВАНИЮ
MAZATROL SmoothG
(для обрабатывающих центров)
Программы формата EIA/ISO
Номер руководства:
H749PB0018E
Серийный номер:
Перед началом эксплуатации данного станка и оборудования в целях обеспечения
надлежащей эксплуатации необходимо полностью изучить содержание настоящего
руководства. При возникновении вопросов необходимо обращаться в ближайший
центр технической поддержки.
ВАЖНЫЕ ЗАМЕЧАНИЯ
1.
Необходимо соблюдать все меры предосторожности, указанные в данном руководстве,
а также на предупредительных табличках станка и оборудования. Пренебрежение этим
требованием может привести к серьезным травмам персонала и повреждению
оборудования. Все утраченные таблички необходимо немедленно заменять.
2.
Любые модификации оборудования, которые могут повлиять на безопасность,
запрещены.
3.
Для наглядности на некоторых рисунках оборудование изображено со снятыми
крышками, дверцами и т.д. Перед началом работы необходимо убедиться в наличии всех
защитных приспособлений.
4.
Данное руководство является полным и точным на день публикации, но поскольку
компания постоянно улучшает характеристики своей продукции, могут иметь место
изменения. При возникновении вопросов необходимо обращаться в ближайший центр
технической поддержки.
5.
Для своевременного разрешения возникающих вопросов необходимо, чтобы данное
руководство находилось рядом с оборудованием.
6.
Для заказа нового руководства необходимо обратиться в ближайший центр технической
поддержки, указав номер руководства или название станка, его серийный номер и
название руководства.
7.
Экспорт программ обработки может быть ограничен во избежание их использования в
военных целях. Подготовленные пользователем программы обработки являются его
собственностью, поэтому он самостоятельно распоряжается ими в соответствии с
законодательством.
Издано Отделом публикации руководств, Yamazaki Mazak Corporation, Япония
01.2018
Авторское право (C) 2016 YAMAZAKI MAZAK CORPORATION. Все права защищены.
СОДЕРЖАНИЕ
1
УПРАВЛЯЕМЫЕ ОСИ ...............................................................1-1
1-1
2
3
4
5
Координатные слова и управляемые оси .......................................... 1-1
ЕДИНИЦЫ ИЗМЕРЕНИЯ ВВОДИМЫХ ДАННЫХ УП .............2-1
2-1
Единицы измерения вводимых данных УП ....................................... 2-1
2-2
Единицы измерения вводимых данных ............................................. 2-1
2-3
Десятичные данные программы ......................................................... 2-1
ФОРМАТЫ ДАННЫХ ................................................................3-1
3-1
Коды перфоленты................................................................................ 3-1
3-2
Форматы управляющей программы ................................................... 3-5
3-3
Формат сохранения данных перфоленты .......................................... 3-7
3-4
Пропуск кадра по дополнительному заданию ................................... 3-7
3-5
Номер программы, номер технологического прохода и номер
кадра: O, N ........................................................................................... 3-8
3-6
Контроль горизонтальной и вертикальной четности......................... 3-9
3-7
Перечень G кодов .............................................................................. 3-11
БУФЕРНЫЕ РЕГИСТРЫ ...........................................................4-1
4-1
Входной буфер .................................................................................... 4-1
4-2
Буфер предварительного считывания ............................................... 4-2
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ .................5-1
5-1
Метод ввода геометрических данных ................................................ 5-1
5-1-1
6
Ввод абсолютных данных/данных в виде приращений G90/G91 ..... 5-1
5-2
Выбор дюймовой/метрической системы измерения: G20/G21 ........ 5-3
5-3
Ввод десятичной точки ........................................................................ 5-4
ФУНКЦИИ ИНТЕРПОЛЯЦИИ ...................................................6-1
6-1
Позиционирование (быстрое перемещение): G00 ............................ 6-1
C-1
6-2
Одностороннее позиционирование: G60 ........................................... 6-4
6-3
Линейная интерполяция: G01 ............................................................. 6-5
6-4
Круговая интерполяция: G02, G03 ..................................................... 6-6
6-5
Круговая интерполяция с указанием радиуса: G02, G03 .................. 6-9
6-6
Спиральная интерполяция: G2.1, G3.1 (дополнительная
функция) ............................................................................................. 6-11
6-7
Выбор плоскости: G17, G18, G19 ..................................................... 6-19
6-7-1
Общие сведения ................................................................................. 6-19
6-7-2
Способы выбора плоскости ............................................................... 6-20
6-8
Включение и отключение команды интерполяции в полярных
координатах: G12.1/G13.1 ................................................................. 6-21
6-9
Интерполяция по виртуальной оси: G07 .......................................... 6-24
6-10 Сплайновая интерполяция: G06.1 (дополнительная функция) ...... 6-25
6-11 Модальная сплайновая интерполяция: G61.2
(дополнительная функция) ............................................................... 6-36
6-12 Интерполяция по сложнопрофильным кривым (NURBS):
G06.2 (дополнительная функция) .................................................... 6-37
6-13 Цилиндрическая интерполяция: G07.1 ............................................ 6-44
6-14 Винтовая интерполяция: с G17 по G19, G02, G03 .......................... 6-53
6-15 Управление фиксированным градиентом для G0
(дополнительная функция) ............................................................... 6-55
6-16 Наложение быстрого перемещения ................................................. 6-56
6-17 Эвольвентная интерполяция (дополнительная функция) .............. 6-58
7
ФУНКЦИИ ПОДАЧИ ..................................................................7-1
7-1
Значения скорости быстрого перемещения ...................................... 7-1
7-2
Значения скорости рабочей подачи ................................................... 7-1
7-3
Синхронная/Асинхронная подача: G94/G95 ...................................... 7-1
7-4
Выбор скорости подачи и ее влияние на каждую управляемую
ось ......................................................................................................... 7-3
C-2
7-5
Автоматический разгон/торможение .................................................. 7-6
7-6
Ограничение скорости ......................................................................... 7-7
7-7
Контроль точного останова: G09 ........................................................ 7-7
7-8
Режим контроля точного останова: G61 .......................................... 7-10
7-9
Автоматическая коррекция на углах: G62........................................ 7-10
7-10 Режим нарезания резьбы метчиком: G63 ........................................ 7-16
7-11 Режим резания: G64 .......................................................................... 7-16
7-12 Коррекция на геометрию: G61.1/,K/R ............................................... 7-17
7-12-1
Функция коррекции на геометрию: G61.1 ......................................... 7-17
7-12-2
Коэффициент точности (,K) ............................................................... 7-18
7-12-3
Ввод номера данных SMC (P) ........................................................... 7-19
7-12-4
Управление плавной обработкой углов (R) ...................................... 7-19
7-13 Подача с обратным отсчетом времени: G93 (дополнительная
функция) ............................................................................................. 7-23
8
9
ФУНКЦИИ ВЫДЕРЖКИ ............................................................8-1
8-1
Команда выдержки по времени: (G94) G04 ....................................... 8-1
8-2
Команда выдержки, заданная в числе оборотов: (G95) G04 ............ 8-2
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ...........................................9-1
9-1
Вспомогательные функции (трехзначный M код) .............................. 9-1
9-2
Вспомогательные функции номер 2 (восьмизначные адреса
A/B/C) .................................................................................................... 9-2
10 ФУНКЦИИ ШПИНДЕЛЯ ..........................................................10-1
10-1 Функции шпинделя ............................................................................ 10-1
10-1-1
Двоичный код частоты вращения шпинделя .................................... 10-1
10-1-2
Команда частоты вращения шпинделя с десятичными цифрами .. 10-1
10-2 Диапазон значений частоты вращения шпинделя: G92 ................. 10-2
C-3
11 ФУНКЦИИ ИНСТРУМЕНТА ....................................................11-1
11-1 Функция инструмента (для станков с устройством АСИ) ................ 11-1
11-2 Функция инструмента (Трехзначный Т код) ..................................... 11-2
11-3 Функция инструмента (восьмизначный T код) ................................. 11-2
12 ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ .........................12-1
12-1 Коррекция на инструмент.................................................................. 12-1
12-2 Задание/отмена коррекции на длину инструмента: G43, G44
или Т код/G49 ..................................................................................... 12-7
12-3 Коррекция на положение инструмента: с G45 по G48 .................... 12-9
12-4 Коррекция на радиус инструмента: G40, G41, G42 ....................... 12-15
12-4-1
Общие сведения ............................................................................... 12-15
12-4-2
Коррекция на радиус инструмента .................................................. 12-15
12-4-3
Коррекция на радиус инструмента при использовании других
команд ............................................................................................... 12-24
12-4-4
Угловое перемещение...................................................................... 12-31
12-4-5
Прерывания во время коррекции на радиус инструмента ............ 12-31
12-4-6
Общие меры предосторожности при коррекции на радиус
инструмента ...................................................................................... 12-33
12-4-7
Обновление номера коррекции в режиме коррекции .................... 12-34
12-4-8
Перерезка заготовки в результате коррекции на радиус
инструмента ...................................................................................... 12-36
12-4-9
Проверка на возможность столкновений ........................................ 12-38
12-5 Трехмерная коррекция на радиус инструмента
(дополнительная функция) ............................................................. 12-45
12-5-1
Описание функции............................................................................ 12-45
12-5-2
Методы программирования ............................................................. 12-46
12-5-3
Взаимодействие с другими функциями .......................................... 12-50
12-5-4
Общие примечания по трехмерной коррекции на радиус
инструмента ...................................................................................... 12-50
12-6 Ввод данных программы: G10 ........................................................ 12-51
C-4
12-7 Ввод данных коррекции на инструмент в формате MAZATROL .. 12-59
12-7-1
Параметры выбора ........................................................................... 12-59
12-7-2
Коррекция на длину инструмента.................................................... 12-61
12-7-3
Коррекция на радиус инструмента .................................................. 12-62
12-7-4
Изменение данных на инструмент (при работе в режиме
автоматического управления) ......................................................... 12-63
12-8 Функция управления формой (дополнительная функция) ........... 12-64
12-8-1
Общие сведения ............................................................................... 12-64
12-8-2
Формат программирования .............................................................. 12-65
12-8-3
Подробное описание ........................................................................ 12-65
12-8-4
Комментарии ..................................................................................... 12-71
12-8-5
Совместимость с другими функциями ............................................ 12-73
12-8-6
Пример программы ........................................................................... 12-74
12-9 Команды задания линейных углов ................................................. 12-75
13 ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ .................13-1
13-1 Циклы обработки отверстия: G34.1/G35/G36/G37.1 ....................... 13-1
13-1-1
Общие сведения ................................................................................. 13-1
13-1-2
Обработка отверстий по окружности: G34.1 .................................... 13-2
13-1-3
Обработка отверстий по прямой линии: G35 ................................... 13-3
13-1-4
Обработка отверстий по дуге: G36 ................................................... 13-4
13-1-5
Обработка отверстий по точкам решетки: G37.1 ............................. 13-5
13-2 Постоянные циклы ............................................................................. 13-6
13-2-1
Общие сведения ................................................................................. 13-6
13-2-2
Формат данных постоянного цикла ................................................... 13-7
13-2-3
G71.1 (снятие фасок при вращении инструмента по часовой
стрелке) ............................................................................................. 13-11
13-2-4
G72.1 (снятие фасок при вращении инструмента против
часовой стрелки)............................................................................... 13-12
13-2-5
G73 (высокоскоростное глубокое сверление) ................................ 13-13
13-2-6
G74 [Нарезание обратной резьбы метчиком] ................................. 13-14
C-5
13-2-7
G75 (растачивание) .......................................................................... 13-15
13-2-8
G76 (Растачивание) .......................................................................... 13-16
13-2-9
G77 (обратная подрезка торцов) ..................................................... 13-17
13-2-10
G78 (Растачивание) .......................................................................... 13-18
13-2-11
G79 (Растачивание) .......................................................................... 13-19
13-2-12
G81 (центрование отверстия) .......................................................... 13-19
13-2-13
G82 (сверление)................................................................................ 13-20
13-2-14
G83 (глубокое сверление) ................................................................ 13-21
13-2-15
G84 (нарезание резьбы метчиком) ................................................. 13-22
13-2-16
G85 (развертывание) ........................................................................ 13-23
13-2-17
G86 (Развертывание) ....................................................................... 13-23
13-2-18
G87 (обратное растачивание) ......................................................... 13-24
13-2-19
G88 (Растачивание) .......................................................................... 13-25
13-2-20
G89 (Растачивание) .......................................................................... 13-25
13-2-21
Синхронное нарезание резьбы метчиком (дополнительная
функция) ............................................................................................ 13-26
13-2-22
G82.2 (Цикл автоматического сверления с периодическим
выводом сверла) (дополнительная функция) ................................ 13-32
13-3 Временная отмена покадрового останова в постоянном цикле... 13-34
13-3-1
Описание функции............................................................................ 13-34
13-3-2
Примеры операций ........................................................................... 13-34
13-4 Возврат в исходную и базовую точки: G98 и G99 ......................... 13-35
13-5 Включение/отключение масштабирования: G51/G50 ................... 13-36
13-6 Включение/отключение функции зеркального отображения
посредством G кода: G51.1/G50.1 .................................................. 13-49
13-7 Включение/отключение функции зеркального отображения
посредством М кодов: M91, M92, M93/M90.................................... 13-50
13-8 Управление подпрограммами: M98, M99 ....................................... 13-52
13-9 Вращение геометрических тел: M98 (Дополнительная
функция) ........................................................................................... 13-59
C-6
13-10 Обработка кадров конца программы: M02, M30, M998, M999 ...... 13-63
13-11 Команды задания линейных углов ................................................. 13-65
13-12 Функция вызова подпрограммы: G65, G66, G66.1, G67 ................ 13-66
13-12-1
Макропрограмма пользователя....................................................... 13-66
13-12-2
Команды вызова макропрограммы ................................................. 13-67
13-12-3
Переменные ...................................................................................... 13-76
13-12-4
Типы переменных ............................................................................. 13-78
13-12-5
Команды арифметических операций ............................................ 13-104
13-12-6
Команды управления...................................................................... 13-108
13-12-7
Команды, выводимые на внешние устройства (посредством
интерфейса RS-232C) .................................................................... 13-112
13-12-8
Команда вывода на внешний носитель (вывод на локальный
диск) ................................................................................................. 13-114
13-12-9
Меры предосторожности ................................................................ 13-116
13-12-10 Примеры программирования при помощи макропрограмм
пользователя .................................................................................. 13-118
13-13 Функция управления геометрией (дополнительная функция) ... 13-122
13-14 Команды снятия фасок и скругления углов ................................. 13-124
13-14-1
Снятие фасок ( ,C_) ........................................................................ 13-124
13-14-2
Скругление углов ( ,R_) .................................................................. 13-125
14 ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ...............14-1
14-1 Базовая система координат станка, системы координат
заготовки и локальные системы координат ..................................... 14-1
14-2 Нулевая точка станка и вторая, третья, четвертая базовые
точки ................................................................................................... 14-2
14-3 Выбор базовой системы координат станка: G53 ............................. 14-3
14-4 Установка системы координат: G92 ................................................. 14-4
14-5 Автоматическая установка системы координат .............................. 14-5
14-6 Возврат в базовую точку: G28, G29.................................................. 14-6
C-7
14-7 Возврат во вторую, третью или четвертую базовую точку: G30 .... 14-8
14-8 Команда проверки базовой точки: G27 .......................................... 14-10
14-9 Установка и выбор системы координат заготовки: коды с
(G92) G54 по G59 ............................................................................. 14-11
14-10 Выбор и установка дополнительной системы координат
заготовки: G54.1............................................................................... 14-16
14-11 Установка локальной системы координат: G52............................. 14-22
14-12 Считывание/запись базовых координат программы формата
MAZATROL ....................................................................................... 14-27
14-12-1
Вызов макропрограммы (для записи данных) ................................ 14-27
14-12-2
Считывание данных ......................................................................... 14-27
14-12-3
Перезапись ........................................................................................ 14-28
14-13 Поворот системы координат заготовки .......................................... 14-29
14-14 Поворот запрограммированной системы координат: G68/G69 .... 14-42
14-15 Трехмерное преобразование координат: G68
(дополнительная функция) ............................................................. 14-43
15 ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ..................15-1
15-1 Функция пропуска: G31...................................................................... 15-1
15-1-1
Описание функции.............................................................................. 15-1
15-2 Считывание координаты пропуска ................................................... 15-2
15-3 Выбег при выполнении кадра G31 ................................................... 15-3
15-4 Ошибка считывания координаты пропуска ...................................... 15-4
15-5 Многоэтапный пропуск: G31.1, G31.2, G31.3, G04 .......................... 15-5
16 ЗАЩИТНЫЕ ФУНКЦИИ ..........................................................16-1
16-1 Включение и отключение функции предварительной проверки
хода: G22/G23 .................................................................................... 16-1
C-8
17 НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33
(ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ) ..........................................17-1
17-1 Нарезание резьбы с постоянным шагом.......................................... 17-1
17-2 Нарезание непрерывной резьбы резцом ......................................... 17-4
17-3 Нарезание дюймовой резьбы резцом .............................................. 17-4
18 ДИНАМИЧЕСКАЯ КОРРЕКЦИЯ: M173, M174
(дополнительная функция) ....................................................18-1
19 ЗУБОФРЕЗЕРОВАНИЕ ..........................................................19-1
19-1 Включение/Отключение режима зубофрезерования:
G114.3/G113 ....................................................................................... 19-1
19-2 Режим зубофрезерования II (зубофрезерование с контролем
позиционирования) .......................................................................... 19-10
20 ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ
СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ) .................20-1
20-1 Формат программирования ............................................................... 20-2
20-2 Команды, доступные в режиме плавного управления высокой
скоростью ........................................................................................... 20-2
20-3 Дополнительные команды в режиме плавного управления высокой
скоростью ........................................................................................... 20-3
20-4 Соответствующие параметры .......................................................... 20-4
20-5 Ограничения и меры предосторожности ......................................... 20-4
20-6 Соответствующие предупредительные сообщения ....................... 20-5
21 НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ
ТОРНАДО (G130) ....................................................................21-1
22 РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОП.
ФУНКЦИЯ) ...............................................................................22-1
22-1 Формат программирования ............................................................... 22-2
22-2 Команды, доступные в режиме высокоскоростной обработки ....... 22-2
C-9
22-3 Дополнительные функции, доступные в режиме
высокоскоростной обработки............................................................ 22-5
22-4 Ограничения....................................................................................... 22-7
23 ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ
УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ) ...............................................................................23-1
23-1 Системы координат для обработки в пяти плоскостях ................... 23-1
23-2 Выбор поверхности обработки ......................................................... 23-2
23-3 Коррекция на длину инструмента ..................................................... 23-3
23-3-1
Использование настроек в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ) ................................................................................... 23-3
23-3-2
Использование настроек в окне TOOL OFFSET (КОРРЕКЦИЯ
НА ИНСТРУМЕНТ) ............................................................................. 23-4
23-4 Совместимость с другими функциями ............................................. 23-5
24 АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ
ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ) .....24-1
25 ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0,
G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ) .........25-1
26 КОМПЕНСАЦИЯ ОТКЛОНЕНИЯ ОСИ ВРАЩЕНИЯ
НАКЛОННОГО СТОЛА ...........................................................26-1
27 РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ:
G68.2, G68.3, G68.4, G53.1.....................................................27-1
27-1 Описание функции............................................................................. 27-1
27-2 Совместимость с другими функциями ........................................... 27-18
27-3 Ограничения..................................................................................... 27-22
28 КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ:
G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ) ..............28-1
28-1 Общие сведения ................................................................................ 28-1
28-2 Описание функции............................................................................. 28-1
C-10
28-3 Совместимость с другими функциями ........................................... 28-11
28-4 Ограничения..................................................................................... 28-13
29 ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ) ...............................................................................29-1
30 ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ ...............................30-1
30-1 Управление вершиной режущей кромки инструмента
(дополнительная функция) ............................................................... 30-1
30-1-1
Общие сведения ................................................................................. 30-1
30-1-2
Подробное описание .......................................................................... 30-2
30-1-3
Взаимосвязь с другими функциями................................................. 30-22
30-1-4
Ограничения...................................................................................... 30-33
30-1-5
Соответствующие параметры ......................................................... 30-36
30-2 Коррекция на радиус инструмента для пятиосевой обработки
(дополнительная функция) ............................................................. 30-41
30-2-1
Общие сведения ............................................................................... 30-41
30-2-2
Описание функции............................................................................ 30-41
30-2-3
Режим коррекции на радиус инструмента для пятиосевой
обработки .......................................................................................... 30-43
30-2-4
Способ расчета вектора коррекции ................................................ 30-44
30-2-5
Взаимосвязь с другими функциями................................................. 30-46
30-2-6
Ограничения...................................................................................... 30-48
30-3 Пятиосевая сплайновая интерполяция (дополнительная
функция) ........................................................................................... 30-51
30-3-1
Общие сведения ............................................................................... 30-51
30-3-2
Описание функции............................................................................ 30-51
30-3-3
Ограничения...................................................................................... 30-60
31 ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149
(ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ) ..........................................31-1
31-1 Общие сведения ................................................................................ 31-1
C-11
31-2 Описание функции............................................................................. 31-1
31-3 Ограничения....................................................................................... 31-9
31-4 Комментарии .................................................................................... 31-11
31-5 Приложение ..................................................................................... 31-12
31-5-1
Вершина режущей кромки инструмента и направления
компенсации ...................................................................................... 31-12
31-5-2
Выбор между вводом данных в виде диаметрального/
радиального значения: G10.9 .......................................................... 31-13
31-5-3
Включение и отключение режима поддержания постоянной
скорости резания: G96/G97 ............................................................. 31-14
32 РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO .........32-1
32-1 Окно PROGRAM (ПРОГРАММА) для программ формата
EIA/ISO ............................................................................................... 32-1
32-1-1
Окно данных ........................................................................................ 32-1
32-1-2
Функция QUICK EIA (Редактирование программы формата
EIA/ISO в режиме QUICK (БЫСТРЫЙ)) ............................................ 32-3
32-2 Редактирование программы ............................................................. 32-7
32-2-1
Порядок действий при создании/редактировании программы
формата EIA/ISO ................................................................................ 32-7
32-2-2
Функции меню для редактирования программы .............................. 32-8
32-2-3
Описание операций редактирования ................................................ 32-8
32-2-4
Ввод макрокоманд ............................................................................ 32-13
32-2-5
Отображение двух программ на экране ......................................... 32-14
32-2-6
Редактирование программ, сохраненных на внешних
накопителях ...................................................................................... 32-16
32-2-7
Отображение перечней G кодов и М кодов .................................... 32-16
32-3 Функция использования подпрограммы формата EIA .................. 32-17
32-4 Анализ программ (функция VIEW SURF (Поиск ошибок)) ............ 32-20
32-4-1
Порядок действий при анализе программ ...................................... 32-20
32-4-2
Окно SMC DATA SELECT (ВЫБОР ДАННЫХ SMC) ...................... 32-22
32-4-3
Окно анализа .................................................................................... 32-23
C-12
32-4-4
Типы анализа .................................................................................... 32-25
32-4-5
Окно настройки анализа .................................................................. 32-29
32-4-6
Изменение начальной точки отображения траектории
перемещения инструмента .............................................................. 32-31
C-13
C-14 E
ТЕХНИКА БЕЗОПАСНОСТИ
ТЕХНИКА БЕЗОПАСНОСТИ
Введение
Ниже приведены правила техники безопасности, относящиеся к данному станку с ЧПУ.
В целях обеспечения безопасной эксплуатации станка содержание настоящего
руководства должен изучить как программист, создающий управляющие программы, так и
оператор станка.
Необходимо изучить все правила техники безопасности, даже если в данной модели
станка с ЧПУ отсутствуют соответствующие функции или дополнительные узлы, и часть
правил техники безопасности не относится к данной модели.
Правила
1.
Данная глава содержит предупреждения, которые следует принимать во внимание во
время работы и при штатных ситуациях. Однако в процессе работы могут возникать
и непредвиденные ситуации.
Во время ежедневной эксплуатации необходимо уделять особое внимание
собственной безопасности и соблюдать меры предосторожности, описанные ниже.
2.
В данном руководстве содержится подробная информация по допустимым
операциям, но заранее указать все варианты «недопустимых действий» невозможно.
Таким образом, все действия, однозначно не определенные как «допустимые»,
следует считать «недопустимыми».
3.
Значение предупредительных табличек (ОПАСНО, ВНИМАНИЕ и ОСТОРОЖНО)
показано ниже:
: несоблюдение данных инструкций может привести к смерти.
ОПАСНО
: несоблюдение данных инструкций может привести к серьезной травме.
ВНИМАНИЕ
: несоблюдение данных инструкций может привести к легкой травме или
серьезному повреждению станка.
ОСТОРОЖНО
S-1
ТЕХНИКА БЕЗОПАСНОСТИ
Основы
После включения питания не прикасаться к клавишам, кнопкам или переключателям
на панели управления до появления начального окна.
ВНИМАНИЕ
Перепроверять данные, которые были введены и/или установлены. Если оператор
начнет работу, не зная об ошибочных данных, это может привести к непредвиденной
работе станка.
До начала обработки следует выполнить тесты самоконтроля и убедиться, что
станок работает правильно. Запрещено начинать обработку заготовок без
подтверждения правильной работы станка. Тщательно проверить правильность
программ с помощью коррекции, режима покадровой отработки и с помощью других
функций, либо запустив станок без нагрузки. Также применять функцию проверки
траектории перемещения инструмента или подобную функцию, если таковая
имеется.
Убедиться, что скорость подачи и частота вращения установлены в соответствии с
требованиями обработки. Следует учитывать, что максимальная скорость подачи и
частота вращения определяются характеристиками инструмента, характеристиками
заготовки и другими факторами, поэтому фактические характеристики могут
варьироваться в зависимости от технических характеристик станка, приведенных в
настоящем руководстве. Задание неверной скорости подачи или частоты вращения
может привести к вылету заготовки или инструмента.
До выполнения функций коррекции проверить направление и величину коррекции.
Выполнение коррекции без полного понимания принципа работы данной функции
может привести к непредвиденной работе станка.
Заводские установки параметров выставлены для оптимальных, стандартных
условий обработки. Как правило, эти установки изменять не следует. Вносить
необходимые изменения допускается только после полного изучения назначения
соответствующих параметров. Изменения могут повлиять на работу других
управляющих программ. Внесение изменений без полного понимания выполняемых
действий может привести к непредвиденной работе станка.
Замечания по режимам резания, рекомендованным для УЧПУ
Перед использованием следующих режимов резания:
ВНИМАНИЕ
- Режимы резания, определяемые функцией автоматического определения
режимов резания MAZATROL
- Режимы резания, предлагаемые функцией навигации обработки
- Режимы резания для инструментов, которые предполагается использовать
согласно функции навигации обработки
Необходимо убедиться, что были предприняты все необходимые меры обеспечения
безопасности
относительно
наладки
станка
–
особенно
относительно
закрепления/зажима заготовки и инструментальной оснастки.
Перед началом работы необходимо убедиться, что дверь станка надежно закрыта.
Несоблюдение требований относительно наладки станка может привести к
серьезной травме или смерти.
S-2
ТЕХНИКА БЕЗОПАСНОСТИ
Программирование
Проверить настройки систем координат. Даже если данные программы верны,
ошибки в настройках системы координат могут привести к неправильной обработке
и вылету заготовки из рабочей зоны в результате столкновения с инструментом.
ВНИМАНИЕ
Так как во время поддержания постоянной окружной скорости текущие координаты
заготовки приближаются к нулевым точкам, частота вращения шпинделя
значительно увеличивается. При уменьшении усилия зажима заготовка может
вылететь из патрона. Поэтому при задании частоты вращения шпинделя
необходимо контролировать пределы безопасной частоты вращения.
Даже после выбора дюймовой/метрической системы уже зарегистрированные блоки
программы, данные на инструмент или параметры конвертироваться не будут.
Перед пуском станка следует проверить эти блоки данных. В противном случае это
может привести к непредвиденной работе станка.
Если при составлении программы были перепутаны команды, заданные в
абсолютных значениях, и команды в приращениях, это приведет к непредвиденной
работе станка. Перед выполнением программы следует проверить команды.
В результате выполнения неправильной команды выбора плоскости для таких
операций как дуговая интерполяция или постоянный цикл обработки, инструмент
может столкнуться с заготовкой или деталью станка, так как предполагаемые и
фактические перемещения по рабочим осям не будут совпадать (данная мера
предосторожности относится только для УЧПУ, в которых предусмотрена функция
программы формата EIA/ISO).
При включении функции зеркального отображения последующие операции станка
значительно изменяются. Использовать функцию зеркального отображения только с
полным пониманием принципа ее работы. (Данная мера предосторожности
относится только для УЧПУ, в которых предусмотрена функция программы формата
EIA/ISO).
Если команды, изменяющие систему координат станка, или команды возврата в
исходное положение выполняются с действующей функцией коррекции, коррекция
может быть временно отключена. Если не учитывать этого, то это может привести к
непредвиденной работе станка. Следует выполнять такие команды, только отключив
соответствующую функцию коррекции (данная мера предосторожности относится
только для УЧПУ, в которых предусмотрена функция программы формата EIA/ISO).
Функция защиты предназначена для контроля столкновений в соответствии с
назначенными данными на инструмент. Ввести данные на инструмент,
соответствующие используемым инструментам. В противном случае функция
защиты не будет работать надлежащим образом.
Система команд G и М кодов варьируется (главным образом, это касается станков
токарной группы) между станками серии INTEGREX i/e и другими станками токарной
группы.
Ввод несоответствующего G или М кода приведет к непредвиденной работе станка.
Перед использованием данной системы следует тщательно изучить принципы ее
работы.
Пример
программы
S1000M3
S1000M203
Станки серии INTEGREX i/e
Окружная скорость фрезерного
шпинделя 1000 мин–1 .
Окружная скорость токарного
шпинделя 1000 мин–1 .
S-3
Станки токарной группы
Окружная скорость токарного шпинделя
1000 мин–1 .
Окружная скорость фрезерного шпинделя
1000 мин–1 .
ТЕХНИКА БЕЗОПАСНОСТИ
Для станков серии INTEGREX i/e поворот запрограммированных координат можно
выполнить с помощью блока поворота в программе формата MAZATROL и команды
G68 (команды поворота координат) в программе формата EIA. Однако, если,
например, ось В поворачивается вокруг оси Y на 180 градусов для выполнения
обработки с помощью токарного шпинделя №2, то положительная плоскость оси X в
запрограммированной системе координат поворачивается вниз, и, если при
создании программы данный факт не учитывается, это может привести к
непредвиденному перемещению инструмента.
Для создания программы с положительной плоскостью оси X, расположенной в
верхней части, необходимо использовать функцию зеркального отображения в
блоке смещения заготовки или с помощью команды G кода (G50.1, G51.1).
После изменения данных на инструмент, заданных программой, включить функцию
проверки траектории перемещения инструмента, функцию Виртуальной обработки и
др. и убедиться, что программа работает правильно. Изменение данных на
инструмент может привести к изменениям в работе даже проверенных программ
обработки. Если оператор начнет работу со станком, не зная об изменениях в
работе программы, это может привести к непредвиденной работе и к столкновению
с заготовкой.
Например, если во время работы в режиме автоматического управления режущая
кромка инструмента находится в пределах зазора безопасности заготовки
(необработанной детали), заданного в общем блоке программы формата
MAZATROL, необходимо быть внимательным, так как перемещение инструмента к
точке подвода будет осуществляться с данного положения из-за отсутствия
препятствий на траектории перемещения инструмента.
Следовательно, перед пуском работы в режиме автоматического управления
необходимо убедиться, что режущая кромка инструмента находится за пределами
зазора безопасности заготовки, заданного в общем блоке программы формата
MAZATROL.
При одновременном выборе быстрой подачи и независимого позиционирования по
каждой оси перемещения до конечного положения обычно не являются линейными.
Следовательно, перед использованием данной функции необходимо убедиться, что
ОСТОРОЖНО
на траектории перемещения инструмента отсутствуют препятствия.
Перед началом обработки необходимо убедиться, что данные обработки не
изменялись. В противном случае, это может привести к повреждениям станка и
травмам.
S-4
ТЕХНИКА БЕЗОПАСНОСТИ
Работа
ВНИМАНИЕ
Функции режима покадровой отработки, прекращения подачи и ручной коррекции
можно отключить с помощью системных переменных #3003 и #3004. Их
использование подразумевает значительные изменения, которые приводят к
отключению соответствующих операций. Поэтому перед использованием данных
переменных необходимо уведомить соответствующий персонал. Оператор также
должен проверять установки системных переменных до начала выполнения
указанных операций.
При ручном прерывании во время работы в режиме автоматического управления, в
заблокированном состоянии станка, во время работы функции зеркального
отображения или при выполнении других функций, системы координат заготовки
обычно смещаются. При повторном пуске станка после выполнения таких функций
следует учитывать величину смещения и принять соответствующие меры. Если
начать работу после перезапуска, не предприняв соответствующих мер, возможны
столкновения инструмента с заготовкой.
Рекомендуется использовать функцию пробного прогона для проверки работы
станка без нагрузки. При этом скорость подачи по осям может быть выше
запрограммированных значений, так как скорость подачи во время пробного прогона
отличается от запрограммированной скорости подачи.
Временный останов работы и включение, удаление, коррекция или другие команды,
выполненные для текущей программы, могут привести к непредвиденной работе
станка, если выполняется повторный пуск данной программы. Не следует вносить
изменения в текущую программу.
В режиме ручного управления следует проверять направления и скорости
перемещений по осям.
ОСТОРОЖНО Если в станке предусмотрена такая функция, осуществлять ручной возврат в
нулевую точку после включения питания. Если не завершить ручной возврат в
нулевую точку, функция мягкого предела будет недействительна, и станок не будет
остановлен при перебеге мягкого предела. Это может привести к серьезным
повреждениям станка.
Следует устанавливать правильный множитель для толчковой подачи при
выполнении ручной толчковой подачи. Если установить множитель равным 1000 и
неосторожно повернуть рукоятку, скорость перемещения по оси может стать
больше, чем положено.
S-5
РЕКОМЕНДАЦИИ ПОЛЬЗОВАТЕЛЮ
РЕКОМЕНДАЦИИ ПОЛЬЗОВАТЕЛЮ
Требования к сохранению данных программ обработки
Управляющие программы, сохраненные на локальном диске УЧПУ, могут оказаться не
считываемыми в случае повреждения локального диска. Поэтому Пользователю
настоятельно рекомендуется периодически создавать резервные копии управляющих
программ на внешних носителях (USB-запоминающее устройство, карта памяти SD и
т.д.).
Подробное описание порядка действий по сохранению данных приводится
в Руководстве по эксплуатации, Часть 3 (РАБОТА С УСТРОЙСТВОМ ЧПУ
И ПОДГОТОВКА К РАБОТЕ В РЕЖИМЕ АВТОМАТИЧЕСКОГО
УПРАВЛЕНИЯ), Глава 10, (ОКНА ДЛЯ ОПЕРАЦИЙ ПО СОХРАНЕНИЮ
ДАННЫХ).
Используемые USB-запоминающее устройство или карта памяти SD
должны быть подготовлены к работе. USB-коннектор и разъем для карты
памяти SD расположены с правой стороны панели управления станка.
USB-запоминающее
Карта памяти SD
устройство
На станках, оснащенных устройством АСИ с произвольным размещением
инструментов, каждая операция по смене инструмента приводит к изменению
данных на инструмент (номеров гнезд). Следует быть осторожным при запуске
ОСТОРОЖНО
работы станка после загрузки данных с внешнего носителя в окне TOOL DATA
(ДАННЫЕ НА ИНСТРУМЕНТ); необходимо проверить соответствие данных текущей
установке инструментов в магазине. В противном случае это приведет к
неисправностям в работе станка.
S-6
ПЕРЕД ИСПОЛЬЗОВАНИЕМ УЧПУ
ПЕРЕД ИСПОЛЬЗОВАНИЕМ УЧПУ
Ограниченная гарантия
Гарантия производителя не распространяется на неисправности, вызванные
неправильной эксплуатацией УЧПУ. При работе с устройством следует помнить об этом.
Ниже приведены примеры неисправностей, вызванных неправильной эксплуатацией
УЧПУ.
1.
Неисправности, связанные с (или вызванные) использованием доступных
коммерческих программных продуктов (включая созданные пользователем
программы).
2.
Неисправности, связанные с (или вызванные) использованием любых операционных
систем Windows.
3.
Неисправности, связанные с (или вызванные)
коммерческого вычислительного оборудования.
использованием
доступного
Условия эксплуатации
1.
Температура окружающей среды
Во время работы станка: 0° … 50°C (32° … 122°F)
2.
Относительная влажность
Во время работы станка: 10 … 75% (без образования конденсата)
Примечание:
эксплуатация в среде с повышенной влажностью приводит к ускоренному
износу изоляции и электрооборудования.
Настройка сети
УЧПУ работает при использовании специальных сетевых адаптеров.
Примечание 1:
запрещается изменять настройки следующих двух сетевых адаптеров.
Любые изменения могут привести к сбоям в работе УЧПУ.
Ethernet_NC (IP-адрес:192.168.100.2)
NC Trainer Virtual Network (Виртуальная сеть Trainer УЧПУ)
(IP-адрес:192.168.202.10)
Примечание 2:
следует использовать "Ethernet_NC (Локальная сеть_УЧПУ)" для
подключения УЧПУ к внутризаводской сети и другим системам. Однако
запрещается
использовать
следующие
сетевые
адреса:
"192.168.100.xxx" и "192.168.202.xxx".
S-7
ПЕРЕД ИСПОЛЬЗОВАНИЕМ УЧПУ
Если настройка сетевого адаптера “Ethernet_PC” изменена, в других
системах, подключенных к сети, может возникнуть сбой. Таким образом,
необходимо также проверить настройки других систем в сети. Ниже
приведены несколько примеров систем, подключенных к сети.
Разделы с описанием способов конфигурации настроек
сети
Другие системы
Примечание 3:
SMOOTH PMC
Руководство по эксплуатации Smooth PMC
“Настройка сети для программ формата MAZATROL на
станке”
НАКОПИТЕЛЬ
ИНСТРУМЕНТОВ
Руководство по эксплуатации техническому
обслуживанию НАКОПИТЕЛЯ ИНСТРУМЕНТОВ
“Изменение сетевых настроек”
Дисплей магазина
инструментов,
отображающий
идентификационный
номер инструмента
(сенсорная панель)
Руководство по использованию функции «Визуальное
управление идентификационными номерами
инструмента/Данными на инструмент»
“ПОДКЛЮЧЕНИЕ К ЛОКАЛЬНОЙ СЕТИ”
при конфигурировании настроек сети УЧПУ с использованием
программного обеспечения Internet Information Services (IIS) в Windows
запрещается использовать порты со следующими номерами.
21
683
43816
55555
55556
57400
S-8
УПРАВЛЯЕМЫЕ ОСИ
1
1-1
УПРАВЛЯЕМЫЕ ОСИ
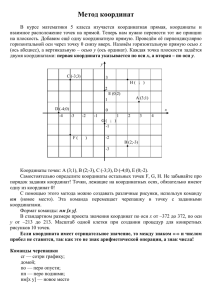
Координатные слова и управляемые оси
В стандартной комплектации предусмотрены трехмерные управляемые оси. При наличии
специальных дополнительных функций возможно управление шестью осями, включая три
основные оси. Направление обработки может быть указано при помощи предварительно
заданного координатного слова, представляющего собой буквенный символ.
Для стола X-Y
+Z
+Z
+Y
+X
Заданные координаты
Заготовка
+X
Стол X-Y
Станина
Направления
перемещения стола
+Y
MEP001
Для стола X-Y и поворотного стола
+Z
Заготовка
Workpiece
+X
Направления
перемещения стола
+Y
+X
+C
Заданные координаты
+C
+Y
Направление
поворота стола
MEP002
1-1
УПРАВЛЯЕМЫЕ ОСИ
1-2 E
ЕДИНИЦЫ ИЗМЕРЕНИЯ ВВОДИМЫХ ДАННЫХ УП
2
2-1
ЕДИНИЦЫ ИЗМЕРЕНИЯ ВВОДИМЫХ ДАННЫХ УП
Единицы измерения вводимых данных УП
Перемещения по осям координат задаются в режиме MDI (РУЧНОЙ ВВОД ДАННЫХ) или
в программе обработки. Данные о перемещении должны быть указаны в миллиметрах,
дюймах или градусах.
2-2
Единицы измерения вводимых данных
Для надлежащего выполнения операций на станке следует задать различные данные,
необходимые для управления осями, например, величины коррекции.
Единицы измерения ввода данных и единицы измерения вводимых данных управляющих
программ приведены ниже.
Ось линейного перемещения
Метрическая
система
Дюймовая
система
Ось вращения
Единицы измерения вводимых
данных управляющих программ
0,0001 мм
0,00001 дюйма
0,0001 градуса
Единицы измерения ввода
данных
0,0001 мм
0,00001 дюйма
0,0001 градуса
Примечание 1: выбор метрической или дюймовой системы измерения осуществляется
либо посредством бита 4 параметра F91 (задать значение «0» для
выбора метрической системы и «1» для выбора дюймовой системы;
изменение системы измерения становится доступно после отключения и
включения питания), либо посредством команд G кода (G20, G21).
Команды G кода для выбора системы измерения можно использовать
только при вводе данных программы.
Таким образом, переменные и данные коррекции (например, данные
коррекции на инструмент) следует задать заранее в соответствующих
единицах измерения (в дюймах или миллиметрах) с учетом требований
обработки.
Примечание 2: запрещается ввод данных в дюймовой и метрической системе в одном и
том же пункте данных.
2-3
Десятичные данные программы
При предварительно установленных параметрах данные программы обработки должны
быть заданы в единицах 1 мкм. Иногда программа обработки, данные в которой заданы в
единицах 1 мкм, должна быть использована на устройстве ЧПУ с дискретностью
перемещений 0,1 мкм. В этом случае использование данного параметра позволяет станку
выполнять необходимые операции обработки без изменения программы.
Для этого необходимо настроить бит 0 параметра пользователя F91.
Все типы значений координат (данные перемещения по оси), указанные без десятичной
точки, умножаются на 10. Но это действие не выполняется при вводе данных коррекции
на инструмент, заданных посредством адресов H и D.
Управляемые
оси
Ось
линейного
перемещения
Ось вращения
Команда
программы
Расстояние перемещения при выполнении команды
программы
MAZATROL (B)
УЧПУ (A), для
Бит 0
Бит 0
которого создана
параметра F91
параметра F91
программа
=0
=1
Применимость
программы
(A) → (B)
X1 (Y1 /
Z1)
1 мкм
0,1 мкм
1 мкм
Применима
B1
0,001°
0,0001°
0,001°
Применима
2-1
ЕДИНИЦЫ ИЗМЕРЕНИЯ ВВОДИМЫХ ДАННЫХ УП
2-2 E
ФОРМАТЫ ДАННЫХ
3
3-1
ФОРМАТЫ ДАННЫХ
Коды перфоленты
В устройстве числового программного управления (далее УЧПУ) используются команды,
состоящие из букв алфавита (A, B, C .... Z), цифр (0, 1, 2 .... 9) и управляющих символов
(+, –, /, и т.д.). Эти буквенно-цифровые данные и знаки называются символами. На
перфоленте эти символы представлены комбинацией до восьми пробитых отверстий.
Такая комбинация называется кодом.
В УЧПУ используются коды EIA (RS-244-A) или коды ISO (R-840).
Примечание 1: ввод кодов, не перечисленных на Рис. 3-1, приведет к ошибке при
считывании.
Примечание 2: из всех кодов, указанных в качестве кодов ISO, а не кодов EIA, только
перечисленные ниже коды могут быть заданы при помощи параметров с
TAP9 по TAP14, предназначенных для ввода с перфоленты/вывода
данных на перфоленту:
[ открывающая скобка
] закрывающая скобка
# решетка
∗ звездочка
= знак равенства
: двоеточие
Однако не следует задавать коды, совпадающие с уже существующими
или приводящие к ошибке четности.
Примечание 3: идентификация кодов EIA/ISO производится автоматически в
соответствии с первым кодом EOB /LF после повторного пуска УЧПУ.
(EOB: Конец кадра, LF: Перевод строки)
1.
Область значимой информации (функция LABEL SKIP (ПРОПУСК ЗНАКА))
При работе с перфолентой в режиме автоматического управления, при сохранении
данных в памяти или поиске данных, УЧПУ пропускает всю информацию до первого кода
EOB (Конец кадра) (;) на перфоленте при включении или повторном пуске УЧПУ. Таким
образом, значимой информацией на перфоленте называется информация,
содержащаяся в области от символьного или числового кода, следующего за первым
кодом конца кадра EOB (;), после повторного пуска УЧПУ и до подачи команды сброса.
2.
Состояния «Управление отключено» и «Управление включено»
Информация в области от символа «(» (управление отключено) до символа «)»
(управление включено) пропускается при управлении, но в то же время отображается в
устройстве отображения данных. Таким образом, эту область можно использовать для
хранения информации, не связанной напрямую с управлением, например, имя и номер
управляющей перфоленты.
При сохранении данных перфоленты информация в этой области также будет сохранена.
При включении УЧПУ переходит в состояние Управление включено.
3-1
ФОРМАТЫ ДАННЫХ
Пример кода EIA
Управление
отключено
Управление
включено
ECN
N
CE
O U P R OG R AM U N O . 1 0 1 O
BOL
L
I B
Набрано название перфоленты
ECN
D
ND
N
N
D
N DNNCE
O U 1 1 E 1 1 UERRRUORR / U 1 1 E 1 1 U 2 EUU O
BO L
L
L L
L
L
L
L L L L I B
Название перфоленты выбито заглавными буквами.
Управление
включено
Управление
отключено
Пример кода ISO
MEP003
EC
S
E
O G 0 0 X – 8 5 0 0 0 Y – 6 4 0 0 0 ( C U T T E R RE T U R N ) O
BR
P
B
Набрана информация управления.
Информация в этой области пропускается.
MEP004
3.
Код EOR (конец записи) (%)
Как правило, код EOR (конец записи) выбивается в начале и в конце перфоленты и
выполняет следующие задачи:
- Остановка перемотки (при наличии устройства для перемотки перфоленты)
- Начало перемотки при поиске данных на перфоленте (при наличии устройства для
перемотки перфоленты).
- Окончание записи данных на перфоленту.
3-2
ФОРМАТЫ ДАННЫХ
4.
Способ нанесения данных на перфоленту при работе в режиме управления через
перфоленту (только с использованием устройства для перемотки)
%
2м
10 см EOB
EOB
Первый кадр
EOB
EOB 10 см
Последний
кадр
%
2м
Если устройство для перемотки перфоленты не применяется, то два метра пустой ленты
в начале и в конце, а также код конца записи EOR (%) в начале не требуются.
3-3
ФОРМАТЫ ДАННЫХ
Идентификация кодов EIA/ISO производится автоматически путем определения, какой
код появится первым: EOB (Конец кадра) или LF (Перевод строки) - после повторного
пуска УЧПУ.
Код EIA (RS-244-A)
Ведущая информация
8 7 6 5 4
3 2 1
Номер канала
Код ISO (R-840)
Ведущая информация
8 7 6 5 4
1
2
3
4
5
6
7
8
9
0
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
+
–
.
,
/
%
LF («Перевод строки») или NL («Новая
строка»)
( (Управление отключено)
) (Управление включено)
:
#
1
2
3
4
5
6
7
8
9
0
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
+
–
.
,
/
EOR (Конец записи)
EOB (Конец кадра) или CR (Запрос)
CO (2+4+5)
CI (2+4+7)
∗
Определяются
параметрами
=
[
]
BS (Стереть пред. символ)
HT (Гориз. табулирование)
SP (Пробел)
&
CR (Возврат каретки)
$
‘ (Апостроф)
;
<
>
?
@
”
DEL (Удалить)
NULL (Нуль)
DEL (Удалить)
BS (Стереть предыдущий символ)
TAB (Табуляция)
SP (Пробел)
&
DEL (Удалить)
AS (Все пробелы=Подача)*
AM (Отметить все=EOB+DEL)*
*
Рис. 3-1
Номер канала
3 2 1
Коды, отмеченные звездочкой, не являются
кодами EIA, но могут применяться для
удобства.
Коды перфоленты
3-4
[1]
[2]
LF («Перевод строки») или NL
(«Новая строка») работают
как EOB («Конец кадра») и %
работает как EOR («Конец
MEP006
записи»).
ФОРМАТЫ ДАННЫХ
Коды на участке [1] будут сохранены только как данные перфоленты, если они указаны в
комментарии, и не учитываются в области значимой информации.
Коды на участке [2] не являются управляющими и не учитываются (но проходят контроль
вертикальной четности).
Область, выделенная пунктиром, означает, что коды EIA не соответствуют требуемым.
3-2
Форматы управляющей программы
Формат, предназначенный для ввода управляющей информации в УЧПУ, называется
форматом управляющей программы. В данных УЧПУ применяется формат адреса слова.
1.
Слова и адреса
Слово задается строкой символов, расположенных как показано ниже, а информация
обрабатывается словами.
Слово
Цифры
Буква (адрес)
Структура слова
Буквенный символ в начале слова означает адрес, который определяет значение
последующих цифр.
Таблица 3-1
Тип и формат слов
Ввод в метрической
системе измерения
Пункт
Ввод в дюймовой системе
измерения
Номер программы
O8
Номер последовательности
N5
Подготовительная функция
G3 или G21
Перемещение
по оси
0,0001 мм (градуса),
0,00001 дюйма
X+54
Вспомогател
ьная ось
0,0001 мм (градуса),
0,00001 дюйма
I+54
Выдержка
Единица
ввода
Y+54
J+54
Z+54
α+54
K+54
I+45
0,001 мм (оборота),
0.0001 дюйма
X54
Подача
0,0001 мм (градуса),
0,00001 дюйма
F54 (в минуту)
F33 (за оборот)
Постоянный
цикл
0,0001 мм (градуса),
0,00001 дюйма
R+54
Q54
X+45
P8
P8
J+45
Z+45
α+45
K+45
U54
F45 (в минуту)
F24 (за оборот)
L4
R+45
Коррекция на инструмент
H3 или D3
Вспомогательная функция
M3 × 4
Функция шпинделя
Q45
P8
L4
S5
T4 или T8
Функция инструмента
Вспомогательная функция № 2
B8, A8 или C8
Подпрограмма
P8
Номер переменной
1.
Y+45
H5
L4
#5
Код О8 означает, что номер программы можно задать как целое число без знака из
восьми цифр после О, а в случае X+54, знак «+» означает, что значение может быть
со знаком «-» (отрицательным), а двузначное число (54) означает, что можно
использовать десятичную точку, а значимыми будут пять цифр до точки и четыре
после (5 + 4 = 9 цифр, необходимых для определения без десятичной точки).
3-5
ФОРМАТЫ ДАННЫХ
2.
Знак альфа (α) означает адрес дополнительной оси. Если для оси вращения указан
знак α, то будет использоваться значение +44.
3.
Количество цифр в словах проверяется через максимальное количество цифр в
адресах.
4.
Если используются данные с десятичной точкой для адресов, где десятичные точки
недопустимы, десятичные знаки будут пропущены.
5.
Если количество целых чисел
предупредительное сообщение.
6.
Если количество десятичных цифр превышает указанный формат, лишние знаки
округлятся.
7.
Бит 3 параметра F36 определяет тип обработки «слова» без каких-либо числовых
значений (только адрес), как описано ниже.
превышает
указанный
формат,
появляется
• Если бит 3 параметра F36 = 0:
К слову без числового значения автоматически добавляется ноль (0).
Пример: GX10.Y10. .................. Обрабатывается как G0X10.Y10.
G28XY ........................... Обрабатывается как G28X0.Y0.
• Если бит 3 параметра F36 = 1:
При вводе слова без числового значения (только адрес) появляется
предупредительное сообщение 807 ILLEGAL FORMAT (НЕВЕРНЫЙ ФОРМАТ).
Пример: GX10.Y10. ........ Предупредительное
сообщение
807
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)
ILLEGAL
G28XY ................. Предупредительное
сообщение
807
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)
ILLEGAL
Примечание 1:
программа формата EIA/ISO, в которую с помощью кнопки меню
[EIA/ISO CONVERT] [КОНВЕРТИРОВАНИЕ В ФОРМАТ EIA/ISO]
конвертируется программа формата MAZATROL, может содержать
слова без численных значений (метод пропуска). Следовательно,
бит 3 параметра F36 = 1 выполнение данной программы приведет к
появлению предупредительного сообщения 807 ILLEGAL FORMAT
(НЕВЕРНЫЙ ФОРМАТ).
Примечание 2:
подробная информация о номере кадра, добавляемом к
предупредительному сообщению, (807 ILLEGAL FORMAT
(НЕВЕРНЫЙ ФОРМАТ)) относится кадру, предшествующему
запрашиваемый кадр.
Примечание 3:
слово с числовым значением в качестве макропеременной
(например, G#10) в общем объеме опускается, если переменная
еще не определена. Поэтому слово с неопределенной переменной
не является причиной появления данного предупредительного
сообщения, даже если бит 3 параметра F36 = 1.
Примечание 4:
слово с точкой ( . ) в числовом значении обрабатывается как
имеющее ноль, без вызова предупредительного сообщения, даже
если бит 3 параметра F36 = 1.
Пример: G0X. ................... Обрабатывается как G0X0.
2.
Кадры
Кадр - это единица команды, содержащая ряд слов, составляющих необходимую для
станка с ЧПУ информацию для выполнения операции. Конец каждого кадра обозначается
кодом EOB (Конец кадра).
3-6
ФОРМАТЫ ДАННЫХ
3.
Программы
Набор кадров составляет одну программу.
4.
Завершение программы
M02, M30, M99, M998, M999 или % используются в качестве кода конца программы.
3-3
Формат сохранения данных перфоленты
Как и при работе с перфолентой, данные перфоленты, которые нужно сохранить в
памяти, могут быть в коде ISO, либо в коде EIA. Устройство ЧПУ использует первый код
EOB (Конец кадра) после сброса для автоматического определения кодовой системы ISO
или EIA.
Область сохраняемых в памяти данных с перфоленты определяется, если был выполнен
повторный пуск УЧПУ, начиная с первого символа после кода EOB (Конец кадра) и до
кода EOR (Конец записи), во всех других случаях, начиная с текущего положения
перфоленты и до кода EOR (Конец записи). Таким образом, обычно следует начинать
сохранение данных с перфоленты после сброса данных УЧПУ.
3-4
Пропуск кадра по дополнительному заданию
1.
Функция и назначение
Пропуск кадра по дополнительному заданию - это функция, выборочно пропускающая
кадр, который начинается с кода «/», в программе обработки.
Если функция меню [BLOCK SKIP] [ПРОПУСК КАДРА] включена, все кадры,
начинающиеся с кода «/», будут пропущены. При отключенной функции данные кадры
будут выполняться.
Например, если для одного типа заготовок следует выполнять все кадры, а для другого
только часть кадров, то разные заготовки можно обрабатывать с помощью одной
программы, содержащей символ «/» в начале пропускаемых кадров.
2.
Примечания по работе
1.
Пропуск кадров, уже считанных в буфер предварительного чтения, невозможен.
2.
Эта функция работает также при поиске номера технологического прохода.
3.
При сохранении данных перфоленты (вводе) или при выводе, записываются или
выводятся все кадры, включая отмеченные кодом «/», независимо от состояния
функции [BLOCK SKIP] [ПРОПУСК КАДРА].
3-7
ФОРМАТЫ ДАННЫХ
3-5
Номер программы, номер технологического прохода и номер кадра: O, N
Номера программ, номера технологических проходов и номера кадров применяются для
контроля состояния программы обработки, либо для вызова программы обработки или
конкретного процесса в программе обработки.
При необходимости кадрам управления можно присвоить номера программ. Номер
программы следует задавать с помощью буквы О (адреса) и восьмизначного числа,
следующего за буквой О. Номера технологического прохода определяют кадры
управления, образующие программу обработки. Номер технологического прохода должен
быть задан при помощи буквы N (адреса) и пятизначного числа, следующего за буквой N.
Номера кадров автоматически считываются устройством ЧПУ и сбрасываются до «0» при
считывании каждого номера программы или номера технологического прохода. Эти числа
складываются по одному, если считываемому кадру не присвоен номер программы или
номер технологического прохода.
Таким образом, все кадры программы обработки можно назвать комбинацией номера
программы, номера технологического прохода и номера кадра, как показано в таблице
ниже.
Окно контроля УЧПУ
Программа обработки
Номер программы
Номер
последовательности
Номер кадра
O1234 (DEMO. PROG.) (ДЕМОПРОГРАММА))
1234
0
0
G92X0Y0
1234
0
1
G90G51X–150. P0.75
1234
0
2
N100G00X–50. Y–25.
1234
100
0
N110G01X250. F300
1234
110
0
Y–225.
1234
110
1
X–50.
1234
110
2
Y–25.
1234
110
3
N120G51Y–125. P0.5
1234
120
0
N130G00X–100. Y–75.
1234
130
0
N140G01X–200.
1234
140
0
Y–175.
1234
140
1
X–100.
1234
140
2
Y–75.
1234
140
3
N150G00G50X0Y0
1234
150
0
N160M02
1234
160
0
%
3-8
ФОРМАТЫ ДАННЫХ
3-6
Контроль горизонтальной и вертикальной четности
Контроль четности – это один из способов проверки правильности нанесения
информации на перфоленту. Контроль четности производится для поиска ошибок в
выбитых на перфоленте кодах. Существует два типа контроля четности: контроль
горизонтальной четности и контроль вертикальной четности.
1.
Контроль горизонтальной четности
Контроль горизонтальной четности предназначен для проверки количества пробитых
отверстий, составляющих один символ, и выполняется при работе в режиме управления
через перфоленту, во время загрузки перфоленты и во время поиска номера
технологического прохода.
Ошибка контроля горизонтальной четности возникает в следующих случаях:
- Коды ISO
Если в области значимой информации присутствует код с нечетным числом пробитых
отверстий.
- Коды EIA
Если в области значимой информации присутствует код с четным числом пробитых
отверстий, а также если после значимого кода в одном кадре присутствуют не пробитые
отверстия (только звездочки).
Пример 1: ошибка контроля горизонтальной четности (для кодов EIA)
Данный символ вызовет ошибку контроля
горизонтальной четности.
Один кадр
Данный не пробитый символ вызовет ошибку
контроля горизонтальной четности.
Данный не пробитый символ не
вызовет ошибку контроля
горизонтальной четности.
MEP007
При возникновении ошибки контроля горизонтальной четности перфолента будет
остановлена в положении, следующем за ошибкой.
3-9
ФОРМАТЫ ДАННЫХ
2.
Контроль вертикальной четности
Контроль вертикальной четности применяется при работе с перфолентой, при загрузке
перфоленты и при поиске номера технологического прохода, если элемент меню parity-V
check (контроль вертикальной четности) включен в окне PARAMETER (ПАРАМЕТРЫ). Но
при работе в режиме обращения к памяти контроль вертикальной четности не
выполняется.
Ошибка контроля вертикальной четности возникает в следующем случае:
если в области значимой информации присутствует нечетное число кодов, начиная с
первого значимого кода, в вертикальном направлении, к коду конца кадра EOB (;), то есть,
если в одном кадре присутствует нечетное число символов.
В случае ошибки контроля вертикальной четности перфолента будет остановлена на
коде, следующем за EOB (Конец кадра) (;).
Пример 2: ошибка контроля вертикальной четности
1 2 3 4 5 6 7
Данный кадр вызовет ошибку контроля
вертикальной четности.
MEP009
Примечание 1: при контроле вертикальной четности некоторые типы кодов не считаются
за символы.
• Подробная информация приведена на Рис. 3-1 «Коды на перфоленте».
Примечание 2: коды пробелов в области от первого кода конца кадра EOB до первого
кода адреса или кода символа «/» не учитываются при контроле
вертикальной четности.
3-10
ФОРМАТЫ ДАННЫХ
3-7
Перечень G кодов
В данной таблице дано описание функций группового управления (G функций).
Функция
G код
Группа
Позиционирование
■G00
01
Линейная интерполяция
■G01
01
Круговая интерполяция (по часовой стрелке)
G02
01
Круговая интерполяция (против часовой стрелки)
G03
01
Спиральная интерполяция (по часовой стрелке)
G02.1
01
Спиральная интерполяция (против часовой стрелки)
G03.1
01
Эвольвентная интерполяция (по часовой стрелке)
G02.2
01
Эвольвентная интерполяция (против часовой стрелки)
G03.2
01
Выдержка
G04
00
Режим высокоскоростной обработки
G05
00
Точная сплайновая интерполяция
G06.1
01
Интерполяция по сложнопрофильным кривым (NURBS)
G06.2
01
Интерполяция по виртуальной оси
G07
00
Цилиндрическая интерполяция
G07.1
00
Контроль точного останова
G09
00
Включение режима ввода данных
G10
00
Отмена ввода адреса команды
G10.1
00
Отключение режима ввода данных
G11
00
■G17
02
Выбор плоскости XY
Обработка в пяти плоскостях (верхняя поверхность)
▲G17.1
19
Обработка в пяти плоскостях (поверхность под углом 0°)
G17.2
19
Обработка в пяти плоскостях (поверхность под углом 90°)
G17.3
19
Обработка в пяти плоскостях (поверхность под углом 180°)
G17.4
19
Обработка в пяти плоскостях (поверхность под углом 270°)
G17.5
19
Отмена обработки в пяти плоскостях
G17.9
19
Выбор плоскости ZX
■G18
02
Выбор плоскости YZ
■G19
02
Ввод в дюймовой системе измерения
■G20
06
Ввод в метрической системе измерения
■G21
06
G22
04
▲G23
04
G27
00
Включение функции предварительной проверки хода
Отключение функции предварительной проверки хода
Проверка базовой точки
Возврат в базовую точку
G28
00
Возврат из базовой точки
G29
00
Возврат во вторую, третью и четвертую базовые точки
G30
00
Функция пропуска
G31
00
Многоэтапный пропуск 1
G31.1
00
Многоэтапный пропуск 2
G31.2
00
Многоэтапный пропуск 3
G31.3
00
Нарезание резьбы резцом (цилиндрической, конической)
G33
01
Нарезание резцом резьбы с переменным шагом
G34
01
Цикл обработки отверстий (по окружности)
G34.1
00
Цикл обработки отверстий (по прямой линии)
G35
00
Цикл обработки отверстий (по дуге)
G36
00
Цикл обработки отверстий (по точкам решетки)
G37.1
00
Автоматическое измерение длины инструмента
G37
00
3-11
ФОРМАТЫ ДАННЫХ
Функция
G код
Группа
Выбор вектора для коррекции на радиус инструмента
G38
00
Угловая дуга для коррекции на радиус инструмента
G39
00
▲G40
07
G41
07
Отключение функции коррекции на радиус инструмента
Коррекция на радиус инструмента (с левой стороны)
Коррекция на радиус инструмента (с правой стороны)
G42
07
Коррекция на длину инструмента (+)
G43
08
Коррекция на длину инструмента (–)
G44
08
Коррекция на положение инструмента, увеличение
G45
00
Коррекция на положение инструмента, уменьшение
G46
00
Коррекция на положение инструмента, двойное увеличение
G47
00
Коррекция на положение инструмента, двойное уменьшение
G48
00
Отключение функции коррекции на положение инструмента
▲G49
08
Отмена масштабирования
▲G50
11
Включение масштабирования
G51
11
▲G50.1
19
Включение функции зеркального отображения
G51.1
19
Установка локальной системы координат
G52
00
Выбор системы координат станка
G53
00
Выбор системы координат заготовки 1
▲G54
12
Выбор системы координат заготовки 2
G55
12
Выбор системы координат заготовки 3
G56
12
Выбор системы координат заготовки 4
G57
12
Выбор системы координат заготовки 5
G58
12
Выбор системы координат заготовки 6
G59
12
Дополнительные системы координат заготовки
G54.1
12
Отключение функции зеркального отображения
Выбор функции коррекции на длину зажимного приспособления
G54.2
23
Одностороннее позиционирование
G60
00
Режим точного останова
G61
13
Режим высокоточной обработки (коррекция на геометрию)
G61.1
13
Модальная сплайновая интерполяция
G61.2
13
Автоматическая коррекция на углах
G62
13
Режим нарезания резьбы метчиком
G63
13
Режим резания
▲G64
13
Единичный вызов макропрограммы пользователя
G65
00
Модальный вызов А макропрограммы пользователя
G66
14
Модальный вызов В макропрограммы пользователя
G66.1
14
Отмена модального вызова макропрограммы пользователя
▲G67
14
Включение поворота системы управляемых координат
G68
16
Отключение поворота системы управляемых координат
G69
16
Включение режима преобразования трехмерных координат
G68
16
Включение режима обработки наклонных плоскостей
G68.2
16
Включение функции обработки наклонных плоскостей (настройка с
помощью перемещения инструмента в осевом направлении)
G68.3
16
Установка системы координат в приращениях для обработки
наклонных плоскостей
G68.4
16
Отключение режима преобразования трёхмерных координат
▲G69
16
Постоянный цикл (инструмент для снятия фасок 1, по часовой
стрелке)
G71.1
09
Постоянный цикл (инструмент для снятия фасок 2, против часовой
стрелки)
G72.1
09
3-12
ФОРМАТЫ ДАННЫХ
Функция
G код
Группа
Постоянный цикл (высокоскоростное глубокое сверление)
G73
09
Постоянный цикл (нарезание обратной резьбы
G74
09
G75
09
метчиком)
Постоянный цикл (растачивание 1)
Постоянный цикл (растачивание 2)
G76
09
Постоянный цикл (обратная подрезка торца)
G77
09
Постоянный цикл (растачивание 3)
G78
09
Постоянный цикл (растачивание 4)
G79
09
▲G80
09
Отключение постоянного цикла
Постоянный цикл (Центрование отверстия)
G81
09
Постоянный цикл (сверление)
G82
09
Постоянный цикл (глубокое сверление)
G83
09
Постоянный цикл (нарезание резьбы метчиком)
G84
09
Постоянный цикл (синхронное нарезание резьбы метчиком)
G84.2
09
Постоянный цикл (синхронное нарезание обратной резьбы метчиком)
G84.3
09
Постоянный цикл (развертывание)
G85
09
Постоянный цикл (растачивание 5)
G86
09
Постоянный цикл (обратное растачивание)
G87
09
Постоянный цикл (растачивание 6)
G88
09
Постоянный цикл (растачивание 7)
G89
09
Ввод абсолютных данных
■G90
03
Ввод данных в виде приращений
■G91
03
Установка системы координат/установка диапазона частот вращения
шпинделя
G92
00
Поворот системы координат заготовки
G92.5
00
Подача с обратным отсчетом времени
Подача за минуту (асинхронная)
Подача за оборот (синхронная)
Возврат к уровню исходной точки в постоянных циклах
Возврат к уровню базовой точки в постоянных циклах
G93
05
■G94
05
■G95
05
▲G98
10
G99
10
Макрокоманда измерения, измерение заготовки/измерение координат
G136
Макрокоманда компенсации
G137
Функция гравировки
G140
Включение режима орбитальной обработки
G148
00
Отключение режима орбитальной обработки
G149
00
Примечания:
1. Коды, отмеченные знаком ▲, автоматически выбираются в каждой группе при
включении питания или при сбросе на начальные модальные условия.
2. Коды, отмеченные знаком ■, можно выбрать с помощью параметров в качестве
начальных условий, которые вступят в действие при включении питания или при
сбросе на начальные условия. Смена дюймовой/метрической системы измерений
доступна только после включения питания.
3. G коды группы 00 не являются модальными и действуют только для управляемых
кадров.
4. При попытке задать G код, не указанный в перечне G кодов, появится
предупредительное сообщение. Если задан G код при отсутствии соответствующей
функции, отобразится предупредительное сообщение 808 MIS-SET G CODE
(ОШИБОЧНЫЙ G КОД).
3-13
ФОРМАТЫ ДАННЫХ
5.
Если G коды относятся к разным группам, в пределах одного кадра можно задать
любой G код. В таком случае G коды обрабатываются в порядке увеличения номера
группы. Если в одном кадре задано несколько G кодов одной группы, активным будет
G код, заданный последним.
3-14 E
БУФЕРНЫЕ РЕГИСТРЫ
4
4-1
БУФЕРНЫЕ РЕГИСТРЫ
Входной буфер
1.
Общие сведения
При работе в режиме управления через перфоленту или при использовании RS-232C,
когда буфер предварительного считывания опустошается, содержание входного буфера
сразу переносится в буфер предварительного считывания, а затем, когда объем памяти
входного буфера уменьшается до 248 х 4 символов или менее, следующая порция
данных (до 248 символов) предварительно считывается с перфоленты и сохраняется во
входной буфер.
Входной буфер обеспечивает плавные переходы от кадра к кадру, устраняя задержки в
работе за счет времени считывания перфоленты.
Однако такой благоприятный результат предварительного считывания достигается,
только если время выполнения кадра больше, чем время считывания следующего кадра
с перфоленты.
Перфолента
Буфер
предварительного
считывания 5
Входной
буфер
Буфер 4
Память
Выбор
режима
Буфер 3
Буфер 2
Клавиатура
Данные
MDI
Буфер 1
Арифметическая
операция
Примечание: один кадр данных хранится в одном буфере.
TEP010
2.
Подробное описание
- Емкость памяти входного буфера составляет 248 х 5 символов (включая код EOB
(«Конец блока»)).
- Содержание входного буферного регистра обновляется в единицах по 248 символов.
- В буфер считываются только значимые коды из области значимой информации.
- Коды, включающие символы «(» и «)», то есть записанные в области Управление
Отключено и Управление включено, считываются во входной буфер. Даже если
включена функция пропуска кадра по дополнительному заданию, коды от символа «/»
до EOB (Конец кадра) также считываются во входной буфер.
- Содержание буфера очищается при выполнении команды сброса.
4-1
БУФЕРНЫЕ РЕГИСТРЫ
4-2
Буфер предварительного считывания
1.
Общие сведения
При работе в режиме автоматического управления обычно выполняется
предварительное считывание одного кадра данных для обеспечения бесперебойной
отработки программы. Но при коррекции на радиус инструмента предварительно
считываются до 23 кадров данных для расчета точек пересечения или для проверки на
возможность столкновений.
Кроме того, в режиме высокоскоростной обработки (G05P2) допускается
предварительное считывание до 8 кадров данных, а в режиме плавного управления
высокой скоростью сохраняется до 20 кадров данных, причем выполняемый кадр
находится в середине (то есть, предварительно считываются 10 кадров).
2.
Подробное описание
- В буфер предварительного считывания сохраняется один кадр данных.
- В буфер предварительного считывания попадают только значимые коды из области
значимой информации.
- Коды, записанные в области «Управление Отключено» и «Управление включено», не
считываются в буфер предварительного считывания. Если включена функция пропуска
кадра по дополнительному заданию, коды от символа «/» до EOB (Конец кадра) не
считываются в буфер предварительного считывания.
- Содержание буфера очищается при выполнении команды сброса.
- Если во время непрерывной работы включен режим покадровой отработки УП,
обработка будет остановлена после предварительного считывания данных следующего
кадра.
4-2 E
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
5
5-1
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
Метод ввода геометрических данных
Ввод абсолютных данных/данных в виде приращений G90/G91
5-1-1
1.
Функция и назначение
Ввод команды G90 или G91 позволяет обрабатывать последовательные геометрические
данные в качестве абсолютных данных, так и в качестве данных в виде приращений.
Однако при установке значения радиуса дуги (при помощи адреса R) или положения
центра дуги (при помощи адресов I, J, K) для круговой интерполяции ввод данных
должен осуществляться в виде приращений, независимо от предшествующей команды
G90.
2.
Формат программирования
G90 (или G91) Xx1 Yy1 Zz1 αα1 (α: дополнительная ось)
где
3.
G90: Ввод абсолютных данных
G91: Ввод данных в виде приращений
Подробное описание
1.
В режиме ввода абсолютных данных можно выполнить перемещение по каждой оси
до установленного программой положения в пределах системы координат заготовки,
независимо от текущего положения.
N1 G90G00X0 Y0
В режиме ввода данных в виде приращений можно выполнить перемещение по
каждой оси на установленное программой расстояние относительно текущего
положения.
N2
G91G01X200.
F100
Y50.
N2
G90G01X200.
F100
Y50.
Y
200.
Инструмент
100.
N1
N2
X
W
100.
200.
300.
MEP011
Команды перемещения из начала системы координат заготовки задаются
посредством одинаковых значений, независимо от того, какой режим ввода
используется: абсолютных данных или данных в виде приращений.
5-1
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
2.
В следующих кадрах команды G90 или G91 являются модальными.
(G90)
N3 X100. Y100.
В этом кадре задано перемещение в положение по оси X = 100 и Y = 100 в системе
координат заготовки.
(G91)
N3 X-100. Y50.
В этом кадре задано перемещение на расстояние –100 по оси X и +50 по оси Y, а,
следовательно, было выполнено перемещение в положение с координатами X = 100
и Y = 100.
Y
200.
100.
N3
X
100.
200.
300.
W
3.
MEP012
Сложные команды G90 или G91 могут быть заданы в одном кадре, а, следовательно,
только определенный адрес может быть задан в виде абсолютных данных или
данных в виде приращений.
N4 G90X300. G91Y100.
В данном примере геометрические данные X300, следующие за командой G90, будут
обработаны как абсолютные данные, а геометрические данные Y100, следующие за
командой G91, - как данные в виде приращений. Следовательно, данный кадр
обозначает перемещение в положение X = 300 и Y = 200 (100 + 100) в системе
координат заготовки.
Y
200.
N4
100.
W
100.
200.
300.
X
MEP013
Кроме того, команда G91 (режим ввода данных в виде приращений) будет
действительна для последующих кадров.
4.
При настройке бита 2 параметра пользователя F93 в качестве исходного режима
можно выбрать как режим ввода абсолютных данных, так и режим ввода данных в
виде приращений.
5.
Даже в режиме MDI (РУЧНОЙ ВВОД ДАННЫХ) команды G90 и G91 принимаются в
качестве модальных.
5-2
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
5-2
Выбор дюймовой/метрической системы измерения: G20/G21
1.
Функция и назначение
С помощью G кодов можно выбрать команды в метрической и дюймовой системе
измерения.
2.
Формат программирования
G20: Выбор команды в дюймовой системе измерения
G21: Выбор команды в метрической системе измерения
3.
Подробное описание
1.
Переключение между кодами G20 и G21 действует только для осей линейного
перемещения и не действует для осей вращения.
Пример: запрограммированная единица ввода данных и коды G20/G21 (для типа
ввода десятичной точки Ι)
2.
3.
Исходная единица: дюйм (параметр)
ОТКЛ
Исходная единица: дюйм (параметр)
ВКЛ
Ось
Пример
G21
G20
G21
G20
X
X100
0,0100 мм
0,0254 мм
0,00039 дюйма
0,00100 дюйма
Y
Y100
0,0100 мм
0,0254 мм
0,00039 дюйма
0,00100 дюйма
Z
Z100
0,0100 мм
0,0254 мм
0,00039 дюйма
0,00100 дюйма
B
B100
0,0100 градуса
0,0100 градуса
0,0100 градуса
0,0100 градуса
Для переключения между кодами G20/G21 в программе сначала необходимо
конвертировать переменные, параметры и данные коррекции (например, данные
коррекции на длину/положения/на радиус инструмента) в соответствии с единицей
ввода данных в нужной системе измерения (дюймовой или метрической), а затем
ввести все типы данных в окне данных или при помощи функции ввода
запрограммированных параметров.
Пример: если выбор исходной единицы в дюймовой системе отменен, а данные
коррекции составляют 0,05 мм, перед переключением с кода G21 на код
G20 данные коррекции должны быть конвертированы в 0,002 (0,05 ÷ 25,4 ≈
0,002).
Как правило, переключение между кодами G20/G21 должно быть выполнено до
начала обработки. Если необходимо, чтобы переключение произошло в середине
работы программы, следует выполнить временный останов программы посредством
команды M00 после ввода кода G20 или G21 и конвертировать данные коррекции
надлежащим образом.
Пример: G21 G92 Xx1 Yy1 Zz1
G20 G92 Xx2 Yy2 Zz2
M00 →
Конвертировать данные коррекции.
F10 →
Повторно задать команду подачи F (скорости подачи).
Примечание: после переключения между кодами G20 и G21 необходимо задать
команду F в соответствии с измененной системой единиц. Иначе
перемещения по осям будут происходить с учетом последнего
значения команды F перед переключением, без преобразования, на
основе новой системы единиц измерения.
4.
Код G20 или G21 можно выбрать при включении питания при помощи бита 4
параметра пользователя F91 (исходный параметр в дюймах).
5-3
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
5-3
Ввод десятичной точки
1.
Функция и назначение
Десятичная точка может использоваться для определения разряда единиц (миллиметры
или дюймы) геометрических данных или скорости подачи.
2.
Формат программирования
Метрическая система
.
Дюймовая система
.
3.
Подробное описание
1.
Команды с десятичной точкой действуют только для коэффициентов
масштабирования, таких как расстояние, угол, время и скорость (только после
команды G51), заданных в программе обработки.
2.
Как показано в таблице ниже, значение данных команды без десятичной точки типа Ι
и типа ΙΙ ввода десятичной точки меняется в зависимости от системы единиц
команды.
Команда
Единица команды × 10
X1
3.
Тип Ι
Тип ΙΙ
ОТКЛ.
0,0001 (мм, дюйм, градус)
1,0000 (мм, дюйм, градус)
ВКЛ.
0,0010 (мм, дюйм, градус)
1,0000 (мм, дюйм, градус)
Команды с десятичной точкой действительны только для адресов X, Y, Z, U, V, W, A,
B, C, I, J, K, E, F, P, Q, R и S(как указано в таблице ниже), где адрес P является
коэффициентом масштабирования. Что касается адреса S, десятичные цифры
действенны, только если десятичная точка доступна для S кода (команда частоты
вращения шпинделя).
• Более подробная информация приведена в Таблице 5-2 «Доступность
десятичной точки для каждого адреса».
4.
Количество доступных цифр для каждого типа команд с десятичной точкой
приведено ниже:
Команда перемещения
(линейного)
мм
Команда перемещения
(вращательного)
Скорость подачи
Целая
часть
Десятичная
Десятичная
Целая часть
часть
часть
0. 99999.
.0000 - .9999
0. - 99999. .0000 - .9999
0. 99999999.
.0000 - .9999
0. - 99999.
.000 - .999
.00000 .99999
0. - 99999.
.0000 - .9999
(359.)
0. 9999999.
.00000 .99999
0. - 99999.
.000 - .999
дюймы 0. - 9999.
Целая
часть
Выдержка
Десятичная
Десятичная
Целая часть
часть
часть
5.
Команды с десятичной точкой также действительны для определения переменных
данных, используемых в подпрограммах.
6.
Для существующих, но не указанных с десятичной точкой данных, можно задать
минимальную единицу ввода данных УП или мм (или дюйм) при помощи бита 5
параметра F91.
При вводе команды с десятичной точкой для адреса, не допускающего десятичную
точку, будет обрабатываться только целая часть введенных данных. Все десятичные
цифры будут пропущены. Следующие адреса не принимают десятичную точку: D, H,
L, M, N, O, S и T. Однако, что касается адреса S, десятичные цифры могут быть
обработаны в качестве действительных данных, если для S кода доступна
десятичная точка (команда частоты вращения шпинделя).
7.
5-4
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
Все типы команд управления с переменными обрабатываются как данные с
десятичной точкой.
Таблица 5-1
Примеры программ для адресов, допускающих десятичную точку
Категория команды
Пример программы
Для 1 = 1 мкм
Для 1 = 0,1 мкм
1 = 1 мм
G0X123.45
(Десятичная точка всегда
определяет доли миллиметра)
X123.450 мм
X123.450 мм
X123.450 мм
G0X12345
X12.345 мм*
X1.2345 мм**
X12345.000 мм***
#111=123
#112=5.55
X#111
Y#112
X123.000 мм
Y5.550 мм
#113=#111+#112 (Сложение)
#113 = 128,550
#114=#111–#112 (Вычитание)
#114 = 117,450
#115=#111#112 (Умножение)
#115 = 682,650
#116=#111/#112
#117=#112/#111 (Деление)
#116 = 22,162
#117 = 0,045
* Цифра младшего разряда дана в 1 мкм.
** Цифра младшего разряда дана в 0,1 мкм.
*** Цифра младшего разряда дана в 1 мм.
5-5
ПРОГРАММИРОВАНИЕ ПОЗИЦИОНИРОВАНИЯ
Таблица 5-2
Адрес
Команда с
десятичной
точкой
Доступно
A
Недоступно
Координатные данные
Доступно
Координатные данные
Доступно
Недоступно
Доступно
D
Недоступно
E
Доступно
F
Доступно
G
Доступно
Недоступно
H
Недоступно
Доступно
I
Доступно
Доступно
J
Доступно
Доступно
Доступно
Доступно
Коммен
Адрес
тарии
O
Поворотный стол
Код вспомогательной функции
Данные линейного угла
Недоступно
K
Применение
Доступно
B
C
Доступность десятичной точки для каждого адреса
Поворотный стол
Код вспомогательной функции
Доступно
Недоступно
Доступно
Доступно
Доступно
Q
Доступно
Доступно
Доступно
R
Координата центра дуги
Координата центра дуги
Компонент вектора для
коррекции на радиус
инструмента
Координата центра дуги
Компонент вектора для
коррекции на радиус
инструмента
Номер вызова
подпрограммы
Недоступно Количество шагов винта
P
Скоростьподачи
Компонент вектора для
коррекции на радиус
инструмента
Комме
нтарии
Недоступно Номер программы
Доступно
Код подготовительной
функции
Номер коррекции (положение
инструмента, длина
инструмента и радиус
инструмента)
Номер технологического
прохода внутренней
подпрограммы
Применение
Недоступно Время выдержки
Координатные данные
Поворотный стол
Код вспомогательной функции
Величина снятия угловой
фаски
Номер коррекции (положение
инструмента, длина
инструмента и радиус
инструмента)
Команда с
десятичной
точкой
Величина коррекции (в коде
G10)
Коэффициент
масштабирования
Положение для
сложнопрофильной кривой
Глубина резания в цикле
глубокого сверления
Значение смещения при
обратном растачивании
Значение смещения при
тонком растачивании
Базовая точка в постоянном
цикле
Радиус дуги для круговой
интерполяции
Доступно
Радиус дуги для скругления
угла
Доступно
Величина коррекции (в коде
G10)
Доступно
Толщина для
сложнопрофильной дуги
S
Недоступно Код функции шпинделя
T
Недоступно Код функции инструмента
U
Доступно
Координатные данные
В
Доступно
Координатные данные
W
Доступно
Координатные данные
Доступно
Координатные данные
Доступно
Время выдержки
Вершина сложнопрофильной
кривой
Повтор постоянного цикла/
подпрограммы
X
L
Недоступно
M
Недоступно
Код вспомогательной функции
Y
Доступно
Координатные данные
N
Недоступно
Номер технологического
прохода
Z
Доступно
Координатные данные
Комме
нтарий
Примечание: десятичная точка доступна во всех аргументах для макропрограмм
пользователя.
Комментарий:
десятичные цифры могут быть введены в адрес S, если десятичная
точка доступна для S кода (команда частоты вращения шпинделя).
5-6 E
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6
6-1
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Позиционирование (быстрое перемещение): G00
1.
Функция и назначение
Команда позиционирования G00 используется с координатным словом. Эта команда
предназначена для перемещения инструмента линейно или нелинейно до конечной
точки, указанной при помощи координатного слова.
2.
Формат программирования
G00 Xx Yy Zz αα; (α: Дополнительная ось)
Адреса команды действительны для всех дополнительных осей. Ввод абсолютных
данных или данных в виде приращений используется в соответствии с текущим
состоянием команды G90/G91.
3.
Подробное описание
1.
При вводе данной команды код G00 будет действителен до задания другой команды
(G кода), отменяющей этот код (G01, G02, G03 или G32 группы 01). Следовательно,
координатное слово необходимо, только если следующей командой также является
G00. Эта функция называется модальной функцией команды.
2.
В режиме G00, разгон/торможение всегда происходит в начальной/конечной точке
блока. Программа переходит к следующему блоку, после подтверждения значения 0
импульсной команды текущего блока, и значения 0 динамической погрешности цикла
разгона/торможения. Ширину позиционирования можно изменить с помощью
параметра (S13).
3.
Отмена функции G кодов (с G71.1 по G89) группы команд 09 осуществляется
посредством команды G00 (G80).
4.
С помощью бита 6 параметра F91 можно выбрать линейную или нелинейную
траекторию перемещения инструмента, но время позиционирования останется без
изменений.
- Линейная траектория перемещения инструмента (бит 6 параметра F91 = 0)
Как и при линейной интерполяции (G01), скорость инструмента ограничена в
соответствии со скоростью быстрого перемещения по каждой оси.
- Ломаная траектория перемещения инструмента (бит 6 параметра F91 = 1)
Инструмент перемещается со скоростью быстрого перемещения, задаваемой
отдельно для каждой оси.
5.
Если после адреса G не указано число, будет считаться, что задана команда G00.
6-1
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.
Примеры программ
Z
Единица
измерения: мм
(Инструмент)
Конечная точка
(-120, +200, +300)
+300
+150
Начальная точка
(+150, -100, +150)
–100
–120
+150
+20
Y
X
На указанном выше рисунке:
G90 G00 X-120.000 Y200.000 Z300.000;
G91 G00 X-270.000 Y300.000 Z150.000;
5.
MEP014
Команда в абсолютных значениях
Команда данных в приращениях
Комментарии
1.
Если бит 6 параметра пользователя F91 равен нулю, инструмент будет
перемещаться по кратчайшей траектории, соединяющей начальную и конечную
точку. Скорость позиционирования рассчитывается автоматически для обеспечения
наименьшего времени позиционирования в пределах скорости быстрой подачи по
каждой оси.
Например, если предварительно задать значение скорости быстрой подачи 9600
мм/мин для обеих осей X и Y, а затем команду
G91 G00 X–300.000 Y200.000
то инструмент будет перемещаться, как показано на рисунке ниже.
F91 бит 6 = 0
Эффективная скорость
подачи по оси Y:
6400 мм/мин
Конечная
точка
200
Y
fy
300
fx
Эффективная скорость
подачи по оси X:
9600 мм/мин
Начальная
точка
X
Единица
измерения:
мм
MEP015-1
6-2
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
2.
Если бит 6 параметра пользователя F91 равен 1, инструмент будет перемещаться от
начальной точки к конечной со скоростью быстрого перемещения по каждой оси.
Например, если предварительно задать значение скорости быстрой подачи 9600
мм/мин для обеих осей X и Y, а затем команду
G91 G00 X–300.000 Y200.000
то инструмент будет перемещаться, как показано на рисунке ниже.
F91 бит 6 = 1
Эффективная скорость
подачи по оси Y:
9600 мм/мин
Конечная
точка
200
Y
fy
300
fx
X
Начальная
точка
Единица
измерения: мм
Эффективная скорость
подачи по оси X:
9600 мм/мин
3.
Скорость быстрой подачи, которую можно задать для каждой оси при помощи
команды G00, различается в зависимости от модели станка.
• (более подробная
руководстве).
4.
MEP015-2
информация
приведена
в
соответствующем
Контроль торможения быстрой подачи (G00)
Как только обработка подачи
завершена (G00), следующий кадр будет выполняться по истечении контрольного
времени торможения (Td).
Контрольное время торможения (Td) рассчитывается по следующим формулам в
зависимости от типа разгона/торможения.
Линейное торможение/линейное торможение .............. ………. Td = Ts + α
Экспоненциальный разгон/линейное торможение ........ ………. Td = 2 × Ts + α
Экспоненциальный разгон/экспоненциальное торможение….. Td = 2 × Ts + α
(где Ts - константа времени разгона; α от = 0 до 14 мсек)
Время, необходимое для контроля торможения при быстрой подаче, определяется
как самое длительное из значений для каждой оси. Эти значения определяются
через константы времени разгона/торможения быстрой подачи и через режим
одновременного выполнения команды быстрого разгона/торможения по осям.
6-3
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-2
Одностороннее позиционирование: G60
1.
Функция и назначение
Сверхточное позиционирование без люфтов может быть выполнено, когда
осуществляется управление перемещением по оси при помощи кода G60 таким образом,
чтобы последний подвод всегда выполнялся в одном определенном направлении.
2.
Формат программирования
G60 Xx Yy Zz αα; (α: Дополнительная ось)
3.
Подробное описание
1.
Направление последнего подвода и величина смещения задаются при помощи
параметра I1.
2.
После быстрого подвода в положение, удаленное от конечной точки на расстояние
смещения, последний подвод выполняется в заранее заданном направлении на
быстрой подаче.
G60 a
Точка
позиционирования
Последнее положение
подвода
Конечная
точка
(–)
Начальная
точка
Начальная
точка
(+)
Временный
останов
G60 расстояние
смещения
G60 –a
MEP018
Описанная выше траектория, по которой осуществляется позиционирование, также
применяется при блокировке станка или при отмене команды позиционирования по
оси Z.
4. В режиме пробного прогона (при выполнении кода G00) полное позиционирование
выполняется на скорости пробного прогона.
5. Смещение к конечной точке может быть остановлено при помощи команд Сброс,
Аварийный останов, Блокировка или Прекращение подачи или установкой значения
коррекции быстрой подачи на «0» (нуль).
Смещение выполняется в соответствии с установкой быстрой подачи, а функция
ручной коррекции быстрой подачи также доступна при смещении.
6. Одностороннее позиционирование автоматически становится недоступным для оси
сверления отверстия в постоянном цикле сверления отверстий.
7. Одностороннее позиционирование автоматически становится недоступным для
смещения в цикле тонкого растачивания или постоянном цикле обратного
растачивания.
8. Обычное позиционирование выполняется для оси, не имеющей расстояния
смещения, заданного в параметре.
9. Одностороннее позиционирование всегда неинтерполяционного типа.
10. При выполнении команды перемещения по оси в положение, совпадающее с
конечной точкой предыдущего кадра (расстояние перемещения = 0), выполняется
перемещение инструмента на расстояние смещения таким образом, чтобы конечный
подвод
осуществлялся
в
заранее
заданном
положении
для
точного
позиционирования в нужную точку.
3.
6-4
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-3
Линейная интерполяция: G01
1.
Функция и назначение
При помощи данной команды осуществляется линейное перемещение (интерполяция)
инструмента из текущего положения в конечное положение, заданное координатным
словом на скорости подачи, указанной через адрес F. Скорость подачи, указанная через
адрес F, является линейной скоростью в направлении движения центра инструмента.
2.
Формат программирования
G01 Xx Yy Zz αα Ff; (α: Дополнительная ось)
Где x, y, z и α означают координаты. Ввод абсолютных данных или данных в виде
приращений используется в соответствии с текущим состоянием команды G90/G91.
3.
Подробное описание
При задании этой команды код G01 будет выполняться до ввода другого командного кода
G, отменяющего этот режим. Такими кодами являются: G00, G02, G03 или G33 группы
команд 01. Следовательно, требуется ввод координатных слов для линейной
интерполяции в последующих кадрах, если скорость подачи должна быть изменена.
Если для первой команды G01 не будет задан F код, возникает ошибка 816 FEEDRATE
ZERO (СКОРОСТЬ ПОДАЧИ РАВНА НУЛЮ).
Скорость подачи по осям вращения следует задавать в градусах в минуту.
(Пример: F300 = 300 градусов в минуту).
Функции G кодов (с G71.1 по G89) группы команд 09 отменяются командой G01 (заданной
для G80).
4.
Пример программы
Ниже показана программа, в которой задано перемещение инструмента на скорости
рабочей подачи 300 мм/мин по траектории P1 → P2 → P3 → P4 → P1 (где участок от P0 →
P1 образует траекторию позиционирования инструмента):
30
Y
P3
P2
30
X
P1
P4
20
20
20
Единица
измерения: мм
P0
MEP019
G91
G00
X20.
Y20.
P0 → P1
G01
X20.
Y30. F300
P1 → P2
P2 → P3
X30.
X–20.
P3 → P4
Y–30.
P4 → P1
X–30.
6-5
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-4
Круговая интерполяция: G02, G03
1.
Функция и назначение
Команды G02 и G03 предназначены для управления перемещением инструмента по дуге.
2.
Формат программирования
G02 (G03) Xx Yy (Zz)
Координаты
конечной точки
Ii Jj (Kk)
Ff;
Координаты
центра дуги
Скорость
подачи
Против часовой стрелки (CCW)
По часовой стрелке (CW)
X
Y
Z
I
J
K
F
:
:
:
:
:
:
:
Координата Х конечной точки дуги
Координата Y конечной точки дуги
Координата Z конечной точки дуги
Координата Х центра дуги
Координата Y центра дуги
Координата Z центра дуги
Скорость подачи
Использовать адреса X, Y и Z (или параллельных им осей) для задания координат
конечной точки дуги и адресов I, J и K для задания координат центра дуги.
Для установки координат конечной точки дуги поочередно используются режим ввода
абсолютных данных и режим ввода данных в виде приращений. Однако для координат
центра дуги всегда должны быть заданы данные в виде приращений по отношению к
начальной точке.
3.
Подробное описание
1.
При задании команды G02 (или G03) этот командный режим будет выполняться до
задания другой команды (G кода), отменяющей этот режим. Такими кодами
являются: G00 или G01 группы команд 01.
6-6
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
2.
Направление перемещения по окружности определяется кодами G02/G03.
G02: CW (по часовой стрелке)
G03: CCW (против часовой стрелки)
Z
G02
G03
G03
G03
Y
G02
G02
X
Y
X
Z
G03
G03
G03
G02
G02
X
G17 плоскость (X-Y)
Z
G18 плоскость (Z-X)
G02
G19 плоскость (Y-Z)
Y
MEP020
3.
В одном кадре можно задать интерполяцию по дуге, охватывающей несколько
секторов.
4.
Для круговой интерполяции необходима следующая информация:
- Направление вращения ............ …… по часовой стрелке (G02) или против часовой
стрелки (G03)
- Координаты конечной точки дуги….. задаются посредством адресов X Y, Z.
- Координаты центра дуги ........... …… задаются посредством адресов I, J, K. (Размер
в
приращениях)
- Скорость подачи ......................... …… задается посредством адреса F.
5.
Если не указан ни один из адресов I, J, K и R, возникнет ошибка программы.
6.
Адреса I, J и K используются для указания координат центра дуги, в направлениях
осей X, Y и Z, соответственно, если смотреть от начальной точки. Следует обращать
внимание на знаки координат.
6-7
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.
Примеры программ
Пример 1: команда перемещения по полной окружности
+Y
Ось Y
Центр
окружности
J = 50 мм
Скорость подачи
F = 500 мм/мин
Ось X
+X
Начальная/конечная точка
MEP021
G02 J50.000 F500
Пример 2: команда перемещения на три четверти окружности
+Y
Ось Y
Скорость подачи
F = 500 мм/мин
Центр
окружности
J = 50 мм
Ось X
Конечная
точка
(x+50, y+50)
+X
Начальная точка
MEP022
G91 G02 X50.000 Y50.000 J50.000 F500
5.
Примечания по круговой интерполяции
1.
Команды вращения по часовой стрелке (G02) или против часовой стрелки (G03) при
круговой интерполяции определяют направление вращения в правой системе
координат, если смотреть со стороны плюса в сторону минуса координатной оси,
перпендикулярной интерполируемой плоскости.
2.
Если не заданы координаты конечной точки или, если начальная и конечная точки
заданы в одном положении, обозначение центра через адреса I, K или J определит
дугу в 360 градусов (полный круг).
6-8
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
Если радиус начального положения не равен радиусу конечного положения,
произойдет следующее.
- Если погрешность ∆R больше значения параметра F19 (допуск на разницу
радиального значения в конечном положении), при достижении инструментом
начальной точки дуги появится предупредительное сообщение (817 INCORRECT
ARC DATA) (НЕВЕРНЫЕ ДАННЫЕ ПО ДУГЕ).
G02 X80. I50.
Аварийный
останов
Центр
Начальная
точка
Радиус в
начальной
точке
Конечная
точка
Радиус в
конечной
точке
∆R
MEP023
- Если погрешность ∆R равна значению параметра или не превышает его,
интерполяция примет вид спирали, направленной к запрограммированной конечной
точке дуги.
Спиральная
интерполяция
G02 X90. I50.
Центр
Начальная
точка
Радиус в
начальной
точке
Конечная
точка
Радиус в
конечной
точке
∆R
MEP024
Для наглядности на показанных выше примерах взяты слишком большие значения
параметров.
6-5
Круговая интерполяция с указанием радиуса: G02, G03
1.
Функция и назначение
Можно проводить круговую интерполяцию с непосредственно заданным радиусом дуги R,
а также с обозначением условных координат центра дуги (I, J, K).
2.
Формат программирования
G02 (G03) Xx Yy Rr Ff;
где
x : координата конечной точки по оси X
y : координата конечной точки по оси Y
r : радиус дуги
f : скорость подачи
6-9
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
Подробное описание
Центр дуги находится на биссектрисе, перпендикулярной к отрезку, соединяющему
начальную точку с конечной точкой. Координаты центра заданной дуги определяются
точкой пересечения биссектрисы и окружности заданного радиуса r с центром в
начальной точке.
При положительном значении радиуса R полученная дуга будет равна или меньше
полуокружности.
При отрицательном значении радиуса R полученная дуга будет больше полуокружности.
Траектория дуги при
отрицательном значении
радиуса R
Конечная точка
O2
Траектория дуги при положительном
значении радиуса R
L
Начальная точка
O1
O1, O2 : Точка центра
r
TEP023
Для использования команд дуговой интерполяции с заданным радиусом должны
выполняться следующие условия:
L
≤1
2•r
где L – длина линии от начальной точки до конечной точки.
Если радиус и центр дуги (I, J, K) задаются в одном кадре, круговая интерполяция с
заданным радиусом в общем случае является приоритетной.
Для интерполяции по полной окружности (конечная точка = конечная точка) следует
задавать центр через адреса I, J и K, так как команда задания радиуса в таком случае
будет немедленно завершена без операций на станке.
4.
Примеры программ
- G02 Xx1 Yy1 Rr1 Ff1
плоскость XY, с обозначением радиуса дуги
- G03 Zz1 Xx1 Rr1 Ff1
плоскость ZX, с обозначением радиуса дуги
- G02 Xx1 Yy1 Jj1 Rr1 Ff1
плоскость XY, с обозначением радиуса дуги
(Если радиус и центр дуги (I, J, K) задаются в одном
кадре, круговая интерполяция с обозначением радиуса
является приоритетной).
- G17 G02 Ii1 Ji1 Rr1 Ff1
плоскость XY, с обозначением центра дуги
(Обозначение радиуса недоступно для перемещения по
полной окружности)
6-10
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-6
Спиральная интерполяция: G2.1, G3.1 (дополнительная функция)
1.
Функция и назначение
Команды G2.1 и G3.1 задают интерполяцию, при которой начальная и конечная точки
плавно соединяются при перемещении по дуге, причем радиусы обеих точек отличаются
друг от друга.
(Обычная круговая
интерполяция)
Конечная точка
re = rs
(Спиральная
интерполяция)
Конечная точка
re ≠ rs
Начальная точка
rs
Центр
MEP031
2.
Формат программирования
G17 G2.1 (или G3.1)
Xp_ Yp_ I_ J_ (α_) F_ P_
Координаты центра дуги
Координаты конечной точки дуги
G18 G2.1 (или G3.1)
Zp_ Xp_ K_ I_ (α_) F_ P_
G19 G2.1 (или G3.1)
Yp_ Zp_ J_ K_ (α_) F_ P_
P : Количество шагов (оборотов) (адрес P можно пропустить, если он равен 0).
α : Любая ось, кроме оси интерполяции (только для винтового резания)
F : Скорость подачи по траектории перемещения инструмента
3.
Подробное описание
1.
Направления кругового перемещения G2.1 и G3.1 совпадают с направлениями
перемещения в командах G02 и G03 соответственно.
2.
Задание радиуса для спиральной интерполяции запрещено. (Для задания радиуса
начальная и конечная точки должны лежать на одной дуге).
Примечание: если радиус задан, данная команда будет принята как команда
круговой интерполяции с заданным радиусом.
3.
Конусное резание или нарезание конической резьбы может быть выполнено
посредством изменения радиуса дуги в его начальной и конечной точках и
обозначения оси линейной интерполяции.
4.
Даже при задании команды обычной интерполяции G2 или G3 будет выполнена
спиральная интерполяция, если разница между радиусом в начальной точке и
радиусом в конечной точке меньше, чем значение параметра F19.
6-11
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример:
Y
B
D
E
C
A
X
A
B
C
D
E
3000 мм/мин
2500
2000
1500
1000
MEP032
G28 X0 Y0
G00 Y–200.
G17 G3.1 X–100. Y0 I–150. J0 F3000 P2
M30
При выполнении вышеуказанной программы скорость подачи в каждой точке будет
равна скорости, указанной на рисунке выше.
6-12
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.
Примеры программ
Пример 1: спиральное резание
Ниже показан пример программы спирального резания по контуру с центром дуги,
заданным в значении в виде приращений, (X = 0, Y = 45,0) и конечной точкой дуги,
заданной в абсолютном значении (X = 0, Y = –15.0).
G91 G28 Z0
G80 G40
T15 T00 M06
G54.1 P40
G94 G00 X0 Y-45.0
G43 Z30.0 H01
Z3.0
S1500 M03
M50
G01 Z-1.0 F150
G2.1 X0 Y-15.0 I0 J45.0 F450
P2
Возврат в нулевую точку по оси Z
Отмена постоянного цикла
Смена инструмента
Установка системы координат
Подвод в плоскости XY в начальную точку (0, –45.0)
Позиционирование по оси Z в исходную точку
Вращение шпинделя в прямом направлении
Включение обдува воздухом
Врезная подача по оси Z
Команда спиральной интерполяции с конечной точкой дуги= (0,
–15.0), центром дуги = (0, 0)*, и шагом = 2. *Значения I и J
задаются в приращениях относительно начальной точки.
Возврат по оси Z
Останов шпинделя и отключение обдува воздухом
G00 Z3.0
M05 M09
Z30.0
M30
Завершение обработки
Скорость подачи в начальной точке равна 450 мм/мин, как задано в кадре G2.1, а
скорость подачи в конечной точке можно рассчитать следующим образом:
(Радиус в конечной точке/Радиус в начальной точке) × Командное значение скорости
подачи.
Если радиус в начальной точке = 45,0, радиус в конечной точке = 15,0, заданная скорость
подачи (F) = 450, скорость подачи равна
(15,0/45,0) × 450 = 150 мм/мин
в конечной точке.
Примечание 1: не следует задавать радиус (аргумент R) для спиральной интерполяции;
в противном случае, будет выполнена обычная круговая интерполяция
(посредством команды G02 или G03).
Примечание 2: невозможно задать команду спиральной интерполяции, для начальной и
конечной точек которой нужно задать разные значения центра.
6-13
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример 2: сердцеобразный кулачок (при вводе абсолютных данных)
Возврат в нулевую точку по оси Z
G91 G28 Z0
G80 G40
T15 T00 M06
G54.1 P40
G94 G00 X0 Y-70.0
G43 Z30.0 H01
S1500 M03
Z3.0
M50
G01 Z-1.0 F150
G2.1 X0 Y1.0 I0 J70.0 F450
X0 Y-70.0 I 0 J-1.0
G00 Z3.0
M05 M09
Z30.0
M30
Отмена постоянного цикла
Смена инструмента
Установка системы координат
Подвод в плоскости XY в начальную точку (0, –70.0)
Позиционирование по оси Z в исходную точку
Вращение шпинделя в прямом направлении
Включение обдува воздухом
Врезная подача по оси Z
Команда перемещения по левой половине кривой
Команда перемещения по правой половине кривой
Возврат по оси Z
Останов шпинделя и отключение обдува воздухом
Завершение обработки
6-14
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример 3: сердцеобразный кулачок (при вводе данных в виде приращений)
Y
X
0
a
b
(30.)
(100.)
Начальная и
конечная точки
MEP033
Разница (b–a) между радиусом в начальной точке и радиусом в конечной точке
обозначает смещение для придания формы сердца.
Обработка левой половины сердца и правой половины сердца задаются в двух
отдельных кадрах.
Пример программы, в которую данные введены в виде приращений:
G3.1 Y130. J100. F1000 .......... (правая половина)
a+b
b
G3.1 Y-130. J–30 ....................... (левая половина)
–a–b
–a
a = 30.
b = 100.
a + b = 130.
–a – b = –130.
(Минимальный радиус дуги)
(Максимальный радиус дуги)
(Координата конечной точки по правому полукругу)
(координата конечной точки по левому полукругу)
6-15
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример 4: нарезание резьбы с крупным шагом
При нарезании резьбы с крупным шагом используются три кадра винтовой
интерполяции: для задания отдельно участка врезной подачи, участка резьбы
и участка восхождения резьбы. Для спиральной интерполяции необходимо
обозначить величину зазора по диаметру для кадра врезной подачи и кадра
участка восхождения резьбы. (Начальная и конечная точки смещаются на
указанное значение зазора от контура участка резьбы).
Зазор
X
i1
i3
0
Z
i2
Y
z1
Врезная
подача
z2
Нарезание
резьбы
резцом
G3.1 X–i1–i2 Y0 Zz1 I–i1 J0 Ff1
G03 X0 Y0 Zz2 Ii2 J0 Pp2
G3.1 Xi2+i3 Y0 Zz3 Ii2 J0
*
z3
Восхождение
резьбы
MEP034
(Кадр врезной подачи, полукруг)
(Кадр нарезания резьбы резцом, полный круг)
(Кадр восхождения резьбы, полукруг)
Количество шагов p2 в кадре нарезания резьбы резцом задается при помощи деления
величины хода z2 на размер шага . Следует учесть, что значение p2 должно быть
целым числом.
6-16
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример 5: нарезание конической резьбы
Как показано на рисунке ниже, можно выполнить конусное винтовое резание
под любым углом.
s = Начальная точка
e = Конечная точка
X
e
0
x1
i1
Z
Y
s
y1
j1
p1
z1
MEP035
Данные с адресами X, Y и Z должны быть в виде приращений x1, y1 и z1 соответственно,
из начальной точки s в конечную точку e; значения I и J должны быть заданы в виде
приращений i1 и j1 соответственно, из начальной точки s в центр дуги, а значение P
должно быть равно количеству шагов p1.
G3.1 Xx1 Yy1 Zz1 Ii1 Jj1 Pp1 Ff1
Величина конуса t и шаг рассчитываются по следующим формулам:
2(re – rs)
t=
x1
где rs =
=
i12 + j12 , re =
(x1 – i1)2 + (y1 – j1)2 ;
z1
(2π • p1 + θ) / 2π
где θ = θe – θs =
tan–1
j1 – y1
i1 – x1
– tan–1
–j1
–i1
где rs и re обозначают радиус в начальной и конечной точках соответственно, а qs и qe
обозначают углы в начальной и конечной точках соответственно.
6-17
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пример 6: конусное резание
Конусное резание применяется при нарезании конической резьбы; начальная
и конечная точки находятся на центральной линии. Результаты обработки
конуса от плавно увеличивающегося или уменьшающегося диаметра дуги.
Шаг определяется z1/p1.
Z
p1
z1
Y
X
0
x1
MEP036
G2.1 X–x1 Y0 Zz1 I–x1 Pp1 Ff1
x1 : Радиус основания
z1 : Высота
p1 : Количество шагов
f1 : Скорость подачи
Примечание: проверка траектории перемещения инструмента при спиральной
интерполяции осуществляется в окне TRACE (ТРАЕКТОРИЯ).
6-18
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-7
Выбор плоскости: G17, G18, G19
Общие сведения
6-7-1
1.
Функция и назначение
Команды G17, G18 и G19 предназначены для выбора плоскости для управления
перемещениями.
Запись трех основных осей, выбор которых определяется параметрами, позволяет
выбрать плоскость, образованную любыми двумя непараллельными осями.
Следует использовать данные G коды, чтобы выбрать плоскость для выполнения
следующих операций:
- Круговая интерполяция
- Интерполяция в полярных координатах
- Снятие фаски
- Позиционирование для выполнения постоянного цикла
- Скругление углов/снятие фасок
2.
Формат программирования
G17; (выбор плоскости XY)
G18; (выбор плоскости ZX)
G19; (выбор плоскости YZ)
Y
X, Y и Z – оси координат, или соответствующие
параллельные оси.
X
Z
G03
G03
G02
G03
G02
X
G17 плоскость (XY)
G02
Z
G18 плоскость (ZX)
Y
G19 плоскость (YZ)
TEP024’
6-19
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-7-2
Способы выбора плоскости
В данном подразделе дано описание способов выбора плоскости с помощью параметров.
1.
Команды выбора типа плоскости (G17, G18 или G19) и указанный в том же кадре
адрес оси определяют, какие основные оси или параллельные им оси образуют
выбираемую плоскость.
Y
X
G17X Y;
Z
G18X Z;
G03
G19Y Z;
G03
G03
G02
G02
G02
Z
X
Y
TEP025’
2.
Автоматический выбор плоскости не выполняется в кадрах, не содержащих команду
выбора плоскости (G17, G18 или G19)
G18 X_ Z_;
Y_ Z_;
3.
плоскость ZX
плоскость ZX (Плоскость не меняется)
Если адреса оси не заданы в кадрах, содержащих команду выбора плоскости (G17,
G18 или G19), будут заданы три основные оси.
G18_;
(плоскость ZX = G18 XZ;)
Примечание 1: биты 0 и 1 параметра F92 используются для задания исходной
плоскости, которую необходимо выбрать при включении питания или
повторном пуске.
Примечание 2: G коды для выбора плоскости (G17, G18 или G19) должны быть заданы в
отдельном кадре. Если такой G код задается в кадре, содержащем
команду перемещения по оси, может произойти перемещение, не
зависящее от выбранной плоскости.
6-20
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-8
Включение и отключение
координатах: G12.1/G13.1
1.
команды
интерполяции
в
полярных
Функция и назначение
Интерполяция в полярных координатах предназначена для преобразования команды,
запрограммированной в прямоугольной системе координат, в линейное перемещение по
оси (перемещение инструмента) и вращательное перемещение по оси (поворот
заготовки) для обеспечения контурного управления.
2.
Формат программирования
Интерполяция в полярных координатах задается с помощью следующих G кодов (группа 19).
G12.1:
Режим интерполяции в полярных координатах
производится интерполяция в полярных координатах)
(Режим,
при
котором
G13.1:
Отмена режима интерполяции в полярных координатах (Режим, при котором не
производится интерполяция в полярных координатах)
Данные G коды следует задавать в отдельных кадрах.
3.
Подробное описание
1.
При включении питания и при сбросе выбирается отмена режима интерполяции в
полярных координатах (G13.1). При подаче команды G12.1 применяется плоскость,
выбранная кодом G17.
2.
При интерполяции в полярных координатах нулевая точка заготовки используется
как нулевая точка системы координат. Выбор плоскости (далее называемой
«плоскость интерполяции в полярных координатах») осуществляется при помощи
оси линейного перемещения в качестве первой оси плоскости и виртуальной оси,
перпендикулярной оси линейного перемещения в качестве второй оси плоскости.
Интерполяция в полярных координатах производится на этой плоскости.
3.
При выполнении режима интерполяции в полярных координатах команды задаются
значениями координат прямоугольной плоскости в плоскости интерполяции
полярных координат. Адрес оси вращения (ось C) применяется для задания адреса
команд по второй оси плоскости (виртуальной оси).
Команды задаются в миллиметрах или в дюймах, но не в градусах, как и в случае с
первой осью плоскости (команда через адрес оси линейного перемещения).
4.
В режиме интерполяции в полярных координатах могут быть заданы команды в
абсолютных значениях и в приращениях для линейной интерполяции (G01) и для
круговой интерполяции (G02, G03).
Для команды программы также может быть задана
коррекция на радиус
инструмента, а интерполяция в полярных координатах задается для траектории
перемещения после коррекции на радиус инструмента. Однако режим интерполяции
в полярных координатах (G12.1, G13.1) запрещается менять во время выполнения
режима коррекции на радиус инструмента (G41, G42). Коды G12.1 и G13.1 должны
быть заданы в режиме G40 (Отмена режима коррекции на радиус инструмента).
5.
Скорость подачи задается через касательную скорость (относительная скорость
заготовки и инструмента) на плоскости интерполяции в полярных координатах
(прямоугольная система координат) и принимается за F (измеряемая в мм/мин или
дюймах/мин).
6.
Значение координат на виртуальной оси при задании команды G12.1 принимается за
«0». То есть, в начале интерполяции в полярных координатах положение при
задании команды G12.1 принимается за угол, равный 0.
6-21
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
G17: Плоскость X-C (виртуальная ось)
X
C
Z
C
(Виртуальная
ось)
4.
D732S0008
Примеры программ
C (Виртуальная ось)
C
N070
N080
N060
N050
X
N100
N090
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
D732S0009
N001
N004
N008
N010
N020
N030
N040
N050
N060
N070
N080
N090
N100
N110
N120
N130
N140
G00 G97 G98;
G28 U0 W0;
M200;
T01T00M06;
G00 X100.0 Z10.0 C0.0;
G12.1;
G42;
G01 X50.0 F500;
C10.0;
G03 X-50.0 C10.0 I-25.0;
G01 C-10.0;
G03 X50.0 C-10.0 R25.0;
G01 C0.0;
G00 X100.0;
G40;
G13.1;
M202;
Позиционирование к начальной точке
Включение функции интерполяции в
полярных координатах
Контур, заданный программой
(Программа со значениями в
прямоугольной системе координат на
плоскости XC)
Отключение функции интерполяции в
полярных координатах
6-22
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
5.
Примечания
1.
До ввода команды G12.1 следует задать систему координат заготовки, используя
центр оси вращения в качестве нулевой точки системы координат. При выполнении
кода G12.1 не следует изменять систему координат.
2.
Плоскость до ввода команды G12.1 (плоскость, выбранная кодами G17, G18 или G19)
временно отменяется и восстанавливается после ввода команды G13.1 (отмена
интерполяции в полярных координатах). При сбросе режим интерполяции в
полярных координатах отменяется, и выбирается плоскость, заданная кодом G17.
3.
При задании круговой интерполяции (G02, G03) на плоскости интерполяции в
полярных координатах способ задания радиуса круговой интерполяции (какие из
адресов I, J и K используются) зависит от того, какой оси основной системы
координат соответствует первая ось плоскости (ось линейного перемещения).
- Команда задается адресами I и J, если ось линейного перемещения принимается
за ось X плоскости Xp-Yp.
- Команда задается адресами J и K, если ось линейного перемещения принимается
за ось Y плоскости Yp-Zp.
- Команда задается адресами K и I, если ось линейного перемещения принимается
за ось Z плоскости Zp-Xp.
Радиус круговой интерполяции можно также задать с помощью адреса R.
4.
При выполнении кода G12.1 доступны следующие G коды: G04, G65, G66, G67, G00,
G01, G02, G03, G98, G99, G40, G41 и G42.
5.
Команда перемещения по оси, не входящей в выбранную в режиме G12.1 плоскость,
выполняется независимо от интерполяции в полярных координатах.
6.
В режиме отмены интерполяции в полярных координатах следует задать коррекцию
на инструмент до ввода команды G12.1. При выполнении режима интерполяции
полярных координат задание коррекции на инструмент запрещено. При этом не
следует менять значение коррекции.
7.
Отображение текущего положения при выполнении кода G12.1
Текущее
положение в режиме интерполяции в полярных координатах отображается как
фактическое значение координат. Однако для остаточного расстояния перемещения
в плоскости полярных координат отображается только текст «остаточное расстояние
перемещения» (REMAIN).
8.
При выполнении кода G12.1 повторный запуск программы для кадра невозможен.
6-23
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-9
Интерполяция по виртуальной оси: G07
1.
Функция и назначение
Задать посредством кода G07 одну из двух осей круговой интерполяции, а также ось
линейной интерполяции в качестве виртуальной оси (оси, по которой распределяются
импульсы, но фактическое перемещение не выполняется), а интерполяцию в плоскости,
образованной оставшейся круговой осью и линейной осью, можно получить вдоль
синусоидальной кривой, которая соответствует виду сбоку круговой интерполяции с
одновременной линейной интерполяцией.
2.
Формат программирования
G07 α0
G07 α1
3.
4.
Для задания виртуальной оси
Для интерполяции по виртуальной оси
Для отмены виртуальной оси
Подробное описание
1.
Для интерполяции по виртуальной оси можно применять только винтовую или
спиральную интерполяцию.
2.
На участке программы
от G07α0 до G07α1 ось «альфа» принимается за
виртуальную ось. Следовательно, если ось альфа включена независимо от данного
участка, станок будет находиться в состоянии выдержки до тех пор, пока не будет
выполнено распределение импульса по виртуальной оси.
3.
Виртуальная ось доступна при работе в режиме автоматического управления, но
недоступна при работе в режиме ручного управления.
4.
Защитные функции, например, блокировка, запрограммированный предел хода и т.д.
доступны даже для виртуальной оси.
5.
Ручное прерывание также доступно для виртуальной оси. То есть, виртуальная ось
может быть смещена на величину ручного прерывания.
Пример программы
G07 Y0
G17G2.1X0Y–5.I0J–10.Z40.P2F50
G07 Y1
Задание оси Y в качестве виртуальной оси.
Синусоидальная интерполяция в плоскости XZ
Задание оси Y в качестве фактической оси.
Ось X
Ось X
10.
5.
Ось Z
20.
40.
–5.
–10.
Ось Y
–5.
–10.
MEP037
6-24
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-10 Сплайновая интерполяция: G06.1 (дополнительная функция)
1.
Функция и назначение
Сплайновая интерполяция автоматически создает кривую, которая плавно проходит по
установленным точкам, а, следовательно, задает высокоскоростную и высокоточную
обработку трех контуров вдоль плавно изогнутой траектории перемещения инструмента.
2.
Формат программирования
G06.1 Xx1 Yy1
3.
Подробное описание
A.
Установка и отмена режима сплайновой интерполяции
Режим сплайновой интерполяции задается при помощи подготовительной функции
G06.1, а отменяется другой командой группы 01 (G00, G01, G02 или G03).
Пример 1:
N100 G00
N200 G06.1
N201
N202
N203
N290
N300 G01
X_Y_
X_Y_
X_Y_
X_Y_
X_Y_
X_Y_
X_Y_
P1
P2
P3
P4
P5
Pn
Pn+1
Pn
Pn+1
P2
P3
P5
P4
P1
Рис. 6-1
Линия сплайновой интерполяции
В вышеуказанном примере сплайновая интерполяция задается в кадре N200 (кадр
задания перемещения из точки P1 в точку P2) и отменяется в кадре N300. Следовательно,
сплайновая кривая образуется для группы конечных точек от P1 до Pn, а интерполяция
выполняется вдоль образованной кривой.
Для образования кривой сплайновой интерполяции обычно требуется задать два или
более кадров (по крайней мере, три точки траектории) в данном режиме. Если режим
сплайновой интерполяции задается только для одного кадра, выполняется интерполяция
в конечную точку кадра по прямой линии.
Пример 7:
N100 G01
X_Y_
N200 G06.1 X_Y_
N300 G01
X_Y_
Линейная интерполяция для
одного кадра сплайновой
интерполяции
P1
P2
P3
P1
P2
P3
Рис. 6-2
Сплайновая интерполяция, применяемая для одного кадра
6-25
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B.
Деление сплайновой кривой в режиме сплайновой интерполяции
Обычно в режиме сплайновой интерполяции формируется непрерывная кривая, плавно
проходящая по всем указанным точкам от начала до конца режима. Однако сплайновая
кривая делится на 2 прерывистых кривых каждый раз, когда выполняется одно из
следующих условий:
- Если угол между линиями линейного перемещения двух соседних кадров превышает
угол отмены сплайна,
- Если расстояние перемещения в кадре превышает расстояние отмены сплайна, или
- Если есть кадр, в котором отсутствуют команды перемещения в режиме сплайновой
интерполяции.
1.
Если относительный угол между соседними кадрами превышает угол отмены
сплайна
Угол отмены сплайна Параметр F101
Если угол θi, образованный двумя непрерывными векторами Pi–1 Pi и PiPi+1 ,
больше значения параметра F101, в последовательности точек P1, P2, P3, Pn в
режиме сплайновой интерполяции точка Pi принимается равной углу. В этом случае
группа точек делится на два участка от P1 до Pi и от Pi до Pn в Pi, а сплайновая
кривая задается отдельно для каждого участка.
Если угол отмены сплайна не задан (F101 = 0), функция разделения недоступна.
Пример 1: F101 = 80 градусов
θ3
P4
P3
θ4
θ2
P2
P4
P3
P5
θ5
Образуется
угол
P5
θ4 > F101
P2
P6
P6
θ6
P1
P1
P7
P7
P4
P3
Параметр F101 не задан.
P5
P2
P6
P1
Рис. 6-3
Отмена сплайна в соответствии с углом
6-26
P7
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Если точки образуют угол θi, который больше значения параметра F101, то такие
точки рассматриваются как вершины угла для разделения группы точек, в результате
чего на соответствующих участках образуются многочисленные сплайновые кривые.
θi > F101
θi > F101
Рис. 6-4
Многоугольная сплайновая кривая, зависящая от угла
Если любые две вершины угла (где θi > F101) идут одна за другой, во время
линейной интерполяции осуществляется автоматическое управление кадром со
второй вершиной. Следовательно, можно пропустить код G01 в каждом
промежуточном кадре строчечной подачи, например, во время 2,5-мерной обработки,
что в значительной степени упрощает программирование.
Пример 2: F101 < 90 (градусов)
В следующей программе (изображенной на Рис.6-5) угол строчечной подачи в
направлении оси Y относительно плоскости X-Z (сплайновой интерполяции) всегда
равен 90°. Если значение параметра F101 меньше 90°, происходит автоматическая
отмена сплайновой интерполяции в кадрах строчечной подачи (N310, N410, ), в
которых после этого каждый раз выполняется интерполяция. Если для параметра
F101 значение не задано, для переключения режима интерполяции требуется ввести
G коды, заключенные в скобках в указанной ниже программе.
N100
N200
N210
N300
N310
N320
N400
N410
N420
N700
N710
Рис. 6-5
G00
G06.1
(G01)
(G06.1)
(G01)
(G06.1)
G01
X_Y_Z_
X_Z_
X_Z_
X_Z_
Y_
X_Z_
X_Z_
Y_
X_Z_
X_Z_
P1
P2
P3
Pi
Pi+1
Pi+2
Pj+1
P1
Pj
Z
Pj
Pj+1
Pj+2
Y
Pn
X
Pn
Pi+1
Pi
Линейная интерполяция при строчечной подаче в режиме сплайновой интерполяции
6-27
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
2.
Если расстояние перемещения в кадре превышает расстояние отмены сплайна
Расстояние отмены сплайна Параметр F100
В последовательности точек P1, P2, P3, Pn в режиме сплайновой интерполяции,
если длина PiPi+1 вектора PiPi+1 больше значения параметра F100, кадр для точки
Pi+1 задается автоматически при управлении линейной интерполяцией, а
предыдущий и последующий участки с P1 по Pi и с Pi+1 по Pn отдельно
интерполируются в виде сплайновых кривых.
Как правило, в этом случае отклонение касательного вектора в точке Pi (в конечной
точке сплайна с P1 по Pi) и отклонение касательного вектора в точке Pi+1 (в начальной
точке сплайна с Pi+1 по Pn) не совпадают с отклонением отрезка PiPi+1 .
Если расстояние отмены сплайна не задано (F100 = 0), функция разделения
недоступна.
(a)
P4P5 > F100,
(b) F100 не задан
PiPi+1 ≤ F100 для других кадров
P4
P5
P4
P3
P6
P4P5 > F100
P2
P1
P3
P7
Интерполяция выполняется следующим
образом:
от P1 до P4: Сплайновая кривая,
от P4 до P5: Прямая линия,
от P5 до P8: Сплайновая кривая
P5
P6
P2
P8
P7
P1
P8
Вся траектория перемещения от P1 до
P8 интерполируется в одну сплайновую
кривую.
Рис 6-6 Зависимость отмены сплайна от расстояния перемещения в кадре
При наличии более одного кадра, в котором PiPi+1 > F100, все эти кадры будут
обозначать линейную интерполяцию по отдельности.
3.
Когда есть кадр без команды перемещения в режиме сплайновой интерполяции
Любой кадр без команды перемещения временно отменяет сплайновую
интерполяцию, а на участках до и после такого кадра будет отдельно выполнена
сплайновая интерполяция.
N100
G01
X_Y_
N110
G06.1
X_Y_
P1
N120
X_Y_
P2
N300
X_Y_
P5
N310
X0
P5
P7
N510
Рис. 6-7
X_Y_
G01
X_Y_
P5
P4
P3
(перемещение отсутствует)
N320
X_Y_
P6
N500
P8
P6
Образуется
угол
P2
Сплайн от
P1 до P5
P8
P1
Отмена сплайна кадром без команды перемещения
6-28
Сплайн от
P5 до P8:
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
C.
Функция плавного сплайна (коррекция криволинейного контура)
Функция плавного сплайна действует со сплайновой интерполяцией и автоматически
корректирует контур сплайновой кривой в случае необходимости, чтобы траектория
перемещения по кривой стала более плавной.
Как правило, функция плавного сплайна действует в двух следующих случаях:
- при наличии значительных погрешностей кривой в кадрах
- при наличии слишком короткого кадра (автоматическая коррекция в данном случае
называется сглаживанием).
Подробнее об автоматической коррекции, выполняемой в вышеуказанных случаях,
написано ниже.
1.
Автоматическая коррекция при значительных погрешностях кривой в кадрах
Если данные о кривой в CAD-системе разделяются на микросегменты посредством
CAM-системы, аппроксимация при помощи ломаной линии обычно выполняется в
пределах кривой (погрешность хорды), не превышающей 10 микрон. Однако если
одна из точек перегиба является частью кривой, длина микросегментного кадра,
включающего точки перегиба, может увеличиться (см. P3 P4 на рисунке ниже). Если
длина этого кадра становится непропорциональной по сравнению с длиной
предыдущего и последующего кадров, сплайновая кривая на этом участке может
иметь значительную погрешность относительно исходной кривой.
P2
Допуск
P1
P3
P0
Точка перегиба
в первоначальной
кривой
Кривая
CAD-системы
Допуск
(отрицательная
сторона)
Сплайновая кривая
(значительное отклонение от кривой
CAD-системы)
Допуск
(положительная
сторона)
P7
P4
P6
P5
Рис. 6-8 Сплайновая кривая со значительной погрешностью хорды (с точками перегиба)
Эта функция предназначена для обнаружения участков, на которых погрешности
хорды на кривой из-за наличия точек перегиба становятся значительными, и
автоматически корректирует контур сплайновой кривой в данной области таким
образом, чтобы погрешности кривой находились в диапазоне данных определенного
параметра.
Погрешность кривой 1 Параметр F102
6-29
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Если определено, что кадр в режиме сплайновой интерполяции имеет точки
перегиба на сплайновой кривой, а максимально допустимая погрешность длины
хорды между сплайновой кривой и участком превышает значение параметра F102,
контур сплайновой кривой будет откорректирован таким образом, чтобы
максимально допустимая погрешность не превышала значение параметра F102.
Неоткорректированная
сплайновая кривая
Откорректированная
сплайновая кривая
A
B
Значение параметра
F102 или менее
Рис. 6-9
Коррекция контура 1 для сплайновой кривой
Контур кривой также может быть откорректирован, если погрешность хорды
сплайновой кривой увеличивается в результате диспропорции в длине соседних
кадров, которая появляется не по причине наличия точек перегиба.
Погрешность кривой 2 Параметр F104
Если определено, что в режиме сплайновой интерполяции в кадре отсутствуют точки
перегиба на сплайновой кривой, а значение максимальной погрешности длины хорды
между сплайновой кривой и участком превышает значение параметра F104, то
форма сплайновой кривой будет изменена для установки максимальной погрешности
длины хорды, не превышающей значение параметра F104.
Рис. 6-10
Сплайновая кривая со значительной погрешностью хорды (точки перегиба отсутствуют)
Комментарий 1: во всех типах коррекции сплайновой кривой функция коррекции кривой
действует только в соответствующем кадре. Следовательно,
касательные векторы на границах с непосредственно предыдущими и
последующими кадрами становятся прерывистыми.
Комментарий 2: если для параметра F102 задано значение 0, все кадры, имеющие
точки перегиба, станут линейными. Если для параметра F104 задано
значение 0, все кадры, имеющие точки перегиба, станут также
линейными.
Комментарий 3: коррекция контура кривых по параметрам F102 или F104 обычно
требуется, когда граничащие кадры непропорциональны по длине. Но
если отношение длин граничащих кадров очень велико, сплайновую
интерполяцию между кадрами можно временно отменить до
определения погрешности хорды.
6-30
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
2.
Автоматическая коррекция сплайновой кривой в очень маленьком участке
(сглаживание)
Когда данные CAD-системы разделены на микро-сегменты CAM-системой, по
причине внутренних ошибок в вычислении в середине программы может быть создан
очень маленький участок. Нередко такой участок создается во время создания
программы коррекции на радиус инструмента, в частности, программы, которая
требует расчета конвергенции. С момента, когда очень маленький участок находится
почти под прямым углом к сплайновой кривой, эта кривая искажается.
Деформированная
сплайновая кривая
Очень короткий
участок
Рис. 6-11
Деформация сплайновой кривой по причине влияния очень короткого кадра
Если во время сплайновой интерполяции обнаружен очень маленький участок,
функция коррекции контура удаляет данный участок и затем непосредственно
соединяет предыдущий и последующий участки (что называется сглаживанием),
чтобы сплайновая кривая стала плавной и не имела деформаций.
Длина сглаживания кадра Параметр F103
Пусть длина i-го кадра в режиме сплайновой интерполяции равна li и верны
следующие выражения:
li – 1 > F103 × 2
li ≤ F103
li + 1 > F103 × 2
Тогда в указанном выше случае конечная точка (i–1)-ого кадра и начальная точка
кадра i + 1 перемещаются в среднюю точку i-ого кадра, в результате чего i-ый кадр
удаляется. Сплайновая интерполяция применяется для последовательности точек,
которые были откорректированы таким образом.
li ≤ F103
li–1 > F103 × 2
li+1 > F103 × 2
Коррекция промежуточной точки
Рис. 6-12
Созданная сплайновая кривая
Коррекция промежуточных точек сплайновой кривой сглаживанием
6-31
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Пусть первый кадр в режиме сплайновой интерполяции очень маленький и верны
следующие выражения:
l1 ≤ F103
l2 > F103 × 2
Тогда в вышеуказанном случае начальная точка второго кадра меняется на
начальную точку первого кадра, в результате чего первый кадр удаляется.
Участок, не содержащий
команды сплайновой
интерполяции
l1 ≤ F103
l2 > F103 × 2
Созданная сплайновая кривая
Удаление промежуточной точки
Рис. 6-13
Сглаживание в начальной точке сплайновой кривой
Пусть последний кадр в режиме сплайновой интерполяции очень маленький и верны
следующие выражения:
ln–1 > F103 × 2
ln ≤ F103
Тогда в указанном выше случае конечная точка (n–1)-го кадра меняется на конечную
точку n-ого кадра, в результате чего n-ный кадр удаляется.
ln ≤ F103
ln–1 > F103 × 2
Созданная сплайновая
кривая
Рис. 6-14
Участок, не содержащий
команды сплайновой
интерполяции
Удаление промежуточной точки
Сглаживание в конечной точке сплайновой кривой
Выполнение данной функции является более предпочтительным по сравнению с
функцией деления кривой с учётом угла отмены сплайна.
6-32
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
D.
Ограничение скорости подачи в режиме сплайновой интерполяции
Как правило, модальная скорость рабочей подачи F действительна для сплайновой
интерполяции; но если скорость подачи постоянно поддерживается на одном уровне, то
на областях с большим изгибом (радиус изгиба небольшой) будет вырабатываться
слишком большой разгон, как показано на Рис. 6-15.
Разгон: высокий
Изгиб:
небольшой
F
Разгон: низкий
Изгиб: большой
Рис. 6-15
Изменение разгона в соответствии с изгибом
В режиме сплайновой интерполяции данного УЧПУ можно управлять скоростью подачи
таким образом, чтобы она не превышала допустимый предел, рассчитанный при помощи
соответствующих параметров, разгона перед интерполяцией.
Для получения соответствующей скорости подачи в каждом кадре сплайновой
интерполяции необходимо выполнить расчет предельной скорости подачи F' по формуле
[1], в которой меньший из двух радиусов Rs (радиус изгиба в начальной точке кадра) и Re
(радиус изгиба в конечной точке кадра) будет рассматриваться как базовый радиус R в
кадре. Тогда, если F больше F', в соответствующем кадре произойдет временная ручная
коррекция модальной скорости подачи с F на F', вся сплайновая кривая может быть
интерполирована покадрово при надлежащей скорости подачи в соответствии с радиусом
изгиба.
: Модальная скорость подачи
(мм/мин)
Rs : Радиус изгиба в начальной
точке кадра (мм)
Re : Радиус изгиба в конечной
точке кадра (мм)
R : Исходный радиус изгиба для
кадра (мм) R = мин {Rs, Re}
∆V : Максимальный разгон перед
интерполяцией
F’ : Предельная скорость подачи
(мм/мин)
F’
F
Pi
Pj+1
Rs
Re
Рис. 6-16
Ограничение скорости подачи в режиме сплайновой интерполяции
F' =
R × ∆V × 60 × 1000
∆V =
G1bF (мм/мин)
G1btL (мсек)
6-33
........ [1]
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
E.
Сплайновая интерполяция во время коррекции на радиус инструмента
Сплайновая интерполяция может быть выполнена во время коррекции на радиус
инструмента следующим образом.
1.
Коррекция на радиус инструмента (двухмерная)
В примере, показанном на рисунке 6-17, заданной траекторией перемещения
является прямая линия на участке P0P1, ломаная линия на участке P1P2 . . . Pn,
который является объектом сплайновой интерполяции, и прямой линии на участке
PnPn+1. Направление интерполяции с коррекцией на радиус инструмента задается в
следующем порядке.
1)
На первом этапе образуется ломаная линия P0'P1'P2' . . . Pn'Pn+1', которая
откорректирована на значение коррекции на радиус r, сравниваемого с исходной
ломаной линией P0P1P2 . . . PnPn+1.
2)
На следующем этапе точка Pi'', при которой PiPi'' = r на векторе
PiPi'
определяется для всех промежуточных точек Pi (i = 2, 3, . . . n–1) в отличие от
начальной точки P1 и конечной точки Pn сплайновой кривой.
3)
Сплайновая интерполяция выполняется по ломаной линии P1'P2''P3'' . . . Pn–1''Pn',
и кривая линия, созданная таким образом, будет выступать в качестве
откорректированной траектории перемещения центра инструмента относительно
заданной сплайновой кривой.
P2'
1)
P3'
r
P1'
P0'
P2
r
Pn+1'
Pn'
P3
r
P0
P1
P2''
Pn
Pn-1'
Pn+1
Pn-1
P2'
2)
r
P3
P0'
P2
P1'
P
P3''
P
Pn+1'
Pn'
r
P3
Pn
Pn-1'
Pn+1
r
Сплайновая кривая для
коррекции по заданным
точкам
P2''
3)
Pn-1''
Pn-1
P3''
P2
P0'
P0
P1'
P
Сплайновая
крива,
проходящая по
заданным точкам
Pn+1'
Pn'
P3
Pn-1''
Pn
Pn-1
Рис. 6-17
Сплайновая интерполяция во время коррекции на радиуса инструмента
6-34
Pn+1
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
На самом деле сплайновая кривая, образованная при выполнении вышеуказанных
действий, не является строгой коррекцией заданной сплайновой кривой, а лишь ее
аппроксимацией.
2.
Трехмерная коррекция на радиус инструмента
Во время трехмерной коррекции на радиус инструмента каждая точка, определяемая
заданными в программе координатами, является первой коррекцией на значение
радиуса инструмента «r» в направлении заданного нормального вектора (i, j, k).
Затем последовательно расположенные точки, откорректированные таким образом
на участке сплайновой интерполяции, соединяются плавной кривой, выступающей в
качестве траектории перемещения центра радиуса инструмента для трехмерной
сплайновой интерполяции.
F.
Прочее
1.
Сплайновая интерполяция выполняется по основным осям координат X, Y и Z;
однако при задании сплайновой интерполяции не всегда требуется указывать
реальные оси.
Кроме того, код команды сплайновой интерполяции (G06.1) может быть задан в
кадре без команды перемещения.
Пример:
N100
N200
N300
G06.1
N100
X_Y_Z0
X_Y_Z_
X_Y_Z_
G06.1
N100
N200
N300
G06.1
X_Y_
X_Y_Z_
X_Y_Z_
F_ ( ← Без команд перемещения)
N200
X_Y_Z_
N300
X_Y_Z_
→
2.
Команда сплайновой интерполяции (G06.1) относится к G коду группы 01.
3.
В режиме покадровой отработки происходит отмена сплайновой интерполяции, а все
соответствующие кадры будут обозначать линейную интерполяцию.
4.
Во время проверки траектории перемещения инструмента кадры сплайновой
интерполяции фактически отображаются не в виде сплайновой кривой, а в виде
ломаной линии, соединяющей соответствующие точки, которая при коррекции на
радиус инструмента будет откорректирована, как описано в вышеупомянутом пункте
E.
5.
Во время сплайновой интерполяции, если выполняется прекращение подачи, в
кадре, для которого применяется функция прекращения подачи, будет выполнена
интерполяция в начале операции повторного пуска вдоль сплайновой кривой,
существовавшей на момент прекращения подачи, а затем в последующем кадре
сплайновая кривая будет построена заново и выполнена интерполяция.
6.
Несмотря на то, что сплайновая интерполяция может быть также выполнена в
режиме высокоскоростной обработки (в режиме G05P2), коррекция контура кривой
посредством сглаживания недоступна в режиме G05P2.
6-35
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-11 Модальная сплайновая интерполяция: G61.2 (дополнительная функция)
1.
Функция и назначение
Модальная подготовительная функция G61.2 предназначена для выбора режима
коррекции на геометрию, которая, как правило, эквивалентна функции G61.1 и отличается
от нее тем, что все кадры G1 (линейная интерполяция) обрабатываются как кадры точной
сплайновой интерполяции. Данная функция особенно важна при использовании точной
сплайновой интерполяции в программе с микросегментными кадрами, созданной
автоматизированной производственной системой.
2.
Формат программирования
G61.2 ............. Включение модальной сплайновой интерполяции
:
G64 ................ Отключение модальной сплайновой интерполяции
3.
Подробное описание
При задании любого другого G кода группы 01 происходит временная отмена команды
точной сплайновой интерполяции для кадров G1 в режиме G61.2, а при задании любого
другого G кода группы 13 происходит отмена режима G61.2.
В таблице ниже показано, как система распознает различные типы интерполяции в
определенных модальных состояниях группы 13. Например, код G1 в режиме G61.2
эквивалентен коду G06.1 в режиме G61.1.
G0
4.
G61.2
G61.1
G64
G61.1 + G0
G61.1 + G0
G0
G1
G61.1 + G06.1
G61.1 + G1
G1
G2/G3
G61.1 + G2/G3
G61.1 + G2/G3
G2/G3
G06.1
G61.1 + G06.1
G61.1 + G06.1
G06.1
Пример программы
N099
N100
N200
N201
N202
N203
N204
G61.2
G00 X_Y_Z_
G01 X_Y_Z_
X_Y_Z_
X_Y_Z_
G00 X_Y_Z_
G01 X_Y_Z_
P1
P2
P3
P4
P5
P6
N205
N206
:
N290
N300
X_Y_Z_
X_Y_Z_
P7
P8
G01 X_Y_Z_
G00 X_Y_Z_
Pn
Pn+1
Вставка кода G61.2 позволяет применить точную сплайновую интерполяцию к кадрам
линейной интерполяции без замены кода G01 на G06.1. в кадрах N200, N204 и т.д.
6-36
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-12 Интерполяция по сложнопрофильным
(дополнительная функция)
1.
кривым
(NURBS):
G06.2
Функция
Функция интерполяции по сложнопрофильным кривым (NURBS) предназначена для
интерполяции посредством выполнения внутренних расчетов УЧПУ на основе данных о
сложнопрофильной кривой (NURBS) по команде, заданной системой САПР/АСУП в
NURBS-формате.
При использовании этой дополнительной функции можно получить очень плавную
траекторию
интерполяции,
поскольку
процесс
интерполяции
выполняется
непосредственно без разделения кривой линии произвольной формы в NURBS-формате
на мелкие линейные сегменты.
2.
Определение сложнопрофильной кривой
Неравномерный рациональный В-сплайн (сокращенно NURBS) обеспечивает
рационализацию функции базисной сложнопрофильной кривой.
Ниже приведены формулы определения сложнопрофильной кривой (NURBS):
Pn
n
P(t) =
Pn–1
Σ Ni,m(t)wiPi
i=0 n
P2
Σ Ni,m(t)wi
(xm–1 ≤ t ≤ xn+1)
i=0
P1
P(t)
Ni,1(t) =
1 (xi ≤ t ≤ xi+1)
0 (t < xi, xi+1 < t)
Ni,k(t) =
(t – xi) Ni,k–1(t) (xi+k – t) Ni+1,k–1(t)
+
xi+k–1 – xi
xi+k – xi+1
P0
MEP300
Рис. 6-18
Сложнопрофильная кривая (NURBS)
- «Pi» и «wi» обозначают управляющую точку и вес управляющей точки соответственно.
- «m» обозначает степень, а сложнопрофильная кривая (NURBS) в степени «m»
является кривой (m–1)-го порядка.
xi+1), а последовательность узлов [x0 x1 x2 ... xn+m]
- «xi» обозначает узел (xi
является вектором узла.
- Изменение параметра «t» от xm–1 до xn+1 формирует сложнопрофильную кривую (NURBS) P(t).
- Ni, k(t) – это основная функция базисной сложнопрофильной кривой, определяемая
вышеуказанным рекуррентным уравнением.
Таким образом, сложнопрофильная кривая (NURBS) однозначно определяется
посредством взвешенных управляющих точек и вектора узла.
6-37
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
Формат программирования
G6.2[P]
K_X_Y_Z_[R_][F_]
K_X_Y_Z_[R_]
K_X_Y_Z_[R_]
K_X_Y_Z_[R_]
K_X_Y_Z_[R_]
K_
K_
K_
K_
← Включение
функции
интерполяции по
сложнопрофильным
кривым (NURBS)
← Отключение
функции
интерполяции по
сложнопрофильным
кривым (NURBS)
P
X, Y, Z
R
K
F
4.
: Степень (можно пропустить)
: Координаты управляющей
точки
: Вес управляющей точки (можно
пропустить)
: Узел
: Скорость интерполяции (можно
пропустить)
Подробное описание
Задать код G6.2 для выбора режима интерполяции по сложнопрофильным кривым
(NURBS). Следовательно, необходимо указать степень, координаты, вес управляющих
точек, узлы для определения контура сложнопрофильной кривой.
Модальный код G6.2, принадлежащий к группе G кодов 1, временно доступен, а
модальная функция, активированная кодом G6.2, будет автоматически выбрана при
отмене (завершении) интерполяции по сложнопрофильным кривым (NURBS). Код G6.2
можно пропустить, только если далее выполняется непосредственная настройка
следующей сложнопрофильной кривой (NURBS).
Адрес P предназначен для установки степени, а сложнопрофильная кривая (NURBS)
степени «m» является кривой (m–1)-го порядка, то есть, задана степенью.
- P2 для прямой линии (кривой первого порядка),
- P3 для квадратической кривой (второго порядка) или
- P4 для кубической кривой (третьего порядка).
Установка любого значения, кроме 2, 3 и 4, приведет к появлению предупредительного
сообщения, а P4 будет использовано при отсутствии аргумента P. Кроме того, степень
должна быть указана в первом кадре (содержащем код G6.2).
Обозначить управляющие точки во всех последовательных кадрах, в которых это
требуется, указать соответствующие значения координат и нагрузку в адресах X, Y, Z и
R. Аргумент R обозначает вес каждой управляющей точки (R1.0 будет использоваться по
умолчанию), и чем больший вес прилагается, тем ближе будет формироваться
сложнопрофильная кривая (NURBS) к управляющей точке.
Адрес K назначается для узлов, а сложнопрофильная кривая (NURBS) степени «m» для
количества управляющих точек «n» требует количества узлов (n+m). Требуемое
расположение узлов, называемое вектором узла, должно быть обозначено в
последовательных кадрах, а именно: первый узел в одном кадре в качестве первой
управляющей точки, второй узел в одном кадре в качестве второй управляющей точки и
так далее. Кадры, введенные после «n», обозначают оставшиеся узлы «m» в кадрах,
содержащих одну команду. Ведущий кадр, содержащий одну команду, с аргументом K
также уведомляет УЧПУ о завершении ввода управляющих точек, а сама функция
интерполяции по сложнопрофильной кривой (NURBS) будет завершена последним
кадром для узлов «m».
5.
Комментарии
1.
2.
Интерполяция по сложнопрофильным кривым (NURBS) выполняется только по
основным осям Y и Z.
Следует четко обозначить оси X, Y и/или Z в первом кадре (содержащем команду
G6.2). При назначении новой оси во втором кадре и далее появится
6-38
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
4.
5.
6.
7.
8.
9.
6.
предупредительное сообщение.
Поскольку первая управляющая точка служит в качестве начальной точки
сложнопрофильной кривой (NURBS), необходимо задать в первом кадре
(содержащем команду G6.2) те же значения координат, что и для конечной точки
предыдущего кадра. В противном случае появится предупредительное сообщение.
Диапазон настроек веса (R) составляет от 0,0001 до 99,9999. Для настройки без
десятичной запятой наименьшая значащая цифра будет распознаваться как цифра
разряда единиц (например, 1 = 1,0).
Узел (K) должен быть указан для каждого кадра. При пропуске узла появится
предупредительное сообщение.
Узлы, как и вес, могут быть заданы в виде не более четырех десятичных цифр, а
наименее значащая цифра настройки без десятичной запятой будет
рассматриваться как цифра разряда единиц.
Величина узлов должна плавно увеличиваться. При задании узла, меньшего, чем в
предыдущем кадре, появится предупредительное сообщение.
Порядок адресов в кадре может быть произвольным.
Теоретически контур сложнопрофильной кривой (NURBS) можно легко изменить
путем изменения степени, положений и веса управляющих точек и узлового вектора
(относительных промежутков между узлами).
Однако на практике ручное редактирование практически невозможно, а для
редактирования сложнопрофильной кривой (NURBS) и создания программы для
интерполяции должна быть использована специальная САПР/АСУП. В сущности, не
рекомендуется вручную редактировать программу, созданную CAD/CAM-системой
для интерполяции по сложнопрофильной кривой (NURBS).
Изменение кривой в соответствии с вектором узла
Сложнопрофильная кривая (NURBS), проходящая через управляющие точки, может быть
изменена таким образом, чтобы проходить через специальную управляющую точку путем
установки определенного количества последовательных узлов с одинаковым значением.
В частности, при установке количества ведущих и ведомых узлов, равного степени
(значение P), с соответствующими идентичными значениями сложнопрофильная кривая
(NURBS) будет начинаться из первой управляющей точки (P0) и заканчиваться в
последней управляющей точке (P5).
В нижеприведенных примерах показано, как меняется сложнопрофильная кривая
(NURBS) в соответствии с вектором узла, причем управляющие точки остаются
неизменными.
Пример 1: степень:
4
количество управляющих точек:
6
узловой вектор:
[ 0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 ]
Начальная точка кривой
отличается от первой
управляющей точки.
P1
P0
P2
P5
P3
Конечная точка
кривой отличается
от последней
управляющей точки.
P4
MEP301
Рис. 6-19
Пример 3:
Точка [1]:
Точка [2]:
Сложнопрофильная кривая (NURBS) для непрерывно увеличивающихся узлов
степень:
количество управляющих точек:
узловой вектор:
4
6
[ 0.0 0.0 0.0 0.0 1.0 2.0 3.0 3.0 3.0 3.0 ]
[1]
[2]
Первые четыре узла (=степень) имеют одинаковое значение.
Последние четыре узла (=степень) имеют одинаковое значение.
6-39
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Кривая начинается из
первой управляющей
точки.
P1
P2
P0
Кривая
заканчивается в
последней
управляющей
точке.
P5
P4
P3
MEP302
Рис. 6-20
7.
Сложнопрофильная кривая (NURBS) для одинаковых узлов
Примечание 1:
интерполяция по сложнопрофильным кривым (NURBS) может быть
выполнена только для сложнопрофильной кривой, которая начинаются
из первой и заканчивается в последней управляющей точке.
Следовательно, необходимо установить количество ведущих и ведомых
узлов, равное степени с соответствующими идентичными значениями.
Примечание 2:
интерполяция по сложнопрофильным кривым (NURBS) выполняется на
заданной скорости подачи (посредством F кода). Однако в режиме
коррекции контура управление скоростью интерполяции осуществляется
таким образом, чтобы максимально допустимый разгон не был превышен
на участке с большим изгибом.
Совместимость с другими функциями
В
таблицах
данного
раздела
показана
совместимость
интерполяции
по
сложнопрофильным кривым с другими функциями. Следует обратить внимание на
функции, с которыми данная функция не совместима, особенно на G коды.
A.
Подготовительная функция, функция подачи и вспомогательная функция
В таблице ниже перечислены G коды, F, M, S, T и B коды, которые доступны или
недоступны до, вместе с или после команды G6.2.
: доступно
Функция
G коды группы 00
G коды группы 01
G коды группы 02
G коды группы 04
G коды группы 05
G коды группы 06
G коды группы 07
G коды группы 09
G коды группы 12
G коды группы 13
G коды группы 14
Код
все
все
G17
G18
G19
G22
G23
G93
G98
G99
G20
G21
G40
G41
G42
G80
другие
G54 - G59
G61.1
G61.2
G61
G62
G63
G64
G66
6-40
×: недоступно
перед G6.2
вместе с G6.2
×
(*)
после G6.2
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
×
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Функция
G коды группы 16
G коды группы 23
Режим
высокоскоростной
обработки
Функция подачи
Вспомогательная
функция
Код
G66.1
G66.2
G67
G68.5
G69.5
G54.2P0
G54.2P1 - P8
G5P0
перед G6.2
×
×
×
×
вместе с G6.2
×
×
×
×
×
×
×
×
после G6.2
×
×
×
×
×
×
×
×
G5P2
×
×
×
F
×
MSTB
×
×
(*) G код, заданный в кадре последним, имеет приоритет в группе 01.
B.
Команды пропуска
В следующей таблице перечислены команды пропуска, доступные или недоступные
перед, вместе с и после команды G6.2.
: доступно
Инструкция
×: недоступно
перед G6.2
вместе с G6.2
после G6.2
Пропуск кадра по
дополнительному заданию
×
Отключение управления
/включение управления
×
Примечание: при задании любого адреса, кроме X, Y, Z, R и K, при выполнении кода (то
есть после) G6.2 появится предупредительное сообщение.
C.
Прерывание и повторный пуск
В следующей таблице перечислены функции прерывания и повторного пуска программы,
доступные или недоступные до, вместе с и после команды G6.2.
: доступно
×: недоступно
Функция
перед G6.2
вместе с G6.2
Работа в режиме покадровой
обработки
после G6.2
×
Прекращение подачи
×
Сброс
Запрограммированный
останов
×
×
Останов по дополнительному
заданию
×
×
Ручное прерывание
(импульсная подача и ручной
ввод данных (MDI))
×
×
Перезапустить
×
×
Контрольный останов
×
×
(Примечание)
Примечание: покадровый останов происходит только между кадрами с различными
узлами.
D.
Проверка траектории перемещения инструмента
Траектория перемещения инструмента на участке интерполяции по сложнопрофильной
кривой (NURBS) может быть отображена, если по управляющим точкам была выполнена
линейная интерполяция (в режиме G01).
6-41
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
8.
Пример программы
Сегмент программы, показанный ниже, обозначает интерполяцию по сложнопрофильной
кривой (NURBS) степени 4 (кубическая кривая), проходящей через семь управляющих
точек.
Управляющие точки: P0 P1 P2 P3 P4 P5 P6
Вектор узла:
[ 0.0 0.0 0.0 0.0 1.0 2.0 3.0 4.0 4.0 4.0
G90 G01 X0 Y120.F3000
Y100. ............. P0
G6.2 P4 X0 Y100.R1.K0
P0
X10.Y100.R1.K0 .... P1
X10.Y60.R1.K0 ..... P2
X60.Y50.R1.K0 ..... P3
X80.Y60.R1.K1. .... P4
X100.Y40.R1.K2. ... P5
X100.Y0 R1.K3. .... P6
K4.
K4.
K4.
K4.
G01 X120. ......... P7
Интерполяция по
сложнопрофильной
кривой (NURBS) через
управляющие точки
P1
P0
4.0 ]
Линейная
интерполяция через
управляющие точки
P4
P2
P3
P5
Y
X
P6
P7
MEP303
Рис. 6-21
Интерполяция по сложнопрофильной кривой (NURBS) и линейная интерполяция
6-42
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
9.
Соответствующие предупредительные сообщения
В следующей таблице перечислены предупредительные сообщения, связанные с
интерполяцией по сложнопрофильным кривым (NURBS).
Перечень предупредительных сообщений
Номер
преду
преди
тельн
ого
сообщ
ения
Предупредительное
сообщение
Причина
Способ устранения
806
ILLEGAL ADDRESS
(НЕДОПУСТИМЫЙ
АДРЕС)
При выполнении кода G6.2 указан
недопустимый адрес (любых осей,
кроме X, Y и/или Z), вес (R) и узел (K).
Удалить недопустимый адрес.
807
ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ
ФОРМАТ)
1. Модальное условие не
соответствует заданному коду G6.2.
1. Установить соответствующее
модальное условие, как указано в
пункте 7-A.
2. В режиме G6.2 кадр задан без узла
(K).
2. В режиме G6.2 следует задать узел
для каждого кадра.
3. Количество кадров со следующими
за ними узлами меньше степени.
3. Задать соответствующий узловой
вектор, как показано в примере 2 в
пункте 6.
1. Количество цифр в команде
перемещения по осям (X, Y или Z)
превышает допустимое количество.
1. Задать команду перемещения по
оси, состоящую из 8 цифр.
2. Задана недопустимая степень (P).
2. Для адресов Р ввести 2, 3 или 4.
3. Введено недопустимое значение
узла.
3. Ввести значение в диапазоне от
0,0001 до 99,9999.
4. Вектор узла увеличивается
непостепенно.
4. Проверить кадры на наличие
уменьшающихся узлов.
809
ILLEGAL NUMBER
INPUT (ВВОД
НЕДОПУСТИМОГО
ЗНАЧЕНИЯ)
816
FEEDRATE ZERO
(СКОРОСТЬ ПОДАЧИ
РАВНА НУЛЮ)
Скорость подачи (F код) еще не задана.
Ввести F код перед кадром с кодом
G6.2 или в одном кадре с кодом G6.2.
936
OPTION NOT FOUND
(НЕ НАЙДЕНА
ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ)
Система не оснащена дополнительной
функцией интерполяции по
сложнопрофильным кривым (NURBS).
Необходимо приобрести и установить
дополнительную функцию.
955
START AND END
POINT NOT AGREE
(НЕ СОГЛАСУЮТСЯ
НАЧАЛЬНАЯ И
КОНЕЧНАЯ ТОЧКИ)
Координаты, заданные в одном кадре с
кодом G6.2, не совпадают с
координатами конечной точки в
предыдущем кадре.
Указать в первом кадре интерполяции
по сложнопрофильным кривым
(NURBS) то же положение, что и
координаты конечной точки
предыдущего кадра.
956
RESTART OPERATION
NOT ALLOWED
(ПОВТОРНЫЙ ПУСК
ЗАПРЕЩЕН)
В режиме G6.2 в кадре задан
повторный пуск.
Повторный пуск из середины
интерполяции по сложнопрофильным
кривым (NURBS) запрещен.
957
MANUAL INTERRUPT
NOT ALLOWED
(РУЧНОЕ
ПРЕРЫВАНИЕ
ЗАПРЕЩЕНО)
Интерполяция посредством маховичка
ручной импульсной подачи или ручного
ввода данных задана в середине
выполнения кода G6.2.
Ручное прерывание из середины
интерполяции по сложнопрофильным
кривым (NURBS) запрещено.
6-43
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-13 Цилиндрическая интерполяция: G07.1
1.
Функция и назначение
Цилиндрическая интерполяция – это функция, при помощи которой выполняется
обработка цилиндрической поверхности заготовки в развернутой плоскости в
соответствии с программой. Данная функция наряду с другими является очень
эффективной для создания программы обработки криволинейных пазов.
2.
Формат программирования
A.
Выбор и отмены режима цилиндрической интерполяции
- Если в качестве оси вращения выступает ось A:
G07.1 Ar; Включение режима цилиндрической интерполяции (r = радиус основания
криволинейного паза)
G07.1 A0; Отключение режима цилиндрической интерполяции
- Если в качестве оси вращения выступает ось B:
G07.1 Br; Включение режима цилиндрической интерполяции (r = радиус основания
криволинейного паза)
G07.1 B0; Отключение режима цилиндрической интерполяции
Примечание 1: вышеуказанную подготовительную функцию (G код) необходимо вводить
как отдельный кадр.
Примечание 2: ввести точное значение радиуса основания криволинейного паза (r),
используемого для внутреннего расчета размеров и скорости подачи в
развернутой плоскости.
Примечание 3: ввести положительное значение радиуса основания криволинейного паза
(r).
Примечание 4: в
режиме
цилиндрической
интерполяции
радиус
основания
криволинейного паза (r) не может принимать другие значения, кроме
нуля. То есть, изменение можно внести после временной отмены
данного режима.
Примечание 5: цилиндрическая интерполяция недоступна для станков с осью вращения
линейного типа (бит 2 параметра F85 = 1; станки HV или станки с
наклонным столом).
Примечание 6: на рисунке ниже указан вертикальный обрабатывающий центр. Для
выполнения обработки поверхности цилиндра следует установить
инструмент должен на оси Y сначала в направлении оси цилиндра,
выполнить врезную подачу по оси Z даже в направлении дна паза, а
затем выбрать режим цилиндрической интерполяции с одновременным
управлением осями X и A.
Рис. 6-22 Схематическое изображение цилиндрической интерполяции (1/2)
6-44
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Примечание 7: на следующем рисунке изображен обрабатывающий центр с зажимным
приспособлением, установленном перпендикулярно оси Y. Для
использования цилиндрической интерполяции на данном оборудовании
следует установить инструмент на оси Х сначала в направлении оси
цилиндра, выполнить врезную подачу по оси Z даже в направлении дна
паза, а затем выбрать режим цилиндрической интерполяции с
одновременным управлением осями Y и B.
Рис. 6-23
B.
Схематическое изображение цилиндрической интерполяции (2/2)
Команды режима цилиндрической интерполяции
GgXxAaRrIiJjDdPpFf;
GgYyBbRrIiJjDdPpFf;
Gg:
Xx/Aa:
Yy/Bb:
Rr:
Ii:
Jj:
Dd:
Pp/Xx:
Ff:
Информация о доступных G кодах дана в таблице 6-2 (в пункте 1 в 3-B).
Цилиндрическая интерполяция выполняется в плоскости X-A или Y-B.
Значения X (или Y) и A (или B) являются линейными и угловыми размерами,
соответственно.
Радиус круговой интерполяции
Абсцисса (в приращениях) центра круговой интерполяции
Ордината (в приращениях) центра круговой интерполяции
Номер коррекции на радиус инструмента
Время выдержки
Скорость подачи (см. подробное описание в пункте 2 в 3-B.)
6-45
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
Подробное описание
A.
Состояния, при которых возможен выбор режима цилиндрической интерполяции
Модальные состояния G кода, при которых возможен выбор режима цилиндрической
интерполяции, указаны в таблице:
Таблица 6-1
Условия, необходимые для выбора режима
Группа G кодов
Группа G кодов 1
Группа G кодов 2
Группа G кодов 3
Группа G кодов 4
Группа G кодов 5
Группа G кодов 6
Группа G кодов 7
Группа G кодов 8
Группа G кодов 9
Группа G кодов 10
Группа G кодов 11
Группа G кодов 12
Группа G кодов 13
Группа G кодов 14
Группа G кодов 15
Группа G кодов 16
Группа G кодов 19
Группа G кодов 19
Группа G кодов 23
Прочее
Прочее
Состояние
G0/G1 (Только позиционирование или линейная интерполяция)
G17 (Только плоскость X-Y)
G90/G91 (программирование в абсолютных величинах/в приращениях))
[безусловное]
G22/G23 (включение/отключение функции проверки хода) [безусловное]
G94/G95 (асинхронная/синхронная подача) [безусловное]
G20/G21 (ввод данных в дюймовой/метрической системе) [безусловное]
G40 (отключение функции коррекции на радиус инструмента)
(Примечание 1)
G43/G49 (включение/отключение функции коррекции на длину инструмента)
[безусловное]
G80 (отмена постоянного цикла)
Недоступен (выбор уровня возврата [между исходной базовой точкой] возможен
только для постоянных циклов)
G50 (отключение масштабирования)
с G54 по G59, G54.1 (стандартная /дополнительная система координат заготовки)
[безусловное]
G64 (режим резания)
G67 (Отмена модального вызова макропрограммы пользователя)
G40.1 (отключение режима управления формой)
G69 (Отключение поворота системы управляемых координат)
(Примечание 2)
G50.1/G51.1 (включение/отключение функции зеркального отображения)
[безусловное]
(Примечание 3)
Выбор плоскости для обработки в пяти плоскостях не выполняется
G54.2P0 (отключение функции динамической коррекции II)
G5P0 (отключение режима высокоскоростной обработки)
G7.1B0 (отключение функции цилиндрической интерполяции)
При выборе других функций появится предупредительное сообщение.
Примечание 1: при необходимости выбор и отмену компенсации радиуса инструмента
можно осуществить в режиме цилиндрической интерполяции. Если
функция цилиндрической интерполяции выбрана в режиме компенсации
радиуса инструмента, появится предупредительное сообщение.
Примечание 2: выбор функции цилиндрической интерполяции при выполнении кода G68
(конвертирование трехмерных координат) запрещен.
Примечание 3: во избежание ошибок при использовании функции цилиндрической
интерполяции с функцией зеркального отображения при развертке
цилиндрической поверхности следует выполнить следующие действия:
[1] Задать для центра зеркального отображения значение 0° для оси
вращения при цилиндрической интерполяции.
[2] Выбрать функцию цилиндрической интерполяции с осью
вращения, расположенной в начале системы координат заготовки
(0°).
[3] Также отменить функцию цилиндрической интерполяции с осью
вращения, расположенной в начале системы координат заготовки
(0°).
• Пример программы дан ниже в пункте 5-B.
6-46
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B.
Команды режима цилиндрической интерполяции
1.
В таблице ниже перечислены G коды, доступные в режиме цилиндрической
интерполяции.
При задании других G кодов появится предупредительное сообщение.
Таблица 6-2
Доступные G коды
G код
Функция
Быстрое позиционирование
Линейная и круговая интерполяция
Выдержка
Контроль точного останова
Выбор плоскости
Коррекция на радиус инструмента
G0
G1, G2, G3
G4
G9
G17
G40, G41, G42
(Примечание 1)
(Примечание 2)
Примечание 1: после выбора режима посредством кадра с кодом G7.1 следует задать
команду выбора плоскости в указанном ниже формате, чтобы назначить
плоскость
цилиндрической
интерполяции,
определяемую
соответствующими линейной осью и осью вращения:
G17X_A_
если в качестве оси вращения выступает ось A.
G17Y_B_
если в качестве оси вращения выступает ось B.
Примечание 2: при необходимости выбор и отмену компенсации радиуса инструмента
можно осуществить в режиме цилиндрической интерполяции. Если
функция цилиндрической интерполяции выбрана в режиме компенсации
радиуса инструмента, появится предупредительное сообщение.
2. В режиме цилиндрической интерполяции скорость подачи является результирующей
скоростью (от Fx и Fa, или Fy и Fb) в плоскости, в которой разворачивается
цилиндрическая поверхность.
Для кадра G1XxAaFf; скорость по каждой оси рассчитывается по следующим
формулам:
x
Fx =
•f
a
2
2
x +(
2π r )
360
Fa =
a
2π r
360
•f
a
2
2
2π r )
x +(
360
x: миллиметры (0,001 мм)
a: градусы (0,001°)
r: радиус основания
криволинейного паза
f: заданное значение скорости
Для кадра G1YyBbFf; скорость по каждой оси рассчитывается по следующим
формулам:
y
Fy =
•f
b
y +(
2π r ) 2
360
2
Fb =
b
2π r
360
•f
b
2
2
y +(
2π r )
360
y: миллиметры (0,001 мм)
b: градусы (0,001°)
r: радиус основания
криволинейного паза
f: заданное значение скорости
Скорость быстрого перемещения и верхний предел рабочей подачи, заданные в
параметре, выражаются в виде угловой скорости (°/мин) для оси вращения.
Следовательно, фактическая линейная скорость на оси вращения при
цилиндрической интерполяции может увеличиваться в развернутой плоскости
пропорционально радиусу основания криволинейного паза.
6-47
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.
Комментарии
A.
Точность позиционирования (по оси вращения)
Любой введенный размер в градусном выражении конвертируется в линейный размер
окружности, который используется в расчете интерполяции с другой осью линейного
перемещения. Далее фактическое угловое перемещение определяется результатами
расчета. В результате, в зависимости от радиуса цилиндра могут возникнуть погрешности
позиционирования по оси вращения на уровне наименьшей значащей цифры, но они не
являются суммарными.
0,002 мм
Погрешность: 0,0005
Погрешность:
0,0009
0,001 мм
Радиус
цилиндра
0,001
0,001°
57,296
85,944
114,432 114,592
Единица
измерения: мм
Рис. 6-24
B.
Погрешность позиционирования в соответствии со значением угла и радиусом
Изменение радиуса основания паза
Как говорится выше, в режиме цилиндрической интерполяции радиус основания
криволинейного паза не может принимать другие значения, кроме нуля. То есть,
изменение можно внести после временной отмены данного режима.
C.
Ось вращения для цилиндрической интерполяции
Для цилиндрической интерполяции может быть использована только одна ось вращения.
В команде G7.1 можно задать несколько осей вращения.
D.
Ручное прерывание
• Пример дан ниже в пункте 5-D.
E.
Повторный пуск
Для повторного пуска в режиме цилиндрической интерполяции необходимо выполнить
обычные действия для повторного пуска, чтобы обеспечить нормальную работу путем
восстановления необходимой модальной информации (о радиусе основания паза и т.д.).
Запрещается использовать функцию меню [RESTART 2] [ПОВТОРНЫЙ ПУСК 2], в
которой выполняется пропуск кадра.
F.
Сброс
При сбросе (нажатием кнопки
RESET (СБРОС) на панели управления) происходит
отмена режима цилиндрической интерполяции.
6-48
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
5.
Примеры программ
Примечание:
A.
примеры в данном разделе даны для цилиндрической интерполяции в
плоскости Y-B (относительно обрабатывающего центра, как показано на
рисунке 6-23).
Для цилиндрической интерполяции в плоскости X-A следует заменить
названия осей X, Y и B на Y, X и A соответственно (на вертикальном
обрабатывающем центре, как показано на рисунке 6-22).
Программа для прорезания криволинейных пазов
Y
N09
N17
50.
N10
N08
N06
N18
N16
0
N11
N07
N14
N19
N15
B
0°
45°
135°
180°
315°
270°
360°
Ширина паза
Запрограммированный
контур
Радиус
инструмента
[Величина коррекции] = [Ширина паза] – [Радиус инструмента]
Рис. 6-25
Программа для прорезания криволинейных пазов
N01 G54G0G90X0Y0B0; .. Позиционирование по оси цилиндра
N13 G1G42Y0B360.;
N02 Z0S800M3;
N14 G2B45.R30.;
N03 G1Z-5.F2000; ........ Врезная подача к основанию паза
N15 G3B135.R60.;
N04 G7.1B63.662; ........ Включение цилиндрической интерполяции
N16 G1Y50.B180.;
N05 G17G1G41Y0B0D1;
N17 G2B270.R60.;
N06 G2B45.R30.;
N18 G1Y0B315.;
N07 G3B135.R60.;
N19 G3B360.R30.;
N08 G1Y50.B180.;
N20 G1G40;
N09 G2B270.R60.;
N21 G7.1B0; .......... Отключение цилиндрической интерполяции
N10 G1Y0B315.;
N11 G3B360.R30.;
N12 G1G40;
6-49
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B.
Использование функции зеркального отображения
Y
Y
N103
Y
50.
45.
N103
0
N104
45.
B
60°
G54
N104
–50.
B
270°
300°
G55
B
0°
M
90°
Рис. 6-26
135°
225°
Использование функции зеркального отображения
Основная программа
Подпрограмма
N01 G54G0G17G90X0Y0B0;
N100 G7.1 B47.746 ;
N02 Z0S800M3;
N101 G17 G0 Y45.B0 ;
N03 M98P2000;
N102 G1 Z-5.F1000 ;
N04 G55G0G17G90X0Y0B0;
N103 G2 B60.R25.;
N05 Z0S800M3;
N104 G3 B90.R12.5 ;
N06 G51.1B0; .................. Включение функции зеркального отображения
N105 G0 Z0 ;
N07 M98P2000;
N106 G0 B0 ;
N08 G50.1B0; .................. Отключение функции зеркального отображения
N107 G7.1 B0 ;
N108 M99 ;
Таблица 6-3
Данные нулевой точки заготовки
G54
G55
0.
0.
Y
0.
–50.
Z
0.
0.
B
225.
135.
X
6-50
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
C.
Использование команд круговой интерполяции
Y
(мм)
Радиус основания паза = 63,662 мм
2
(47.5 – 10) + 50
r=
2
= 62,5 мм
N04
85.
r
N03
47.5
N05
r
10.
N06
50.
45°
50
Рис. 6-27
50.
90°
100
135°
180°
200
225°
250
270°
300
360°
400 (мм)
Использование команд круговой интерполяции
N01 G90 G1 Y47.5 F1000 ;
N02 G7.1 B63.662 ;
N03 G17 G1 Y47.5 B45.;
N04 G2 B90.R62.5 ;
N05 G1 B180.;
N06 G3 B270.I50.J37.5 ;
D.
Примеры использования ручного прерывания
1.
С включенным режимом ручного прерывания с помощью команд в абсолютных
значениях
При цилиндрической интерполяции происходит временная отмена функции ручного
управления с помощью команд в абсолютных значениях, а после отмены
цилиндрической интерполяции выполняется первый кадр с командой перемещения
в заданном положении путем задания отмены величины ручного прерывания.
N1 - N6:
N2 - N4:
N3:
N3 - N4:
Y
N5:
Запрограммир
ованный
контур
N1
Запрограммированный контур
В режиме цилиндрической интерполяции
Ручное прерывание
Функция ручного прерывания с помощью команд в
абсолютных значениях пропускается (N3’ и N4’)
Функция ручного прерывания с помощью команд в
абсолютных значениях возобновляется (N5’)
N3’
Ручное прерывание
N2
N4’
N3
N5’
N4
N6
Включение функции
цилиндрической
интерполяции
Рис. 6-28
Отключение функции
цилиндрической
интерполяции
N5
С включенным режимом ручного прерывания с помощью команд в абсолютных значениях
6-51
B
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
2.
С отключенным режимом ручного управления с помощью команд в абсолютных
значениях
Величина ручного прерывания остается неизменной, независимо от выбора и
отмены функции цилиндрической интерполяции.
N1 - N6: Запрограммированный контур
N2 - N4: В режиме цилиндрической интерполяции
N3:
Ручное прерывание
N3 - N6: Отключение функции ручного прерывания с
помощью команд в абсолютных значениях (с N3’ по N6’)
Y
N3’
Запрограмм
ированный
контур
N4’
Ручное прерывание
N5’
N1
N6’
N3
N2
N4
N5
Включение функции
цилиндрической
интерполяции
Отключение функции
цилиндрической
интерполяции
N6
B
Рис. 6-29 С отключенным режимом ручного управления с помощью команд в абсолютных значениях
6.
Соответствующие параметры
1.
2.
7.
Указать тип оси вращения (A или B) в качестве поворотной (с подводом на
кратчайшем расстоянии), чтобы в команде коррекции на радиус инструмента,
заданной вблизи от положения 0°, исходное угловое перемещение не происходило
по непрямой траектории.
N21 бит 0
= 0: Выбор типа оси вращения в качестве оси вращения
= 1: Доступен подвод по кратчайшей траектории
Указать оси B и A в качестве осей, параллельных оси абсцисс и ординат
соответственно.
SU2 = 66: Установка оси B в качестве оси 1, параллельной оси абсцисс
SU5 = 65: Установка оси A в качестве оси 1, параллельной оси ординат
Соответствующие предупредительные сообщения
Таблица 6-4
Номер
предупр
едитель
ного
сообще
ния
806
2110
808
936
Соответствующие предупредительные сообщения
Предупредительное
сообщение
ILLEGAL ADDRESS
(НЕДОПУСТИМЫЙ
АДРЕС)
ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ
ФОРМАТ)
MIS-SET G CODE
(ОШИБОЧНЫЙ G КОД)
OPTION NOT FOUND
(7, 0, 0) (НЕ НАЙДЕНА
ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ (7, 0, 0))
Описание
Способ устранения
Адрес аргумента в кадре выбора
цилиндрической интерполяции не относится к
какой-либо оси вращения.
Выполняются не все условия, необходимые
для выбора цилиндрической интерполяции.
Использование
текущего адреса.
В режиме цилиндрической интерполяции
задан недопустимый G код.
Дополнительная функция цилиндрической
интерполяции отсутствует.
См. Таблицу 6-2.
6-52
См. Таблицу 6-1.
Оснастить станок этой
дополнительной
функцией в
соответствии с
требованием.
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-14 Винтовая интерполяция: с G17 по G19, G02, G03
1.
Функция и назначение
Команда G02 или G03 с назначением третьей оси позволяет проводить синхронную
круговую интерполяцию на плоскости, указанной командой выбора плоскости G17, G18
или G19, с линейной интерполяцией по третьей оси.
2.
Формат программирования
G17 G02 Xx1 Yy1 Zz1 Ii1 Jj1
Pp1
Ff1 ;
Скорость подачи
(G03)
Количество шагов
Координаты центра дуги
Координаты конечной точки оси линейного перемещения
или
Координаты конечной точки дуги
G17 G02 Xx2 Yy2 Zz2
Rr2
Pp2
Ff2 ;
Скорость подачи
(G03)
Количество шагов
Координаты центра дуги
Координаты конечной точки оси линейного перемещения
Координаты конечной точки дуги
3.
Подробное описание
z1
p1-й
X
2-й
1-й
X
θ
θe
θs
Y
Z
Y
H734P0001
1.
2.
3.
Для винтовой интерполяции необходимо задать перемещение по одной или двум
осям линейного перемещения, не входящим в плоскость круговой интерполяции.
Скорость в направлении касательной указывается как скорость подачи F.
Размер шага рассчитывается следующим образом:
z1
= (2π • p + θ)/2π
1
θ = θe – θs = tan–1
ye
ys
– tan–1
(0 ≤ θ < 2π)
xe
xs
где
4.
(xs, ys): относительные координаты начальной точки по отношению к
центру дуги
(xe, ye): относительные координаты конечной точки по отношению к центру
дуги
Адрес P можно пропустить, если количество шагов равно 1.
6-53
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
5.
Выбор плоскости
Как и при круговой интерполяции, плоскость круговой интерполяции для винтовой
интерполяции определяется кодом выбора плоскости и адресами оси. Общий метод
программирования винтовой интерполяции заключается в следующем: выбор
плоскости круговой интерполяции с помощью команды выбора плоскости (G17, G18
или G19), затем задание адресов двух осей для круговой интерполяции и адреса
одной оси (перпендикулярной к плоскости круговой интерполяции) для линейной
интерполяции.
- плоскость XY для круговой интерполяции, ось Z для линейной интерполяции
После задания кодов G02 (или G03) и G17 (команда выбора плоскости) следует
указать адреса осей X, Y и Z.
- плоскость ZX для круговой интерполяции, ось Y для линейной интерполяции
После задания кодов G02 (или G03) и G18 (команда выбора плоскости) следует
указать адреса осей Z, X и Y.
- плоскость YZ для круговой интерполяции, ось X для линейной интерполяции
После задания кодов G02 (или G03) и G19 (команда выбора плоскости) следует
указать адреса осей Y, Z и X.
4.
Примеры программ
Пример 1:
G91 G28 X0 Y0 Z0;
G92 X0 Z0 Y0;
G17 G03 X50. Y50. Z-50. R50. F1000;
Пример 2:
G91 G28 X0 Y0 Z0;
G92 X0 Z0 Y0;
G17 G03 X50. Y50.
F1000;
X
Z-50.
R50.
P2
50.
Конечная
точка
–50.
50.
Z
Начальная
точка
Y
H734P0003
6-54
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-15 Управление
функция)
1.
фиксированным
градиентом
для
G0
(дополнительная
Функция и назначение
Управление фиксированным градиентом для G0 предназначено для выполнения команд
быстрого перемещения (в коде G00) при помощи линейного разгона/торможения
фиксированного градиента. Рассматриваемый градиент является разгоном и относится к
коэффициенту скорости быстрого перемещения (параметр М1) и соответствующей
константе времени (параметр N1). По сравнению с управлением при помощи
фиксированной константы времени, можно уменьшить время позиционирования на
расстоянии перемещения, которое короче требуемого расстояния для разгона до
скорости быстрого перемещения и немедленного торможения до нуля.
2.
Пример сравнения с управлением при помощи фиксированной константы времени
Ниже приведен пример, показывающий разницу во времени позиционирования между
двумя способами управления при быстром перемещении на расстояние L.
Скорость быстрого перемещения (M1) = 30000 мм/мин, Константа времени для быстрого перемещения (N1) = Ts =
0,3 сек
30000 мм/мин
30000 мм/мин
L = 100
L = 20
L = 10
Ts = 0.3
0.32
0.34
3.
Скорость
Управление при помощи фиксированного градиента
Скорость
Управление при помощи фиксированной константы
времени
L = 100
L = 20
L = 10
Время
позиционирования
Ts = 0.3
0.155
Время
позиционирования
0.219
Комментарии
Рассматриваемая дополнительная функция доступна на станках соответствующих
моделей, если быстрое перемещение интерполяционного типа, задаваемое кодом G0, и
управление фиксированным градиентом для G0 активированы соответствующими
настройками параметра (бит 6 параметра F91 = 0 и бит 7 параметра K96 = 1).
• Информация о режиме обработки наклонных плоскостей и коррекции
погрешности установки заготовки приведена с ограничениями для
соответствующих режимов управления.
6-55
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-16 Наложение быстрого перемещения
1.
Функция и назначение
Данная функция позволяет программировать ширину позиционирования (погрешность
позиционирования) для накладываемого перемещения по окружности при переходе
между двумя кадрами линейного перемещения - G0 (быстрое перемещение) и G1
(рабочая подача) или G0.
2.
Формат программирования
G00 / G01 Xx Yy Zz αα ,Ii
i: Ширина позиционирования
Заданное командой положение
Траектория перемещения
инструмента
Запрограммированная траектория
перемещения
Ширина
позиционирования
3.
Подробное описание
1.
Бит 1 параметра F169 предназначен для включения/отключения
наложения быстрого перемещения (как показано ниже).
• Бит 1 параметра F169
функции
Функция задания ширины позиционирования
отключена,
Функция задания ширины позиционирования
включена.
= 0:
= 1:
2.
Аргумент I действителен только в кадре, в котором он запрограммирован.
3.
Диапазон значений аргумента I: от 0 до 20,0000 мм (или 2,00000 дюймов).
Ввод значения ниже минимального допустимого значения (0) с помощью аргумента I
аналогичен вводу нуля (0), а ввод значения, превышающего максимальное
допустимое значение, аналогичен вводу данного максимального значения.
Введенное значение всегда обрабатывается в соответствии с текущим режимом
(G20 или G21) для ввода данных длины (в дюймах или миллиметрах).
4.
Аргумент I может быть пропущен, если требуется значение по умолчанию.
В параметрах заданы два различных значения по умолчанию, как показано ниже, при
условии, что оба последовательных кадра выполняются в режиме G0 или один кадр
выполняется в режиме G1, а второй - в режиме G0.
• G0 ⇔ G0: Параметр S49
G0 ⇔ G1: Параметр S50
5.
Ввести ноль (0) при помощи аргумента I для временной отмены функции наложения
быстрого перемещения.
6-56
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
<Пример программы для изменения ширины позиционирования>
G00X_Y_,I1.
G00X_Y_
G01X_Y_
G00X_Y_,I0.
G00X_Y_
G01X_Y_
M30
4.
.................
Использование 1,0 в качестве ширины позиционирования
.................
Использование S49 в качестве ширины позиционирования
.................
Использование S50 в качестве ширины позиционирования
.................
Временная отмена функции наложения быстрого перемещения
.................
Использование S49 в качестве ширины позиционирования
.................
Использование S50 в качестве ширины позиционирования
Комментарии
1.
Функция наложения быстрого перемещения по умолчанию отменяется в следующих
случаях:
• Смена режима коррекции на геометрию (G61.1) на режим резания (G64).
• Смена на режим высокоскоростной обработки (G5P2) или SSS (Super Smooth
Surface) (Идеально гладкая поверхность).
• Работа в режиме покадровой отработки.
2.
5.
Функция наложения быстрого перемещения игнорируется при проверке траектории
перемещения инструмента.
Соответствующие параметры
Параметр
Бит 1
параметра
F169
S49
S50
Описание
Отключение/включение функции
наложения быстрого перемещения
Ширина позиционирования для G0
Ширина позиционирования для G1
6-57
Диапазон
значений
Единица измерения
0/1
—
от 0 до 32767
0,001 мм (ось
линейного
перемещения)
0,001° (ось вращения)
от 0 до 32767
0,001 мм (ось
линейного
перемещения)
0,001° (ось вращения)
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
6-17 Эвольвентная интерполяция (дополнительная функция)
1.
Функция и назначение
Эвольвентная интерполяция позволяет выполнять плавную подачу инструмента вдоль
эвольвенты, не прибегая к аппроксимации посредством микроотрезков, в случае которых
разгон и торможение повторяются в слишком формальном отклике на мельчайшие шаги
или на неоднородность длины отрезков, что приводит к ухудшению точности обработки.
Y
Начальная
точка
F.
1
J
Базовая
окружность
R
(XX,YY)
Конечная
точка
X
D749PB0017
2.
Формат программирования
G02.2 (G03.2) Xx Yy (Zz) Ii Jj (Kk) Rr Ff
Xx, Yy, Zz : Координаты конечной точки эвольвенты
Ii, Jj, Kk : Положение центра базовой окружности, выраженное в приращениях
относительно начальной точки
Rr
: Радиус базовой окружности (эвольвентной окружности)
Ff
: Скорость подачи
Примечание 1:
задать команду эвольвентной интерполяции в соответствии с текущей
выбранной плоскостью (G17, G18 или G19).
Примечание 2:
информация о выборе плоскости и направлении вращения (по часовой
стрелке [G02.2] или против часовой стрелки [G03.2]) приводится в
описании круговой интерполяции.
Примечание 3:
значения аргументов I, J и K необходимо всегда задавать только в виде
приращений независимо от текущего режима (режима ввода
абсолютных данных или данных в виде приращений).
Примечание 4:
задать значения аргументов I, J и K с правильным знаком в
соответствии с положением центра базовой окружности относительно
начальной точки.
Примечание 5:
если не задан любой из аргументов I, J, K и R, появится
предупредительное сообщение 1906 G2.2/G3.2 FORMAT ERROR
(НЕДОПУСТИМЫЙ ФОРМАТ G2.2/G3.2) .
Примечание 6:
команда эвольвентной интерполяции без аргументов X, Y и Z будет
сразу же завершена (так как это аналогично команде круговой
интерполяции такого же типа), а соответствующее модальное условие
будет заменено кодом G1 (Позиционирование).
6-58
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
3.
Примечание 7:
если значение требуемой пары аргументов I, J и K равно нулю (0),
появится предупредительное сообщение 1906 G2.2/G3.2 FORMAT
ERROR (НЕДОПУСТИМЫЙ ФОРМАТ G2.2/G3.2).
Примечание 8:
если
значение
аргумента
R
равно
нулю
(0),
появится
предупредительное сообщение 1906 G2.2/G3.2 FORMAT ERROR
(НЕДОПУСТИМЫЙ ФОРМАТ G2.2/G3.2).
Примечание 9:
если задан аргумент I, J или K, не относящийся к текущей выбранной
плоскости, появится предупредительное сообщение 1906 G2.2/G3.2
FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ G2.2/G3.2).
Команды, доступные в режиме эвольвентной интерполяции
Задание любой другой команды, отличающейся от перечисленных ниже, в режиме
эвольвентной интерполяции приведет к появлению предупредительного сообщения 1904
ILLEGAL CMD DURING G2.2/G3.2 (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ G2.2/G3.2)
или другого сообщения, связанного с соответствующей функцией.
Функция
Код
Функция
Код
Позиционирование
G00
Постоянный цикл (обратная подрезка
торца)
Линейная интерполяция
G01
Постоянный цикл (растачивание 3)
G78
Круговая интерполяция
G02/G03
Постоянный цикл (растачивание 4)
G79
Спиральная интерполяция
G02.1/G03.1
Отключение постоянного цикла
G80
Выдержка времени
G04
Постоянный цикл (центрование отверстия)
G81
Отключение режима высокоскоростной
обработки
G05P0
Включение режима срезки
G81.1
Сплайновая интерполяция/
Интерполяция по сложнопрофильным
кривым (NURBS)
G06.1/G06.2
Постоянный цикл (сверление)
G82
Точный останов
G09
Постоянный цикл (сверление с
периодическим выводом сверла)
G82.2
Включение/отключение функции ввода
данных программы
G10/G11
Постоянный цикл (глубокое сверление)
G83
Включение/отключение ввода
радиальных значений для оси Х
G10.9X0/G10.9X1
Постоянный цикл (нарезание резьбы
метчиком)
G84
Отключение функции интерполяции в
полярных координатах
G13.1
Постоянный цикл (синхронное нарезание
резьбы метчиком)
G84.2
Отключение режима ввода данных в
полярных координатах
G15
Постоянный цикл (синхронное нарезание
обратной резьбы метчиком)
G84.3
Выбор плоскости
G17/G18/G19
Ввод абсолютных данных
G90
Ввод данных в дюймовой/метрической
системе измерения
G20/G21
Ввод данных в виде приращений
G91
Включение и отключение функции
предварительной проверки хода
G22/G23
Диапазон значений частоты вращения
шпинделя
G92
Возврат в базовую точку
G27
Подача с обратным отсчетом времени
G93
Возврат в базовую точку
G28
Подача за минуту (асинхронная)
G94
Возврат из базовой точки
G29
Отключение режима поддержания
постоянной скорости резания
G97
Возврат во вторую/третью/четвертую
базовые точки
G30
Возврат в исходную/базовую точку
G98/G99
Возврат в плавающую базовую точку
G30.1
Управление несколькими процессами
посредством одной программы
G109
Нарезание резьбы резцом/Нарезание
резцом резьбы с переменным шагом
G33/G34
Задание оси управления при
перекрестной обработке
G110/G110.1
Цикл обработки отверстий
G34.1, G35, G36,
G37.1
Отключение управления перекрестной
обработкой
G111
Отключение функции коррекции на
радиус инструмента
G40
Вывод команд M, S, T, B для
противоположной системы
G112
6-59
G77
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Функция
Код
Функция
Код
Коррекция на длину инструмента +/–
G43/G44
Включение/отключение режима
зубофрезерования
G114.3/G113
Отключение функции коррекции на
положение инструмента
G49
Включение/отключение управления
наложением осей
G126/G127
Отмена масштабирования
G50
Цикл Торнадо
G130
Отключение зеркального отображения G
кода
G50.1
Макропрограмма измерения/компенсации
G136/G137
Включение/отключение режима
полигональной обработки
G51.2/G50.2
Цикл чистовой обработки
G270
Выбор системы координат
заготовки/дополнительной системы
координат заготовки
G54-G59/G54.1
Цикл продольной черновой обработки
G271
Коррекция погрешности установки
заготовки
G54.4
Цикл поперечной черновой обработки
G272
Режим точного останова
G61
Цикл предварительного продольного
точения контура серией параллельных
движений
G273
Коррекция на геометрию
G61.1
Цикл продольной отрезки
G274
Модальная сплайновая интерполяция
G61.2
Цикл поперечной отрезки
G275
Режим резания
G64
Комбинированный цикл нарезания резьбы
резцом
G276
Вызов макропрограммы/модальный
вызов макропрограммы A/B
G65, G66/G66.1
Цикл сверления отверстия на торцевой
поверхности заготовки
G283
Отключение модального вызова
макропрограммы
G67
Цикл нарезания резьбы метчиком на
торцевой поверхности заготовки
G284
Отключение режима преобразования
трехмерных координат
G69
Цикл синхронного нарезания резьбы
метчиком на торцевой поверхности
заготовки
G274.2
Постоянный цикл (инструмент для
снятия фасок по часовой стрелке/против
часовой стрелки)
G71.1/G72.1
Цикл торцевого растачивания
G285
Постоянный цикл (высокоскоростное
глубокое сверление)
G73
Цикл сверления отверстия на наружной
поверхности заготовки
G287
Постоянный цикл (нарезание обратной
резьбы метчиком)
G74
Цикл нарезания резьбы метчиком на
наружной поверхности заготовки
G288
Постоянный цикл (растачивание 1)
G75
Цикл синхронного нарезания резьбы
метчиком на наружной поверхности
заготовки
G288.2
Постоянный цикл (растачивание 2)
G76
Цикл наружного растачивания
G289
6-60
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.
Режимы, с которыми совместима функция эвольвентной интерполяции
Задание кода G02.2 или G02.3 в режиме, отличном от перечисленных ниже, приведет к
появлению предупредительного сообщения 1905 THIS MODE CANNOT CMD G2.2/G3.2
(НЕДОПУСТИМАЯ КОМАНДА ДЛЯ ДАННОГО РЕЖИМА) или другого сообщения,
связанного с соответствующей функцией.
Функция
Код
Функция
Код
G00
Постоянный цикл (инструмент для
снятия фасок по часовой
стрелке/против часовой стрелки)
G71.1/G72.1
Линейная интерполяция
G01
Постоянный цикл (высокоскоростное
глубокое сверление)
G73
Круговая интерполяция
G02/G03
Постоянный цикл (нарезание обратной
резьбы метчиком)
G74
Спиральная интерполяция
G02.1/G03.1
Постоянный цикл (растачивание 1)
G75
Выдержка времени
G04
Постоянный цикл (растачивание 2)
G76
Отключение режима высокоскоростной
обработки
G05P0
Постоянный цикл (обратная подрезка
торца)
G77
Сплайновая интерполяция/
Интерполяция по сложнопрофильным
кривым (NURBS)
G06.1/G06.2
Точный останов
G09
Постоянный цикл (растачивание 4)
G79
Включение/отключение функции ввода
данных программы
G10/G11
Отключение постоянного цикла
G80
Включение/отключение ввода
радиальных значений для оси Х
G10.9X0/G10.9X1
Постоянный цикл (центрование
отверстия)
G81
Включение/отключение режима
интерполяции в полярных координатах
G12.1/G13.1
Включение режима срезки
G81.1
Отключение режима ввода данных в
полярных координатах
G15
Постоянный цикл (сверление)
G82
Выбор плоскости
G17/G18/G19
Постоянный цикл (сверление с
периодическим выводом сверла)
G82.2
Выбор режима фрезерной обработки
G18.1
Постоянный цикл (глубокое сверление)
G83
Выбор плоскости токарной обработки
(VARIAXIS)
G18.2-G18.4
Постоянный цикл (нарезание резьбы
метчиком)
G84
Ввод данных в дюймовой/метрической
системе измерения
G20/G21
Постоянный цикл (синхронное
нарезание резьбы метчиком)
G84.2
Включение и отключение функции
предварительной проверки хода
G22/G23
Постоянный цикл (синхронное
нарезание обратной резьбы метчиком)
G84.3
Возврат в базовую точку
G27
Ввод абсолютных данных
G90
Возврат в базовую точку
G28
Ввод данных в виде приращений
G91
Возврат из базовой точки
G29
Диапазон значений частоты вращения
шпинделя
G92
Возврат во вторую/третью/четвертую
базовые точки
G30
Подача с обратным отсчетом времени
G93
Возврат в плавающую базовую точку
G30.1
Подача за минуту (асинхронная)
G94
Пропуск/многоэтапный пропуск
G31/G31.1
Отключение режима поддержания
постоянной скорости резания
G97
Нарезание резьбы резцом/Нарезание
резцом резьбы с переменным шагом
G33/G34
Возврат в исходную/базовую точку
G98/G99
Цикл обработки отверстий
G34.1, G35, G36,
G37.1
Управление несколькими процессами
посредством одной программы
G109
Вектор для коррекции на радиус
инструмента
G38
Задание оси управления при
перекрестной обработке
G110/G110.1
Угловая дуга для коррекции на радиус
инструмента
G39
Отключение управления перекрестной
обработкой
G111
Отключение функции коррекции на
радиус инструмента
G40
Вывод команд M, S, T, B для
противоположной системы
G112
Коррекция на радиус инструмента с
левой/правой стороны
G41/G42
Включение/отключение режима
зубофрезерования
G114.3/G113
Позиционирование
G78
Постоянный цикл (растачивание 3)
6-61
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Функция
Код
Функция
Код
Коррекция на длину инструмента +/–
G43/G44
Включение/отключение управления
наложением осей
G126/G127
Коррекция на длину инструмента в
направлении оси инструмента
G43.1
Цикл Торнадо
G130
Коррекция на положение инструмента
G45-G48
Макропрограмма
измерения/компенсации
G136/G137
Отключение функции коррекции на
положение инструмента
G49
Цикл чистовой обработки
G270
Отмена масштабирования
G50
Цикл продольной черновой обработки
G271
Отключение зеркального отображения G
кода
G50.1
Цикл поперечной черновой обработки
G272
Включение/отключение режима
полигональной обработки
G51.2/G50.2
Цикл предварительного продольного
точения контура серией параллельных
движений
G273
Установка локальной системы
координат
G52
Цикл продольной отрезки
G274
Выбор системы координат
заготовки/дополнительной системы
координат заготовки
Цикл синхронного нарезания резьбы
метчиком на торцевой поверхности
заготовки
G274.2
G54-G59/G54.1
Динамическая коррекция II
G54.2
Цикл поперечной отрезки
G275
Коррекция погрешности установки
заготовки
G54.4
Комбинированный цикл нарезания
резьбы резцом
G276
Режим точного останова
G61
Цикл сверления отверстия на торцевой
поверхности заготовки
G283
Коррекция на геометрию
G61.1
Цикл нарезания резьбы метчиком на
торцевой поверхности заготовки
G284
Модальная сплайновая интерполяция
G61.2
Цикл торцевого растачивания
G285
Режим резания
G64
Цикл сверления отверстия на наружной
поверхности заготовки
G287
Вызов макропрограммы/модальный
вызов макропрограммы A/B
G65, G66/G66.1
Цикл нарезания резьбы метчиком на
наружной поверхности заготовки
G288
Отключение модального вызова
макропрограммы
G67
Цикл синхронного нарезания резьбы
метчиком на наружной поверхности
заготовки
G288.2
Отключение режима преобразования
трехмерных координат
G69
Цикл наружного растачивания
G289
6-62
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
5.
Начальная и конечная точки эвольвентной интерполяции
Построение эвольвенты начинается от начальной точки, то есть от текущего положения, в
котором задается команда.
Эвольвента окружности может быть выражена в виде следующего параметрического
уравнения:
Y
(Xθ, Yθ)
θ
θ0
Y0
R
Базовая
окружность
X0
X
D749PB0018
X = R {cos (θ + θ 0) + θ ·sin (θ + θ 0)} + X0
Y = R {sin (θ + θ 0) – θ ·cos (θ + θ 0)} + Y0
Для данной начальной точки и указанной эвольвентной окружности (базовой окружности)
должно быть построено две эвольвенты. В зависимости от того, где расположена точно
заданная конечная точка относительно базовой окружности (ближе или дальше от нее) по
сравнению с начальной точкой,
1.
2.
эвольвента подводится в сторону базовой окружности или
отводится от нее соответственно.
Предупредительное сообщение 818 MISSING CENTER (NO DATA) (НЕВОЗМОЖНО
ОПРЕДЕЛИТЬ ЦЕНТР (НЕТ ДАННЫХ) появляется в следующих случаях:
• начальная и конечная точки находятся на равном расстоянии от центра базовой
окружности, или
• начальная или конечная точка находится внутри базовой окружности.
Если общая длина кривой (от точки на базовой окружности до начальной или конечной
точки) превышает длину базовой окружности в сто раз (100 × 2πR), появится
предупредительное сообщение 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО
ЗНАЧЕНИЯ).
6.
Коррекция на радиус инструмента для эвольвентной интерполяции
Аналогично круговой интерполяции, коррекция на радиус инструмента может
применяться и к эвольвентной интерполяции следующим образом.
Сначала эвольвента аппроксимируется посредством дуг окружности в начальной и
конечной точках. Затем коррекция на радиус инструмента применяется к дугам, и
определяются точки пересечения с обеих сторон между траекторией коррекции
окружности и траекторией коррекции предыдущего и следующего блока перемещения. В
конце выполняется повторное вычисление двух точек пересечения, линия которого
интерполируется новой эвольвентой как траектория перемещения центра инструмента.
6-63
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Примечание 1:
требуемая команда коррекции на радиус инструмента должна
задаваться перед командой эвольвентной интерполяции (с помощью
кодов G02.2 или G03.2).
Примечание 2:
если значение коррекции на радиус инструмента приводит к тому, что
начальная или конечная точка кривой коррекции будут расположены
внутри базовой окружности, появится предупредительное сообщение
818 MISSING CENTER (NO DATA) (НЕВОЗМОЖНО ОПРЕДЕЛИТЬ
ЦЕНТР (НЕТ ДАННЫХ).
Примечание 3:
во время эвольвентной интерполяции можно управлять осевым
перемещением, чтобы скорость подачи инструмента можно было
задать с помощью F кода, но скорость перемещения в точке резания не
может оставаться постоянной из-за изменения радиуса кривой.
Для эвольвентной интерполяции предусмотрена специальная функция
коррекции, позволяющая поддерживать постоянную скорость в точке
резания.
• Более подробная информация о функции коррекции описана ниже в
пункте 7.
Примечание 4:
7.
во время эвольвентной интерполяции функция автоматического
предотвращения столкновения, вызванного коррекцией на радиус
инструмента, не может быть выполнена (даже если она активируется
соответствующей настройкой бита 5 параметра F92), и в случае угрозы
столкновения появится предупредительное сообщение 837 TOOL
OFFSET INTERFERENCE ERROR (ОШИБКА СТОЛКНОВЕНИЯ ПРИ
КОРРЕКЦИИ НА ИНСТРУМЕНТ).
Коррекция при эвольвентной интерполяции
Задать значимую величину параметра K249 (нижний предел коррекции для эвольвентной
интерполяции), после чего скорость подачи центра инструмента может быть
автоматически скорректирована в соответствии с радиусом кривой так, чтобы скорость
перемещения в точке резания оставалась постоянной и была равна значению, заданному
F кодом.
<Вычисление значения коррекции>
• Для компенсации радиуса инструмента путем его коррекции по направлению внутрь (в
сторону базовой окружности)
Значение коррекции = R / (R + r)
• Для компенсации радиуса инструмента путем его коррекции по направлению наружу
(от базовой окружности)
Значение коррекции = R / (R – r)
R : Радиус кривой траектории перемещения центра инструмента
r : Величина коррекции на радиус инструмента
Функция коррекции для эвольвентной интерполяции отключается, если значение
параметра K249 равно нулю (0).
В случае компенсации радиуса инструмента путем его коррекции по направлению внутрь,
внутреннее вычисление может привести к тому, что минимальное значение коррекции,
близкое к нулю (0), будет применено рядом с базовой окружностью.
Задать подходящее значение параметра K249, которое будет использоваться как
минимально допустимое значение коррекции скорости подачи центра инструмента во
время эвольвентной интерполяции.
В случае компенсации радиуса инструмента путем его коррекции по направлению наружу,
6-64
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
фактическое значение подачи центра инструмента будет выше скорости, заданной F
кодом.
8.
Ограничение разгона при эвольвентной интерполяции
Усиление разгона требуется рядом с базовой окружностью (где радиус кривой является
относительно небольшим), что позволяет поддерживать постоянную скорость подачи
центра инструмента по касательной к эвольвенте.
Задать значимую величину параметра K247 (верхний предел разгона для эвольвентной
интерполяции), после чего скорость подачи по касательной может быть автоматически
изменена в соответствии с радиусом кривой так, чтобы скорость разгона не превышала
максимально допустимое значение.
Ограничение скорости разгона для эвольвентной интерполяции блокируется, если
значение параметра K247 равно нулю (0).
Чем меньше радиус кривой, тем меньше минимально допустимая скорость подачи по
касательной. Следовательно, чем меньше базовая окружность, тем меньше минимально
допустимая скорость подачи вблизи базовой окружности.
Задать значимую величину параметра K248 (нижний предел скорости подачи при
эвольвентной интерполяции), ниже которой не должна опускаться скорость подачи во
время эвольвентной интерполяции.
(Настройка параметра K248 действительна, только если активно ограничение скорости
разгона при эвольвентной интерполяции, то есть если K247 > 0).
9.
Неправильная настройка конечной точки эвольвентной интерполяции
Заданная конечная точка может быть расположена не точно на эвольвенте, проходящей
через начальную точку. Если отклонение между соответствующими эвольвентами,
проходящими через начальную и конечную точки превышает значение допуска (параметр
K246), появится предупредительное сообщение 817 INCORRECT ARC DATA
(НЕВЕРНЫЕ ДАННЫЕ ПО ДУГЕ).
10. Ограничения
3.
Эвольвентная интерполяция не может быть правильно представлена для проверки
траектории перемещения инструмента.
Выполнение команды эвольвентной интерполяции не может быть точно
представлено в окне TOOL PATH CHECK (ПРОВЕРКА ТРАЕКТОРИИ
ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА): только в виде траектории полукруга (в режиме
трехмерного отображения) или дуги окружности и линейного отрезка (в режиме
двухмерного отображения) до заданной конечной точки.
4.
Эвольвентная интерполяция не может быть правильно представлена с помощью
функции QUICK EIA.
Команда эвольвентной интерполяции может быть представлена с помощью функции
QUICK EIA только в виде линейной траектории между начальной и конечной точками.
5.
Эвольвентная интерполяция не может быть корректно подвергнута проверке
траектории перемещения инструмента для определения времени обработки.
Определение времени обработки в окне TOOL PATH CHECK (ПРОВЕРКА
ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) выполняется для команды
эвольвентной интерполяции с помощью запрограммированной скорости подачи без
учета точного управления скоростью, и расчетное время обработки может в той или
иной степени отличаться от фактического времени обработки.
6.
Что касается «спиральной» эвольвентной интерполяции, скорость синхронного
перемещения по третьей оси (Z) в прямоугольной системе координат определяется в
соответствии с заданной скоростью подачи по касательной до эвольвенты в
6-65
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
выбранной плоскости (XY). Следовательно, результирующая скорость перемещения
в точке резания не будет совпадать с запрограммированным значением, и точность
обработки не будет соответствовать ожиданиям.
6-66 E
ФУНКЦИИ ПОДАЧИ
7
7-1
ФУНКЦИИ ПОДАЧИ
Значения скорости быстрого перемещения
Для каждой оси можно задать отдельные значения скорости быстрого перемещения. При
этом максимальная скорость быстрого перемещения ограничена в соответствии с
техническими характеристиками конкретного станка.
• Более подробная информация о скоростях быстрой подачи дана в
соответствующем руководстве.
Для позиционирования доступно два типа траекторий перемещения инструмента:
траектория с интерполяцией, когда для интерполяции используется отрезок от начальной
до конечной точки; траектория без интерполяции, когда инструмент перемещается с
максимальной скоростью по каждой оси.
Выбор
типа траектории перемещения инструмента осуществляется посредством
соответствующего параметра. Время позиционирования одинаково для обоих типов
траекторий перемещения инструмента.
7-2
Значения скорости рабочей подачи
Значения скорости рабочей подачи задаются с помощью адреса F и следующих за ним
двенадцати цифр.
Эти двенадцать цифр должны состоять из восьми целых и четырех десятичных цифр с
десятичной запятой. Значения скорости рабочей подачи становятся доступными для
команд G01, G02, G03, G33 и G34.
Пример:
Скорость подачи
G01 X100. Y100. F200*
200,0 мм/мин
G01 X100. Y100. F123.4
123,4 мм/мин
G01 X100. Y100. F56.789 56,789 мм/мин
* Значение то же, что и при «F200.» или «F200.000».
Примечание: если для первой команды обработки (G01, G02, G03, G33 или G34),
считываемой сразу после включения, не задана команда скорости подачи,
отобразится предупредительное сообщение 713 SEQUENCE DATA NOT
FOUND (ДАННЫЕ ТЕХНОЛОГИЧЕСКОГО ПРОХОДА НЕ НАЙДЕНЫ).
7-3
Синхронная/Асинхронная подача: G94/G95
1.
Функция и назначение
Команда G95 предназначена для задания скорости подачи за оборот при помощи F кода.
Команда G94 предназначена для возобновления режима асинхронной подачи (за минуту).
2.
Формат программирования
G94: Подача за минуту (/мин) [Асинхронная подача]
G95: Подача за оборот (/об) [Синхронная подача]
Поскольку команда G95 является модальной, она будет действовать до задания команды G94.
3.
Подробное описание
1. Значения скорости подачи, задаваемые с помощью F кодов, перечислены в таблице
ниже.
Также в таблице указаны значения скорости синхронной подачи, которые задаются с
помощью F кодов в миллиметрах (или дюймах) за оборот шпинделя.
7-1
ФУНКЦИИ ПОДАЧИ
Единица
ввода
Режим подачи
G94
(Подача в минуту)
мм
G95
(Подача за оборот)
дюймы
G94
(Подача в минуту)
G95
(Подача за оборот)
Десятичная
точка
Мин.
значение
Макс.
значение
Значение скорости в
минуту
Пропускается
F1
F200000
1 [мм/мин]
Задается
F0.001
F200000.
0.001 [мм/мин]
Пропускается
F1
F200000
0.01 [мм/об]
Задается
F0.0001
F200000.
0.0001 [мм/об]
Пропускается
F1
F20000
0.01 [дюйм/мин]
Задается
F0.0001
F20000.
0.0001 [дюйм/мин]
Пропускается
F1
F20000
0.0001 [дюйм/об]
Задается
F0.00001
F20000.
0.00001 [дюйм/об]
Примечание: при задании F кода со значением больше и меньше максимального и
минимального
допустимого
появляются
предупредительные
сообщения 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО
ЗНАЧЕНИЯ) и 816 FEEDRATE ZERO (СКОРОСТЬ ПОДАЧИ РАВНА 0)
соответственно.
2.
Эффективная скорость подачи за оборот, которая является скоростью фактического
перемещения органов станка, рассчитывается по следующей формуле:
FC = F × N × OVR (Формула 1)
где
FC:
Эффективная скорость подачи (мм/мин или дюйм/мин)
F:
Заданная скорость подачи (мм/об или дюйм/об)
N:
Частота вращения шпинделя (мин–1)
OVR: Ручная коррекция скорости рабочей подачи
При одновременном выборе нескольких осей эффективная скорость подачи FC,
рассчитанная по формуле 1 выше, становится действительной в соответствующем
векторном направлении.
4.
Комментарии
1.
В окне POSITION (ПОЛОЖЕНИЕ) элемент FEED (ПОДАЧА) обозначает эффективную
скорость подачи, выраженную в скорости подачи в минуту (мм/мин или дюйм/мин) с
учетом выбранной скорости подачи, частоты вращения шпинделя и ручной
коррекции скорости рабочей подачи.
2.
Если эффективная скорость подачи должна быть больше предельной скорости
рабочей подачи, то будет действовать предельная скорость.
3.
В режиме пробного прогона подача будет асинхронной, а станок будет работать со
скоростью подачи (мм/мин или дюйм/мин), задаваемой вручную.
4.
В зависимости от значения бита 1 параметра F93 режим синхронной или
асинхронной подачи (G95 или G94) автоматически активируется при включении
питания или при выполнении команд M02 или M30.
7-2
ФУНКЦИИ ПОДАЧИ
7-4
Выбор скорости подачи и ее влияние на каждую управляемую ось
Как упоминалось ранее, станок имеет несколько управляемых осей. Управляемые оси
можно разделить на оси линейного перемещения и оси вращения. Различные значения
скорости подачи по управляемым осям неодинаково действуют на скорость инструмента,
которая крайне важна для качественной обработки.
Величина смещения задается для каждой оси, в то время как скорость подачи задается в
виде отдельного значения для определенного перемещения инструмента. В связи с этим
до включения одновременного управления по двум или нескольким осям следует
определить, как заданная скорость подачи будет действовать по каждой оси. Выбор
скорости подачи с учетом этого фактора объясняется ниже.
1.
Управление осями линейного перемещения
Скорость подачи, заданная с помощью F кода, является линейной скоростью в
направлении перемещения инструмента, независимо от количества одновременно
управляемых осей.
Пример: если осуществляется управление осями линейного перемещения (оси X и Y) с
указанием скорости подачи f:
Y
P2
(Конечная точка
перемещения инструмента)
“f” обозначает
скорость в
данном
направлении.
y
P1
(Начальная точка пере
мещения инструмента)
X
x
MEP038
Если осуществляется управление только осью линейного перемещения, достаточно
задать скорость рабочей подачи. Скорость подачи по каждой оси является частью
указанной скорости, соответствующей отношению длины хода по соответствующей оси к
фактическому расстоянию перемещения.
В вышеприведенном примере:
Скорость подачи по оси X = f ×
Скорость подачи по оси Y = f ×
2.
Управление осью вращения
При управлении перемещениями по оси вращения указанная скорость подачи является
частотой вращения по оси вращения, то есть угловой скоростью.
Таким образом, скорость рабочей подачи в направлении перемещения инструмента
(линейная скорость) зависит от расстояния от центра вращения инструмента. При
задании значения скорости подачи в программе следует учитывать это расстояние.
7-3
ФУНКЦИИ ПОДАЧИ
Пример 1: если управление осью вращения (осью C) осуществляется с помощью
скорости подачи f (градус/мин):
P2 (Конечная точка
перемещения инструмента)
«f» обозначает угловую скорость
Линейная скорость рассчитывается из
πrf
180
c
Центр
вращения
P1 (Начальная точка
перемещения
инструмента)
r
MEP034
В данном случае скорость рабочей подачи в направлении перемещения инструмента
(линейная скорость) «fc» рассчитывается по следующей формуле:
fc = f ×
Следовательно, скорость подачи, программируемая для требуемого значения fc, будет
равна:
f = fc ×
Примечание: если инструмент перемещается по управляемым линейным осям вдоль
окружности с применением функции круговой интерполяции, то скорость
подачи задается как скорость в направлении перемещения инструмента,
то есть в направлении касательной.
Пример 2: если управление линейными осями (оси X и Y) осуществляется с помощью
скорости подачи f с применением функции круговой интерполяции:
Y
y
P2
«f» обозначает такую
линейную скорость
P1
x
X
i
MEP040
В данном случае скорости подачи по осям X и Y будут изменяться с перемещением
инструмента. Результирующая скорость при этом будет оставаться постоянной и будет
равна f.
7-4
ФУНКЦИИ ПОДАЧИ
3.
Одновременное управление перемещениями по оси линейного перемещения и оси
вращения
Управление перемещением по оси линейного перемещения и оси вращения с помощью
УЧПУ осуществляется аналогичным образом.
При управлении перемещениями по осям вращения данные, заданные в виде
координатного слова (A, B или C), обрабатываются как угол, а данные, заданные в виде
скорости подачи (F), обрабатываются как линейная скорость. Иными словами, угол в один
градус по оси вращения эквивалентен перемещению на 1 мм по оси линейного
перемещения. Таким образом, при одновременном управлении по оси линейного
перемещения и по оси вращения величины составляющих вектора F по каждой оси
имеют те же значения, что и при управлении по оси линейного перемещения, как описано
в пункте 1 выше. В данном случае составляющие скорости при управлении по оси
линейного перемещения остаются постоянными, как по величине, так и по направлению.
При управлении перемещением по оси вращения составляющие скорости меняют
направление в соответствии с перемещением инструмента. Таким образом,
результирующая скорость подачи в направлении перемещения инструмента изменяется
по мере его перемещения.
Пример: если ось линейного перемещения (ось X) и ось вращения (ось C) управляются
одновременно, со скоростью подачи f:
ft
fc
P2
fx
fc
r
θ
- вектор «fx» постоянен как по
величине, так и по
направлению.
- вектор «fc» постоянен по
величине, но изменяется по
направлению.
- вектор «ft» изменяется как по
величине, так и по
направлению.
ft
P1
fx
c
x
θ
Центр вращения
MEP041
Данные команды в приращениях по оси X, указанные как «x», а по оси С - как «c»,
скорость подачи по оси X (линейная скорость) как «fx», а скорость подачи по оси C
(угловая скорость) как «ω», рассчитываются следующим образом:
fx = f ×
ω=f×
[1]
[2]
Линейная скорость «fc» относится к управлению по оси C и рассчитывается по
следующей формуле:
fc = ω
[3]
Если принять скорость в направлении перемещения инструмента в начальной точке P1 за
«ft», а ее составляющие по оси X и по оси Y – за «ftx» и «fty» соответственно, то «ftx» и
«fty» рассчитываются следующим образом:
ftx = –r sin
fty = –r cos
×
×
+ fx
[4]
[5]
где r обозначает расстояние (в миллиметрах) от центра вращения до инструмента, а q
обозначает угол (в градусах) от начальной точки P1 до оси X в центре вращения.
7-5
ФУНКЦИИ ПОДАЧИ
Согласно формулам с [1] по [5] результирующая скорость «ft» рассчитывается
следующим образом:
ft =
ftx2 + fty2
π θ) π + ( π • r • c )2
2
x – x • c • r sin (
=f×
180
2
x +c
90
180
[6]
2
В таком случае скорость подачи f, которую следует задать в программе, рассчитывается
следующим образом:
f = ft ×
x2 + c2
[7]
2
x – x • c • r sin ( π θ) π + ( π • r • c )
2
180
90
180
В формуле [6] «ft» является скоростью в начальной точке P1, а, следовательно, значение
ft изменяется в соответствии с углом θ, который изменяется в соответствии с углом
поворота по оси C. Для поддержания постоянной скорости рабочей подачи «ft» насколько
возможно, угол поворота по оси C в одном кадре должен быть минимальным для
обеспечения минимальной скорости изменения угла θ.
7-5
Автоматический разгон/торможение
При быстром перемещении и при ручной подаче характеристики разгона и торможения
линейные. С помощью параметров можно задать константу времени TR независимо для
каждой оси с шагом 1 мсек в диапазоне от 1 до 500 мсек. При рабочей подаче (не при
ручной подаче) характеристики разгона/торможения экспоненциальные. С помощью
параметров можно задать константу времени TC независимо для каждой оси с шагом 1
мсек в диапазоне от 1 до 500 мсек. (Обычно задается одинаковое значение константы
времени для каждой оси).
f
Непрерывная
команда
TR
TR
f
Непрерывная
команда
t
t
Td
Tc
Характеристики разгона/торможения при
быстрой подаче
(TR = Константа времени рабочей подачи)
(Td = Контрольное время торможения)
Tc
Характеристики разгона/торможения при
рабочей подаче
(Tc = Константа времени рабочей подачи)
TEP037
При быстром перемещении и при ручной подаче следующий кадр выполняется после
того, как командный импульс текущего кадра, а также динамическая погрешность контура
разгона/торможения станут равными «0». При рабочей подаче следующий кадр
выполняется после того, как командный импульс текущего кадра станет равным «0», а
следующий кадр будет выполняться после того, как внешний сигнал (обнаружение
погрешности) определит, что динамическая погрешность контура разгона/торможения
стала равной «0». При контроле торможения после подтверждения окончания
позиционирования (выбирается параметрами станка) осуществляется подтверждение
нулевой динамической погрешности контура разгона/торможения. Затем происходит
проверка отклонения позиционирования, которое должно быть меньше заданного
параметра. Только после этого выполняется следующий кадр.
7-6
ФУНКЦИИ ПОДАЧИ
7-6
Ограничение скорости
Данная функция предназначена для управления фактической скоростью рабочей подачи
и ее коррекции таким образом, чтобы значение фиксированной скорости не превышалось
независимо по каждой оси.
Примечание: ограничение скорости не применяется к синхронной подаче.
7-7
Контроль точного останова: G09
1.
Функция и назначение
Для снижения нагрузок на станок при резком изменении скорости подачи инструмента и
для минимизации скругления углов заготовок при их подрезке выполнение следующего
кадра рекомендуется начинать только после проверки окончания позиционирования
после торможения и останова соответствующих органов станка или по истечении
контрольного времени торможения. Для этого предназначена функция контроля точного
останова.
2.
Формат программирования
G09 G01 (G02, G03) ;
Команда контроля точного останова G09 действительна только с командами обработки
(G01, G02 или G03), заданными в том же кадре.
3.
Пример программы
N001 G09 G01
N002
f
X100.000 F150; Следующий кадр выполняется после проверки
окончания позиционирования после торможения и
останова соответствующих органов станка.
Y100.000 ;
Инструмент
(Выбранная скорость подачи)
Ось X
N001
N001
Время
Ось Y
Без G09
С
действую
щей
командой
G09
N002
N002
Сплошная линия отображает подачу с действующей командой G09.
Пунктирная линия отображает подачу при отсутствии команды G09.
TEP038
Рис. 7-1
Действие функции контроля точного останова
7-7
ФУНКЦИИ ПОДАЧИ
4.
Подробное описание
A.
Команды непрерывной рабочей подачи
Предыдущий
участок
Следующий
участок
Ts: Константа времени
разгона/торможения рабочей подачи
Ts
TEP039
Рис. 7-2
B.
Команды непрерывной рабочей подачи
Команды рабочей подачи с контролем окончания позиционирования
Следующий
участок
Предыдущий
участок
Lc
Ts
Ts: Константа времени
разгона/торможения рабочей подачи
Ts
Lc: Ширина позиционирования
TEP040
Рис. 7-3
Переход от кадра к кадру в режиме рабочей подачи с контролем окончания позиционирования
Как показано на Рис.7-3, ширина при позиционировании Lc представляет собой
оставшееся расстояние между предыдущим и следующим кадром, который требуется
выполнить.
Ширина
при
позиционировании
предназначена
для
поддержания
фиксированной степени скругления
заготовок при подрезании углов.
Если требуется полностью прекратить
скругление углов заготовок, следует
задать команду выдержки G04 между
кадрами обработки.
Lc
Следующий
участок
Предыдущий участок
MEP045
7-8
ФУНКЦИИ ПОДАЧИ
C.
Команды рабочей подачи с контролем торможения
- При линейном разгоне и линейном торможении
Следующий
участок
Предыдущий
участок
Ts : Константа времени
Ts
разгона/торможения
Td : Контрольное время торможения
Td = Ts + (от 0 до 14 мсек)
Td
TEP042
- При экспоненциальном разгоне и экспоненциальном торможении
Следующий
участок
Предыдущий
участок
Ts
Td
Ts : Константа времени
разгона/торможения
Td : Контрольное время торможения
Td = 2 × Ts + (от 0 до 14 мсек)
TEP043
- При экспоненциальном разгоне и линейном торможении
Предыдущий
участок
Следующий
участок
2 × Ts
Td
Ts
Ts : Константа времени
разгона/торможения
Td : Контрольное время торможения
Td = 2 × Ts + (от 0 до 14 мсек)
TEP044
Время, необходимое для контроля торможения при рабочей подаче, определяется как
самое длительное из значений для каждой оси. Эти значения определяются через
константы времени разгона/торможения рабочей подачи и через режим одновременной
команды разгона/торможения рабочей подачи по осям.
7-9
ФУНКЦИИ ПОДАЧИ
7-8
Режим контроля точного останова: G61
1.
Функция и назначение
В отличие от команды контроля точного останова G09, предназначенной для контроля
окончания позиционирования только в данном кадре, команда G61 является модальной.
Иными словами, данная команда влияет на все последующие команды обработки (G01,
G02 и G03) так, что после торможения в конце каждого кадра осуществляется контроль
окончания позиционирования. Команда G61 отменяется командой коррекции на
геометрию G61.1, командой автоматической коррекции на углах G62, командой режима
нарезания резьбы метчиком G63 или командой режима резания G64.
2.
Формат программирования
G61;
7-9
Автоматическая коррекция на углах: G62
1.
Функция и назначение
Функция автоматической коррекции на углах – это автоматическое снижение скорости
подачи на углах на траектории перемещения инструмента для уменьшения нагрузки на
инструмент. Данная функция позволяет повысить качество обрабатываемой поверхности
при подрезании внутренних углов или автоматическом скруглении внутренних углов (,R) в
режиме коррекции на радиус инструмента.
•
«Внутренний угол» – это внутренний угол, состоящий из линейных или круговых
сегментов.
•
«Автоматическое скругление внутренних углов (,R)» – это угол, состоящий только
из линейный сегментов, который должен быть скруглен посредством заданного
значения радиуса, используя специальный адрес ,R.
Если команда G62 была задана, функция автоматической коррекции на углах будет
доступна до её отмены командой отмены коррекции на радиус инструмента G40,
командой режима контроля точного останова G61, командой компенсации на геометрию
G61.1, командой режима нарезания резьбы метчиком G63 или командой режима резания
G64.
2.
Формат программирования
G62;
3.
Подробное описание
A.
Подрезание внутренних углов
При подрезании внутренних углов при помощи инструмента, перемещающегося из
положения [1] в положение [3] через положение [2], как показано на Рис. 7-4 ниже,
нагрузка на инструмент увеличивается, поскольку величина резания в положении [3]
больше величины резания в положении [2] на заштрихованную площадь S. При помощи
команды G62 возможна автоматическое снижение скорости рабочей подачи в пределах
указанного участка для снижения нагрузки на инструмент для надлежащего выполнения
обработки.
Однако данная функция должна использоваться только для программирования чистового
контура.
7-10
ФУНКЦИИ ПОДАЧИ
Припуск на чистовую
обработку
θ
Заготовка
Контур поверхности
заготовки
S
[2]
[1]
Запрограммированн
ая траектория
[3]
Траектория перемещения
центра инструмента
Припуск на
чистовую
обработку
Ci
Инс
θ : Макс. внутренний угол
Ci : Участок торможения (IN)
MEP046
Рис. 7-4
1.
Подрезание внутренних углов
Операция на станке
На Рис. 7-4 выше, если максимальный угол θ внутренних углов меньше значения,
заданного в соответствующем параметре, скорость подачи автоматически
корректируется на заданное значение при перемещении по участку торможения Ci.
2.
Настройка параметров
Выполнить настройку следующих параметров пользователя надлежащим образом:
•
F29: Ручная коррекция ................................ от 0 до 100 (%)
•
F21: Максимальный внутренний угол θ...... от 0 до 179 (град.)
•
F22: Участок торможения Ci ....................... от 0 до 9999,9999 (мм) или до
999,99999 (дюймов)
• Более подробное описание параметра дано в отдельном Перечне
параметров/Перечне предупредительных сообщений/Перечне М кодов.
3.
Примеры обработки
• Угол между двумя прямыми линиями
Запрограммированная
траектория перемещения
θ
Траектория перемещения
центра инструмента
Ci
Инструмент
MEP047
При использовании параметра F29 выполняется автоматическая коррекция
скорости подачи на участке торможения Ci на указанное значение.
7-11
ФУНКЦИИ ПОДАЧИ
• Угол между прямой линией и дугой (внешняя коррекция)
Запрограммированная
траектория перемещения
Траектория перемещения
центра инструмента
θ
Ci
Инструмент
MEP048
При использовании параметра F29 выполняется автоматическая коррекция
скорости подачи на участке торможения Ci на указанное значение.
• Угол между дугой и прямой линией (внутренняя коррекция)
θ
Запрограммирован
Ci
Траектория
Инс
Инс
MEP049
При использовании параметра F29 выполняется автоматическая коррекция
скорости подачи на участке торможения Ci на указанное значение.
Примечание: участок торможения Ci, на котором выполняется автоматическая
коррекция на углах, представляет собой длину дуги для команды
круговой интерполяции.
• Угол от окружности (внутренняя коррекция) к окружности (внешняя коррекция)
N1
θ
N2
Запрограммированная
траектория перемещения
Ci
Траектория перемещения
центра инструмента
MEP050
При использовании параметра F29 выполняется автоматическая коррекция
скорости подачи на участке торможения Ci на указанное значение.
7-12
ФУНКЦИИ ПОДАЧИ
B.
Автоматическое скругление углов (,R)
При автоматическом скруглении углов (,R) при помощи инструмента, перемещающегося
из положения [1] в положение [3] через положение [2], как показано на Рис. 7-5 ниже,
нагрузка на инструмент увеличивается, поскольку величина резания в положении [3]
больше величины резания в положении [2] на заштрихованную площадь S. При помощи
команды G62 возможна автоматическое снижение скорости рабочей подачи в пределах
указанного участка для снижения нагрузки на инструмент для надлежащего выполнения
обработки.
• Более подробную информацию о функции автоматического скругления
углов (,R) см. в Подразделе 13-14-2.
Запрограммированная
траектория
перемещения
Участок скругления угла
[3]
Заготовка
[2]
[1]
Контур поверхности
заготовки
Траектория
перемещения центра
инструмента
Ci
S
Припуск на чистовую обработку
D740PB0154
Рис. 7-5 Автоматическое скругление углов (,R)
1.
Операция на станке
Для подрезания внутренних углов с автоматическим скруглением углов скорость
подачи автоматически корректируется в соответствии с параметром для
перемещения через участок торможения Ci и участок скругления углов (независимо
от угла).
2.
Настройка параметров
• F29: Ручная коррекция ......................... от 0 до 100 (%)
• F22: Участок торможения Ci ................ от 0 до 9999,9999 (мм) или до 999,99999
(дюймов)
• Более подробное описание параметра дано в отдельном Перечне
параметров/Перечне предупредительных сообщений/Перечне М кодов.
3.
Примеры обработки
<Программирование>
G0G54
M3S100
G94
G42G90G0X200.Y0.Z0.
G62
G0X100.
G1X80.,R5.F100
7-13
ФУНКЦИИ ПОДАЧИ
Y20.
M30
<Операция на станке>
Запрограммированная
траектория
перемещения
Y
Траектория
перемещения центра
инструмента
X
Конечная точка
скругления угла
Ci
Начальная точка
скругления угла
D740PB0155
При использовании параметра F29 выполняется автоматическая коррекция скорости
подачи на участке торможения Ci на указанное значение до конечной точки
скругления углов.
4.
Взаимодействие с другими функциями
Функция
5.
Коррекция на углах
Ручная коррекция скорости
рабочей подачи
Автоматическая коррекция на углах выполняется после ручной
коррекции скорости рабочей подачи
Отмена ручной коррекции
Автоматическая коррекция на углах не снимается отменой ручной
коррекции.
Фиксация скорости подачи
Доступна (для скорости подачи после автоматической коррекции на
углах)
Пробный прогон
Автоматическая коррекция на углах недоступна.
Синхронная подача
При синхронной подаче автоматическая коррекция на углах
действует.
Пропуск (G31)
При коррекции на радиус инструмента задание кода G31 приведет
к появлению предупредительного сообщения.
Блокировка станка
Доступно
G00
Недоступно
G01
Доступно
G02, G03
Доступно
Меры предосторожности
1.
Автоматическая коррекция на углах действует только при выполнении кодов G01,
G02 или G03. При выполнении кода G00 данная функция недоступна. Кроме того,
при замене команды G00 на G01, G02 или G03 (или наоборот) автоматическая
коррекция на углах не выполняется в кадре, содержащем команду G00.
Даже в режиме автоматической коррекции на углах коррекция не выполняется, если
не задан режим коррекции на радиус инструмента.
7-14
ФУНКЦИИ ПОДАЧИ
3.
Автоматическая коррекция на углах не выполняется на углах, где функция коррекции
на радиус инструмента должна включиться или отключиться.
Участок пуска
Траектория,
заданная
программой
Траектория перемещения
центра инструмента
Участок
отмены
Автоматическая коррекция на углах не действует.
MEP051
4.
Автоматическая коррекция на углах не выполняется на углах, где выполняются
команды векторов I, J и K коррекции на радиус инструмента.
Траектория,
заданная
программой
Траектория
перемещения
центра
инструмента
Кадр, содержащий
команды векторов I и J
Автоматическая коррекция на
углах не действует.
(G41X_Y_I_J_;)
MEP052
5.
Автоматическая коррекция на углах выполняется, только если можно рассчитать
точки пересечения. Точки пересечения невозможно рассчитать в следующем случае:
- Последовательно выполняется не менее четырех кадров, не содержащих команд
перемещения.
6.
При круговой интерполяции участок торможения представлен в виде длины дуги.
7.
Заданный параметром внутренний угол применяется для угла на траектории
перемещения, заданной программой.
8.
Задание максимально допустимого значения угла 0 градусов приведет к ошибке
автоматической коррекции на углах.
9.
Ввод значения коррекции 0 или 100 приведет к ошибке автоматической коррекции на
углах.
7-15
ФУНКЦИИ ПОДАЧИ
7-10 Режим нарезания резьбы метчиком: G63
1.
Функция и назначение
Команда G63 переводит УЧПУ в режим нарезания резьбы метчиком. Данный режим
имеет следующие особенности:
- Ручная коррекция рабочей подачи всегда равна 100%.
- Команды торможения при переходе от кадра к кадру недоступны.
- Функция прекращения подачи недоступна.
- Функция покадровой отработки недоступна.
- Происходит вывод сигнала режима нарезания резьбы метчиком.
Командный режим G63 будет доступен до его отмены заданием режима контроля точного
останова G61, команды коррекции на геометрию G61.1, команды автоматической
коррекции на углах G62 или режима резания G64.
2.
Формат программирования
G63 ;
7-11 Режим резания: G64
1.
Функция и назначение
Команда G64 переводит УЧПУ в режим управления, позволяющий получать хорошо
обработанные поверхности. В отличие от режима контроля точного останова (G61) режим
резания позволяет выполнять следующий кадр без торможения/останова органов станка
между кадрами рабочей подачи.
Командный режим G64 отменяется командой контроля точного останова G61, командой
коррекции на геометрию G61.1, командой автоматической коррекции на углах G62 или
командой нарезания резьбы метчиком G63.
2.
Формат программирования
G64 ;
7-16
ФУНКЦИИ ПОДАЧИ
7-12 Коррекция на геометрию: G61.1/,K/R
7-12-1 Функция коррекции на геометрию: G61.1
1.
Функция и назначение
Функция коррекции на геометрию (G61.1) предназначена для снижения приведенной
погрешности геометрии, вызванной задержками сглаживающих фильтров и сервосистем.
Функция коррекции на геометрию отменяется или заменяется функциями режима точного
останова (G61), автоматической коррекции на углах (G62), режима нарезания резьбы
метчиком (G63) и режима резания (G64).
Функция коррекции на геометрию состоит из следующих четырех функций:
1. Разгон/торможение перед интерполяцией
2. Контроль прямой подачи
3. Управление оптимальной подачей (оптимальное торможение на углах,
управление оптимальным разгоном)
4. Точная компенсация векторов
5. Фиксация подачи при круговой интерполяции
• Подробное описание данных функций приводится в разделе 13-4
«Функция коррекции на геометрию» в ЧАСТИ 3 Руководства по
эксплуатации.
2.
Формат программирования
G61.1;
3.
Пример программы
N001 G61.1
G01X100.F1000
X100.Y–100.
X–100.Y–100.
X–100.
X–100.Y100.
X100.Y100.
G64
4.
Выбор функции коррекции на геометрию
Отмена функции коррекции на геометрию
Комментарии
1.
В программах формата EIA/ISO функция коррекции на геометрию не может быть
выбрана или отменена заданием параметра F72 (который действует только для
программ формата MAZATROL).
2.
Функция коррекции на геометрию является дополнительной. На станках, не
оснащенных соответствующей дополнительной функцией, при задании кода G61.1
отобразится предупредительное сообщение (808 MIS-SET G CODE) (ОШИБОЧНЫЙ
G КОД).
3.
Функция коррекции на геометрию приостанавливается во время выполнения
следующих операций:
Быстрое перемещение без интерполяции (в соответствии с настройкой бита 6
параметра F91), Синхронное нарезание резьбы метчиком, Измерение (пропуск),
Нарезание резьбы резцом.
4.
Разгон/торможение перед интерполяцией действует с кадра, содержащего код
G61.1, и далее.
7-17
ФУНКЦИИ ПОДАЧИ
7-12-2 Коэффициент точности (,K)
1.
Функция и назначение
Для повышения точности обработки в режиме коррекции на геометрию (G61.1) подача
инструмента автоматически замедляется на углах и при перемещении по окружности на
значение оптимального торможения на углах и на значение ограничения круговой подачи
соответственно. Указание коэффициента точности в программе обработки может
дополнительно повысить точность обработки за счет дополнительного замедления
подачи на указанных участках.
2.
Формат программирования
,K_; Указать коэффициент снижения скорости на углах и ограничение скорости круговой
подачи в процентах.
Коэффициент точности отменяется в следующих случаях:
- При выполнении сброса,
- При отмене функции коррекции на геометрию (командой G64),
- При введенной команде «,K0».
3.
Пример программы
<Пример 1>
N001 G61.1
N200 G1X_Y_,K30
N300
X_Y_
Скорость подачи при торможении на углах или при перемещении по
окружности на участке, начиная с данного кадра и далее, будет снижена до
70% от значения по умолчанию команды коэффициента точности.
N400 …
<Пример 2>
N001 G61.1
N200 G2I-10.,K30
Торможение до 70% произойдет только в данном кадре.
N300 G1X10.,K0
Начиная с этого кадра коэффициент точности отменяется.
N400 …
4.
Комментарии
1.
Коэффициент точности невозможно задать в программе формата MAZATROL.
2.
При указании коэффициента точности от 1 до 99 в адресе «,K» время обработки
будет увеличено с учетом дополнительного торможения на углах и перемещений по
окружности.
7-18
ФУНКЦИИ ПОДАЧИ
7-12-3 Ввод номера данных SMC (P)
1.
Функция и назначение
Формат ввода необходимых данных (подготовленных и сохраненных в соответствующем
окне), которые требуется использовать в режиме коррекции на геометрию, указан ниже.
• Порядок действий по заданию данных SMC приводится
соответствующем разделе ЧАСТИ 3 Руководства по эксплуатации.
2.
в
Формат программирования
G61.1 Pp;
p: № данных SMC
Диапазон значений: от 0 до 20
• Если далее требуется использовать блок данных SMC, введенный последним,
аргумент Р можно пропустить.
• Значение аргумента P с десятичной точкой обрабатывается таким образом, что
десятичная точка и десятичные знаки удаляются.
• Обработка неправильного аргумента Р (ввод числа вне диапазона настроек или
номера, данные которого не подготовлены) зависит от настройки следующего
параметра:
F329 бит 0 = 0: Операция
продолжается,
отображается
предупредительное
сообщение 965 DESIGNATED PNo NOT FOUND (УКАЗАННЫЕ
ДАННЫЕ НЕ НАЙДЕНЫ).
= 1: Операция
прекращается,
отображается
предупредительное
сообщение 964 DESIGNATED PNo NOT FOUND (УКАЗАННЫЕ
ДАННЫЕ НЕ НАЙДЕНЫ).
7-12-4 Управление плавной обработкой углов (R)
1.
Функция и назначение
Данная функция позволяет осуществлять программирование допустимого расстояния
отклонения для плавной обработки углов (перемещение по окружности) между двумя
кадрами, содержащими команду рабочей подачи, посредством соответствующего
управления скоростью перемещения.
2.
Формат программирования
G61.1 Rr;
G61.2 Rr;
r: Допустимое расстояние отклонения
Диапазон значений: от 0,0000 до 10,0000 мм (при вводе в метрической системе
измерения)
от 0,00000 до 1,00000 дюйма (при вводе в дюймовой системе
измерения)
7-19
ФУНКЦИИ ПОДАЧИ
Заданное командой положение
Траектория перемещения
инструмента
Запрограммированная
траектория перемещения
Допустимое расстояние
отклонения
3.
Подробное описание
1.
Ввести данные для аргумента R в метрической или дюймовой системе в зависимости
от текущего режима (G20 или G21).
2.
При помощи аргумента R ввести значение «ноль» (0) для временной отмены
функции управления плавной обработкой углов (SCC) (для точного останова
перемещения в положении, заданном командой).
3.
Ввод значения меньшего чем минимальное предельное значение при помощи
аргумента R аналогичен вводу значения «ноль» (0), а ввод значения, превышающего
максимально допустимое значение аналогично вводу максимально допустимого
значения.
4.
Аргумент R может быть пропущен, если необходимо установить значение по
умолчанию (заданное в параметре F270).
5.
Функция плавной обработки углов (SCC) отменяется в следующих режимах:
• Режим контроля точного останова (G61).
• Режим автоматической коррекции углов (G62).
• Режим нарезания резьбы метчиком (G63).
• Режим резания (G64).
<Пример программы для изменения допустимого отклонения расстояния>
G61.1
G61.1R0.2
G64
G61.1R0.3
G61.1R0
G61.1
.................
Использование значения параметра F270 в качестве допустимого
отклонения расстояния
.................
Использование 0,2 в качестве допустимого расстояния отклонения
.................
Отмена функции управления плавной обработкой углов (SCC)
.................
Использование 0,3 в качестве допустимого расстояния отклонения
.................
Временный точный останов
.................
Использование значения параметра F270 в качестве допустимого
отклонения расстояния
M30
7-20
ФУНКЦИИ ПОДАЧИ
4.
5.
Комментарии
1.
При включенной функции управления плавной обработкой углов (SCC) команды
G61.1 и G61.2 следует задавать в однокомандных кадрах. Если кадр команд G61.1
и G61.2 содержит коды G, M, S, T или B коды, то появится предупредительное
сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)
2.
Допустимое расстояние отклонения может быть короче заданного значения при
фактическом выполнении операции, если при работе в режиме автоматического
управления с включенной функцией управления плавной обработкой углов (SCC)
применяется функция прекращения подачи.
3.
Функция управления плавной обработкой углов (SCC) по умолчанию отменяется при
включении режима покадровой отработки.
4.
Данная функция также игнорируется во время проверки траектории перемещения
инструмента.
5.
Допустимое расстояние отклонения, заданное в основной программе, остается без
изменений для подпрограммы, но для новой основной программы, выполняемой
непрерывно за счет функции связывания программ, данное расстояние отменяется.
6.
Задание значительно низкой скорости подачи может привести к сокращению
допустимого расстояния отклонения при фактическом выполнении операции.
7.
Слишком высокое значение допустимого расстояния отклонения может быть по
умолчанию сокращено при фактическом выполнении операции.
Соответствующие параметры
Параметр
6.
Описание
Диапазон
значений
Единица измерения
0/1
—
от 0 до
999999
0,0001 мм или
0,00001 дюйма
F269
Отключение/включение функции
управления плавной обработкой углов
(SCC)
F270
Допустимое расстояние отклонения
F271
Коэффициент предельно допустимой
скорости резания по окружности
от 0 до 500
%
F272
Коэффициент предельно допустимой
скорости резания по окружности для
управления высокоскоростной
обработкой гладкой поверхности
от 0 до 500
%
F273
Угол отмены
от 0 до 90
°
Взаимосвязь функций управления плавной обработкой углов (SCC) и задания
параметров для плавной обработки (SMC (Smooth Machining Configuration))
Функция задания параметров для плавной обработки позволяет заранее задать
оптимальные для типа обработки и заготовки параметры (данные SMC) для
последующего выбора данных параметров в соответствии с выполняемой операцией при
работе в режиме автоматического управления.
Допустимое расстояние отклонения для функции управления плавной обработкой углов
может быть задано посредством выбора данных SMC в формате программирования,
приведенном ниже.
7-21
ФУНКЦИИ ПОДАЧИ
A.
Формат программирования
G61.1 Pp;
G61.2 Pp;
p: № данных SMC
Диапазон значений: от 0 до 20 (0 для отмены функции задания параметров для
плавной обработки (SMC)
B.
Допустимое расстояние отклонения (аргумент R) и данные SMC (аргумент P)
Допустимое расстояние отклонения (для функции управления плавной обработкой углов),
выбранное посредством аргумента P (для выбора набора данных SMC) может быть
временно заменено на значение, заданное посредством аргумента R. Однако по причине
модального характера выбора данных SMC пропуск аргумента R возвращает значение
допустимого расстояния отклонения в соответствии с выбранными данными SMC вместо
значения по умолчанию для аргумента R (заданного в параметре F270).
<Пример программы для изменения допустимого отклонения расстояния>
G61.1
G61.1R0.2
G61.1P1
G61.1R0.3
G61.1
M30
.................
Использование значения параметра F270 в качестве допустимого
отклонения расстояния
.................
Использование 0,2 в качестве допустимого расстояния отклонения
.................
Использование значения в соответствии с № 1 данных SMC
.................
Использование 0,3 в качестве допустимого расстояния отклонения
.................
Использование значения в соответствии с № 1 данных SMC
• Порядок действий по заданию и редактированию данных SMC
приводится в соответствующем разделе ЧАСТИ 3 Руководства по
эксплуатации.
7-22
ФУНКЦИИ ПОДАЧИ
7-13 Подача с обратным отсчетом времени: G93 (дополнительная функция)
1.
Функция и назначение
Если коррекция на радиус инструмента выполняется для команды перемещения по
плавной линии или окружности, состоящей из мелких линейных сегментов, будут
выявлены различия между контуром, заданным программой, и контуром, полученным в
результате коррекции на радиус инструмента. Команды подачи с командами G94 и G95
применяются только для траектории перемещения инструмента, существующей после
коррекции, а, следовательно, скорость инструмента в точке резания (то есть, вдоль
обрабатываемого контура) не будет поддерживаться на одном уровне, и колебания
результирующей скорости приведут к появлению полос на обрабатываемой поверхности.
При задании командного кода подачи с обратным отсчетом времени время обработки в
соответствующем кадре программы обработки не изменяется, что обеспечивает
управление для поддержания постоянной скорости подачи в точке резания (вдоль
контура, заданного программой).
Задание подачи с обратным отсчетом времени осуществляется посредством кода G93.
При выполнении кода G93 необходимо задать обратную величину времени обработки
для кадра рабочей подачи (G01, G02 или G03) посредством F кода. Диапазон значений
после адреса F составляет от 1 до 99999,999.
Внутренний расчет скорости подачи для соответствующего кадра выполняется при
помощи длины контура, заданного программой, и значения F кода.
- Для линейной интерполяции G01
Значение F
кода
=
[Скорость]
[Расстояние]
[Скорость]:
мм/мин (для метрической системы)
или
дюйм/мин (для дюймовой
системы)
[Расстояние]: мм (для метрической системы) или
дюйм (для дюймовой системы)
- Для круговой интерполяции (G02 или G03)
Значение F
кода
=
[Скорость]
[Радиус дуги]
[Скорость]:
мм/мин (для метрической системы)
или дюйм/мин (для дюймовой
системы)
[Радиус дуги]: мм (для метрической системы) или
дюйм (для дюймовой системы)
2.
Форматы программирования
- Линейная интерполяция:
G93 G01 Xx1 Yy1 Ff1
- Круговая интерполяция:
G93 G02 Xx1 Yy1 Rr1 Ff1
(Код G03 можно использовать вместо кода G02, а адреса I, J и/или K вместо R).
3.
Меры предосторожности
- Код G93 является модальным и принадлежит к той же группе G кодов, что и коды G94
(подача за минуту) и G95 (подача за оборот).
- В режиме G93 необходимо установить значение для каждого блока, так как F-коды не
были установлены в качестве модальных кодов. Если F код не введен, появится
предупредительное сообщение 816 FEEDRATE ZERO (СКОРОСТЬ ПОДАЧИ РАВНА
НУЛЮ)
- При вводе F0 во время выполнения кода G93 появится предупредительное сообщение
816 FEEDRATE ZERO (СКОРОСТЬ ПОДАЧИ РАВНА НУЛЮ).
- Для кадра вставки угла во время коррекции на радиус инструмента значение F кода в
предыдущем кадре принимается за командное значение подачи с обратным отсчетом
времени.
- При переключении с кода G93 на код G94 или G95 необходимо ввести модальный F код.
7-23
ФУНКЦИИ ПОДАЧИ
4.
Описание предупредительных сообщений
№
Сообщение
Описание
940
NO INVERSE TIME OPTION
(НЕТ ДОПОЛНИТЕЛЬНОЙ
ФУНКЦИИ ОБРАТНОГО
ОТСЧЕТА ВРЕМЕНИ)
Отсутствует дополнительная функция подачи с
обратным отсчетом времени.
941
G93 MODE (РЕЖИМ G93)
При выполнении кода G93 задан недопустимый G код*.
* Ниже перечислены недопустимые G коды:
Пропуск
G31
Блок нарезания резьбы
резцом
G32, G33
Постоянный цикл
G7, G8, G2
5.
Пример программы
Y
N01
N02
N03
N04
N05
N06
N07
N08
N09
N10
G90
G01
G00
G41
G93
G02
G03
G02
G01
G94
G40
M02
X-80.
X0
X200.
X
Y80.
Y0 D11
F500
200φ
Y-200.R100.
Y-400.R100.
Y-600.R100.
X0
X-80.
200
F5
F5
F5
F500
–200
200φ
–400
Y0
Y80.
200φ
–600
D11 = 10 мм
D11 = 20 мм
MEP053
Как показано в примере, если скорость обработки в кадрах круговой интерполяции
должна быть равна 500 мм/мин, как и в кадре линейной интерполяции (G01), необходимо
вести следующие данные:
[Скорость]
500
Значение F
=
[Радиус
кода
=
100
дуги]
7-24 E
ФУНКЦИИ ВЫДЕРЖКИ
8
ФУНКЦИИ ВЫДЕРЖКИ
С помощью команды G04 может быть задана задержка выполнения следующего кадра.
8-1
Команда выдержки по времени: (G94) G04
1.
Функция и назначение
Задание команды G04 в режиме посекундной подачи (команда G94) позволяет
задерживать выполнение следующего кадра на указанное время.
2.
Формат программирования
G94 G04 X_;
или
G94 G04 P_;
Необходимо задать значение 0,001 сек.
Для адреса P ввод десятичной точки недопустим. Ввод десятичной точки приведет к
появлению предупредительного сообщения.
3.
Подробное описание
1.
Диапазон задания времени выдержки:
Единица задаваемых
данных
2.
Диапазон для адреса Х
Диапазон значений адреса P
0,001 мм
от 0,001 до 99999,999 (сек)
от 1 до 99999999 (× 0,001 сек)
0,0001 дюйма
от 0,001 до 99999,999 (сек)
от 1 до 99999999 (× 0,001 сек)
Отсчет для команды выдержки, следующей за кадром с командой рабочей подачи, не
начинается до полного останова перемещений в этом кадре.
Команда резания в
предыдущем кадре
Следующий
кадр
Команда
выдержки
Время
выдержки
TEP053
Если команда выдержки задана в одном кадре с кодами M, S, T или B, отсчет
времени выдержки и выполнение соответствующего кода начнется одновременно.
3.
Если бит 2 параметра F92 равен «1», значение команды выдержки всегда
обрабатывается по времени, независимо от режимов G94 и G95.
8-1
ФУНКЦИИ ВЫДЕРЖКИ
4.
Примеры программ
- Если единица измерения задаваемых данных составляет 0,01 мм, 0,001 мм или 0,0001
дюйма:
G04 X 500 ;.......................................... Время выдержки = 0,5 сек
G04 X 5000 ;........................................ Время выдержки = 5,0 сек
G04 X 5. ;............................................. Время выдержки = 5,0 сек
G04 P 5000 ;........................................ Время выдержки = 5,0 сек
G04 P 12.345 ; .................................... Предупредительное сообщение
- Если единица измерения задаваемых данных составляет 0,0001 дюйма, а время
выдержки задается до кода G04:
X5. G04 ;.............................................. Время выдержки = 50 сек (аналогично X50000G04.)
8-2
Команда выдержки, заданная в числе оборотов: (G95) G04
1.
Функция и назначение
При задании команды G04 в режиме подачи за оборот (команда G95) выполнение
следующего кадра задерживается до тех пор, пока шпиндель не совершит указанное
число оборотов.
2.
Формат программирования
G95 G04 X_ ;
или
G95 G04 P_ ;
Единица измерения задаваемых данных составляет 0,001 оборота.
Для адреса P ввод десятичной точки недопустим. Ввод десятичной точки приведет к
появлению предупредительного сообщения.
3.
Подробное описание
1.
Диапазон задания количества оборотов при выполнении функции выдержки:
Единица задаваемых
данных
0,001 мм
0,0001 дюйма
2.
Диапазон для адреса Х
от 0,001 до 99999,999 (об.)
от 0,001 до 99999,999 (об.)
Диапазон значений адреса P
от 1 до 99999999 (× 0,001 об)
от 1 до 99999999 (× 0,001 об)
Отсчет для команды выдержки, следующей за кадром с командой рабочей подачи, не
начинается до полного останова перемещений в этом кадре.
Команда резания в
предыдущем
кадре
Следующий
кадр
Команда выдержки
Количество оборотов при
выдержке
(12,345 об)
TEP053
Если команда выдержки задана в одном кадре с кодами M, S-, T или B, отсчет
времени выдержки и выполнение соответствующего кода начнется одновременно.
3.
Функция выдержки также доступна в режиме блокировки станка.
8-2
ФУНКЦИИ ВЫДЕРЖКИ
4.
Во время останова шпинделя отсчет времени выдержки также прекращается. При
повторном запуске вращения шпинделя отсчет времени выдержки также начинается
заново.
5.
Если бит 2 параметра F92 равен «1», значение команды выдержки всегда
обрабатывается по времени.
6.
Данная функция требует наличия энкодера на шпинделе.
8-3
ФУНКЦИИ ВЫДЕРЖКИ
8-4 E
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
9
9-1
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
Вспомогательные функции (трехзначный M код)
Вспомогательные функции, называемые также M кодами, включают в себя команды
прямого/обратного вращения шпинделя и останова шпинделя, включения и отключения
подачи СОЖ и другие вспомогательные команды для станка с ЧПУ.
На УЧПУ выбор данных функций осуществляется посредством трехзначного М кода (за
адресом M следуют данные в трехзначном формате). В одном кадре может быть задано
до четырех M кодов.
Пример: G00 Xx1 Mm1 Mm2 Mm3 Mm4;
Если задано более четырех M кодов, будут действовать только последние четыре M кода.
• Более подробная информация о взаимосвязи доступных данных и
функция приведена в отдельном Перечне параметров/Перечне
предупредительных сообщений/Перечне М кодов.
Для M кодов M00, M01, M02, M30, M98, M99, M998 и M999 данные следующего кадра не
считываются во входной буфер, так как предварительное считывание автоматически
отключается.
M коды могут быть заданы в любом кадре, содержащем другие командные коды. Но если
M коды заданы в кадре, содержащем команды перемещения, то приоритет выполнения
будет следующим:
- Функции M кода выполняются после завершения перемещения, или
- Функции M кода выполняются одновременно с перемещением.
Приоритет выполнения зависит от технических характеристик станка.
Последовательности обработки и выполнения требуются во всех случаях для всех M
кодов, кроме M98 и M99.
Ниже перечислены шесть типов отдельных функций M кодов:
1. Запрограммированный останов: M00
При считывании данного M кода считывание следующего кадра будет остановлено.
Возможность останова таких функций станка, как вращение шпинделя или подача
СОЖ, зависит от технических характеристик станка. Работа станка возобновляется
) на панели управления. От технических
при нажатии кнопки пуска цикла (
характеристик станка также зависит возможность повторного пуска командой M00.
2. Останов по дополнительному заданию: M01
Если код M01 считывается при включенной функции меню [OPTIONAL STOP]
[ОСТАНОВ ПО ДОПОЛНИТЕЛЬНОМУ ЗАДАНИЮ], считывание будет остановлено,
также как при команде M00.
Команда M01 не учитывается, если отключена функция меню [OPTIONAL STOP]
[ОСТАНОВ ПО ДОПОЛНИТЕЛЬНОМУ ЗАДАНИЮ].
Пример:
N10 G00 X1000;
N11 M01;
N12 G01 X2000 Z3000 F600;
<состояние функции меню <[OPTIONAL STOP] [ОСТАНОВ ПО
ДОПОЛНИТЕЛЬНОМУ ЗАДАНИЮ] и работа станка>
Если функция меню включена, обработка останавливается на команде N11.
Если функция меню отключена, обработка на строке N11 не останавливается,
и строка N12 выполняется.
3. Конец программы: M02 или M30 Обычно команда конца программы задается в
последнем кадре программы обработки. Данная команда обычно применяется для
возврата в начало программы при работе в режиме обращения к памяти или для
перемотки перфоленты при работе в режиме управления через перфоленту (для
перемотки перфоленты используется команда M30). После перемотки перфоленты и
выполнения других командных кодов в данном кадре происходит автоматический
сброс данных УЧПУ.
9-1
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
Автоматический сброс по данной команде отменяет как модальные команды, так и
данные коррекции, но сброс показаний счетчика в окне заданного положения не
происходит.
УЧПУ прекратит работу по завершении перемотки перфоленты (индикатор режима
автоматического пуска гаснет). Для повторного пуска УЧПУ необходимо нажать
кнопку
CYCLE START (ПУСК ЦИКЛА).
Следует учитывать, что при повторном пуске УЧПУ после выполнения команд M02
или M30, если первая команда перемещения задается только координатным словом,
активным будет режим интерполяции, действующий в конце программы.
Следовательно, рекомендуется задавать команду первого перемещения
подходящим G кодом.
3.
Вызов подпрограммы/Конец подпрограммы: M98, M99
При помощи команды M98 происходит передача управления подпрограмме, а при
помощи команды M99 - возврат управления основной программе.
Коды M98 и M99 обрабатываются в пределах УЧПУ, поэтому сигналы M кодов и
селекторные сигналы не выводятся.
<Использование обработки в пределах УЧПУ кодов M00, M01, M02 или M30>
После считывания команд M00, M01, M02 или M30 предварительное считывание данных
автоматически прерывается. Другие операции перемотки и запуск модальных режимов
при сбросе зависят от модели станка.
Примечание 1: команды M00, M01, M02 и M30 предназначены для вывода
Примечание 2:
9-2
независимых сигналов, которые отменяются нажатием кнопки
RESET (СБРОС).
перемотка перфоленты производится, только если в устройстве
считывания данных с перфоленты предусмотрена функция перемотки.
Вспомогательные функции номер 2 (восьмизначные адреса A/B/C)
Вспомогательные функции номер 2 предназначены для позиционирования поворотного
стола. Для УЧПУ эти функции необходимо задавать восьмизначным числом (от 0 до
99999999) после адресов A, B или C. Выходные сигналы – это двоично-десятичные
сигналы данных команды и пусковые сигналы.
Коды A, B или C можно задать в любом кадре, содержащем другие командные коды. Но
если коды A, B или C заданы в кадре, содержащем команды перемещения, то приоритет
выполнения будет следующим:
- функции кода A, B или C выполняются после завершения перемещения, или
- функции кода A, B, или C выполняются одновременно с перемещением.
Приоритет выполнения зависит от технических характеристик станка.
Последовательности обработки и выполнения требуются во всех случаях для всех
вспомогательных функций номер 2.
Комбинации адресов показаны ниже. Запрещается использовать один адрес для
дополнительной оси и для вспомогательной функции номер 2.
Дополнительная ось
A
B
C
A
×
B
×
C
×
Вспомогательные функции № 2
Примечание: если адрес A задан как адрес вспомогательной функции номер 2,
использование команд линейного угла запрещено.
9-2 E
ФУНКЦИИ ШПИНДЕЛЯ
10 ФУНКЦИИ ШПИНДЕЛЯ
10-1 Функции шпинделя
10-1-1 Двоичный код частоты вращения шпинделя
При указании шестизначного числа рядом с кодом S данная функция выводит сигналы
передаточных чисел, напряжения, соответствующие заданной частоте вращения
шпинделя (об/мин) и пусковые сигналы.
Последовательность обработки и выполнения требуется для всех S команд.
Характеристики аналогового сигнала указаны ниже.
• Выходное напряжение ........от 0 до 10 В или от –8 до +8 В
• Разрешение ...........................1/4096 (2 в степени –12)
• Условия нагрузки ...................10 килоом
• Выходное сопротивление .....220 Ом
Если параметры до четырех шагов шкалы передаточных чисел заданы заранее, УЧПУ
выберет подходящий для команды S диапазон передаточных чисел, и будет выводиться
сигнал передаточного числа. Аналоговое напряжение рассчитывается в соответствии с
входным сигналом передаточного числа.
• Параметры, соответствующие отдельным передаточным числам
Ограниченная частота вращения, максимальная частота вращения, частота вращения
переключения передач и максимальная частота вращения при нарезании резьбы
метчиком.
• Параметры, соответствующие всем передаточным числам
частота вращения при ориентации, минимальная частота вращения
S код, состоящий из шести целых и трех десятичных цифр, может использоваться, если
для команды частоты вращения шпинделя доступна десятичная точка.
10-1-2 Команда частоты вращения шпинделя с десятичными цифрами
Значение команды частоты вращения шпинделя (S код) может быть задано до третьего
разряда десятичной дроби.
Десятичная точка для команды частоты вращения шпинделя
Количество цифр
Доступно
Недоступно
6 целых + 3 десятичных цифр
6 целых цифр
Доступность/недоступность десятичной точки для команды частоты вращения шпинделя
зависит от технических характеристик станка.
10-1
ФУНКЦИИ ШПИНДЕЛЯ
10-2 Диапазон значений частоты вращения шпинделя: G92
1.
Функция и назначение
Код G92 используется для задания максимальной и минимальной частоты вращения
шпинделя в адресах S и Q, соответственно.
2.
Формат программирования
G92 Ss Qq Rr;
s: Максимальная частота вращения шпинделя
q: Минимальная частота вращения шпинделя
r: Фиксированная частота вращения шпинделя (задается значением 3 для
фрезерного шпинделя).
3.
Подробное описание
Для изменения передаточного числа между шпинделем и приводным двигателем
шпинделя, можно задать четыре шага шкалы передаточных чисел с помощью
соответствующих параметров с шагом в 1 мин–1. Диапазон задается двумя способами:
вводом параметра и заданием G92 SsQq, меньшее значение задается как верхний
предел, а большее значение - как нижний предел.
В кадре с командой G92 для шпинделя необходимо присвоить аргумент «R3».
10-2 E
ФУНКЦИИ ИНСТРУМЕНТА
11
11 ФУНКЦИИ ИНСТРУМЕНТА
11-1 Функция инструмента (для станков с устройством АСИ)
Для станков, оснащенных функцией автоматической смены инструмента, можно указать
следующий инструмент с помощью команды T кода в указанном ниже формате.
Следующий инструмент – это инструмент для следующей обработки, который можно
указать, если он размещен в магазине.
Следующий инструмент в магазине можно заранее индексировать в положение
автоматической смены инструмента с помощью команды следующего инструмента.
Таким образом, сокращается время автоматической смены инструмента.
Что касается станков, оснащенных функцией ввода нескольких групп данных на
инструмент, которые требуется зарегистрировать под одним номером инструмента, то
для выбора требуемой группы данных на определенный инструмент нужно использовать
идентификационный код инструмента.
На станках без вышеупомянутой функции идентификационный код инструмента не
требуется, или пропускается, если относится к группе данных на инструмент,
зарегистрированных в первой строке данных на определенный инструмент.
Примечание: возможность зарегистрировать несколько групп данных на инструмент под
одним номером определяется техническими характеристиками станка.
T .◇◇ T△△△.◇◇ M6 ;
: Номер инструмента, который требуется сменить
◇◇: Идентификационный номер инструмента
△△△: Номер следующего инструмента
Две цифры после десятичной точки обозначают идентификационный номер инструмента
в соответствии с настройками в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ):
<Обычные инструменты>
Идентифик
ационный
номер
Отс
утст
вуе
т
A
B
C
D
E
F
G
H
J
K
L
M
◇◇
00
01
02
03
04
05
06
07
08
09
11
12
13
Идентифик
ационный
номер
N
P
Q
R
S
T
U
V
W
X
Y
Z
◇◇
14
15
16
17
18
19
21
22
23
24
25
26
<Тяжелые инструменты>
Идентифик
ационный
номер
◇◇
A
B
C
D
E
F
G
H
J
K
L
M
73
61
62
63
64
65
66
67
68
69
71
72
Идентифик
ационный
номер
N
P
Q
R
S
T
U
V
W
X
Y
Z
◇◇
74
75
76
77
78
79
81
82
83
84
85
86
11-1
11
ФУНКЦИИ ИНСТРУМЕНТА
11-2 Функция инструмента (Трехзначный Т код)
Функция инструмента также называется функцией Т кода.
Эта функция предназначена для выбора номера инструмента.
На данном УЧПУ T функция позволяет выбрать до 1000 номеров (от 0 до 999)
посредством трехзначного кода после буквы T. Выбор недопустимого T кода приведет к
появлению предупредительного сообщения 294 NO TOOL SELECT (INCORRECT TNo.)
(ВЫБОР ИНСТРУМЕНТА НЕВОЗМОЖЕН (НЕПРАВИЛЬНЫЙ НОМЕР ИНСТРУМЕНТА)).
• Диапазон значений Т кода см. в Руководстве по эксплуатации станка.
T код можно задать в одном кадре с любыми другими командами. При задании T кода
вместе с командой перемещения по оси в зависимости от технических характеристик
станка необходимо учесть следующее:
• T код не выполняется до завершения команды перемещения или
• T код не выполняется одновременно с командой перемещения.
11-3 Функция инструмента (восьмизначный T код)
Данная функция предназначена для выбора номера инструмента (от 0 до 99999999)
посредством восьмизначных данных команды, следующих за адресом T. Один кадр
может содержать только один T код.
Для выбора номера группы при помощи T кода необходимо ввести значение «0» в бит 4
параметра F94; для выбора номера инструмента необходимо ввести значение «1».
11-2 E
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12 ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-1 Коррекция на инструмент
1.
Общие сведения
Как показано на схеме ниже, доступны три типа основных функций коррекции на
инструмент: коррекция на положение/длину и радиус инструмента.
Для обозначения величины коррекции в трех перечисленных типах функций коррекции
используются номера коррекции. Ввод величины коррекции непосредственно
осуществляется при помощи панели управления или функции задания параметра. В
соответствии с установками параметра данные на инструмент в формате MAZATROL
можно также использовать для коррекции на длину инструмента и коррекции на радиус
инструмента.
Коррекция на
положение
инструмента
L1
L2
r
r
L2 + 2r (двойное расширение)
L1 – r
(Сужение)
Вид сверху
Базовая точка
Длина
инструмента
Коррекция на длину
инструмента
Вид сбоку
Коррекция на радиус
инструмента
Коррекция
в правую
сторону
Вид
сверху
Коррекция в левую
сторону
MEP055
12-1
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
2.
Выбор величины коррекции на инструмент
Величину коррекции на инструмент, соответствующую номеру коррекции, можно
предварительно задать в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ)
посредством ручного ввода данных или при помощи функции ввода данных программы
(G10).
Величины коррекции на инструмент можно выбрать посредством трех способов:
A.
Тип А
Если посредством команд D и H выбраны одинаковые номера коррекции, будет задана та
же величина коррекции.
Базовая
точка
(Dn) = an
(Hn) = an
a1
a2
MEP056
B.
Тип В
Задать H код и D код соответственно для использования общей суммы величины
коррекции на геометрию и величины коррекции на износ для коррекции на длину и радиус
инструмента.
Базовая
точка
(Hn) = bn+cn
(Dn) = dn+en
b1
c1
d1
e1
MEP057
C.
Тип С
Блоки настроек для коррекции или компенсации различаются в соответствии с типом
инструмента.
Задать H код и D код соответственно для использования общей суммы величины
коррекции на геометрию и величины коррекции на износ для коррекции на длину и радиус
инструмента.
Элементы настроек для прямого резца указаны ниже:
Z и ACT-φ для коррекции на геометрию, Z и ACT-φ для коррекции на износ.
12-2
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Базовая
точка
(Hn) = hn+kn
(Dn) = ln+mn
h1
k1
l1
m1
Элементы настроек для угловых/изогнутых инструментов указаны ниже:
X, Y, Z и ACT-φ для коррекции на геометрию, X, Y, Z и ACT-φ для коррекции на износ.
Для выбора системы координат, относительно которой значения вышеуказанных
элементов настроек указываются согласно используемой оси, необходимо использовать
бит 0 параметра K68.
Бит 0 параметра K68 = 1: Выбор системы координат
поверхности обработки.
заготовки
для
Бит 0 параметра K68 = 0: Выбор системы координат
поверхности обработки.
заготовки
независимо
Базовая
точка
выбранной
от
Базовая
точка
g1
f1
j1
l1
Y
X
i1
k1
h1
Z
m1
Система координат
заготовки
* Если бит 0 параметра K68 = 1
Z
Система координат заготовки
(Hn) (x, y, z) = (fn+in, gn+jn, hn+kn)
(Dn) = ln+mn
D740PB0123
• Подробная информации приведена в главе 23 «ОБРАБОТКА В ПЯТИ
ПЛОСКОСТЯХ
ПРИ
ПОМОЩИ
УГЛОВОГО
ИНСТРУМЕНТА
(ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)».
12-3
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Типы окна TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ)
В зависимости от области хранения данных для функций коррекции выделяют три типа
окон TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ): Тип А и тип В и тип С.
A.
Тип сохранения данных
Величины
коррекции на
длину/Радиус
различаются?
Величины
коррекции на
геометрию/износ
различаются?
Тип А
Нет
Нет
Нет
Тип В
Да
Да
Нет
Тип С
Да
Да
Да
Оси
дифференцированы?
Тип А
Как показано в таблице ниже, данные коррекции указываются для одного номера
коррекции. Различия между величинами коррекции на длину, радиус, геометрию и износ
не проводятся. То есть, одна группа данных коррекции включает все четыре фактора:
(D1) = a1,
(D2) = a2,
(Dn) = an,
B.
(H1) = a1
(H2) = a2
(Hn) = an
Номер коррекции
Величина коррекции
1
a1
2
a2
3
a3
n
an
Тип В
Как показано в таблице ниже, два типа данных коррекции могут быть заданы для одного
номера коррекции. То есть различные величины коррекции на геометрию и на износ могут
быть заданы для каждого выбранного значения длины и радиуса инструмента.
При помощи команды H выбрать данные коррекции, соответствующие длине
инструмента, а при помощи команды D выбрать данные коррекции, соответствующие
радиусу инструмента.
(H1) = b1 + c1, (D1) = d1 + e1
(H2) = b2 + c2, (D2) = d2 + e2
(Hn) = bn + cn, (Dn) = dn + en
Номер
коррекции
Длина инструмента (H)
Радиус инструмента (D) /
(Коррекция на положение)
Коррекция на
геометрию
Коррекция на износ
Коррекция на
геометрию
Коррекция на износ
1
b1
c1
d1
e1
2
b2
c2
d2
e2
3
b3
c3
d3
e3
n
bn
cn
dn
en
12-4
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
A.
Тип С
Как показано в таблице ниже, различные величины коррекции на геометрию (X, Y, Z) и на
износ (X, Y, Z), касающиеся длины инструмента, а также диаметра инструмента, могут
быть заданы для одного и того же номера коррекции.
Элемент настройки Z используется в пункте GEOMETRIC OFFSET (КОРРЕКЦИЯ НА
ГЕОМЕТРИЮ) для прямых инструментов, а также в пункте WEAR COMP. (КОРРЕКЦИЯ
НА ИЗНОС) для коррекции на длину инструмента, элемент настройки ACT-φ используется
в пункте GEOMETRIC OFFSET (КОРРЕКЦИЯ НА ГЕОМЕТРИЮ), а также настройки ACTφ(ФАКТИЧЕСКИЙ ДИАМЕТР) в пункте WEAR COMP. (КОРРЕКЦИЯ НА ИЗНОС) для
коррекции на радиус инструмента.
Элементы настройки X, Y, Z используются в пункте GEOMETRIC OFFSET (КОРРЕКЦИЯ
НА ГЕОМЕТРИЮ) для угловых/изогнутых инструментов, а также в пункте WEAR COMP.
(КОРРЕКЦИЯ НА ИЗНОС) для коррекции на длину инструмента, элемент настройки ACT-φ
используется в пункте GEOMETRIC OFFSET (КОРРЕКЦИЯ НА ГЕОМЕТРИЮ), а также
настройка ACT-φ (ФАКТИЧЕСКИЙ ДИАМЕТР) в пункте WEAR COMP. (КОРРЕКЦИЯ НА
ИЗНОС) для коррекции на радиус инструмента.
Для прямых резцов
Для угловых/изогнутых инструментов
(H1) = h1 + k1, (D1) = l1 + m1
(H2) = h2 + k2, (D2) = l2 + m2
:
:
(Hn) = hn + kn, (Dn) = ln + mn
(H1) (x, y, z) = (f1+i1, g1+j1, h1+k1), (D1) = l1+m1
(H2) (x, y, z) = (f2+i2, g2+j2, h2+k2), (D2) = l2+m2
:
:
(Hn) (x, y, z) = (fn+in, gn+jn, hn+kn), (Dn) = ln+mn
Радиус инструмента (D) / (Коррекция
положения)
Длина инструмента (H)
Offset No.
(Номер
коррекции)
4.
GEOMETRIC OFFSET
(КОРРЕКЦИЯ НА
ГЕОМЕТРИЮ
ИНСТРУМЕНТА)
WEAR COMP.
(КОРРЕКЦИЯ НА
ИЗНОС)
GEOMETRIC OFFSET
(КОРРЕКЦИЯ НА
ГЕОМЕТРИЮ
ИНСТРУМЕНТА)
WEAR COMP.
(КОРРЕКЦИЯ НА
ИЗНОС)
X
Y
Z
X
Y
Z
ACT-φ
ACT-φ
1
f1
g1
h1
i1
j1
k1
l1
m1
2
f2
g2
h2
i2
j2
k2
l2
m2
3
f3
g3
h3
i3
j3
k3
l3
m3
:
:
:
:
:
:
:
:
:
:
:
:
:
:
:
:
:
:
n
fn
gn
hn
in
jn
kn
ln
mn
Номера коррекции на инструмент (H/D)
Посредством адреса H или D можно задать номера коррекции на инструмент.
- Для коррекции на длину выбранного инструмента используется адрес H. Для коррекции
на положение или коррекции на радиус выбранного инструмента используется адрес D.
- Если номер коррекции на инструмент выбран, он не изменяется, пока не будет
использован новый адрес H или D.
- Номера коррекции в одном кадре можно задать только один раз. Если номера
коррекции заданы в одном кадре больше одного раза, будет использоваться только
номер коррекции, введенный последним.
- При задании номера коррекции, превышающего допустимый диапазон, появится
предупредительное сообщение 839 ILLEGAL OFFSET No. (НЕДОПУСТИМЫЙ НОМЕР
КОРРЕКЦИИ).
- Диапазон данных коррекции указан в таблице ниже.
Данные коррекции для каждого номера коррекции должны быть предварительно заданы
в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
12-5
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Метрическая
система
Дюймы
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип A
±1999,9999 мм
±84,50000 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Длина Геометрия
±1999,9999 мм
±84,50000 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Длина Износ
±99,9999 мм
±9,99999 дюймов
±999,9999 мм
±84,50000 дюймов
±9,9999 мм
±0,99999 дюймов
G
±1999,9999 мм
±84,50000 дюймов
GE
±999,9999 мм
±84,50000 дюймов
W EAR C O M
±99,9999 мм
±9,99999 дюймов
W EAR C O M
±9,9999 мм
±0,99999 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Диа
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Диамет
р
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ГЕОМЕТРИЮ) X, Y, Z
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ГЕОМЕТРИЮ) ACT(ФАКТИЧЕСКИЙ ДИАМЕТР)φ
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ИЗНОС) X, Y, Z
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ИЗНОС) ACT(ФАКТИЧЕСКИЙ ДИАМЕТР)φ
Примечание: номер коррекции на инструмент (H или D код) недействителен, если он не
указан в соответствующем режиме коррекции.
12-6
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-2 Задание/отмена коррекции на длину инструмента: G43, G44 или Т код/G49
1.
Функция и назначение
Команды G43 и G44 позволяют сместить конечную точку команд перемещения на
предварительно заданную величину коррекции по каждой оси. Любые различия между
заданными в программе значениями размера инструмента и фактической длины или
радиуса могут быть заданы в качестве данных коррекции посредством этих команд, за
счет чего программа становится более универсальной.
2.
Формат программирования
G43 Zz Hh .......... Коррекция на длину инструмента +
G44 Zz Hh .......... Коррекция на длину инструмента –
G49 Zz ................ Отмена коррекции на длину инструмента
3.
Подробное описание
Ниже указана взаимосвязь формата программирования и перемещения после коррекции.
1. Расстояние перемещения по оси Z
G43Z±zHh1
±z + {±h1 – (±h0)}
Величина коррекции на длину в положительном
направлении
G44Z±zHh1
±z + {±h1 – (±h0)}
Величина коррекции на длину в отрицательном
направлении
G49Z±z
±z – (±h1)
Отмена величины коррекции
h1: BA62 + Значение номера коррекции h1
h0: Величина коррекции перед кадром с кодом G43 или G44
Независимо от режима ввода (в абсолютных значениях или в виде приращений),
координаты фактической конечной точки рассчитываются посредством смещения
координаты конечной точки, заданной в программе, на величину коррекции.
Исходным состоянием (при включении питания или после команды M02) является
выполнение команды G49 (отмена коррекции на длину инструмента).
2.
Примеры программ
Нулевая точка станка
Координата
Z заготовки
(G54)
Коррекция
на длину
инстр.
H01 = 100.
+5.00.
Нулевая точка
заготовки
1. Для ввода абсолютных данных; H01 =
100.
N001 G90 G94 G00 G40 G80
N002 G91 G28 Z0
N003 T01 T00 M06
N004 G90 G54 X–100. Y0
N005 G43 Z5. H01
N006 G01 Z–50. F100
2. Для ввода данных в виде приращений;
H01 = 100.
N001 G90 G94 G00 G40 G80
N002 G91 G28 Z0
N003 T01 T00 M06
N004 G90 G54 X–100. Y0
N005 G91 G43 Z5. H01
N006 G01 Z–55. F100
NE111-00026
12-7
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Дополнительная информация
1)
Для выбора осей, по которым будет выполнена коррекция на длину
инструмента, следует использовать бит 3 параметра F92. Коррекция
(посредством кодов G43H или G44H) только по оси Z или по всем
ортогональным осям (X, Y и Z) выполняется при вводе в бит 3 параметра F92
значения «1» и «0» соответственно.
2)
Коррекция на определенную величину для кадра G43H или G44H выполняется
всегда, независимо от того, задана команда перемещения в том же кадре или
нет.
Пример программы
3)
Если бит 3 параметра F92 = 0
Если бит 3 параметра F92 = 1
G43 Hh1
G49
Перемещение на величину
коррекции по оси X, Y и Z.
Перемещение на величину
коррекции только по оси Z.
G43 Xx2 Hh2
G49
Перемещение по оси Х в заданное
положение выполняется на
величину коррекции вместе с
перемещением по оси Y и Z,
выполняемым на ту же величину
коррекции.
Перемещение по оси Х в заданное
положение выполняется на
величину коррекции вместе с
перемещением по оси Z.
G43 Yy3 Hh3
G49
Перемещение по оси Y в заданное
положение выполняется на
величину коррекции вместе с
перемещением по оси X и Z,
выполняемым на ту же величину
коррекции.
Перемещение по оси Y в заданное
положение выполняется на
величину коррекции вместе с
перемещением по оси Z.
G43 Xx4 Yy4 Zz4 Hh4
G49
Одновременное перемещение по
трем осям (X,Y,Z) в заданное
положение осуществляется
равномерно на величину
коррекции.
Одновременное перемещение по
трем осям (X,Y,Z) в заданное
положение осуществляется только
на величину коррекции по оси Z.
Если возврат в базовую точку (нулевую точку) выполняется в режиме коррекции,
данный режим отменяется после выполнения возврата.
Пример программы
G43 Hh1
G28 Zz2
При выполнении возврата в базовую точку (нулевую точку) величина
коррекции удаляется.
G43 Hh1
G49 G28 Zz2
Возврат в базовую точку после перемещения по оси Z в текущее
положение для удаления величины коррекции.
4)
Если выполняется команда G49 или H00, коррекция на длину будет сразу
отменена (будет выполнено перемещение по соответствующей оси для сброса
величины коррекции до нуля).
При использовании данных на инструмент в формате MAZATROL запрещается
использовать команду G49 в качестве кода команды отмены; в противном
случае может произойти столкновение инструмента с заготовкой, поскольку при
автоматической отмене инструмент перемещается в отрицательном
направлении по оси Z на расстояние, равное длине инструмента.
При необходимости временной отмены режима G43/G44 вместо команды G49
следует использовать команду H00.
5)
При задании номера коррекции, превышающего допустимый диапазон
технических характеристик станка, появится предупредительное сообщение 839
ILLEGAL OFFSET No. (НЕДОПУСТИМЫЙ НОМЕР КОРРЕКЦИИ).
6)
Если доступны данные коррекции на инструмент и данные на инструмент в
формате MAZATROL, выполняется коррекция на величину, равную сумме двух
вышеуказанных элементов данных.
12-8
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-3 Коррекция на положение инструмента: с G45 по G48
1.
Функция и назначение
В соответствии с данными коррекции команды G45 и G46 позволяют соответственно
увеличить или уменьшить расстояние перемещения по оси, предварительно заданное в
кадре. Аналогичным образом, команды G47 или G48 предназначены для увеличения или
уменьшения предварительно заданного расстояния путем удваивания хода коррекции.
Команда G45
Команда G46
Увеличение только за счет хода коррекции
Уменьшение только за счет хода коррекции
Внутрен
ний расчет
Внутрен
ний расчет
Ход переме
щения
Ход
перемещ
ения
Конечная
точка
Начальная
точка
Начальная
точка
Команда G47
Команда G48
Увеличение путем удваивания хода коррекции
Уменьшение путем удваивания хода коррекции
Внутрен
ний расчет
Внутрен
ний расчет
Ход
перемещ
ения
Ход
перемещ
ения
Конечная
точка
Начальная
точка
Начальная
точка
±
(Значение команды
2.
Конечная
точка
Конечная
точка
=
(Ход коррекции)
(Ход перемещения после коррекции)
Формат программирования
Формат
программирования
Функция
G45 Xx Dd
Увеличить ход перемещения за счет предварительного заданного хода
коррекции.
G46 Xx Dd
Уменьшить ход перемещения за счет предварительного заданного хода
коррекции.
G47 Xx Dd
Увеличить ход перемещения за счет предварительного заданного
удваивания хода коррекции.
G48 Xx Dd
Уменьшить ход перемещения за счет предварительного заданного
удваивания хода коррекции.
12-9
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Подробное описание
- Ниже показан пример программирования данных в виде приращений
Команда на ленте
Ход перемещения, заданный
эквивалентной командой на
перфоленте (выбранный ход
коррекции = )
Пример (с x = 1000)
G45 Xx Dd
X {x + }
= 10
= –10
X = 1010
X = 990
G45 X–x Dd
X – {x + }
= 10
= -10
X = -1010
X = -990
G46 Xx Dd
X {x – }
= 10
= -10
X = 990
X = 1010
G46 X–x Dd
X – {x – }
= 10
= -10
X = -990
X = -1010
G47 Xx Dd
X {x + 2}
= 10
= -10
X = 1020
X = 980
G47 X–x Dd
X – {x + 2}
= 10
= -10
X = -1020
X = -980
G48 Xx Dd
X {x – 2}
= 10
= –10
X = 980
X = 1020
G48 X–x Dd
X – {x – 2}
= 10
= -10
X = -980
X = -1020
- Даже если номера коррекции не заданы в кадре, содержащем команды с G45 по G48,
коррекция будет выполнена с учетом предварительно сохраненных номеров коррекции
положения инструмента.
- При задании недопустимого номера коррекции появится предупредительное сообщение
839 ILLEGAL OFFSET No. (НЕДОПУСТИМЫЙ НОМЕР КОРРЕКЦИИ).
- Данные G команды не являются модальными, а, следовательно, доступны только для
указанного кадра.
- Следует использовать данные команды во всех режимах, кроме режима постоянного
цикла. При использовании режима постоянного цикла их необходимо пропустить.
- Если внутренний расчет изменения расстояния перемещения происходит
противоположно направлению перемещения, перемещение по оси будет выполняться в
обратном направлении.
Начальная точка
Команда программы:
Конечная
точка
G48
X20.000
Ход коррекции:
+ 15,000
Фактическое перемещение:
X–10.000
MEP060
- Ниже указаны команды, которые станок выполняет, если задано расстояние
перемещения «0» с использованием режима ввода данных в виде приращений (G91):
Команда УЧПУ
G45 X0 D01
G45 X–0 D01
G46 X0 D01
G46 X–0 D01
Эквивалентная
команда
X1234
X–1234
X–1234
X1234
D01: Номер коррекции
1234: Величина коррекции для D01
Если в командах в абсолютных значениях расстояние перемещения равно «0», кадр
немедленно выполняется, а перемещение на расстояние коррекции не выполняется.
12-10
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
- При использовании команд в абсолютных значениях будет выполняться перемещение
по каждой оси из конечной точки, предварительно заданной в предыдущем кадре, в
положение, заданное в кадре, содержащем команды с G45 по G48.
То есть, если используются команды в абсолютных данных, коррекция будет выполнена
с учетом расстояния перемещения (увеличение расстояния), заданного в кадре.
4.
Примеры программ
1.
При круговой интерполяции коррекция на радиус инструмента посредством команд с
G45 по G48 может быть выполнена только для 1/4, 1/2 или 3/4 окружности, начальная
и конечная точка которой находятся на оси координат, проходящей через центр дуги.
Y
Конечная
точка
1000
(D01 = 200)
G91 G45 G03 X–1000 Y1000 I–1000 F1000 D01
Траектория
перемещения центра
инструмента
Траектория,
заданная
программой
200
Инструмент
X
Центр дуги,
заданный в
программе
2.
1000
Начальная точка
Коррекция положения инструмента с заданной командой
перемещения на 1/4 дуги.
MEP061
При одновременном задании «n» количества осей коррекция будет выполнена по
всем указанным осям на одинаковую величину. Это также относится и к
дополнительным осям, но в пределах количества одновременно управляемых осей.
G01 G45 X220. Y60. D20
(D20 = +50.000)
Y
Конечная точка после
коррекции
110.
50.
60.
50.
Запрограммированная конечная точка
X
Начальная
точка
220.
270.
MEP062
12-11
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Примечание: если при одновременной коррекции по двум осям может произойти
перерезка или недорезка заготовки, как показано на рисунке ниже, следует
использовать команды коррекции на радиус инструмента G40, G41 или
G42.
Траектория,
заданная
программой
Траектория
перемещения
центра
инструмента
Требуемый контур
G01 G45 Xx1 Dd1
Xx2 Yy2
G45 Yy3
Заготовка
Контур обработки
Y
Недорезка заготовки
X
Инструмент
: Заданное значение хода
коррекции
MEP063
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
G01 Xx1
G45 Xx2 Yy2 Dd2
Yy3
Контур
обработки
Заготовка
Требуемый контур
Y
Перерезка заготовки
X
Инструмент
Заданное значение хода
коррекции
MEP064
12-12
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Скругление углов по 1/4 окружности
Траектория
перемещения
центра
инструмента
N4
N3
Траектория,
заданная
программой
N1
N2
N3
N4
G46
G45
G45
G01
G00
G01
G03
Xx4
Xx1
Yy2
Xx3
Yy1
Ff2
Yy3
Dd1
Ii3
Y
N2
X
N1
MEP065
12-13
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
4.
Если заданы команды с G45 по G48, каждая соответствующая величина коррекции
будет равна величине, заданной номером коррекции; в отличие от команды
коррекции на длину инструмента (G43), данные команды не задают перемещения по
осям на разницу от предыдущей величины коррекции.
Траектория,
заданная
программой
Траектория перемещения центра инструмента
N111
N107
N112
N106
N108
N110
N105
30
R10
N113
N104
R20
N109
N114
N103
40
R10
N115
N102
N101
40
N116
N100
30
10
30
30
40
Начальная
точка
10
MEP066
Ход коррекции: D01 = 10,000 мм (ход коррекции на радиус инструмента)
N100
N101
N102
N103
N104
N105
N106
N107
N108
N109
N110
N111
N112
N113
N114
N115
N116
N117
%
G91
G45
G45
G45
G46
G46
G45
G47
G48
G45
G45
G45
G46
M02
G46
G01
G03
G01
X0
G02
G01
X–30.
Y–30.
X–30.
Y30.
X–30.
G03
G01
X10.
Y–40.
X–40.
G00
X40.
X100. F200
X10. Y10.
Y40.
X–20. Y20.
Y0
Y40.
J10.
J20.
X–10. Y–10. J–10.
Y–20.
Y–40.
12-14
D01
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4 Коррекция на радиус инструмента: G40, G41, G42
12-4-1 Общие сведения
1.
Функция и назначение
В соответствии со значением радиуса инструмента, предварительно выбранного
посредством G кодов (с G38 по G42) и D кодов, может быть выполнена коррекция в
любом векториальном направлении. Данная функция называется коррекцией на радиус
инструмента.
Для токарных инструментов коррекция на радиус инструмента может быть выполнена с
учетом
указанного направления (только если используется тип С коррекции на
инструмент).
2.
Формат программирования
Формат
программирования
3.
Функция
G40X_Y_
Отмена коррекции на радиус инструмента
G41X_Y_
Коррекция на радиус инструмента (с левой стороны)
G42X_Y_
Коррекция на радиус инструмента (с правой стороны)
G38 I_J_
Изменение и сохранение вектора коррекции
G39
Интерполяция по угловой дуге
Комментарии
Данные команды
могут быть заданы в
режиме коррекции на
радиус инструмента
Подробное описание
Для коррекции на радиус инструмента все команды H кода пропускаются, и доступны
только команды D кода.
Также коррекция на радиус инструмента выполняется на плоскости, заданной при
помощи команды G кода выбора плоскости или команды задания адреса по двум осям,
соответствующей коррекции на радиус инструмента. Данная коррекция выполняется
только по соответствующим осям или осям, параллельным выбранной плоскости.
• Информация о выборе плоскости посредством команды G кода дана в
Разделе 6-7.
12-4-2 Коррекция на радиус инструмента
1.
Отмена коррекции на радиус инструмента
Коррекция на радиус инструмента автоматически отменяется в следующих случаях:
- После включения питания
- После нажатия кнопки
на панели управления УЧПУ
- После выполнения команды M02 или M30 (если в этих двух кодах есть функция сброса)
- После выполнения команды G40 (команды отмены коррекции)
При отмене режима коррекции вектор коррекции становится равным нулю, и траектория
перемещения вершины режущей кромки инструмента соответствует траектории,
заданной программой.
Программы, содержащие функцию коррекции на радиус инструмента, должны быть
завершены в режиме отмены коррекции. Задать команду G40 в кадре с одной командой
(не содержащем другого G кода). В противном случае она может быть пропущена.
12-15
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
2.
Запуск коррекции на радиус инструмента
Коррекция на радиус инструмента будет запущена в режиме коррекции при выполнении
следующих условий:
- Если выполнена команда G41 или G42.
- Номер коррекции для коррекции на радиус инструмента больше нуля, но равен или
меньше максимально допустимого номера коррекции.
- Команда, используемая с командой коррекции, является командой перемещения,
отличающейся от команд, используемых для круговой интерполяции.
Коррекция выполняется только по завершении считывания трех кадров перемещения,
по возможности с диапазоном в 23 блока (включая кадр пуска), независимо от того,
используется ли режим покадровой отработки.
Во время коррекции предварительно считываются 23 кадра, а затем выполняется расчет
коррекции.
Состояние управления
Программа
обработки
T_
S_
G00_
G41_
G01_
G02_
Начало
предварительного
считывания 23 кадров
Буфер
коррекции
G01_
Буфер
предварительного
считывания
T_
S_
G00_
Выполненные
кадры
T_
S_
G00_
G41_
G41_
G01_
G01_
G02_
G02_
G02_
Выделяют два типа пуска коррекции: тип A и тип B. Автоматический выбор типа А или
типа В зависит от значения бита 4 параметра F92 .
Данные два типа запуска коррекции совпадают с типами отмены коррекции.
В нижеуказанных рисунках «s» обозначает конечную точку покадровой отработки.
12-16
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Операция запуска режима коррекции на радиус инструмента
A.
Для внутреннего угла
Прямая линия → Прямая линия
Прямая линия → Дуга
Траектория,
заданная
программой
θ
θ
r (Ход коррекции)
Траектория
перемещения
центра
инструмента
s
G42
Начальная
точка
B.
Траектория,
заданная
программой
r
s
Траектория
перемещения
центра
инструмента
Центр дуги
G42
Начальная
точка
MEP068
Для внешнего угла (тупого угла) [90° ≤ θ < 180°]
(Выбор типа A/B возможен при предварительной установке значения параметра)
Прямая линия → Прямая линия (тип A)
Прямая линия → Дуга (тип A)
Траектория
перемещения
центра
инструмента
s
r (Ход коррекции)
G41
Траектория,
заданная
программой
θ
Начальная
точка
Траектория
перемещения
центра
инструмента
s
r
G41
θ
Начальная
точка
Траектория,
Центр дуги заданная
программой
MEP069
Прямая линия → Дуга (тип B)
Прямая линия → Прямая линия (тип B)
Точка пересечения
s
Траектория
перемещения
r
центра
r
инструмента
Точка пересечения
s
Траектория
перемещения центра
r
r
инструмента
θ
G41
Траектория,
заданная
программой
Начальная
точка
G41
Начальная
точка
θ
Центр дуги
Траектория,
заданная
программой
MEP070
12-17
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
C.
Для внешнего угла (острого угла) [θ < 90°]
(Выбор типа A/B возможен при предварительной установке значения параметра)
Прямая линия → Прямая линия (тип A)
Прямая линия → Дуга (тип A)
Центр
дуги
s
Траектория перемещения
центра инструмента
r
s
Траектория,
заданная
программой
θ
r
G41
θ
G41
Начальная точка
Прямая линия → Прямая линия (тип B)
s
r
Траектория перемещения
центра инструмента
θ
r
Траектория,
заданная
программой
Прямая линия → Дуга (тип B)
Начальная
точка
Центр
дуги
s
r
G41
θ
r
Начальная точка
G41
Начальная точка
MEP071
4.
Работа в режиме коррекции
Коррекция выполняется для команд линейной или дуговой интерполяции и команд
позиционирования.
При использовании в режиме коррекции идентичные команды коррекции G41 или G42
будут пропущены.
Последовательный ввод 22 или более кадров, не включающих команды перемещения, в
режиме коррекции может привести к перерезке или недорезке заготовки.
• Описание кадров, не содержащих команды перемещения, см. в
Подразделе 12-4-3.
12-18
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
A.
Для внешнего угла
Прямая линия→ Прямая линия (0° < θ < 90°)
Прямая линия → Прямая линия (90° ≤ θ < 180°)
Траектория перемещения
r
θ
центра инструмента
s
θ
r
Траектория, заданная
Траектория,
заданная
программой
программой
Траектория перемещения
s
центра инструмента
Прямая линия → Дуга (0° < θ < 90°)
Прямая линия → Дуга (90° ≤ θ < 180°)
θ
Траектория перемещения
r
центра инструмента
s
r
r
Траектория, заданная
Траектория,
θ
r
программой
заданная
программой
Траектория
s
перемещения центра
инструмента
Центр
Центр дуги
дуги
Дуга → Прямая линия (90° ≤ θ < 180°)
Дуга → Прямая линия ( 0° < θ < 90° )
Центр дуги
Траектория,
заданная
программой
Траектория,
заданная
программой
θ
центра
r
r
Траектория
перемещения
θ
Траектория
перемещения
центра
инструмента
r
s
инструмента
r
Центр дуги
s
Дуга → Дуга (90° ≤ θ < 180°)
Дуга → Дуга (0° < θ < 90°)
Центр дуги
Траектория,
заданная
программой
Траектория,
заданная
программой
θ
θ
r
r
r
s
Траектория
перемещения
центра
инструмента
Центр дуги
Центр дуги
s
r
Траектория
перемещения
центра
инструмента
Центр дуги
MEP072
12-19
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Для внутреннего угла
B.
Прямая линия → Прямая линия (тупой угол)
Прямая линия → Прямая линия (тупой угол)
θ
r
θ
Траектория, заданная
программой
r
s
r
Траектория
перемещения центра
инструмента
Траектория
перемещения
центра
инструмента
r
Прямая линия → Дуга (тупой угол)
Траектория,
заданная
программой
Траектория,
заданная
s программой
Прямая линия → Дуга (тупой угол)
Траектория,
заданная
программой
θ
θ
Центр дуги
r
Траектория
перемещения
центра
инструмента
Траектория
перемещения центра
инструмента
s
r
s
r
Центр дуги
Дуга → Прямая линия (тупой угол)
Дуга → Прямая линия (тупой угол)
Траектория,
заданная
программой
θ
θ
Центр дуги
Траектория,
s заданная
программой
Траектория
перемещения центра
инструмента
s
r
r
Центр дуги
Дуга → Дуга (острый угол)
Дуга → Дуга (Тупой угол)
Траектория перемещения
центра инструмента
s
Траектория
перемещения
центра
инструмента
Центр дуги
θ
r
θ
Траектория,
заданная
программой Центр дуги
Центр дуги
s
Центр дуги
Траектория
перемещения
центра
инструмента
r
Траектория,
заданная
программой
12-20
MEP073
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
C.
Для дуги, конечная точка которой расположена вне нее
В области от начальной точки до конечной точки дуги выполняется интерполяция по
спиральной дуге.
Виртуальная
окружность
Траектория
перемещения
центра
инструмента
Траектория, заданная
программой
Конечная точка
дуги
r
s
r
R
Центр дуги
D.
MEP074
Для дуг, не имеющих внутренних точек пересечения
В случаях, показанных на рисунке ниже, точка пересечения дуг А и В может
присутствовать или отсутствовать, в зависимости от определенных данных коррекции. В
последнем случае программа завершается в конечной точке предыдущего кадра после
отображения предупредительного сообщения 836 NO INTERSECTION (ОТСУТСТВУЕТ
ТОЧКА ПЕРЕСЕЧЕНИЯ).
Траектория
перемещения
центра
инструмента
Останов с появлением
предупредительного сообщения
Центр дуги A
r
r
Траектория,
заданная
программой
A
B
Линия точек
пересечения между
дугами А и В
MEP075
5.
Отмена коррекции на радиус инструмента
Отмена режима коррекции на радиус инструмента происходит в следующих случаях.
- Если выполнена команда G40.
- Если выполнен код номера коррекции D00.
Однако в то же время команда перемещения не должна быть задана в режиме круговой
интерполяции. При попытке отмены коррекции при помощи
команды круговой
интерполяции появится предупредительное сообщение 835 G41, G42 FORMAT ERROR
(НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
После считывания команды отмены коррекции в буфер коррекции режим отмены
задается автоматически, и последующие кадры данных считываются в буфер
предварительного считывания, а не в буфер коррекции.
12-21
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
6.
Отмена коррекции на радиус инструмента
A.
Для внутреннего угла
Прямая линия → Прямая линия
Дуга → Прямая линия
Траектория,
заданная
программой
θ
θ
Траектория
перемещения
центра
инструмента
r (Ход коррекции)
s
Траектория,
заданная
программой
r
s
Траектория
перемещения
центра
инструмента
Центр дуги
G40
G40
Конечная точка
Конечная
точка
MEP076
B.
Для внешнего угла (тупой угол)
(Выбор типа A/B возможен при предварительной установке значения параметра)
Дуга → Прямая линия (Тип A)
Прямая линия → Прямая линия (тип A)
Траектория
перемещения
центра
инструмента
s
s
r
r (Ход коррекции)
G40
G40
Траектория,
заданная
программой
θ
Конечная точка
θ
Конечная
точка
Прямая линия → Прямая линия (тип B)
s
r
θ
Траектория,
заданная
программой
Дуга → Прямая линия (тип B)
Точка пересечения
r
G40
Центр
дуги
Траектория
перемещения
центра
инструмента
Траектория
перемещения центра
инструмента
Траектория,
заданная
программой
Конечная точка
Точка пересечения
s
r
r
G40
Конечная
точка
θ
Центр
дуги
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
MEP078
12-22
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
C.
Для внешнего угла (острого угла)
(Выбор типа A/B возможен при предварительной установке значения параметра)
Дуга → Прямая линия (Тип А)
Прямая линия → прямая линия (тип A)
Центр дуги
s
Траектория перемещения
центра инструмента
r
s
Траектория,
заданная
программой
θ
r
G40
θ
G40
Конечная точка
Конечная точка
Прямая линия → Прямая линия (тип B)
Дуга → Прямая линия (тип B)
Центр дуги
s
r
Траектория
перемещения центра
инструмента
θ
r
Траектория,
заданная
программой
s
r
G40
θ
r
Конечная точка
G40
Конечная точка
MEP079
12-23
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4-3 Коррекция на радиус инструмента при использовании других команд
1.
Интерполяция по угловой дуге
Если используется команда G39 (интерполяция по угловой дуге), координаты точек
пересечения в углах заготовки не будут рассчитаны, и будет выполнена интерполяция по
дуге с данными коррекции в качестве радиуса.
Интерполированная
дуга
Интерполированная
дуга
Точка пересечения
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
r
r
Траектория,
заданная
программой
Траектория
перемещения
центра инструмента
Точка
пересечения
(Без команды G39)
(Без команды G39)
(задана команда G39)
(задана команда G39)
Внутренняя
коррекция
Наружная коррекция
MEP080
2.
Изменение/сохранение векторов коррекции
При помощи команды G38 можно изменить или сохранить векторы коррекции во время
коррекции на радиус инструмента.
- Сохранение векторов Задание команды G38 в кадре, содержащем команды
перемещения, позволяет отменить расчет точки пересечения в этом кадре и сохранить
векторы предыдущего кадра. Данную команду можно использовать для операции
выбора или подачи.
G38 Xx Yy
- Изменение векторов
Направления новых векторов коррекции можно задать
посредством адресов I, J и K (I, J, и K зависят от выбранного типа плоскости), а данные
коррекции могут быть заданы при помощи адреса D. (Данные команды могут быть
включены в кадр, содержащий команды перемещения).
G38 Ii Jj Dd
2
r2 =
Траектория
перемещения
центра
инструмента
r1
N12
N11
i +j
j
2
× r1
r1
i
N15
N13
N14
Траектория,
заданная
программой
j
N16
N11G1Xx11 N12G38Yy12 N13G38Xx13 N14G38Xx14Yy14 N15G38Xx15IiJjDd2 N16G40Xx16Yy16
Изменение
вектора
Сохранение
вектора
12-24
NEP081
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3.
Изменение направления коррекции во время коррекции на радиус инструмента
Направление коррекции зависит от типа команды коррекции на радиус инструмента (G41
или G42) и знака (плюс или минус) данных коррекции.
G код
Знак хода коррекции
G41
G42
+
–
Коррекция с левой
стороны
Коррекция с правой
стороны
Коррекция с правой
стороны
Коррекция с левой
стороны
Направление коррекции можно изменить посредством изменения команды коррекции без
отмены режима коррекции. Но это можно сделать в любых кадрах, кроме кадра запуска
коррекции и следующего кадра.
• Информация об основных мерах предосторожности при коррекции на
радиус инструмента, о работе УЧПУ при изменении знака, дана в
Подразделе 12-4-6.
Прямая линия → Прямая линия
Траектория
перемещения
центра
инструмента
r
Траектория,
заданная
программой
r
Точка пересечения
G41
G41
r
r
r
Прямая линия ↔ Дуга
r
r
G41
G42
G41
G41
G42
Траектория, заданная
программой
r
r
r
Траектория
перемещения центра
инструмента
Траектория
перемещения центра
Дуга → Дуга
На данном рисунке
показан пример, когда
при смене направления
коррекции отсутствует
точка пересечения.
G42
инструмента
Центр дуги
G42
r
Траектория,
G41
G42
заданная
G41
программой
r
G41
G41
G42
Центр дуги
MEP082
12-25
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Возврат по прямой линии
G41
Траектория перемещения
центра инструмента
G42
r
Траектория,
заданная программой
MEP083
Дуга более чем в 360 градусов может образоваться в следующих случаях:
- При изменении направления коррекции в результате выбора кода G41/G42.
- При задании команд I, J, и K для кода G40.
Дуга в 360° или более (зависит от используемого способа коррекции)
G42
Траектория,
заданная
программой
G41
G42
Траектория перемещения
центра инструмента
4.
MEP084
Случаи временной отмены вектора коррекции
Если нижеуказанная команда используется в режиме коррекции, вектор текущей
коррекции будет временно отменен, затем режим будет включен повторно.
В данном случае перемещение будет выполнено из точки пересечения в точку без
вектора, то есть, в заданную программой точку, без перемещения для отмены режима
коррекции. При возобновлении режима коррекции перемещение также будет выполнено
непосредственно в следующую точку пересечения.
12-26
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
A.
Команда возврата в базовую точку
s
s
s
Промежуточная
точка
N5
N6
(G41)
N5 G91 G01 X–60. Y–30.
N6 G28
X–50. Y+40.
N7
X–30. Y+60.
N8
X–70. Y–40.
N7
N8
← Временный вектор 0 для коррекции в
промежуточной точке (в базовой точке, если
промежуточная точка отсутствует)
MEP085
5.
Кадры без перемещения (не включающие команды перемещения)
Кадры, приведенные ниже, не включают команды перемещения:
M03 ...................................................... Команда M
S12 ...................................................... Команда S
T45 ...................................................... Команда T
Не включают
G04 X500 ............................................ Выдержка
команды
G22 X200. Y150. Z100. ................. Команда задания запретной области обработки
перемещения
G10 P01 R50 ..................................... Команда задания хода коррекции
G92 X600. Y400. Z500. ................. Команда задания системы координат
(G17) Z40. ........................................... Команда перемещения за пределы плоскости коррекции
G90 ...................................................... Только G код
G91 X0 ................................................ Ход перемещения 0
............. Ход перемещения: 0.
A.
Если кадр без перемещения задан при пуске команды коррекции
Коррекция в вертикальном
перемещения.
N01
N02
N03
N04
X30. Y60.
G41D10
X20. Y–50.
X50. Y–20.
направлении
← Кадр без команды
осуществляется
в
следующем
N02
перемещения
N03
N01
N04
MEP086’
12-27
кадре
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Однако векторы коррекции не будут заданы, если последовательно выполняется 22
кадра или более, не включающих команды перемещения.
N01
N02
N03
N04
N05
N06
N24
N25
X30. Y60.
G41 D10
G4 X1000
F100
S500
M3
От N02 до N23
Кадры без
команды
перемещения
N24
(Точка пересечения)
N01
X20. Y–50.
X50. Y–20.
N25
MEP087’
N01
N02
N03
N04
N05
N24
N25
G41 X30. Y60. D10
G4 X1000
F100
S500
Кадры без
M3
команды
перемещения
X20. Y–50.
X50. Y–20.
От N02 до N23
N24
(Точка пересечения)
N01
N25
MEP088’
B.
Если кадр без перемещения задан при выполнении команды коррекции
Обычные векторы точки пресечения будут формироваться до тех пор, пока
последовательно не будут выполнены 22 кадра или более, не включающие команды
перемещения.
N06 G91 X100. Y200.
← Кадр без команды
N07 G04 P1000
N08 X200.
перемещения
N07
N06
N08
N08
N06
В данном положении
выполняется кадр N07
MEP089’
Векторы коррекции в вертикальном направлении будут формироваться в конечном
положении предыдущего кадра, если последовательно выполняется не менее 22 кадров,
не включающих команды перемещения.
12-28
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
N06
N07
N08
N09
N10
N29
X100. Y200.
G4 X1000
F100
S500
Кадры без
M4
команды
перемещения
X100.
N29
N29
N06
От N07 до
N28
N06
В данном случае может произойти перерезка заготовки.
MEP090’
C.
Если кадр без перемещения содержит команду отмены
Если кадр, не включающий команды перемещения, содержит команду G40, будут
отменены только векторы коррекции.
N6 X100. Y200.
N7 G40 G04P1000
N8 X100. Y50.
N8
N7
N6
MEP091
6.
Если адреса I, J и K задаются с кодом G40
Если последний из четырех кадров, содержащих команды перемещения и
предшествующих кадру с командой G40, включает команду G41 или G42, перемещение
будет выполнено, как задано программой, то есть в вертикальном направлении адресов I,
J и K от конечного положения последней команды перемещения. Таким образом, на
участке виртуальной траектории перемещения центра инструмента будет выполнена
интерполяция до точки пересечения, а затем коррекция будет отменена. Направление
коррекции остается неизменным.
Траектория
перемещения
центра
инструмента
Виртуальная
траектория
перемещения центра
инструмента
(a, b)
(i, j)
N2
A
G41
r
r
N1
N2
N1
Траектория,
заданная
программой
(G41) G1 X_
G40XaYbIiJj
MEP092
12-29
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
В данном случае следует учитывать, что, независимо от направления коррекции, расчет
координат точки пересечения будет выполнен, даже если векторы заданы неправильно,
как показано на рисунке ниже.
Траектория
перемещения
центра
инструмента
(a, b)
N2
A
G41
r
N1
Траектория,
заданная
программой
r
При этом I и J, указанные в примере
программы выше, имеют
неправильный знак
(i, j)
Виртуальная траектория
перемещения центра инструмента
MEP093
Также следует учитывать, что при расчете точки пересечения в векторе коррекции,
который становится слишком большим, в кадре перед командой G40 формируется
вертикальный вектор.
Траектория
перемещения
центра
инструмента
(a, b)
G40
A
G41
Траектория,
заданная
программой
r
(i, j)
r
Виртуальная
траектория
перемещения центра
инструмента
MEP094
Примечание: часть заготовки будет обработана дважды, если команда I/J/K в кадре с
кодом G40, предшествующая команде круговой интерполяции, задает
дугу, равную более 360 градусам.
N1
N2
N3
(G42, G91) G01X200.
G02 J150.
G40 G1X150. Y–150.I–100. J100.
r
N2
(i, j)
Траектория,
заданная
программой N1
Траектория
перемещения
центра
инструмента
r
r
G42
G40
N3
MEP095
12-30
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4-4 Угловое перемещение
Если в местах соединения кадров с командами перемещения образовалось несколько
векторов коррекции, инструмент будет перемещаться линейно (по ломаной линии) через
конечные точки векторов. Такое перемещение называется угловым перемещением.
Если для соединения требуется два разных вектора, выполняется линейная
интерполяция вокруг угла в качестве дополнения к первому перемещению соединения.
Следовательно, при покадровой отработке УП первый участок «Предыдущий кадр +
Угловое перемещение» выполняется как один кадр, а второй участок «Перемещение
соединения + Следующий кадр» - как следующий кадр.
Траектория,
заданная
программой
Траектория
перемещения
центра
инструмента
N1
N2
r
Центр дуги
r
Данное перемещение и
его скорость подачи
относятся к кадру N2.
Точка останова в режиме
покадровой отработки
MEP096
12-4-5 Прерывания во время коррекции на радиус инструмента
1.
Прерывание с помощью ручного ввода данных (MDI)
Коррекция на радиус инструмента действительна во время работы в режиме
автоматического управления, независимо от того, в каком режиме выполняется работа: в
режиме управления через перфоленту, в режиме обращения к памяти или в режиме MDI
(РУЧНОЙ ВВОД ДАННЫХ).
На рисунке ниже показано, что произойдет, если работа в режиме управления через
перфоленту или в режиме обращения к памяти будет прервана с помощью функции MDI
(РУЧНОЙ ВВОД ДАННЫХ), что приведет к прерыванию программы в кадре:
A.
Прерывание без перемещения
Траектория перемещения инструмента не изменяется
N1 G41D1
N2 X–20. Y–50.
Прерывание с помощью
ручного ввода данных (MDI)
s (Точка останова в
режиме покадровой
отработки)
N3 G3 X–40. Y40. R70. S1000 M3
N2
N3
MEP097
12-31
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
B.
Прерывание с перемещением
После прерывания векторы коррекции пересчитываются автоматически в первом
доступном кадре с командой перемещения.
Прерывание линейной
интерполяции
Прерывание с
помощью ручного
ввода данных (MDI)
N1 G41D1
s
N2 X–20. Y–50.
N3 G3 X–40. Y40. R70.
X–50. Y30.
X–30. Y–50.
s
N2
N3
MEP098
Прерывание круговой
интерполяции
N1 G41D1
Прерывание с
помощью ручного
ввода данных (MDI)
s
N2 X–20. Y–50.
N3 G3 X–40. Y40. R70.
G2 X–40. Y–40. R70.
G1 X–40.
s
N2
N3
MEP099
2.
Ручное прерывание
- В режиме ввода данных в виде приращений траектория перемещения инструмента
смещается на величину прерывания.
- В режиме ввода абсолютных данных формируется прежняя требуемая траектория
перемещения в конечной точке кадра, следующего за кадром прерывания. Данное
состояние отображено на рисунке ниже.
Прерывание
Прерывание
12-32
MEP100
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4-6 Общие меры предосторожности при коррекции на радиус инструмента
1.
Выбор величины коррекции
Величину коррекции можно выбрать путем задания номера коррекции посредством D
кода. После задания D кода он будет действителен до ввода другого D кода.
Использование H кодов для выбора величины коррекции запрещено.
D коды предназначены также для выбора данных коррекции положения инструмента.
2.
Изменение выбранных значений коррекции
Обновление выбранных значений коррекции обычно выполняется после выбора другого
инструмента во время режима отмены коррекции на радиус. Если такое обновление
происходит в режиме коррекции, то векторы в конечной точке кадра будут
рассчитываться с помощью данных коррекции, выбранных для этого кадра.
3.
Знак данных коррекции и траектория перемещения центра инструмента
При использовании данных коррекции со знаком минус (–) происходит то же самое, что и
при взаимной замене команд G41 и G42. Следовательно, если центр инструмента должен
перемещаться по наружной стороне заготовки, он будет перемещаться по внутренней. И
наоборот, если центр инструмента должен перемещаться по внутренней стороне
заготовки, он будет перемещаться по наружной.
Примеры программ показаны ниже. Как правило, данные коррекции задаются со знаком
плюс (+). Если центр инструмента должен перемещаться, как показано на рисунке (a), при
изменении знака данных коррекции на минус (-) он будет перемещаться по другой
стороне заготовки, как показано на рисунке (b). И наоборот, если центр инструмента
должен перемещаться, как показано на рисунке (a), при изменении знака данных
коррекции на плюс (+) он будет перемещаться по другой стороне заготовки, как показано
на рисунке (b). Таким образом, можно создать одну перфоленту для обработки по
внутренней и наружной стороне заготовки. При помощи соответствующих данных
коррекции можно задать допустимое отклонение размера для обеих форм (однако тип A
должен быть использован при запуске коррекции или при отмене).
Заготовка
Заготовка
Траектория
перемещения
центра
инструмента
G41 ход коррекции в
положительном направлении или
G42 ход коррекции в
отрицательном направлении
(a)
Траектория
перемещения
центра
инструмента
G41 ход коррекции в
отрицательном направлении или
G42 ход коррекции в
положительном направлении
(b)
12-33
MEP101
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4-7 Обновление номера коррекции в режиме коррекции
Как правило, обновлять номера коррекции в режиме коррекции не следует. Если
изменение выполнено, центр инструмента будет перемещаться, как показано ниже.
Если номер коррекции (данные коррекции) изменен
G41 G01
Dr1
α = 0, 1, 2, 3
N101 G0α Xx1 Yy1
N102 G0α Xx2 Yy2
Dr2 Команда смены номера коррекции
N103
Xx3 Yy3
1.
Перемещение по прямой линии, переходящей в другую прямую линию
Используется ход
коррекции, выбранный в
кадре N102.
Используется ход
коррекции, выбранный в
кадре N101.
Траектория
перемещения
центра
инструмента
r2
r1
r1
N102
r2
N101
N103
Траектория,
заданная
программой
Траектория
перемещения
центра инструмента
r1
Траектория,
заданная
программой
r1
r1
N101
r1
N102
r2
N103
r2
MEP102
12-34
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
2.
Перемещение по прямой линии, переходящей в дугу
Траектория
перемещения
центра
инструмента
r2
Траектория,
заданная
программой
N102
G02
r1
r1
N101
Траектория
перемещения
центра
инструмента
Центр дуги
r1
r1
Траектория,
заданная
программой
N101
r1
r1
N102
G03
r2
Центр дуги
3.
MEP103
Перемещение по дуге, переходящей в другую дугу
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
r1
N101
r1
r2
N102
Центр дуги
Центр дуги
r1
r1
Траектория
перемещения
центра
инструмента
N102
r1
r1
N101
r2
Центр дуги
Траектория,
заданная
программой
Центр дуги
MEP104
12-35
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-4-8 Перерезка заготовки в результате коррекции на радиус инструмента
При отсутствии функции проверки на столкновение в нижеперечисленных случаях может
произойти перерезка заготовки.
1.
Обработка по
инструмента
внутренней
стороне
дуги,
радиус
которой
меньше
радиуса
Если радиус заданной дуги меньше радиуса инструмента, в результате коррекции
внутренней стороны дуги может произойти перерезка заготовки.
Траектория перемещения центра инструмента
Траектория, заданная
программой
R
Дуга, заданная программой
Перерезка заготовки
2.
MEP105
Обработка паза, радиус которого меньше радиуса инструмента
Если при коррекции на радиус инструмента направление перемещения центра
инструмента становится противоположным заданному в программе, может произойти
перерезка заготовки.
Траектория перемещения центра инструмента
Траектория, заданная программой
Противополо
жное
направление
Перерезка заготовки
3.
Обработка выступа, высота которого меньше радиуса инструмента
12-36
MEP106
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Траектория перемещения центра инструмента
Траектория, заданная программой
Перерезка заготовки
4.
MEP107
Взаимосвязь между запуском коррекции на радиус инструмента и резанием по оси Z
Как правило, в начале резания на допустимом расстоянии от заготовки выполняется
коррекция на радиус (обычно в плоскости XY), а затем происходит обработка заготовки по
оси Z. В то же время, если требуется разделить процесс обработки по оси Z на две части:
быструю и рабочую подачу, что должно быть сделано только после того, как ось Z будет
близко расположена к заготовке, необходимо использовать следующие приемы
программирования:
При написании аналогичной программы:
N01
N02
N03
N22
N24
G91 G00 G41 X500. Y500. D1
S1000
M3
Траектория
перемещения
центра
инструмента
G01 Z–300. F1
Y100. F2
N24
N24
От N02 до N21
N22
N22: перемещение
вниз по оси Z
(1 кадр)
Y
N01
Y
N01
Z
X
MEP108’
В данной программе все кадры до N24 могут быть считаны при запуске коррекции,
заданной в кадре N01. Следовательно, УЧПУ оценивает взаимосвязь между кадрами N01
и N24 и правильно выполняет коррекцию, как показано на рисунке выше.
Ниже дан пример программы, в которой кадр N22 из вышеуказанной программы был
разделен на две части.
N01
N02
N03
N22
N23
N24
G91 G00 G41 X500. Y500. D1
S1000
M3
N01
Z–250.
G01 Z–50. F1
Y100. F2
От N02 до
N21
N24
N22
N23
N24
Y
Перерезка
заготовки
Z
N01
X
X
MEP109’
12-37
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
В данном случае последующие 22 кадра (с N02 по N23) не содержат команд
перемещения, соответствующих плоскости XY и соответствующий кадр N6 не может быть
считан при запуске коррекции, заданной в кадре N01. В результате коррекция будет
выполнена только с учетом данных кадра N01, а, следовательно, УЧПУ не сможет
создать векторы коррекции при запуске коррекции. Это приведет к перерезке заготовки,
как показано на рисунке ниже.
Однако даже в этом случае можно предотвратить перерезку заготовки, если командный
код, в котором задано перемещение инструмента в направлении, совпадающем с
направлением после перемещения вниз по оси Z, введен непосредственно перед кадром
резания по оси Z.
N01 G91 G00 G41 X500. Y400. D1
Y100. S1000
N02
N03 M3
N22
Z–250.
N23 G01 Z–50. F1
Y100. F2
N24
N24
От N03 до
N21
N24
N24
N22
От N03 до
N21
N02
N02
N23
Y
Y
N01
N01
Z
X
MEP110’
В вышеуказанном примере программы правильная коррекция обеспечена, поскольку
направление перемещения центра инструмента в кадре N02 совпадает с направлением в
кадре N24.
12-4-9 Проверка на возможность столкновений
1.
Общие сведения
Даже при коррекции на инструмент в радиальном направлении посредством обычной
коррекции на радиус инструмента, основанной на предварительном считывании двух
кадров, инструмент может врезаться в заготовку. Такое состояние называется
столкновением, а функция для предотвращения таких столкновений называется
проверкой на возможность столкновений.
Существуют следующие два типа проверки на возможность столкновений, выбор которых
осуществляется посредством бита 5 параметра F92.
Функция
Параметр
Принцип работы
Функция проверки
на возможность
столкновений/пред
упредительное
сообщение о
столкновении
Отмена функции
проверки на возможность
столкновений/предупреди
тельного сообщения о
столкновении
Система будет остановлена с
предупредительным сообщением,
появившимся до выполнения кадра
обработки.
Функция проверки
на возможность
столкновений/пред
отвращение
столкновения
Отмена функции
проверки на возможность
столкновений/предотвра
щение столкновения
Траектория изменяется для предотвращения
столкновения.
12-38
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Пример:
(G41)
N1 G90 G1 X–50. Y–100.
N2 X–70. Y–100.
N3 X–120. Y0
Траектория предотвращения
столкновения
Наружный
диаметр
инструмента
N3
N1
N2
Обработка в
кадре N2
Обработка в
кадре N2
MEP111
- Для функции предупреждения о столкновении Предупредительное сообщение
появляется до выполнения кадра N1. Обработка может быть продолжена путем
обновления программы, например,
N1 G90 G1 X–20. Y–40.
Применение функции коррекции буфера.
- Для функции предотвращения столкновений Векторы предотвращения столкновений
формируются с помощью расчета точки пересечения, выполняемого в кадрах N1 и N3.
[2]
+
[4]’
[3]’
[1]
N3
[2]’
[3]
[4]
[1]’
N1
N2
MEP112
Проверка вектора [1] [4]' → столкновение отсутствует
↓
Проверка вектора [2] [3]' → столкновение отсутствует
↓
Проверка вектора[3] [2]' → Столкновение → Удаление вектора [3] [2]' → Удаление вектора [4] [1]'
В результате вышеуказанных действий действительными векторами являются [1] [2] [3]' и
[4]'. Следовательно, траектория, соединяющая векторы [1] [2] [3]' и [4], является обходной
во избежание столкновения.
12-39
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
2.
Подробное описание
A.
Случай, когда существует возможность столкновения
Если в трех из 23 предварительно считываемых кадров заданы команды перемещения,
возможность столкновения будет обнаружена при пересечении векторов расчета
коррекции в соединениях кадров с отдельными командами перемещения.
Траектория перемещения
центра инструмента
Траектория,
заданная
программой
r
N1
N3
Пересечение
векторов
N2
B.
MEP113
Случаи, когда проверка на возможность столкновений не может быть выполнена
- Когда считывание трех из 23 кадров, содержащих команды перемещения, невозможно
(поскольку 21 или более кадров не содержат команд перемещения).
- Когда четвертый и последующий кадр с командами перемещения сталкиваются друг с
другом.
Траектория перемещения
центра инструмента
N6
N1
N2
Траектория,
заданная
программой
N5
Проверка на возможность
столкновений невозможна.
N3
N4
MEP114
C.
Перемещения во время предотвращения столкновения
Ниже показаны перемещения во время предотвращения столкновения:
Траектория перемещения центра
инструмента
Траектория,
заданная
программой
N3
N1
N2
MEP115
12-40
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Вектор сплошной линией: действительный
Вектор пунктирной линией: недействительный
Траектория перемещения центра инструмента при
предотвращении столкновения
Траектория перемещения центра инструмента без проверки на
возможность столкновений
Траектория, заданная программой
N3
N2
N1
Траектория перемещения центра инструмента при
предотвращении столкновения
Линейное
перемещение
Траектория перемещения центра инструмента
без проверки на возможность столкновений
r
Траектория, заданная программой
N3
N2
N1
Центр дуги
r
MEP116
Вектор предотвращения
N3
N2
Траектория
перемещения центра
инструмента
Траектория,
заданная
программой
При удалении всех линейных
векторов предотвращения
столкновения формируется
новый вектор предотвращения,
как показано справа.
Следовательно, происходит
предотвращение столкновения.
N1 Вектор
предотвращения
N4
r2
r1
N3
Вектор
предотвращения 1
Вектор
предотвращения 2
Траектория перемещения
центра инструмента 2
N2
r1
r2
N1
Траектория перемещения
центра инструмента 1
Траектория,
заданная
программой
MEP117
12-41
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
На рисунке ниже часть паза остается необработанной:
Траектория
предотвращения
столкновения
Траектория
перемещения
центра
инструмента
Траектория,
заданная
программой
MEP118
3.
Предупредительные сообщения о столкновении
Ниже перечислены случаи, в которых появляется предупредительное сообщение о
столкновении 837 TOOL OFFSET INTERFERENCE ERROR (ОШИБКА ВСЛЕДСТВИЕ
СТОЛКНОВЕНИЯ ПРИ КОРРЕКЦИИ НА ИНСТРУМЕНТ).
При выборе функции проверки на возможность столкновений и предупредительных
сообщений о столкновении
1) Если все векторы в конечной точке текущего кадра удалены:
до выполнения кадра N1, если векторы с 1 по 4 в конечном положении кадра N1 будут
удалены, как показано на рисунке ниже, появится предупредительное сообщение.
N1
1
N2
2, 3
N3
4
MEP119
12-42
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
При выборе функции проверки на возможность столкновений и предотвращения
столкновения
2) Если все векторы в конечном положении текущего кадра удалены, но остаются
действующие векторы в конечном положении следующего кадра:
-
Как показано на рисунке ниже, с помощью функции проверки на возможность
столкновений в кадре N2 будут удалены все векторы в конечном положении этого
кадра, но векторы в конечном положении кадра N3 останутся действующими.
В данном случае ошибка возникнет в конечном положении кадра N1.
N4
3
4
Аварийный
останов
N3
N2
2
1
N1
MEP120
-
На рисунке ниже направление перемещения изменится на противоположное в
кадре N2.
В данном случае ошибка возникнет до выполнения кадра N1.
1, 2, 3, 4
N4
N1
N2
N3
MEP121
12-43
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
3)
Если векторы предотвращения не могут быть сформированы:
векторы предотвращения не всегда образуются, даже если выполняются условия
для их формирования. И даже после формирования векторы предотвращения могут
препятствовать выполнению кадра N3.
Таким образом, ошибка возникает в конечном положении кадра N1, если эти векторы
пересекаются под углом 90 градусов и более.
Аварийный
останов
N1
Аварийный
останов
N1
N2
N2
N4
θ
N4
N3
θ: Угол пересечения
N3
4)
MEP122
Если после коррекции направление перемещения инструмента противоположно
направлению, заданному программой:
для программы обработки параллельных или расширяющихся к низу пазов, ширина
которых меньше диаметра инструмента, программа может определить возможность
столкновения, даже если фактическое столкновение отсутствует.
Траектория,
заданная
программой
Траектория
перемещения центра
инструмента
Останов
MEP123
12-44
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-5 Трехмерная коррекция на радиус инструмента (дополнительная функция)
Трехмерная коррекция на радиус инструмента выполняется для коррекции инструмента в
трехмерном пространстве в соответствии с предварительно заданными векторами
коррекции.
12-5-1 Описание функции
Инструмент
Координаты центра
инструмента
(x’, y’, z’)
r
(I, J, K) Вектор, перпендикулярный к
плоскости
Радиус
инструмента
Z (K)
Заготовка
Координаты,
заданные в
программе
(x, y, z)
Вектор трехмерной
коррекции
Y (J)
X (I)
MEP124
Как показано на рисунке выше, инструмент перемещается через радиус инструмента r в
направлении вектора, перпендикулярного к плоскости (I, J, K) из координат, заданных в
программе (x, y, z), в координаты центра инструмента, для которого выполняется
коррекция (x’, y’, z’). В отличие от двухмерной коррекции на радиус инструмента, при
которой формируются векторы, перпендикулярные направлению (I, J, K), при трехмерной
коррекции на радиус формируются векторы в направлении (I, J, K). (Векторы
формируются в конечной точке данного кадра). Компоненты оси векторов трехмерной
коррекции равны:
I
•r
Hx =
2
I + J2 + K2
Hy =
J
2
•r
2
2
I +J +K
K
•r
2
2
2
I +J +K
Следовательно, координаты центра инструмента (x’, y’, z’) определяются по следующим
формулам:
x’ = x + Hx
y’ = y + Hy
z’ = z + Hz
где (x, y, z) обозначают координаты, заданные программой.
Примечание 1: трехмерные векторы (Hx, Hy, Hz) – это векторы, перпендикулярные к
плоскости, аналогичные векторам, перпендикулярным к плоскости в
направлении (I, J, K) и имеющим величину, равную r (радиус
инструмента).
Примечание 2: если параметр F11 имеет значение, отличное от 0, значение параметра
Hz =
F11 будет использоваться как
12-45
I2 + J2 + K2 .
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-5-2 Методы программирования
1.
G коды и их функции
Параметр и его описание
G код
2.
Ход коррекции в положительном
направлении
Ход коррекции в отрицательном
направлении
Номер
коррекции D00
G40
команда отмены трехмерной
коррекции на радиус инструмента
Команда отмены
Команда отмены
G41
команда коррекции в направлении
(I, J, K)
команда коррекции в направлении,
противоположном (I, J, K)
Команда отмены
G42
команда коррекции в
направлении, противоположном
(I, J, K)
команда коррекции в направлении (I, J, K)
Команда отмены
Данные коррекции
Для радиуса инструмента r, на который необходимо выполнить коррекцию, номер
коррекции, под которым задана величина коррекции, должен быть выбран посредством
D.
3.
Пространство, в котором выполняется коррекция
Пространство, в котором выполняется коррекция, определяется командами адресов осей
(X, Y, Z, U, V, W), которые включены в начальный кадр трехмерной коррекции на радиус
инструмента. Если оси U, V и W рассматриваются в качестве вспомогательных к осям X,
Y и Z соответственно, приоритетными будут оси X, Y или Z, если ось X и U (или Y и V, или
Z и W) выбраны одновременно. Оси координат, для которых адреса не заданы, будут
рассматриваться как оси X, Y и Z соответственно.
Пример:
4.
G41 Xx1 Yy1 Zz1 Ii1 Jj1 Kk1
G41 Yy2 Ii2 Jj2 Kk2
G41 Xx3 Vv3 Zz3 Ii3 Kk3
G41 Ww4 Ii4 Jj4 Kk4
пространство XYZ
пространство XYZ
пространство XVZ
пространство XYW
Запуск трехмерной коррекции на радиус инструмента
Номер коррекции D и векторы, перпендикулярные к плоскости (I, J, K), должны быть
заданы в одном кадре с кодом команды трехмерной коррекции на радиус инструмента
G41 (или G42). В данном случае (I, J, K) необходимо задать для каждой из осей X, Y и Z.
Если данная настройка вектора не выполнена (доступна установка нуля для I, J или K),
будет включен режим обычной коррекции на радиус инструмента. Однако если станок не
оснащен функцией трехмерной коррекции на радиус инструмента, появится
предупредительное сообщение 838 3-D OFFSET OPTION NOT FOUND (НЕ НАЙДЕНА
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ ТРЕХМЕРНОЙ КОРРЕКЦИИ).
G41 (G42) Xx1 Yy1 Zz1 Ii1 Jj1
Kk1 Dd1
G41 (G42) : команда трехмерной коррекции на радиус инструмента
X, Y, Z
: команда перемещения по каждой оси и определения пространства
коррекции
I, J, K
: команда обозначения направления
перпендикулярных к плоскости
D
: номер коррекции
коррекции
в
векторах,
Для запуска трехмерной коррекции на радиус инструмента используются режимы G00
или G01. При использовании режимов G02 или G03 появится предупредительное
сообщение 835 G41, G42 FORMAT ERROR (НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
12-46
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Пример 1: если команды перемещения заданы:
G41 Xx1 Yy1 Zz1 Ii1 Jj1 Kk1 Dd1
Траектория
перемещения
центра
инструмента
Вектор трехмерной
коррекции
Траектория,
заданная
программой
Начальная
точка
MEP125
Пример 2: если команды перемещения не заданы:
G41 Ii2 Jj2 Kk2 Dd2
Траектория
перемещения
центра
инструмента
Вектор
трехмерной
коррекции
Начальная
точка
MEP126
5.
Во время трехмерной коррекции на радиус инструмента
Задать команды перемещения и команды векторов, перпендикулярных к плоскости:
Xx3 Yy3 Zz3 Ii3 Jj3
Kk3
Пример 1: если команды перемещения и команды векторов, перпендикулярных к
плоскости заданы:
Xx3 Yy3 Zz3 Ii3 Jj3 Kk3
Траектория
перемещения
центра
инструмента
Новый
вектор
Старый
вектор
Траектория,
заданная
программой
Начальная точка
MEP127
12-47
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Пример 3: команды векторов, перпендикулярных к плоскости не заданы:
Новый вектор равен старому вектору.
Xx4
Yy4
Траектория
перемещения центра
инструмента
Zz4
Новый
вектор
Старый
вектор
Начальная точка
Траектория,
заданная
программой
MEP128
Пример 4: резание по дуге или винтовое резание:
Новый вектор равен старому вектору.
G02 Xx5 Yy5 (Zz5) Ii0 Jj0
или
G02 Xx5 Yy5 (Zz5) Rr0
I и J(K) обозначают центр дуги.
(дуга с обозначенным радиусом).
Траектория
перемещения центра
инструмента
Новый
вектор
Старый
вектор
Начальная
точка
Траектория,
заданная
программой
MEP129
Дуга смещается на длину вектора.
Пример 5: для изменения данных коррекции:
Задать номер коррекции D в одном кадре с командой трехмерной коррекции
на радиус инструмента G41 или G42. Для изменения данных коррекции
используется режим G00 или G01. При использовании режима обработки по
дуге появится предупредительное сообщение 835 G41, G42 FORMAT ERROR
(НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
G41 Xx0 Yy0 Zz0 Ii0 Jj0 Kk0 Dd1
G41 Xx6 Yy6 Zz6 Ii6 Jj6 Kk6 Dd2
Траектория перемещения
центра инструмента
Новый
вектор
Старый вектор
Начальная точка
Траектория, заданная
программой
12-48
MEP130
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Пример 6: для изменения направления коррекции:
G41 Xx0 Yy0 Zz0 Ii0 Jj0 Kk0 Dd1
G42 Xx0 Yy0 Zz0 Ii0 Jj0 Kk0
Траектория перемещения
центра инструмента
Траектория, заданная
программой
Старый вектор
Новый вектор
Начальная точка
MEP131
Для изменения направления коррекции используется режим G00 или G01. При
использовании режима обработки по дуге появится предупредительное сообщение 835
G41, G42 FORMAT ERROR (НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
6.
Отмена трехмерной коррекции на радиус инструмента
Составить программу следующим образом:
G40 Xx7 Yy7 Zz7
Для отмены трехмерной коррекции на радиус инструмента используются режимы G00
или G01. При использовании режимов G02 или G03 появится предупредительное
сообщение 835 G41, G42 FORMAT ERROR (НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
Пример 1: если команды перемещения заданы:
G40 Xx7 Yy7 Zz7
Траектория
перемещения
центра
инструмента
Старый
вектор
Начальная
точка
Траектория,
заданная
программой
Конечная
точка
MEP132
Пример 2: если команды перемещения не заданы:
G40 (or D00)
Старый
вектор
Траектория, заданная
программой
12-49
Траектория
перемещения
центра
инструмента
MEP133
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-5-3 Взаимодействие с другими функциями
1.
Коррекция на радиус инструмента
Если для одной из осей X, Y и Z не выполнена установка векторов,
перпендикулярных плоскости (I, J, K), в первом кадре трехмерной коррекции на
радиус инструмента, будет выбран обычный режим коррекции на радиус
инструмента.
2.
Коррекция на длину инструмента
Коррекция на длину инструмента выполняется в соответствии с координатами,
существующими после выполнения трехмерной коррекции на радиус инструмента.
3.
Коррекция положения инструмента
Коррекция положения инструмента выполняется в соответствии с координатами,
существующими после выполнения трехмерной коррекции на радиус инструмента.
4.
При выборе постоянного цикла появится предупредительное сообщение 901
INCORRECT FIXED CYCLE COMMAND (НЕВЕРНАЯ КОМАНДА В ПОСТОЯННОМ
ЦИКЛЕ).
5.
Масштабирование
Трехмерная коррекция на радиус инструмента выполняется в соответствии с
координатами, существующими после масштабирования.
6.
Проверка положения в нулевой точке (G27) Отмена данных текущей коррекции не
происходит.
12-5-4 Общие примечания по трехмерной коррекции на радиус инструмента
1.
Команды D кода доступны только после задания команды G41 или G42, несмотря на
то, что они используются для выбора номеров коррекции. Если команда D кода не
задана, предыдущая команда D кода становится доступной.
2.
Для изменения режима коррекции, направления коррекции и данных коррекции
используется режим G00 или G01. При попытке внесения указанных изменений при
помощи команды круговой интерполяции появится предупредительное сообщение
835 G41, G42 FORMAT ERROR (НЕВЕРНЫЙ ФОРМАТ КОМАНД G41, G42).
3.
В режиме трехмерной коррекции на радиус инструмента с использованием
пространства трехмерная коррекция на радиус инструмента не может быть
выполнена с использованием другого пространства. Для выбора другого
пространства коррекции должен быть выполнен код команды отмены (G40 или D00).
Пример:
G41
G41
X_ Y_ Z_ I_ J_ K_
для запуска коррекции в пространстве XYZ
U_ Y_ Z_ I_ J_ K_
для запуска коррекции в пространстве XYZ
при выполнении заданного перемещения по
оси U
4.
При выборе номера коррекции, превышающего диапазон от 1 до максимально
допустимого номера, появится предупредительное сообщение 839 ILLEGAL OFFSET
No. (НЕДОПУСТИМЫЙ НОМЕР КОРРЕКЦИИ).
5.
Для отмены трехмерной коррекции на радиус инструмента может быть использован
только командный код G40 или D00. Отмена посредством нажатия кнопки сброса
УЧПУ (
6.
) или функций внешнего сброса невозможна.
Если длина вектора заданная (I, J, K), превышает допустимые значения
появляется предупредительное сообщение.
12-50
2
2
2
I +J +K ,
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-6 Ввод данных программы: G10
1.
Функция и назначение
Команда G10 предназначена для ввода и изменения данных коррекции на инструмент,
данных коррекции на заготовку и данных параметра в текущей программе.
2.
Форматы программирования
A.
Программирование коррекции на заготовку
- Формат программирования исходных данных о заготовке
G10 L2 P_ Xp_ Yp_ Zp_α_ (α: : Дополнительная ось)
P0: Смещение системы координат (Дополнительная функция)
P1: G54
P4: G57
P2: G55
P5: G58
P3: G56
P6: G59
Данные команд P, не перечисленные выше, обрабатываются как P = 1.
Если установка команды P не учитывается, данные коррекции на заготовку будут
обрабатываться как действительные на данный момент данные.
- Формат программирования исходных данных о дополнительной заготовке
G10 L20 P_ Xp_ Yp_ Zp_α_ (α: Дополнительная ось)
P1:
G54.1 P1
P2:
G54.1 P2
P299: G54.1 P299
P300: G54.1 P300
Диапазоны значений данных адресов осей указаны в таблице ниже:
B.
Метрическая
система
Дюймовая система
Ось линейного
перемещения
±99999,9999 мм
±9999,99999 дюйма
Ось вращения
±99999,9999°
±99999,9999°
Программирование коррекции на инструмент
- Формат программирования для данных коррекции на инструмент типа A
G10 L10 P_R_
P: Номер коррекции R:
Величина коррекции
- Формат программирования данных коррекции на инструмент типа B
G10 L10 P_R_
G10 L11 P_R_
G10 L12 P_R_
G10 L13 P_R_
Коррекция на геометрию относительно длины
Коррекция на износ относительно длины
Коррекция на геометрию относительно диаметра
Коррекция на износ относительно диаметра
12-51
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
*
Формат программирования данных коррекции на инструмент типа C
G10 L10 P_R_
G10 L11 P_R_
G10 L12 P_R_
G10 L13 P_R_
G10 L14 P_R_
G10 L15 P_R_
G10 L16 P_R_
G10 L17 P_R_
Коррекция на длину; Геометрия по оси Z
Коррекция на длину; Коррекция износа по оси Z
Коррекция на радиус (Геометрия)
Коррекция на радиус (Коррекция износа)
Коррекция на длину; Геометрия по оси X
Коррекция на длину; Коррекция износа по оси X
Коррекция на длину; Геометрия по оси Y
Коррекция на длину; Коррекция износа по оси Y
Диапазоны значений для ввода данных коррекции на инструмент (R) указаны в таблице
ниже:
Метрическая
система
Дюймы
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип A
±1999,9999 мм
±84,50000 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Длина Геометрия
±1999,9999 мм
±84,50000 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Длина Износ
±99,9999 мм
±9,99999 дюймов
±999,9999 мм
±84,50000 дюймов
±9,9999 мм
±0,99999 дюймов
G
±1999,9999 мм
±84,50000 дюймов
GE
±999,9999 мм
±84,50000 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ИЗНОС) X, Y, Z
W EAR C O M
±99,9999 мм
±9,99999 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ИЗНОС) ACT-φ
W EAR C O M
±9,9999 мм
±0,99999 дюймов
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Диа
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип B
Диамет
р
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ГЕОМЕТРИЮ) X, Y, Z
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) Тип C
(КОРРЕКЦИЯ НА ГЕОМЕТРИЮ) ACT(ФАКТИЧЕСКИЙ ДИАМЕТР)φ
C.
Программирование данных параметров
G10 L50................ Включение режима ввода параметров
N_P_R_
N_R_
G11 ..................... Отключение режима ввода параметров
N: Номер параметра
P: Номер оси (для параметров, предназначенных для ввода данных перемещений по оси)
R: Данные параметра
Нужно задать параметры с адресом N, как показано в таблице ниже:
Параметр
N: Номер
P: Номер оси
A
от 1 до 200
от 1001
до 1200
—
B
от 1 до 200
от 2001
до 2200
—
C
от 1 до 200
от 3001 до 3200
—
D
от 1 до 144
от 4001 до 4144
—
E
от 1 до 144
от 5001 до 5144
—
F
от 1 до 336 (кроме с 47 по 66)
от 6001 до 6336
—
I
от 1 до 36
от 9001 до 9036
от 1 до 32
J
от 1 до 576
от 10001 до 10576
—
K
от 1 до 288
от 11001 до 11288
—
12-52
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
L
от 1 до 288
от 12001 до 12288
—
M
от 1 до 72
от 13001 до 13072
от 1 до 32
N
от 1 до 72
от 14001 до 14072
от 1 до 32
P
от 1 до 5
от 150001 до 150005
от 1 до 32
S
от 1 до 72
от 16001 до 16072
от 1 до 32
SV
от 1 до 384
от 17001 до 17384
от 1 до 32
SP
от 1 до 256
от 18001 до 18256
от 1 до 8
SA
от 1 до 250
от 19001 до 19250
от 1 до 8
BA
от 1 до 264
от 20001 до 20264
—
TC
от 1 до 308
от 21001 до 21308
—
SU
от 1 до 168
от 22001 до 22168
—
SD
от 1 до 168
от 23001 до 23168
—
MS
от 1 до 132
от 25001 до 25132
—
US
от 1 до 90
от 26001 до 25090
—
• подробная информация о диапазоне значений данных параметра
приводится в «Перечне параметров/Перечне предупредительных
сообщений/Перечне M кодов».
3.
Подробное описание
A.
Ввод координат нулевой точки заготовки
1.
2.
3.
4.
5.
6.
Команда G10 не является командой перемещения. Данную команду следует
использовать в одном кадре только со следующими G кодами: G21, G22, с G54 по
G59, G90 и G91.
Запрещается задавать команду G10 в одном кадре с командой постоянного цикла
или командой вызова подпрограммы. Это приведет к сбоям в работе или появлению
предупредительного сообщения.
Независимо от типа коррекции на заготовку (с G54 по G59 и G54.1), данные адресов
осей должны быть исходными данными основной системы координат станка.
В зависимости от режима ввода данных — в абсолютных значениях (G90) или в виде
приращений (G91) — указанные данные способствуют изменению существующих
данных или прибавляются к ним.
На самом деле команды L кода и P кода можно пропустить, но при этом необходимо
учесть следующее:
1) Пропустить командные коды L и P только когда
Данные осевых перемещений должны относиться к системе координат,
выбранной последней.
2) Команда L кода может быть пропущена, только когда заданные данные
перемещений по оси относятся к выбранной системе координат того же типа (в
зависимости от L кода: L2 или L20); задать команду P в следующих случаях:
- Для ввода данных смещения координаты или выбора одной из систем
координат от G54 до G59 нужно ввести целое число от 0 до 6 с адресом P.
- Для задания одной из дополнительных систем координат заготовки G54.1
следует ввести целое число от 1 до 300 с адресом P.
3) При пропуске только команды кода P:
В случае ввода недопустимого значения L в выбранной системе координат
появится предупредительное сообщение.
Данные перемещений по оси без десятичной точки должны находиться в диапазоне
от –99999999 до +99999999. При этом установки данных зависят от единицы
измерения вводимых данных.
12-53
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Пример:
G10 L2 P1 X–100. Y–1000 Z–100 B–1000
Вышеуказанная команда предназначена для ввода следующих данных:
Метрическая система
X –100.
Y –1.
Z –0.1
Метрическая система (до 4 десятичных разрядов)
X –100.
Y –0.1
Z –0.01
B –0.1
Дюймовая система
X –100.
Y –0.1
Z –0.01
B –1.
Дюймовая система (до 5 десятичных разрядов)
X –100.
Y –0.01
Z –0.001
B –0.1
B –1.
Исходные данные, измененные при помощи команды G10, не будут указаны
надлежащим образом в окне WORK OFFSET (КОРРЕКЦИЯ НА ЗАГОТОВКУ), пока
это окно не будет выбрано снова.
8. Задание недопустимого значения L кода приведет к ошибке.
9. Задание недопустимого значения P кода приведет к ошибке.
10. Ввод недопустимого значения координат приведет к ошибке.
11. При проверке траектории перемещения инструмента команда G10 недоступна (или
пропускается).
7.
B.
Ввод данных коррекции на инструмент
1.
Команда G10 не является командой перемещения. Данную команду следует
использовать в одном кадре только со следующими G кодами: G21, G22, с G54 по
G59, G90 и G91.
2.
Запрещается задавать команду G10 в одном кадре с командой постоянного цикла
или командой вызова подпрограммы. Это приведет к сбоям в работе или появлению
предупредительного сообщения.
3.
В зависимости от режима ввода данных — в абсолютных значениях (G90) или в виде
приращений (G91) —указанные данные способствуют изменению существующих
данных или прибавляются к ним.
Для коррекции на геометрию инструмента данные коррекции (R) без десятичной
точки должны находиться в диапазоне от –999999 до +999999, а для коррекции на
износ - в диапазоне от –99999 до +99999. При этом установки данных зависят от
единицы измерения вводимых данных.
Пример: G10 L10 P1 R1000
4.
Вышеуказанная команда предназначена для ввода следующих данных:
Метрическая система
1.
Метрическая система (до 4 десятичных разрядов)
0,1
Дюймовая система
0,1
Дюймовая система (до 5 десятичных разрядов)
0,01
5. Исходные данные, измененные при помощи команды G10, не будут указаны
надлежащим образом в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ), пока
это окно не будет выбрано снова.
6. Задание недопустимого значения L кода приведет к ошибке.
7. Команда «G10 P_ R_» без L кода также доступна для ввода данных коррекции на
инструмент.
8. Задание недопустимого значения P кода приведет к ошибке.
9. Ввод недопустимого значения коррекции (R) приведет к ошибке.
10. При проверке траектории перемещения инструмента команда G10 недоступна (или
пропускается).
C.
Ввод данных параметра
1.
2.
3.
4.
Команда G10 не является командой перемещения. Данную команду следует
использовать в одном кадре только со следующими G кодами: G21, G22, с G54 по
G59, G90 и G91.
Запрещается задавать команду G10 в одном кадре с командой постоянного цикла
или командой вызова подпрограммы. Это приведет к сбоям в работе или появлению
предупредительного сообщения.
Запрещается ввод других выражений УЧПУ в режиме ввода данных параметра.
В режиме ввода данных параметра ввод номера последовательности с адресом N
запрещен.
12-54
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
5.
6.
7.
Независимо от режима ввода данных — в абсолютных значениях (G90) или в виде
приращений (G91) —указанные данные способствуют изменению существующего
параметра. Кроме того, необходимо указать все данные в виде десятичных чисел (но
шестнадцатеричные и битовые данные нужно преобразовать).
Пример: для преобразования битовых данных 00110110 в 00110111:
Поскольку (00110111) 2 = (55) 10 [двоичное число от 00110111
соответствует «55» в десятичной системе], для адреса R необходимо
ввести значение 55.
Однако даже если десятичные знаки введены, они не учитываются.
Некоторые битовые параметры требуют выбора одного из множества битов. Для
параметра, указанного в примере ниже, нужно ввести данные либо для бита 2, либо
для бита 5.
Пример:
параметр K107
Бит
7
6
5
4
3
2
1
0
S-образный фильтр скорости
S-образный фильтр скорости
S-образный фильтр скорости
S-образный фильтр скорости
7,1 мс
14,2 мс
28,4 мс
56,8 мс
Например, при значении «1», заданном для битов 2 и 3, фильтр скорости 21,3мс (=7,1 + 14,2) недоступен.
Данные параметра, измененные посредством команды G10 L50, недоступны до
выполнения команды G11.
9. Данные параметра, измененные при помощи команды G10 L50, не будут указаны
надлежащим образом в окне PARAMETER (ПАРАМЕТРЫ), пока это окно не будет
выбрано снова.
10. Задание недопустимого значения L кода приведет к ошибке.
11. Задание недопустимого значения N кода (номера параметра) приведет к ошибке.
12. Пропуск P кода для параметра, предназначенного для ввода данных перемещений
по оси, приведет к ошибке.
8.
13. Ввод недопустимого значения параметра с адресом (R) приведет к ошибке.
14. При проверке траектории перемещения инструмента команда G10 недоступна (или
пропускается).
15. Что касается параметров (BA, SU и MS) с отдельными значениями для каждой
системы, команда G10 доступна только для значений системы, которой принадлежит
участок текущей программы.
4.
Примеры программ
A.
Ввод данных коррекции на инструмент с перфоленты
G10L10P10R–12345 G10L10P05R98765 G10L10P40R2468
H10 = –12345
B.
H05 = 98765
H40 = 2468
Изменение данных коррекции на инструмент
Пример 1: предположим, что для H10 задано значение –1000.
N1 G01 G90 G43 Z–100000 H10
N2 G28 Z0
N3 G91 G10 L10 P10 R–500
N4 G01 G90 G43 Z–100000 H10
(Z = –101000)
(–500 прибавляется при выполнении кода G91).
(Z = –101500)
Пример 2: предположим, что для H10 задано значение –1000.
Основная программа
N1 G00 X100000 ................................................ a
N2 #1=–1000
12-55
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
N3
M98
P1111L4 ................................................ b1, b2, b3, b4
Подпрограмма O1111
N1
N2
N3
N4
N5
G01 G91 G43 Z0 H10 F100................. c1, c2, c3, c4
G01 X1000 .................................................... d1, d2, d3, d4
#1=#1–1000
G90 G10 L10 P10 R#1
M99
(a)
(b1)
(b2)
(b3)
(b4)
c1
1000
d1
c2
1000
d2
c3
1000
d3
c4
1000
d4
Примечание:
ход последней коррекции: H10 = –5000
1000 1000 1000 1000
MEP134
Пример 3: программы в вышеуказанном примере 2 можно изменить:
Основная программа
N1
N2
G00
M98
X100000
P1111 L4
Подпрограмма
N1
N2
N3
N4
G01
G01
G10
M99
O1111
G91 G43
X1000
L10 P10
Z0
H10
F100
R–1000
Примечание: даже если в элементе <Next Command> (Следующая команда)
отображается командный код, номер текущей коррекции и переменные
останутся прежними до выполнения этой команды.
N1 G10
N2 G43
N3 G0
N4 G10
C.
L10 P10
Z–10000
X–10000
L10 P10
R–100
H10
Y–10000
R–200
Выполнение кадра N4
приведет к изменению хода
коррекции в H10.
Изменение данных коррекции системы координат заготовки
Предположим, что данными коррекции системы координат заготовки были следующие:
X = –10.000
Y = –10.000
N100 G00 G90 G54 X0 Y0
N101 G10 L2 P1 X–15.000 Y–15.000
N102 X0 Y0
M02
12-56
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
–X
–20.
M
–10.
Нулевая точка базовой
системы координат станка
Система координат,
задаваемая кодом G54,
до изменения
–X
Система координат,
задаваемая кодом
G54, после
изменения
–X
N100
–10.
N101
(W1)
N102
W1
–20.
–Y
–Y
–Y
MEP135
Примечание 1: изменение отображения положения заготовки в кадре N101 В кадре
N101 отображение положения инструмента в системе координат,
задаваемой кодом G54, меняется до и после изменения системы
координат заготовки при помощи команды G10.
X = +5.000
X=0
Y = +5.000
Y=0
Примечание 2: нужно подготовить следующую программу для ввода данных коррекции
системы координат заготовки в командах с G54 по G59:
G10L2P1X–10.000 Y–10.000
G10L2P2X–20.000 Y–20.000
G10L2P3X–30.000 Y–30.000
G10L2P4X–40.000 Y–40.000
G10L2P5X–50.000 Y–50.000
G10L2P6X–60.000 Y–60.000
D.
Программирование для использования одной системы координат заготовки в
качестве системы координат для нескольких заготовок
Основная
программа
Подпрограмма
(O200)
#1=–50. #2=10.
M98 P200 L5
M02
%
N1 G90 G54 G10 L2 P1 X#1
N2 G00 X0
Y0
N3 X–5. F100
N4 X0
Y–5.
N5 Y0
N6 #1=#1+#2
N7 M99
%
12-57
Y#1
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
–X
–60.
–50.
–40.
–30.
–20.
–10.
G54''''
G54'''
G54''
G54'
G54
W
W
W
W
W
M
–10.
5-й цикл
Нулевая точка
базовой системы
координат станка
–20.
4-й цикл
–30.
3-й цикл
–40.
2-й цикл
–50.
1-й цикл
–Y
MEP136
Программирование для ввода данных параметра
E.
G10L50
N4017R10
N6088R96
N12067R–1000
N12072R67
N150004P1R50
G11
5.
Включение режима ввода параметров
Параметр D17 установлен на «10».
Параметр F88 установлен на «01100000». [ (01100000)2 = (96)10 ]
Параметр L67 установлен на «–1000».
Параметр L72 установлен на «0x43». [ (43)16 = (67)10 ]
Параметр P4 для первой оси (оси X) установлен на «50».
Отключение режима ввода параметров
Соответствующие предупредительные сообщения
Номер
предупреди
тельного
сообщения
807
Предупредительное
сообщение
ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ
ФОРМАТ)
Причина
Ввод значения коррекции на заготовку:
В кадре G10 L20 (или L2) пропущена команда
P, хотя выбранной системой координат
является одна из систем с G54 по G59 (или из
системы G54.1).
Способ устранения
Проверить данные
программы.
Ввод параметра:
Задан недопустимый номер параметра.
Ввод значения коррекции на заготовку:
Превышен диапазон значений номера системы
координат или данных коррекции.
809
ILLEGAL NUMBER
INPUT (ВВОД
НЕДОПУСТИМОГО
ЗНАЧЕНИЯ)
Ввод значения коррекции на инструмент:
Превышен диапазон значений данных
коррекции.
Ввод параметра:
В параметре, предназначенном для ввода
данных перемещения по оси, не указан номер
оси.
Превышен диапазон значений номеров оси или
данных параметра.
12-58
Проверить данные
программы.
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Номер
предупреди
тельного
сообщения
Предупредительное
сообщение
839
ILLEGAL OFFSET
No.
(НЕДОПУСТИМЫЙ
НОМЕР
КОРРЕКЦИИ)
Ввод значения коррекции на инструмент:
Заданный номер коррекции превышает
диапазон допустимых значений.
Изменить номер
коррекции в соответствии
с диапазоном допустимых
значений.
903
ILLEGAL G10 L
NUMBER
(НЕДОПУСТИМЫЙ
L АДРЕС ДЛЯ
КОМАНДЫ G10)
Ввод значения коррекции на заготовку:
Задана команда G10 L20, хотя
соответствующая функция для систем
координат G54.1 недоступна.
Задать допустимую
команду L кода.
Причина
Способ устранения
12-7 Ввод данных коррекции на инструмент в формате MAZATROL
Выбор параметра позволяет выполнить коррекцию на длину инструмента и коррекцию на
радиус инструмента посредством данных на инструмент в формате MAZATROL (значение
диаметра и длины инструмента).
12-7-1 Параметры выбора
В зависимости от значений следующих параметров данные на инструмент в формате
MAZATROL используются или не используются:
«User parameters» (Параметры пользователя)
Бит 7 параметра F92 = 1:
Использование данных на инструмент (фактический
диаметр инструмента ACT-φ) в формате MAZATROL для
коррекции на радиус инструмента.
Бит 3 параметра F93 = 1:
Использование данных на инструмент LENGTH
(ДЛИНА) в формате MAZATROL для коррекции на длину
инструмента.
Бит 2 параметра F94 = 1:
Использование данных на инструмент в формате
MAZATROL для коррекции на длину инструмента не
может быть отменено командой возврата в базовую
точку.
Бит 7 параметра F94 = 1:
Использование данных на инструмент в формате
MAZATROL ACT-φ CO. (КОРРЕКЦИЯ НА ДИАМЕТР)
(или No. (НОМЕР)) и LENG CO. (КОРРЕКЦИЯ НА
ДЛИНУ) (или No. (НОМЕР)) для коррекции на
инструмент.
(Задать в бит 7 параметра F94 значение «0» для
использования данных, сохраненных в окне TOOL
OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
12-59
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
1.
Коррекция на длину инструмента
Параметр
F93 F94
бит бит
7
3
Используемые пункты данных
TOOL OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
TOOL DATA
(MAZATROL)
(ДАННЫЕ НА
ИНСТРУМЕНТ (В
ФОРМАТЕ
MAZATROL))
TOOL OFFSET +
TOOL DATA
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ +
ДАННЫЕ НА
ИНСТРУМЕНТ)
[*] Метод отмены
2.
Tool offset No. (Номер
коррекции на инструмент)
LENGTH (ДЛИНА)
LENGTH (ДЛИНА)+
OFFSET No. (НОМЕР
КОРРЕКЦИИ) или
LENGTH (ДЛИНА)+ LENG
CO.(КОРРЕКЦИЯ НА
ДЛИНУ)
OFFSET No. (НОМЕР
КОРЕКЦИИ) или LENG
CO. (КОРРЕКЦИЯ НА
ДЛИНУ)
Tool offset No. (Номер
коррекции на инструмент) +
Length (Длина)
Формат
программиров
ания
Комментарии
G43/G44 H_
0
0
T_
1
1
0
1
T_ + H_
G43/G44 H_
(G43/G44 H_)
+ (T_)
1
0
- Отмена коррекции на длину
не требуется для смены
инструмента.
- Команда G43 не требуется.
Отмена коррекции на длину
требуется для смены
инструмента. [*]
Отмена коррекции на длину
требуется для смены
инструмента. [*]
- Задать команду G49 перед командой смены инструмента.
- Задать команды G28/G30 перед командой смены инструмента (если бит 2
параметра F94 = 0).
Коррекция на радиус инструмента
Параметр
F92
F94
бит 7 бит 7
Используемые пункты данных
TOOL OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
TOOL DATA
(MAZATROL)
(ДАННЫЕ НА
ИНСТРУМЕНТ (В
ФОРМАТЕ
MAZATROL))
TOOL OFFSET +
TOOL DATA
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ +
ДАННЫЕ НА
ИНСТРУМЕНТ)
Tool offset No. (Номер коррекции
на инструмент)
ACT-φ + ACT-φ CO.
(ФАКТИЧЕСКИЙ ДИАМЕТР +
КОРРЕКЦИЯ НА
ФАКТИЧЕСКИЙ ДИАМЕТР)
или
ACT-φ + OFFSET No.
(ФАКТИЧЕСКИЙ ДИАМЕТР +
НОМЕР КОРРЕКЦИИ)
ACT-φ CO. (КОРРЕКЦИЯ НА
ФАКТИЧЕСКИЙ ДИАМЕТР)
или
OFFSET No. (НОМЕР
КОРРЕКЦИИ)
Tool offset No. + ACT-φ (Номер
коррекции на инструмент +
ФАКТИЧЕСКИЙ ДИАМЕТР)
12-60
Формат программирования
0
0
G41/G42 D_
1
1
G41/G42 T_
0
1
G41/G42 T_
1
0
G41/G42 D_ + T_
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-7-2 Коррекция на длину инструмента
1.
Функция и назначение
Даже если данные коррекции не заданы, коррекция на длину будет выполнена с учетом
данных о длине инструмента (LENGTH) в формате MAZATROL, которые соответствуют
указанному номеру инструмента.
2.
Настройка параметров
Задать для бита 3 параметра F93 и бита 2 параметра F94 значение 1.
3.
Подробное описание
Коррекция на длину инструмента выполняется автоматически, но время ее
выполнения и способ различаются в следующем:
- После задания команды смены инструмента, выполняется коррекция с учетом
данных о длине (LENGTH) инструмента, установленного в шпиндель. (Командный
код смены инструмента должен быть задан в программе перед выполнением
коррекции на длину инструмента).
- После задания команды G43 выполняется коррекция с учетом данных о длине
(LENGTH) инструмента, установленного в шпиндель.
2. Отмена коррекции на инструмент происходит в следующем случае:
- Если выполняется команда смены другого инструмента
- Если выполняется код M02 или M30
- При нажатии кнопки
- Если задана команда G49
- Если выполняется команда возврата в базовую точку, когда бит 2 параметра F94
равен 0
3. Коррекция на длину инструмента становится доступна в кадре, задающем
перемещение по оси Z после смены инструмента, и последующих за ним кадров.
Однако этого не происходит, если первым кадром перемещения является G28, G30
или G53.
4. Если используется функция коррекции на инструмент с командой G43 H, в качестве данных
коррекции будет использоваться общая сумма данных о длине инструмента (LENGTH) в
формате MAZATROL и величины коррекции, заданной командой G43 H (или G44 H).
Примечание 1: ввести команду G43 H0, если коррекция на длину инструмента должна
быть выполнена с использованием команды G43 H, а величину
коррекции, заданную H, нужно отменить.
Примечание 2: коррекция на длину инструмента с учетом данных на инструмент в
формате MAZATROL не выполняется с командой G44.
Примечание 3: операция повторного пуска должна начинаться с положения перед
командным кодом G43 или кодом команды смены инструмента. Даже
если в шпинделе установлен инструмент, команда G43 или команда
смены инструмента должна быть выполнена перед коррекцией в
соответствии с данными на инструмент в формате MAZATROL.
Примечание 4: если данные о длине инструмента в формате MAZATROL не введены,
коррекция не будет выполнена.
Примечание 5: в программе формата EIA/ISO для выполнения коррекции на длину
инструмента с использованием данных о длине инструмента,
включенных в данные на инструмент в формате MAZATROL, требуется
ввести данные в допустимый параметр для задания данных о длине
инструмента в формате MAZATROL и вставить кадр с Т кодом команды
смены инструмента и M кодом. Следует отметить, что пропуск команды
смены инструмента запрещен особенно в следующих случаях.
- При работе в режиме автоматического управления, если первый
используемый инструмент уже установлен в шпиндель.
- При вызове программы формата EIA/ISO в качестве подпрограммы из
основной программы формата MAZATROL, если инструмент, который
нужно использовать непосредственно перед вызовом подпрограммы
совпадает с тем, что задан в этой подпрограмме в качестве первого
используемого инструмента.
1.
12-61
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
4.
Примеры программ
Нулевая точка станка
Система
координат
заготовки Z
(G54)
Величина коррекции
на длину
=100.
Значения коррекции:
(ДЛИНА = 95)
N001
N002
N003
N004
N005
N006
BA62
T01: ДЛИНА
=95.
+5.00
G90
G91
T01
G90
G0
G01
G94 G00 G40 G80
G28 Z0
T00 M06
G54 X-100. Y0
Z5.
Z-50. F100
Нулевая точка заготовки
12-7-3 Коррекция на радиус инструмента
1.
Функция и назначение
При коррекции на радиус инструмента, заданной при помощи команды G41 или G42, в
качестве величины коррекции используются данные на инструмент (ACT-φ
(ФАКТИЧЕСКИЙ ДИАМЕТР)) в формате MAZATROL.
2.
Настройка параметров
Задать значение «1» для бита 7 параметра F92.
3.
Подробное описание
- При коррекции на радиус инструмента в качестве величины коррекции используется 1/2
диаметра инструмента, установленного в шпиндель при задании кода G41/G42.
- Отмена коррекции на радиус инструмента выполняется посредством кода G40.
- Если функция коррекции на радиус инструмента используется с командой D, общая
сумма данных, указанных соответствующим номером коррекции (D) и радиусом
инструмента, данные коррекции на который используются.
Примечание 1: используемый инструмент должен быть установлен в шпиндель перед
повторным пуском программы.
Примечание 2: коррекция на диаметр инструмента не выполняется, если заданное
значение диаметра инструмента в формате MAZATROL не существует
или если используется инструмент, для которого значение диаметра не
может быть введено.
Примечание 3: для выполнения коррекции на радиус инструмента в программе формата
EIA/ISO с использованием значения диаметра инструмента в формате
MAZATROL необходимо вставить кадры с командами смены
инструмента, как и в случае коррекции на длину инструмента (см.
Примечание 5 в подразделе 12-7-2).
12-62
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-7-4 Изменение данных на инструмент (при работе в режиме автоматического
управления)
1.
Функция и назначение
Данная функция позволяет изменять данные на инструмент в формате MAZATROL при
работе в режиме автоматического управления с использованием программы формата
EIA/ISO.
2.
Настройка параметров
Задать значение «1» для параметра L57.
3.
Подробное описание
Эта функция позволяет изменять все данные на инструмент при работе в режиме
автоматического управления с использованием программы формата EIA/ISO.
Параметр
TOOL
(ИНСТ
РУМЕ
НТ)
NOM-φ
(НОМИ
НАЛЬН
ЫЙ
ДИАМЕ
ТР)
L57 = 0
L57 = 1
Нет
Да
Нет
Да
ACT-φ
(ФАКТ
ИЧЕСК LENGTH
(ДЛИНА)
ИЙ
ДИАМ
ЕТР)
Нет
Да
Нет
Да
LENG
COMP.
(КОРРЕ
КЦИЯ
НА
ДЛИНУ)
THRUST F/
HORSE PW
(УСИЛИЕ
ПОДЖИМА
/МОЩНОС
ТЬ)
LIFE
TIME
(СРОК
СЛУЖ
БЫ)
CUT
TIME
(ВРЕМЯ
ОБРАБО
ТКИ)
MAT.
(МАТ
ЕРИ
АЛ)
Нет
Да
Нет
Да
Да
Да
Да
Да
Нет
Да
MAX.
ROT.
(МАКС
ИМАЛ
ЬНАЯ
ЧАСТ
ОТА
ВРАЩ
ЕНИЯ)
Да
Да
Примечание 1: в таблице выше слово «Да» означает, что изменение данных возможно,
а слово «Нет» означает, что изменение данных невозможно.
Распознавание между программами формата MAZATROL и EIA/ISO
осуществляется автоматически при помощи текущей программы, будь то
программа формата MAZATROL или EIA/ISO, независимо от того,
является ли она программой или подпрограммой.
Но если основной программой является программа формата MAZATROL,
а подпрограммой – программа формата EIA/ISO, текущие настройки
рассматриваются как настройки программы формата MAZATROL.
Примечание 2: если при работе в режиме автоматического управления были изменены
данные на инструмент, установленный в шпиндель, в программе
формата EIA/ISO, появится предупредительное сообщение 428 MEMORY
PROTECT (AUTO OPERATION) (ЗАЩИТА ПАМЯТИ (РАБОТА В
РЕЖИМЕ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ)).
12-63
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-8 Функция управления формой (дополнительная функция)
12-8-1 Общие сведения
Функция управления формой предназначена для управления осью вращения так, чтобы
инструмент находился перпендикулярно направлению перемещения в плоскости XY.
Эта дополнительная функция позволяет получить лучшее качество обработки
поверхности таких произвольных контуров, как резиновый сальник, чем при обработке
концевой фрезой.
Примечание: имя управляемой оси вращения для функции управления формой зависит
от конструкции станка. В описании данного раздела предполагается, что
именем оси вращения является С.
- Управление осью С автоматически выполняется на соединениях кадра для удержания
инструмента в перпендикулярном положении.
Ось вращения (ось C)
Инструмент
Вращение
по оси С
Режущая кромка
инструмента
MEP304
- Во время круговой интерполяции происходит непрерывное управление осью C
одновременно с перемещением инструмента.
Центр дуги
Вращение
по оси С
Режущая кромка инструмента
12-64
Вращение
по оси С
Инструмент
MEP305
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-8-2 Формат программирования
G40.1
G41.1
G42.1
Xx Yy Ff
G40.1: Отмена функции управления формой G41.1: Выбор формовки в левую сторону
(нормальная ориентация слева) G42.1: Выбор формовки в правую сторону (нормальная
ориентация справа)
x: положение конечной точки по оси X
y: положение конечной точки по оси Y
f : Скорость подачи
Примечание 1: коды G40.1, G41.1 и G42.1 принадлежат к группе 15 G кодов.
Примечание 2: управление формой (ориентацией инструмента) может быть выполнено в
плоскости XY, независимо от выбранной плоскости.
Траектория
перемещения
режущей кромки
инструмента
Траектория
перемещения
режущей кромки
инструмента
Запрограммиро
ванный контур
Запрограммир
ованный
контур
Ось вращения
Ось вращения
G41.1: Контроль контура в левую
сторону
G42.1: Контроль контура в
правую сторону
MEP306
12-8-3 Подробное описание
1.
Определение угла наклона оси С
Угол наклона оси C, когда инструмент ориентирован в положительном направлении по
оси X, равен 0°, а если наоборот, то значение угла положительное (+).
Ориентация инструмента
Угол оси C
Направление по оси +X
Направление по оси +Y
Направление по оси –X
Направление по оси –Y
0°
90°
180°
270° (–90°)
Z
Инструмент
Ось вращения
Y
90°
Положительное
направление
Отрицательное
направление
180°
0°
X
Определение угла поворота
по оси С
Инструмент
270° (–90°)
12-65
MEP307
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
2.
Подвижный элемент
A.
Пуск станка
Вращение по оси C выполняется в начальной точке первого кадра управления формой, а
затем выполняется перемещение инструмента в перпендикулярном положении по оси X и
Y. Направление подготовительного вращения выбирается автоматически для
наименьшего угла (≤ 180°).
- Выбор в кадре, содержащем одну команду
Выполнение
команды G41.1
Траектория
перемещения
режущей кромки
инструмента
N1 G01 Xx1 Yy1 Ff1
N3
N2 G41.1
N3 Xx2 Yy2
N3
N1
(x1, y1)
Запрограммированный
контур
(x2, y2)
Отсутствие перемещения в кадре N2
MEP308
- Выбор в кадре, содержащем команду перемещения
Выполнение
команды G41.1
Траектория
перемещения
режущей кромки
инструмента
N2
N2
N1
N1 G01 Xx1 Yy1 Ff1
N2 G41.1 Xx2 Yy2
(x1, y1)
Запрограммированн
ый контур
(x2, y2)
MEP309
B.
Отмена
После отмены функции управления формой перемещение по оси X и Y выполняется без
вращения по оси C.
- Отмена кадра, содержащего одну команду
Траектория
перемещения
режущей кромки
инструмента
Выполнение
команды G40.1
N3
N1
(x1, y1)
N1 Xx1 Yy1
N2 G40.1
N3 Xx2 Yy2
(x2, y2)
Запрограммированный
контур
Отсутствие перемещения в кадре N2
MEP310
12-66
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
- Отмена кадра, содержащего команду перемещения
Траектория
перемещения
режущей кромки
инструмента
Выполнение
команды G40.1
N2
N1
N1 Xx1 Yy1
N2 G40.1 Xx2 Yy2
(x1, y1)
(x2, y2)
Запрограммированный
контур
MEP311
C.
Перемещение в режиме управления формой
Выполнение кадра
- Кадр линейной интерполяции
Инструмент перемещается линейно без вращения по оси С.
- Кадр круговой интерполяции
Происходит непрерывное управление угловым положением по оси С одновременно с
круговым перемещением инструмента.
Траектория перемещения
режущей кромки инструмента
N1 G41.1
N2 G02 Xx1 Yy1 Ii Jj
Центр дуги
(i, j)
N2
Запрограммиров
анный контур
(x1, y1)
MEP312
Соединения между кадрами
- Без коррекции на радиус инструмента
В конце предыдущего кадра выполняется независимое вращение по оси C для
ориентации инструмента в перпендикулярном направлении относительно начального
перемещения в следующем кадре.
Траектория перемещения
режущей кромки инструмента
Запрограммированный
контур
<прямая линия—прямая линия>
<прямая линия—дуга>
<дуга—дуга>
MEP313
12-67
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
- С коррекцией на радиус инструмента
При коррекции на радиус инструмента происходит автоматическая вставка линейных
отрезков для соединения между участками, траектории перемещения в которых
пересекаются друг с другом под острым углом.
Функция управления формой также предназначена для управления осью C для
ориентации инструмента в соответствии с траекторией перемещения инструмента, на
который выполняется коррекция.
Траектория перемещения
режущей кромки инструмента
Запрограммированный контур
Траектория коррекции в радиальном
направлении
<прямая линия—прямая линия>
<прямая линия—дуга>
<дуга—дуга>
MEP314
Направление вращения по оси C в соединениях кадров
В соединениях кадров вращение по оси C происходит в отрицательном направлении (по
часовой стрелке) в режиме G41.1 или в положительном направлении (против часовой
стрелки) в режиме G42.1.
Параметр K2 (ε: минимально допустимый угол вращения по оси C) предназначен для
прекращения вращения, как показано ниже.
- Направление вращения по оси C в соединениях кадров Для команды G41.1:
отрицательное (по часовой стрелке) Для команды G42.1: положительное (против
часовой стрелки)
- Прекращение или запрет вращения по оси C в соединениях кадров θ
Требуемый угол вращения
ε : Параметр K2 (минимально допустимый угол вращения по оси С)
:
θ < ε
Вращение по оси С прекращено.
При выполнении кода G41.1:
ε ≤ θ < 180° – ε
Появится предупредительное сообщение 147 SHAPING AXIS TURNING ANGLE
OVER (ПРЕВЫШЕН УГОЛ ПОВОРОТА ОСИ УПРАВЛЕНИЯ ФОРМОЙ).
При выполнении кода G42.1:
180° + ε ≤ θ < 360° – ε
Появится предупредительное сообщение 147 SHAPING AXIS TURNING ANGLE
OVER (ПРЕВЫШЕН УГОЛ ПОВОРОТА ОСИ УПРАВЛЕНИЯ ФОРМОЙ).
12-68
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Примечание: поворот по оси С прекращается, если требуемый угол вращения меньше
значения параметра K2 ( θ < ε ).
Величина угла вращения не учитывается, но будет прибавлена к значению
угла при последующем вращении, которое будет выполнено фактически,
либо впоследствии отменено в соответствии с результатом суммирования.
Угол в соединении кадров: α
G41.1
G42.1
Вращение по оси С прекращено
Вращение по оси С прекращено
1. – ε < α < + ε
2. + ε < α < (180° – ε )
Предупредительное сообщение 147
SHAPING AXIS TURNING ANGLE
OVER (ПРЕВЫШЕН УГОЛ
ПОВОРОТА ОСИ УПРАВЛЕНИЯ
ФОРМОЙ)
12-69
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
Угол в соединении кадров: α
G41.1
G42.1
3. (180° – ε) ≤ α ≤ (180° + ε )
4. (180° + ε) ≤ α ≤ (360° – ε )
Предупредительное сообщение 147
SHAPING AXIS TURNING ANGLE
OVER (ПРЕВЫШЕН УГОЛ
ПОВОРОТА ОСИ УПРАВЛЕНИЯ
ФОРМОЙ)
3.
Скорость вращения по оси C для управления формой
- В соединении кадров
Вращение по оси C выполняется на скорости, при которой режущая кромка инструмента
будет перемещаться на скорости, заданной F кодом.
Скорость вращения по оси C Fc рассчитывается следующим образом:
F
R
Fc
R
F
F
MEP316
Если параметр K1 (радиус вращения по оси C) ≠ 0
Fc =
180
F
× π (град/мин)
R
Если параметр K1 (радиус вращения по оси C) = 0
(град/мин)
F: Скорость подачи (мм/мин)
R: Параметр K1 (мм) [радиус вращения по оси C (расстояние от оси C до режущей
кромки инструмента)]
Выполняется управление вращением по оси C, чтобы не превышалась предварительно
12-70
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
заданная максимально допустимая скорость резания по оси C, независимо от значения
Fc, полученного в результате расчета.
Скорость быстрого перемещения осуществляется согласно параметру M1 (скорость
быстрого перемещения [по оси С]).
- Во время круговой интерполяции
Круговая интерполяция выполняется на скорости, при которой режущая кромка
инструмента будет перемещаться на скорости, заданной F кодом.
Скорость рабочей подачи при круговой интерполяции (Fr) рассчитывается по
следующей формуле:
F
R
Fr
r
MEP317
r
Fr = F × R + r (мм/мин)
F: Скорость подачи (мм/мин)
r : Радиус круговой интерполяции (мм)
R: Параметр K1 (мм) [радиус вращения по оси C (расстояние от оси C до режущей
кромки инструмента)]
Однако управление скоростью круговой интерполяции (F) выполняется автоматически,
чтобы не превышалось предварительно заданное максимально допустимое значение
рабочей подачи по оси C.
12-8-4 Комментарии
1.
Если ось шпинделя должна быть использована для управления формой, необходимо
изменить ось шпинделя на сервоось (ось C). Следующие M коды предназначены для
выбора режима управления используемым шпинделем.
M193: Выбор шпинделя в качестве оси C (включение сервооси)
M194: Выбор шпинделя в качестве фрезерного шпинделя (отключение сервооси)
2.
В режиме покадровой отработки, режиме блокировки в начале кадра резания или
каждого кадра, обработка будет прекращена перед подготовительным вращением по
оси C.
Положение останова кадра
MEP318
3.
Команда вращения по оси C пропускается в режиме управления формой.
4.
Коррекция начала системы координат заготовки для оси C (G92 Cc) не может быть
задана в режиме управления формой (G41.1 или G42.1). При задании этой команды
12-71
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
появится предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ
ФОРМАТ).
5.
Если для осей X или Y выбрана функция зеркального отображения, вращение по оси
C выполняется в обратном направлении.
Включение функции
зеркального
отображения по оси
X
Y
Отключение функции
зеркального
отображения
X
Включение функции
зеркального отображения
по осям X и Y
Включение функции
зеркального
отображения по оси Y
MEP319
6.
Угол вращения по оси C в элементе BUFFER
(ПОЛОЖЕНИЕ) указывается в абсолютном значении.
7.
Для соединения между кадрами в области BUFFER (БУФЕР) окна POSITION
(ПОЛОЖЕНИЕ) указывается угол вращения по оси C, а также расстояние
перемещения по оси X и Y.
8.
Если значение для бита 4 параметра F85 задано в дюймовой системе измерения
(скорость подачи по оси вращения × 1/10), оно не учитывается в режиме управления
формой
12-72
(БУФЕР)
окна POSITION
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-8-5 Совместимость с другими функциями
Функция
Описание
Одностороннее
позиционирование
Управление формой прекращается
(Примечание 1)
Винтовая интерполяция
Управление формой осуществляется надлежащим образом.
Спиральная интерполяция
Управление формой не может быть выполнено надлежащим образом, поскольку
начальная и конечная точки не лежат на одной окружности.
(Примечание 2)
Синхронная подача
Заданная скорость подачи не может быть достигнута, поскольку управление
шпинделем осуществляется как осью С.
Контурная коррекция
Управление формой не может быть выполнено надлежащим образом, поскольку
управление постоянным разгоном и торможением не применимо для вращения
по оси С.
Высокоскоростная обработка
Появится предупредительное сообщение 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ)
Контроль точного останова
При вращении по оси С торможение и останов не происходят.
Обнаружение ошибок
При вращении по оси С торможение и останов не происходят.
Ручная коррекция
Ручная коррекция применима при вращении по оси С.
Вращение геометрических
тел
Управление формой выполняется для поворачиваемого рисунка.
Поворот системы координат
Управление формой выполняется для поворачиваемого рисунка.
Масштабирование
Управление формой выполняется для масштабирования рисунка.
Зеркальное отображение
Управление формой выполняется для зеркального отображения рисунка.
Команда задания линейных
углов
Управление формой выполняется для рассчитанного соединения между
линейными сегментами.
Возврат в базовую точку
Управление формой прекращается
Возврат в начальную точку
Управление формой прекращается при перемещении в промежуточную точку, но
оно осуществляется при перемещении из промежуточной точки в заданное
программой положение, если выбрано быстрое перемещение интерполяционного
типа (G00) [бит 6 параметра F91 = 0].
(Примечание 4)
Установка системы
координат заготовки
Вращение по оси C выполняется относительно системы координат, заданной в
режиме управления формой.
Установка локальной
системы координат
Вращение по оси C выполняется относительно системы координат, заданной в
режиме управления формой.
Пробный прогон
Скорость вращения по оси С также изменяется внешним сигналом.
Модальный повторный пуск
Повторный пуск из кадра в режиме управления формой может быть выполнен с
надлежащим управлением оси С.
Немодальный повторный
пуск
Повторный пуск из середины режима управления формой выполняется, но без
управления осью C, поскольку пропускается модальная информация перед
кадром повторного пуска.
Проверка траектории
перемещения инструмента
(плоскость)
Вращение по оси С не может быть отображено.
Виртуальная обработка/
Система безопасности
Вращение по оси С не может быть отображено.
Конвертирование
трехмерных координат
Функция контроля контура доступна в режиме конвертирования трехмерных
координат, однако конвертирование трехмерных координат в режиме контроля
контура недоступно.
12-73
(Примечание 3)
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
(Примечание 1)
Без вращения
Воображаемый
перпендикуляр
(Примечание 2)
(Примечание 3)
Фактический
перпендикуляр
Промежуточная
точка
Завершение
Без вращения
G60
G28
Пуск
Завершение
Пуск
Центр спирали
(Примечание 4) бит 6 параметра F91 =0
(интерполяционного типа G00)
Вращение
Без вращения
Пуск
ПромежуточнаяG29
точка
Пуск
Завершение
Промежуточная
точка
бит 6 параметра F91 =1 (неинтерполяционного типа G00)
Без вращения
Пуск
Завершение
ПромежуточнаяG29
точка
Завершение
MEP320
12-8-6 Пример программы
Основная программа
Номер рабочей программы 1000
Подпрограмма
Номер рабочей программы 1001
O1000
G91G28 X0 Y0 Z0
M193
G28 C0
G90 G92 G53 X0 Y0 Z0
G00 G54 G43 X35.Y0.Z100.H1
G00 Z3.
G01 Z0.1 F3000
G42.1
M98 P1001 L510
M98 P1002 L2
G91 G01 Y10.Z0.05
G40.1
G90 G00 Z100.
G28 X0 Y0 Z0
G00 C0
M194
M30
%
O1001
G17 G91 G01 Y20.,R10.Z-0.01
X-70.,R10.
Y-40.,R10.
X70. ,R10.
Y20.
M99
%
Номер рабочей программы 1002
O1002
G17 G91 G01 Y20.,R10.
X-70.,R10.
Y-40.,R10.
X70.,R10.
Y20.
M99
%
Шпиндель
(ось С)
Инстр
умент
R10
R10
20
0.1
R10
R10
35
10
5
W
35
20
W: Начало системы
координат заготовки,
заданной в команде
G54
MEP321
12-74
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-9 Команды задания линейных углов
1.
Функция и назначение
При программировании линейного угла и угла координат конечной точки УЧПУ
автоматически рассчитывает координаты конечной точки.
2.
Формат программирования
N1 G01 Aa1 Zz1 (Xx1)
N2 G01 A–a2 Zz2 Xx2
Указать угол и координаты оси X или Z.
(Установка Aa3 означает то же, что и A–a2.)
* Для обозначения угла используются A и ,A (с запятой).
X
(z1, x1)
x1
–a2
N2
N1
a3
a1
x2
(z2, x2)
Z
MEP190
3.
Подробное описание
1.
Угол обозначает направление, относительное к положительному (+) направлению
первой оси (горизонтальной оси) в выбранной плоскости.
Присвоить знак «+» для направления против часовой стрелки или знак «–» для
направления по часовой стрелке.
2.
Задать конечную точку на одной из двух осей в выбранной плоскости.
3.
Данные угла не будут учитываться, если координаты обеих осей заданы вместе со
значениями углов.
4.
Если заданы только значения углов, команда будет обрабатываться как команда с
геометрической информацией.
5.
Угол можно задать либо в начальной точке (a1), либо в конечной точке (a2).
6.
Команду линейного угла следует всегда задавать при помощи адреса A с запятой
(, A), если адрес A должен использоваться для названия оси или для
вспомогательной функции №2.
Данная функция действительна только для команды G01 и недействительна для других
команд интерполяции или позиционирования.
12-75
ФУНКЦИИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
12-76 E
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13 ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-1 Циклы обработки отверстия: G34.1/G35/G36/G37.1
13-1-1 Общие сведения
1.
Функция и назначение
Траектории обработки отверстий предназначены для предварительного обозначения
положений отверстий, которые подлежат обработке.
- Необходимо предварительно задать команду нужного цикла обработки отверстия без
данных позиционирования по оси (это приведет к сохранению данных об обработке
отверстия, которая должна быть выполнена в определенных положениях).
- Выполнение данной команды начинается с позиционирования к первому из заданных
отверстий. Тип обработки отверстия зависит от соответствующего цикла, заданного
последним.
- Текущий режим цикла обработки отверстий будет действительным после выполнения
данной команды до окончательной отмены данного цикла.
- Данная команда будет активировать позиционирование только в случае ее задания в
любом режиме, кроме режима обработки отверстия.
- Данные команды задают только позиционирование со скоростью, указанной в текущем
модальном состоянии (G коды группы 01), если перед ними не введен цикл обработки
отверстия.
2.
Таблица циклов обработки отверстия
G код
Описание
Адреса аргумента
G34.1
Обработка отверстий по
окружности
X, Y, I, J, K
G35
Обработка отверстий по
прямой линии
X, Y, I, J, K
G36
Обработка отверстий по дуге
X, Y, I, J, P, K
G37.1
Обработки отверстий по
точкам решетки
X, Y, I, P, J, K
Комментарии
Примечание: во избежание ошибок в работе запрещается задавать команду постоянного
цикла обработки отверстий в одном кадре с одной из перечисленных ниже
функций (описание которых дано в этой главе):
- Постоянный цикл
- Управление подпрограммами
- Вызов макропрограммы
13-1
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-1-2 Обработка отверстий по окружности: G34.1
Как показано в пункте «Формат программирования» ниже, с помощью команды G34.1
описывается окружность радиусом «r» вокруг центра с координатами X и Y. Затем
окружность делится, начиная с точки центрального угла «», на равные части «n», и
обработка отверстия, предварительно заданная командой постоянного цикла (G81 и т. п.),
будет выполнена вокруг всех вершин правильных n-угольников.
Перемещение в плоскости XY от отверстия к отверстию выполняется на скорости
быстрого перемещения (с помощью кода G00). Данные аргументов команды G34.1 будут
удалены после их выполнения.
1.
Формат программирования
G34.1 Xx Yy Ir J Kn;
X, Y : Координаты центра окружности.
I
: Радиус (r) окружности. Всегда задается в виде положительного значения.
J
: Центральный угол () первого отверстия. Положительное значение
центрального угла обозначает измерение против часовой стрелки.
K
: Количество отверстий (n) для обработки (от 1 до 9999). Алгебраический знак
аргумента К обозначает направление вращения при последовательной
обработке n количества отверстий. Если значение задано со знаком «плюс»,
обработка выполняется в направлении против часовой стрелки, если со
знаком «минус» – по часовой стрелке.
2.
Примеры программ
Ниже приводится пример обработки отверстия в цикле G81 по рисунку, на котором
указано положение каждого отверстия.
N001 G91;
N002 G81 Z-10. R5. L0. F200;
N003 G90 G34.1 X200. Y100. I100. J20. K6;
N004 G80;
N005 G90 G0 X500. Y100.;
x = 200
= 20°
r = 100
y = 100
n=6
Последнее положение (500, 100)
перед выполнением
кода G34.1
D740PB0007
3.
Примечания
- Ввести команды G90 или G91 для указания положения по оси в абсолютных значениях
или в приращениях.
- В приведенном выше примере последнее положение в команде G34.1 находится на
последнем из обозначенных отверстий. Поэтому следует использовать способ ввода
абсолютных данных для задания перемещения в положение, в котором требуется
выполнить следующую операцию. (Команда значений в приращениях потребует более
или менее сложных вычислений с учетом последнего отверстия).
13-2
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-1-3 Обработка отверстий по прямой линии: G35
Как показано в пункте «Формат программирования» ниже, команда G35 определяет
прямую линию из начальной точки с координатами X и Y под углом «» к оси X. В
соответствии с текущим режимом обработки отверстий по данной линии будет выполнена
обработка определенного количества отверстий («n»), расположенных друг от друга на
расстоянии «d» .
Перемещение в плоскости XY от отверстия к отверстию выполняется на скорости
быстрого перемещения (с помощью кода G00). Данные аргументов команды G35 будут
удалены после их выполнения.
1.
Формат программирования
G35 Xx Yy Id J Kn;
X, Y : Координаты начальной точки.
I
: Расстояние (d) между отверстиями. Изменение знака для аргумента I приведет
к заданию обработки симметричного отверстия с начальной точкой в центре.
2.
J
: Угол () наклона линии. Положительное значение угла обозначает измерение
против часовой стрелки.
K
: Количество отверстий (n) для обработки (от 1 до 9999), включая начальную
точку.
Примеры программ
Ниже приводится пример обработки отверстия в цикле G81 по рисунку, на котором
указано положение каждого отверстия.
N001 G91;
N002 G81 Z-10. R5. L0. F100;
N003 G35 X200. Y100. I100. J30. K5;
N004 G80;
n=5
d = 100
= 30°
y = 100
Последнее
положение перед
выполнением кода
G35
3.
x = 200
D740PB0008
Примечания
- Ввести команды G90 или G91 для указания положения по оси в абсолютных значениях
или в приращениях.
- Пропуск аргумента K или ввод значения «K0» приведет к появлению
предупредительного сообщения. При вводе аргумента К, содержащего пять и более
цифр, используются четыре последних цифры.
- В кадре с кодом G35 слова с адресами, отличными от адресов G, L, N, X, Y, I, J, K, F, M,
S, T и В, будут пропущены.
- При задании кода G группы 00 в одном кадре с кодом G35 будет выполнен код, заданный
последним.
- Если в кадре с кодом G35 введена команда G22 или G23, последняя будет пропущена, а
код G35 будет выполнен без изменения.
13-3
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-1-4 Обработка отверстий по дуге: G36
Как показано в пункте «Формат программирования» ниже, команда G36 определяет
окружность с радиусом «r» с центром с координатами X и Y. Затем, начиная с точки
центрального угла «», по окружности будет выполнена обработка «n» количества
отверстий с постоянным угловым шагом «» в соответствии с выбранным режимом
обработки отверстий.
Перемещение в плоскости XY от отверстия к отверстию выполняется на скорости
быстрого перемещения (с помощью кода G00). Данные аргументов команды G36 будут
удалены после их выполнения.
1.
Формат программирования
G36 Xx Yy Ir J P Kn;
X, Y : Координаты центра дуги.
I
: Радиус (r) дуги. Всегда задается в виде положительного значения.
J
: Центральный угол () первого отверстия. Положительное
центрального угла обозначает измерение против часовой стрелки.
2.
значение
P
: Угловой шаг () между отверстиями. Алгебраический знак аргумента P
обозначает направление вращения для перехода к выполнению обработки
n-ного отверстия. При задании положительного значения обработка
выполняется против часовой стрелки, при задании отрицательного значения –
по часовой стрелке.
K
: Количество отверстий (n) для обработки (от 1 до 9999).
Примеры программ
Ниже приводится пример обработки отверстия в цикле G81 по рисунку, на котором
указано положение каждого отверстия.
N001 G91;
N002 G81 Z–10. R5. F100;
N003 G36 X300. Y100. I300. J10. P15. K6;
N004 G80;
n=6
= 15°
= 10°
y = 100
Последнее
положение перед
выполнением кода
G36
3.
x = 300
D740PB0009
Примечания
- Ввести команды G90 или G91 для указания положения по оси в абсолютных значениях
или в приращениях.
13-4
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-1-5 Обработка отверстий по точкам решетки: G37.1
Как описано в пункте «Формат программирования» ниже, команда G37.1 определяет
решетку [x][nx] с помощью [y][ny] с начальной точкой, обозначенной координатами X и
Y. Обработка отверстий, предварительно заданная в постоянном цикле, будет выполнена
по точкам решетки «nx» количество раз по оси X с интервалами «x», «ny» количество раз
по оси Y с интервалами «y». Основной процесс обработки выполняется по оси X.
Перемещение в плоскости XY от отверстия к отверстию выполняется на скорости
быстрого перемещения (с помощью кода G00). Данные аргументов команды G37.1 будут
удалены после их выполнения.
1.
Формат программирования
G37.1 Xx Yy Ix Pnx Jy Kny;
X, Y : Координаты начальной точки.
I
: Расстояние между отверстиями (x) по оси X. Следует задать положительное
или отрицательное значение для выполнения обработки отверстий в
соответствующем направлении от начальной точки по оси Х.
P
J
: Количество отверстий (nх) для обработки по оси Х (от 1 до 9999).
: Расстояние между отверстиями (y) по оси Y. Следует задать положительное
или отрицательное значение для выполнения обработки отверстий в
соответствующем направлении от начальной точки по оси Y.
: Количество отверстий (ny) для обработки по оси Y (от 1 до 9999).
K
2.
Примеры программ
Ниже приводится пример обработки отверстия в цикле G81 по рисунку, на котором
указано положение каждого отверстия.
N001 G91;
N002 G81 Z–10. R5. F20;
N003 G37.1 X300. Y-100. I50. P10 J100. K8;
N004 G80;
y = 100
Последнее
положение перед
выполнением кода
G37.1
ny = 8
y = 100
x = 50
x = 300
nx = 10
3.
D740PB0010
Примечания
- Ввести команды G90 или G91 для указания положения по оси в абсолютных значениях
или в приращениях.
- Пропуск аргумента Р или K или ввод значения «Р0» или «K0» приведет к появлению
предупредительного сообщения. При вводе аргумента К или Р, содержащего пять и
более цифр, используются четыре последних цифры.
- В кадре с кодом G37.1 слова с адресами, отличными от адресов G, L, N, X, Y, I, J, K, F, M,
S, T и В, будут пропущены.
13-5
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
- При задании кода G группы 00 в одном кадре с кодом G37.1 будет выполнен код,
заданный последним.
- Если в кадре с кодом G37.1 введена команда G22 или G23, последняя будет пропущена,
а код G37.1 будет выполнен без изменения.
13-2 Постоянные циклы
13-2-1 Общие сведения
1.
Функция и назначение
Функции постоянных циклов позволяют выполнять позиционирование, сверление
отверстий, растачивание, нарезание резьбы метчиком или другие программы обработки в
соответствии с предварительно заданной последовательностью операций посредством
команд покадровой отработки. Допустимые последовательности операций перечислены ниже.
Режим постоянного цикла отменяется при задании команды G80 или G (G00, G01, G02,
G03, G2.1 или G3.1) группы G01. Одновременно с этим происходит удаление всех данных
соответствующего типа.
2.
Перечень постоянных циклов
G код
Описание
Аргументы
G71.1
Снятие фасок при вращении
инструмента по часовой
стрелке (CW)
[X, Y] Z, Q, R, F [P, D]
G72.1
Снятие фасок при вращении
инструмента против часовой
стрелки (CCW)
[X, Y] Z, Q, R, F [P, D]
G73
Высокоскоростное глубокое
сверление
[X, Y] Z, Q, R, F [P, D, K, I, J(B)]
G74
Нарезание обратной резьбы
метчиком
[X, Y] Z, R, F [P, D, J(B), H]
G75
Расточный инструмент
[X, Y] Z, R, F [Q, P, D, K, I, J(B)]
G76
Расточный инструмент
[X, Y] Z, R, F [Q, P, D, J(B)]
G77
Обратная подрезка торцов
[X, Y] Z, R, F [Q, P, E, J(B)]
G78
Расточный инструмент
[X, Y] Z, R, F [Q, P, D, K]
G79
Расточный инструмент
[X, Y] Z, R, F [Q, P, D, K, E]
G81
Центрование отверстия
[X, Y] Z, R, F
G82
Блок сверления
[X, Y] Z, R, F [P, D, I, J(B)]
G83
Глубокое сверление
[X, Y] Z, Q, R, F [P, D, K, I, J(B)]
G84
Блок нарезания резьбы
метчиком
[X, Y] Z, R, F [P, D, J(B), H]
G85
Блок развертывания
[X, Y] Z, R, F [P, D, E]
G86
Расточный инструмент
[X, Y] Z, R, F [P]
G87
Блок обратного растачивания
[X, Y] Z, R, F [Q, P, D, J(B)]
G88
Расточный инструмент
[X, Y] Z, R, F [P]
G89
Расточный инструмент
[X, Y] Z, R, F [P]
Примечание 1:
Примечание 2:
Примечание 3:
Примечания
Выдержка в секундах
Возврат только в исходную
точку
Выдержка в секундах
Возврат только в исходную
точку
аргументы, заключенные в скобки ([ ]), могут быть пропущены.
необходимость использования аргумента J или B определяется
значением, заданным в бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
= 0: Команда аргумента В
во избежание ошибок в работе запрещается задавать команду
постоянного цикла в одном кадре с одной из перечисленных ниже
функций (описание которых дано в этой главе):
- Цикл обработки отверстия
- Управление подпрограммами
- Вызов макропрограммы
13-6
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Примечание 4:
что касается постоянных циклов нарезания резьбы метчиком,
перечисленных ниже, ось управления перемещением при нарезании
резьбы, как и в случае оси для выполнения обработки отверстий,
определяется в соответствии с плоскостью, выбранной для описания
радиального положения инструмента.
Если направление подачи по оси инструмента противоположное, тогда направление
резьбы (левая/правая) меняется на противоположное для каждого цикла нарезания
резьбы.
G74 (нарезание обратной резьбы метчиком) * G84.2 (синхронное стандартное
нарезание резьбы метчиком)
G84 (стандартное нарезание резьбы метчиком) * G84.3 (синхронное нарезание
обратной резьбы метчиком)
13-2-2 Формат данных постоянного цикла
1.
Настройка данных обработки в постоянном цикле
Настройка данных обработки в постоянном цикле выполняется следующим образом:
G□□X_Y_Z_Q_R_P_D_K_I_J(B)_E_H_F_L_
Данные о положении
отверстия
Количество повторов
Данные об обработке
отверстий
Режим обработки отверстий
- Режим обработки отверстий (G код)
Перечень постоянных циклов приведен в пункте 2 Подраздела 13-2-1.
- Данные о положении отверстия (X, Y)
Указать положение (первого) отверстия, подлежащего обработке, при помощи
абсолютных данных или данных в виде приращений.
Если данные о положении отверстия указаны с помощью метода ввода данных в
виде приращений, обработка отверстий будет повторяться так часто, как это
указано с помощью аргумента L, через равные промежутки времени, указанные с
помощью величин приращения. При использовании метода ввода абсолютных
данных обработка отверстий будет повторяться так часто, как это указано с
помощью аргумента L в одном месте, указанном с помощью абсолютной системы
координат.
- Данные об обработке отверстий
Z.......... Задать расстояние от базовой точки R до основания отверстия с помощью
данных в приращениях или задать положение основания отверстия с помощью
абсолютных данных.
Q ......... Ввести данный адресный код при помощи данных в приращениях. (Функции
данного адресного кода различаются в зависимости от выбранного режима
обработки отверстия).
R ......... Задать расстояние от исходной точки до базовой точки R с помощью данных в
приращениях или задать положение базовой точки R с помощью абсолютных
данных.
P ......... Задать необходимое количество оборотов шпинделя для выдержки у основания
отверстия.
(Задать длину наложения для циклов снятия фасок G71.1 и G72.1).
D ......... Ввести данный адресный код при помощи данных в приращениях. (Функции
данного адресного кода различаются в зависимости от выбранного режима
обработки отверстия).
13-7
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
K ......... Ввести данный адресный код при помощи данных в приращениях. (Функции
данного адресного кода различаются в зависимости от выбранного режима
обработки отверстия).
I ........... Задать расстояние ручной коррекции скорости подачи для торможения
инструмента во время последней операции сверления, заданной кодами G73,
G82 или G83.
J(B) ..... Для кодов G74 или G84 задать время вывода данных о выдержке; для кодов G75,
G76 или G87 задать время для вывода кодов M3 и M4; или для кодов G73, G82
или G83, задать коэффициент ручной коррекции скорости подачи для
торможения во время последней операции обработки.
E ......... Задать скорость рабочей подачи (для G77, G79 и G85).
H ......... Выбрать цикл синхронного/асинхронного нарезания резьбы метчиком и задать
ручную коррекцию скорости возврата во время выполнения цикла синхронного
нарезания резьбы метчиком.
F.......... Задать скорость рабочей подачи.
- Число повторов (L)
Указать число повторов одного и того же цикла для обработки равноудаленных
отверстий.
Что касается данных позиционирования отверстия, для указания первого положения
обработки отверстий необходимо использовать метод ввода данных в виде приращений.
При использовании метода ввода абсолютных данных обработка отверстий будет
повторяться так часто, как это указано с помощью аргумента L в одном месте, указанном
с помощью абсолютной системы координат.
Если требуется ввод команды “L1”, данную цифру можно опустить. Если задано L0,
данные по обработке отверстий сохранятся в памяти, но отверстия не будут
обрабатываться.
- Разница между способами задания данных в режиме G90 и в режиме G91 показана на
рисунке ниже.
G90
G91
Исходная
точка
Исходная
точка
R
Z=0
R
Базовая
точка
D
Точка D
Базовая
точка
D
Точка D
Z
Z
Точка Z
Точка Z
MEP138
: Обозначает величину расстояния, начинающ. с символа .
: Обозначает величину расстояния без символа.
Примечание 1:
исходная точка обозначает положение по оси Z при выборе режима
13-8
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Примечание 2:
Примечание 3:
2.
13
постоянного цикла.
точка D является точкой, до которой из точки R можно выполнить
позиционирование на скорости быстрой подачи.
если данные о положении отверстия указаны с помощью метода ввода
данных в виде приращений, обработка отверстий будет повторяться так
часто, как это указано с помощью аргумента L, через равные
промежутки времени, указанные с помощью величин приращения. При
использовании метода ввода абсолютных данных обработка отверстий
будет повторяться так часто, как это указано с помощью аргумента L в
одном месте, указанном с помощью абсолютной системы координат.
Формат программирования
Как показано ниже, команда постоянного цикла состоит из следующих частей: режим
обработки отверстий, данные о положении отверстия, данные обработки отверстия и
команда повтора.
G□□X_Y_Z_Q_R_P_D_K_I_J(B)_E_H_F_L_
Данные о положении
отверстия
Количество повторов
Данные об обработке
отверстий
Режим обработки отверстий
3.
Подробное описание
1.
2.
3.
Режим обработки отверстий обозначает режим постоянного цикла для сверления,
цекования, нарезания резьбы метчиком, растачивания или других операций
обработки. Данные о положении отверстия обозначают положение данного отверстия
по осям X и Y. Данные об обработке отверстий обозначают данные фактической
обработки. Данные об обработке отверстия являются модальными, а данные о
положении отверстия и о количестве повторов являются немодальными.
Если код M00 или M01 задан в одном кадре с командой постоянного цикла или в
режиме постоянного цикла, команда постоянного цикла будет пропущена, и после
позиционирования будет выведена команда M00 или M01. Команда постоянного
цикла будет выполняться при заданном адресе X, Y, Z или R.
Выполнение постоянного цикла на станке осуществляется одним из следующих семи
способов:
- Действие 1 Позиционирование по осям XY выполняется в соответствии с текущим
G кодом группы 01 (коды G02 и G03 рассматриваются в качестве
команды G01).
- Действие 2 УЧПУ передает команду М19 станку в точке завершения
позиционирования (исходная точка) в режиме кода G87. Следующее
действие выполняется после завершения данного М кода. В режиме
покадровой отработки вслед за позиционированием выполняется останов
кадра.
Исходная точка
2
1
7
3
Базовая
точка
6
4
5
MEP139
- Действие 3
Позиционирование в точку R со скоростью быстрой подачи.
13-9
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
- Действие 4
- Действие 5
Обработка отверстий на рабочей подаче.
В зависимости от выбранного типа постоянного цикла, останов
шпинделя (M05), обратное вращение шпинделя (M04), прямое
вращение шпинделя (M03), выдержка или смещение инструмента
выполняются у основания отверстия.
- Действие 6 Отвод инструмента в точку R выполняется со скоростью рабочей или
быстрой подачи (в зависимости от выбранного типа постоянного
цикла).
- Действие 7 Возврат в исходную точку выполняется на скорости быстрого
перемещения.
Завершение режима постоянного цикла в действии 6 или действии 7 можно
определить с помощью следующих G кодов:
G98: Возврат к уровню исходной точки
G99: Возврат к уровню точки R
Обе команды являются модальными. Например, при задании кода G98 он будет
действовать до задания кода G99. Код G98 устанавливается по умолчанию.
Для кадра без данных позиционирования данные обработки отверстия сохраняются в
памяти, и постоянный цикл не выполняется.
4.
Функция подачи (F код) для постоянных циклов
Функция подачи (F код) для постоянного цикла обрабатывается, как указано ниже, в
соответствии с типом цикла.
G код
G71.1
Описание
Снятие фасок при
вращении инструмента
по часовой стрелке (CW)
G72.1
Снятие фасок при
вращении инструмента
против часовой стрелки
(CCW)
G73
Высокоскоростное
глубокое сверление
G74
Нарезание резьбы
метчиком в обратном
направлении
(асинхронное)
G75
Растачивание
G76
Растачивание
G77
Обратная подрезка
торцов
G78
Растачивание
G79
Растачивание
G81
Центрование отверстия
G82
Сверление
G83
Глубокое сверление
G84
Нарезание резьбы
метчиком (асинхронное)
G85
Блок развертывания
G86
Растачивание
G87
Блок обратного
растачивания
G88
Растачивание
G89
Растачивание
Режим подачи
F код (с десятичной
точкой/без
десятичной точки)
Скорость работы
мм
дюймы
G94 (Подача за
минуту)
Опущена
Задана
F1
F1.0
1 [мм/мин]
1 [мм/мин]
1 [дюйм/мин]
1 [дюйм/мин]
G95 (Подача за
оборот)
Опущена
Задана
F1
F1.0
0,01 [мм/об]
1 [мм/об]
0,0001
[дюйма/об]
1 [дюйма/об]
См. выше (описание кода G71.1)
13-10
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
G код
Описание
Режим подачи
Нарезание резьбы
метчиком в обратном
направлении
(синхронное)
G74
G84
Нарезание резьбы
метчиком (синхронное)
G84.2
Синхронное нарезание
резьбы метчиком
G84.3
13
G94 (Подача за
минуту)
F код (с десятичной
точкой/без
Опущена
F1
десятичной точки)
Задана
F1.0
Скорость работы
1 [мм/об]
1 [мм/об]
1 [дюйма/об]
1 [дюйма/об]
G95 (Подача за
оборот)
Опущена
Задана
1 [мм/об]
1 [мм/об]
1 [дюйма/об]
1 [дюйма/об]
F1
F1.0
См. выше (описание кода G74 [синхронное])
Синхронное нарезание
резьбы метчиком в
обратном направлении
Примечание:
аргумент E (скорость подачи при возврате) всегда принимается как
значение подачи в минуту, независимо от текущего режима подачи (G94
[подача в минуту] или G95 [подача за оборот]).
Например, “E1” или “E1.0” задают скорость возврата 1 мм/мин или
1 дюйм/мин.
13-2-3 G71.1 (снятие фасок при вращении инструмента по часовой стрелке)
G71.1 [Xx Yy] Rr Zz Qq0 [Pp0 Dd0] Ff0
Исходная
точка
G98
Базовая точка
G99
d0
Точка D
f0
Точка Z
3
2
q0
5
1
4
p0
q0 : Радиус
p0 : Длина наложения
(по дуге)
MEP140
d0 : Расстояние от базовой точки
f0 : Скорость подачи
- X, Y, P и/или D могут быть пропущены.
- Пропуск аргумента Q или ввод
предупредительного сообщения.
13-11
значения
«Q0»
приведет
к
появлению
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-4 G72.1 (снятие фасок при вращении инструмента против часовой стрелки)
G72.1 [Xx Yy] Rr Zz Qq0 [Pp0 Dd0] Ff0
Исходная
точка
G98
Базовая точка
G99
d0
Точка D
f0
Точка Z
3
2
q0
5
1
4
p0
q0 : Радиус
p0 : Длина наложения
(по дуге)
MEP141
d0 : Расстояние от базовой точки
f0 : Скорость подачи
- X, Y, P и/или D могут быть пропущены.
- Пропуск аргумента Q или ввод
предупредительного сообщения.
13-12
значения
«Q0»
приведет
к
появлению
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-5 G73 (высокоскоростное глубокое сверление)
G73 [Xx Yy] Rr Zz Qtz [Ptc] Ff0 [Dd0 Kk0 Ii0 Jj0(Bb0)]
Исходная
точка
G98
Базовая точка
k0
Точка D
tz
f0
f2
[1]
f0
G99
d0
tz + d0
f2
[2]
i0
f1
Выдержка
(tc)
Точка Z
Выдержка
(tc)
MEP142
tz : Глубина резания за один проход
tc : Выдержка (во времени или в
количестве оборотов)
d0 : Расстояние отвода
k0 : Расстояние от точки R до
начальной точки рабочей подачи
i0 : Расстояние ручной коррекции
скорости подачи
j0 : Коэффициент ручной коррекции скорости подачи (%)
(b0)
f0 : Скорость подачи
f1 : Откорректированная вручную скорость подачи
f1 = f0×j0(b0)/100
f2 : Скорость возврата (постоянная)
Макс. скорость: 9999 мм/мин (для метрической
системы измерения )
999,9 дюйм/мин (для дюймовой
системы измерения)
- Скорость подачи останется неизменной при пропуске I или J (B).
- X, Y, P, D, K, I и/или J(B) можно пропустить.
При пропуске D или установке для него значения «0» операция на станке выполняется в
соответствии со значением, заданным в параметре F12.
- При задании Q на «0» на экране появится предупредительное сообщение 809 ILLEGAL
NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
- Скорость подачи будет равна f1 только при нахождении начальной точки прохода в
диапазоне i0.
Пример: как показано на рисунке выше, во время второй операции резания, поскольку
точка возврата при сверлении с периодическим выводом сверла [1] выходит
за пределы диапазона расстояния ручной коррекции скорости подачи i0,
подача не замедляется, и резание выполняется со скоростью подачи f0; во
время третьей операции резания, поскольку точка возврата при сверлении с
периодическим выводом сверла [2] находится в пределах диапазона i0,
происходит замедление подачи, и резание выполняется со скоростью подачи f1.
13-13
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-6 G74 [Нарезание обратной резьбы метчиком]
G74 [Xx Yy] Rr Zz [Ptc] Ff0 [Jj0(Bb0) Dd0 Hh0 Kk0]
Исходная
точка
G98
M04
Точка R’
d0
G99
Базовая точка
k0
f0
f1
f1
Точка Z
Выдержка
M03
tc : Выдержка (всегда задается во
времени)
f0 : Скорость подачи
j0 : 1… M03 после выдержки у
основания отверстия
(b0) 2…M03 перед выдержкой у
основания отверстия
4…M04 после выдержки у базовой точки
d0 : Расстояние от базовой
точки (Расстояние отвода метчика
вверх)
Точка D
MEP143’
h0 : Выбрать цикл синхронного/асинхронного
нарезания резьбы метчиком и задать ручную
коррекцию скорости возврата (%) во время
выполнения цикла синхронного нарезания
резьбы метчиком
h0 = 0 Асинхронное нарезание резьбы
метчиком
h0 > 0 Синхронное нарезание резьбы метчиком
k0 : Расстояние от базовой точки
- X, Y, P, J(B), D, H и/или K можно пропустить.
Однако если аргумент J(B) пропущен или задан на «0», настройки аргумента J(B)
расцениваются в качестве «2».
Если пропущен аргумент H, синхронное нарезание резьбы метчиком выбирается
автоматически.
Более подробная информация о синхронном нарезании метчиком
приведена в Подразделе 13-2-21.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1:
Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра F84,
равном «1» (аргумент команды J), команда В задает вращение стола. Во
избежание столкновения инструмента с заготовкой следует соблюдать
меры предосторожности.
13-14
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-7 G75 (растачивание)
G75 [Xx Yy] Rr Zz [Ptc Qq0] Ff0 [Dd0 Jj0(Bb0) Kk0 Ii0]
M03
q0
Исходная
точка
G98
M03
q0
d0
Базовая
точка
Точка D
G99
f0
M19
q0
i0
k0
Точка Z
Выдержка
Скорость подачи и частота
вращения шпинделя 70%
MEP144
tc : Выдержка (во времени или в количестве
оборотов)
q0 : Величина отвода в плоскости
XY (Направление определяется битами 3
и 4 параметра I14)
f0 : Скорость подачи
d0 : Расстояние от базовой точки
j0 :
(b0)
k0 :
i0 :
«0» или пропущено M03 после обработки
Значение кроме «0» M04 после обработки
Расстояние от точки Z
Расстояние от точки Z
- X, Y, P, Q, D, J(B), K и/или I можно пропустить.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра F84,
равном «1» (аргумент команды J), команда В задает вращение стола. Во
избежание столкновения инструмента с заготовкой следует соблюдать
меры предосторожности.
13-15
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-8 G76 (Растачивание)
G76 [Xx Yy] Rr Zz [Ptc Qq0] Ff1 [Dd0 Jj0(Bb0)]
M03
q0
Исходная
точка
G98
M03
q0
Базовая точка
G99
d0
Точка D
f1
q0
Точка Z
M19
Выдержка
MEP145
tc : Выдержка (во времени или в количестве
оборотов)
q0 : Величина отвода в плоскости
XY (Направление определяется битами 3 и
4 параметра I14)
f1 : Скорость подачи
j0 : «0» или пропущено····· M03 после обработки
(b0) Значение кроме «0» ····· M04 после обработки
- X, Y, P, Q, D и/или J(B) можно пропустить.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
13-16
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-9 G77 (обратная подрезка торцов)
G77 [Xx Yy] Rr Zz [Ptc Qtz] Ff0 [Ef1 Jj0(Bb0) Dd0]
Исходная точка
tz
Точка R’
d0
Точка D
Выдержка
()
f1
f1
Точка Z (z)
f0
f0
M03
M04
Базовая точка
(r)
MEP146’
tc : Выдержка (во времени или в
количестве оборотов)
tz : Расстояние от исходной точки
f0 : Скорость подачи 0
f1 : Скорость подачи 1
j0(b0) : Порядок вывода кодов М03 и М04 у основания
отверстия.
0: M03, затем М04 (для вращения шпинделя в
прямом направлении) 1: M04, затем М03 (для
вращения
шпинделя
в
обратном
направлении) 1:
d0 : Расстояние от точки R’
- Как правило, асинхронная подача (G94) используется для прохода, обозначенного
символом (). Однако при пропуске f1 = 0 или f1 используется синхронная подача G95
(скорость подачи = 0,5 мм/об.).
- X, Y, P, Q, E, J (B) и/или D можно пропустить.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
= 0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра F84,
равном «1» (аргумент команды J), команда В задает вращение стола. Во
избежание столкновения инструмента с заготовкой следует соблюдать
меры предосторожности.
- В режиме G91 (ввод данных в приращениях) направление обработки отверстия
определяется автоматически в соответствии со знаком данных Z (знак данных в адресе
R будет пропущен).
13-17
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-10 G78 (Растачивание)
G78 [Xx Yy] Rr Zz [Ptc] Ff0 [Dd0 Kk0 Qi0]
Исходная точка
G98
Базовая точка
d0
G99
Точка D
f0
k0
i0
Точка Z
Выдержка
M19
MEP147
tc : Выдержка (во времени или в
количестве оборотов)
d0 : Расстояние от базовой точки
k0 : Расстояние от точки Z
i0 : Расстояние от точки Z
- X, Y, P, D, K и/или Q можно пропустить.
13-18
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-11 G79 (Растачивание)
G79 [Xx Yy] Rr Zz [Ptc] Ff0 [Dd0 Kk0 Qi0 Ef1]
Исходная
точка
G98
Базовая точка
d0
G99
Точка D
f1
f0
i0
k0
Точка Z
Выдержка
MEP148
tc : Выдержка (во времени
количестве оборотов)
f0 : Скорость подачи 0
d0 : Расстояние от точки R
или
в
k0 : Расстояние от точки Z
i0 : Расстояние от точки Z
f1 : Скорость подачи 1
- Асинхронная подача используется для f1.
Однако при задании f1, равной «0», подача инструмента выполняется на скорости f0.
- X, Y, P, D, K, Q и/или E можно пропустить.
13-2-12 G81 (центрование отверстия)
G81 [Xx Yy] Rr Zz
Исходная
точка
G98
Базовая точка
G99
Точка Z
MEP149
- X и/или Y можно пропустить.
13-19
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-13 G82 (сверление)
G82 [Xx Yy] Rr Zz [Ptc] Ff0 [Dd0 Ii0 Jj0(Bb0)]
Исходная точка
G98
Базовая точка
d0
Точка D
f0
G99
i0
f1
Точка Z
Выдержка (tc)
tc : Выдержка (во времени или в
количестве оборотов)
d0 : Расстояние от точки R до
начальной точки рабочей подачи
i0 : Расстояние ручной коррекции
скорости подачи
MEP150
j0 : Коэффициент ручной коррекции скорости подачи (%)
(b0)
f0 : Скорость подачи
f1 : Откорректированная вручную скорость подачи
f1 = f0×j0(b0)/100
- Скорость подачи останется неизменной при пропуске I или J (B).
- X, Y, P, D, I и/или J(B) можно пропустить.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
13-20
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-14 G83 (глубокое сверление)
G83 [Xx Yy] Rr Zz Qtz Ff0 [Dd0 Kk0 Ii0 Jj0(Bb0)]
Исходная точка
Базовая точка
k0
Точка D
f0
tz
[1]
G99
G98
d0
f0
tz + d0
[2]
i0
f1
Точка Z
MEP151
tz : Глубина резания за один проход
d0 : Припуск на останов после
быстрого перемещения
k0 : Расстояние от точки R до
начальной точки рабочей подачи
i0 : Расстояние ручной коррекции
скорости подачи
j0 : Коэффициент ручной коррекции скорости подачи (%)
(b0)
f0 : Скорость подачи
f1 : Откорректированная вручную скорость подачи
f1 = f0×j0(b0)/100
- Скорость подачи останется неизменной при пропуске I или J (B).
- X, Y, P, D, K, I и/или J(B) можно пропустить.
При пропуске D или его задании на «0» операция на станке выполняется в соответствии
со значением, заданным в параметре F13.
- При задании Q на «0» на экране появится предупредительное сообщение 809 ILLEGAL
NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
- Скорость подачи будет равна f1 только при нахождении начальной точки прохода в
диапазоне i0.
Пример: как показано на рисунке выше, во время второй операции резания, поскольку
точка позиционирования быстрой подачи [1] выходит за пределы диапазона
расстояния ручной коррекции скорости подачи i0, подача не замедляется, и
резание выполняется со скоростью подачи f0; во время третьей операции
резания, поскольку точка позиционирования быстрой подачи [2] находится в
пределах диапазона i0, происходит замедление подачи, и резание выполняется
со скоростью подачи f1.
13-21
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-15 G84 (нарезание резьбы метчиком)
G84 [Xx Yy] Rr Zz [Ptc] Ff0 [Jj0(Bb0) Dd0 Hh0 Kk0]
Исходная точка
Выдержка
M03
Точка R’
d0
Базовая точка
k0
Точка D
G99
G98
Точка Z
Выдержка
M04
tc : Выдержка (всегда задается во
времени)
f0 : Скорость подачи
j0 : 1… M04 после выдержки у
основания отверстия
(b0) 2…M04 перед выдержкой у
основания отверстия
4…M03 после выдержки у базовой точки
d0 : Расстояние от базовой
точки (Расстояние отвода метчика
вверх)
MEP152’
h0 : Выбрать цикл синхронного/асинхронного
нарезания резьбы метчиком и задать ручную
коррекцию скорости возврата (%) во время
выполнения цикла синхронного нарезания
резьбы метчиком
h0 = 0 Асинхронное нарезание резьбы
метчиком
h0 > 0 Синхронное нарезание резьбы метчиком
k0 : Расстояние от базовой точки
- X, Y, P, J(B), D, H и/или K можно пропустить.
Однако если аргумент J(B) пропущен или задан на «0», настройки аргумента J(B)
расцениваются в качестве «2».
Если пропущен аргумент H, синхронное нарезание резьбы метчиком выбирается
автоматически.
Более подробная информация о синхронном нарезании метчиком
приведена в Подразделе 13-2-21.
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Пример: для горизонтального обрабатывающего центра при бите 1 параметра F84,
равном «1» (аргумент команды J), команда В задает вращение стола. Во
избежание столкновения инструмента с заготовкой следует соблюдать меры
предосторожности.
13-22
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-2-16 G85 (развертывание)
G85 [Xx Yy] Rr Zz [Ptz] Ff0 [Ef1 Dd0]
Исходная точка
Базовая точка
d0
f1
f0
G99
G98
Точка Z
Выдержка
tz : Выдержка (во времени или в
количестве оборотов)
f0 : Скорость подачи 0
MEP153
f1 : Скорость подачи 1
d0 : Расстояние от базовой точки
- Асинхронная подача используется для f1.
Однако при задании f1, равной «0», подача инструмента выполняется на скорости f0.
- X, Y, P, E и/или D можно пропустить.
13-2-17 G86 (Развертывание)
G86 [Xx Yy] Rr Zz [Ptc]
Исходная
точка
G98
M03
Базовая точка
G99
Выдержка
Точка Z
M05
tc : Выдержка (во времени или в
количестве оборотов)
- X, Y и/или P можно пропустить.
13-23
MEP154
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-18 G87 (обратное растачивание)
G87 [Xx Yy] Rr Zz [Ptc Qq0] Ff0 [Dd0 Jj0(Bb0)]
M03
Исходная точка
M19
Выдержка
Точка Z
d0
M19
M03
Базовая точка
q0
MEP155
tc : Выдержка (во времени или в количестве
оборотов)
q0 : Величина отвода в плоскости
XY (Направление определяется битами 3
и 4 параметра I14)
f0 : Скорость подачи
d0 : Расстояние от точки Z
j0 : «0» или пропущено ···· M03 в базовой точке
(b0) Значение кроме «0» ····· M04 в базовой точке
- X, Y, P, Q, D и/или J(B) можно пропустить.
- Возврат в исходную точку всегда используется для кода G87 (даже если текущим
режимом будет G99).
- Необходимость использования аргумента J или B определяется значением, заданным в
бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
=0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
- В режиме G91 (ввод данных в приращениях) направление обработки отверстия
определяется автоматически в соответствии со знаком данных Z (знак данных в адресе
R будет пропущен).
13-24
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-19 G88 (Растачивание)
G88 [Xx Yy] Rr Zz [Ptc]
Исходная
точка
G98
Базовая точка
G99
Точка Z
Выдержка M05,
M00
MEP156
tc : Выдержка (во времени или в
количестве оборотов)
- X, Y и/или P можно пропустить.
- У основания отверстия выполняется вывод кодов М05 и М00.
13-2-20 G89 (Растачивание)
G89 [Xx Yy] Rr Zz [Ptc]
Исходная
точка
G98
Базовая точка
G99
Точка Z
Выдержка
MEP157
tc : Выдержка (во времени или в
количестве оборотов)
- X, Y и/или P можно пропустить.
13-25
13
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-21 Синхронное нарезание резьбы метчиком (дополнительная функция)
В программе формата EIA/ISO синхронное нарезание резьбы метчиком можно выбрать
посредством дополнительной установки данных адреса H в цикле нарезания резьбы
метчиком в кадре G74 или G84. Адрес Н предназначен для выбора
синхронного/асинхронного нарезания резьбы метчиком и для назначения ручной
коррекции скорости возврата. Специальные подготовительные функции G84.2 и G84.3
также необходимы для обоих типов синхронного нарезания резьбы метчиком.
Кроме того, адреса Q и I предназначены для выбора циклов глубокого нарезания резьбы
метчиком и высокоскоростного глубокого нарезания резьбы метчиком. Аргументы Q и I
предназначены для определения глубины резания за один проход инструмента для
сверления с периодическим выводом сверла и выбора цикла стандартного/высокоскоростного
глубокого нарезания резьбы метчиком соответственно.
1.
G74 [Нарезание обратной резьбы метчиком]/G84.3 [Синхронное нарезание обратной
резьбы метчиком]
G74 [Xx Yy] Rr Zz [Ptc] Ff0 [Jj0(Bb0) Dd0 Hh0 Kk0]
G84.3 [Xx Yy] Rr Zz [Ptc Qq0] Ff0 [Ii0]
Цикл нарезания резьбы метчиком
Цикл глубокого нарезания резьбы метчиком
Исходная
точка
Исходная
точка
Останов
шпинделя
Останов
шпинделя
Выдержка
M04
G98
Точка R'
Точка R'
d0
G99
k0
Базовая
точка
Выдержка
M04
Точка D
G99
G98
k0
Базовая
точка
Точка D
q0
Точка Z
Выдержка
M03
d0
q0
Выдержка
M03
Точка Z
Цикл высокоскоростного глубокого нарезания резьбы метчиком
Исходная точка
Останов шпинделя
G98
Точка R'
G99
d0
Базовая точка
k0
Выдержка
M04
Параметр
F10
q0
q0
Точка D
Выдержка
M03
Точка Z
tc : Выдержка (всегда задается во времени)
q0 : Глубина резания за один проход для
сверления с периодическим выводом
сверла
d0 : Расстояние от базовой точки (Расстояние
отвода метчика вверх)
h0 : Ручная коррекция скорости возврата
h0 = 0 ..... Асинхронное нарезание резьбы
метчиком
13-26
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
f0 : Скорость подачи (Задать шаг для
синхронного нарезания резьбы
метчиком)
i0 : 0 ... Цикл глубокого нарезания резьбы
метчиком
1 ... Цикл высокоскоростного глубокого
нарезания резьбы метчиком
j0 : 1 ... M03 после выдержки у основания
отверстия
(b0) 2 ... M03 перед выдержкой у основания
отверстия
4 ... M04 после выдержки в базовой точке
13
h0 1 ...... Синхронное нарезание резьбы
метчиком
k0 : Расстояние от базовой точки
Аргументы X, Y, P, Q, I, J(B), D, H и/или K можно пропустить.
Однако если аргумент J(B) пропущен или задан на «0», настройки аргумента J(B)
расцениваются в качестве «2».
Если Н пропущено, метод синхронного нарезания выбирается автоматически
Аргументы Q и I не используются для метода асинхронного нарезания резьбы
метчиком (данные аргументы используются только для цикла стандартного нарезания
резьбы метчиком).
Кроме того, операция нарезания резьбы метчиком зависит от настроек бита 3
параметра F155, а также от того, заданы ли, и каким образом заданы аргументы Q и I
(см. таблицу ниже).
Аргумент Q: задан
Аргумент Q: пропущен (или Q0)
Аргумент I
Пропущен
1
Цикл
высокоскорост
ного глубокого
нарезания
резьбы
метчиком
0
Цикл глубокого
нарезания
резьбы
метчиком
бит 3
параметра
F155 = 1
Цикл
высокоскорост
ного глубокого
нарезания
резьбы
метчиком
бит 3 параметра
F155 = 0
Цикл нарезания резьбы
метчиком
Цикл глубокого
нарезания
резьбы метчиком
Аргумент H предназначен для выбора синхронного или асинхронного нарезания
резьбы метчиком, если станок оснащен функцией синхронного нарезания резьбы.
Данный код также предназначен для ручной коррекции скорости возврата при
выполнении цикла синхронного нарезания резьбы метчиком.
Если станок не оснащен функцией синхронного нарезания резьбы, то для асинхронного
нарезания резьбы необходимо ввести «H0». В противном случае, т. е. при опускании
или задании эффективного значения для синхронного нарезания резьбы метчиком,
появится предупредительное сообщение 952 NO SYNCHRONIZED TAP OPTION (НЕТ
ДОПОЛНИТЕЛЬНОЙ
ФУНКЦИИ
СИНХРОННОГО
НАРЕЗАНИЯ
РЕЗЬБЫ
МЕТЧИКОМ).
Необходимость использования аргумента J или B определяется значением, заданным
в бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
= 0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра
F84, равном «1» (аргумент команды J), команда В задает вращение
стола. Во избежание столкновения инструмента с заготовкой следует
соблюдать меры предосторожности.
При работе в режиме покадровой отработки завершение операции происходит после
каждого возврата сверла за один проход инструмента и после окончательного возврата
в исходную или базовую точку при глубоком нарезании резьбы метчиком и
высокоскоростном глубоком нарезании резьбы метчиком соответственно.
При выполнении цикла высокоскоростного глубокого нарезания резьбы метчиком
после каждой рабочей подачи выполняется возврат инструмента для сверления на
расстояние, заданное в параметре F10, кроме тех случаев, когда точка возврата
должна превышать точку D, в которой завершается возврат сверла.
13-27
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Во время выбора передач для нарезания резьбы метчиком следует быть предельно
внимательным для обеспечения минимального времени разгона/торможения
шпинделя.
Соотношение ручной коррекции (%) скорости возврата к скорости рабочей подачи для
кода G84.2 задано в параметре K90.
Более подробную информацию о выборе передач для нарезания
резьбы метчиком см. в руководстве по эксплуатации станка.
2.
G84 [стандартное нарезание резьбы метчиком]/G84/2 [Синхронное стандартное
нарезание резьбы метчиком]
G84 [Xx Yy] Rr Zz [Ptc] Ff0 [Jj0(Bb0) Dd0 Hh0 Kk0]
G84.2 [Xx Yy] Rr Zz [Ptc Qq0] Ff0 [Ii0]
Цикл нарезания резьбы метчиком
Цикл глубокого нарезания резьбы метчиком
Исходная
точка
Останов
шпинделя
Исходная
точка
Останов
шпинделя
Выдержка
M03
G98
Точка R'
Точка R'
d0
k0
G99
Базовая
точка
Выдержка
M03
Точка D
G99
G98
Базовая
k0 точка
Точка D
q0
Точка Z
Выдержка
M04
d0
q0
Выдержка
M04
Точка Z
Цикл высокоскоростного глубокого нарезания резьбы метчиком
Исходная точка
Останов
шпинделя
G98
Точка R'
G99
d0
Базовая точка
k0
Выдержка
M03
Параметр
F10
q0
q0
Точка D
Выдержка
M04
Точка Z
tc : Выдержка (всегда задается во времени)
q0 : Глубина резания за один проход для
сверления с периодическим выводом
сверла
f0 : Скорость подачи (Задать шаг для
синхронного нарезания резьбы
метчиком)
i0 : 0 ... Цикл глубокого нарезания резьбы
метчиком
1 ... Цикл высокоскоростного глубокого
нарезания резьбы метчиком
d0 : Расстояние от базовой точки (Расстояние
отвода метчика вверх)
h0 : Ручная коррекция скорости возврата
h0 = 0 ..... Асинхронное нарезание резьбы
метчиком
h0 1 ...... Синхронное нарезание резьбы
метчиком
k0 : Расстояние от базовой точки
13-28
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
j0 : 1 ... M04 после выдержки у основания
отверстия
(b0) 2 ... M04 перед выдержкой у основания
отверстия
4 ... M03 после выдержки в базовой точке
Аргументы X, Y, P, Q, I, J(B), D, H и/или K можно пропустить.
Однако если аргумент J(B) пропущен или задан на «0», настройки аргумента J(B)
расцениваются в качестве «2».
Если Н пропущено, метод синхронного нарезания выбирается автоматически
Аргументы Q и I не используются для метода асинхронного нарезания резьбы
метчиком (данные аргументы используются только для цикла стандартного нарезания
резьбы метчиком).
Кроме того, операция нарезания резьбы метчиком зависит от настроек бита 3
параметра F155, а также от того, заданы ли, и каким образом заданы аргументы Q и I
(см. таблицу ниже).
Аргумент Q: задан
Аргумент Q: пропущен (или Q0)
Аргумент I
Пропущен
1
Цикл
высокоскорост
ного глубокого
нарезания
резьбы
метчиком
0
Цикл глубокого
нарезания
резьбы
метчиком
бит 3
параметра
F155 = 1
Цикл
высокоскорост
ного глубокого
нарезания
резьбы
метчиком
бит 3 параметра
F155 = 0
Цикл нарезания резьбы
метчиком
Цикл глубокого
нарезания резьбы
метчиком
Аргумент H предназначен для выбора синхронного или асинхронного нарезания
резьбы метчиком, если станок оснащен функцией синхронного нарезания резьбы.
Данный код также предназначен для ручной коррекции скорости возврата при
выполнении цикла синхронного нарезания резьбы метчиком.
Если станок не оснащен функцией синхронного нарезания резьбы, то для асинхронного
нарезания резьбы необходимо ввести «H0». В противном случае, т. е. при опускании
или задании эффективного значения для синхронного нарезания резьбы метчиком,
появится предупредительное сообщение 952 NO SYNCHRONIZED TAP OPTION (НЕТ
ДОПОЛНИТЕЛЬНОЙ
ФУНКЦИИ
СИНХРОННОГО
НАРЕЗАНИЯ
РЕЗЬБЫ
МЕТЧИКОМ).
Необходимость использования аргумента J или B определяется значением, заданным
в бите 1 параметра F84.
Бит 1 параметра F84 = 1: Команда аргумента J
= 0: Команда аргумента В
Примечание: для горизонтального обрабатывающего центра при бите 1 параметра F84,
равном «1» (аргумент команды J), команда В задает вращение стола. Во
избежание столкновения инструмента с заготовкой следует соблюдать
меры предосторожности.
При работе в режиме покадровой отработки завершение операции происходит после
каждого возврата сверла за один проход инструмента и после окончательного возврата
в исходную или базовую точку при глубоком нарезании резьбы метчиком и
высокоскоростном глубоком нарезании резьбы метчиком соответственно.
При выполнении цикла высокоскоростного глубокого нарезания резьбы метчиком
после каждой рабочей подачи выполняется возврат инструмента для сверления на
расстояние, заданное в параметре F10, кроме тех случаев, когда точка возврата
должна превышать точку D, в которой завершается возврат сверла.
13-29
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Во время выбора передач для нарезания резьбы метчиком следует быть предельно
внимательным для обеспечения минимального времени разгона/торможения
шпинделя.
Соотношение ручной коррекции (%) скорости возврата к скорости рабочей подачи для
кода G84.2 задано в параметре K90.
Более подробную информацию о выборе передач для нарезания
резьбы метчиком см. в руководстве по эксплуатации станка.
3.
G84.2 (стандартное нарезание резьбы метчиком)
G84.2 [Xx Yy] Rr Zz [Ptc] Ff0
Исходная точка
Останов
шпинделя
G98
G99
Базовая точка
f0
f0
f0
Точка Z
Выдержка
M04
tc : Выдержка (задается во времени) у точки Z и
возврат в базовую точку
f0 : Скорость подачи (шаг)
- X, Y и/или P можно пропустить.
- При задании кодов G84.2 или G84.3 без соответствующей дополнительной функции на
экране появится предупредительное сообщение 952 NO SYNCHRONIZED TAP OPTION
(НЕТ ДОПОЛНИТЕЛЬНОЙ ФУНКЦИИ СИНХРОННОГО НАРЕЗАНИЯ РЕЗЬБЫ
МЕТЧИКОМ).
- Во время выбора передач для нарезания резьбы метчиком следует быть предельно
внимательным для обеспечения минимального времени разгона/торможения шпинделя.
Более подробную информацию о выборе передач для нарезания
резьбы метчиком см. в руководстве по эксплуатации станка.
- Установка параметра K90 всегда обозначает величину ручной коррекции скорости
возврата (%).
13-30
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
13
G84.3 (нарезание обратной резьбы метчиком)
G84.3 [Xx Yy] Rr Zz [Ptc] Ff0
Исходная точка
Останов
шпинделя
G98
G99
Базовая точка
f0
f0
f0
Точка Z
Выдержка
M03
tc : Выдержка (задается во времени) у точки Z и
возврат в базовую точку
f0 : Скорость подачи (шаг)
- X, Y и/или P можно пропустить.
- При задании кодов G84.2 или G84.3 без соответствующей дополнительной функции на
экране появится предупредительное сообщение 952 NO SYNCHRONIZED TAP OPTION
(НЕТ ДОПОЛНИТЕЛЬНОЙ ФУНКЦИИ СИНХРОННОГО НАРЕЗАНИЯ РЕЗЬБЫ
МЕТЧИКОМ).
- Во время выбора передач для нарезания резьбы метчиком следует быть предельно
внимательным для обеспечения минимального времени разгона/торможения шпинделя.
- Установка параметра K90 всегда обозначает величину ручной коррекции скорости
возврата (%).
Более подробную информацию о выборе передач для нарезания
резьбы метчиком см. в руководстве по эксплуатации станка.
13-31
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-2-22 G82.2 (Цикл автоматического сверления с периодическим выводом сверла)
(дополнительная функция)
G82.2 [Xx Yy] Rr Zz Qq0 Ff0 [Dd0 Kk0 Ptc Ii0 Hh0]
И
G
9
8
Б
k
G
0
9
9
f
0
d
[
0
f
1
]
0
Т
d0 : Припуск на останов после быстрого
f0
tc
перемещения
k0 : Расстояние от точки R до начальной точки
рабочей подачи
q0 : Пороговое значение
с
х
о
д
н
а
я
а
тз
о
о
чв
ка
я
а
т
о
ч
к
а
о
ч
Скорость подачи
к
: Время автоматической идентификации
а
(мс)
: Расстояние обнаружения поломкиZ
i0
h0 : Максимальное число операций сверления
с выводом сверла
D
7
4
7
P
B
0
0
1
1
X, Y и/или D можно пропустить.
При пропуске D или его задании на «0» операция на станке выполняется в
соответствии со значением, заданным в параметре F13.
При сверлении с периодическим выводом сверла до точки R рабочая подача
осуществляется в обратном направлении, когда усилие резания достигает порогового
значения, заданного в виде аргумента Q (в точке [1]).
Аргумент Р предназначен для задания периода времени, за которое должна быть
выполнена идентификация с целью исключения (пропуска), которая ведет к изменению
крутящего момента при холостом ходе, вызванное изменением текущей обратной
связи из-за повышения температуры шпинделя. По достижении этого времени
значение идентификации будет использоваться до тех пор, пока не будет удалено
кнопкой сброса.
Для правильной автоматической идентификации шпиндель должен вращаться на
заданной частоте вращения.
Аргумент I предназначен для задания расстояния определения поломки инструмента с
учетом силы резания.
Усилие резания контролируется при первом осевом перемещении из точки R до
положения, определяемого аргументом I. Если в соответствии с настройкой параметра
SA133 усилие резания не должно изменяться, инструмент оценивается как
поломанный и возвращается в исходную точку без фактического использования для
обработки отверстия.
Результат можно считать в бите 0 системной переменной #3108.
Аргумент Н предназначен для задания максимально допустимого количества операций
сверления с периодическим выводом сверла на одном отверстии.
13-32
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Операция сверления с периодическим выводом сверла, выполнение которой может
привести к превышению заданного количества, будет заменена на движение возврата
в исходную точку без дальнейшей обработки отверстия.
Результат можно считать в бите 1 системной переменной #3108.
Аргументы P, I и H являются модальными значениями.
Значение аргумента I зависит от использования десятичной точки. Системные
переменные, используемые для задания аргумента I, всегда принимаются как значения
с десятичной точкой.
Аргумент I
Единица
измерения
1
(без десятичной
точки)
1.
(с десятичной
точкой)
0,0001 мм
1 мм
#100 = 1
I#100
1 мм
#100 = 1.
I#100
1 мм
Значение аргумента Q зависит от использования десятичной точки. Системные
переменные, используемые для задания аргумента Q, всегда принимаются как
значения с десятичной точкой.
Кроме того, значение аргумента Q зависит от того, указан ли он в режиме кода G20
(выбор дюймовой системы) или G21 (выбор метрической системы), как показано ниже.
Аргумент Q
1
(без
десятичной
точки)
1.
(с
десятичной
точкой)
#100 = 1
Q#100
#100 = 1.
Q#100
Диапазон значений
Выбор дюймовой
системы (G20)
0,00001 Н·м
10 Н·м
10 Н·м
10 Н·м
от 0 до 9999,9999
Выбор
метрической
системы (G21)
0,0001 Н·м
1 Н·м
1 Н·м
1 Н·м
от 0 до 99999,999
Значение меньше нуля (0) в качестве аргумента Q приведет к появлению сообщения
958 AUTO PECKING IMPOSSIBLE (АВТОМАТИЧЕСКОЕ СВЕРЛЕНИЕ С
ПЕРИОДИЧЕСКИМ ВЫВОДОМ СВЕРЛА НЕВОЗМОЖНО).
Кроме того, следует учитывать, что фактически операции автоматического сверления с
периодическим выводом сверла можно вставить, только если в аргументе Q указано
пороговое значение 0,01 Н·м или более. Положительное значение ниже 0,01 Н·м
задает только пороговое значение на нуль (0), при котором операции сверления с
периодическим выводом сверла выполняться не могут.
В таблице ниже перечислены системные переменные, связанные с циклом
автоматического сверления с периодическим выводом сверла.
Системная
переменная
Описание
#3113
Координата днища отверстия заготовки, подлежащего обработке в коде G82.2.
(Вычесть длину определенного инструмента для получения соответствующего
значения, указанного в программе).
#3108
Флажок обнаружения поломки инструмента
бит 0: равен “1”, если предустановленное изменение усилия резания не было
обнаружено при перемещении на расстояние (заданное аргументом I).
бит 1: Равен "1", если превышено максимально допустимое число операций
сверления с периодическим выводом сверла (задается аргументом Н).
#3109
Общее количество обработанных заготовок.
Выполняется подсчет отверстий, обрабатываемых в коде G82.2. Отверстия, которые
обрабатываются не до днища, исключаются из подсчета.
Переменная всегда инициализируется (сбрасывается до нуля) при включении и при
необходимости может быть изменена вручную.
#3110
Число операций сверления с периодическим выводом сверла на одно отверстие.
13-33
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Системная
переменная
Описание
Максимальный крутящий момент при резании на каждое отверстие. [Единица
измерения: 0,01 Н·м]
#3111
13-3 Временная отмена покадрового останова в постоянном цикле
13-3-1 Описание функции
Данная функция предназначена для эффективной проверки операций точечной обработки
(т.е. обработки отверстий) в режиме покадровой отработки посредством уменьшения
количества нажатий кнопки
(другими словами, частоты останова работы).
Если данная функция временной отмены доступна, покадровый останов происходит
только в следующих трех положениях:
1. Конечное положение позиционирования,
2. Конечное положение подвода в базовую точку,
3. Конечное положение последующей операции обработки отверстия и возврата.
Комментарий 1: для включения и отключения данной функции предназначен
следующий параметр:
временная отмена покадрового останова для выполнения постоянного
цикла:
F87 бит 4 = 1 (Доступна) / 0 (Недоступна)
Комментарий 2: данная функция доступна для обоих форматов программ: EIA/ISO и
MAZATROL.
13-3-2 Примеры операций
Изменения в покадровой отработке, внесенные посредством данной функции, описаны
ниже на примере цикла глубокого сверления отверстий (G83).
G83 [Xx Yy] Rr Zz Ff0 Qq0 [Dd0 Kk0 Ptc Ii0 Hh0]
В цикле глубокого сверления отверстий во избежание увеличения нагрузки вследствие
засорения стружкой происходит многократный отвод инструмента после сверления до
определенной глубины. На рисунке 1 показаны положения, в которых происходит останов
операции в цикле обработки.
При временной отмене покадрового останова количество остановов сокращается, как
показано на рисунке 2.
F87 бит 4 = 0
F87 бит 4 = 1
Исходная точка
Исходная точка
Базовая точка
Базовая точка
k0
k0
Точка D
G99
Точка D
G98
G99
d0
i0
i0
Точка Z
Точка Z
Рисунок 1
G98
d0
: Положение покадрового
останова
13-34
Рисунок 2
: Положение покадрового
останова
D735P0562
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-4 Возврат в исходную и базовую точки: G98 и G99
1.
Функция и назначение
Команды G98 или G99 предназначены для выполнения возврата в базовую точку или
исходную точку обработки в последнем технологическом проходе постоянного цикла.
2.
Формат программирования
G98: Возврат в исходную точку
G99: Возврат в базовую точку
3.
Подробное описание
Ниже представлена взаимосвязь между режимом G98/G99 и количеством повторов:
Количество
отверстий
Одно
Пример
программы
G81 X100. Y100.
Z–50. R25. F1000
G98 (При включении питания или
после сброса кодами M02, M30 или
кнопкой
G99
)
Исходная
Исходная
точка
точка
Базовая
Базовая
точка
точка
Возврат к уровню исходной точки.
Возврат к уровню базовой точки.
G81 X100. Y100.
Z–50. R25. L5
F1000
2 или более
Последнее
1-е отверстие 2-е отверстие отверстие
Постоянный возврат в исходную точку
13-35
Последнее
1-е отверстие 2-е отверстие отверстие
MEP158
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-5 Включение/отключение масштабирования: G51/G50
1.
Функция и назначение
Размер контура, заданный в программе, можно уменьшить или увеличить с помощью
команды масштабирования G51. Диапазон коэффициентов масштабирования
(увеличение/уменьшение) составляет от 0,000001 до 99,999999.
Для задания оси, центра и коэффициента масштабирования используется код G51.
Для отмены масштабирования используется код G50.
2.
Формат программирования
G51 Xx Yy Zz Pp Включение масштабирования (задание оси, центра (абсолютное
значение/значение в приращениях) и коэффициента масштабирования)
G50
отмена масштабирования
3.
Подробное описание
A.
Задание оси масштабирования
Режим масштабирования задается автоматически при вводе кода G51. Команда G51 не
выполняет перемещений по оси; с помощью данной команды лишь задается ось, центр и
коэффициент масштабирования.
Масштабирование становится доступным только для оси, по которой был задан центр
масштабирования.
Центр масштабирования Центр масштабирования следует задавать с адресом оси в
соответствии с абсолютными данными или данными в приращениях (G90 или G91). Это
также применимо и при задании текущего положения в качестве центра.
Коэффициент масштабирования Для задания коэффициента масштабирования следует
использовать адрес Р.
Минимальная единица задаваемых данных:
0,000001
Задаваемый диапазон коэффициентов:
От 1 до 99999999 или от 0,000001 до
99,999999 (раз) (Хотя доступны два
формата масштабирования, последний
формат с десятичной точкой должен
следовать за кодом G51).
Коэффициент
масштабирования
b
Контур обработки
a
Контур, заданный
программой
Центр масштабирования
MEP177
13-36
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Если коэффициент масштабирования не задан в одном кадре с кодом G51, будет
использоваться коэффициент масштабирования, заданный параметром F20. Текущие
настройки данного параметра используются при их изменении в режиме масштабирования.
Иными словами, доступна настройка параметра, действительная при вводе команды G51.
Данные будут рассчитаны с коэффициентом масштабирования «1», если ни программа,
ни параметр не будут содержать заданного коэффициента масштабирования.
В следующих случаях отображается предупредительное сообщение:
- Масштабирование задано на станке, не оснащенном функцией масштабирования
(предупредительное сообщение 872 G51 OPTION NOT FOUND (НЕ НАЙДЕНА
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ G51))
- В кадре с кодом G51 задан коэффициент масштабирования, превышающий
максимально допустимое значение (предупредительное сообщение 809 ILLEGAL
NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ) (Коэффициенты менее
0,000001 расцениваются в качестве «1»).
B.
Отмена масштабирования
Режим отмены масштабирования задается автоматически при вводе кода G50. При
задании этого командного кода происходит коррекция разницы между координатами,
заданными в программе, и координатами фактического положения в системе координат
станка Перемещение на величину коррекции, заданную масштабированием, выполняется
даже по осям, которые не были заданы в одном кадре с командой G50.
4.
Меры предосторожности
1.
2.
3.
4.
5.
6.
7.
8.
Масштабирование недоступно для коррекции на радиус инструмента, коррекции на
длину инструмента или коррекции на положение инструмента. Коррекция и другие
виды корректировки рассчитываются только для контура, существующего после
выполнения масштабирования.
Масштабирование доступно только для команд, выполняемых в режиме
автоматического управления (режим управления через перфоленту, режим
обращения к памяти или режим ручного ввода данных); масштабирование не
выполняется для перемещения в режиме ручного управления.
Координаты после масштабирования отображаются в качестве данных
позиционирования.
Масштабирование выполняется по оси, для которой задан центр масштабирования
посредством кода G51. В данном случае масштабирование становится доступным
для всех команд перемещения, выполняемых в режиме автоматического управления,
а также для холостых ходов, установленных параметрами G73 и G83 и для ходов
смещения, задаваемых кодами G76 и G87.
Если для масштабирования выбрана только одна ось определенной плоскости,
выполняется круговая интерполяция с единичным масштабированием по оси.
Масштабирование будет отменено, если в режиме масштабирования будет задана
команда кодов М02, М03 или кода М00 (если код М0 содержит команду сброса).
Также отменить масштабирование можно посредством задания команды сброса с
внешнего устройства или нажатием кнопки
во время сброса/исходного
состояния.
В данных P, определяющих коэффициент масштабирования, можно использовать
десятичную точку. Однако десятичная точка становится доступной только при
задании команды масштабирования G51 перед данными P.
G51P0.5
0,5 раз
P0.5G51
1 раз (рассматривается как P = 0)
P500000G51 0,5 раз
G51P500000 0,5 раз
Центр масштабирования смещается соответствующим образом, если система
координат смещается с помощью команд G92 или G52 при масштабировании.
13-37
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
5.
Примеры программ
1.
Основная операция I
N01 G92X0Y0Z0
N02 G90G51X–100.Y–100.P0.5
N03 G00G43Z–200.H02
N04 G41X–50.Y-50.D01
N05 G01Z–250.F1000
N06 Y–150.F200
N07 X–150.
N08 G02Y–50.J50.
N09 G01X–50.
N10 G00Z0
N11 G40G50X0Y0
N12 M02
Y
–200.
–150.
–100.
–50.
X
W
–50.
N09
N11
N04
N08
–100.
M
N06
N07
–150.
Траектория перемещения инструмента
после изменения масштаба на 1/2
Заданная
траектория
перемещения
после изменения масштаба на 1/2
Траектория перемещения инструмента
без масштабирования
Заданная траектория перемещения без
масштабирования
D01 = 25.000
M: Центр масштабирования
MEP178
13-38
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
2.
13
Основная операция II
N01 G92X0Y0
N02 G90G51P0.5 .................. См. пункты от [1] до [4] ниже.
N03 G00X–50.Y–50.
N04 G01X–150.F1000
N05 Y–150.
N06 X–50.
N07 Y–50.
N08 G00G50
N09 M02
[1] Без масштабирования
N02 G90G51P0.5
[2] При необходимости масштабирования по осям X, Y
N02 G90G51X–100.Y–100.P0.5
[3] При необходимости масштабирования только по оси X
N02 G90G51X–100.P0.5
[4] При необходимости масштабирования только по оси Y
N02 G90G51Y–100.P0.5
Y
–150.
–100.
–50.
X
W
[3]
–50.
[4]
[2]
M
–100.
[1]
–150.
MEP179
13-39
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
3.
Основная операция III
N01 G92X0Y0
N02 G90G51P0.5 .................. См. пункты от [1] до [4] ниже.
N03 G00X–50.Y–50.
N04 G01Y–150.F1000
N05 G02X–100.I–25.
N06 G01X–150.
N07 G02X–200.I–25.
N08 G01X–250.Y–100.
N09 Y–50.
N10 X–50.
N11 G00G50
N12 M02
[1] Без масштабирования
N02 G90G51P0.5
[2] При необходимости масштабирования по осям X, Y
N02 G90G51X-125.Y–100.P0.5
[3] При необходимости масштабирования только по оси X N02 G90G51X-125.P0.5
[4] При необходимости масштабирования только по оси Y N02 G90G51Y–100.P0.5
Y
–150.
–200.
–250.
–125.
–100.
–50.
X
W
–50.
[2]
[4]
[1]
M
–100.
[3]
–150.
MEP180
13-40
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
13
Проверка базовой точки (нулевой точки) (G27) при масштабировании
Ввод кода G27 при масштабировании отменяет режим масштабирования после его
задания в кадре.
N01 G28X0Y0
N02 G92X0Y0
N03 G90G51X–100.Y–100.P0.5
N04 G00X–50.Y–50.
N05 G01X–150.F1000
N06 G27X0Y0
Если программа составлена с возможностью достижения базовой точки в
стандартном режиме, она также может быть достигнута в режиме масштабирования.
Y
–150.
–100.
–50.
X
W
N06*
N06**
–50.
N04
N05
–100.
N06*.............. Без масштабирования
M
N06** ............ При масштабировании
MEP181
13-41
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
5.
Возврат в базовую точку (нулевую точку) (G28, G29 или G30) при масштабировании
Ввод команды G28 или G30 во время масштабирования отменяет режим
масштабирования в средней точке, а затем выполняется команда возврата в базовую
точку (нулевую точку). Если средняя точка не задана, команда возврата в базовую
точку (нулевую точку) выполняется из точки, в которой было отменено
масштабирование.
Если код G29 задан в режиме масштабирования, масштабирование будет
выполняться для всего перемещения после средней точки.
N01
N02
N03
N04
N05
N06
N07
G28X0Y0
G92X0Y0
G90G51X–100.Y–150.P500000
G00X–50.Y–100.
0.5
G01X–150.F1000
G28X–100.Y–50.
G29X–50.Y–100.
Y
–150.
–100.
–50.
X
W
N06
N07
Промежуточная
точка
–50.
N04
N07*
N06*
N07**
N06**
–100.
N05
–150.
N06*
N07*
N06**
N07**
Без
масштабирования
M
При
масштабировании
MEP182
13-42
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
6.
13
Одностороннее позиционирование (G60) при масштабировании
С помощью ввода команды G60 в режиме масштабирования выполняется
масштабирование в конечной точке позиционирования, а, следовательно,
масштабирование для параметра l1, предназначенного для задания смещения. Таким
образом, величина смещения остается постоянной, независимо от доступности
масштабирования.
N01 G92X0Y0
N02 G91G51X–100.Y–150.P0.5
N03 G60X–50.Y–50.
N04 G60X–150.Y–100.
Y
–150.
–100.
–50.
X
W
Без
масштабирования
–50.
N03
–100.
N04
При
масштабировании
M
–150.
MEP183
13-43
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
7.
Корректировка системы координат заготовки при масштабировании
Корректировка системы координат заготовки при масштабировании приводит к
смещению центра масштабирования в соответствии с разницей в величине коррекции
между новой и старой системами координат заготовки.
N01
N02
N03
N04
N05
G90G54G00X0Y0
G51X–100.Y–100.P0.5
G65P100
G90G55G00X0Y0
G65P100
Подпрограмма
O100
G00X–50.Y–50.
G01X–150.F1000
Y–150.
X–50.
Y–50.
M99
%
G54
W1
M
W2
G55
M’
’
MEP184
13-44
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
8.
13
Вращение изображения при масштабировании
При задании команды вращения изображения при масштабировании выполняется
масштабирование центра и радиуса вращения изображения.
N01
N02
N03
N04
G92X0Y0
G90G51X0Y0P0.5
G00X–100.Y–100.
M98P200I–50.L8
Подпрограмма
O200
G91G01X–14.645Y35.355F1000
M99
%
Центр
масштабирования
Y
–200.
–150.
–100.
–50.
X
W
–50.
После
масштабирования
–100.
Программа
обработки
–150.
MEP185
13-45
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
9.
Масштабирование с помощью подпрограммы вращения изображения
При вводе команды масштабирования в подпрограмме вращения изображения
выполняется масштабирование только для контура, предварительно заданного в
подпрограмме. Масштабирование не выполняется для радиуса вращения
изображения.
G92X0Y0
G90G00X100.
M98P300I–100.L4
G90G00X0Y0
M02
Подпрограмма
O300
G91G51X0Y0P0.5
G00X–40.
G01Y–40.F1000
X40.
G03Y80.J40.
G01X–40.
Y–40.
G00G50X40.
X–100.Y100.
M99
%
Программа
обработки
W
После
масштабирования
MEP186
13-46
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
10. Масштабирование во время поворота системы координат
Если задано масштабирование во время поворота системы координат, центр
масштабирования будет вращаться, и масштабирование будет выполняться при
вращающемся центре масштабирования.
N01
N02
N03
N04
N05
N06
N07
N08
N09
G92X0Y0
M00
G90G51X–150.Y–75.P0.5
G00X–100.Y–50,
G01X–200.F1000
Y–100.
X–100.
Y–50.
G00G50X0Y0
(Ввод данных поворота системы координат)
Y
–200.
–150.
–100.
–50.
X
W
Только
Программа
масштабирование
обработки
–50.
Только поворот
системы координат
–100.
N04
Смещение центра
масштабирования
путем поворота
системы координат
N05
N08
N06
–150.
N07
Поворот системы координат и
масштабирование
MEP187
13-47
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
11. Задание кода G51 во время масштабирования
Если команда G51 задана в режиме масштабирования, масштабирование будет
выполняться также по оси с только что определенным центром масштабирования.
Коэффициент масштабирования, заданный последней командой G51, становится
доступным в данном случае.
N01 G92X0Y0
N02 G90G51X–150.P0.75
Масштабирование по оси X; P = 0.75
N03 G00X–50.Y–25.
N04 G01X–250.F1000
N05 Y–225.
N06 X–50.
N07 Y–25.
N08 G51Y–125.P0.5
Масштабирование по осям X и Y; P = 0.5
N09 G00X–100.Y–75.
N10 G01X–200.
N11 Y–175.
N12 X–100.
N13 Y–75.
N14 G00G50X0Y0
Отмена
Y
–250.
–200.
–150.
–100.
–50.
X
W
N03
N14
N04
N05
–50.
N09
N10
Программа
обработки
–100.
N11
N13
N12
–150.
N07
–200.
N06
MEP188
13-48
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-6 Включение/отключение функции зеркального отображения посредством
G кода: G51.1/G50.1
1.
Функция и назначение
При использовании G кодов можно включать и отключать режим зеркального отображения
каждой оси. Функция зеркального отображения, заданная посредством G кодов, имеет
больший приоритет по сравнению с той же функцией, заданной посредством других кодов.
2.
Формат программирования
G51.1 Xx1 Yy1 Zz1 Cc1 Bb1
G50.1 Xx2 Yy2 Zz2 Cc2 Bb2
3.
Включение функции зеркального отображения
Отключение функции зеркального отображения
Подробное описание
- Использовать адрес и координаты в кадре с кодом G51.1 для определения зеркального
отображения оси и центра (при помощи абсолютных данных или данных в виде
приращений соответственно).
- Заданное координатное слово в кадре с кодом G50.1 будет обозначать ось, для которой
необходимо отменить функцию зеркального отображения. Даже если значения
координат указаны, в данном случае они пропускаются.
- После выполнения зеркального отображения только по одной из осей, образующих
плоскость, во время круговой интерполяции, коррекции на радиус инструмента или
поворота системы координат направление вращения и направление коррекции
становится обратным.
- Так как выполнение зеркального отображения доступно только для локальной системы
координат, центр зеркального отображения перемещается в соответствии с
установленными данными счетчика или измененными данными коррекции координат
заготовки.
4.
Примеры программ для линейных осей (X и Y)
Y
[1]
[2]
X
[3]
[4]
MEP189
(Основная программа)
G00G90G40G49G80
M98P100
G51.1X0
M98P100
G51.1Y0
M98P100
G50.1X0
M98P100
G50.1Y0
M30
X
Y
[1] ОТКЛ.
[2] ВКЛ.
ОТКЛ.
ОТКЛ.
[3] ВКЛ.
ВКЛ.
[4] ОТКЛ
ОТКЛ.
ВКЛ.
ОТКЛ.
13-49
(Подпрограмма O100)
G91G28X0Y0
G90G00X20.Y20.
G42G01X40.D01F120
Y40.
X20.
Y20.
G40X0Y0
M99
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
5.
Пример программирования для оси вращения (оси С)
Без зеркального
отображения
C = 0°
(С зеркальным отображением)
* Программирование в
абсолютных координатах
C = 0°
[1]
[3]
[3]
С зеркальным отображением
(Программирование в
приращениях)
C = 0°
[1]
[1]
[2]
[2]
[2]
[3]
D740PB0160
(С зеркальным
отображением)
G00G90G40G49G80
M200
C0
C45. .................. [1]
C90. .................. [2]
C-45. ................ [3]
M30
(С зеркальным
отображением)
* Программирование в
абсолютных
координатах
G00G90G40G49G80
M200
C0
G51.1C0
C45. .................. [1]
C90. .................. [2]
C-45. ................ [3]
G50.1C0
M30
(С зеркальным
отображением)
* Программирование в
приращениях
G00G90G40G49G80
M200
C0
G51.1C0
G91C45. ............ [1]
C90. ................... [2]
C-45. ................. [3]
G50.1C0
M30
13-7 Включение/отключение функции зеркального отображения посредством
М кодов: M91, M92, M93/M90
1.
Функция и назначение
При использовании М кодов можно включать и отключать режим зеркального отображения
осей линейного перемещения и осей вращения.
2.
Формат программирования
M90
M91
M92
M93
3.
Отключение зеркального отображения
Включение зеркального отображения для оси Х
Включение зеркального отображения для оси Y
Включение зеркального отображения для 4 оси
Подробное описание
При выполнении зеркального отображения только одной из осей, образующих
плоскость, во время круговой интерполяции, коррекции на радиус инструмента или
поворота системы координат направление вращения и направление коррекции
становятся обратными.
В одном кадре может быть задан только один М код функции зеркального отображения.
Центром зеркального отображения оси линейного перемещения по умолчанию
является нулевая точка (X = 0, Y = 0) активной в данный момент системы координат
заготовки или локальной системы координат.
13-50
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Центром зеркального отображения оси вращения по умолчанию является нулевая
точка (положение 0°) системы координат вращения.
Зеркальное отображение может быть выполнено и для 4-ой оси вне зависимости от
того, какая это ось: вращения или линейного перемещения.
Код M90 используется для отмены кодов от М91 до М93.
Так как функция зеркального отображения доступна только для локальной системы
координат, центр зеркального отображения перемещается в соответствии с
установленными данными счетчика в окне POSITION (ПОЛОЖЕНИЕ) или изменениями
в данных коррекции координат заготовки.
4.
Примеры программ
Выполнение зеркального отображения осей линейного перемещения посредством ввода
М кодов аналогично выполнению данной функции посредством ввода G кодов; для
аргумента задается значение 0 (X0 или Y0).
Подробная информация приведена в Разделе 13-6.
На схеме ниже показан пример выполнения зеркального отображения 4-ой оси (А: ось
вращения).
[1]
[2]
[3]
[4]
Отключение функции
зеркального отображения Пример программы
G91G28A
Включение функции
M93
зеркального отображения
[1] G90G01A20.F1000.
[2] A100.
[3] A-50.
[4] A30.
[5] A0
M90
M30
[5]
–
0°
Нулевая точка по
оси вращения
+
13-51
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-8 Управление подпрограммами: M98, M99
1.
Функция и назначение
Фиксированные последовательности и многократно используемые программы можно
сохранить в памяти в качестве подпрограмм, которые, при необходимости, можно вызвать
из основной программы. Код M98 предназначен для вызова подпрограмм, а код M99
предназначен для возврата к основной программе. Из некоторых подпрограмм можно
вызывать другие подпрограммы, при этом максимальная глубина вложенности составляет
8 уровней.
Основная
программа
Подпрограмма
Подпрограмма
Подпрограмма
O0010;
O1000;
O1200;
O2000;
M98P1000
;
M98P1200
Q20;
N20;
M98P2000
;
M98P2500
;
N60;
M99;
M99P60;
M99;
M02;
(Уровень 1)
Подпрограмма
O5000;
M99;
(Уровень 2)
(Уровень 3)
(Уровень 8)
Глубина
вложенности
TEP161
В таблице ниже указаны функции, которые могут выполняться путем сочетания функций
хранения и редактирования данных на перфоленте, функций управления
подпрограммами и функций постоянных циклов.
(О: доступно
Случай 1
1. Хранение и редактирование данных на
перфоленте
2. Управление подпрограммами
3. Постоянные циклы
×:
недоступно)
Случай 2
Случай 3
Случай 4
Да
Нет
Да
Да
Да
Да
Да
Нет
Нет
Нет
Да
Да
Функция
1. Работа в режиме обращения к памяти
2. Редактирование данных на перфоленте
(оперативная память)
3. Вызов подпрограммы
×
×
4. Вложенность подпрограмм (*)
×
×
5. Постоянные циклы
×
×
6. Редактирование подпрограммы
постоянного цикла
×
×
* Вложенность может включать до 8 уровней.
Примечание: во избежание ошибок в работе запрещается задавать команду управления
подпрограммами в одном кадре с одной из перечисленных ниже функций
(описание которых дано в этой главе):
- Цикл обработки отверстия
- Постоянный цикл
- Вызов макропрограммы
13-52
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
2.
13
Формат программирования
Вызов подпрограммы
M98 <_> H_ L_;
Количество повторов подпрограммы (если не указывается, то L1)
Номер последовательности в вызываемой подпрограмме (если не указывается, то
начальный кадр)
Имя вызываемой подпрограммы [до 32 символов] (если не указывается, то
вызываемая программа).
Или
M98 P_ H_ L_;
Количество повторов подпрограммы (если не указывается, то L1)
Номер последовательности в вызываемой подпрограмме (если не указывается, то
начальный кадр)
Номер вызываемой подпрограммы [состоящий только из цифр] [до 8 символов] (сама
программа пропускается). P может пропускаться только в режиме обращения к
памяти.
Возврат к основной программе
M99 P_ L_;
Количество раз после изменения количества повторов
Номер участка программы при возврате (если не указывается, то возвращается к
кадру, следующему за кадром вызова)
3.
Создание и ввод подпрограмм
В обычном режиме обращения к памяти формат подпрограмм аналогичен формату
программ обработки, за исключением того, что команда завершения подпрограммы M99
(P_ L_) вводится в последнем кадре в качестве самостоятельного кадра.
O ;
............... ;
............... ;
Номер программы, используемой в качестве подпрограммы
Основная часть подпрограммы
............... ;
M99;
Команда возврата в основную программу
%(EOR)
Команда завершения записи (символ % в коде ISO и EOR в коде EIA)
Вышеуказанная программа регистрируется посредством редактирования.
Подробная информация приведена в Главе 31.
Использоваться могут только подпрограммы с номерами от 1 до 99999999 (зависит от
технических характеристик конкретной модели станка). При отсутствии номеров
программы на перфоленте используется номер установки для «ввода программы».
При вызове программ из подпрограмм вложенность может составлять до 8 уровней, а при
превышении данной цифры появится предупредительное сообщение 842 SUB PROGRAM
NESTING EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО ВЫЗОВОВ ВЛОЖЕННЫХ
ПОДПРОГРАММ).
Основные программы и подпрограммы регистрируются в порядке считывания, поскольку
между ними нет различий. Запрещено присваивать одинаковые номера основным
программам и подпрограммам (Присваивание одинаковых номеров приводит к ошибке
при вводе).
13-53
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
;
O ;
................. ;
Подпрограмма A
M99;
%
;
O ;
................. ;
Подпрограмма B
M99;
%
;
O ;
................. ;
Подпрограмма C
M99;
%
Примечание 1: основные программы могут использоваться при работе в режиме
обращения к памяти и в режиме управления через перфоленту, но при
этом подпрограммы необходимо ввести в память.
Примечание 2: следующие команды не связаны с вложенностью подпрограмм и могут
вызываться за пределами восьмого уровня.
- Постоянные циклы
- Типовые циклы
4.
Выполнение подпрограммы
M98: Команда вызова подпрограммы M99: Команда возврата в основную программу
Формат программирования
M98 <_> H_ L_; или M98 P_ H_ L_;
Где
< > : Имя вызываемой подпрограммы (до 32 символов)
P : Номер вызываемой подпрограммы (до 8 цифр)
H : Любой номер последовательности, находящийся в вызываемой
подпрограмме (до 5 цифр)
L : Количество повторов от 1 до 9999 (до четырех цифр); если L не указывается,
подпрограмма выполняется один раз; при L0 подпрограмма не выполняется.
К примеру,
M98 P1 L3; соответствует следующей записи:
M98 P1;
M98 P1;
M98 P1;
13-54
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример 1: если необходимо выполнить три вызова подпрограмм (3 уровня вложенности)
Основная
программа
Подпрограмма 1
Подпрограмма 2
O1;
O10;
[1]
M98P1;
O20;
[2]
[3]
M98P10;
[1]’
M02;
Подпрограмма 3
M98P20;
[3]’
[2]’
M99;
M99;
M99;
Последовательность выполнения: [1][2][3][3]’[2]’[1]’
TEP162
Для вложенности команды M98 и M99 всегда должны задаваться попарно: (например, [1]'
для [1], [2]' для [2], и т. д.).
Модальная информация обновляется в соответствии с последовательностью
выполнения, вне зависимости от того, выполняется основная программа или
подпрограмма. Это означает, что после вызова подпрограммы при программировании
необходимо следить за состоянием модальной информации.
Пример 2: команды M98 Q_;
и M99 P_;
задают номера последовательностей,
содержащих команду вызова.
M98Q_;
M99P_;
O123;
M98Q3;
Поиск
N3__;
M99;
N100__;
M98P123;
N200__;
N300__;
N400__;
M99P100;
TEP163
13-55
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Пример 3: основная программа M98 P2 ;
O1;
M99;
%
O2;
N200
M99;
%
O3;
N200
M99;
%
Подпрограмма 1
Подпрограмма 2
Подпрограмма 3
- При поиске кадра O2 N200 с помощью функции поиска в памяти модальная информация
обновляется согласно данным O2 для N200.
- Один номер последовательности может использоваться в разных подпрограммах.
- Если подпрограмма (под номером p1) будет выполняться многократно, она будет
выполняться I1 количество раз при условии, что в программе задано M98 Pp1 Ll1 ;.
5.
Другая важная информация
- Если указанный номер программы (P) не найден, появляется предупредительное
сообщение.
- Покадровый останов не выполняется в кадрах M98P _; и M99;. покадровый останов
выполняется при задании любого адреса, кроме O, N, P, Q или L. (После выполнения
операции X100. последовательности X100. M98 P100; осуществляется переход к
операции O100).
- Если в программе задана команда M99, управление перемещается к началу программы.
- Переход от операций с ленты к подпрограмме может осуществляться по команде M98P_,
но при этом номер последовательности возврата невозможно назначить командой
M99P_ . (P_ пропускается).
- Если номер последовательности задан командой M99P_; необходимо учесть, что поиск
займет некоторое время.
13-56
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
6.
13
Вызов программы формата MAZATROL из программы формата EIA/ISO
A.
Общие сведения
Программу обработки формата MAZATROL можно вызвать как подпрограмму из
программы обработки, записанной в формате EIA/ISO.
EIA/ISO MAZATROL (Вызов программы)
MAZATROL (WNo.(Номер раб. программы) 1000)
EIA/ISO
M98P1000;
Программа формата MAZATROL
вызывается из программы формата
EIA/ISO и может выполняться
полностью.
Примечание: по завершении выполнения программы обработки формата MAZATROL
управление снова передается программе формата EIA/ISO.
Следует отметить, что информация об используемом инструменте,
текущем положении и т. д. изменяется, в то время как модальная
информация EIA/ISO остается неизменной.
B.
Формат программирования
M98 <_> L_; или M98 P_ L_;
< > или P:
- Имя или номер вызываемой программы обработки формата MAZATROL.
- Если номер не указан, появится предупредительное сообщение 844 PROGRAM No.
NOT FOUND (НОМЕР ПРОГРАММЫ НЕ НАЙДЕН).
- Данное предупредительное сообщение также появится, если заданная программа не
сохранена.
L:
- Количество повторов выполнения программы (от 1 до 9999).
- Если количество не указано или L=0, вызванная программа будет выполнена один раз
(как если L = 1).
C.
Подробное описание
1.
Блок завершения (END) программы формата MAZATROL
В элементе CONTI. (НЕПРЕРЫВНОЕ ВЫПОЛНЕНИЕ) блока завершения (END)
вызываемой программы формата MAZATROL должно быть задано значение «1» для
надлежащего возврата в основную программу формата EIA/ISO.
Другие элементы данных блока завершения (END): даже если WORK No. (НОМЕР
РАБОЧЕЙ ПРОГРАММЫ) указан, ряд программ не может выполняться с программой
формата MAZATROL, вызванной из программы формата EIA/ISO.
MAZATROL
EIA/ISO
M98
UNIT
END
Невозможно
CONTI. WORK No.
1
MAZATROL
13-57
Пропускается
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Выполнение программы формата MAZATROL Если программа формата MAZATROL
вызывается из программы формата EIA/ISO, она выполняется в обычном режиме
автоматического управления.
Программа формата MAZATROL выполняется независимо от программы формата
EIA/ISO, из которой она была вызвана. Иными словами, она служит для выполнения
той же обработки, что и при использовании только программы формата MAZATROL.
При вызове программы формата MAZATROL следует предварительно поместить
инструмент за пределы контура безопасности. В противном случае может произойти
столкновение инструмента с заготовкой.
Примечание: в элементе CONTI. (НЕПРЕРЫВНОЕ ВЫПОЛНЕНИЕ) блока завершения
(END) вызываемой программы формата MAZATROL должно быть задано
значение «1» для надлежащего возврата в основную программу формата
EIA/ISO. Использование команды M99 для выполнения возврата
запрещено.
D. Комментарии
2.
1.
2.
3.
4.
5.
6.
7.
Прерывание режима MDI (РУЧНОЙ ВВОД ДАННЫХ) и прерывание макропрограммы
при выполнении программы формата MAZATROL не учитываются.
Невозможно выполнить повторный пуск программы формата MAZATROL с середины
программы.
В режиме постоянного цикла вызов программы формата MAZATROL приводит к
появлению предупредительного сообщения.
Вызов программы формата MAZATROL в режиме коррекции на радиус инструмента
приводит к появлению предупредительного сообщения.
Вызов программы формата MAZATROL невозможен в режиме ручного ввода данных
(MDI) (появляется предупредительное сообщение).
Программа формата MAZATROL, вызванная командой M98, выполняется полностью.
До завершения вызванной программы формата MAZATROL команды с любыми
адресами, кроме O, N, P, Q, L и H в кадре с кодом M98 (вызов программы формата
MAZATROL), не выполняются.
13-58
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-9 Вращение геометрических тел: M98 (Дополнительная функция)
1.
Функция и назначение
Вращение геометрических тел, заданных в подпрограммах, может быть выполнено
посредством вызова подпрограммы, команд задания центра I, J, K и слова L.
2.
Формат программирования
M98 P_/<_> H_I_J_ (K_) L_ (для G17: I, J для G18: K, I для G19: J, K)
M98: М код для вызова подпрограммы
P/<_>: номер или имя вызываемой подпрограммы
H:
номер технологического прохода в вызываемой подпрограмме
I, J, K: значения центра вращения тела в виде приращения (в приращении от
начальной точки)
L:
количество повторов выполнения подпрограммы (если L < 1, команда вращения
тела не распознается)
3.
Подробное описание
Подпрограммы выполняются посредством команд вышеуказанного формата,
которые выполняются однократно посредством кода М99 возврата к
подпрограмме, а затем посредством команд подпрограммы осуществляется
вращение с учетом данных о вращении: координат начальной точки, центра и
конечной точки. Угол вращения можно увеличить после каждого однократного
вращения путем указания количества повторов от 2 раз и более, следовательно,
геометрические тела, заданные в подпрограммах, могут быть распределены в
соответствии с количеством повторов после вращения с координатами центра в
качестве образца.
2. При первом вызове подпрограмм для формирования заданной траектории
выполняется вращение на угол, равный нулю. Происходит чередование всех
кадров в подпрограмме.
3. Если начальная и конечная точки подпрограммы находятся на разных
окружностях с центром вращения тела в качестве центра, выполняется
интерполяция на основе команды, в которой конечная точка подпрограммы
совпадает с ее начальной точкой, а начальная точка первого кадра
подпрограммы вращения, содержащего команду перемещения, совпадает с
конечной точкой.
4. Совместное использование команды в абсолютных значениях и команды в виде
приращений
В подпрограммах вращения тела возможно совместное использование команды
в абсолютных значениях и команды в виде приращений. В режиме абсолютных
значений, если размеры стандартного геометрического тела заданы в
абсолютных значениях, посредством одной команды можно выполнить
вращение более двух раз.
5. Управление подпрограммами Вложенность подпрограмм возможна даже при
вращении геометрического тела. Но однократное вращение тела выполняется
только при задании кода М99 вызова уровня вложенности при помощи
подпрограммы вращения геометрического тела.
Примечание 1: вращение тела выполняется в системе координат заготовки, поэтому
посредством команд G92, G52, с G54 по G59 (смещение системы
координат заготовки) можно задать смещение.
Примечание 2: вращение тела выполняется в системе координат заготовки, поэтому
чередование функций (возврат в нулевую точку, позиционирование в
одном направлении и т.д.) не происходит.
1.
13-59
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Примечание 3:
Примечание 4:
4.
при задании команды вращения тела во время вращения графика
появится предупредительное сообщение 849 FIGURE ROTATE
NESTING EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО ВЫЗОВОВ
ВЛОЖЕННЫХ КОМАНД ВРАЩЕНИЯ ДЕТАЛИ).
запрещается одновременный ввод команды вращения тела и команды
поворота системы координат программы. В противном случае появится
предупредительное сообщение 850 G68 AND M98 COMMANDS SAME
BLOCK (КОМАНДЫ G68 И M98 В ОДНОМ КАДРЕ).
Примеры программ
Пример 1:
обработка контура зубчатого колеса
Составить программу обработки одного зубца сначала при помощи
подпрограммы, а затем указать количество зубьев при вызове программы:
G92X0Y0
G90G00X50.
M98P7L36I–50.
G00X0Y0
M02
Основная программа
Начальная точка позиционирования
и вызов вращения графика
обработки зубчатого колеса
O7
G03X54.358Y.190J50.F100
X54.135Y4.927I–54.354J–.190
X49.810Y4.358J–50.
X49.240Y8.682I–49.810J–4.358
M99
Подпрограмма (O7)
Основные данные о контуре
зубчатого колеса
Y
10°
13-60
X
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример 2: совместное использование с функцией коррекции на заготовку Вращение
схемы может быть выполнено в системе координат заготовки.
G54(G55, G56)G90XY
G90X0Y0
M98P10H1I–10.J10.L4F100
M98P10H2I–10.J10.L4
M98P10H3I–10.J10.L4
M98P10H4I–10.J10.L4
M02
Основная
программа
O10
N1G01X–5.Y10.
X0Y20.
M99
N2G01X5.Y10.
X0Y20.
M99
N3G01X10.Y10.
X0Y20.
M99
N4G01X15.Y10.
X0Y20.
M99
Подпрограмма
(O10)
Y
Y
X
W2
W1
X
G55
Y
G54
Данные о нулевой точке заготовки
G54
G55
G56
X
0
60.
–80.
Y
0
20.
–50.
X
W3
G5
6
MEP159
13-61
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Пример 3: использование функции постоянного цикла обработки
Составить подпрограмму, содержащую только данные позиционирования для
постоянного цикла, а затем сохранить данные постоянного цикла обработки
отверстия в памяти во время вызова подпрограммы (выполнение такой
программы позволяет выполнить вращение установленного положения в
подпрограмме, а, следовательно, обработку отверстия под болт).
2
Y
1
3
50.
45°
4
X
8
(50., 0)
(0, 0)
W
7
5
6
MEP160
G92X0Y0Z0
G91X50.
G90G81Z–10.R–50.F100
M98P101I–50.L8
G00X0Y0
Основная программа
Сохранение данных об обработке
отверстий и вызов подпрограммы.
M02
O101
X35.355Y35.355
M99
Подпрограмма (O101)
Данные позиционирования
(абсолютные данные)
13-62
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример 4: использование в постоянном цикле (для обработки дуги)
Y
5
4
3
x
2
1
j
y
i
X
20.
MEP161
Основная программа
Позиционирование в начальной точке,
обработка отверстия, вызов вращения
заготовки
G90G82X20.Z–20.R–5.P100F200
M98P102I–iJ–jL5
M02
O102
XxYy
M99
Подпрограмма (O102)
Данные позиционирования
13-10 Обработка кадров конца программы: M02, M30, M998, M999
Если в программе заданы команды M02, M30, M998, M999 или EOR (%), кадры,
содержащие эти команды, обрабатываются УЧПУ в качестве кадров конца программы.
Кадр конца программы не может задаваться командами M98 или M99. При выполнении
кадра конца программы обрабатываются данные о сроке службы инструмента,
осуществляется подсчет количества обработанных деталей, а также поиск номера
рабочей программы.
1. M02, M30
Обработка только данных о сроке службы инструмента.
2. M998, M999 Обработка данных о сроке службы инструмента, подсчет количества
обработанных деталей и выполнение поиска номера рабочей программы.
M998(999) <111> Q1;
Определяет, подсчитывать или не подсчитывать количество
обработанных заготовок (обновляются показания счетчика в окне
POSITION (ПОЛОЖЕНИЕ))
0: Подсчет количества обработанных деталей не выполняется
1: Подсчет количества обработанных деталей выполняется
Имя программы, которую необходимо выполнить следующей
M код связывания программ
M998: Непрерывная обработка после подсчета количества заготовок
и поиска номера программы
M999: Завершение после подсчета количества заготовок и поиска
номера программы
13-63
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
На рисунке ниже следующая программа может быть также назначена с адресом S,
если ее «имя» состоит только из цифр.
M998(999) S111 Q1;
Определяет, подсчитывать или не подсчитывать количество
обработанных заготовок (обновляются показания счетчика в окне
POSITION (ПОЛОЖЕНИЕ))
0: Подсчет количества обработанных деталей не выполняется
1: Подсчет количества обработанных деталей выполняется
Номер программы, которую необходимо выполнить следующей.
M код связывания программ
M998: Непрерывная обработка после подсчета количества заготовок
и поиска номера программы
M999: Завершение после подсчета количества заготовок и поиска
номера программы
- M998<>
Программа
формата EIA/ISO
M998<>
Программа формата
MAZATROL или
программа формата
EIA/ISO
Программа формата MAZATROL вызывается из программы формата EIA/ISO и
выполняется в качестве следующей программы.
- M999<>
Программа
формата EIA/ISO
M999<>
Программа формата
MAZATROL или
программа формата
EIA/ISO
Вызов программы формата MAZATROL или формата EIA/ISO осуществляется
только из программы формата EIA/ISO, после чего обработка завершается.
Примечание 1: во избежание неожиданного прекращения операции УЧПУ автоматически
обработает кадр M998Q1 как кадр M999Q1, если общее количество
обработанных деталей составляет или превысит заданное количество
деталей, которые необходимо обработать.
Примечание 2: в текущей основной программе, вызванной в качестве следующей,
произойдет пропуск назначения следующей программы (по номеру или
имени).
13-64
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-11 Команды задания линейных углов
1.
Функция и назначение
При программировании линейного угла и угла координат конечной точки УЧПУ
автоматически рассчитывает координаты конечной точки.
2.
Формат программирования
N1 G01 Aa1 Zz1 (Xx1)
N1 G01 A–a2 Zz1 Xx1
Указать угол и координаты оси X или Z.
X
(x1, z1)
N1
a2
a1
Z
TEP180
3.
Подробное описание
1.
2.
3.
4.
5.
6.
7.
Угол обозначает направление, относительное к положительному (+) направлению
первой оси (горизонтальной оси) в выбранной плоскости.
Присвоить знак «+» для направления против часовой стрелки или знак «–» для
направления по часовой стрелке.
Задать конечную точку на одной из двух осей в выбранной плоскости.
Данные угла не будут учитываться, если координаты обеих осей заданы вместе со
значениями углов.
Если заданы только значения углов, команда будет обрабатываться как команда с
геометрической информацией.
Во втором кадре можно задать угол либо в начальной точке, либо в конечной точке.
Команда линейного угла не действует, если адрес A используется в качестве
названия оси или вспомогательной функции №2.
Данная функция действительна только для команды G01 и недействительна для
других команд интерполяции или позиционирования.
13-65
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12 Функция вызова подпрограммы:
G65, G66, G66.1, G67
13-12-1 Макропрограмма пользователя
Вызов макропрограммы, расчет данных, ввод данных в ПК/вывод данных из ПК, проверка
данных, оценка, передача управления и другие команды могут быть использованы с
командами с переменными для выполнения измерений и других операций.
Основная программа
Макропрограмма
……….
……….
Команда вызова
макропрограммы
M30
M99
MEP164
Макропрограмма - это подпрограмма, созданная при помощи переменных, команд
вычисления, команд проверки и т.д., и имеющая специальные элементы контроля.
Эти специальные элементы управления (макропрограммы) могут быть использованы
путем вызова их из основной программы по необходимости. При этом используются
команды вызова макропрограммы.
Подробное описание
- При вводе команды G66 происходит вызов назначенной макроподпрограммы
пользователя каждый раз после выполнения команд перемещения, содержащихся в
кадре, до ввода команды G67 (отмена).
- Командные коды G66 и G67 должны находиться в той же программе попарно.
Примечание: во избежание ошибок в работе запрещается задавать команду вызова
макропрограммы в одном кадре с одной из перечисленных ниже команд
(описание которых дано в этой главе):
- Цикл обработки отверстия
- Постоянный цикл
- Управление подпрограммами
13-66
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
13-12-2 Команды вызова макропрограммы
Существуют два способа вызова макропрограммы: команды единичного вызова, которые
применяются для вызова только из назначенного кадра, и команды модального вызова,
которые действуют в каждом кадре функциональной группы.
Команды модального вызова делятся на команды типа A и типа B.
1.
Единичный вызов
Основная программа
Подпрограмма (O 01)
к
подпрограмме
O01
G65P01L1<аргумент>
M99
к основной
программе
Назначенная макроподпрограмма пользователя оканчивается кодом M99.
Команда G65 предназначена для вызова только макроподпрограммы пользователя.
Формат:
G65 <__> L__ <аргумент>
Количество повторов
Имя программы (если имя не указано, то
вызываемая программа будет повторена).
Или
G65 P__ L__ <аргумент>
Количество повторов
Номер программы (если P не указано, то
вызываемая программа будет повторена).
<Аргумент>
Если в макроподпрограмму пользователя требуется ввести аргумент в качестве
локальной переменной, в соответствующем адресе необходимо задать фактические
данные. (Назначение аргумента для макроподпрограммы пользователя, записанной на
языке MAZATROL, невозможно).
В этом случае аргумент может иметь знак и десятичную точку, независимо от адреса.
Аргументы можно задать способами I или II, как показано ниже.
13-67
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
A.
Способ задания аргументов I
Формат: A_B_C_ X_Y_Z_
Подробное описание
- Аргумент можно задать в любом адресе за исключением G, L, N, O и P.
- За исключением I, J и K, адреса в алфавитном порядке располагать необязательно.
- Адреса I, J и K должны быть заданы в алфавитном порядке.
I_J_K_ ... Верно J_I_K_ ... Неверно
- Адреса, не требующие задания аргумента, можно пропустить.
- В таблице показана зависимость адресов, определяемых заданием аргумента по
способу I, и номеров переменных в кадре макропрограммы пользователя:
Зависимость адресов и номеров переменных
Команды вызова и применимые адреса
Адреса задания
аргумента по способу I
Переменная в
макропрограмме
G65, G66
G66.1
A
#1
B
#2
C
#3
D
#7
E
#8
F
#9
G
#10
×
×*
H
#11
I
#4
J
#5
K
#6
L
#12
×
×*
M
#13
N
#14
×
×*
O
#15
×
×
P
#16
×
×*
Q
#17
R
#18
S
#19
T
#20
U
#21
В
#22
W
#23
X
#24
Y
#25
Z
#26
: Используется
×: Не используется
*: Применяется в модальном коде G66.1
13-68
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
B.
13
Способ задания аргументов II
Формат: A_B_C_I_J_K_I_J_K_
Подробное описание
- Допускается ввод до 10 значений аргументов, состоящих из адресов I, J и K, а также A, B
и C.
- При совпадении идентичных адресов необходимо указать их в нужном порядке.
- Адреса, не требующие задания аргумента, можно пропустить.
- В таблице указывается зависимость адресов, определяемых заданием аргумента по
способу II, и номеров переменных в кадре макропрограммы пользователя.
Адреса для задания
аргументов по способу
II
Переменная в
макропрограмме
Адреса для задания
аргументов по способу
II
Переменная в
макропрограмме
A
#1
K5
#18
B
#2
I6
#19
C
#3
J6
#20
I1
#4
K6
#21
J1
#5
I7
#22
K1
#6
J7
#23
I2
#7
K7
#24
J2
#8
I8
#25
K2
#9
J8
#26
I3
#10
K8
#27
J3
#11
I9
#28
K3
#12
J9
#29
I4
#13
K9
#30
J4
#14
I10
#31
K4
#15
J10
#32
I5
#16
K10
#33
J5
#17
Примечание: в таблице выше порядковые номера от 1 до 10, присвоенные адресам I, J и
К, обозначают порядок задания указанных значений аргументов: эти числа
не включаются в рабочие команды.
C.
Комбинированное использование способов задания аргумента I и II
При одновременном использовании обоих способов задания аргументов I и II доступным
будет только последний из двух аргументов, имеющих адрес, соответствующий одной и
той же переменной.
Пример: вызов команды
G65 A1.1 B–2.2
D3.3 I4.4
I7.7
Переменные
#1: 1.1
#2: -2.2
#3:
#4: 4.4
#5:
#6:
#7:
7.7
Если оба аргумента (D3.3 и I7.7) соответствуют переменной #7, используется
только последний аргумент (I7.7).
13-69
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
2.
Модальный вызов типа A (Вызов команды перемещения)
Подпрограмма
Основная программа
O01
к подпрограмме
G66P01L1 <аргумент>
M99
к основной программе
G67
к подпрограмме
В кадре, в котором имеются команды G66 и G67 и заключенная между ними команда
перемещения, назначенная макроподпрограмма пользователя будет выполняться после
этой команды перемещения. Подпрограмма выполняется 1 число раз при первом вызове
или один раз при последующих вызовах.
Для модального вызова типа A методы задания <аргумента> те же, что и для единичного
вызова.
Формат:
G66 <__> L__ <аргумент>
Количество повторов
Имя программы
Или
G66 P__ L__ <аргумент>
Количество повторов
Номер программы
Подробное описание
- При вводе команды G66 происходит вызов назначенной макроподпрограммы каждый раз
после выполнения команд перемещения, содержащихся в кадре до ввода команды G67
(отмена).
- Командные коды G66 и G67 должны присутствовать в программе попарно.
При вводе команды G67 без команды G66 появится предупредительное сообщение 857
INCORRECT USER MACRO G67 PROG (НЕВЕРНАЯ КОМАНДА G67 В
МАКРОПРОГРАММЕ ПОЛЬЗОВАТЕЛЯ).
13-70
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример: цикл сверления
Основная программа
N1 G90 G54 G0 X0Y0Z0
Подпрограмма
N2 G91 G00 X-50.Y-50.Z-200.
N3 G66 P9010 R-10.Z-30.F100
N4 X-50. Y-50.
N5 X-50.
N6 G67
O9010
К подпрограмме после перемещения по оси
К подпрограмме после перемещения по оси
N10 G00 Z#18M03
N20 G09 G01 Z#26F#9
N30 G00 Z-[#18+#26]
Возврат
–150.
–100. –50.
X
M99
W
N2
N1
N3
N10
–50
N4
Аргумент R
N5
N20
–100
Y
Аргумент F
к подпрограмме
N30
Аргумент Z
Перемещение по оси Z
Примечание 1: назначенная подпрограмма выполняется после выполнения команд
перемещения по осям в основной программе.
Примечание 2: для кадра G67 и последующих кадров подпрограммы не выполняются.
3.
Модальный вызов типа B (Покадровый вызов)
Вызов назначенной макроподпрограммы пользователя происходит обязательно для
каждого командного кадра, находящегося между командами G66.1 и G67. Выполнение
макропрограммы повторяется, как указано L, при первом вызове и только один раз при
последующих вызовах.
Формат:
G66.1 <__> L__ <аргумент>
Количество повторов
Имя программы
Или
G66.1 P__ L__ <аргумент>
Количество повторов
Номер программы
Подробное описание
- При выполнении кода G66.1 в каждом из считываемых командных кадров выполняются
только коды O, N и G. Другие коды в данных кадрах не выполняются; все коды, кроме O,
N и G принимаются за аргументы. Но только последний G код и N коды, следующие за
любым кодом, кроме O или N, становятся аргументами.
13-71
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
- При выполнении кода G66.1 все значимые коды принимаются за коды с
предшествующей командой G65P_.
Например, кадр
N100G01G90X100. Y200. F400R1000
в режиме G66.1P1000 принимается равным
N100G65P1000G01G90X100. Y200. F400R1000.
Примечание: вызов выполняется даже для командного кадра G66.1 режима G66.1 с той
же взаимосвязью между адресами аргументов и номерами переменных,
что и в режиме G65 (единичный вызов).
- Диапазон значений команд G, L, P и N, которые допускается ввести в качестве новых
переменных посредством кода G66.1, тот же, что и диапазон данных для обычных
команд УЧПУ.
- Номер последовательности N, модальные G коды и O меняются как модальная
информация.
4.
G код вызова макропрограммы
Макроподпрограммы пользователя нужного номера программы можно вызвать при вводе
G кодов.
Формат:
G×× <аргумент>
G код вызова макро-подпрограммы
Подробное описание
- Команда, показанная в примере, предназначена для выполнения той же функции, что и
команды, перечисленные ниже. Выбор одной из команд зависит от значений параметров
для каждого G кода.
M98P
G65P <аргумент>
G66P <аргумент>
G66.1P <аргумент>
- Использовать параметры для установки зависимости между G×× (G код вызова
макропрограммы) и P (номер вызываемой макропрограммы).
- Из кодов с G00 по G255 до десяти командных кодов могут быть использованы с этой
командой, за исключением кодов, назначение которых четко определено стандартами
EIA/ISO, например, G00, G01, G02 и т.д.
- Командный код не может быть включен в макроподпрограммы пользователя, вызванные
при помощи G кодов.
13-72
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
5.
13
Вызов вспомогательной макрокоманды (M, S, T или B коды)
Макроподпрограммы пользователя нужного номера программы можно вызвать при вводе
M, S, T или B кодов.
Формат:
Mm (или Ss, Tt и Bb)
M (или S, T и B) код вызова макро-подпрограммы
Подробное описание (следующее описание также относится к S, T и B кодам).
- Команда, показанная в примере, предназначена для выполнения той же функции, что и
команды, перечисленные ниже. Выбор одной из команд зависит от значений параметров
для каждого M кода.
M98P
G65PMm
G66PMm
G66.1PMm
- Для установки зависимости между Mm (M код вызова макропрограммы) и P (номер
вызываемой макропрограммы) применяются параметры.
Допускается регистрация до десяти M кодов в диапазоне от M00 до M95. Запрещается
регистрация M кодов, необходимых для основной работы станка, а также кодов M0, M1,
M2, M30 и с M96 по M99.
- Если
зарегистрированные
вспомогательные
коды
команд
включены
в
макроподпрограммы пользователя, вызванные при помощи M кодов, вызов
макропрограммы не будет выполнен, поскольку специальные вспомогательные коды
команд распознаются в обычном порядке (как M, S, T или B коды).
6.
Различия в употреблении команд M98, G65 и т.д.
- Для команды G65 допускается назначение аргументов, а для команды M98 - нет.
- Для команды M98 разрешается назначение номеров последовательностей, но таковое
запрещено для команд G65, G66 или G66.1.
- Команда M98 предназначена для вызова подпрограммы после выполнения команд
текущего кадра, кроме M, P, H и L, тогда как команда G65 предназначена для передачи
управления в подпрограмму без каких-либо особых условий.
- Покадровый останов произойдет, если кадр команды M98 содержит любые адреса,
кроме O, N, P, H и L. Но для команды G65 покадровый останов не происходит.
- Уровень локальных переменных для команды M98 фиксирован, а для команды G65 он
меняется в зависимости от глубины вложенности. (Например, если #1s стоит до или
после команды M98, оно всегда означает одно и то же, но если #1s стоит до или после
команды G65, оно имеет различные значения).
- В сочетании с командами G65, G66 или G66.1 команда M98 может иметь до 15 уровней
различных вызовов, тогда как максимально допустимое количество уровней для
команды G65 в сочетании с командами G66 или G66.1 составляет 4.
13-73
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
7.
Множество вызовов макропрограмм
Максимально доступное количество уровней вызовов макроподпрограмм составляет 4,
независимо от того, единичный это вызов или модальный. Аргументы в вызываемых
макрокомандах становятся доступны только в рамках уровня вызванной макрокоманды.
Поскольку множество вызовов макропрограмм допускает наличие до 4 уровней,
аргументы могут быть включены в программу в качестве локальных переменных при
каждом вызове макропрограммы.
Примечание 1: при вызове макрокоманд G65, G66 или G66.1 или вспомогательных
команд вложенность рассматривается как одноуровневая, а,
следовательно, уровень локальных переменных увеличивается на «1».
Примечание 2: при модальном вызове типа A вызов выбранной макроподпрограммы
пользователя происходит каждый раз, когда выполняется команда
перемещения. Но если присутствует несколько команд G66, следующая
макроподпрограмма пользователя будет вызываться каждый раз, когда
выполняется перемещение по оси даже для команд перемещения в
макропрограмме.
Примечание 3: отмена макроподпрограмм пользователя выполняется в порядке,
противоположном тому, в котором они были вызваны.
Пример:
Основная
программа
Функционирование макропрограммы
пользователя
Макропрограмма p1
G66Pp1
Zz1
(вызов p1)
После
x1
w1
x2
M99
w1
x2
M99
выполнения z1
G66Pp2
Zz2
Макропрограмма p1
(вызов p2)
После
x1
выполнения z2
G67
(отмена p2)
Макропрограмма p2
Макропрограмма p2
Макропрограмма p2
Макропрограмма p1
Zz3
G67
(вызов p1)
После
x1
выполнения z3
(отмена p1)
Zz4
Zz5
13-74
w1
x2
M99
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
8.
13
Вызов макропрограммы пользователя на основе прерывания
Общие сведения
Предварительное создание специальных макропрограмм пользователя для обработки
прерываний позволяет выполнять макропрограммы пользователя во время работы в
режиме автоматического управления при поступлении сигнала макропрограммы
пользователя. После выполнения макропрограммы пользователя можно также вернуться
к прерванному кадру программы, а затем запустить программу с того же кадра.
Подробное описание
- Формат выбора назначения передачи управления макропрограмме пользователя
M96<_>L_ (или M96P_L_)
M97 (Отключение режима
передачи управления)
(Включение режима передачи управления)При
поступлении сигнала прерывания
макропрограммы пользователя в этот
промежуток времени применяется передача
управления указанной макропрограмме
пользователя.
- Наличие или отсутствие сигнала прерывания макропрограммы пользователя зависит от
технических характеристик станка.
- Если сигнал прерывания макропрограммы пользователя поступает во время
выполнения кадра перемещения по оси, то эта макропрограмма будет выполнена
немедленно путем прерывания перемещения без сохранения данных о невыполненной
части перемещения.
- Прерывания макропрограмм пользователя могут быть обработаны, даже если
количество уровней вызовов макропрограмм во время прерывания равно «4». Уровень
локальных переменных макропрограмм пользователя, используемых для прерывания,
эквивалентен уровню макропрограмм пользователя, имеющихся при прерывании.
Прерывание передачи управления
Повторный пуск с места прерывания
O2000
O2100
O5100
M96P5100
G1X_
Прерывание
G1Y_
G65P2100
Прерывание
M97
M99
(Уровень 3)
M99
(Уровень 4)
Локальная
Локальная
переменная
переменная
13-75
M99
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-3 Переменные
Из всех типов переменных, доступных для УЧПУ, только локальные переменные, общие
переменные и часть системных переменных сохраняются даже после отключения
питания.
1.
Мультиплексирование переменных
В зависимости от характеристик макропрограммы пользователя переменные могут иметь
собственные идентификаторы (идентификационные номера), которые преобразуются в
переменные, что называется мультиплексированием переменных, или заменяются на
<выражение>.
При замене переменной на <выражение> можно использовать только одно
арифметическое выражение (умножение, деление, сложение или вычитание).
Пример 1: мультиплексирование переменных
#1=10 #10=20 #20=30 Поскольку #1 = 10, следовательно #[#[#1]] = #[#10].
#5=#[#[#1]]
Поскольку #10 = 20, следовательно #[#10] = #20. Поэтому #5 =
#20, иными словами, #5 = 30.
#1=10 #10=20 #20=30
#5=1000
#[#[#1]]=#5
Поскольку #1 = 10, следовательно #[#[#1]] = #[#10].
Поскольку #10 = 20, следовательно #[#10]
Следовательно, #20 = #5, т.е.
следовательно #20 = 1000.
=
#20.
Пример 2: замена идентификаторов переменных на <выражение>
#10=5
#[#10+1]=1000
следовательно #6 = 1000.
#[#10–1]=–1000
следовательно #4 = –1000.
#[#103]=100
следовательно #15 = 100.
#[#10/2]=100
следовательно #2 = –100.
2.
Неопределенные переменные
В зависимости от характеристик макропрограммы пользователя переменные, оставшиеся
неиспользованными после включения питания, или локальные переменные, заданные без
аргумента при помощи команд G65, G66 или G66.1, могут использоваться как <пустые>.
Преобразовать переменные в <пустые> можно также и намеренно.
Переменная #0 всегда используется в качестве <пустой> и не может быть определена в
левой части выражения.
A.
Арифметическое выражение
#1=#0................. #1 = <пустая>
#2=#0+1 ............ #2 = 1
#3=1+#0 ............ #3 = 1
#4=#010 .......... #4 = 0
#5=#0+#0 .......... #5 = 0
Примечание: при обработке выражений переменная <пустая> должна быть обработана
как «0».
<пустая> + <пустая> = 0
<пустая> + <постоянная> = постоянная
<постоянная> + <пустая> = постоянная
13-76
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
B.
13
Применение переменных
Можно использовать пустые переменные даже для пропуска ненужного адреса.
Если #1 = <пустая>
G0X#1Y1000
равно G0Y1000, и
G0X[#1+10]Y1000
равно G0X10Y1000.
C.
Условное выражение
Только операторы EQ (Равно) и NE (Не равно) отличают значение <пустая> от 0.
Если #101 = <пустая>
#101EQ#0
условие
<пустая> выполняется.
#101NE0
выполняется.
Если #101 = 0
<пустая> =
#101EQ#0
выполняется.
условие 0 = <пустая>
условие <пустая> 0
#101NE0
выполняется.
условие 0 0 не
#101GE#0
выполняется.
условие 0 <пустая>
#101GT0
выполняется.
условие 0 > 0 не
#101GE#0
условие <пустая>
<пустая> выполняется.
условие <пустая> > 0 не
#101GT0
выполняется.
не
Список условий выполнения и невыполнения (Для условных выражений, включая
неопределенные переменные)
Равно
Не равно
Больше >
Меньше <
Больше или
Меньше или
равно
равно
Правая часть
Левая часть Пустая Постоян Пустая Постоян Пустая Постоян Пустая Постоян Пустая Постоян Пустая Постоян
ная
Пустая
Постоянная
ная
H
ная
H
H
ная
H
H
ная
H
ная
H
H
H:
Выполняется (Условное выражение выполняется)
Пробел: Условное выражение не выполняется.
13-77
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-4 Типы переменных
1.
Общие переменные (с #100 по #199 и с #500 по #999)
Общие переменные - это переменные, совокупно используемые в любом положении.
Общие переменные имеют следующие идентификационные номера: с #100 по #199 или с
#500 по #999.
2.
Локальные переменные (с #1 по #33)
Локальные переменные - это переменные, которые можно определить как <аргумент>,
при вызове макроподпрограммы или переменные, которые можно использовать в
пределах основной программы или подпрограммы. Между макропрограммами связь
отсутствует. Следовательно, может произойти наложение этих переменных друг на друга,
но допускается до четырех уровней наложения.
G65Pp1L1 <аргумент>
где
p1 : Номер программы
1 : Количество повторов
<Аргумент> должен быть: Aa1 Bb1 Cc1 Zz1.
В таблице показана зависимость адресов, определяемых <аргументом>, и номеров
локальных переменных, используемых в блоке макропрограммы пользователя:
Команды вызова
G66.1
Адрес
аргумента
Локальная
переменная
A
B
G65
G66
Команды вызова
G65
G66
G66.1
Адрес
аргумента
Локальная
переменная
#1
R
#18
#2
S
#19
C
#3
T
#20
D
#7
U
#21
E
#8
В
#22
F
#9
W
#23
×
×*
G
#10
X
#24
H
#11
Y
#25
I
#4
Z
#26
J
#5
–
#27
K
#6
–
#28
×
×*
L
#12
–
#29
M
#13
–
#30
×
×*
N
#14
–
#31
×
×
O
#15
–
#32
×
×*
P
#16
–
#33
Q
#17
Использование адресов аргументов, отмеченных в таблице «х», невозможно. Только при
выполнении кода G66.1 дополнительно могут использоваться адреса аргументов,
отмеченных в данной таблице звездочкой (*). Знак прочерка (–) означает, что к номеру
локальной переменной не привязан какой-либо адрес.
13-78
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
1.
13
Локальные переменные для подпрограммы могут быть определены во время задания
<аргумента> при вызове макропрограммы.
Подпрограмма (O9900)
Основная программа
к подпрограмме
#5=#4010
G65P9900A60.S100.F800
G91G01
M02
M99
X[#19?COS[#1]]
Y[#19?SIN[#1]]F#9
Контроль перемещения
и т.д. после перехода к
локальным переменным
A (#1)=60.000
Локальная переменная, задаваемая
аргументом
F (#9)=800
Таблица данных
локальных
переменных
2.
S (#19)=100.000
В пределах подпрограммы допускается использование локальных переменных без
ограничений.
Подпрограмма (O1)
Основная программа
#30=FUP[#2/#5/2]
к подпрограмме
#5=#2/#30/2
M98H100L#30
G65P1A100.B50.J10.F500
X#1
M99
N100G1X#1F#9
Y#5
X–#1
Пример торцевого фрезерования
X#5
M99
Локальная переменная,
задаваемая аргументом
Локальные
переменные могут быть
изменены в
подпрограмме
B
J
A
Таблица
данных
локальных
переменных
A
B
F
J
(#1)
(#2)
(#9)
(#5)
(#30)
100.000
50.000
500
10.000 8.333
3.
В данном примере программы для торцевого фрезерования, несмотря на то, что аргумент
J был изначально запрограммирован как шаг обработки, равный 10 мм, он изменился до
8,333 мм для обеспечения обработки с равным шагом.
Локальная переменная #30 также содержит
рассчитанные данные о количестве
повторений обработки с уменьшением хода фрезы.
13-79
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
3.
Локальные переменные могут быть отдельно использованы для каждого из четырех
уровней
вызова
макропрограммы.
Для
основной
программы
(уровень
макропрограммы 0) предусмотрены отдельные локальные переменные. Локальные
переменные уровня 0 не могут быть назначены вместе с аргументами.
Основная программа
O1 (Уровень
O10 (Уровень
O100 (Уровень
(Уровень 0)
макропрограммы 1)
макропрограммы 2)
макропрограммы 3)
#1=0.1#2=0.2#3=0.3
P65P1A1.B2.C3.
G65P10A10.B20.C30.
G65P100A100.B200.
M02
M99
M99
Локальная переменная (0)
Локальная переменная (1)
M99
Локальная переменная (2)
Локальная переменная (3)
#1
0.100
A(#1)
1.000
A(#1)
10.000
A(#1)
100.000
#2
0.200
B(#2)
2.000
B(#2)
20.000
B(#2)
200.000
#3
0.300
C(#3)
3.000
C(#3)
30.000
C(#3)
#33
D(#7)
D(#7)
Z(#26)
Z(#26)
Z(#26)
#33
#33
#33
В окне отображается использование локальных переменных на данный момент.
Более подробная информация приведена в соответствующем разделе
ЧАСТИ 3 руководства по эксплуатации.
13-80
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
3.
13
Системные переменные для считывания входного сопрягаемого сигнала (с #1000 по #1035)
Состояние входного сопрягаемого сигнала можно проверить считыванием значения
соответствующей переменной (с #1000 по #1035).
Считываемое значение номера переменных равно либо 1 (замкнутый контакт), либо 0
(открытый контакт). Состояние всех входных сигналов переменных от #1000 до #1031
можно проверить считыванием значения номера переменной 1032. Переменные от #1000
до #1035 могут быть только считаны; они не могут быть расположены в левой части
арифметического выражения.
Системная
переменная
Точки
Входной сопрягаемый
сигнал
Системная
переменная
Точки
Входной сопрягаемый
сигнал
#1000
1
Регистр R72, бит 0
#1016
1
Регистр R73, бит 0
#1001
1
Регистр R72, бит 1
#1017
1
Регистр R73, бит 1
#1002
1
Регистр R72, бит 2
#1018
1
Регистр R73, бит 2
#1003
1
Регистр R72, бит 3
#1019
1
Регистр R73, бит 3
#1004
1
Регистр R72, бит 4
#1020
1
Регистр R73, бит 4
#1005
1
Регистр R72, бит 5
#1021
1
Регистр R73, бит 5
#1006
1
Регистр R72, бит 6
#1022
1
Регистр R73, бит 6
#1007
1
Регистр R72, бит 7
#1023
1
Регистр R73, бит 7
#1008
1
Регистр R72, бит 8
#1024
1
Регистр R73, бит 8
#1009
1
Регистр R72, бит 9
#1025
1
Регистр R73, бит 9
#1010
1
Регистр R72, бит 10
#1026
1
Регистр R73, бит 10
#1011
1
Регистр R72, бит 11
#1027
1
Регистр R73, бит 11
#1012
1
Регистр R72, бит 12
#1028
1
Регистр R73, бит 12
#1013
1
Регистр R72, бит 13
#1029
1
Регистр R73, бит 13
#1014
1
Регистр R72, бит 14
#1030
1
Регистр R73, бит 14
#1015
1
Регистр R72, бит 15
#1031
1
Регистр R73, бит 15
Системная
переменная
Точки
Входной сопрягаемый
сигнал
#1032
32
Регистр R72 и R73
#1033
32
Регистры R74 и R75
#1034
32
Регистры R76 и R77
#1035
32
Регистры R78 и R79
Примечание: следующие входные сопрягаемые сигналы используются только для
работы системы ЧПУ (и не могут быть использованы в других целях).
Входной
сопрягаемый сигнал
Описание
Регистр R72, бит 0
Контактный датчик, установленный в
шпиндель
Регистр R72, бит 4
Блокировка перемещений по осям X
иY
Регистр R72, бит 5
Блокировка функций M, S, T кодов
Регистр R72, бит 6
Блокировка перемещений по оси Z
13-81
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
Системные переменные для передачи выходного сопрягаемого сигнала (с #1100 по
#1135)
Выходной сопрягаемый сигнал можно передать путем присвоения значения
соответствующим номерам переменных (с #1100 по #1135).
Все выходные сопрягаемые сигналы могут принимать значение 0 или 1.
Все выходные сопрягаемые сигналы переменных с номерами от #1100 до #1131 можно
передать одновременно путем присвоения значения переменным номера 1132. Помимо
записи данных коррекции выходных сигналов с номерами от #1100 по #1135 может
выполняться считывание состояния выходных сигналов.
Системная
переменная
Точки
Выходной
сопрягаемый сигнал
Системная
переменная
Точки
Выходной сопрягаемый
сигнал
#1100
1
Регистр R172, бит 0
#1116
1
Регистр R173, бит 0
#1101
1
Регистр R172, бит 1
#1117
1
Регистр R173, бит 1
#1102
1
Регистр R172, бит 2
#1118
1
Регистр R173, бит 2
#1103
1
Регистр R172, бит 3
#1119
1
Регистр R173, бит 3
#1104
1
Регистр R172, бит 4
#1120
1
Регистр R173, бит 4
#1105
1
Регистр R172, бит 5
#1121
1
Регистр R173, бит 5
#1106
1
Регистр R172, бит 6
#1122
1
Регистр R173, бит 6
#1107
1
Регистр R172, бит 7
#1123
1
Регистр R173, бит 7
#1108
1
Регистр R172, бит 8
#1124
1
Регистр R173, бит 8
#1109
1
Регистр R172, бит 9
#1125
1
Регистр R173, бит 9
#1110
1
Регистр R172, бит 10
#1126
1
Регистр R173, бит 10
#1111
1
Регистр R172, бит 11
#1127
1
Регистр R173, бит 11
#1112
1
Регистр R172, бит 12
#1128
1
Регистр R173, бит 12
#1113
1
Регистр R172, бит 13
#1129
1
Регистр R173, бит 13
#1114
1
Регистр R172, бит 14
#1130
1
Регистр R173, бит 14
#1115
1
Регистр R172, бит 15
#1131
1
Регистр R173, бит 15
Системная
переменная
Точки
Выходной сопрягаемый
сигнал
#1132
32
Регистры R172 и R173
#1133
32
Регистры R174 и R175
#1134
32
Регистры R176 и R177
#1135
32
Регистры R178 и R179
Примечание 1: данные системных переменных под номерами с #1100 по #1135
сохраняются в соответствии с логическим уровнем (1 или 0) сигнала,
который был задан последним. Сохраненные данные автоматически
удаляются при включении-отключении питания.
Примечание 2: приведенная ниже информация применима, если переменным с
номерами от #1100 по #1131 присвоено другое значение, кроме 1 или 0:
<пустая> записана, как равная 0.
Другие значения, кроме 0 и <пустая> принимаются равными 1.
Значения меньше 0,00000001 рассматриваются как неопределенные.
13-82
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Входной
сигнал
(R72, R73) #1032
#1132 (R172, R173)
#1000
#1100
#1001
#1101
Только
чтение
Чтение
и запись
#1128
#1029
#1129
Макрокома
нда
#1031
5.
#1103
#1028
#1030
Бит 32
Выходной
сигнал
#1102
#1002
#1003
13
#1130
#1131
(R74, R75)
#1033
(R174, R175) Бит 32
#1133
(R76, R77)
#1034
(R176, R177)
#1134
(R78, R79)
#1035
(R178, R179)
#1135
Коррекция на инструмент
Для считывания и записи пунктов данных коррекции на инструмент следует использовать
соответствующие переменные.
Допускается использование переменных с номерами от #100001, #10001 и #2001.
Блоки пунктов данных коррекции 200, 999 и 4000 могут использоваться для переменных с
номерами от #2001, #10001 и #100001 соответственно.
Последние три цифры переменных с номерами от #2001 или #10001 обозначают номера
данных коррекции на инструмент. В переменных с номерами от #100001 номерам данных
коррекции на инструмент соответствуют последние четыре цифры.
Количество допустимых блоков данных коррекции на инструмент зависит от исполнения
станка.
(«n» в таблицах ниже = количество допустимых блоков данных коррекции на инструмент)
A.
Тип A
Диапазон номеров переменных
#100001 - #100000+n
B.
#10001 - #10000+n
Пункт
#2001 - #2000+n
Количество коррекций на
инструмент
Тип В
Диапазон номеров переменных
Пункт
#100001 - #100000+n
#10001 - #10000+n
#2001 - #2000+n
Коррекция на длину/геометрию
#110001-#110000+n
#11001-#11000+n
#2201-#2200+n
Коррекция на длину/износ
#160001 - #160000+n
*(#120001 - #120000+n)
#16001 - #16000+n
*(#12001 - #12000+n)
#2401- #2400+n
Коррекция на
диаметр/геометрию
#170001 - #170000+n
*(#130001 - #130000+n)
#17001 - #17000+n
*(#13001 - #13000+n)
#2601-#2600+n
Коррекция на диаметр/износ
13-83
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Примечание: задать бит 0 параметра F96 на «1» для использования переменных в
скобках под звездочкой.
Бит 0 параметра F96
= 0: #160001 - #160000+n и #170001 - #170000+n
#16001 - #16000+n и #17001 - #17000+n
= 1: #120001 - #120000+n и #130001 - #130000+n
#12001 - #12000+n и #13001 - #13000+n
C.
Тип С
Диапазон номеров переменных
Пункт
#100001 - #100000+n
#10001 - #10000+n
#2001 - #2000+n
Коррекция на геометрию по
оси Z
#110001-#110000+n
#11001-#11000+n
#2201-#2200+n
Коррекция на износ по оси Z
#160001-#160000+n
#16001-#16000+n
#2401- #2400+n
Коррекция на геометрию,
радиус закругления режущей
кромки инструмента
#170001-#170000+n
#17001-#17000+n
#2601-#2600+n
Коррекция на износ, радиус
закругления режущей кромки
инструмента
#120001-#120000+n
#12001-#12000+n
Коррекция на геометрию по
оси X
#130001-#130000+n
#13001-#13000+n
Коррекция на износ по оси X
#140001-#140000+n
#14001-#14000+n
Коррекция на геометрию по
оси Y
#150001-#150000+n
#15001-#15000+n
Коррекция на износ по оси Y
#180001-#180000+n
#18001-#18000+n
Направление коррекции
Примечание: задать бит 0 параметра F96 на «0» для использования типа С данных
коррекции на инструмент.
Зависимость максимального количества допустимых блоков данных коррекции на
инструмент (n) от диапазонов номеров переменных показана ниже.
Диапазон номеров
переменных
Максимально
допустимое значение
«n»
#100001-#184000
4000
#10001-#18999
999
#2001-#2800
200
Что касается остальных переменных, данные коррекции на инструмент должны содержать
десятичную точку. Следовательно, если необходимо задать данные десятичными
цифрами, десятичная точка должна быть включена.
Пример программы
#101=1000
#10001=#101
#102=#10001
После
выполнения
Общие переменные
Данные коррекции
на инструмент
#101=1000.0
H1=1000.000
#102=1000.0
13-84
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример: измерение данных коррекции на инструмент
Возврат в нулевую точку
G28Z0T01
Смена инструмента (для T01)
M06
Запоминание начальной
#1=#5003
точки
G00Z–500.
Быстрое перемещение в
G31Z–100.F100
безопасное положение
#10001=#5063–#1
Измерения со ступенчатой
G00
H1
#5063
подачей
#1
G31
Расчет расстояния измерения
и задание данных коррекции
Датчик
на инструмент
Примечание: вышеуказанный пример не допускает задержек сигнала датчика пропуска.
#5003 обозначает положение начальной точки по оси Z, а #5063 координату пропуска по оси Z, то есть положение, в котором поступил
сигнал пропуска при выполнении кода G31.
6.
Коррекция системы координат заготовки
При помощи номеров переменных с 5201 по 5336 можно считывать данные коррекции
системы координат заготовки или назначать данные.
Примечание: количество управляемых осей зависит от технических характеристик
станка.
Номер оси
Имя данных
1-я ось
2-я ось
3-я ось
16-я
ось
ПЕРЕНОС
#5201
#5202
#5203
#5216
G54
#5221
#5222
#5223
#5236
G55
#5241
#5242
#5243
#5256
G56
#5261
#5262
#5263
#5276
G57
#5281
#5282
#5283
#5296
G58
#5301
#5302
#5303
#5316
G59
#5321
#5322
#5323
#5336
13-85
Комментарии
Требуется дополнительная функция
внешнего ввода/вывода данных.
Требуется функция коррекции
системы координат заготовки.
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
(Пример 1)
N1
M
–90.
N1
G28X0Y0Z0
N2
#5221=–20.#5222=–20.
N3
G90G00G54X0Y0
N3
W1
–10.
–20.
N11
W1
Система координат
заготовки G54,
задаваемая N10
N10 #5221=–90.#5222=–10.
N11 G90G00G54X0Y0
Система координат заготовки
G54, задаваемая N2
M02
(Пример 2)
Базовая система координат станка
Смещение системы координат
Система
координат
перед
изменением
G55
W2 (G55)
M
G54
W1 (G54)
N100 #5221=#5221+#5201
#5222=#5222+#5202
#5241=#5241+#5201
#5242=#5242+#5202
Базовая система координат станка
#5201=0 #5202=0
Система
координат
после
изменения
G55
W2 (G55)
M
G54
W1 (G54)
MEP166
Пример 2 применяется, только если данные смещения системы координат прибавляются
к данным коррекции системы координат заготовки (G54 или G55) без изменения
положения системы координат заготовки.
[Дополнительная коррекция системы координат заготовки]
Переменные с номерами с 70001 по 75996 могут быть использованы для чтения или
присвоения дополнительных значений коррекции системы координат заготовки. Номер
переменной k-й нулевой точки по оси в системе координат «Pn» может рассчитываться
следующим образом:
70000 + (n – 1) × 20 + k
Примечание: общее количество управляемых осей зависит от технических
характеристик станка.
Номер оси
Имя данных
1-я
ось
2-я ось
3-я
ось
4-я
ось
16-я
ось
Комментарии
G54.1P1
#70001
#70002
#70003
#70004
#70016
G54.1P2
#70021
#70022
#70023
#70024
#70036
G54.1P299
#75961
#75962
#75963
#75964
#75976
G54.1P300
#75981
#75982
#75983
#75984
#75996
Доступно только
при наличии
дополнительной
функции коррекции
дополнительной
системы координат.
13-86
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
В противном случае переменные с номерами от 7001 до 7956 могут использоваться для
чтения или присвоения значений коррекции дополнительной системы координат
заготовки. Номер переменной k-й нулевой точки по оси в системе координат «Pn» может
рассчитываться следующим образом:
7000 + (n – 1) × 20 + k
Примечание: общее количество управляемых осей зависит от технических
характеристик станка.
Номер оси
Имя данных
7.
1-я
ось
2-я ось
3-я
ось
4-я
ось
16-я
ось
Комментарии
G54.1P1
#7001
#7002
#7003
#7004
#7016
G54.1P2
#7021
#7022
#7023
#7024
#7036
G54.1P3
#7041
#7042
#7043
#7044
#7056
G54.1P48
#7941
#7942
#7943
#7944
#7956
Доступно только
при наличии
дополнительной
функции коррекции
дополнительной
системы координат.
Предупредительное сообщение УЧПУ (#3000)
При помощи номера переменной 3000 можно принудительно перевести УЧПУ в состояние
вызова предупредительного сообщения.
#3000 = 70 (CALL#PROGRAMMER#TEL#530)
Номер предупр
Текст сообщения
. сообщения.
Предупредительное сообщение может иметь номер от 1 до 6999.
Длина сообщения не должна превышать 31 символа.
Примечание: тип отображенного в окне предупредительного сообщения зависит от
номера указанного предупредительного сообщения, как показано в
следующей таблице.
Номер указанного
предупредительного
сообщения
Номер отображаемого
предупредительного
сообщения
Текст отображаемого предупредительного
сообщения
от 1 до 20
[Номер указанного
предупредительного
сообщения] + 979
Сообщение, заданное для отображаемого
предупредительного сообщения *1
от 21 до 6999
[Номер указанного
предупредительного
сообщения] + 3000
Текст указанного предупредительного
сообщения *2
*1 Относится к предупредительным сообщениям под номерами с 980 по 999, тексты которых указаны в перечне
предупредительных сообщений.
*2 Отображение предупредительного сообщения таким, как оно задано в выражении макропрограммы.
13-87
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Пример программы 1 (Команда отображения предупредительного
сообщения «980 MACRO USER ALARM 1» (СООБЩЕНИЕ ОБ ОШИБКЕ В
МАКРОПРОГРАММЕ ПОЛЬЗОВАТЕЛЯ) при условии, что #1=0)
IF[#1NE0]GOTO100
Останов по
требованию УЧПУ
#3000=1
N100
980 MACRO USER ALARM 1
Пример программы 2 (Команда отображения
предупредительного сообщения «3021#ORIGINAL#ALARM#1»
(ИСХОДНОЕ СООБЩЕНИЕ ОБ ОШИБКЕ) при условии, что #2=0)
IF[#2NE0]GOTO200
#3000=21(#ORIGINAL#ALARM#1)
N200
8.
Останов по
требованию УЧПУ
3021#ORIGINAL#ALARM#1
Общее время
При помощи переменных #3001 и #3002 можно считывать общее время работы в режиме
автоматического управления или назначать данные.
Тип
Номер
переменной
Общее время 1
3001
Общее время 2
3002
Едини
ца
измер
ения
мсек
Данные при
включении
питания
Аналогично
данным на
момент
отключения
питания
Присваивание
начальных
значений
Данные
задаются в
качестве
переменных.
Вычисление
Всегда при работе
станка
При автоматическом
запуске
Общее время обнуляется по достижении примерно 3,6 х 1011 мсек.
O9010
к подпрограмме
#3001=0
WHILE[#3001LE#20]DO1
G65P9010T
[мсек])
(Допустимое
время
END1
M99
Локальная
переменная
Выполнение кадров от DO1 до END1
повторяется до истечения
T#20______
допустимого времени, а затем
В локальную
управление переходит к конечному
переменную #20
кадру с командой M99.
При помощи переменных от #3040 до #3044 можно считывать различные типы данных
суммарного времени, отображенные в окне ACCUMULATED TIME (СУММАРНОЕ
ВРЕМЯ). TOTAL TIME (ОБЩЕЕ ВРЕМЯ) обозначает суммарное время, в течение
которого станок был включен.
13-88
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Данные
при
включении
питания
Присваива
ние
начальных
значений
Пункт
Номер
переме
нной
POWER ON
(ПИТАНИЕ
ВКЛ)
3040
При включении питания
AUTO OPE.
(РАБОТА В
РЕЖИМЕ
АВТОМАТИЧ
ЕСКОГО
УПРАВЛЕНИ
Я)
3041
Во время работы в режиме автоматического
управления (от пуска до завершения)
Ед.
изм.
Аналогично
данным на
момент
отключени
я питания
Вычисление
AUTO CUT.
(РЕЗАНИЕ В
РЕЖИМЕ
АВТОМАТИЧ
ЕСКОГО
УПРАВЛЕНИ
Я)
3042
TOTAL CUT.
(СУММАРНО
Е ВРЕМЯ
РЕЗАНИЯ)
3043
При выполнении кодов G1, G2 или G3
TOTAL TIME
(ОБЩЕЕ
ВРЕМЯ)
3044
При включении питания
мс
Примечание 1:
—
13
Во время работы в режиме автоматического
управления (при включении индикаторной
лампы кнопки пуска)
переменную #3001 можно использовать для замены пункта POWER ON
(ВКЛЮЧЕНИЕ) в окне ACCUMULATED TIME (СУММАРНОЕ ВРЕМЯ)
посредством нужного значения при условии, что бит 7 параметра F151
равен 0.
В соответствии с настройкой параметра переменная #3001
обрабатывается с учетом значения в пункте POWER ON (ВКЛЮЧЕНИЕ),
как показано ниже.
бит 7
параметра
F151
Результат записи данных в
переменную #3001 в пункте
POWER ON (ВКЛЮЧЕНИЕ
ПИТАНИЯ)
Значение переменной #3001 при
включении питания
0
Замена записанным значением
Аналогично данным на момент
отключения питания
1
Не действует
Сброс на ноль (0)
Примечание 2:
переменная #3002 может быть использована для замены значений в
пункте AUTO CUT (РЕЗАНИЕ В РЕЖИМЕ АВТОМАТИЧЕСКОГО
УПРАВЛЕНИЯ) в окне ACCUMULATED TIME (СУММАРНОЕ ВРЕМЯ) на
требуемые.
Примечание 3:
переменные #3040, #3041, #3042, #3043 и #3044 доступны только для
считывания.
Более подробная информация приведена в разделе Окно DIAGNOSIS
(USER)
–
ALARM
(ДИАГНОСТИКА
(ПОЛЬЗОВАТЕЛЬ)
–
ПРЕДУПРЕДИТЕЛЬНЫЕ СООБЩЕНИЯ) Части 3 Руководства по
эксплуатации.
13-89
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
9.
Подтверждение/отмена функции покадрового останова или ожидание сигнала
отключения вспомогательной функции (#3003)
Присвоение переменной с номером 3003 одного из значений, перечисленных в таблице
ниже, позволяет отменить покадровый останов в последующих кадрах или перейти к
следующему кадру программы без ожидания поступления сигнала отключения (FIN)
вспомогательной функции (M, S, T или B) .
#3003
Покадровый останов
Сигнал отключения
вспомогательной функции
0
Функция включена
Ожидание
1
Функция отключена
Ожидание
2
Функция включена
Без ожидания
3
Функция отключена
Без ожидания
Примечание: переменная #3003 обнуляется при сбросе.
10. Подтверждение/отмена функции прекращения подачи, коррекции скорости подачи
или G09 (#3004)
Функция прекращения подачи, коррекции скорости подачи или G09 может быть включена
или отключена для последующих кадров посредством присвоения переменным с номером
3004 одного из значений, перечисленных в таблице ниже.
бит 0
бит 1
бит 2
Прекращение подачи
Ручная коррекция
скорости подачи
Контроль G09
0
Функция включена
Функция включена
Функция включена
1
Функция отключена
Функция включена
Функция включена
2
Функция включена
Функция отключена
Функция включена
3
Функция отключена
Функция отключена
Функция включена
4
Функция включена
Функция включена
Функция отключена
5
Функция отключена
Функция включена
Функция отключена
6
Функция включена
Функция отключена
Функция отключена
7
Функция отключена
Функция отключена
Функция отключена
#3004
Содержимое
(значение)
Примечание 1: переменная #3004 обнуляется при сбросе.
Примечание 2: при значении 0 в указанных битах функция доступна, а при значении 1 –
недоступна.
11. Останов программы (#3006)
Использование номера переменных 3006 позволяет осуществить останов программы
после выполнения предшествующего кадра.
Формат:
#3006 = 1 (CHECK OPERAT)
Отображаемая строка символов
Дополнительная установка последовательности символов в скобках (максимально
допустимое количество символов составляет 31) позволяет отображать на экране УЧПУ
сообщение об останове.
От настроек бита 3 параметра F37 зависит, отображается ли на экране сообщение об
останове.
бит 3 параметра F37 = 0:
Сообщение не исчезает до завершения работы в режиме
автоматического управления.
13-90
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
бит 3 параметра F37 = 1:
Сообщение исчезает при переходе к следующему кадру.
Примечание 1: с правой стороны равенства всегда должно стоять «1»; иначе,
(например, #3006 = 2), выполнение операции не будет остановлено и
предупредительное сообщение не отобразится.
Примечание 2: кадр #3006 не останавливает операцию и не вызывает
предупредительное сообщение при выполнении программы в окне
TOOL PATH CHECK (ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ
ИНСТРУМЕНТА). Что касается работы в окне VIRTUAL MACHINING
(ВИРТУАЛЬНАЯ ОБРАБОТКА), останов операции выполняется с
помощью кадра #3006, но сообщение не появляется.
Примечание 3: для ввода сообщения в скобках можно использовать только
однобайтовые символы; в противном случае, сообщение может
отобразиться неверно.
12. Зеркальное отображение (#3007)
Состояние зеркального отображения по каждой оси в определенное время может быть
проверено посредством считывания номера переменной 3007.
Каждый бит переменной #3007 соответствует определенной оси, и эти биты указывают,
что:
Если бит равен «0», зеркальное отображение недоступно.
Если бит равен «1», зеркальное отображение доступно.
Бит
15
14
13
12
11
10
9
8
7
6
Номер
оси
5
4
3
2
1
0
6
5
4
3
2
1
13. Статус модальности G кода
Статус модальности G кода в предварительно считываемом кадре, может быть проверен
при использовании номеров переменных с 4101 по 4027. Для номеров переменных с
#4201 по #4227 модальная информация о выполняемом кадре может быть проверена
аналогичным образом.
Номер переменной
Предвар
ительно
считывае
мый кадр
Выполня
емый
кадр
Функция
Режим интерполяции
#4201 #4001
G0-G3 : 0-3, G2.1 : 2.1, G3.1 : 3.1
Выбор плоскости
#4202 #4002
G17 : 17, G18 : 18, G19 : 19
Программирование в абсолютных значениях/Программирование в приращениях
#4203 #4003
G90/91 : 90/91
Функция предварительной проверки хода
#4204 #4004
Команда задания подачи
#4205 #4005
G22: 22, G23 : 23
G94 : 94, G95 : 95
Выбор метрической/дюймовой системы
#4206 #4006
G20/21: 20/21
Коррекция на радиус инструмента
#4207 #4007
G40 : 40, G41 : 41, G42 : 42
#4208 #4008
Коррекция на длину инструмента G43/44 : 43/44, G49 : 49
#4209 #4009
Постоянный цикл
G80: 80, G273/274 : 273/274, G276 : 276, G81-G89 : 81-89
Уровень возврата
#4210 #4010
G98 : 98, G99 : 99
Отключение/включение масштабирования
#4211 #4011
G50/51 : 50/51
Выбор системы координат заготовки
#4212 #4012
G54-G59 : 54-59, G54.1 : 54.1
Режим обработки (подача)
#4213 #4013
G61-64 : 61-64, G61.1 : 61.1, G61.4 : 61.4
Модальный вызов макропрограммы
#4214 #4014
Функция контроля контура
#4215 #4015
G66: 66, G66.1 : 66.1, G67 : 67
G40.1 : 40.1, G41.1 : 41.1, G42.1 : 42.1
Включение/отключение функции преобразования управляемых координат
#4216 #4016
G68/69 : 68/69
13-91
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Номер переменной
Предвар
ительно
считывае
мый кадр
Выполня
емый
кадр
Функция
#4217 #4017
#4218 #4018
Функция зеркального отображения, задаваемая G кодами (5-координатная
#4219 #4019
обработка) G17.1-17.9 : 17.1-17.9, G50.1 : 50.1, G51.1 : 51.1
#4220 #4020
#4221 #4021
#4222 #4022
#4223 #4023
#4224 #4024
#4225 #4025
Включение/отключение режима интерполяции в полярных координатах
#4226 #4026
G12.1/13.1 : 12.1/13.1
Динамическая коррекция II G54.2 : 54.2
#4227 #4027
14. Прочая модальная информация
Модальная информация об остальных факторах, кроме статуса модальности G кода в
предварительно считываемом кадре, может быть проверена при использовании номеров
переменных с 4101 по 4132. Для номеров переменных #4301-#4330 модальная
информация о выполняемом кадре может быть проверена аналогичным образом.
Кроме того, нужно использовать переменные #4501- #4530 в макропрограмме прерывания
для чтения различных пунктов модальной информации в момент прерывания.
Номер переменной
Прерыва
Предыд Выполня
ние
ущий
емый
макропр
кадр
кадр
ограммы
#4101
#4301
#4501
#4102
#4302
#4502
#4103
#4303
#4104
#4304
#4105
#4106
Номер переменной
Модальная
информация
Модальная информация
Номер программыO
#4115
#4315
#4515
#4116
#4316
#4516
#4503
#4117
#4317
#4517
#4504
#4118
#4318
#4518
#4305
#4505
#4119
#4319
#4519
Функция шпинделяS
#4306
#4506
#4120
#4320
#4520
Функция инструментаT
#4530
Дополнительная система
координат
заготовки G54-G59: 0,
G54.1P1-P300: 1-300
Вспомогательная
функция №2
Номер коррекции на
радиус инструмента
D
#4107
#4307
#4507
#4108
#4308
#4508
#4109
#4309
#4509
#4110
#4310
#4510
#4111
#4311
#4511
#4112
#4312
#4512
#4113
#4313
#4513
Вспомогательная
функцияM
#4514
Номер
технологического
проходаN
#4114
Прерыва
Предыд Выполня
ние
ущий
емый
макропр
кадр
кадр
ограммы
#4314
#4130
Скорость подачиF
Номер коррекции на
длину
инструментаH
#4330
#4131
Тип поверхности
Верхняя: 0, 0°/180°: 1,
90°/270°: 2
#4132
Поверхность обработки
Верхняя: 5, 0°: 6, 90°: 7,
180°: 8, 270°: 9
Примечание 1: необходимо использовать переменную #4315 из второго кадра
программы. Если эта переменная используется в первом кадре,
считывание номера программы не происходит.
13-92
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Примечание 2: переменные #4115 и #4315 доступны только в программах,
идентификационный номер или имя которых состоит только из цифр. При
выполнении программы, имя которой содержит хотя бы один символ
(помимо цифр), считывание будет равно (0).
Примечание 3: Запрещается использовать переменные с #4501 по #4530 для целей, не
относящихся к макропрограммам прерывания; в противном случае
появится предупредительное сообщение 846 DESIGNATED NUMBER
NOT FOUND (ЗАДАННЫЙ НОМЕР НЕ НАЙДЕН).
Пример: в нижеприведенном примере показана разница между переменными #4113 и
#4313 (для проверки модальной информации об M кодах) в информации,
полученной в ходе параллельного процесса фактического выполнения и
внутреннего предварительного считывания (анализа) для работы в режиме
автоматического управления.
Предыдущий кадр (#4113)
Выполняемый кадр (#4313)
:
N001 M3
N002
N003
:
N006 M200
N007 #100=#4113
Выполняется
Анализируется
:
N001 M3
N002
N003
:
N006 M200
N007 #100=#4313
Выполняется
Анализируется
N008
N008
Считывание информации об M кодах
(M200) в кадре, идущем перед
анализируемым в данный момент
кадром.
Считывание информации об M кодах
(M3) в выполняемом кадре.
15. Информация о положении
Использование номеров переменных с #5001 по #5116позволяет выполнять проверку
координат конечной точки предыдущего кадра, заданных координат станка, координат
заготовки, координат пропуска, координат коррекции положения инструмента и величины
отклонения сервосистемы.
Информация о
положении
Координаты
конечной
точки
предыдуще
го кадра
Координаты
станка
Координаты
заготовки
Координаты
пропуска
Координаты
коррекции
положения
инструмента
Величина
отклонения
сервосисте
мы
1
#5001
#5021
#5041
#5061
#5081
#5101
2
#5002
#5022
#5042
#5062
#5082
#5102
3
#5003
#5023
#5043
#5063
#5083
#5103
16
#5016
#5036
#5056
#5076
#5096
#5116
Комментарии
(считывание при
перемещении)
Возможно
Невозможно
Невозможно
Возможно
Невозможно
Возможно
Номер оси
Примечание: количество управляемых осей зависит от технических характеристик
станка.
1.
Считывание координат конечной точки и координат пропуска осуществляется
относительно системы координат заготовки.
13-93
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
2.
Координаты конечной точки, координаты пропуска и отклонения сервосистемы могут
быть проверены даже при перемещении. Координаты станка, координаты заготовки и
координаты коррекции положения инструмента должны быть проверены только после
останова перемещения.
Базовая система координат станка
Система координат заготовки
M
W
G00
G01
Координаты
конечной
точки
Команда
чтения
W
Система координат
заготовки
Координаты
заготовки
Координаты
станка
M
Система координат
станка
MEP167
3.
Координаты пропуска обозначают положение, в котором включается сигнал пропуска
в кадре с кодом G31. Если сигнал пропуска не включился, координаты пропуска будут
обозначать соответствующее положение конечной точки.
Команда
чтения
Значение координаты
пропуска
Индикатор и т.д.
MEP168
13-94
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
13
Положение конечной точки обозначает положение режущей кромки инструмента, не
допускающее каких-либо коррекций на инструмент, тогда как координаты станка,
координаты заготовки и координаты пропуска обозначают положение базовой точки
инструмента, допускающее коррекцию на инструмент.
Сигнал
пропуска
F (Скорость)
Система
координат
заготовки
W
Введенные
координаты
сигнала пропуска
Символ : Чтение после
подтверждения останова.
Символ : Может считываться при
Координаты
заготовки
M
Система
координат станка
Система координат
станка
перемещении.
MEP169
Введенные координаты сигнала пропуска обозначают положение в системе
координат заготовки. Координаты, сохраненные в переменных с номерами от #5061
до #5066, являются координатами, существующими при вводе сигналов пропуска во
время перемещения. Но после этого данные координаты могут быть считаны в любое
время.
Подробная информация приведена в Главе 15
13-95
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Пример 1: измерение положения заготовки:
Ниже дается пример измерения расстояния от базовой точки измерения
до края заготовки:
Аргумент (локальная
переменная)
F
X
Y
Z
O9031
(#9)
200
(#24) 100.000
(#25) 100.000
(#26) –10.000
G65P9031X100.Y100.Z-10.F200
к подпрограмме
(Общая переменная)
Поступил сигнал
пропуска
Начальная
точка
N4
Z
N3
N8
Y
X
#101
#102
#103
#5001
#5002
#5061
#5062
#103
N5
#101
#101 87.245
#102 87.245
#103 123.383
N1
#180=#4003
N2
#30=#5001#31=#5002
N3
G91G01Z#26F#9
N4
G31X#24Y#25F#9
N5
G90G00X#30Y#31
N6
#101=#30–#5061#102=#31–#5062
N7
#103=SQR[#101?#101+#102?#102]
N8
G91G01Z–#26
N9
IF[#180EQ91]GOTO11
N10 G90
N11 M99
#102
Значение измерения по оси X
Значение измерения по оси Y
Величина измерительной линии
Начальная точка измерения по оси Х
Начальная точка измерения по оси Y
Точка пропуска по оси X
Точка пропуска по оси Y
N1
N2
N3
N4
N5
N6
N7
N8
N9, N10
N11
13-96
Сохранение модальных значений команды G90/G91
Сохранение координат начальной точки по осям X, Y
Ввод значений по оси Z
Измерение по осям X, Y (Останов при вводе пропуска)
Возврат в начальную точку по оси X, Y
Расчет данных измерения по осям X, Y в виде приращений
Расчет величины измерительной линии
Отвод по оси Z
Модальный возврат G90/G91
Возврат из подпрограммы
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример 2: считывание вводимых координат сигнала пропуска:
–150
–X
N1
G91G28X0Y0
N2
G90G00X0Y0
N3
X0Y–100.
N4
G31X–150.Y–50.F80
N5
#111=#5061 #112=#5062
N6
G00Y0
N7
G31X0
N8
#121=#5061 #122=#5062
N9
M02
–75
–25
Y
X
–50
–75
–100
Сигнал
пропуска
–Y
MEP171
#111 = –75. +
#121 = –25. +
#112 = –75. +
#122 = –75. +
где обозначает ошибку, вызванную задержкой реакции.
Подробная информация приведена в Главе 15
Переменная #122 обозначает координату поступления сигнала пропуска кадра N4, хотя
кадр N7 не содержит командного кода Y.
16. TNo. (Номер инструмента) (#51999) и номер индекса инструмента, установленного в
шпиндель(#3020)
Переменные с номерами 51999 и 3020 можно использовать для считывания номера
инструмента и номера индекса инструмента, установленного в шпиндель. Номер индекса
можно использовать вместо номера инструмента при считывании данных на
определенный инструмент при помощи макропеременных.
Системная
переменная
Описание
#51999
Номер инструмента, установленного в шпиндель
#3020
Номер индекса инструмента, установленного в
шпиндель
Примечание 1: данные системные переменные предназначены только для считывания.
Примечание 2: при проверке траектории перемещения инструмента обе переменные
(#51999 и #3020) содержат данные, имеющие прямое отношение к
значению «TNo.» (Номер инструмента), заданному в T коде, а,
следовательно, равны нулю (0), если текущая программа не содержит
используемых T кодов.
13-97
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
17. Номер индекса инструмента (#3022 и #3023)
Переменные под номерами 3022 и 3023 могут быть использованы для считывания номера
индекса определенного инструмента.
Переменные
Описание
#3022
Назначение требуемого инструмента (только для записи).
Номер и индекс требуемого инструмента должны быть заданы
посредством целых и десятичных чисел.
#3022 = . ΔΔ
: Номер инструмента (TNo.)
ΔΔ:
индекс
#3023
Номер индекса указанного инструмента (только для считывания).
Данная переменная предназначена для считывания номера индекса
инструмента, указанного посредством переменной #3022.
Если в памяти отсутствует соответствующий инструмент, в переменной
#3023 считывается ноль (0).
Пример:
TNo. (Номер
инструмента)
Установка #3022
Считывание в #3023
1
A
1,01
21
2
B
2.02
24
3
C
3.03
40
4
A
4.61
31
5
B
5.62
34
6
C
6.63
35
7
H
7.08
15
8
V
8.22
18
9
Z
9.26
19
:
:
:
:
:
:
:
:
Ошибка
–
0
Примечание: номер индекса инструмента будет изменен при обмене наборами данных
посредством функции меню [TOOL DATA MOVE] [ПЕРЕМЕЩЕНИЕ
ДАННЫХ НА ИНСТРУМЕНТ] в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ). Следовательно, нужно определить номер индекса
инструмента для правильного выбора элемента данных на инструмент в
окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) при помощи системных
переменных.
18. Данные на инструмент в формате MAZATROL
При использовании переменных, указанных в таблице, данные на инструмент в формате
MAZATROL могут быть по необходимости считаны или записаны.
Переменные от #60001 .......... Количество инструментов: 999 (максимально)
Переменные от #600001 ........ Количество инструментов: 4000 (максимально)
Максимально допустимое количество инструментов зависит от технических
характеристик станка.
13-98
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
(n = номер индекса инструмента)
Системные переменные
Данные на инструмент в формате
MAZATROL
с #60001 по #60000+n
с #600001 по
#600000+n
Длина инструмента
с #61001 по #61000+n
с #610001 по
#610000+n
Диаметр инструмента
с #62001 по #62000+n
с #620001 по
#620000+n
Флажок срока службы инструмента
ВКЛ, 0: ОТКЛ)
с #63001 по #63000+n
с #630001 по
#630000+n
Флажок повреждения инструмента (1: ВКЛ,
0: ОТКЛ)
с #64001 по #64000+n
с #640001 по
#640000+n
Коррекция на износ по оси X
с #65001 по #65000+n
с #650001 по
#650000+n
Коррекция на износ по оси Y
с #66001 по #66000+n
с #660001 по
#660000+n
Коррекция на износ по оси Z
с #67001 по #67000+n
с #670001 по
#670000+n
Номер группы
(1:
Примечание 1: при проверке траектории перемещения инструмента считывание данных
на инструмент разрешено, а запись запрещена.
Примечание 2: флажки срока службы инструмента (номера переменных порядка #62000
или #620000) и флажки повреждения инструмента (номера переменных
порядка #63000 или #630000) могут принимать значения 1 или 0 в
качестве логического состояния («1» для включения, «0» для
отключения).
Примечание 3: флажки срока службы инструмента (номера переменных порядка #62000
или#620000)) относятся только к контролю износа инструмента в
соответствии со временем использования инструмента.
13-99
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
19. Данные на инструмент в формате EIA/ISO
При использовании переменных, указанных в таблице, данные на инструмент (данные
контроля износа инструмента) в формате EIA/ISO могут быть по необходимости считаны
или изменены.
Переменные от #40001 .......... Количество инструментов: 960 (максимально)
Переменные от #400001 ........ Количество инструментов: 4000 (максимально)
Максимально допустимое количество инструментов зависит от технических
характеристик станка.
(n = номер индекса инструмента)
Системные переменные
Соответствующие данные
с #40001 по
#40000+n
с #400001 по
#400000+n
Номер данных коррекции на длину или величина
коррекции на длину
с #41001 по
#41000+n
с #410001 по
#410000+n
Номер данных коррекции на радиус или величина
коррекции
с #42001 по
#42000+n
с #420001 по
#420000+n
Флажок срока службы инструмента
с #43001 по
#43000+n
с #430001 по
#430000+n
Флажок повреждения инструмента (1: ВКЛ, 0: ОТКЛ.)
с #44001 по
#44000+n
с #440001 по
#440000+n
Флажок данных на инструмент (см. таблицу ниже).
с #45001 по
#45000+n
с #450001 по
#450000+n
Время использования инструмента (сек)
с #46001 по
#46000+n
с #460001 по
#460000+n
Срок службы инструмента (сек)
с #47001 по
#47000+n
с #470001 по
#470000+n
Количество использований инструментов
с #48001 по
#48000+n
с #480001 по
#480000+n
Количество заготовок, обработанных инструментом
с #490001 по
#490000+n
Флажок срока службы инструмента
0: Срок службы не истек
1: Срок службы истек в соответствии с количеством
раз использований
2: Срок службы истек в соответствии со временем
эксплуатации
4: Срок службы истек в соответствии с величиной
износа по оси Х
8: Срок службы истек в соответствии с величиной
износа по оси Y
16: Срок службы истек в соответствии с величиной
износа по оси Z
с #49001 по
#49000+n
(1: ВКЛ, 0: ОТКЛ)
Примечание 1: при проверке траектории перемещения инструмента считывание данных
на инструмент разрешено, а запись запрещена.
Примечание 2: флажки срока службы инструмента (номера переменных порядка #42000
или #420000) и флажки повреждения инструмента (номера переменных
порядка #43000 или #430000) могут принимать значения 1 или 0 в
качестве логического состояния («1» для включения, «0» для отключения).
Примечание 3: использование номера и величины коррекции на длину инструмента или
коррекции на радиус определяется положением флажка данных на
инструмент.
Флажок данных на инструмент
бит 0
бит 1
бит 2
бит 3
Номер данных коррекции на
длину
0
0
–
–
Величина коррекции на длину
0
1
–
–
Номер данных коррекции на
радиус
–
–
0
0
Величина коррекции на радиус
–
–
0
1
13-100
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
20. Дата и время (Год-месяц-день и часы-минуты-секунды)
Переменные с номерами 3011 и 3012 могут быть использованы для считывания даты и
времени.
Номер
переменной
Описание
#3011
Дата (Год-месяц-день)
#3012
Время (Часы-минуты-секунды)
Пример: например, для даты 15 декабря 1995 года и времени 16:45:10 данные в
соответствующие системные переменные задаются следующим образом:
#3011 = 951215
#3012 = 164510.
21. Общее количество обработанных деталей и требуемое количество деталей
Переменные под номерами 3901 и 3902 могут быть использованы для считывания или
назначения общего количества обработанных деталей или требуемого количества
деталей.
Номер
переменной
#3901
#3902
Примечание 1:
Примечание 2:
Описание
Общее количество
обработанных деталей
Требуемое количество деталей
значениями могут быть только целые числа от 0 до 9999.
считывание и запись данных при помощи указанных переменных
блокируется при проверке траектории перемещения инструмента.
22. Установка и использование имен переменных
Любое имя переменной может соответствовать каждой общей переменной под номерами
от #500 до #519. Но имя переменной должно состоять из семи буквенно-цифровых
символов или менее и начинаться с буквы.
Формат:
SETVNn [NAME1, NAME2, .....]
Начальный номер называемой переменной
Имя #n (имя переменной)
Имя #n + 1 (имя переменной)
Каждое имя переменной должно быть разделено при помощи запятой (,).
Подробное описание
- Заданное имя переменной доступно даже после отключения питания.
- Переменные в программе могут быть вызваны посредством имен переменных.
Вызываемая переменная должна быть заключена в квадратные скобки ([ ]).
Пример:
G01X[#POINT1]
[#TIMES]=25
- Проверка имен переменных осуществляется в окне USER PARAMETER No. 1
(ПАРАМЕТР ПОЛЬЗОВАТЕЛЯ № 1). Имена, присвоенные переменным под номерами
от #500 до #519, отображаются в параметрах с F47 по F66.
Пример: программа SETVN500[ABC,EFG]
В окне
F46
0
F47 ABC
Имя переменной, присвоенное #500
F48 EFG
Имя переменной, присвоенное #501
F49
Имя переменной, присвоенное #502
F50
13-101
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
23. Настройки параметров S12 (#3200 и #3212)
Переменные под номерами 3200 и 3212 могут быть использованы для считывания
настроек определенных S параметров. Сначала следует задать требуемую ось
посредством переменной #3200.
Установка
#3200
от 1 до 16
Описание
Номер оси
Пример: #3200 = 1; Назначение первой значимой установки оси (как правило: X) в системе.
Номер
переменной
Параметр S
#3212
S12
Примечание 1:
Примечание 2:
Примечание 3:
Примечание 4:
переменная #3200 принимает исходное значение («1») при повторном
пуске УЧПУ.
нет необходимости повторять запись в переменной #3200, в
следующий раз считывание с #3212 будет выполняться для
той же оси.
нужно выполнить считывание переменной #3200 надлежащим образом
для проверки ее последней установки.
установка переменной #3200 не проверяется на соответствие
(соответствие указанной оси) в кадре переменной #3200, но если
установка не удовлетворяет условиям, при считывании кадра
переменной #3212 появляется предупредительное сообщение 809
ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
24. Значения коррекции погрешности установки
При помощи переменных, приведённых в таблице ниже, можно считывать и записывать
значения, используемые для коррекции погрешности установки заготовки.
Общая
перемен
ная
№1
№2
№3
№4
№5
№6
№7
x
#5801
#5811
#5821
#5831
#5841
#5851
#5861
#5871
y
#5802
#5812
#5822
#5832
#5842
#5852
#5862
#5872
z
#5803
#5813
#5823
#5833
#5843
#5853
#5863
#5873
a
—
#5814
#5824
#5834
#5844
#5854
#5864
#5874
b
—
#5815
#5825
#5835
#5845
#5855
#5865
#5875
c
—
#5816
#5826
#5836
#5846
#5856
#5866
#5876
Координата по оси
вращения 1
#5807
#5817
#5827
#5837
#5847
#5857
#5867
#5877
Координата по оси
вращения 2
#5808
#5818
#5828
#5838
#5848
#5858
#5868
#5878
Для считывания номера (от 1 до 7) выбранных данных для коррекции погрешности
установки заготовки предназначена переменная #5800.
Примечание: при попытке переписать системную переменную #5800 появляется
предупредительное сообщение 1821 UNWRITABLE SYSTEM VARIABLE
(НЕЗАПИСЫВАЕМАЯ СИСТЕМНАЯ ПЕРЕМЕННАЯ).
13-102
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
25. Настройка блока индексирования (с #550610 по #550620)
При помощи переменных, приведенных в таблице ниже, в программе формата
MAZATROL можно считывать значения пунктов настройки блока индексирования (INDEX).
Эти переменные всегда считывают настройки действующего блока индексирования
(выполненного последним), и ноль (0) считывается для пустого пункта.
Переменные
Наименование
R-регистр
Единица измерения
#550610
TURN POS X
R610 (биты
низшего порядка)
R611 (биты
высшего порядка)
0,0001 мм или 0,00001
дюйма
#550612
TURN POS Y
R612 (биты
низшего порядка)
R613 (биты
высшего порядка)
0,0001 мм или 0,00001
дюйма
#550614
TURN POS Z
R614 (биты
низшего порядка)
R615 (биты
высшего порядка)
0,0001 мм или 0,00001
дюйма
#550618
ANGLE B (УГОЛ
В)
R618 (биты
низшего порядка)
R619 (биты
высшего порядка)
0,0001°
#550620
ANGLE C (УГОЛ
С)
R620 (биты
низшего порядка)
R621 (биты
высшего порядка)
0,0001°
Примечание: данные системные переменные предназначены только для считывания.
26. Номер основной рабочей программы (#4000)
Используйте переменную #4000 для считывания номера основной рабочей программы.
Таким же образом можно считывать этот номер при работе с окном TOOL PATH CHECK
(ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА).
Основная
программа 10.eia
O0010;
Подпрограмма
1000.eia
O1000;
#100=#4000
M98P1000;
“10” считывается как номер
рабочей программы основной
программы.
M99;
M30
Примечание 1:
могут считываться только 8-значные натуральные числа (от 1 до
99999999). Если в номере рабочей программы имеются иные символы
кроме арабских цифр (от 0 до 9), то результат считывания всегда
будет "–1".
Примечание 2:
считывание не может быть произведено должным образом (всегда "–
1") как при управлении через перфоленту, так и в режиме ручного
ввода данных MDI.
Примечание 3:
эта системная переменная используется только для чтения.
13-103
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Примечание 4:
при использовании последовательности программ (посредством
М998) номер рабочей программы основной программы может быть
считан непосредственно.
Основная
программа 10.eia
O0010;
Основная
программа 20.eia
O0020;
“20” считывается как номер рабочей
программы основной программы.
#100=#4000
M998S20;
Последовательность
программ
Подпрограмма
2000.eia
M998P2000;
O2000;
M30
#100=#4000
M99;
“20” считывается как
номер рабочей
программы
основной
программы.
13-12-5 Команды арифметических операций
Действия с переменными выполняются в следующем формате:
#I = <выражение>
где <выражение> должно состоять из постоянной (постоянных), переменной(ых),
функции(ий) или оператора(ов). В приведенной ниже таблице постоянные можно
использовать вместо #j и/или #k.
[1] Определение/замена
переменных
#i=#j
Определение/замена
[2] Операции сложения
#i=#j+#k
#i=#j–#k
#i=#jOR#k
#i=#jXOR#k
Сложение
Вычитание
Логическое сложение (для каждого из 32 битов)
Исключающее ИЛИ (для каждого из 32 битов)
[3] Операции умножения
#i=#j#k
#i=#j/#k
#i=#jMOD#k
#i=#jAND#k
Умножение
Деление
Остаток от деления
Логическое произведение (для каждого из 32 битов)
[4] Функции
#i=SIN[#k]
Синус
#i=COS[#k]
Косинус
#i=TAN[#k]
Тангенс (tanq используется как sinq/cosq.)
#i=ATAN[#j]
Арктангенс (также принято сокращение ATAN или
ATN).
#i=ACOS[#j]
Арккосинус
#i=SQRT[#k]
Квадратный корень (также принято сокращение SQRT
или SQR).
#i=ABS[#k]
Абсолютное значение
#i=BIN[#k]
Переход от десятичной системы к двоичной
#i=BCD[#k]
Переход от двоичной системы к десятичной
#i=ROUND[#k]
Округление до ближайшего целого числа (также
принято сокращение ROUND или RND).
#i=FIX[#k]
Выделение целой части
#i=FUP[#k]
Округление до целого в большую сторону
#i=LN[#k]
Натуральный логарифм
#i=EXP[#k]
Экспоненциальная функция с основанием e (= 2,718 ...)
13-104
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Примечание 1: целые числа рассматриваются как числа, имеющие нулевую дробную
часть. (Пример: 1 = 1,000)
Примечание 2: значения коррекции, заданные переменной с номером #10001, значения
коррекции системы координат заготовки, заданные переменной с
номером #5201 и прочие данные записываются в виде чисел, имеющих
нулевую дробную часть. Если данные без десятичной точки
определяются при помощи этих номеров переменных, десятичная точка
будет содержаться в данных.
Пример:
Общая переменная
#101=1000
#10001=#101
#102=#10001
#101
1000
#102 1.000
Выполнение
Примечание 3: <выражение> после функции записывается в квадратных скобках ([
1.
]).
Приоритет выполнения операций
Высший приоритет отдается функциям, операциям умножения и сложения в следующем
порядке.
#101=#111+#112SIN[#113]
2.
[1]
Функция
[2]
Умножение
[3]
Сложение
Определение приоритета выполнения операций
Действие, которое необходимо выполнить в первую очередь, заключается в квадратные
скобки ([ ]). Одно выражение может содержать до пяти пар скобок, в том числе скобки,
используемые для функций.
#101=SQRT[[[#111–#112]SIN[#113]+#114]#15]
1-я свертка
2-я свертка
3-я свертка
3.
Примеры команд операций
[1] Определение
основной
программы и
аргументов
G65 P100 A10 B20.
#101=100.000
#102=200.000
#1
#2
#101
#102
[2] Определение,
замена
=
#1=1000
#2=1000.
#3=#101
#4=#102
#5=#5081
#1
#2
#3
#4
#5
1000.000
1000.000
100.000
Данные об общих переменных
200.000
–10.000 Величина коррекции
[3] Сложение,
вычитание + –
#11=#1+1000
#12=#2–50.
#13=#101+#1
#14=#5081–3.
#15=#5081+#102
#11
#12
#13
#14
#15
2000.000
950.000
1100.000
–13.000
190.000
[4] Логическое
сложение OR
#3=100
#4=#3OR14
#3
14
#4
13-105
10.000
20.000
100.000
200.000
= 01100100
= 00001110
= 01101110 = 110
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
[5] Исключающее
ИЛИ XOR
#3=100
#4=#3XOR14
#3
14
#4
[6] Умножение,
Деление /
#21=100100
#22=100.100
#23=100100.
#24=100.100.
#25=100/100
#26=100./100
#27=100/100.
#28=100./100.
#29=#5081#101
#30=#5081/#102
#21
#22
#23
#24
#25
#26
#27
#28
#29
#30
[7] Остаток
MOD
#31=#19MOD#20
#19
48
= 5 остаток 3
=
#20
9
[8] Логическое
произведение AN
D
#9=100
#10=#9AND15
#9
15
#10
= 01100100
= 00001111
= 00000100 = 4
[9] Синус
SIN
#501=SIN[60]
#502=SIN[60.]
#503=1000SIN[60]
#504=1000SIN[60.]
#505=1000.SIN[60]
#506=1000.SIN[60.]
Примечание: SIN[60] равен SIN[60.].
#501
#502
#503
#504
#505
#506
0.866
0.866
866.025
866.025
866.025
866.025
[10] Косинус
COS
#541=COS[45]
#542=COS[45.]
#543=1000COS[45]
#544=1000COS[45.]
#545=1000.COS[45]
#546=1000.COS[45.]
Примечание: COS[45] равен COS[45.].
#541
#542
#543
#544
#545
#546
0.707
0.707
707.107
707.107
707.107
707.107
[11] Тангенс
TAN
#551=TAN[60]
#552=TAN[60.]
#553=1000TAN[60]
#554=1000TAN[60.]
#555=1000.TAN[60]
#556=1000.TAN[60.]
Примечание: TAN[60] равен TAN[60.].
#551
#552
#553
#554
#555
#556
1.732
1.732
1732.051
1732.051
1732.051
1732.051
[12] Арктангенс
ATAN
#561=ATAN[173205/100000]
#562=ATAN[173.205/100.]
#563=ATAN[1.732]
#561
#562
#563
60.000
60.000
59.999
[13] Арккосинус
ACOS
#521=ACOS[100000/141421]
#522=ACOS[100./141.421]
#523=ACOS[1000/1414.213]
#524=ACOS[10./14.142]
#525=ACOS[0.707]
#521
#522
#523
#524
#525
45.000
45.000
45.000
44.999
45.009
[14] Квадратный
корень SQRT
#571=SQRT[1000]
#572=SQRT[1000.]
#573=SQRT[10.10.+20.20.]
#574=SQRT[#14#14+#15#15]
Примечание: для повышения точности по
мере возможности нужно
выполнить операции,
заключенные в квадратные
скобки [ ].
#571
#572
#573
#574
31.623
31.623
22.361
190.444
[15] Абсолютное
значение ABS
#576=–1000
#577=ABS[#576]
#3=70.
#4=-50.
#580= ABS[#4–#3]
#576
#577
–1000.000
1000.000
#580
120.000
#11
#12
64
256
[16] Двоичная,
десятичная
системы BIN, BCD
#1=100
#11=BIN[#1]
#12=BCD[#1]
13-106
= 01100100
= 00001110
= 01101010 = 106
10000.000
10000.000
10000.000
10000.000
1.000
1.000
1.000
1.000
–1000.000
–0.050
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
[17] Округление до
ближайшего
целого ROUND
#21=ROUND[14/3]
#22=ROUND[14./3]
#23=ROUND[14/3.]
#24=ROUND[14./3.]
#25=ROUND[–14/3]
#26=ROUND[–14./3]
#27=ROUND[–14/3.]
#28=ROUND[-14./3.]
#21
#22
#23
#24
#25
#26
#27
#28
[18] Выделение целой
части FIX
#21=FIX[14/3]
#22=FIX[14./3]
#23=FIX[14/3.]
#24=FIX[14./3.]
#25=FIX[–14/3]
#26=FIX[–14./3]
#27=FIX[–14/3.]
#28=FIX[-14./3.]
#21
#22
#23
#24
#25
#26
#27
#28
4,000
4,000
4,000
4,000
-4,000
-4,000
-4,000
-4,000
[19] Округление до
целого в большую
сторону FUP
#21=FUP[14/3]
#22=FUP[14./3]
#23=FUP[14/3.]
#24=FUP[14./3.]
#25=FUP[–14/3]
#26=FUP[–14./3]
#27=FUP[–14/3.]
#28=FUP[-14./3.]
#21
#22
#23
#24
#25
#26
#27
#28
5,000
5,000
5,000
5,000
-5,000
-5,000
-5,000
-5,000
[20] Натуральный
логарифм LN
#101=LN[5]
#102=LN[0.5]
#103=LN[–5]
#101
1.609
#102
–0.693
Предупредительное сообщение 860 CALCULATION
IMPOSSIBLE (РАСЧЕТ НЕВОЗМОЖЕН)
[21]Экспоненциальная
функция
EXP
#104=EXP[2]
#105=EXP[1]
#106=EXP[–2]
#104
#105
#106
4.
5
5
5
5
–5
–5
–5
–5
7.389
2.718
0.135
Точность выполняемых вычислений
Ниже перечислены погрешности, возникающие при выполнении одной арифметической
операции. Вероятность возникновения таких погрешностей возрастает при повторении
операций.
Средняя
погрешность
Предельная
погрешность
a=b+c
a=b–c
2.33 × 10–10
5.32 × 10–10
a=bc
1.55 × 10–10
4.66 × 10–10
a = b/c
4.66 × 10–10
1.86 × 10–9
1.24 × 10–9
3.73 × 10–9
a = sin b
a = cos b
5.0 × 10–9
1.0 × 10–8
a = tan–1 b/c
1.8 × 10–6
3.6 × 10–6
Формат операции
a=
b
Тип погрешности
Мин.
c
,
b
Относительная погрешность
Абсолютная погрешность
a
Примечание: функция TAN (Тангенс) рассчитывается как SIN/COS (Синус/Косинус).
5.
Примечания относительно снижения точности вычислений
A.
Сложение/вычитание
Если при выполнении операций сложения одно абсолютное значение вычитается из
другого, относительную погрешность невозможно снизить до значения менее 10–-8.
Например, если фактические значения (такие значения невозможно заменить)
переменных #10 и #20 следующие:
#10 = 2345678988888.888
#20 = 2345678901234.567
тогда разность этих переменных #10 – #20 не будет равна 87654.321. Причина состоит в
13-107
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
том, что фактическое количество знаков в переменной составляет восемь (десятичных), и
приблизительными значениями #10 и #20 являются:
#10 = 2345679000000.000
#20 = 2345678900000.000
Иными словами, внутреннее двоичное представление немного отличается от
теоретических значений. В результате при выполнении вычислений возникает
существенная погрешность:
#10 – #20 = 100000.000.
B.
Логическое соответствие
Что касается операторов EQ, NE, GT, LT, GE и LE, обработка выполняется аналогично
операциям сложения и вычитания, поэтому следует иметь в виду возможную погрешность.
Например, для определения, справедливо ли равенство #10 = #20 в вышеуказанном
примере, условное выражение
IF [#10EQ#20]
применять нельзя по причине наличия погрешностей. В данном случае необходимо задать
макрокоманду, в которой учитывается допустимая величина погрешности при сравнении
значений.
IF [ABS[#10 – #20] LT200000]
C.
Тригонометрические функции
В тригонометрических функциях относительная погрешность составляет не меньше 10-8,
несмотря на то, что гарантирована абсолютная погрешность. Следовательно, необходимо
особенно тщательно следить за выполнением умножения или деления после выполнения
тригонометрических функций.
13-12-6 Команды управления
Следить за ходом выполнения программы можно при помощи команд F GOTO и WHILE
DO .
1.
Переход
Формат: IF [условное выражение] GOTO n
где n – номер последовательности в той же программе.
Выполнение программы продолжится с кадра под номером «n», если данное условие
удовлетворяется; если условие не удовлетворяется, выполнение программы
осуществляется со следующего кадра.
Оператор GOTO без IF [условное выражение] служит для безусловного перехода к
указанному кадру.
[Условное выражение] может иметь один из шести следующих типов:
#i EQ #j
=
(#i равняется #j.)
#I NE #j
(#i не равняется #j.)
#i GT #j
>
(#i больше #j.)
#I LT #j
<
(#i меньше #j.)
#I GE #j
(#i равняется #j, или больше #j.)
#I LE #j
(#i равняется #j, или меньше #j.)
«n» в команде GOTO n означает номер последовательности в программе. Если указанный
номер не существует в программе, появится предупредительное сообщение 843
DESIGNATED SNo NOT FOUND (УКАЗАННЫЙ НОМЕР ПОСЛЕДОВАТЕЛЬНОСТИ НЕ
НАЙДЕН). Вместо #i, #j или n можно использовать выражения или переменные.
Номер последовательности Nn должен стоять в начале назначенного кадра. В противном
случае появится предупредительное сообщение 843 DESIGNATED SNo. NOT FOUND (843
УКАЗАННЫЙ НОМЕР ПОСЛЕДОВАТЕЛЬНОСТИ НЕ НАЙДЕН). Если кадр начинается с
13-108
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
символа «/» и Nn, выполняется переход к номеру последовательности.
N10 #22=#20 #23=#21
IF[#2EQ1] GOTO100
Переход к N100,
если #2 = 1.
#22=#20–#3
Поиск
N100
#23=#21–#4
Поиск
N10
продолж
ается
с начала
N100 X#22 Y#23
#1=#1+1
Примечание: поиск требуемого номера последовательности осуществляется в прямом
направлении после кадра с командой «IF …» до конца программы (символ
%). Если в указанном отрезке последовательность не найдена, поиск
продолжается с начала программы до кадра с командой «IF ...» (в
обратном направлении). Поиск в обратном направлении (обратном
направлению выполнения программы) занимает больше времени, чем
поиск в прямом направлении.
2.
Организация циклов
Формат:
WHILE [Условное выражение] DOm (m = 1, 2, 3 127)
ENDm
Если условное выражение верно, выполнение программы повторяется со следующего
кадра до конечного кадра ENDm. Если условное выражение неверно, управление
переходит к кадру, следующему за кадром ENDm. В примере, указанном выше, команда
Dom может предшествовать команде WHILE.
Команды WHILE [Условное выражение] DOm и ENDm всегда используются попарно. Если
не указано условие WHILE [Условное выражение], отрезок программы от команды DOm до
ENDm будет выполняться бесконечное количество раз. Буква m в команде DOm
определяет номер цикла (от 1 до 127). (DO1, DO2, DO3 и так далее до
DO127) Максимально допустимая глубина вложенности – 27.
13-109
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
[1]
Один идентификационный номер может
использоваться многократно.
Идентификационный номер WHILE
используется произвольно.
[2]
DOm
WHILE DO1
WHILE DO1
END1
Допустимо
END1
WHILE DO3
END3
Допустимо
WHILE DO1
WHILE DO2
END2
Допустимо
END1
WHILE DO1
END1
[3]
Можно использовать до 27 вложенных
циклов WHILE DOm. Значение m может
быть от 1 до 127 вне зависимости от
глубины вложенности.
WHILE DO1
DO1
WHILE DO2
Допуст
имо
WHILE DO27
[4]
Суммарное количество уровней WHILE
DOm не может превышать 27.
WHILE DO1
WHILE DO2
WHILE DO27
WHILE DO28
DO2
Недопустимо
END28
DO27
END27
END27
END2
END2
END1
END1
Примечание: номера вложенных циклов не должны
повторяться.
[5] WHILE DOm должно предшествовать ENDm.
[6] В одной программе каждое WHILE DOm должно точно
соответствовать своему ENDm.
WHILE DO1
END1
Недопус
тимо
Недопус
тимо
WHILE DO1
END1
[7] Не допускается наложение циклов WHILE DOm.
WHILE DO1
Недопус
тимо
WHILE DO1
[8] Возможен переход из тела цикла WHILE DOm к
внешнему кадру.
WHILE DO1
WHILE DO2
IF GOTOn
END1
Допуст
имо
END1
END2
Nn
13-110
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
[9] Не допускается переход внутри WHILE DOm.
WHILE
IF GOTOn
Недопус
тимо
Недопус
тимо
WHILE DO1
DO1
[10] Из середины WHILE DO с помощью M98, G65, G66
можно вызвать подпрограмму.
Основная программа
Подпрограмма
WHILE DO1
WHILE DO2
IF GOTOn
END1
G65 P100
WHILE DO1
Nn
Допусти
мо
END1
Nn
END2
к
подпрог
рамме
M02
END1
END1
13
M99
[11] Организацию циклов можно независимо
[12] Если в подпрограмме (в том числе и в
запрограммировать в подпрограмме, вызываемой при
макроподпрограмме) каждому WHILE не соответствует
помощи кода G65/G66 из середины WHILE DOm. В
свой END, в M99 возникает ошибка.
Основная
обеих программах вложенность может составлять до 27
Подпрограмма
программа
уровней.
Основная программа
Подпрограмма
G65 P100
WHILE DO1
Допус
тимо
M02
G65 P100
END1
WHILE DO1
WHILE DO1
к
подпрог
рамме
END1
M99
Предупредительное сообщение 868
DO-END MIS-MATCH (НЕСООТВЕТСТВИЕ
DO-END)
M99
13-111
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-7 Команды, выводимые на внешние устройства (посредством интерфейса RS-232C)
1.
Общие сведения
В дополнение к стандартным макрокомандам пользователя существуют макрокоманды
вывода данных (представлены ниже) на внешние устройства. Эти команды
предназначены для вывода буквенных или цифровых данных в виде переменных через
интерфейс RS-232C на внешнее устройство. Данные выводятся в виде 7 битов с битом
положительной четности.
A.
Типы и функции макрокоманд вывода данных на внешнее устройство
POPEN
PCLOS
BPRNT
DPRNT
B.
Настройка процесса вывода данных
Завершение вывода данных
Вывод буквенных данных или данных о переменных в двоичном коде на печать
Поразрядный вывод буквенных данных или данных о переменных в виде цифр
на печать
Порядок выполнения программы
Команда начала вывода
данных
POPEN
Команды вывода
данных
DPRNT
BPRNT
Команда завершения
вывода данных
PCLOS
2.
Команда начала вывода данных POPEN
Формат программирования: POPEN
Подробное описание
- Командный код POPEN должен стоять перед командными кодами вывода данных.
- Код управления для DC2 и код % выводятся устройством ЧПУ на внешнее устройство
вывода данных.
- Выполнение команды POPEN отменяется командой PCLOS.
3.
Команда завершения вывода данных PCLOS
Формат программирования: PCLOS
Подробное описание
- Код команды PCLOS должен стоять после всех командных кодов вывода данных.
- Код управления для DC4 и код % выводятся устройством ЧПУ на внешнее устройство
вывода данных.
- Данная команда должна быть использована вместе с командой POPEN. Данная команда
должна быть введена только после команды POPEN.
- Данная команда должна стоять в конце программы, даже если операция вывода данных
была прервана нажатием кнопки RESET (СБРОС) в УЧПУ.
13-112
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
13
Команда вывода данных BPRNT
Формат программирования:
BPRNT[1#v1[c1]2#v2[c2]]
Значащие цифры после
десятичной точки
Номер переменной
Строка символов
Значение
переменной
×10c
Подробное описание
- Команда BPRNT предназначена для вывода буквенных данных или данных о
переменных, записанных в двоичном коде.
- Назначенная строка данных выводится непосредственно в формате ISO. Можно ввести
буквенно-цифровые символы (от A до Z, и от 0 до 9), а также специальные символы
(+, –, , /). За исключением звездочки (), которая при выводе определяется как код
пробела.
- Поскольку значения всех переменных сохраняются в виде десятичных дробей,
требуемое количество десятичных знаков необходимо указывать в квадратных скобках ([ ]).
Данные по каждой переменной занимают 4 байта (32 бита), каждый из которых
выводится в двоичном коде; при этом наиболее значимый байт выводится первым.
Отрицательные величины обрабатываются как дополнительные к исходным.
Пример 1: если для 12,3456 значащими являются три десятичных знака, в двоичном
коде выводится следующее число: [12,346 × 103] = 12346 (0000303A).
Пример 2: если для –100,0 не указано требуемое количество десятичных знаков,
следующее число –100 (FFFFFF9C) будет выведено в двоичном коде.
- После вывода указанных данных код конца кадра (EOB) выводится в формате ISO.
- Переменные со значением <пустая> считаются равными нулю.
5.
Команда вывода данных DPRNT
Формат программирования:
DPRNT[1#v1[d1 c1]2#v2[c2]]
Значащие цифры после десятичной точки
Значащие цифры до десятичной точки
Номер переменной
c+d8
Строка символов
Подробное описание
- Вывод буквенных данных или данных о переменных, записанных в десятичном коде,
осуществляется в формате кодов ISO.
- Назначенная строка данных выводится непосредственно в формате ISO.
Можно ввести буквенно-цифровые символы (от A до Z, и от 0 до 9), а также специальные
символы (+, –, , /). За исключением звездочки (), которая при выводе определяется как
код пробела.
- Требуемое количество знаков целой и дробной частей должно указываться в квадратных
скобках ([ ]). Данные о переменных будут состоять из указанного количества знаков,
включая десятичную точку. Данные выводятся в формате ISO кода; при этом значимое
число будет стоять в начале. При этом конечные нули не опускаются.
13-113
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-8 Команда вывода на внешний носитель (вывод на локальный диск)
1.
Общие сведения
Макрокоманды вывода на внешний носитель информации также предназначены для
вывода данных в формате текстового файла в указанную директорию на локальном диске.
2.
Соответствующие параметры
- DPR14: Выбор целевого положения вывода данных Задать значение «4» для параметра
DPR14 (Вывод данных на локальный диск) в элементе OTHER (ПРОЧЕЕ) окна DATA I/O
PARAMETER (ПАРАМЕТР ВВОДА/ВЫВОДА ДАННЫХ).
- DPR15: Количество строк на участке подачи Указать требуемое количество строк на
участке подачи.
- DPR8: Размер выводимого файла Данный параметр предназначен для задания
максимально допустимого размера выводимого файла.
Максимально допустимый размер файла: DPR8 × 100 (KB)
Команда вывода файла, размер которого превышает допустимый, приведет к
появлению предупредительного сообщения 1420 FILE SIZE LIMIT EXCEEDED
(ПРЕВЫШЕН ДОПУСТИМЫЙ РАЗМЕР ФАЙЛА).
Однако, если для параметра DPR8 введено значение, равное «0», предельный размер
этого файла составляет 100 Kбайт.
Примечание: при этом в случае нехватки свободной памяти на локальном диске вывод
файла, размер которого меньше допустимого, невозможен.
Окно DATA I/O PARAMETER (ПАРАМЕТРЫ ВВОДА/ВЫВОДА ДАННЫХ) можно выбрать
нажатием пункта меню [DATA I/O PARAM.] [ПАРАМЕТРЫ ВВОДА/ВЫВОДА ДАННЫХ] в
окне DATA I/O (ВВОД/ВЫВОД ДАННЫХ).
Более подробное описание параметра дано в отдельном Перечне
параметров/Перечне предупредительных сообщений/Перечне М кодов.
3.
Вывод файла
Текстовый файл автоматически выводится с отдельным именем файла в указанную
директорию.
Директория вывода:
c:\ymw\M8Y\data\MC_sdg\print\
Имя выводимого файла:
print.txt
(При необходимости файл с данным именем будет
создан автоматически, или текстовые данные будут
добавлены к текущему содержимому файла).
13-114
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Содержимое файлов:
Ниже (справа) дан пример содержимого текстового файла, созданного при выполнении
программы, показанной ниже (слева), при определенных настройках параметров.
[Программа]
[Пример выводимого файла]
print.txt
G28XYZ
POPEN
DPRNT[OOOOOOOOOOOO]
DPRNT[XXXXXXXXXXXX]
DPRNT[IIIIIIIIIIII]
PCLOS
%
OOOOOOOOOOOO
XXXXXXXXXXXX
IIIIIIIIIIII
%
G0X100.Y100.Z100.
M30
[Параметр]
DPR14: 4
DPR15: Нет настройки
4.
Соответствующие предупредительные сообщения
Предупредительное сообщение относительно вывода текстового файла указано ниже.
№
887
Сообщение
TAPE I/O
ERROR (ОШИБКА
ВВОДА/ВЫВОДА С
ПЕРФОЛЕНТЫ)
Аргумент 1
Аргумент 2
Аргумент 3
-100
Ошибка открытия файла
0
0
-111
Ошибка записи файла
0
0
–112
Размер файла
превышает максимально
допустимый
0
0
13-115
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-9 Меры предосторожности
При помощи макрокоманд пользователя можно создать программу обработки,
содержащую наряду со стандартными командами ЧПУ (команды перемещения, M, S, T
команды и т. д.) команды арифметических операций, контроля, перехода и иные
макрокоманды. Операторы, определенные макрокомандами и стандартными командами
ЧПУ, называются макропрограммами и рабочими командами ЧПУ соответственно.
Макропрограмма не предназначена для непосредственного управления станком.
Назначение макропрограммы состоит в сокращении времени обработки.
Возможность одновременного выполнения рабочей команды ЧПУ и макропрограммы
определяется значением бита 6 параметра F93.
(Если при обработке заготовки в бите параметра задано OFF (ОТКЛ), могут выполняться
одновременно все макропрограммы, а если в бите параметра задано ON (ВКЛ),
макропрограммы могут выполняться покадрово. Необходимо задать бит параметра в
соответствии с требованиями).
Пример программы
N1 G91G28X0Y0Z0
N2 G92X0Y0Z0
N3 G00X–100.Y–100.
N4 #101=100.COS[210.]
Операторы
N5 #102=100.SIN[210.]
макропрограммы
N6 G01X#101Y#102F800
Оператор макропрограммы – это оператор, состоящий из следующих кадров:
- Кадр арифметических операций (включая знак равенства =)
- Кадр управления (включая GOTO, DO END и т.д.)
- Кадр вызова макропрограммы (включая вызов макрокоманды или отмену команд G кода
G65, G66, G66.1 или G67)
Рабочая команда ЧПУ не относится к макропрограммам.
13-116
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
Ниже представлен ход выполнения указанных типов операторов:
N1 N2
Анализ программы
Параметр
установлен
на OFF
N4
N2
След. команда
N1 N2
N6
N6
N2
N3
N3
N6
N5
N4
N2
N7
N3
N4
Обработка оператора
макропрограммы
N7
N5
N3
N1
Анализ программы
Обработка
выражения
УЧПУ
N5
N4
Обработка оператора
макропрограммы
Обработка
выражения
Выполняется
УЧПУ
Параметр
установлен
на ON
N3
N6 N7
N5
N4
N7
След. команда
N1
Выполняется
N2
N3
N6
Данные программы обработки отображаются следующим образом:
Параметр
установлен
на OFF
Параметр
установлен
на ON
(Выполняется)
(Следующая команда)
(Выполняется)
N3 G00X–100.Y–100.
N6 G01X#101Y#102F800
N3 G00X–100.Y–100.
(Следующая команда) N4 #101=100.COS[210.]
13-117
N4, N5 и N6 обрабатываются параллельно с
рабочей командой N3 ЧПУ, а N6
отображается как следующая команда,
поскольку выполняется команда ЧПУ. Если
анализ команд N4, N5 и N6 осуществляется
во время выполнения команды N3,
управление работой станка продолжается.
N4 обрабатывается при выполнении
оператора N3 и отображается как следующая
команда.
После выполнения N3 осуществляется
анализ команд N5 и N6, занимающий
определенный промежуток времени перед
выполнением команды N6.
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-12-10
Примеры программирования при помощи макропрограмм пользователя
Ниже показаны три примера программирования:
Пример 1: синусоидальная кривая
Пример 2: отверстия под болты, расположенные по окружности
Пример 3: решетка
Пример 1: синусоидальная кривая
Y (sin )
G65 Pp1 Aa1 Bb1 Cc1 Ff1
A: Исходное значение 0°
B: Конечное значение 360°
C: R от RSIN
F: Скорость подачи
100.
X
0
90.
180.
270.
360.
–100.
MEP172
Основная
программа
G65P9910A0B360.C100.F100
O9910
(Подпрограмма)
WHILE[#1LE#2]DO1
к подпрограмме
#10=#3 SIN[#1]
G90G1X#1Y#10F#9
#1=#1+10.
Примеч
ание
END1
Локальная переменная,
задаваемая в
аргументе
M99
#1 = 0
#2 = 360.000
#3 = 100.000
#9 = 100.000
13-118
Примечание: G90G01X#1Y[#3 SIN[#1]]F#9
делает доступной команду,
состоящую из одного кадра.
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
Пример 2: отверстия под болты, расположенные по окружности После определения
данных об отверстии посредством команд постоянного цикла с G72 по G89
положения отверстий обозначаются при помощи макрокоманд.
Основная
программа
–X
x1
W
G81Z–100.R50.F300
G65P9920Aa1Bb1Rr1Xx1Yy1
к
подпрограмме
Начальный угол
Количество отверстий
Радиус
Положение середины оси Х
Положение середины оси Y
a1 :
b1 :
r1 :
x1 :
y1 :
a1
y1
–Y
MEP173
O9920
O9920 (Подпрограмма)
#101 = Подсчет отверстий
#101=0
#102=#4003
#103=#5001
#104=#5002
#111=#1
0
#101
G90,G91 - считывание
#102
Считывание предыдущей
координаты
X
#103
Y
#104
Начальный угол #111
Примечание
WHILE[#101LT#2]DO1
#120=#24+#18COS[#111]
#121=#25+#18SIN[#111]
Приме
чание
#101
Количество
отверстий
#122=#120 #123=#121
IF[#102EQ90]GOTO100
#122=#120–#103
#123=#121–#104
#102 = G90 или G91
#103 = текущее положение по оси X
#104 = текущее положение по оси Y
#111 = Начальный угол
Нет
ЗАВЕРШЕНИЕ
Да
#120 = Координата X положения отверстия
#121 = Координата Y положения отверстия
РадиусCOS [#111]
Примечание
#103=#120
#104=#121
N100 X#122Y#123
#101=#101+1
#111=#1+360.#101/#2
+ координата центра X #120
#122 = абсолютное значение по оси X
РадиусSIN [#111]
#123 = абсолютное значение по оси Y
+ координата центра Y #121
#120
#122
#121
#123
Примеч
ание
END1
M99
Примечание:
время обработки можно сократить,
уменьшив количество кадров в
программе.
Да
Выбор режима G90, G91
#102 = 90
Нет
#120 – #103 #122
#122 = значение в приращениях по оси X
#121 – #104 #123
#123 = значение в приращениях по оси Y
#120
#103
#121
#104
N100X#122Y#123
#101+1
#101
Y
360°#101/Количество отверстий
+ #1
#111 =
#111
Измененное текущее положение по оси X
Измененное текущее положение по оси Y
Команда сверления
Подсчет количества отверстий
#111 = Угол, под которым
расположено отверстие
13-119
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
G28X Y Z
T1 M06
к
G90 G43 Z100. H01
подпрограмме
G54 G00 X0 Y0
G81 Z-100. R3. F100 M03
G65 P9920X-500. Y-500. A0 B8R100.
G65 P9920X-500. Y-500. A30. B8R200.
G65 P9920X-500. Y-500. A60. B8R300.
W
–500.
–X
100.
200.
–500.
300.
–Y
MEP174
Пример 3: решетка
После определения данных об отверстии посредством команд постоянного
цикла с G72 по G89 положения отверстий обозначаются при помощи
макрокоманд.
G81 Zz1 Rr1 Ff1
G65Pp1 Xx1 Yy1 Ii1 Jj1 Aa1 Bb1
X
: положение отверстия по оси X
Y
: положение отверстия по оси Y
I
: расстояние по оси X
J
: расстояние по оси Y
A
: количество отверстий в
направлении оси X
B
: количество отверстий в
направлении оси Y
x1
–X
i1
W
y1
j1
Подпрограмма
показана на
следующей
странице.
–Y
MEP175
100.
G28X Y Z
T1 M06
G90 G43 Z100. H01
G54 G00 X0 Y0
G81 Z–100. R3. F100M03
G65P9930 X0 Y0 I100. J–75. A5B3
100.
100.
W
–X
–75.
–75.
к подпрограмме
G84 Z–90. R3. F250M03
G65P9930 X0 Y0 I–100. J–75. A5B3
–Y
–X
–100.
–Z
MEP176
13-120
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
O9930
O9930 (Подпрограмма)
#101=#24
#102=#25
#104=#10
#105=#1
#106=#2–1
#110=0
#111=0
#112=0
Примеч.
Координаты начальной точки по оси X #101
Координаты начальной точки по оси Y #102
Расстояние по оси Y #104
Количество отверстий по оси X #105
Количество отверстий по оси Y - 1
#106
0 #110
0 #111
0 #112
Расстояние по оси X #103
Примеч.
Нет
WHILE[#105GT0]DO1
#101=#101+#113
#105=#105–1
X#101Y#102
#105 > 0
N
100
Завершение проверки
сверления отверстий по оси X
Обновление координат X
#105 –1 #105
Количество отверстий по оси X - 1
Команда сверления
X#101 Y#102
Проверка реверсного
переключателя направления
сверления по оси Х
Да
Примеч.
#112 = 1
Нет
Нет
#111 = 1
Примеч.
Да
0 – #103 #103
IF[#106LT0]GOTO200
#105=#1
#102=#102+#104
#111=#110
#103 = расстояние по оси X
#101 + #113 #101
N10 #113=#103
END1
N100 #106=#106–1
#112=0
#110=#110+1
#113 = исходное расстояние по оси X
Да
Примеч.
IF[#112EQ1]GOTO10
IF[#111NE1]GOTO10
#103=0–#103
#112=1
#101 = начальная точка по оси X
#102 = начальная точка по оси Y
#104 = расстояние по оси Y
#105 = количество отверстий
по оси Х
#106 = количество отверстий
по оси Y - 1
#110 = расчет линии по оси Y
#111 = Определение
четного/нечетного количества раз
#112 = реверсный
переключатель направления
сверления по оси X
N2
0 #113
N2 #113=0
#103=#9
13
1 #112
N10
Примеч.
Сброс расстояния сверления по
оси X
#103 #113
N
100
Кол-во отверстий по оси Y - 1
#111=#111AND1
GOTO2
N200 M99
#106 – 1 #106
Реверсный переключатель направления
#112
0
сверления по оси Х в положении ОТКЛ
#110 + 1 #110
Подсчет линий по оси Y
Да
#106 < 0
Нет
#1 #105
Примечание:
время обработки можно сократить,
уменьшив количество кадров в программе.
#102 + #104 #102
#110 #111
#111AND 1 #111
13-121
Для четного количества раз (#111 = 0),
расстояние по оси X совпадает с
командой. Для нечетного
количества раз (#111 = 1)
реверсный переключатель
направления сверления по оси X
находится в положении ВКЛ
Завершение проверки
сверления отверстий по оси Y
ЗАВЕРШЕНИЕ
Сброс количества отверстий по оси X
Обновление координат Y
Четное количество раз = 0
Нечетное количество раз = 1
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-13 Функция управления геометрией (дополнительная функция)
1.
Функция и назначение
Даже если трудно найти точку пересечения двух линий, использование команд
интерполяции, проведение касательной к первой линии и установка абсолютных значений
координат конечной точки второй линии и проведение касательной к ней позволяет УЧПУ
выполнить расчет координат конечной точки первой линии и, следовательно, управлять
командами перемещения.
2.
Формат программирования
G18
N1 G01 Aa1 Ff1
N2 Xxe Zze Aa2 (a’2) Ff2
Выбор требуемой плоскости посредством команд G17, G18 или G19.
Задание значения угла и скорости в первом кадре.
Задание абсолютных значений координат конечной точки
следующего кадра, значений углов и скорости.
?
a’2
N1
N2
a1
Текущее
положение
a2
Конечная точка (ze, xe)
(первая ось в
выбранной
плоскости)
MEP191
3.
Подробное описание
- Касательная к линии обозначает угол, относительный к положительному (+)
направлению первой оси (горизонтальной оси) в выбранной плоскости. Присвоить знак
«+» для направления против часовой стрелки или знак «–» для направления по часовой
стрелке.
- Диапазон значений угла, под которым проводится касательная, составляет –360.000°
a +360.000°.
- Во втором кадре можно провести касательную либо в начальной, либо в конечной точке.
УЧПУ распознает, в какой точке проведена касательная: начальной или конечной.
- Координаты конечной точки второго кадра должны быть заданы в абсолютных
значениях. В противном случае появится предупредительное сообщение.
- В каждом кадре можно задать любые значения скорости.
- Если угол между двумя пересекающимися линиями составляет 1 градус или менее,
возникнет ошибка.
- Если во втором кадре задана плоскость, отличная от заданной в первом кадре,
возникнет ошибка.
- Функция управления геометрией не действует, если адрес A используется в качестве
названия оси или вспомогательной функции №2.
- Покадровый останов можно использовать в конечной точке первого кадра.
- Если первый или второй кадр не содержат команд линейного перемещения, возникнет
ошибка.
13-122
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
Взаимодействие с другими функциями
Команду управления геометрией можно задать после команды линейного угла.
N1 Xx2Aa1
N2 Aa2
N3 Xx3Zz3Aa3
(x3, z3)
a3
N3
?
N2
(x2, z2)
a2
N1
a1
(x1, z1)
MEP192
13-123
13
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13-14 Команды снятия фасок и скругления углов
Автоматическое снятие фасок (или скругление углов) под любым углом становится
возможным при добавлении символов «,C_» или «,R_» в конце первого из двух кадров, в
которых для формирования углов используются только линии.
13-14-1 Снятие фасок ( ,C_)
1.
Функция и назначение
На участках перед и после условных углов, на которых не нужно снимать фаску,
выполняется снятие фасок на расстоянии, заданном в C_.
2.
3.
Формат программирования
N100 G01 X_Y_,C_
N200 G01 X_Y_
Снятие фасок выполняется в точке пересечения команд
N100 и N200.
Пример программы
Расстояние от точки пересечения линий, образующих
условный угол, до начальной или конечной точки снятия
фаски.
[1]
[2]
G91G01X100.,C10.
X100.Y100.
Ось Y
Конечная
точка
снятия
фаски
[2]
Точка пересечения
линий, образующих
условный угол
Y100.0
Начальная
точка
снятия
фасок
10.0
[1]
10.0
Ось X
X100.0
X100.0
MEP193
4.
Подробное описание
- Начальной точкой кадра, следующего за кадром, содержащим команду снятия фаски,
является точка пересечения линий, образующих условный угол.
- Если перед символом C не стоит запятая (,), такая команда рассматривается как
команда C кода.
- Если в одном кадре присутствуют команды «,C_» и «,R_», действительна только
команда, заданная последней.
- Расчет данных коррекции на инструмент выполняется для контура, существующего
после снятия фасок.
- Масштабирование, если оно задано, действительно для величины снятия фасок.
13-124
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
13
- Если кадр, следующий за кадром с командой снятия фасок, не содержит команду
линейной обработки, появится предупредительное сообщение 912 NO MOTION
COMMAND AFTER R/C (НЕ ЗАДАНА КОМАНДА ПЕРЕМЕЩЕНИЯ ПОСЛЕ
СКРУГЛЕНИЯ УГЛА/СНЯТИЯ ФАСКИ).
- Если расстояние перемещения, заданное в кадре с командой снятия фасок, меньше
величины снятия фасок, появится предупредительное сообщение 913 INCORRECT R/C
COMMAND (НЕВЕРНАЯ КОМАНДА СКРУГЛЕНИЯ УГЛА/СНЯТИЯ ФАСКИ).
- Если расстояние перемещения, заданное в кадре, следующем за кадром с командой
снятия фасок, меньше величины снятия фасок, появится предупредительное сообщение
914 INCORRECT COMMAND AFTER R/C (НЕВЕРНАЯ КОМАНДА ПОСЛЕ СКРУГЛЕНИЯ
УГЛА/СНЯТИЯ ФАСКИ).
- Если команда в кадре, следующем за кадром с командой снятия фасок, содержит
команду обработки по дуге, появится предупредительное сообщение 911 CORNER R/C
OPTION NOT FOUND (НЕ НАЙДЕНА ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ СКРУГЛЕНИЯ
УГЛА/СНЯТИЯ ФАСКИ).
13-14-2 Скругление углов ( ,R_)
1.
Функция и назначение
Скругление используемых условных углов, которое не должно выполняться для углов,
состоящих только из прямых линий, осуществляется посредством дуг, радиус которых
задан при помощи команды R_.
2.
Формат программирования
N100 G01 X_Y_,R_
N200 G01 X_Y_
3.
Скругление угла выполняется в точке
пересечения кадров N100 и N200.
Радиус дуги для скругления угла
Пример программы
[1]
[2]
G91G01X100.,R10.
X100.Y100.
Ось Y
Конечная точка
скругления
угла
[2]
Начальная
точка
скругления
угла
Y100.0
Точка
пересечения
линий,
образующих
условный
угол
R10.0
[1]
Ось X
X100.0
X100.0
MEP194
13-125
13
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ПРОГРАММЫ
4.
Подробное описание
- Начальной точкой кадра, следующего за кадром, содержащим команду скругления угла,
является точка пересечения линий, образующих условный угол.
- Если перед символом R не стоит запятая (,), такая команда рассматривается как
команда R кода.
- Если в одном кадре присутствуют команды «,C_» и «,R_», действительна только
команда, заданная последней.
- Расчет данных коррекции на инструмент выполняется для контура, существующего
после скругления угла.
- Масштабирование (если задано) действительно для величины скругления угла.
- Если кадр, следующий за кадром с командой скругления угла, не содержит команду
линейной обработки, появится предупредительное сообщение 912 NO MOTION
COMMAND AFTER R/C (НЕ ЗАДАНА КОМАНДА ПЕРЕМЕЩЕНИЯ ПОСЛЕ
СКРУГЛЕНИЯ УГЛА/СНЯТИЯ ФАСКИ).
- Если расстояние перемещения, заданное в кадре с командой скругления углов, меньше
величины скругления углов, появляется предупредительное сообщение 913 INCORRECT
R/C COMMAND (НЕВЕРНАЯ КОМАНДА СКРУГЛЕНИЯ УГЛА/СНЯТИЯ ФАСКИ).
- Если расстояние перемещения, заданное в кадре, следующем за кадром с командой
скругления углов, меньше величины скругления углов, появляется предупредительное
сообщение 914 INCORRECT COMMAND AFTER R/C (НЕВЕРНАЯ КОМАНДА ПОСЛЕ
СКРУГЛЕНИЯ УГЛА/СНЯТИЯ ФАСКИ).
- Если команда в кадре, следующем за кадром с командой скругления углов, содержит
команду обработки по дуге, появляется предупредительное сообщение 911 CORNER
R/C OPTION NOT FOUND (НЕ НАЙДЕНА ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ СКРУГЛЕНИЯ
УГЛА/СНЯТИЯ ФАСКИ).
13-126 E
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
14 ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-1 Базовая система координат станка, системы координат заготовки и
локальные системы координат
Базовая система координат станка, которая является фиксированной системой координат
станка, используется для назначения положения смены инструмента, положения конца
хода и т.д., которые необходимо предварительно задать для станка.
Системы координат заготовки представляют собой системы координат, которые
используются программистом при создании программ. Данные системы координат
предполагают наличие своих нулевых точек, заданных в базовых точках заготовок.
Локальные системы координат представляют собой системы координат, которые
задаются на системах координат заготовки для облегчения создания программ частичной
обработки.
(1-я) базовая точка
W3
R#1
W4
Локальная система координат
M
W1
W2
Базовая система координат станка
R#1
W2
W1
M
От W1 до W4: Системы координат заготовки с 1 по 4
MEP195
14-1
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-2 Нулевая точка станка и вторая, третья, четвертая базовые точки
Под нулевой точкой станка понимается положение, которое является базовой точкой для
базовой системы координат станка. Это означает, что нулевая точка станка является той
специальной точкой станка, которая определяется возвратом в базовую точку (нулевую
точку).
Вторая, третья, четвертая базовые точки (нулевые точки) представляют собой точки,
положения которых в базовой системе координат станка предварительно задаются
параметрами.
Базовая система
координат станка (G53)
Нулевая точка
станка
2-я базовая
точка
x
y
3-я базовая
точка
1-я базовая
точка
(X2, Y2)
y
(X1, Y1)
4-я базовая
точка
x
Локальная система
y
координат (G52)
Система координат заготовки (С G54 по G59)
x
MEP196
14-2
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
14-3 Выбор базовой системы координат станка: G53
1.
Функция и назначение
Базовая система координат станка предназначена для назначения положения смены
инструмента, положения конца хода и т.п., предварительно заданных для станка.
С помощью команды G53 и следующих за ней координатных слов инструмент
перемещается на скорости быстрого перемещения в заданное положение в базовой
системе координат станка.
2.
Формат программирования
Выбор базовой системы координат станка:
(G90) G53 Xx Yy Zz αα (α: Дополнительная ось)
3.
Подробное описание
- При включении питания базовая система координат станка задается автоматически в
соответствии с положением возврата в базовую точку (нулевую точку), которое
определяется командой возврата в базовую точку (нулевую точку), выполненной в
режиме ручного или автоматического управления.
- Базовая система координат станка не изменяется командой G92.
- Команда G53 доступна только для назначенных кадров.
- В режиме команды в виде приращений (G91) с помощью кода G53 выполняется
перемещение инструмента в выбранной системе координат в соответствии с данными в
виде приращений.
- Задание команды G53 не отменяет величину коррекции на радиус инструмента по
заданной оси.
- Значения координат первой базовой точки представляют собой расстояние от точки 0 в
базовой системе координат станка до положения возврата в базовую точку (нулевую
точку).
(500, 500)
–X
M
Положение возврата в
базовую точку (нулевую
точку) (#1)
R#1
Нулевая точка базовой
системы координат станка
Значения координат первой базовой точки:
–Y
X = +500
Y = +500
MEP197
14-3
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-4 Установка системы координат: G92
1.
Функция и назначение
Задание команды G92 позволяет выполнить предварительную установку абсолютной
системы координат и данных отображения текущего положения в строгом соответствии с
программой без выполнения каких-либо перемещений на станке.
2.
Формат программирования
G92 Xx1 Yy1 Zz1 αα1 (α: Дополнительная ось)
3.
Подробное описание
- После включения питания возврат в базовую точку выполняется по умолчанию с
использованием ограничителей хода. Системы координат задаются автоматически по
завершении возврата.
Базовая система координат станка
R
Положение
включения
питания
Возврат
базовую
точку
в
Завершение
возврата в
базовую
точку
Положение
включения
питания
[Полож. M]
X
0.000
Y
0.000
[Полож. W]
X 300.000
Y 200.000
100.
Система
координат
заготовки
W(G54)
R, M
100.
200.
300.
Полож. M: Текущее положение в системе координат станка
Полож. W: Текущее положение в системе координат заготовки
MEP198
Базовая система координат станка и система координат заготовки устанавливаются на
предварительно заданных положениях.
- Задание команды G92 позволяет осуществлять предварительную установку абсолютной
системы координат (систему координат заготовки) и данных отображения текущего
положения в строгом соответствии с программой без выполнения каких-либо
перемещений на станке.
Установка
системы
координат
R, M
R, M
200.
100.
100.
Инстр
умент
50.
[Полож. M]
X –200.000
Y –150.000
[Полож. W]
X
100.000
Y
50.000
Инструмент
–100.
[Полож. M]
X 0.000
Y 0.000
[Полож. W]
X 0.000
Y 0.000
P(G54') 100.
–50.
200.
W(G54)
W(G54)
100.
200.
300.
Например, если задана команда G92X0Y0; будет задана новая система координат заготовки.
MEP199
14-4
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
14-5 Автоматическая установка системы координат
Функция автоматической установки системы координат позволяет создавать различные
системы координат в соответствии с параметрами, предварительно заданными на панели
управления, если завершен первый возврат в базовую точку в режиме ручного
управления или возврат в базовую точку с использованием ограничителя.
При создании программ обработки следует использовать устанавливаемые
автоматически системы координат.
Базовая система координат станка (G53)
Нулевая точка
станка
x1
y3
W3 (G56)
y1
y2
W2 (G55)
W1 (G54)
Первая базовая
точка
x2
x3
y4
W6 (G59)
W5 (G58)
W4 (G57)
x4
MEP200
- С помощью данной функции создаются следующие системы координат:
1) Базовая система координат станка (G53)
2) Системы координат заготовки (с G54 по G59)
- Параметры УЧПУ должны обозначать данные расстояния от нулевой точки базовой
системы координат станка. Предварительно следует определить положение первой
базовой точки в базовой системе координат станка, а затем задать нулевую точку
системы координат заготовки.
14-5
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-6 Возврат в базовую точку: G28, G29
1.
Функция и назначение
- Сначала с помощью команды G28 выполняется ускоренное позиционирование (G00) в
определенное промежуточное положение по заданным осям, а затем возврат в первую
базовую точку со скоростью быстрой подачи отдельно по каждой оси.
- Сначала с помощью команды G29 выполняется возврат в промежуточное положение,
заданное командой G28 или G30 на скорости быстрой подачи отдельно по каждой оси, а
затем ускоренное позиционирование (G00) в заданное положение.
Вторая базовая точка
Нулевая точка
станка
Базовая точка
(0, 0, 0, 0)
(x3, y3, z3, α3)
G30P2
G28
G28
G29
Начальная
точка
(x1, y1, z1, α1)
G30
Промежуточная точка
G30P3
G30P4
(x2, y2, z2, α2)
G29
Четвертая
точка
2.
базовая
Третья
точка
базовая
MEP201
Формат программирования
- G28 Xx1 Yy1 Zz1 αα1 (α: дополнительная ось) [Автоматический возврат в базовую точку]
- G29 Xx2 Yy2 Zz2 αα2 (α: дополнительная ось) [Возврат в начальную точку]
3.
Подробное описание
1.
2.
3.
Команда G28 эквивалентна следующим командам:
G00 Xx1 Yy1 Zz1 αα1
G00 Xx3 Yy3 Zz3 αα3
где x3, y3, z3 и α3 обозначают координаты базовой точки, определяемой параметром
как расстояние от нулевой точки базовой системы координат станка.
Если после включения питания не был выполнен возврат в базовую точку по осям в
режиме ручного управления, то следует выполнить возврат с использованием
ограничителя. В данном случае направление возврата соответствует обозначенному
знаком направлению. Проверка направления возврата выполняться не будет, если
возврат осуществляется по прямой линии. В дальнейшем возврат по осям будет
осуществляться на высокой скорости в базовую точку, сохраненную в памяти после
выполнения команды первого возврата, а проверка направления выполняться не
будет.
По завершении возврата в базовую точку (нулевую точку) будет подан выходной
сигнал завершения возврата, и в поле названия оси будет отображаться символ
«#1».
14-6
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
5.
6.
7.
8.
9.
4.
14
Команда G29 эквивалентна следующим командам:
G00 Xx1 Yy1 Zz1 αα1
Независимая быстрая подача по каждой оси
G00 Xx2 Yy2 Zz2 αα2
(не идентична коду G0).
где x1, y1, z1 и α1 обозначают координаты промежуточной точки, заданной с помощью
команд G28 или G30.
Выполнение команды G29 без предварительного ввода кода G28 (команда
автоматического возврата в базовую точку) после включения питания приведет к
появлению предупредительного сообщения.
При нахождении станка в состоянии блокировки или в состоянии отмены
перемещения по оси Z, перемещения по оси Z до промежуточной точки
пропускаются, и выполняется только последующее позиционирование.
Координаты промежуточной точки (x1, y, z1, α1) необходимо задавать в соответствии
с типом ввода геометрических данных (G90 или G91).
Команда G29 может относиться к обеим командам G28 и G30, и позиционирование
по заданной оси выполняется через промежуточную точку, заданную последней
командой G28 или G30.
Значения коррекции на инструмент временно отменяются или используются даже
при возврате в базовую точку в соответствии со значением бита 2 параметра F94 (0
или 1).
Пример программы
Пример:
Из точки A в базовую точку
Из точки B во вторую базовую точку
Из точки C в точку D
G28Xx1Zz1
G30Xx2Zz2
G29Xx3Zz3
Текущее
положение
Базовая точка (#1)
(x2, z2)
R1
A
Новая
промежуточная
точка
G30
D
G28
(x3, z3)
B
G29
Предыдущая
промежуточная
точка
R2
Вторая базовая
точка (#2)
C
14-7
MEP204
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-7 Возврат во вторую, третью или четвертую базовую точку: G30
1.
Функция и назначение
Возврат во вторую, третью, четвертую базовую точку можно задать при помощи кода
«G30 P2 (P3, P4)».
Вторая базовая точка
Базовая точка
G30P2
G28
G28
G29
Начальная
точка
(x1, y1, z1, α1)
Промежуточная точка
G30
G30P3
G30P4
G29
Четвертая базовая точка
2.
Третья базовая точка
MEP205
Формат программирования
G30 P2 (P3, P4) Xx1 Yy1 Zz1 αα1 (α: Дополнительная ось)
3.
Подробное описание
1.
2.
3.
4.
С помощью адреса Р задать необходимое количество базовых точек (P2, P3 или P4).
Если команда с адресом Р пропускается, или в адресе Р задан ноль, один, пять или
большее целое число, выбор возврата во вторую базовую точку выполняется
автоматически.
Возврат во вторую, третью или четвертую базовую точку выполняется через
заданную промежуточную точку, аналогично возврату в первую базовую точку.
Координаты второй, третьей или четвертой базовых точек представляют собой
положения для определенного станка. Для проверки соответствующих координат на
экране выводятся параметры станка M5, M6 и M7.
Перемещение по команде G29 после возврата во вторую, третью или четвертую
базовую точку выполняется через промежуточную точку последней команды для
возврата в базовую точку.
R#1
–X
Первая базовая
точка
Промежуточная
фотка
(x1, y1)
G30P3Xx1Yy1
R#3
G29Xx2Yy2
(x2, y2)
Третья базовая точка
–Y
MEP206
14-8
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
5.
Функция коррекции на радиус инструмента временно отменяется во время возврата
в базовую точку в плоскости коррекции и снова активируется для возврата из этого
положения (с помощью кода G29). Отмена и возобновление размеров коррекции
выполняется при перемещении от промежуточной точки в базовую точку и наоборот.
–X
Траектория перемещения
центра инструмента
Запрограммированная
траектория
перемещения
G30P3Xx1Yy1
R#3
Промежуточная
точка
Третья базовая
точка
(x1, y1)
G29Xx2Yy2
–Y
(x2, y2)
6.
7.
8.
14
MEP207
Значения коррекции на инструмент временно отменяются или используются даже
при возврате в базовую точку в соответствии со значением бита 2 параметра F94 (0
или 1).
Для возврата во вторую, третью или четвертую базовую точку при нахождении
станка в состоянии блокировки перемещение из промежуточной точки в базовую
пропускается. Следующий кадр выполняется после перемещения в промежуточную
точку по заданной оси.
Во время возврата во вторую, третью или четвертую базовую точку в режиме
зеркального отображения функция зеркального отображения используется для
перемещения из начальной точки в промежуточную точку, а осевое перемещение
осуществляется в направлении, противоположном заданному. Однако режим
зеркального отображения становится недоступным при перемещении из
промежуточной точки в базовую, а, следовательно, выполняется перемещение по
оси в базовую точку.
R#3
–X
Третья базовая
точка
Зеркальное
отображение
перемещения по
оси X
–Y
G30P3Xx1Yy1
Без зеркального
отображения
14-9
MEP208
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-8 Команда проверки базовой точки: G27
1.
Функция и назначение
С помощью команды G27 выполняется быстрое позиционирование в заданное
положение, выполняется проверка окончательного положения на соответствие заданной
базовой точке, и после подтверждения соответствия выводится сигнал завершения
возврата в базовую точку, как и в случае с кодом G28. Поэтому в программе обработки, в
которой начальное и конечное положения являются базовыми точками, данная функция
используется для проверки правильности выполнения возврата в конечное положение, то
есть, самой программы.
2.
Формат программирования
G27 Xx1 Yy1 Zz1 Pp1
Номер проверки
P1: Проверка первой базовой точки
P2: Проверка второй базовой точки
P3: Проверка третьей базовой точки
P4: Проверка четвертой базовой точки
Контроль возврата по оси
Команда проверки
3.
Подробное описание
- Проверка первой базовой точки выполняется, если пропущена команда с адресом Р.
- Число осей, для которых можно одновременно выполнить проверку базовой точки,
зависит от числа одновременно управляемых осей.
- Если по завершении данной команды не был выполнен возврат в заданную базовую
точку, то появится предупредительное сообщение.
14-10
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
14-9 Установка и выбор системы координат заготовки: коды с (G92) G54 по
G59
1.
Функция и назначение
- Системы координат заготовки задаются для упрощения создания программы обработки
заготовки, исходная точка которой задана в базовой точке обработки для определенной
заготовки. С помощью команд с G54 по G59 выполняется перемещение по заданной оси
в заданное положение в системе координат заготовки в соответствии с номером
командного кода. Данные шесть типов команд образуют соответствующие системы
координат заготовки.
- Команда G92 может использоваться для изменения текущей системы координат
заготовки для указания текущего положения инструмента заданными координатами.
(Текущее положение инструмента обозначает положение с учетом коррекции на радиус
инструмента, коррекции на длину инструмента и данных коррекции положения
инструмента).
Команда G92 также создает виртуальную систему координат станка, в соответствии с
которой текущее положение указывается с помощью заданных координат (Текущее
положение инструмента обозначает положение с учетом коррекции на радиус
инструмента, коррекции на длину инструмента и данных коррекции положения
инструмента).
2.
Формат программирования
- Выбор системы координат заготовки (с G54 по G59)
(G90) G54 Xx1 Yy1 Zz1 αα1 (α: Дополнительная ось)
- Настройка системы координат заготовки (с G54 по G59)
(G54) G92 Xx1 Yy1 Zz1 αα1 (α: Дополнительная ось)
3.
Подробное описание
1.
2.
3.
4.
5.
Данные коррекции на радиус инструмента для указания оси не отменяются выбором
новой системы координат заготовки с помощью команд с G54 по G59.
После включения питания всегда будет выбираться система координат в
соответствии с кодом G54.
Команды с G54 по G59 являются модальными командами (группы 12).
Команда G92 только перемещает систему координат заготовки.
Нулевые точки заготовки (базовые точки) команд G54 и G59 должны быть заданы
вручную относительно базовой системы координат станка.
R#1
–X
(#1) Базовая точка (нулевая точка)
Положение возврата
M
Нулевая точка базовой системы
координат станка
–X (G54)
W1
–X (G55)
–Y
(G54)
W2
–Y
(G55)
6.
Базовая точка для системы
координат G54
Базовая точка для системы
координат G55
Установка в окне WORK OFFSET
(КОРРЕКЦИЯ НА ЗАГОТОВКУ)
G54 X = –500
–Y
Y = –500
G55 X = –2000
Y = –1000
MEP209
Установку нулевой точки заготовки можно изменить повторно (вручную или заданием
команды «G10 L2 Pp1 Xx1 Yy1 Zz1»).
14-11
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Новую систему координат заготовки 1 (G54) можно создать настройкой G92 в режиме
G54. В то же время другие системы координат заготовки с 2 по 6 (с G55 по G59)
смещаются параллельно новой системе координат заготовки 1.
7.
R#1
(#1) Базовая точка (нулевая точка)
Положение возврата
M
–X
Нулевая точка базовой
системы координат станка
[M]
–X
–X (G54)
W1
–X (G55)
W2
–X (G54’)
[W1]
–Y (G54)
–Y (G55)
–X (G55’)
[W2]
–Y
Нулевая точка виртуальной системы
координат станка, заданной кодом G92
Прежняя система координат заготовки 1
(G54)
Прежняя система координат заготовки 2
(G55)
Новая система координат заготовки 1
(G54)
Новая система координат заготовки 2
(G55)
–Y (G54’)
–Y
–Y (G55’)
MEP210
8.
4.
Виртуальная система координат станка также образуется в соответствии со
смещением системы координат заготовки командой G92.
После включения питания виртуальная система координат станка совпадет с базовой
системой координат станка посредством первого возврата в базовую точку в режиме
автоматического (G28) или ручного управления.
При создании виртуальной системы координат станка новые системы координат
заготовки будут заданы с использованием предварительно заданной нулевой точки
относительно виртуальной системы координат станка.
После включения питания базовая система координат станка и система координат
заготовки будут заданы автоматически в соответствии с предварительными
настройками после первого возврата в базовую точку в режиме автоматического
(G28) или ручного управления.
Примеры программ
Пример 1:
[1] G28X0Y0
[2] G53X–100.Y–50.
[3] G53X0Y0
R#1
–X
[1]
[2]
Текущее
положение
[3]
M
–Y
(#1) Базовая точка (нулевая
точка)
Положение возврата
MEP211
Если значения координат первой базовой точки равны 0 (нулю), нулевая точка (начало)
базовой системы координат станка и положение возврата в базовую точку (#1) совпадут.
14-12
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Пример 2:
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
G28X0Y0
G90G00G53X0Y0
G54X–500.Y–500.
G01G91X–500.F100
Y–500.
X+500.
Текущее
положение
Y+500.
G90G00G55X0Y0
G01X–500.F200
X0Y–500.
G90G28X0Y0
(#1) Базовая точка (нулевая
точка)
Положение возврата
[1]
–1500
–500
[9]
[3]
W2
[4]
[5]
[11]
–500
W1
[8]
[10]
[2]
M
–X (G54)
–X (G55)
14
–1000
[7]
–1500
[6]
–Y
(G54)
–Y
(G55)
MEP212
Пример 3: обработка, аналогичная показанной в Примере 2, после смещения в системе
координат заготовки, задаваемой командой G54, в точку (–500, –500) (при
условии, что с [3] по [10] в Примере 2 были заданы в подпрограмме O1111):
[1] G28X0Y0
[2] G90G00G53X0Y0
(не требуется, если #1 базовая точка = нулевая точка станка)
[3] G54X–500.Y–500.
Значение смещения системы координат заготовки
[4] G92X0Y0
Настройка новой системы координат заготовки
[5] M98P1111
Текущее
положение
–X
Прежняя система координат
(G55)
(#1) Базовая точка (нулевая
точка)
Положение возврата
[1]
[2]
M
–X (G54)
[4]
–X (G55) –X (G54’)
Новая система координат (G55)
Прежняя система
координат (G54)
[3]
Новая система координат
(G54)
W1
–X (G55’)
W2
–Y
(G55’)
–Y
(G54)
–Y
(G55)
–Y
(G54’)
–Y
MEP213
Примечание: если кадры с [3] по [5] используются повторно, команда возврата в
базовую точку (G28) должна быть задана в конце программы, т.к. системы
координат заготовки будут смещаться при каждом выполнении данных
кадров.
14-13
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Пример 4: при необходимости выполнения одной и той же обработки для каждой из
шести идентичных заготовок, расположенных в системах координат с G54 по G59:
A. Задание данных начала системы координат заготовки
Заготовка 1 X = –100.000 Y = –100.000 ......... G54
2 X = –100.000 Y = –500.000 ......... G55
3 X = –500.000 Y = –100.000 ......... G56
4 X = –500.000 Y = –500.000 ......... G57
5 X = –900.000 Y = –100.000 ......... G58
6 X = –900.000 Y = –500.000 ......... G59
B. Программа обработки (подпрограмма)
O100
N1G90G00G43X–50.Y–50.Z–100.H10
Позиционирование
N2G01X–200.F50
Y–200.
Блок торцевого
X–50.
фрезерования
Y–50.
N3G28X0Y0Z0
TM06
N4G98G81X–125. Y–75.Z–150.R–95.F40
Сверление 1
X–175. Y–125.
Сверление 2
X–125. Y–175.
Сверление 3
X–75. Y–125.
Сверление 4
G80
N5G28X0Y0Z0
∼
N6G98G84X–125.
X–175.
X–125.
X–75.
G80
M99
C.
Y–5.Z–150.R–95.F40
Y–125.
Y–175.
Y–125.
Программа позиционирования (основная программа)
G28X0Y0Z0
При включении питания
N1 G90G54M98P100
N2
G55M98P100
N3
G57M98P100
N4
G56M98P100
N5
G58M98P100
N6
G59M98P100
N7 G28X0Y0Z0
N8 M02
%
14-14
Нарезание резьбы метчиком
Нарезание резьбы метчиком
Нарезание резьбы метчиком
Нарезание резьбы метчиком
1
2
3
4
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
900 мм
500 мм
–X
200 мм
175
125
–X
–X
G58
–X
G56
W5
0
100
100 мм
75
G54 W1
W3
1
2
75
175
125
200
4
500 мм
3
(Заготовка 3)
–Y
–X
(Заготовка 1)
–Y
–X
G59
W6
(Заготовка 6)
–Y
–X
G57
W4
(Заготовка 4)
–Y
14-15
G55
W2
(Заготовка 2)
–Y
M
50
50
(Заготовка 5)
14
–Y
–Y
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-10 Выбор и установка дополнительной системы координат заготовки: G54.1
1.
Функция и назначение
Помимо шести основных систем координат, задаваемых посредством команд с G54 по
G59, для упрощения создания программы допускается использование до 300 различных
данных о нулевой точке заготовки.
Примечание 1: в режиме G54.1 установка локальной системы координат невозможна.
Примечание 2: при установке команды G52 во время выполнении кода G54.1 появится
предупредительное сообщение 949 NO G52 IN G54.1 MODE
(НЕДОПУСТИМАЯ КОМАНДА G52 ПРИ ВЫПОЛНЕНИИ КОДА G54.1).
2.
Формат программирования
A.
Выбор системы координат заготовки
G54.1 Pn
(n = от 1 до 300)
Пример: G54.1P48
Выбор системы координат, задаваемой посредством команды
P48
Примечание: при пропуске P и установке функции «P0» выполняются те же действия,
что
и при установке «P1». При установке в адресе P любого целого
числа,
кроме чисел от 0 до 300, появляется предупредительное
сообщение 809
ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО
ЗНАЧЕНИЯ).
B.
Перемещение в системе координат заготовки
G54.1Pn (n = от 1 до 300)
G90 Xx Yy Zz
Пример:
G54.1P1
Выбор системы координат, заданной кодом P1
G90X0Y0Z0 Перемещение в начало системы координат, заданной кодом
Р1 (0, 0, 0)
C.
Задание данных начала системы координат заготовки
G10 L20 Pn Xx Yy Zz
(n = от 1 до 300)
Пример: G90G10L20P30X–255.Y–50.
G91G10L20P30X–3.Y–5.
3.
Данные адресов X и Y задаются в качестве
нулевой точки системы P30.
Данные адресов X и Y добавляются к
данным нулевой точки системы P30.
Подробное описание
A.
Комментарии по пропуску P и/или L
G10 L20 Pn Xx Yy Zz
G10 L20 Xx Yy Zz
G10 Pn Xx Yy Zz
G10 Xx Yy Zz
где n = от 1 до 300: Ввод допустимого значения нулевой точки в
системе Pn
При вводе недопустимого значения появится предупредительное
сообщение 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО
ЗНАЧЕНИЯ)
Ввод допустимого значения нулевой точки текущей системы
координат, за исключением системы координат, выбранной
посредством команд с G54 по G59 (при выборе данных систем
координат появится предупредительное сообщение 807 ILLEGAL
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)
Ввод допустимого значения нулевой точки в текущей системе
координат
Ввод допустимого значения нулевой точки в текущей системе
14-16
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
координат
B.
Важная информация о программировании
- Запрещается ввод любого G кода со ссылкой на адрес P в одном кадре с командой
G54.1 или L20.
Ниже указаны примеры таких G кодов:
G04 Pp
Выдержка
G30 Pp
Возврат в базовую точку
G72 to G89
Постоянный цикл
G65 Pp, M98 Pp Вызов подпрограммы
- При задании команды G54.1 без дополнительной системы координат на экране
появится
предупредительное
сообщение
948
NO
G54.1
OPTION
(НЕТ
ДОПОЛНИТЕЛЬНОЙ СИСТЕМЫ КООРДИНАТ КОМАНДЫ G54.1).
- Задание «G10 L20» без дополнительной системы координат приведет к появлению
предупредительного сообщения 903 ILLEGAL G10 L NUMBER (НЕДОПУСТИМЫЙ
НОМЕР ДЛЯ G10 L).
- В режиме G54.1 установка локальной системы координат невозможна. при установке
команды G52 во время выполнении кода G54.1 появится предупредительное сообщение
949 NO G52 IN G54.1 MODE (НЕДОПУСТИМАЯ КОМАНДА G52 ПРИ ВЫПОЛНЕНИИ
КОДА G54.1).
C.
Соответствующие системные переменные
Нулевой точке дополнительной системы координат заготовки соответствуют следующие
системные переменные.
Примечание: общее количество управляемых
характеристик станка.
или
осей
зависит
от
1-я ось
по
16-я ось
1-я ось
по
16-я ось
Р.1
#70001
по
#70016
Р1
#7001
по
#7016
P2
#70021
по
#70036
P2
#7021
по
#7036
:
:
:
:
:
P299
#75961
P300
#75981
технических
:
по
#75976
P47
#7921
по
#7936
по
#75996
P48
#7941
по
#7956
Номер переменной k-й нулевой точки по оси в системе координат «Pn» может
рассчитываться следующим образом:
70000 + 20 (n – 1) + k
(n = с 1 по 300, k = с 1 по
16)
или
14-17
7000 + 20 (n – 1) + k
(n = с 1 по 48, k = с 1 по 16)
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
Примеры программ
1.
Последовательная установка данных о нулевой точке для всех 48-и дополнительных
систем координат заготовки
480
470
460
30
20
10
P1
P2
P3
P46
480
Настройка в формате «G10L20PpXxYyZz»
O100
Настройка при назначении переменных
O200
Исх.номер P
#101=#101+10.
G90
#100=7001
#101=10.
#102=1
#101=10.
#100=#100+1
30
470
P48
WHILE[#100LT49]DO1
G90G10L20P#100X#101Y#101
20
460
P47
#100=1
10
WHILE[#102LT49]DO1
#103=0
Установка
нулевой точки
WHILE[#103LT2]DO2
Подсчет
номера P
#[#100]=#101
END1
#100=#100+1
M30
%
#103=#103+1
END2
#100=#100+19
#101=#101+10.
#102=#102+1
END1
M30
%
14-18
Исходный номер
системной
переменной
Исходные показания
счетчика
Исходные показания
счетчика
Установка системной
переменной
Подсчет номера
системной
переменной
Подсчет счетчика
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
2.
14
Последовательное применение всех 48-и дополнительных систем координат
заготовки
При условии, что предварительная установка данных о нулевой точке в адресах с P1
по P48 выполнена в соответствии с расположением 48-и заготовок, зафиксированных
на столе следующим образом:
P08
P07
P09
P06
P04
P05
P11
P10
P24
P22
P25
P20
P27
P40
P38
P43
P42
P18
P32
P30
P34
P36
P35
P45
P44
P17
P31
P29
P37
P16
P19
P28
P39
P41
P14
P21
P26
P01
P15
P13
P12
P23
P02
P03
P33
P47
P46
P48
O1000 (Основная программа)
O1001 (Подпрограмма)
G28XYZ
Возврат в базовую точку G43X–10.Y–0.Z–100.H10
Профиль
#100=1
Исходный номер P
G01X–0.
G90
Ввод абсолютных данных Y–30.
WHILE[#100LT49]DO1 Повтор, если номер P<49 X–10.
G54.1P#100
Система координат заготовки Настр. Y–10.
M98P1001
Вызов подпрограммы
G00G40Z10.
#100=#100+1
Подсчет номера P
G98G81X–20.Y–15.Z–150.R5.F40 Сверление
END1
X–25.Y–20.
G28Z
Сброс в базовую точку
X–20.Y–25.
G28XY
X–15.Y–20.
M02
G80
%
M99
%
14-19
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
3.
Применение дополнительных систем координат за счет их передачи кодам с G54 по
G59
При условии, что предварительная установка данных о нулевой точке в адресах с P1
по P24 завершена в соответствии с 24-я участками заготовки, зафиксированной на
поворотном столе, как показано на рисунке ниже:
P3
P20
P1
P19
P21
P23
P2
Z
Y
P5
P22
P6
P24
P4
X
B
O2000 (Основная программа)
G28
G90
G00
XYZB
G65
M98
G00
P2001A1
P2002
B90.
G65
M98
G00
P2001A7
P2002
B180.
G65
M98
G00
P2001A13
P2002
B270.
G65
M98
G28
M02
%
P2001A19
P2002
XYB
B0
O2001 (Обмен данными о нулевой точке)
Возврат в базовую точку
Ввод абсолютных данных
Индексирование стола для
обработки 1-й поверхности
#2=5221
#3=[#1–1]20+7001
#5=0
WHILE[#5LT6]DO1
#6=#2
Загрузка данных о нулевой точке #7=#3
Вызов подпрограммы сверления #4=0
WHILE[#4LT6]DO2
Индексирование стола для
#[#6]=#[#7]
обработки 2-й поверхности
#6=#6+1
#7=#7+1
#4=#4+1
Индексирование стола для
END2
обработки 3-й поверхности
#2=#2+20
#3=#3+20
#5=#5+1
Индексирование стола для
END1
обработки 4-й поверхности
M99
%
Сброс до базовой точки
O2002 (Подпрограмма сверления)
G54
M98
H100
G55
M98
H100
G56
M98
H100
G57
M98
H100
G58
M98
H100
G59
M98
H100
G28
Z0
M99
N100G98G81X–20.Y–15.Z–150.R5.F40
X–25. Y–20.
X–20. Y–25.
X–15. Y–20.
G80
G28Z
M99
%
Номер исходной переменной 1-й системы G
Номер исходной переменной 1-й системы P
Сброс данных подсчета количества систем
Проверка количества систем
Номер переменной 1-й оси принимающего устройства
Номер переменной 1-й оси передающего устройства
Сброс данных подсчета количества осей
Проверка количества осей
Передача данных о переменных
Подсчет количества осей принимающего устройства
Подсчет количества осей передающего устройства
Подсчет количества осей
Номер исходной переменной следующей системы G
Номер исходной переменной следующей системы Р
Подсчет количества систем
Сверление в системе G54
Сверление в системе G55
Сверление в системе G56
Сверление в системе G57
Сверление в системе G58
Сверление в системе G59
Постоянный цикл сверления
14-20
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
14
Упрощенная версия программы из Примера 3 с применением «G54.1 Pp»
При условии, что предварительная установка данных о нулевой точке в адресах с P1
по P24 завершена в соответствии с 24-я участками заготовки, зафиксированной на
поворотном столе, как показано на рисунке ниже:
P3
P20
P1
P19
P21
P23
P2
Z
Y
P5
P22
P6
P24
P4
X
B
O3000
G28 XYZB
G90
G00 B0
G65 P3001A1
G00 B90.
G65 P3001A7
G00 B180.
G65 P3001A13
G00 B270.
G65 P3001A19
G28 XYB
M30
%
O3001
#100=#1
#101=0
WHILE[#101LT6]DO1
G54.1P#100
M98H100
#100=#100+1
#101=#101+1
END1
G28Z0
M99
N100G98G81X–20.Y–15.Z–150.R5.F40
X–25. Y–20.
X–20. Y–25.
X–15. Y–20.
G80
G28Z
M99
%
Возврат в базовую точку
Выбор ввода абсолютных данных
Индексирование стола для обработки 1-й поверхности
Индексирование стола для обработки 2-й поверхности
Индексирование стола для обработки 3-й поверхности
Индексирование стола для обработки 4-й поверхности
Сброс до базовой точки
Инициализация номера P
Инициализация счетчика
Установка дополнительной системы координат заготовки
Вызов подпрограммы сверления
Подсчет номера P
Проверка подсчета счетчика
Постоянный цикл сверления
14-21
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-11 Установка локальной системы координат: G52
1.
Функция и назначение
Локальная система координат, в которой заданное положение становится нулевой точкой
программы, может быть задана в текущей системе координат заготовки с помощью кода
G52.
Код G52 также можно использовать вместо кода G92 для коррекции какого-либо
смещения положения между нулевой точкой программы обработки и нулевой точкой
заготовки.
2.
Формат программирования
G52 Xx1 Yy1 Zz1 αα1 (α: Дополнительная ось)
3.
Подробное описание
Команда G52, которая не предполагает перемещения органов станка, доступна до
повторного задания команды G52. Поэтому команда G52 подходит для использования
новой системы координат без изменения нулевой точки системы координат заготовки.
Удаление данных коррекции локальной системы координат происходит после подачи
питания посредством выполнения либо операции возврата в базовую точку в режиме
автоматического управления, либо операции возврата в базовую точку (нулевую точку) с
использованием ограничителя хода.
(G91) G52X_ Y_
Значение в приращении
Ln
Локальные
системы
координат
Абсолютное значение
Ln
Ln
Wn (n = от 1 до 6)
Абсолютное
значение
(G90)
G52 X_ Y_
Система координат заготовки
Коррекция системы координат заготовки
(Установка CRT , G10 G54 X_ Y_ )
Базовая точка
R
Внешняя настройка системы координат заготовки
(ввод с ПК, настройка CRT)
M
Система координат
станка
MEP215
Координаты, заданные в режиме ввода абсолютных данных (G90), относятся к локальной
системе координат.
14-22
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
14
Примеры программ
1.
Задание локальных координат в режиме ввода абсолютных данных (данные
коррекции локальной системы координат не включаются)
[1] G28X0Y0
[2] G00G90X1.Y1.
[3] G92X0Y0
[4] G00X500.Y500
[5] G52X1.Y1.
[6] G00X0Y0
[7] G01X500.F100
[8] Y500.
[9] G52X0Y0
[10] G00X0Y0
Y
[8]
[9]
2500
[6]
2000
[7]
[5]
[4]
1500
Локальная система
координат, заданная
кадром [5]
[W1] L1
[3]
[2]
1000
Новая система координат, заданная
кадром [3],
которая соответствует локальной
системе координат, заданной кадром
[9]
[10]
[W1]
500
[1]
500
R#1
W1
1000
1500
2000
2500
3000
X
Текущее
положение
MEP216
Локальная система координат задается кадром [5], отменяется кадром [9] и
соответствует системе координат в кадре [3].
14-23
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Задание локальных координат в режиме ввода значений в приращениях (данные
коррекции локальной системы координат включаются)
[1] G28X0Y0
(a) O100
[2] G92X0Y0
(b) G90G00X0Y0
[3] G91G52X500.Y500. (c) G01X500.
[4] M98P100
(d) Y500.
[5] G52X1.Y1.
(e) G91
[6] M98P100
(f) M99
[7] G52X–1.5Y–1.5
[8] G00G90X0Y0
2.
…
M02
Y’’
Y’
Y
2500
2000
(d)
[8]
1500
[6]
(c)
[W1] L2
1000
(d)
(b)
X’’
Локальная система
координат, установленная
кадром [5]
[4]
X’
500
Новая система координат, заданная
кадром [3]
(c)
[3]
[2]
[W1] L1
[1]
500
1000
1500
2000
[8]
R#1
W1
2500
3000
X
Текущее
положение
Соответствует локальной системе
координат, заданной кадром [7]
MEP217
Кадр [3] образует локальную систему координат X’-Y’ в положении (500, 500) в
системе координат X-Y.
Кадр [5] образует локальную систему координат X”-Y” в положении (1000, 1000) в
системе координат X’-Y’.
Кадр [7] образует локальную систему координат в положении (–1500, –1500) в
системе координат X”-Y”. Таким образом, локальная система координат и система
координат X-Y совпадают, что означает отмену предыдущей системы координат.
14-24
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
3.
14
Совместное использование локальной системы координат и системы координат
заготовки
[1] G28X0Y0
(a) O200
[2] G00G90G54X0Y0
(b) G00X0Y0
[3] G52X500.Y500.
(c) G01X500.F100
[4] M98P200
(d) Y500.
[5] G00G90G55X0Y0
(e) M99
[6] M98P200
%
[7] G00G90G54X0Y0
…
M02
G54
G55
X 1000
Y 500
1000
2000
3000
Y
2500
Данные нулевой
точки заготовки
(d)
(b)
G55
2000
[5]
(c)
W2
(d)
1500
(b)
1000
[7] (c)
[W1] L1
[3]
[2]
500
Локальная система координат,
установленная кадром [3]
G54
W1
[1]
R#1
500
1000
1500
2000
2500
3000
X
Текущее
положение
MEP218
Кадр [3] образует локальную систему координат в положении (500, 500) в системе
координат G54, локальная система координат не создается в системе координат
G55.
Кадр [7] выполняет перемещение к базовой точке (нулевой точке) локальной системы
координат G54.
Локальную систему координат можно отменить с помощью данного формата:
G90 G54 G52 X0 Y0
14-25
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
Совместное использование системы координат заготовки G54 и многочисленных
локальных систем координат
[1] G28X0Y0
(a)
O300
[2] G00G90G54X0Y0
(b)
G00X0Y0
[3] M98P300
(c)
G01X500.F100
[4] G52X1.Y1.
(d)
Y500.
[5] M98P300
(e)
X0Y0
[6] G52X2.Y2.
(f)
M99
[7] M98P300
%
[8] G52X0Y0
M02
G54
X
Y
500
500
Данные нулевой точки заготовки
3000
[7]
2500
Локальная система
координат, установленная
кадром [6]
[W1] L2
2000
[5]
1500
[W1] L1
(d)
1000
500
[1]
[8]
[2]
[3]
(b)
500
R#1
Локальная система координат,
установленная кадром [4]
G54
(e) (c)
W1
1000
1500
2000
2500
3000
Текущее
положение
MEP219
Кадр [4] образует локальную систему координат в положении (1000, 1000) в системе
координат G54.
Кадр [6] образует локальную систему координат в положении (2000, 2000) в системе
координат G54.
Кадр [8] приводит к тому, что локальная система координат и система координат,
задаваемая командой G54, совпадают.
14-26
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
14-12 Считывание/запись базовых координат программы формата MAZATROL
Базовые координаты программы формата MAZATROL можно считать или записать
посредством вызова макропрограммы пользователя в блоке подпрограммы формата
MAZATROL.
Основная программа
(MAZATROL)
UNo. UNIT
X
1 WPC-0 –100.
Макропрограмма
(EIA/ISO)
UNo. UNIT
. . . .
5 SUB PRO . . . . . .
G65P9998X ..........
M99
Базовые координаты (WPC) в строке UNo.
1 (Номер блока) могут быть считаны или
перезаписаны.
M3P378
Примечание 1: для коррекции базовых координат необходимо выбрать функцию меню
[MEASURE MACRO] [МАКРОПРОГРАММА ИЗМЕРЕНИЯ] в блоке
подпрограммы соответствующей макропрограммы (с номером 9998); в
противном случае новые значения координат не всегда будут
использоваться своевременно для выполнения блока обработки,
следующего непосредственно за блоком подпрограммы.
Примечание 2: с другой стороны, если не требуется использовать названную выше
макропрограмму, не следует выбирать функцию меню [MEASURE
MACRO] [МАКРОПРОГРАММА ИЗМЕРЕНИЯ].
14-12-1 Вызов макропрограммы (для записи данных)
Для перезаписи данных базовых координат необходимо вызвать макропрограмму
пользователя из блока подпрограммы формата MAZATROL (вызов макропрограммы не
требуется для считывания данных).
• Подробная информация о вводе данных для вызова подпрограммы
приводится в РУКОВОДСТВЕ ПО ПРОГРАММИРОВАНИЮ (формат
MAZATROL).
14-12-2 Считывание данных
Системные переменные можно использовать для считывания базовых координат в
формате MAZATROL, которые были действительными при выполнении макропрограммы.
Системные переменные для базовых координат формата MAZATROL (WPC)
Номер
переменной
Функция
Номер
переменной
Функция
#5341
WPC-X (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ X)
#5344
WPC-4 (БАЗОВАЯ СИСТЕМА
КООРДИНАТ ОСИ 4)
#5342
WPC-Y (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ Y)
#5345
WPC-5 (БАЗОВАЯ СИСТЕМА
КООРДИНАТ ОСИ 5)
#5343
WPC-Z (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ Z)
#5347
WPC-th (БАЗОВАЯ СИСТЕМА
КООРДИНАТ н-й ОСИ)
14-27
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-12-3 Перезапись
Аналогично считыванию, при перезаписи базовых координат следует использовать
системные переменные.
Однако базовые координаты невозможно перезаписать только посредством ввода
данных в переменные с #5341 по #5347. Поэтому необходимо создать макропрограмму
в следующем формате:
Примечание: посредством макропрограммы невозможно выполнить перезапись
настроек R.T. (Поворотный стол), специального пункта в блоке базовой
системы координат (WPC), используемой при доступной функции выбора
стола.
1.
Формат макропрограммы
Тело макропрограммы, которую должен
создать пользователь
G65 P9998 X_Y_Z_D_B_C_
M99
- В конце макропрограммы следует вызвать макропрограмму перезаписи (под номером
9998). Одновременно с этим необходимо назначить новые координаты в качестве
аргументов. Взаимосвязь между каждым аргументом и осью выглядит следующим
образом:
X:
WPC-X (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ X)
Y:
WPC-Y (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ Y)
Z:
WPC-Z (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ Z)
D:
WPC-th (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ N)
B:
WPC-4 (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ 4)
C:
WPC-5 (БАЗОВАЯ
СИСТЕМА
КООРДИНАТ ОСИ 5)
- Возможна перезапись только тех координат, которые заданы соответствующим
аргументом. Данные аргумента расцениваются в качестве данных, содержащих знак
десятичной точки.
2.
Перезапись макропрограммы
Макропрограмма перезаписи (под номером 9998) показана ниже.
O9998
IF[#50600EQ0]GOTO60
IF[#24EQ#0]GOTO10
#5341=#24
#50449=#24
#50467=#50467OR32
N10
IF[#25EQ#0]GOTO20
#5342=#25
#50447=#25
#50467=#50467OR64
N20
IF[#26EQ#0]GOTO30
#5343=#26
#50445=#26
#50467=#50467OR128
N30
IF[#7EQ#0]GOTO40
#5347=#7
#50441=#7
#50467=#50467OR512
N40
IF[#2EQ#0]GOTO45
#5344=#2
#50443=#2
#50467=#50467OR256
N45
IF[#3EQ#0]GOTO50
#5345=#3
#58161=#3
#50467=#50467OR2048
N50
#50467=#50467OR–65536
#50499=#50499OR1
N60
M99
%
Примечание: при выполнении макропрограммы без текущих утвержденных базовых
14-28
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
координат программы формата
предупредительное сообщение.
MAZATROL
на
экране
14
появится
14-13 Поворот системы координат заготовки
1.
Функция и назначение
Посредством данной функции выполняется поворот системы координат заготовки вокруг
положения, заданного координатами станка. Программа обработки может при
необходимости поворачиваться целиком в соответствии с фактическим наклоном
заготовки.
2.
Формат программирования
(G17) G92.5
(G18) G92.5
(G19) G92.5
или
(G17) G92.5
(G18) G92.5
(G19) G92.5
x, y, z:
Ось R:
i, j, k :
Xx
Zz
Yy
Yy
Xx
Zz
Rr
Rr
Rr
Xx
Zz
Yy
Yy
Xx
Zz
Ii
Kk
Jj
плоскость XY
плоскость ZX
плоскость YZ
плоскость XY
плоскость ZX
плоскость YZ
Jj
Ii
Kk
Координаты центра поворота.
Положение по двум осям предварительно выбранной плоскости (X-Y, Z-X или Y-Z) должно быть
указано в системе координат станка.
Название оси, которая не соответствует плоскости, будет пропущено.
Угол поворота.
Необходимо указать угол поворота системы координат. Положительное значение угла
обозначает поворот против часовой стрелки.
Векторы осевой составляющей.
Угол поворота системы координат можно также указать посредством векторов осевых
составляющих в соответствии с предварительно выбранной плоскостью.
Название оси, которая не соответствует плоскости, будет пропущено.
Y
Система
координат
заготовки
x
r
Координаты
станка
Нулевая точка
станка
y
X
r
Центр
поворота
i
Поворот системы координат заготовки
14-29
j
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Диапазон значений и единица измерения для установки данных об угле
Диапазон значений
Единица измерения
Метрическая
система
от 0 до 99999,999
0,001 мм
Дюймовая
система
от 0 до 9999,9999
Способ установки
Векторы осевой
составляющей (i, j, k)
Угол поворота ( r )
3.
Метрическая
система
Дюймовая
система
от 0 до
±99999,999°
0,0001 дюйма
0,001°
Подробное описание
1.
2.
3.
4.
Независимо от текущего режима ввода данных в приращениях или абсолютных
данных, значения адресов Х, Y, Z или I, J, K, а также R всегда указываются в системе
координат станка.
Используются два типа обозначения угла поворота:
(a) Обозначение угла поворота (r) или
(b) Обозначение векторов осевой составляющей (i, j, k).
Если данные угла указаны посредством обоих способов (a) и (b), описанных выше,
действительным будет угол поворота (адрес R).
Если во время поворота системы координат заготовки указывается угол поворота в 0
градусов (например, заданием команды G92.5 R0), поворот системы координат будет
отменен, независимо от режима ввода данных G90 (в абсолютных значениях) или
G91 (в приращениях). Тогда будет выполняться следующая команда перемещения
для конечной точки исходной (неперевернутой) системы координат заготовки.
• См. параграф 1, пункт «5. Меры предосторожности».
5.
Координаты центра поворота сохраняются и автоматически применяются для
следующей команды поворота без назначения данных в адресах X, Y и/или Z.
Пример:
N1 G17
Выбор плоскости X-Y
N2 G92.5X100.Y100.R45. Поворот системы координат заготовки на 45
градусов с центром поворота в точке (X, Y) =
(100, 100)
N3 G92.5R0
Отмена поворота системы координат заготовки
N4 G17G92.5R90.
Поворот системы координат заготовки на 90
градусов с центром поворота в точке (X, Y) =
(100, 100), заданным последним
%
6. Пропуск адресов R и I, J , K расценивается как угол поворота в 0 градусов.
Пример: команда «G92.5 X0. Y0.» эквивалентна команде «G92.5 X0. Y0. R0”.
7. При превышении длины заданных векторов осевой составляющей (i, j, k) или
значения угла поворота (r) действующего значения настройки на экране появляется
предупредительное сообщение 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО
ЗНАЧЕНИЯ).
8. Если поворот должен быть выполнен в текущей плоскости, нет необходимости
включать выбор плоскости (кодами G17, G18 и G19) в кадр с командой G92.5.
9. Назначение оси, которая не соответствует выбранной плоскости, будет пропущено.
Назначение адресов Z и K, например, в кадре с кодом G92.5 будет пропущено при
выполнении кода G17 (плоскость X-Y).
Пример: во втором кадре, показанном ниже, выполняется поворот системы координат
заготовки на 63,435 градуса, рассчитанных из tan–-1(2/1) с центром в точке (X,
Y) = (10, 20), в плоскости X-Y, и значения адресов Z и K для поворота не
14-30
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
учитываются.
G17
G92.5X10.Y20.Z30.I1.J2.K3.
Пропущенные осевые значения адресов X, Y и Z в кадре с кодом G92.5
сохраняются, также как используемые в настоящий момент значения (см. пункт
5 выше) и, например, если за кадром с кодом G92.5, показанным выше,
следует G19
G92.5J2.K3.
то поворот системы координат заготовки будет выполняться в центре с точкой
(Y, Z) = (20, 30) на 56,301°, рассчитанных из tan–-1(3/2), в плоскости Y-Z
(команда G19).
4.
Примеры операций
1.
Поворот с центром в нулевой точке станка
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
%
G28X0Y0
G17
G90
G55
G92.5X0Y0R90. ..................
(или G92.5X0Y0I0J1.)
G0X0Y0
G1X100.F1000.
Y200.
X0.
Y0.
M30
G55 (Коррекция на заготовку)
X100.
Y100.
Поворот с центром в нулевой точке
станка на 90 градусов
Системы координат заготовки
Y
X
Y
300
Запрограммированный
контур после поворота
системы координат
заготовки
200
N8
N9
N7
N10
Y
–200
100 W2
W2'
Нулевая точка
заготовки после
поворота
–300
Запрограммированный
контур без выполнения
поворота системы
координат заготовки
N6
–100
90°
0
R
M
X
Нулевая точка
заготовки без
поворота
X
100
200
300
Система координат
станка
- В кадре команды G92.5 в последовательности N5 выполняется поворот системы
координат заготовки на 90 градусов с центром в нулевой точке системы координат
станка. Начиная с последовательности N6 и далее, операции на станке выполняются в
системе координат заготовки после поворота.
14-31
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
- Описанный выше пример способа установки вектора для поворота на 90 градусов
основывается на следующих подсчетах:
θ = tan–1 (J/I) = tan–1 (1/0) = 90°.
2. Поворот с центром в нулевой точке заготовки.
N1
N2
N3
N4
N5
N6
N7
N8
N9
%
G28X0Y0Z0
G17
G55
G90
G92.5X100.Y100.R45. ............
G81X50.Y50.Z–25.R–5.F500
X100.
X150.
M30
G55 (Коррекция на заготовку)
X100.
Y100.
Поворот на 45 градусов с центром в точке
системы координат станка X=100 и Y=100
(то есть, нулевая точка системы
координат заготовки G55).
Y
Запрограммированный
контур после поворота
системы координат
заготовки
300
Системы
координат
заготовки
Обработка
отверстий
200
Запрограммированный контур
без выполнения поворота
системы координат заготовки
45°
100
R
M
W2’
Система координат
заготовки после
поворота
Система координат
заготовки без поворота
W2
X
100
200
300
- В кадре команды G92.5 в последовательности N5 выполняется поворот системы
координат заготовки вокруг своей нулевой точки на 45 градусов. Начиная с
последовательности N6 и далее, операции на станке выполняются в системе координат
заготовки после поворота.
- Необходимо задать центр поворота в нулевой точке заготовки, как показано в данном
примере, для поворота текущей системы координат заготовки вокруг своей нулевой
точки.
14-32
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
3.
14
Запрограммированный поворот координат (G68) в режиме команды G92.5
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
N12
%
G28X0Y0
G17
G55
G90
G92.5X0Y0R90. ..................
G68X50.Y50.R45. ...............
G0X0Y0
G1X100.F500
Y100.
X0
Y0
M30
G55 (Коррекция на заготовку)
X100.
Y100.
[1]
[2]
Y
Запрограммированный
контур без кадров [1] и [2]
Запрограммированный
контур без кадра [2]
200
N9
Центр
поворота
(G68)
N8
Центр
поворота
(G68)
N10
N11
W2’
N7
100
W2
Запрограммированный
контур с кадрами [1] и [2]
Запрограммированный
контур без кадра [1]
X
–200
–100
R
M
100
200
При использовании в сочетании с кодом G92.5 центром поворота запрограммированной
системы координат по команде G68 будет являться положение, которое соответствует
повороту системы координат заготовки, заданному командой G92.5.
Это не будет действовать, даже если порядок кадров программы, обозначенных [1] и [2]
выше, будет обратным.
14-33
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
Поворот изображения (M98) в режиме команды G92.5
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
N12
%
G28X0Y0
G17
G55
G90
G92.5X0Y0R90. ..............
G0X0Y0
M98H10I–50.J50.L4
M30
G55 (Коррекция на заготовку)
X100.
Y100.
Поворот на 90 градусов вокруг нулевой точки
системы координат станка
G1X100.Y50.F500
X0Y100.
M99
Y
Запрограммированный контур без
поворота системы координат
заготовки
300
200
N11(1)
Запрограммированный
контур после поворота
системы координат
N10(1)
заготовки
W2’
100
Центр
поворота
изображения
N10(2)
N11(2)
Центр
поворота
изображения
N11(4)
W2
N6
N10(4)
X
–300
–200
N10(3)
–100
R
M
100
200
N11(3)
Порядковый
номер
повтора
При использовании в сочетании с кодом G92.5 центром поворота изображения по
команде M98 будет являться положение, которое соответствует повороту системы
координат заготовки, заданному командой G92.5.
14-34
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
5.
Масштабирование (G51) в режиме команды G92.5
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
N12
%
G28X0Y0
G55 (Коррекция на заготовку)
G17
X100.
G55
Y100.
G90
G92.5X0Y0R90. ................... [1]
G51X0Y0P2. ...................... [2]
G0X0Y0
G1X50.F500
Y50.
X0
Y0
M30
Y
Запрограммированный
контур без кадра [2]
Запрограммированный контур с
кадрами [1] и [2]
200
N9
N8
N10
N11
W2’
100
W2
Запрограммированный
контур без кадров [1] и [2]
Запрограммированный
контур без кадра [2]
N7
X
–200
–100
R
M
100
200
При использовании в сочетании с кодом G92.5, центром масштабирования будет
являться положение, которое соответствует повороту системы координат заготовки,
заданному командой G92.5.
14-35
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
6.
Зеркальное отображение в режиме команды G92.5
a) Зеркальное отображение, задаваемое G кодом
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
%
G28X0Y0
G17
G55
G90
G92.5X0Y0R90. .................
G51.1X–50......................
G0X0Y0
G1X100.F500
Y100.
X0Y0
M30
Запрограммирова
нный контур без Y
кадра [1]
200
G55 (Коррекция на заготовку)
X100.
Y100.
[1]
[2]
Ось
зеркального
отображения
(Без команды
G92.5)
Запрограммированный
контур без кадра [2]
100
W2
Запрограммированный
контур без кадров [1] и
[2]
W2’
Ось зеркального отображения
(Без команды G92.5)
N7
X
–200
–100
Запрограммированный
контур с кадрами [1] и
N10
[2]
R
M
N8
N9
–100
14-36
100
200
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
b)
14
Зеркальное отображение, задаваемое М кодом
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
%
G28X0Y0
G17
G55
G90
G92.5X0Y0R90. ...............
M91. ..........................
G0X0Y0
G1X100.F500
Y100.
X0Y0
M30
Запрограммированный
контур без кадра [2]
G55 (Коррекция на заготовку)
X100.
Y100.
[1]
[2]
Запрограммированный
контур без кадров [1] и
[2]
Y
200
Запрограмм
ированный
контур без
кадра [1]
Ось зеркального
отображения
(С командой G92.5)
W2’
W2
100
Ось
зеркального
отображения
(Без команды
G92.5)
N7
N10
N8
N9
X
–200
–100
R
M
100
200
Запрограммированный
контур с кадрами [1]
и [2]
При использовании в сочетании с кодом G92.5 ось симметричности для зеркального
отображения, заданного G или М кодом, определяется в соответствии с поворотом
системы координат заготовки, заданным командой G92.5.
14-37
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
7.
Установка системы координат (G92) в режиме команды G92.5
N1
N2
N3
N4
N5
N6
N7
N8
N9
N10
N11
%
G28X0Y0
G55 (Коррекция на заготовку)
G17
X100.
G55
Y100.
G90
G92.5X0Y0R90. ................. [1]
G92X–100.Y100. ................ [2]
G0X0Y0
G1X100.F500
Y100.
X0Y0
M30
Запрограммированный
контур с кадрами [1] и [2]
Y
200
N9
N10
Запрограммированный
контур без кадра [2]
N8
W2’
100
W2
N7
Запрограммированный
контур без кадров [1] и
[2]
200
–200
–100
X
M
R
100
–100
Запрограммированный контур
без кадра [1]
Установка системы координат по команде G92 после команды G92.5 будет выполняться
относительно поворота системы координат, заданного командой G92.5.
14-38
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
5.
14
Меры предосторожности
1.
Если во время поворота системы координат заготовки указывается угол поворота в 0
градусов (например, заданием команды G92.5 R0), поворот системы координат будет
отменен, независимо от режима ввода данных G90 (в абсолютных значениях) или
G91 (в приращениях). Тогда будет выполняться следующая команда перемещения
для конечной точки исходной (неперевернутой) системы координат заготовки.
Пример 1: для ввода данных в виде приращений
N1
N2
N3
N4
N5
N6
N7
N8
%
G28X0Y0
G17G92.5X0Y0R20.
G91G01Y50.F1000.
X100.
G92.5R0 ....................... Команда поворота на 0 градусов
Y–50. ......................... Перемещение к точке (X100, Y0)
X–100.
M30
Пример 2: для ввода абсолютных данных
N1
N2
N3
N4
N5
N6
N7
N8
%
G28X0Y0
G17G92.5X0Y0R20.
G90G01Y50.F1000.
X100.
G92.5R0 ....................... Команда поворота на 0 градусов
Y0 ............................. Перемещение к точке (X100, Y0)
X0
M30
Запрограммированный контур для Примеров 1 и 2, приведенных выше
Запрограммированный
контур
с
последовательностью N2 (поворот
системы координат заготовки)
Y
N4
50
N6
N3
Запрограммированный
контур без
последовательности N2
N7
X
0
100
14-39
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
2.
Необходимо использовать команду линейного перемещения (код G00 или G01) для
выполнения первого перемещения после команды G92.5.
В таком случае, как показано ниже, круговая интерполяция должна выполняться из
текущего положения A, которое относится к исходной системе координат заготовки, в
конечную точку B’, к которой необходимо сместить точку B в соответствии с
поворотом. В результате радиусы начальной и конечной точек будут значительно
различаться, и на экране появится предупредительное сообщение 817 INCORRECT
ARC DATA (НЕВЕРНЫЕ ДАННЫЕ ПО ДУГЕ).
Пример:
N1
N2
N3
N4
N5
%
G28X0Y0
G91G01X50.F1000.
G17G92.5X0Y0R20.
G02X40.Y40.I40.
M30
Круговая интерполяция в качестве первого перемещения после команды G92.5
B'
Предупредительное
сообщение по
неправильной
команде круговой
интерполяции
Запрограммированный контур без
последовательности N2
B
40
Запрограммиров.
контур без
последовательности
N3
20°
50
0
A
Re
90
Rs
Центр дуги
Rs : Радиус дуги для начальной точки
Re : Радиус дуги для конечной точки
3.
4.
5.
Задать команду G92.5 в режиме G40.
Станок будет выполнять операцию в преобразованной системе координат для
прерывания в режиме ручного ввода данных (MDI) в режиме команды G92.5.
Для ручного прерывания в режиме G92.5 в режиме толчковой подачи (JOG) или
ручной импульсной подачи операция на станке будет выполняться независимо от
поворота системы координат.
14-40
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
6.
Различия между поворотом системы
запрограммированной системы координат
Наименование функции
координат
Поворот системы координат заготовки
заготовки
и
поворотом
Поворот запрограммированной
системы координат
Система для поворота
Система координат заготовки
Локальная система координат
Формат программирования
(G17) G92.5 Xx Yy Rr
(G18) G92.5 Yy Zz Rr
(G19) G92.5 Zz Xx Rr
или
(G17) G92.5 Xx Yy Ii Jj
(G18) G92.5 Yy Zz Jj Kk
вектора)
(G19) G92.5 Zz Xx Kk Ii
(G17)
(G18)
(G19)
(Угол)
G68 Xx Yy Rr
G68 Yy Zz Rr
G68 Zz Xx Rr
(Компоненты
Принцип работы
Система координат
заготовки
r
x
Локальная
система
координат
r
Система координат
заготовки
y
r
j
Система координат станка
Центр поворота i
Координаты центра поворота
Назначение адресов X, Y, Z
Назначение адресов X, Y, Z
Угол поворота
Назначение величины R (угол) или
величины I, J, K (компоненты вектора)
Назначение величины R (угол)
Отключение
питания →
включение
питания
Сохранено
Удалено
M02/M30
Сохранено
Удалено
Сохранено
Удалено
Сохранено
Удалено
Удалена ли
информаци
я о центре
и угле
поворота?
кнопка
Возобновлени
е состояния
готовности
после
аварийного
останова
Примечание: повторный пуск или коды M02/M30 отменяют режим G92.5, поскольку
информация о центре поворота и т.п. в соответствующих адресах
сохраняется описанным выше образом.
14-41
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14-14 Поворот запрограммированной системы координат: G68/G69
Поворот запрограммированной системы координат выполняется для поворота
обрабатываемого контура относительно заготовки посредством поворота системы
координат заготовки.
Yp
Dm
Ym
Cm
Em
Ep
Dp
Fm
Fp
Cp
Bm
Xm
Am
Ap
Bp
θ
Нулевая точка
системы 0
координат
(Центр поворота)
Xp
W
MEP162
Запрограммированная траектория:
Ap → Bp → Cp → Dp → Ep → Fp → Ap
Фактическая траектория резания после поворота системы координат:
Am → Bm → Cm → Dm → Em → Fm → Am
1.
1.
2.
3.
Взаимодействие с другими функциями и меры предосторожности
Поворот системы координат доступен только в режимах автоматического управления
(режим работы с УП, записанной на перфоленте, режим обращения к памяти и
режим ручного ввода данных (MDI)); данная функция недоступна при быстром
перемещении в режиме ручного управления, ручной подаче или в базовой точке
(нулевой точке), независимо от того, какой режим выбран: автоматический или
ручной.
Примечание 1: даже в режиме автоматического управления поворот не выполняется
при ступенчатой подаче для позиционирования в одном
направлении.
Примечание 2: если выполняется ручное прерывание (на оси, связанной с
поворотом системы координат), последующее выполнение команд в
абсолютных значениях в режиме автоматического управления
запрещено. Осевые перемещения не могут привести к получению
требуемой траектории.
В завершение нужно произвести расчет коррекции. То есть, с использованием
назначенной программы осуществляется
поворот системы координат с
соответствующей компенсацией радиуса инструмента, коррекцией на длину
инструмента, коррекцией положения инструмента и т.д.
Функция поворота системы координат имеет наивысший приоритет относительно
функции зеркального отображения. Следовательно, если выбраны обе эти функции,
14-42
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
14
сначала будет выполнен поворот системы координат, а потом зеркальное
отображение.
Текущие положения (пункты в окне POSITION (ПОЛОЖЕНИЕ) на экране)
представляют перемещение после поворота системы координат. Если поворот
системы координат выполняется для команды перемещения по одной оси, то, как
правило, будут отображаться одновременные перемещения по двум осям.
14-15 Трехмерное преобразование координат: G68 (дополнительная функция)
1.
Функция и назначение
Режим трехмерного преобразования координат (3D) делает возможным задание новой
системы координат посредством поворота осей X, Y или Z доступной в настоящий момент
системы координат заготовки и перемещение нулевой точки заготовки параллельно
данной оси. Поэтому определение любой плоскости в пространстве позволяет создавать
программу, при условии, что в качестве данной плоскости используется плоскость X-Y.
2.
Формат программирования
G68 [Xx0 Yy0 Zz0] Ii Jj Kk Rr ...... Режим трехмерного преобразования координат включен
G69 ............................................. Режим трехмерного преобразования координат отключен
Где
x0, y0, z0 : Координаты центра поворота (в абсолютных значениях)
i, j, k :
r:
Ось вращения (1: Доступно, 0: Недоступно)
i : Ось X
j : Ось Y
k : Ось Z
Угол и направление поворота системы координат (в качестве
положительного направления принимается направление по
часовой стрелке, если смотреть на центр поворота с
положительной стороны оси поворота)
Пример:
G68X0Y0Z0 I1J0K0 R–90.
Поворот системы координат против часовой стрелки на
90°.
Установка оси Х в качестве оси поворота системы
координат.
Задать нулевую точку заготовки в качестве центра
поворота.
14-43
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
<Важная информация>
- При пропуске адресов X, Y или Z нулевая точка заготовки в действительной на данный
момент системе координат заготовки становится координатой центра поворота.
- Должны быть заданы все символы I, J и K. Пропуск даже одного из этих трех символов
приведет к появлению предупредительного сообщения 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ). Пропуск всех трех символов активирует поворот
системы координат программы вместо трехмерного преобразования координат.
-
-
-
G68X0Y0Z0I1K0R–45.
Неверный формат
G68X0Y0Z0R–45.
Включение поворота системы координат программы
Ввод значения «0» во всех аргументах I, J и K также приведет к появлению
предупредительного сообщения 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Ввод значения «1» в аргументах двух или трех символов (I, J и K) также приведет к
появлению предупредительного сообщения 807 ILLEGEAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
G68X0Y0Z0I1J1K0R–90. Неверный формат
Задание команды G68 при отсутствии дополнительной функции трехмерного
преобразования координат приведет к появлению на экране предупредительного
сообщения 942 NO 3-D CONVERSION OPTION (НЕТ ДОПОЛНИТЕЛЬНОЙ ФУНКЦИИ
ТРЕХМЕРНОГО ПРЕОБРАЗОВАНИЯ КООРДИНАТ).
Задание недопустимого G кода в режиме трехмерного преобразования координат
приведет к появлению на экране предупредительного сообщения 943 CONVERTING IN
3-D CORDINATES (ТРЕХМЕРНОЕ ПРЕОБРАЗОВАНИЕ КООРДИНАТ).
•
3.
Перечень недопустимых G кодов приводится в пункте 5. «Взаимосвязь
с другими функциями».
Пример программы
N01
N02
G90G00G40G49G80
G54X0Y-100.
G43Z50.H01
G01Z-1.F1200
Y-50.
G02X100.R50.
G01Y-100.
G01Z50.
G91G28Z0
G28X0Y0
G90G00G40G49G80
G54G00A90.
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
14-44
G68I1J0K0R-90.
G00X0Y0
G43Z50.H01
G01Z-1.
Y50.
G02X100.R50.
G01Y0
G01Z50.
G69
G91G28Z0
G28X0Y0
M30
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
4.
14
Трехмерное преобразование координат и система координат программы
Использование команды G68 позволяет смещать координаты центра поворота в
действительной на данный момент системе координат к заданному положению (X, Y, Z)
и вращать соответствующие изображения на заданный угол поворота (R) в указанном
направлении для центра поворота (I, J, K). Поэтому можно задать новую систему
координат программы.
Пример:
[1] G90 G54 X0 Y0
[2] G68 X10.Y0 Z0 I0 J1 K0 R-30.
[3] G68 X0 Y10.Z0 I1 J0 K0 R45.
[4] G69
[1]
[2]
[3]
[4]
Задать систему координат заготовки с помощью команды коррекции на заготовку G54.
Нулевая точка программы в системе координат заготовки, которая была задана
в шаге [1] выше, смещается к положению (x, y, z) = (10, 0, 0), и изображение
поворачивается на 30 градусов по часовой стрелке вокруг оси Y. Поэтому
задается новая система координат программы А.
Нулевая точка программы в системе координат заготовки, которая была задана
в шаге [2] выше, смещается к положению (x, y, z) = (0, 10, 0), и изображение
поворачивается на 45 градусов против часовой стрелки вокруг оси Х. Поэтому
задается новая система координат программы В.
Происходит отмена систем координат программы, которые были заданы в шагах
[2] и [3] выше, и снова активируется система координат, заданная в шаге [1].
14-45
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
5.
Взаимосвязь с другими функциями
В приведенной ниже таблице в двух колонках справа отображается совместимость
каждого G кода с функцией трехмерного преобразования координат.
[1] Доступен ли G код в режиме трехмерного преобразования координат?
[2] Можно ли выбрать режим трехмерного преобразования координат при
использовании G кода?
1.
G код
Группа
00
01
01
01
01.1
01
Функция
[1]
[2]
Позиционирование
Да
Да
Линейная интерполяция
Да
Да
Нарезание резьбы резцом с использованием оси С
Да
Нет
02
01
Круговая интерполяция, по часовой стрелке
Да (*1)
Нет
03
01
Круговая интерполяция, против часовой стрелки
Да (*1)
Нет
02.1
00
Спиральная интерполяция, по часовой стрелке
Нет
Нет
03.1
00
Спиральная интерполяция, против часовой стрелки
Нет
Нет
04
00
Выдержка
05
00
Высокоскоростная обработка
Нет
06.1
01
Сплайновая интерполяция
Нет
Нет
06.2
01
Интерполяция по сложнопрофильным кривым
(NURBS)
Нет
Нет
Да (*4)
Нет
07
00
Интерполяция по виртуальной оси
Нет
Нет
07.1
00
Цилиндрическая интерполяция
Да
Нет
09
00
Контроль точного останова
Да
10
00
Ввод запрограммированного параметра
Да (*4)
11
00
Отмена ввода запрограммированного параметра
Да (*4)
17
02
Выбор плоскости X-Y
Да
Да
18
02
Выбор плоскости Z-X
Да
Да
19
02
Выбор плоскости Y-Z
Да
Да
Нет
20
06
Ввод в дюймовой системе измерения
Нет
Да
21
06
Ввод в метрической системе измерения
Нет
Да
22
04
Включение функции предварительной проверки хода
Нет
Нет
23
04
Отключение функции предварительной проверки хода
Нет
Да
27
00
Проверка базовой точки
Нет
28
00
Возврат в базовую точку
Да (*2)
29
00
Возврат в начальную точку
30
00
Возврат во 2, 3 и 4 базовые точки
Да
Да (*2)
31
00
Пропуск
Да
31.1
00
Многоэтапный пропуск 1
Да
31.2
00
Многоэтапный пропуск 2
Да
31.3
00
Многоэтапный пропуск 3
Да
37
00
Автоматическое измерение длины инструмента
Нет
38
00
Выбор вектора для коррекции на радиус инструмента
Нет
Нет
39
00
Угловая дуга для коррекции на радиус инструмента
Нет
Нет
40
07
Отключение функции коррекции на радиус
инструмента
Да
Да
40.1
15
Отмена функции контроля контура
Да
Нет
41
07
Коррекция на радиус инструмента (с левой стороны)
Да
Нет
41.1
15
Формовка в левую сторону
Да
Нет
42
07
Коррекция на радиус инструмента (с правой стороны)
Да
Нет
42.1
15
Контроль контура с правой стороны
Да
Нет
43
08
Коррекция на длину инструмента (+)
Да
Нет
44
08
Коррекция на длину инструмента (–)
Да
Нет
45
00
Коррекция положения инструмента, увеличение
Да
Нет
45.1
19
Компенсация фиксации
Да
Да
46
00
Коррекция положения инструмента, уменьшение
Да
Нет
14-46
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
G код
Группа
47
00
48
Функция
[1]
[2]
Коррекция положения инструмента, двойное
увеличение
Да
Нет
00
Коррекция положения инструмента, уменьшение в два
раза
Да
Нет
49
08
Отмена коррекции на длину инструмента
Да
Да
49.1
19
Отмена компенсации фиксации
Да
Да
50
11
Отмена масштабирования
Нет
Да
51
11
Включение масштабирования
Нет
Нет
50.1
19
Отмена зеркального отображения G команды
Да
Да
50.2
23
Отмена полигональной обработки
Да
Да
51.1
19
Включение зеркального отображения G команды
Да
Нет
51.2
23
Полигональная обработка
Да
Да
52
00
Установка локальной системы координат
Да
Да
53
00
Выбор системы координат станка
54
12
Выбор системы координат заготовки 1
Да (*5)
Нет
Да
54.1
12
Выбор дополнительной системы координат заготовки
Нет
Да
55
12
Выбор системы координат заготовки 2
Нет
Да
56
12
Выбор системы координат заготовки 3
Нет
Да
57
12
Выбор системы координат заготовки 4
Нет
Да
58
12
Выбор системы координат заготовки 5
Нет
Да
59
12
Выбор системы координат заготовки 6
Нет
Да
60
00
Одностороннее позиционирование
Да
61
13
Режим контроля точного останова
Да
Да
61.1
13
Режим коррекции на геометрию
Да
Да
61.4
13
Управление перевернутой моделью
Да
Да
62
13
Автоматическая коррекция на углах
Да
Да
63
13
Режим нарезания резьбы метчиком
Да
Да
64
13
Режим резания
Да
Да
65
00
Простой вызов макропрограммы пользователя
Да
66
14
Модальный вызов А макропрограммы пользователя
Да
Нет
66.1
14
Модальный вызов В макропрограммы пользователя
Да
Нет
67
14
Отмена модального вызова макропрограммы
пользователя
Да
Да
68
16
Поворот системы координат программы
Нет
Нет
Режим трехмерного преобразования координат
Да
Да
69
16
Отмена поворота системы координат/трехмерного
преобразования координат
Да (*2)
Да
71.1
09
Постоянный цикл (инструмент для снятия фасок 1)
Да
Нет
72.1
09
Постоянный цикл (инструмент для снятия фасок 2)
Да
Нет
73
09
Постоянный цикл (высокоскоростное глубокое
сверление)
Да
Нет
74
09
Постоянный цикл (нарезание обратной резьбы
метчиком)
Да
Нет
75
09
Постоянный цикл (растачивание)
Да
Нет
76
09
Постоянный цикл (растачивание)
Да
Нет
77
09
Постоянный цикл (обратная подрезка торца)
Да
Нет
78
09
Постоянный цикл (растачивание)
Да
Нет
79
09
Постоянный цикл (растачивание)
Да
Нет
80
09
Отмена постоянного цикла
Да
Да
81
09
Постоянный цикл (сверление/центрование отверстия)
Да
Нет
82
09
Постоянный цикл (сверление)
Да
Нет
82.2
09
Постоянный цикл (сверление)
Да
Нет
83
09
Постоянный цикл (глубокое сверление)
Да
Нет
84
09
Постоянный цикл (нарезание резьбы метчиком)
Да
Нет
84.2
09
Постоянный цикл (синхронное нарезание резьбы
метчиком)
Да
Нет
14-47
14
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
G код
Группа
Функция
[1]
[2]
84.3
09
Постоянный цикл (синхронное нарезание обратной
резьбы метчиком)
Да
Нет
85
09
Постоянный цикл (развертывание)
Да
Нет
86
09
Постоянный цикл (растачивание)
Да
Нет
87
09
Постоянный цикл (обратное растачивание)
Да
Нет
88
09
Постоянный цикл (растачивание)
Да
Нет
89
09
Постоянный цикл (растачивание)
Да
Нет
90
03
Ввод абсолютных данных
Да
Да
91
03
Ввод данных в виде приращений
Да
Да
92
00
Установка системы координат станка
Нет
92.5
00
Поворот системы координат заготовки
Да
93
05
Подача с обратным отсчетом времени
Да
Да
94
05
Асинхронная подача (подача в минуту)
Да (*4)
Да
95
05
Синхронная подача (подача за оборот)
Да (*4)
Да
98
10
Возврат к уровню исходной точки в постоянном цикле
Да
Да
99
10
Возврат к уровню базовой точки в постоянном цикле
Да
Да
*1: задание винтовой интерполяции приводит к появлению предупредительного сообщения.
*2: преобразуются координаты только промежуточной точки.
*3: Задание поворота системы координат программы приведет к появлению предупредительного
сообщения.
*4: подготовительная функция выполняется независимо от преобразования координат.
*5: операция всегда выполняется в исходной системе координат (в которой не выполнялось
преобразование).
2.
3.
4.
5.
6.
7.
Задание G кода, отличного от кодов G17, G18 и G19 в кадре, содержащем коды G68
или G69, приведет к появлению предупредительного сообщения 807 ILLEGAL
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
С помощью команд G28 и G30 выполняется возврат в базовую точку через
трехмерно преобразованную промежуточную точку, поскольку командный код G53
выполняется без преобразования.
Коды G41 (коррекция на радиус с левой стороны), G42 (коррекция на радиус с правой
стороны), G51.1 (Включение зеркального отображения G команды), и коды
постоянного цикла должны предоставляться с кодами их отмены с G68 по G69, что
служит для установки гнездной взаимосвязи. Более того, следует задать команду
перемещения с кодом G90 (ввод данных в абсолютных значениях) в следующем
кадре, как и в случае с командой G68.
Пример:
G68X50.Y100.Z150.I1J0K0R-90.
G90G00X0Y0Z0
G41G01X10.F1000
G40
G69
Коррекция на длину, радиус и положение инструмента обрабатывается в первую
очередь, затем на ее основе выполняется трехмерное преобразование.
Зеркальное отображение можно задать кодом G51.1 (соответствующие M коды
недоступны). Порядок действий: задание зеркального отображения, затем
трехмерное преобразование.
В режиме G68 код G52 выполняется следующим образом:
14-48
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
14
- Если код G68 задан в координатах, которые введены с помощью кода G52, то
локальная система координат будет заменена новой системой координат заготовки,
установленной кодом G68. Задание кода G69 в данном состоянии снова активирует
исходную систему координат.
- Если код G52 присутствует в данных, которые введены с помощью режима G68, то
локальная система координат может быть задана в системе координат заготовки,
которая задана кодом G68. Задание кода G69 в данном состоянии отменяет
локальную систему координат и заданную кодом G68 систему координат заготовки,
и поэтому исходная система координат, существовавшая до задания кода G68,
снова будет доступна.
- Если код G52 задан в данных, которые вводились с помощью режима G68, то
локальная система координат может быть задана в системе координат заготовки
при помощи кода G68. Задание кода G68 в данном состоянии отменит локальную
систему координат, затем задаст систему координат программы кодом G68.
14-49
14
ФУНКЦИИ УСТАНОВКИ СИСТЕМЫ КООРДИНАТ
Задание кода G68 во время поворота изображения приведет к появлению
предупредительного сообщения 850 G68 AND M98 COMMANDS SAME BLOCK
(КОМАНДЫ G68 И M98 В ОДНОМ КАДРЕ).
9. Трехмерное преобразование координат недоступно для оси вращения.
10. Режим G68 не принимает команды внешней настройки нулевой точки заготовки.
11. Временная отмена режима трехмерного преобразования координат при
необходимости вызова программы формата MAZATROL в качестве подпрограммы.
8.
14-50 E
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
15 ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
Как правило, операции измерения в программах формата EIA/ISO аналогичны операциям
измерения в программах формата MAZATROL. Данные, содержащиеся в программах
формата MAZATROL, можно использовать при выполнении подготовительных функций,
описанных ниже.
G31: Функция пропуска
15-1 Функция пропуска: G31
15-1-1 Описание функции
1.
Общие сведения
Если во время линейной интерполяции при выполнении кода G31 поступит внешний
сигнал пропуска, то подача по осям прекратится, все остальные команды будут
отменены, и начнется выполнение следующего кадра.
2.
Формат программирования
G31 Xx Yy Zz Ff ;
x, y, z : Координаты соответствующих осей. Данные координаты задаются с помощью
данных в абсолютных значениях или данных в виде приращений.
F
: Скорость подачи (мм/мин)
При выборе данной функции происходит запуск линейной интерполяции, а когда
поступает внешний сигнал пропуска, подача прекращается, оставшееся расстояние
перемещения отменяется, и выполняется следующий кадр.
3.
Подробное описание
1.
В качестве скорости подачи используется предварительно заданная скорость
асинхронной подачи. Если команда скорости асинхронной подачи и команда Ff не
были заданы, то появится предупредительное сообщение 922 SKIP SPEED ZERO
(НУЛЕВАЯ СКОРОСТЬ ПРОПУСКА). При вводе команды F (подача) в кадр с кодом
G31 обновление данных модальной команды F не происходит.
2.
В кадре с кодом G31 не используется автоматический разгон/торможение.
3.
Если скорость подачи задана в мм/мин, то ручная коррекция, пробный прогон и
автоматический разгон/торможение недоступны. Данные действия будут возможны,
если скорость подачи задана в мм/об.
4.
Команда G31 является немодальной, поэтому ее необходимо вводить каждый раз.
5.
Если сигнал пропуска поступает в начале кадра, то выполнение команды G31
немедленно прекращается.
Также, если сигнал пропуска не поступает до конца кадра, содержащего команду
G31, то выполнение данной команды закончится по завершении выполнения
команды перемещения.
6.
Ввод данного командного кода во время применения коррекции на радиус
инструмента приведет к ошибке.
7.
Сигналы пропуска действительны также в заблокированном состоянии станка.
15-1
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
4.
Выполнение кода G31
G90
G00
G31
G01
G31
G31
X–100. Y0
X–500. F100
Y–100.
X0
Y–200.
X–500.
Y–300.
X0
Y
G31
–500
0
–100
X
W
G01
G31
–100
G01
G31
–200
G01
G01
–300
MEP221
15-2 Считывание координаты пропуска
Координаты положения, где подаются сигналы пропуска, будут сохранены в системных
переменных с #5061 (первая ось) по #5076 (шестнадцатая ось). Данные координаты
можно вызвать с помощью макропрограмм пользователя.
G90 G00 X-100.
G31 X-200. F60
Команда пропуска
#101=#5061
Значение координат ввода сигнала пропуска (в
координат заготовки) сохраняется в переменной #101.
15-2
системе
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
15-3 Выбег при выполнении кадра G31
Величина выбега станка с момента поступления сигнала пропуска при выполнении
команды G31 до момента останова станка зависит от скорости подачи, заданной
командой G31, или данных команды F, содержащихся в кадре с кодом G31.
Точный останов станка с минимальной величиной выбега возможен благодаря короткому
промежутку времени от начала реакции на сигнал пропуска до торможения и останова.
Величина выбега рассчитывается следующим образом:
F
F
F
F
× Tp +
(t1 ± t2) =
× (Tp + t1) ±
× t2
60
60
60
60
δ0 =
δ1
δ2
Величина выбега (мм)
Скорость пропуска, заданная командой G31 (мм/мин)
Константа времени цепи позиционирования (сек) = (Коэффициент усиления
цепи позиционирования)-1
t1 : Время задержки реакции (сек) = (Промежуток времени с момента
обнаружения
сигнала пропуска до его поступления в УЧПУ через ПК)
t2 : Временная погрешность ответной реакции = 0,001 (сек)
δ0 :
F :
Tp :
Используя команду G31 в целях измерений, можно корректировать результаты измерений
δ1. Однако подобная коррекция не может выполняться для δ2.
Поступивший сигнал
пропуска
F
Заштрихованная область обозначает
величину выбега δ0.
Время (с)
t1 ± t 2
Tp
Траектория останова после
поступления сигнала пропуска
TEP202
На графике ниже показана взаимосвязь скорости подачи и величины выбега, которая
устанавливается, если значение Tp составляет 30 мсек, а t1 – 5 мсек.
Величина
выбега (δ)
(мм)
Макс.значение
Tp = 0.03
t1 = 0.005
0.050
Среднее значение
Мин.значение
0.040
0.030
0.020
0.010
0
10
20
30
40
50
60
70
Зависимость величины выбега от скорости подачи (Пример)
15-3
Скорость
подачи F
(мм/мин)
TEP203
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
15-4 Ошибка считывания координаты пропуска
1.
Считывание координат подачи сигнала пропуска
В данных координат подачи сигнала пропуска не учитывается величина выбега,
определяемая константой времени цепи позиционирования Tp и константой времени
рабочей подачи Ts. Поэтому координаты подачи сигнала пропуска можно проверить
путем считывания координат заготовки в момент поступления сигнала пропуска в
пределах диапазона погрешностей, показанного на рисунке ниже. Однако для
предотвращения ошибки измерений необходимо скорректировать величину выбега,
определяемую временем задержки реакции t1.
ε=±
F
× t2
60
ε : Погрешность считывания (мм)
F : Скорость подачи (мм/мин)
t2 : Время задержки реакции 0,001 (сек)
+1
Погрешность
считывания
ε (мкм)
0
60 Скорость подачи (мм/мин)
–1
Заштрихованная область
обозначает результаты измерений
Погрешность считывания вводимых координат сигнала пропуска
Погрешность считывания (скорость подачи составляет 60 мм/мин)
60
× 0,001
ε=±
60
= ± 0,001 (мм)
и результаты измерений остаются в пределах диапазона погрешности
считывания ± 1 мкм.
TEP204
2.
Считывание других координат (за исключением координат подачи сигнала пропуска)
Считываемые значения координат включают величину выбега.
• Однако если необходимо осуществить проверку значений координат
при поступлении сигнала пропуска, нужно выполнить соответствующие
коррекции (см. Раздел 15-3).
Если невозможно рассчитать величину выбега, определяемую временем задержки
реакции t2, появится сообщение об ошибке измерения.
15-4
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
15-5 Многоэтапный пропуск: G31.1, G31.2, G31.3, G04
1.
Функция и назначение
Условный пропуск активируется путем предварительной настройки сочетания сигналов
пропуска, которые должны быть введены. Пропуск выполняется аналогично пропуску,
заданному кодом G31.
Функция пропуска назначается командами G31.1, G31.2, G31.3 или G04. Взаимосвязь
между этими G командами и типом сигнала пропуска задается параметрами с K69 по
K73.
2.
Формат программирования
G31.1 Xx Yy Zz αα Ff
(Аналогичным образом для кодов G31.2 или G31.3 величина
Ff не требуется для кода G04)
Скорость подачи (мм/мин)
Адрес оси и расчетные значения координат
С помощью данного формата программирования можно выполнить линейную
интерполяцию, аналогичную коду G31.
Во время линейной интерполяции происходит останов станка при выполнении условий
предварительно заданного ввода сигнала пропуска, а затем все оставшиеся команды
будут отменены, и будет выполняться следующий кадр.
3.
Подробное описание
1.
Для скоростей подач, заданных параметрами с K42 по K44, действует следующая
взаимосвязь:
G31.1 ............ Скорость ступенчатой подачи, заданная в команде G31.1
G31.2 ............ Скорость ступенчатой подачи, заданная в команде G31.2
G31.3 ............ Скорость ступенчатой подачи, заданная в команде G31.3
4.
2.
Программа будет выполнять пропуск при удовлетворении условий ввода сигнала
пропуска, присвоенных каждой из этих G команд.
3.
За исключением пунктов, отличных от пунктов 1 и 2 выше, описание командного кода
G31 также прилагается.
Настройка параметров
1.
Скорость подачи, подходящую для каждого из кодов команд G31.1, G31.2 и G31.3,
можно задать в параметрах с K42 по K44.
2.
Условия пропуска, подходящие для каждого из кодов команд G31.1, G31.2, G31.3 и
G04 необходимо задавать в параметрах с K69 по K73. (Условия пропуска относятся к
логической сумме предварительно заданных сигналов пропуска).
Настройка параметра на «7» эквивалентна коду G31.
Доступные сигналы пропуска
Установленное
значение параметра
1
1
2
2
3
4
5
6
7
3
15-5
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ ИЗМЕРЕНИЯ
5.
Операции на станке
1.
Использование многоэтапного пропуска приводит к активации следующих типов
управления станком, и, как следствие, к сокращению времени измерения с
улучшением точности измерения.
Если для параметра заданы следующие значения.
Условие пропуска
G31.1 = 7
G31.2 = 3
G31.3 = 1
Скорость ступенчатой подачи
20,0 мм/мин (f1)
5,0 мм/мин (f2)
1,0 мм/мин (f3)
Пример программы
N10 G31.1X200.0
N20 G31.2X40.0
N30 G31.3X1.0
Действие
f
(f1)
N10
Растояние
измерения
Скорость
ступенчатой подачи
N20
(f2)
(f3)
N30
t
Ввод сигнала пропуска A
Ввод сигнала пропуска B
Ввод сигнала пропуска C
2.
MEP225
Примечание: во время выполнения станком операции, показанной на рисунке
выше, при вводе первого сигнала пропуска перед вторым сигналом,
оставшиеся расстояния N20 и N30 будут пропущены.
Если сигнал пропуска, соответствующий предварительно заданным условиям,
вводится во время выдержки (команда G04), оставшееся время выдержки будет
отменено, и будет выполняться следующий кадр.
15-6 E
ЗАЩИТНЫЕ ФУНКЦИИ
16 ЗАЩИТНЫЕ ФУНКЦИИ
16-1 Включение и отключение функции предварительной проверки хода:
G22/G23
1.
Функция и назначение
Посредством функции проверки программного ограничения хода, определяемого
пользователем, формируется запретная зона перемещения при обработке наружной
поверхности заготовки, а посредством функции предварительной проверки пределов
хода определяется запретная зона перемещения при обработке внутренней поверхности
заготовки (заштрихованная часть на схеме ниже).
Если задана команда перемещения по оси, при выполнении которой инструмент
достигает запретной зоны или проходит через нее, появится предупредительное
сообщение.
Запрограммированный предел
хода, определяемый
изготовителем (Верхний предел)
Запрограммированны
й предел хода,
определяемый
пользователем
(Верхний предел)
(x, y, z)
Верхний предел для
кода G22
(i, j, k)
Нижний предел для кода
G22
Запрограммированный предел хода,
определяемый пользователем
(Нижний предел)
Запрограммированный предел хода,
определяемый изготовителем (Нижний
предел)
2.
MEP220
Формат программирования
G22 X_ Y_ Z_ I_ J_ K_
(Задание запретной зоны
поверхности заготовки)
Задание нижнего предела
Задание верхнего предела
G23
(Отмена)
16-1
обработки
внутренней
ЗАЩИТНЫЕ ФУНКЦИИ
3.
Подробное описание
1.
Значения верхнего и нижнего пределов должны быть заданы вместе с координатами
станка.
2.
Для обозначения верхнего предела запретной зоны следует использовать адреса X,
Y, Z, а для обозначения нижнего предела - адреса I, J, K. Если значение X, Y, Z
меньше значения I, J, K, то значения X, Y, Z будут использоваться в качестве
значений нижнего предела, а I, J, K - в качестве значений верхнего предела.
3.
Если значения верхнего и нижнего предела, назначенные для одной оси, равны,
проверка предела хода не осуществляется.
G22X200.Y250.Z100.I200.J-200.K0
Проверка хода по оси X не осуществляется.
4.
Для отмены функции предварительной проверки пределов хода следует задать
команду G23.
5.
При задании кадра G23 X_Y_Z_ после отмены функции предварительной проверки
пределов хода выполняется команда перемещения по оси X_Y_Z_ в текущем режиме
перемещения по осям.
Примечание: перед заданием команды G22 следует переместить инструмент за
пределы запретной зоны.
16-2 E
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
17 НАРЕЗАНИЕ
ФУНКЦИЯ)
РЕЗЬБЫ
РЕЗЦОМ:
G33
(ДОПОЛНИТЕЛЬНАЯ
17-1 Нарезание резьбы с постоянным шагом
1.
Функция и назначение
Задание в программе команды G33 приводит к выполнению нарезания резьбы резцом с
постоянным шагом при синхронном управлении подачей инструмента и вращением
шпинделя.
Таким образом, можно обработать винты с многозаходной резьбой посредством задания
начального угла нарезания резьбы резцом. Инструменты d’ANDREA необходимы для
полностью автоматического нарезания резьбы.
2.
Формат программирования
A.
Нарезание резьбы со стандартным шагом
G33 Zz Ff Qq
z: Адрес направления оси для нарезания резьбы резцом и длина резьбы
f:
Шаг в направлении длинной оси (ось, расстояние перемещения по которой самое
длинное среди всех осей)
q: Угол смещения начала резьбы (от 0 до 360 градусов) (Если значение начального
угла нарезания резьбы резцом не указано, то оно составляет 0 градусов).
B.
Нарезание резьбы с точным шагом
G33 Zz Ee Qq
z: Адрес оси направления нарезания резьбы резцом и длина резьбы
e: Шаг в направлении длинной оси (ось, расстояние перемещения по которой самое
длинное среди всех осей)
q: Угол смещения начала резьбы (от 0 до 360 градусов) (Если значение начального
угла нарезания резьбы резцом не указано, то оно составляет 0 градусов).
3.
Подробное описание
1.
Для нарезания резьбы на коническом винте следует задать шаг в направлении
длинной оси.
Z
Коническая резьба
Lz
При a < 45° шаг должен быть Lz.
При a > 45° шаг должен быть Lx.
При a = 45° шаг должен быть Lx или Lz.
a
Lx
X
MEP226
Диапазоны значений адресов F и E указаны в таблице ниже:
Единица ввода
Метрическая
система
Дюймовая система
Диапазон данных шага в команде F (6
знаков)
Диапазон данных шага в команде Е (8
знаков)
от 0,001 до 999,999 мм/об
от 0,00001 до 999,99999 мм/об
от 0,0001 до 99,9999 дюйм/об
от 0,000001 до 99,999999 дюйм/об
Примечание: если скорость подачи после ее конвертирования в скорость подачи в
минуту будет превышать максимальную скорость подачи, на экране
появится предупредительное сообщение 134 SPINDLE ROTATION
EXCEEDED (ПРЕВЫШЕНА ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ).
17-1
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
2.
Данные команды E также будут использоваться в качестве данных о количестве
заходов для нарезания резьбы в дюймах. Назначение данных команды (только в
качестве данных точной резьбы или данных количества заходов) можно выбрать с
помощью бита 7 параметра F91.
3.
Следует поддерживать постоянную частоту вращения шпинделя во время всего
цикла обработки от чернового до чистового резания.
4.
Во время нарезания резьбы резцом прекращение подачи недоступно. Нажатие
кнопки прекращения подачи во время нарезания резьбы резцом приведет к останову
программы в конце кадра, который следует непосредственно за кадром с кодом G33
(кадр, в котором была завершена операция нарезания резьбы резцом).
5.
Поскольку невозможно остановить обработку в середине нарезания резьбы, при
обработке конусных винтов скорость подачи после конвертирования может
превышать максимальную скорость подачи в соответствии с конкретными данными
команды.
Следовательно, во избежание этого данные команды шага должны быть заданы в
соответствии
с
максимальной
скоростью
подачи,
полученной
после
конвертирования, а не со скоростью в начальной точке нарезания резьбы.
6.
Как правило, шаги в начале и в конце нарезания резьбы становятся неточными
вследствие задержки работы сервосистемы. Поэтому длина резьбы должна быть
задана с учетом возможной погрешности длины шага, добавленной к необходимой
длине резьбы.
7.
Необходимо соблюдать следующие ограничения по частоте вращения шпинделя:
Макс.скорость подачи
1≤R≤
Шаг резьбы
где величина R должна быть меньше или равной максимально допустимым оборотам
энкодера (мин–1), и
R:
Шаг резьбы:
Максимальная скорость подачи:
частота вращения шпинделя (мин–1)
мм или дюймы
мм/мин или дюйм/мин
8.
Начальный угол смещения резьбы должен задаваться целым числом от 0 до 360.
9.
Значение ручной коррекции рабочей подачи всегда равно 100%.
17-2
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Пример программы
N110
N111
N112
N113
N114
N115
N116
G90G0X-200.Y-200.S50M3
Z110.
G33Z40.F6.0
M19
G0X-210.
Z110.M0
X-200.
M3
N117 G04X5.0:
N118 G33Z40.
Z
10
50
10
X
Y
X
MEP227
<Описание работы>
N110, N111
Центр шпинделя расположен в середине заготовки, и шпиндель
вращается в прямом направлении.
N112
Выполняется первая операция нарезания резьбы.
Шаг резьбы = 6,0 мм
N113
Выполняется ориентация шпинделя с помощью команды М19.
N114
Инструмент отводится в направлении оси X.
N115
Инструмент перемещается в положение
выполнение программы останавливается
необходимости отрегулировать инструмент.
N116
Выполняется подготовка к выполнению второй операции нарезания
резьбы.
N117
Для стабилизации частоты вращения шпинделя задать необходимое
время выдержки.
N118
Выполняется вторая операция нарезания резьбы.
17-3
над заготовкой, и
кодом М00. При
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
17-2 Нарезание непрерывной резьбы резцом
Нарезание непрерывной резьбы становится доступным при включении в
последовательность программы команды нарезания резьбы. Таким образом, можно
обработать специальную резьбу, у которой изменяется шаг и/или форма во время ее
нарезания. Инструменты d’ANDREA необходимы для нарезания непрерывной резьбы.
G33
G33
G33
MEP228
17-3 Нарезание дюймовой резьбы резцом
1.
Функция и назначение
Включение в формат команды G33 количества заходов за дюйм в направлении длинной
оси упрощает синхронное управление подачей инструмента и вращением шпинделя, и
таким образом активируется нарезание цилиндрической резьбы с равным шагом и
конусной резьбы.
2.
Формат программирования
G33 Zz Ee Qq
z:
E
q:
3.
Адрес направления оси для нарезания резьбы резцом и длина резьбы
Число заходов на дюйм в направлении длинной оси (ось, расстояние
перемещения по которой самое длинное среди всех осей)
(Можно включить десятичную точку).
Угол смещения начала резьбы (от 0 до 360 градусов)
Подробное описание
1.
Число заходов на дюйм задается как число заходов в направлении по длинной оси.
2.
Данные команды E также будут использоваться в качестве данных команды для
нарезания резьбы с точным шагом. Выбор использования данных команды только в
качестве данных команды числа заходов или данных команды точной резьбы
осуществляется с помощью бита 7 параметра F91.
3.
Значение величины данных команды E должно находиться в пределах диапазона,
заданного для команды.
17-4
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Пример программы
Шаг резьбы........ 3 шага резьбы/дюйм (= 3,46666...)
δ1 = 10 мм
δ2 = 10 мм
Если запрограммировано в миллиметрах:
N210 G90G0X-200.Y-200.S50M3
N211 Z110.
N212 G91G33Z-70.E3.0
(Первое нарезание
резьбы)
M19
G90G0X-210.
Z110.M0
X-200.
M3
N217 G04X2.0
N218 G91G33Z-70.
Z
N213
N214
N215
N216
δ1
(Второе нарезание
резьбы)
50.0
δ2
X
Y
X
MEP227
17-5
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦОМ: G33 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
17-6 E
ДИНАМИЧЕСКАЯ КОРРЕКЦИЯ: M173, M174 (дополнительная функция)
18 ДИНАМИЧЕСКАЯ КОРРЕКЦИЯ: M173, M174 (дополнительная
функция)
1.
Функция и назначение
Обработка путем поворота поворотного стола (по оси В) предполагает полную соосность
оси вращения заготовки с осью вращения стола.
Заготовка до
обработки
Заготовка
после
обработки
MEP232
Однако на практике это очень трудно выполнить из-за конструкции зажимного
приспособления (за исключением случаев использования очень точного зажимного
приспособления).
Динамическая коррекция представляет собой функцию, которая выполняет внутреннюю
компенсацию непрерывного отклонения из-за несоосности осей. При наличии полной
соосности можно легко создать программу обработки.
Ось B
Ось X
Ось Z
Ось
вращения
стола
M173
G01 B360. F500
M174
Ось вращения
заготовки
Включение функции динамической коррекции
Отключение функции динамической коррекции
18-1
MEP233
ДИНАМИЧЕСКАЯ КОРРЕКЦИЯ: M173, M174 (дополнительная функция)
2.
Подробное описание
1.
Автоматическое ограничение мягким пределом не выполняется даже при наличии
возможности превышения предела хода из-за динамической коррекции.
2.
Следует уменьшить отклонение установленной на данный момент заготовки от оси
вращения стола до 3 мм или менее; в противном случае появится
предупредительное сообщение 137 DYNAMIC COMPENSATION EXCEEDED
(ПРЕВЫШЕНА ВЕЛИЧИНА ДИНАМИЧЕСКОЙ КОРРЕКЦИИ).
Работа в режиме автоматического управления выполняется при условии нахождения
нулевой точки заготовки на оси вращения заготовки. В режиме ручного управления
используются данные параметра I11 (описание приводится ниже).
3.
При использовании динамической коррекции нулевая точка заготовки должна
находиться на оси вращения заготовки.
4.
Динамическая коррекция не используется в режиме трехмерного преобразования
координат (G68).
5.
Соответствующие параметры:
6.
Адрес
Наименование
S5
Ось вращения
стола
I11
Ось вращения
заготовки
Настройки
Единица
измерения:
0,001 мм
Диапазон:
±99999999
Описание
Задать координаты оси вращения стола для соответствующих
управляемых осей.
Задать координаты оси вращения заготовки при нахождении
стола под углом 0 градусов для соответствующих управляемых
осей. (Данный параметр доступен только при работе в режиме
ручного управления).
Динамическая коррекция используется для такого типа обработки, который, как
правило, можно выполнить посредством поворота заготовки только с помощью
зафиксированного в одном положении инструмента.
Заготовка
Стол
MEP234
3.
Пример программы
G55 ....................... Предполагается, что ось вращения заготовки проходит через начало
системы координат, заданной командой G55.
G0X_Y_Z_ ............ Подвод
M173 ..................... Включение функции динамической коррекции
G1 Z_F_
Начало резания
B_F_................ Ось вращения B
Z_F_................ Отвод по оси Z
M174 ..................... Отключение функции динамической коррекции
M30 ....................... Завершение обработки
18-2
ЗУБОФРЕЗЕРОВАНИЕ
19
19 ЗУБОФРЕЗЕРОВАНИЕ
19-1 Включение/Отключение режима зубофрезерования: G114.3/G113
1.
Общие сведения
Управление синхронизацией (фрезерного) шпинделя и оси С позволяет применять их как
шпиндель с червячной фрезой и шпиндель с заготовкой соответственно, что позволяет
осуществлять нарезание прямозубых и косозубых зубчатых колес.
Однако функция зубофрезерования доступна только для обрабатывающих центров,
оснащенных столом с осями наклона А или В, а также для станков с поворотной осью
инструмента и стола.
Ось Z
Ось Y
Угол подъема резьбы
Наклон по оси А
Ось А
Заготовка
Шпиндель с
червячной фрезой
(фрезерный
шпиндель)
Ось С для поворота стола
(шпиндель с заготовкой)
D747PB0025
2.
Формат программирования
G114.3 D±1 E_L_P_Q_R_; Начало зубофрезерования
D .......Выбор направления вращения шпинделя с заготовкой
Направление вращения зависит от настроек параметра:
<Если бит 0 параметра K103 = 0>
+1 : вращение шпинделя с заготовкой и шпинделя с червячной фрезой в
разных направлениях.
–1 : вращение шпинделя с заготовкой и шпинделя с червячной фрезой в
одинаковых направлениях.
<Если бит 0 параметра K103 = 0>
+1 : вращение шпинделя с заготовкой и шпинделя с червячной фрезой в
одинаковых направлениях.
–1 : вращение шпинделя с заготовкой и шпинделя с червячной фрезой в
разных направлениях.
E. ......Число заходов червячной фрезы
L ........Число зубьев зубчатого колеса
P .......Угол наклона линии зуба
Задать требуемый угол наклона линии зуба для косозубого зубчатого колеса.
Для прямозубого зубчатого колеса аргумент следует пропустить или ввести
значение «0» (градусов).
Q .......Модуль или диаметральный шаг
Для косозубого зубчатого колеса задать нормальный модуль или
диаметральный шаг.
19-1
19
ЗУБОФРЕЗЕРОВАНИЕ
Ввести значение модуля для метрической системы.
Ввести значение диаметрального шага для дюймовой системы.
Это зависит от того, может ли в настройках бита 3 параметра F144 в качестве
аргумента Q использоваться отрицательное значение (со знаком минус).
Если бит 3 параметра F144 = 0:
Отрицательные значения не могут использоваться в качестве аргумента Q
(появится предупредительное сообщение 809 ILLEGAL NUMBER INPUT
(ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ)).
Если бит 3 параметра F144 = 1:
В качестве аргумента Q может быть указано даже отрицательное значение.
R .......Угол сдвига фазы
Задать величину угла для совпадения по фазе между шпинделем с червячной
фрезой (фрезерным шпинделем) и шпинделем с заготовкой (по оси С).
В целях подготовки к управлению синхронизацией следует выполнить возврат
в нулевую точку шпинделей с червячной фрезой и заготовкой, после чего
заданный угол будет применен к начальному вращению (угловому
позиционированию) шпинделя с червячной фрезой.
G113 :
Отмена режима зубофрезерования
Отмена синхронного управления шпинделя с червячной фрезой и шпинделя с
заготовкой.
• Ниже приведены диапазоны установки аргументов и значения по умолчанию:
Адрес
Диапазон значений
Значение по умолчанию
D
±1
+1
E.
от 0 до 20
1
L
от 1 до 9999
1
P
от –90,000 до 90.000 [град]
Q
0 (для прямозубого зубчатого колеса)
от 100 до 50000 [0,001 мм]
от 1000 до 500000 [0,0001 дюйма–1]
R
от 0 до 359,999 [град]
Пропуск аргумента Q приведет к
возникновению ошибки, если аргумент Р
задан в том же кадре.
Отсутствие совпадения по фазе
• При вводе для аргумента D значения, выходящего за пределы диапазона, отобразится
предупредительное
сообщение
809
ILLEGAL
NUMBER
INPUT
(ВВОД
НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
• Если значение аргумента Е (число заходов червячной фрезы) равно «0», то шпиндель
с заготовкой не будет вращаться.
Соответственно, для совпадения по фазе значение аргумента R будет
недействительным.
• Аргумент Q не будет учитываться, если в том же кадре не задан аргумент Р.
3.
Пример программы
Ниже даны примеры программы для зубофрезерования прямозубого цилиндрического
колеса.
1.
Описание зубчатого колеса, которое необходимо получить, и используемого
инструмента
Прямозубое цилиндрическое колесо
Червячная фреза
Модуль
1,5
Модуль
Количество зубьев
38
Угол подъема резьбы
3,375
Число витков резьбы
Полная глубина зубьев
Направленность
Диаметр инструмента
19-2
1,5
1°41'
1
Правая
55
ЗУБОФРЕЗЕРОВАНИЕ
2.
19
Диаметр заготовки
Диаметр необработанной заготовки (предварительно подвергнутой токарной
обработке, чтобы в дальнейшем из нее изготовить прямозубое цилиндрическое
колесо) рассчитывается по следующей формуле:
D = Z × m + 2 × m = (Z + 2) m
D: Диаметр
Z: Количество зубьев
m: Модуль
В данном примере, наружный диаметр предварительного точения равен (38 + 2) × 1.5
= φ60,0 [мм].
3.
Угол индексирования стола
Червячная фреза
Заготовка
A = –90°
Угол подъема резьбы
D747PB0026
Для исходного углового позиционирования фрезерный шпиндель должен быть
индексирован или повернут по оси B таким образом, чтобы режущий зуб червячной
фрезы был расположен параллельно обрабатываемому зубу заготовки.
В вышеуказанном случае параллельность достигается в вертикальной проекции, а
речь идет об обработке при помощи инструмента, подаваемого сзади заготовки (то
есть, на отрицательной стороне оси Х относительно оси поворота стола).
(Исходное позиционирование может быть выполнено угловым смещением по оси А
на угол подъема резьбы).
Угол поворота по оси А при исходном позиционировании рассчитывается следующим
образом.
Резание на положительной стороне оси Х [от оси поворота стола]:
–90° + 1.683°(*) = –88.317°,
Резание на отрицательной стороне оси Х [от оси поворота стола]:
–90° – 1.683°(*) = –91.683°.
*
Поскольку один градус (1°) равен 60 минутам (60'), значение угла подъема резьбы
1°41' можно преобразовать в градусы следующим образом: (60 + 41)/60 = 1,683°.
19-3
19
ЗУБОФРЕЗЕРОВАНИЕ
4.
Направления вращения инструмента и заготовки
<Резание на положительной стороне оси Х [от оси поворота стола]>
Z+
Колебание
режущего зуба
A = –88.317
X+
Y+
D747PB0027
Фрезерный шпиндель, в котором установлена используемая правая червячная фреза,
должен вращаться в прямом направлении (в правую сторону).
При вращении фрезерного шпинделя в прямом направлении так называемое
колебание режущего зуба перемещается вверх. Следовательно, чтобы
«обрабатываемая поверхность» перемещалась в том же направлении, что и
колебание режущего зуба, шпиндель с заготовкой должен вращаться в направлении
стрелки на вышеуказанном рисунке.
<Резание на отрицательной стороне оси Х [от оси поворота стола]>:
Z+
Колебание
режущего зуба
A = –91.683
X+
Y+
D747PB0028
Фрезерный шпиндель, в котором установлена используемая правая червячная фреза,
должен вращаться в прямом направлении (в правую сторону).
При вращении фрезерного шпинделя в прямом направлении так называемое
колебание режущего зуба перемещается вверх. Следовательно, чтобы
«обрабатываемая поверхность» перемещалась в том же направлении, что и
колебание режущего зуба, шпиндель с заготовкой должен вращаться в направлении
стрелки на вышеуказанном рисунке.
5.
Соответствующие установки в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) и
TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
<Установки для использования данных на инструмент формата MAZATROL>
Ввести установку OTHER (ПРОЧИЕ ИНСТРУМЕНТЫ) (вращающиеся) в
соответствующем элементе данных окна TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ).
(Ниже приведен пример ввода данных в метрической системе измерения).
19-4
ЗУБОФРЕЗЕРОВАНИЕ
Пункт
Единица
измерения
Настройка
—
OTHER (ПРОЧИЕ)
мм (дюймы)
55
TOOL (ИНСТРУМЕНТ)
NOM-φ (Номинальный диаметр)
ID CODE (ИДЕНТИФИКАЦИОННЫЙ КОД)
—
A
LENGTH (ДЛИНА)
мм (дюймы)
250
ACT-φ (ФАКТИЧЕСКИЙ ДИАМЕТР)
мм (дюймы)
55
MAX. ROT (МАКСИМАЛЬНАЯ ЧАСТОТА
ВРАЩЕНИЯ)
мин
–1
19
1000
Базовое положение
инструмента
LENGTH
(ДЛИНА)
Точка резания
ACT-φ (ФАКТИЧ.
ДИАМЕТР)
Выполнить установку соответствующих параметров:
Адрес
Описание
Настройка
Значение ACT-φ/NOSE-R (ФАКТИЧЕСКИЙ
ДИАМЕТР/РАДИУС РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА) в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ) для программы формата EIA/ISO
1: Доступно
Бит 3
параметра F93
Значение длины в элементе LENGTH окна TOOL DATA
(ДАННЫЕ НА ИНСТРУМЕНТ) для программы формата
EIA/ISO
1: Доступно
Бит 7
параметра F94
Значения коррекции или компенсации, используемые в
программе формата EIA/ISO
0: Значения в окне
TOOL OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
F92 бит 7
<Установки для использования данных коррекции на инструмент>
Ввести соответствующие данные в окне TOOL OFFSET (КОРРЕКЦИЯ
ИНСТРУМЕНТ).
(Ниже приведен пример ввода данных в метрической системе измерения)
Единица
измерения
Настройка
TOOL LENGTH GEOMETRY
(ГЕОМЕТРИЧЕСКАЯ КОРРЕКЦИЯ
НА ДЛИНУ ИНСТРУМЕНТА)
мм
250
TOOL RADIUS GEOMETRY
(ГЕОМЕТРИЧЕСКАЯ КОРРЕКЦИЯ
НА РАДИУС ИНСТРУМЕНТА)
мм
27,5 (Радиус червячной
фрезы)
Пункт
19-5
НА
19
ЗУБОФРЕЗЕРОВАНИЕ
Базовое положение
инструмента
TOOL LENGTH
GEOMETRY
(ГЕОМЕТРИЧ.
КОРРЕКЦИЯ НА
ДЛИНУ
ИНСТРУМЕНТА)
Точка резания
TOOL RADIUS GEOMETRY
(ГЕОМЕТРИЧЕСКАЯ КОРРЕКЦИЯ НА
РАДИУС ИНСТРУМЕНТА)
Выполнить установку соответствующих параметров:
Адрес
Описание
Настройка
F92 бит
7
Значение ACT-φ/NOSE-R (ФАКТИЧЕСКИЙ ДИАМЕТР/РАДИУС
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА) в окне TOOL DATA
(ДАННЫЕ НА ИНСТРУМЕНТ) для программы формата EIA/ISO
0: Недоступно
Бит 3
парамет
ра F93
Значение длины в элементе LENGTH окна TOOL DATA
(ДАННЫЕ НА ИНСТРУМЕНТ) для программы формата EIA/ISO
0: Недоступно
Бит 7
парамет
ра F94
Значения коррекции или компенсации, используемые в
программе формата EIA/ISO
0: Значения в окне
TOOL OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
19-6
ЗУБОФРЕЗЕРОВАНИЕ
A.
19
Нарезание прямозубых зубчатых колес (без совпадения по фазе)
G91G28XYZ
G28AC
G64.....................
Выбор “Режима резания.”
G94G97..................
Подача за минуту.
T30M6...................
Смена инструмента, выбор инструмента №30 (червячная фреза).
G92S1000R3..............
Ограничение частоты вращения фрезерного шпинделя до 1000 мин–1.
M3S0....................
Пуск прямого вращения фрезерного шпинделя (с червячной фрезой) [M3] с
частоты вращения, равной нулю [S0].
G53A-91.683.............
Наклон по оси А в положение –90° – 1,683° [угол подъема]. (Резание на
стороне –X)
G54.....................
Выбор системы координат заготовки, задаваемой кодом G54.
G90.....................
Ввод абсолютных данных.
G43G0H1X-100.Z100.Y-30..
Выбор функции коррекции на длину инструмента.
G90G0Z-50.M8............
Подвод.
G41D1X[-30.+3.375-0.5]..
Коррекция на радиус закругления режущей кромки инструмента с
перемещением в положение черновой обработки по оси Х.
G114.3D+1E1L38R0........
Выбор режима зубофрезерования. Положительное значение аргумента D
для выбора вращения шпинделя с заготовкой и шпинделя с червячной
фрезой в одном направлении.
M3S230..................
Пуск фрезерного шпинделя (с червячной фрезой) при частоте
вращения230 мин–1 (для рабочей скорости40 м/мин, зависящей от
диаметра червячной фрезы [φ55 мм]).
G1Y100.Z-46.181F18......
Линейное смещение по оси Z в соответствии с угловым смещением на
1,683° (угол подъема) обеспечивает параллельность режущих зубьев
червячной фрезы относительно зубьев, прорезаемых на заготовке.
G0X-100.
G0Y-30.Z-50.
G41D1X[-30.+3.375]......
Перемещение в положение чистовой обработки по оси Х. (См. рисунок
ниже)
G1Y100.Z-46.181F6.
G0X-100.
Y-150.Z100.
M5......................
Останов фрезерного шпинделя (с червячной фрезой).
G113....................
Отмена режима зубофрезерования.
G40.....................
Отключение функции коррекции на радиус инструмента.
G49.....................
Отмена коррекции на длину инструмента.
M30
+Y
Радиус заготовки = φ30
Полная глубина
зубьев = 3.375
Точка резания
Положение
чистовой обработки
по оси Х
Полная глубина зубьев = 3.375,
и
Радиус заготовки = 30.
Следовательно, положение чистовой
обработки по оси Х рассчитывается
следующим образом:
–30 + 3.375 = –26.625
–26.625
+X
Диаметр
червячной
фрезы = φ55
Единица измерения: мм
D747PB0029
19-7
19
ЗУБОФРЕЗЕРОВАНИЕ
B.
Нарезание косозубых зубчатых колес (с совпадением по фазе)
G91G28XYZ
G28AC
G64...................... Выбор “Режима резания.”
G94G97................... Подача за минуту.
T30M6.................... Смена инструмента, выбор инструмента №30 (червячная фреза).
G92S1000R3............... Ограничение частоты вращения фрезерного шпинделя до 1000 мин–1.
M3S0..................... Пуск прямого вращения фрезерного шпинделя (с червячной фрезой) [M3] с
частоты вращения, равной нулю [S0].
G53A-87.2................ Перемещение по оси А на –87,2° (угол прямозубого зубчатого колеса)
G54...................... Выбор системы координат заготовки, задаваемой кодом G54.
G90...................... Ввод абсолютных данных.
G43G0H1X-100.Z100.Y-30... Выбор функции коррекции на длину инструмента.
G90G0Z-50.M8............. Подвод.
G41D1X[-30.+3.375-0.5]... Коррекция на радиус закругления режущей кромки инструмента с
перемещением в положение черновой обработки по оси Х.
G114.3D+1E1L10P-20.Q2.R0. Выбор режима обработки червячной фрезой (с совпадением по фазе).
Положительное значение аргумента D для выбора вращения шпинделя с
заготовкой и шпинделя с червячной фрезой в одном направлении.
Угол наклона линии зуба –20° относительно угла наклона прямозубого
зубчатого колеса (–87.2°).
M3S230................... Пуск фрезерного шпинделя (с червячной фрезой) с частотой вращения
230 мин–1 (для скорости резания 40 м/мин, рассчитанной с учетом
диаметра червячной фрезы [φ55 мм]).
G1Y100.Z-46.181F18....... Резание с интерполяцией в плоскости YZ
G0X-100.
G0Y-30.Z-50.
G41D1X[-30.+3.375]....... Перемещение в положение чистовой обработки по оси Х.
G1Y100.Z-46.181F6.
G0X-100.
Y-150.Z100.
M5....................... Останов фрезерного шпинделя (с червячной фрезой).
G113..................... Отмена режима зубофрезерования.
G40...................... Отключение функции коррекции на радиус инструмента.
G49...................... Отмена коррекции на длину инструмента.
M30
4.
Подробное описание
1.
Для задания частоты и направления вращения шпинделя с червячной фрезой
необходимо ввести S и М код, соответственно.
2.
Перед вводом кадра с кодом G114.3 необходимо установить значение частоты
вращения шпинделя с червячной фрезой на «0» и выбрать направление его
вращения. Невозможно осуществить синхронизацию, если команда G114.3 вводится
во время вращения шпинделя с червячной фрезой или без определения
направления его вращения.
3.
Частота вращения шпинделя с заготовкой зависит от числа заходов червячной
фрезы и от числа зубьев зубчатого колеса, которые указываются в кадре с кодом
G114.3.
Sw = Sh × E/L
где Sw: Частота вращения шпинделя с заготовкой
Sh: Частота вращения шпинделя с червячной фрезой
19-8
ЗУБОФРЕЗЕРОВАНИЕ
5.
19
E
Передаточное отношение вращения шпинделя с червячной фрезой
(число заходов червячной фрезы)
L:
Передаточное отношение вращения шпинделя с заготовкой (число
зубьев зубчатого колеса)
4.
После ввода команды зубофрезерования (G114.3) соотношение вращения шпинделя
с заготовкой и шпинделя с червячной фрезой остается неизменным во всех режимах
работы, пока не будет введена команда отмены режима зубофрезерования (G113)
или команда отмены синхронизации шпинделей.
5.
Синхронизация шпинделя с заготовкой и шпинделя с червячной фрезой запускается
при помощи команды зубофрезерования (G114.3) с частотой вращения, равной 0
об/мин.
6.
В режиме зубофрезерования счетчик перемещения по оси С в окне POSITION
(ПОЛОЖЕНИЕ) не показывает фактические перемещения.
7.
Для нарезания косозубых зубчатых колес следует использовать подготовительную
функцию асинхронной подачи (G94).
Важная информация
1.
Запрещается изменять или корректировать частоту вращения фрезерного шпинделя,
если операции зубофрезерования должны повторяться на одном и том же участке
обработки. В противном случае точность резания не может быть обеспечена из-за
неизбежных изменений фазы в начале зубофрезерования.
2.
При вводе команды перемещения по оси С (для шпинделя с заготовкой) посредством
ручного прерывания, ручного ввода данных (MDI) или через программу в процессе
зубофрезерования, такое смещение будет накладываться на синхронизированное
перемещение по оси С. Однако в данном случае будет невозможно обеспечить
синхронизацию оси С и фрезерного шпинделя.
3.
Обработка осуществляется неправильно, если перемещение по оси должно быть
прекращено в режиме зубофрезерования путем активации режима покадровой
отработки или функции прекращения подачи, при которых только фрезерный
шпиндель продолжает вращаться, а, следовательно, требуемая синхронизация со
шпинделем с заготовкой нарушается.
4.
Останов фрезерного шпинделя при помощи команды М05, М00 или М01 в режиме
зубофрезерования может привести к рассогласованию по фазе или погрешности,
превышающей допустимые пределы.
5.
Настройки коррекции по оси С не учитываются в режиме зубофрезерования.
6.
Если заданная частота вращения фрезерного шпинделя превышает верхний предел,
то фактическая частота вращения будет равна значению верхнего предела, и
шпиндель с заготовкой будет вращаться по оси С в соответствии с предельной
частотой вращения фрезерного шпинделя и соотношением частоты вращения
шпинделей.
7.
Если рассчитанная частота вращения по оси С превышает верхний предел, то
частота вращения по оси С будет равна значению верхнего предела, и фрезерный
шпиндель будет вращаться в соответствии с предельной частотой вращения по оси
С и соотношением частоты вращения шпинделей.
8.
Останов фрезерного шпинделя задается посредством кода M05 перед отменой
режима зубофрезерования (кодом G113); в противном случае, при выполнении кода
G113 может произойти перебег по оси С до останова.
19-9
19
ЗУБОФРЕЗЕРОВАНИЕ
19-2 Режим
зубофрезерования
позиционирования)
1.
II
(зубофрезерование
с
контролем
Общие сведения
Даже если в режиме зубофрезерования II частота вращения фрезерного шпинделя
изменяется при помощи кнопок ручной коррекции, это никак не повлияет на точность
нарезания зубчатых колес. Данная функция весьма эффективна при определении
режимов резания для зубофрезерования.
Для включения или отключения режима зубофрезерования II используется бит 0
параметра F330.
Бит 0 параметра F330
= 0: Режим зубофрезерования
= 1: Режим зубофрезерования II
2.
Формат программирования
Информация, приведенная в Разделе 19-1, также применительна к режиму
зубофрезерования II с одной лишь разницей, что значение аргумента R по умолчанию
(угол смещения по фазе) будет другим.
Адрес
Диапазон значений
от 0 до 359,999 [град]
R
Значение по умолчанию
Нулевая точка для вращения шпинделя с
червячной фрезой
• Дополнительные сведения о формате программирования см. в
Подразделе 19-1 «Включение/Отключение режима зубофрезерования:
G114.3/G113».
3.
Пример программы
• Примеры программ см. в разделе 19-1 «Включение/Отключение режима
зубофрезерования: G114.3/G113».
4.
Подробное описание
В режиме зубофрезерования II цифровые данные о текущих угловых положениях
червячной фрезы и шпинделей с заготовкой (по осям V и C) всегда отображаются как «0»,
если они заданы (в пункте POSITION (ПОЛОЖЕНИЕ)) относительно системы координат
заготовки. Данные о положении в пункте MACHINE (СТАНОК) (введенные относительно
системы координат станка) зависят от настройки бита 1 параметра F330.
Бит 1 параметра F330
=
0 : Значения в пункте MACHINE (СТАНОК) остаются равными «0» для осей V и
C.
= 1: Значения в пункте MACHINE (СТАНОК) указывают координаты текущих
положений по осям V и C в системе координат станка.
• Более
подробную
информацию
см.
в
разделе
19-1
«Включение/Отключение режима зубофрезерования: G114.3/G113».
19-10
ЗУБОФРЕЗЕРОВАНИЕ
5.
19
Комментарии
1.
При вводе команды перемещения по оси С (для шпинделя с заготовкой) посредством
ручного прерывания, ручного ввода данных (MDI) или через программу в процессе
зубофрезерования II, такое смещение будет накладываться на синхронизированное
перемещение по оси С.
2.
Настройки коррекции по оси С не учитываются в режиме зубофрезерования II.
3.
Если заданная частота вращения фрезерного шпинделя превышает верхний предел,
то фактическая частота вращения будет равна значению верхнего предела, и
шпиндель с заготовкой будет вращаться по оси С в соответствии с предельной
частотой вращения фрезерного шпинделя и соотношением частоты вращения
шпинделей.
4.
Если рассчитанная частота вращения по оси С превышает верхний предел, то
частота вращения по оси С будет равна значению верхнего предела, и фрезерный
шпиндель будет вращаться в соответствии с предельной частотой вращения по оси
С и соотношением частоты вращения шпинделей.
5.
Выбор режима зубофрезерования II (G114.3) в режиме коррекции на геометрию
(G61.1) или модальной сплайновой интерполяции (G61.2) приведет к отображению
предупредительного сообщения 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ
ФОРМАТ).
6.
Если резание в режиме зубофрезерования II должно быть прервано с внезапным
остановом обоих шпинделей в результате аварийного останова или ошибки
сервосистемы, синхронизация между шпинделем с червячной фрезой и шпинделем с
заготовкой не может быть обеспечена.
Однако, если останов операции произошел в результате нажатия кнопки
,
выбора команды M00, M02 или M30, а также активации режима покадрового
останова или функции прекращения подачи, происходит торможение и останов
шпинделей таким образом, чтобы это никак не повлияло на их синхронизацию.
19-11
19
ЗУБОФРЕЗЕРОВАНИЕ
19-12 E
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
20
20 ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ
(ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция плавного управления высокой скоростью предполагает быстрое и высокоточное
выполнение программы формата EIA/ISO, которая создается для аппроксимации
криволинейной поверхности произвольной формы очень маленькими линиями. По
сравнению со стандартным режимом высокоскоростной обработки данная функция
позволяет выполнять обработку с минимальным количеством полос и других дефектов
поверхности.
Применение функции управления скоростью с учетом угла между участками, например,
торможения на углах, в стандартном режиме высокоскоростной обработки может
привести к повтору разгона и торможения под влиянием мельчайших неровностей или
погрешностей. В результате на поверхности резания могут остаться задиры и полосы.
За счет оценки контура обработки или контура, состоящего из заданных непрерывных
линий, а также из угла между прямыми линиями двух участков плавное управление
высокой скоростью обеспечивает оптимальное управление скоростью, на которую
незначительно влияют неровности или шероховатости. В результате можно получить
поверхность резания с меньшим количеством задиров и полос.
Основные характерные черты функции плавного управления высокой скоростью
перечислены ниже.
- Эффективность при обработке штампов с гладкой поверхностью с использованием
программы обработки по микросегментам.
- Управление скоростью не распознает какие-либо погрешности в траектории
перемещения инструмента.
- Если соседние траектории перемещения схожи по геометрической точности, траектории
разгона и торможения также будут схожими.
- Даже на участках, где не требуется торможение на углах с учетом величины угла,
скорость будет ограничена при высокой скорости разгона.
Данная функция доступна в режиме высокоскоростной обработки с выбранной
коррекцией на геометрию.
Оптимальное торможение на
углах (стандартное управление)
Подача
Подача
Для тупых углов
(<θ)
Без торможения
θ
Время
Подача
Для острых
углов (>θ)
Плавное управление высокой
скоростью
Торможение в
соответствии с
величиной угла
Время
Подача
θ
θ = Базовый угол для
торможения на углах
Время
Время
D735P0563
20-1
20
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
20-1 Формат программирования
G61.1 (G61.2);
G5P2; ········· Включение режима высокоскоростной обработки (с
плавным управлением)
- при помощи адреса P (P0 или P2) ввести значение 0 или 2.
- в одном кадре с кодом G05 можно вводить только адреса P и N.
- Для включения данной функции предназначен следующий параметр:
F3 бит 0 = 1: Плавное управление высокой скоростью доступно
0: Плавное управление высокой скоростью недоступно (доступна только
высокоскоростная обработка)
- Задать код G61.1 (Включение коррекции контура) или G61.2 (Модальная сплайновая
интерполяция) перед командой G05P2 для использования функции плавного
управления высокой скоростью.
20-2 Команды, доступные в режиме плавного управления высокой скоростью
В режиме высокоскоростной обработки доступны только команды перемещения по осям с
соответствующими подготовительными функциями (G кодами), функциями подачи (F
кодами), вводом номера последовательности, кодами управления отключением и
включением (дано в скобках), коды M/S/T также доступны в режиме обработки на высоких
скоростях при плавном управлении высокой скоростью. При вводе данных другого типа
появляется предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ
ФОРМАТ).
• Более подробная информация о функции высокоскоростной обработки
приведена в Главе 22.
1.
G коды
Доступные подготовительные функции: G00, G01, G02, G03, G17, G18, G19, G93 и G94.
Круговую интерполяцию (функция винтовой интерполяции недоступна) можно задать при
помощи адреса R (обозначение радиуса), а также адресов I и J (обозначение координат
центра дуги) и всегда выполнять (независимо от настроек бита 2 параметра F96) с
управлением равномерной подачей. Однако не следует задавать команду для винтовой
или спиральной интерполяции; в противном случае на экране появится
предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Более того, тип функции подачи можно выбрать даже при выполнении режима плавного
управления высокой скоростью: код G93 (Подача с обратным отсчетом времени) и G94
(Асинхронная подача). Однако синхронная подача (Подача за оборот; G95) недоступна.
За исключением группы 1, модальные G функции будут сохранены во время режима
плавного управления высокой скоростью и восстановлены после отмены данного режима.
2.
Команды перемещения по оси
Можно задать три оси линейного перемещения (X, Y, Z). Возможен ввод абсолютных
данных и данных в виде приращений, однако для ввода абсолютных данных необходимо
сделать доступным бит 5 параметра F84.
Бит 5 параметра F84: ввод данных позиционирования в режиме высокоскоростной
обработки:
1: Режим ввода данных (G90/G91) перед выбором режима высокоскоростной
обработки
0: Ввод только данных в приращениях
3.
Функции подачи
Скорость подачи задается адресом F.
20-2
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
20
Номер технологического прохода
Номер последовательности можно задать адресом N. Однако при считывании данных
этот номер не учитывается, так как он не несёт в себе какой-либо важной информации.
5.
Состояния «Управление отключено» и «Управление включено»
Круглые скобки «(» и «)» используются для вставки файла комментария.
• Подробная информация приведена в Разделе 3-1.
Однако следует заметить, что неверное торможение может стать причиной ввода кадра,
не содержащего команду перемещения. Кадр, не содержащий команду перемещения,
например, пустой кадр (содержание 0), начинается с «(» и заканчивается символом «)»,
G91-кадр с расстоянием перемещения равным 0, как и в кадре G90.
6.
Функции M/S/T
Коды (M, S и T) вспомогательных функций, функций шпинделя и инструмента
использовать по мере необходимости. Использование данных функций может привести к
неверному торможению.
Их использование может привести к возникновению предупредительного сообщения (807
ILLEGAL FORMAT (807 НЕДОПУСТИМЫЙ ФОРМАТ)):
- Вспомогательные функции №2 (8-ми значные A, B или C коды).
- Для прерывания и вызова макропрограммы могут быть использованы специальные Мкод (M96, M97, M98, M99).
20-3 Дополнительные команды в режиме плавного управления высокой
скоростью
Во время плавного управления высокой скоростью можно использовать функцию
сглаживания контура, как и в режиме высокоскоростной обработки (хотя, как правило, в
этом нет необходимости).
1.
Функция сглаживания контура
Если в программе обработки по микросегментам (написанной при помощи CAM-системы)
в последовательности прямолинейных участков имеется выступающий участок, такой
участок можно удалить, плавно соединив предыдущий участок с последующим, путем
ввода значения «1» в бит 1 параметра F96.
Бит 1 параметра F96: Функция сглаживания контура для микросегментной программы
обработки
1: Сглаживание выступающего участка
0: Сглаживание не выполняется
F103: максимальная длина удаляемого кадра для сглаживания
Выполнение сглаживания
До сглаживания
После сглаживания
D735P0564
Сглаживание также применимо для нескольких выступающих участков, как изображено
20-3
20
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
ниже:
До сглаживания
Промежуточный этап
сглаживания
После сглаживания
D735P0565
20-4 Соответствующие параметры
Настройки параметров, относящихся к данной функции:
F3 = 0 : Плавное управление высокой скоростью недоступно
1 : Плавное управление высокой скоростью доступно (Нет торможения на
участках с незначительными неровностями)
3 : Плавное управление высокой скоростью доступно (Торможение на участках с
неровностями)
При использовании настроек по умолчанию (1) торможение не выполняется на участках с
незначительными неровностями (не более 5 микрон), поскольку подобные неровности
оцениваются как погрешности траектории перемещения инструмента. В программе
обработки, требующей использования всех описанных видов контура в их изначальном
виде, для данного параметра необходимо ввести значение «3» для точного управления
подачей для запрограммированного контура.
20-5 Ограничения и меры предосторожности
1.
Для ввода команды G05 P2 необходимо предварительно отменить модальные
функции коррекции на радиус инструмента, зеркального отображения,
масштабирования, поворота системы координат, интерполяции по виртуальной оси,
трехмерной коррекции на радиус инструмента и функции контроля контура. В
противном случае появится предупредительное сообщение или произойдет
незапланированная отмена модальной функции.
2.
Выбор и отмена режима плавного управления высокой скоростью осуществляются,
когда инструмент находится на значительном расстоянии от заготовки, так как при
выборе и отмене данного режима всегда происходит торможение подачи.
3.
Функция сглаживания контура не может выполняться в режиме покадровой
отработки.
4.
Плавное управление высокой скоростью недоступно для осей вращения.
5.
Функция сглаживания контура не может быть выполнена при коррекции погрешности
установки заготовки или в режиме обработки наклонных плоскостей.
6.
В режиме обработки на высоких скоростях кадр функции M/S/T управляют процессом
обработки для сглаживания поверхности заготовки при временном прерывании.
7.
В режиме высокоскоростной обработки кадр TM6 для смены инструмента приведет к
снижению скорости и замедлению функции сглаживания контура до тех пор, пока для
нового инструмента не будет задано значение коррекции на длину, т.к. это не
происходит автоматически, если значения длины в данных на инструмент в
программе формата MAZATROL не используются в программах формата EIA/ISO
(бит 3 параметра F93 равен 0). Поэтому в таком случае необходимо временно
отменить режим высокоскоростной обработки, чтобы задать команду G43 для
коррекции на длину инструмента.
20-4
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
T01M6
← Смена инструмента
Интерполяция для высокоскоростной обработки
G01 X__ F__
← Значение коррекции будет
доступно при первом
перемещении по оси Z.
Z__
20
отменяется
возобновляется
X__ Y__
8.
Сегмент программы для плавного управления высокой скоростью исключается из
области значений функции поиска номера технологического прохода и модального
повторного пуска, так как номера технологического прохода, указанные в том
сегменте, попросту игнорируются в целях осуществления плавного управления
высокой скоростью.
9.
Режим плавного управления высокой скоростью отменяется при перезапуске.
10.
После ручного прерывания режима плавного управления высокой скоростью (с
использованием или без использования функции TPS (ЗАПИСЬ ПОЛОЖЕНИЯ
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА)) сначала необходимо выполнить возврат
соответствующих подвижных узлов станка в нулевую точку по управляемым осям и
только после этого возобновить работу в режиме автоматического управления.
При прерывании режима плавного управления высокой скоростью попытка
использовать маховичок ручной ручной импульсной подачи или режима ручного
ввода данных (MDI) приведет к появлению предупредительного сообщения 169
ILLEGAL OPER. HIGH SMOOTHING CTR (НЕДОПУСТИМАЯ ОПЕРАЦИЯ ПРИ
ПЛАВНОМ УПРАВЛЕНИИ ВЫСОКОЙ СКОРОСТЬЮ).
11.
Запрещается вводить какую-либо команду для прерывания пользовательской
макропрограммы в режиме плавного управления высокой скоростью, поскольку
вспомогательная функция М99 в конце вызываемой подпрограммы всегда приводит
к появлению предупредительного сообщения 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ) и останову работы в режиме автоматического
управления.
20-6 Соответствующие предупредительные сообщения
Предупредительные сообщения, относящиеся к данной функции:
Номер
предуп
редите
льного
сообщ
ения
169
807
809
Предупредительное
сообщение
ILLEGAL OPER.
HIGH SMOOTHING
CTR
(НЕДОПУСТИМАЯ
ОПЕРАЦИЯ ПРИ
ПЛАВНОМ
УПРАВЛЕНИИ
ВЫСОКОЙ
СКОРОСТЬЮ)
ILLEGAL FORMAT
(Недопустимый
формат)
ILLEGAL NUMBER
INPUT (Ввод
недопустимого
значения)
Причина
Способ устранения
В режиме плавного управления
высокой скоростью была
предпринята попытка выполнения
недопустимой операции
(например, ручное прерывание).
Ручное прерывание не может быть
выполнено в режиме плавного
управления высокой скоростью.
При выполнении команды G5P2
введена недопустимая команда.
Проверить программу обработки и
внести необходимые исправления в
данные.
Проверить программу обработки и
внести необходимые исправления в
данные.
Превышено допустимое
количество десятичных знаков
введенных данных.
20-5
20
ФУНКЦИЯ ПЛАВНОГО УПРАВЛЕНИЯ ВЫСОКОЙ СКОРОСТЬЮ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
20-6 E
21
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ ТОРНАДО (G130)
21 НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ ТОРНАДО (G130)
1.
Функция и назначение
Нарезание резьбы метчиком в цикле Торнадо предназначено для обработки резьбовых
отверстий с движением резания по одной оси с помощью специального инструмента. В то
время как для обычных циклов нарезания резьбы метчиком требуется последовательное
использование разнообразных инструментов, использование функции данного цикла не
требует времени для выполнения смены инструмента и выполнения повторяющихся
движений резания, что способствует повышению производительности станка.
Функция данного цикла доступна только для станков, оборудованных устройством
управления перемещениями по оси Y.
Примечание: для включения цикла Торнадо необходимо выполнить следующие
настройки параметров G кодов вызова макропрограммы:
J37 = 100009401
(фиксированное
значение
вызываемой
макропрограммы для нарезания резьбы метчиком в цикле Торнадо)
J38 = 130 (фиксированное значение номера используемого G кода
вызова макрокоманды)
J39 = 2 (фиксированное значение типа вызова макрокоманды)
2.
Формат программирования
Следующий формат программирования относится к обработке отверстий на торцевой
поверхности [или к обработке по наружному диаметру].
G17 [или G19];
G130 R_Z_D_T_V_F_H_I_J_K_Q_E_M1 [или M0];
X [или Z] _Y_; (Ввод координат отверстия)
G67;
Ось обработки отверстия
Координаты базовой точки
Координаты основания отверстия
Диаметр отверстия
Диаметр инструмента
Глубина отверстия
Скорость подачи
Величина снятия фасок
Шаг 1
Шаг 2
Чистовая обработка основания
отверстия (0: Нет, 1: Да, Прочее: Да)
Q: Направление обработки (0: по часовой
стрелке, 1: против часовой стрелки)
E: Координаты второй базовой точки
M: Ось обработки отверстия (0: X, 1: Z или
наклонная)
R:
Z:
D:
T:
V:
F:
H:
I:
J:
K:
R
Поверхность
резания
E
45°
I
H
V
J
Z
D
TEP300
- Угол снятия фаски равен 45°.
- Значения аргументов D (диаметр отверстия) и T (диаметр инструмента) должны
удовлетворять следующему условию:
- Аргумент К используется, чтобы определить, будет (К1) или не будет (К0) выполняться
чистовая обработка основания отверстия.
- Координаты отверстия не следует вводить в кадр, содержащий G код вызова
макропрограммы (G130).
- Как и при использовании обычных постоянных циклов, фактическая обработка с
перемещениями по осям может быть выполнена только с помощью кадра, содержащего
данные о положении отверстия.
- Для отмены модального вызова необходимо ввести код G67.
21-1
21
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ ТОРНАДО (G130)
3.
Описание обработки
A.
Обработка отверстия
1.
Со снятием фасок
После перемещения инструмента из текущего положения в базовую точку по оси
обработки отверстия и подвода во вторую базовую точку сначала выполняется
снятие фасок с помощью спирально-винтовой интерполяции, а затем –
цилиндрическая обработка до самого основания с помощью спирально-круговой
интерполяции.
Рабочая подача
Быстрая подача
Исходная точка
Базовая точка
R
Точка подвода
Вторая базовая точка
R
E
Поверхность
резания
Шаг 1
Снятие
фасок
Глубина
отверстия
Шаг 2
Диаметр отверстия
2.
TEP301
Без снятия фасок
После перемещения из текущего положения в базовую точку по оси обработки
отверстия и достижения второй базовой точки через радиус отверстия выполняется
цилиндрическая обработка от поверхности заготовки до основания отверстия с
помощью спирально-круговой интерполяции.
R
Рабочая подача
Быстрая подача
Исходная точка
Базовая точка
Точка подвода
Вторая базовая точка R
E
Поверхность
резания
Глубина
отверстия
Шаг 2
Диаметр отверстия
21-2
TEP302
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ ТОРНАДО (G130)
B.
21
Обработка основания отверстия
1.
С чистовой обработкой основания отверстия
После обработки до основания отверстия с помощью винтовой интерполяции
инструмент начинает выполнять обработку с помощью круговой интерполяции по
кругу, а затем осуществляется отвод инструмента перпендикулярно к оси отверстия
и его возврат в исходную или базовую точку с быстрым перемещением по
направлению оси.
Точка отвода
TEP303
2.
Без чистовой обработки основания отверстия
После обработки до основания отверстия с помощью винтовой интерполяции
осуществляется отвод инструмента перпендикулярно к оси отверстия с
одновременным перемещением по оси на четверть шага, а затем его возврат в
исходную или базовую точку с быстрым перемещением по направлению оси.
Точка отвода
1/4 шага
TEP304
21-3
21
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ В ЦИКЛЕ ТОРНАДО (G130)
21-4 E
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
22
22 РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОП. ФУНКЦИЯ)
Режим высокоскоростной обработки делает возможным высокоскоростное выполнение
программ, предназначенных для обработки поверхностей, состоящих из свободных
кривых, сглаженных при помощи аппроксимации посредством ломаных.
При использовании режима высокоскоростной обработки возможность обработки по
микросегментам увеличивается в несколько раз по сравнению с обработкой в обычном
режиме. Это позволяет выполнить аналогичную программу обработки на скорости подачи,
которая в несколько раз выше первоначальной, что позволяет значительно сократить
время обработки.
С другой стороны, программа обработки поверхностей, состоящих из свободных кривых,
сглаженных при помощи аппроксимации с помощью ломаных, также может быть
выполнена на обычной скорости подачи, поэтому возможна более высокая точность
обработки.
Совместное использование режима высокоскоростной обработки и функции коррекции на
геометрию способствует более высокой точности обработки.
Кроме того, если в программе обработки по микросегментам содержится неровный
участок, плавная интерполяция может быть выполнена автоматически после сглаживания
неровного участка.
Режим высокоскоростной обработки доступен в режимах автоматического управления:
режиме обращения к памяти, режиме управления через жесткий диск (HD) и режиме
управления через локальную сеть Ethernet.
Даже в режиме высокоскоростной обработки можно использовать различные функции
управления: ручной коррекции, ограничения скорости рабочей подачи, работы в режиме
покадровой отработки, пробного прогона, графического отображения траектории и
высокопрецизионного контроля.
Возможность обработки по микросегментам в режиме высокоскоростной обработки:
Режим работы
Максимальная скорость
Необходимые условия
Работа в режиме
обращения к
памяти
135 м/мин (5315 IPM)
Отсутствует
Работа в режиме
управления через
жесткий диск
67 м/мин(2638 IPM)
На экране должно быть открыто окно POSITION
(Положение) (см. Примечание 2).
Работа по
локальной сети
Ethernet
135 м/мин (5315 IPM)
Избегать случайного нажатия кнопок
22-1
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Как
показано
ниже,
использование
определенных
функций
накладывает
соответствующие ограничения на возможность обработки по микросегментам:
Функция сглаживания контура
Не используется
Используется
Подготовительные функции
G01
G02/G03
G06.1
G54.4
G68.2
G41.x/G42.x
G43.4
Только линейная интерполяция
(Примечание 1)
Включая круговую интерполяцию
(Примечание 1)
Включая высокоточную сплайновую
интерполяцию
Коррекция погрешности установки
заготовки (Примечание1)
Обработка наклонных плоскостей
(Примечание 1)
Коррекция на радиус инструмента (для
пятиосевой обработки) с левой стороны
(Примечание 1)
Управление точкой вершины режущей
кромки инструмента (Примечание 1)
135 м/мин (5315 IPM)
84 м/мин (3307 IPM)
33 м/мин (1299 IPM)
101 м/мин (3976 IPM)
50 м/мин (1969 IPM)
67,2 м/мин (2646 IPM)
67,2 м/мин (2646 IPM)
33,6 м/мин (1323 IPM)
67,2 м/мин (2646 IPM)
Примечание 1:
обработка по микросегментам, упомянутая выше, возможна, если
выполняемые команды на одновременное перемещение по трем и
пяти осям состоят из 32-52 символов в кадре для обработки сегмента
длиной 1 мм. Превышение допустимого количества символов в кадре
может ухудшить характеристики данной обработки. Кроме того,
наименьшее значение максимальной скорости подачи используется в
сочетании с различными функциями.
Примечание 2:
при переключении во время работы с окна POSITION (ПОЛОЖЕНИЕ)
на какое-либо другое окно может произойти сбой при считывании с
локального
диска,
что
может
привести
к
повреждению
обрабатываемой поверхности.
Примечание 3:
перед использованием программы обработки по микросегментам с
жесткого диска или по локальной сети Ethernet необходимо закрыть
все запущенные приложения.
Примечание 4:
так как оптимальное торможение на углах выполняется в режиме
коррекции на геометрию, время обработки может быть больше, чем
при работе в других режимах.
22-1 Формат программирования
G5 P2
G5 P0
Включение режима высокоскоростной обработки
Отключение режима высокоскоростной обработки
Примечание 1: обе команды необходимо вводить как отдельный кадр.
Примечание 2: запрещается использовать обе команды в режиме MDI (РУЧНОЙ ВВОД
ДАННЫХ); в противном случае появится предупредительное сообщение
(807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)).
22-2 Команды, доступные в режиме высокоскоростной обработки
В режиме высокоскоростной обработки доступны только команды перемещения по осям с
соответствующими подготовительными функциями (G кодами), функциями подачи (F
кодами), кодами управления отключением и включением (дано в скобках), коды M/S/T
также доступны в режиме обработки на высоких скоростях. При вводе данных другого
типа
появляется
предупредительное
сообщение
807
ILLEGAL
FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ).
22-2
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
1.
22
G коды
Доступные подготовительные функции: G00, G01, G02, G03, G17, G18, G19, G93 и
G94.
Круговую интерполяцию (функция винтовой интерполяции недоступна) можно
выполнить при помощи ввода радиуса дуги R, а также при помощи ввода условных
координат центра дуги (I и J). Однако если программа обработки содержит команды
круговой интерполяции, необходимо задать бит 2 параметра F96 для (1).
Бит 2 параметра F96: команды круговой интерполяции в режиме высокоскоростной
обработки:
0: управление заданной скоростью (при разгоне/торможении)
1: управление равномерной подачей
2.
Команды перемещения по оси
Возможен ввод абсолютных данных и данных в виде приращений, однако для ввода
абсолютных данных необходимо сделать доступным бит 5 параметра F84.
Бит 5 параметра F84: ввод данных позиционирования в режиме высокоскоростной
обработки:
0: ввод только данных в виде приращений
1: в соответствии с режимом
высокоскоростной обработки
ввода
данных
перед
выбором
режима
3.
Функции подачи
Скорость подачи задаётся при помощи адреса F.
4.
Номер технологического прохода
Номер последовательности можно задать адресом N. Однако при считывании
данных этот номер не учитывается, так как он не несет в себе какой-либо важной
информации.
5.
Состояния «Управление отключено» и «Управление включено»
Круглые скобки «(» и «)» используются для вставки файла комментария.
• Подробная информация приведена в Разделе 3-1.
Однако следует заметить, что неверное торможение может стать причиной ввода
кадра, не содержащего команду перемещения. Кадр, не содержащий команду
перемещения, например, пустой кадр (содержание 0), начинается с «(» и
заканчивается символом «)», G91-кадр с расстоянием перемещения равным 0, как и
в кадре G90.
6.
Функции M/S/T
Коды (M, S и T) вспомогательных функций, функций шпинделя и инструмента
использовать по мере необходимости. Использование данных функций может
привести к неверному торможению.
Их использование может привести к возникновению предупредительного сообщения
807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ):
- Вспомогательные функции №2 (8-ми значные A, B или C коды).
- Для прерывания и вызова макропрограммы могут быть использованы специальные
М код (M96, M97, M98, M99).
22-3
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
7.
Пример программы
G28 X0 Y0 Z0
G90 G0X-100.Y-100.
G43 Z-5.H03
G01 F3000
G05 P2
X0.1
X0.1 Y0.001
X0.1 Y0.002
X0.1 F200
G05 P0
G49 Z0
M02
Включение режима высокоскоростной обработки
Если бит 5 параметра F84 = 0:
Перемещение в приращениях, заданное кодом G01
Если бит 5 параметра F84 = 1:
Перемещение в абсолютных значениях, заданное
кодом G01
Отключение режима высокоскоростной обработки
Примечание 1: при помощи адреса P (P0 или P2) ввести значение 0 или 2. При вводе
любых других значений появляется предупредительное сообщение 807
ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Примечание 2: в одном кадре с кодом G05 можно вводить только адреса P и N.
Примечание 3: после адреса P запрещается использовать десятичную точку.
Примечание 4: количество символов в кадре не должно превышать 30.
22-4
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
22
22-3 Дополнительные функции, доступные в режиме высокоскоростной
обработки
1.
Функция сглаживания контура
Если в программе обработки по микросегментам (написанной при помощи CAM-системы)
в последовательности прямолинейных участков имеется выступающий участок, такой
участок можно удалить, плавно соединив предыдущий участок с последующим, путем
ввода значения «1» в бит 1 параметра F96.
Бит 1 параметра F96: Функция сглаживания контура для микросегментной программы
обработки
0: сглаживание не выполняется
1: сглаживание неровного участка
F103: максимальная длина удаляемого кадра для сглаживания
После
сглаживания
До сглаживания
Сглаживание также применимо для нескольких выступающих участков, как изображено
ниже:
Промежуточный этап
сглаживания
До сглаживания
2.
После
сглаживания
Ограничение скорости рабочей подачи
В режиме коррекции на геометрию минимальная предельная скорость рабочей подачи по
осям устанавливается как предельная скорость рабочей подачи в режиме
высокоскоростной обработки. Однако ввод значения «1» в бит 5 параметра F96
позволяет ограничить скорость при каждом закруглении криволинейного участка во
избежание превышения максимально допустимого разгона.
Бит 5 параметра F96: предельная скорость рабочей подачи в режиме высокоскоростной
обработки
0: минимальная предельная скорость рабочей подачи по осям
1: предельная скорость в зависимости от радиуса закругления
R
Если перемещение по оси на участке с
большим закруглением выполняется без
торможения,
чрезмерный
разгон
приведёт
к
ошибке
перемещения
вследствие внутреннего поворота.
22-5
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Торможение на углах в режиме высокоскоростной обработки
Чтобы ускорение во время перемещения на повороте не превышало допустимое
значение, в режиме коррекции на геометрию выполняется автоматическое торможение
на больших углах.
Более короткие микроучастки, находящиеся между относительно более длинными
участками, пересекаются под большим углом в программе обработки по микросегментам,
написанной при помощи CAM-системы, что, в частности, может стать причиной
несоответствия скорости при повороте и таким образом может повлиять на качество
поверхности.
Ввод значения «1» в бит 4 параметра F96 позволяет выполнять оценку углов и
торможение без какого-либо влияния такого микроучастка.
Однако для выполнения данной
функции, помимо дополнительной функции
высокоскоростной
обработки,
требуется
наличие
дополнительной
функции
высокоточного управления.
Бит 4 параметра F96: тип оценки углов в режиме высокоскоростной обработки
0:
Оценка всегда выполняется с угла между смежными участками
1:
оценка после исключения любого микроучастка (если он расположен
между участками, находящимися под большим углом)
F107: исходная длина для оценки микроучастка
Надлежащее торможение может быть
выполнено без какого-либо влияния такого
микроучастка.
22-6
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
22
22-4 Ограничения
1.
Для ввода команды G05 P2 необходимо предварительно отменить модальные
функции коррекции на радиус инструмента, зеркального отображения,
масштабирования, поворота системы координат, интерполяции по виртуальной оси,
трехмерной коррекции на радиус инструмента и функции контроля контура. В
противном случае появится предупредительное сообщение 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ) или произойдет незапланированная отмена
модальной функции.
Пример:
Основная программа
G28 X0 Y0 Z0
G90 G92 X0 Y0 Z100.
G00 X-100.Y-100.
G43 Z-10.H001
Перемещение, задаваемое кодами G90, G00 и G43
M98 H001
G49 Z0
Перемещение, задаваемое кодами G90 и G01
G28 X0 Y0 Z0
M02
Подпрограмма (O001)
N001 F3000
G05 P2
Включение режима высокоскоростной обработки
Если бит 5 параметра F84 = 0:
G01 X0.1
Перемещение в приращениях, заданное
X-0.1 Y-0.001
кодом G01
X-0.1 Y-0.002
Если бит 5 параметра F84 = 1:
Перемещение в абсолютных значениях,
заданное кодом G01
X0.1
G05 P0
Отключение режима высокоскоростной обработки
M99
2.
В режиме высокоскоростной обработки возможна задержка отображения, так как
приоритет всегда отдается выполнению операций в режиме автоматического
управления.
3.
Выбор и отмена режима высокоскоростной обработки осуществляются посредством
кодов G05 P2 и G05 P0 соответственно; инструмент должен находиться на
значительном расстоянии от заготовки, так как при выборе и отмене данного режима
всегда выполняется торможение, как изображено ниже:
Команда
G05P2
X-577 Y-577 Z-577 G05P0
Скорость
22-7
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Функция сглаживания контура не может выполняться в режиме покадровой отработки.
5.
В режиме обработки на высоких скоростях кадр функции M/S/T управляют процессом
обработки для сглаживания поверхности заготовки при временном прерывании.
6.
В режиме высокоскоростной обработки кадр TM6 для смены инструмента приведет к
снижению скорости и замедлению функции сглаживания контура до тех пор, пока для
нового инструмента не будет задано значение коррекции на длину, т.к. это не
происходит автоматически, если значения длины в данных на инструмент в
программе формата MAZATROL не используются в программах формата EIA/ISO
(бит 3 параметра F93 равен 0). Поэтому в таком случае необходимо временно
отменить режим высокоскоростной обработки, чтобы задать команду G43 для
коррекции на длину инструмента.
← Смена инструмента
T01M6
Интерполяция для высокоскоростной обработки
G01 X__ F__
← Значение коррекции будет
доступно при первом
перемещении по оси Z.
Z__
возобновляется
X__ Y__
7.
отменяется
В данной таблице представлены следующие ограничения при программировании и
работе на станке:
: Доступно,
Технические характеристики
Классификация
Управляемые оси
Единицы
управления
Буферы
Команды
позиционирования
err: ошибка
Стандартный
режим
Режим высокоскоростной обработки
(условные обозначения)
Максимальное количество
управляемых осей
14
14
Фактическое количество управляемых
осей
14
7
5
5
Подробная классификация
Количество одновременно
управляемых осей
Название оси
()
Дополнительные оси
()
Единицы ввода
ABC
ABC
Единица программирования
Единица программирования × 10
Код перфоленты
Форматы ввода
–: Недоступно,
EIA/ISO
EIA/ISO
Пропуск знака
–
(–)
Автоматическое распознавание
формата EIA/ISO
()
Горизонтальная четность
()
Вертикальная четность
()
Формат перфоленты
Номер программы
В соответствии с форматом
программирования.
(err)
Номер технологического прохода
()
Управление ВКЛ/ОТКЛ
()
Пропуск кадра по дополнительному
заданию
(err)
Буфер ввода с перфоленты
()
Буфер предварительного считывания
()
Ввод абсолютных данных/данных в
виде приращений
(err)
Выбор дюймовой/метрической
системы
–
(–)
22-8
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
: Доступно,
Технические характеристики
Классификация
Функции
интерполяции
Стандартный
режим
Подробная классификация
Выдержка
Вспомогательная
функция
err: ошибка
Режим высокоскоростной обработки
(условные обозначения)
Ввод десятичной точки
()
Позиционирование
()
Одностороннее позиционирование
–
(err)
Линейная интерполяция
()
Круговая интерполяция
()
Винтовое резание
–
Спиральная интерполяция
–
Интерполяция по виртуальной оси
–
Блок нарезания резьбы резцом
–
(err)
(err)
(err)
(err)
Выбор плоскости
()
Высокоточная сплайновая
интерполяция
(err)
Интерполяция по сложнопрофильным
кривым (NURBS)
–
(err)
Скорость быстрого перемещения
()
Скорость рабочей подачи
()
Синхронная подача
(err)
Автоматический разгон/торможение
()
Линейный разгон/торможение перед
интерполяцией
(err)
Ограничение в
направлении
резания
Ограничение скорости рабочей
подачи
Функции подачи
–: Недоступно,
Минимальная предельная скорость
подачи по осям/ в соответствии с
закруглением
Ручная коррекция скорости быстрой
подачи
()
Ручная коррекция скорости рабочей
подачи № 1
()
Ручная коррекция скорости рабочей
подачи № 2
()
Режим точного останова
–
Режим резания
(err)
(err)
(err)
Режим нарезания резьбы метчиком
–
Автоматическая коррекция на углах
–
Обнаружение ошибок
Отмена ручной коррекции
Время выдержки
–
Команда выдержки, заданная в числе
оборотов
–
(err)
(err)
М команда
()
Останов по дополнительному заданию
–
()
()
Вспомогательные функции № 2
(err)
Функции
шпинделя
S команда
()
T команда
()
Функции
инструмента
Суммарное время эксплуатации
инструмента
()
Выбор резервного инструмента
(–)
Коррекция на длину инструмента
Коррекция на положение инструмента
–
(err)
(err)
Функции
коррекции на
22-9
22
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
: Доступно,
Технические характеристики
Классификация
инструмент
Вспомогательные
функции
программы
Установка
системы
координат
Коррекция
погрешностей
станка
Функции защиты
Стандартный
режим
Подробная классификация
–: Недоступно,
err: ошибка
Режим высокоскоростной обработки
(условные обозначения)
Коррекция на радиус инструмента
–
(err)
Трехмерная коррекция на радиус
инструмента
–
(err)
Память для хранения данных
коррекции на инструмент
()
Номер массива данных коррекции на
инструмент
()
Запрограммированный ввод
коррекции на инструмент
–
(err)
Автоматический выбор номера
коррекции на инструмент
(err)
Постоянный цикл сверления
–
(err)
Цикл обработки
–
–
(–)
Управление подпрограммами
Команда переменной
–
Вращение геометрических тел
–
Поворот системы координат
–
Макропрограмма пользователя
Прерывание макропрограммы
пользователя
(err)
(err)
(err)
(err)
(err)
(err)
Накипь
–
Зеркальное отображение
–
Программируемое зеркальное
отображение
–
Геометрическая функция
–
Установка программного параметра
(err)
(err)
(err)
Возврат в базовую точку с
использованием ограничителя
(–)
Возврат в базовую точку,
запрограммированную в памяти
(–)
Автоматический возврат в базовую
точку
–
(err)
Возврат во 2-ю, 3-ю, 4-ю базовую
точку
–
(err)
Проверка базовой точки
–
Коррекция системы координат станка
–
Коррекция системы координат
заготовки
–
(err)
(err)
(err)
Коррекция локальной системы
координат
–
(err)
Установка системы координат
–
Установка поворота системы
координат
–
(err)
(err)
Повторный пуск программы
(err)
Обнаружение абсолютных данных
()
Коррекция люфта
()
Коррекция холостого хода
()
Коррекция относительного положения,
запрограммированного в памяти
()
Коррекция системы координат станка
()
Аварийный останов
()
22-10
(err)
(err)
(err)
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
: Доступно,
Технические характеристики
Классификация
Режимы работы
Сигналы внешних
устройств
управления
Стандартный
режим
Подробная классификация
–: Недоступно,
err: ошибка
Режим высокоскоростной обработки
(условные обозначения)
Конец хода
Мягкий предел
()
Запрограммированный мягкий предел
–
(err)
()
Блокировка
()
Внешний сигнал торможения
()
Защита данных
()
Работа в режиме управления через
перфоленту
(–)
Работа в режиме обращения к памяти
(–)
Работа в режиме MDI (РУЧНОЙ ВВОД
ДАННЫХ)
()
Толчковая подача
–
()
Подача в приращениях
–
()
Ручная импульсная подача
–
()
Быстрая подача в режиме ручного
управления
–
()
Ручное прерывание
()
Параллельная работа в режиме
автоматического/ручного управления
()
Работа в режиме управления через
жесткий диск
(–)
Работа по локальной сети Ethernet
(–)
Пуск работы в режиме
автоматического управления
()
Останов работы в режиме
автоматического управления
()
Покадровый останов
()
Сброс данных УЧПУ
–
()
Внешний сброс
–
()
Блокировка перемещений по всем
осям
()
Блокировка перемещений по осям,
одна за другой
()
Пробный прогон
()
Блокировка вспомогательной функции
()
Выбор режима абсолютного ручного
управления
(–)
22-11
22
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
: Доступно,
Технические характеристики
Классификация
Вывод сигналов
состояния
Вспомогательные
функции
измерения
Функции
управления осями
Ввод/вывод
данных
Функции
настройки/отобра
жения
Создание
программы
Самодиагностика
Стандартный
режим
Подробная классификация
–: Недоступно,
err: ошибка
Режим высокоскоростной обработки
(условные обозначения)
Готовность блока управления
()
Готовность узла сервопривода
()
Режим автоматического пуска
()
Выполнение автоматического пуска
()
Прекращение автоматического пуска
()
Выполнение рабочей подачи
()
Выполнение нарезания резьбы
метчиком
–
(–)
Выполнение нарезания резьбы
резцом
–
(–)
Выбор оси
()
Направление перемещения по осям
()
Выполнение быстрой подачи
()
Перемотка
()
Ошибка УЧПУ
()
Сброс
()
Завершение команды перемещения
()
Ручное измерение длины инструмента
–
(–)
Автоматическое измерение длины
инструмента
–
(err)
Пропуск
–
Многоэтапный пропуск
–
Пропуск в режиме ручного управления
–
(err)
(err)
(err)
Отключение серводвигателя
()
Контроль исполнения
()
Перемещение управляемых осей
()
Интерфейс ввода внешних данных
()
Интерфейс вывода внешних данных
()
Ввод/вывод внешних данных
()
Единица настройки/отображения
()
Отображение настроек
()
Поиск
(err)
Проверка и останов
–
(–)
MDI (РУЧНОЙ ВВОД ДАННЫХ)
()
Повторный пуск программы
(err)
Подсчет времени обработки
()
Открытие ПК
()
Отображение состояния программы
()
Отображение общего времени
()
Графическое отображение
()
Многоэтапный пропуск
–
(err)
Проверка графики
()
Отображение предупредительных
сообщений
()
Отображение ошибки работы станка
()
Отображение ошибки сервопривода
()
Отображение причины останова
работы
()
22-12
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
: Доступно,
Технические характеристики
Классификация
8.
Стандартный
режим
Подробная классификация
–: Недоступно,
22
err: ошибка
Режим высокоскоростной обработки
(условные обозначения)
Отображение окна контроля
сервопривода
()
Отображение сигналов ввода/вывода
с УЧПУ-ПК
()
Отображение ввода/вывода данных
()
Запись набора на клавиатуре
()
В таблице, приведенной ниже, перечислены режимы, в которых может быть выбран
режим высокоскоростной обработки.
Функция
Код
Функция
Код
Позиционирование
G00
Выбор дополнительной системы
координат заготовки
G54.1
Линейная интерполяция
G01
Коррекция погрешности установки
заготовки
G54.4
Круговая интерполяция (по часовой
стрелке)
G02
Выбор системы координат заготовки
2
G55
Круговая интерполяция (против
часовой стрелки)
G03
Выбор системы координат заготовки
3
G56
Спиральная интерполяция, по часовой
стрелке
G02.1
Выбор системы координат заготовки
4
G57
Спиральная интерполяция, против
часовой стрелки
G03.1
Выбор системы координат заготовки
5
G58
Сплайновая интерполяция
G06.1
Выбор системы координат заготовки
6
G59
Отключение режима интерполяции в
полярных координатах
G13.1
Режим точного останова
G61
(Примечание 2)
Отключение режима ввода данных в
полярных координатах
G15
Коррекция на геометрию
G61.1
Выбор плоскости XY
G17
Модальная сплайновая интерполяция
G61.2
Выбор плоскости ZX
G18
Режим резания
G64
Выбор плоскости YZ
G19
Отмена модального вызова
макропрограммы пользователя
G67
Отключение функции обработки в
пяти плоскостях
G17.9
Обработка наклонных плоскостей
G68.2
Ввод данных в дюймовой системе
измерения
G20
(Примечание 1)
Включение режима преобразования
трехмерных координат
G68
Ввод данных в метрической системе
измерения
G21
(Примечание 1)
Отключение режима преобразования
трехмерных координат
G69
Отключение функции
предварительной проверки хода
G23
Отключение постоянного цикла
G80
Отключение функции коррекции на
радиус инструмента
G40
Ввод абсолютных данных
G90
(с левой
стороны)
G41.5
Ввод данных в виде приращений
G91
(с правой
стороны)
G42.5
Подача с обратным отсчетом
времени
G93
Коррекция на длину инструмента (+)
G43
(Примечание 3)
Подача за минуту (асинхронная)
G94
Коррекция на длину инструмента (–)
G44
(Примечание 3)
Отключение режима поддержания
постоянной скорости резания
G97
Первый/второй тип управления
вершиной режущей кромки
инструмента
G43.4/G43.5
Возврат к уровню исходной точки в
постоянном цикле обработки
отверстия
G98
Коррекция на радиус
инструмента для
пятиосевой обработки
22-13
22
РЕЖИМ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция
Код
Отключение функции коррекции на
положение инструмента
Отмена коррекции на шпиндельную
головку при обработке в пяти
плоскостях
Отмена масштабирования
Отключение функции зеркального
отображения
G49.1
Выбор системы координат заготовки 1
G54
Функция
Код
G49
Возврат к уровню базовой точки в
постоянном цикле обработки
отверстия
G50
Включение функции ввода
радиальных значений по оси X
Отключение функции ввода
радиальных значений по оси X
G50.1
G99
G10.9X0
G10.9X1
При вводе команды G5 P2 в любом режиме, кроме перечисленных выше, появится
предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Примечание 1: во время работы в режиме высокоскоростной обработки модальное
условие при необходимости заменяется на исходное условие
(выбирается вручную сбросом G кодов с учетом настроек бит 4
параметра F91). После отмены режима высокоскоростной обработки
модальное условие восстанавливается.
Примечание 2: во время работы в режиме высокоскоростной обработки модальное
условие при необходимости заменяется на исходное условие
(выбирается автоматически сбросом G кодов с учетом настроек бит 1
параметра F159). После отмены режима высокоскоростной обработки
модальное условие восстанавливается.
Примечание 3: модальная функция коррекции на длину инструмента может быть
временно отменена во время работы в режиме высокоскоростной
обработки в случае, если последняя команда перемещения управляемых
осей коррекции на длину инструмента перед выбором режима (при
помощи кода G05 P2) была введена с кодом G53 (временный выбор
системы координат станка во время работы текущего режима выбора
системы координат программы) и может быть восстановлена при отмене
режима высокоскоростной обработки.
G43 G00 Z100. H1 Выбор коррекции на длину инструмента (Схема [1])
Пример,
G90 G53 Z0.
Команда перемещения с кодом G53 (Схема [2])
Между кадрами G53 и G05 P2 не существует
команд перемещения, заданных в соответствии с
системой координат программы.
G05 P2
G01 Z100. F180.0
Выбор режима высокоскоростной обработки
G05 P0
Отмена режима высокоскоростной обработки
Схема [1]
В режиме высокоскоростной обработки команды
перемещения по оси, заданные в соответствии с
системой координат программы, выполняются во
время отмены коррекции на длину инструмента.
(Схема [3])
Режим коррекции на длину инструмента
автоматически возобновляется.
Схема [2]
Схема [3]
Нулевая
точка
станка
Нулевая
точка станка
Z
Z
X
100.
Нулевая точка программы
Нулевая
точка станка
Z
X
Нулевая точка программы
X
100.
Нулевая точка программы
D740PB0153
22-14 E
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23 ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО
ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция обработки в пяти плоскостях позволяет выбрать для обработки любую из
четырех торцевых поверхностей при помощи G кода, а также легко запрограммировать
требуемый контур обработки поверхности, как если бы данная плоскость была обычной
плоскостью XY, так и в случае, если она является верхней поверхностью.
23-1 Системы координат для обработки в пяти плоскостях
Поверхности для обработки в пяти плоскостях состоят из верхней поверхности,
поверхности под углом 0°, поверхности под углом 90°, поверхности под углом 180°,
поверхности под углом 270°; выбор поверхности обработки включает автоматическую
установку соответствующей системы координат заготовки, как показано ниже.
Z
Верхняя поверхность
Y
X
поверхность 180°
Y180
Y90
Y0
Z180
Y270
Z90
поверхность
X180
X90
90°
X270
X0
Z0
Z270
поверхность
270°
поверхность 0°
Системы координат станка и заготовки
X, Y, Z :
Система координат станка
Xn, Yn, Zn : Система координат заготовки для каждой поверхности (n = 0, 90, 180 или 270 градусов)
Система координат заготовки для верхней поверхности не отличается от системы
координат станка по ориентации.
23-1
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23-2 Выбор поверхности обработки
1.
Функция и назначение
Выбор поверхности для обработки происходит так же, как и в плоскости XY.
2.
Формат программирования
G17.1 : Выбор верхней поверхности
G17.2 : Выбор поверхности под углом 0°
G17.3 : Выбор поверхности под углом 90°
G17.4 : Выбор поверхности под углом 180°
G17.5 : Выбор поверхности под углом 270°
G17.9 : Временная отмена выбора поверхности обработки
3.
Примечания
• Данная функция является дополнительной. На станках без соответствующей
дополнительной функции задание команд с G17.1 по G17.9 приведет к появлению
предупредительного сообщения 936 OPTION NOT FOUND (НЕ НАЙДЕНА
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ).
• Не следует задавать команды с G17.1 по G17.5 в одном кадре с другими командами, в
противном случае появится предупредительное сообщение 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ).
• Выбор текущей плоскости (заданной командами с G17 по G19) временно отменяется
командами с G17.2 по G17.5 до тех пор, пока не будет задана команда G17.9.
• Команды с G17.1 по G17.5 являются модальными. Режим команды G17.1 задается
автоматически при включении питания или при повторном пуске.
• Команда G17.1 (для выбора верхней поверхности) задается в целях использования
обычной плоскости программирования, выбранной посредством команд с G17 по G19.
• Выбор поверхности обработки (посредством кодов с G17.2 по G17.5) временно
отменяется для кадра с кодом G17.9. Данная команда перемещения по оси в таком
кадре будет выполняться относительно системы координат станка.
• Ось коррекции на длину инструмента для кадра, содержащего команду G17.9,
совпадает с осью для временной отмены поверхности обработки.
• Команда G17.9 не является модальной; выбор временно недоступной поверхности
обработки (при помощи команд с G17.1 по G17.5) будет возможен в следующем кадре.
23-2
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23-3 Коррекция на длину инструмента
При обработке в пяти плоскостях коррекция на длину инструмента может осуществляться
при помощи настроек в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) или в окне TOOL
OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
23-3-1 Использование настроек в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)
1.
Подробное описание
Настройки LENGTH A (ДЛИНА А) и LENGTH B (ДЛИНА В) в окне TOOL DATA (ДАННЫЕ
НА ИНСТРУМЕНТ) используются для коррекции на длину инструмента при обработке в
пяти плоскостях.
Для использования данного метода задать бит 3 параметра F93 на один (1).
бит 3 параметра F93 = 1: Использовать настройки LENGTH A (ДЛИНА А) и LENGTH B
(ДЛИНА В) в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)
для коррекции на длину инструмента.
Настройки LENGTH A (ДЛИНА А) и LENGTH B (ДЛИНА В) используются для коррекции
на инструмент по осям Y и Z системы координат заготовки для выбранной поверхности
обработки (поверхность под углом 0°, поверхность под углом 90°, поверхность под углом
180°, поверхность под углом 270°).
Примечание 1:
коррекция на длину инструмента не будет выполняться в соответствии
с нужным направлением до тех пор, пока команда смены инструмента и
следующая команда выбора поверхности обработки не будут
выполнены. Если требуется перемещение по исходной оси независимо
от коррекции на длину инструмента, необходимо ввести команду для
данного действия между командами смены инструмента и выбором
поверхности; следует задать команду коррекции на длину инструмента
после команды выбора поверхности.
Пример программирования
TM06
M711
G17.2
G54
:
G49
T∆∆M06
M712
G0X-10.
G17.3
G43
X10.
:
Примечание 2:
TM06
M711
G17.2
G54
:
G49
:
M712
G17.3
G43
X10.
:
(Смена инструмента)
(Индексирование инструмента для положения 0°)
(Выбор поверхности под углом 0°)
(Выбор команды G54)
(Отмена коррекции на длину инструмента)
(Смена инструмента)
(Индексирование инструмента для положения 90°)
(Выбор поверхности под углом 90°)
(Выбор коррекции на длину инструмента)
даже если для обработки следующей поверхности используется тот же
инструмент, следует вводить команду коррекции на длину инструмента
после команды выбора поверхности.
Пример программирования
(Смена инструмента)
(Индексирование инструмента для положения 0°)
(Выбор поверхности под углом 0°)
(Выбор команды G54)
(Отмена коррекции на длину инструмента)
(Индексирование инструмента для положения 90°)
(Выбор поверхности под углом 90°)
(Выбор коррекции на длину инструмента)
23-3
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23-3-2 Использование настроек в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ)
1.
Подробное описание
Настройки данных в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ) используются
для коррекции на длину инструмента при обработке в пяти плоскостях.
Для использования данного метода задать бит 3 параметра F93 и бит 7 параметра F94 на
ноль (0).
бит 3 параметра F93 = 0: Использование данных в окне TOOL OFFSET (КОРРЕКЦИЯ
НА ИНСТРУМЕНТ) для коррекции на длину инструмента.
бит 7 параметра F94 = 0: Использование данных в окне TOOL OFFSET (КОРРЕКЦИЯ
НА ИНСТРУМЕНТ) для коррекции на инструмент.
Кроме того, использовать бит 0 параметра K68 для выбора системы координат,
относительно которой величины коррекции используются для коррекции на длину
инструмента для выбранной поверхности обработки.
Бит 0 параметра K68 = 1: Выбор системы координат заготовки для поверхности
обработки.
Для одного и того же инструмента
данные номера
коррекции могут быть использованы на всех поверхностях
обработки (0°/90°/180°/270°).
Бит 0 параметра K68 = 0: Выбор системы координат заготовки независимо от
поверхности обработки.
При разных номерах коррекции необходимо подготовить
разные данные для поверхностей.
Пример: подготовка разных данных, задаваемых для каждой поверхности
обработки при одинаковом инструменте, показана ниже.
Ось
КОРРЕКЦИЯ НА ГЕОМЕТРИЮ и
КОРРЕКЦИЯ НА ИЗНОС
Offset No.
(Номер коррекции)
X
Y
Z
1 (для поверхности 0°)
A
B
C
2 (для поверхности 90°)
B
A
C
3 (для поверхности 180°)
A
–B
C
4 (для поверхности 270°)
–B
A
C
23-4
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23-4 Совместимость с другими функциями
Совместимость различных G-кодов с функциями обработки в пяти плоскостях (особенно
при выборе конкретных поверхностей [с G17.2 по G17.5]) представлена ниже.
1.
Команды, доступные
G17.5)
в режиме выбора определенной поверхности (с G17.2 по
Функция
Код
Функция
Код
Позиционирование
G00
Выбор системы координат заготовки 2
G55
Линейная интерполяция
G01
Выбор системы координат заготовки 3
G56
Круговая интерполяция (по часовой стрелке)
G02
Выбор системы координат заготовки 4
G57
Выбор системы координат заготовки 5
G58
Выбор системы координат заготовки 6
G59
Круговая интерполяция (против часовой
стрелки)
G03
Спиральная интерполяция (по часовой
стрелке)
G02.1
Спиральная интерполяция (против часовой
стрелки)
G03.1
Выбор дополнительных систем координат
заготовки
G54.1
Выдержка
G04
Одностороннее позиционирование
G60
Точная сплайновая интерполяция
G06.1
Режим контроля точного останова
G61
Интерполяция по сложнопрофильным кривым
(NURBS)
G06.2
Режим высокоточной обработки (коррекция на
геометрию)
G61.1
Контроль точного останова
G09
Автоматическая коррекция на углах
G62
Включение ввода данных программы
G10
Режим нарезания резьбы метчиком
G63
Отмена ввода адреса команды
G10.1
Режим резания
G64
Отключение ввода данных программы
G11
Единичный вызов макропрограммы
пользователя
G65
Обработка в пяти плоскостях (верхняя
поверхность)
G17.1
Модальный вызов А макропрограммы
пользователя
G66
Обработка в пяти плоскостях (поверхность под
углом 0°)
G17.2
Модальный вызов В макропрограммы
пользователя
G66.1
Обработка в пяти плоскостях (поверхность под
углом 90°)
G17.3
Отмена модального вызова макропрограммы
пользователя
G67
Обработка в пяти плоскостях (поверхность под
углом 180°)
G17.4
Постоянный цикл (инструмент для снятия
фасок 1)
G71.1
Обработка в пяти плоскостях (поверхность под
углом 270°)
G17.5
Постоянный цикл (инструмент для снятия
фасок 2)
G72.1
Отмена обработки в пяти плоскостях
G17.9
Постоянный цикл (высокоскоростное глубокое
сверление)
G73
Ввод данных в дюймовой системе измерения
G20
Постоянный цикл (нарезание обратной резьбы
метчиком)
G74
Ввод данных в метрической системе
измерения
G21
Постоянный цикл (растачивание 1)
G75
Пропуск
G31
Постоянный цикл (растачивание 2)
G76
Многоэтапный пропуск 1
G31.1
Постоянный цикл (обратная подрезка торца)
G77
Многоэтапный пропуск 2
G31.2
Постоянный цикл (растачивание 3)
G78
Многоэтапный пропуск 3
G31.3
Постоянный цикл (растачивание 4)
G79
Цикл обработки отверстий (по окружности)
G34.1
Отключение постоянного цикла
G80
Цикл обработки отверстий (по прямой линии)
G35
Постоянный цикл (Центрование отверстия)
G81
Цикл обработки отверстий (по дуге)
G36
Постоянный цикл (сверление)
G82
Цикл обработки отверстий (по точкам
решетки)
G37.1
Постоянный цикл (глубокое сверление
отверстий)
G83
Отключение функции коррекции на радиус
инструмента
G40
Постоянный цикл (нарезание резьбы
метчиком)
G84
Коррекция на радиус инструмента (с левой
стороны)
G41
Постоянный цикл (синхронное нарезание
резьбы метчиком)
G84.2
Коррекция на радиус инструмента (с правой
стороны)
G42
Постоянный цикл (синхронное нарезание
обратной резьбы метчиком)
G84.3
Коррекция на длину инструмента (+)
G43
Постоянный цикл (развертывание)
G85
Коррекция на длину инструмента (–)
G44
Постоянный цикл (растачивание 5)
G86
23-5
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция
Код
Коррекция на положение инструмента,
увеличение
G45
Коррекция на положение инструмента,
уменьшение
G46
Коррекция на положение инструмента,
двойное увеличение
G47
Коррекция на положение инструмента,
двойное уменьшение
G48
Отключение функции коррекции на положение
инструмента
G49
Отмена масштабирования
G50
Включение масштабирования
G51
Функция
Код
Постоянный цикл (обратное растачивание)
G87
Постоянный цикл (растачивание 6)
G88
Постоянный цикл (растачивание 7)
G89
Ввод абсолютных данных
G90
Ввод данных в виде приращений
G91
Настройка системы координат/частоты
вращения шпинделя
G92
Подача с обратным отсчетом времени
G93
Подача за минуту (асинхронная)
G94
G51.1
Подача за оборот (синхронная)
G95
Установка локальной системы координат
G52
Возврат к уровню исходной точки в
постоянных циклах
G98
Выбор системы координат станка
G53
Возврат к уровню базовой точки в постоянных
циклах
G99
Выбор системы координат заготовки 1
G54
Отключение функции зеркального
отображения
G50.1
Включение функции зеркального отображения
Примечание 1:
при выполнении команды для высокоскоростной обработки (G05) или
для
цилиндрической
интерполяции
(G07.1)
появится
предупредительное
сообщение
807
ILLEGAL
FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ).
Примечание 2:
при использовании команд G27 (проверка нулевой точки), G28 (возврат
в нулевую точку), G29 (возврат из нулевой точки) или G30 (возврат во
2-ю, 3-ю, 4-ю базовую точку) возникает предупредительное сообщение
932 RETURN R POINT IN CUTTING SIDE (ВОЗВРАТ В БАЗОВУЮ
ТОЧКУ ВО ВРЕМЯ РЕЗАНИЯ).
Примечание 3:
при выполнении команды контроля наложений (G126) возникает
предупредительное
сообщение
161
SUPERPOSITION
CTRL
IMPOSSIBLE (УПРАВЛЕНИЕ НАЛОЖЕНИЕМ НЕВОЗМОЖНО).
2.
В таблице ниже описаны условия, при которых могут быть внесены следующие
изменения:
• Смена выбора поверхности, начиная с верхней (G17.1) до определенной
поверхности (с G17.2 по G17.5).
• Смена выбора поверхности, начиная с определенной (с G17.2 по G17.5) до верхней
поверхности (G17.1).
Функция
Код
Функция
Код
Позиционирование
G00
Выбор системы координат заготовки 1
G54
Линейная интерполяция
G01
Выбор системы координат заготовки 2
G55
Выбор плоскости XY
G17
Обработка в пяти плоскостях (верхняя
поверхность)
G17.1
Обработка в пяти плоскостях (поверхность под
углом 0°)
G17.2
Обработка в пяти плоскостях (поверхность под
углом 90°)
G17.3
Обработка в пяти плоскостях (поверхность под
углом 180°)
G17.4
Обработка в пяти плоскостях (поверхность под
углом 270°)
G17.5
23-6
Выбор системы координат заготовки 3
G56
Выбор системы координат заготовки 4
G57
Выбор системы координат заготовки 5
G58
Выбор системы координат заготовки 6
G59
Выбор дополнительных систем координат
заготовки
G54.1
Режим резания
G64
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция
Код
Функция
Код
Выбор плоскости ZX
G18
Отмена модального вызова макропрограммы
пользователя
G67
Выбор плоскости YZ
G19
Отключение режима преобразования
трёхмерных координат
G69
Ввод данных в дюймовой системе измерения
G20
Ввод данных в метрической системе
измерения
G21
Отключение функции предварительной
проверки хода
G23
Отключение функции коррекции на радиус
инструмента
G40
Отключение функции коррекции на положение
инструмента
G49
Отмена масштабирования
Отключение постоянного цикла
G80
Ввод абсолютных данных
G90
Ввод данных в виде приращений
G91
Подача с обратным отсчетом времени
G93
Подача за минуту (асинхронная)
G94
G50
Подача за оборот (синхронная)
G95
Отключение функции зеркального
отображения
G50.1
Возврат к уровню исходной точки в
постоянных циклах
G98
Установка локальной системы координат
G52
Возврат к уровню базовой точки в постоянных
циклах
G99
Примечание:
при смене в режиме высокоскоростной обработки (G05) или
цилиндрической интерполяции (G07.1) возникает предупредительное
сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
23-7
ПЯТИКООРДАТНАЯ ОБРАБОТКА ПРИ ПОМОЩИ УГЛОВОГО ИНСТРУМЕНТА (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
23-8 E
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
24
24 АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37
(ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
1.
Функция и назначение
При получении команды перемещения инструмента в запрограммированное положение
измерения, система ЧПУ выполняет подсчеты и измерения разницы между координатами
на тот момент и координатами запрограммированного положения измерения. Данные,
полученные таким образом, становятся данными коррекции на инструмент.
Также, если коррекция на данный инструмент уже проводилась, в дальнейшем данные
текущей коррекции будут исправлены при условии, что после перемещения данного
инструмента, находящегося в состоянии коррекции, в требуемое положение измерения,
измерения и подсчеты любых дифференциальных координат отображают информацию
для следующих коррекций.
В данном случае будет выполнена дальнейшая коррекция данных на инструмент только
при наличии одного типа данных коррекции либо коррекция данных об износе
инструмента при наличии двух типов данных коррекции (коррекция на длину инструмента
и коррекции на износ инструмента).
Примечание: данная подготовительная функция не может быть использована для
станков серии VERSATECH.
2.
Формат программирования
G37 Z_ (X_, Y_) R_ D_ F_
X, Y, Z: Адрес оси измерения и координаты положения измерения
R:
Расстояние от начальной точки перемещения до точки измерения со
скоростью подачи при измерении.
D:
Зона останова перемещения инструмента
F:
Скорость подачи при измерении
При пропуске пунктов R, D или F значения соответствующего параметра станут
доступными.
3.
Описание параметров
Параметр
Описание
F42
Команда R кода. Зона торможения
F43
Команда D кода. Область измерения
F44
Команда F кода. Скорость подачи при
измерении f
F72
Условия для пропуска, основанные на коде G37
(программа формата EIA/ISO)
• (Более подробная информация дана в отдельном Перечне
параметров/Перечне предупредительных сообщений/Перечне М кодов).
24-1
24
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Пример выполнения
Если H01 = 0
T01T00M06
G90G00G43Z0H01
G37Z-600.R200.D150.F300
0
–100
Координата для достижения
измерения = –500,01
-500,01 – (–600) = 99,99
0 + 99,99 = 99,99
Тогда, H01 = 99,99
положения
–400
F
R
–500
D
–600
Устройство
измерения
D
–Z
MEP229
Если H01 = 100
T01T00M06
G90G00G43Z-200.H01
G37Z-600.F300
Координата для достижения
измерения
= –600.01
-600,01 – (–600) = –0,01
100 + (-0,01) = 99,99
Тогда, H01 = 99,99
–200
положения
–300
–400
<Дополнение>
При выполнении программы, приведенной
ниже, параметр F42 и F43 задается
следующим образом:
F42 (Команда R кода): 25000 (25 мм)
F43 (Команда D кода): 2000 ( 2 мм)
–500
F42
–600
F43
F
F43
–Z
Устройство
измерения
MEP230
24-2
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
5.
24
Подробное описание
1.
Операция на станке, задаваемая командой G37
G28X0Y0Z0
Нулевая точка станка
G90G0G43Zz1Hh0 ................................... [1]
G37Zz0Rr0Dd0Ff0 ..................................... [2], [3]
[1]
[5]
G0G90Zz1 ............................................... [4]
(zi)
G28X0Y0Z0............................................ [5]
[2]
h0 : Номер коррекции
[4]
Быстрая
подача
z0 : Координата точки измерения
(положение измерения)
[3] (f0)
R (r0)
Точка
измерения
(Z0)
r0 : Начальная точка перемещения на
скорости подачи при измерении
Скорость
подачи при
измерении
d0 : Область окончания перемещения
инструмента
f0 : Скорость подачи при измерении
MEP231
2.
Сигналы датчика (Достигнуто положения измерения) работают так же, как сигналы
пропуска.
3.
Если значение F кода равно 0, то скорость подачи составляет 1 мм/мин.
4.
Обновленные данные коррекции становятся доступными с помощью командных
кодов оси Z (оси измерения), которые следуют за кадром G37.
5.
Задержка и разброс при включенных сигналах датчика, за исключением стороны ПЛК,
находятся в диапазоне от 0 до 0,2 мсек только для стороны УЧПУ. Соответственно,
следующая погрешность измерения может возникнуть в случае:
Максимальная погрешность измерения [мм]
= Скорость подачи при измерении [мм/мин]
6.
×
1
×
60
0,2 [мс]
1000
При обнаружении сигнала датчика, несмотря на получение координат положения в
системе координат станка в данное время, останов станка произойдет только после
превышения расстояния, равного отклонению сервопривода.
Максимальная величина перебега [мм]
= Скорость подачи при измерении [мм/мин]
×
1
30,3 [мс]
×
60
1000
30,3 [мсек], если коэффициент усиления цепи позиционирования равен 33.
24-3
24
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
7.
При выполнении команды G37 в режиме покадровой отработки станок осуществит
покадровый останов после выполнения кадра, идущего сразу после кадра,
содержащего команду G37.
Пример: G0G90G43Z-200.H01
G37Z-600.R25.D2.F10
G0G90Z-200.
[1]
[2]
[3]
Останов станка по завершении
текущего кадра [1].
Кнопка
Выполнен кадр [2]
Выполнен кадр [3]
Станок возвращается в
состояние покадрового останова
6.
Меры предосторожности
1.
При задании кода G37 для станка, не имеющего дополнительную функцию
автоматического измерения длины инструмента, появляется предупредительное
сообщение 889 G37 OPTION NOT FOUND (НЕ НАЙДЕНА ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ G37).
2.
Предупредительное
сообщение
923
ILLEGAL
COMMAND
G37
AXIS
(НЕДОПУСТИМАЯ КОМАНДА G37 ПРИ ЗАДАНИИ ОСЕЙ) возникнет, если кадр G37
не содержит данных об оси или содержит данные о двух или более осях.
3.
При наличии команды H в кадре с кодом G37 появится предупредительное
сообщение 924 G37, H COMMANDS SAME BLOCK (КОМАНДЫ G37, H В ОДНОМ
КАДРЕ).
4.
При отсутствии кода G43 H_ перед кадром с кодом G37 появится предупредительное
сообщение 925 H CODE REQUIRED (ТРЕБУЕТСЯ Н КОД).
5.
Если входные сигналы датчика появляются за пределами заданного диапазона
измерения или сигнал датчика не обнаружен по достижении инструментом конечной
точки перемещения, появляется предупредительное сообщение 926 ILLEGAL G37
SIGNAL (НЕДОПУСТИМЫЙ СИГНАЛ КОМАНДЫ G37).
6.
При выполнении ручного прерывания во время перемещения инструмента на
скорости подачи при измерении необходимо перезапустить программу только после
возврата инструмента в положение на момент окончания прерывания работы.
7.
Задать данные для кода G37 или параметра таким образом, чтобы выполнялись
следующие условия:
Точка измерения – Начальная точка
Значение R кода
>
или параметра r
>
Значение D кода
или параметра d
8.
Если значения R, D кодов или параметра d, упомянутые выше в описании G кода,
равны 0, программа придет к своему нормальному завершению только при
соответствии назначенной точки измерения и точки обнаружения сигнала датчика. Во
всех остальных случаях появится предупредительное сообщение 926 ILLEGAL G37
SIGNAL (НЕДОПУСТИМЫЙ СИГНАЛ КОМАНДЫ G37).
9.
Если значения R, D кодов, параметра r и параметра d, упомянутые выше в описании
G кода, равны 0, появится предупредительное сообщение 926 ILLEGAL G37 SIGNAL
(НЕДОПУСТИМЫЙ СИГНАЛ КОМАНДЫ G37) при позиционировании инструмента в
назначенной точке измерения, независимо от того, обнаружен ли сигнал датчика.
24-4
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
24
10. Ввести код G37 (код автоматического измерения длины инструмента) вместе с кодом
G43 H_ (номер коррекции назначенного кода).
G43 H_
G37 Z_R_D_F_
11. Если данные коррекции являются коррекцией на инструмент типа А, выполняется
автоматическая коррекция данных на инструмент, а если данные коррекции
являются коррекцией на инструмент типа В, тогда выполняется автоматическая
коррекция данных коррекции на износ инструмента.
Пример:
в обоих случаях после коррекции H1 = 100 появляется окно TOOL
OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) (Тип A)
TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ) (Тип В)
TOOL LENGTH
OFFSET
(КОРРЕК
ЦИЯ)
№
1
100
2
3
№
Перед
измерением
OFFSET
(КОРРЕК
ЦИЯ)
№
17
0
0
18
0
(ДЛИНА ИНСТРУМЕНТА)
GEOMETRY
(ГЕОМЕТРИЯ)
WEAR (ИЗНОС)
1
100
0
0
2
0
0
19
0
3
0
0
OFFSET
(КОРРЕК
ЦИЯ)
№
OFFSET
(КОРРЕК
ЦИЯ)
№
1
110
17
0
2
0
18
3
0
19
TOOL LENGTH
№
После
измерения
(ДЛИНА ИНСТРУМЕНТА)
GEOMETRY
(ГЕОМЕТРИЯ)
WEAR (ИЗНОС)
1
100
10
0
2
0
0
0
3
0
0
12. Расстояние от нулевой точки станка до точки измерения (датчик пропуска)
предварительно установлено в регистре R2392 или R2393. Необходимо
использовать данное значение как точку отсчета для задания координаты при
помощи команды кодов Z, X или Y.
13. При использовании функции коррекции на инструмент типа В правильные данные не
будут отображены, если значения коррекции на износ будут превышать 100.
14. Во время выполнения данной функции при наличии данных коррекции значение кода
D должно быть не более 2 мм во избежание повреждения измерительного
устройства.
15. При выполнении данной функции при отсутствии данных коррекции (данные
коррекции = 0) необходимо задать значения кодов D и R, большие, чем длина
измеряемого инструмента. В этом случае перед выполнением данной функции
необходимо убедиться, что датчик пропуска в устройстве измерения функционирует
правильно.
24-5
24
АВТОМАТИЧЕСКОЕ ИЗМЕРЕНИЕ ДЛИНЫ ИНСТРУМЕНТА: G37 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
24-6 E
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
25 ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
1.
Функция и назначение
При обработке заготовки на вращающемся поворотном столе несовпадение между
базовым положением заготовки (нулевая точка программы) и началом координат
заготовки (центр вращения стола) приводит к погрешности контура обработки. При
условии, что вектор определенного отклонения от центра вращения к базовому
положению заготовки выступает в качестве «точки отсчета», функция динамической
коррекции выполняет подсчет для каждой команды поворота вектора отклонения для
назначенного углового перемещения в конечную точку в соответствии с
запрограммированной нулевой точкой с целью предотвращения появления
вышеупомянутой погрешности обработки.
2.
Формат программирования
G54.2 Pn;
n: Номер динамической коррекции (от 1 до 8). Задать команду «G54.2 P0» (n = 0) для
отмены функции коррекции.
Отмена является исходным состоянием функции (после включения).
3.
Определения терминов
A.
Вектор отклонения
Вектор отклонения от центра вращения стола (Wo: предполагаемое положение нулевой
точки заготовки) к фактическому началу системы координат заготовки, установленной на
столе.
B.
Динамическая коррекция
Вектор коррекции (= вектор отклонения; направление которого зависит от угла положения
стола) для конечной точки каждого кадра, содержащего команду вращения.
C.
Динамическая коррекция базовой точки
В качестве исходной точки отсчета для определения динамической коррекции вводится
определенный вектор отклонения. Динамическая коррекция состоит из собственно
вектора (измеряемого и включаемого в трехкоординатные векторы) и положений (в
системе координат станка) оси вращения и оси наклона для проведения измерения.
25-1
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Описание операции
A.
Операция, задаваемая командой вращения в режиме G54.2
В режиме G54.2 (модальная группа 23), которая выбирается командой «G54.2Pn», вектор
отклонения (используемый для сложения векторов при проведении коррекции)
предварительно пересчитывается для каждой команды вращения стола с целью
создания надлежащей траектории перемещения инструмента к конечной точке кадра,
согласно запрограммированной нулевой точке заготовки.
Устанавливается
здесь.
Коррекция на заготовку
(в коде G54)
Нулевая точка
станка
D735S1101
[Обозначение]
W1:
Наилучшее положение для установки заготовки (нулевая точка заготовки
совпадает с центром поворота стола).
W1’:
Фактическое положение установки заготовки (вектор Gs указывает на
отклонение от наилучшего положения установки)
W2’:
Фактическое положение заготовки W1’ после поворота стола на угол θ
W2:
Положение заготовки W1, закрепленной наилучшим образом, после
поворота стола на угол θ
Wo:
Нулевая точка системы координат заготовки (заданной с помощью
соответствующей подготовительной функции, например, G54)
Gs:
Вектор отклонения точки отсчета (введенный в УЧПУ в качестве
динамической коррекции точки отсчета)
G:
Вектор отклонения для поворота оси вращения на угол θ
a (a1, a1’): Начальная точка микросегментной команды G1 (линейная интерполяция)
b (b1, b2’): Конечная точка микросегментной команды G1 (линейная интерполяция)
При записи результатов измерения динамической коррекции точки отсчета для заготовки
W, зафиксированной на поворотном столе, выбор (активация) режима G54.2 приводит к
смещению инструмента за счет вектора отклонения Gs от текущего положения, например
точки a1, в точку a1’ (если в бит 0 параметра F87, о котором будет говориться далее,
введено значение «0»).
Следующая команда «G1b1» (b1 = назначение точки с координатами X, Y и Z)
перемещает инструмент от точки a1’ к точке b1’ во время выполнения кода G1 (линейно).
Но если, например, одновременное перемещение по оси вращения задано в одном кадре
командой «G1b1Cθ», инструмент линейно перемещается из текущего положения a1’ в
положение коррекции b2’, полученное путем прибавления вектора отклонения G,
рассчитанного для поворота на угол θ, к точке b2, конечной точке виртуального
положения установки заготовки.
25-2
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
B.
Операция повторного пуска
Отмена динамической коррекции при повторном пуске зависит от значения бита 7
параметра F95.
бит 7 параметра F95
= 0:
отменяется динамическая коррекция и режим G54.2.
= 1:
текущая динамическая коррекция и режим G54.2 не
отменяются. При начале работы в режиме
автоматического управления после повторного пуска,
режим динамической коррекции активен с начала
программы.
Примечание: если при повторном пуске происходит отмена динамической коррекции,
перемещение инструмента по траектории, определяемой вектором
коррекции, не выполняется (даже если в бит 0 параметра F87, описанного
далее, введено значение «0»).
C.
Операция, выполняемая в режиме G54.2
После ввода команды G54.2Pn рассчитывается вектор отклонения от текущего
положения оси вращения, и выполняется перемещение по линейным осям с учетом
коррекции и рассчитанного вектора (динамическая коррекция). Если команда
перемещения задана в том же кадре, рассчитывается вектор отклонения от конечной
точки, заданной в данном кадре, и выполняется соответствующее перемещение из
текущей точки в конечную точку с учетом динамической коррекции.
D.
Отмена перемещения в режиме G54.2
Команда отмены (G54.2P0) задает перемещение инструмента по вектору, обратному
значению текущей динамической коррекции. Однако выполнение описанного
перемещения посредством независимой команды отмены (G54.2P0) зависит от настройки
бита 0 параметра F168.
F168 бит 0
= 0:
после ввода команды G54.2P0 выполняется отмена перемещения
по соответствующим линейным осям.
= 1:
после ввода команды G54.2P0 по линейным осям перемещение
не выполняется.
Если команда перемещения задана в том же кадре, соответствующее перемещение
выполняется из текущей точки в конечную точку, в соответствии с системой координат
заготовки (при перемещении происходит отмена динамической коррекции).
Перемещение по оси выполняется в соответствии с текущей модальной функцией
(группой 1 G кодов).
E.
Ручное прерывание при выполнении кода G54.2
При останове работы в режиме автоматического управления в команде G54.2
(посредством покадрового останова и т. п.) и последующего выполнения перемещения по
оси вращения в режиме ручного управления вектор отклонения не изменяется.
Перерасчет вектора отклонения для выполнения динамической коррекции производится
только после ввода команды на перемещение по оси или другой команды G54.2 в режиме
MDI (РУЧНОЙ ВВОД ДАННЫХ) или в режиме автоматического управления.
5.
Ввод и вывод данных исходной динамической коррекции
A.
Ввод данных исходной динамической коррекции посредством кода G10
G10 L21 Pn Xx Yy ········ αα ;
Следует использовать данный формат ввода запрограммированных параметров.
Аргумент P (n) соответствует номеру динамической коррекции (от 1 до 8).
В соответствии с режимом ввода данных, в абсолютных значениях (G90) или в виде
приращений (G91), значение заданной оси переписывается новыми или добавляется к
текущему значению.
25-3
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
B.
Считывание/запись данных исходной динамической коррекции, представленных
посредством системных переменных
Номер системной переменной = 5500 + 20 × n + m
n: Номер динамической коррекции (от 1 до 8)
m: Номер оси (от 1 до 6)
Для считывания выбранного номера динамической коррекции (от 1 до 8) следует
использовать системную переменную #5510.
C.
Считывание данных, представленных в виде системных
положении центра вращения стола в системе координат станка
переменных,
о
#50700: координата X центра вращения стола (параметры станка S5 X)
#50705: координата Y центра вращения стола (параметры станка S5 Y)
#50701: координата Z центра вращения стола (параметры станка S5 Z)
6.
Другая важная информация
1.
2.
3.
4.
5.
6.
7.
При изменении соответствующих параметров и данных исходной динамической
коррекции в режиме G54.2, изменения вступают в силу со следующей команды
G54.2Pn.
В данных пунктах описывается выполнение некоторых специальных команд в
режиме G54.2.
а) Выбор системы координат станка (G53)
Команда G53 временно отменяет динамическую коррекцию, и перемещение по
оси в конечную точку выполняется в соответствии с системой координат станка.
Перерасчет вектора отклонения не выполняется даже после ввода значения оси
вращения. Функция динамической коррекции выполняется только после ввода
команды на перемещение в системе координат заготовки.
b) Изменение системы координат заготовки (G54-G59, G54.1, G92, G52)
Даже после изменения системы координат заготовки в режиме G54.2 перерасчет
данных исходной динамической коррекции не выполняется, и динамические
коррекции рассчитываются в соответствии с текущими данными исходной
динамической коррекции. Перемещение по оси выполняется в положение,
полученное в результате добавления вектора отклонения к конечной точке,
заданной в новой системе координат заготовки.
c) Команды возврата в нулевую точку (G27, G28, G29, G30, G30.n)
Функция динамической коррекции временно отменяется для перемещения из
промежуточной точки в базовую точку и возобновляется для перемещения из
базовой точки в положение, заданное в системе координат заготовки. (Как при
обработке команд возврата в нулевую точку в режиме коррекции на длину
инструмента).
При изменении текущих данных коррекции на заготовку (нулевой точки заготовки)
посредством команды G10 в режиме G54.2 новые данные становятся
действительными со следующего кадра.
Перемещение инструмента вследствие изменения только вектора отклонения
выполняется в текущем режиме G кодов группы 1 на текущей скорости подачи.
Однако если данный режим отличается от режимов, задаваемых кодами G0 и G1,
например, режима круговой интерполяции (G2, G3, и т. д.), инструмент временно
перемещается в режиме линейной интерполяции (G1).
Тип управляемой оси поворотного стола задается как «ось вращения». Функция
динамической коррекции ΙΙ не действительна для оси С, заданной как «ось линейного
перемещения».
При выполнении кода G54.2 выполнение интерполяции в полярных координатах с
осью вращения невозможно.
Следующие функциональные команды не могут быть выполнены в режиме,
задаваемом кодом G54.2:
• Перезапуск программы
• Зеркальное отображение (задаваемое посредством кода G51.1 или
управляющего сигнала)
• Масштабирование (G51)
• Вращение изображения (M98)
25-4
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
8.
9.
7.
• Поворот системы координат (G68)
• G5P0, G5P2
Данные о системе координат заготовки считываются при помощи системных
переменных, включая динамические коррекции.
Данные составляющих вектора текущей динамической коррекции могут быть считаны
при помощи системных переменных #5121 (ось X), #5122 (ось Y) и #5123 (ось Z).
Соответствующие предупредительные сообщения
936 OPTION NOT FOUND (НЕ НАЙДЕНА ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Дополнительна функция динамической коррекции ΙΙ отсутствует.
959 WORKPIECE
COORDINATE
ERROR
(ОШИБКА
СИСТЕМЫ
КООРДИНАТ
ЗАГОТОВКИ) Нулевая точка заготовки не совпадает с центром вращения поворотного
стола.
807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ) В кадре режима G54.2 отсутствует
аргумент P.
В режиме G54.2 используется несовместимый G код или режим G54.2 выбран при
использовании несовместимого G кода.
809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ) В кадре с кодом
G54.2 введено неверное значение аргумента P.
8.
Соответствующие параметры
A.
Конфигурация оси вращения
Задать тип конфигурации станка с осью вращения.
L81 = 0: Отмена функции динамической коррекции.
= 1: Две оси вращения (ось C на оси A)
= 2: Одна ось вращения (ось А)
= 3: Одна ось вращения (ось С)
= 4: Одна ось вращения (ось В)
Для станков серии VARIAXIS ввести значение «1»; для станков серии FH/PFH,
оснащенных поворотным столом с ЧПУ, ввести значение «4».
B.
Тип динамической коррекции
Выбор возможности/невозможности коррекции на инструмент с помощью изменения
вектора отклонения.
бит 0 параметра F87 = 0:
с коррекцией (отображение изменений системы
координат заготовки и станка).
= 1:
без коррекции (без изменения определения положения)
Как правило, вводится значение «0».
C.
Центр вращения стола
Определить центр вращения стола в системе координат станка. Данные параметры также
используются в программах формата MAZATROL для управления станком VARIAXIS.
Заданные значения устанавливаются по умолчанию.
S5 X, Y
Центр вращения поворотного стола (система координат станка)
S12 Y, Z Ось вращения наклонного стола (система координат станка)
S11 Z
Расстояние (длина) от оси наклона до поверхности поворотного стола
(центр поворотного стола должен находиться по оси –Z от оси наклона).
Примечание: при L81 = 2, 3 или 4, настройка S11 и S12 не требуется.
D.
Проверка на несовпадение нулевой точки заготовки
Для эффективного выполнения динамической коррекции начало системы координат
25-5
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
обрабатываемой заготовки должно совпадать с центром вращения стола. Для проверки
данного условия для каждой команды G54.2 используется следующий параметр:
бит 1 параметра F87 = 0:
выбор проверки на несовпадение.
= 1:
отмена проверки на несовпадение.
Как правило, вводится значение «0».
9.
Условия для механообработки
Функция динамической коррекции будет активирована, если выполняются следующие
условия:
1. Станок оснащен столом с управлением по одной из двух осей вращения (наклонноповоротным столом) или по одной оси вращения (поворотным или наклонным
столом).
Ось наклона и ось вращения соответствуют повороту вокруг оси X и Z
соответственно. Кроме того, данная конструкция не предусматривает наличие оси
наклона на поворотном столе.
2. Начало системы координат заготовки совпадает с центром вращения стола, а оси X,
Y и Z системы координат заготовки параллельны соответствующим осям системы
координат станка и идут в том же направлении.
3. Необходимые условия для обработки с использованием поворотного стола: контур
обработки описывается с помощью системы координат заготовки, зафиксированной
параллельно системе координат станка (не поворачивается при вращении стола) и
кадров управления обработкой по микросегментам G1.
10. Описание обработки на примере программы
Далее приводится описание обработки
исключительно в качестве примера).
A.
примере
программы
(написанной
Настройка соответствующих окон
WORK OFFSET
(КОРРЕКЦИЯ НА
ЗАГОТОВКУ) (G54)
DYNAMIC OFFSET
(ДИНАМИЧЕСКАЯ
КОРРЕКЦИЯ) (P1)
Параметры
B.
на
X = –315.0,
Y = –315.0,
Z = 0.0,
A = 0.0,
C = 0.0
X = –1.0,
Y=0.0,
Z = 0.0,
A = 0.0,
C = 90.0
L81 = 1 (Конфигурация оси вращения: Две оси вращения; ось C на
оси A)
F87 бит 0 = 0 (тип динамической коррекции: Коррекция)
S5 X = –315000
S5 Y = –315000
Пример программы (для объяснения операции)
N1 G91 G28 X0 Y0 Z0 A0 C0
N2 G54
N3 G90 G00 X0 Y0 Z0 A0 C0
N4 G54.2P1
N5 G01 C180.0 F1000
N6 G01 X10.0
N7 G03 X0 Y10.0 R10.0
N8 G01 C240.0
25-6
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
C.
Определение положения и динамическая коррекция каждой строки программы
№N
N1
N2
D.
ПОЛОЖЕНИЕ (система координат
заготовки)
X
Y
Z
A
C
СТАНОК (система координат станка)
X
Y
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
315,000 315,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
0,000
Z
A
C
Динамическая
коррекция
X
Y
Z
N3
0,000
0,000
0,000
0,000
0,000 -315,000 -315,000
0,000
0,000
0,000
0,000
0,000
0,000
N4
0,000
-1,000
0,000
0,000
0,000
0,000 -316,000
0,000
0,000
0,000
0,000
-1,000
0,000
N5
0,000
1,000
0,000
0,000
180,000
0,000 -314,000
0,000
0,000 180,000
0,000
1,000
0,000
N6
10,000
1,000
0,000
0,000
180,000 -305,000 -314,000
0,000
0,000 180,000
0,000
1,000
0,000
N7
0,000
11,000
0,000
0,000
180,000 -315,000 -304,000
0,000
0,000 180,000
0,000
1,000
0,000
N8
0,866
10,500
0,000
0,000
240,000 -314,134 -325,500
0,000
0,000 240,000
0,866
0,500
0,000
Графическое отображение примера программы
Измерение динамической коррекции базовой точки
Пусть положение на столе, отмеченное значком , и
привязанное к фиксированной точке, обозначенной
значком , будет нулевой точкой по оси С.
Исходная динамическая коррекция (стрелка) = (–
1,0,0) измерена при нахождении стола в положении
С=90.0, как изображено слева.
Заготовка
Поворотный
стол (ось С)
№N
N3
1
N4
2
N5
3
Изображение
№N
N6, N7
4
N8
N5
5
Изображение
<Объяснение>
1. Команда в строке N3 выполняет поворот стола по оси С в точку (С = 0) и позиционирование режущей
кромки инструмента в точку × (X, Y, Z = 0, 0, 0).
2. Команда в строке N4 задает смещение режущей кромки инструмента посредством динамической
коррекции (стрелки) на угловое положение С = 0 в точку × (X, Y, Z = 0, –1, 0).
3. Команда в строке N5 задает поворот стола по оси С в точку (С = 180) и смещение режущей кромки
25-7
ФУНКЦИЯ ДИНАМИЧЕСКОЙ КОРРЕКЦИИ II G54.2P0, G54.2P1 - G54.2P8 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
инструмента посредством линейной интерполяции в точку × (X, Y, Z = 0, 1, 0), определенную
динамической коррекцией (стрелкой) в положение С = 180.
4. Команды в строках N6 и N7 выполняют линейную и круговую интерполяцию в точку ×.
5. Команда в строке N8 задает поворот стола по оси С в точку (С = 0) и смещение режущей кромки
инструмента посредством линейной интерполяции в точку ×.
25-8 E
КОМПЕНСАЦИЯ ОТКЛОНЕНИЯ ОСИ ВРАЩЕНИЯ НАКЛОННОГО СТОЛА
26 КОМПЕНСАЦИЯ ОТКЛОНЕНИЯ ОСИ ВРАЩЕНИЯ НАКЛОННОГО
СТОЛА
1.
Общие сведения
Для станков, оснащенных наклонным столом (с осью вращения А), положение
запрограммированной базовой точки незначительно отличается от положения
фактической базовой точки наклона стола и поэтому при повороте по оси А происходит
перемещение базовой точки, что требует коррекции запрограммированной точки. Для
выполнения коррекции посредством смещения ортогональных осей, для активации
функции компенсации отклонения используются параметры L134 и L135, что означает
наличие отклонения при нахождении осей А и С в положении 0°. Следовательно,
отпадает необходимость в использовании макропрограммы, написанной для выполнения
данной компенсации с помощью значений α и β (для каждого станка свое номинальное
значение).
Контрольное значение по оси Y
Z
Y
Система координат станка
L134
Контрольное
значение по
оси Z
α
L135
β
Базовое
положение оси
вращения А
Поворотная ось С
2.
Фактическая ось
вращения А
D740PB0082
Меры предосторожности
- Не рекомендуется слишком часто использовать макропрограмму, написанную для
выполнения данной компенсации с помощью значений α и β. В противном случае это
приведет к ошибочной коррекции.
- При использовании постпроцессора для написания программ формата EIA/ISO,
задействовать его таким образом, чтобы не использовать программу, написанную для
выполнения данной компенсации с помощью значений α и β. В противном случае это
приведет к ошибочной коррекции.
- Название оси для контроля наклонных движений зависит от технических характеристик
станка.
26-1
КОМПЕНСАЦИЯ ОТКЛОНЕНИЯ ОСИ ВРАЩЕНИЯ НАКЛОННОГО СТОЛА
26-2 E
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
27 РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3,
G68.4, G53.1
Использование режима обработки наклонных плоскостей дает возможность установки
новой системы координат (так называемой «независимой системы координат») путем
смещения и поворота текущей системы координат заготовки вокруг осей X, Y и Z.
Поэтому использование данной функции позволяет задать произвольную наклонную
плоскость в пространстве, а необходимый контур обработки может быть легко
запрограммирован, как если бы данная плоскость была обычной плоскостью XY.
Кроме того, предусмотрена функция регулировки направления оси инструмента в
положительном направлении оси Z независимой системы координат. Поскольку
установка независимой системы координат выполняется повторно в соответствии с
изменением направления оси инструмента, программа обработки может создаваться без
учета наклона системы координат или оси инструмента.
Z
Y
Z
X
Система
координат станка
Независимая система
координат
Y
X
Система координат заготовки
D736PB001
27-1 Описание функции
1.
Командные коды, используемые при обработке наклонных плоскостей
A.
Включение функции обработки наклонных плоскостей (запуск)
Независимая система координат устанавливается в начале сегмента программы
обработки наклонных плоскостей следующими способами:
Способ установки
Формат программирования
При помощи Эйлеровых углов
G68.2 [P0]
При помощи угла поворота, угла наклона и угла сгиба
G68.2 P1
При помощи трех точек на плоскости
G68.2 P2
При помощи двух векторов
G68.2 P3
При помощи углов проекции
G68.2 P4
При помощи контроля направления оси инструмента
G68.3
1.
Аргумент P можно пропустить, если значение данного аргумента равно 0 (только при
установке с помощью Эйлеровых углов).
2.
При вводе в кадр с кодом G68.2 любых значений аргумента Р, кроме 0, 1, 2, 3 и 4,
появится предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ).
27-1
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
B.
3.
Значение аргумента P или Q с десятичной точкой в кадре с кодом G68.2
обрабатывается таким образом, что десятичная точка и десятичные знаки
удаляются.
4.
Команда G68.2 или G68.3 должна быть задана в отдельном кадре. При вводе в кадр
с кодом G68.2 или G68.3 других G кодов или команд перемещений появится
предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ).
Контроль направления оси инструмента
Команда G53.1 задает перемещения по соответствующим осям вращения таким образом,
чтобы оси были параллельны и шли в одном направлении с осью инструмента (от
вершины режущей кромки перпендикулярно поворотной оси инструмента) и
положительным направлением оси Z текущей независимой системы координат.
G53.1 Pp
G53.1:
P:
Контроль направления оси инструмента
Выбор типа угла наклона по оси
0: в зависимости от конструкции станка обрабатывается как «Р = 1» или «Р =
2».
Обрабатывается аналогично «Р = 1» или «Р = 2» соответственно для
станков с вращающимся инструментом и с поворотным столом.
1: С положительным углом наклона по оси С (для станков серии VARIAXIS).
2: с отрицательным углом наклона по оси С (для станков серии VARIAXIS).
• Более подробная информация приведена в пункте 3 «Контроль
перемещения инструмента в осевом направлении».
C.
1.
Ввести команду G53.1 в режиме G68.2.
2.
Команда G53.1 должна быть введена в отдельном кадре. При вводе в кадр с кодом
G53.1 других G кодов или команд перемещений появится предупредительное
сообщение 1808 CANNOT USE G53.1 (ИСПОЛЬЗОВАНИЕ КОДА G53.1
НЕВОЗМОЖНО).
3.
Перемещение, заданное кадром с кодом G53.1, выполняется в текущем режиме
перемещения.
4.
Аргумент P можно пропустить, если значение данного аргумента равно нулю (0). При
вводе любых значений аргумента Р, кроме 0, 1 или 2, появится предупредительное
сообщение 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
5.
При вводе любых адресов, кроме Р, появится предупредительное сообщение 1808
CANNOT USE G53.1 (ИСПОЛЬЗОВАНИЕ КОДА G53.1 НЕВОЗМОЖНО).
Отмена функции обработки наклонных плоскостей
G69
Отмена режима обработки наклонных плоскостей
1.
Команда G69 должна быть введена в отдельном кадре. При вводе в кадр с кодом
G69 других G кодов или команд перемещений появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
2.
Ввод команды отмены (G69) в режиме круговой интерполяции или постоянных
циклах запрещен; в противном случае появится предупредительное сообщение 1807
CANNOT USE G68.2 (ИСПОЛЬЗОВАНИЕ КОДА G68.2 НЕВОЗМОЖНО).
27-2
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
Различные способы выбора режима обработки наклонных плоскостей
2.
2-1
A.
Установка с помощью Эйлеровых углов
Формат программирования
G68.2 [P0] Xx Yy Zz Iα Jβ Kγ
G68.2 [P0]: Включение функции обработки наклонных плоскостей (установка с
помощью Эйлеровых углов)
x, y, z:
координаты исходного положения независимой системы координат.
Задаются при помощи абсолютных значений в текущей системе координат
заготовки.
α, β, γ:
Эйлеровы углы (для описания положения независимой системы
координат).
Диапазон значений: от –360° до 360°
B.
1.
Обозначение X, Y или Z может быть опущено, если значение аргумента равно нулю
(0: смещение относительно соответствующей оси отсутствует). Установить нулевые
точки для осей X, Y и Z, если смещение координат нулевой точки не требуется.
2.
Обозначение I, J или K может быть опущено, если значение аргумента равно нулю
(0: поворот вокруг соответствующей оси отсутствует).
3.
При вводе любых адресов, кроме P, X, Y, Z, I, J и K, появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
Установка независимой системы координат
Для установки независимой системы координат необходимо ввести кадр с кодом G68.2
[Р0] (содержащий аргументы для смещения и поворота текущей системы координат
заготовки). Для поворота необходимо задать Эйлеровы углы.
Команда G68.2 Xx Yy Zz Iα Jβ Kγ задает следующую независимую систему координат:
1)
Точка (x, y, z) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Затем выполняется поворот смещенной системы координат вокруг оси Z на угол
α°.
3)
После этого выполняется поворот системы координат вокруг оси X на угол β°.
4)
Затем выполняется поворот системы координат вокруг оси Z на угол γ°.
Поворот против часовой стрелки (если смотреть с положительной стороны оси вращения
относительно нулевой точки) задается посредством положительного значения (в
градусах). На рисунке ниже изображена взаимосвязь между системой координат
заготовки и независимой системой координат.
27-3
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
Преобразование при помощи Эйлеровых углов
Z
Y
β
Zw
Y
Система
координат
заготовки
z
Yw
2) Поворот
по оси Z на
угол α°
α
X
Z
3) Поворот
по оси X
на угол β°
X
x
y
Xw
1) Смещение системы
координат
Y
Y
Zw
Z
4) Поворот
по оси Z
на угол γ°
γ
Система
координат
заготовки
X
Независимая
система
координат
Z
X
z
Yw
x
y
Xw
2-2
A.
D736PB002
Установка при помощи угла поворота, угла наклона и угла сгиба
Формат программирования
G68.2 P1 Qq Xx Yy Zz Iα Jβ Kγ
G68.2 P1: включение режима обработки наклонных плоскостей (установка с помощью
угла поворота, угла наклона и угла сгиба)
x, y, z:
координаты исходного положения независимой системы координат.
Задаются при помощи абсолютных значений в текущей системе координат
заготовки.
q:
Порядок выполнения поворотов
q
Ось первого поворота
Ось второго поворота
Ось третьего поворота
123
Ось X
Ось Y
Ось Z
132
Ось X
Ось Z
Ось Y
213
Ось Y
Ось X
Ось Z
231
Ось Y
Ось Z
Ось X
312
Ось Z
Ось X
Ось Y
321
Ось Z
Ось Y
Ось X
α: угол поворота вокруг оси X [угол поворота].
β: угол поворота вокруг оси Y [угол наклона].
γ: угол поворота вокруг оси Z [угол сгиба].
(Диапазон значений: от –360° до 360°)
1.
Обозначение X, Y или Z может быть опущено, если значение аргумента равно нулю
(0: смещение относительно соответствующей оси отсутствует). Установить нулевые
точки для осей X, Y и Z, если смещение координат нулевой точки не требуется.
2.
Обозначение I, J или K может быть опущено, если значение аргумента равно нулю
(0: поворот вокруг соответствующей оси отсутствует).
3.
При вводе любых адресов, кроме P, Q, X, Y, Z, I, J и K, появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
27-4
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
B.
4.
Если требуется ввод команды Q123, аргумент Q можно пропустить.
5.
При вводе любого значения аргумента Q, кроме перечисленного выше, появится
предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ).
Установка независимой системы координат
Для установки независимой системы координат необходимо ввести кадр с кодом G68.2
P1 (с аргументами для смещения и поворота текущей системы координат заготовки). Для
выполнения поворота необходимо задать угол поворота, угол наклона и угол сгиба.
Например, команда G68.2 P1 Q123 Xx Yy Zz Iα Jβ Kγ предназначена для установки
системы координат:
1)
Точка (x, y, z) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Затем выполняется поворот смещенной системы координат вокруг оси Xw на угол
α°.
3)
Затем выполняется поворот смещенной системы координат вокруг оси Yw на угол
β°.
4)
Затем выполняется поворот системы координат вокруг оси Zw на угол γ°.
Поворот против часовой стрелки (если смотреть с положительной стороны оси вращения
относительно нулевой точки) задается посредством положительного значения (в
градусах). На рисунке ниже изображена взаимосвязь между системой координат
заготовки и независимой системой координат.
Преобразование при помощи угла поворота, угла наклона и угла сгиба
Zw
Zw
z1
y1
Система
координат
заготовки
z
Yw
2) Поворот по
оси Xw на
угол α°
3) Поворот по
оси Yw на
угол β°
Yw
α
x
Xw
y
1) Смещение системы
координат
Xw
Y
Zw
Zw
z1
Y
y2
z2
Zw
y1
Z
z2 γ
y2
Независимая
система
координат
Z
z
Yw
β
Xw
x2
4) Поворот по Xw
оси Zw на
угол γ°
x2
27-5
Yw
Yw
X
x
y
X
Xw
D740PB0096
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
2-3
A.
Установка с помощью трех точек на плоскости
Формат программирования
[G68.2 P2 Q0 Xx0 Yy0 Zz0 Rα]
G68.2 P2 Q1 Xx1 Yy1 Zz1
G68.2 P2 Q2 Xx2 Yy2 Zz2
G68.2 P2 Q3 Xx3 Yy3 Zz3
G68.2 P2: включение режима обработки наклонных плоскостей (установка с помощью
трех точек на плоскости)
Q:
задание точки (для точек с 1 по 3 или величин смещения).
x0, y0, z0: величины смещения от точки 1 к заданному исходному положению
независимой системы координат.
задаются с помощью приращений к исходному положению устанавливаемой
независимой системы координат.
α:
угол поворота независимой системы координат вокруг оси Z.
Диапазон значений: от –360° до 360°
x1, y1, z1: координаты точки 1 (исходное положение независимой системы координат).
Задаются при помощи абсолютных значений в текущей системе координат
заготовки.
x2, y2, z2: координаты точки 2 (находящейся на оси X независимой системы координат
[на положительной стороне]). Задаются при помощи абсолютных значений в
текущей системе координат заготовки.
x3, y3, z3: координаты точки 3 для задания плоскости. Задаются при помощи
абсолютных значений в текущей системе координат заготовки.
1.
Аргумент Q можно пропустить, если (для задания величин смещения) необходимо
ввести команду Q0.
2.
Обозначение X, Y или Z можно пропустить, если значение аргумента равно нулю.
3.
Обозначение R может быть опущено, если значение аргумента равно нулю (0: нет
поворота).
4.
При вводе любых адресов, кроме P, Q, X, Y, Z и R, появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
5.
Предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ) появляется в следующих случаях:
- последовательность кадров с G68.2 P2 Q0 по Q3 прерывается каким-либо другим
кадром;
- какой-либо из кадров с G68.2 P2 Q1 по Q3 отсутствует;
- при наложении кадров с G68.2 P2 Q0 по Q3;
- для аргумента Q задано любое значение, кроме 0, 1, 2 и 3;
- аргумент R введен в многоуровневые кадры.
6.
Предупредительное сообщение 1810 TILTED PLANE CANNOT BE DEFINED
(НЕВОЗМОЖНО ОПРЕДЕЛИТЬ НАКЛОННУЮ ПЛОСКОСТЬ) появляется в
следующих случаях:
- значения двух из трех точек соответствуют одной точке;
- все три точки в диапазоне от 1 до 3 находятся на одной линии;
- расстояние между любой из трех точек и линией, проходящей через другие точки,
должно быть менее 0,1 мм.
27-6
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
B.
Установка независимой системы координат
Кадры G68.2 P2 задают следующую независимую систему координат следующим
образом:
1)
Точка (x1, y1, z1) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Оси X, Y и Z независимой системы координат задаются следующим образом.
Направление оси X задается в направлении от точки 1 (Q1) до точки 2 (Q2).
Затем направление оси Z задается посредством векторного произведения (Q2 – Q1)
× (Q3 – Q1).
Ось Y задается в соответствии с правилом правой руки.
Затем выполняется смещение независимой системы координат на величину
смещения (x0, y0, z0), если таковая задана в кадре Q0. Требуемое новое исходное
положение задается с помощью приращений к исходному положению
устанавливаемой независимой системы координат.
4)
После этого выполняется поворот независимой системы координат вокруг оси Z на
угол α°, если таковой задан в качестве аргумента R в кадре Q0.
Преобразование при помощи трех
точек на плоскости
4) Поворот по оси Z на угол α°
α
Y
Z
Y
Q3
Zw
Yw
Система
координат
заготовки
Q1
X
Z
Независимая
система координат
X
3) Смещение системы
координат (x0, y0, z0)
Q2
1) Смещение
Xw
системыкоординат
(x1, y1, z1)
D740PB0097
Комментарий 1: векторное произведение
Векторное произведение двух упорядоченных векторов a и b (обозначается a х b)
образует новый вектор c, перпендикулярный плоскости двух данных векторов, и
направление которого определяется в соответствии с правилом правой руки; модуль
вектора равен параллелограмму, образуемому двумя данными векторами.
Комментарий 2: правило правой руки
Правило правой руки является одним из способов определения трехмерных осей
прямоугольной системы координат. Ориентация осей X, Y и Z в правосторонней системе
координат соответствует направлению большого, указательного и среднего пальцев
правой руки (в указанном порядке) расположенных под прямым углом относительно друг
друга (большой и указательный палец лежат в одной плоскости с ладонью).
27-7
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
Векторное произведение: c = a × b
Вектор c
Правило правой руки
Ось Х
Вектор b
Ось Y
Вектор a
Ось Z
D740PB0098
2-4
A.
Установка с помощью Эйлеровых углов
Формат программирования
G68.2 P3 Q1 Xx Yy Zz Iix Jjx Kkx
G68.2 P3 Q2 Iiz Jjz Kkz
G68.2 P3: Выбор функции обработки наклонных плоскостей (установка с помощью
двух векторов)
Q:
задание вектора (для направления осей X и Z).
x, y, z:
координаты исходного положения независимой системы координат.
Задаются при помощи абсолютных значений в текущей системе координат
заготовки.
ix, jx, kx: компоненты вектора, определяющего направление оси X независимой
системы координат. Задаются (в безразмерных величинах) относительно
текущей системы координат заготовки.
Диапазон задаваемых значений: как указано для ортогональных осей.
iz, jz, kz: компоненты вектора, определяющего направление оси Z независимой
системы координат. Задаются (в безразмерных величинах) относительно
текущей системы координат заготовки.
Диапазон задаваемых значений: как указано для ортогональных осей.
1.
Обозначение X, Y или Z может быть опущено, если значение аргумента равно нулю
(0: смещение относительно соответствующей оси отсутствует). Установить нулевые
точки для осей X, Y и Z, если смещение координат нулевой точки не требуется.
2.
Обозначение I, J или K может быть опущено, если значение аргумента равно нулю.
3.
При вводе любых адресов, кроме P, Q, I, J и K, появляется предупредительное
сообщение (1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ
ФОРМАТ КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ)).
X, Y и Z могут быть дополнительно использованы в кадре G68.2P3Q1.
4.
Предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ) появляется в следующих случаях:
- выполнение последовательных кадров G68.2 P3 Q1 и Q2 прерывается каким-либо
другим кадром;
- какой-либо из кадров G68.2 P2 Q1 и Q2 отсутствует;
- при наложении кадров G68.2 P2 Q1 и Q2;
- для аргумента Q задано любое значение, кроме 1 и 2;
- аргумент Q пропущен.
27-8
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
5.
B.
Предупредительное сообщение 1810 TILTED PLANE CANNOT BE DEFINED
(НЕВОЗМОЖНО ОПРЕДЕЛИТЬ НАКЛОННУЮ ПЛОСКОСТЬ) появляется в
следующих случаях:
- значения всех аргументов ix, jx, kx равны нулю (0);
- значения всех аргументов iz, jz, kz равны нулю (0);
- отклонение угла, который образуют векторы, задающие направление осей X и Z
независимой системы координат, от перпендикулярности составляет 5° или более.
Установка независимой системы координат
Кадры G68.2 P3 задают независимую систему координат следующим образом:
1)
Точка (x, y, z) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Оси X, Y и Z независимой системы координат задаются следующим образом.
Направление оси X задается вектором rx = (ix, jx, kx).
Затем направление оси Y задается посредством векторного произведения (iz, jz, kz)
× (ix, jx, kx).
Ось Z задается в соответствии с правилом правой руки.
Преобразование при помощи двух векторов
2) Ориентация системы
Z
Y
Zw
Yw
rz
1) Смещение
системы
координат
Независимая система координат
rx
X
Xw
Система
координат
заготовки
2-5
A.
D740PB0099
Установка с помощью углов проекции
Формат программирования
G68.2 P4 Xx Yy Zz Iα Jβ Kγ
G68.2 P4: Выбор функции обработки наклонных плоскостей (установка с помощью
углов проекции)
x, y, z:
координаты исходного положения независимой системы координат.
Задаются при помощи абсолютных значений в текущей системе координат
заготовки.
α:
угол поворота по оси X вокруг оси Y текущей системы координат заготовки.
β:
угол поворота по оси Y вокруг оси X текущей системы координат заготовки.
γ:
угол поворота вокруг оси Z независимой системы координат.
(Диапазон значений угла: от –360° до 360°)
1.
Обозначение X, Y или Z может быть опущено, если значение аргумента равно нулю
(0: смещение относительно соответствующей оси отсутствует). Установить нулевые
точки для осей X, Y и Z, если смещение координат нулевой точки не требуется.
2.
Обозначение I, J или K может быть опущено, если значение аргумента равно нулю
(0: поворот вокруг соответствующей оси отсутствует).
27-9
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
B.
3.
При вводе любых адресов, кроме P, X, Y, Z, I, J и K, появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
4.
Если угол, образованный в результате поворота оси X вокруг оси Y на угол –α° с
одной стороны и оси Y вокруг оси X на угол β° с другой стороны равен 1° или менее,
появится предупредительное сообщение 1810 TILTED PLANE CANNOT BE DEFINED
(НЕВОЗМОЖНО ОПРЕДЕЛИТЬ НАКЛОННУЮ ПЛОСКОСТЬ).
Установка независимой системы координат
Кадр G68.2 P4 задает независимую систему координат следующим образом:
1)
Точка (x, y, z) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Оси X, Y и Z независимой системы координат задаются следующим образом.
Обозначим направление оси X, поворачиваемой на угол –α° вокруг оси Y текущей
системы координат заготовки «ra», а направление оси Y, поворачиваемой на угол β°
вокруг оси X текущей системы координат заготовки «rb».
Тогда направление оси Z независимой системы координат будет определяться
векторным произведением ra × rb.
Затем направление оси X задается относительно направления ra, полученного в
результате поворота вокруг оси Z на угол γ°.
Ось Y задается в соответствии с правилом правой руки.
Преобразование при помощи
углов проекции
X
rb
ra
Z
Y
γ
β
Xw
2-6
A.
–α
2) Ориентация системы
координат
Zw
Yw
γ
1) Смещение системы координат
Система координат заготовки
D740PB0100
Установка с помощью контроля направления оси инструмента
Формат программирования
G68.3 Xx Yy Zz Rα
G68.3: выбор функции обработки наклонных плоскостей (установка с помощью
контроля направления оси инструмента)
x, y, z: координаты исходного положения независимой системы координат. Задаются
при помощи абсолютных значений в текущей системе координат заготовки.
α:
угол поворота вокруг оси Z независимой системы координат.
Диапазон значений: от –360° до 360°
1.
Обозначение X, Y или Z может быть опущено, если значение аргумента равно нулю
(0: смещение относительно соответствующей оси отсутствует). Установить нулевые
точки для осей X, Y и Z, если смещение координат нулевой точки не требуется.
27-10
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
B.
2.
Обозначение R может быть опущено, если значение аргумента равно нулю (0:
поворот вокруг соответствующей оси отсутствует).
3.
При вводе любых адресов, кроме X, Y, Z и R, появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
Установка независимой системы координат
Кадр G68.3 задает независимую систему координат следующим образом:
1)
Точка (x, y, z) в текущей системе координат заготовки задается в качестве новой
нулевой точки.
2)
Оси X, Y и Z независимой системы координат задаются следующим образом.
Ось Z независимой системы координат задается параллельной текущему
направлению оси инструмента.
Для соответствия с угловым положением инструмента выполняется наклон оси X
относительно системы координат заготовки. (Поэтому ось X ориентируется
параллельно исходной оси, если координаты инструмента на его осях вращения в
системе координат станка равны 0°).
Для соответствия с угловым положением инструмента выполняется наклон оси Y
относительно системы координат заготовки. (Поэтому ось Y ориентируется
параллельно исходной оси, если координаты инструмента на его осях вращения в
системе координат станка равны 0°).
Затем выполняется поворот независимой системы координат вокруг оси Z на угол α°.
Преобразование системы
координат с помощью
регулировки направления
2) Ориентация системы
координат
Y
α
X
Z
α
Zw
Xw
1) Смещение системы координат
Yw
Система координат заготовки
D740PB0101
27-11
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
3.
Контроль направления оси инструмента
Команда G53.1 задает перемещения по соответствующим осям вращения таким образом,
чтобы оси были параллельны и шли в одном направлении с осью инструмента (от
вершины режущей кромки перпендикулярно поворотной оси инструмента) и
положительным направлением оси Z независимой системы координат. Хотя по осям X, Y
и Z перемещения не выполняются, суммарные вращения стола иногда меняют
независимую систему координат, и определение положения относительно текущей
системы координат меняется в соответствии с положением ортогональных осей.
Z
Z
Y
Y
Команда G53.1
X
Независимая система координат
X
Независимая система координат
D740PB0102
Как показано на рисунке ниже, команда G53.1 задает вращение по оси С так, чтобы ось Z
(1-й) независимой системы координат была параллельна плоскости XZ системы
координат заготовки, а также поворот по оси В так, чтобы направление оси инструмента и
положительное направление оси Z измененной (2-й) независимой системы координат
были параллельны и находились в одном направлении. (Перемещение по осям X, Y и Z
не выполняется). Отображение на экране положения относительно текущей системы
координат меняется в соответствии со 2-й независимой системой координат. Скорость
поворота, заданного командой G53.1, зависит от текущего режима перемещения
(G00/G01).
27-12
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
Операция, вызванная командой G53.1
Система Zw
координат
заготовки
Xw
Yw
Независимая
система координат Z
(1-я)
Y
X
Для G53.1P0
или G53.1P1
Для G53.1P2
Поворот по
оси B
(B > 0)
Поворот по
оси B
(B < 0)
Независимая система координат (2-я)
Y
Z
Независимая система координат (2-я)
Y
X
Z
X
X
Вращение по оси C
Вращение по оси C
D736PB004
Углы поворота по оси B, рассчитанные для выполнения команды G53.1, могут быть
положительными или отрицательными. Для выбора соответствующего угла предназначен
аргумент P команды G53.1.
1. Команда G53.1P1 предназначена для выбора положительного угла поворота по оси
В (рисунок слева).
2. Команда G53.1P2 предназначена для выбора отрицательного угла поворота по оси
В (рисунок справа).
Если аргумент P (P0) опущен, выбирается положительный угол поворота (как в пункте 1
выше).
Примечание 1: конструкция управляемых осей зависит от характеристик станка.
Примечание 2: для станков серии VARIAXIS необходимо прочитать
приведенное выше, заменив имя оси «В» на «А».
27-13
описание,
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
4.
Установка системы координат в приращениях для обработки наклонных плоскостей
Для установки новой системы координат на основе выбранной независимой системы
координат (устанавливаемой посредством кода G68.2 и G68.3) используется код G68.4
(аналогично коду G68.2).
Способ установки
Формат программирования
При помощи Эйлеровых углов
G68.4 [P0]
При помощи угла поворота, угла наклона и угла сгиба
G68.4 P1
При помощи трех точек на плоскости
G68.4 P2
При помощи двух векторов
G68.4 P3
При помощи углов проекции
G68.4 P4
1.
Аргумент P можно пропустить, если значение данного аргумента равно 0 (только при
установке с помощью Эйлеровых углов).
2.
При вводе в кадр с кодом G68.4 любых значений аргумента Р, кроме 0, 1, 2, 3 и 4,
появится предупредительное сообщение 1809 TILTED PLANE CMD FORMAT ERROR
(НЕДОПУСТИМЫЙ
ФОРМАТ
КОМАНДЫ
ОБРАБОТКИ
НАКЛОННЫХ
ПЛОСКОСТЕЙ).
3.
Значение аргумента P или Q с десятичной точкой в кадре с кодом G68.4
обрабатывается таким образом, что десятичная точка и десятичные знаки
удаляются.
4.
Команда G68.4 должна быть введена в отдельном кадре. При вводе в кадр с кодом
G68.4 других G кодов или команд перемещений появится предупредительное
сообщение 1809 TILTED PLANE CMD FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ
КОМАНДЫ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ).
5.
При вводе команды G68.4 без выбора независимой системы координат (задаваемой
посредством кода G68.2, G68.3 и G68.4) появится предупредительное сообщение
1807 CANNOT USE G68.2 (НЕВОЗМОЖНО ИСПОЛЬЗОВАНИЕ КОДА G68.2).
6.
Относительно независимой системы координат, установленной перед командой
G68.4, можно задать другую команду G68.4.
7.
Для отмены режима обработки наклонной плоскости и восстановления исходной
системы координат заготовки используется код G69.
Управление при помощи кода G68.4
1) Установка независимой системы
координат при помощи Эйлеровых
углов.
2) Пошаговая установка новой независимой
системы координат при помощи Эйлеровых углов.
G68.4 P0 X-15.0 Y0 Z-15.0 I90.0 J90.0 K-90.0
G68.2 P0 X20.0 Y5.0 Z0 I0 J90.0 K0
Y
Zw
X
Z
Zw
Y
Yw
Y
Yw
X
X
Z
Система координат заготовки
Z
Система координат заготовки
Xw
Xw
D740PB0118
27-14
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
5.
Описание работы
A.
Работа в режиме обработки наклонных плоскостей
Команда G68.2 задает независимую систему координат, как описано выше, и
отображение на экране положения относительно текущей системы координат меняется
соответственно (без фактических перемещений органов станка).
Команды перемещения по оси при выполнении кода G68.2, как правило, обрабатываются
относительно независимой системы координат.
B.
Контроль направления оси инструмента
Команда G53.1 задает фактическое вращение по соответствующим осям для регулировки
контроля оси инструмента в положительном направлении оси Z независимой системы
координат. Однако перемещение по ортогональным осям (X, Y и Z) не выполняется.
Скорость поворота зависит от текущего режима перемещения (G00/G01).
Примечание:
C.
в зависимости от конкретного положения независимой системы
координат, посредством команды G53.1 может задаваться значительное
расстояние перемещения по соответствующим осям вращения. Поэтому
во избежание столкновения перед вводом данной команды необходимо
выполнить отвод инструмента от стола.
Отмена режима обработки наклонных плоскостей
Команда G69 отменяет режим обработки наклонных плоскостей. Вместо независимой
системы координат происходит установка исходной системы координат заготовки, на
основе которой была установлена команда G68.2, и отображение положения
относительно текущей системы координат меняется соответственно (без фактических
перемещений в системе координат станка).
При повторном пуске УЧПУ происходит отмена режима обработки наклонных плоскостей.
27-15
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
D.
Пример программирования
1.
Ниже представлен пример программы обработки одинакового контура каждой
наклонной поверхности шестиугольной призмы. Кадры с N1 по N6 основной
программы устанавливают независимую систему координат для каждой поверхности;
траектория перемещения инструмента при обработке задается в подпрограмме
(WNo. (номер рабочей программы 100). Предполагается, что нулевая точка заготовки
задается в центре верхней поверхности шестиугольной призмы.
Номер рабочей программы 10
N1
N2
N3
N4
N5
N6
Номер рабочей программы 100
G68.2 X86.602 Y50. Z0. I-90. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [1]
G68.2 X86.602 Y-50. Z0. I-150. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [2]
G68.2 X0. Y-100. Z0. I-210. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [3]
G68.2 X-86.602 Y-50. I-270. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [4]
G68.2 X-86.602 Y50. I-330. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [5]
G68.2 X0. Y100. I-30. J-45. K0.
M98 P100
G69
G0 X300. Y0. Z200. B0. C0.
Для обработки
поверхности [6]
G53.1
G90 G0 X0. Y0. Z0.
G1 Y20. F1000
G2 X20. Y0. R20. F1000
G1 X0. F1000
M99
M30
Нулевая точка независимой
системы координат
Yf
Yf
Zf
[1]
Xf
[6]
86.602
[2]
50.
Xw
Yw
[5]
[3]
[4]
D736PB005
27-16
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
2.
Ниже представлен пример программы обработки наклонной поверхности куба.
Кадры программы, приведенные в пунктах с 1 по 6 далее, задают независимую
систему координат для наклонной плоскости; траектория перемещения инструмента
при обработке задается в подпрограмме (WNo. (номер рабочей программы 100).
Номер рабочей программы 10
Номер рабочей программы 100
G28XYZBC
G54X0Y0Z0
M200
G53.1
G90 G0 X0.Y0.Z0.B0.C0.
G0 X0Y0Z0
G1 Y50. F1000
G2 X50. Y0. R50. F1000
G1 X0. F1000
M99
Участок для установки
независимой системы координат.
См. пункты с 1 по 6 ниже.
M98P100
G69
M30
1.
Установка с помощью Эйлеровых углов
G68.2 X33.3333 Y33.3333 Z66.6667 I-45 J54.7356 K0
2.
Установка с помощью угла поворота, угла наклона и угла сгиба
G68.2 P1 Q321 X33.3333 Y33.3333 Z66.6667 I45 J-35.2644
3.
K-30
Установка с помощью трех точек на плоскости
G68.2 P2 Q0 X70.7107 Y40.8248 Z0 R-60
G68.2 P2 Q1 X0 Y0 Z0
G68.2 P2 Q2 X100 Y0 Z100
G68.2 P2 Q3 X0 Y100 Z100
4.
Установка с помощью двух векторов
G68.2 P3 Q1 X33.3333 Y33.3333 Z66.6667 I100 J-100
G68.2 P3 Q2 I-100 J-100 K100
5.
Установка с помощью углов проекции
G68.2 P4 X33.3333 Y33.3333 Z66.6667 I45 J45 K-60
6.
Установка с помощью контроля направления оси инструмента
B54.7356 C-135.
G68.3 X33.3333 Y33.3333 Z66.6667 R90
Zw
Yf
Xf
B
Yf
B
C
C
Zf
Xf
100
Xw
Yw
100
100
A
A
Координаты исходного положения
независимой системы координат =
средняя точка наклонной поверхности
(x0, y0, z0) = (33,3333, 33,3333, 66,6667)
D740PB0103
27-17
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
27-2 Совместимость с другими функциями
1.
Взаимосвязь с другими командами
A.
Команды, доступные в режиме обработки наклонных плоскостей
Функция
Код
Позиционирование
G00
Линейная интерполяция
Функция
Код
Коррекция на геометрию
G61.1
G01
Режим резания
G64
Круговая интерполяция (по часовой
стрелке)
G02 (*1)
Единичный вызов макропрограммы
пользователя
G65
Круговая интерполяция (против часовой
стрелки)
G03 (*1)
Модальный вызов А макропрограммы
пользователя
G66
Выдержка
G04
Модальный вызов В макропрограммы
пользователя
G66.1
Режим высокоскоростной обработки
G05
Отмена модального вызова
макропрограммы пользователя
G67
Точный останов
G09
Включение режима преобразования
трехмерных координат
G68 (*3)
Выбор плоскости XY
G17
Выбор плоскости ZX
G18
Установка системы координат в
приращениях для обработки наклонных
плоскостей
G68.4
Выбор плоскости YZ
G19
Отключение режима преобразования
трёхмерных координат
G69
Возврат в нулевую точку
G28/G30
Постоянные циклы обработки отверстия
(кроме кода G82.2)
G71.1 - G89
Функция пропуска
G31 (*4)
Ввод абсолютных данных/данных в виде
приращений
G90/G91
Отключение функции коррекции на
радиус инструмента
G40
Подача с обратным отсчетом времени
G93
Коррекция на радиус инструмента (с
левой стороны)
G41
Подача за минуту (асинхронная)
G94
Коррекция на радиус инструмента (с
правой стороны)
G42
Подача за оборот (синхронная)
G95
Коррекция на длину инструмента (+)
G43
Коррекция на длину инструмента
G44
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
G98
Коррекция на положение инструмента
G45, G46,
G47, G48
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
G99
Отключение функции коррекции на
положение инструмента
G49
Вызов подпрограммы/Конец подпрограммы
M98/M99
Отключение функции зеркального
отображения
G50.1
Функция подачи
F
Включение функции зеркального
отображения
G51.1
Функция M, S, T, B
MSTB (*2)
Установка системы координат станка
G53
Контроль направления оси инструмента
G53.1
Локальные переменные, общие
переменные, команды управления,
команды контроля
Макрокоман
ды
Режим точного останова
G61
*1
(–)
при использовании команды
предупредительное сообщение
винтовой/спиральной
интерполяции
появится
1806 ILLEGAL CMD TILTED PLANE CMD (НЕДОПУСТИМАЯ
КОМАНДА ПРИ ОБРАБОТКЕ НАКЛОННЫХ ПЛОСКОСТЕЙ).
*2
*3
при использовании функции смены инструмента (Т кода) в режиме обработки
наклонных плоскостей появится предупредительное сообщение 1806 ILLEGAL CMD
TILTED PLANE CMD (НЕДОПУСТИМАЯ КОМАНДА ПРИ ОБРАБОТКЕ НАКЛОННЫХ
ПЛОСКОСТЕЙ).
Команда G68 может задаваться только в режиме обработки наклонных плоскостей,
если бит 4 параметра F168 = 1 (замена команды преобразования трехмерных
координат [G68] командой обработки наклонной плоскости [G 68.2]).
27-18
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
*4
Доступно только для станков с вращающимся инструментом.
При вводе любых команд, кроме перечисленных выше, в режиме обработки наклонных
плоскостей, появляется предупредительное сообщение (1806 ILLEGAL CMD TILTED
PLANE CMD) (НЕДОПУСТИМАЯ КОМАНДА ПРИ ОБРАБОТКЕ НАКЛОННЫХ
ПЛОСКОСТЕЙ).
B.
Режимы, в которых доступна функция
(посредством кодов G68.2 или G68.3)
Функция
обработки
Код
наклонных
плоскостей
Функция
Код
Позиционирование
G00
Выбор системы координат заготовки 2
G55
Линейная интерполяция
G01
Выбор системы координат заготовки 3
G56
Отключение режима высокоскоростной
обработки
G05P0
Выбор системы координат заготовки 4
G57
Выбор плоскости XY
G17
Выбор системы координат заготовки 5
G58
Выбор плоскости ZX
G18
Выбор системы координат заготовки 6
G59
Выбор плоскости YZ
G19
Режим точного останова
G61
Ввод данных в дюймовой системе
измерения
G20
Коррекция на геометрию
G61.1
Ввод данных в метрической системе
измерения
G21
Режим резания
G64
Отключение функции предварительной
проверки хода
G23
Единичный вызов макропрограммы
пользователя
G65
Отключение функции коррекции на
радиус инструмента
G40
Отмена модального вызова
макропрограммы пользователя
G67
Отключение управления перемещениями
в направлении нормали
G40.1
Отключение режима преобразования
трехмерных координат
G69
Коррекция на длину инструмента (+)
G43
Отключение постоянного цикла
G80
G44
Ввод абсолютных данных/данных в виде
приращений
G90/G91
Отключение функции коррекции на
положение инструмента
G49
Подача с обратным отсчетом времени
G93
Отмена масштабирования
G50
Подача за минуту (асинхронная)
G94
Отключение функции зеркального
отображения
G50.1
Подача за оборот (синхронная)
G95
Выбор системы координат заготовки 1
G54
Выбор дополнительной системы
координат заготовки
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
G98
G54.1
Коррекция погрешности установки
заготовки
G54.4
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
G99
Коррекция на длину инструмента
(–)
При вводе команды G68.2 или G68.3 в любом режиме, кроме перечисленных выше,
появится предупредительное сообщение 1807 CANNOT USE G68.2 (НЕВОЗМОЖНО
ИСПОЛЬЗОВАНИЕ КОМАНДЫ G68.2).
27-19
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
C.
Режимы, в которых допустима установка системы координат в приращениях для
обработки наклонных плоскостей (посредством кода G68.4)
Функция
Код
Функция
Код
Позиционирование
G00
Выбор системы координат заготовки 5
G58
Линейная интерполяция
G01
Выбор системы координат заготовки 6
G59
Выбор плоскости XY
G17
Режим точного останова
G61
Выбор плоскости ZX
G18
Коррекция на геометрию
G61.1
Выбор плоскости YZ
G19
Режим резания
G64
Ввод данных в дюймовой системе
измерения
G20
Единичный вызов макропрограммы
пользователя
G65
Ввод данных в метрической системе
измерения
G21
Отмена модального вызова
макропрограммы пользователя
G67
Отключение функции предварительной
проверки хода
G23
Включение режима преобразования
трехмерных координат
G68 (*1)
Отключение функции коррекции на
радиус инструмента
G40
Отключение управления перемещениями
в направлении нормали
G40.1
Коррекция на длину инструмента (+)
G43
Коррекция на длину инструмента
G44
Отключение режима преобразования
трёхмерных координат
G69
Отключение функции коррекции на
положение инструмента
G49
Отключение постоянного цикла
G80
Отмена масштабирования
G50
Ввод абсолютных данных/данных в виде
приращений
G90/G91
Отключение функции зеркального
отображения
G50.1
Подача с обратным отсчетом времени
G93
Выбор системы координат заготовки 1
G54
(–)
Обработка наклонных плоскостей
G68.3
G68.4
Выбор дополнительной системы
координат заготовки
G54.1
Коррекция погрешности установки
заготовки
G54.4
Выбор системы координат заготовки 2
G55
Выбор системы координат заготовки 3
G56
Выбор системы координат заготовки 4
G57
*1
G68.2
Подача за минуту (асинхронная)
G94
Подача за оборот (синхронная)
G95
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
G98
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
G99
Команда G68.4 может задаваться только в режиме команды G68, если бит 4
параметра F168 = 1 (замена команды преобразования трехмерных координат [G68]
командой обработки наклонной плоскости [G 68.2]).
При вводе команды G68.4 в любом режиме, кроме перечисленных выше, появится
предупредительное сообщение 1807 CANNOT USE G68.2 (НЕВОЗМОЖНО
ИСПОЛЬЗОВАНИЕ КОМАНДЫ G68.2).
27-20
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
D.
Режимы, в которых возможен контроль направления оси инструмента (G53.1)
Функция
Код
Функция
Код
Позиционирование
G00
Выбор системы координат заготовки 3
G56
Линейная интерполяция
G01
Выбор системы координат заготовки 4
G57
Отключение режима высокоскоростной
обработки
G05P0
Выбор системы координат заготовки 5
G58
Выбор плоскости XY
G17
Выбор системы координат заготовки 6
G59
Выбор плоскости ZX
G18
Режим точного останова
G61
Выбор плоскости YZ
G19
Коррекция на геометрию
G61.1
Ввод данных в дюймовой системе
измерения
G20
Режим резания
G64
Ввод данных в метрической системе
измерения
G21
Единичный вызов макропрограммы
пользователя
G65
Отключение функции предварительной
проверки хода
G23
Отмена модального вызова
макропрограммы пользователя
G67
Отключение функции коррекции на
радиус инструмента
G40
Включение режима преобразования
трехмерных координат
G68 (*1)
Отключение управления перемещениями
в направлении нормали
G40.1
Коррекция на длину инструмента (+)
G43
Коррекция на длину инструмента
G44
(–)
Отмена коррекции на длину инструмента
G68.2
Обработка наклонных плоскостей
G68.3
G68.4
G49
Отключение постоянного цикла
G80
Отмена масштабирования
G50
Ввод абсолютных данных/данных в виде
приращений
G90/G91
Отключение функции зеркального
отображения
G50.1
Подача с обратным отсчетом времени
G93
Выбор системы координат заготовки 1
G54
Подача за минуту (асинхронная)
G94
Выбор дополнительной системы
координат заготовки
G54.1
Подача за оборот (синхронная)
G95
Отключение функции динамической
коррекции ΙΙ
G54.2P0
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
G98
Коррекция погрешности установки
заготовки
G54.4
G99
Выбор системы координат заготовки 2
G55
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
*1
Команда G53.1 может задаваться только в режиме команды G68, если бит 4
параметра F168 = 1 (замена команды преобразования трехмерных координат [G68]
командой обработки наклонной плоскости [G 68.2]).
При вводе команды G53.1 в любом режиме, кроме перечисленных выше, появится
предупредительное сообщение 1808 CANNOT USE G53.1 (ИСПОЛЬЗОВАНИЕ
КОМАНДЫ G53.1 НЕВОЗМОЖНО).
27-21
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
27-3 Ограничения
1.
Во избежание столкновения при перемещении по осям вращения перед вводом
команды G53.1 следует переместить инструмент в безопасное положение.
2.
В режиме обработки наклонных плоскостей системные переменные с #5001 по #5116
используются для считывания информации, относящейся к независимой системе
координат, а системные переменные с #5021 по #5036 всегда указывают на текущее
положение в системе координат станка.
3.
При повторном пуске в режиме обработки наклонных плоскостей происходит отмена
данного режима, и код G69 в соответствующей группе становится модальным.
4.
Выбор и отмена функции коррекции на радиус инструмента, функции зеркального
отображения, задаваемой G кодом, функции постоянного цикла должны
осуществляться в режиме обработки наклонных плоскостей.
G68.2 X_Y_Z_I_J_K (включение режима обработки наклонных плоскостей)
:
G41 D1 (Включение режима коррекции на радиус инструмента)
Режим
:
Режим коррекции на радиус инструмента
обработки
:
наклонных
G40
(Отмена режима коррекции на радиус инструмента)
плоскостей
:
G69
(Отмена режима обработки наклонных плоскостей)
5.
Выбор режима обработки наклонных плоскостей (задаваемого кодом G68.2) при
активной функции коррекции на длину инструмента приведет к несовпадению
реальной режущей кромки инструмента и отображения ее положения в текущей
системе координат. Для устранения такого несовпадения необходимо ввести
команду (G53.1) контроля направления оси инструмента относительно оси Z
независимой системы координат.
Z
Перед вводом команды G68.2
фактическое положение вершины
режущей кромки инструмента
совпадает с обозначенным
положением.
X
Z
Если новая система координат
установлена посредством команды
G68.2, коррекция на длину инструмента
применяется к направлению оси Z новой
системы координат, что приводит к
расхождению между положением
фактической вершины режущей кромки
инструмента и обозначенным
X
Z
Посредством команды G53.1
выполняется контроль направления оси
инструмента относительно оси Z новой
системы координат, благодаря чему
устраняется данное несовпадение.
D740PB0052
X
6.
Ручное прерывание всегда выполняется на основе системы координат станка (без
каких бы то ни было преобразований координат). После ручного прерывания
обработки наклонных плоскостей (с использованием или без использования функции
TPS (ЗАПИСЬ ПОЛОЖЕНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА)) сначала
27-22
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
необходимо выполнить возврат соответствующих подвижных узлов станка в нулевую
точку по управляемым осям и только после этого возобновлять работу в режиме
автоматического управления; в противном случае появляется предупредительное
сообщение (185 ILLEGAL OPER IN G68.2 MODE (НЕДОПУСТИМАЯ ОПЕРАЦИЯ В
РЕЖИМЕ G68.2)).
Во время прерывания обработки наклонных плоскостей попытка выполнить
перемещения по оси вращения в режиме ручного управления или попытка
управления при помощи маховика ручной импульсной подачи приведет к появлению
предупредительного сообщения 185 ILLEGAL OPER IN G68.2 MODE
(НЕДОПУСТИМАЯ ОПЕРАЦИЯ ПРИ ВЫПОЛНЕНИИ КОМАНДЫ G68.2).
7.
В режиме обработки наклонных плоскостей прерывание при помощи макрокоманды и
при помощи режима MDI (РУЧНОЙ ВВОД ДАННЫХ) недоступно.
Ввод команды G68.2/G68.3 при активном режиме прерывания посредством
макрокоманды приведет к появлению предупредительного сообщения 1807 CANNOT
USE G68.2 (НЕВОЗМОЖНО ИСПОЛЬЗОВАНИЕ КОМАНДЫ G68.2); попытка
выполнить прерывание при помощи режима MDI (РУЧНОЙ ВВОД ДАННЫХ) в режиме
обработки наклонных плоскостей приведет к появлению предупредительного
сообщения 185 ILLEGAL OPER IN G68.2 MODE (НЕДОПУСТИМАЯ ОПЕРАЦИЯ ПРИ
ВЫПОЛНЕНИИ КОМАНДЫ G68.2).
8.
В режиме обработки наклонных плоскостей запрещен ввод команды смены
инструмента; в противном случае появится предупредительное сообщение 1806
ILLEGAL CMD TILTED PLANE CMD (НЕДОПУСТИМАЯ КОМАНДА ПРИ ОБРАБОТКЕ
НАКЛОННЫХ ПЛОСКОСТЕЙ).
9.
Проверка траектории перемещения инструмента выполняется только на основе
исходной системы координат заготовки (без учета преобразований координат).
10. Траектория перемещения в режиме обработки наклонных плоскостей отслеживается
в системе координат станка.
11. В режиме обработки наклонных плоскостей запрещается вводить команду снятия
фасок или скругления углов; в противном случае появится предупредительное
сообщение 1806 ILLEGAL CMD TILTED PLANE CMD (НЕДОПУСТИМАЯ КОМАНДА
ПРИ ОБРАБОТКЕ НАКЛОННЫХ ПЛОСКОСТЕЙ).
12. Необходимо учитывать ограничения, налагаемые на коррекцию погрешности
установки заготовки с использованием функции обработки наклонных плоскостей.
13. Повторный пуск посредством функции меню [RESTART 2 NONMODAL]
[НЕМОДАЛЬНЫЙ ПОВТОРНЫЙ ПУСК 2] выполняется только после отмены
функции обработки наклонных плоскостей.
14. Согласно настройкам параметров SU153 (бит 1, 2 и 3) и F143 (бит 6)
соответствующие элементы информации в окне POSITION (ПОЛОЖЕНИЕ)
соответствуют следующим типам системы координат в режиме обработки наклонных
плоскостей:
Бит отключения (0)
POSITION (ПОЛОЖЕНИЕ)
(SU153 бит 3)
Бит включения (1)
Независимая система координат
MACHINE (СТАНОК)
Система координат станка
BUFFER (БУФФЕР)
(SU153 бит 1)
Система координат заготовки
Независимая система
координат
REMAIN (ОСТАВШЕЕСЯ
РАССТОЯНИЕ) (SU153
бит 2)
Система координат заготовки
Независимая система
координат
WPC (БАЗОВАЯ
СИСТЕМА КООРДИНАТ)
(F143 бит 6)
Система координат заготовки
Независимая система
координат
27-23
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
15. В режиме обработки наклонных плоскостей запрещается вводить команду
позиционирования в произвольную точку или команду измерения инструмента для
наружной обработки (для обнаружения поломки); в противном случае появляется
предупредительное сообщение (1806 ILLEGAL CMD TILTED PLANE CMD)
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ОБРАБОТКЕ НАКЛОННЫХ ПЛОСКОСТЕЙ).
16. В режиме обработки наклонных плоскостей вызов программы формата MAZATROL в
качестве подпрограммы запрещен; в противном случае появится предупредительное
сообщение 1806 ILLEGAL CMD TILTED PLANE CMD (НЕДОПУСТИМАЯ КОМАНДА
ПРИ ОБРАБОТКЕ НАКЛОННЫХ ПЛОСКОСТЕЙ).
17. Команды позиционирования (задаваемые кодом G0) в режиме обработки наклонных
плоскостей всегда выполняются по траектории интерполяции.
18. В станках с поворотным столом посредством кадра с кодом G68.3 всегда
осуществляется установка независимой системы координат с осью Z, параллельной
соответствующей оси текущей системы координат заготовки. Однако в таком случае,
аргументы X, Y, Z и R (для смещения и поворота системы координат) также могут
задаваться в кадре G68.3.
19. При повторном выборе режима обработки наклонных плоскостей в режиме
обработки наклонных плоскостей появляется предупредительное сообщение (1806
ILLEGAL CMD TILTED PLANE CMD) (НЕДОПУСТИМАЯ КОМАНДА ПРИ
ОБРАБОТКЕ НАКЛОННЫХ ПЛОСКОСТЕЙ).
20. Воспроизведение процесса резания в окне VIRTUAL MACHINING (ВИРТУАЛЬНАЯ
ОБРАБОТКА) выполняется без учета независимой системы координат, а,
следовательно, не осуществляется соответствующим образом.
21. Базовое угловое положение для задания независимой системы координат
Для выбора базового углового положения, используемого для установки угла
поворота в команде (с помощью кода G68.2) в целях задания независимой системы
координат, следует воспользоваться битом 1 параметра F144.
Базовое
положение
Фактическое угловое положение стола бит 1
параметра F144 = 0
Нулевое положение стола бит 1 параметра
F144 = 1
Описание
Независимая система координат задана в
соответствии с фактическим положением
стола на соответствующей оси вращения.
Независимая система координат задана в
соответствии с нулевым положением стола на
соответствующей оси вращения.
Коммента
рии
Перед выбором режима обработки наклонных
плоскостей следует задать угловое положение
стола, подходящее для программирования.
Независимая система координат может быть
задана относительно нулевого положения
стола независимо от фактического положения.
*1
Рассматриваемый параметр (бит 1 параметра F144) относится только к команде
G68.2 (и не зависит от команд G68.3 и G68.4).
*2
Рассматриваемый параметр (бит 1 параметра F144) не используется в станках
с вращающимся инструментом.
22. В режиме обработки наклонных плоскостей ввести команды перемещения по
линейным осям в независимой системе координат и команды перемещения по осям
вращения в системе координат заготовки (т. е. системе координат станка).
23. Разгон и торможение при выполнении команд позиционирования (при выполнении
кода G0) в режиме обработки наклонных плоскостей выполняются в соответствии с
параметром L74 (скорость рабочей подачи для прединтерполяционного контроля
разгона/торможения) и L75 (константа времени для прединтерполяционной рабочей
подачи), если они задаются кодом G61.1 (коррекция на геометрию) или при
выбранной (дополнительной) функции контроля фиксированного градиента при
выполнении кода G0.
24. Предупредительное
сообщение
(ПРЕВЫШЕНО
КОЛИЧЕСТВО
1114
SIMULTANEOUS
AXIS
EXCEEDED
ОДНОВРЕМЕННО
УПРАВЛЯЕМЫХ
ОСЕЙ)
27-24
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
появляется в режиме автоматического управления, если количество осей для
одновременного управления составляет 5 при использовании функции обработки
наклонных плоскостей и коррекции погрешности установки заготовки. Однако данное
предупредительное сообщение не может быть выведено в окне TOOL PATH CHECK
(ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА), в котором пуск
программы выполняется только для проверки (без фактических перемещений на
станке).
27-25
РЕЖИМ ОБРАБОТКИ НАКЛОННЫХ ПЛОСКОСТЕЙ: G68.2, G68.3, G68.4, G53.1
27-26 E
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
28 КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0,
с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
28-1 Общие сведения
Данная функция предназначена для коррекции погрешности, возникающей при установке
заготовки, без необходимости переписывания сегмента программы описания контура
обработки; это легко сделать путём изменения системы координат заготовки в
соответствии с возникшей погрешностью.
Исходная система координат
Автоматическое обновление системы
координат заготовки для коррекции
погрешности установки
Заготовка
Заготовка
Коррекция погрешности
установки заготовки
D740PB0104
28-2 Описание функции
1.
Формат программирования
G54.4 Pn;
n: номер данных для коррекции погрешности установки заготовки (от 1 до 7)
Для отмены функции коррекции необходимо ввести ноль в значение аргумента P
(G54.4 P0).
• Команда G54.4 должна быть введена в отдельном кадре (для выбора или отмены
данной функции). При вводе в кадр с кодом G54.4 других команд появится
предупредительное сообщение 1815 CANNOT USE G54.4 (НЕВОЗМОЖНО
ИСПОЛЬЗОВАНИЕ КОДА G54.4).
• При пропуске аргумента Р появится предупредительное сообщение 807 ILLEGAL
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
При вводе для аргумента P любого значения, кроме 0, 1, 2, 3, 4, 5, 6 и 7, появляется
предупредительное
сообщение
809
ILLEGAL
NUMBER
INPUT
(ВВОД
НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
2.
Задание системы координат установки заготовки
Система координат установки заготовки задается с помощью следующих трех типов
данных коррекции погрешности установки.
1.
Линейные погрешности по ортогональным осям X, Y и Z (∆x, ∆y, ∆z)
В текущей системе координат задать в абсолютных значениях исходную точку
системы координат установки заготовки.
2.
Угловые погрешности при повороте вокруг ортогональных осей (a, b, c)
Указать углы поворота (∆a, ∆b, ∆c) вокруг ортогональных осей X, Y и Z текущей
системы координат заготовки в таком порядке, чтобы их направление
28-1
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
соответствовало направлению углов, которые можно получить в системе координат
установки заготовки.
Положительные значения угла означают поворот, при котором правый винт
перемещается в положительном направлении по третьей ортогональной оси.
Координата оси вращения стола при измерении величины погрешности
Задать координаты оси вращения стола в системе координат станка при измерении
величины погрешности ∆x, ∆y, ∆z и ∆a, ∆b, ∆c. Для станков без управляемой оси
вращения стола настройка не требуется, хотя для пятикоординатных станков с
поворотным столом необходима настройка двух осей.
3.
Y’
Погрешность установки
заготовки
Y
Правильное положение
заготовки
X’
∆c
Система координат
заготовки (X, Y, Z)
Система координат
установки заготовки
(X’, Y’, Z’)
∆y
X
∆x
3.
D740PB0105
Ввод данных погрешности установки заготовки
Для ввода аргумента P в кадр G54.4 можно задать или обработать семь групп данных (с
№ 1 по № 7) погрешности установки заготовки.
Кроме того, можно подготовить специальную группу данных для добавления к каждой
перечисленной группе данных. Значения линейных погрешностей (∆x, ∆y, ∆z) и углового
положения стола при измерении могут задаваться как общие данные, что невозможно в
отношении угловых погрешностей (∆a, ∆b, ∆c).
Номер и наименование доступных элементов данных углового положения стола зависят
от технических характеристик того или иного станка.
A.
Окно WORK POSITION ERROR COMP. (КОРРЕКЦИЯ ПОГРЕШНОСТИ ПОЛОЖЕНИЯ
ЗАГОТОВКИ)
Для обработки данных для коррекции погрешности установки заготовки предназначено
окно WORK POSITION ERROR COMP. (КОРРЕКЦИЯ ПОГРЕШНОСТИ ПОЛОЖЕНИЯ
ЗАГОТОВКИ).
• См. соответствующий раздел в ЧАСТИ 3 Руководства по эксплуатации.
Общие данные
№1-№7
∆x
5.
∆x
15.
∆y
0.
∆y
3.
∆z
10.
∆z
0.
A
0.
∆a
0.
C
–45.
∆b
0.
∆c
45.
A
0.
C
90.
Задать величину линейных погрешностей по
ортогональным осям X, Y и Z.
Задать величину угловых погрешностей при повороте
вокруг ортогональных осей.
Для этого типа данных ввод общих данных невозможен.
Задать координаты оси вращения стола при измерении
величины погрешности.
28-2
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
B.
Системные переменные
При помощи переменных, приведённых в таблице ниже, можно считывать и записывать
значения, используемые для коррекции погрешности установки заготовки.
∆x
Обычны
й
№1
№2
№3
№4
№5
№6
№7
#5801
#5811
#5821
#5831
#5841
#5851
#5861
#5871
∆y
#5802
#5812
#5822
#5832
#5842
#5852
#5862
#5872
∆z
#5803
#5813
#5823
#5833
#5843
#5853
#5863
#5873
∆a
—
#5814
#5824
#5834
#5844
#5854
#5864
#5874
∆b
—
#5815
#5825
#5835
#5845
#5855
#5865
#5875
∆c
—
#5816
#5826
#5836
#5846
#5856
#5866
#5876
Координата по
оси вращения 1
#5807
#5817
#5827
#5837
#5847
#5857
#5867
#5877
Координата по оси
вращения 2
#5808
#5818
#5828
#5838
#5848
#5858
#5868
#5878
Для считывания номера (от 1 до 7) выбранных данных для коррекции погрешности
установки заготовки предназначена переменная #5800.
Примечание:
при попытке переписать системную переменную #5800 появляется
предупредительное сообщение 1821 UNWRITABLE SYSTEM VARIABLE
(НЕ ЗАПИСЫВАЕМАЯ СИСТЕМНАЯ ПЕРЕМЕННАЯ).
Кроме того, значение коррекции погрешности установки заготовки по каждой оси можно
считывать посредством следующих переменных.
Значения коррекции
погрешности установки
Ось X
Ось Y
Ось Z
Ось А
Ось B
Ось С
#5881
#5882
#5883
#5884
#5885
#5886
Для считывания используются следующие единицы измерения и диапазоны значений.
Значение
Единица
измерения
Оси линейного
перемещения
от -99999,9999 до 99999,9999,
от -9999,99999 до 9999,99999
мм
дюймы
Оси вращения
от –99999,9999 до 99999,9999
°
Примечание 1:
данные, считываемые для оси X, всегда являются радиальными
значениями, независимо от настройки параметра бита 5 M18 (в окне
POSITION (ПОЛОЖЕНИЕ) в пунктах данных для оси Х отображаются
диаметральные/радиальные значения).
Примечание 2:
считываемые данные всегда равны нулю (0), если считывание
выполняется не в режиме кода G54.4 (Коррекции погрешности
установки заготовки).
28-3
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
C.
Сумма данных коррекции
Сумма общих и отдельных данных коррекции для ортогональных осей рассчитывается
после преобразования в одно и то же положение по соответствующей оси вращения.
Пример:
расчет суммы общих данных и элементов данных коррекции
№ 1 для пятикоординатных станков смешанного типа с осью
С вращения стола.
Погрешность для C = 0°
Общие данные (C = 45°)
Y
Преобразование
для C = 0°
Y
7.071
X
10
45°
X
Y
5
–90°
C
7.071
X
Погрешность для C = 0°
Данные № 1 (C = –90°)
Преобразование
для C = 0°
Общие данные
∆x
10.0
∆y
0.0
∆z
0.0
45.0
№1
Разница
0.0
5.0
0.0
0.0
0.0
45.0
–90,0
Данные коррекции (сумма общих данных
и элементов данных № 1) (после
преобразования для C = 0°)
Y
Y
∆x
∆y
∆z
∆a
∆b
∆c
C
X
X
7.071
5
Угловые погрешности (∆a, ∆b, ∆c) не
зависят от вращения оси C.
28-4
12.071
(7.071 + 5)
D740PB0115
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
4.
Описание работы
A.
Работа в модальном режиме коррекции погрешности установки заготовки
Посредством кадра G54.4 Pn (n = с 1 по 7) осуществляется выбор функции коррекции
погрешности установки заготовки, и устанавливается система координат установки
заготовки в соответствии с группой данных под номером n и текущим положением
соответствующих осей вращения; отображение положения (POSITION (ПОЛОЖЕНИЕ)) на
экране меняется в соответствии с текущей системой координат.
Как правило, команды перемещения по оси в режиме G54.4 Pn обрабатываются в
системе координат установки заготовки.
Отмена функции коррекции погрешности установки заготовки осуществляется
посредством кадра G54.4 P0. Исходная система координат заготовки, на основании
которой вводилась команда G54.4, сменяет систему координат установки заготовки, и
значения POSITION (ПОЛОЖЕНИЕ), меняются соответствующим образом.
Y’
Y
Y
X’
∆c
∆y
X
Траектория перемещения
инструмента в системе
координат заготовки (X, Y, Z)
X
∆x
Траектория перемещения инструмента в системе
координат установки заготовки (X’, Y’, Z’)
D740PB0106
В модальном режиме коррекции погрешности установки заготовки (G54.4) УЧПУ
осуществляет управление траекторией перемещения инструмента путем включения
внешних программных данных коррекции погрешности установки заготовки.
Примечание 3:
при повторном пуске УЧПУ происходит отмена режима коррекции
погрешности установки заготовки (G54.4).
Примечание 4:
при выборе и отмене режима коррекции погрешности установки
заготовки (с помощью кода G54.4) значения, отображаемые в окне
POSITION (ПОЛОЖЕНИЕ), отображаемые на экране, изменяются, как
было сказано выше, однако фактического перемещения подвижных
органов станка не происходит.
28-5
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
B.
Меры предосторожности при выборе и отмене (при помощи кода G54.4) режима
коррекции погрешности установки заготовки
После ввода кадра G54.4 не происходит фактических перемещений в системе координат
станка. Поэтому для первого кадра перемещений по оси после выбора режима коррекции
погрешности установки заготовки (с помощью кода G54.4) следует использовать способ
ввода абсолютных данных. При вводе данных в виде приращений невозможно
переместить инструмент в необходимое положение. То же самое касается и отмены
данной функции: первая команда перемещения должна быть введена в абсолютных
значениях.
Перемещения при правильно установленной
заготовке
Команда перемещения, вводимая с помощью данных
в виде приращений после ввода кода G54.4
Y’
Y
Y
20
N2
N2
5
N1
N1
X’
X
X
для ввода данных в виде приращений
G54.4 P1
N1 G91 G0 X5.Y5.
N2 G91 G1 Y15.F500
N1 G91 G0 X5.Y5.
N2 G91 G1 Y15.F500
для ввода абсолютных данных
Команда перемещения, вводимая с помощью
абсолютных данных после ввода кода G54.4
N1 G90 G0 X5.Y5.
N2 G90 G1 Y20.F500
Y’
Y
N2
N1
X’
X
G54.4 P1
N1 G90 G0 X5.Y5.
N2 G90 G1 Y20.F500
D740PB0107
28-6
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
C.
Коррекция направления оси инструмента
Кроме коррекции, «сдвигающей» систему координат в плоскости XYZ, на
пятикоординатных станках – для установки направления оси инструмента (положения
инструмента) перпендикулярно обрабатываемой поверхности – может выполняться
коррекция угла в соответствии с наклоном оси вращения.
Включение
коррекции
погрешности
установки
заготовки
D740PB0108
Как правило, коррекция положения инструмента может быть выполнена
использованием одной из двух пар углов поворота по соответствующей оси.
Пример:
с
на станках смешанного типа (с осью B и C в качестве оси поворота инструмента и стола,
соответственно)
Z
X
Пары углов поворота для коррекции положения
инструмента
Запрограммированная
команда:
B = 0°
C = 0°
С положительным углом по
оси В
С отрицательным углом по
оси В
Погрешность по оси Y:
Y
Фактическое
положение
Δb = 30°
B = -30°
C = 180°
B = 30°
C = 0°
Расчетное положение
(как на чертеже
обработки)
ПОЛОЖ.
B
0.
C
0.
СТАНОК
B 30.
C
0.
ПОЛОЖ.
B
0.
C
0.
СТАНОК
B -30.
C 180.
Выполненная коррекция положения инструмента
отображается в поле MACHINE (СТАНОК) (согласно системе
координат станка), запрограммированное положение
отображается в поле POSITION (ПОЛОЖЕНИЕ).
D740PB0116
Выбор между двумя парами углов выполняется следующим образом.
1.
Для выбора кадра с кодом G54.4
Выбор пары для способа, требующего меньшего расстояния углового перемещения
по вспомогательной оси вращения.
2.
Для других кадров
Выбор осуществляется в соответствии с настройкой бита 3 параметра F156
(преимущество знака положения по главной оси вращения) и бита 1 параметра F162
(тип прохождения через единичную точку для управления вершиной режущей кромки
инструмента).
28-7
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
Параметр
Тип 1
Тип 2
Бит 3 параметра F156 = 1
Бит 3 параметра F156 = 0
В соответствии со знаком угла главной оси
вращения в конечной точке оптимальный способ
выбирается автоматически посредством
следующей операции:
Выбор осуществляется в соответствии с
настройкой бита 1 параметра F162.
[1] Выбрано в качестве способа, при котором
угол главной оси вращения в конечной точке
имеет знак запрограммированного значения.
Операция
[2] Если выбор в пункте [1] выше не сделан
(знак значения (плюс или минус) не
определен), то выбор осуществляется в
соответствии с настройкой бита 1 параметра
F162.
Пример:
на станках смешанного типа (с осью B и C в качестве оси поворота инструмента и стола,
соответственно)
Z
Положение инструмента в конечной точке после
прохождения через единичную точку
Запрограммированная
команда
G54.4 P1
G90 B0.C0.
X
Бит 3 параметра F156 = 1
См. а) слева
Y
G90 B5.C90.
B = 5°
C = 90°
a)
b)
Бит 3 параметра F156 = 0
См. b) слева
Значению фактического угла
поворота по оси В присваивается
знак запрограммированного
значения главной оси.
В зависимости от настройки бита 1
параметра F162 знак фактического
угла поворота по оси B может быть
противоположным по сравнению с
запрограммированным значением
главной оси.
ПОЛОЖ.
B
5.
C
90.
СТАНОК
B 30.
C 90.
B = –5°
C = 270°
ПОЛОЖ.
B 5.
C 90.
СТАНОК
B -5.
C 270.
Выполненная коррекция положения инструмента
отображается в поле MACHINE (СТАНОК) (согласно системе
координат станка), запрограммированное положение
отображается в поле POSITION (ПОЛОЖЕНИЕ).
D740PB0156
Параметр
Операция
Тип 1
Бит 1 параметра F162 = 1
В соответствии со знаком угла главной оси
вращения в конечной точке оптимальный
способ выбирается автоматически посредством
следующей операции:
[1] Выбор способа, при котором угол наклона
главной оси вращения имеет тот же знак,
что и исходное положение (положение при
запуске посредством команды G54.4).
[2] Если исходное положение главной оси
вращения инструмента равно 0, то
происходит выбор способа, в котором угол
наклона оси вращения имеет то же знак,
что и более широкая сторона хода по оси.
28-8
Тип 2
Бит 1 параметра F162 = 0
В соответствии со знаком угла главной оси
вращения в конечной точке оптимальный
способ выбирается автоматически посредством
следующей операции:
[1] Выбор способа, требующего меньшего
расстояния углового перемещения по
второстепенной оси вращения.
[2] Если выбор в пункте [1] выше не сделан,
выбирается способ, требующий меньшего
расстояния углового перемещения по
главной оси вращения.
[3] Если выбор в пункте [2] выше не сделан,
выбирается способ, при котором угол
главной оси вращения имеет тот же знак,
что и исходное положение (положение
при запуске посредством команды G54.4).
[4] Если выбор в пункте [3] выше не сделан, то
происходит выбор способа, в котором угол
наклона оси вращения имеет то же знак,
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
что и более широкая сторона хода по оси.
Комментарий: определение главной и вспомогательной осей
С вращающимся инструментом
С поворотным столом
Смешанный тип
Вспомогат.
ось
вращения
Инструмент
Стол
Главная ось
вращения
Заготовка
Инструмент
Главная ось
вращения
Главная ось
вращения
Заготовка
Инструмент
Заготовка
Стол
Стол
Вспомогательная ось
вращения
Вспомогател.
ось вращения
D740PB0034
D.
Разделение линейных и угловых перемещений в режиме коррекции погрешности
установки заготовки
Коррекция погрешности установки заготовки состоит из линейной коррекции в плоскости
XYZ и угловой коррекции по оси вращения при условии, что положение инструмента
запрограммировано в соответствии с данными заготовки. Поэтому при выполнении кадра
для одновременного управления перемещением по 4-м осям в некоторых случаях может
потребоваться одновременное управление перемещением по 5-и осям, в этом случае
выполнение кадра для предварительного углового позиционирования до выполнения
линейного перемещения может привести к возникновению предупредительного
сообщения 1114 SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ), если станок оснащен функцией
одновременного управления перемещения по 4-м осям.
Использовать бит 2 параметра F156 для выполнения команды перемещения по осям
вращения и линейного перемещения, необходимого для выполнения единичного кадра,
содержащего код G0 или G1, заданных отдельно в двух последовательных кадрах. Это
необходимо для предотвращения прерывания работы в режиме автоматического
управления, вызванного появлением предупредительного сообщения № 1114.
Параметр
Операция
Бит 2 параметра F156 = 0
Команды перемещения по осям вращения и
осям линейного перемещения выполняются
одновременно.
28-9
Бит 2 параметра F156 = 1
Команды перемещения по осям вращения и
осям линейного перемещения выполняются
последовательно в данном порядке.
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
Комментарий:пример обработки
Значение коррекции погрешности установки
заготовки и запрограммированная команда
Значения коррекции погрешности установки
Бит 2 параметра F156 = 0
Перемещения по осям вращения и осям линейного
перемещения выполняются одновременно.
∆x = 0.
∆y = 0.
∆z = 0.
∆a = 0.
∆b = 10.
∆c = 0.
N3
z
Координата по оси вращения 1 = 0°
Координата на оси вращения 2 = 0°
x’
[Запрограммированная команда]
N1 G54.4 P1
(Включение функции коррекции
погрешности установки заготовки)
N2 G90 G1 F500.
N3 X5. Z2.5 B0.
(Индексирование по оси
вращения)
∆b
Бит 2 параметра F156 = 1
Угловое и линейное перемещения выполняются
последовательно в данном порядке.
z’
N3 (угловое
перемещение)
x’
∆b
N3 (линейное
перемещение)
z’
x’
∆b
D740PB0157
28-10
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
28-3 Совместимость с другими функциями
1.
Взаимосвязь с другими командами
A.
Команды, доступные в режиме коррекции погрешности установки заготовки
Функция
Код
Позиционирование
G00
Линейная интерполяция
G01
Круговая интерполяция
G02/G03
Выдержка
G04
Режим высокоскоростной обработки
G05
Точный останов
G09
Включение/отключение функции ввода
данных программы
Выбор плоскости
Функция
Вызов макропрограммы пользователя
Включение режима преобразования
трехмерных координат
Код
G65/G66
G66.1/G67
G68 (*2)
G68.2
Обработка наклонных плоскостей
G68.3
G68.4
G10/G11
Отключение режима преобразования
трёхмерных координат
G69
G17/G18/G19
Постоянный цикл обработки отверстия
G71.1 - G89
Возврат в нулевую точку
G28/G30
Ввод абсолютных данных
G90
Функция пропуска
G31 (*3)
Ввод данных в виде приращений
G91
Отключение функции коррекции на
радиус инструмента
G40
Подача за минуту
G94
Коррекция на радиус инструмента (с
левой стороны)
G41
Подача за оборот
G95
Коррекция на радиус инструмента (с
правой стороны)
G42
Вызов подпрограммы/Конец подпрограммы
M98/M99
Коррекция на длину инструмента
G43/G44
Функция подачи
F
Отключение функции коррекции на
положение инструмента
G49
Функция M, S, T, B
MSTB (*1)
Установка системы координат станка
G53
Контроль направления оси инструмента
G53.1
Коррекция на геометрию
G61.1
Макрокоман
ды
Режим резания
G64
Локальные переменные, общие
переменные, команды управления
(арифметические операции,
тригонометрические функции, квадратный
корень и т. п.), команды контроля (IF ~
GOTO ~, WHILE ~ DO ~)
*1
*2
*3
При использовании функции инструмента (T код) при коррекции погрешности
установки заготовки появится предупредительное сообщение 1814 ILLEGAL CMD IN
G54.4 MODE (НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
Команда G68 может задаваться только в режиме коррекции погрешности установки
заготовки, если бит 4 параметра F168 = 1 (замена команды преобразования
трехмерных координат [G68] командой обработки наклонной плоскости [G 68.2]).
Доступно только для станков с вращающимся инструментом.
При вводе любых команд, кроме перечисленных выше, в режиме коррекции погрешности
установки заготовки, появится предупредительное сообщение 1814 ILLEGAL CMD IN
G54.4 MODE (НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
28-11
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
B.
Режимы, в которых функция коррекции погрешности установки заготовки
доступна
Функция
Код
Функция
Код
Позиционирование
G00
Отключение функции динамической
коррекции ΙΙ
Линейная интерполяция
G01
Коррекция на геометрию
G61.1
Отключение режима высокоскоростной
обработки
G05P0
Режим резания
G64
Выбор плоскости
G17/G18/G19
Отключение модального вызова
макропрограммы пользователя
G67
Ввод данных в дюймовой/метрической
системе измерения
G20/G21
Отключение режима преобразования
трёхмерных координат
G69
Отключение функции предварительной
проверки хода
G23
Отключение постоянного цикла
G80
Отключение функции коррекции на
радиус инструмента
G40
Ввод абсолютных данных
G90
Отмена функции контроля контура
G40.1
Ввод данных в виде приращений
G91
Коррекция на длину инструмента (+/–)
G43/G44
Подача с обратным отсчетом времени
G93
Отмена коррекции на длину инструмента
G49
Подача за минуту
G94
Отмена масштабирования
G50
Подача за оборот
G95
Отключение функции зеркального
отображения
G50.1
G98
Установка локальной системы координат
G52
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
Выбор системы координат заготовки,
дополнительной системы координат
заготовки
G54-59/G54.1
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
G99
G54.2P0
При выборе режима коррекции погрешности установки заготовки в любом режиме, кроме
перечисленных выше, появится предупредительное сообщение 1815 CANNOT USE
G54.4 (ИСПОЛЬЗОВАНИЕ КОДА G54.4 НЕВОЗМОЖНО).
28-12
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
28-4 Ограничения
1.
Команда G54.4 должна быть введена в отдельном кадре (для выбора или отмены
данной функции). При вводе в кадр с кодом G54.4 других команд появится
предупредительное сообщение 1815 CANNOT USE G54.4 (НЕВОЗМОЖНО
ИСПОЛЬЗОВАНИЕ КОДА G54.4).
2.
В режиме коррекции погрешности установки заготовки системные переменные с
#5001 по #5116 используются для считывания информации, относящейся к
независимой системе координат, а системные переменные с #5021 по #5036 всегда
указывают на текущее положение в системе координат станка.
3.
При повторном пуске УЧПУ происходит отмена режима коррекции погрешности
установки заготовки.
4.
Функции коррекции на радиус инструмента, коррекции на длину инструмента,
зеркального отображения, задаваемого G кодом, масштабирования, обработки
наклонных плоскостей и постоянного цикла должны отключаться в режиме коррекции
погрешности установки заготовки (между G54.4P_ и G54.4P0), как изображено на
рисунке ниже, на примере использования функции коррекции на радиус инструмента.
G54.4P2 (Включение коррекции погрешности
установки заготовки)
:
G41D3 (Включение коррекции на
:
радиус инструмента)
Режим коррекции
погрешности установки
:
:
Режим коррекции на радиус
G40 (Отключение коррекции на
:
:
радиус инструмента)
G54.4P0 (Отключениекоррекциипогрешности установки заготовки)
5.
В режиме коррекции погрешности установки заготовки запрещается вводить команду
смены инструмента; в противном случае появится предупредительное сообщение
1814 ILLEGAL CMD IN G54.4 MODE) (НЕДОПУСТИМАЯ КОМАНДА ПРИ
ВЫПОЛНЕНИИ КОДА G54.4).
6.
Ручное прерывание всегда выполняется на основе системы координат станка (без
каких бы то ни было преобразований координат). После ручного прерывания
коррекции погрешности установки заготовки (с использованием или без
использования функции TPS (ЗАПИСЬ ПОЛОЖЕНИЯ РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА)) сначала необходимо выполнить возврат соответствующих
подвижных узлов станка в нулевую точку по управляемым осям и только после этого
возобновить работу в режиме автоматического управления; в противном случае
появится предупредительное сообщение 184 ILLEGAL OPER IN G54.4 MODE
(НЕДОПУСТИМАЯ ОПЕРАЦИЯ ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
7.
Во время прерывания коррекции погрешности установки заготовки попытка
выполнить перемещения по оси вращения в режиме ручного управления или попытка
управления при помощи маховика ручной импульсной подачи приведет к появлению
предупредительного сообщения (184 ILLEGAL OPER IN G54.4 MODE
(НЕДОПУСТИМАЯ ОПЕРАЦИЯ ПРИ ВЫПОЛНЕНИИ КОДА G54.4)).
8.
Проверка траектории перемещения инструмента в окне TOOL PATH CHECK
(ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) выполняется только
на основе исходной системы координат заготовки (без учета преобразований
координат).
28-13
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
9.
При моделировании в окне VIRTUAL MACHINING (ВИРТУАЛЬНАЯ ОБРАБОТКА)
настройка коррекции погрешности установки заготовки в программе учитывается при
воспроизведении перемещений рабочих органов станка, но не при определении
положения отображения модели заготовки.
10. Отслеживание траектории перемещения в режиме коррекции погрешности установки
заготовки отображается в системе координат станка.
11. В режиме коррекции погрешности установки заготовки запрещается вводить команду
снятия фасок или скругления углов; в противном случае появляется
предупредительное сообщение (1814 ILLEGAL CMD IN G54.4 MODE)
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
12. Во время повторного пуска из кадра в модальном режиме коррекции погрешности
установки заготовки при использовании функций меню [RESTART] [ПОВТОРНЫЙ
ПУСК] и [RESTART 2 NONMODAL] [НЕМОДАЛЬНЫЙ ПОВТОРНЫЙ ПУСК 2]
выполняется перемещение в положение после и в положение до коррекции
соответственно.
13. В режиме коррекции погрешности установки заготовки запрещается в качестве
вызываемой подпрограммы использовать программу формата MAZATROL; в
противном случае появляется предупредительное сообщение (1814 ILLEGAL CMD
IN G54.4 MODE) (НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
14. Запрещается вводить кадр перемещения с командой перемещения на угол,
превышающий 180°; в противном случае появится предупредительное сообщение
1820 ILLEGAL COMMD IN G54.4 (НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ
КОДА G54.4).
15. Согласно настройкам параметра SU153 соответствующие элементы информации в
окне POSITION (ПОЛОЖЕНИЕ) соответствуют следующим типам системы координат
в режиме коррекции погрешности установки заготовки:
Бит отключения (0)
POSITION
(ПОЛОЖЕНИЕ) (SU153
бит 3)
Бит включения (1)
Система координат установки заготовки
MACHINE (СТАНОК)
Система координат станка
BUFFER (БУФФЕР)
(SU153 бит 1)
Система координат заготовки
Система координат установки
заготовки
REMAIN (ОСТАВШЕЕСЯ
РАССТОЯНИЕ) (SU153
бит 2)
Система координат заготовки
Система координат установки
заготовки
16. В режиме коррекции погрешности установки заготовки запрещается вводить команду
позиционирования в произвольную точку или команду измерения инструмента для
наружной обработки (для обнаружения поломки); в противном случае появляется
предупредительное сообщение (1814 ILLEGAL CMD IN G54.4 MODE)
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4).
17. Команды позиционирования (задаваемые кодом G0) в режиме коррекции
погрешности установки заготовки всегда выполняются по траектории интерполяции.
18. Разгон и торможение при выполнении команд позиционирования (при выполнении
кода G0) в режиме коррекции погрешности установки заготовки выполняются в
соответствии
с
параметром
L74
(скорость
рабочей
подачи
для
прединтерполяционного контроля разгона/торможения) и L75 (константа времени
для прединтерполяционной рабочей подачи), если они задаются кодом G61.1
(коррекция на геометрию) или при выбранной (дополнительной) функции контроля
фиксированного градиента при выполнении кода G0.
28-14
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
19. Если в бит 2 параметра F156 введено значение 1 (разделение линейных и угловых
перемещений),
выполнение
кадра
перемещения
может
отличаться
от
запланированного, если не активирована функция коррекции погрешности установки
заготовки. Поэтому следует задать команду углового перемещения при условии, что
инструмент и заготовка находятся на достаточном расстоянии друг от друга.
20. Если в бит 2 параметра F156 введено значение 1 (разделение линейных и угловых
перемещений), то при выполнении команды перемещения, требующей разделения,
отобразится предупредительное сообщение 1814 ILLEGAL CMD IN G54.4 MODE
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4), при условии, что
данная команда задана вместе с функциями коррекции погрешности установки
заготовки и коррекции на радиус инструмента,
21. Если в бит 2 параметра F156 введено значение 1 (разделение линейных и угловых
перемещений), то по завершении выполнения каждого из двух кадров, созданных
для кадра перемещения, требующего разделения, произойдет останов работы в
режиме покадровой отработки.
22. Если в бит 2 параметра F156 введено значение 1 (разделение линейных и угловых
перемещений), то при выполнении команды перемещения, требующей разделения,
отобразится предупредительное сообщение 1814 ILLEGAL CMD IN G54.4 MODE
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ВЫПОЛНЕНИИ КОДА G54.4), при условии, что
данная команда задана с кодами M, S, T или B в одном кадре.
23. Предупредительное
сообщение
1114
SIMULTANEOUS
AXIS
EXCEEDED
(ПРЕВЫШЕНО
КОЛИЧЕСТВО
ОДНОВРЕМЕННО
УПРАВЛЯЕМЫХ
ОСЕЙ)
появляется в режиме автоматического управления, если количество осей для
одновременного управления составляет 5 при использовании функции обработки
наклонных плоскостей и коррекции погрешности установки заготовки. Однако данное
предупредительное сообщение не может быть выведено в окне TOOL PATH CHECK
(ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА), в котором пуск
программы выполняется только для проверки (без фактических перемещений на
станке).
28-15
КОРРЕКЦИЯ ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВКИ: G54.4P0, с G54.4P1 по G54.4P7 (ДОП. ФУНКЦИЯ)
28-16 E
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
29
29 ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
1.
Функция и назначение
Данная функция позволяет наносить произвольную строку символов путем съема стружки
с обрабатываемой поверхности.
Комбинированное использование с другой подготовительной функцией и специальными
кодами позволяет выполнять надписи на различных типах обрабатываемых
поверхностей; кроме того, к надписи могут добавляться текущие данные (порядковый
номер детали, дата, время и др.).
2.
Формат программирования
G140 Xx Yy Zz Cc Ii Jj Kk Pp Qq Dd Hh Ee Rr Ll [Строка символов]
Содержание
Адрес
Единица
измерения
Начальная точка надписи.
Аргументы можно пропустить, если текущие осевые положения должны
задаваться как соответствующие элементы начальной точки.
мм/дюймы,
градусы
I
Центр дуги, на которой будет расположена строка символов,
Положение по горизонтальной оси (1й оси выбранной плоскости).
Данные в виде приращений относительно начальной точки.
Требуется только для расположения строки символов на дуге окружности.
мм/дюймы
J
Центр дуги, на которой будет расположена строка символов,
Положение по вертикальной оси (2й оси выбранной плоскости).
Данные в виде приращений относительно начальной точки.
Требуется только для расположения строки символов на дуге окружности.
мм/дюймы
K
Угол строки символов.
Угол отклонения строки символов от горизонтальной оси.
Аргумент можно пропустить, если он равен нулю (0).
X, Y, Z, C
градусы
Траектория расположения символов.
Задать положение символа относительно начальной точки.
Аргумент можно пропустить, если он равен нулю (0).
•
p=0
p=1
Заданная начальная точка
p=2
Q
P
Высота
(H)
A
A
—
А
Направление вращения при размещении строки символов на дуге.
0: По часовой стрелке
1: Против часовой стрелки
Требуется только для расположения строки символов на дуге окружности.
•
Q
q=0
q=1
29-1
Заданная начальная точка
—
29
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Содержание
Адрес
Единица
измерения
D
Глубина символа.
Глубина гравировки (от обрабатываемой поверхности до основания).
Аргумент можно пропустить, если должна использоваться настройка параметра
F275.
мм/дюймы
H
Высота символа.
Задать высоту символов.
Аргумент можно пропустить, если должна использоваться настройка параметра
F276.
Ширина символа является фиксированной: «h/2».
мм/дюймы
E
Коэффициент ручной коррекции скорости рабочей подачи по оси инструмента.
Скорость подачи по оси инструмента F’ = F (запрограммированное значение) ×
e/100.
Аргумент можно пропустить, если должна использоваться настройка параметра
F274.
%
R
Высота отвода.
Задать высоту отвода инструмента от обрабатываемой поверхности.
Аргумент можно пропустить, если должна использоваться настройка параметра
F277.
—
Расстояние между символами.
Аргумент можно пропустить, если он равен нулю (0).
При линейном расположении задать расстояние между символами.
При расположении по окружности задать длину хорды между двумя точками, как
показано ниже, в соответствии с траекторией расположения символов (p).
<Если p = 0>
<Еслиp = 1>
<Если p = 2>
I
I
I
Использовать отрицательное значение для расположения с наложением
символов или даже для перевернутого расположения (справа налево).
Пример:
L
1. Линейное расположение символов шириной 10.
<I = –5.>
<I = 5.>
—
<I = –20.>
A B
AB
BA
I
I
I
2. Расположение символов шириной 10 по окружности (по часовой стрелке).
<I = –5.>
<I = 5.>
I
I
<I = –20.>
I
Строка символов при выполнении гравировки путем съема стружки.
[Строка
символов]
Нельзя вводить в квадратные скобки более 100 символов; в противном случае
появится предупредительное сообщение 807 ILLEGAL FORMAT
(НЕДОПУСТИМЫЙ ФОРМАТ).
—
• Символы создаются путем съема стружки в выбранной плоскости (G17/G18/G19).
• Код G140 должен задаваться только в отдельном кадре. Если в кадре с кодом G140
содержатся другие команды, появится предупредительное сообщение (807 ILLEGAL
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
• Код G140 вводится в начале кадра.
29-2
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
29
<Линейное расположение строки символов>
* (Траектория расположения символов) p = 1,
Начальная точка надписи задается в виде абсолютных значений.
• K (угол строки символов) пропускается.
• K (угол строки символов) задается.
l
l
Y
k
x
x
X
y
y
Z
r
Нулевая точка заготовки
z
X
Заданная начальная точка
d
D749PB0019
<Расположение строки символов на окружности>
* (Траектория расположения символов) p = 1,
Начальная точка надписи задается в виде абсолютных значений.
• K (угол строки символов) пропускается.
• K (угол строки символов) задается.
l
l
x
i
X
j
j
x
Y
k
i
y
y
Z
Нулевая точка заготовки
r
Заданная начальная точка
z
d
X
Заданный центр дуги
D749PB0020
29-3
29
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Задание строки символов
Строка символов, выполняемая путем съема стружки, может состоять из следующих
типов символов:
• Цифр
• Букв
• Символов
• Специальных кодов
Первые три типа символов включают:
0
1
2
3
4
5
6
7
8
9
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
R
S
T
U
V
W
X
Y
Z
a
b
c
d
e
f
g
h
i
j
k
l
m
n
o
p
q
r
s
t
u
v
w
x
y
z
!
“
$
&
‘
*
+
,
-
.
/
=
?
@
\
^
`
{
}
|
~
Специальные коды используются для добавления к надписи текущих данных (даты и
времени, порядкового номера детали и общих переменных). Коды необходимо заключать
в угловые скобки (< и >).
Текущие данные - это информация, получаемая в момент предварительного считывания
(и анализа) в кадре с кодом G140.
A.
Добавление даты
Надпись может быть дополнена текущей датой обработки.
1.
Формат программирования
<Y>:
<M>:
<D>:
2.
Год
Месяц
День
Пример
Запрограммированная команда
ABCD<Y><M><D>
Обработка выполнена 16 января 2017
Результат обработки
ABCD20170116
29-4
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
B.
29
Добавление времени суток
Надпись может быть дополнена текущим временем обработки.
1.
Формат программирования
<T>: 24-часовой формат
<T1>: 12-часовой формат
2.
Пример
Пример 1:
Пример 2:
Запрограммированная команда
Запрограммированная команда
ABCD<T>
ABCD<T1>
Обработка выполнена в 4:56 вечера
Результат обработки
Результат обработки
ABCD16:56
C.
Обработка выполнена в 4:56
вечера
ABCD04:56
Добавление порядкового номера детали
Надпись может быть дополнена текущим порядковым номером детали.
1.
Формат программирования
<Px>: Подсчет деталей
x: Количество цифр в надписи (Диапазон значений: от 1 до 4)
2.
Пример
Запрограммированная команда
ABCD<P3>
В ходе обработки 38-й
детали
В окне POSITION
(ПОЛОЖЕНИЕ)
COUNTER (СЧЕТЧИК)
Результат обработки
37
ABCD037
D.
Добавление значения общей переменной
Надпись может быть дополнена текущим значением заданной общей переменной.
1.
Формат программирования
<#xxx/y.z> : Общая переменная
x: Адрес (номер) общей переменной (от #100 до #199, от #500 до #999)
y: Количество требуемых целых разрядов (Диапазон значений: от 1 до 8)
z: Количество требуемых десятичных разрядов (Диапазон значений: от 1 до
8)
29-5
29
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
2.
Пример
Запрограммированная команда
ABCD<#100/2.3>EFGH<#101/3.5>
Если #100 = 12.3456 и #101 = –12.3456
Результат обработки
ABCD 12.345EFGH–012.34560
Примечание 1:
значение заданной общей переменной добавляется к надписи с
предшествующим пробелом или знаком «минус» (вставляется
автоматически), если значение является положительным или
отрицательным, соответственно. Задать требуемое количество целых
разрядов без учета упомянутой выше автоматической вставки.
Примечание 2:
лишние цифры в начале и конце значений (общей переменной) будут
просто пропущены в надписи.
Пример:
4.
макропеременная и ее значение: #100 = 123.4567
Запрограммированная команда....... <#100/2.3> (для 2 целых и 3 десятичных
разрядов)
Выполняемая надпись ...................... 23,456
Примечание 3:
нельзя вводить несколько адресов в одну пару угловых скобок; в
противном случае появится предупредительное сообщение 807
ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Примечание 4:
для порядкового номера детали необходимо указать требуемое
количество цифр; в противном случае появится предупредительное
сообщение (807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)).
Примечание 5:
для общей переменной необходимо указать требуемое количество
цифр; в противном случае появится предупредительное сообщение
(807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ)).
Примечание 6:
если заданное количество цифр выходит за пределы допустимого
диапазона, появится предупредительное сообщение 807 ILLEGAL
FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Примечание 7:
если в квадратных и угловых скобках будут указаны символы, отличные
от перечисленных выше, появится предупредительное сообщение 807
ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
Взаимосвязь с другими функциями
<Режимы, в которых может использоваться функция гравировки (G140)>
Функция
Код
Функция
Код
Позиционирование
G00
Отключение режима
полигональной обработки
Линейная интерполяция
G01
Включение зеркального
отображения с помощью G кода
G51.1
Отключение режима
высокоскоростной обработки
G05P0
Выбор системы координат
заготовки
G54-G59
Цилиндрическая интерполяция
G07.1
Выбор дополнительной системы
координат заготовки
G54.1
Включение функции
интерполяции в полярных
координатах
G12.1
Режим точного останова
G61
29-6
G50.2
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Функция
Код
Функция
29
Код
Отключение функции
интерполяции в полярных
координатах
G13.1
Режим резания
G64
Выбор плоскости
G17/G18/G19
Вызов макропрограммы
G65/G66/G66.1/G67
Отключение функции обработки
в пяти плоскостях
G17.9
Отключение режима
преобразования трехмерных
координат
G69
Отмена выбора плоскости
токарной обработки
G18.9
Отключение постоянного цикла
G80
Ввод данных в
дюймовой/метрической системе
измерения
G20/G21
Ввод абсолютных данных/данных в
виде приращений
G90/G91
Включение и отключение
функции предварительной
проверки хода
G22/G23
Подача с обратным отсчетом
времени
G93
Отключение функции коррекции
на радиус инструмента
G40
Подача за минуту (асинхронная)
G94
Отмена управления в прямом
направлении
G40.1
Отключение режима поддержания
постоянной скорости резания
G97
Коррекция на длину инструмента
+/–
G43/G44
Возврат в исходную/базовую точку
G98/G99
Отключение функции коррекции
на положение инструмента
G49
G111
Отмена масштабирования
G50
Отмена оси управления при
перекрестной обработке
Отключение зеркального
отображения G кода
G50.1
Отмена режима зубофрезерования
G113
Задание команды G140 в режиме, отличном от перечисленных выше, приведет к
появлению предупредительного сообщения (1912 CANNOT USE ENGRAVING
(НЕСОВМЕСТИМ С ФУНКЦИЕЙ ГРАВИРОВКИ)).
5.
Важная информация
• В некоторых случаях время обработки, которое отображается в окне TOOL PATH
CHECK (ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) или VIRTUAL
MACHINING (ВИРТУАЛЬНАЯ ОБРАБОТКА), может быть меньше фактического
времени для программы, которая содержит команду гравировки (G140) со
специальными кодами (в угловых скобках).
• Команда гравировки (G140) со специальными кодами (в угловых скобках) выглядит на
экране УЧПУ следующим образом.
Название окна
TOOL PATH CHECK
(ПРОВЕРКА
ТРАЕКТОРИИ
ПЕРЕМЕЩЕНИЯ
ИНСТРУМЕНТА)
VIRTUAL MACHINING
(ВИРТУАЛЬНАЯ
ОБРАБОТКА)
Вид
Изображение (для команды «А» со специальным кодом)
В виде
горизонтальной
строки
A
* Пунктирные линии на самом деле не отображаются на
экране.
• Во время выполнения команды гравировки со специальными кодами функция
INTELLIGENT SAFETY SHIELD (ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА ЗАЩИТЫ ОТ
ПОВРЕЖДЕНИЙ) остается отключенной.
• Если в результате расшифровки специальных запрограммированных кодов
фактическое количество гравируемых символов будет превышать 100, появится
предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ).
29-7
29
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
• Если во время операции гравировки предпринята попытка прерывания с помощью
маховика ручной импульсной подачи, ручного прерывания автоматической операции
или прерывания посредством функции MDI (РУЧНОЙ ВВОД ДАННЫХ), появится
предупредительное сообщение (1157 ILLEGAL OPERATION IN ENGRAVING
(НЕДОПУСТИМАЯ ОПЕРАЦИЯ ВО ВРЕМЯ ГРАВИРОВКИ)).
• При расположении строки символов на дуге окружности диаметр дуги должен быть
больше половины высоты символа и расстояния между символами; в противном
случае появится предупредительное сообщение (1913 ILLEGAL ARC RADIUS OF
ENGRAVING (НЕДОПУСТИМЫЙ РАДИУС ДУГИ ДЛЯ ГРАВИРОВКИ).
• В режиме покадровой отработки останов операции происходит во время выполнения
единичного кадра с командой гравировки «линия за линией» (в случае сплошных
однонаправленных линий).
• Невозможно возобновить запрограммированную операцию с середины заданной
строки символов.
• Криволинейные участки символа обрабатываются фактически путем выполнения
серии команд перемещения по дуге окружности. Следовательно, значения в пунктах
BUFFER (БУФЕР) и REMAIN (ОСТАТОК) (расстояние перемещения для следующего
кадра и оставшееся расстояние для текущего кадра) в окне POSITION (ПОЛОЖЕНИЕ)
отображаются с учетом команд перемещения по дуге, даже если они могут
выполняться непрерывно.
• Символы, заданные в кадре с кодом G140, могут быть вписаны только предварительно
заданным шрифтом.
6.
Пример программы
Пример 1: линейное расположение строки символов в плоскости XY
2.
11.
Y
X
16.
–30.
10.
Нулевая точка заготовки
Z
Заданная начальная
точка
25.
–15.
X
3.
D749PB0021
G94 G40 G80 G54
G17 X Y................................................................................................. Выбор плоскости XY
G0 X0 Y0 Z0.
F500
G140 X11.Y16.Z-15.K-30.P1 D3.H10.R25.L2.[ABCDEF] ......... Команда гравировки
Пример 2: расположение строки символов на окружности (против часовой стрелки) в
плоскости ХС с использованием функции интерполяции в полярных
координатах.
29-8
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
29
10.
3.
30.
5.
C(Y)
–5.
X
–15.
20.
Нулевая точка заготовки
Заданная нач. точка
Z
Заданный центр дуги
25.
–10.
X
3.
D749PB0022
G94 G40 G80 G54
G17 X C........................................................................................... Выбор плоскости XС
G0X0 Y0 Z10.
G12.1 ............................................................................................... Включение функции интерполяции в
полярных координатах
F500
G140 X20.Z-10.C5.I-15.J-5.K30.P2 Q1 D3.H10.R25.L3.[ABCDEF] .... Команда гравировки
G13.1 ............................................................................................... Отключение функции интерполяции
в полярных координатах
29-9
29
ФУНКЦИЯ ГРАВИРОВКИ (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
29-10 E
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
30 ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-1 Управление вершиной режущей кромки инструмента (дополнительная
функция)
30-1-1 Общие сведения
Функция управления вершиной режущей кромки инструмента предназначена для
одновременного управления осью перемещения инструмента (включая его положение).
При использовании данной функции вершина режущей кромки инструмента может
описать заданную в программе траекторию перемещения (на необходимой скорости
подачи) в соответствии с положением инструмента относительно заготовки.
Центр вращения
Запрограммированная
траектория перемещения
Примечание 1:
Управление осуществляется таким образом, чтобы перемещение
вершины режущей кромки инструмента выполнялось в
соответствии с траекторией, заданной в программе.
D734P2001
данная функция действует только в станках следующего исполнения:
<Три типа 5-осевых станков>
С вращающимся инструментом
С поворотным столом
Смешанный тип
Первая ось
вращения
инструмента
Ось
вращения
инструмента
Инструмент
Вторая ось
вращения
инструмента
Стол
Инструмент
Заготовка
Первая ось
вращения
стола
Заготовка
Инструмент
Заготовка
Стол
Стол
Вторая ось вращения
стола
Ось вращения
стола
D740PB0034
Примечание 2:
выполнение кадра в режиме управления вершиной режущей кромки
инструмента может потребовать одновременных перемещений по
управляемым осям, для которых отсутствуют явно заданные команды
перемещений. Если для выполнения единичного кадра задано
одновременное управление двумя осями вращения или более (или, в
общей
сложности,
пятью
осями
или
более),
появится
предупредительное сообщение 801 SIMULTANEOUS AXIS EXCEEDED
(ПРЕВЫШЕНО КОЛИЧЕСТВО ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ
ОСЕЙ).
30-1
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Примечание 3:
если данная функция отсутствует, при задании команды управления
вершиной режущей кромки инструмента появится предупредительное
сообщение.
30-1-2 Подробное описание
1.
Система координат программы
В режиме управления вершиной режущей кромки инструмента (в котором осуществляется
управление осью для перемещения вершины режущей кромки инструмента по траектории,
заданной программой) в последовательности кадров, содержащих команду перемещения,
задать координаты конечных точек вершины режущей кромки инструмента в
соответствующей системе координат. Описание траектории перемещения вершины
режущей кромки инструмента возможно в двух системах координат (в соответствии с
настройкой определенных параметров): в системе координат стола (привязанной к столу)
и системе координат заготовки.
Независимо от того, какая система координат используется при программировании,
перемещение вершины режущей кромки инструмента относительно заготовки
выполняется в соответствии с командами, содержащимися в последовательности кадров
линейной интерполяции (или круговой интерполяции, при наличии данной функции).
A.
Программирование в системе координат стола
Если для бита 2 параметра F85 введено значение «0», при выборе режима управления
вершиной режущей кромки инструмента необходимо установить систему координат, в
которой будет выполняться программирование, путём привязки текущей системы
координат к столу. При повороте стола происходит поворот системы координат рабочего
стола. Несмотря на то, что направление оси инструмента меняется, положение системы
координат остается неизменным. Последующие команды перемещения по осям X, Y и Z
будут выполняться относительно системы координат стола.
Исходным состоянием системы координат стола является текущее положение стола, или
исходное состояние задается командой поворота стола в кадре с кодом G43.4 или G43.5.
<После поворота стола>
<Исходное положение>
Z
Z
Y
X
Y
X
D740PB0035
Система координат заготовки привязывается к столу.
При повороте стола происходит поворот системы координат рабочего стола. Однако при
вращении инструмента по оси вращения положение системы координат остается
неизменным. Перемещение инструмента по траектории, описанной в данной системе
координат, выполняется относительно заготовки.
30-2
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
<Описание системы координат стола>
Угловое положение стола при привязке системы координат заготовки к столу задается
следующими параметрами:
Базовое
угловое
положение
Начальное положение
(F86 бит 6 = 0)
положение 0°
(F86 бит 6 = 1)
Способ
привязки
системы
координат
заготовки к
столу
Система координат заготовки
привязывается к столу при нахождении
стола в положении начала управления
вершиной режущей кромки инструмента. То
есть, исходным состоянием системы
координат стола является текущее
положение стола, либо исходное состояние
задается командой на поворот стола в
кадре с кодом G43.4 или G43.5.
Система координат заготовки привязывается
к столу при нахождении стола в позиции 0°.
Исходное положение по оси С = 45°
Исходное положение по оси С = 45°
Базовое положение
Базовое положение
Y
Y
C-15.
G43.4Hh
C=0
X
X
30°
45°
Например:
установка
начала системы
координат для
оси C= 45°
Поворот стола
Поворот стола
Позиционирование
Позиционирование
C = 90.
C = 90.
Y
Y
135°
120°
X
X
D740PB0036
Особенности
Привязка системы координат заготовки к
столу выполняется в начале управления
вершиной режущей кромки инструмента.
Привязка системы координат заготовки к
столу выполняется при нахождении стола в
положении 0° по оси С в системе координат
заготовки.
Так как система координат стола зависит от
углового положения в начале управления
вершиной режущей кромки инструмента,
необходимо правильно выполнить
исходное позиционирование по
соответствующей оси. В противном случае
возможно отклонение от расчетного
положения вершины режущей кромки
инструмента относительно заготовки.
Так как система координат стола не зависит
от углового положения в начале управления
вершиной режущей кромки инструмента,
отклонение от расчетного положения
вершины режущей кромки инструмента
относительно заготовки вследствие
исходного углового позиционирования
невозможно.
30-3
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
B.
Программирование в системе координат заготовки
Если для бита 2 параметра F85 введено значение «1», для описания перемещения
режущей кромки инструмента будет использоваться текущая система координат. При
повороте стола смещение данной системы координат не происходит.
Последующие команды на перемещение по осям X, Y и Z будут представлять собой
команды на линейное перемещение относительно стола (заготовки). Задать координаты
конечного положения по ортогональным осям. При этом всегда необходимо учитывать
определенный угол поворота стола.
<После поворота стола>
<Исходное положение>
Z
Z
(К Y
X
О
X
Р
Р
Е
К
Ц
И
Я
D740PB0037
Н
А
Система координат заготовки устанавливается
путём смещения системы координат
И
станка в соответствии с настройками нулевойЗ точки заготовки.
Н
Данная система координат является стационарной
и поэтому не поворачивается при
О
повороте/вращении стола или инструмента по
С соответствующим осям.
П
О
Формат программирования
О
С
Для управления вершиной режущей кромки
инструмента доступно два типа формата
И
программирования: первый тип предназначен
Z для задания только коррекции на длину
инструмента, второй тип предназначен для )задания коррекции на длину инструмента и
Y
2.
направления (положения) оси инструмента.
A.
Включение управления вершиной режущей кромки инструмента
<Тип 1>
G43.4 (Xx Yy Zz Aa Bb Cc) Hh (Pp) ............ Выбор первого типа управления
режущей кромки инструмента
x, y, z
a, b, c
h
p
:
:
:
:
вершиной
Команда перемещения по ортогональным осям
Команда перемещения по оси вращения
Номер коррекции на длину инструмента
Система координат для линейной интерполяции, заданной кодом G0 в
режиме управления вершиной режущей кромки инструмента
<Тип 2>
G43.5 (Xx Yy Zz) Ii Jj Kk Hh ...................... Выбор первого типа управления
режущей кромки инструмента
вершиной
x, y, z : Команда перемещения по ортогональным осям
i, j, k : Направление оси инструмента (радиус-вектор от вершины режущей кромки
до центра вращения инструмента)
h
: Номер коррекции на длину инструмента
B.
Отмена управления вершиной режущей кромки инструмента
G49 ......................................................... Отмена управления вершиной режущей кромки
инструмента
Другие G коды группы 8
30-4
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
G43/G44 (коррекция
направлении)
C.
на
длину
инструмента в
30
положительном/отрицательном
Примечания
1.
Запуск перемещения по оси выполняется в текущем режиме перемещения. Однако
после ввода команды G43.4 или G43.5 в любом режиме, кроме режима линейного
перемещения (G00 или G01), появится предупредительное сообщение 971 CANNOT
USE TOOL TIP PT CONTROL (УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА НЕВОЗМОЖНО).
2.
Ввод команды, выполнение которой предполагает изменение направления
инструмента на противоположное относительно заготовки, запрещен. В противном
случае появится предупредительное сообщение 973 ILLEGAL TOOL AXIS VECTOR
(НЕДОПУСТИМЫЙ ВЕКТОР ОСИ ИНСТРУМЕНТА).
3.
Запрещается использовать иной адрес, кроме адреса оси, указанного в
соответствующих параметрах (3 оси линейного перемещения и 2 оси вращения). В
противном случае появится предупредительное сообщение 974 TOOL TIP PT CTRL
FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ ПРИ УПРАВЛЕНИИ ВЕРШИНОЙ
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
4.
Если выбран первый тип управления вершиной режущей кромки инструмента (G43.4),
запрещается задавать положение оси инструмента при помощи адресов I, J и K. В
противном случае появится предупредительное сообщение 974 TOOL TIP PT CTRL
FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ ПРИ УПРАВЛЕНИИ ВЕРШИНОЙ
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
5.
Если выбран второй тип управления вершиной режущей кромки инструмента (G43.5),
запрещается вводить команду перемещения по оси вращения. В противном случае
появится предупредительное сообщение 974 TOOL TIP PT CTRL FORMAT ERROR
(НЕДОПУСТИМЫЙ ФОРМАТ ПРИ УПРАВЛЕНИИ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА).
6.
Перед вводом команды G43.5 (для второго типа управления вершиной режущей
кромки инструмента) необходимо предварительно выбрать систему координат стола.
В противном случае появится предупредительное сообщение 971 CANNOT USE
TOOL TIP PT CONTROL (УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА НЕВОЗМОЖНО).
7.
Если выбран второй тип управления вершиной режущей кромки инструмента (G43.5),
аргумент составляющих (I, J, K) вектора можно пропустить, если его значение равно
нулю (0). Если все три составляющие пропущены, вектор положения предыдущего
кадра остается неизменным.
8.
В бите 6 параметра F36 задаётся оптимальное количество десятичных знаков в
составляющих вектора оси инструмента (I, J, K) для второго типа управления
вершиной режущей кромки инструмента.
F36 бит 6 = 0:
4 и 5 являются оптимальным количеством десятичных знаков для метрической и
дюймовой системы измерения соответственно.
Пример: для кадра G43.5I0.12345678J0.12345678K0.12345678Hh:
Для метрической системы измерения значение аргументов I, J и K будет
записано как 0,1235; так как используется округление до четвертого десятичного
знака.
Для дюймовой системы измерения значение аргументов I, J и K будет записано
как 0,12346; так как используется округление до пятого десятичного знака.
Бит 6 параметра F36 = 1:
30-5
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
независимо от системы измерения оптимальным количеством десятичных знаков
является 7 десятичных знаков.
Пример: для кадра G43.5I0.12345678J0.12345678K0.12345678Hh:
значение аргументов I, J и K будет записано как 0,1234568; так как используется
округление до седьмого десятичного знака.
<Оптимальное количество десятичных знаков в составляющих (I, J, и K) вектора>
Бит 6
параметра F36
0
1
9.
Система единиц
измерений
Минимальное
значение
Максимальное
значение
Метрическая
система
–99999,9999
99999,9999
Дюймовая
система
–9999,99999
9999,99999
Метрическая
система
–99,9999999
99,9999999
Дюймовая
система
–99,9999999
99,9999999
Выполнение/невыполнение перемещения по оси (при текущем режиме группы G
кодов 1: быстрое перемещение [G00] или рабочая подача [G01]) при отмене
коррекции на длину инструмента зависит от настроек параметра (бит 1 параметра
F114). Ввод команды отмены в режиме круговой интерполяции запрещен. В
противном случае появится предупредительное сообщение 971 CANNOT USE TOOL
TIP PT CONTROL (УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА
НЕВОЗМОЖНО).
10. Команда отмены G49 должна быть введена в отдельном кадре (не включающем
каких-либо других командных кодов). Примечание: при вводе кода G49 в одном кадре
с командой перемещения появится предупредительное сообщение 974 TOOL TIP PT
CTRL FORMAT ERROR (НЕДОПУСТИМЫЙ ФОРМАТ ПРИ УПРАВЛЕНИИ
ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
11. В режиме контроля вершины режущей кромки инструмента угловое перемещение по
сои вращения всегда выполняется по кратчайшей траектории, в частности, при
вращении в положительном направлении преодолевается угловое расстояние в 180°.
12. Первый тип управления вершиной режущей кромки инструмента позволяет задавать
систему координат для линейной интерполяции G00 в режиме управления вершиной
режущей кромки инструмента с помощью аргумента Р, как показано ниже.
Аргумент Р можно пропустить, если он равен 0 (для использования настройки
соответствующего параметра).
Аргумент Р нельзя использовать для второго типа управления вершиной режущей
кромки инструмента.
P0 : Как задано в настройке соответствующего параметра (F37 бит 4 = 0/1: Система
координат стола/станка)
P1 : Система координат стола (независимо от настройки соответствующего
параметра)
P2 : Система координат станка (независимо от настройки соответствующего
параметра)
система координат станка используется для линейной интерполяции при следующих
условиях:
• F37 бит 4 = 1, а кадр с командой для выбора режима управления вершиной
режущей кромки инструмента содержит “P0” или “P2”, заданные как аргумент (или
аргумент Р пропускается),
• для программирования в режиме управления вершиной режущей кромки
инструмента выбрана система координат заготовки (F85 бит 2 = 1), а не система
координат стола ([F85 бит 2 = 0]),
30-6
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
• команда перемещения в режиме позиционирования (G00), и
• (одновременно) задана команда перемещения по поворотной оси стола.
3.
Пуск
Запуск перемещения по оси выполняется при активированной функции управления
вершиной режущей кромки инструмента (посредством интерполяции относительно
системы координат стола).
Как объясняется в таблице ниже, операция запуска зависит от наличия/отсутствия в
кадре G43.4 или G43.5 команд на линейное перемещение или поворот. (Цифры в
таблице приводятся на примере использования кода G43.4 для станка, оснащённого
осью вращения В. В принципе, данный пример может быть использован для всех
других станков: использование кода G43.4 для станка отличной конфигурации и т. д.)
Команды
перемещения
по оси
вращения или
в направлении
оси
инструмента
Команды перемещения по ортогональным осям
не заданы (*1)
Бит 0 параметра F162 = 0
(перемещение с учетом
величины коррекции)
Бит 0 параметра F162 = 1
(перемещение с учетом
величины коррекции не
выполняется)
G43.4Hh
G43.4Hh
заданы (*1)
G43.4XxYyZzHh
Контрольная
точка
не заданы
Вершина
режущей кромки
инструмента
Z
Y
Вершина режущей
кромки инструмента
Выполняется смещение для
позиционирования вершины
режущей кромки в текущую
контрольную точку, т. е. в
направлении оси инструмента на
расстояние коррекции на длину.
G43.4BbHh
Перемещения не выполняются
(перемещение на величину
коррекции не выполняется).
G43.4BbHh
b
заданы (*2)
Вершина режущей
кромки инструмента
(x, y, z)
X
b
Вершина режущей
кромки инструмента
Выполняется перемещение для
позиционирования вершины
режущей кромки в точку
определенной системы
координат, включая величину
коррекции.
G43.4XxYyZzBbHh
b
Z
(x, y, z)
Y
X
D740PB0038
Выполняется линейное
перемещение и поворот для
позиционирования вершины
режущей кромки в текущую
контрольную точку, заданную в
системе координат программы
(*2) на расстояние коррекции на
длину.
(*1)
Выполняется поворот и
автоматическое линейное
перемещение во избежание
смещения положения вершины
режущей кромки инструмента,
заданной в системе координат
программы (*2).
Выполняется линейное
перемещение и поворот для
позиционирования вершины
режущей кромки в точку
определенной системы
координат, заданную в системе
координат программы (*2),
включая величину коррекции.
Если кадр с кодом G43.4 или G43.5 содержит хотя бы одну команду перемещения по
30-7
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
ортогональным осям, то команда перемещения по ортогональным осям «задана».
(*2)
4.
При вводе команды перемещения по оси вращения стола при программировании в
системе координат стола выполняется смещение соответствующей системы
координат (системы координат стола). В таком случае конечное положение
(возможного) перемещения вершины режущей кромки обозначает положение
относительно стола под заданным углом.
Отмена
Для выбора выполнения/невыполнения соответствующего перемещения по оси в
результате отмены предназначен соответствующий параметр.
Отмена с перемещением по оси (бит 1 параметра F114 = 0)
Для отмены определенной величины коррекции на длину режим управления вершиной
режущей кромки инструмента отменяется посредством смещения в направлении оси
инструмента.
G49
Контрольная
точка
Вершина режущей
кромки инструмента
D740PB0039
Отмена без перемещения по оси (бит 1 параметра F114 = 1)
Выполняется отмена режима управления вершиной режущей кромки инструмента без
перемещения по оси.
G49
D740PB0040
Примечание: при вводе кода G49 в одном кадре с командой перемещения появится
предупредительное сообщение 974 TOOL TIP PT CTRL FORMAT ERROR
(НЕДОПУСТИМЫЙ ФОРМАТ ПРИ УПРАВЛЕНИИ ВЕРШИНОЙ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА).
30-8
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
5.
30
Работа в режиме управления вершиной режущей кромки инструмента
A.
Первый тип управления вершиной режущей кромки инструмента (G43.4)
<Команды перемещения по ортогональной оси и оси вращения, заданные в одном кадре>
Управление осуществляется таким образом, чтобы перемещение вершины режущей
кромки инструмента выполнялось в соответствии с траекторией, заданной в
программе.
Z
:
G43.4Xx1Zz1Bb1Hh
Xx2Zz2Bb2
Xx3Zz3Bb3
:
b1
b2
b3
z1
z2
z3
Система координат стола
Вершина режущей
кромки инструмента
X
x1
x2
x3
D740PB0041
После внутреннего преобразования системы координат заготовки в систему координат
стола инструмент начинает перемещаться по точкам траектории перемещения,
заданной в программе.
<Команда перемещения по оси вращения, заданная в отдельном кадре>
Команда перемещения по оси вращения выполняется одновременно с автоматическим
перемещением по ортогональной оси во избежание смещения положения вершины
режущей кромки инструмента, заданной в системе координат стола (положение
относительно заготовки).
:
G43.4Bb0Hh
:
Bb1
:
Z
b0
b1
Вершина режущей
кромки инструмента
X
Система координат стола
D740PB0042
30-9
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
B.
Второй тип управления вершиной режущей кромки инструмента (G43.5)
<Команды перемещения по ортогональным осям и команды вектора положения, заданные
в одном кадре>
Управление осуществляется таким образом, чтобы перемещение вершины режущей
кромки инструмента выполнялось в соответствии с траекторией, заданной в программе.
:
G43.5Xx1Zz1Ii1Jj1Kk1Hh
Xx2Zz2Ii2Jj2Kk2
Z
Xx3Zz3Ii3Jj3Kk3
:
(i1, j1, k1)
(i2, j2, k2)
(i3, j3, k3)
z1
z2
z3
Система координат программы
Вершина режущей
кромки инструмента
X
x1
x2
x3
D740PB0043
<Команда вектора положения, заданная в одном кадре>
Во избежание смещения положения вершины режущей кромки инструмента
одновременно с автоматическим перемещением по ортогональным осям выполняется
команда поворота, включенная в вектор положения.
:
G43.5Ii0Jj0Kk0Hh
:
Ii1Jj1Kk1
:
(i0, j0, k0)
Z
(i1, j1, k1)
Вершина режущей
кромки инструмента
X
Система координат программы
D740PB0044
30-10
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
6.
30
Программирование положения режущей кромки инструмента и скорости подачи в
режиме управления вершиной режущей кромки инструмента
Описать в программе перемещение центра режущей кромки инструмента
Концевая сферическая фреза
Концевая плоская фреза
Вершина режущей
кромки инструмента
Вершина режущей
кромки инструмента
D740PB0045
Подача контролируется таким образом, чтобы центр режущей кромки инструмента
перемещался с заданной скоростью.
Контрольная точка
F
Интерполяция выполняется по сплошной линии, определенной заданным
положением вершины режущей кромки инструмента.
Заданная скорость подачи (F) = скорость перемещения вершины режущей
кромки инструмента
D740PB0046
30-11
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
7.
Способы интерполяции для осей вращения
Выбор способа интерполяции по оси вращения осуществляется посредством параметра.
Существует два способа интерполяции: интерполяция вращения по одной оси и кусочная
интерполяция.
(В скобках указаны положения инструмента, которые различаются в начале и в конце
кадра интерполяции; однако в обоих способах интерполяции положение вершины
режущей кромки инструмента относительно заготовки не меняется).
Метод
Параметры
Интерполяция вращения по одной оси
Кусочная интерполяция
Бит 3 параметра F85 = 0
F85 бит 3 = 1
По оси вращения осуществляется
одновременное управление, чтобы
направляющий вектор оси инструмента мог
перемещаться с постоянной угловой
скоростью в плоскости, которая задается
направляющими векторами оси инструмента
в начальной и конечной точках.
По каждой оси вращения выполняется
линейная интерполяция с постоянной частотой
вращения (как при выполнении кода G01).
<Направление оси инструмента
относительно заготовки>
<Направление оси инструмента относительно
заготовки>
Точка направляющих векторов оси
инструмента лежит в плоскости.
Направляющий вектор оси
инструмента в начальной
точке
Направляющий вектор оси
инструмента в конечной точке
Точка направляющих векторов оси
инструмента образует, как правило,
криволинейную поверхность.
Направляющий вектор оси
инструмента в начальной
Направляющий вектор оси
точке
инструмента в конечной точке
Операция
Постоянная угловая скорость в плоскости
<Операции на станке>
<Операции на станке>
Частота вращения не поддерживается
на постоянном уровне.
Частота вращения поддерживается на
постоянном уровне.
D740PB0047
Особенности
При выполнении кадра интерполяции, не
возникает непредвиденного столкновения
либо сбоя в работе, так как положение
инструмента относительно заготовки не
меняется, и инструмент никогда не выходит
за пределы плоскости, которая задается
направляющими векторами оси
инструмента в начальной и конечной
точках.
При выполнении кадра интерполяции ось
инструмента отклоняется от плоскости,
включая направляющие векторы оси
инструмента в начальной и конечной точках.
Величина отклонения зависит от
конфигурации управляющих осей станка. Во
избежание столкновения и сбоя в работе при
программировании необходимо учитывать
данный фактор.
Однако для того, чтобы положение
инструмента относительно заготовки не
менялось, и инструмент всегда находился в
одной плоскости, по определенной
управляемой оси может выполняться
интенсивное перемещение в начале, конце
или середине кадра.
Так как скорость перемещения по каждой оси
является постоянной, обработка
выполняется плавно, и время обработки, как
правило, немного сокращается. Поэтому,
если не предприняты специальные меры
предотвращения столкновения или сбоя в
работе, рекомендуется использовать данный
способ кусочной интерполяции.
30-12
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Примечание:
30
если для выполнения единичного кадра задано одновременное
управление двумя осями вращения или более (или, в общей сложности,
пятью осями или более), появится предупредительное сообщение 801
SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
<Примечания>
Для перемещения направляющего вектора оси инструмента в одной плоскости
используется способ интерполяции вращения по одной оси. При использовании данного
способа интерполяции иногда перемещение по оси может выполняться резко и
прерывисто, как изображено на рисунке ниже. Как правило, способ кусочной интерполяции
рекомендуется использовать в целях техники безопасности или по другим причинам, если
необходимо постоянно поддерживать изменение положения инструмента в плоскости,
определяемого векторами положения в начальной и конечной точках.
Пример программы
N1 B0.C0.
N2 G43.4H1
N3 B45.C90.
На рисунке А ниже изображено положение инструмента относительно заготовки
(выполнение кадра N3).
В примере показано выполнение кадра N3 (интерполяция вращения по одной оси).
Фактические операции на станке, при которых вектор положения инструмента
перемещается в плоскости, включая направляющие векторы в начальной и конечной
точках, показаны на рисунке B. То есть: сначала, чтобы отрегулировать плоскость
вращения по оси В относительно плоскости перемещения вектора положения
инструмента,
выполняется поворот на 90° по оси С, и параллельно происходит перемещение
вершины режущей кромки инструмента в начальную точку ([1] на рис. В),
затем вершина режущей кромки инструмента перемещается в конечную точку на
заготовке с одновременным поворотом инструмента на 45° по оси В, как задано в
программе ([2] на рис. В).
(А) перемещение инструмента относительно
заготовки
B45
(В) операции на станке при интерполяции вращения
по одной оси
C90
B0
Pe
Ps
(конечная точка)
C0
[2]
Ps
(начальная точка)
[1]
Pe
D740PB0048
Как показано на рисунке выше, при интерполяции вращения по одной оси иногда
перемещение при обработке может выполняться прерывисто, в то время как при кусочной
интерполяции обработка выполняется непрерывно и плавно от начала и до конца кадра.
Примечание: если для выполнения единичного кадра задано одновременное
управление двумя осями вращения или более (или, в общей сложности,
пятью осями или более), появится предупредительное сообщение 801
30-13
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
КОЛИЧЕСТВО
Графическое изображение векторов положения инструмента (вид обрабатываемой
поверхности сверху).
Интерполяция вектора положения инструмента выполняется параллельно с
перемещением вершины режущей кромки. Начальная точка и длина вектора на
рисунке ниже указывают на положение вершины режущей кромки инструмента и
положение (наклон) оси инструмента соответственно. (чем короче вектор, тем ближе
инструмент к положению В = 0).
Интерполяция вращения по одной оси
Для выполнения наклона оси
инструмента в плоскости в данном
направлении необходимо
выполнить начальный поворот на
90° по оси С.
Конечная точка
B45. C90.
Кусочная интерполяция
Благодаря равномерному
перемещению по осям В и
С плоскость наклона
инструмента непрерывно
поворачивается.
Конечная точка
B45. C90.
B36. C72.
B36.
B27. C54.
B27.
B18.
B18. C36.
B9. C18.
B9.
Начальная точка
B0. C0.
(вектор положения
направлен вверх)
Начальная точка
B0. C0.
(вектор положения
направлен вверх)
D740PB0049
Примечание: если для выполнения единичного кадра задано одновременное
управление двумя осями вращения или более (или, в общей сложности,
пятью осями или более), появится предупредительное сообщение 801
SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
30-14
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
8.
30
Выбор угла поворота по оси
A.
Первый тип управления вершиной режущей кромки инструмента (G43.4)
В первом типе управления вершиной режущей кромки инструмента перемещение по оси
вращения выполняется точно в соответствии с программой (независимо от типа
«прохождения через единичную точку», описанного далее).
Если задано недопустимое положение инструмента, то при выполнении трех
нижеследующих условий появится предупредительное сообщение 973 ILLEGAL TOOL
AXIS VECTOR (НЕДОПУСТИМЫЙ ВЕКТОР ОСИ ИНСТРУМЕНТА).
1.
Выбран способ интерполяции вращения по одной оси,
2.
Положение главной оси вращения различно по алгебраическому знаку в начальной и
конечной точке, а также
3.
Инструмент не проходит через единичную точку (состояние, при котором ось
инструмента параллельна вспомогательной оси вращения) в качестве начальной
точки или по пути к конечной точке.
(это условие применимо, если команда вращения по вспомогательной оси задана в
одном кадре с командами, выполнение которых обеспечивает выполнение второго
условия, описанного выше).
Комментарий:
определение главной и вспомогательной осей
С вращающимся инструментом
С поворотным столом
Смешанный тип
Вспомогательная
ось вращения
Инструмент
Стол
Главная ось
вращения
Главная ось
вращения
Инструмент
Инструмент
Заготовка
Главная ось
вращения
Заготовка
Заготовка
Стол
Стол
Вспомогательная ось
вращения
Вспомогат. ось
вращения
D740PB0034
30-15
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
B.
Второй тип управления вершиной режущей кромки инструмента (G43.5)
<При запуске управления вершиной режущей кромки инструмента>
Во втором типе управления вершиной режущей кромки инструмента команда задания
направления оси инструмента при помощи аргументов I, J и K, как правило, выполняется
при помощи двух пар углов на соответствующих осях вращения.
Запрограммированная
команда
Пары углов осей вращения для определения заданного
положения инструмента относительно заготовки
С положительным углом по
оси В
Для станка с
вращающимся
инструментом
С отрицательным углом по
оси В
B = 45°
C = 0°
B = –45°
C = 180°
I0.707J0K0.707
С положительным углом по
оси А
Для станка с
поворотным
столом
A = 30°
C = 0°
I0J0.866K0.5
С положительным углом по
оси В
B = 45°
Смешанный тип
C = 0°
I0.707J0K0.707
С отрицательным углом по
оси А
A = –30°
C = 180°
С отрицательным углом по
оси В
B = –45°
C = 180°
D740PB0091
Выбор подходящего положения осуществляется автоматически с помощью следующих
действий:
[1]
Выбор положения, при котором угол главной оси вращения имеет тот же знак, что и в
исходном положении (положении при запуске управления вершиной режущей кромки
инструмента посредством команды G43.5),
[2]
Если выбор в пункте [1] выше (т. е. когда координаты исходного положения по главной
оси вращения равны 0) не сделан, происходит выбор положения, при котором угол
главной оси вращения имеет тот же знак, что и большая часть хода по оси,
[3]
Если выбор в пункте [2] выше (т. е. когда положительная и отрицательная часть хода
по главной оси вращения равны между собой) не сделан, выбирается положение, при
котором угол главной оси вращения имеет отрицательный знак.
30-16
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
<В режиме управления вершиной режущей кромки инструмента (при прохождении через
единичную точку)>
Если выбран второй тип управления вершиной режущей кромки инструмента, доступны
два типа прохождения через единичную точку (состояние, когда ось инструмента
параллельна вспомогательной оси вращения), которые, главным образом, отличаются
углом соответствующей оси вращения в конечной точке. Выбор необходимого типа
осуществляется посредством бита 1 параметра F162.
Первый тип прохождения вершины режущей кромки инструмента через единичную
точку
Операция
Выбрано параллельное управление осями вращения, при котором угол главной
оси вращения в конечной точке имеет тот же знак, что и в исходном положении
(положении при запуске посредством команды G43.5).
Угол главной оси вращения (в данном примере, оси В или А) всегда имеет один
и тот же знак (включая значение «0»).
Для станка с вращающимся инструментом
В = положительное
значение
B=0
C=0
В = положительное
значение
C = 180
Для станка с поворотным столом
А = положительное значение
бит 1
параметра
F162 = 1
A=0
А = положительное значение
Пример
C=0
C = 180
Смешанный тип
В = положительное значение
B=0
В = положительное значение
B
C=0
C = 180
D740PB0092
Примечание:
если для выполнения единичного кадра задано одновременное
управление двумя осями вращения или более (или, в общей сложности,
пятью осями или более), появится предупредительное сообщение 801
SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
30-17
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Первый тип прохождения вершины режущей кромки инструмента через единичную
точку
Относительно знака угла главной оси вращения в конечной точке оптимальный
способ выбирается автоматически посредством следующей операции:
[1] Выбор способа, при котором не требуется, чтобы угловое положение
выходило за пределы допустимого перемещения по оси вращения,
Операция
[2] Если выбор в пункте [1] выше не сделан, выбирается положение, при
котором необходимо пройти меньшее расстояние при угловом перемещении
по вспомогательной оси вращения
(способ сокращенной подачи по вспомогательной оси вращения)
[3] Если выбор в пункте [2] выше не сделан, выбирается положение, при
котором необходимо пройти меньшее расстояние при угловом перемещении
по главной оси вращения,
(способ сокращённой подачи по главной оси вращения)
[4] Если выбор в пункте [3] выше не сделан, выбирается положение, при
котором угол главной оси вращения в конечной точке имеет тот же знак, что
и в исходном положении (положении при запуске посредством команды
G43.5).
Угол главной оси вращения в конечной точке задаётся таким образом, чтобы
при угловом перемещении по вспомогательной оси вращения (в данном
примере, оси С) предстояло пройти меньшее расстояние.
Для станка с вращающимся инструментом
В = положительное
значение
B=0
C=0
В = отрицательное
значение
C=0
Бит 1
параметра
F162 = 0
Для станка с поворотным столом
А = положительное значение
A=0
А = отрицательное значение
Пример
C=0
C=0
Смешанный тип
В = положительное значение
C=0
B=0
В = отрицательное значение
C=0
D740PB0093
30-18
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
Примечание: если для выполнения единичного кадра задано одновременное
управление двумя осями вращения или более (или, в общей сложности,
пятью осями или более), появится предупредительное сообщение 801
SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО КОЛИЧЕСТВО
ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
9.
Система координат для линейной интерполяции, заданной кодом G0 в режиме
управления вершиной режущей кромки инструмента
Система координат для линейной интерполяции, заданной кодом G0, в режиме
управления вершиной режущей кромки инструмента зависит от настроек бита 4
параметра F37:
бит 4 параметра F37 = 0:
Система координат стола
Бит 4 параметра F37 = 1:
Система координат станка
Примечание: система координат станка используется для линейной интерполяции при
следующих условиях:
• Бит 4 параметра F37 =1, а кадр с командой для выбора режима
управления вершиной режущей кромки инструмента содержит «P0» или
«P2» в качестве заданного аргумента (или аргумент P пропускается),
• для программирования в режиме управления вершиной режущей
кромки инструмента выбрана система координат заготовки (F85 бит 2 =
1), а не система координат стола ([F85 бит 2 = 0]),
• команда на перемещение выполняется в режиме позиционирования
(G0), а также
• (одновременно) задана команда перемещения по поворотной оси стола.
A.
Линейная интерполяция в системе координат стола
Данная линейная интерполяция выполняется в системе координат стола, когда бит 4
параметра F37 = 0.
Контроль перемещения вершины режущей кромки инструмента осуществляется с учетом
поворота стола.
Пример:
выполнение команды на однокоординатное перемещение по оси C (оси
вращения стола) на 120˚ в системе координат заготовки
B
B
B
B
A
A
A
A
A
Перемещ. вершины режущей кромки инстр. относит. станка
Перемещ. режущей кромки инструмента относительно стола
D740PB0135
30-19
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
B.
Линейная интерполяция в системе координат станка
Данная линейная интерполяция выполняется в системе координат станка, когда бит 4
параметра F37 = 1.
Контроль перемещения вершины
независимо от поворота стола.
режущей
кромки
инструмента
осуществляется
Пример: выполнение команды на однокоординатное перемещение по оси C (оси
вращения стола) на 120˚ в системе координат заготовки
B
B
B
B
B
A
A
A
A
Перемещение вершины режущей кромки
инструмента относительно станка
A
Перемещение режущей кромки инструмента
относительно стола
D740PB0136
Если бит 4 параметра F37 = 1, команда кода G0 (интерполяционного типа) выполняется
для того, чтобы вершина режущей кромки инструмента могла описать отрезок прямой в
системе координат станка, а не в системе координат стола, как в случае обычной команды
перемещения линейной интерполяции в режиме управления вершиной режущей кромки
инструмента. Таким образом, при поступлении команды на перемещение только по оси
вращения стола по ортогональным осям перемещение не выполняется.
Если в одном кадре присутствуют команды на перемещение по ортогональным осям и оси
вращения стола, вершина режущей кромки инструмента опишет отрезок прямой до
указанной конечной точки в системе координат станка.
Бит 4 параметра F37 = 0
G0G91X-10.Y-5.C120.
A
B
Для перемещения вершины режущей кромки
инструмента по прямолинейной траектории в системе
координат стола (следовательно, для нелинейного
перемещения – относительно системы координат
станка).
A
Бит 4 параметра F37 = 1
B
A
B
Для перемещения вершины режущей кромки
инструмента по прямолинейной траектории в системе
координат станка (независимо от поворота стола).
D740PB0137
30-20
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
<Важная информация при выборе системы координат станка для линейной интерполяции
с помощью кода G0>
Если в одном кадре содержится команда на вращение инструмента, для того, чтобы
вершина режущей кромки инструмента могла описать отрезок прямой в системе
координат станка до указанной конечной точки, осуществляется одновременный контроль.
D740PB0138
Метод интерполяции, применимый к осям вращения, всегда представляет собой кусочную
интерполяцию, независимо от параметра (F85 бит 3).
При совместном использовании с другими функциями преобразования координат (для
коррекции погрешности установки заготовки [G54.4], обработки наклонных плоскостей
[G68.2, G68.3] и т.д.) аналогичный контроль (прямолинейной траектории до указанной
конечной точки в системе координат станка) осуществляется при использовании всех
соответствующих функций, которые принимаются во внимание.
Z
X
Y
Z
Команды на
перемещение
X–70
Y–50
C100
Значения коррекции
погрешности установки
заготовки
x = 40
y = 30
X
Y
Команды на
перемещение
X–70
Y–50
C100
Преобразование системы
координат
D740PB0139
В режиме управления режущей кромкой инструмента не имеет значения (относительно
доступных команд), какая система координат используется для данной интерполяции:
система координат станка или система координат стола.
При совместном использовании с функцией коррекции на радиус инструмента для
пятиосевой обработки при выборе системы координат станка для линейной интерполяции
изменяется направление перемещения, задаваемое в соответствующем кадре и, таким
образом, вектор, созданный для коррекции на радиус, а также параметры автоматической
вставки дополнительных кадров (выполнять или не выполнять вставку). По этой причине
для выполнения предварительного позиционирования к поверхности заготовки
(положение резания) рекомендуется использовать команду линейной интерполяции в
системе координат стола (при помощи другого кода (а не кода G0) или без указания оси
вращения стола).
30-21
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-1-3 Взаимосвязь с другими функциями
1.
Команды, которые можно использовать в одном кадре с кодом G43.4/G43.5
Код
Функция
Код
Позиционирование
Функция
G00
Ввод данных в виде приращений
G91
Линейная интерполяция
G01
Функция подачи
Ввод абсолютных данных
G90
F
При задании в одном кадре G43.4/G43.5 команды, отличной от перечисленных выше,
появляется предупредительное сообщение (972 ILLEGAL CMD TOOL TIP PT CTRL)
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА).
2.
Совместимость с другими командами
A.
Команды, доступные
инструмента
в
режиме
Функция
управления
Код
вершиной
режущей
Функция
кромки
Код
Позиционирование
G00
Отмена масштабирования
G50
Линейная интерполяция
G01
Режим точного останова
G61
Круговая интерполяция
G02/G03
(*1) (*5) (*6)
Коррекция на геометрию
G61.1 (*3)
Режим резания
G64
Выдержка времени
G04
Вызов макропрограммы
G65
Режим высокоскоростной обработки
G05 (*4)
Ввод абсолютных данных
G90
Точный останов
G09
Ввод данных в виде приращений
G91
Выбор плоскости
G17/G18/G19
Подача с обратным отсчетом времени
G93
Отключение функции коррекции на
радиус инструмента
G40
Подача за минуту
G94
Коррекция на радиус инструмента для
пятиосевой обработки (с левой стороны)
G41.2
G41.4
G41.5
Вывод команд M, S, T, B для
противоположной системы
G112 (*2)
Вызов подпрограммы/Конец подпрограммы
M98/M99
Функция подачи
F
Функция M, S, T, B
MSTB (*2)
Локальные переменные, общие
переменные, команды управления
(арифметические операции,
тригонометрические функции, квадратный
корень и т. п.), команды контроля (IF
GOTO , WHILE DO )
Макрокоман
ды
Коррекция на радиус инструмента для
пятиосевой обработки (с правой стороны)
G42.2
G42.4
G42.5
Коррекция на длину инструмента (+/–)
G43/G44
Отключение функции коррекции на
положение инструмента
G49
*1
При использовании команды винтовой/спиральной интерполяции появится предупредительное сообщение
972 ILLEGAL CMD TOOL TIP PT CTRL (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ
ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
*2
При использовании функции смены инструмента (Т кода) в режиме управления вершиной режущей кромки
инструмента появляется предупредительное сообщение (972 ILLEGAL CMD TOOL TIP PT CTRL)
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ
ИНСТРУМЕНТА).
*3
Во время задания команды G61.1 при отключенной функции компенсации геометрии для осей вращения
появляется предупредительное сообщение (972 ILLEGAL CMD TOOL TIP PT CTRL (НЕДОПУСТИМАЯ
КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА)).
*4
Функция сглаживания контура в режиме высокоскоростной обработки не доступна. При управлении
вершиной режущей кромки инструмента соответствующий параметр (бит 1 параметра F96)
недействителен.
*5
Ввод команды круговой интерполяции при программировании в системе координат стола приведет к
появлению предупредительного сообщения.
*6
Ввод команды круговой интерполяции при совместном использовании функции обработки наклонной
плоскости или коррекции погрешности установки заготовки приведет к появлению предупредительного
сообщения (971 CANNOT USE TOOL TIP PT CONTROL (971 НЕВОЗМОЖНО УПРАВЛЕНИЕ ВЕРШИНОЙ
30-22
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА))
При
задании
любой
команды,
кроме
перечисленных
выше,
появляется
предупредительное сообщение 972 ILLEGAL CMD TOOL TIP PT CTRL (НЕДОПУСТИМАЯ
КОМАНДА
В
РЕЖИМЕ
УПРАВЛЕНИЯ
ВЕРШИНОЙ
РЕЖУЩЕЙ
КРОМКИ
ИНСТРУМЕНТА).
B.
Режимы, в которых возможно управление вершиной режущей кромки инструмента
Функция
Код
Функция
Код
Позиционирование
G00
Режим резания
G64
Линейная интерполяция
G01
Вызов макропрограммы
G65
Отключение режима высокоскоростной
обработки
G05P0
Отключение модального вызова
макропрограммы
G67
Включение функции ввода радиальных
значений по оси X
G10.9X0
Включение режима преобразования
трехмерных координат
G68 (*2)
Отключение ввода данных программы
G11
Выбор плоскости
G17/G18/G19
Ввод данных в дюймовой системе
измерения
G20
Ввод данных в метрической системе
измерения
G21
Отключение режима преобразования
трехмерных координат
G69
Отключение функции предварительной
проверки хода
G23
Отключение постоянного цикла
G80
Отключение функции коррекции на
радиус инструмента
G40
Ввод абсолютных данных
G90
Отключение управления перемещениями
в направлении нормали
G40.1
Ввод данных в виде приращений
G91
Коррекция на длину инструмента (+/–)
G43/G44
Подача с обратным отсчетом времени
G93
Отключение функции коррекции на
положение инструмента
G49
Подача за минуту
G94
Отмена коррекции на шпиндельную
головку при обработке в пяти плоскостях
G49.1
Отключение режима поддержания
постоянной скорости резания
G97
Отмена масштабирования
G50
Отключение функции зеркального
отображения
G50.1
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
G98
Отключение режима полигональной
обработки
G50.2
G99
Выбор системы координат заготовки,
дополнительной системы координат
заготовки
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
G54-59,
G54.1
Управление несколькими процессами
посредством одной программы
G109
Коррекция погрешности установки
заготовки
G54.4
Отмена оси управления при перекрестной
обработке
G111
Режим точного останова
G61
Отмена режима зубофрезерования
G113
Коррекция на геометрию
G61.1 (*1)
G68.2
Обработка наклонных плоскостей
G68.3
G68.4
*1
При вводе команды G43.4/G43.5 при отключенной функции коррекции на геометрию (G61.1) для осей
вращения появится предупредительное сообщение 971 CANNOT USE TOOL TIP PT CONTROL
(УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА НЕВОЗМОЖНО).
*2
Команда G43.4/G43.5 может задаваться только в режиме команды G68, если бит 4 параметра F168 = 1
(замена команды преобразования трехмерных координат [G68] командой обработки наклонной плоскости
[G 68.2]).
При вводе команды G43.4/G43.5 в любом режиме, кроме перечисленных выше, появится
предупредительное сообщение 971 CANNOT USE TOOL TIP PT CONTROL
(НЕВОЗМОЖНО УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
30-23
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
3.
Информация об использовании данных на инструмент в программе формата
MAZATROL
Управление вершиной режущей кромки инструмента можно также осуществлять с
помощью ввода данных в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) (вызванном для
выполнения программ формата MAZATROL). В приведенной ниже таблице указаны
способы использования ([1] - [4]) хранящихся на внешнем накопителе данных коррекции
инструмента, которые применяются для управления вершиной режущей кромки
инструмента в соответствии с настройками соответствующих параметров (F93 бит 3 и F94
бит 7).
Таблица30-1Данные коррекции на инструмент используемые в соответствии с настройками параметров
Параметр
Модель
[1]
Используемые пункты данных
(Названия окна и пункта данных)
TOOL OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
Пункты данных
коррекции
Бит 7
Бит 3
параметра параметра
F94
F93
0
0
LENGTH (ДЛИНА)
[2]
TOOL DATA
(ДАННЫЕ НА
ИНСТРУМЕНТ)
LENGTH (ДЛИНА) +
LENG. No. (НОМЕР
КОРРЕКЦИИ НА
ДЛИНУ)
LENGTH (ДЛИНА) +
LENG. CO.
(КОРРЕКЦИЯ НА
ДЛИНУ)
[3]
TOOL DATA
(ДАННЫЕ НА
ИНСТРУМЕНТ)
LENG. No. (НОМЕР
КОРРЕКЦИИ НА
ДЛИНУ)
LENG. CO.
(КОРРЕКЦИЯ НА
ДЛИНУ)
[4]
TOOL OFFSET +
TOOL DATA
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ+
ДАННЫЕ НА
ИНСТРУМЕНТ)
Пункты данных
коррекции +
LENGTH (ДЛИНА)
30-24
Метод программирования
G43.4/G43.5 с H кодом
T код
1
1
1
0
G43.4/G43.5 с H кодом
0
1
G43.4/G43.5 с H кодом +
T кодом
T код + H код
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
4.
30
Переключение между режимами управления режущей кромкой инструмента и
коррекции на длину инструмента
A.
Быстрое переключение
использования G49)
между
режимами
G43.4/G43.5
и
G43/G44
(без
В результате переключения с одного режима на другой с добавлением команды
перемещения «контрольная точка» перемещается в заданное положение. Контрольная
точка в данном случае относится к реальной вершине режущей кромки инструмента для
кодов G43.4 и G43.5 или к виртуальной вершине режущей кромки, которая соответствует
углу 0° оси B, для кодов G43 и G44.
Если текущее положение оси B не равно 0°, то из-за упомянутой выше разницы в значении
контрольной точки независимая смена (без команд перемещения по оси) не приводит к
изменениям положения оси, но вызывает изменения переменных положения
(обозначаются относительно системы координат заготовки).
Более подробная информация приведена в пункте B ниже.
Ниже приводится пример программы с разъяснением использования данных на
инструмент формата MAZATROL (хранимых в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ)).
N01
N02
···
···
N10
N11
···
···
N20
N21
···
···
T01 T02 M6
G01 X_Y_Z_F_
Устройство АСИ включает выбор функции коррекции на длину
(Примечание 1)
Обработка с функцией коррекции на длину (G43)
G43.4 Xx1 Yy1 Zz1 Bb1
G01 X_Y_Z_C_
Включение управления вершиной режущей кромки инструмента (Примеч 2)
Обработка с управлением вершиной режущей кромки инструмента
(G43.4)
G43 Xx2 Yy2 Zz2
G01 X_Y_Z_B0
Выбор коррекции на длину инструмента
(Примечание 2)
Обработка с функцией коррекции на длину (G43)
N01
N10
Z
(x1, y1, z1)
(x2, y2, z2)
Контрольная точка =
Реальная вершина
режущей кромки
Контрол.
точка
X
Примечание 1:
N02 - N09,
с N21 и далее
N20
N11 - N19
Реальная
вершина
режущей кромки
D734P2014
если бит 3 параметра F93 = 1, в соответствии с новым значением
LENGTH (ДЛИНА) в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)
каждая операция устройства АСИ автоматически задает функцию
коррекции на длину.
30-25
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Примечание 2:
B.
для того чтобы в качестве величины коррекции использовать сумму
значений LENGTH (ДЛИНА) и другие смежные настройки, необходимо
добавить H код (Подробное описание см. в Таблица30-1).
Расчет положения, отображаемый на экране
Если текущее положение оси B не равно 0°, то быстрое переключение (без использования
кода G49) и независимое переключение (без команд перемещения по оси) между кодами
G43.4/G43.5 и G43/G44 не вызывают фактического перемещения в системе координат
станка (перемещений по осям), но приводят к изменению значений в окне POSITION
(ПОЛОЖЕНИЕ), отображаемых на экране.
1.
Переключение с кода G43/G44 на код G43.4/G43.5
(i)
( ii )
( iii )
Z
[2]
X
[1]
В режиме кода G43 значение POSITION
(ПОЛОЖЕНИЕ) (положение режущей
кромки, распознаваемое УЧПУ)
соответствует реальной вершине
режущей кромки инструмента, если
положение по оси В = 0°.
2.
Значение POSITION
(ПОЛОЖЕНИЕ) [1] в режиме
кода G43 не соответствует
реальной вершине режущей
кромки инструмента [2], если
положение по оси В = 0°.
При переключении с кода G43 на
код G43.4 реальная вершина
режущей кромки точно
обозначается значением в окне
POSITION (ПОЛОЖЕНИЕ).
D734P2015
Переключение с кода G43.4/G43.5 на код G43/G44
(i)
( ii )
( iii )
Z
[2]
X
[1]
В режиме G43.4 значение POSITION
(ПОЛОЖЕНИЕ) (положение режущей
кромки, распознаваемое УЧПУ)
соответствует реальной вершине
режущей кромки независимо от
положения по оси B.
При переключении с кода G43.4 на
код G43 значение в окне POSITION
(ПОЛОЖЕНИЕ) [1] перестаёт
соответствовать реальной вершине
режущей кромки [2], если ось B≠0°.
30-26
В режиме G43 не произойдет
правильной индикации ПОЛОЖЕНИЯ,
пока не будет выполнено
индексирование фрезерной головки по
оси B в положение 0°.
D734P2016
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
C.
30
Переключение между кодами G43.4/G43.5 и G43/G44 с помощью кода G49
Как правило, при выполнении команды отмены G49 происходит перемещение по оси для
отмены величины коррекции (см. Примечание 4 ниже). Следовательно, перед
переключением режима посредством команды G49 необходимо добавить команду
перемещения для обеспечения безопасного положения.
Ниже приводится пример программы с разъяснением использования данных на
инструмент формата MAZATROL (хранимых в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ)).
N01
N02
···
···
N08
N09
N10
N11
N12
···
···
N18
N19
N20
N21
N22
···
···
T01 T02 M6
G01 X_Y_Z_F_
Устройство АСИ включает выбор функции коррекции на длину
(Прим. 1)
Обработка с функцией коррекции на длину (G43)
G0 Xx1 Yy1 Zz1
G49
G0 Xx2 Yy2 Zz2 Cc2
G43.4
G01 X_Y_Z_C_
Позиционирование в безопасное положение для отмены коррекции на длину.
Отмена функции коррекции на длину в безопасном положении.
Позиц. в безоп. полож. для выбора функции управ. вершиной режущей кромки.
Выбор функц. упр. верш. режущ. кромки в безоп. положении. (Прим. 1, 2)
Обработка с управлением вершиной режущей кромки инструмента (G43.4)
G0 Xx3 Yy3 Zz3 Cc3
G49
G0 Xx4 Yy4 Zz4 Cc4
G43
G01 X_Y_Z_B0
Позиц. в безоп. полож. для отмены функц. упр. вершиной режущей кромки.
Отм. Функц. упр. вершиной режущей кромки в безоп. полож.
(Прим. 4)
Позиционирование в безопасное положение для выбора коррекции на длину.
Выбор функции коррекции на длину в безопасном положении. (Прим. 1, 3)
Обработка с функцией коррекции на длину (G43)
N01
N08,
N21
N11,
N18
N02 - N07,
с N22 и далее
N09,
N20
N12 - N17
N10,
N19
D734P2017
Примечание 1: если бит 3 параметра F93 = 1, в соответствии с новым значением
LENGTH (ДЛИНА) в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)
каждая операция устройства АСИ автоматически задает функцию
коррекции на длину.
Примечание 2: Для того чтобы в качестве величины коррекции использовать сумму
значений LENGTH (ДЛИНА) и другие смежные настройки, необходимо
добавить H код (Подробное описание см. в Таблица30-1).
Примечание 3: независимо от соответствующих параметров (F94 бит 7 и F93 бит 3)
выполнение команды G49 всегда приводит к возврату к нулевой величине
коррекции. Следовательно, необходимо повторить попытку задания
команды G43 или команды смены инструмента (T_T_M6), что требуется
30-27
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
для отмены управления вершиной режущей кромки при автоматическом
выборе функции коррекции на длину (с F93 бит 3 = 1).
Примечание 4: если бит 1 параметра F114 ≠ 0, выполнение команды G49 (заданной в
отдельном кадре) не приводит к перемещениям по оси для отмены
величины коррекции.
5.
Предварительная фильтрация при повороте по осям
При управлении вершиной режущей кромки инструмента иногда необходимо выполнять
многочисленные колебательные угловые движения, что в свою очередь, влечёт за собой
частое чередование разгона и торможения, в результате чего происходит снижение
качества обрабатываемой поверхности. Функция предварительной фильтрации при
повороте по осям усредняет значение повторяющихся угловых перемещений, в
результате чего выполняется сглаживание колебаний при перемещении инструмента.
Константа времени, используемая во время предварительной фильтрации при повороте
по осям, задаётся в параметре L125. Чем больше значение константы времени, тем более
плавным будет перемещение. Если константа времени (L125) равна нулю (0), данная
предварительная фильтрация осуществляться не будет.
Функция предварительной фильтрации с константой времени (задаваемой посредством
кода L125) действительна при следующих условиях:
• активна функция плавной высокоскоростной интерполяции (G5P2, G61.1, F3 = 1),
• бит 7 параметра F36 равен 1 (выбор функции предварительной фильтрации при
повороте по осям),
• включено управление вершиной режущей кромки инструмента (код G43.4 или G43.5),
а также
• выбран режим рабочей подачи и интерполяции.
*
Установка параметра L125 используется только в предварительной фильтрации при
повороте по осям.
Без предварительной фильтрации
Торможение
Ускорение
Торможение
Ускорение
Контрольная точка
УЧПУ
Вершина режущей
кромки инструмента
Повреждение поверхности из-за частого чередования
разгона и торможения
D740PB0093
30-28
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
С предварительной фильтрацией
Плавное торможение
Плавный разгон
D740PB0094
6.
Функция сглаживания контура по пяти осям
Функция сглаживания контура по пяти осям предназначена для коррекции заданных точек
вершины инструмента, а также заданных углов для осей вращения в режиме управления
вершиной режущей кромки инструмента с целью получить плавные движения
перемещения путем уменьшения критических изменений в сегменте программы
обработки по микросегментам.
До сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0014
После сглаживания по пяти осям
: Траектория перемещения после сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0015
30-29
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
A.
Условия, необходимые для применения функции сглаживания по пяти осям
Функция сглаживания по пяти осям не может быть активна до тех пор, пока не будет
включен режим управления вершиной режущей кромки инструмента (G43.4 или G43.5),
режим высокоскоростной обработки (с командой G05P2) посредством параметра F157 бит
6 = 1 (активация функции сглаживания по пяти осям), а также последовательно
запрограммированы четыре кадра линейной интерполяции (пять заданных точек).
Пример:
N100 G43.4 ................. (Включение управления вершиной режущей кромки
N101 G05P2 ................. инструмента)
(Включение режима высокоскоростной обработки)
N102 G00 X_Y_Z_C_ .......... (P1)
N103 G01 X_Y_Z_C_ .......... (P2)
⋮
⋮
⋮
Функция сглаживания контура по пяти осям активна
N189
X_Y_Z_C_ .......... (Pn)
N190 G00 X_Y_Z_C_ .......... (Pn+1)
⋮
⋮
⋮
N200 G05P0 ................. (Отключение режима высокоскоростной обработки)
N201 G49
N202 M30
P1
Pn+1
P2
Pn
: Траектория перемещения после сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0016
В вышеуказанном примере для корректировки заданных точек (с P2 по Pn) в кадрах с N103
по N189 была активирована функция сглаживания контура по пяти осям.
B.
Условия для отмены функции сглаживания контура по пяти осям
Функция сглаживания контура по пяти осям временно отменяется каждый раз, когда
выполняется одно из следующих условий:
1.
Задана команда для типа перемещения, отличного от линейной интерполяции (G01).
Функция сглаживания контура по пяти осям применяется только для кадров,
содержащих команду линейной интерполяции (G01), для коррекции заданных в них
точек.
2.
Обнаружен кадр, не содержащий команд перемещения.
Функция сглаживания контура для трех ортогональных осей отменяется в кадре, не
содержащем команд перемещения по этим осям.
Функция сглаживания контура для двух ортогональных осей отменяется в кадре, не
содержащем команд перемещения по ортогональным осям, а также осям вращения.
Примером кадра, не содержащего команд перемещения, может быть пустой кадр (с
нулевым содержанием) и кадр комментария, начинающийся и заканчивающийся
символами “(” и “).”
3.
Включен режим покадровой отработки.
Функция сглаживания контура по пяти осям временно отменяется на весь период
действия режима покадровой обработки.
30-30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
C.
30
Настройка расстояния для распознавания контура
Расстояние для распознавания контура предустанавливается отдельно для
ортогональных осей и осей вращения, а функция сглаживания контура по пяти осям
корректирует заданные точки относительно предшествующих и последующих участков на
указанном расстоянии от соответствующей точки или относительно контура, описанного
посредством до 7 кадров линейной интерполяции.
1.
Расстояние для распознавания контура по трем ортогональным осям
Расстояние для распознавания контура по 3 орт. осям .......... Параметр F4
Пример: F4 = 5000 (0,5 мм)
Заданная точка
Z
Y
0,15
X
0,1
0,15
0,15
0,2
Единица
измерения: мм
Откорректированная точка
Предшествующий
участок: 0,5
Последующий
участок: 0,5
0,2
0,2
F4 = 5000 (0,5 мм)
: Траектория перемещения после сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0017
Однако в следующих случаях траектория перемещения вершины режущей кромки
инструмента будет совпадать с запрограммированной и не будет подлежать
корректировке каких-то запрограммированных на ней точек.
Расстояние перемещения, заданное в одном кадре, превышает значение
параметра F4.
Единица
измерения: мм
Заданная точка
0,7
0,8
Последующий
участок: 0,5
Предшествующий
участок: 0,5
F4 = 5000 (0,5 мм)
Z
Y
X
D747PB0018
Если имеется дуга, состоящая из микросегментных кадров, контур, описанный
посредством кадров (с расстоянием перемещения менее значения параметра F4),
расценивается достаточно гладким.
Заданная точка
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,1
Предшествующий
участок: 0,5
Последующий
участок: 0,5
F4 = 5000 (0,5 мм)
Z
Единица измерения: мм
Y
X
D747PB0019
30-31
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Примечание:
2.
значение 1 или 0,04 дюйма используется, даже если параметр F4
равен нулю (0).
Расстояние для распознавания контура по двум осям вращения
Расстояние для распознавания контура по 2 осям вращения ......... Параметр F5
В следующих случаях траектория перемещения вершины режущей кромки
инструмента будет совпадать с запрограммированной и не будет подлежать
корректировке каких-то запрограммированных на ней точек.
Угловое перемещение, заданное в одном кадре, превышает значение параметра
F5.
Если имеется дуга, состоящая из микросегментных кадров, контур, описанный
посредством кадров (с расстоянием перемещения менее значения параметра F5),
расценивается достаточно гладким.
Примечание:
D.
значение 1° используется, даже если параметр F5 равен (0).
Настройка допуска (погрешности хорды)
Допуск (погрешность хорды) предустанавливается отдельно для ортогональных осей и
осей вращения, а точки, откорректированные посредством функции сглаживания контура
по пяти осям, могут быть далее откорректированы, чтобы погрешность исходной заданной
точки не превысила допуск (погрешность хорды).
1.
Максимально допустимая линейная погрешность в результате применения функции
сглаживания для трех ортогональных осей
Макс. линейная погрешность в
результате применения функции
сглаживания по 5 осям
Пример:
Z
........ Параметр F104
линейная погрешность точки, откорректированной посредством функции
сглаживания, превышает значение параметра F104.
Точка, откорректированная функцией
сглаживания (подлежащая
дальнейшей коррекции)
Y
≤ F104
X
Точка, откорректированная функцией
сглаживания (без дальнейшей коррекции)
: Траектория перемещения после сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0020
Примечание: если параметр F104 равен нулю (0), дальнейшая коррекция не
выполняется.
30-32
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
2.
30
Максимально допустимая угловая погрешность в результате применения функции
сглаживания для осей вращения
Макс. угловая погрешность в
результате применения функции
сглаживания по 5 осям
Пример:
........ Параметр F128
угловая погрешность точки, откорректированной посредством функции
сглаживания, превышает значение параметра F128.
Угол
Точка, откорректированная функцией
сглаживания (без дальнейшей коррекции)
Время
Точка, откорректированная функцией
сглаживания (подлежащая дальнейшей
коррекции)
≤ F128
: Траектория перемещения после сглаживания по пяти осям
: Траектория, проходящая через заданные точки
D747PB0021
30-1-4 Ограничения
1.
Код выбора функции управления вершиной режущей кромки
(G43.4/G43.5) не может задаваться с каким-либо другим G кодом.
2.
Расчет времени обработки
Для программ, содержащих команды управления вершиной режущей кромки
инструмента, рассчитать точное время обработки невозможно.
3.
Слежение
Отслеживание траектории перемещения в режиме управления вершиной режущей
кромки инструмента отображается в системе координат станка.
4.
Проверка траектории перемещения инструмента
Функция проверки траектории перемещения инструмента недоступна в программе,
содержащей команды управления вершиной режущей кромки инструмента.
(запрограммированные данные можно проверить, только если управление вершиной
режущей кромки инструмента полностью отменено).
5.
Повторный пуск
Для повторного пуска запрещается вводить кадр в режиме G43.4/G43.5 (как и кадр
отмены [G49]) в качестве положения повторного пуска. В противном случае появится
предупредительное сообщение 956 RESTART OPERATION NOT ALLOWED
(ПОВТОРНЫЙ ПУСК ЗАПРЕЩЕН).
6.
Сброс
При сбросе отменяется режим управления вершиной режущей кромки инструмента.
7.
Снятие фасок /скругление углов
Использование команды снятия фасок или скругления углов в режиме управления
вершиной режущей кромки инструмента запрещено. В противном случае появится
предупредительное сообщение 972 ILLEGAL CMD TOOL TIP PT CTRL
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА).
8.
Функция зеркального отображения (активируется с помощью кода или внешнего
переключателя)
30-33
инструмента
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Функция зеркального отображения в режиме управления вершиной режущей кромки
инструмента недоступна.
9.
Прерывание при помощи макрокоманды и прерывание в режиме ручного ввода
данных (MDI)
В режиме управления вершиной режущей кромки инструмента прерывание при
помощи макрокоманды и при помощи режима MDI (РУЧНОЙ ВВОД ДАННЫХ)
недоступно.
При вводе команды G43.4/G43.5 при активном режиме прерывания при помощи
макрокоманды появится предупредительное сообщение 971 CANNOT USE TOOL TIP
PT CONTROL (УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА
НЕВОЗМОЖНО); при попытке выполнить прерывание при помощи режима MDI
(РУЧНОЙ ВВОД ДАННЫХ) в режиме управления вершиной режущей кромки
инструмента появится предупредительное сообщение 167 ILLEGAL OPER TOOL TIP
PT CTRL (НЕДОПУСТИМАЯ ОПЕРАЦИЯ В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ
РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА).
10. Отображение текущей скорости подачи
Отображаемая скорость подачи – это конечная суммарная скорость подачи, а не
скорость подачи режущей кромки инструмента относительно заготовки.
11. Ручное прерывание
В качестве меры предосторожности для обеспечения бесперебойной эксплуатации
станка после каждого ручного прерывания необходимо осуществлять операцию
сброса (возобновление операции запрещено).
12. В различных элементах окна POSITION (ПОЛОЖЕНИЕ) отображаются
соответствующие данные (при работе в режиме управления вершиной режущей
кромки инструмента):
POSITION (ПОЛОЖЕНИЕ):
положение вершины режущей кромки инструмента в системе координат заготовки
MACHINE (СТАНОК):
положение контрольной точки в системе координат станка
BUFFER (РАССТОЯНИЕ ПЕРЕМЕЩЕНИЯ В СЛЕДУЮЩЕМ КАДРЕ):
расстояние, которое необходимо пройти при выполнении следующего кадра
REMAIN (ОСТАВШЕЕСЯ РАССТОЯНИЕ):
расстояние, которое необходимо пройти от контрольной точки при выполнении
текущего кадра
13. Функции инструмента
При использовании функции смены инструмента (Т кода) в режиме управления
вершиной режущей кромки инструмента появляется предупредительное сообщение
(972 ILLEGAL CMD TOOL TIP PT CTRL (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ
УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА)).
14. Вызов программы формата MAZATROL в качестве подпрограммы
В режиме управления вершиной режущей кромки инструмента не следует в качестве
подпрограммы указывать программу формата MAZATROL. В противном случае
появится предупредительное сообщение 972 ILLEGAL CMD TOOL TIP PT CTRL
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА).
15. Круговая интерполяция
Круговая интерполяция возможна только при первом типе управления вершиной
режущей кромки инструмента (G43.4) и программировании в системе координат
заготовки. При использовании команды круговой интерполяции при других условиях
появится предупредительное сообщение 971 CANNOT USE TOOL TIP PT CONTROL
(УПРАВЛЕНИЕ ВЕРШИНОЙ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА НЕВОЗМОЖНО).
Кроме того, даже при надлежащих условиях в режиме круговой интерполяции не
30-34
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
допустим ввод команд перемещения по осям вращения; при вводе таких команд
появится предупредительное сообщение 972 ILLEGAL CMD TOOL TIP PT CTRL
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ УПРАВЛЕНИЯ ВЕРШИНОЙ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА).
16. Данные на инструмент формата MAZATROL
Когда для выполнения программ формата EIA/ISO используются данные на
инструмент, записанные в формате MAZATROL (данные, отображающиеся в окне
TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)), в режиме управления вершиной
режущей кромки инструмента, как правило, используются фрезерные инструменты.
При выполнении коррекции на длину токарных инструментов данные о длине
(LENGTH B) и радиусе закругления режущей кромки (NOSE-R) не учитываются.
17. Режим высокоскоростной обработки
Функция сглаживания контура в режиме высокоскоростной обработки не доступна.
При управлении вершиной режущей кромки инструмента соответствующий параметр
(бит 1 параметра F96) недействителен.
18. Команды позиционирования (задаваемые кодом G0) в режиме управления вершиной
режущей кромки инструмента всегда выполняются по траектории интерполяции, даже
если в бит 6 параметра F91 введено значение «1».
19. Предварительная фильтрация при повороте по осям
Когда функция предварительной фильтрации при повороте по осям активна,
максимально допустимый разгон по осям вращения увеличивается в соответствии с
константой времени, заданной в параметре L125.
20. Разгон и торможение при выполнении команд позиционирования (при выполнении
кода G0) в режиме управления вершиной режущей кромки инструмента выполняются
в
соответствии
с
параметром
L74
(скорость
рабочей
подачи
для
прединтерполяционного контроля разгона/торможения) и L75 (константа времени для
прединтерполяционной рабочей подачи), если они задаются кодом G61.1
(компенсация на геометрию) или при выбранной (дополнительной) функции контроля
фиксированного градиента при выполнении кода G0.
21. Функция сглаживания контура по пяти осям
Если выбрана кусочная интерполяция (бит 3 параметра F85 = 1), заданные точки
корректируются посредством функции сглаживания контура по пяти осям для трех
ортогональных осей (для управления положением вершины режущей кромки
инструмента), а также для двух осей вращения (для контроля положения
инструмента). Если выбрана интерполяция с вращением по одной оси (бит 3
параметра F85 = 0) или функция сглаживания контура для осей вращения не
активирована (бит 5 параметра F151 = 0), коррекция выполняется, но только для
трех ортогональных осей.
Участок программы, содержащий команду сглаживания контура по пяти осям,
исключается из области определения функции для поиска номера
технологического прохода и модального повторного пуска.
Траектория перемещения инструмента отображается в окне TOOL PATH CHECK
(ПРОВЕРКА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) в соответствии с
заданными точками, откорректированными посредством функции сглаживания
контура по пяти осям.
Если во время использования функции сглаживания контура по пяти осям была
включена функция прекращения подачи, то при возобновлении работы положение
останова будет использоваться функцией сглаживания контура как начальная
точка.
30-35
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Если была активирована функция коррекции погрешности установки заготовки, то
алгебраический знак результатов вычислений для осей вращения может
отличаться в зависимости от того, включена или отключена функция сглаживания
контура. Если требуется получить одинаковые результаты, присвоить биту 3
параметра F156 значение «1» (приоритет назначен для знака главной оси
вращения).
При попытке использовать функцию сглаживания контура по пяти осям в режиме
коррекции на радиус инструмента при пятиосевой обработке (G41.2, G41.4, G41.5,
G42.2, G42.4 или G42.5) отобразится предупредительное сообщение 961 ILLEGAL
COMMAND 5X RADIUS COMP. (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ
КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
30-1-5 Соответствующие параметры
1.
Коррекция по оси вращения (для станка с поворотным столом)
A.
B.
Коррекция по первой оси вращения
Параметр
Содержание
Диапазон
значений
Единица
ввода
K122
Положение по оси вращения
относительно горизонтальной оси (X)
0 - 99999999
0,0001 мм
K123
Положение по оси вращения
относительно вертикальной оси (Y)
0 - 99999999
0,0001 мм
K124
Положение по оси вращения
относительно оси высоты (Z)
0 - 99999999
0,0001 мм
Комментарии
Коррекция по второй оси вращения
Параметр
Содержание
Диапазон
значений
Единица
ввода
Комментарии
K126
Положение по оси вращения
относительно горизонтальной оси (X)
0 - 99999999
0,0001 мм
Не учитывается
K127
Положение по оси вращения
относительно вертикальной оси (Y)
0 - 99999999
0,0001 мм
Не учитывается
K128
Положение по оси вращения
относительно оси высоты (Z)
0 - 99999999
0,0001 мм
Не учитывается
Ось
вращения C
Нулевая точка станка
Вектор коррекции
от торца шпинделя
до центра оси А
Базовая точка
заготовки
(по оси X) К122
(по оси Y) К123
K124
Ось вращения А
D740PB0095
30-36
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
2.
30
Коррекция по оси вращения (для станка с вращающимся инструментом)
A.
B.
Коррекция по первой оси вращения
Параметр
Содержание
Диапазон
значений
Единица
ввода
Комментарии
K122
Положение по оси вращения
относительно горизонтальной оси (X)
0 - 99999999
0,0001 мм
Не учитывается
K123
Положение по оси вращения
относительно вертикальной оси (Y)
0 - 99999999
0,0001 мм
Не учитывается
K124
Положение по оси вращения
относительно оси высоты (Z)
0 - 99999999
0,0001 мм
Не учитывается
Коррекция по второй оси вращения
Параметр
Содержание
Диапазон
значений
Единица
ввода
Комментарии
K126
Положение по оси вращения
относительно горизонтальной оси (X)
0 - 99999999
0,0001 мм
Не учитывается
K127
Положение по оси вращения
относительно вертикальной оси (Y)
0 - 99999999
0,0001 мм
Не учитывается
K128
Положение по оси вращения
относительно оси высоты (Z)
0 - 99999999
0,0001 мм
Ось вращения C
Вектор коррекции от
торца шпинделя до
центра оси B
Ось вращения B
K128
D740PB0096
3.
Выбор системы координат программы
Параметр
F85 бит 2
4.
Выбор способа
инструмента
Диапазон значений
0: Выбор системы координат стола
1: Выбор системы координат заготовки
интерполяции
при
Параметр
F85 бит 3
управлении
Диапазон значений
0: Интерполяция вращения по одной оси
1: Кусочная интерполяция
30-37
вершиной
режущей
кромки
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
5.
Выбор способа ручной коррекции при управлении вершиной режущей кромки
инструмента
Параметр
Диапазон значений
Ручная коррекция скорости быстрого перемещения в режиме управления
вершиной режущей кромки инструмента
F86 бит 2
0: до скорости перемещения вершины режущей кромки инструмента
1: до предельной скорости перемещения в базовую точку управления
осью
Ручная коррекция скорости рабочей подачи в режиме управления
вершиной режущей кромки инструмента
F86 бит 5
0: до скорости перемещения вершины режущей кромки инструмента
1: до предельной скорости перемещения в базовую точку управления
осью
6.
Выбор базового положения по оси вращения при управлении вершиной режущей
кромки инструмента
Параметр
F86 бит 6
Диапазон значений
0: угловое положение в начале управления вершиной режущей кромки
инструмента
1: положение 0°
7.
Выбор отмены посредством кода G49 в режиме управления вершиной режущей
кромки инструмента
Параметр
F114 бит 1
Диапазон значений
0: отмена и выполнение перемещения по оси для сброса величины
коррекции на длину инструмента
1: Отмена без перемещения по оси
8.
Выбор операции запуска управления вершиной режущей кромки инструмента без
перемещения по оси
Параметр
F162 бит 0
Диапазон значений
0: запуск и выполнение перемещения по оси на величину коррекции на
длину инструмента
1: запуск без перемещения по оси
9.
Выбор типа прохождения через единичную точку при управлении вершиной режущей
кромки инструмента
Параметр
Диапазон значений
F162 бит 1
0: Параллельное управление осями вращения, при котором необходимо
(для прохождения через единичную точку) выполнить угловое
перемещение по вспомогательной оси вращения на более короткое
расстояние (перемещение по главной оси вращения может выполняться
как в положительном, так и в отрицательном направлении).
1: Параллельное управление осями вращения, не требующее (в пределах
текущего кадра) перемещения по главной оси вращения в
противоположную сторону хода по данной оси из исходного положения
(положение при запуске).
30-38
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
10. Предел скорости подачи в режиме управления вершиной режущей кромки
инструмента
Необходимо установить максимально допустимую скорость рабочей подачи для режима
управления вершиной режущей кромки.
В режиме управления вершиной режущей кромки инструмента скорость рабочей подачи
ограничивается параметром M3 (общий предел скорости подачи), если эта скорость ниже
скорости, задаваемой в параметре S22.
Примечание:
для отмены параметра S22 необходимо в него ввести нулевое значение
(0). Если значение (0) задано для обоих параметров S22 и M3, то в
качестве предела скорости подачи выступает параметр M1 (для быстрого
перемещения).
Параметр
Диапазон
значений
S22
0 - 200000
Единица ввода
Ось линейного
перемещения
1 мм/мин
Ось вращения
1 градус./мин
11. Критерии относительно единичной точки
Параметр
Диапазон
значений
Единица ввода
K110
0 - 360
1 градуса
12. Оптимальное количество десятичных знаков в аргументах I, J и K для второго типа
управления вершиной режущей кромки инструмента, задаваемого кодом G43.5
Параметр
бит 6
параметра
F36
Диапазон значений
Оптимальное количество десятичных знаков в аргументах I, J, K при
осуществлении второго типа управления вершиной режущей кромки
инструмента
0: 4 или 5 в метрической или дюймовой системе измерения
1: 7 (независимо от системы измерения)
13. Включение/отключение функции предварительной фильтрации при повороте по
осям
Параметр
бит 7
параметра
F36
Диапазон значений
Функция предварительной фильтрации при повороте по осям
0: Недоступно
1: Доступно
14. Константа времени при предварительной фильтрации при повороте по осям
Параметр
Диапазон
значений
Единица ввода
L125
0 - 200
1 мсек
Примечание: если константа времени (L125) равна нулю (0), данная функция
предварительной фильтрации осуществляться не будет.
30-39
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
15. Функция сглаживания контура по пяти осям, доступна/недоступна
Параметр
Диапазон значений
F157 бит 6
Функция сглаживания контура по пяти осям
0: Недоступно
1: Доступно
бит 5
параметра
F151
Функция сглаживания контура по пяти осям для осей вращения
0: Недоступно
1: Доступно
16. Расстояние для распознавания контура для сглаживания контура по пяти осям
Параметр
F4
Диапазон значений
Расстояние для распознавания контура по трем
ортогональным осям
0 - 999999
F5
Расстояние для распознавания контура по двум осям
вращения
Единица ввода
0.0001 мм или
0.00001 дюйма
0.0001°
0 - 899999
17. Допуск (погрешность хорды) для сглаживания контура по пяти осям
Параметр
F104
Диапазон значений
Максимально допустимая линейная погрешность в
результате сглаживания контура
0 - 999999
F128
Максимально допустимая угловая погрешность в
результате сглаживания контура
0 - 3600000
30-40
Единица ввода
0.0001 мм или
0.00001 дюйма
0.0001°
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-2 Коррекция на радиус инструмента
(дополнительная функция)
для
пятиосевой
30
обработки
30-2-1 Общие сведения
Описываемая в данном руководстве функция относится к трехмерной компенсации
радиуса инструмента путем расчета вектора коррекции в плоскости, перпендикулярной
оси инструмента.
Вектор оси инструмента
Вектор коррекции
для коррекции на
радиус
Траектория, заданная
программой (траектория
перед компенсацией)
Траектория
перемещения центра
инструмента (траектория
после компенсации)
Плоскость коррекции
D736P0522
Примечание: выполнение кадра в режиме управления вершиной режущей кромки
инструмента может потребовать одновременных перемещений по
управляемым осям, для которых отсутствуют явно заданные команды
перемещений. Если для выполнения единичного кадра задано
одновременное управление двумя осями вращения или более (или, в
общей сложности, пятью осями или более), появится предупредительное
сообщение 801 SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО
КОЛИЧЕСТВО ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
30-2-2 Описание функции
Рассматриваемая функция коррекции осуществляет управление траекторией
перемещения инструмента для коррекции на радиус инструмента в плоскости
(называемой «плоскостью коррекции»), перпендикулярной оси перемещения инструмента,
направление которой задается командой перемещения по соответствующей оси
вращения. В данном подразделе дается описание операционных особенностей данной
специальной функции; подробное описание плоскости коррекции приведено далее.
Подробное описание плоскости коррекции см. в Подразделе 30-2-4.
Подробное описание общей компенсации радиуса инструмента см. в
разделе 12-4.
1.
Формат программирования
A.
Выбор функции коррекции на радиус инструмента для пятиосевой обработки
<Для станка с вращающимся инструментом>
G41.2 (X_ Y_ Z_ A_ B_ C_ D_);
G42.2 (X_ Y_ Z_ A_ B_ C_ D_);
30-41
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
G41.2
G42.2
XYZABC
D
*
:
:
:
:
Компенсация радиуса инструмента с левой стороны
Компенсация радиуса инструмента с правой стороны
Команды перемещения по оси
Номер данных коррекции инструмента для коррекции на радиус
Использование команд G41.4 и G42.4 (предназначенных для станков с поворотным
столом) или команд G41.5 и G42.5 (для станков смешанного типа) на пятикоординатных
станках с вращающимся инструментом запрещено, в противном случае появится
предупредительное сообщение 970 TOOL TIP CTRL PARAMETER ERROR (ОШИБКА
ПАРАМЕТРА УПРАВЛЕНИЯ РЕЖУЩЕЙ КРОМКОЙ ИНСТРУМЕНТА).
<Для станка с поворотным столом>
G41.4 (G41.2) (X_ Y_ Z_ A_ B_ C_ D_);
G42.4 (G42.2) (X_ Y_ Z_ A_ B_ C_ D_);
G41.4 : Коррекция на радиус инструмента (с левой стороны)
G42.4 : Коррекция на радиус инструмента (с правой стороны)
*
На пятикоординатных станках с поворотным столом следует использовать команды
G41.4 и G42.4, функции которых соответствуют функциям команд G41.2 и G42.2
(предназначенных для станков с вращающимся инструментом).
Однако на станках с поворотным столом запрещается применять команды G41.5 и
G42.5 (предназначенные для станков смешанного типа), в противном случае появится
предупредительное сообщение 970 TOOL TIP CTRL PARAMETER ERROR (ОШИБКА
ПАРАМЕТРА УПРАВЛЕНИЯ РЕЖУЩЕЙ КРОМКОЙ ИНСТРУМЕНТА).
<Для станка смешанного типа>
G41.5 (G41.2) (X_ Y_ Z_ A_ B_ C_ D_);
G42.5 (G42.2) (X_ Y_ Z_ A_ B_ C_ D_);
G41.5 : Коррекция на радиус инструмента (с левой стороны)
G42.5 : Коррекция на радиус инструмента (с правой стороны)
*
B.
На пятикоординатных станках смешанного типа следует использовать команды G41.5 и
G42.5, функции которых соответствуют функциям команд G41.2 и G42.2
(предназначенных для станков с вращающимся инструментом).
Однако на станках смешанного типа запрещается применять команды G41.4 и G42.4
(предназначенные для станков с поворотным столом), в противном случае появится
предупредительное сообщение 970 TOOL TIP CTRL PARAMETER ERROR (ОШИБКА
ПАРАМЕТРА УПРАВЛЕНИЯ РЕЖУЩЕЙ КРОМКОЙ ИНСТРУМЕНТА).
Отмена коррекции на радиус инструмента для пятиосевой обработки
G40 (X_ Y_ Z_ A_ B_ C_);
G40
2.
: Отмена коррекции на радиус инструмента
Элементы данных коррекции для коррекции на радиус инструмента
В качестве значений коррекции на радиус инструмента для пятиосевой обработки можно
использовать данные окна TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) (предназначенные
для выполнения программ формата MAZATROL). В приведенной ниже таблице указаны
способы использования хранящихся на внешнем накопителе данных коррекции на
инструмент, которые применяются для коррекции на инструмент в соответствии с
настройками соответствующих параметров (бит 7 параметра F92 и бит 7 параметра F94).
30-42
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Данные в окне TOOL DATA (ДАННЫЕ НА
ИНСТРУМЕНТ)
Параметры
30
Данные окна TOOL
OFFSET
(КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
F92 бит 7
F94 бит 7
ACT-
(ФАКТИЧЕСКИЙ
ДИАМЕТР)
ACT- CO./No.
(КОРРЕКЦИЯ/НОМ
ЕР КОРРЕКЦИИ НА
ДИАМЕТР)
0
0
×
×
0
1
×
О
×
1
0
О
×
О
1
1
О
О
×
О
О: Используется для коррекции на радиус инструмента.
×: Не используется.
F92 бит 7: Значение ACT-/NOSE-R(ФАКТИЧЕСКИЙ ДИАМЕТР/РАДИУС РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА) в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)
для программы формата EIA/ISO
0: Недоступно
1: Доступно
Бит 7 параметра F94: Значения коррекции или компенсации, используемые в программе
формата EIA/ISO
0: Значения в окне TOOL OFFSET (КОРРЕКЦИЯ НА
ИНСТРУМЕНТ)
1: Значения в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ) для
программы формата EIA/ISO
30-2-3 Режим коррекции на радиус инструмента для пятиосевой обработки
1.
Запуск режима коррекции на радиус инструмента
Код G41.2/G42.2, G41.4/G42.4, или G41.5/G42.5, заданный в режиме отмены, запускает
режим компенсации радиуса инструмента для пятиосевой обработки и задает конечной
точке кадра выбора такую начальную траекторию коррекции, которая включает
компенсацию в плоскости, перпендикулярной оси перемещения инструмента в данном
положении. Выбор типа А или В для запуска в плоскости коррекции выполняется
настройкой бита 4 параметра F92, как при основном режиме коррекции на радиус
инструмента.
Более подробная информация приводится в Разделе 12-4.
В соответствии с функциями G кодов (см. соответствующую таблицу в Подразделе 30-2-5)
необходимо задать код запуска; в противном случае появляется предупредительное
сообщение 962 CANNOT USE 5X RADIUS COMP. (НЕВОЗМОЖНО ВЫПОЛНИТЬ
КОМПЕНСАЦИЮ РАДИУСА ИНСТРУМЕНТА ПРИ ПЯТИКООРДИНАТНОЙ ОБРАБОТКЕ).
2.
Работа в режиме коррекции на радиус инструмента
Компенсация радиуса инструмента для пятиосевой обработки относится только к
командам позиционирования (G00) и линейной интерполяции (G01). Невозможно
использовать G коды, недоступные в данном режиме, в противном случае появится
предупредительное сообщение 961 ILLEGAL COMMAND 5X RADIUS COMP.
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
30-43
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Доступные G коды см. в соответствующей таблице в Подразделе 30-2-5.
В кадрах перемещения, автоматически интерполированных для токарной обработки углов,
направление оси перемещения инструмента в конечной точке первого из двух указанных
кадров (в соответствии с последней командой поворота по оси B) не изменяется вместе со
скоростью подачи и другими элементами модальной информации до точки останова
работы в режиме покадровой отработки.
3.
Отмена коррекции на радиус инструмента
Отмена режима коррекции на радиус инструмента
осуществляется при выполнении следующих условий:
при
пятиосевой
1.
Выполняется соответствующая команда отмены (G40), или
2.
Выполнение повторного пуска УЧПУ.
обработке
Выбор типа А или В для отмены выполняется с помощью настройки бита 4 параметра F92,
как при запуске.
30-2-4 Способ расчета вектора коррекции
Расчет вектора коррекции выполняется следующим образом.
1.
Преобразование в систему координат стола
Запрограммированные команды перемещения преобразуются для прохождения
траектории перемещения инструмента в системе координат стола. Система координат
стола является системой координат, привязанной к столу (или заготовке); при вращении
стола происходит вращение системы координат. Перемещение инструмента по
траектории, описанной в данной системе координат, выполняется относительно заготовки.
<После поворота стола>
<Исходное положение>
Z
Z
Y
X
Y
X
D740PB0035
Рис. 30-1 Система координат стола
30-44
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
2.
30
Преобразование точек в плоскость коррекции
Полученная траектория перемещения в системе координат стола затем преобразуется
путем ортогональной проекции на плоскость коррекции (плоскость, которая в точке
коррекции перпендикулярно рассекает ось инструмента).
Направление оси инструмента в точке В
Плоскость коррекции
для точки В
Траектория перемещения
инструмента для системы
координат стола
A’
C
B
B
C’
A
D740PB0053
Рис. 30-2 Преобразование точек в плоскость коррекции
Для расчета вектора коррекции в конкретной точке УЧПУ выполняет коррекцию на радиус
инструмента по траектории, спроецированной в плоскость коррекции.
Траектория перемещения инструмента в системе координат
стола, спроецированная в плоскость коррекции
Вектор коррекции в
плоскости коррекции
A’
C
B
C’
A
D740PB0054
Рис. 30-3 Выполнение коррекции в плоскости коррекции
30-45
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-2-5 Взаимосвязь с другими функциями
1.
Команды, использующиеся в одном кадре с кодом выбора режима
Функция
Код
Функция
Код
Позиционирование
G00
Ввод данных в виде приращений
G91
Линейная интерполяция
G01
Функция подачи
Ввод абсолютных данных
G90
F
При вводе в одном кадре (например, выбора режима) любых команд, кроме
перечисленных выше, появляется предупредительное сообщение 961 ILLEGAL
COMMAND 5X RADIUS COMP. (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ
КОМПЕНСАЦИИ РАДИУСА ИНСТРУМЕНТА ПРИ ПЯТИКООРДИНАТНОЙ ОБРАБОТКЕ).
2.
Совместимость с другими командами
A.
Команды, доступные в режиме коррекции на радиус инструмента для пятиосевой
обработки
Функция
Код
Функция
Код
Позиционирование
G00
Коррекция на геометрию
G61.1
Линейная интерполяция
G01
Режим резания
G64
Выдержка времени
G04
Вызов макропрограммы
G65
Режим высокоскоростной обработки
G05 (*1)
Ввод абсолютных данных
G90
Точный останов
G09
Ввод данных в виде приращений
G91
Включение функции предварительной
проверки хода
G22
Подача с обратным отсчетом времени
G93
Отключение функции предварительной
проверки хода
G23
Подача за минуту
G94
Отключение функции коррекции на
радиус инструмента
G40
Подача за оборот
G95
G41.2
Отключение режима поддержания
постоянной скорости резания
G97
Вывод команд M, S, T, B для
противоположной системы
G112 (*2)
Вызов подпрограммы/Конец подпрограммы
M98/M99
MSTB (*2)
Макрокома
нды
Коррекция на радиус инструмента для
пятиосевой обработки (с левой стороны)
G41.4
G41.5
Коррекция на радиус инструмента для
пятиосевой обработки (с правой
стороны)
G42.2
Функция M, S, T, B
G42.4
Коррекция на длину инструмента (+/–)
G43/G44
Отмена коррекции на длину инструмента
G49
Локальные переменные, общие
переменные, команды управления
(арифметические операции,
тригонометрические функции, квадратный
корень и т. п.), команды контроля (IF
GOTO , WHILE DO )
Режим точного останова
G61
G42.5
*1
При вводе команды высокоскоростной обработки во время коррекции на радиус инструмента для
пятиосевой обработки с управлением вершиной режущей кромки инструмента или коррекции на длину
инструмента (+/–) появится предупредительное сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ
ФОРМАТ). Однако ввод данной команды допустим при использовании функции коррекции на длину в
направлении оси инструмента (G43.1).
*2
При использовании функции инструмента (Т кода) в режиме коррекции на радиус инструмента появится
предупредительное сообщение 961 ILLEGAL COMMAND 5X RADIUS COMP. (НЕДОПУСТИМАЯ КОМАНДА
В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
При задании любых команд, кроме перечисленных выше, в режиме коррекции на радиус
инструмента появится предупредительное сообщение 961 ILLEGAL COMMAND 5X
RADIUS COMP. (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС
ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
30-46
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
B.
30
Режимы, в которых доступна функция коррекции на радиус инструмента для
пятиосевой обработки
Функция
Код
Функция
Код
Позиционирование
G00
Коррекция погрешности установки
заготовки
Линейная интерполяция
G01
Режим точного останова
G61
Включение функции ввода радиальных
значений по оси X
G10.9
Коррекция на геометрию
G61.1
G17, G18,
G19
Режим резания
G64
Выбор плоскости
Отключение модального вызова
макропрограммы пользователя
G67
Ввод данных в дюймовой системе
измерения
G20
Включение режима преобразования
трехмерных координат
G68 (*1)
Ввод данных в метрической системе
измерения
G21
Включение функции предварительной
проверки хода
G22
Отключение функции предварительной
проверки хода
G23
Отключение функции коррекции на
радиус инструмента
G40
Отключение режима преобразования
трехмерных координат
G69
G41.2
Отключение постоянного цикла
G80
G41.4
Ввод абсолютных данных
G90
G41.5
Ввод данных в виде приращений
G91
G42.2
Подача с обратным отсчетом времени
G93
G42.4
Подача за минуту
G94
G42.5
Подача за оборот
G95
Коррекция на длину инструмента (+/–)
G43/G44
Отключение режима поддержания
постоянной скорости резания
G97
Коррекция на длину инструмента в
направлении оси инструмента
G43.1
Управление вершиной режущей кромки
инструмента
G98
G43.4/G43.5
Возврат к уровню исходной точки в
постоянном цикле обработки отверстия
Отключение функции коррекции на
положение инструмента
G49
G99
Отмена масштабирования
G50
Возврат к уровню базовой точки в
постоянном цикле обработки отверстия
Отключение функции зеркального
отображения
G50.1
Управление несколькими процессами
посредством одной программы
G109
Отключение режима полигональной
обработки
G50.2
Отмена оси управления при перекрестной
обработке
G111
Выбор системы координат заготовки,
дополнительной системы координат
заготовки
G54-59,
G54.1
Отмена режима зубофрезерования
G113
Отмена управления наложением
G127
Коррекция на радиус инструмента для
пятиосевой обработки (с левой стороны)
Коррекция на радиус инструмента для
пятиосевой обработки (с правой
стороны)
*1
G54.4
G68.2
Обработка наклонных плоскостей
G68.3
G68.4
Команда коррекции на радиус инструмента для пятиосевой обработки может задаваться только в режиме
команды G68, если бит 4 параметра F168 = 1 (замена команды преобразования трехмерных координат
[G68] командой обработки наклонной плоскости [G68.2]).
При вводе команды коррекции на радиус инструмента для пятиосевой обработки в любом
режиме, кроме вышеперечисленных, появится предупредительное сообщение 962
CANNOT USE 5X RADIUS COMP. (НЕВОЗМОЖНО ВЫПОЛНИТЬ КОРРЕКЦИЮ НА
РАДИУС ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
30-47
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-2-6 Ограничения
1.
Проверка на возможность столкновений для рассчитанной траектории коррекции на
радиус инструмента не может быть выполнена, независимо от настроек
соответствующего параметра (F92 бит 5: ВКЛЮЧЕНИЕ/ОТКЛЮЧЕНИЕ проверки на
возможность столкновений).
2.
В режиме коррекции на радиус для пятиосевой обработки запрещается использовать
код G38 (задание вектора коррекции) и код G39 (дуговая интерполяция на углах). В
противном случае появится предупредительное сообщение 961 ILLEGAL COMMAND
5X RADIUS COMP.) (НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ КОРРЕКЦИИ НА
РАДИУС ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
3.
В режиме коррекции на радиус для пятиосевой обработки запрещается использовать
команды снятия фасок или команды скругления углов. В противном случае появится
предупредительное сообщение 961 ILLEGAL COMMAND 5X RADIUS COMP.)
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
4.
Команда смены инструмента всегда вводится после отмены режима компенсации
радиуса
для
пятиосевой
обработки.
В
противном
случае
появится
предупредительное сообщение 961 ILLEGAL COMMAND 5X RADIUS COMP.)
(НЕДОПУСТИМАЯ КОМАНДА В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
ПРИ ПЯТИОСЕВОЙ ОБРАБОТКЕ).
5.
В целом, использование ручного прерывания и, в частности, прерывания при помощи
режима MDI (РУЧНОЙ ВВОД ДАННЫХ) и прерывания при помощи маховика ручной
импульсной подачи запрещено. В противном случае появится предупредительное
сообщение 168 ILLEGAL OPER 5X RADIUS COMP. (НЕДОПУСТИМАЯ ОПЕРАЦИЯ В
РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА ПРИ ПЯТИОСЕВОЙ
ОБРАБОТКЕ).
6.
Необходимо принять следующие меры предосторожности при совместном
использовании данной функции с функцией управления вершиной режущей кромки
инструмента.
Включение и отключение функции коррекции на радиус инструмента для
пятиосевой обработки должно производится в режиме управления вершиной
режущей кромки инструмента.
<Пример программы>
G43.4 H1
(Вкл. управл. вершиной режущей кромки инстр.)
・・・
G41.2 D2
・・・
・・・
G40
(Включение режима коррекции на радиус инструмента)
Режим коррекции на радиус инструмента для
пятиосевой обработки
Режим управления вершиной
режущей кромки инструмента
(Отключение режима коррекции на радиус инструмента)
・・・
G49
7.
(Отключение управления вершиной режущей кромки инструмента)
Можно выполнить повторный пуск даже при помощи кадра, находящегося в режиме
коррекции на радиус для пятиосевой обработки, если данный кадр не находится
также в режиме управления вершиной режущей кромки инструмента.
(Соответствующее предупредительное сообщение: 956 RESTART OPERATION NOT
ALLOWED (ПОВТОРНЫЙ ПУСК ЗАПРЕЩЕН).
30-48
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
8.
30
Как правило, при коррекции на радиус инструмента запрещено прекращение рабочей
подачи посредством команды запрета предварительного считывания.
Ниже указаны соответствующие командные коды:
Функция
Код
Режим высокоскоростной обработки
G05
Запрограммированный останов
M0
N5
N5
····
N1 G42.2D1
N2 X0.Y0.
N3 X10.Y0.
/N4 G5P2
N5 X10.Y10.
····
N2
N3
Если выполняется или пропускается
кадр N4 (G5P2):
Компенсация радиуса выполнена
верно.
N2
N3
Если выполняется кадр N4 (G5P2):
Компенсация радиуса выполнена
неверно.
: Запрограммир. траектория перемещ.
: Траектория перемещ. центра инструмента
9.
D740PB0113’’
Если между командой G41.2/G42.2 и командой запрета предварительного считывания
не заданы команды перемещения, появится предупредительное сообщение 836 NO
INTERSECTION (ОТСУТСТВУЕТ ТОЧКА ПЕРЕСЕЧЕНИЯ) (как показано в пункте 8
выше).
Предупредительное
сообщение не отображается
Предупредительное сообщение
N1 X0.Y0.
N1 X0.Y0.
N2 G42.2D1
N2 G42.2D1
N3 G5P2
N3 X10.Y0.
N4 X10.Y0.
N5 X10.Y10.
Расчет точки пересечения
невозможен:
из-за команды G5 в кадре
N3 УЧПУ не может найти
последующие команды
перемещения.
30-49
N4 G5P2
N5 X10.Y10.
Расчет точки
пересечения
возможен:
перед кадром N4 с
кодом G5 задана
команда
перемещения в кадре
N3.
D740PB0112’
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
10. Ограничения
относительно
высокоскоростной обработки.
совместного
использования
с
функцией
При расчете траектории перемещения инструмента для перемещения только в
направлении его оси (то есть, перпендикулярно плоскости коррекции) величина
коррекции на радиус может быть использована ошибочно. Следовательно, для
подвода к заготовке в начальной точке резания нужно описать перемещение по
наклонной линии относительно оси инструмента.
При таком перемещении расчет коррекции на радиус
Расчет траектории перемещения инструмента
инструмента не выполняется, поскольку оно не имеет
выполняется соответствующим образом при
компонента в радиальном направлении инструмента
помощи величины коррекции на радиус.
(то есть, в плоскости коррекции).
: Плоскость коррекции (перпендикулярная к оси инструмента)
: Проекция перемещения в плоскость коррекции
D740PB0114
Функция сглаживания контура в режиме высокоскоростной обработки не доступна.
Соответствующий параметр (бит 1 параметра F96) недействителен в режиме
коррекции на радиус инструмента для пятиосевой обработки.
30-50
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
30-3 Пятиосевая сплайновая интерполяция (дополнительная функция)
30-3-1 Общие сведения
При помощи функции пятиосевой сплайновой интерполяции выполняется сглаживание
траектории перемещения инструмента, а также изменение в положении инструмента в
режиме управления вершиной режущей кромки инструмента. Команды линейной
интерполяции, заданные при включенной функции, предназначены для построения кривой
через указанные конечные точки таким образом, чтобы избежать резкого торможения и
резкого разгона, выполняемых при перемещении инструмента между кадрами линейной
интерполяции, и таким образом значительно сократить время обработки. При управлении
положением инструмента, в соответствии с угловыми данными для перемещения по
соответствующим осям вращения выполняется сплайновая интерполяция, что
обеспечивает непрерывность и плавность угловых перемещений.
Примечание: выполнение кадра в режиме управления вершиной режущей кромки
инструмента может потребовать одновременных перемещений по
управляемым осям, для которых отсутствуют явно заданные команды
перемещений. Если для выполнения единичного кадра задано
одновременное управление двумя осями вращения или более (или, в
общей сложности, пятью осями или более), появится предупредительное
сообщение 801 SIMULTANEOUS AXIS EXCEEDED (ПРЕВЫШЕНО
КОЛИЧЕСТВО ОДНОВРЕМЕННО УПРАВЛЯЕМЫХ ОСЕЙ).
30-3-2 Описание функции
1.
Формат программирования
G61.2 Rr ........... Включение функции модальной сплайновой интерполяции (r = допуск
[погрешности хорды])
G43.4/G43.5 ..... Включение управления вершиной режущей кромки инструмента
G05P2 .................. Включение плавного управления высокой скоростью
Примечание:
2.
задание значения допуска (погрешности хорды) доступно, только если
бит 1 параметра F157 = 1.
Подробное описание
Установка режима пятиосевой сплайновой интерполяции
A.
Функция пятиосевой сплайновой интерполяции не включится, пока в режиме, заданном
командой G61.2, не будет включена функция управления вершиной режущей кромки
инструмента (с помощью кодов G43.4 или G43.5), и режим плавного управления высокой
скоростью не будет доступен (компенсация на геометрию включена ( ), команда G05P2
дана, параметр F3 = 1).
Функция сплайновой интерполяции применяется при отключенных функциях управления
вершиной режущей кромки инструмента, коррекции погрешности установки заготовки и
обработки наклонных плоскостей.
В таблице ниже изображено, как выполняются кадры G01 в режиме G61.2 в различных
модальных состояниях.
*
Данное условие (как правило, задаваемое командой G61.1) выполняется при
аналогичной команде G61.2.
30-51
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Плавное
управление
высокой
скоростью
ОТКЛ
Коррекция
погрешности
установки
заготовки
ОТКЛ
Обработка
наклонных
плоскостей
Управление
вершиной
режущей
кромки
инструмента
ОТКЛ
ОТКЛ
Точная
сплайно
вая
интерпо
ляция
ВКЛ
ВКЛ
ВКЛ
ОТКЛ
ОТКЛ
ВКЛ
Коррекция на геометрию
ОТКЛ
Точная
сплайно
вая
интерпол
яция
ВКЛ
ВКЛ
ОТКЛ
ВКЛ
Плавное управление
высокой скоростью
Пятиосевая сплайновая
интерполяция
ВКЛ
Примечание 1: режим пятиосевой сплайновой интерполяции, заданный кодом G01 в
режиме G61.2, временно отменяется любым другим G кодом группы 01. В
таком случае в области модальной информации окна POSITION
(ПОЛОЖЕНИЕ) не происходит никакого изменения режима «G61.2».
Примечание 2: отмена режима G61.2 выполняется любым другим G кодом группы 13.
Примечание 3: исходным модальным состоянием группы 13 (выбирается автоматически
после сброса) является код G64 или G61.1, в соответствии со значением
(0 или 1) бит 1 параметра F159.
Пример:
N099
N100
N101
N102
N103
N199
N200
N201
N202
N203
N298
N299
N300
N301
N302
М
N305
М
N497
N498
N499
N500
G61.2
G00 X_Y_Z_ ............
G01 X_Y_Z_ ............
X_Y_Z_ ............
X_Y_Z_ ............
G54.4P1 ............
G00 X_Y_Z_ ............
G01 X_Y_Z_ ............
X_Y_Z_ ............
X_Y_Z_ ............
G43.4 ...............
G05P2 ...............
G00 X_Y_Z_C_ ..........
G01 X_Y_Z_C_ ..........
X_Y_Z_C_ ..........
(P1)
(P2)
(P3)
(P4)
(Включение коррекции погрешности установки заготовки)
(P5)
(P6)
(P7)
(P8)
(Включение управления вершиной режущей кромки инструмента)
(Включение плавного управления высокой скоростью)
(P9)
Пятиосевая сплайновая
(P10)
интерполяция
Точная сплайновая
интерполяция
(P11)
P14
P11
X_Y_Z_C_ .......... (P14)
P6 P7
P3
P10
P2
G5P0
P1
P13
P8
P4
P9
P12
G49
P5
G54.4P0
M30
Коррекция на геометрию
Из примера выше видно, что точная сплайновая интерполяция активируется в строке
N101, сплайновая кривая создается для группы конечных точек от P1 до P4, и
интерполяция применяется ко всей созданной кривой.
После активации коррекции погрешности установки заготовки в строке N199 (при
отключенных функциях управления вершиной режущей кромки инструмента и плавного
управления высокой скоростью) выполняется коррекция на геометрию сегмента до строки
N203.
После активации функций управления вершиной режущей кромки инструмента и плавного
управления высокой скоростью в строках N298 и N299 соответственно пятиосевая
сплайновая интерполяция применяется к строкам с кодом G01 в сегменте, начиная со
30-52
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
строки N301.
B.
Деление сплайновой кривой в режиме пятиосевой сплайновой интерполяции
Обычно в режиме пятиосевой сплайновой интерполяции формируется непрерывная
кривая, плавно проходящая по всем указанным точкам от начала до конца режима.
Однако при каждом выполеннии одного из следующих условий выполняется временная
отмена режима и переключение в режим коррекции на геометрию (G61.1):
1.
При управлении тремя ортогональными осями (траектория перемещения режущей
кромки инструмента в системе координат стола) угол между соседними кадрами с
командами линейного перемещения превышает угол отмены сплайна (в соответствии
с настройкой параметра F101).
2.
При управлении тремя ортогональными осями существует кадр, задающий
перемещение на такое большое расстояние, что погрешность хорды рассчитанной
сплайновой кривой может превысить максимальное количество ошибок, допустимое
при пятиосевой сплайновой интерполяции (в соответствии с настройкой параметра
F104).
3.
При управлении тремя ортогональными осями начальная и конечная точки, заданные
в соответствующих кадрах, лежат на одной прямой.
4.
При управлении тремя ортогональными осями существует кадр, задающий
перемещение на расстояние, меньшее, чем минимально допустимое расстояние
участка для пятиосевой сплайновой интерполяции (в соответствии с настройкой
параметра F103).
5.
При управлении осями вращения существует кадр, задающий угловое перемещение
на расстояние, которое больше углового расстояния отмены сплайна для пятиосевой
сплайновой интерполяции (в соответствии с настройками параметра F131).
6.
При управлении осями вращения существует кадр, задающий угловое перемещение
на расстояние, которое меньше минимально допустимого расстояния участка для
пятиосевой сплайновой интерполяции (в соответствии с настройкой параметра F127).
7.
При необходимости прохождения через единичную точку (когда ось инструмента
параллельна вспомогательной оси вращения).
8.
Кадр, не содержащий команд на перемещение, находится в режиме пятиосевой
сплайновой интерполяции.
Примечание: временная отмена режима пятиосевой сплайновой интерполяции при
управлении тремя ортогональными осями также ведет к отмене
соответствующего режима перемещения по соответствующим осям
вращения, однако пятиосевая сплайновая интерполяция при управлении
тремя ортогональными осями может выполняться непрерывно, даже если
соответствующая функция относительно осей вращения была временно
отменена.
Далее следует описание каждого пункта.
1.
Если при управлении тремя ортогональными осями угол между линиями линейного
перемещения двух соседних кадров превышает угол отмены сплайна.
Угол отмены сплайна Параметр F101
Если угол i , образованный двумя непрерывными векторами Pi–1 Pi и Pi Pi+1 , больше
значения параметра F101, в последовательности точек P1, P2, P3, Pn, лежащих на
траектории перемещения режущей кромки инструмента, в режиме пятиосевой
сплайновой интерполяции точка Pi принимается равной углу. В этом случае группа
точек делится на два участка от P1 до Pi и от Pi до Pn в Pi, а сплайновая кривая
задается отдельно для каждого участка.
30-53
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
Примечание: базовый угол равен 60˚, если значение параметра F101 не равно нулю.
Пример: F101 = 80 (°)
Образуется угол
3
P4
P3
P3
4
2
P2
P4
P5
P5
P2
4 > F101
5
P6
P6
6
P1
P1
P7
P7
Если точки образуют угол i, который больше значения параметра F101, то такие
точки рассматриваются как вершины угла для разделения группы точек, в результате
чего на соответствующих участках образуются многочисленные сплайновые кривые.
i > F101
i > F101
Если любые две вершины угла (где i > F101) идут одна за другой, во время
линейной интерполяции осуществляется автоматическое управление кадром со
второй вершиной. Таким образом, нет необходимости давать команду G00 в каждом
промежуточном кадре или выполнять отмену режима G61.2 для каждого
промежуточного
кадра
строчечной
подачи,
что
значительно
упрощает
программирование.
2.
При управлении тремя ортогональными осями существует кадр, задающий
перемещение на такое большое расстояние, что погрешность хорды рассчитанной
сплайновой кривой может превысить максимальное количество ошибок, допустимое
при пятиосевой сплайновой интерполяции (в соответствии с настройкой параметра
F104).
Максимальная погрешность пятиосевой сплайновой кривой Параметр F104
В последовательности пространственных точек P1, P2, P3, Pn, лежащих на
траектории перемещения режущей кромки инструмента, в режиме пятиосевой
сплайновой интерполяции, если погрешность хорды рассчитанной сплайновой кривой
может превысить значение параметра F104 вследствие чрезмерного количества
Pi Pi+1 точек вектора Pi Pi+1 , кадр для точки Pi+1 задается автоматически при
управлении линейной интерполяцией, а предыдущий и последующий участки с P1 по
Pi и с Pi+1 по Pnотдельно интерполируются в виде сплайновых кривых.
Как правило, в этом случае отклонение касательного вектора в точке Pi (в конечной
точке сплайна с P1 по Pi) и отклонение касательного вектора в точке Pi+1 (в начальной
точке сплайна с Pi+1 по Pn) не совпадают с отклонением отрезка PiPi+1.
30-54
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
P4
P5
P4
P3
P6
Интерполяция выполняется
P2
P7
следующим образом:
от P1 до P4:
Сплайновая кривая,
P1
P8
от P4 до P5:
Прямая линия,
от P5 до P8:
Сплайновая кривая
(a) Погрешность хорды сплайновой кривой > F104
3.
P5
P3
P6
P2
P1
30
P7
Вся траектория перемещения от P1
до P8 интерполируется в одну
сплайновую кривую.
P8
(a) Погрешности хорды сплайновой кривой ≤ F104
При управлении тремя ортогональными осями начальная и конечная точки, заданные
в соответствующих кадрах, лежат на одной прямой.
В последовательности пространственных точек P1, P2, P3, Pn, лежащих на
траектории перемещения режущей кромки инструмента, в режиме пятиосевой
сплайновой интерполяции, если последующие векторы Pi Pi+1 и Pi+1 Pi+2 лежат на
одной прямой, происходит временная отмена сплайновой интерполяции для
выполнения соответствующих кадров, а предыдущий и последующий участки с P1 по
Pi и с Pi+2 по Pn отдельно интерполируются в виде сплайновых кривых. Как правило, в
этом случае отклонение касательного вектора в точке Pi (в конечной точке сплайна с
P1 по Pi) и отклонение касательного вектора в точке Pi+2 (в начальной точке сплайна с
Pi+2 по Pn) не совпадают с отклонением отрезка PiPi+2.
P4
P5
P3
P2
P1
4.
P6
P7
P
8
Интерполяция выполняется следующим
образом:
P9
от P1 до P4: Пятиосевая сплайновая кривая,
с P4 по P6: Прямая линия,
От P6 до P8: Пятиосевая сплайновая кривая.
При управлении тремя ортогональными осями существует кадр, задающий
перемещение на расстояние, меньшее, чем минимально допустимое расстояние
участка для пятиосевой сплайновой интерполяции.
Минимальное расстояние участка для пятиосевой сплайновой
интерполяции
Параметр F103
В последовательности пространственных точек P1, P2, P3, Pn, лежащих на
траектории перемещения режущей кромки инструмента, в режиме пятиосевой
сплайновой интерполяции, если длина вектора Pi Pi+1 представляет собой малый
кадр, длина которого меньше минимально допустимого расстояния участка (в
соответствии с параметром F103), во избежание искажения сплайновой кривой
происходит временная отмена сплайновой интерполяции для выполнения
соответствующего кадра. В таком случае, плавное управление высокой скоростью
выполняется с целью снизить отрицательный эффект, вызванный временной
отменой сплайновой интреполяции для выполнения малого кадра.
Примечание: значение параметра F104 (максимально допустимая погрешность
хорды) используется вместо значения параметра F103, если значение
последнего равно нулю (0).
30-55
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
P4
P6
P5
P3
P7
P2
P1
5.
Сплайновая интерполяция временно отменяется с кадра P4 по P5, если
расстояние перемещения меньше, чем значение параметра F103.
При управлении осями вращения существует кадр, задающий угловое перемещение
на расстояние, которое больше углового расстояния отмены сплайна для пятиосевой
сплайновой интерполяции.
Угловая разница базового угла для пятиосевой интерполяции
Параметр F131
При управлении положением инструмента в последовательности пространственных
точек P1, P2, P3, Pn, лежащих на траектории перемещения режущей кромки
инструмента, в режиме пятиосевой сплайновой интерполяции, если расстояние
углового перемещения для кадра сPi по Pi+1 больше углового расстояния отмены
сплайна для пятиосевой сплайновой интерполяции (в соответствии с параметром
F131), происходит временная отмена сплайновой интерполяции для выполнения
соответствующих кадров, а предыдущий и последующий участки с P1 по Pi и с Pi+1 по
Pn отдельно интерполируются в виде сплайновых кривых.
P4
P5
P3
P6
P7
P2
P8
P9
P1
Сплайновая интерполяция по осям вращения временно отменяется с кадра P4 по
P5, если расстояние углового перемещения больше значения параметра F131.
Однако траектория перемещения режущей кромки инструмента контролируется
таким образом, чтобы описать плавную кривую.
6.
При управлении осями вращения существует кадр, задающий угловое перемещение
на расстояние, которое меньше минимально допустимого расстояния участка для
пятиосевой сплайновой интерполяции (в соответствии с настройкой параметра F127).
При управлении положением инструмента в последовательности пространственных
точек P1, P2, P3, Pn, лежащих на траектории перемещения режущей кромки
инструмента, в режиме пятиосевой сплайновой интерполяции, если расстояние
углового перемещения для кадра с Pi по Pi+1 равно нулю или меньше, чем
минимально допустимое расстояние участка для пятиосевой сплайновой
интерполяции (в соответствии с параметром F127), происходит временная отмена
сплайновой интерполяции для выполнения соответствующих кадров, а предыдущий и
последующий участки с P1 по Pi и с Pi+1 по Pn отдельно интерполируются в виде
сплайновых кривых.
Примечание: если параметр F127 задан на ноль (0), отмена сплайновой
интерполяции в соответствии с осями вращения не происходит.
30-56
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
P4
30
P5
P3
P6
P2
P9
P8
P7
P1
Сплайновая интерполяция по осям вращения временно отменяется с кадра P3
по P4, если расстояние углового перемещения меньше значения параметра F127.
Однако траектория перемещения режущей кромки инструмента контролируется
таким образом, чтобы описать плавную кривую.
7.
При необходимости прохождения через единичную точку (когда ось инструмента
параллельна вспомогательной оси вращения).
Если функция коррекции погрешности установки заготовки включена, происходит
временная отмена функции пятиосевой сплайновой интерполяции для кадра, при
выполнении которого необходимо выполнить проход через единичную точку.
Временная отмена перемещения по соответствующим осям вращения не
выполняется, если функция коррекции погрешности установки заготовки не включена.
8.
Кадр, не содержащий команд на перемещение, находится в режиме пятиосевой
сплайновой интерполяции.
Любой кадр без команды перемещения временно отменяет сплайновую
интерполяцию, а на участках до и после такого кадра будет отдельно выполнена
сплайновая интерполяция.
Пустым кадром считается «кадр, не содержащий команд перемещения», а также кадр,
содержащий только комментарии.
N100
G91
P7
G61.2
G43.4
P8
P6
G05P2
N110
C.
G01
X_Y_Z_C_ ...................... (P1)
N120
X_Y_Z_C_ ...................... (P2)
N130
X_Y_Z_C_ ...................... (P3)
N140
X_Y_Z_C_ ...................... (P4)
N150
X_Y_Z_C_ ...................... (P5)
N160
(не включают команды перемещ.)
N170
X_Y_Z_C_ ...................... (P6)
N180
X_Y_Z_C_ ...................... (P7)
N190
X_Y_Z_C_ ...................... (P8)
P4
P5
Сплайн от
P5 до P8
P3
P2
.. (P5)
Сплайн от
P1 до P5
Образуется
угол
P1
Коррекция формы кривой при пятиосевой сплайновой интерполяции
Функция коррекции геометрии действует с пятиосевой сплайновой интерполяцией и, в
случае необходимости, автоматически корректирует контур сплайновой кривой, чтобы
траектория перемещения по кривой стала более плавной.
Функция коррекции геометрии действует в двух следующих случаях:
1. Возникла погрешность кривой на траектории перемещения режущей кромки
инструмента при выполнении значимого кадра.
2. Возникла погрешность сплайновой кривой для перемещения по соответствующим
осям вращения при выполнении значимого кадра.
Подробнее об автоматической коррекции, выполняемой в вышеуказанных случаях,
написано ниже.
30-57
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
1.
Автоматическая коррекция значимой погрешности кривой на траектории
перемещения режущей кромки инструмента при выполнении значимого кадра.
Если данные о кривой в CAD-системе разделяются на микросегменты посредством
CAM-системы, аппроксимация при помощи ломаной линии обычно выполняется в
пределах кривой (погрешность хорды), не превышающей 10 10 м. Однако если точка
перегиба является частью кривой, длина микросегментного кадра, включающего
P P
точку перегиба, может увеличиться (см. 3 4 на рисунке ниже). Если длина этого
кадра становится непропорциональной по сравнению с длиной предыдущего и
последующего кадров, сплайновая кривая на этом участке может иметь
значительную погрешность относительно исходной кривой.
P2
P1
Допуск
P3
Допуск (сторона отрицательных значений)
P0
Сплайновая кривая
(значительное отклонение от кривой системы
автоматизированного проектирования)
Точка перегиба в
первоначальной кривой
Допуск (сторона
положительных значений)
Кривая системы автоматизированного
проектирования
P7
P4
P5
P6
Сплайновая кривая со значительной погрешностью хорды (вследствие точки перегиба)
Эта функция предназначена для обнаружения участков, на которых погрешности
хорды на кривой из-за наличия точки перегиба становятся значительными, и
автоматической коррекции контура сплайновой кривой в данной области таким
образом, чтобы погрешность кривой не превышала допустимые ограничения в
соответствии с настройками соответствующего параметра.
Максимальная погрешность пятиосевой сплайновой кривой Параметр F104
Если определено, что кадр в режиме пятиосевой сплайновой интерполяции имеет
точку перегиба на сплайновой кривой, а максимально допустимая погрешность длины
хорды между сплайновой кривой и участком превышает значение параметра F104,
контур сплайновой кривой будет откорректирован таким образом, чтобы максимально
допустимая погрешность не превышала значение параметра F104.
Исходная сплайновая кривая
Коррекция
Откорректированная сплайновая кривая
A
B
Значение параметра F104 или менее
Коррекция контура для сплайновой кривой
Контур кривой также может быть откорректирован, если погрешность хорды
сплайновой кривой увеличивается в результате диспропорции в длине соседних
кадров, которая появляется не по причине наличия точек перегиба.
Если определено, что кадр в режиме пятиосевой сплайновой интерполяции не имеет
точек перегиба на сплайновой кривой, а максимально допустимая погрешность длины
хорды между сплайновой кривой и участком превышает значение параметра F104,
контур сплайновой кривой будет откорректирован таким образом, чтобы максимально
допустимая погрешность не превышала значение параметра F104.
30-58
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
Исходная
сплайновая кривая
Коррекция
Откорректиров.
сплайновая
кривая
Значение параметра
F104 или менее
Сплайновая кривая со значительной погрешностью хорды (не вследствие точек перегиба)
2.
Примечание 1:
во всех типах коррекции сплайновой кривой функция коррекции
кривой действует только в соответствующем кадре. Следовательно,
касательные
векторы
на
границах
с
непосредственно
предыдущими
и
последующими
кадрами
становятся
прерывистыми.
Примечание 2:
если значение параметра F104 равно нулю (0), первоначальная
сплайновая кривая будет использоваться без применения
автоматической коррекции геометрии.
Автоматическая коррекция значимой погрешности сплайновой кривой
перемещения по соответствующим осям вращения при выполнении кадра
для
При коррекции траектории перемещения режущей кромки инструмента
автоматическая коррекция выполняется для управления положением инструмента по
каждой оси вращения, так чтобы максимальная погрешность сплайновой кривой на
отрезке от начальной точки до конечных точек кадра не превышала значение
параметра F128.
Угловая разница базового угла для пятиосевой сплайновой
интерполяции Параметр F128
Исходная
сплайновая кривая
Угол ()
Коррекция
Время (t)
Значение параметра
F128 или менее
Откорректированная
сплайновая кривая
Угол у конечной точки
Угол у начальной
точки
Сплайновая кривая со значительной угловой разницей
D.
Задание значения допуска (погрешности хорды)
Значение допуска погрешности кривой для пятиосевой сплайновой интерполяции
(заданной в параметре F104) и значение допуска геометрической погрешности на углах
для компенсации на геометрию могут быть заданы в соответствии с программой.
Параметр F104 может быть не включен в автоматическую настройку функцией задания
допуска (погрешности хорды) при помощи кода R, как это показано ниже:
бит 7 параметра F157
= 0: Параметр F104 обновляется автоматически в соответствии со значением допуска,
= 1: Параметр F104 не включается в автоматическую настройку в соответствии со
значением допуска.
30-59
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-3-3 Ограничения
1.
При необходимости использовать данную функцию для коррекции погрешности
установки заготовки или обработки наклонных плоскостей вместе с пятиосевой
сплановой интерполяцией следует включить режим плавного управления высокой
скоростью и режим управления вершиной режущей кромки инструмента.
2.
При работе в режиме одноосевой интерполяции по оси вращения для управления
вершиной режущей кромки инструмента (F85 бит 3 = 0) активировать функцию
пятиосевой сплайновой интерполяции невозможно. При вводе последней команды
для выполнения необходимых условий приведет к появлению предупредительного
сообщения 1830 CANNOT USE 5AXIS SPLINE CUTTING (ИСПОЛЬЗОВАНИЕ
ФУНКЦИИ ПЯТИОСЕВОЙ СПЛАЙНОВОЙ ИНТЕРПОЛЯЦИИ ВО ВРЕМЯ РЕЗАНИЯ
НЕВОЗМОЖНО).
3.
При работе в режиме покадровой отработки запрограммированные команды на
перемещение выполняются при временной отмене пятиосевой сплайновой
интерполяции (при выполнении кода G61.1); при выходе из режима покадровой
отработки выполняется повторный расчет сплайновой кривой, когда текущее
положение (конечная точка, в которой находится инструмент после выполнения
последнего кадра) принимается за начальную точку.
4.
После выхода из режима прекращения подачи, включенном в режиме пятиосевой
сплайновой интерполяции, выполнение прерванного кадра будет обязательно
осуществляться вместе с перемещением по исходной сплайновой кривой, однако для
последующего сегмента программы сплайновая кривая будет построена заново,
когда текущее положение (конечная точка, в которой находится инструмент после
выполнения последнего кадра) принимается за начальную точку.
5.
Сегмент программы для пятиосевой сплайновой интерполяции исключается из
области значений функции поиска номера технологического прохода и модального
повторного пуска, так как номера технологического прохода, указанные в том
сегменте, попросту игнорируются в целях осуществления плавного управления
высокой скоростью.
6.
При проверке траектории перемещения инструмента кривая, заданная кадрами
пятиосевой сплайновой интерполяции на сплайновой кривой отображается не в
фактическом виде, а в виде ломаной линии, отрезки которой линейно соединяют
соответствующие точки.
7.
В режиме пятиосевой сплайновой интерполяции функция сглаживания контура
(включается при F96 бит 1 = 1) автоматически отключается.
8.
Если станок не оснащен дополнительной функцией коррекции на геометрию, то при
вводе команды G61.2 появляется предупредительное сообщение 935 NO
PRE-INTERP ACCEL/DECEL OPT. (НЕТ ДОПОЛНИТЕЛЬНОЙ ФУНКЦИИ
РАЗГОНА/ТОРМОЖЕНИЯ ПЕРЕД ИНТЕРПОЛЯЦИЕЙ).
9.
При выборе режима управления вершиной режущей кромки инструмента и плавного
управления высокой скоростью при выполнении кода G61.2, если станок не оснащен
дополнительной функцией пятиосевой сплайновой интерполяции, появляется
предупредительное сообщение 1829 NO 5 AXIS SPLINE CUTTING OPTION (НЕТ
ДОПОЛНИТЕЛЬНОЙ ФУНКЦИИ ПЯТИОСЕВОЙ СПЛАЙНОВОЙ ИНТЕРПОЛЯЦИИ
ВО ВРЕМЯ РЕЗАНИЯ).
10. Для построения кривой пятиосевой сплайновой интерполяции необходимо задать два
или более последовательных кадра, содержащих команды перемещения, (должно
быть соединено не менее трех точек) в данном режиме. Коррекция на геометрию
(G61.1) применяется вместо единичного кадра.
11. Код G61.2 не может использоваться в следующих режимах:
30-60
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30
Высокоскоростная обработка (G05P2)
Коррекция на радиус инструмента для пятиосевой обработки (G41.2, G41.4, G41.5,
G42.2, G42.4 или G42.5)
Коррекция на длину инструмента в направлении оси инструмента (G43.1)
Интерполяция в полярных координатах (G12.1)
Цилиндрическая интерполяция (G07.1)
12. Следующие команды не могут быть выполнены в режиме, задаваемом кодом G61.2:
Коррекция на радиус инструмента для пятиосевой обработки (G41.2, G41.4, G41.5,
G42.2, G42.4 или G42.5)
Коррекция на длину инструмента в направлении оси инструмента (G43.1)
Интерполяция в полярных координатах (G12.1)
Цилиндрическая интерполяция (G07.1)
30-61
30
ФУНКЦИЯ ПЯТИОСЕВОЙ ОБРАБОТКИ
30-62 E
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
31 ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ
ФУНКЦИЯ)
31-1 Общие сведения
Орбитальная обработка - это специальный метод удаления стружки путем вращения
токарного инструмента по орбите в круговой интерполяции в плоскости XY
(перпендикулярной виртуальной оси Z), с одновременным вращением инструмента по его
собственной оси и контролем углового положения фрезерного шпинделя, таким образом,
чтобы вершина токарного инструмента (режущая кромка)могла находиться (в точке
резания) под прямым углом или перпендикулярно касательной к круговой траектории
(обрабатываемой поверхности). Следовательно, функция орбитальной обработки
позволяет осуществлять обработку наподобие токарной даже на обрабатывающем
центре, не оснащенном функцией точения, а также на эксцентриковой части заготовки.
X
Вращение по орбите в
плоскости XY и вращение
фрезерного шпинделя
Z
Y
D749PB0012
31-2 Описание функции
1.
Формат программирования
Команды, связанные с орбитальной обработкой перечислены ниже.
G148 (Xx Yy)
G149
M763
M764
M765
x, y:
2.
:
:
:
:
:
Включение режима орбитальной обработки
Отключение режима орбитальной обработки
Запуск прямого вращения по орбите
Запуск обратного вращения по орбите
Останов вращения по орбите
Центр вращения по орбите (задается координатами заготовки по осям X и Y)
Если система координат заготовки совсем не нуждается в преобразовании,
аргументы X и Y (“X0” и/или “Y0”) можно пропустить.
Подробное описание
1.
Необходимо всегда вводить команду G148 с инструментом, установленным в
положение в плоскости ZX, которая включает центр вращения по орбите. В противном
случае отобразится предупредительное сообщение 968 CANNOT USE ORBIT
MACHINING (ИСПОЛЬЗОВАНИЕ ОРБИТАЛЬНОЙ ОБРАБОТКИ НЕВОЗМОЖНО).
2.
Перед вводом команды G148 следует предварительно выбрать плоскость ZX
(посредством кода G18). В противном случае отобразится предупредительное
сообщение968
CANNOT
USE
ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ
ОРБИТАЛЬНОЙ ОБРАБОТКИ НЕВОЗМОЖНО).
31-1
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Перед вводом команды G148 следует предварительно выбрать режим коррекции на
геометрию (посредством кода G61.1). В противном случае отобразится
предупредительное
сообщение968
CANNOT
USE
ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ ОРБИТАЛЬНОЙ ОБРАБОТКИ НЕВОЗМОЖНО).
4.
Ввод М кода для останова вращения по орбите (M765) приводит к немедленному
останову вращения по орбите, который происходит до положения (над осевой
линией), в котором достигается плоскость ZX, включающая осевую линию вращения
по орбите.
5.
Задать команду G148 в кадре с одной командой. Ввод в кадр с командой G148 любого
из кодов G, M, S, T или B приводит к появлению предупредительного сообщения967
ILLEGAL CMD IN ORBIT MACHINING (НЕДОПУСТИМАЯ КОМАНДА ПРИ
ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
6.
Перед вводом команды G148 необходимо остановить фрезерный шпиндель. В
противном случае отобразится предупредительное сообщение 1152 CANNOT USE
ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ
ОРБИТАЛЬНОЙ
ОБРАБОТКИ
НЕВОЗМОЖНО).
7.
Аргументы X и Y в кадре с командой G148 всегда должны быть указаны в виде
радиальных значений, независимо от выбранного режима ввода (в диаметральных
или радиальных значениях).
8.
Перед отменой режима орбитальной обработки (посредством кода G149) необходимо
предварительно ввести команду M765 для останова вращения по орбите. В
противном случае отобразится предупредительное сообщение 1152 CANNOT USE
ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ
ОРБИТАЛЬНОЙ
ОБРАБОТКИ
НЕВОЗМОЖНО).
9.
В начале прерывания макропрограммы модальный режим относительно орбитальной
обработки сохраняется доступным.
10. Коды M763 или M764 не могут запустить вращение по орбите, если ему предшествует
команда вращения с нулевой частотой вращения (S0) или если для орбитальной
обработки не введена команда вращения шпинделя.
11. На станках с фрезерным шпинделем, оснащенным муфтой, перед выбором режима
орбитальной обработки (посредством кода G148) необходимо задать команду
расфиксации фрезерного шпинделя .
12. Коды M763, M764 и M765 могут быть использованы только в режиме орбитальной
обработки (выбранной посредством кода G148).
13. Ограничение частоты вращения в режиме асинхронной подачи (то есть, подача за
минуту) накладывает ограничения на вращение (вращение по орбите) и на скорость
рабочей подачи.
14. При перезапуске режим орбитальной обработки автоматически отменяется.
31-2
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
15. Если команда M765 введена после команды перемещения по оси X, требующей
захода за осевую линию вращения по орбите, вращение по орбите будет остановлено
в симметричном положении относительно осевой линии.
Начальная точка
вращения по орбите
Начальная точка вращения по
орбите перед обработкой
Заготовка
Введен код М765
Осевая линия
вращения по орбите
X
Z
Конечная точка вращения по
орбите
Команда перемещения по оси Х требует
захода за осевую линию вращения по орбите
X
Z
Останов вращения по
орбите в симметричном
положении относительно
осевой линии
D749PB0013
16. Запрещается вводить команду останова вращения по орбите (M765), если частота
вращения равна нулю (введено “S0”или величина ручной коррекции частоты
вращения шпинделя равна 0%). В противном случае выполнение кадра с командой
останова не может быть завершено до конца.
17. Команда перемещения по оси Х в режиме орбитальной обработки выполняется с
соответствующим изменением радиуса вращения по орбите. Кроме того, если
величина ручной коррекции частоты вращения шпинделя равна 0%, ввод
вышеупомянутой команды приводит к соответствующему изменению цифровых
данных об осях X и Y относительно нулевой точки заготовки (окно POSITION
(ПОЛОЖЕНИЕ)) и нулевой точки станка (окно MACHINE (СТАНОК)).
3.
Настройка данных на инструмент
Когда требуется использовать данные на инструмент в формате MAZATROL
(сохраненные в окне TOOL DATA (ДАННЫЕ НА ИНСТРУМЕНТ)) для выполнения
коррекции на инструмент, нужно зарегистрировать инструменты, требуемые для
орбитальной обработки, как специальные токарные инструменты (SPECIAL
(СПЕЦИАЛЬНЫЙ)), независимо от типа подлежащего обработке участка (точение по
наружному диаметру, точение по внутреннему диаметру или торцевая обработка).
Нужно задать команду подготовительного позиционирования таким образом, чтобы
движение обработки можно было начать на положительной стороне (+) оси Х
относительно осевой линии вращения по орбите.
Заготовка
Положительная (+)
сторона оси Х
Отрицательная
сторона (–) оси X
X
Осевая линия
вращения по орбите
Z
D749PB0014
Примечание: если обработку требуется начать на отрицательной стороне (-) оси Х, то
тип инструмента (праворежущий или леворежущий) будет противоречить
направлению вращения при вращении по орбите, что приведет к
повреждению заготовки и инструмента.
31-3
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Коррекция на инструмент
В режиме орбитальной обработки пункты данных для коррекции на инструмент в
направлении оси Х (LENGTH B (ДЛИНА В), NOSE-R (РАДИУС ЗАКРУГЛЕНИЯ РЕЖУЩЕЙ
КРОМКИ ИНСТРУМЕНТА), WEAR COMP X (КОМПЕНСАЦИЯ ИЗНОСА ПО ОСИ Х)) всегда
относятся к радиальному направлению (то есть, к направлению осевой линии вращения
по орбите). Заполнить пункты данных для компенсации в плоскости ZX в окне TOOL DATA
(ДАННЫЕ НА ИНСТРУМЕНТ) и TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ).
Коррекция на
инструмент по оси
Х
Заготовка
Радиус вращения по
орбите при обработке
Коррекция на
инструмент по оси Х
X
X
Z
Коррекция на
инструмент по оси Х
Осевая линия
вращения по
орбите
Коррекция на
инструмент по оси Х
Y
D749PB0015
Компенсация радиуса закругления режущей кромки инструмента выполняется
относительно “направления вершины режущей кромки инструмента” (пункт DIRCTN
(НАПРАВЛЕНИЕ) в окне TOOL OFFSET (КОРРЕКЦИЯ НА ИНСТРУМЕНТ)). Ввести данные
в пункт DIRCTN (НАПРАВЛЕНИЕ) одновременно с необходимой величиной компенсации в
вышеупомянутом окне и указать номер требуемой группы данных коррекции в кадре с
кодом G41 или G42 посредством адреса D.
Подробная информация о вершине режущей кромки инструмента и
направлениях компенсации дана в подразделе 31-5 «Приложение».
Примечание: необходимо обязательно задать величину компенсации по оси Y, равную
нулю (0). Если в качестве величины компенсации на инструмент,
используемый в режиме орбитальной обработки, указано иное значение,
появится предупредительное сообщение 968 CANNOT USE ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ
ОРБИТАЛЬНОЙ
ОБРАБОТКИ
НЕВОЗМОЖНО).
5.
Описание работы
В режиме орбитальной обработки следует описать контур, который требуется получить
при точении, таким же образом, как и при обычной токарной обработке. При вводе кодов
M763 или M764 в режиме кода G148 запускается вращение инструмента с частотой
вращения, заданной посредством функции шпинделя (S кода), по указанной оси по орбите
(круговая интерполяция) в плоскости XY одновременно с синхронизированным
вращением инструмента вокруг его собственной оси с управлением углового положения
фрезерного шпинделя.
Команды Z и X в следующем сегменте добавляют соответствующие движения подачи,
чтобы сформировать винтовую и спиральную траектории с целью "вращать" заготовку.
Команды Z и X в режиме кода G148 должны быть введены относительно системы
координат, ось Z которой задана в кадре с кодом G148.
31-4
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
Описание подготовительных функций, связанных с кодом G10.9 (Ввод
диаметральных или радиальных значений) и кодом G96 (Поддержание
постоянной окружной скорости) приведено в Разделе 31-5
«Приложение».
6.
Примеры программ
X
X
N6
N5
N1
N4
N3
100
Единица измерения:
мм
90
N2
80
50
Z
Y
20
TTM6
G54
G43H1P1
........ Смена инструмента
G61.1
G18
G90G0X110.Y20.Z1.
G10.9X1
M193
........
........
........
........
........
G148X50.Y20.
G42D
G96S250R3
M763
N1 G95G1X80.Z0.F0.5
N2 Z-20.
N3 X90.Z-40.
N4 G3X100.Z-45.R5.
N5 G1X110.
M765
G40
G149
G10.9X0
N6 G0Z0.
........
........
........
........
........
D749PB0016
........ Коррекция на длину токарных инструментов с выбором данных
коррекции
Коррекция на геометрию
Выбор плоскости ZX
Подготовительное позиционирование для вращения по орбите
Включение режима ввода диаметральных значений по оси Х
Включение управления угловым положением фрезерного
шпинделя
Включение режима орбитальной обработки
Включение компенсации радиуса режущей кромки инструмента
Включение режима поддержания постоянной скорости резания
Прямое вращение по орбите в плоскости XY
Синхронная подача (за оборот)
........ Обточка на конус
........ Точение "вогнутой поверхности"
........
........
........
........
........
Останов вращения по орбите
Отмена компенсации радиуса режущей кромки инструмента
Отключение режима орбитальной обработки
Отключение режима ввода диаметральных значений по оси Х
Движение возврата
7.
Операции при вращении по орбите
1.
Скорость вращения по орбите может быть откорректирована вручную путем
изменения величины ручной коррекции частоты вращения шпинделя.
Скорость подачи будет соответствующим образом изменена в режиме кода G95
(Синхронная подача [за оборот]), но не будет изменяться в режиме кода G94
(Асинхронная подача [за минуту]).
2.
Скорость быстрого перемещения или рабочая подача подлежат ручной коррекции,
что никак не повлияет на скорость вращения по орбите, путем ручной коррекции
скорости перемещения или подачи.
31-5
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Использование функции прекращения подачи приводит только к замедлению
движения подачи до останова, что никак не влияет на вращение по орбите.
4.
При перезапуске происходит замедление и останов движения подачи и вращения по
орбите. В этом случае положение останова вращения по орбите не всегда имеет одни
и те же координаты по оси Y, что и центр движения по орбите.
5.
В режиме покадровой обработки, а также при выполнении функции меню
[COMPARSN STOP] [КОНТРОЛЬНЫЙ ОСТАНОВ],
движение подачи будет
прекращено по достижении конечной точки кадра с командой перемещения, а
вращение по орбите будет продолжено.
6.
При выполнении команд G4 (Выдержка) движение подачи будет прекращено, а
вращение по орбите будет продолжено.
7.
Команда задания частоты вращения шпинделя (S код), заданная в режиме
орбитальной обработки, доступна только в этом режиме. Последнее значение S в
режиме кода G148 сохраняется при отмене ( кодом G149) и автоматически становится
доступным при последующем возобновлении действия режима (кодомG148).
8.
Команда задания частоты вращения шпинделя (S код), заданная до выбора режима
орбитальной обработки (посредством кода G148), недоступна в этом режиме, однако
последнее значение S автоматически становится доступным при отмене режима
(кодом G149).
9.
В окне POSITION (ПОЛОЖЕНИЕ) цифровые данные для осей X и Y в пункте
POSITION (ПОЛОЖЕНИЕ) задаются в режиме кода G148 относительно центра
вращения по орбите.
10. Выполнение кода М0 (Запрограммированный останов) или М1 (Останов по
дополнительному заданию) приведет к останову движения подачи, а также движения
по орбите. Нажатием кнопки Start (Пуск) выполнение остановленных движений
возобновляется.
11. Если запрограммированная последовательность выполнения орбитальной обработки
была прервана в результате выполнения покадровой обработки, выполнение кода M0
или M1, а также работы станка возобновляется посредством функции меню
[RESTART 2 NONMODAL] [НЕМОДАЛЬНЫЙ ПОВТОРНЫЙ ПУСК 2], а затем
выполняется кадр с командой движения по орбите, указанный в качестве положения
перезапуска. Данное правило действует, даже если указанный кадр находится не в
модальном режиме орбитальной обработки. В связи с этим нужно соблюдать
осторожность во избежание столкновений.
8.
Ограничение скорости при орбитальной обработке
Ограничение скорости при орбитальной обработке зависит от настройки параметров M67
(Предельная скорость быстрого перемещения) и M68 (Предельная скорость рабочей
подачи), а, следовательно, скорость кругового движения в плоскости XY, скорость
управления угловым положением фрезерного шпинделя, а также скорость движения
подачи в плоскости ZX также ограничиваются.
1.
Если существуют ограничения по скорости, указанные для осей X и Y и фрезерного
шпинделя, управление движением по осям X и Y для воспроизведения круговой
траектории и синхронным вращением фрезерного шпинделя будет осуществляться
таким образом, чтобы не превышалось минимальное значение из трех пределов
скорости.
2.
Если существуют ограничения по скорости, указанные для осей X, Y и Z, управление
синхронными движениями по осям X и Z для воспроизведения контура точения будет
выполняться таким образом, чтобы не превышалось минимальное значение из трех
пределов скорости.
31-6
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Если существуют ограничения по скорости, указанные для осей X и Y, управление
вращением (включающим синхронные движения по осям X и Y и вращение
фрезерного шпинделя) и движением подачи (в плоскости ZX) осуществляется
одновременно таким образом, чтобы не превышалось минимальное значение из двух
пределов скорости..
4.
Что касается настроек параметров M67 и M68, если для осей X и Y заданы разные
настройки, для ограничения скорости будет использоваться минимальное значение.
5.
Что касается настроек параметров M67 и M68, управление движением подачи (в
плоскости ZX) или вращательным движением (включающим синхронные движения по
осям X и Y и вращение фрезерного шпинделя) будет выполняться таким образом,
чтобы не превышалось указанное ограничение скорости при условии, что существует
ограничение скорости, заданное для оси Z или фрезерного шпинделя.
6.
Настройки параметра M1 (Максимальная скорость быстрого перемещения) будут
использоваться в режиме орбитальной обработки в случае, когда они превышаются
соответствующими настройками параметров M67 и M68.
7.
Настройки параметра M1 (Максимальная скорость быстрого перемещения) будут
использоваться в режиме орбитальной обработки в случае, когда соответствующие
настройки параметра M67 равны 0.
8.
Настройки параметра M3 (Максимальная скорость рабочей подачи) будут
использоваться в режиме орбитальной обработки в случае, когда соответствующие
настройки параметра M68 равны 0.
9.
Настройки параметров M67 и M68 для любых других пунктов, кроме осей X, Y, Z и
фрезерного шпинделя не учитываются.
10. При активации функции ограничения скорости на экране отображается сообщение
1154 FEED LIMITED IN ORBIT MACHINING (СКОРОСТЬ ПРИ ОРБИТАЛЬНОЙ
ОБРАБОТКЕ ОГРАНИЧЕНА), при этом автоматическая работа станка прерываться
не будет. Использовать бит 4 параметра K257, чтобы выбрать, отображать или не
отображать данное сообщение (1: отображать, 0: не отображать).
9.
Совместимость с другими командами
A.
Команды, доступные в режиме орбитальной обработки
Функция
Код
Позиционирование
G00
Линейная интерполяция
G01
Круговая интерполяция
G02/G03
Выдержка
G04
Отключение компенсации радиуса режущей кромки инструмента
G40
Включение компенсации радиуса режущей кромки инструмента
G41/G42
Настройка диапазона частоты вращения шпинделя
(максимальная и минимальная частота вращения)
G92 (*1)
Подача за минуту (асинхронная)
G94
Подача за оборот (синхронная)
G95
Включение режима поддержания постоянной скорости резания
G96 (*2) (*3)
Отключение режима поддержания постоянной скорости резания
G97
*1
В режиме орбитальной обработки запрещается вводить команду G92 для установки системы координат. В
противном случае отобразится предупредительное сообщение 967 ILLEGAL CMD IN ORBIT MACHINING
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
*2
Аргумент P (Ось поддержания постоянной окружной скорости) пропускается в режиме орбитальной
обработки.
*3
Аргумент R всегда должен быть задан как “R3” (для фрезерного шпинделя). Режим поддержания
постоянной скорости резания не может быть активирован для орбитальной обработки, если аргумент R
пропускается или за адресом R следует значение, отличное от“3.”
31-7
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
При вводе любых команд, кроме перечисленных выше, в режиме орбитальной обработки,
появляется предупредительное сообщение 967 ILLEGAL CMD IN ORBIT MACHINING
(НЕДОПУСТИМАЯ КОМАНДА ПРИ ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
B.
Режимы, в которых возможен
(посредством кода G148)
выбор
режима
орбитальной
Функция
Код
Позиционирование
G00
Линейная интерполяция
G01
Отключение режима высокоскоростной обработки
G05P0
Ввод радиальных значений по оси X
G10.9X0
Ввод диаметральных значений по оси X
G10.9X1
Отключение ввода данных программы
G11
Отключение функции интерполяции в полярных координатах
G13.1
Отключение режима ввода данных в полярных координатах
G15
Выбор плоскости ZX
G18
Выбор режима фрезерования (для серии VARIAXIS)
G18.1
Выбор верхней поверхности/Временная отмена выбора
поверхности обработки (для обработки в пяти плоскостях)
G17.1/G17.9
Ввод данных в дюймовой/метрической системе измерения
G20/G21
Отключение функции предварительной проверки хода
G23
Отмена коррекции на радиус режущей кромки инструмента/на
радиус инструмента
G40
Отмена функции контроля контура
G40.1
Коррекция на длину инструмента
G43/G44
Отмена коррекции на длину инструмента
G49
Отмена коррекции на шпиндельную головку при обработке в пяти
плоскостях
G49.1
Отмена масштабирования
G50
Отключение функции зеркального отображения
G50.1
Отключение режима полигональной обработки
G50.2
Отмена коррекции на выдвижной шпиндель
G52.2
Выбор системы координат заготовки Выбор дополнительной
системы координат заготовки
G54-G59/
G54.1
Отмена динамической коррекции
G54.2P0
Отключение коррекции погрешности установки заготовки
G54.4P0
Коррекция на геометрию
G61.1
Отмена модального вызова макропрограммы пользователя
G67
Отключение режима преобразования трёхмерных координат
G69
Отключение постоянного цикла
G80
Ввод абсолютных данных
G90
Ввод данных в виде приращений
G91
Установка системы координат/S установка диапазона частот
вращения шпинделя
G92
Подача за минуту (асинхронная)
G94
Подача за оборот (синхронная)
G95
Включение режима поддержания постоянной скорости резания
G96
Отключение режима поддержания постоянной скорости резания
G97
Возврат к уровню исходной точки в постоянных циклах
G98
Возврат к уровню базовой точки в постоянных циклах
G99
Управление несколькими процессами посредством одной
программы
G109
Отмена оси управления при перекрестной обработке
G111
Отмена режима зубофрезерования
G113
Отмена управления наложением
G127
Отключение режима орбитальной обработки
G149
31-8
обработки
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
При вводе команды G148 в любом режиме, кроме перечисленных выше, появится
предупредительное
сообщение
968
CANNOT
USE
ORBIT
MACHINING
(ИСПОЛЬЗОВАНИЕ ОРБИТАЛЬНОЙ ОБРАБОТКИ НЕВОЗМОЖНО).
C.
Режимы, в которых можно отменить режим орбитальной обработки (посредством
кода G149)
Перед отменой режима орбитальной обработки (посредством кода G149) необходимо
предварительно задать команду G40 (Отмена коррекции на радиус режущей кромки
инструмента; функция группы 7 G кодов). В противном случае отобразится
предупредительное сообщение 968 (ИСПОЛЬЗОВАНИЕ ОРБИТАЛЬНОЙ ОБРАБОТКИ
НЕВОЗМОЖНО).
31-3 Ограничения
1.
Запрещается устанавливать кадр с модальным режимом орбитальной обработки
(G148) в качестве положения перезапуска. В противном случае попытка использовать
функцию
меню
[RESTART]
[ПЕРЕЗАПУСК]
приведет
к
появлению
предупредительного сообщения 956 RESTART OPERATION NOT ALLOWED
(ПОВТОРНЫЙ ПУСК ЗАПРЕЩЕН).
2.
Прерывание орбитальной обработки посредством выбора режима ручного ввода
данных (MDI) приведет к отображению предупредительного сообщения 1153
ILLEGAL OPER IN ORBIT MACHINING(НЕДОПУСТИМАЯ ОПЕРАЦИЯ В РЕЖИМЕ
ОРБИТАЛЬНОЙ ОБРАБОТКИ), а работа станка будет прервана в конце текущего
кадра. Работу можно возобновить путем повторного выбора автоматического режима
и последующего нажатия кнопки пуска.
3.
Попытка управления станком с использованием функция ручного ввода данных (MDI)
никак не повлияет на прекращение в результате прерывания орбитальной обработки.
4.
Прерывание орбитальной обработки посредством выбора режима ручного
управления приведет к отображению предупредительного сообщения 1153 ILLEGAL
OPER IN ORBIT MACHINING(НЕДОПУСТИМАЯ ОПЕРАЦИЯ В РЕЖИМЕ
ОРБИТАЛЬНОЙ ОБРАБОТКИ) и немедленному переводу станка в состояние
прекращения подачи, в котором движение по орбите останавливается, а ручные
перемещения по осям запрещены. Движение по орбите можно возобновить,
повторно выбрав режим автоматического управления.
5.
Команда перекрестной обработки или управления наложением в режиме
орбитальной обработки приведет к отображению предупредительного сообщения
1152 CANNOT USE ORBIT MACHINING(ИСПОЛЬЗОВАНИЕ ОРБИТАЛЬНОЙ
ОБРАБОТКИ НЕВОЗМОЖНО).
6.
В режиме орбитальной обработки запрещается вводить команды перемещения по
осям, кроме Z или X. В противном случае отобразится предупредительное сообщение
967 ILLEGAL CMD IN ORBIT MACHINING(НЕДОПУСТИМАЯ КОМАНДА ПРИ
ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
7.
Использование функции инструмента (Т кода; для смены инструмента) в режиме
орбитальной обработки приведет к появлению предупредительного сообщения 967
ILLEGAL CMD IN ORBIT MACHINING (НЕДОПУСТИМАЯ КОМАНДА ПРИ
ОРБИТАЛЬНОЙ ОБРАБОТКЕ)..
8.
Запрещается вводить команду G148 для любых других систем, кроме Системы № 1 .
В противном случае отобразится предупредительное сообщение968 CANNOT USE
ORBIT
MACHINING(ИСПОЛЬЗОВАНИЕ
ОРБИТАЛЬНОЙ
ОБРАБОТКИ
НЕВОЗМОЖНО).
31-9
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
9.
Функция ISS (ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА ЗАЩИТЫ ОТ ПОВРЕЖДЕНИЙ) для
автоматического управления (функция меню [AUTO OP. SAFETY SHIELD]
[ПРОВЕРКА НА ВОЗМОЖНОСТЬ СТОЛКНОВЕНИЙ ПРИ РАБОТЕ В РЕЖИМЕ
АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ]) в режиме орбитальной обработки должна
быть отменена. В противном случае функция проверки на возможность столкновений
не будет работать надлежащим образом.
10. Выполнение орбитальной обработки можно воспроизвести в окне VIRTUAL
MACHINING (ВИРТУАЛЬНАЯ ОБРАБОТКА). При воспроизведении инструмент будет
описывать движение по орбите, но без синхронного вращение вокруг его собственной
оси (с управлением угловым положением фрезерного шпинделя).
11. В режиме орбитальной обработки выполнение удаления стружки не может быть
воспроизведено с помощью функции Work simulation (Моделирование процесса
резания) в окне VIRTUAL MACHINING (ВИРТУАЛЬНАЯ ОБРАБОТКА).
12. При пошаговом воспроизведении в окне VIRTUAL MACHINING (ВИРТУАЛЬНАЯ
ОБРАБОТКА) останов движения по орбите в промежуточном положении между
шагами (кадрами) невозможно.
13. Запрещается использовать функцию обнаружения ошибок. Поскольку в режиме
орбитальной обработки движение по орбите происходит непрерывно и без остановок,
внешний сигнал (для обнаружения ошибок) не может определить, что ошибка
слежения достигла “0”, а при выполнении программы переход к следующему кадру
будет невозможен.
14. В окне TOOL PATH CHECK (ПРОВЕРКА ТРАЕКТОРИИ
ПЕРЕМЕЩЕНИЯ
ИНСТРУМЕНТА) траектория перемещения инструмента может быть воспроизведена
только для команд перемещения в сегменте программы, содержащем команду
орбитальной обработки, если они заданы в модальном режиме кода G149
(Отключение режима орбитальной обработки), то есть для описания контура
точения в плоскости ZX.
15. Оценочное время обработки (TOOL PATH TIME - ВРЕМЯ ПРОВЕРКИ ТРАЕКТОРИИ
ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) в окне TOOL PATH CHECK (ПРОВЕРКА
ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА) не включает время, требуемое
для выполнения команд, заданных в модальном режиме орбитальной обработки.
16. Время обработки не может быть рассчитано верно в окне VIRTUAL MACHINING
(ВИРТУАЛЬНАЯ ОБРАБОТКА) для сегмента программы, содержащего команду
орбитальной обработки.
17. В режиме орбитальной обработки запрещается вводить код G92 для установки
системы координат. Кадр с кодом G92, содержащий аргумент управляемой оси,
приведет к появлению предупредительного сообщения967 ILLEGAL CMD IN ORBIT
MACHINING(НЕДОПУСТИМАЯ КОМАНДА ПРИ ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
18. Использование М кодов для выбора данных SMC в режиме орбитальной обработки
запрещено.
19. Аргумент P (Ось поддержания постоянной скорости резания) в кадре с кодом G96
(Поддержание постоянной скорости резания ) всегда пропускается в режиме
орбитальной обработки.
20. Запрещается ввод команды поворота контура M98; это приведет к появлению
предупредительного
сообщения
967
ILLEGAL
CMD
IN
ORBIT
MACHINING(НЕДОПУСТИМАЯ КОМАНДА ПРИ ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
21. Наложение быстрого перемещения, управление переменным ускорением и
управление плавной обработкой угловнедоступны в режиме орбитальной обработки.
31-10
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
22. Если активен режим QUICK (БЫСТРЫЙ), то в программах формата EIA/ISO команды
G148 и G149 пропускаются в окне Program (Программа), траектория перемещения
инструмента может быть воспроизведена только для команд перемещения в
сегменте программы, содержащем команду G148, если они заданы в модальном
режиме кода G149 (Отключение режима орбитальной обработки), то есть для
описания контура точения в плоскости ZX.
23. Запрещается использовать функцию VIEW SURF (ПОИСК ОШИБОК)(функция меню
[ANALYZE] [АНАЛИЗ], в окне Program (Программа) для программ формата EIA/ISO)
для программ, содержащих команды орбитальной обработки. В противном случае
отобразится предупредительное сообщение 808 MIS-SET G CODE(ОШИБОЧНЫЙ G
КОД).
24. Команды снятия фаски или скругления правосторонних углов (аргументы I/J/K или R
[без предшествующей запятой (,)]) недоступны – и просто пропускаются, даже если
они заданы в режиме орбитальной обработки.
25. В режиме орбитальной обработки запрещается вводить команду линейного угла или
геометрической команды. В противном случае отобразится предупредительное
сообщение 967 ILLEGAL CMD IN ORBIT MACHINING(НЕДОПУСТИМАЯ КОМАНДА
ПРИ ОРБИТАЛЬНОЙ ОБРАБОТКЕ).
31-4 Комментарии
1.
Использование функции прекращения подачи приводит только к замедлению
движения подачи до останова, что никак не влияет на вращение по орбите. Если
требуется остановить также орбитальную обработку, нужно ввести величину ручной
коррекции частоты вращения шпинделя, равную 0%.
2.
Ввод команды с кодом M763 или M764 в режиме G148 (Включение режима
орбитальной обработки) запускает движение по орбите вокруг заданного центра из
текущего положения. Следовательно, перед выбором режима орбитальной
обработки (посредством кода G148) нужно задать команду подготовительного
позиционирования (подвода), чтобы движение по орбите можно было запустить в
плоскости XY с не слишком большим радиусом.
3.
Если скорость движения по орбите значительно высока, радиус осуществляемого
кругового движения может быть значительно или незначительно меньше
запрограммированного за счет задержки слежения сервосистем.
4.
Программный барьер для обеспечения безопасности работы и проверка на
возможность столкновений в режиме орбитальной обработки могут применяться
только вокруг инструмента, как будто фрезерный шпиндель все время ориентирован
в положении 0°.
5.
Необходимо убедиться, что орбитальная обработка запускается при нахождении
вершины (режущей кромки) токарного инструмента перпендикулярно (под прямым
углом) относительно касательной к круговой траектории (обрабатываемой
поверхности).
6.
Синхронизация, требуемая для правильного движения в режиме орбитальной
обработки, не может быть достигнута, если функция ограничения скорости для
обеспечения безопасности работы применяется для оси X или Y или фрезерного
шпинделя в режиме орбитальной обработки.
7.
Ввод команды быстрого перемещения (G0) в режиме орбитальной обработки
приводит к тому, что движение подачи (в плоскости ZX) выполняется на скорости и с
разгоном быстрого перемещения, тогда как движение по орбите осуществляется
всегда независимо от модального режима G кода группы 1, на скорости и с разгоном
рабочей подачи.
31-11
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
8.
Если в режиме орбитальной обработки на оси, задействованной в орбитальной
обработке или движении подачи применяется функция блокировки, движение
останавливается по всем управляемым осям.
9.
При необходимости можно использовать параметры K243, K244 и K245 для ввода
значений М кодов для прямого или обратного движения по орбите или его останова.
(Настройки по умолчанию: K243 = 763, K244 = 764 и K245 = 765).
Запрещается использовать эти значения в вышеуказанных целях в соответствии с
существующим М кодом. В противном случае операции, связанные с орбитальной
обработкой, могут быть выполнены в непредусмотренном виде параллельно тому,
что задано М кодом.
31-5 Приложение
31-5-1 Вершина режущей кромки инструмента и направления компенсации
1.
Вершина режущей кромки инструмента
Поскольку режущая кромка инструмента обычно закруглена, то положение режущей
кромки инструмента, заданное программой, задается точкой P, как показано в примерах на
рисунках ниже.
Для компенсации на радиус закругления режущей кромки инструмента необходимо
выбрать одну точку, из показанных на рисунках ниже. (выбор от 0 до 9 в режиме G41/G42).
2
6
1
4
+X
0, 9
7
5
8
3
P
5
P
3
4
8
1
Вершина
режущей
кромки 0 или 9
2
7
6
Соответствие предположительных
номеров и вершин режущей кромки
инструмента
+Z
TEP064
2.
Вершина режущей кромки инструмента и выполнение компенсации
A.
Задание центра радиуса режущей кромки в начальном положении обработки
+X
G4
0
Положение завершения
обработки
Траектория перемещения центра
радиуса режущей кромки с учетом
компенсации
Начальное
положение
обработки
G42
r
Контур обработки без учета компенсации на
радиус закругления режущей кромки инструмента
+Z
Запрограммированная траектория перемещения или контур
обработки с учетом компенсации на радиус режущей кромки
TEP065
31-12
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
B.
Задание вершины режущей кромки в начальном положении обработки
Начальное положение
обработки
Положение завершения обработки
+X
G40
Контур обработки без учета
компенсации на радиус
закругления режущей кромки
инструмента
r
G42 или G46
Траектория перемещения вершины режущей
кромки с учетом компенсации на радиус
режущей кромки
Запрограммированная траектория перемещения или контур
обработки с учетом компенсации на радиус режущей кромки
+Z
TEP066
31-5-2 Выбор между вводом данных в виде диаметрального/радиального значения:
G10.9
1.
Функция и назначение
Команда G10.9 предназначена для переключения между вводом данных в диаметральных
и радиальных значениях.
2.
Формат программирования
G10.9 Ax_
Ax: Адрес оси, для которой введено значение диаметра или радиуса.
Числовое значение = 0: Ввод радиального значения
1: Ввод диаметрального значения
3.
Комментарии
1.
Вводить команду G10.9 следует в кадре, содержащем одну команду. В противном
случае она может быть пропущена.
2.
Если после команды G10.9 не указан адрес оси, появится предупредительное
сообщение 807 ILLEGAL FORMAT (НЕДОПУСТИМЫЙ ФОРМАТ). Если в команде
G10.9 указана ось вращения, появится предупредительное сообщение 806 ILLEGAL
ADDRESS (НЕДОПУСТИМЫЙ АДРЕС).
3.
Числовое значение, следующее за адресом оси, не должно содержать десятичную
точку. Кроме того, при вводе любых чисел, кроме 0 и 1, появится предупредительное
сообщение 809 ILLEGAL NUMBER INPUT (ВВОД НЕДОПУСТИМОГО ЗНАЧЕНИЯ).
4.
Команда
G10.9
изменяет
только
способ
программирования
данных
позиционирования для определенной оси. Однако она не влияет на различные
внешние данные, например, параметры, данные нулевой точки заготовки, данные на
инструмент и данные коррекции на инструмент.
5.
Независимо от того, какой режим ввода данных выбран: абсолютное
программирование (G90) или программирование в приращениях (G91), для осей, для
которых был выбран режим ввода значения диаметра, необходимо указать
положение в диаметральном значении.
31-13
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
4.
Совместимость с другими G кодами
Как правило, ввод диаметрального значения применяется для данных позиционирования
по указанной оси.
1.
Позиционирование (G00), линейная интерполяция (G01) и установка системы
координат (G92)
Для указанных осей задать положение в диаметральном значении.
2.
Круговая интерполяция (G02/ G03)
Для указанной оси в диаметральном значении нужно задать только положение
конечной точки. Центр или радиус дуги всегда должны быть указаны в радиальных
значениях (посредством адресов I, K или R). Ниже дан пример программы токарной
обработки, в которой указана ось X. Величины, следующие за адресами X и I,
являются диаметральным значением конечной точки и радиальным значением
центра дуги (выше начальной точки), соответственно, по оси X.
Абсолютное программирование:
G90 G02 X120.Z70.I50.F200
Программирование в приращениях: G91 G02 X100.Z-30.I50.F200
Ось X
Конечная
точка
Начальная
точка
120.
50.
Ось Z
20.
70.
30.
31-5-3 Включение и отключение режима поддержания постоянной скорости резания:
G96/G97
1.
Функция и назначение
Данная функция предназначена для автоматического контроля частоты вращения
шпинделя по мере изменения координат при резании в радиальном направлении. Таким
образом, при резании поддерживается постоянная относительная скорость между
режущей кромкой инструмента и заготовкой.
2.
Формат программирования
G96 Ss Pp Rr; .... Включение режима поддержания постоянной скорости резания
s: Скорость резания (окружная скорость) при обработке
p: Ось поддержания постоянной скорости резания
r: Шпиндель для поддержания постоянной скорости резания (Фиксированное
значение: 3 [Фрезерный шпиндель])
G97; .................... Отключение режима поддержания постоянной скорости резания
Пропуск аргумента R принимается как настройка “R1.”
Режим поддержания постоянной скорости резания не может быть активирован для
орбитальной обработки, если аргумент R пропускается или за адресом R следует
значение, отличное от“3.”
31-14
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
3.
Подробное описание
1.
Ось поддержания постоянной скорости резания задается адресом P.
P1: Первая ось
P2: Вторая ось
Если адрес P опускается, происходит автоматический выбор оси X (первая ось).
Аргумент Р всегда пропускается в режиме орбитальной обработки.
2.
Программа изменения поддерживаемой скорости и фактическое перемещение
G90 G96 G01 X50. Z100. S200; Частота вращения шпинделя контролируется
таким образом, чтобы скорость резания
составляла 200 м/мин.
G97 G01 X50. Z100. F300 S500; Поддерживается частота вращения шпинделя,
равная 500 мин-1.
M30;
4.
Будет восстановлен исходный модальный режим.
Комментарии
1.
Исходный модальный режим (G96 или G97) может быть выбран при помощи бита 0
параметра F93.
Бит 0 параметраF93
= 0: G97 (Отключение режима поддержания постоянной скорости
резания)
= 1: G96 (Включение
резания)
режима
поддержания
постоянной
скорости
2.
Функция не действует для кадров с командой быстрого перемещения (G00).
Частота вращения шпинделя, рассчитанная при помощи скорости в резания конечной
точке, применяется для всего перемещения в кадре, содержащем команду G00.
3.
Последнее значение адреса S в режиме управления G96 сохраняется при отмене
управления (G97) и автоматически активируется при возобновлении режима
управления (G96).
Пример:
G96 S50;
G97 S1000;
G96 X3000;
50 м/мин или 50 фут/мин
1000 мин–1
50 м/мин или 50 фут/мин
4.
Режим поддержания постоянной скорости резания действует даже при блокировке
станка.
5.
При отмене режима управления (G96) командой G97 без указания S (об/мин) будет
поддерживаться частота вращения шпинделя, полученная в конце последнего
изменения при выполнении кода G96.
Пример:
6.
G97 S800;
800 мин–1
G96 S100;
100 м/мин или 100 фут/мин
G97;
x мин–1
Частота вращения x обозначает частоту вращения шпинделя при
выполнении кода G96 в конце предыдущего кадра.
Режим поддержания постоянной скорости резания не применяется для фрезерного
шпинделя.
31-15
ОРБИТАЛЬНАЯ ОБРАБОТКА: G148, G149 (ДОПОЛНИТЕЛЬНАЯ ФУНКЦИЯ)
31-16 E
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
32 РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
Окно PROGRAM (ПРОГРАММА) предназначено для создания и редактирования
программы формата EIA/ISO.
• Более подробная информация приведена в Разделе 3-1 ЧАСТИ 3
Руководства по эксплуатации.
32-1 Окно PROGRAM (ПРОГРАММА) для программ формата EIA/ISO
• Используется для создания и редактирования программ формата EIA/ISO.
Функция
• Три области отображения (в режиме QUICK (БЫСТРЫЙ)) позволяют проверить список операций
и траекторию перемещения инструмента, а также содержание программы, которую необходимо
проанализировать.
32-1-1 Окно данных
1.
Отображаемые данные
A.
Отображаемые данные (при отключенном режиме QUICK (БЫСТРЫЙ))
D749PB0003
32-1
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
B.
Отображаемые данные в режиме QUICK (БЫСТРЫЙ)
[6]
[7]
[5]
[4]
[3]
[2]
[1]
D749PB0004
2.
Описание отображаемых в окне данных
№
[1]
Пункт
Содержание программы
Описание данных
Текущее содержание программы.
Порядковые номера соответствующих строк (кадров).
[2]
Номер строки
Комментарий: выбрать
, [Setup] [Настройка], затем [Line Disp.]
[Отображение строки] для того отобразить/скрыть зону
отображения номера строки.
[3]
Список операций
Перечень команд смены инструмента или установки системы координат.
[4]
Траектория перемещения
инструмента
Графическое отображение траектории перемещения инструмента.
(Примечание)
[5]
Номер рабочей
программы
Номер выбранной рабочей программы.
[6]
Кнопка режима QUICK
(БЫСТРЫЙ)
Предназначена для выбора и отмены выбора режима QUICK (БЫСТРЫЙ).
[7]
Кнопка вызова экранной
клавиатуры
Предназначена для отображения экранной клавиатуры.
Примечание: по умолчанию отображается траектория перемещения инструмента,
которая может быть нарисована на границе координат, заданных в
программе. Иными словами, G коды постоянного цикла, а также данные
коррекции на длину инструмента и систему координат заготовки не
учитываются.
32-2
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
32-1-2 Функция QUICK EIA (Редактирование программы формата EIA/ISO в режиме
QUICK (БЫСТРЫЙ))
Функция QUICK EIA предназначена для создания и редактирования программы формата
EIA/ISO посредством автоматического внесения в список процессов обработки или
режущих инструментов в соответствии с текущим содержанием выбранной программы.
Три области отображения на экране ([1] Содержание программы, [4] Траектория
перемещения инструмента [3] Список операций) взаимосвязаны друг с другом, таким
образом, выполняемая операция в одной области соответствующим образом
демонстрируется в других областях.
1.
Область отображения траектории перемещения инструмента
Траектория перемещения инструмента, соответствующая текущему
программы, представлена в виде трехмерного графического изображения.
• При помощи касания пальцев можно
графическое изображение на экране.
A.
повернуть,
увеличить
или
содержанию
уменьшить
Расположение участка программы в соответствии с отрезком траектории
перемещения инструмента
(1) Выбрать желаемый отрезок траектории перемещения инструмента в области
графического изображения.
Выбранный отрезок выделяется красным цветом, а соответствующая строка
(кадр) показывается курсором в области содержания программы.
Комментарий: и, наоборот, при перемещении курсора на требуемую строку в
области отображения содержания программы соответствующий
отрезок траектории перемещения инструмента выделяется красным
цветом.
Выбрать участок
Курсор автоматически перемещается на
соответствующую строку.
D749PB0005
32-3
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
B.
Работа с меню
Для отображения данного меню нажать на правый угол области отображения траектории
перемещения инструмента.
ZOOM
DISPLAY ALL
TO FIT
PROCESS
(ПОДГОНКА
(ОТОБРАЖЕНИЕ
ИЗОБРАЖЕНИЯ) ВСЕХ ПРОЦЕССОВ)
1
2
XY PLANE
(ПЛОСКОСТЬ
XY)
YZ PLANE
(ПЛОСКОСТЬ
YZ)
ZX PLANE
(ПЛОСКОСТЬ
ZX)
ANALYSIS
SETTING
(НАСТРОЙКА
АНАЛИЗА)
ANALYZE
(АНАЛИЗ)
3
3
3
4
5
<Функции меню>
1.
ZOOM TO FIT (ПОДГОНКА ИЗОБРАЖЕНИЯ)
Используется для выравнивания всего графического изображения в области
отображения, не изменяя его положение (вид).
2.
DISPLAY ALL PROCESS (ОТОБРАЖЕНИЕ ВСЕХ ПРОЦЕССОВ)
Используется для отображения всей траектории перемещения инструмента для всех
процессов.
3.
XY/YZ/ZX PLANE (ПЛОСКОСТЬ XY/YZ/ZX)
Используется для выбора плоскости отображения, на которой должно быть
проецировано графическое изображение.
Исходное состояние графического окна восстанавливается при последующем вызове
окна PROGRAM (ПРОГРАММА) или при повторном выборе режима QUICK
(БЫСТРЫЙ) посредством кнопки QUICK (БЫСТРЫЙ)
4.
ANALYSIS SETTING (НАСТРОЙКА АНАЛИЗА)
Используется для отображения окна настройки анализа.
• Подробное описание окна настройки анализа приводится ниже в
Разделе 32-4.
5.
ANALYZE (АНАЛИЗ)
Используется для перехода в меню анализа или, для станков определенного
исполнения, открытия окна анализа.
• Более подробное описание функции меню [ANALYZE] [АНАЛИЗ] см. в
Разделе 32-4.
C.
Обновление отображаемых данных
Графическое изображение в области отображения траектории перемещения инструмента
не обновляется, пока не завершен режим редактирования программы.
32-4
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
2.
32
Область отображения списка операций
В данной области автоматически указываются команды смены инструмента или
установки системы координат, заданные в выбранной программе.
При выборе пункта из списка в данной области в других областях (содержания
программы и отображения траектории перемещения инструмента) происходят
соответствующие изменения.
A.
Отображение траектории перемещения инструмента для отдельного процесса
(1) Выбрать из списка операций требуемую операцию.
Курсор автоматически переместится на соответствующую строку в области
отображения содержания программы.
В области отображения траектории перемещения инструмента отображается
только отдельный участок траектории для выбранной операции.
Пример 1:
Отдельный участок
траектории перемещения
инструмента для
выбранной операции.
Курсор автоматически перемещается
на соответствующую строку команды.
D749PB0006
32-5
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
Пример 2:
Отдельный участок
траектории перемещения
инструмента для
выбранной операции.
Курсор автоматически перемещается
на соответствующую строку команды.
B.
D749PB0007
Изменение типа содержания списка
Тип содержания области отображения списка операций может быть изменен в
соответствии с требованиями.
• Нажать
, [Process select setting] [Настройка выбора операции], затем [TOOL
CHANGE] [СМЕНА ИНСТРУМЕНТА] или [Work Coordinate] [Координаты заготовки]
для изменения типа содержания списка.
Выбор меню
Содержание списка
Описание
[Tool change]
[Смена
инструмента]
Команды смены
инструмента
В списке указываются команды смены инструмента (с
помощью Т кода).
[Work Coordinate]
[Координаты
заготовки]
Команды установки
системы координат
заготовки.
В списке указываются команды установки системы
координат заготовки (с G54 по G59 или с G54.1P1 по
P300).
32-6
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
32-2 Редактирование программы
32-2-1 Порядок действий при создании/редактировании программы формата EIA/ISO
Выбрать пункт меню [WORK No.] [НОМЕР РАБОЧЕЙ ПРОГРАММЫ].
• Отобразится окно WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ).
Создается новая
программа?
Нет
Да
Ввести номер новой рабочей программы в
окне WORK No. SELECT (ВЫБОР НОМЕРА
РАБОЧЕЙ ПРОГРАММЫ). (Комментарий)
В окне WORK No. SELECT (ВЫБОР
НОМЕРА РАБОЧЕЙ ПРОГРАММЫ) указать
номер редактируемой программы.
(Комментарий)
Выбрать пункт меню [PROGRAM EDIT]
[РЕДАКТИРОВАНИЕ ПРОГРАММЫ].
• На экране отображается содержание
указанной программы.
Выбрать пункт меню [EIA/ISO PROGRAM]
[ПРОГРАММА ФОРМАТА EIA/ISO].
• Область отображения содержания
программы станет пустой.
Создать или отредактировать программу в
соответствии с требованиями.
• Для ввода данных использовать экранную
клавиатуру.
Выбрать пункт меню [PROGRAM
COMPLETE][ЗАВЕРШЕНИЕ ПРОГРАММЫ].
D747PB0006
Комментарий: использовать окно WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ) для поиска существующей или ввода номера новой
программы.
Примечание:
если бит 5 параметра US1 установлен на 1 (активна функция проекта), в
окне WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ ПРОГРАММЫ)
можно выбрать только программы, зарегистрированные для данного
проекта. Следовательно, для создания новой программы необходимо
отменить режим отображения проекта.
• Описание окна WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ) в режиме отображения проекта см. в Разделе 2-3
ЧАСТИ 3 «Общие элементы для всех всплывающих окон» руководства
по эксплуатации.
32-7
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32-2-2 Функции меню для редактирования программы
В окне PROGRAM (ПРОГРАММА) по умолчанию отображается следующее меню для
редактирования программы формата EIA/ISO.
PROGRAM
COMPLETE
(ЗАВЕРШЕНИЕ
ПРОГРАММЫ)
SEARCH
(ПОИСК)
COPY (КОПИРО
ALTER
ВАНИЕ)
(ИЗМЕНЕНИЕ)
1
2
3
ERASE
(УДАЛЕНИЕ)
MOVE
(ПЕРЕМЕ
ЩЕНИЕ)
4
5
FIND &
REPLACE
(НАЙТИ И
ЗАМЕНИТЬ)
6
CHANGE
MACRO
MACRO
PROGRAM
INPUT(ВВОД
VARIABLE
(ИЗМЕНЕНИЕ МАКРОПРОГРАМ МАКРОПЕРЕМЕН
ПРОГРАММЫ)
МЫ)
НЫЕ)
Функции меню предназначены для следующих операций редактирования:
1.
Поиск данных
Поиск данных можно осуществлять следующими четырьмя способами:
• Поиск верхней строки программы
• Поиск нижней строки программы
• Поиск любой требуемой строки программы
• Поиск любой строки символов
2.
Копирование данных
• Копирование всей программы
В редактируемую в текущий момент программу может быть скопирована другая
программа формата EIA/ISO, сохраненная в памяти УЧПУ.
• Копирование строки символов
В заданный участок редактируемой или создаваемой программы формата EIA/ISO
может быть скопирована любая срока символов.
3.
Вставка или изменение данных в любом положении.
Вставку или изменение данных можно выполнить в любом месте редактируемой
программы.
4.
Удаление данных
В редактируемой программе может быть выполнено удаление данных.
5.
Перемещение данных
Любую строку символов можно переместить в заданный участок редактируемой или
создаваемой программы формата EIA/ISO.
6.
Замена данных
Любую строку символов можно заменить другой строкой символов.
32-2-3 Описание операций редактирования
При использовании функций меню редактирования следует выполнять следующие
действия.
• Предположим, что выбрана программа формата EIA/ISO, в которой находится
несколько строк данных, и включен режим редактирования.
Примечание: предположим также, что функция меню [ALTER] [ИЗМЕНЕНИЕ] отключена
при выполнении операции 3 и далее.
1.
Ввод данных
(1) Отменить выбор функции меню [ALTER] [ИЗМЕНЕНИЕ].
• Выбрать пункт меню [ALTER] [ИЗМЕНЕНИЕ], при этом цвет отображения пункта
сменится с зеленого на оранжевый.
(2) Поместить курсор в положение ввода данных.
(3) Ввести требуемые данные.
Данные следует вводить последовательно в соответствии с положением курсора.
32-8
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
Данные, заданные ранее за положением курсора, перемещаются за введенные
данные.
2.
Изменение данных
(1) Выбрать функцию меню [ALTER] [ИЗМЕНЕНИЕ].
• Выбрать пункт меню [ALTER] [ИЗМЕНЕНИЕ], при этом цвет отображения пункта
сменится с оранжевого на зеленый.
(2) Поместить курсор в положение изменения данных.
(3) Ввести требуемые данные.
Символ, введенный ранее в положении курсора, последовательно заменяется
новыми данными.
3.
Удаление данных
(1) Поместить курсор в начало строки символов, подлежащей удалению.
(2) Выбрать пункт меню [ERASE] [УДАЛЕНИЕ].
Символ, на котором установлен курсор, будет выделен цветом, а на экране
появится экранная клавиатура.
(3) Переместить курсор в конец строки символов, подлежащей удалению.
Участок от начала строки символов, указанной в шаге (1), до места перед
курсором будет выделен цветом.
• Выделенный участок подлежит удалению.
N001
G00 X10. IZ10.
G00 X100.
G00 Z20.I
Положение курсора, шаг (1)
N002
M08
M03
(4) Нажать
Положение курсора, шаг (3)
на экранной клавиатуре.
Строка символов, выделенная цветом в шаге (3), будет удалена.
N001
N002
4.
G00 X10.
M08
M03
Поиск данных
A.
Поиск верхней строки программы
(1) Выбрать пункт меню[SEARCH] [ПОИСК].
(2) Выбрать пункт меню [PROG HEAD] [НАЧАЛО ПРОГРАММЫ].
Курсор перемещается к верхней строке.
B.
Поиск нижней строки программы
(1) Выбрать пункт меню[SEARCH] [ПОИСК].
(2) Выбрать пункт меню [PROG END] [КОНЕЦ ПРОГРАММЫ].
Курсор перемещается к нижней строке.
32-9
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
C.
Поиск любой требуемой строки программы
(1) Выбрать пункт меню [SEARCH] [ПОИСК].
(2) Выбрать пункт меню [SEARCH LINE No.] [ПОИСК СТРОКИ №].
На экране появляется экранная клавиатура.
(3) Ввести номер искомой строки, затем нажать кнопку подтверждения [OK] или кнопку
на экранной клавиатуре.
Курсор перемещается к заданной строке.
D.
Поиск любой строки символов
(1) Выбрать пункт меню[SEARCH] [ПОИСК].
На экране появится окно SEARCH (ПОИСК).
(2) Указать направление, в котором должен быть выполнен поиск данных.
• Для поиска строки символов в области до или после положения курсора выбрать
[UP] [ВВЕРХ] и [DOWN] [ВНИЗ] соответственно.
(3) Ввести искомую строку символов и нажать кнопку подтверждения [OK] или кнопку
в окне.
Курсор перемещается в начало строки символов, найденной первой.
Комментарий:
5.
последовательное нажатие кнопки [OK] или кнопки
позволяет
перемещать курсор к следующей найденной строке символов.
Копирование данных
A.
Копирование всей программы
(1) Поместить курсор в положение, в которое необходимо скопировать программу.
(2) Выбрать пункт меню [COPY] [КОПИРОВАТЬ].
(3) Выбрать пункт меню [PROGRAM COPY] [КОПИРОВАНИЕ ПРОГРАММЫ].
Отобразится окно
ПРОГРАММЫ).
WORK
No.
SELECT
(ВЫБОР
НОМЕРА
РАБОЧЕЙ
(4) Ввести номер рабочей программы, которую необходимо скопировать.
Происходит вставка программы в положение курсора.
• Копирование программ формата MAZATROL невозможно.
B.
Копирование строки символов (в редактируемую программу)
(1) Установить курсор в начало строки символов, подлежащей копированию.
(2) Выбрать пункт меню [COPY] [КОПИРОВАТЬ].
(3) Выбрать пункт меню [LINE(S) COPY] [КОПИРОВАНИЕ СТРОКИ (СТРОК)].
Символ, на котором установлен курсор, будет выделен цветом, а на экране
появится экранная клавиатура.
(4) Переместить курсор к концу строки символов, подлежащей копированию.
Участок от начала строки символов, указанной в шаге (1), до места перед
курсором будет выделен цветом.
• Выделенный участок подлежит копированию.
32-10
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
G00 X10. IZ10.
G00 X100.
G00 Z20.
Положение курсора, шаг (1)
IN002 M08
N001
M03
Положение курсора, шаг (4)
(5) Нажать
на экранной клавиатуре.
Область, выделенная цветом, является объектом копирования.
(6) Поместить курсор в положение, в которое необходимо скопировать строку символов.
• Будет выполняться только перемещение курсора, а область, выделенная цветом,
не изменится.
N001 G00 X10. Z10.
G00 X100.
G00 Z20.
N002 M08
IM03
Курсор
(7) Нажать
на экранной клавиатуре.
Выделенная цветом строка символов копируется в положение курсора.
N001
N002
Z10.
G00 X10. Z10.
G00 X100.
G00 Z20.
M08
G00 X100.
G00 Z20.
M03
C.
Копирование строки символов (в новую программу)
Выполнить шаги с (1) по (5) пункта B.
(6) Выбрать пункт меню [PROGRAM FILE] [ПРОГРАММНЫЙ ФАЙЛ].
На экране появится окно WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ).
(7) Ввести номер новой рабочей программы, в которую должна быть скопирована строка
символов.
Строка символов копируется в новую программу, а выделение объекта
копирования снимается.
6.
Перемещение данных
A.
Перемещение данных в редактируемую программу
(1) Установить курсор в начало строки символов, подлежащей перемещению.
(2) Выбрать пункт меню [MOVE] [ПЕРЕМЕЩЕНИЕ].
Символ в положении курсора будет выделен цветом.
(3) Переместить курсор к концу строки символов, подлежащей перемещению.
Участок от начала строки символов, указанной в шаге (1), до места перед
курсором будет выделен цветом.
• Выделенный участок подлежит перемещению.
32-11
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
N001
N002
G00 X10. IZ10.
G00 X100.
G00 Z20.I
M08
M03
Положение курсора, шаг (1)
Положение курсора, шаг (3)
(4) Нажать
на экранной клавиатуре.
Область, выделенная цветом, является объектом перемещения.
(5) Установить курсор в положение, в которое необходимо переместить строку символов.
• Будет выполняться только перемещение курсора, а область, выделенная цветом
в шаге (3), не изменится.
N001 G00 X10. Z10.
G00 X100.
G00 Z20.
N002 M08
IM03
Курсор
(6) Нажать
на экранной клавиатуре.
Выделенная цветом строка символов перемещается в положение курсора.
N001
N002
Z10.
G00 X10.
M08
G00 X100.
G00 Z20. M03
B.
Перемещение данных в новую программу
Выполнить шаги с (1) по (4) пункта A.
(5) Выбрать пункт меню [PROGRAM FILE] [ПРОГРАММНЫЙ ФАЙЛ].
На экране появится окно WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ).
(6) Ввести номер новой рабочей программы, в которую должна быть перемещена строка
символов.
Строка символов перемещается в новую программу.
7.
Замена данных
(1) Установить курсор в начало данных, подлежащих замене.
• Замена осуществляется вниз от положения курсора. Для выполнения замены
данных всей программы следует установить курсор на первый символ верхней
строки.
(2) Выбрать пункт меню [FIND & REPLACE] [НАЙТИ И ЗАМЕНИТЬ].
На экране появится окно FIND & REPLACE (НАЙТИ И ЗАМЕНИТЬ).
(3) Ввести строку символов, подлежащую замене.
(4) Ввести новую строку символов, затем нажать кнопку [REPLACE] [ЗАМЕНИТЬ] в окне.
Курсор перемещается в начало строки символов до замены, которая была
найдена первой после задания положения курсора в шаге (1).
32-12
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32
(5) Нажать кнопку [REPLACE] [ЗАМЕНИТЬ] в окне.
Найденная строка символов заменяется новой строкой символов, и курсор
перемещается в начало следующей строки символов, подлежащей замене.
• Последовательное нажатие кнопки меню [REPLACE] [ЗАМЕНИТЬ] позволяет
заменять строку символов в том порядке, в каком их находит программа.
• Если замена какой-либо строки символов в положении курсора не требуется,
вместо кнопки [REPLACE] [ЗАМЕНИТЬ] следует нажать кнопку [NO REPLACE]
[НЕ ЗАМЕНЯТЬ].
Комментарий 1: для завершения замены следует снова нажать пункт меню [FIND &
REPLACE] [НАЙТИ И ЗАМЕНИТЬ].
Комментарий 2: для замены всех строк символов в соответствующей программе
следует нажать кнопку [NEXT] [ДАЛЕЕ] в окне.
32-2-4 Ввод макрокоманд
Для эффективного редактирования программы формата EIA/ISO следует выполнять
следующие действия при вводе макрокоманд слово за словом. (При условии, что режим
редактирования включен).
(1) Выбрать пункт меню [MACRO INPUT] [ВВОД МАКРОКОМАНДЫ].
На экране появится окно MACRO INPUT (ВВОД МАКРОКОМАНДЫ).
(2) Выбрать символы, соответствующие требуемой макрокоманде, нажать кнопку
подтверждения [OK] или кнопку
в окне.
Ввод макрокоманды осуществляется в области редактирования программы.
32-13
32
РЕДАКТИРОВАНИЕ ПРОГРАММ ФОРМАТА EIA/ISO
32-2-5 Отображение двух программ на экране
Разделить экран (по вертикали) на две области для отображения и одновременного
редактирования двух разных программ. Одна и та же программа также может быть
отображена в обеих областях.
Примечание: редактирование возможно только в области, заголовок которой (зона
отображения номера рабочей программы) выделен цветом.
1.
Разделение экрана (по вертикали)
(1) Если выбран режим редактирования, его следует временно отменить, выбрав пункт
меню [PROGRAM COMPLETE] [ЗАВЕРШЕНИЕ ПРОГРАММЫ].
(2) Выбрать пункт меню [DISPLAY 2 PROGRAM] [ОТОБРАЖЕНИЕ 2 ПРОГРАММ].
На экране появится окно WORK No. SELECT (ВЫБОР НОМЕРА РАБОЧЕЙ
ПРОГРАММЫ).
(3) Выбрать номер рабочей программы, которую необходимо отобразить.
Область отображения программы разделена на две зоны.
Нередактируемая область
(только отображение)
Редактируемая область
D749PB0008
• При отображении одной и той же программы в двух областях
изменение содержания программы в активной области н