Б.
Е. БРУШ ТЕЙН, В. И. ДЕМЕНТЬЕВ
ТОКАРНОЕ
ДЕЛО
Издание шестое, переработанное
и дополненное
Одобрено
Ученым советом
Государственн ого ком итета
С о в е та Министров С С С Р
по профессионально-техническому
образованию
в кач еств е учебника
для проф ессионально-технических
училищ
Scan AAW
И З Д А Т Е Л Ь С Т В О «В Ы СШ А Я Ш КО Л А »
М О С К В А 1967
6П4.61
Б89
УДК 621.941.1
В книге рассмотрена технология обработки деталей на токарных станках;
приведены сведения об оборудовании, инструментах, приспособлениях и вы­
боре наиболее рациональных режимов резания; освещены вопросы механи­
зации и автоматизации процессов обработки деталей на токарных станках,
а также вопросы техники безопасности при работе на этих станках; приведены
примеры работы токарей-новаторов.
Книга предназначена в качестве учеб.чика для подготовки токарей в го­
родских профессионально-технических училищах и может быть использована
в сети индивидуального и бригадного обучения на промышленных пред­
приятиях.
Отзывы о книге просим присылать по адресу: Москва, К-51, Неглин­
ная ул., 29/14, Издательство «Высшая школа».
Бруштейн Борис Ефимович и Дементьев Владимир Иванович
Токарное дело. Учебник для проф.-техн. училищ. Изд. 6-е, переработ. и доп.
М., «Высш. школа», 1967,
448 с. с илл.
УДК 621.941.1
6П4.61
Научный редактор Н. А. Глухов
Редактор Ю. М. Максимова
Художественный редактор В. П. Спирова
Технические редакторы С. П. Передерий и Н. В. Яиіукова
Корректоры М. И. Козлова к А. И. Г у рычева
Т-02713. Сдано в набор 12/VIII-66 г. Подп. к печати 4/VII-67 г,
Формат 60Х 90/і6. Объем 28 печ. л. Уч.-изд. л. 25,46.
Изд. № М-29. Тираж 200 000 экз. Зак. 529. Цена 69 коп.
Тематический план изд-ва «Высшая школа» (профтехобразование)
на 1966 г. Позиция № 1.
Москва, К-51, Неглинная ул., д. 29/14, Издательство «Высшая школа»
Отпечатано с матриц Минской типографии издательства «Звезда» в Ярослав­
ском полиграфкомбинате Главполиграфпрома Комитета по печати при Совете
Министров СССР. Ярославль, ул. Свободы, 97,
1—66
Предисловие к шестому изданию
Шестое
издание
учебника
«Токарное дело» переработа­
но и дополнено новыми мате­
риалами. В книгу включены
сведения о новых инструмен­
тальных материалах, совре­
менных конструкциях р еж у ­
щих инструментов, о механи­
зации
и
автоматизации
процессов обработки деталей
на токарных станках; обновлен
материал, относящийся к тех­
нологическим процессам т о к а р ­
ной обработки деталей.
Авторы
Введение
Непременным условием ускорения технического прогресса
является улучшение профессиональной подготовки квали ф и ­
цированных рабочих кадров.
Подготовка для всех отраслей народного хозяйства куль­
турных и технически образованных квалифицированных р а ­
бочих, коммунистическое воспитание учащихся, их идейная
з а к а л к а и формирование у учащейся молодежи коммунисти­
ческого отношения к труду и является основной задачей про­
фессионально-технических училищ.
Одной из ведущих профессий, подготовляемых в профес­
сионально-технических училищах, является профессия токаря.
Это объясняется тем, что на машиностроительных и металло­
обрабаты ваю щ их заводах наиболее распространенными м етал ­
лорежущими станками являются токарные.
Чтобы стать токарем по металлу, нужно многое знать.
Токарь должен отлично знать токарный станок — все его
узлы и детали, их взаимную связь и работу. Он долж ен уметь
управлять токарным станком и знать правила ухода за ним,
уметь своевременно устранять мелкие неполадки и неисправ­
ности станка.
Токарь долж ен уметь выполнять н алад ку токарного стан ­
ка, пользоваться приспособлениями к нему, в совершенстве
владеть операциями, выполняемыми на станке, и уметь произ­
водить подсчеты, связанные с выполнением их.
Токарю приходится иметь дело с различными
режущими
и измерительными инструментами и станочными приспособлен
ниями, следовательно, он хорошо должен знать их устройство,
назначение и принципы действия.
4
Токарь о брабаты вает на станке главным образом м етал ­
лические детали. Поэтому он долж ен быть знаком с м е тал л а­
ми, знать их основные свойства и, в частности, их об р аб аты ­
ваемость резанием.
Ц ель учебника — помочь учащемуся профессионально-тех^
нического
училища
овладеть
специальностью
токар я и
выполнить работы 2—3-го разряда.
* * *
С 1 января 1963 г. введен ГОСТ 9867—61, которым уста^
навливается применение в С С С Р М еждународной системы
единиц —СИ.
С И предусматривает установление единообразия в едини­
цах измерения и содержит шесть основных единиц и две д о ­
полнительные. Эта система охватывает измерения всевозмож*
ных величин: механических, тепловых, электрических, магнит*
ных, световых, акустических.
Основными единицами установлены: метр (м ) — для измере­
ния длины; килограмм (к г) — для измерения массы; секунда
(с ек ) — для измерения времени; градус Кельвина
( ° К ) —■
для измерения
температуры;
ампер (а ) — для измерения
силы электрического тока; свеча (с в ) — для измерения силы
света.
Дополнительными единицами установлены радиан (рад) —
для измерения плоских углов и стерадиан (стер) — д ля измере­
ния телесных углов.
В СИ нагрузка, сила резания и з м е р я ю т ^ в ньютонах. Н ью ­
тон (н ) — это сила, которая массе в 1 кг сообщает ускорение,
равное 1 м/сек (1 кГ — 9,80665 я ).
• Давление, прочность на растяжение, твердость измеряются
в ньютонах на квадратный метр (нім2).
Единицей измерения работы любой машины установлен
джоуль, а мощности — ватт. Д ж о у л ь — это работа, соверш аем ая
силой в 1 н при перемещении точки ее приложения по н ап рав л е­
нию действия силы на расстояние 1 м (1 кГм = 9,80665 дж).
Д л я измерения плоского угла, в том числе угла резания
и др., принят радиан.
Р ад и ан (р а д ) — это угол между двумя радиусами круга, вы ­
резающий по его окружности дугу, длина которой равна радиусу
(1 рад = 57° 17'44,8").
Д л я измерения температуры в СИ принята терм одинами­
ческая ш к ал а Кельвина. По шкале Кельвина нулевым значением
температуры является абсолютный нуль ( —273°С ). Темпера5
туру по Цельсию обозначают t, а по К ел ь в и н у — Т. Переход от
одной температурной шкалы к другой следующий:
Т = t + 273,15°; t = Т — 273,15°.
В СИ во всех случаях, когда речь идет о к о л и ч е с т в е ве­
щества, например о расходе металла на изготовление детали,
изделия и т. п., следует употреблять термин «масса»: масса д е т а ­
ли 20 кг. Термин «вес» следует применять только в тех случаях,
когда речь идет о действии силы тяжести, например вес поднима­
емого груза. М асса измеряется в килограмм ах (к г), вес — в
ньютонах (н).
В данном пособии для измерения использована система еди­
ниц М КГСС . В сносках указаны соответствующие ей едини^
цы СИ.
6
РАЗДЕЛ ПЕРВЫЙ
КРАТКИЕ СВЕДЕНИЯ О ТОКАРНОМ ДЕЛЕ
Глава I
ОСНОВНЫЕ ПОНЯТИЯ ОБ УСТРОЙСТВЕ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
§ 1. НАЗНАЧЕНИЕ ТОКАРНЫХ СТАНКОВ
Н аиболее распространенным методом обработки м атери а­
лов резанием является обработка на токарных станках.
Н а токарных станках обрабаты ваю т детали, имеющие пре­
имущественно форму тел вращения (валики, оправки, втулки,
заготовки д ля зубчатых колес и др.)* При изготовлении таких
деталей приходится обрабаты вать цилиндрические, конические,
фасонные поверхности, н арезать резьбы, вытачивать канавки,
об рабаты вать торцовые поверхности, сверлить, зенкеровать
и разверты вать отверстия и др. При выполнении этих работ то­
карю приходится пользоваться самыми разнообразными р еж у ­
щими инструментами: резцами, сверлами, зенкерами, развертка^
ми, метчиками, плаш ками и др.
§ 2. ТИПЫ ТОКАРНЫХ СТАНКОВ
Токарные станки составляют наиболее многочисленную груп-»
пу м еталлореж ущ их станков на машиностроительных заводах
и являются весьма разнообразными по разм ерам и по типам.
Основными разм ерам и токарных станков являются:
наибольш ий допустимый диаметр обрабатываемой заготовки
над станиной, или высота центров над станиной;
расстояние между центрами, т. е. расстояние, равное наи­
большей длине детали, которая может быть установлена на д а н ­
ном станке.
Все токарные станки по высоте центров над станиной могут
быть разделены на:
м е л к и е с т а н к и — с высотой центров до 150 мм;
с р е д н и е с т а н к и — с высотой центров 150—300 мм;
к р у п н ы е с т а н к и — с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более
750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм
7
и больше. Наиболее распространены на машиностроительных з а ­
водах средние токарные станки.
По типам различают:
токарно-винторезные
станки,
предназначенные
д ля выполнения всех токарных работ, вклю чая нарезание резьбы
резцом (эти станки имеют самое широкое распространение);
токарные
станки,
предназначенные для выполнения
разнообразных токарных работ, за исключением нарезания резь­
бы резцом.
К станкам токарной группы относятся револьверные, к а р у ­
сельные и многорезцовые токарные станки; токарные автоматы
и полуавтоматы; специальные токарные станки, например д ля
обработки коленчатых валов, вагонных осей и др.
При выполнении работ на токарных станках о б р аб аты ва е­
мая заготовка получает вращ ательное движение, а резец —
поступательное перемещение, или движение подачи. Сочетание
таких движений обеспечивает получение разнообразных поверх­
ностей вращения: цилиндрических, конических, фасонных и др«
§ 3. ОСНОВНЫЕ УЗЛЫ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
Токарно-винторезные станки, несмотря на разнообразие их
конструкций и размеров, имеют общие узлы и детали.
Н а рис. 1 показан общий вид современного токарно-винто­
резного станка. Основными узлами станка являются: станина,
передняя б абка с коробкой скоростей, задн яя бабка, коробка по­
дач с ходовым винтом и ходовым валом, суппорт с фартуком.
С т а н и н а служит для м онтаж а на ней всех узлов станка.
П е р е д н я я б а б к а служит для передачи вращения о б р а ­
батываемой детали. В корпусе передней бабки смонтирована
коробка скоростей/
З а д н я я б а б к а используется при обработке детали в
центрах для поддерж ания ее конца, а так ж е для установки свер­
ла, зенкера и развертки при обработке отверстий.
К о р о б к а п о д а ч предназначена для передачи вращения
ходовому валу и ходовому винту, а так ж е для изменения числа
их оборотов с целью получения необходимых подач.
Ф а р т у к служит для преобразования вращ ательного д ви ­
жения ходового в ал а и ходового винта в прямолинейное д в и ж е ­
ние суппорта.
С у п п о р т предназначен для перемещения резца, закреплен­
ного в резцовой головке.
Изображ енны й на рис. 1 станок имеет х о д о в о й в а л и
х о д о в о й в и н т и называется токарно-винторезным. Свое
название он получил потому, что на нем, помимо всех обычных
токарных работ, можно нарезать резьбу резцом. Станок без хо8
О
VO
к
О.
вид современного
токарно-винторезного
станка
дового винта назы вается просто токарным. Н а токарном станке
можно производить различные токарные работы, кроме нареза*
ния резьбы резцом.
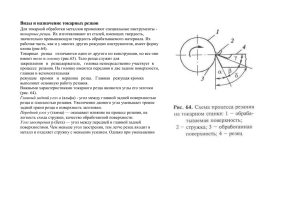
§ 4. СТАНИНА
На станине, установленной на
двух тумбах, монтируются все ос­
новные узлы станка (см. рис. 1).
Станина изготовляется из чугу­
на и состоит из двух продольных
стенок 1 и 7 (рис. 2), соединенных
поперечными ребрами жесткости 5.
С танина имеет две плоские (3 и 6)
и две призматические (2 и 8) на*
правляющие.
К аретка
суппорта
движется,
опираясь на одну призматическую
2 и одну плоскую 6 направляющие.
Д ругие направляю щ ие — призмати­
ческая 8 и плоская 3 — служ ат для
Рис. 2. Станина токарного
передвижения задней бабки и з а ­
станка
крепления ее в требуемом поло*
жении.
Н а конце станины 4 закрепляю т переднюю бабку.
§ 5. ПЕРЕДНЯЯ БАБКА
П е р е д н я я б а б к а служит д ля закрепления о б р аб аты ва­
емой детали и передачи ей главного движения — вращения. На*
иболее ответственной деталью передней бабки является шпин­
дель, представляющий собой стальной пустотелый вал. На пе­
реднем конце шпинделя (см. рис. 1) нарезана точная резьба, на
которую можно навернуть кулачковый или поводковый патрон
либо планшайбу. В этом ж е конце шпинделя имеется коническое
отверстие, в которое можно вставлять передний центр.
Шпиндель вращ ается в подшипниках передней бабки. В пе­
редней бабке расположены так ж е валы, зубчатые колеса и м уф ­
ты, при помощи которых вращ ательное движение в ал а электро­
двигателя преобразуется в необходимое по скорости и н ап рав л е­
нию вращение шпинделя. Такое устройство назы вается к о р о б ­
к о й с к о р о с т е й . Имеются токарные станки с коробкой ско­
ростей, расположенной как в корпусе передней бабки (см.
рис. 1), так и вне его.
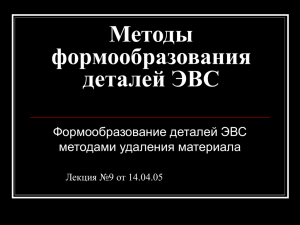
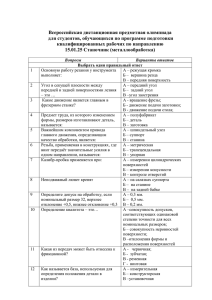
Н а рис. 3 показана шестискоростная коробка скоростей про­
стейшего токарно-винторезного станка. От электродвигателя /
через плоскоременную передачу вращение передается на при10
водной шкив 2, который свободно сидит на валу 5 коробки ско­
ростей. Внутри шкива находится м у ф т а в к л ю ч е н и я 3.
Если посредством пусковой рукоятки (на рис. 3 не показана)
включить муфту <?, то шкив 2 соединится с валом 5 коробки ско­
ростей и приведет его во вращение.
Рис. 3. Кинематическая схема шестискоростной коробки скоростей
На валу 5 сидит блок зубчатых колес* 7, 8 и 9, который м о ж ­
но перемещать по шпонке вдоль в ал а 5 рукояткой 17. В правові
положении блока колесо 9 сопрягается с колесом 11, в среднем
положении — колесо 8 с колесом 10 и в левом положении — ко­
лесо 7 с колесом 4. Колеса 4, 10 и 11 сидяг жестко на валу 6.
*
Б л о к о м з у б ч а т ы х к о л е с называют несколько колес, соединен­
ных вместе на общей втулке или изготовленных как одно целое.
11
Передаточные отношения зубчатых колес во всех трех случаях
различны. Поэтому, несмотря на то что вал 5 имеет постоянное
число оборотов, валу 6 можно сообщить три различных числа
оборотов в зависимости от того, ка к ая пара зубчатых колес
находится в сопряжении.
Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16,
свободно сидящими на шпинделе 13. Чтобы шпиндель получил
вращение, нужно, чтобы находящ аяся на нем двусторонняя зу б ­
ч атая муфта 14 была сопряжена с одним из зубчатых колес 15
или 16, для чего торцы их снабжены зубьями (кулачками).
М уфта 14 перемещается рукояткой 18 по шпонке шпинделя
13, всегда соединена со шпинделем. Следовательно, соединение
муфты с любым из двух колес 15 или 16 обеспечивает соедине­
ние этого колеса со шпинделем.
Допустим, что муфта 14 включена вправо. Это значит, что
вращение шпинделю передается через зубчатые колеса 12 и 16.
При этом в соответствии с тремя положениями рукоятки 17
шпиндель получает три различных числа оборотов. Если муфта
14 включена влево, то передача происходит через колеса 4 и 15.
В соответствии с теми же тремя положениями рукоятки 17
шпиндель будет иметь три других числа оборотов. Таким о б р а ­
зом, шпиндель получает всего шесть различных чисел оборо­
тов путем переключения рукояток 17 и 18, расположенных на н а ­
ружной стенке передней бабки.
В какое положение необходимо поставить рукоятки 17 и 18
для получения требуемого числа оборотов шпинделя, указано на
металлической табличке, прикрепленной к стенке передней
бабки.
§ 6. МЕХАНИЗМЫ ПОДАЧИ
Механизмы подачи предназначены для передачи движения
от шпинделя к суппорту с резцом; состоят они из следующих
узлов и деталей (рис. 4): реверсирующего механизма /, с л у ж а ­
щего для изменения направления подачи; гитары 2 со сменными
зубчатыми колесами, которая дает возможность совместно с
коробкой подач 3 изменять числа оборотов ходового винта 4 и
ходового в ал а 5; фартука 6, в котором расположены механизмы,
преобразующие вращ ательное движение ходового винта и ходо­
вого вал а в поступательное перемещение суппорта.
Реверсирующие
механизмы
предназначены для
изменения направления движения в механизмах станка. Они слу­
ж а т для изменения направления вращения ходового винта (что
требуется, например, для перехода от нарезания правых резьб
к нарезанию левых резьб), а так ж е для изменения направления
вращ ения ходового вал а (что бывает обычно необходимо для
изменения направления продольной или поперечной подач суп12
порта). Реверсирующие механизмы показаны на рис. 5. Схема
реверсирующего механизма, составленного из цилиндрически*
зубчатых колес* приведена на рис. 5, а. На ведущем валу / з а ­
креплены на шпонках зубчатые колеса г\ и z3. По шлицам ве­
домого в ал а 11 может перемещаться двухвенцовый блок <г2—z 4y
который сопрягается либо с паразитным колесом г, либо с коле­
сом 23 (показан пунктиром). Таким образом, ведомый вал I I
получает вращение либо в одном, либо в другом направлении.
Рис. 5. Реверсирующие механизмы:
а — с передвижными цилиндрическими зубчатыми колесами, б — с цилиндрическими колесами,
включаемыми посредством пластинчатой фрикционной муфты
Н а рис. 5, б показана другая конструкция реверсирующего
механизма из цилиндрических колес. Н а ведущем валу / сво­
бодно сидит двухвенцовый блок 1— 3 для сообщения прямого
хода ведомому валу I I и зубчатое колесо 5 для обратного хода.
Колеса 1— 3 и 5 могут быть жестко связаны с валом I при по­
мощи пластинчатой фрикционной муфты М.
13
На ведомом валу I I слева находится передвижной блок, со­
стоящий из колес 2—4 У и справа колесо 6, жестко закрепленное
на шпонке. При включении муфты М влево вал I I получает два
различных числа оборотов, осуществляя прямой ход; при вклю ­
чении муфты М вправо вал II получает обратное вращение че­
рез зубчатое колесо 5 — паразитное колесо 7 — колесо 6.
К о р о б к а п о д а ч служит для изменения скорости в р ащ е­
ния ходового винта и ходового вала, т. е. для изменения вели­
чины подачи. Сменные зубчатые колеса у этих станков исполь­
зуются лишь тогда, когда требуемой подачи нельзя достигнуть
переключением рукояток коробки подач. Существует много р а з ­
личных конструкций коробок подач. Весьма распространена
коробка подач, в которой применяется м е х а н и з м н а к и д ­
н о г о з у б ч а т о г о к о л е с а (рис. 6).
Первый валик 15 коробки подач получает вращение от смен*»
ных зубчатых колес гитары. Этот валик имеет длинный шпо*
ночный паз 14, в котором скользит шпонка зубчатого колеса 11,
расположенного в рычаге 10. Рычаг несет ось 13, на которой
свободно вращ ается зубчатое колесо 12, находящееся в посто­
янном сопряжении с колесом 11. Посредством рычага 10 колесо
11 вместе с колесом 12 можно перемещать вдоль валика 15; по*
14
ворачивая рычаг 10, можно сцепить зубчатое колесо 12 с любым
из десяти зубчатых колес 1, закрепленных на валике 2.
Ры чаг 10 может занимать десять различных положений по
числу зубчатых колес 1. В каж дом положении рычаг у д ер ж и в а­
ется штифтом 9, входящим в одно из отверстий передней стенки
7 коробки подач.
При каж дом положении рычага 10, б лагодаря сопряжению
зубчатого колеса 12 с одним из колес ступенчатого конуса зу б ­
чатых колес 1, валик 2 получает различные скорости вращения.
Н а правом конце этого в али ка на шпонке расположено пере­
движное зубчатое колесо 3, имеющее на правом торце ряд вы­
ступов. В левом положении колесо 3 сопряжено с колесом 8,
закрепленным на ходовом валу 6. Если колесо 3 сместить
вправо вдоль валика 2, то оно выйдет из сопряжения с колесом
8 и торцовыми выступами, сцепится с кулачковой муфтой 4,
жестко сидящей на ходовом винте 5. При этом валик 2 будет
непосредственно соединен с ходовым винтом 5. При включении
ходового винта ходовой вал 6 остается неподвижным и, наобо­
рот, при включении ходового в ал а остается неподвижным ходо­
вой винт.
Н а стенке коробки подач обычно имеется табличка, ука зы ­
в аю щ ая, к а к ая подача или какой шаг резьбы получается при
каж дом из десяти положений рычага 10 при определенном под­
боре зубчатых сменных колес гитары.
§ 7. СУППОРТ
С у п п о р т токарного станка предназначен для закрепления
на нем режущего инструмента и сообщения ему движения п ода­
чи при обработке.
Н и ж н яя плита 1 суппорта (рис. 7), назы ваем ая к а р е т ­
к о й или п р о д о л ь н ы м и с а л а з к а м и , перемещается по
н аправляю щ им станины механически или вручную. Р езец при
этом движется в продольном направлении (это и есть продоль­
ная подача). Н а верхней поверхности каретки имеются попе­
речные направляю щ ие 12 в форме ласточкина хвоста, располо­
женные перпендикулярно к направляю щ им станины.
На
направляю щ их 12 перемещаются п о п е р е ч н ы е с а л а з к и
3 суппорта, посредством которых резец получает движение, пер­
пендикулярное к оси шпинделя.
Н а верхней поверхности поперечных салазок 3 расположена
поворотная плита 4 суппорта, которая закрепляется после пово­
рота гайкой 10.
Н а верхней поверхности поворотной плиты расположены
направляю щ ие 5, по которым при вращении рукоятки 13 пере­
мещается верхняя плита 11— верхние салазки суппорта.
15
Резцедержатели и резцовые головки. Н а верхней части суп­
порта устанавливаю т резцедерж атель или резцовую головку
д л я закрепления резцов.
Н а мелких и средних станках применяют одноместный рез­
цедерж атель 5 (рис. 8, а ). Н и ж н яя часть 1 резцедерж ателя, име-*
ю щ ая Т-образную форму, закрепляется на верхней части суп­
порта гайкой 4. Д л я регулирования положения режущей кром ­
ки по высоте центров в резцедерж ателе имеется подкладка 2,
нижняя сферическая поверхность которой опирается на такую
ж е поверхность колодки резцедерж ателя. Закреп л яю т резец
в резцедерж ателе двум я болтами 3.
Н а крупных токарных станках применяют одноместные рез­
цедержатели (рис. 8, б). В этом случае резец устанавливают на
поверхность 7 верхней части суппорта и закрепляю т планкой 2,
затягивая гайку 4. Д л я предохранения болта 3 от изгиба планка
2 поддерживается винтом 5, опирающимся на баш м ак 6. При
отвертывании гайки 4 пружина 1 приподнимает планку 2.
Ч а щ е всего на токарно-винторезных станках средних р азм е­
ров применяют четырехгранные поворотные р е з ц о в ы е г о ­
л о в к и (см. рис. 7).
Р езц овая головка 6 устанавливается на верхней части суп­
порта 11\ в ней можно закрепить винтами 8 четыре резца одноеменно. Р аб отать можно любым из установленных резцов,
пя этого нужно повернуть головку и поставить требуемый ре­
зец в рабочее положение* Перед поворотом головку необходима
Ж
16
открепить, повернув рукоятку 9, связанную с гайкой, сидящей
на винте 7. После каждого поворота головку нужно снова з а ­
ж а т ь рукояткой 9%
3
Рис. 8. Резцедержатели
§ 8. ФАРТУК
К нижней поверхности продольных салазок суппорта при­
креплен ф а р т у к (рис. 9) — часть станка, в которой зак л ю ­
чены механизмы для продольного и поперечного перемещения
суппорта с резцом. Эти перемещения могут совершаться механи­
чески и вручную.
Продольная подача резца при выполнении всех токарных
работ, кроме нарезания резьбы резцом, осуществляется при по­
мощи скрепленной со станиной зубчатой рейки 14 и катящегося
по ней зубчатого колеса 17. Это колесо может получать в р ащ е­
ние либо механически — от ходового вала 1, либо вручную.
М еханическая продольная подача осуществляется следующим
образом. В длинную шпоночную канавку 2 ходового вала 1 вхо­
дит шпонка сидящего на нем червяка 9. Вращ аясь, червяк при­
водит в движение червячное колесо 8. Д л я включения механи­
ческой продольной подачи нужно рукояткой 11 соединить
(с помощью муфты) червячное колесо с колесом 10. Последнее
сообщит вращение колесу 15, а вместе с ним будет вращ аться
сидящее на том же валике реечное колесо 17. Это колесо к а ­
тится по неподвижной рейке 14, приводя в движение фартук и
суппорт с резцом вдоль станины.
17
Ручн ая продольная подача производится рукояткой 13 через
колеса 12, 15, 17 и рейку 14.
Д л я осуществления механической поперечной подачи рядом
с червяком 9 на ходовом валу сидит коническое зубчатое коле17
12 11
Ю
9
в
1в
7
6
19
20 21
5
0
Рис. 9. Схема фартука токарно-винторезного станка
со 7, шпонка которого так ж е скользит в длинной шпоночной к а ­
навке 2 ходового в ал а 1. В р ащ аясь вместе с валом, колесо 7
приводит во вращение другое коническое колесо 4 и цилиндри­
ческие колеса 5, 5, 6 и
21. Посредством кнопки
18 можно колесо 21 сце­
пить с колесом 19. Вмес­
те с колесом 19 приходит
во вращение винт 20, осу*
щ ествляя поперечную по*
дачу резца. Д л я выклю­
чения поперечной подачи
колесо 21 выводят из з а ­
цепления с колесом 19,
пользуясь той' же кноп­
кой 18.
Ручн ая поперечная по­
Рис. 10. Устройство разъемной гайки
дача производится руко­
яткой 16.
Д л я продольного перемещения суппорта с резцом при н ар е­
зании резьбы пользуются ходовым винтом 22, с которым св я­
зан а р азъ ем н ая гайка 23, установленная в фартуке.
18
Устройство разъемной гайки показано на рис. 10 (нумера­
ция позиций общ ая с рис. 9). При нарезании резьбы обе полови­
ны гайки 23 сближ аю т при помощи рукоятки 25\ сближ аясь, они
захваты ваю т нарезку винта 22, при вращении которого фартук,
а вместе с ним и суппорт с резцом получают продольное пере­
мещение. Д л я сдвигания и раздвигания половин разъемной гай­
ки на валике рукоятки 25 закреплен диск 24 с двумя спираль­
ными прорезями 26, в которые входят пальцы 27 нижней и верх­
ней половины гайки 23. При повороте диска 24 прорези за с тав ­
ляю т пальцы, а следовательно, и половины гайки сближ аться
или раздвигаться.
§ 9. ЗАДНЯЯ БАБКА
Корпус 7 задней бабки (рис. И ) расположен на плите 8,
передвигаемой по направляю щ им станины. В отверстии корпуса
может в продольном направлении перемещаться п и н о л ь 4
Рис. 11. Задняя бабка токарного станка
с закрепленной в ней гайкой 5. С переднего конца пиноль
снабж ена коническим отверстием, в которое вставляется кониче­
ский хвостовик центра /, а иногда хвостовая часть сверла, зен­
кера или развертки. П еремещ ается пиноль 4 при помощи махо­
вичка 6 , вращ аю щ его винт 3\ винт при вращении перемещает
гайку 5, а вместе с ней и пиноль.
19
Чтобы при вращении маховичка пиноль не поворачивалась,
в ней сделан (внизу) шпоночный паз 11, в который входит
шпонка, залож енн ая в корпус задней бабки. Р укоятка 2 служит
д ля закрепления пиноли в корпусе бабки. Оси шпинделя станка
и пиноли задней бабки долж ны совпадать; для установки пиноли по оси шпинделя служит винт 9.
Винтом 9 можно смещать корпус 7 относительно плиты 8
в поперечном направлении, к чему прибегают иногда при точе­
нии конических поверхностей.
Д л я обтачивания в центрах деталей разной длины переме­
щают заднюю бабку вместе с плитой 8 вдоль станины и зак р еп ­
ляю т в нужном положении двумя заж им ны ми болтами 10 и ско­
бой (на рис. 11 не видно) к станине станка. Отпустив скобу,
передвигают заднюю бабку и, установив ее в нужном полож е­
нии, снова затягиваю т скобу. В некоторых конструкциях то­
карно-винторезных станков зад н яя баб ка крепится на станине
одной рукояткой при помощи эксцентрикового з аж и м а и систе­
мы рычагов.
Чтобы удалить задний центр из конического отверстия пиноли, вращ аю т маховичок 6 таким образом, чтобы пиноль втя­
гивалась в корпус задней бабки до отказа. В крайнем полож е­
нии конец винта 3 выталкивает центр 1.
§ 10. ПРАВИЛА УХОДА ЗА ТОКАРНЫМ СТАНКОМ
Чтобы узлы и механизмы станка находились в работоспо­
собном состоянии, необходимо соблюдать все правила ухода за
ними. Только хорошее обслуживание и заботливый уход могут
обеспечить нормальную работу станка в течение длительного
времени. Наоборот, небрежное обращение ведет к преж д евр е­
менному износу станка, к частым поломкам и простоям, потере
производительности, невыполнению плана.
Ежедневно по окончании смены станок нужно очищать от
стружки, а направляю щ ие и суппорт от охлаж даю щ ей ж и д ко­
сти и грязи. Д л я очистки станка следует применять хлопчато­
бумаж ные концы и мягкую ветошь. После очистки н а п р а в л я ­
ющие станины и направляю щ ие суппорта нужно смазывать тон­
ким слоем машинного масла.
Чтобы масло по всей поверхности направляю щ их станины
распределялось равномерно, вручную перемещают каретку
вдоль станины вперед и н азад несколько раз.
Одно из главных правил ухода за станком — своевременная
см азка всех трущихся частей станка.
Подшипники вращ аю щ ихся частей станка следует см азы ­
вать особенно тщательно. Имеющиеся для этой цели масленки
и смазочные отверстия необходимо не менее раза в смену н а­
20
полнять чистым машинным маслом. После смазки масленки
всегда следует закры вать крышками, пробками или винтами,
чтобы не загрязнить смазку и не засорить смазочные отвер­
стия. Не рекомендуется зак р ы вать масленки ватой, паклей
или тряпками, так как ими можно засорить трущиеся поверх­
ности.
Некоторые подшипники смазы ваю т густой консистентной
смазкой — т а в о т о м ,
которую зак л ад ы ваю т в специальные
колпачковые масленки. Колпачки (крышки) масленок необ­
ходимо подвертывать три-четыре р аза
в смену,
каждый
раз на пол-оборота. У казания по смазке имеются в паспорте
станка.
Конические отверстия шпинделя передней бабки и пиноли
задней бабки перед закреплением в них инструмента или цен­
тра нужно тщ ательно очистить от грязи. Эти отверстия все­
гда долж ны быть чистыми и не иметь вмятин и забоин, так
как от их исправного состояния зависит точность работы
станка.
Необходимо постоянно следить за тем, чтобы смазочные м а ­
териалы не попадали на приводные ремни, т а к как засаленный
ремень начинает проскальзы вать по шкиву, плохо тянет и
быстро срабатывается. Н атяж ение ремня не долж но быть слиш ­
ком тугим или слишком свободным. В первом случае будут н а ­
греваться и быстро изнашиваться подшипники, во втором —
ремень будет проскальзывать. Необходимо всегда содерж ать
в порядке оградительные приспособления, предохраняющие
ремень от повреждений, а работаю щ их — от несчастного
случая.
Контрольные
вопросы
1. Какие станки называются токарно-винторезными и какие токаоными?
2. Из каких основных узлов состоит токарно-винторезный станок?
3. Для чего служат направляющие станины?
4. Каково назначение передней бабки?
5. Для чего служит шпиндель?
6. Сколько скоростей шпинделя дает коробка скоростей, показанная на
рис. 3? При каких сопряжениях зубчатых колес получают эти скорости?
7. Каково назначение задней бабки? Назовите основные детали задней
бабки и расскажите о назначении каждой из йих.
8. Как вынуть центр задней бабки?
9. Из каких основных дет-алей состоит суппорт? Расскажите о назначе­
нии главных деталей суппорта.
10. Для чего служит поворотная часть суппорта?
11. Для чего служит фартук?
12. Каково назначение ходового вала?
13. Как устроена разъемная гайка ходового винта?
14. Для чего служит коробка подач?
15. Перечислите основные правила ухода за станком.
21
Глава II
ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ
§ 1. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ОБРАБОТКЕ НА ТОКАРНЫХ СТАНКАХ
О бработка металлов резанием сопровождается удалением
с поверхности заготовки слоя м еталла (припуска на о б р а­
ботку) с целью получения из нее детали необходимой формы
и размеров с соответствующим качеством обработанных по­
верхностей.
Д л я осуществления процесса резания необходимо, чтобы
заготовка и режущий инструмент перемещались друг отно­
сительно друга.
В металлорежущ их станках различаю т два вида основных
движений: главное движение, определяющее скорость отделе­
ния стружки, и движение подачи, обеспечивающее непрерывное
врезание режущей кромки инструмента в новые слои металла.
При обработке на токарном станке главное движение (в р а ­
щательное) совершает заготовка (рис. 12), а движение подачи
(поступательное) — резец. В результате этих движений резец
снимает с обрабатываемой детали припуск на обработку и при­
дает ей необходимую форму и размеры, а так ж е требующуюся
чистоту обработанной поверхности.
Обрабатываемой
поверхностью
Глабнпе
называется поверхность детали, с
которой снимается стружка.
Обработанной поверхностью н а­
зывается поверхность, которая по<
лучается после обработки, т. е,
после снятия стружки.
Поверхностью р езания называв
ется поверхность, образуем ая на об-*
рабатываемой
детали непосредст­
Рис. 12, Главное движение
венно главной режущей кромкой
и движение подачи
при
резца.
точении:
/ — обрабатываемая поверхность,
Элементы режима резания. Э л е­
2 — поверхность резания, 3 — обра­
ментами, характеризующими про*
ботанная поверхность
цесс резания являются: скорость ре*
зания, подача и глубина резания.
Скоростью резания при токарной обработке называется в е­
личина перемещения в главном движении режущей кромки
инструмента относительно обрабатываемой поверхности в еди*
ницу времени.
Скорость резания обозначается буквой v и измеряется в мет­
рах в минуту (сокращенно м /м и н ).
22
При точении (рис. 13) скорость
формуле
n- D- t i
резания
определяется по
,
^
- ) Ш м1мин'
где D — диаметр обрабатываемой поверхности, мм;
п — число оборотов детали в минуту.
/1ч
^ ^
Пример. Обрабатываемый вал диаметром D — 100 мм делает п = 150 об/мин.
Определить скорость резания.
Р е ше н и е м/минПодачей называется величина перемещения режущей кромки
резца за один оборот обрабаты ваемой детали (рис. 13). Подача
обозначается буквой 5 и из­
меряется в миллиметрах за
один оборот детали; для
краткости принято писать
мм/об.
В зависимости от н а­
\ Обрабо­
правления, по которому пе­
танная
ремещается резец лри точе­
поверхность
нии относительно оси цент­ батываемая‘
ров станка, различают:
поверхность
продольную
пода­
ч у — вдоль оси центров;
Рис. 13. Элементы резания при токар­
поперечную
пода­
ной обработке
ч у — перпендикулярно
к
оси центров;
н а к л о н н у ю п о д а ч у — под углом к оси центров (при
обтачивании конической поверхности).
Глуб и н о й р езания назы вают слой металлла, снимаемый за
один проход резца. И змеряется глубина резания в миллимет­
рах и обозначается буквой t (см. рис. 13).
При токарной обработке глубина резания определяется как
полуразность между диаметром заготовки и диаметром о б р а ­
ботанной поверхности, полученной после одного прохода
резца, т. е.
где D — диаметр заготовки, м м , до прохода резца;
d — диаметр детали, мм, после прохода резца.
Кроме глубины резания и подачи, различают еще ширину
и толщину среза.
Ш ириной среза называют расстояние между о б раб аты вае­
мой и обработанной поверхностью, измеренное по поверхности
резания (см. рис. 13). Ш ирина среза измеряется в миллимет­
рах и обозначается буквой Ъ.
23
Зависимость между
вы раж ается формулой
шириной
среза и
глубиной
резания
(3)
Sin ф ’
где ф — главный угол в плане главной режущей кромки.
Толщ иной среза назы ваю т расстояние между двумя после­
довательными положениями режущей кромки за один оборот д е ­
тали, измеряемое перпендикулярно к ширине среза (см. рис. 13).
Толщина среза измеряется в миллиметрах и обозначается
буквой а. Зависимость толщины среза от величины подачи s и
угла в плане ф вы раж ается формулой
а = s -sin ср.
(4)
П л о щ а д ью поперечного сечения среза называют произведе­
ние глубины резания t на подачу s или ширины среза b на
толщину а.
П лощ адь поперечного сечения среза обозначается буквой f
и измеряется в квадратны х миллиметрах, т. е.
f = t -s = a-b ммV
(5)
Пример. Определить площадь поперечного сечения среза, если глубина ре­
зания равна 2 мм, а подача 0,3 м м / об.
Р е ш е н и е . / = t- s = 2 0,3 = 0,6 мм2.
Н а рис. 14 показано, что нужно принимать за глубину р е з а ­
ния и подачу при различных то­
карных раб о тах— продольном то­
чении, поперечном точении (про­
тачивании канавки или отреза­
нии), подрезании,
продольном
растачивании.
Рис. 14. Измерение глубины
резания и подачи при различных
токарных работах:
Рис. 15. Формы сечения среза:
• прямой
срез,
б — равнобокий
в — обратный срез
срез,
а — продольное точение, б — протачи­
вание канавки или отрезание, в — под­
резание, г — продольное растачивание
При продольном точении в зависимости от соотношения глу­
бины резания и подачи могут быть получены различные сечения
среза (рис. 15). Принято считать, что если t > s, получаются п р я ­
м ы е с т р у ж к и (рис. 15,а), если t — s, то получаются р а в н о ­
24
б о к и е с т р у ж к и (рис.
с т р у ж к и (рис. 15,в).
15,6),
и если
s > / , — обратные
§ 2. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
Д л я уяснения сущности процесса резания (образования
стружки) рассмотрим поперечное обтачивание стальной д е­
тали (рис. 16).
Под действием силы, приложенной к резцу, срезаемый слой
металла сжимается. Процесс
сж атия, как и процесс р а с т я ­
жения, сопровождается упру­
гими и пластическими д еф о р­
мациями.
По мере возрастания п л а ­
стической деформации, повы­
шаются напряжения в ср езае­
мом слое, и когда последние
достигают величины, превы ш а­
ющей предел прочности м етал ­
ла, происходит сдвиг (с кал ы ва­
ние) и отделение частицы ме­
Рис. 16. Схема снятия стружки
талла, или, как говорят, э л е ­
при
поперечном обтачивании
мента
стружки.
Такое
детали
отделение происходит в н а­
правлении
плоскости
сдвига
(скалывания)
С Д расположенной под опреде­
ленным углом к передней поверхности резца.
После скалывания первого элемента стружки начинается
сж атие и деформирование следующего, так же как и первого,
пока напряжения в нем не достигнут величины, превышающей
предел прочности металла по второй плоскости сдвига (ска­
л ывания) параллельно первой; после этого произойдет отде­
ление нового элемента стружки.
Таким образом, процесс резания металлов можно рассм ат­
ривать как процесс последовательного сдвига (скалывания)
частиц металла в виде следующих друг за другом элементов
стружки — 1, 2, 3, 4 и т. д. (см. рис. 16).
Виды стружек. Разн ы е металлы при обработке резцом о б р а ­
зуют стружку различной формы. Если обрабаты ваемы й металл
хрупок (чугун, бронза), то струж ка получается в виде отдель­
ных мелких кусочков неправильной формы (рис. 17, г). Т акая
струж ка назы вается стружкой надлома. Если обрабаты вается
пластичный металл (м ягкая сталь, алюминий), то отдельные
элементы не отделяются друг от друга и струж ка сходит с рез­
ца в виде ленты, завиваю щейся в спираль (рис. 17, в). Т ак ая
струж ка называется сливной. При обработке металлов средней
25
твердости, например стали 46 со скоростью 5— 15 м /м и н 9 о б ра­
зуется струж ка ступенчатая (рис. 17, б). Она состоит из от­
дельных элементов, слабо связанных между собой. Внутренняя
поверхность такой стружки (обращ енная к резцу) гладкая, а
внешняя ступенчатая. При обработке металлов средней твер-
Рис. 17. Виды стружек:
а — элементная, б — стружка скалывания, в — сливная стружка, г — стружка надлома
дости с очень малой скоростью (0,5—2 м/мин) резцом с малым
передним углом (0—5°) образуется элементная стружка (рис.
17, а). Она состоит из отдельных сдеформированных элемент
тов, не связанных между собой.
§ 3. СМАЗОЧНО-ОХЛАЖДАЮ ЩИЕ ЖИДКОСТИ
Чтобы уменьшить нагревание резца и тем самым продлить
срок его службы, улучшить чистоту обработанной поверхности
и повысить производительность процесса резания, применяют
смазочно-охлаждаю щие .жидкости.
Используемые при токарной обработке жидкости можно
разбить на две группы: 1) водные растворы и 2) масла.
Жидкости первой группы характеризую тся хорошими ох­
л аж даю щ им и свойствами. Их охлаж даю щ ее действие зак л ю ­
чается в поглощении и отводе тепла, образующегося при ре­
зании.
Жидкости второй группы обладаю т высокими см азы ваю щ и ­
ми свойствами, но охлаж даю щ ие их качества хуже, чем у ж и д ­
костей первой группы.
К первой группе жидкостей относятся: в о д н ы й р а с т ­
в о р с о д ы , содержащий от 3 до 5% соды в кипяченой воде,
эмульсии,
представляющ ие собой раствор от 5 до 15%
эмульсола в кипяченой воде. Эмульсол представляет собой ми­
неральное масло, смешанное с водным раствором соды, и ис­
пользуется при черновом обтачивании металлов.
При чистовых и отделочных работах применяют жидкости
второй группы: м и н е р а л ь н ы е
масла
и сульфофре- *
26
з о л ы , обработанные особым способом осерненные минераль­
ные масла, иногда с добавкой растительного масла.
Чтобы охлаждение дало хорошие результаты, расход ж и д ­
кости должен быть не менее 10— 15 л/мин. Н ап равл ять поток
охлаж даю щ ей жидкости нужно на стружку в том месте, где
она отделяется от обрабатываемой детали (рис. 18, а ), так как
именно здесь образуется наибольшее количество тепла.
Рис. 18. Охлаждение резца
Начинать подачу охлаж даю щ ей жидкости следует одновре­
менно с началом резания, а не спустя некоторое время, так
ка к в сильно нагретом резце от внезапного охлаждения могут
появиться трещины.
В последнее время стали применять новый, более эффектив­
ный способ охлаждения: небольшая тонкая струя водной эмуль­
сии подводится под давлением до 30 кГ/см 2* через узкую щель
насадки, со стороны задней поверхности резца (рис. 18, б). Т а ­
кой способ охлаж дения рекомендуется применять при обтачива*
нии быстрорежущими резцами труднообрабаты ваемых ме­
таллов.
При обработке хрупких металлов (чугуна, бронзы), даю щих
струж ку надлома, охлаждение не применяют, так как мелкая
стружка, смешиваясь с охлаждаю щ ей жидкостью, забивается в
трущиеся поверхности суппорта, каретки, станины, вызывая их
преждевременный износ.
§ 4. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВ
И ДРУГИХ РЕЖУЩИХ ИНСТРУМЕНТОВ
Н а реж ущ их кромках резца в процессе резания возникают
высокие давление и температура (600— 800°С и выше). Трение
стружки о переднюю поверхность резца и задней поверхности
* В СИ давление измеряется в ньютонах на квадратный метр
1 кГ/см2= 98066,5 н /м \
(н/м2),
27
резца о поверхность резания вызывает износ его рабочих по­
верхностей. Вследствие износа форма режущей части изменяет­
ся, и через некоторый промежуток времени резец становится
негодным для дальнейшей работы; такой резец должен быть
снят со станка и переточен.
Чтобы резец возможно дольше работал без переточки, он
д олж ен хорошо сопротивляться износу при высокой температуре
и быть тверже обрабаты ваемого материала. Кроме того, резец
долж ен быть достаточно прочным, чтобы без разруш ения выдер­
ж ивать высокие давления, возникающие при резании. Поэтому
к материалу для изготовления резцов предъявляю т следующие
основные требования: твердость при высокой температуре, изно­
состойкость и прочность.
В настоящее время имеется много инструментальных матери­
алов, удовлетворяющих этим требованиям: инструментальные
углеродистые, легированные и быстрорежущ ие стали, твердые
сплавы, керамические материалы и алмазы.
У г л е р о д и с т а я с т а л ь — сам ая деш евая из инструмен­
тальных сталей. Д л я изготовления режущего инструмента при­
меняют сталь с содержанием углерода от 0,9 до 1,4%. После
закалки и отпуска режущий инструмент из этой стали приобре­
тает высокую твердость H R C 59—62. Однако, если в процессе
резания температура режущей кромки достигает 200—250° С,
твердость стали резко падает. По этой причине углеродистая
инструментальная сталь для изготовления режущих инстру­
ментов в настоящее время имеет ограниченное применение: из
нее изготовляют режущие инструменты, работаю щ ие со сравни­
тельно низкой скоростью резания (10— 15 м /м ин), когда темпе­
ратура в зоне резания меньше 200—250° С. К таким инструмен­
там относятся: развертки, метчики, шаберы и др.
Б ы с т р о р е ж у щ и е с т а л и содерж ат большое количест­
во (до 25% ) специальных легирующих элементов — вольфрама,
хрома, кобальта, молибдена, ванадия, которые повышают р е ж у ­
щие свойства стали. Основное достоинство резцов из быстроре­
жущ ей стали — способность сохранять твердость (H R C 62—64)
и износостойкость при нагреве в
процессе
резания
до
560—600° С. Б л аго д ар я этому скорость резания резца из быстро­
реж ущ ей стали в 2—3 р аза больше по сравнению с резцами из
углеродистой стали.
Т в е р д ы е с п л а в ы характеризуются очень высокой твер­
достью, уступающей только алмазу, и хорошей износостой­
костью.
Твердые сплавы изготовляют из порошков вольфрама, ти та­
на и тантала, химически соединенных с углеродом *. В качестве
*
Химическое соединение углерода с вольфрамом называется карбидом
вольфрама, с титаном — карбидом титана, с танталом — карбидом тантала«
28
связующего вещества к ним добавляю т кобальт. П орош кообраз­
ную смесь прессуют под большим давлением, получая пластин­
ки требуемой формы, которые затем спекают при температуре
около 1500° С. Приготовленные таким образом пластинки не
требуют никакой дальнейшей термической обработки. При изго­
товлении резцов пластинку твердого сплава припаивают медью
или латунью к стержню из углеродистой стали либо крепят ме­
ханически.
Т ак как твердосплавные пластинки сохраняют твердость при
нагреве в процессе резания до 800—900° С, то скорость резания
резцами, оснащенными такими пластинками, в 3—4 р аза больше
скорости резания, допускаемой резцами из быстрорежущей с т а ­
ли. Кроме того, такими резцами можно обрабаты вать очень
твердые стали, в том числе и закаленные, которые раньше р е з­
цами не обрабатывались. Основной недостаток твердых сп л а­
вов — их хрупкость.
З а последнее двадцатипятилетие советскими металлургами и
учеными созданы такие материалы для резцов, которые не со­
д е р ж а т в себе дорогих легирующих элементов (вольф рама, ти­
тана, кобальта, ванадия) и в то же время характеризую тся хо­
рошими режущими свойствами. Это так называемые м и н е ­
ралокерамические материалы
(терм окорун д), вы­
пускаемые в виде пластинок белого цвета, напоминающих м р а ­
мор. Эти пластинки изготовляют из глинозема (окиси алю м и ­
ния), которого очень много в природе и который очень дешев.
Керамические пластинки отличаются более высокой твердостью
по сравнению с твердыми сплавами и сохраняют эту твердость
при нагреве до 1200° С, что дает возможность резать ими м е­
таллы с высокими скоростями резания. Однако по сравнению с
твердыми сплавами минералокерамика имеет более низкие ме­
ханические свойства — повышенную хрупкость и плохую сопро­
тивляемость изгибающим нагрузкам. Поэтому резцы с ке р ам и ­
ческими пластинками целесообразно применять лишь при получистовом и чистовом точении при безударной нагрузке.
А л м а з в отличие от всех существующих инструментальных
материалов состоит из одного химического элемента — углерода.
Алмаз — самый твердый из всех инструментальных м атери а­
лов, характеризуется высокой теплостойкостью (до 900° С) и
исключительно высокой износостойкостью.
Б л аго д ар я этим
качествам ал м а з является незаменимым при выполнении таких
работ, где требуется высокая точность, чистота обработки, и
так ж е при обработке очень твердых материалов. А лмаз при­
меняется для чистового тонкого точения и растачивания цвет­
ных металлов, сплавов и неметаллических материалов.
Недостаток а л м а за — его хрупкость и высокая стоимость*
Алмазный порошок используется т а к ж е для изготовления ш ли­
фовальных и заточных кругов.
29
§ 5. ТОКАРНЫЕ РЕЗЦЫ
Основные части и элементы резца. Резец состоит из двух
основных частей — головки и стержня (рис. 19).
Г о л о в к а — это р еж ущ ая часть резца; с т е р ж е н ь сл у­
жит для закрепления резца в резцедерж ателе. Головка резца
состоит из передней поверхности, по которой сходит стружка,
задних поверхностей, обращенных к обрабаты ваемой детали,
и режущих кромок. Одна из задних поверхностей называется
гл а вн о й , а другая — вспомогательной.
Реж ущ ие кромки получаются от пересечения передней и
задних поверхностей. Р азли чаю т главную и вспомогательную
режущие кромки. Основную работу резания выполняет г л а в ­
ная р еж ущ ая кромка.
Верш иной резца назы вается пересечение главной и вспомо­
гательной режущих кромок. Вершина может быть острой или
закругленной.
Углы резца. У резца имеются углы * (рис. 20): передний угол,
задний угол, главный угол в плане и др.
А-А
Передняя
поверхность
Вершина
резца
Вспомогатель /
на я режущая
кромка
ут*
\\
Вспомогательная /
задняя поверхность
резца
Рис. 19. Основные части и элементы резца
Рис. 20. Углы резца
П е р е д н и й у г о л 7 служит для создания наиболее б л а ­
гоприятных условий деформации срезаемого слоя и стружкоотделения:
7 = 0 -і-----5° — при обработке сталей с <зв > 80 к Г /м м 2;
7 = 1 5 -Ч-20°
— при обработке сталей
с а в = 60^-75 к Г 1м м 2\
у = 25 — 30°
— при обработке сталей
с ав = 30-^-40 к Г / м м 2.
Задний
у г о л а предназначен для уменьшения трения
между задней поверхностью резца и обрабаты ваемой деталью;
обычно у резцов а = 6 -г 12°.
Главный
у г о л в п л а н е ф определяет толщину и
* Более подробно об углах резца см. гл. XIX, стр. 274—279.
30
ширину среза. Наиболее часто у проходных токарных резцов
<р= 45°.
Типы токарных резцов. Токарные резцы подразделяю тся по
роду выполняемой работы, по направлению подачи, по форме
головки, по материалу режущей части и по способу присоедине­
ния режущей части резца к его стержню.
П о р о д у в ы п о л н я е м о й р а б о т ы различаю т следу­
ющие токарные резцы (рис. 21): проходные, подрезные, про«
гГ -
а)
т
ы
е)
8и0 А
3 і
I- іфгш}
к)
Рис. 21. Токарные резцы:
а — проходной обдирочный, б — проходной упорный, в — подрезной, г — прорезной, д — отрез­
ной, е, ж — расточные, з — резьбовой для наружной резьбы, и — резьбовой для внутренней
резьбы, к, л — фасонные
резные, отрезные, расточные, резьбовые и фасонные.
П роходны е резцы (рис. 21, а) применяют для наружного
точения деталей с продольной подачей. Они разделяю тся на
проходные с углом ф = 45; 60 и 75° и проходные-упорные
с углом ф = 90° (рис. 21, б) д ля обработки уступов,
31
Подрезны е торцовые резцы (рис. 21, в) применяют для об­
работки торцовых поверхностей.
П рорезны е резцы (рис. 21, г) используют д ля прорезания
прямоугольной канавки определенной ширины Ь.
Отрезные резцы (рис. 21,5) сл уж ат д л я отрезания о б рабо­
танной детали.
Расточные резцы применяют для растачивания сквозных
(рис. 21, е) и тлухих (рис. 21, ж) отверстий.
Резьбовые резцы применяют д ля нарезания наружной (рис.
21, з) и внутренней (рис. 21, и) резьб.
Фасонные резцы (рис. 21, к, л ) используют д ля обработки
различных фасонных поверхностей.
П о н а п р а в л е н и ю п о д а ч и резцы делятся на правые
и левые.
П равы м и назы ваю т резцы, которыми работаю т при подаче
справа налево, т. е. от задней к передней бабке станка, и у ко­
торых соответственно этому главная р еж ущ ая кромка распо­
лож ен а слева (рис. 22, а).
Л евы м и назы вают резцы, которыми работаю т при подаче
слева направо, т. е. от передней к задней бабке станка. Г л ав ­
ная р еж ущ ая кромка левых резцов расположена справа
(рис. 22, б).
Правый
а)
Рис. 22. Определение пра­
вого (а) и левого (б) резца
а)
б)
Рис. 23. Правый (а) и ле­
вый (6) отогнутые резцы
Чтобы определить является ли резец правым или левым, по­
ступают так: н аклады ваю т на него ладонью вниз руку таким
образом, чтобы пальцы были направлены к вершине резца
(см. рис. 22). П равы м будет резец, главная р еж ущ ая кромка
которого окаж ется со стороны большого пальца при н ал о ж е­
нии правой руки (см. рис. 22, а ) , левым — если главная реж у32
щ ая кромка окаж ется со стороны большого пальца при н ал о ­
жении левой руки (см. рис. 22, б).
По форме головки резцы делятся на прямые и отогнутые.
П рям ы м и (см. рис. 22) называю т резцы, у которых ось резца
в плане прямая, отогнутыми (рис. 23) — резцы, у которых ось
резца в плане отогнута вправо или влево.
Отогнутые проходные резцы очень удобны при продольном
обтачивании поверхностей, расположенных близко к кулачкам
патрона. Кроме того, эти резцы применяют при продольном
«обтачивании с последующей обработкой торцовой поверхности
детали.
По
материалу
р е ж у ще й части
резцы р а зд е л я ­
ются на быстрорежущие, твердосплавные, минералокерами­
ческие и алмазные.
Быстрорежущие резцы применяют для черновой и чистовой
обработки стали на станках сравнительно небольшой мощ ­
ности.
Твердосплавны е резцы используют для черновой и чистовой
обработки чугуна, стали, цветных металлов и неметаллических
материалов с большой скоростью резания на современных
мощных, быстроходных токарных станках.
Рис. 24. Твердосплавные резцы:
а — с припаянной пластинкой твердого сплава, б — с механическим креплением
твердого сплава
пластинки
Резцы с минералокерамическим и пластинками применяют
для получистовой и чистовой обработки чугуна и стали при
условии безударной нагрузки.
А л м а зн ы е резцы предназначены для тонкого точения и р а с ­
тачивания преимущественно цветных металлов и сплавов.
По способу присоединения
режущей части
р е з ц а к его с т е р ж н ю
различаю т резцы с неразъемным
креплением (наварные, напайные) и сборные (с механическим
креплением),
2 зак. 529
33
Резцы из быстрорежущей стали делаю т не цельными, а н а ­
варными: у них пластинка из быстрорежущей стали привари­
вается к стержню, изготовленному из конструкционной углеро­
дистой стали.
Твердосплавные резцы делаю т чащ е всего напайными.
Н а рис. 24, а показан такой резец: к стержню 1, изготовлен­
ному из конструкционной углеродистой стали, припаяна зтіект-
Рис. 25 Резцы с керамическими пластинками:
а — пластинка припаяна, б — пластинка механически
прикреплена к державке
ролитической красной медью пластинка 2 твердого сплава.
Такие резцы просты в изготовлении, но имеют ряд недостатков.
Одним из недостатков такого метода крепления тв ердосп лав­
ной пластинки является образование после напайки мелких
трещин в пластинке. Эти трещины снижают прочность пластин
и приводят их к выкрашиванию во время работы.
Этих недостатков не имеют сборные резцы с механическим
креплением твердосплавной пластинки (рис. 2 4 ,6 ). П л астин ­
ка из твердого сплава 2 крепится к стержню 1 прижимной п лан ­
кой 3 и болтом 4.
Керамические пластинки, как и твердосплавные, обычно при*
паивают к стержням резцов (рис. 25, а) или крепят механиче­
ски (рис. 25, б).
34
§ 6. ЗАТОЧКА РЕЗЦОВ
Н а заводах резцы затачиваются обычно на точилах или на
заточных станках специально обученными заточниками. Но то­
карь и сам должен уметь затачивать резцы.
При затачивании резцы устанавливаю тся на подручниках 1
(рис. 26, а). Ш лифовальный круг 2 должен быть ограж ден пре­
дохранительным кожухом 3.
П орядок заточки следующий:
сначала затачиваю т главную заднюю поверхность (рис. 26, а),
Рис. 26. Заточка поверхностей резца:
а ■— главной задней поверхности, б — вспомогательной задней поверхности, в редней поверхности, г — радиуса закругления вершины
затем главную вспомогательную (рис. 26, б) и, наконец, перед­
нюю поверхность резца (рис. 26, в). После заточки этих по­
верхностей закругляю т вершину резца (рис. 26, г).
Во время заточки резцов на заточных станках необходимо
соблюдать следующие правила:
1.
Ш лифовальный круг не долж ен бить, его поверхность
д олж на быть ровной; если рабочая поверхность круга вы рабо­
талась, ее следует править; правят круги заменителями а л м а ­
2*
35
зов, искусственными ал м азам и и специальными ш а р о ш ­
ками.
2. Во время заточки нужно пользоваться п о д р у ч н и к о м ,
а не дер ж ать резец на весу. Подручник долж ен быть установлен
возможно ближе к шлифовальному кругу, под требуемым
углом и обеспечивать надежную опору резцу.
3. Затачиваем ый резец нужно перемещать вдоль рабочей
поверхности круга, иначе он будет неравномерно изнаш и­
ваться.
4. Чтобы не перегревать резец и тем самым и збеж ать появ­
ления в нем трещин и прижогов, не следует сильно приж имать
резец к кругу.
5. Затачи вать резцы нужно при непрерывном и обильном
охлаждении водой. Капельное охлаждение, а так ж е периоди­
ческое погружение сильно нагретого резца в воду не д опуска­
ется. Если непрерывное охлаждение обеспечить невозможно,
лучше перейти на сухую заточку.
6. Резцы из быстрорежущей стали следует затачивать
электрокорундовым шлифовальным кругом средней твердости
и зернистостью 40—25.
7. Во время заточки резцов для защиты глаз от а б р ази в ­
ной и металлической пыли необходимо надевать защитные
очки или пользоваться защитным козырьком.
Проверка правильности углов затачиваемого резца. Н а и б о ­
лее простой способ контроля заточки углов — это проверка
ш а б л о н о м . Вырезами шаблона проверяют угол заострения
(рис. 27, а ), а его боковыми гранями, скошенными под углом
6— 12°,— задний угол резца (рис. 27,6). Д л я контроля резец и
шаблон устанавливаю т на плиту и приж имаю т заднюю поверх­
ность резца к боковой грани шаблона. Отсутствие просвета
между ними говорит о правильности заточки задней поверх­
ности и, следовательно, заднего угла.
Недостаток этого способа контроля заклю чается в том, что
для каждого типа резцов необходимо иметь отдельный шаблон.
От этого недостатка свободны резцовые угломеры.
Показанный на рис. 27, в р е з ц о в ы й у г л о м е р служит
для измерения переднего и заднего углов резца. Он состоит из
чугунной плиты 8 с вертикальной стойкой /, по которой пере­
мещается вверх и вниз ползунок 2. На ползунке закреплена
пластина 3 с делениями до 90°. Относительно укрепленной в
пластине 3 оси 5 можно поворачивать рычаг 4, нижняя часть
которого представляет собой угломер с двумя гранями, распо­
ложенными под углом 90°. Верхний конец рычага с нанесенной
на нем риской скользит вдоль делений пластины 3.
При контроле резец устанавливают основной плоскостью на
плите и режущей кромкой перпендикулярно к плоскости ры ­
чага 4. Чтобы измерить передний угол, нужно приложить грань 6
36
к передней поверхности резца, а д ля измерения заднего угла
приложить грань 7 к задней поверхности резца. Правильность
прилегания проверяют на просвет. П оказан и я риски рычага 4,
отсчитанные по ш кале пластины 3, даю т величину этих углов,
Рис. 27. Проверка углов резца:
а и б — шаблоном, в — резцовым угломером
Качество заточки режущей кромки обычно контролируют
лупой с 10— 20-кратным увеличением. Р е ж у щ а я кромка после
заточки и доводки долж на быть острой и не иметь скруглений,
трещин и рисок. Резцы с такими дефектами нужно переточить
снова.
Контрольные
вопросы
1. Что называется глубиной резания, подачей и скоростью резания?
2. По какой формуле определяют скорость резания, если известны диа­
метр обрабатываемой детали и число оборотов детали в минуту?
3. Что называется шириной и толщиной среза?
4. Как подсчитать площадь поперечного сечения среза?
5. Что следует принимать за глубину резания и подачу при продольном
точении, при поперечном точении (протачивании канавки или отрезании)?
6. В чем заключается сущность процесса образования стружки? Какие
виды стружки образуются при резании различных металлов?
7. Для чего применяют при резании металлов смазочно-охлаждающие
37
жидкости, как нужно подавать струю жидкости в зону резания и каков дол­
жен быть расход жидкости в минуту?
8. Какие инструментальные материалы применяют для изготозления
резцов?
9. Из каких основных частей состоит резец?
10. Как называются элементы головки резца?
11. Какое назначение имеют передний и задний углы резца?
12. Как отличить правый резец от левого?
13. Чем отличаются резцы, показанные на рис. 24 и рис. 25, один ог
другого?
14. Какие правила необходимо соблюдать при заточке резцов?
Глава III
КРАТКИЕ СВЕДЕНИЯ О ТЕХНИКЕ БЕЗОПАСНОСТИ
§ 1. ЗНАЧЕНИЕ ТЕХНИКИ БЕЗОПАСНОСТИ
Безопасность — один из основных принципов организации
труда в Советской стране. Социалистическое государство, обе­
регая в производстве самое ценное — здоровье и ж изнь р аб о­
чего, принимает все меры к тому, чтобы сделать труд рабочего
безопасным.
С этой целью р азра б а ты в аю т мероприятия, которые долж ны
обеспечить рабочему безопасность в условиях его работы, а
т а к ж е обучают его безопасным приемам работы.
Количество несчастных случаев на заводах непрерывно сни­
жается, что является результатом проведения следующих ме­
роприятий:
1) непрерывного улучшения конструкций машин, станков,
механизмов с целью предохранения работающ его от ранений;
2) непрерывного усовершенствования защитных приспособ­
лений и улучшения условий работы (вентиляция, отсосы и т. п.);
3) правильно организованного ознакомления вновь посту­
пающих на работу с правилами техники безопасности;
4) систематического обучения и проверки знания рабочими
правил техники безопасности;
5) обеспечения
работающ их
отпечатанными
правилами
внутреннего распорядка и инструкциями по технике безопас­
ности, плакатами, наглядно показывающими безопасные при­
емы работы, и т. п.;
6) повседневного надзора и контроля со стороны админи­
стративно-технического персонала за проведением мероприя­
тий по технике безопасности и за выполнением рабочими п р а­
вил безопасной работы.
К аждый рабочий должен твердо усвоить правила техники
безопасности, чтобы уберечься от несчастного случая.
38
§ 2. ТЕХНИКА БЕЗОПАСНОСТИ В МЕХАНИЧЕСКИХ ЦЕХАХ
Несчастные случаи в механических цехах могут произойти
по ряду причин. Основными из них являются неисправность
электропроводки, неисправность станка, инструмента и станоч­
ных приспособлений, отсутствие ограж дения открытых механиз­
мов станка, недостаточный инструктаж со стороны админи­
страции, недостаточное знание рабочим правил техники безо­
пасности, а так ж е неосторожность сгімого рабочего*.
При работе на станке с отдельным электродвигателем при­
чиной несчастного случа*я можёт быть неисправность провод­
ки. Электрический ток, проходя через тело человека, может
привести к ожогам и д аж е смерти. Прикосновение к незащ и­
щенным или плохо изолированным проводам электродвигате­
л я или ~к его пусковой электроаппаратуре смертельно, так как
они находятся под напряжением 220 в и выше. Смертельные
случаи возможны и при меньшем напряжении (до 40—50 в).
Вследствие повреждения или плохого качества изоляции
станок, электродвигатель и электроаппаратура
могут о к а ­
заться под электрическим напряжением. Вполне безопасны
лиш ь те металлические части, которые заземлены. Поэтому
согласно правйлам техники безопасности станки долж ны быть
обязательно заземлены.
При обнаружении неисправности электродвигателя или ос­
ветительной аппаратуры, а так ж е при повреждении изоляции
электропроводов необходимо немедленно сообщить об этом
мастеру и дежурному электромонтеру.
Часто несчастные случаи при работе на токарных станках
происходят от неправильного и невнимательного обращения
токаря с обрабаты ваемой деталью или вращ аю щ имися деталями
станка — валами, шкивами, ремнями, зубчатыми колесами и др.
Несчастные случаи при токарных р аб этах возможны так ж е ог
порезов стружкой.
Д л я устранения несчастных случаев при работе на т окар­
ных станках необходимо строго выполнять правила техники бе­
зопасности:
1) применять предохранительные и оградительные устрой­
ства у станков; следить за их исправным состоянием и никог­
да при работе не снимать со станка;
2) не работать на станке без применения защитных от
стружки приспособлений;
3) применять безопасные приемы работы.
Освещение цехов имеет важное значение для безопасности
работы. Отсутствие достаточного освещения часто является
*
Отдельные мероприятия и правила техники безопасности
Дальше при рассмотрении различных методов обработки.
изложены
39
причиной несчастного случая. Освещение долж но быть р авн о­
мерным, не ослепляющим, но достаточным.
Загрязненны й воздух в цехе может явиться причиной за б о ­
леваний. В цехах применяют искусственную вентиляцию, при
помощи которой удаляю т загрязненный воздух и подают чис­
тый. Применяют так ж е естественную вентиляцию (проветри­
вание помещения через фонари или окна).
П орядок и чистота на рабочем месте имеют важное значе­
ние для безопасной работы. Н а рабочем месте, не за г р о м о ж ­
денном заготовками, деталями, приспособлениями и инструмен­
тами, где все находится на своем месте, токарь в нужный мо­
мент быстро сможет предотвратить аварию. Пол должен быть
чистым и сухим, чтобы рабочий не мог поскользнуться, упасть
и ушибиться или попасть рукой или одеждой в движущ ую ся
часть станка.
Причиной несчастных случаев может быть попадание незавязанны х обшлагов рукавов, концов тесемок от спецодежды,
н езавязанны х концов косынки во вращ аю щ иеся детали станка.
Опрятность в одежде — необходимое условие работы. Токарь
д олж ен быть одет так, чтобы его одеж да не могла быть з а х в а ­
чена движущ имися частями станка.
Рабочий костюм надо плотно и полностью застегивать.
Одной из причин несчастных случаев является попадание
стружки в глаза. При обработке чугуна, бронзы, латуни и
других металлов со стружкой н ад ло м а, особенно при больших
скоростях, можно засорить глаза. Не только ранение глаза, но
д а ж е мелкое его повреждение — царапина или укол — могут
вызвать заболевание глаз, ухудшение зрения и д а ж е слепоту*
Д л я защ иты глаз рекомендуется применять очки.
При попадании в глаз стружки, пыли и т. п. нельзя ни и з­
влекать их самому, ни прибегать к помощи товарищ а ввиду
возможности повреждения глаза, нужно обратиться к врачу
или к медицинской сестре.
К ажды й рабочий долж ен строго соблюдать следующие
правила техники безопасности:
1. Не приступать к новой работе до получения инструк­
таж а.
2. При обработке деталей весом более 20 кГ не поднимать
и не устанавливать их вручную, а * пользоваться подъемными
устройствами или прибегать к помощи подручного рабочего.,
3. Н адеж но закреплять обрабаты ваемую деталь и режу*
щий инструмент.
4. Перед включением электродвигателя выключать все ры*
чаги управления, установив их в нерабочее положение.
5. Во время работы Не оставлять станок без надзора.
6. При всяком, хотя бы временном прекращении работы
останавливать станок, выключая электродвигатель.
40
7. Останавливать станок при установке и снятии об р аб аты ­
ваемой детали, при смене режущего инструмента, чистке и
смазке станка, а так ж е при уборке стружки.
8. Не удалять стружку во время работы станка руками, а
пользоваться специальным крючком, щеткой или скребком,
9. С облю дать чистоту и порядок на рабочем месте.
10. Не измерять обрабаты ваемую деталь на ходу станка.
11. Не тормозить руками вращ аю щ ийся патрон.
12. О всех неисправностях станка, приспособления, инстру­
мента сообщать мастеру.
§ 3. ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ
Необходимо строго выполнять правила по противопож ар­
ным мероприятиям.
Концы для обтирки станков и промасленные тряпки нельзя
оставлять у станка, так как они могут загореться д а ж е от слу­
чайной искры. По окончании смены надо аккуратно собрать
все концы и тряпки и сложить их в железный ящик с за к р ы в а ­
ющейся крышкой. По окончании или при перерывах в работе
обязательно выключить электродвигатель станка.^
Курить следует только в отведенном для этого месте.
При сгорании предохранителей
у электрооборудования
станка, при сильном перегревании электродвигателя необхо­
димо немедленно сообщить мастеру.
При возникновении загорания следует выключить электро­
двигатель и по сигналу или по телефону вызвать пожарную
команду. Д о прибытия пожарной команды надо пытаться ту ­
шить пожар собственными средствами, пользуясь огнетушите­
лем, песком, брезентом и т. п.
Контрольные
вопросы
1. Перечислите основные мероприятия по технике безопасности для
устранения несчастных случаев при работе на токарных станках.
2. Какие предохранительные и оградительные устройства должны быть
на токарном станке?
3. Какие приспособления можно использовать для защиты от стружки?
4. Каковы причины возникновения пожара в цехе?
5. Что надо делать при возникновении пожара?
Глава IV
ОБТАЧИВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цилиндрическая поверхность может быть получена при об­
тачивании на токарном станке при условии, что о б р аб аты в а­
ем ая заготовка получает вращ ательное движение, а резцу
41
сообщают продольную подачу, строго параллельную оси цент­
ров станка.
§ 1. РЕЗЦЫ ДЛЯ ПРОДОЛЬНОГО ОБТАЧИВАНИЯ
Д л я продольного обтачивания применяют проходные резцы:
прямые (рис. 28, а) и отогнутые (рис. 28, б).
Отогнутые резцы очень удобны при обтачивании поверхно­
стей деталей, находящихся
около
кулачков
патрона.
Отогнутый
резец
удобно
применять и в том случае,
когда, помимо обтачивания,
приходится подрезать т о ­
рец, а так ж е для работы с
врезанием.
По опыту токарей-новаторов при обдирке следует
Рис. 28. Черновые проходные резцы:
применять резцы с узкой
а — прямой, б — отогнутый
фаской у режущей кромки
и плоской (рис. 29, а) или
криволинейной (рис. 29, б) передней поверхностью. Такие р ез­
цы изнашиваются меньше, чем резцы с плоской передней' поФасна
Плоская
'поверхность
Фаска
Радиусная
канадка
Фаска
Рис. 29. Формы передней поверхности резцов:
а — плоская с фаской, б — радиусная с фаской
верхностью (см. рис. 28); кроме того, резцы с радиусной канав*
кой и фаской (рис. 29, б) хорошо завивают, а иногда и ломаю т
стружку. У резцов из быстрорежущей стали ширина фаски де«
42
лается немного меньше величины подачи или равной подаче.
На рис. 30, а показан проходной резец, имеющий большой
радиус закругления (2—5 м м ). Такой резец применяют при
чистовых работах с небольшой глубиной резания ( / = 0 , 5 —
1 мм) и малой подачей (s = 0,1—0,2 м м /о б ).
На рис. 30, б показан резец с широкой режущей кромкой,
параллельной оси обрабаты ваемой детали. Такой резец позво-
а)
6)
0)
Рис. 30. Чистовые прохоциые резцы:
а — нормальный, б — с широкой режущей кромкой, в — конструк­
ции В. Колесова
ляет
снимать
сравнительно
тонкий
слой
металла
(/ = 0,3—0,5 мм) при большой подаче (s = 2—5 мм/об) и дает от­
носительно чистую и гладко обработанную поверхность.
На рис. 30, в показан резец токаря-новатора В. А. Колесова
для чистовой обработки. Резец, помимо главной и вспомога­
тельной режущих кромок, имеет дополнительную кромку, п а ­
раллельную продольной подаче *.
§ 2. УСТАНОВКА И ЗАКРЕПЛЕНИЕ РЕЗЦА
Перед обтачиванием нужно правильно установить резец
в резцовой головке. Необходимо следить за тем, чтобы высту­
паю щ ая часть резца была возможно короче — не больше 1,5
высоты его стержня. При большем вылете резец при работе
будет вибрировать и в результате обработанная поверхность
получится негладкой или волнистой, со следами дробления.
Н а рис. 31 показана правильная и неправильная установка
резца в резцовой головке.
В большинстве случаев рекомендуется устанавливать верши­
ну резца на высоте центров станка. Д л я этого применяют под­
кладки (не больше двух), помещ ая их под всей опорной по­
верхностью резца (рис. 32).
* Более подробно о резце В. А. Колесова см. на стр. 312—313.
43
П одкладки представляют собой плоские стальные пластин­
ки длиной обычно 150—200 мм. Токарь долж ен иметь набор
таких подкладок разной толщины. Не следует пользоваться
случайными подкладками.
Рис.
31.
Установка резца
головке
в
резцовой
Н а рис. 32 п оказана правильная и неправильная установка
резца при помощи подкладок.
Д л я проверки положения вершины резца по высоте центров
подводят его к предварительно выверенному заднему центру,
как показано на рис. 33. Д л я этой цели можно пользоваться
риской, проведенной на пиноли задней бабки на высоте центра.
Непрабильно
Рис. 32. Установка резца
подкладок
при помощи
Рис. 33. Проверка установки резца
по высоте центров
Закрепление резца в резцовой головке долж но быть н а д е ж ­
ным и прочным: резец долж ен быть закреплен не менее чем
двумя болтами. Болты, закрепляю щ ие резец, долж ны быть
равномерно и туго затянуты.
44
§ 3. УСТАНОВКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ В ЦЕНТРАХ
Р аспространенным способом обработки деталей на то к а р ­
ных станках является о б р а б о т к а в ц е н т р а х (рис. 34).
При этом способе в торцовых поверхностях обрабаты ваемой
детали предварительно сверлят центровые отве[)стия. При уста­
новке детали на станке в эти отверстия вводят вершину кону­
са переднего 2 и заднего 4 центров. Д л я передачи вращения
обрабатываемой детали применяют поводковый патрон 1,
навинчиваемый на шпиндель станка и хомутик 3, закрепляемы й
винтом 5 на конце обрабаты ваемой детали.
Свободный конец хомутика при помощи паза (см. рис. 34)
/
Рис. 34. Обработка детали в центрах
2
Рис. 35. Применение поводкового
патрона с пальцем
или пальца 1 (рис. 35) поводкового патрона приводит деталь
во вращение. В первом случае хомутик 3 делается отогнутым
(см. рис. 34), во втором — прямым 2 (см. рис. 35). Поводковый
патрон с пальцем 1, показанный на рис. 35, представляет опас­
ность для рабочего; более безопасной является поводковая
п лан ш ай ба с предохранительным кожухом (см. рис. 62).
Некоторые детали (типа втулок, заготовки зубчатых колес
и др.), имеющие обработанные отверстия, устанавливают в
центрах при помощи специальных ц е н т р о в ы х о п р а в о к ,
которые могут быть различных конструкций *. Одна из приме­
няемых конструкций оправок показана на рис. 36. О б раб аты вав
емук* деталь 2 надевают на цилиндрическую шейку 3 оправки,
после чего на оправку надевают ш айбу 4, а затем навертывают
гайку 5. Этой гайкой деталь закрепляется на оправке, уп и ра­
ясь в буртик 1. Н а левом конце оправки закрепляю т болтом
хомутик 6. В таком виде оправку вместе с закрепленной на
ней деталью и хомутиком 6 вставляют в центры при помощи
центровых отверстий, имеющихся в обоих торцах оправки.
* Обработку деталей на оправках см. на стр. 358—362.
45
Центры. Н а токарных станках применяют различные типы
центров. Наиболее
распространенный
центр показан
на
рис. 37, а. Он состоит из конуса 1, на который устанавливается
о б раб аты ваем ая деталь, и конического хвостовика 2. Хвостовик
должен точно входить в коническое отверстие шпинделя перед­
ней бабки и пиноли задней бабки.
Д етали с наружными конусами на концах обрабаты ваю т в
о б р а т н ы х ц е н т р а х (рис. .37, б).
Вершина конуса центра д олж на точно совпадать с осью
хвостовика. Д л я проверки центр вставляют в отверстие шпин­
деля и приводят его во вращение. Если центр исправен, то вер­
шина его конуса не будет «бить».
Передний центр вращ ается вместе со шпинделем и об р а­
батываемой деталью, ^тогда как задний центр в большинстве
случаев н е п о д в и ж е н — о его поверхность трется в р ащ аю щ аяся
деталь. От трения нагреваю тся и изнашиваются как коничес­
кая поверхность заднего центра, так и поверхность центрового
отверстия детали. Д л я уменьшения трения необходимо напол­
нить центровое отверстие детали у заднего центра густой с м а з­
кой следующего состава: тавот — 65%, мел — 25%, сера — 5% ,
графит — 5% (мел, сера и графит долж ны быть тщательно
растерты).
Отсутствие смазки ведет к сгоранию конца центра, а так ж е
к порче и зади рам поверхности центрового отверстия.
При
обтачивании
деталей
на
больших
скоростях
( v > 7 5 м/мин) происходит быстрый износ центра и р азработка
центрового отверстия детали. Д л я уменьшения износа заднего
центра его конец иногда оснащ ают твердым сплавом; лучше
однако применять вращ аю щ иеся центры.
Н а рис. 38 показана конструкция вращ аю щ егося центра,
вставляемого в коническое отверстие пиноли задней бабки.
Центр 1 вращ ается в шариковых подшипниках 2 и 4. Осевое
46
давление
воспринимается упорным шариковым
подшипни­
ком 5. Конический хвостовик 3 корпуса центра соответствует
коническому отверстию пиноли.
При обработке тяж елы х деталей на больших скоростях ре-
2
S
Рис. 38, Вращающийся центр, вставляемый в пиноль задней бабки
зания, а так ж е при срезании струж ек большого сечения в р а щ а ­
ющиеся центры имеют недостаточную жесткость, вследствие
чего возможен и отжим детали, и сильные вибрации в р а ­
боте. Чтобы избеж ать этих явлений, применяют в р а щ а ю ­
щ и е с я ц е н т р ы , встроенные в пиноль задней бабки.
Рис. 39. Вращающийся центр, встроенный в пиноль задней бабки
Н а рис. 39 показана конструкция такого центра, В перед­
ней части пиноли 1 расточено отверстие, в котором установле­
ны передний упорный 3 и задний радиальный 2 подшипники
для втулки 4. Осевая сила воспринимается упорным ш арико­
подшипником 3. Втулка 4 имеет коническое отверстие, в кото­
рое вставляют центр 5. Если при помощи стопора соединить
втулку 4 с пинолью 1, втулка вращ аться не будет. В этом слу­
чае в заднюю бабку можно установить сверло или другой осе­
вой инструмент (зенкер, развертку).
47
Наладка станка для обработки в центрах. Д л я получения
цилиндрической поверхности при обтачивании заготовки в цен­
трах необходимо, чтобы передний и задний центры находились
на оси вращения шпинделя, а резец перемещался параллельно
этой оси. Чтобы проверить правильность расположения цен­
тров, нужно придвинуть задний центр к переднему (рис. 40).
Если вершины конусов цент­
ров не совпадают, необходи­
мо отрегулировать полож е­
ние корпуса задней бабки
на плите. Без такой регули­
ровки обтачиваемая поверх­
ность получится конической.
Рис. 40. Проверка совпадения центров
Несовпадение центров мо(вид сверху)
жет быть так ж е вызвано по­
паданием грязи или стружки
в
конические
отверстия
шпинделя или пиноли. Чтобы избежать этого, необходимо перед
установкой центров тщ ательно вытереть отверстия шпинделя и
пиноли, а так ж е конусную часть центров. Если и после этого
передний центр при вращении, как говорят, «бьет», значит он не­
исправен и долж ен быть заменен другим.
Убедившись, что центры находятся на одной оси, приступа­
ют к установке детали.
Д л я этого нужно:
1) выдвинуть пиноль
из
корпуса
задней
бабки
на
30—50 мм;
2) передвинуть заднюю бабку по станине (в зависимости
от длины обрабаты ваемой детали ), закрепить ее на станине;
3) см азать у детали центровое отверстие для заднего
центра;
4) установить д еталь центровым отверстием на передний
центр и, поддерж ивая ее левой рукой, ввести задний центр в
центровое отверстие детали вращением маховичка задней б а б ­
ки; пиноль долж на иметь небольшой вылет из корпуса задней
бабки: чем меньше выдвинута пиноль, тем , она устойчивее
и тем больше ее жесткость;
5) проверить свободное, но без слабины, вращение детали
в центрах; за ж а т ь пиноль в корпусе задней бабки.
Следует всегда помнить, что при точении возникает боль*
шое давление резца на деталь, в результате которого деталь
может быть отж ата от резца. При недостаточно надежном
креплении детали или при неправильной установке резца д е­
таль будет вырвана из центров, что может привести к несчаст­
ному случаю. Неточность, небрежность и неправильность уста­
новки и закрепления детали и резца часто ведут к браку. Ват
48
почему на установку и закрепление их следует обращ ать с а ­
мое серьезное внимание.
При точении деталь нагревается и удлиняется, созд авая
усиленный нажим на центры. Чтобы предохранить деталь от
возможного изгиба, а задний центр от заедания, рекомендует­
ся время от времени освобождать задний центр, а затем его
снова подж имать до нормального состояния. Необходимо т а к ­
же периодически дополнительно смазы вать центровое отвер­
стие у заднего центра.
§ 4. УСТАНОВКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ В ПАТРОНАХ
Короткие детали обычно устанавливаю т и крепят в п атро­
нах, которые подразделяю тся на простые и самоцентрирующие.
Простые
п а т р о н ы изготовляют обычно четырехку­
лачковыми (рис. 41). В таких патронах каждый из четырех ку­
лачков (/, 2, 3 и 5) перемещается своим винтом 4 независимо
от остальных. Это позволяет устанавливать и закреплять в них
детали, имеющие несимметричную наружную форму. При з а ­
креплении детали в четырехкулачковом патроне необходимо ее
правильно установить, чтобы она не била при вращении.
Правильность установки детали можно проверять чертил­
кой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверя­
Рис. 41 Простой четырех­
кулачковый патрон
Рис. 42. Проверка установки детали при
помощи рейсмуса
емой поверхности, оставляя зазор между ними 0,3—0,5 мм. Д е ­
тали сообщают медленное вращение и следят за тем, как и з­
меняется этот зазор. По результатам наблюдения отж имаю т
одни кулачки и поджимаю т другие до тех пор, пока зазор не
станет равномерным по всей окружности детали. После этого
49
деталь окончательно закрепляю т всеми четырьмя кулачками,
равномерно подж имая их ключом один за другим.
После закрепления детали в патроне нужно обязательно
вынуть ключ. Если этого не сделать, то при пуске станок мо­
ж ет сломаться; кроме того, рабочий подвергается опасности
получить увечье.
С а м о ц е н т р и р у ю щ и е п а т р о н ы (рис. 43) в боль-
моцентрирующий патрон
п
J
б)
шинстве случаев применяются трехкулачковые и значительно
реж е двухкулачковые. Эти патроны очень удрбны в работе, так
как все кулачки перемещаются одновременно, б лагодаря чему
деталь, имеющая цилиндрическую поверхность (наруж ную или
внутреннюю), устанавливается и заж им ается точно по оси
шпинделя; кроме того, значительно сокращ ается время на у ста­
новку и закрепление детали.
Н а рис. 43, а показан трехкулачковый самоцентрирующип
патрон. В нем кулачки перемещаются при помощи торцового
четырехгранного ключа, который вставляют в четырехгранное
отверстие 1 (рис. 43, а и б) одного из трех конических зу б ч а­
тых колес 2. Эти колеса сцеплены с большим коническим зу б ­
чатым колесом 3. Н а обратной плоской стороне колеса 3 н аре­
зан а многовитковая спиральная канавка 4 (рис. 43, б). В о т ­
дельные витки этой канавки входят нижними выступами все
три кулачка 5. Когда ключом повертывают одно из зубчатых
колес 2, вращение передается зубчатому колесу 3. В ращ аясь,
оно посредством спиральной канавки 4 перемещает по пазам
50
корпуса патрона одновременно и равномерно все три кулачка.
При вращении диска со спиральной канавкой в ту или другую
сторону кулачки приближаю тся или удаляю тся от центра,
соответственно з а ж и м а я или освобождая деталь.
Н еобходим а об ращ ать внимание на прочный заж им детали
в кулачках патрона. Если патрон в исправном состоянии, то
прочный заж и м детали обеспечивается применением ключа с
нормальной ручкой (рис. 44). Д ругие способы заж и м а, напри­
мер заж им при помощи ключа и длинной трубы» надеваемой на
ручку, применять запрещ ается.
Рис. 44. Установка и закрепление детали в патроне
и заднем центре
После з аж и м а детали нельзя оставлять ключ в патроне, так
как это может привести к несчастному случаю или поломке
оборудования.
К у л а ч к и п а т р о н о в применяют закаленные и сырые.
Обычно пользуются закаленными кулачками, так как они и зн а­
шиваются медленно. Но при заж им е такими кулачками на д е ­
тал я х с чисто обработанными поверхностями остаются следы
в виде вмятин от кулачков. Чтобы и збеж ать получения вмятин,
в этих случаях рекомендуется применять сырые (н еза кал ен ­
ные) кулачки, которые точно обрабаты ваю т (пригоняют) по
диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периоди­
чески растачивать резцом и тем устранять биение патрона, ко­
торое неизбежно при длительной его работе. Растачиваю т ку*
лачки точно по разм еру закрепляемой в них детали.
Установку и закрепление деталей в патро­
н е с п о д д е р ж к о й з а д н и м ц е н т р о м применяют при
51
обработке длинных и сравнительно тонких деталей (рис. 44),
которые недостаточно закрепить только в патроне, так как си­
л а резания и вес выступающей части детали могут изогнуть ее
и вырвать из патрона.
При снятии детали отж имаю т кулачки патрону и, поддерж и­
вая деталь левой рукой, выводят из нее задний центр, для чего
правой рукой в ращ аю т маховичок задней бабки.
§ 5. НАВИНЧИВАНИЕ И СВИНЧИВАНИЕ КУЛАЧКОВЫХ ПАТРОНОВ
П режде чем навинчивать патрон на шпиндель, необходимо
тщательно протереть тряпкой, Смоченной в керосине, резьбу на
конце шпинделя и в отверстии патрона
и затем см азать их машинным маслом.
Легкий патрон подносят обеими руками
непосредственно к концу шпинделя и н а ­
винчивают его до отказа (рис. 45). Б о ­
лее тяж елы й патрон рекомендуется по­
ложить на доску или деревянный брусок
специальной формы (рис. 46); подведя
отверстие патрона к концу шпинделя,
навинчивают его до отказа, как и в пер-
Рис. 45 Навинчивание
на шпиндель легкого
патрона
Рис. 46. Навинчивание на шпин­
дель тяжелого патрона
Рис.
47. Свинчивание патрона
при помощи ключа
вом случае, вручную. При навинчивании патрона нужно сле­
дить за тем, чтобы не перекосить резьбы.
При навинчивании и свинчивании тяж елого патрона реко­
мендуется прибегать к помощи подсобного рабочего.
52
Свинчивают патрон следующим способом: вставляю т в п а ­
трон ключ (рис. 47) и обеими руками делают рывок на себя.
Д ругие способы свинчивания, связанные с резкими у д а р а ­
ми по патрону или по кулачкам, недопустимы: патрон повреж ­
дается, кулачки в его корпусе расшатываю тся. Чтобы избе­
ж ать
несчастного
случая,
запрещ ается
свинчивать
или
навинчивать кулачковые патроны при вращении шпинделя от
электродвигателя.
§ 6. ПРИЕМЫ ОБТАЧИВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Цилиндрические поверхности обычно обтачивают в два
прохода: сначала начерно снимают большую часть припуска
(2—5 мм на сторону), а затем оставшуюся часть (0,5— 1 млі
на сторону). В результате деталь до лж на получить требуемые
размеры.
Чтобы получить заданный диаметр детали, необходимо
установить резец на требуемую глубину резания, соблюдая
при этом следующий порядок:
1. С ообщ аю т детали вращ ательное движение.
2. Вращением маховичка продольной подачи и рукоятки
винта поперечной подачи вручную подводят резец к правому
торцу детали так, чтобы его вершина коснулась поверхности
детали.
3. Установив момент касания, отводят вручную резец в п ра­
во от детали и в р ащ е­
нием рукоятки винта
поперечной подачи пе­
ремещают
резец
на
нужную глубину р е з а ­
ния. После этого об та­
чивают деталь с руч­
ной подачей на длине
3—5 мм, о станавл и ва­
ют станок и измеряют
диаметр обточенной по­
верхности ш тангенцир­
кулем (рис. 48). Если
РисИзмерение диаметра детали штандиаметр
получится
генциркулем
больше требуемого, ре­
зец отводят вправо и, когда он сойдет с детали, устанавливают
его на несколько большую глубину, снова протачивают поясок
и опять делаю т промер. Все это повторяют до тех пор, пока не
будет получен заданный размер. Тогда включают механическую
подачу и обтачивают деталь.
53
По окончании прохода выключают механическую подачу,
отводят резец н азад и останавливаю т станок.
Пользование лимбом винта поперечной подачи. Д л я уско­
рения установки резца на глубину резания у большинства
токарных станков имеется специальное устройство. Оно р ас­
положено у рукоятки винта по­
перечной подачи и представ­
ляет собой втулку или кольцо,
на окружности которого нане­
сены деления # (рис. 49). Эта
втулка с делениями н азы вает­
ся лимбом.
Число делений на лимбе и
шаг винта поперечной подачи
у разных станков могут быть
различными.
Следовательно,
различным будет и поперечное
перемещение резца при пово­
Рис. 49. Лимб винта поперечной
подачи
роте лимба на одно деление.
Предположим, что лимб р а з ­
делен на 100 равных частей, а винт поперечной подачи имеет
резьбу с шагом 5 мм. При полном обороте рукоятки винта, т. е.
на все 100 делений лимба, резец переместится в поперечном
направлении на 5 мм. Если ж е повернуть рукоятку на одно де«
ление, перемещение резца составит 5 : 100=0,05 мм.
і
а)
6)
0)
Рис. 50. Установка резца на глубину резания по лимбу
Д еление отсчитывают относительно риски на неподвижной
втулке винта (на рис. 49 эта риска совпадает с 30-м штрихом
ли м б а ).
Следует иметь в виду, что при перемещении резца в попе­
речно^ направлении радиус детали после прохода резца
уменьшится на такую ж е величину, а диаметр детали — на
удвоенную.
54
Таким образом, чтобы уменьшить диаметр детали, напри­
мер, с 50,2 до 48,4 мм, т. е. на 1,8 мм, необходимо переме­
стить резец вперед на половинную величину, т. е. на 0,9 мм.
У станавливая резец на глубину резания при помощи лим ­
ба винта поперечной подачи, необходимо учитывать зазор
между винтом и гайкой, образующий так называемый «мерт­
вый ход». Если упустить это из виду, то диаметр обработанной
детали будет отличаться от заданного. Поэтому при установ­
ке резца на глубину резания при помощи лимба необходимо
соблюдать следующее правило. Всегда подходить к требуемой
установке по лимбу медленным правы м вращением рукоятки
винта (рис. 50, а ) ; требуемая установка — 30-е деление л и м ­
ба. Если рукоятка винта поперечной подачи окаж ется повер­
нутой на большую величину (рис. 50, б), то для исправления
ошибки ни в коем случае не подавать рукоятку назад, а сде­
л ать почти полный оборот в обратную сторону и затем в р а ­
щ ать рукоятку снова вправо до требуемого деления по лимбу
(рис. 50, в ). Так же следует отводить резец назад; в р ащ ая
рукоятку влево, отводят резец больше чем это нужно, а затем
правым вращением подводят
его к требуемому положению.
Пользование лимбом про­
дольной подачи. Современные
токарно-винторезные
станки
наряду с лимбом поперечной
подачи, как правило, оснащены
лимбом продольной подачи.
Этот лимб представляет со­
бой диск большого диаметра
(рис. 51), расположенный, на
передней стенке фартука за м а ­
ховичком продольной подачи.
Н а окружности лим ба нанесе­
ны равные деления (цена к а ж ­
дого деления 0,1 м м ). При в р а ­
щении
маховичка поворачи­
вается лимб, связанный зу б ч а­
той передачей с колесом про­
дольной подачи. Таким обраn
п п ^
г
Рис. 51. Лимб продольной подачи
зом, если в начале резания
*
лимб установить на нулевое д е­
ление, то определенному продольному перемещению суппорта с
резцом соответствует поворот лим ба на определеннре число д е­
лений относительно неподвижной риски.
З н ая цену одного деления лим ба и длину обрабаты ваемого
участка детали, токарь, не прибегая к измерению, может оп­
ределить, на какое число делений долж ен повернуться лимб
55
относительно риски. Такой способ позволяет значительно со­
кратить
время обработки, особенно деталей ступенчатой
формы.
§ 7. ПРИЕМЫ ОБТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
С УСТУПАМИ
При обработке на токарных станках партии деталей сту­
пенчатой формы (ступенчатые валики), длины отдельных сту­
пеней которых должны быть постоянными, для сокращения
времени на измерение длины применяют продольный упор, ог­
раничивающий перемещение резца, и лимб продольной подачи.
Использование продольного упора. На рис. 52 показан про­
дольный упор. Он закрепляется бол­
тами на передней направляющей
станины; место закрепления упора
зависит от длины обтачиваемого
участка детали.
При наличии на станке продоль­
ного упора можно обрабатывать ци­
линдрические поверхности с уступа­
ми без предварительной разметки;
„
при этом, например, ступенчатые ваис. 52. Продольный упор
лики обтачиваются за одну установ­
ку значительно быстрее, чем без упо­
ра. Достигается это укладкой между упором и суппортом огра­
ничителя длины (мерной плитки), соответствующего по длине
ступени валика.
Пример обтачивания ступенчатого валика при помощи упо­
р а / и мерных плиток 2 и 3 показан на рис. 53. Ступень а\
обтачивается до тех пор, пока суппорт не упрется в мерную
плитку 3. Сняв эту плитку, можно обтачивать следующую сту­
пень валика длиной а2 до момента, когда суппорт упрется в
плитку 2, и, наконец, сняв плитку 2, протачивают ступень аъ.
Как только суппорт дойдет до упора, выключают продольную
подачу.
Применять жесткие упоры можно только на станках с ав­
томатическим выключением подачи при перегрузке. Если ста­
нок такого устройства не имеет, то обтачивать по упору можно
лишь при условии заблаговременного выключения механиче­
ской подачи и доведения суппорта до упора вручную, иначе
поломка станка неизбежна.
Использование поперечного упора. Точные по размеру ди а­
метров детали можно обтачивать с помощью лимба винта по­
перечной подачи и штангенциркуля.
Однако такой способ обработки отнимает много времени
на установку резца на нужный размер, на точное измерение
56
диаметров и может быть использован лишь при изготовлении
небольшого количества деталей.
Для сокращения времени, затрачиваемого на измерение
диаметров при обработке партии деталей, на некоторых токар­
ных станках используют п о п е р е ч н ы е у п о р ы .
Рис. 53. Обтачивание цилиндрических поверхностей
с уступами при помощи продольного упора и огра­
ничителей длины
Один из таких упоров показан на рис. 54. Упор состоит из
двух частей. Неподвижную часть 4 устанавливают на каретке
и закрепляют болтами 3\ упорный штифт 5 неподвижен. П од­
вижный упор 2 устанавливают и закрепляют болтами 1 на
нижней части суппорта. Винт 6 устанавливают точно на тре­
буемый размер детали. Конец винта 6, упираясь в штифт 5,
предопределяет требуемый размер детали.
Помещая между штифтом 5 и винтом 6 мерные плитки,
можно обтачивать детали со ступенями различных диаметров.
На рис. 55 показан пример обтачивания детали ступенча­
той формы диаметром 100, 90, 70 и 60 мм при помощи попе­
речного упора и мерных плиток. При обработке таких деталей
требуется затратить много времени на подвод и отвод резца,
установку резца на нужный размер, измерения, пуск и оста­
новку станка.
Чтобы получить точные размеры и сократить количество
измерений, токарь-новатор П. Быков после установки первой
детали и снятия пробных стружек «нащупывает» диаметр
60 мм и обтачивает его. Затем, не перемещая резца, закреп­
ляет на каретке неподвижный упор 2 (рис. 55, а) так, чтобы он
57
соприкасался с подвижным упором 1 на нижней части суппорта.
Такое закрепление подвижного и неподвижного упоров опреде­
ляет в дальнейшем положение резца npli обтачивании диаметра
60 мм у всех последующих деталей.
Рис. 54. Поперечный упор
Рис. 55. Обтачивание детали ступенчатой формы при помощи поперечного упора
и мерных плиток
Устанавливать резец на глубину при обтачивании ступеней с
диаметром 70, 90 и 100 мм следует с помощью мерных плиток.
58
Для обтачивания ступени диаметром 70 мм нужно отвести резец
70 - 60
-
на — £— = 5 мм.
Используя плитку с точным размером 5 мм, отводят резец
от уступа диаметром 60 мм и, закрепляя плитку между под­
вижными и неподвижными упорами (рис. 55, б ), обтачивают
уступ диаметром 70 мм.
Для установки резца на диаметр 90 мм используют плитку тол­
щиной —
60 = 15 мм (рис. 55, в), а на ступень диаметром 100 мм—
„
100 — 60
ОЛ
,
гг
ч
плитку толщиной ----- 2-----= 20 мм (рис. 55, г).
В рассмотренном примере показано применение поперечно­
го упора и мерных плиток для получения требуемых размеров
по диаметру. Если использовать, кроме поперечного упора,
также и продольный упор (см. рис. 53), то можно, не прибе­
гая к дополнительным измерениям, выдерживать одинаковые
размеры не только по диаметру, но и но длине у всех обрабаты­
ваемых деталей данной партии.
§ 8. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ ПРИ ОБТАЧИВАНИИ
Под режимом резания подразумеваются принятые глубина
резания, подача и скорость резания, с которыми производится
обработка детали.
Глубина резания при обтачивании выбирается в зависимо­
сти от припуска на обработку и вида обработки — черновой
или чистовой. Припуск на обработку обычно снимают за два
прохода, из которых первый проход является черновым, а вто­
рой — чистовым; в среднем машиностроении при черновой об­
работке глубину резания принимают в большинстве случаев
от 2 до 5 мм, а при чистовой — 0,5— 1 мм.
Подача также зависит от вида обработки: при черновом
обтачивании подачу принимают от 0,3 до 1,5 мм/об, а при чи­
стовом — от 0,1 до 0,3 мм/об.
Скорость резания выбирают по специально разработанным
таблицам * в зависимости от качества обрабатываемого мате­
риала, материала резца, глубины резания, подачи, охлаж де­
ния и др.
Величины скорости резания при обтачивании резцами из
быстрорежущей стали приведены в табл. 1; при обтачивании
резцами с пластинкой твердого сплава скорости резания, при­
веденные в табл. 1, могут быть увеличены в среднем в 3—4
раза.
*
Центральное бюро промышленных нормативов по труду. Общемашино­
строительные нормативы режимов резания и времени для технического нор­
мирования работ на токарных станках. Машгиз, 1959.
59
§ 9. УХОД ЗА РЕЗЦОМ
Чтобы резец хорошо работал, его нужно содержать в об­
разцовом состоянии. Перечислим основные правила обращ е­
ния с резцами:
1) правильно устанавливать резец в резцедержателе (см.
рис. 31 и 32);
2) включать охлаждение, как только резец начнет резать;
3) не доводить резец до сильного затупления;
4) прежде чем остановить станок, выключить механиче­
скую подачу, а затем отвести резец; после отвода резца оста­
новить станок.
§ 10. ИЗМЕРЕНИЕ ДЕТАЛЕЙ ПРИ ОБТАЧИВАНИИ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Наружные диаметры деталей можно измерять различными
измерительными инструментами в зависимости от того, с ка­
кой точностью нужно измерить обработанную деталь. При
черновом обтачивании диаметр измеряют кронциркулем с линей­
кой, штангенциркулем с точностью отсчета 0,1 мм. При обта­
чивании точных цилиндрических поверхностей диаметр изме­
ряют п р е ц и з и о н н ы м
(т. е. точным)
штангенцир­
к у л е м с точностью отсчета 0,02 мм или микрометром с точно­
стью отсчета 0,01 мм. Диаметры деталей, изготовленных по д о ­
пускам, обычно проверяют предельными скобами.
Рис 56 Определение размера, измеренного кронциркулем,
по измерительной линейке
Измерение диаметра обтачиваемой детали кронциркулем и
штангенциркулем. Измерение кронциркулем производят при по­
мощи линейки. Разведя ножки кронциркуля несколько больше
измеряемого размера, легким простукиванием об обрабатыва­
емую заготовку или о любой твердый предмет, сближают их
60
Т а б л и ца 1
Скорости резания, м/мин, при обтачивании резцами из быстрорежущей стали
Обрабатываемый материал
Глубина
резания,
мм
о,а
0,5
і
1.5
2
3
4
5
Сталь
Подача,
мм/об
ав =-75 к Г / мм2
Чугун
Бронза
Н В 160—
а з -3 0 200 кГ/мм* 38 кГ/мм*
ав = 45 к Г /лш*
<тв =65 к Г/мм*
0,1
133
80
65
56
138
0,2
128
76
63
50,5
118
ОД
125
76
61,5
50,5
128
0,2
119
71
58,5
45
110
0,3
109
67
54
39,5
92,5
0,2
111
67
54
39,5
98
0,3
102
62
49.5
34
82,5
0,5
84
51
42
28
64
0,3
98
58,5
47,5
31,5
77
0,4
91
56
45
28,5
68
0,5
80
49
39,5
26,5
59,5
0,3
94
57
46
29,5
74
0,5
78
48
38,5
25
57
0,6
69
42,5
34
23
50,5
03
83
49,5
40
26,5
62 5
0,5
68
41,5
33
22
48,5
0,75
53
33
26
18,5
38,5
0,5
61
38
. 30
21
43
0,75
49
30
24
17
34
1,0
40,5
25
'SO
15,5
28,5
0,5
0,75
1,0
1,2
58
46
38
34
35
28
23,5
21
28
22
18,5
16,5
19
16,3
14.5
13
39,5
30
26
23
61
концы так, чтобы они касались наружных поверхностей дета­
ли. Затем этот раствор ножек переносят на измерительную
линейку, как показано на рис. 56. Наибольшая точность изме­
рения кронциркулем с линейкой —0,25 мм.
При измерении диаметра обтачиваемой детали штанген­
циркулем необходимо сле­
дить за тем, чтобы
губки
штангенциркуля были рас­
положены в плоскости, пер­
пендикулярной оси детали
(рис. 57), иначе результаты
измерений будут неправиль­
ными.
Для получения правиль­
ных показаний штангенцир­
куля необходимо:
1)
производить измере­
ния только после остановки
станка;
„ „
.
2) при особо точных раРис. 57. Измерение диаметра детали
finT ' Ио МРПЯТ. пртяли ттнткштангенциркулем
оотах измерять детали ТОЛЬ
ко после их охлаждения;
3)
тельные поверхности губок штангенциркуля к детали с неболь­
шим усилием.
Закончив измерение, штангенциркуль нужно тщательно о б ­
тереть, смазать тонким слоем технического вазелина и уло­
жить в футляр.
Измерение диаметра обтачивае­
мой детали микрометром. При из­
мерении диаметра детали микромет­
ром сначала отпускают стопорное
кольцо, затем берут микрометр ле­
вой рукой за окобу и наводят его
на измеряемую деталь (рис. 58),
Большим и указательным пальцами
правой руки .вращают за трещотку
барабан микрометра до тех пор, по­
ка измерительные поверхности ми­
крометра не коснутся поверхности
детали; последние пол-оборота тре­
58. Измерение диаметра
щотки следует делать медленно. По­ Рис. детали
микрометром
сле этого крепят винт стопорным
.устройством, а затем скользящим
движением снимают микрометр с измеряемой детали и произ­
водят отсчет.
При пользовании микрометром , необходимо: не измерять
62
вращающихся деталей, а также деталей, нагревшихся во вре­
мя обработки. После измерения микрометр надо тщательно про­
тереть и смазать; хранить его нужно в особом футляре, чтобы
защитить от повреждений, пыли и тепловых влияний.
Проверка наружных диаметров деталей предельными калиб­
рами. Для проверки наружных диаметров деталей, изготовлен­
ных по допускам, пользуются предельными калибрами-скобами*
Рис. 59 Поверка наруж­
ного диаметра двусторонней предельной скобой
Рис
60. Односторонняя
предельная скоба
При измерении наружного диаметра детали (рис. 59) про­
ходная сторона скобы должна легко находить на измеряемую
деталь под собственным весом, а
непроходная сторона — не должна
находить на нее.
Если измеряемый валик прохо­
дит в большую сторону скобы, сле­
довательно, его размер не превыша­
ет допустимого, а если нет — значит
размер его слишком велик. Если же
валик «проходит также и в меньшую
сторону скобы, то это значит, что
его диаметр слишком мал, т. е.
Рис. 61. Регулируемая пре­
меньше допустимого — такой валик
дельная скоба
является браком.
Для измерения валов большого
диаметра, вместо двусторонних скоб применяют односторонние
(рис. 60), у которых обе пары измерительных поверхностей на­
ходятся одна за другой. Передними измерительными поверхно­
стями такой скобы проверяют наибольший допускаемый ди а­
метр детали, а задними — наименьший.
Эти скобы имеют меньшую массу и значительно ускоряют
процесс контроля, так как для измерения достаточно один
раз наложить скобу на проверяемую деталь.
На рис. 61 показана р е г у л и р у е м а я п р е д е л ь н а я
с к о б а . У этих скоб при их износе путем перестановки измери­
63
тельных штифтов можно восстановить правильные размеры.
Кроме того, их можно отрегулировать для заданных размеров и
таким образом небольшим набором скоб проверять большое
количество размеров.
Для перестановки на новый размер нужно ослабить сто­
порные винты 1 на левой губке, соответственно передвинуть из­
мерительные штифты 2 и 3 и снова закрепить винты 1.
§ 11. БРАК ПРИ ОБТАЧИВАНИИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
При обтачивании цилиндрических поверхностей возможны
следующие виды брака:
1) часть поверхности детали осталась необработанной;
2) размеры обточенной поверхности неправильны;
3) обточенная поверхность получилась конической;
4) обточенная поверхность получилась овальной;
5) шероховатость обработанной поверхности не соответствует
указаниям в чертеже.
1. Часть поверхности детали
остается необработанной
из-за неправильных размеров заготовки, недостаточного при­
пуска на обработку, плохой правки (кривизна) заготовки, не­
правильной установки и неточной выверки детали, неточного
расположения центровых отверстий и смещения заднего
центра. Такой брак обычно неисправим.
Чтобы предупредить брак такого вида, необходимо:
а)
осматривать заготовку и проверять сомнительные раз­
меры ее;
6) следить за достаточной величиной припуска на обра­
ботку;
в) тщательно править заготовку перед её установкой на
станок;
г) проверять правильность установки заготовки;
д) следить за правильным расположением центровых от­
верстий;
е) проверять правильность установки заднего центра.
2. Неправильные размеры обточенной
поверхности воз­
можны при неточной установке резца на глубину резания или
при неправильном измерении детали при снятии пробной
стружки. Исправить этот брак можно повторным обтачивани­
ем только в том случае, если размер диаметра детали полу­
чился больше требуемого. При получении диаметра детали
меньше требуемого брак неисправим. Устранить причины
этого вида брака можно и должно повышением внимания то­
каря к выполняемой работе.
64
3. Конусность обточенной поверхности получается обычно
в результате смещения заднего центра относительно переднего.
Для устранения причины этого вида брака необходимо пра­
вильно установить задний центр (см. рис. 40). Обычной причи­
ной смещения заднего центра является попадание грязи или
мелкой стружки в коническое отверстие пиноли. Очисткой
центра и конического отверстия пиноли можно устранить и
эту причину брака. Если и после очистки вершины конусов пе­
реднего и заднего центров не совпадают, надо соответственно
переместить корпус задней бабки на ее плите.
Исправить этот вид брака повторным обтачиванием можно
только в том случае, если меньший диаметр конуса равен или
больше требуемого размера.
4. Овальность обточенной детали получается при биении
шпинделя вследствие неравномерной выработки его подшип­
ников или неравномерного износа его шеек. Предупредить
брак по этой причина можно своевременной проверкой и ре*
монтом станка.
і
Указанный вид брака получается также при биении перед­
него центра вследствие попадания грязи или мелкой стружки
в коническое отверстие шпинделя.
Очисткой переднего центра и конического отверстия шпин­
деля можно устранить брак по этой причине.
5. Недостаточная чистота поверхности
при обтачивании
может быть по ряду причин: большая подача резца, примене­
ние резца с неправильными углами, плохая заточка резца, ма­
лый радиус закругления вершины резца, большая вязкость
материала детали, вибрации резца из-за большого вылета из
резцовой головки, недостаточно прочное крепление резца,
увеличение зазора между отдельными частями суппорта, дро­
жание детали из-за слабого крепления ее или вследствие изно­
са подшипников и шеек шпинделя.
Перечисленные в п. 5 причины брака могут быть своевре­
менно устранены. Исправить этот брак иногда удается сня­
тием тонкой отделочной стружки.
§ 12. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ОБТАЧИВАНИИ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Во всех случаях обработки на токарных станках необхо­
димо обращать внимание на прочное закрепление детали и
резца. Надежность крепления детали, обрабатываемой в цен­
трах, в значительной мере зависит от состояния центров.
Нельзя работать с изношенными центрами, так как под дей ­
ствием силы резания деталь может вырваться из центров, от­
лететь в сторону и нанести токарю ранение.
3 Зак, 529
65
При обработке деталей в центрах и патронах выступающие
части хомутика и кулачки патрона нередко захватывают
одеж ду рабочего. Эти же
части могут явиться при­
чиной
повреждения рук
при измерениях детали и
уборке станка на ходу.
Для предупреждения не­
счастных случаев следует
снабжать хомутики пре­
дохранительными щитка­
ми или применять безо­
пасные хомутики, а ку­
лачковые патроны ограж ­
дать.
На рис. 62
показан
Рис 62. Поводковая планшайба с предохра­ предохранительный кожух
нительным кожухом
поводковой
планшайбы,
ограждающий
хомутик.
Менее опасны хомутики с;
отогнутым хвостом (см.
рис. 34). Тип безопасного
хомутика показан на рис.
63: обод 1 прикрывает не
только головку болта 2,
но и конец пальца 3 по­
водкового патрона.
Для
защиты рук и
одежды токаря от высту­
пающих частей патрона
Рис. 63. Безопасный хомутик с поводком
или планшайбы на совре­
менных токарных станках
применяют специальное ограждение (рис. 64). Кожух 1 приспо­
собления шарнирно соединен с осью 2, закрепленной на корпу­
се передней бабки. При установке и снятии детали кожух отки­
дывают.
При установке детали в центрах нужно обращать внимание
на правильность центровых отверстий. При недостаточной их
глубине деталь во время вращения может выскочить из цент­
ров, что очень опасно. После закрепления детали в патроне надо
проверить, вынут ли ключ. Если ключ остался в патроне, то при
вращении шпинделя он ударится о станину и отлетит в сторону.
В этом случае возможны и поломка станка, и нанесение ранения
рабочему.
Часто причиной несчастных случаев становится стружка,
особенно сливная, которая при высоких скоростях резания
сходит непрерывной лентой. Такую стружку ни в коем случае
66
нельзя удалять или обрывать руками — она может сильно
порезать и вызвать ожог. Во всех возможных случаях следует
применять с т р у ж к о л о м а т е л и , * т. е. особые устройства,
обеспечивающие размельчение сливной стружки на корот­
кие спиральные витки. В крайнем случае, когда ломка
стружки не достигается, удалять ее следует специальным
крючком.
При обработке материалов, дающих короткую отскакиваю­
щую стружку, необходимо пользоваться защитными очками
или применять предохранительные щитки из небьющегося
Рис. 64. Специальное ограж­
дение кулачкового патрона
Рис. 65. Применение предохранитель­
ного щитка на токарном станке
стекла или целлулоида (рис. 65), прикрепляемые на шарнир­
ной стойке к каретке. Сметать мелкую стружку, получающу­
юся при обработке хрупких металлов (чугуна, твердой брон­
зы ), нужно не руками, а щеткой.
Возможны ранения и увечья при зачистке деталей шкуркой
и напильником вследствие небрежной работы и соскальзыва­
ния напильника. Следует быть особенно внимательным при
выполнении этих операций.
Ранение рук возможно при установке и закреплении резцов
в результате срыва ключа с головок крепежных болтов резце­
держателя. Срыв ключа происходит при изношенных губках
ключа и головках болтов. Часто, однако, срыв происходит
и оттого, что токарь пользуется ключом, размер которого не
соответствует размеру болта.
* О стружколомателях см. стр. 321—323.
3»
67
Установка резца по высоте центров при помощи различных
неприспособленных для этого подкладок (металлических об­
резков, кусочков ножовок и др.) не обеспечивает устойчивого
положения резца во время его работы. П од действием давле­
ния стружки такие подкладки смещаются и установка резца
разлаживается, при этом ослабевает и крепление резца. В ре­
зультате этого подкладки и резец могут выскочить из резцо­
вой головки и поранить токаря. Кроме того, во время уста­
новки резца и при работе на станке возможны повреждения
рук об острые кромки металлических подкладок. Поэтому ре­
комендуется каждому токарю иметь набор подкладок, различ­
ных по толщине и с хорошо обработанными опорными плос­
костями и краями.
Контрольные
вопросы
1. Как правильно установить резец в резцедержателе?
2. Как устанавливают и закрепляют детали при обтачивании цилиндри­
ческих поверхностей?
3. В чем различие между условиями работы переднего и заднего
центров?
4. Чем отличается устройство самоцентрирующего патрона от устройства
четырехкулачкового патрона?
5. Как произвести выверку детали при ее установке в четырехкулачко­
вом патроне?
6. Каково назначение лимба винта поперечной подачи? Как определить
цену деления на шкале лимба?
7. Какие инструменты применяют для измерения цилиндрических по­
верхностей?
8. Какие виды брака возможны при обтачивании цилиндрических по­
верхностей? Как устранить причины брака?
9. Перечислите -основные правила техники безопасности .при обтачива­
нии цилиндрических поверхностей.
Глава V
ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ И УСТУПОВ
§ 1. РЕЗЦЫ, ПРИМЕНЯЕМЫЕ ПРИ ОБРАБОТКЕ ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ И УСТУПОВ, И ИХ УСТАНОВКА
Торцовые поверхности деталей подрезают на токарных
станках
подрезными
торцовыми
резцами
(рис. 66). Эти резцы делятся на правые и левые. На рис. 66, а
показан правый отогнутый подрезной резец, а на рис. 66, б —
применение этого резца. Отогнутый подрезной резец можно
использовать в труднодоступных местах, например когда при­
ходится вплотную подводить резец к кулачкам патрона.
Для этих ж е целей часто применяют п р о х о д н ы е
о т о г н у т ы е р е з ц ы (рис, 67). Эти резцы имеют более
68
массивную режущую часть по сравнению с подрезными рез­
цами и допускают более высокие режимы резания.
Торцовые поверхности обычно подрезают от периферии
к центру.
Рис. 66 Отогнутый подрезной резец
При подрезании торцовых поверхностей и уступов вершина
резца должна быть установлена точно по высоте центров.
При подрезании буртиков и уступов, применяют п р о х о д ­
н ы е у п о р н ы е р е з ц ы (рис. 68, а). Такими резцами рабо­
тают с продольной подачей: после
обтачивания цилиндрической
по­
верхности подрезают уступ (рис.
68, б ).
При подрезании торцов деталей,,
устанавливаемых в центрах, обыч­
ный задний центр применять не сле­
дует, так как можно повредить ре­
жущую кромку резца. В таких слу­
чаях рекомендуется ставить п о л у центр
(рис. 69, а ), обеспечиваю­
Рис. 67. Подрезание торца
проходным отогнутым резцом
щий подрезание всего торца. Еще
лучше применять ц е н т р о в ы е о т-
ь.
ї ї
Є)
Рис. 68. Проходной упорный резец
69
в е р с т и я с п р е д о х р а н и т е л ь н ы м к о н у с о м (рис. 69, б ).
Подрезание
ведется в обоих случаях подрезным резцом
(рис. 70) с подачей от наружной поверхности к центру. Этот ре­
зец имеет главную режущую кромку 1 и вспомогательную кром­
ку 2. Главная режущая кромка сильно скошена по отношению к
Рис.
69.
Подрезание торца
резцом
подрезным
Рис. 70. Подрез­
ной резец
линии центров станка (образует с ней угол 15—20°), что позво­
ляет подводить вершину резца ближе к заднему центру; вспомо­
гательная кромка обычно наклонена под углом 5° к торцовой
поверхности.
§ 2. ПРИЕМЫ ПОДРЕЗАНИЯ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
И УСТУПОВ
' При подрезании торцовых поверхностей и уступов у ко­
ротких круглых деталей их закрепляют в самоцентрирующем
патроне (рис. 71); короткие детали некруглой формы устанав­
ливают на планшайбе или в четырехкулачковом патроне.
Длинные детали в виде валов, осей обычно устанавливают
в центрах, а детали, имеющие диаметр более 200 мм, устанав­
ливают и закрепляют одним концом в патроне, а другой конец
поддерживают задним центром. Прутки и длинные заготовки
небольших диаметров обычно пропускают через сквозное отвер­
стие шпинделя, выдвигая их из него на требуемую длину
и зажимая в патроне.
Если подрезаемая плоскость является основной поверх­
ностью детали, например у фланцев, дисков, плит, то при
установке этих деталей в патроне нужно проверить перпенди­
кулярность расположения подрезаемой поверхности относитель­
но оси шпинделя. Это делают при помощи рейсмуса или инди­
катора. Если торцовая поверхность детали бьет, необходимо
исправить установку. Установку более длинных деталей сле­
дует проверять по их цилиндрической поверхности.
70
Если при подрезании на детали нескольких уступов требу­
ется выдержать большую точность в расположении уступов по
длине, можно сначала разметить их положение, проточив мел­
кие риски резцом с острой вершиной. Размечают риски при
помощи линейки, шаблона (рис. 72, а ) или нутромера (рис. 72, б).
При подрезании значитель­
ного количества одинаковых
деталей с уступами следует
применять продольную подачу
в соединении с упором, ограни­
чивающим перемещение суппорта (см. рис. 53).
При обработке деталей сту­
пенчатой формы по упорам,
когда требуется
выдержать
длины отдельных ступеней не­
зависимо от глубины центро­
вых отверстий, успешно приме­
няют п л а в а ю щ и е ц е н т р ы
(рис. 73). Такой центр 5, смон­
тированный внутри корпуса 2 У
вставляют в коническое отвер­
стие шпинделя передней бабки. Рис 71. Закрепление короткой круглой
Пружина 1 стремится отжать
детали в самоцентрирующем патроне
при подрезании торца
центр вправо и создать кон­
такт центра с деталью. Уста­
новленная в центры деталь при нажиме пиноли задней бабки
доводится торцом до закаленного упора 4 , прикрепленного к
торцу корпуса 2. После этого плавающий центр стопорится бол­
том 3 на время обработки данной детали. После обработки д е ­
тали болт 3 должен быть освобожден. Придерживая обработан­
ную деталь левой рукой, правой рукой отводят задний центр и
освобождают деталь.
Токарь-новатор Кулагин при подрезании торца детали
с отверстием (рис. 74) использует одновременно два резца:
1 и 2. Резцы закрепляют с одинаковым вылетом в специальной
державке 3, которая закрепляется в резцовой головке 4. Р е­
зец 1 подрезает торец с наружного диаметра, а резец 2, уста­
новленный в резцовой головке режущей кромкой вниз,—
с внутреннего. Благодаря одновременной обработке двумя рез­
цами длина обработки, а следовательно, и время обработки
сокращаются в два раза.
Режим резания при подрезании. При подрезании торцовых
поверхностей и уступов с поперечной подачей толщина снима­
емого слоя представляет глубину резания t, а подача s равна
величине перемещения резца за один оборот в поперечном
направлении (см. рис. 14, в ). Рекомендуется применять сле­
71
дующие поперечные подачи: для черновой обработки — от
0,3 до 0,7 мм/об при глубине резания от 2 до 5 мм, а для
чистовой — от 0,1 до 0,3 мм/об при глубине резания 0,7— 1 мм.
Риска
Рис. 72. Разметка мест под риски:
а — при помощи линейки и шаблонов, 6 — при помощи нутромеров
шЩшк
ш
з іЯ і
Щм
f
zr
г
кчччччччччч^ччч^еэ
г ^ //////////ф
Рис. 73. Плавающий центр
При подрезании торцовых поверхностей скорость резания
непостоянна и уменьшается к центру детали по мере умень­
шения диаметра обработки. При подрезании торцов скорость
резания подсчитывают по большему диаметру. Однако, учиты-
72
вая, что при этой скорости резец работает недолго, а затем
скорость уменьшается, надо при выборе скоростей резания при
подрезании быстрорежущими резцами умножать значения ско­
рости резания, приведенные в табл.
циент 1,05.
1 (стр. 61), на коэффи­
§ 3. ПРИЕМЫ ИЗМЕРЕНИЯ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
И УСТУПОВ
Прямолинейность торцовой поверхности можно проверить
линейкой (рис. 75), которую прикладывают к торцовой поверх­
ности. Наличие зазора можно определить на просвет, а его
величину — специальной мерной пластинкой — щ у п о м .
Правильность расположения уступов по длине вала прове­
ряют линейкой (рис. 76, а ), нутромером (рис. 76, б) либо
более точно штангенглубиномером (рис. 76, в ). Для точной
проверки большого количества одинаковых деталей приме­
няют шаблоны (рис. 76, г).
§ 4. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПОДРЕЗАНИИ ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ И УСТУПОВ
П одрезая торцовые поверхности и уступы, необходимо
обращать внимание на прочность закрепления детали в па­
троне; при недостаточно прочном закреплении деталь может
73
Рис. 75. Проверка
прямолинейности
торца линейкой
74
Рис. 76 ПроЕерка расположения уступов
вала по длине.
о — линейкой, б' — нутромером,' в — штангенглубиномером, г — шаблоном
вырваться из патрона и поранить токаря. Особенно вниматель­
ным нужно быть при подрезании торцовой поверхности или
уступа, близко расположенного к кулачкам патрона, так как
здесь возможны захват одежды, ранение токаря и поврежде­
ние станка.
§ 5. БРАК ПРИ ПОДРЕЗАНИИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
И УСТУПОВ И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
При подрезании торцовых поверхностей и уступов воз­
можны следующие виды брака:
1) часть торцовой поверхности или уступа осталась необ­
работанной;
2) торцовая поверхность или уступ неправильно располо­
жены по длине детали;
3) уступ расположен неперпендикулярно к оси детали;
4) чистота торцовой поверхности или уступа недостаточна.
1. Часть торцовой поверхности или уступа остается необра­
ботанной вследствие неверных размеров заготовки, малого
припуска на обработку, неправильной установки и неточной
выверки детали в патроне, неправильной установки резца по
длине детали или по высоте центров.
Такой брак обычно неисправим, но предупредить его
можно:
а) проверкой размеров заготовки;
б) увеличением припуска на обработку;
в) проверкой правильности установки детали и резца.
2. Неправильное расположение торцовой поверхности или
уступа по длине получается при неверном или неточном нане­
сении риски на поверхности детали, при неточной установке
резца или несвоевременном выключении' самохода (при про­
дольной подаче), а также при осевом смещении детали
в патроне в результате недостаточно прочного ее закрепления.
Если при этом граница уступа перейдена, то брак неисправим.
Предупредить такой брак можно более тщательным нанесени­
ем рисок, проверкой установки резца и прочности закрепления
детали в патроне, а также своевременным выключением само­
хода при работе с продольной подачей.
3. Неперпендикулярное
расположение торцовой
поверх­
ности или уступа к оси детали при работе с поперечной пода­
чей получается при неточности направляющих суппорта,
вследствие отжима резца из-за его чрезмерно большого вылета
или слишком малого сечения, непрочного закрепления резца
в резцовой головке, а также из-за завышенных подачи и глу­
бины резания. При работе с продольной подачей обычная при­
чина брака — неправильная установка резца. Устранив пере­
численные причины, брак, указанный в п. 3, можно избежать.
75
4.
Недостаточная чистота торцовой поверхности или уступа
получается в результате завышенной подачи, большого вылета
резца, неправильной заточки и значительного износа резца,
большой вязкости обрабатываемого металла, биения шпинделя
или патрона.
Брак исправим, если возможно повторное подрезание или
зачистка торца (уступа). Предупредить такой брак можно
своевременным устранением причин, вызывающих его.
Контрольные
вопросы
1. Какие способы установки и закрепления детали при подрезании
торцовых поверхностей и уступов вам известны?
2. Какие особенности имеет конструкция подрезного резца?
3. Как правильно установить подрезной резец? *
4. Может ли торцовая поверхность детали при подрезании получиться
конической формы (как показано на рис. 75)? Чем это может быть вызвано?
5. Какое направление — к центру или от центра — должен иметь резец
при подрезании торцовой поверхности?
6. Как проверить прямолинейность подрезанной торцовой поверхности.
7. Как подрезают торцовую поверхность при установке детали
в центрах?
8. Какие существуют способы подрезания уступов?
9.
Что является глубиной резания при подрезании торцовой
верхности?
10. Как выбрать величину скорости резания при подрезании торцовой
поверхности?
11. Укажите основные виды и причины брака при подрезании торцовых
поверхностей и уступов.
Глава VI
ВЫТАЧИВАНИЕ НАРУЖНЫХ КАНАВОК И ОТРЕЗАНИЕ
§ 1. РЕЗЦЫ ДЛЯ ВЫТАЧИВАНИЯ КАНАВОК И ОТРЕЗАНИЯ, ИХ УСТАНОВКА
У резцов, предназначенных для вытачивания узких кана­
вок, форма режущей кромки должна точно воспроизводить
профиль канавки.
Прорезные
(канавочные) резцы изготовляют прямы­
ми (рис. 77). Так как канавки обычно имеют небольшую ши­
рину, то и режущую кромку резца делают узкой, что создает
опасность его поломки. Эта опасность увеличивается еще тем,
что головку резца суживают по направлению к стержню на
1— 2° с каждой стороны (рис. 78) для уменьшения трения боко­
вых поверхностей резца о стенки канавки. Для повышения
прочности прорезных резцов высоту их головки делают в не­
сколько раз больше ширины режущей кромки. С этой же
целью головке придают небольшой передний угол или делают
радиусную (криволинейную) заточку.
76
по­
Отрезание состоит в том, что пруток (заготовку) проре­
зают с поверхности до центра, в результате чего от прутка
отделяется необходимая часть заготовки. Для отрезания при­
меняют резцы, подобные прорезным, но с более длинной го­
ловкой (рис. 79). Чтобы сократить поте­
ри материала при отрезании, изготовля­
ют отрезные резцы с возможно узкой ре­
жущей кромкой.
Ширину а отрезного
резца обычно выбирают 1,5; 2; 3; 4; 5; 6;
8 и 10 мм (ориентировочно а = 0 ,6 D °>5,
где D — диаметр разрезаемой заготовки
в мм).
Рис. 77. Прорезной
Длина головки отрезного резца дол ж ­
резец
на быть немного больше половины диа­
метра отрезаемого прутка или заго­
товки.
Отрезные и прорезные резцы изготов­
ляют обычно с неразъемным креплением:
державку 2 делают из углеродистой ста­
ли, а пластинку І, привариваемую или
припаиваемую к державке, — соответ­
ственно из быстрорежущей стали или из
твердого сплава, как показано на рис. 79.
Отрезной резец работает в трудных
условиях: режущая кромка его недоста­
точно прочна; узкая канавка, прорезае­
мая резцом, легко забивается стружкой,
вследствие чего создается повышенное
давление на резец. Это часто вызывает
вибрацию резца и детали, а в результа­
те — разрушение режущей кромки. П оэ­
тому долгое время полагали, что твердо­
сплавные пластинки как более хрупкие
Рис. 78 Устройство
непригодны для отрезных резцов. Токаголовки прорезного
ри-скоростники опровергли это мнение
резца
и предложили свои конструкции твердо­
сплавных отрезных резцов, которые хо­
рошо отводят стружку из узкой канавки и характеризуются вы­
соким^ режущими свойствами.
На рис. 80 показан твердосплавный отрезной резец конструк­
ции токаря-новатора JI. Я. Мехонцева. На передней поверхности
резца расположена выкружка в виде уступа, облегчающая сход
стружки; упираясь в уступ, стружка обламывается отдельными
полукольцами и вылетает из канавки. Для расширения канавки
и облегчения работы резца ему сообщают, помимо перемещения
к центру детали, продольное перемещение в обе стороны. Таким
образом, канавка расширяется примерно в 1,5 раза.
77
Токарь-новатор завода «Красное Сормово» В. Годяев пред­
ложил конструкцию отрезного твердосплавного резца, пока­
занную на рис. 81. У этого резца пластинке твердого сплава
шлифованием придают клиновую форму. Такую же форму
придают фрезерованием пазу державки.
1°30
-Ж ?
^ \ ґ Ж
Рис.
79. Отрезной резец с напаянной пластинкой
твердого сплава
из
Клиновая форма пластинки и паза увеличивает площадь
припайки пластинки в 1,5 раза по сравнению с обычной кон­
струкцией отрезного твердосплавного резца и способствует
Рис 80. Отрезной резец с напаянной пла­
стинкой цз твердого сплава конструкции
Л. Я. Мехонцева
созданию прочного крепления, препятствующего смещению
пластинки под действием боковых сил. Это позволяет вести
обработку с более высокими режимами (см. стр. 82—83) и повы­
шать производительность труда.
78
При отрезании или протачивании глубоких канавок надо
обращать особое внимание на точную установку и хорошее за ­
крепление резца в резцедержателе, так как небольшой перекос
при установке приводит к созданию резкой разницы в работе
правой и левой сторон резца.
Рис 81 Отрезной твердосплавный резец конструкции
В Годяева
В этом случае неизбежен брак детали и поломка резца.
Для проверки правильности установки отрезного резца
пользуются уж е обработанной цилиндрической частью детали.
Устанавливать отрезной резец в резцовой головке нужно так,
чтобы меж ду боковыми поверхностями резца и направлением
поперечной подачи был ясно виден вспомогательный угол в
плане не менее Г (см. рис. 78).
Резцы для вытачивания канавок, а также отрезные резцы
следует устанавливать строго по высоте центров станка; это
особенно важно при работе отрезными резцами. Расположение
их выше или ниже оси центров может легко привести к полом­
ке резцов.
§ 2. ПРИЕМЫ ВЫТАЧИВАНИЯ КАНАВОК И ОТРЕЗАНИЯ
Для вытачивания канавок и отрезания устанавливают д е­
тали в патронах или центрах или ж е в патроне с поддержкой
задним центром.
79
Место, в котором следует выточить канавку, определяется
при помощи измерительной линейки (рис. 82, а ). При вытачи­
вании нескольких канавок и особенно канавок различной ши­
рины их расположение по длине детали нужно предварительно
наметить. Для этого закра­
шивают на детали мелом те
места, где должны быть ка­
навки, затем деталь медлен­
но вращают и, прикладывая
измерительную линейку, чер­
тилкой намечают риски, оп­
ределяющие положение ка­
навок.
Вытачивание канавок. У з­
кие канавки вытачивают за
один проход резца, широ­
кие — за несколько прохо­
дов. Порядок вытачивания
широких канавок следую ­
щий:
1. Вначале намечают ли­
нейкой границу канавки и
подводят к ней резцовую го­
ловку с резцом (рис. 82, а ) .
Затем резцу дают попереч­
ное перемещение по лимбу
на глубину канавки минус
0,5 мм на чистовой проход.
2. После первого прохода
резец выводят из канавки и
передвигают влево; затем
подают его вперед на такую
ж е глубину, как и в первом
проходе. Точно так ж е по­
ступают во всех последую­
щих проходах.
3. Окончательный проход
резца показан на рис. 82, б
Рис. 82. Вытачивание широких канавок
и 82, в. Резец подводят к ле­
вой границе канавки (рис. 82, б) и подают по лимбу винта по­
перечной подачи на полную глубину канавки. Затем резцу дают
продольное перемещение слева направо (рис. 82, в) и обраба­
тывают дно канавки начисто.
Чтобы сократить время на разметку канавок при обработ­
ке большого количества деталей с канавками, токари-новаторы
широко применяют продольный и поперечный упоры.
Установка продольного упора и использование ограничителей
80
длины (мерных плиток) избавляют токаря от необходимости
размечать канавку (или несколько канавок) на каждой обр а­
батываемой детали. Точно так ж е постановка поперечного упо­
ра и использование мерных плиток ограничивают перемещение
резца на нужную глубину канавки.
Для прорезания канавок рекомендуется использовать д о ­
полнительные резцовые головки, устанавливаемые на попереч­
ных салазках суппорта по другую сторону от оси станка.
При обработке ступенчатых валиков с канавками посту­
пают следующим образом: сначала обтачивают отдельные
'
Рис. 83. Обработка ступенчатых валиков с использо­
ванием переднего (продольного) и заднего резцедер­
жателей
ступени валика проходным резцом 1 по упору в размер (рис.
83, слева), а затем выводят проходной резец 1 и одновременно
вводят в работу канавочный резец 2 (рис. 83, справа), закреп­
ленный в заднем резцедержателе передней поверхностью вниз.
Такой способ обработки значительно
сокращает время обработки.
Отрезание. При отрезании пруток
вставляют в отверстие шпинделя и за ­
крепляют в патроне так, чтобы длина
а, остающаяся после отрезания, не
превышала диаметра прутка (рис. 84).
При отрезании нельзя допускать виб­
рации резца или детали, так как в
этом случае резец может сломаться.
Деталь, установленную в центрах
или в патроне с поддержкой ее конца
Рис 84. Отрезание детали
задним центром, нельзя разрезать до
<>т прутка
конца, если отрезаемый конец не уста­
новлен в люнете (см. стр. 351—355). В противном случае в месте
прореза может образоваться очень тонкий стержень, который
под действием давления резца и веса отрезаемой части сло­
мается; резец окажется защемленным и неизбежно произойдет
его поломка.
81
Если режущую кромку отрезного резца заточить парал­
лельно оси центров (см. рис. 84), то отрезаемая деталь может
отломаться в тот момент, когда резец не дошел еще до центра.
При этом на отрезанной части останется выступ (в виде бобышечки), который затем необходимо будет срезать. Если же
для отрезания использовать отрезной резец, показанный на
рис. 85, то прорезание будет происходить до самого центра.
Бобышечка,
оставшаяся
на левой части заготовки,
срезается подрезным рез­
цом при последующей об­
работке.
Рис. 85. Прорезание дета­
ли от центра
Рис. 86. Отрезание детали изогнутым
отрезным резцом
Детали большого диаметра отрезают резцами с длинной
головкой. А так как головка отрезного резца узкая, то при
вибрации резец может сломаться. Чтобы уменьшить вибрацию,
рекомендуется:
1) перед отрезанием произвести подтяжку клиньев суппор­
та и затяжку винта, закрепляющего каретку на станине, что
предохраняет каретку от продольного смещения;
2) производить отрезание при обратном вращении шпин­
деля, применяя изогнутый отрезной резец, который устанавли­
вают режущей кромкой вниз (рис. 86).
Режимы резания при вытачивании канавок и отрезании. При
вытачивании канавок и отрезании за глубину резания t прини­
мают ширину прореза (см. рис. 78), а подачей 5 считают ве­
личину поперечного перемещения резца за один оборот д е ­
тали.
Вследствие малой жесткости резца и плохих условий для
отвода тепла при вытачивании канавок и отрезании применяют
несколько сниженные скорости резания, а именно при работе
быстрорежущими резцами шириной 2—6 мм:
82
по стали ((Тв—60—75 кГ/мм?) с обильным охлаждением
эмульсией при подаче 0,07 мм/об скорость резания 25—
30 м/мин; при увеличенной подаче 0,1—0,15 мм/об скорость
резания 15— 20 м/мин;
по чугуну НВ 160— 180 кГ/мм2 (работа без охлаждения)
при подаче 0,07 мм/об скорость резания 20—25 м/мин; при уве­
личенной подаче 0,15—0,2 мм/об скорость резания
15—
18 м/мин.
При вытачивании канавок и отрезании твердосплавными
резцами режимы резания могут быть значительно увеличены:
так, например, при отрезании стали (а в= 60—75 кГ/мм2) с по­
дачей 0,07—0,1 мм)об при работе с охлаждением скорость ре­
зания может быть доведена до 150— 180 м/мин. Таким обра­
зом, производительность твердосплавных прорезных и отрез­
ных резцов в 5—6 раз выше по сравнению с резцами из
быстрорежущей стали.
§ 3. ИЗМЕРЕНИЕ КАНАВОК
Диаметр выточенной канавки измеряют штангенциркулем
(рис. 87), но его можно применить только в том случае, если
Рис 87. Измерение диаметра канавки штангенциркулем
Рис. 88. Измерение глубины канавки шаблоном
83
канавка шире ножек штангенциркуля. Часто, когда требуется
изготовить большую партию деталей, измеряют не диаметр
канавки, а ее глубину, пользуясь для этого шаблоном (рис. 88).
Для этой же цели можно пользоваться штангенциркулем, у кото­
рого для таких измерений имеется специальный выдвигаемый
стержень, или штангенглубиномером. Ширину канавки измеряют
линейкой, штангенциркулем или шаблоном.
§ 4. БРАК ПРИ ВЫТАЧИВАНИИ КАНАВОК И ОТРЕЗАНИИ И МЕРЫ
ЕГО ПРЕДУПРЕЖДЕНИЯ
При вытачивании канавок и отрезании возможны следу­
ющие виды брака:
1) неточное расположение канавки по длине детали;
2) ширина канавки больше или меньше требуемой;
3) глубина канавки больше или меньше требуемой;
4) неправильная длина отрезанной детали;
5) недостаточная чистота поверхности канавки или торца
отрезанной детали.
1. Неточное расположение канавки по длине детали полу­
чается при неправильной разметке места под канавку или не­
верной установке резца и является результатом невниматель­
ности токаря; брак является неисправимым. Предупредить
брак можно точной разметкой и правильным нанесением рисок
под канавки, проверкой нанесенных рисок и правильной уста­
новкой резца по длине детали.
2. Ширина канавки получается больше или меньше требу­
емой, если ширина резца выбрана неверно. Брак неисправим,
когда ширина канавки получилась больше требуемой; при ши­
рине канавки меньше требуемой исправление возможно допол­
нительным вытачиванием.
3. Глубина канавки больше требуемой получается при не­
правильной длине прохода резца. Брак неисправим.
4. Неправильная длина отрезанной детали получается при
невнимательной работе. Брак неисправим, если длина отрезан­
ной детали получилась меньше требуемой.
5. Недостаточная чистота поверхности канавки, а также
торца отрезанной детали получается по причинам, указанным
выше для такого же вида брака при подрезании торцов и ус­
тупов (см. стр. 76). Кроме того, причиной может быть неверная
установка резца, касающегося боковым краем уж е обработан­
ной поверхности.
Контрольные
вопросы
1.
В чем состоят особенности конструкций резцов для вытачивания ка­
навок и отрезных резцов?
84
2. Как установить резец для вытачивания глубоких канавок и при отрез­
ных работах?
3. Почему нельзя до конца отрезать заготовку, установленную в центрах
или закрепленную в патроне с поддержкой задним центром?
4. Как и чем измеряют расположение вытачиваемых канавок на
детали?
5. Какими инструментами проверяют ширину и глубину ^вытачиваемой
канавки?
6. Укажите основные виды и причины брака при вытачивании канавок
и отрезании?
7 Что называется глубиной резания при вытачивании канавок и от­
резании?
Глава VII
СВЕРЛЕНИЕ И РАССВЕРЛИВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИИ
§ 1. СВЕРЛА
Для обработки отверстий на токарных станках применяют
сверла, зенкеры и развертки, которые выбирают в зависимости
от вида заготовки, требуемой точности размеров и шерохова­
тости обработанной поверхности.
Сверла предназначены для сверления сквозных или глухих
отверстий в сплошном материале, а также для увеличения диа­
метра ранее просверленных отверстий (рассверливание), а также
для надсверливания.
По конструкции режущей части сверла разделяются на:
спиральные, или, точнее, сверла с винтовыми канавками; свер­
ла с прямыми канавками; сверла для глубоких отверстий (ру­
жейные и пушечные); центровочные и др.
С п и р а л ь н ы е с в е р л а применяют для сверления сра­
внительно неглубоких отверстий, глубина которых не превы­
шает пяти диаметров сверла. На рис. 89 показано такое свер­
ло. В нем различают следующие части (рис. 89, а): рабочую,
режущую, шейку, хвостовик, лапку, поводок.
Рабочая часть — часть сверла, снабженная винтовыми ка­
навками, состоит из режущей и направляющей частей.
Режущая (заборная) часть состоит из двух главных режущих
кромок, расположенных на конической поверхности и выполняю­
щих основную работу резания, поперечной кромки и двух лен­
точных кромок.
Шейка — промежуточная часть между хвостовиком и те­
лом сверла, содержащим рабочую часть.
Хвостовик — часть сверла, предназначенная для его закре­
пления в коническом отверстии пиноли или в патроне. Хвосто­
вик у сверл небольшого диаметра (до 10 мм) имеет обычно
цилиндрическую форму и закрепляется в патроне; сверла
большого диаметра (более 10 мм) имеют конический хвосто85
вик, которым сверло устанавливается в коническом отверстии
пиноли или в переходной конической втулке.
Лапка (у сверл с коническим хвостовиком) служит упором
при выбивании сверла из гнезда.
б)
Рис 89. Спиральное сверло:
а — с коническим хвостовиком, б — с цилиндрическим хвостовиком.
в — элементы спирального сверла
Поводок (у сверл с цилиндрическим хвостовиком) предна­
значен для дополнительной передачи крутящего момента свер­
лу от шпинделя.
Основные элементы режущей части сверла показаны на
рис. 89, в.
86
Главные режущие кромка образованы пересечением перед­
них и задних поверхностей резания.
Поперечная кромка образуется пересечением задних по­
верхностей.
Винтовые ленточки — две узкие винтовые фаски, идущие
вдоль винтовых канавок сверла, служат для направления и
центрирования сверла.
Кромка ленточки — линия, образованная пересечением пе­
редней поверхности с поверхностью винтовой ленточки.
Угол при вершине сверла (2 ф ) — угол, образуемый глав­
ными режущими кромками, обычно равен 116— 118° у сверл из
быстрорежущей стали для сверления стали, чугуна и бронзы.
Для сверления алюминия, дюралюминия и баббита этот угол
увеличивают до 140°, а для сверления пластмасс и эбонита
его уменьшают до 60— 100°.
Угол наклона винтовых канавок со (рис. 89, в) — угол меж ­
ду осью сверла и касательной к винтовой линии по наружному
диаметру сверла. Угол наклона винтовой канавки у сверл за ­
висит от диаметра сверла и берется от 18 до 30° при обработке
стали и чугуна (у сверл малого диаметра угол со делается
меньше). Мягкие материалы и легкие сплавы обрабатывают
сверлами с углом со = 40—45°.
Угол наклона поперечной кромки -ф — Угол между попереч­
ной и режущей кромками (рис. 89, в). У правильно заточенных
сверл этот угол обычно равен 50—55°.
Спиральные сверла изготовляют из углеродистой стали У10А
и У12А, легированной стали 9ХС, быстрорежущей стали Р9,
и Р18, а также оснащают пластинками из твердого сплава. Свер-
Рис. 90. Сверла, оснащенные пластинками из твердого сплава:
а — с прямыми канавками, б — с винтовыми канавками
лами из быстрорежущей стали можно получить отверстие не выше
5-го класса точности; чистота обработанной поверхности обычно не
превышает 3 —4-го класса чистоты ( V 3 — у 4).
87
С в е р л а , о с н а щ е н н ы е т в е р д ы м с п л а в о м , показаны
на рис. 90. Сверла с прямыми канавками (рис. 90, а) проще в из­
готовлении, но выход стружки из отверстия у них затруднен. Поэ­
тому их обычно применяют при сверлении чугуна и других хруп­
ких металлов, когда глубина отверстия не превышает двух-трех
диаметров. Сверла с пластинками из твердого сплава, имеющие
винтовые канавки (рис. 90, б) легче выводят стружку из отверстия.
Поэтому их обычно применяют при сверление вязких материалов.
Сверлами, оснащенными пластинками из твердого сплава ВК8, об­
рабатывают чугун, а Т15К6 — сталь. Такие сверла обеспечивают
обработку отверстий по 4— 3-му классу точности и до 4—5-го
класса чистоты (V 4 — V 5).
§ 2. ЗАТАЧИВАНИЕ СПИРАЛЬНЫХ СВЕРЛ
Спиральные сверла затачивают на специальных заточных
станках. Однако иногда токарю приходится затачивать сверла
вручную на обычном заточном станке.
При затачивании сверл нужно соблюдать следующие
условия:
1) режущие кромки сверла должны быть симметричны,
т. е. расположены под определен­
ными и равными углами к оси
сверла, и иметь одинаковую дли­
ну (рис. 91, а);
2)
поперечная кромка (пере­
мычка) должна быть прямой и
расположена под углом 55° к ре­
жущей кромке (см. рис. 89, в ).
Заточенное
таким
образом
сверло будет хорошо работать.
На рис. 91 показаны отвер­
стия, получаемые при сверлении
правильно и неправильно зато­
ченными сверлами. При одинако­
вой
длине
режущих кромок
Рис. 91. Отверстия, получаемые
(рис. 91, а) диаметр отверстия
при сверлении:
почти равен диаметру сверла.
а — правильно заточенным сверлом,
Если ж е одна кромка длиннее
б — неправильно заточенным сверлом
другой (рис. 91, б ), то диаметр
отверстия получается больше ди а­
метра сверла. Это может вызвать брак и быстро вывести сверло
из строя ввиду неравномерной нагрузки режущих кромок.
Правильность заточки сверла проверяют специальным
комбинированным шаблоном с тремя вырезами (рис. 92, а):
одним из вырезов проверяют угол при вершине сверла и длину
88
режущих кромок (рис. 92, б ), вторым — угол наклона винто­
вой канавки на наружном диаметре сверла (рис. 92, в ), треть­
им — угол
меж ду
поперечной
и
режущей
кромками
(рис. 92, г).
Рис. 92. Проверка заточки сверла шаблоном:
а — шаблон для проверки, б — проверка угла при вершине и длины
режущих кромок, в — проверка у гл а наклона винтовой канавки, г — про­
верка угла наклона поперечной кромки
§ 3. ЗАКРЕПЛЕНИЕ СВЕРЛ
Закрепление сверла при сверлении отверстий на токарном
станке определяется формой хвостовика сверла. Сверла с ци­
линдрическим хвостовиком закрепляют в пиноли задней бабки
специальными
патронами
(рис. 93), сверла с кониче­
ским
хвостовиком — либо
непосредственно в кониче­
ском отверстии пиноли за д ­
ней бабки (рис. 94), либо
когда конус хвостовика свер­
ла меньше конического от­
верстия
пиноли,— с
по­
мощью переходной втулки
(рис. 95).
Конические
хвостовики
сверл, а также конические
Рис. 93. Патрон для закрепления сверла
отверстия в шпинделях и
с цилиндрическим хвостовиком
пинолях токарных станков
изготовляют по системе Морзе. Конусы Морзе имеют номера 0,1,
2, 3, 4, 5, 6; каждому номеру соответствуют определенные раз­
меры конуса. Если конус сверла меньше конического отверстия
пиноли задней бабки, то на хвостовик 2 сверла надевают пере­
89
ходную втулку I (см. рис. 95) и затем втулку зместе со сверлом
вставляют в отверстие пиноли задней бабки станка.
Сверло необходимо устанавливать точно по линии центров
станка.
Рис. 94. Сверло, закрепленное в коническое отверстие пиноли задней
бабки
Неточная установка сверла в пи­
ноли приводит к разбиванию от­
верстия детали
(увеличению ее
диаметра). Это обычно наблю да­
ется в тех случаях, когда кониче­
ский хвостовик сверла и отвер­
стие пиноли загрязнены. Поэтому,,
Рис. 95. Переходная втулка (/)
перед тем как вставить сверло в
со вставленным в нее хвостови­
ком сверла (2)
отверстие
пиноли, необходимо
тщательно очистить от грязи хво­
стовик сверла, а также отверстие пиноли.
§ 4. ПРИЕМЫ СВЕРЛЕНИЯ
При сверлении отверстий на токарных станках деталь, з а ­
крепленная в патроне, совершает вращательное движение, а
сверло, установленное в пиноли задней бабки, получает движ е­
ние подачи.
Закрепление детали при сверлении должно быть прочным.
Слабо закрепленная деталь во время сверления будет дрожать
или смещаться, а это может повлечь за собой поломку сверла.
Чтобы предотвратить увод сверла, необходимо перед нача­
лом сверления чисто подрезать торец детали (торцовая поверх­
ность должна быть перпендикулярна оси отверстия), а затем
наметить в торце центровое отверстие.
П режде чем подвести сверло к обрабатываемой детали, нуж ­
но включить станок. Подводить сверло нужно плавно, без удара,
так как иначе режущие кромки сверла могут быстро затупиться
и даж е выкрошиться.
90
Подачу сверла производят обычно вручную, перемещением
пиноли задней бабки, вращая для этого соответствующий махо­
вичок (см. рис. 94). При сверлении отверстия длиной больше
двух диаметров сверла рекомендуется сначала надсверлить от­
верстие (на длину заборного конуса) жестко закрепленным
в пиноли коротким сверлом того же диаметра. Тогда последую­
щее сверло (нормальной длины) будет лучше направляться
и его меньше будет уводить в сторону.
При сверлении глубокого отверстия, т. е. такого отверстия,
длина которого превышает диаметр сверла в пять и более раз,г
нужно время от времени прерывать подачу, выводить сверло из
отверстия на ходу станка и удалять из канавок стружку —
этим предотвращается поломка сверла.
Для сверления глухих отверстий заданной длины удобно
пользоваться рисками с делениями на пиноли задней бабки.
Вращением маховичка выдвигают сверло, пока оно вершиной
не коснется торца детали; замечают при этом соответствующую
риску на пиноли. Затем, вращая маховичок задней бабки без
резких рывков, перемещают пиноль до тех пор, пока она не вый­
дет из корпуса на нужное число делений.
Когда таких делений на пиноли нет, можно применить следу­
ющий способ. Отмечают на сверле мелом требуемую длину от­
верстия и перемещают пиноль, пока сверло не углубится в д е ­
таль до метки.
§ 5. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ ПРИ СВЕРЛЕНИИ
Элементами режима резания при сверлении являются ско­
рость резания и подача.
Скорость резания при сверлении представляет собой условно
окружную скорость сверла относительно обрабатываемой д е ­
тали и подсчитывается по формуле:
v=
w
м/мин’
(6)
где D — диаметр сверла, мм\
п — число оборотов детали в минуту.
При сверлении углеродистой стали средней твердости, серо­
го чугуна и бронзы сверлами из быстрорежущей стали Р9, Р 18
скорость резания можно принимать 20—30 м\мин\ при сверле­
нии углеродистой стали средней твердости сверлами, оснащен­
ными пластинкой твердого сплава ВК8, скорость резания до­
стигает 60— 80 м/мин.
Подача — величина перемещения сверла за один оборот д е­
тали в мміоб. Подача сверла на токарном станке производится
обычно вручную, как показано на рис. 94; наряду с этим при
91
сверлении применяют и механическую подачу. При сверлении
сверлами диаметром от 6 до 30 мм величина механической по­
дачи должна быть следующей: для углеродистой стали средней
твердости от 0,1 до 0,35 мм/ об; для чугуна — от 0,15 до
0,5 мм/об.
Охлаждение при сверлении. Применение смазочно-охлаж­
дающих жидкостей облегчает работу сверла, понижает его тем­
пературу и способствует повышению его стойкости.
Сверление стали рекомендуется вести с охлаждением эмуль­
сией; серый чугун сверлят без охлаждения либо с керосином;
при сверлении алюминия применяют эмульсию или керосин, а
чаще без охлаждения; бронзу сверлят с применением эмульсии,
а чаще без охлаждения.
Так как при работе на токарных станках обрабатываемые
отверстия расположены горизонтально, жидкость с трудом про­
никает к месту образования стружки. Поэтому для глубокого
сверления в труднообрабатываемых материалах применяют
сверла с внутренними каналами, по которым подают охлаж да­
ющую жидкость под высоким давлением (см. рис. 98).
§ 6. РАССВЕРЛИВАНИЕ
Рассверливанием называют увеличение диаметра предвари­
тельно просверленного отверстия с помощью сверла большего
диаметра. К рассверливанию обычно прибегают, когда необхо­
димо получить в сплошной заготовке отверстие диаметром свыше
25 мм. В этом случае сначала сверлят отверстие приблизительно
вдвое меньшего диаметра, затем это отверстие рассверливают
до требуемого размера.
При рассверливании поперечная кромка (перемычка) свер^
ла не принимает участия в работе. Благодаря этому значитель­
но уменьшается сила подачи, что облегчает рассверливание,
уменьшается увод сверла, позволяя увеличивать подачу примерно
в 1,5 раза по сравнению с подачей сверла того же диаметра
при сверлении в сплошном материале. Скорость резания
при рассверливании можно брать такую же, как и при свер­
лении.
В целях повышения стойкости сверл при рассверливании,
как и при сверлении отверстий, выгодно применять смазыва^
юще-охлаждающие жидкости (см. охлаждение при сверлении,
стр. 92).
Отверстия, полученные в отливках и штамповках, рассверли­
вать нельзя, так как центр таких отверстий в заготовке обычно
не совпадает с осью сверла. В результате нагрузка на режущие
кромки сверла будет неравномерной и сверло будет сильно
уводить.
92
§ 7. ОСОБЕННОСТИ КОНСТРУКЦИЙ НЕКОТОРЫХ ТИПОВ СВЕРЛ
Токари-новаторы для повышения производительности труда
применяют ряд способов заточки сверл, позволяющих значи­
тельно улучшить их режущие свойства.
Основными способами заточки, обеспечивающими произво­
дительное сверление, являются
двойная заточка сверл и заточ­
ка перемычки.
Форма режущей части свер­
ла с двойной заточкой показа­
на на рис. 96, а. Заборная
часть его имеет две пары ре­
< 5 7
жущих кромок: вначале корот­
кие, образующие угол 70—75°,
б)
а)
а затем удлиненные, образую ­
щие угол при вершине 116 — Рис. 96. Формы заточек спиральных
сверл:
118°. Благодаря такой заточке
с двойной заточкой, б — сверло
увеличивается ширина струж ­ а — сверлос подточенной
перемычкой
ки, уменьшается ее толщина в
наиболее напряженном участ­
ке режущей кромки, поэтому уменьшается износ уголков реж у­
щей кромки и повышается стойкость сверла. Такие сверла затуп­
ляются меньше сверл с одинарной заточкой и стойкость их в
2—3 раза больше при сверлении стали и в 3—5 раз больше при
сверлении чугуна.
Для уменьшения силы подачи при сверлении очень полезной
оказывается подточка перемычки на участке ВС (рис. 96, б ).
Благодаря такой подточке увеличивается длина режущей кром­
ки А В , и, следовательно, нагрузка на единицу длины режущей
кромки уменьшается. Вместе с тем уменьшается длина пере­
мычки и углы резания на перемычке. Это значительно умень­
шает силу подачи и повышает стойкость сверл.
Сверловщик Средневолжского станкостроительного завода
В. Жиров создал новую конструкцию высокопроизводительного
быстрорежущего сверла для сверления чугуна (рис. 97).
В отличие от сверла, показанного на рис. 96, а, сверло кон­
струкции В. Жирова изготовляется с тройной заточкой. Забор ­
ная часть сверла имеет три пары режущих кромок (рис. 97):
вначале короткие, образующие угол 55°, затем более длинные с
углом 70° и, наконец, самые длинные с углом при вершине 118°.
Прорезанная перемычка облегчает врезание сверла в обр аба­
тываемый металл и уменьшает осевое усилие при сверлении в
2,5—3 раза. Это позволяет увеличить подачу и сократить ма­
шинное время, по крайней мере, вдвое по сравнению с быстро­
режущими сверлами с одинарной заточкой.
Наличие пары режущих кромок с углом 55° приводит к по93
вышению стойкости сверла в 2—3 раза (при работе с повышен­
ными подачами) по сравнению с быстрорежущими сверлами
обычной конструкции.
Сверла для глубокого сверления. Для сверления отверстий
о,/5д
на глубину, превышающую ди­
аметр сверла в пять и более
раз, когда условия для охлаж ­
дения сверла и отвода стружки
неблагоприятны,
применяют
спиральные сверла со сквоз­
ными каналами для подвода
охлаждающей жидкости к ре­
жущим кромкам сверла (рис.
98). Каналами часто служат
медные или латунные трубки,
впаянные в продольные канав­
ки на поверхности сверла.
Сверла такой конструкции ра­
ботают так же, как и обычные,
но, обладая меньшей проч­
ностью по сравнению с обыч­
ными, допускают работу с
меньшими подачами.
Для обработки более точ­
ных отверстий наибольшее рас­
пространение получили пушеч­
Рис. 97. Сверло конструкции В Жирова
ные и ружейные сверла.
для сверления чугуна
Пушечное
сверло
(рис. 99) представляет собой
цилиндрический стержень из инструментальной стали, у кото­
рого на рабочем конце срезана часть материала так, что образо­
вавшаяся при этом передняя поверхность располагается выше
Каналы или трубки
1для под б ода жидкости
А-А
------------------------- жидкости
впаянная трубка
для охлаж ден ия
Рис 98. Спиральное сверло для глубокого сверления
центра на величину f, равную 0,2—0,5 мм. Сверло имеет главную
режущую кромку, направленную под прямым углом к оси свер­
ла, и вспомогательную кромку, наклоненную под углом 10°. Для
уменьшения трения на торце сверла затачивают задний угол
а = 8 — 10°.
94
Пушечное сверло работает с направлением по предваритель­
но надсверленному отверстию; для этого оно имеет большую
опорную поверхность, которой сверло соприкасается со стенкой
обрабатываемой поверхности. Для уменьшения трения сверла
о стенки отверстия по всей длине опорной поверхности срезана
лыска под углом 30°.
Благодаря хорошему направлению такого сверла обеспечи-
режущая хромка
Ркс. 99 Пушечное сверло
вается получение точного и чистого отверстия. Основным недо­
статком пушечного сверла является плохой выход стружки,
вследствие чего приходится часто выводить сверло из отверстия
и применять обильное охлаждение. Однако при большой глуби­
не сверления охлаждающая жидкость к режущим кромкам по­
ступает недостаточно, поэтому сверло быстро изнашивается.
Для сверления глубоких, более точных отверстий небольшо­
го диаметра (от 7 до 20 мм) применяют р у ж е й н ы е с в е р л а
(рис. 100). Эти сверла более усовершенствованы и производи­
тельны по сравнению с пушечными и спиральными сверлами.
95
Ружейное сверло состоит из двух частей: рабочей части,
изготовляемой из быстрорежущей стали или из твердого спла­
ва, пустотелого хвостовика из углеродистой стали, который
приваривают или припаивают к рабочей части. Хвостовик имеет
форму трубки, по внутреннему отверстию Ъ которой подают к
режущей кромке охлаждающ ую жидкость под высоким давле­
нием (20— 30 кГ/см2). Эта жидкость понижает температуру ре­
жущей кромки и вымывает стружку, которая отводится по ка­
налу а. Корпус сверла имеет вид ж елоба с раствором краев под
углом 120— 145°.
§ 8. ЗАМЕНА РУЧНОЙ ПОДАЧИ МЕХАНИЧЕСКОЙ
Подача сверла вручную медленным перемещением пиноли
задней бабки при вращении маховичка (см. рис. 94) не обеспе­
чивает равномерного перемещения сверла и может привести к
его поломке, особенно при использовании сверл малого диа­
метра.
В связи с этим некоторые токари-новаторы пытаются меха­
низировать подачу сверла путем использования суппорта, как
показано на рис. 101. Токарь JI. Я. Мехонцев создал для этого
несложное приспособление для закрепления сверла в резцовой
головке. Приспособление представляет собой стальную втулку 1
с державкой 2, закрепляемой болтами 3 в резцовой головке. Во
втулке имеются коническое отверстие для закрепления хвосто­
вика сверла и отверстие для выбивания сверла. Нижняя поверх-
Рис. 101. Приспособление для закрепления
сверла в резцедержателе (по предложению
токаря Л. Я. Мехонцева)
Рис. 102. Устройство для механической подачи задней бабки
на токарно-винторезном станке
модели 1К62
ность державки 2 прострогана или профрезерована так, что при
закреплении ее в резцовой головке сверло точно (без подкла­
док) устанавливается на высоте центров. Чтобы установить
сверло по направлению оси отверстия, на нижних салазках суп­
порта намечается риска. Такое приспособление очень эффек*
96
тивно, так как сверление в этом случае производится с механи­
ческой подачей сверла от суппорта; использование его умень­
шает время обработки и облегчает труд токаря.
На токарно-винторезном станке 1К62 предусмотрена замена
ручной подачи сверла (зенкера, развертки) механической. Для
этого в суппорте имеется специальный замок (рис. 102), входя­
щий в планку плиты задней бабки. При помощи такого неслож­
ного устройства можно соединить каретку суппорта с плитой
задней бабки и, освободив плиту задней бабки от станины,
включить наиболее выгодную механическую подачу суппорта.
Кроме указанного преимущества, такой способ подачи позволя­
ет сверлить (зенкеровать, развертывать) отверстия на необхо­
димую глубину, ведя отсчет по лимбу продольной подачи или
пользуясь продольным упором (длиноограничителем).
§ 9. БРАК ПРИ СВЕРЛЕНИИ И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Основной причиной брака при сверлении является увод
сверла от требуемого направления, что чаще всего наблюдается
при сверлении длинных отверстий. Увод сверла происходит:
1) при сверлении заготовок, у которых торцовые поверхно­
сти не перпендикулярны к оси;
2) при работе длинными сверлами;
3) при работе неправильно заточенными сверлами, у кото­
рых одна режущая кромка длиннее другой;
4) при сверлении металла, который имеет раковины или со­
держит твердые включения.
В целях предупреждения увода сверла необходимо обра­
щать внимание на то, чтобы торцовая поверхность детали была
чисто и точно обработана и была перпендикулярна к оси отвер­
стия.
Увод сверла при работе длинными сверлами можно умень­
шить предварительным надсверливанием отверстия коротким
сверлом того ж е диаметра.
Увод сверла из-за неправильной заточки легко предупредить
предварительной проверкой заточки шаблоном (см. рис. 92).
Если на пути сверла в материале детали встречаются рако­
вины или твердые включения, то предотвратить увод сверла
почти невозможно. Его можно только уменьшить путем умень­
шения подачи, что в то же время явится средством предупреж­
дения возможной поломки сверла.
Контрольные
1.
2.
В чем
3.
вопросы
В каких случаях применяется сверление?
Какие типы сверл применяют для работы на токарных станках?
состоят особенности их конструкции?
Как отразится на размерах отверстия неправильная заточка сверла?
4 Зак. 529
97
4. Как определить скорость резания при сверлении?
5. Когда применяют рассверливание?
6 Как закрепляется сверло в отверстии пиноли задней бабки, если раз­
мер конического хвостовика сверла меньше размера отверстия?
7. Как получить заданную глубину сверления?
8. Какое охлаждение применяют при сверлении и рассверливании?
9. Какие виды брака возможны при сверлении? Как устранить причины
брака?
Глава VIII
ЦЕНТРОВАНИЕ
§ 1. НАЗНАЧЕНИЕ И ФОРМЫ ЦЕНТРОВЫХ ОТВЕРСТИЙ
Обтачивание деталей в центрах — наиболее распространен­
ный способ обработки на токарных станках. Для закрепления
деталей в центрах в торцах деталей должны быть засверлены
центровые отверстия (рис. 103).
На рис. 103, а показано нормальное центровое отверстие,
состоящее из конической и цилиндрической частей. Угол кони­
ческой части центрового отверстия должен точно соответство-
Рис. 103. Формы центровых отверстий:
а — без
предохранительного конуса,
предохранительным конусом
б —с
Рис. 104. Центровые отверстия:
а — правильное, б, в, г, д — неправильные
по размерам, е й
ж — неправильные по
расположению
ская часть отверстия служит для разгрузки вершины центра и
для помещения небольшого количества смазки, в случае когда
отверстие сопрягается с задним центром.
На рис. 103, б показано центровое отверстие с предохрани­
тельным конусом в 120°, который защищает основной конус от
забоин и облегчает обработку (подрезание) торца. Центровые
98
отверстия с предохранительным конусом применяют для дета­
лей, подвергающихся многократному установлению на станки.
Размеры центровых отверстий выбирают в зависимости от
диаметра заготовки (см. рис. 103 и табл. 2 ).
Таблица
2
Размеры центровых отверстий (рис. 103)
Размеры центровых отверстий, мм
Дилметр заготовки, мм
D
5 до
ОО
Более
d
L
і
а
8 .....................
2,5
1,0
2,5
1,2
0,4
1 2 .....................
4,0
1,5
4,0
1,8
0,6
12 »
2 0 .....................
5,0
2,0
5,0
2,4
0,8
20 »
3 0 .................
6,0
2,5
6,0
3,0
0,8
»
30 »
5 0 .....................
7,5
3,0
7,5
3,6
1,0
»
50 »
8 0 .....................
10,0
4,0
10,0
4,8
1,2
1 2 0 .....................
12,5
5,0
12,5
6,0
1,5
ОО
О
»
»
Выполнение центровых отверстий с отступлением от разме­
ров, указанных в табл. 2, приводит к порче центра и центрового
отверстия детали.
На рис. 104, а показано правильное центровое отверстие, а
на рис. 104, б — центровое отверстие без цилиндрической час­
ти. При отсутствии цилиндрической части происходит выдавли­
вание смазки; последнее ведет к быстрому нагреву и сильному
износу стенок конического отверстия и заднего центра.
На рис. 104, в и г показаны центровые отверстия с углами
конуса больше и меньше 60°. В таких отверстиях центр будет
соприкасаться с деталью по узкой полоске, что может вызвать
биение детали, разрабатывание и нагрев конического отвер­
стия, сильный износ центра.
Если центровое отверстие засверлено на длину L, большую,
чем указано в табл. 2, то его больший диаметр может совпасть
с диаметром детали (рис. 104, д ). В этом случае обточить наруж­
ную поверхность детали невозможно, так как при подводе, резца
к детали резец упрется в задний центр.
Если центровое отверстие смещено относительно оси детали
(рис. 104, е ) у то деталь будет бить, и часть наружной поверхнос­
ти детали может остаться необработанной. На рис. 104, ж по­
казано центровое отверстие, засверленное под углом к оси д е­
тали. В таком отверстии центр будет соприкасаться с деталью
только частью своей поверхности и в результате быстро срабо­
тается; кроме того, деталь при вращении будет бить.
4*
99
§ 2. РАЗМЕТКА ЦЕНТРОВЫХ ОТВЕРСТИЙ
Существует несколько способов разметки центровых отвер­
стий, но наиболее широко применяют: а) разметку* при помощи
Рис
105. Разметка и накернивание центрового отверстия
-разметка при помощи разметочного циркуля, б и в— разметочные риски, г — равметка
при помощи центроискателя, д — накернивание центрового отверстия
разметочного циркуля (рис. 105, а) и б) разметку при помощи центроискателя\рис. 105,г).
П еред разметкой обычно закрашивают торцы
мелом, чтобы риски, определяющие положение
центровых отверстий, были более заметны. З а ­
тем приступают к разметке
Разметка при помощи разметочного цирку­
ля. Ножки разметочного циркуля (рис. 105, а)
разводят на расстояние, приблизительно рав­
ное радиусу детали. Изогнутую ножку при­
кладывают к окружности торца детали, за ж а ­
той в тисках, а заостренной ножкой прочерчи­
вают дугу около центра торца. Затем таким
же способом проводят еще три дуги, каждый
раз переставляя изогнутую ножку циркуля
Рис. 106 Приспосо­
бление
(колокол)
примерно на 74 окружности торца. Начерчен­
для
накернивания
ные четыре дуги образуют криволинейный че­
центрового отверс­
тырехугольник. Если ножки циркуля развести
тия без разметки
на расстояние, превышающее радиус, то рис­
ки образуют фигуру, как показано на рис. 105, б, а если на рас­
стояние меньшее радиуса, то как на рис. 105, в.
Центр отверстия должен находиться в центре получающе100
гося четырехугольника. Его намечают на глаз и затем накернивают, как показано на рис. 105, д.
Разметка при помощи центроискателя (рис. 105, г). Прило­
жив к торцу детали центроискатель, проводят чертилкой риску,
затем повертывают деталь или центроискатель примерно на 90°
и проводят вторую риску. Пересечение рисок определяет поло­
жение центрового отверстия. То же проделывают на другом
торце.
Накернивание центровых отверстий показано на рис. 105, д.
Кернер должен быть установлен вертикально, но ни в коем слу­
чае не наклонно. В последнем случае при ударе молотком кер­
нер сместится с намеченной точки; кроме того, возможно со­
скакивание кернера с заготовки и токарь может повредить руку.
В деталях диаметром до 40 мм лучше накернивать центр
без разметки с помощью специального приспособления, назы­
ваемого к о л о к о л о м (рис. 106). Приспособление устанавли­
вают на торец детали вертикально и ударом молотка по кернеру
колокола намечают место центрового отверстия.
§ 3. ПРИЕМЫ ЦЕНТРОВАНИЯ
Центровые отверстия сначала сверлят коротким сверлом
диаметром d на глубину L (рис. 107, а ), а затем зенковкой с уг­
L
Рис. 107 Сверление центро­
вого отверстия сверлом (а)
и зенковкой (б)
лом 60° раззенковывают их до диаметра D (рис. 107, б ). Разм е­
ры d, L и D следует выбирать по табл. 2 (стр. 99).
Лучше применять к о м б и н и р о в а н н о е
центровоч­
н о е с в е р л о (рис. 108), которое объединяет в себе спиральное
сверло и коническую зенковку. Центрование таким сверлом бо­
лее производительно, чем спиральным сверлом и зенковкой.
101
На рис. 108, а показано комбинированное сверло для
центровых отверстий без предохранительного конуса, а на
рис. 108, б — с предохранительным конусом.
Центровые отверстия сверлят на токарном станке несколь­
кими приемами.
1.
Патрон с комбинированным сверлом 1 устанавливают в
шпинделе передней бабки вместо центра. Левой рукой, как по­
казано на рис. 109, а, направляют деталь 2 накерненными углуб-
Рис. 109. Сверление центрового отверстия комбинирован­
ным центровочным сверлом:
а — установленным в шпинделе передней бабки, б — установленным
в пиноли задней бабки
лениями на задний центр и на сверло. Правой рукой надо равно­
мерно вращать маховичок 3 задней бабки, выдвигая пиноль и
задний центр и производя подачу детали влево до тех пор, по­
ка центровое отверстие не будет просверлено на требуемую дли­
ну. Таким ж е образом центрируют вторую торцовую поверх­
ность.
2.
Деталь крепят в трехкулачковом самоцентрирующем патро­
не, а в пиноли задней бабки устанавливают патрон с комбини­
рованным сверлом (рис. 109, б ). Подачу осуществляют вручную,
равномерно вращая маховичок задней бабки.
Режимы резания при центровании. Скорость резания при
центровании комбинированным сверлом из быстрорежущей ста­
102
ли выбирают в зависимости от обрабатываемого материала: для
стали — 7— 15 м/мин, чугуна — 10—20 м/мин, бронзы и латуни —
18— 25 м/мин и для алюминия — 40—60 м/мин. Величина подачи
при центровании — 0,03—0,08 мм/об.
§ 4. БРАК ПРИ ЦЕНТРОВАНИИ И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Изготовление центровых отверстий в деталях должно быть
качественным, так как от этого зависит правильное базирова­
ние деталей при их обработке в центрах.
На рис. 104, б —ж были показаны типичные случаи брака при
изготовлении центровых отверстий. Чтобы предупредить брак
при центровании, необходимо:
1. Обеспечить глубину L и /, диаметры d и D отверстия
(см. рис. 103) согласно табл. 2.
2. Конус под углом 60° должен быть чисто обработан, не
иметь дробления или огранки.
3. Чтобы избежать увода сверла при центровании “(рис. 104
торцовые поверхности детали перед центрованием должны быть
чисто обработаны и перпендикулярны, к оси детали.
Контрольные
1.
2.
3.
4.
5.
6.
вопросы
Для чего нужны центровые отверстия?
Какую форму должны иметь центровые отверстия?
Какими способами размечают центровые отверстия?
Какими способами производят центрирование отверстий?
Какие требования предъявляются к центровому отверстию?
Какие ошибки в центровых отверстиях показаны на рис. 104, б —ж ?
Глава IX
ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ И РАСТАЧИВАНИЕ
ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ. ВЫТАЧИВАНИЕ
ВНУТРЕННИХ КАНАВОК
§ 1. ЗЕНКЕРОВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
Для увеличения диаметра предварительно просверленных
отверстий, а также для дальнейшей обработки отверстий в от­
ливках, поковках и штамповках широко применяют инструмент,
называемый зенкером (рис. 110).
Зенкеры отличаются от спиральных сверл тем, что имеют три
или четыре главные режущие кромки (трех- или четырехзубые зен­
керы), расположенные на поверхности усеченного конуса, и не
имеют перемычки. Следовательно, зенкеры не приспособлены для
получения отверстий в сплошном материале, а служат лишь для
103
увеличения имеющихся отверстий. Направление зенкера в отвер­
стии лучше, чем у сверла, так как у зенкера имеются для этого
три или четыре направляющие ленточки (фаски). По этим же при­
чинам зенкер дает более точное отверстие, чем сверло. После об-
Рис 110. Спиральные зенкеры с треімя режу­
щими кромками:
а — из быстрорежущей стали, б — оснащенный пла­
стинками твердого сплава;
1 — направляющие ленточки, 2 — пластина твердого
сплава
работки зенкером можно получить отверстие 4-го класса точности,
а чистоту обработанной поверхности 5—6-го класса чистоты ( у 5 —
V6).
Рис. 111. Зенкеры насадные:
а — из быстрорежущей стали, б — оснащенные пластинками твердого сплава
Зенкер подобно сверлу закрепляют в коническом отверстии
пиноли задней бабки; подают его вручную, вращая маховичок
задней бабки. Однако можно механизировать подачу, если з а ­
крепить зенкер в приспособлении, показанном на рис. 101.
В зависимости от диаметра обрабатываемых отверстий при­
меняют различные конструкции зенкеров. Для малых отверстий
(12—35 мм) применяют трехзубые зенкеры с коническим хвос­
104
товиком (рис. 110). Для больших отверстий (до 100 мм) зенке­
ры изготовляют насадными с четырьмя зубьями (рис. 111). Их
насаживают на оправки из углеродистой стали.
Зенкеры изготовляют как из быстрорежущих сталей Р9 и Р18
(рис. 110, а и 111, а ), так и с пластинками из твердых сплавов
(рис. ПО, б и 111, 6) . Зенкеры с пластинками из твердых сплавов
(Т15К6 при обработке сталей и ВК8, ВК6 и ВК4 при обработке
чугунов) допускают более высокие скорости резания; следо­
вательно, они более производительны, чем зенкеры из быстро­
режущих сталей.
При обработке отверстия в отливке рекомендуется предва­
рительно расточить его резцом на длину 5— 10 мм (рис. 112, а ),
чтобы дать зенкеру первоначальное направление в отверстии,
а затем зенкеровать его (рис. 112, б ).
Рис. 112 Обработка отверстия в литой заготовке:
а — растачивание отверстия резцом, б — обработка расточенного
отверстия зенкером
Диаметр зенкера должен соответствовать окончательному
диаметру отверстия. Если же отверстие следует дополнительно
обработать разверткой или другим инструментом, то диаметр
зенкера должен быть на 0,2—0,4 мм меньше. При предшествую­
щем сверлении или при черновом растачивании под зенкерование оставляют припуск 0,8—2 мм по диаметру.
Зенкерование отверстий значительно более производительно,
чем растачивание резцами. Скорости резания для зенкеров из
быстрорежущей стали примерно равны скоростям резания при
сверлении, а подачи в 2,5—3 раза больше подач при сверлении.
При зенкеровании отверстий в стальных деталях рекоменду­
ется применять охлаждение эмульсией. При зенкеровании от­
верстий в чугунных и бронзовых деталях охлаждение не при­
меняется.
105
§ 2. РАЗВЕРТЫВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
Отверстия, которые должны быть особенно точны по размерам
(3— 2-го класса) и иметь очень чистую поверхность в пределах
7— 9-го класса чистоты (V 7 — V 9), после сверления и растачи­
вания резцом или обработки зенке­
ром дополнительно обрабатывают
разверткой.
Развертка
(рис. И З) пред­
ставляет собой режущий инстру­
мент с большим количеством зубьев
(6— 18), в зависимости от ее диа­
6)
метра. Скошенная передняя часть
зуба развертки образует р е ж у ­
Рис. 113. Развертки:
щую
к р о м к у — она снимает
а —с коническим хвостовиком,
б — насадная
очень тонкий слой металла (от 0,05
до 0,15 мм). В развертках для о б ­
работки стали режущие кромки делают короткими (рис. 114, а ),
а для обработки чугуна — длинными (рис. 114, б ). Следующая
часть зуба развертки обработана точно по цилиндру. Она слу­
жит для направления развертки, отчасти сглаживает (калиб-
Рис. 114. Режущие кромки разверток:
а — для обработки стали, б — для обработки чу г уна;
/ — режущая кромка, 2 — калибрующая часть
рует) стенки отверстия, поэтому ее называют калибрующей
частью.
Развертки бывают цельные (рис. 113) и регулируемые
(рис. 116).
Отверстия диаметром до 32 мм развертывают цельными раз­
вертками с коническим хвостовиком (рис. 113, а ). Для развер­
тывания отверстий диаметром от 25 до 100 мм применяют на106
садные развертки (рис. 113, б), которые насаживают на оправ­
ки (рис. 115).
Развертки обладают одним общим недостатком: по мере их
износа размеры отверстий уменьшаются и развертки становятся
Рис. 115. Насадная развертки на оправке
непригодными для дальнейшей обработки отверстий заданного
диаметра.
Широкое распространение в машиностроении получили ма­
шинные р е г у л и р у е м ы е р а з в е р т к и со вставными нож а­
ми из быстрорежущей стали (рис. 116). В корпусе развертки
Рис 116. Регулируемая развертка со вставными ножами
имеются наклонные пазы, в которых расположены ножи /, удер­
живаемые накладками 2 и винтами 3. Гайка 4 и контргайка 5
препятствуют перемещению ножей в продольном направлении.
При износе развертки несколько освобождают винты 3, немного
свинчивают контргайку 5 и гайку 4 и перемещают все ножи,
установленные в наклонных пазах, немного вправо, увеличи­
вая этим наружный диаметр развертки. После этого туго завин­
чивают винты 3, гайку 4 и контргайку 5. Затем прошлифовывают ножи для получения требуемого диаметра развертки.
При развертывании отверстий применяют также развертки,
оснащенные пластинками из твердого сплава. Такие развертки
отличаются большей износостойкостью по сравнению с разверт­
ками из быстрорежущей стали.
Получить правильно развернутое отверстие можно только
при условии, что ось развертки точно совпадает с осью отвер­
стия. В случае несовпадения осей детали и развертки отверстие
получится большего диаметра.
107
Развертка сама
точно устанавливается
направляющей
частью в обрабатываемом отверстии; чтобы не препятствовать
этому, необходимо применять не жесткое, а ш а р н и р н о е
к р е п л е н и е , тогда развертка, войдя в отверстие, продвигается
свободно по его направлению, снимая одинаковой толщины
стружку со всех сторон. Для такого крепления разверток су­
ществуют специальные к а ч а ю щ и е с я о п р а в к и .
Подобная оправка показана на рис. 117. Хвостовик 1 оправ­
ки 3 закрепляется в коническом отверстии пиноли задней бабки.
Рис. 117 Качающаяся оправка для развертки
В коническое отверстие втулки 2 вставляется хвостовик раз­
вертки; конец втулки 2 входит с зазором в отверстие оправки 3.
Штифт 4 также свободно проходит через отверстие в оправке,
благодаря этому развертка может качаться во всех направлени­
ях. Закаленный шарик 5, упирающийся в подпятник 6, обес­
печивает передачу развертке усилия подачи по оси, не умень­
шая ее подвижности.
Приемы развертывания цилиндрических отверстий. В зави­
симости от требуемой точности, чистоты и диаметра отверстия
развертывание производят одной или последовательно двумя
развертками (черновой и чистовой). Отверстие нужно предва­
рительно обработать на такой размер, чтобы развертка снима­
ла лишь небольшой слой металла. В табл. 3 указаны припуски
на диаметр под развертывание.
При выборе диаметра развертки следует учитывать, что ди а­
метр отверстия при развертывании в большинстве случаев полу­
чается несколько больше диаметра развертки (примерно до
6,02 мм, а иногда даж е до 0,04 мм), так как поверхность отвер­
стия несколько разбивается. Но иногда диаметр развернутого
отверстия получается меньше требуемого. Это имеет место при
износе развертки, а также при развертывании отверстий в дета­
лях из вязкого металла.
Подачу при развертывании производят вручную, перемеще­
нием пиноли задней бабки. Подача должна быть равномерной,
иначе поверхность отверстия получится недостаточно чистой,
кроме того, возможна поломка развертки. Подача при разверты­
вании вследствие незначительного размера стружки может быть
108
взята большой. При развертывании стали (диаметр отверстия
10—50 мм) подача равна 0,5— 2 мм!об, для чугуна в 1,5—2 раза
больше. С помощью приспособления, показанного на рис. 101,
развертке можно сообщить механическую подачу.
Скорости резания при развертывании отверстий развертками
из быстрорежущей стали в стальных, чугунных и бронзовых д е ­
талях невысокие — от 6 до 15 м/мин, при развертывании отвер­
стий развертками, оснащенными пластинками из твердого спла­
ва, скорость резания — 40—50 м/мин.
Таблица
3
Припуски на диаметр под развертывание
Диаметр отверстия, мм
Припуск, мм
Общий на черновое и чистовое раз­
.................
вертывание
12— 18
18—30
0,15
0,20
0,25
0,30
0,14
0,18
0,20—0,22
0.06
0,07
0 0 8 -0 ,1 0
На черновое разверты вание.................
На чистовое разверты вание.................
0,04—0,05
30—50
5 0 -7 5
Для получения чистого и правильного по размерам отвер­
стия при развертывании очень важен выбор охлаждающей ж ид­
кости. При развертывании стали применяют охлаждение эмульси­
ей или осерненным минеральным маслом (сульфофрезолом), а
также растительными маслами; развертывание чугуна, бронзы
и латуни производят без охлаждения.
§ 3. РАСТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
Растачивают отверстия на токарных станках тогда, когда
сверление, рассверливание или зенкерование не обеспечивают не­
обходимой точности размеров отверстий, а также чистоты обра­
ботанной поверхности, либо когда отсутствует сверло или зенкер
требуемого диаметра.
При растачивании отверстий на токарных станках можно полу­
чить отверстие не выше 4— 3-го класса точности и чистоту обра­
ботанной поверхности V 3 — V 4 при черновой обработке и V 5 —
V 7 при чистовой.
При растачивании отверстий в цветных металлах твердосплав­
ными резцами на станках для тонкого точения* можно получить
точность размеров, достигающую 2-го и даже 1-го класса, и чис­
тоту обработанной поверхности V 8 — V 11.
* См. тонкое точение, стр. 165 — 169.
109
Расточные резцы и их установка. Растачивают отверстия
на токарных станках расточными резцами (рис. 118). В зависи­
мости от вида растачиваемого отверстия различают: расточные
резцы для сквозных отверстий (рис. 118, а) и расточные резцы
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава:
а — проходной для обработки сквозных отверстий, б и
для обработки глухих отверстий
в — упорно-проходной
для глухих отверстий (рис. 118, б ). Эти резцы отличаются меж ­
ду собой главным углом в плане ф. При растачивании сквозных
отверстий (рис. 118, а) главный угол в плане ф = 60°. Если рас­
тачивается глухое отверстие с уступом 90°, то главный угол в
плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной по­
дачей как упорно-проходной, а затем с поперечной подачей как
подрезной.
На рис. 118 показаны углы заточки расточных резцов, кото­
рые выбираются в основном такими же, как у резцов для наруж ­
ного точения, за исключением заднего угла а, который для рас­
точных резцов обычно имеет повышенное значение. Величина
заднего угла зависит от диаметра растачиваемого отверстия:
чем меньше диаметр отверстия, тем больше должен быть за д ­
ний угол резца.
Растачивание — операция более сложная, чем наружное о б ­
тачивание поверхностей, так как:
110
1) при растачивании размер поперечного сечения резца
должен быть значительно меньше диаметра отверстия, а вылет
резца из резцовой головки несколько больше длины растачивае­
мого отверстия (рис. 119), поэтому при растачивании отверстия
значительной длины возможен изгиб резца, а при высоких ско­
ростях резания — сильные вибрации. Следовательно, такие рез­
цы не дают возможности срезать
стружку большого сечения;
2) при растачивании менее
удобно наблюдать за работой
резца, так как резание происхо­
дит внутри отверстия.
Для растачивания отверстий
диаметром до 70 мм токарь-нова­
тор В. К. Семинский предложил
специальный расточный резец, ос­
нащенный пластинкой из твердо­
го сплава (рис. 120). Стержень
резца имеет квадратное сечение
рис 119. Растачивание отверстия
по всей длине, рабочая часть резрезцом
ца повернута путем скручивания
при изготовлении на угол 45° относительно опорной части. Та­
кой резец отличается повышенной жесткостью по сравнению с
обычным расточным резцом и допускает увеличение сечения
240
120
- Г Г . .
-
t
----------- _
J-
Рис. 120. Расточный резец, оснащенный
пластинкой твердого сплава, конструк­
ции В. К. Семинского
стружки в 4—5 раз. При работе таким резцом с повышенной
скоростью резания не наблюдается вибраций даж е при значи­
тельном вылете державки.
Чтобы повысить виброустойчивость резца, токарь-новатор
111
В. Лакур предложил новую конструкцию расточного резца с пла­
стинкой из твердого сплава (рис. 121). Особенностью этих резцов
является то, что их главная режущая кромка расположена на
уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение вибро­
устойчивости и, как следствие, дает возможность работать на
больших скоростях резания и достигать улучшения чистоты об­
работанной поверхности.
Отверстия большой длины растачивают резцами, закреплен­
ными в специальных массивных оправках, размеры которых з а ­
висят от диаметра отверстия и его длины. Замена цельного рас­
точного резца небольшим резцом, вставленным в расточную
оправку, дает значительную экономию дорогостоящего инстру­
ментального материала. Способ крепления резца в оправке з а ­
висит от ее назначения. На рис. 122
показана оправка для растачивания
сквозного отверстия; здесь резец рас­
положен на значительном расстоянии
от конца оправки. Для растачивания
глухих отверстий резец крепится та­
ким образом,, что несколько выступает
за передний торец оправки.
Перед растачиванием отверстия не­
Рис. 122. Оправка с резцом
для растачивания сквозного
обходимо установить резец на требуе­
отверстия
мый диаметр по лимбу винта попереч­
ной подачи, а затем расточить отвер­
стие ручной подачей на длину 2—3 мм. Измерив диаметр штан­
генциркулем или другим измерительным прибором и убедившись
в правильности размера, растачивают отверстие на остальную
112
длину. Особенно важно правильно установить резец на требуе­
мый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачи­
вания. При черновом растачивании режущую кромку рекомен­
дуется устанавливать на высоте центров или немного ниже. При
чистовом растачивании режущую кромку нужно располагать
выше линии центров примерно на Vioo диаметра отверстия, учи­
тывая, что вследствие силы, возникающей от сопротивления
срезаемой стружки, резец может быть отжат вниз.
§ 4. ПРИЕМЫ РАСТАЧИВАНИЯ СКВОЗНЫХ И ГЛУХИХ
ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
При закреплении растачиваемой детали в кулачках патрона
необходимо иметь в виду возможность ее деформации (изме­
нения формы) вследствие сильной затяжки, особенно когда
деталь имеет тонкие стенки.
Рис
123. Искажение круглой формы отверстия из-за чрезмерного зажима тонко­
стенной детали в кулачках патрона
На рис. 123 схематически показано искажение круглой фор­
мы отверстия тонкостенной детали из-за чрезмерно сильного
закрепления ее в кулачках патрона.
На рисунке видно, что отверстие после зажима становится
слегка трехгранным (рис. 123, а). При последующем растачива­
нии резец обработает точную цилиндрическую поверхность, но
после снятия готовой детали со станка она примет прежнюю
форму: ее наружная поверхность станет снова цилиндриче­
ской, а обработанное отверстие примет треугольную огранку
(рис. 123, б). Эта ошибка тем более неприятна, что такое искаже­
ние не может быть обнаружено обыкновенными способами изме­
113
рений. Обнаружить искажение можно только специальным щу­
пом с трехточечным контактом, как показано на рис. 123, в.
Поэтому перед чистовым растачиванием рекомендуется не­
много о с л а б и т ь к у л а ч к и , тогда отверстие получится бо­
лее точным и правильным. Если требуется обработать отверг
стие очень точно, необходимо либо зажать деталь равномерно
по всей окружности в специальном патроне, либо зажать ее на
планшайбе с торца.
При растачивании глухих отверстий и отверстий с внутрен­
ними уступами заданной длины нужно предварительно отме­
тить на резце мелом эту длину или использовать продольный
Рис. 124. Растачивание отверстия с уступами:
I V — продольный упор, I—III — концевые плитки
упор или лимб продольной подачи. Если нужно расточить боль­
шое количество одинаковых деталей с отверстиями, имеющими
уступы, то целесообразно пользоваться специальными мерными
(концевыми) плитками для данной детали, как показано на
рис. 124. Д ля каждого уступа применяют плитку соответствующей
длины. Суппорт перемещают вручную до тех пор, пока он не
упрется в конец плитки.
Режимы резания при растачивании. Расточной резец рабо­
тает в более тяжелых условиях, чем резец, которым производит­
ся наружное обтачивание. Особенно нежелательна его вибрация
вследствие малой жесткости. Поэтому необходимо уменьшить
подачу в соответствии с вылетом резца и его сечением. При
этих условиях скорость резания должна быть примерно на
10—20% меньше, чем при наружном обтачивании. Если приме­
нять расточные резцы в оправках, то при достаточной жест­
кости их можно пользоваться режимами резания, предусмот­
ренными для наружного обтачивания (см. табл. 1, стр. 61).
114
§ 5. БРАК ПРИ ОБРАБОТКЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
При обработке цилиндрических отверстий возможны следу­
ющие виды брака:
1) часть поверхности расточенного отверстия осталась не­
обработанной;
2) диаметр расточенного отверстия не соответствует требу­
емому;
3) поверхность расточенного отверстия получилась недоста­
точно чистой;
4) поверхность развернутого отверстия получается недоста­
точно чистой, т. е. на ней остаются риски, задиры, выхваты и
следы дробления;
5) отверстие получилось некруглым (овальным или с ог­
ранкой).
1. Часть поверхности расточенного отверстия остается не­
обработанной, когда имеется смещение отверстия в заготовке
по отношению к ее наружной поверхности, когда мал припуск
на обработку, неправильно установлена и выверена деталь в
патроне. Такой брак обычно неисправим. Предупредить этот
брак можно проверкой правильности расположения отверстия
по отношению к наружному диаметру заготовки и правильности
установки ее.
2. Несоответствие диаметра расточенного отверстия требуе­
мому получается при неточной установке расточного резца на
глубину резания или при отжиме резца. Брак можно исправить
дополнительным растачиванием, если диаметр отверстия полу­
чится меньше требуемого. Предупредить такой брак можно бо­
лее точной установкой резца на требуемую глубину резания, по­
становкой более жесткого резца и уменьшением подачи.
3. Поверхность отверстия получается недостаточно чистой
пр.и слишком большой подаче резца, при скорости резания,
не соответствующей требуемой, при плохой заточке резца^ либо
при работе сильно затупившимся резцом, при вибрации резца
или детали. Большинство перечисленных причин брака устра­
нимо.
4. Недостаточно чистая поверхность отверстия, риски, зади­
ры и следы дробления при развертывании обычно бывают при
большом припуске под развертку, при неправильной заточке
развертки, затуплении развертки, забоинах на ее режущей и
калибрующей частях, неправильном выборе подачи и охлаж ­
дения.
5. Искажение формы отверстия получается при излишне
сильном зажиме тонкостенной детали в кулачках патрона. Овал
115
образуется при зажиме в двух- и четырехкулачковых патронах,
огранка — в трехкулачковых. Устранить брак можно более лег­
ким зажимом при соответственном снижении глубины реза­
ния и подачи; у тонких колец — зажимом по торцу на план­
шайбе.
§ 6. ПРИЕМЫ ПОДРЕЗАНИЯ ВНУТРЕННИХ ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ И ВЫТАЧИВАНИЯ ВНУТРЕННИХ КАНАВОК
Торцовые поверхности в отверстиях подрезают расточными
резцами для глухих отверстий, как показано на рис. 125. Резец
вводят в отверстие на соответствующую длину до упора или по
лимбу продольной подачи, а при отсутствии последнего — до
меловой риски на стержне резца.
Внутренние канавки в отверстиях вытачивают специальными
прорезными канавочными резцами, у которых форма головки
в точности соответствует профилю канавки (рис. 126). Размер Л
получают при помощи продольного упора или же сделав на рез­
це меловую риску.
Внутренние канавки служат
часто для выхода резца при рас­
тачивании глухого или ступенча­
того отверстия и для выхода резь­
бового резца. При растачивании
выточек, которые отличаются от
Рис. 127 Растачивание внутрен­
канавок
значительно большей ши­
ней выточки
риной (рис. 127), сначала дают
врезание резцу на глубину выточ­
ки по лимбу винта поперечной подачи, а затем включают про­
дольную подачу. При подходе резца к уступу выточки подачу
выключают.
Ш
§ 7. ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ, ВНУТРЕННИХ
КАНАВОК И ВЫТОЧЕК
В зависимости от требуемой точности измерения и размеров
диаметра отверстий применяют различные измерительные
инструменты.
Правильно
а)
Рис
Неприбыльно
&)
128. Измерение диаметра отверстия нутромером
Неточные цилиндрические отверстия можно измерять нутро­
мером и измерительной линейкой, а точные — штангенцирку­
лем, либо микрометрическим нутромером.
В серийном и массовом производстве для контроля точных
диаметров отверстий применяют предельные калибры-пробки.
10 11 12 13 14 15 16 11
'ІІІІІІІІІІІШІІШІІНІІІІІІІІІІІІІШІІІІІІІІІІ
Рис 129 Измерение диамет­
ра отверстия прецизионным
штангенциркулем с точностью
измерения 0,02 мм
Измерение цилиндрических отверстий. На рис. 128 показано
правильное (а) и неправильное (б) измерение диаметра от­
верстия нутромером. Если ось нутромера не будет совпа­
дать с осью отверстия, то развод ножек покажет больший раз­
мер. Для определения размера нужно величину развода ножек
нутромера измерить линейкой или штангенциркулем.
При растачивании отверстия под обработанный вал измеряют
вначале диаметр вала кронциркулем или штангенциркулем и з а ­
тем устанавливают по ним ножки нутромера.
117
Точное отверстие измеряют штангенциркулем с точностью
отсчета 0,02 мм (рис. 129).
На рис. 130 показан контроль диаметра отверстия предель­
ной пробкой. Проходная сторона (длинный измерительный ци-
Рис. 130. Контроль диаметра отверстия
предельной пробкой:
Рис. 131. Плоские калибры-пробки для
контроля диаметра отверстия
а — проходная сторона пробки легко входит
в отверстие, б — непроходная сторона пробки
не входит в отверстие;
1 — проходная сторона пробки, 2 — непро'-ходная сторона пробки
линдр) должна проходить без нажима сквозь отверстие. Если
и непроходная сторона (короткий измерительный цилиндр)
входит в отверстие, то деталь бракуют.
Цилиндрические калибрыпробки неудобны для контро­
ля отверстий больших диа­
метров вследствие их большо­
го веса. В этих случаях поль­
зуются более легкими одно­
сторонними
калибрами-проб­
ками (рис. 131), из которых
один — проходной,
обознача­
ют ПР, а второй — непроходРис. 132. Регулируемая предельная
ной _НЕ.
пробка
Регулируемая
предельная
пробка, которую можно отре­
гулировать для контроля отверстий нескольких размеров пока­
зана на рис. 132. После износа измерительных поверхностей
пробки можно восстановить ее правильные размеры.
118
Диаметры отверстий можно измерять также нутромерами, по­
казанными на рис. 133 и 134.
Жесткий нутромер
(рис. 133) представляет собой
металлический стержень с измерительными концами, имеющими
сферическую поверхность. Расстояние между ними равно диа­
метру измеряемого отверстия. Чтобы исключить влияние тепла
от руки, держащей нутромер, на его
действительный размер, применяют
державки (рукоятки).
Для измерения внутренних раз­
меров с точностью до 0,01 мм при­
меняются м и к р о м е т р и ч е с к и е
н у т р о м е р ы . Устройство их сходРис 133 Жесткий
но с устройством микрометра для
наружных измерений.
При измерении микрометрический нутромер вводят в изме­
ряемое отверстие (рис. 134). Один конец его упирают в поверх­
ность отверстия, а противоположный медленно покачивают в
продольном и поперечном направлениях и нащупывают регули-
Рис. 134 Применение микромет­
рического нутромера при измере­
нии диаметра отверстия
Рис. 135. Измерение диаметра
выточки кронциркулем и ли­
нейкой
рованием микрометрического винта наибольший размер; затем
производят отсчет.
Измерение внутренних канавок и выточек. Внутренние ка­
навки и выточки измеряют по диаметру и по длине. Диаметр
измеряют нутромером, кронциркулем и шаблоном.
На рис. 135 показан прием измерения диаметра выточки
кронциркулем и линейкой. Сначала измеряют кронциркулем
размер а, не меняя раствора ножек, прижимают одну из них к
внутренней стенке отверстия, а положение второй измеряют ли­
119
нейкой. Предположим, вторая ножка находится у деления
18 мм, а размер а равен 25 мм. Легко подсчитать, что толщина
стенки b равняется размеру а минус 18 мм , т. е. 25— 18 = 7 мм.
Если наружный диаметр детали равен 100 мм, то, вычитая из
этого размера две толщины стенок, т. е. 2X 7 мм, получим диа­
метр выточки 100— (2X7) = 8 6 мм.
Рис. 136. Измерение ширины
внутренней канавки штанген­
циркулем
Рис. 137. Измерение ши­
рины внутренней канавки
шаблоном
Таким же способом можно измерить диаметр внутренней
канавки.
На рис. 136 показано измерение ширины внутренней канавки
ножками комбинированного штангенциркуля, а на рис. 137
шаблоном.
Контрольные
вопросы
1. В каких случаях отверстия следует растачивать?
2. Какие расточные резцы применяют при растачивании отверстий?
3. Как устанавливают резец при растачивании отверстия?
4. Как устанавливать и заж им ать детали при растачивании?
5. В каких случаях отверстия следует растачивать резцом, установлен­
ным и закрепленным в оправке?
6. Какое искажение получится при слишком сильном заж им е тонко­
стенных деталей в трехкулачковом патроне?
7. Д ля чего служит зенкер?
8. В каких случаях и зачем применяют развертки?
9. Какое преимущество имеют качающиеся оправки?
10. Зачем оставляют припуск под развертывание? Как определить величи­
ну припуска под развертывание?
11. Какие охлаж даю щ ие жидкости применяют при сверлении, зенкерова­
нии и развертывании?
12. Какие измерительные инструменты применяют для измерения цилин­
дрических отверстий?
Глава X
ТОКАРНАЯ ОБРАБОТКА НЕСЛОЖНЫХ ДЕТАЛЕЙ
§ 1. ТОКАРНАЯ ОБРАБОТКА ШТЫРЯ
В предыдущих главах были рассмотрены отдельные виды
токарной обработки: обтачивание цилиндрических поверхно­
стей, подрезание торцовых поверхностей, вытачивание канавок
и отрезание, сверление, зенкерование, растачивание и разверты­
вание отверстий.
Квалифицированному токарю редко приходится выполнять
каждый из этих видов обработки отдельно, чаще приходится их
выполнять последовательно, в определенном сочетании (в комп­
лексе). Бывают детали сложной формы, при изготовлении ко­
торых применяют, помимо рассмотренных видов обработки, и
другие, которые будут описаны ниже. Но встречаются детали
простой формы, при изготовлении которых применяют только те
виды токарных работ, которые были рассмотрены в предыду­
щих главах.
Разберем пример обработки простой детали. Допустим, тре­
буется изготовить на токарном станке один штырь, показанный
на рис. 138.
Для этого штыря заготовку принимаем из прутка. Зад аем ­
ся припуском на обработку по 2 мм на сторону по диаметру
20 мм. Тогда получим диаметр прутка равный 2 0 + (2X2) =
= 24 мм. Принимая припуск на подрезание каждого торца за ­
готовки 1 мм и ширину отрезного
резца 3 мм у получим длину заго­
товки. 45 мм. Чтобы отрезать з а ­
готовку длиной 45 мм от прутка
на расстоянии 5 мм от кулачков
патрона, нужно будет пруток вы­
двинуть на 50 мм от них.
Для обработки такого штыря
потребуются три резца: проход­
ной отогнутый с углом ср= 45°,
проходной упорный прямой с уг­
лом ф = 90° и отрезной. Проход­
ным отогнутым резцам с углом
Ф= 45° можно обточить пруток по диаметру, подрезать торцовую
поверхность и обточить фаску. Проходным упорным резцом с уг­
лом чф = 90° можно обточить пруток и подрезать уступ.
Отрезным резцом будет отрезаться заготовка от прутка.
На рис. 139 показаны эскизы обработки штыря на токарном
станке. После выдвигания прутка на 50 мм из кулачков самоцентрирующего патрона (рис. 139,а) и его закрепления подре121
*
4 *
У
1
обработки
(
Рис. 139. Эскизы
"
одного
ч.—
J - T *
штыря
e s f ^
«41
/flf
st
_A
C
£j
зают торцовую поверхность в размер 49 мм (рис. 139,6), сни­
мая припуск 1 мм. Затем обтачивают проходным упорным рез­
цом с углом ф = 90° пруток на диаметр 16-мм на длине 25 мм
от торцовой поверхности (рис. 139,в), а потом проходным ото­
гнутым с углом ф = 45°— на диаметр 20 мм на длине 20 мм
(рис. 139, г); этим же резцом снимают фаску 2X45° на конце
прутка, обточенном на 0 1 6 мм (рис. 139,д), и отрезным резцом
отрезают заготовку длиной 41 мм (рис. 139, е). Вынув заготовку
из патрона, устанавливают ее концом, обточенным на 0 1 6 мм в
кулачки патрона, подрезают торцовую поверхность (рис. 139, ж)
и снимают фаску (рис. 139, з). Это будет вторая установка прут­
ка в патрон. Таким образом, штырь обтачивается за две уста­
новки.
При изготовлении 50 (и более) штырей ту же обработку
целесообразно дифференцировать, т. е. расчленить. Например,
сначала выдвинуть пруток на 50 мм (рис. 140, а) и отрезать з а ­
готовку длиной 42 мм (рис. 140, б). Отрезав все 50 заготовок,
приступают на этом же или на другом токарном станке к обта­
чиванию одного конца длиной 26 мм на диаметр 16 мм (рис.
140, в) у всей партии (все 50 заготовок, обрабатываемых одно­
временно, принято называть партией). Затем на этом же или на
другом токарном станке у всей партии заготовок, установленных
в патрон обточенной поверхностью, обтачивают цилиндрическую
поверхность на диаметр 20 мм (рис. 140, г). Такое деление (диф­
ференцирование) обработки значительно упрощает работу то­
каря, позволяя широко использовать перемещение резца в
поперечном направлении по лимбу или по поперечному упору,
а в продольном направлении по лимбу или по продольному
упору с ограничителями, что значительно снижает время обра­
ботки, повышая производительность труда.
Д ля подрезания торцовой поверхности диаметром 20 мм на
длину 41 мм (рис. 140, д) устанавливают каждую заготовку
поочередно также в патрон обточенным концом 0 16 мм так,
чтобы уступ упирался в торцы кулачков; при подрезании торцо­
вой поверхности используют продольный упор на станине стан­
ка. Затем у всей партии обтачивают фаску 2X45° у торцовой по­
верхности 0 20 мм (рис. 140, е). После снятия фаски устанавли­
вают заготовки в патрон обточенным концом 0 20 мм так,
чтобы
уступ
заготовки
совпадал с торцами
кулачков
(рис. 140, ж) и подрезают торцовую поверхность 0 16 мм на
длину 40 мм. Подрезав эти торцовые поверхности у всей партии,
заканчивают обработку штыря обтачиванием фаски 2X45° у
торца 0 16 мм (рис. 140, з). Так как фаску 2X45° можно обта­
чивать и с продольной и с поперечной подачей, то используют
соответственно продольный или поперечный упор.
Дифференциация обработки целесообразна лишь при значи­
тельной партии обрабатываемых деталей. При меньшей партии
123
обработки
штыря
А
Рис. 140. Эскизы
огФ
riF.
н
z
деталей обрабатывать такой штырь следует за меньшее число
операций. Например, после подрезания торцовой поверхности
ф 16 мм на длину 40 мм (рис. 140, э/с) у той же заготовки обта­
чивают фаску 2 x 4 5 ° (рис. 140, з) за одну установку.
Обработку одной или нескольких поверхностей детали на
одном станке у всей партии принято называть операцией*. Т а­
ким образом один штырь (см. рис. 139) обрабатывался за одну
операцию (укрупненный процесс), а 50 штырей — за 7 опера­
ций (дифференцированный процесс). Партию меньше 50 шты­
рей целесообразно обрабатывать за меньшее число операций.
§ 2. ТОКАРНАЯ ОБРАБОТКА ГЛАДКИХ И СТУПЕНЧАТЫХ ВАЛОВ
Разнообразные формы валов можно свести к двум исходным
формам — гладкой и ступенчатой. По длине валы можно разде­
лить на короткие, средние и длинные.
При обработке валов центровые отверстия являются, как пра­
вило, у с т а н о в о ч н ы м и б а з а м и . Для обтачивания заготовок
валов широко применяют токарно-винторезные станки как для чер­
новой (V 1 — V 3), так и для получистовой и чистовой обработки
(V 4 — V 7).
Применение достаточно высоких скоростей резания, особен­
но при черновой обработке валов, создает тяжелые условия для
работы заднего центра токарного станка. Неподвижный задний
центр не выдерживает высоких скоростей — сгорает и его при­
ходится часто заменять. Однако обработка вала в неподвижном
центре точнее, чем во вращающемся, особенно если центр
вставляется в конус пиноли или встроен в нее (см. рис. 38 и 39).
При обтачивании нежестких валов, т. е. валов, у которых
отношение длины к диаметру больше 10: 1; 12: 1, необходимо
применять люнеты **. Под жесткостью вала подразумевают спо­
собность его прогибаться под действием внешних сил. Ж ест­
кость валов при черновом обтачивании может быть повышена
при более прочно^ закреплении конца вала. При черновом обта­
чивании часто поддерживается центром только правый конец
вала, а левый закрепляется в кулачках патрона (см. рис. 44).
Такое закрепление называется комбинированным. Чистовое об­
тачивание рекомендуется производить с установкой вала обо­
ими концами только в центрах, что способствует повышению
точности обработки.
Гладкие валы длиной 250—350 мм (рис. 141, а) обрабатыва­
ют в такой последовательности:
1. Отрезание заготовки от прутка (рис. 141, б).
* П одробнее об операции см. стр. 131 — 132.
** О люнетах см гл. XXIII, стр. 351—355.
125
ft
I
ОСФ
й=і
25
О
О
ей
S*
о
ОСФ
о
QJ
fed
X
її
0чJQ
3
••>К
X
*
*С
f
а,
Ь£Ф\
0£ф
23
2. Подрезание торцовой поверхности и центрование ее
(рис. 141, в и г).
3. Подрезание второй торцовой поверхности и центрование
ее (рис. 141, д и е).
4. Обтачивание начерно примерно половины заготовки по
длине при установке ее в центрах (рис. 141, ж).
5. Обтачивание начерно второй половины заготовки по дли­
не при установке ее в центрах (рис. 141, з).
6. Чистовое обтачивание примерно половины заготовки.
7. Чистовое обтачивание второй половины заготовки.
Если к валу не предъявляют высоких требований в отноше­
нии точности и чистоты поверхности, то ограничиваются только
черновым обтачиванием его.
Рассмотрим процесс обработки гладкого вала (рис. 141, а)
диаметром 30 мм и длиной 250 мм при партии в 10 штук. Внача­
ле отрезают заготовки длиной 254 мм (рис. 141, б) от прутка
0 34 мм (разрезать пруток на части длиной 254 мм целесообраз­
нее на ножовочной или дисковой пиле вместо токарного станка);
затем подрезают торцовую поверхность (рис. 141, в) и сверлят
центровое отверстие, с одной стороны (рис. 141, г), а потом
то же с другой (рис. 141, д и е).
Далее обтачивают первую половину заготовки начерно, потом
вторую (см. рис. 141, ж и з)< а затем также обтачивают заготов­
ку начисто.
При обтачивании наружной цилиндрической поверхности
гладкого вала обычно остается след от стыка поверхностей, об­
тачиваемых при первой и второй установках. Чтобы этого не бы­
ло, следует применять поводковый центр, показанный на
рис. 142. Этот центр позволяет обтачивать всю наружную по­
верхность гладкого вала за одну установку.
Поводковый передний центр имеет самоустанавливающуюся
упорную шайбу 4 и выдвижной центр 5. Заготовка вала левой
рукой подносится и направляется центровым отверстием к цен­
тру 5, после чего правой рукой прижимается задним центром.
При этом выдвижной центр 5 сжимает пружину 7, пока заготов­
ка не упрется левым торцом в рифленую поверхность самоустанавливающейся сферической шайбы 4. Эта шайба перемещает
втулку 3, внутренняя коническая поверхность которой нажима­
ет на три штифта 2, радиально расположенных под углом 120°
друг к другу и стопорящих центр, препятствуя его дальнейшему
перемещению влево.
Обрабатываемая заготовка приводится во вращение от
шпинделя станка через рифленую поверхность шайбы 4. Зубья
рифленой шайбы, врезавшиеся в торец заготовки, передают кру­
тящий момент от шпинделя. Сфера шайбы 4 позволяет самоустанавливаться ей независимо от того, косо или нормально рас­
положен торец заготовки к ее оси.
127
Освобождается и снимается заготовка после отвода пиноли
задней бабки. При этом центр 5 под действием сжатой пружи­
ны 1 выводит из сцепления торец заготовки со сферической
шайбой 4.
Эту шайбу делают сменной, в зависимости от диаметра обта­
чиваемой заготовки и характера обработки. Три зуба на сфери5
ческой шайбе 4 применяют для обдирочного и чернового обтачи­
вания (рис. 142, б). Д ля чистового обтачивания применяют
шайбу с большим числом мелких зубьев (рис. 142, в), образую­
щих рифленую поверхность, от которых почти не остается следов
на торце заготовки. Такие центры применяют для обтачивания
заготовок диметром до 70—80 мм и длиной до 300—400 мм.
Обточить гладкий вал за одну установку можно также при
помощи трех- или четырехгранного центра (рис. 143), устанав­
ливаемого в шпиндель станка.
При поджиме заготовки к пе­
реднему центру с граненым ко­
нусом поверхность центрового
отверстия врезается в грани
центра, благодаря чему переРис. 143. Трехгранный центр
дается вращение от шпинделя
к заготовке. В связи с вреза­
нием граней центра в коническую поверхность центрового отвер­
стия дальнейшее использование этого отверстия как установоч­
ной базы невозможно.
С т у п е н ч а т ы е в а л ы можно делить на короткие — до
250 мм , средние — 250—350 мм и длинные — более 350 мм.
Различие обработки ступенчатых валов разных длин обусловли­
вается главным образом степенью их жесткости.
128
2x45*
-
§
» г
60
40
310
40
80
550
во i
а)
•Я
Ж
-3—
*±
s
Ж
С)
<3=
ж_
t-
“
тс=
В
в)
<Я :
Q0-г -
I
'4<-іЪИ..
- я - :
s
T
зє-
s
г)
''Y™ _________
" Ы Г
U _
я
і
і5
д)
6=
310
м
ME
ХЭ
Є)
Рис. 144. Ступенчатый вал и эскизы его обработки
5 Зак, 529
Для примера рассмотрим обработку вала, показанного на
рис. 144, а. Учитывая небольшой перепад ступеней вала, прини­
маем заготовку из прутка 0 65 мм и длиной 555 мм. Поверх­
ности вала обтачивают при установке и закреплении заготовки
в центрах и вращении ее при помощи хомутика. Поверхности
0 45 мм на длине 80 мм (рис. 144, б) обтачивают за два прохо­
да, снимая припуск по 5 мм на сторону. Поверхность 0 50 мм
на длине 40 мм (рис. 144, г) целесообразно обтачивать тоже за
два прохода. Так же обтачивают поверхность 0 45 мм на дли­
не 80 мм и поверхность 50 мм на длине 40 мм на другом конце
заготовки (рис. 144, в и д ) . Эти ступени обтачивают проходным
упорным прямым резцом с углом ф = 90° (для одновременного
подрезания уступов). Затем обтачивают среднюю часть вала —
поверхность 0 60 мм на длине 310 мм проходным резцом
(рис. 144, е).
При единичном изготовлении такого вала сверлят центровые
отверстая и обтачивают его за одну операцию. При изготовле­
нии от 2 до 20—30 валов обработку производят за несколько
операций. В первой операции за две установки подрезают торцы
и сверлят центровые отверстия. Во второй операции тоже за две
установки обтачивают с обоих концов ступени 0 45 мм.
В третьей операции обтачивают две ступени 0 50 мм, а в чет­
вертой операции — среднюю ступень 0 60 мм.
При больших партиях валов (50 шт. и более) заготовки
обычно поступают к токарю зацентрованными. Дальнейшая об­
работка их производится аналогично предыдущему, но с при­
менением поперечных и продольных лимбов и упоров.
Контрольные
вопросы
1. Чем отличается обработка штыря
(рис. 141) при изготовлении 1 и
50 шт.?
2. Р асскаж ите о порядке обработки гладкого в&ла 0 1 0 мм и длиной
100 мм.
3. Расскаж ите о порядке обработки ступенчатого вала.
4. Чем отличается обработка одного ступенчатого вала от обработки
50 шт.?
Глава XI
ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ
СТАНКАХ
§ 1. ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОМ И ПРОИЗВОДСТВЕННОМ
ПРОЦЕССАХ
Чтобы обработать деталь производительно и экономично,
нужно заранее предусмотреть наиболее целесообразный поря­
док обработки, выбрать станок, режущие и измерительные ин­
130
струменты, приспособления, а также наиболее производитель­
ные режимы резания. Все эти факторы, определяющие весь про­
цесс обработки заготовки до ее превращения в готовую деталь,
составляют технологический процесс.
Большинство деталей машин обрабатываются не только на
токарных, но и на других станках — сверлильных, фрезерных,
строгальных, шлифовальных. Поэтому и технологический про­
цесс механической обработки обычно состоит из операций, вы­
полняемых на разных станках. В данной главе рассматриваются
вопросы, касающиеся операций, выполняемых только на токар­
ных станках.
Технологический процесс обработки отдельных деталей на
станках является одним из этапов общего призводственного
процесса изготовления изделия в целом. Производственный про­
цесс может состоять из следующих этапов:
1) получения заготовок деталей литьем, ковкой, штамповкой
или из прокатного материала;
2) обработки заготовок на металлорежущих станках для по­
лучения деталей с окончательными размерами и формами;
3) термической, химической и слесарной обработки их;
4) сборки — соединения отдельных деталей в узлы, а уз­
лов — в агрегаты;
5) сборки всего изделия из агрегатов;
6) регулирования, испытания, окраски, отделки и упаковки
изделия.
После выполнения каждого этапа производственного про­
цесса осуществляется соответствующий контроль продукции.
Таким образом, производственным процессом называется со­
вокупность отдельных процессов, в результате которых из мате­
риалов и полуфабрикатов получается готовая продукция.
§ 2. ЭЛЕМЕНТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологический процесс механической обработки детали состоит из следующих элементов: операций, установок, переходов,
проходов и приемов.
Операцией называется часть технологического процесса, вы­
полняемая на одном станке и охватывающая все последова­
тельные действия рабочего и станка по обработке детали до пе­
рехода к обработке следующей детали.
Например, сначала обтачивается в центрах один конец вала,
потом — другой. После обтачивания первого конца вала необхо­
димо его снять с центров, повернуть на 180° и опять установить
в центры и начать обтачивать другой конец. Все ато составляет
одну операцию, состоящую из двух установок детали.
Если требуется обработать несколько таких валов, то мож­
но сначала обточить один конец у всех заготовок, а потом при5*
131
ступить к обтачиванию второго конца тоже у всех заготовок.
В этом случае вал обтачивается за две операции и каждая опе­
рация состоит из одной установки.
Установкой называют часть операции, выполняемую при од­
ном закреплении детали на станке. Так, например, установить
и закрепить вал в центрах для обтачивания одного его конца —
первая установка, а после повертывания и нового закрепления
его в центрах для обработки другого конца — вторая установка.
Операция разделяется на переходы. Переходом называется
часть операции, которая характеризуется неизменностью обра­
батываемой поверхности детали, режущего инструмента и ре­
жима резания.
Изменение хотя бы одного из перечисленных элементов,
т. е. обрабатываемой поверхности, режущего инструмента или
режима резания определяет новый переход. Например, подрезать торец вала и обточить его по наружному диаметру — это
будут два отдельных перехода. Подрезать один и тот же торец
вала сначала начерно, а потом начисто одним и тем же резцом,
но с изменением величины подачи или числа оборотов — будет
также составлять два отдельных перехода.
Переход может состоять из одного или нескольких проходов.
Под проходом понимается часть перехода, охватывающая
все действия, связанные со снятием одного слоя материала при
неизменности поверхности обработки, инструмента и режима
резания. Примером может служить подрезание торца вала.
Если припуск велик и за один проход его снять нельзя, то
тем же резцом и при тех же режимах резания торец подрезает­
ся дважды — за два прохода, составляющих один переход. Ес­
ли же второе подрезание торца производить другим резцом или
изменить подачу или число оборотов, то это будет уже новый
переход, и тогда подрезание торца будет осуществляться за два
перехода и каждый переход будет состоять из одного прохода.
Д ля более точного определения времени обработки детали на
станке операции расчленяются на отдельные приемы.
Под приемом понимают законченное действие рабочего при
работе на станке. Например, установить вал в центры, переклю­
чить числа оборотов шпинделя, включить подачу и др., состав­
ляют отдельные приемы. Таким образом, весь технологический
процесс механической обработки детали состоит из отдельных
операций, расчлененных на отдельные переходы, выполняемые
при соответствующих установках и состоящие из проходов и
приемов.
§ 3. ТИПЫ ПРОИЗВОДСТВ В МАШИНОСТРОЕНИИ
Все машиностроительные производства в зависимости от но'менклатуры продукции и размера производственной программы
132
делятся на три основные типа: единичное (индивидуальное), се­
рийное и массовое.
Единичным называется такое производство, при котором де­
тали изготовляются единичными экземплярами, разнообразны­
ми по конструкции или размерам, причем повторяемость изго­
товления этих деталей бывает редкая или совсем отсутствует.
Такой вид производства имеет место в экспериментальных и
ремонтно-механических цехах, а также в механосборочных це­
хах заводов тяжелого машиностроения, крупного станкострое­
ния и др.
В единичном производстве используются преимущественно
универсальные станки, с имеющимися на них нормальными при­
способлениями*, нормальный режущий и измерительный ин­
струмент. Технологический процесс обработки деталей в еди­
ничном производстве, как правило, не разрабатывается подроб­
но, а ограничивается установлением перечня операций с
указанием станков, приспособлений и инструментов. Станки
располагаются в цехах группами по типам: токарные, сверлиль­
ные, строгальные, фрезерные, шлифовальные и др.
Серийным называется такое производство, при котором обра­
ботка деталей осуществляется периодически отдельными серия­
ми (партиями), состоящими из одноименных, однотипных по
конструкции и однообразных по размерам деталей, пускаемых
в обработку одновременно. Понятие «партия деталей» относится
к количеству деталей, а понятие «серия» — к количеству машин,
запускаемых в производство одновременно. В зависимости от
количества машин в серии, их характера и трудоемкости условно
различают производства: мелкосерийное, среднесерийное и
крупносерийное. Например, если механический цех обрабаты­
вает детали для производства различных мелких станков в ко­
личестве от 3 до 10 шт. в месяц, то это будет мелкосерийное
производство. Если каждый месяц производится от 10 до 100
станков,— это среднесерийное производство. При производстве
станков более 100 шт. в месяц — крупносерийное производство.
При серийном производстве применяются: станки — универ­
сальные, специальные и специализированные **, приспособления
и инструменты — как нормальные, так и специальные. Процесс
обработки деталей в серийном производстве разрабатывается
с полным перечнем операций, станков, приспособлений, инстру­
ментов, режимов резания и времени на обработку.
*
К нормальным приспособлениям токарных станков относятся трех- и че­
тырехкулачковые патроны, поводковые патроны, хомутики, центры и люнеты.
** Специализированными называют универсальные станки, которые путем
различных конструктивных дополнений приспосабливают специально для опре­
деленной операции одной или нескольких деталей, чем значительно повышают
производительность труда.
133
Серийное производство является наиболее распространен­
ным в общем и среднем машиностроении (мелкие и средние
станки, насосы, компрессоры, текстильные машины, полиграфи­
ческие машины, различные приборы и др).
Массовым называется такое производство, в котором при до­
статочно большом количестве одинаково обрабатываемых дета­
лей изготовление их ведется путем непрерывного выполнения на
станках одних и тех же постоянно повторяющихся операций.
Массовое производство возможно и экономически выгодно при
выпуске большого количества деталей, конструкция которых не
меняется в течение длительного срока (3—4 года и более).
В массовом производстве технологический процесс разраба­
тывается весьма подробно. Здесь широко используют не только
специальные станки и автоматы, но и автоматические линии, а
также специальные приспособления и инструменты. Станки рас­
полагаются обычно в таком же порядке, в каком следуют опера­
ции в технологическом процессе.
Массовое производство характерно для автотракторной и
шарикоподшипниковой промышленности, сельскохозяйственно­
го машиностроения, приборостроения и др.
§ 4. ПРИНЦИПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Технологический . процесс может разрабатываться по прин­
ципу укрупнения операций, т. е. концентрации операций, и по
принципу расчленения, т. е. дифференциации операций.
Как правило, в единичном и мелкосерийном производстве
применяют технологические процессы концентрированные, в се­
рийном производстве — дифференцированные.
В крупносерийном и массовом производстве технологические
процессы осуществляются по обоим принципам, т. е. концентри­
рованному и дифференцированному. В современном массовом
производстве все больше стремятся применять концентрирован­
ные технологические процессы, обеспечивающие наибольшую
технико-экономическую эффективность.
На примере обработки штыря видно, что при изготовлении
одной такой детали оба ее конца обтачивают в одной операции
(см. рис. 139), осуществляя таким образом концентрацию об­
тачивания, соответствующую единичному типу производства.
При изготовлении 50 штырей используется особенность серий­
ного производства — дифференциация технологического процес­
са (см. рис. 140).
§ 5. ПОНЯТИЕ ОБ УСТАНОВОЧНЫХ БАЗАХ И ИХ ВЫБОР
При разработке технологических процессов механической об­
работки деталей важным является правильная установка и за ­
134
крепление деталей на станках. От того, каким образом устанав­
ливается и закрепляется деталь на станке, в большинстве
случаев зависит точность ее обработки и в значительной мере
продолжительность всей операции. Кроме того, от способа ус­
тановки и закрепления детали на станке во многих случаях з а ­
висит также появление брака при обработке. Также весьма
важным является выбор установочных поверхностей. Поверхно­
сти детали, которыми она устанавливается для обработки на
станке, называются установочными базами, а часто просто
базами.
При начальных операциях обработки детали базами яв­
ляются необработанные поверхности, называемые черновыми
базами. При последующих операциях обработанные установоч­
ные поверхности называются чистовыми базами. Чистовые ба­
зирующие поверхности делятся на основные и вспомогательные.
Основной базой называется поверхность детали, используемая
в работе узла или механизма машины. Например, в начале об­
работки штыря пруток устанавливается и закрепляется в кулач­
ках патрона необработанной цилиндрической поверхностью
0 24 мм (см. рис. 139, в), а в конце обработки (см. рис. 139, ж)
заготовка закрепляется обработанным концом 0 16 мм.
В первом случае необработанная поверхность 0 24 мм яв­
ляется черновой базой, а во втором случае обработанная поверх­
ность 0 16 мм будет основной базой.
Зубчатое колесо обычно устанавливается на валу своим от­
верстием. Если отверстие этого колеса ^используется как база
для установки заготовки колеса при ее обработке на токарном
станке, то оно будет являться основной базой.
Некоторые поверхности заготовки часто приходится обраба­
тывать специально только для установки ее на станке. Харак­
терным примером таких поверхностей являются центровые
отверстия валов. Такие поверхности называются вспомогатель­
ными базами. Примером вспомогательной базы являются также
торцовая поверхность и отверстие в поршне (рис. 145). Эти
поверхности специально обрабатываются для установки заго­
товки поршня на токарном станке (с конструктивной точки зре­
ния эти поверхности порцшя для работы двигателя обрабаты­
вать не требуется).
Выбор черновой базы. При выборе черновой базы следует ру­
ководствоваться следующими соображениями:
1.
Д ля деталей, у которых обрабатываются не все поверхно­
сти, в качестве черновой базы необходимо принимать поверхно­
сти, не подлежащие обработке, чтобы обработанные поверх­
ности располагались правильно относительно необработанных.
Например, у литых зубчатых колес, шкивов, тормозных дисков
и т. п. за черновую базу принимаются внутренние поверхности
обода и торцовые поверхности, как показано на рис. 146.
135
2.
Если обрабатываются все поверхности детали, то за чер­
новую базу следует принять поверхность, имеющую наименьший
припуск на обработку. Тогда этот припуск расположится сим­
метрично или параллельно обработанным поверхностям, что ис­
ключит возможность появления чер­
ноты при обработке поверхности с на­
именьшим припуском.
После выполнения первой операции
черновые базы должны быть заменены
чистовыми — обработанными базами.
Повторная установка заготовки на чер­
новые базы, как правило, недопустима,
так как не будет обеспечено одинаковое
положение заготовки относительно ре-
черновые
Рис. 145. Вспомогательные
базы поршня
Рис. 146.
Черновые базы
шкива
жущего инструмента при обеих установках. Поверхности, прини­
маемые за черновые базы, должны быть по возможности ревными и чистыми.
Выбор чистовой базы. При выборе чистовой базы рекомен­
дуется учитывать следующее:
1. Принимать за чистовую базу такие поверхности, которые
могут быть использованы при возможно большем количестве
операций, так как при перемене установочных баз точность об­
работки детали будет уменьшаться.
2. Выбирать такие поверхности, при которых было бы удоб­
нее устанавливать и закреплять заготовку, обеспечивая наи­
меньшие деформации ее от усилий резания и зажима*
136
Контрольные
вопросы
1. Что называется технологическим процессом?
2. Из каких элементов состоит технологический процесс механической
обработки детали?
3. Что называют операцией?
4 Приведите пример обработки детали за одну и за две операции.
5. Что называют установкой?
6. Приведите пример, когда операция содерж ит одну установку, две
установки.
7. Что называют переходом?
8. Приведите пример установки, которая содерж ит один переход, нес­
колько переходов.
9. Что называют проходом?
10. Чем характеризую тся единичное, серийное и массовое производства?
11. Как выбирают черновую базу?
12. Как выбирают чистовую базу?
13. Какие базы называют основными и какие вспомогательными? При­
ведите примеры.
РАЗДЕЛ ВТОРОЙ
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ.
ОБТАЧИВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ.
ОТДЕЛКА ПОВЕРХНОСТЕЙ. НАРЕЗАНИЕ
ТРЕУГОЛЬНОЙ РЕЗЬБЫ
Глава XII
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
В машиностроении широко применяют детали с коническими
поверхностями — в виде наружных конусов или в виде кониче­
ских отверстий.
§ 1. ПОНЯТИЕ О КОНУСЕ И ЕГО ЭЛЕМЕНТАХ
Элементы конуса. Если вращать прямоугольный треугольник
А Б В относительно катета АБ, принятого за ось (рис. 147, а), то
Рис
147 Конусы:
а — полный, б — усеченный
образуется тело вращения А В Г , называемое полным конусом .
Катет АБ называется осью, или высотой конуса. Прямая АВ на­
зывается образующей конуса, точка А является вершиной конуса.
138
При вращении катета БВ относительно оси АБ образуется по­
верхность, называемая основанием конуса (см. рис. 147, а).
Угол между образующей А Г и осью АБ называется углом
уклона конуса и обозначается а (альфа). Углы выражаются в
градусах, минутах и секундах.
Угол ВАГ между образующими А В и А Г конуса называется
углом конуса и обозначается 2а.
Если от конуса отрезать его верхнюю часть плоскостью, па­
раллельной его основанию (рис. 147, б), то получим тело, на­
зываемое усеченным конусом. Он имеет два основания — верх­
нее и нижнее. Расстояние 0 0 { по оси между основаниями назы­
вается высотой усеченного конуса. Так как в машиностроении
большей частью имеют дело с усеченными конусами, то обычно
их просто называют конусами; дальше для простоты будем на­
зывать все конические поверхности конусами.
Связь между элементами конуса. На чертеже указывают
обычно три основных размера конуса: больший диаметр D,
меньший диаметр d и высоту конуса / (рис. 148).
Из рассмотрения прямоугольного треугольника АБВУ у которого
катет АБ =
» а катет БВ = I, следует:
tga = ^
-
'
(7)
Пользуясь формулой (7), можно при помощи тригонометри­
ческих таблиц определить а — угол уклона конуса. Например,
дано: D = 80 мм; d = 70 мм\ /= 1 0 0 мм. По формуле (7) имеем
Рис. 148. Основные размеры усеченного конуса
.
tg a =
D —d
2
I
80 — 70
10
2-100
200
0,05.
По таблице тригонометрических величин* находим значение
наиболее близкое к tg а = 0,05, т. е. tg а =0,049, которому соот­
* А. Н. О г л о б л и н. Справочник токаря. Машгиз, 1960, стр. 480.
139
ветствует \тол уклона конуса а = 2°50'. Следовательно, угол ко­
нуса 2а = 2Х2° 5 0 '= 5° 40'.
Иногда на чертеже указывается только один из диаметров
конуса, например больший D, высота конуса / и так называемая
конусность . Конусностью называется отношение разности диа­
метров конуса к его высоте. Обозначим конусность буквой К,
тогда
к =
(8)
Если в рассмотренном выше примере D = 80 мм, d = 70 мм и
/= 1 0 0 мм, то согласно формуле (8)
„ __D — d ___80 — 70 ___ 1
A“
/
~
100 " 10 *
Это значит, что на длине 10 мм диаметр конуса уменьшается
на 1 мм, или на каждый миллиметр высоты конуса разница между
его диаметрами измеряется на 1/10 мм. Следовательно, если боль­
ший диаметр конуса D == 80 мм, конусность / ( = 1 / 1 0 и высота
/ = 100 мму то размер меньшего диаметра равняется 8 0 —
100j =
= 70 мм. Это можно выразить в виде формулы
(9)
Если на чертеже показан меньший диаметр d конуса, высота
конуса / и конусность К, то размер большего диаметра можно
определить по формуле
d = D — K -l.
D = d + K -l.
(Ю)
Если возьмем отношение полуразности диаметров конуса к
его высоте, то получим величину, называемую уклоном конуса.
Обозначим уклон конуса буквой М, тогда
<п >
При сравнении формул (8) и (11) видно, что уклон конуса в
два раза меньше конусности. Так, если больший диаметр конуса
д = go мм, меньший диаметр d = 70 мм и /= 1 0 0 мм} то согласно
формуле (11) уклон конуса
D —d _
80 — 70 _
1
2-/ " 2-100 “ 20’
Конусность при тех же условиях (см. формулу 8)
М
к
D — d __
80 — 70
_
1
Д
“
100
“ 10 е
Уклон конуса и конусность обычно выражают отношением,
например, 1 : 10; 1 : 50 или десятичной дробью, например, 0,1}
0,05; 0,02 и т. д.
140
§ 2. СПОСОБЫ ПОЛУЧЕНИЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Д ля получения конической поверхности при обработке на то­
карном станке необходимо, чтобы при вращении заготовки вер­
шина резца перемещалась не параллельно, а под некоторым
углом к оси центров. Этот угол должен равняться а — углу укло­
на конуса (см. рис. 148).
Перемещать вершину резца под углом к оси заготовки для
получения конической поверхности можно следующими спосо­
бами:
1) смещением корпуса задней бабки;
2) поворотом верхней части суппорта;
3) с помощью конусной линейки и другими способами.
Небольшие конусы можно получить также с помощью широ­
ких резцов.
При обтачивании наружных конических поверхностей поль­
зуются проходными резцами, а при растачивании внутренних
конических поверхностей — расточными. Резец необходимо ус­
танавливать точно по высоте центров станка.
§ 3. ОБТАЧИВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ПОПЕРЕЧНЫМ
СМЕЩЕНИЕМ КОРПУСА ЗАДНЕЙ БАБКИ
При продольной подаче суппорта резец перемещается парал­
лельно направляющим станины токарного станка. Наиболее
простой
способ
получить
угол а между осью центров
и направлением подачи —
это сместить линию центров,
сдвинув задний центр в по­
перечном направлении. При
этом ось вращения детали
не будет параллельна на­
правлению перемещения рез­
ца и поверхность детали ока­
жется обточенной на конус.
Подсчет величины сме­
щения корпуса задней баб­
Рис. 149. Обтачивание конической по­
ки. Возможны два случая
верхности при поперечном смещении
корпуса задней бабки
подсчета величины смеще­
ния корпуса задней бабки:
1) когда обрабатываемый конус занимает не все расстояние
между центрами, т. е. I < L (случай наиболее частый, рис. 149);
2) когда обрабатываемый конус занимает все это расстоя­
ние, т. е. l = L (случай редкий).
В первом случае необходимую величину поперечного смеще­
ния корпуса задней бабки можно вывести следующим образом.
141
Из прямоугольного
следует, что
треугольника
ABC
(см.
рис.
149)
ВС = Л В-sina
или
h = L-sin a.
При малом значении угла уклона конуса а (до 10°) можно
с практически достаточной точностью считать, что
s i n a ^ tga.
Следовательно, можно написать
fc = b t g a = L-^2=^-,
(12)
где h — смещение корпуса задней бабки от оси шпинделя, мм\
D — диаметр большого основания конуса, мм;
d — диаметр малого основания конуса, мм;
L — длина всей детали или расстояние между центрами, мм;
I — длина конической части детали, мм.
Пример. Определить смещение корпуса задней бабки для обтачивания усе­
ченного конуса, если D = 100 мм, d = 80 мм, L — 300 мм и / = 200 мм
По формуле (12) находимD - d
h“
2
L
1 0 0 - 80 300
2
I ~
' 200 “ 1® мм
Если конус занимает все расстояние между центрами, т. е.
если l = L , то смещение корпуса задней бабки
А=
Пример. Определить смещение
d — 75 мм и / = L = 600 мм.
По формуле (13) находим
D —d
h — — 2—
(13)
корпуса
задней
бабки,
если
D = 80 мм,
80 — 75
== ------2------ ==
мм‘
Корпус задней бабки смещают, используя деления 1
(рис. 150), нанесенные на торце опорной плиты, и риску 2 на
торце корпуса задней бабки.
Предварительно необходимо убедиться, что при нормаль­
ном положении корпуса вершина заднего центра точно совпа­
дает с вершиной переднего. На рис. 150, а показацо нормаль­
ное, а на рис. 150, б — смещенное положение корпуса задней
бабки.
Если на торце плиты делений нет, то смещают корпус зад­
ней бабки, пользуясь измерительной линейкой, как показано на
рис. 151.
142
Смещение корпуса задней бабки можно также опреде­
лить, измерив линейкой расстояние между передним и смещен­
ным задним центром, как показано на рис. 152.
Эти способы измерения
смещения корпуса задней
бабки дают малую точность.
Поэтому смещение корпуса
задней бабки обычно уточ­
няют после предваритель­
ного обтачивания поверхно­
сти конуса и проверки полу­
ченного угла конуса. Требуе­
мую конусность часто полу­
чают лишь после нескольких Рис. 150 Положение корпуса задней бабки:
а — нормальное, б — смещенное
пробных смещений корпуса
задней бабки и соответству­
ющего количества предвари­
тельных протачиваний кону­
са. При наличии образца го­
товой детали точно сместить
корпус задней бабки можно
без предварительных прота­
чиваний. Установив готовую
деталь в центрах, смещают
корпус задней бабки так,
чтобы образующая конуса
была расположена парал­
лельно оси шпинделя (рис.
153).
Для проверки правильно­
сти расположения образую­
щей конуса подводят вер­
шину резца сначала к лево­
151. Прием определения смещения
му концу конуса так, чтобы Рис.
корпуса задней бабки при помощи линейки
положенная между ними по­
лоска бумаги была слегка
зажата. Заметив показания
лимба винта поперечной по­
дачи, отводят резец на V2—
3Д оборота лимба от детали,
перемещают его к правому
концу конуса и здесь опять
Рис. 152 Измерение линейкой величины
смещения заднего центра (вид сверху)
слегка зажимают между ни­
ми полоску бумаги. Если
показания лимба совпадают, корпус задней бабки смещен пра­
вильно; если нет — следует произвести повторное смещение. По
разности показаний лимба определяют, в какую сторону и при143
близителько насколько необходимо сместить заднюю бабку.
Преимущество обработки конических поверхностей путем
смещения корпуса задней бабки заключается в том, что этот
способ можно применять на любом токарном станке.
Недостатки этого способа: невозможность растачивания ко­
нических отверстий; потеря времени на перестановку задней
Рис.
153. Проверка смещения корпуса
задней бабки по готовой детали
Рис. 154. Шаровой центр
бабки; возможность обрабатывать лишь пологие конусы; пере­
кос центров в центровых отверстиях, что приводит к неравно­
мерному износу центров и центровых отверстий и служит при­
чиной брака при вторичной установке детали в этих же цен­
тровых отверстиях.
Неравномерного износа центровых отверстий можно избе­
жать, если вместо обычного применять специальный ш а р о ­
в о й ц е н т р (рис. 154), Такие центры используют преиму-*
щественно при обработке точных конусов.
§ 4. ОБТАЧИВАНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ПОВОРОТОМ
ВЕРХНЕЙ ЧАСТИ СУППОРТА
Д ля обтачивания на токарном станке коротких наружных
и внутренних
конических
поверхностей с углом
уклона
а > 1 0 ° нужно повернуть верхнюю часть суппорта относительно
оси станка под углом а уклона конуса (рис. 155). При таком
способе работы подачу можно производить обычно от руки, вра­
щая рукоятку винта верхней части суппорта, и лишь в наиболее
современных токарных станках имеется механическая подача
верхней части суппорта.
Если угол а уклона конуса задан по чертежу, то верхнюю
часть суппорта 1 повертывают на заданный угол, исполь­
зуя деления, нанесенные на диске 2 поворотной части суп­
порта.
144
Если угол а не дан на чертеже, а указаны больший и мень­
ший диаметры конуса и высота его конической части, то опре­
деляют угол поворота суппорта по формуле (7)?
.
D —d
^ а = -2Л "•
=
Пример. Даны диаметры конуса 0 = 80 мм, d — 66 мм, высота конуса I =
112 мм. Имеем
tg а =
80 — 66
2. 11 2 5=3 0»0625.
По таблице тригонометрических величин находим приближенно: я = 3°35'.
Следовательно, верхнюю часть суппорта необходимо повернуть на 3°35'.
Обычно деления нанесены в градусах. Устанавливать мину­
ты приходится на глаз. Таким образом, чтобы повернуть верх­
нюю часть суппорта на 3°35',
нужно нулевой штрих поста35
вить н а -gg—=0,583, т. е. при­
мерно на 0,6 расстояния между
3 и 4°.
Способ обтачивания кониче­
ских поверхностей с поворотом
верхней части суппорта имеет
следующие недостатки:
а) применяется обычно при
ручной подаче, что отражается
Рис. 155. Поворот верхней части
на производительности труда и
суппорта на требуемый угол при
чистоте обработанной поверх­
помощи делений на диске пово­
ротной части суппорта
ности;
б) можно обтачивать сра­
внительно короткие конические поверхности, ограниченные дли­
ной хода верхней части суппорта.
§ 5. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ
КОНУСНОЙ ЛИНЕЙКИ
Для обработки конических поверхностей с углом уклона а
не более 10— 12° современные токарные станки обычно имеют
особое
приспособление,
называемое
конусной
ли*
н е й к о й.
Схема обработки конуса с применением конусной линейки
показана на рис. 156.
К станине станка прикреплена плита /, на которой установ­
лена линейка 2. Линейку можно поворачивать вокруг пальца 3
под требуемым углом а к оси обрабатываемой детали. Д ля за ­
145
крепления линейки в требуемом положении служат два болта 4.
В пазах линейки может скользить ползун 5 , соединяющийся
с нижней поперечной частью 6 суппорта при помощи тяги 7 и
зажима 8. Чтобы эта часть суппорта могла свободно скользить
по направляющим, ее отсоединяют от каретки 9, вывинчивая по­
перечный винт или отсоединяя от суппорта его гайку.
Если установить линейку на соответствующий угол уклона
конуса и закрепить на станке деталь, то, сообщив суппорту про­
дольную подачу, ползун 5, захватываемый тягой 7, начнет пере­
мещаться вдоль линейки 2. Так как ползун скреплен с попереч­
ными салазками суппорта, то они вместе с резцом будут пере­
мещаться параллельно линейке /2. Благодаря этому резец нач­
нет обрабатывать коническую поверхность с углом уклона, рав­
ным углу а поворота конусной линейки.
После каждого прохода резец устанавливают на глубину ре­
зания при помощи рукоятки 11 верхней части 10 суппорта. Эта
часть суппорта должна быть повернута на 90° относительно ее
нормального положения, т. е. так, как это показано на рис. 156,
146
Линейка должна быть установлена параллельно образую­
щей конуса, расположенной ближе к токарю. Отсчет угла а по­
ворота линейки производится по делениям, нанесенным на пли­
те, при помощи риски на торце линейки. Деления на плите мо­
гут обозначать градусы или миллиметры. Количество делений,
на которое нужно повернуть линейку, определяется из того
условия, что угол а поворота линейки должен быть равен углу
уклона конуса.
Если даны диаметры оснований конуса D и d и его высота I,
то угол поворота линейки можно найти по формуле (7):
,
g a ”
D —d
2 ./ *
Подсчитав величину tg а, легко определить значение угла a
по таблице тригонометрических величин.
Пример. Определить угол а поворота линейки при обтачивании конуса, если
D = 400 мм, d = 350 мм, I = 250 мм,
400 - 350
50
tga"
2-250
“ 5 0 0 ~ 0Л '
Согласно таблице тригонометрических величин этому значению tg а соответ­
ствует приближенно угол a = 5°45'
Если деления на плите обозначают не градусы, а миллимет­
ры, то число делений С, на которое нужно повернуть линейку,
определяют по формуле
r _ _ D -d
Н
С“
2
/ ’
где Н —- расстояние от оси вращения линейки до ее конца (см.
рис. 156), мм\
I — высота конуса, мм.
Пример. Определить число миллиметров, на которое нужно повернуть ли­
нейку, если D = 80 мм, d — 70 м м , / =-= 500 мм, Н = 600 мм,
С ~
D — d H
80 - 70 600
2
*/ “
2
*500 = 6 мм'
Применение конусной линейки имеет ряд преимуществ:
1) наладка линейки удобна и производится быстро;
2) при переходе к обработке конусов не требуется нарушать
нормальную наладку станка, не нужно смещать корпус задней
бабки; центры станка остаются в нормальном положении, т. е.
на одной оси, благодаря этому центровые отверстия в детали и
центры станка срабатываются значительно меньше, чем при
сдвиге задней бабки;
3) размеры конуса получаются точными без повторных на­
ладок;
4) возможна работа с продольным самоходом, что увеличи­
вает производительность труда и улучшает качество обработки;
147
5)
можно обтачивать не только наружные конические по­
верхности, но и растачивать внутренние конические поверхности.
Недостатком применения конусной линейки является необхо­
димость отсоединять поперечные салазки суппорта от связанно­
го с ними винта перед началом работы и снова соединять са­
лазки с винтом по окончании работы.
Этот недостаток устранен в конструкции некоторых токар­
ных станков, у которых винт не связан жестко со своим махо­
вичком и зубчатыми колесами поперечного самохода.
§ 6. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ШИРОКИМ РЕЗЦОМ
Рис. 157. Обработка кониче­
ской поверхности
широким
резцом
Обрабатывать конические по­
верхности (наружные и внутренние)
с небольшой высотой конуса (не бо­
лее 15—20 мм) можно широким рез­
цом с углом в плане, соответствую­
щим углу а уклона конуса. Подача
резца может быть продольная и по­
перечная (рис. 157). Однако исполь­
зовать широкий резец на обычных
станках можно только при высоте
конуса, не превышающей примерно
20 мм. Применять более широкие
резцы можно лишь на особо жест­
ких станках и деталях, если это не
вызывает вибраций резца и обраба-»
тываемой детали.
§ 7. РАСТАЧИВАНИЕ И РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ
ОТВЕРСТИЙ
Обработка конических отверстий является одной из наибо­
лее трудных токарных работ: она значительно труднее, чем об­
работка наружных конусов.
Конические отверстия на токарных станках в большинстве
случаев обрабатывают растачиванием резцом с поворотом верх­
ней части суппорта и реже с помощью конусной линейки. Все
подсчеты, связанные с поворотом верхней части суппорта или
конусной линейки, выполняются так же, как и при обтачивании
наружных конических поверхностей.
Если коническое отверстие должно быть в сплошном мате­
риале, то сначала сверлят цилиндрическое отверстие, которое
затем растачивают резцом на конус или обрабатывают коничес­
кими зенкерами и развертками.
148
Чтобы ускорить растачивание или развертывание, следует
предварительно просверлить отверстие сверлом, диаметр d\ ко­
торого на 1— 2 мм меньше диаметра малого основания конуса
(рис. 158, а). После этого рассверливают отверстие одним
(рис. 158, б) или двумя (рис. 158, в) сверлами для получения
ступеней. Диаметры сверл d 2 и
(рис. 158, б и в ) и глубины
I,
If
б)
Рис. 158. Сверление и рассверливание ступенчатого отверстия
под конус
сверления І2 и /з заранее определяют по чертежу с учетом при­
пуска на растачивание или развертывание.
Затем растачивают ступенчатое отверстие на конус резцом
с поворотом верхней части суппорта на угол а или с использова­
нием конусной линейки.
После чистового растачивания отверстия на конус его раз­
вертывают конической разверткой соответствующей конусности.
Конические отверстия выгоднее обрабатывать непосредствен­
но после сверления набором специальных разверток, имеющих
одну и ту же конусность.
На рис. 159 показана последовательность обработки коничес­
кого отверстия сверлом (рис. 159, а) и комплектом конических
разверток (рис. 159,6— г). Так как после сверления коническим
разверткам приходится снимать значительный припуск, то, чтобы
не перегрузить их, применяют последовательно три развертки —
черновую, получистовую и чистовую.
Ч е р н о в а я р а з в е р т к а (рис. 159,6) предназначена для
снятия самого большого припуска. Чтобы облегчить работу чер­
новой развертки, ее режущие кромки делают ступенчатой формы
с крупными^канавками для дробления стружки. Канавки распо­
лагаются по винтовой линии, Поверхность обработки после про­
149
хода черновой развертки обычно грубая, с винтовыми бороздка­
ми на стенках.
П о л у ч и с т о в а я р а з в е р т к а (рис. 159, в) в отличие от
черновой имеет на режущих кромках более мелкие канавки для
дробления стружки, благодаря этому обработанная ею поверх­
ность получается более чистой, но винтовые бороздки на стенках
все же остаются.
Чистовая р а з в е р т к а
(рис. 159, г) изготовляется с
цельными прямолинейны­
ми режущими кромками и
предназначена для при­
дания отверстию оконча­
тельных размеров и глад­
кой поверхности (V 7 —
V 8 ).
Конические развертки
работают в более тяж е ­
лых условиях, чем цилин­
дрические. Поэтому им
дают меньшие подачи и
скорости
резания, чем
цилиндрическим разверт­
кам.
Рис. 159. Последовательность обработки
Величина подачи при
конического отверстия:
развертывании стали со­
а — сверлом, 6 — черновой разверткой, в — полуставляет 0,1—0,2 мм/об ,
чистовой разверткой, г — чистовой разверткой
при развертывании чугу­
на 0,02—0,04 мм/об.
Скорость резания при развертывании конических отверстий
развертками из быстрорежущей стали — 6— 10 м/мйн.
Для облегчения работы конических разверток и получения чи­
стой и гладкой поверхности следует применять охлаждение (не
менее 4 л/мин). При обработке стали или чугуна для охлажде­
ния применяют эмульсию или сульфофрезол; при обработке алю­
миния, кроме указанных жидкостей, применяют также легкое
минеральное масло с прибавлением 30% касторового масла.
§ 8. ИЗМЕРЕНИЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Конические поверхности измеряют угломерами, калибрами и
шаблонами.
Универсальный угломер. Универсальным инструментом для
измерения конусов является угломер системы Семенова (рис.
160). Он состоит из основания 4 , на котором нанесена основная
градусная шкала, и сектора 6 с нанесенным на нем нониусом 7.
Сектор можно вращать по основанию. С помощью державки 9
на секторе можно закрепить угольник 2, на котором при помощи
150
Рис. 160. Универсальный угломер системы Семенова
О)
Рис. 161. Пределы измерения углов угломером системы Семенова:
о,
от 0 д о 50е, б — от 50 до 140°, в — от 140 до 230®, г — от 230 до 320°
державки 3 закрепляется съемная линейка /. Линейка 8 жестко
связана с основанием 4. Винт 5 служит для скрепления сектора 6
с основанием. Показания угломера отсчитываются по основной
шкале и нониусу. Наименьший отсчет по нониусу равен 21.
На рис. 161 показаны пределы измерения углов угломером
системы Семенова.
3
Рис. 162. Угловые шаблоны (малки)
Угловые шаблоны. Если требуется обработать конус по образ­
цу, то для сравнения конусности можно пользоваться установоч*
ным у г л о в ы м ш а б л о н о м (малкой). Такой шаблон может
состоять из двух линеек (рис. 162, а) или угольника 1 и линей­
ки 3 (рис. 162, б), снабженных прорезями для соединительного
винта 2 . Отсоединив гайку винта, можно угольник и линейку по­
ставить под необходимым углом друг к другу (рис. 162, б).
Когда малка установлена на определенный угол и винт затянут
гайкой, ее накладывают на измеряемую деталь и просматривают
на свет, наблюдая, совпадают ли грани угольника и линейки с
конической поверхностью. Если при наложении малки на деталь
между гранями угольника и линейки и конической поверхностью
заметны просветы, это значит, что коническая поверхность изго­
товлена неправильно.
Калибры для проверки конических поверхностей. Д ля более
точной проверки при большом выпуске деталей применяют спе­
циальные калибры: для наружных конусов к а л и б р - в т у л к у
(рис. 163, а) и для конических отверстий к а л и б р - п р о б к у
(рис. 164, а ) .
Порядок проверки наружного конуса следующий. Конус и
втулка должны быть тщательно очищены от грязи и стружки. На
проверяемой поверхности детали проводят мелом или каранда­
шом две-три линии вдоль образующей конуса. Затем на конус
надевают калибр-втулку (рис. 163, б) и слегка поворачивают ее
с небольшим нажимом, в результате которого на сопряженных
участках конуса эти линии сотрутся. Сняв втулку, смотрят, как
стерлись эти линии. Если линии сотрутся неравномерно, это зна­
чит, что конус детали обработан неточно и необходимо его
152
исправить. Стирание линий у меньшего диаметра конуса пока­
жет, что угол конуса мал, и, наоборот, стирание линий у большо­
го диаметра покажет, что угол конуса велик.
Диаметры наружного конуса проверяют тем же калибромР и ск а
Рис на
а)
4)
Рис. 163 Калибр-втулка (а) для проверки наружных конусов и ее
применение (б)
втулкой. Если конус обработан правильно, то при надевании на
него втулки торец конуса должен совпадать с риской, имеющейся
на срезанной части втулки (рис. 163, б). Если торец конуса не
дойдет до риски, необходима дальнейшая его обработка; если,
наоборот, торец конуса ока­
жется левее риски, то деталь
Рис на
является браком.
Проверяют
конические
отверстия аналогичным спо­
собом. Для проверки кониче­
а)
ского
отверстия
калибрпробку, имеющую две риски
(рис. 164, а), вводят с легким
нажимом в отверстие и заме­
чают, не качается ли калибр
в отверстии (рис. 164, б). От­
сутствие качания показыва­
ет, что угол конуса правилен.
Убедившись в этом, присту­
Рис 164. Калибр-пробка (а) для про­
пают к проверке диаметров
верки конических отверстий и ее при­
конического отверстия. Для
менение (б)
этого наблюдают, до какого
места калибр войдет в про­
веряемое отверстие. Если конец отверстия совпадет с одной из
рисок или же находится между рисками калибра, то размеры
конуса правильны. Однако может случиться, что калибр войдет
в отверстие настолько глубоко, что обе риски войдут в отверстие,
Это показывает, что диаметр отверстия больше заданного. Если
обе риски окажутся вне отверстия, то диаметр отверстия меньше
требуемого.
153
§ 9. БРАК ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ И МЕРЫ
ЕГО ПРЕДУПРЕЖДЕНИЯ
При обработке конических поверхностей, помимо упомянутых
выше видов брака для цилиндрических поверхностей, дополни­
тельно возможны следующие виды брака:
1) неправильная конусность;
Правильно
2) отклонения в размерах конуса;
3) отклонения в размерах диа­
метров оснований при правильной
конусности;
4) непрямолинейность образую­
щей конической поверхности.
1. Неправильная конусность по­
лучается главным образом вследст­
вие неточного смещения задней баб­
ки, неточного поворота верхней ча­
сти суппорта, неправильной установ­
ки конусной линейки.
Следовательно, проверив уста­
новку корпуса задней бабки, верх­
ней части суппорта или конусной ли­
нейки перед началом обработки,
можно брак предупредить. Этот вид
брака исправим только в случае, ес­
ли ошибка по всей длине конуса ле­
жит в теле детали, т. е. все диамет­
ры у втулки меньше, а у коническо­
го стержня больше требуемых.
2. Неправильный размер конуса
при правильном угле его, т. е. непра­
вильная величина диаметра по всей
б)
длине конуса, получается, если сня­
Рис. 165. Установка резца
то недостаточно или слишком много
при обтачивании конической
материала. Предупредить брак мож­
поверхности:
но только внимательной установкой
а — по высоте центров, б — выше
глубины резания на чистовых про­
высоты центров, в — ниже высоты
центров
ходах. Брак исправим, если снято
недостаточно материала.
3.
Может получиться, что при правильной конусности и точ­
ных размерах одного конца конуса диаметр второго конца непра­
вилен. Единственной причиной является несоблюдение требуемой
длины всего конического участка детали. Брак исправим, если
только деталь излишне длинна. Чтобы избежать этого вида
брака, необходимо перед обработкой конуса тщательно прове­
рить его длину.
154
4.
Непрямолинейность образующей обрабатываемого конуса
получается при установке резца выше (рис. 165, б) или ниже
(рис. 165, в) центра (на рис. 165, б и в для большей наглядности
искажения образующей конуса показаны в преувеличенном виде).
Таким образом, и этот вид брака является результатом невнима­
тельной работы токаря.
Контрольные
вопросы
1. Какие элементы имеются у полного и усеченного конусов?
2. В чем различие м еж ду конусностью и уклоном конуса?
3. По какой формуле определяют конусность?
4. Какие способы применяют для обработки конических поверхностей
на токарных станках?
5. В каких случаях рекомендуется делать поворот верхней части суп­
порта?
6. Как установить верхнюю часть суппорта под требующимся углом?
Как проверить правильность поворота верхней части суппорта?
7. Когда прибегают к смещению корпуса задней бабки? Как определить
величину смещения?
8. Как устроена конусная линейка? Как ее устанавливают?
9. Как нуж но устанавливать резец при обтачивании конуса?
10. В чем заключается особенность работы конической развертки в срав­
нении с цилиндрической?
11. Какими инструментами измеряют конические поверхности?
12. Перечислите виды брака при обработке конических поверхностей. Как
их избежать?
Глава XIII
ОБТАЧИВАНИЕ. ФАСОННЫХ ПОВЕРХНОСТЕЙ
В машиностроении часто применяют детали, имеющие формы,
отличные от рассмотренных ранее цилиндрических и конических
поверхностей,— детали с ф а с о н н ы м и п о в е р х н о с т я м и . К
деталям с фасонными поверхностями относятся рукоятки различ­
ной формы, маховички с фасонными ободами, шаровые (сфери­
ческие) стержни и т. п.
Фасонные поверхности можно обтачивать фасонными резца­
ми, проходными резцами с комбинированием ручной продольной
и поперечной подач и проходными резцами по копиру с примене­
нием механической подачи.
§ 1. ФАСОННЫЕ РЕЗЦЫ, ИХ УСТАНОВКА И РАБОТА ИМИ
Фасонными называют резцы, режущие кромки которых име­
ют форму, соответствующую фасонному профилю обрабатывае­
мой детали.
Фасонные резцы бывают трех типов — стержневые, призмати­
ческие и круглые.
155
Рис.
167. Фасонный при­
зматический резец:
/ — задняя поверхность, 2 — ре­
жущ ая кромка, 3 — передняя
поверхность
Рис. 168. Закрепление фасонного при­
зматического резца в державке
.156
Фасонные
стерж­
н е в ы е р е з ц ы (рис. 166)
применяют редко, так как их
заточка затруднительна и
обычно приводит к искаже­
нию профиля.
Резец,
показанный на
рис. 167, имеет форму приз­
мы, почему и называет­
ся
призматическим.
Верхняя плоскость резца
является его передней по­
верхностью. При пересече­
нии передней и задней по­
верхностей образуется ф а ­
сонная режущая кромка, по­
чему резец и называется ф асонным.
На рис. 168 показано з а ­
крепление фасонного приз­
матического резца в держ ав­
ке. Для этого сзади по высо­
те призмы 1 имеется выступ
2 в виде ласточкина хвоста,
которым резец вставляется
в прорезь державки 4 и з а ­
крепляется одним или двумя
болтами 3. Такой способ кре­
пления позволяет выдвигать
резец кверху по мере его пе­
ретачивания и таким обра­
зом сохранять постоянное
положение режущей кромки
по высоте.
Конструкция призматиче­
ских резцов позволяет мак­
симально использовать м а­
териал его режущей части.
Фасонные призма­
тические
резцы
с
пружинящей
дер­
жавкой
(рис. 169) дают
более чистую поверхность.
Пружинение
получается
вследствие наличия проре­
зи /; винт 2, завертываемый
в одно из отверстий прорези,
позволяет изменять свободную длину прорези и регулировать
таким образом жесткость оправки.
К р у г л ы й ф а с о н н ы й р е з е ц (рис. 170) представляет
собой круглый диск с передней поверхностью /, образуемой вы­
резом части диска. Глубина выреза и его направление таковы,
что стружка легко сбегает по передней поверхности и завивается.
Через центральное отверстие 2 пропускают болт, которым при
помощи гайки скрепляют резец с державкой (рис. 171). Чтобы
круглый резец не проворачивался при резании, на его боковой
поверхности имеются треугольные зубчики 3 (рис. 170), которые
входят в впадины на державке резца.
На рис. 172, а показан
круглый фасонный резец, не
имеющий заднего угла а
вследствие того, что пло­
скость заточки передней по­
верхности
направлена по
центру резца.
Д ля получения заднего
угла а плоскость заточки пе­
редней поверхности направ­
ляют не по центру О резца,
Рис. 169. Фасонный призматический
а ниже его (рис. 172, б) на
резец с пружинящей державкой
расстоянии, равном Ь.
При установке на станке
центр резца должен быть
выше линии центров на ве­
личину Ъ (рис. 172, б). Из
треугольника А О С видно,
что размер b = R -sin а. Для
значений а от 6 до 12° пре­
вышение центра резца над
линией центров станка рав­
но от 1/20 до 1/10 диаметра
резца.
Рис. 170 Круглый фасонный резец
Круглый фасонный резец
иногда закрепляют в пру­
жинящей державке, как по­
казано на рис. 173. В этом
случае резец, встречая в об­
рабатываемой детали твер­
дые места, отжимается, не
заедает, и обтачиваемая по­
верхность получается более
чистой и гладкой.
Обтачивание фасонными
резцами. Фасонными резца­
Рис. 171. Установка и закрепление
круглого фасонного резца в державке
157
ми всех видов обрабатывают фасонные поверхности небольшой
длины, применяя поперечную' подачу. На рис. 174 показан при­
мер обтачивания фасонной поверхности рукоятки призматиче­
ским резцом.
Фасонный резец снимает широкую стружку, а это может по­
влечь за собой вибрацию обрабатываемой детали и резца. Чтобы
избежать вибрации, нужно работать с малыми подачами и пони­
женной скоростью резания при обильном охлаждении резца
эмульсией или маслом. Величина подачи в зависимости от диаметра детали (от 15 до 100 мм) и ширины резца (от 8 до
100 мм) принимается равной 0,01—0,08 мм/об. Чем меньше диа­
метр детали и чем больше ширина резца, тем меньшей должна
быть подача. Скорости реза­
ния при обтачивании фасонных
поверхностей при указанных
подачах на жестких станках
несколько меньше, чем при
наружном обтачивании цилин­
дрических поверхностей, и со­
ставляют
примерно
25 —
40 м/мин.
Рис. 173. Закрепление круглого фасон­
ного резца в пружинящей державке:
1 — резец, 2 — державка
ОГ-/7УІ
Непрабильно: ОС=0'
а)
1
ж
Щ
Ш /я к
Н у! А А ^
Ґ0
ff
с )
І
Щ
///у о с *
Правильно: сс>0°
$)
Рис. 172. Круглый фасонный резец:
а — не имеющий заднего угла, б — с зад­
ним углом;
1 — деталь, 2 — резец
158
Рис. 174. Обтачивание рукоятки
фасонным призматическим резцом
§ 2. ОБТАЧИВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОХОДНЫМИ
РЕЗЦАМИ
Иногда приходится обрабатывать детали, у которых фасон­
ные поверхности настолько велики, что изготовить для них соот­
ветствующий фасонный резец с длинной режущей кромкой не­
возможно. В этих случаях фасонную поверхность обтачивают
другими способами, в частности проходными резцами. На рис.
175, а и б показан пример такого обтачивания. Сначала резцом 1
за несколько продольных проходов детали придают ступенчатую
форму (рис. 175, а ), а затем резцом 2 срезают вершины ступеней
(рис. 175,6) при одновременной продольной и поперечной пода­
чах вручную. После этого резцом <?, работая с ручными продоль­
ной и поперечной подачами, за один или несколько проходов по­
верхности придают окончательную форму, которую проверяют
Рис. 175 Обтачивание фа­
сонной поверхности про­
ходными резцами
Рис. 176.
Проверка фасонной поверх­
ности шаблоном
шаблоном; шаблон следует прикладывать так, чтобы его плос­
кость проходила через осевую линию детали, как показано на
рис. 176.
Описанный способ обработки фасонных поверхностей приме­
няют при небольшом количестве обрабатываемых деталей, так
как он малопроизводителен и к тому же требует от токаря боль­
шой квалификации и внимания. Достоинство этого способа в
том, что он допускает пользование проходными резцами.
При обтачивании фасонных поверхностей проходными резца­
ми с применением ручных подач скорости резания и подачи
должны быть примерно на 20—30% меньше, чем при наружном
обтачивании цилиндрических поверхностей (см. табл. 1).
159
Проверяют фасонные поверхности шаблонами. Чем точнее
обработана фасонная поверхность, тем меньше заметен просвет
между нею и приложенным к ней шаблоном (см. рис. 176),
§ 3. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ПО КОПИРУ
Обработка на токарном станке фасонных поверхностей по ко­
пиру по существу не отличается от обработки конических поверх­
ностей с помощью конусной линейки. Необходимо лишь заменить
конусную линейку (см. рис. 156) линейкой с криволинейным
очертанием (рис. 177), называемой копиром.
Если разъединить нижнюю часть суппорта с винтом попереч­
ной подачи и затем сообщить каретке продольное перемещение,
то резец получит от копира наряду с продольным также и попе­
речное перемещение. При этом резец, обтачивая деталь, придает
ей криволинейную поверхность, образующая которой будет со­
ответствовать профилю копира. Такой способ работы называется
работой по копиру.
На рис. 177 показано обтачивание фасонной рукоятки 1 при
помощи копира 3 . Ролик 4 , закрепленный в тяге 2 , совершает
вместе с суппортом продольное движение. При этом он переме­
щается в криволинейном пазу, образованном двумя пластинами
копира, и перемещает в поперечном направлении резец 5. Резец
следует за движением ролика и таким образом воспроизводит на
160
детали поверхность^ профиль которой соответствует профилю
копира.
Иногда фасонные поверхности деталей обтачивают при помо­
щи одностороннего копира. В этом случае прижим ролика к ко­
пиру происходит под действием пружины или груза, подвеши­
ваемого на тросе за станиной и перемещаемого вместе с ка­
реткой.
Рис
178. Обтачивание фасонной детали при помощи
копира, установленного в пиноли задней- бабки
На рис. 178 показан копир 2 в виде готовой, точно обработан­
ной детали, закрепленной в пиноли задней бабки. В суппорте,
кроме основного резца 7, закрепляется щуп <?, который концом
должен все время касаться копира. Совмещая вручную продоль­
ную и поперечную подачи, токарь все время поддерживает щуп
в соприкосновении с копиром, и благодаря этому резец 1 вос­
производит на детали поверхность, соответствующую профилю
копира. Вершины щупа и резца должны лежать точно на высоте
центров и иметь строго одинаковую форму в плане, иначе обра­
ботанная поверхность получится с искажениями.
Для обработки некруглых деталей типа дисковых кулачков,
эксцентриков и т. п. применяют специальную оправку 1 (рис. 179),
на которой устанавливаются копир 2, втулка <?, заготовка 4 и
шайба 5, закрепляемые гайкой 6. Профиль копира делается всег­
да соответствующим профилю обрабатываемой детали.
Оправка вставляется коническим хвостовиком в отверстие
шпинделя и затягивается при помощи болта. Для обтачивания
детали-в .резцедержателе закрепляется державка с роликом 8
и резец 7. Ролик должен постоянно прижиматься к копиру 2
б
Зак. 529
161
и удерживаться около него постоянно в прижатом состоянии.
Для этого токарь должен разъединить суппорт с винтом попе­
речной подачи, а вместо винта установить валик с пружи­
ной. При вращении оправки 1 ролик будет катиться по копиру,
а резец — обрабатывать
деталь
соответственно профилю
копира.
Рис.
179. Обтачивание профиля
копиру
дискового
кулачка
по
Фасонные поверхности на токарных станках новейших кон­
струкций обтачиваются с помощью специального устройства —
гидрокопировального или электрокопировального (подробнее см.
стр. 248—250).
§ 4. БРАК ПРИ ОБТАЧИВАНИИ ФАСОННЫХ ПОВЕРХНОСТЕЙ
И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Одним из основных видов брака при фасонном точении явля«
ется неправильный профиль обработанной детали. Причины ис­
кажения профиля при работе фасонным резцом: неправильная
форма режущей кромки резца; неправильная заточка резца;
установка резца не по высоте центров, изгиб детали от давления
резца; при обтачивании с ручной подачей — недостаточно тщ а­
тельное и плавное перемещение резца; при работе по копиру —
неправильная форма или установка копира, зазоры в передаточ­
ном механизме от копира до резца, неправильная установка
резца.
162
Другой вид брака — недостаточная чистота обработанной по­
верхности; причины: неправильный выбор переднего угла резца,
чрезмерно большая подача резца, вибрация резца. Иногда пло­
хая чистота обработанной поверхности является результатом
чрезмерной вязкости обрабатываемого металла. Вибрация резца
наблюдается при большой подаче, значительном вылете резца и
плохом его закреплении.
Контрольные
вопросы
1. Какими способами мож но обработать фасонные поверхности на то­
карных станках?
2. Какие типы резцов применяют при фасонном обтачивании детали?
3. Почему фасонными резцами обрабатывают только фасонные поверх­
ности небольшой длины?
4. Как устроены призматические и круглые фасонные резцы и как их з а ­
тачивают?
5. Какой задний угол получится у круглого фасонного резца, если его
переднюю поверхность заточить по ‘центру?
6. Каково назначение пружинящей державки для фасонного резца?
7. В чем заключается способ обтачивания фасонной поверхности по
копиру?
8. Чем проверяют правильность обработки фасонной поверхности?
9. Перечислите причины возмож ного брака при обтачивании фасонных
поверхностей и меры его предупреждения.
Глава XIV
ОТДЕЛКА ПОВЕРХНОСТЕЙ
§ 1. ШЕРОХОВАТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
При обработке деталей на металлорежущих станках на отра­
ботанной поверхности всегда остаются неровности в виде впадин
и гребешков. Эти неровности бывают при всех видах обработки,
даже при самой тщательной отделке поверхностей. Высота не­
ровностей, оставшихся после резца, зависит от способа обработ­
ки: после обдирочных работ эти неровности видны на глаз, при
очень тщательной отделке поверхности (чистовая обработка,
тонкое точение) их можно обнаружить лишь при рассматрива­
нии в микроскоп или измерить специальными приборами — профилометрами, профилографами и др. Высоту микронеровностей
измеряют в микронах.
Чем меньше шероховатость обработанной поверхности дета­
ли, тем меньше она изнашивается от трения при сопряжении с
поверхностью другой детали, тем лучше противостоит коррозии,
т. е. разрушению под действием различных химических ве6*
163
щеєтв — газов* жидкостей и др. Значительные шероховатости,
остающиеся на обработанной поверхности, снижают также проч­
ность деталей машин, в особенности при переменных нагрузках.
Из этого следует насколько важно влияние шероховатости обра­
ботанной поверхности на эксплуатационные характеристики
детали.
ГОСТ 2789—59 предусматривает 14 классов чистоты поверх­
ности: самые чистые поверхности по данному стандарту оцени­
ваются по 14-му классу, а самые грубые — по 1-му.
Для обозначения классов чистоты поверхности устанавливается
один знак — равносторонний треугольник \ / , рядом с которым ука­
зывается номер (например, V 4; V 7; у 14).
В табл. 4 приведены классы чистоты поверхности по ГОСТ
2789—59 и указаны способы обработки, обеспечивающие получе­
ние заданной чистоты.
Таблица 4
Шероховатость поверхностей В зависимости,
от способа обработки
ОвдирочТочение ж у
и раст а- Поличисчи 6а ние товое)
Аисто­
вое
l«
2I
<]
Способы
обработки
Класс частоты поверхности
3 k 5 \ 6 \ 7 8 9 10 11 12 13 и
Обозначение чистоты поверхности
V 5 V O V7 V 8 v p 4 1 0 V11 V12 V13 v/«
V/ Vf
вы сот а неровностей Rz , m k
320 160 80 kO 20 10 6,3 3,2 /t6 0,8 0,b 0,2 0,1 0,05
1
Цit Ш
if Ш
Тонкое
Сверле­
ние
Зснкерооание
Р азвер­ V ист о­
вое
т ы в а ­ Отделоч­
ние
ное .
Притир:
ка или до­
водка
Ші
ШЩЩ,
ШffjШ
Ш
ШШ
Ш
ШШw<Шw
'////
S////
Шероховатость обработанной поверхности детали зависит от
свойств обрабатываемого материала,, режима резания (скорости
резания и подачи), геометрии резца (переднего угла, главного
164
угла в плане, радиуса закругления вершины), тщательности з а ­
точки и доводки режущих кромок резца, вибраций (колебаний
в системе: станок — приспособление — инструмент — деталь),
охлаждения и др.
Чем меньше подача и главный угол в плане и чем больше
радиус закругления вершины резца, тем меньше шероховатость
обработанной поверхности.
Очень сильное влияние на шероховатость поверхности оказы­
вает скорость резания, в особенности при обработке пластичных
материалов (сталь, алюминиевые сплавы и др.)- Применяя ско­
рости резания 100—200 м/мин при чистовом точении стали твер­
досплавными резцами, можно получить чистоту обработанной
поверхности 6—7-го класса (см. табл. 4).
Широкое распространение на машиностроительных заводах
при выполнении чистовых и отделочных работ получили смазочно-охлаждающие жидкости: минеральные, растительные и ком­
паундированные масла (смесь минерального масла с раститель­
ным), осерненные масла (сульфофрезолы), содержащие в ка­
честве добавки серу. Предохраняя режущую кромку резца от
преждевременного износа и разрушения и облегчая процесс ре­
зания, эти жидкости уменьшают шероховатость обработанной
поверхности.
Тщательная отделка поверхности всегда дороже, чем грубая
обработка. Поэтому класс чистоты обработанной поверхности
должен назначаться конструктором с учетом условий, в которых
работает деталь.
Для измерения шероховатости и отнесения обработанной по­
верхности к определенному классу чистоты применяют специ­
альные измерительные приборы: профилометры, профилографы
и др.
Для проверки класса чистоты обработанной поверхности де­
тали в цеховых условиях обычно применяют проверенные образ­
цы различных классов чистоты — э т а л о н ы ч и с т о т ы , с
которыми сравнивают обрабатываемую поверхность детали.
§ 2. ТОНКОЕ ТОЧЕНИЕ
Этот метод точения широко применяют в авиационной, трак-;
торной и автомобильной промышленности при обработке цилин­
дрических и конических поверхностей (наружных и внутренних),
а такж е торцовых поверхностей, уступов и др. Чистота обрабо­
танных поверхностей получается 8— 11-го классов чистоты
(см. табл. 4), а точность размеров деталей соответствует 2-му, а
иногда и 1-му классу точности. Брлее высокая точность получает­
ся при обработке цветных металлов, так как при обработке ста­
лей и чугунов на точности сказывается износ резца по задней
165
поверхности. Тонкое растачивание, в особенности цветных метал­
лов, по точности и чистоте поверхности превосходит развертыва­
ние и не уступает шлифованию.
К с т а н к а м д л я т о н к о г о т о ч е н и я предъявляют
следующие требования:
1) повышенные числа оборотов шпинделя
(2000—6000
об/мин ) ;
2) малые подачи (0,01—0,2 мм/об);
3) высокая точность вращения шпинделя (радиальное бие­
ние — не более 0,005 мм ), высокая точность и большая жест­
кость всех элементов станка;
4) отсутствие вибраций при больших числах оборотов шпин­
деля.
В крупносерийном производстве для тонкого точения исполь­
зуют особо точные станки, так как обычные токарно-винторез­
ные станки не обеспечивают выполнения требований, указан­
ных выше: они не имеют больших скоростей и малых подач;
при работе на них обычно не удается устранить полностью
вибраций *.
Режущий инструмент для тонкого точения. В качестве режу­
щего инструмента для тонкого точения применяют:
1. Резцы с пластинками твердого сплава марок ВК2 и ВКЗМ
для тонкого обтачивания и растачивания чугуна; Т30К4 и Т60К6
для тонкого точения и растачивания стали, легких сплавов и
цветных металлов.
2. Алмазные резцы — для тонкого точения и растачивания
легких сплавов, цветных металлов и неметаллических мате­
риалов.
Величина углов заточки резцов, оснащенных пластинками
твердого сплава, применяемых при тонком точении, приведена
в табл. 5
Для тонкого точения и растачивания деталей из легких спла­
вов (алюминия, сплавов алюминия с кремнием), цветных
металлов (меди, латуни, бронзы) и неметаллических мате­
риалов (пластмассы и др.) применяют также и алмазные
резцы.
Алмазные резцы значительно долговечнее твердосплавных рез­
цов. Они позволяют работать сотни часов без переточки и перена­
ладки и тем самым обрабатывать большое количество одинаковых
деталей с соблюдением точности размеров, достигающей 2-го и даже
1-го класса, и чистоты поверхности V 8 — V 11.
*
В настоящее время в СССР выпускают токарно-винторезные станкл
повышенной точности (мод. 1К62Т, 1А616П, 1В616, 1И611П и д р .), предназна­
ченные для отделочных работ, включая тонкое точение (см. стр. 207).
166
Таблица 5
Углы заточки резцов, оснащенных пластинками твердого сплава,
применяемых при тонком точении
Углы, град
Обрабатываемый
материал
Сталь
Чугун
. . .
Твердая бронза
Алюминий
угол а
Вспомога­
тельный
угол в
плане
Угол
наклона
главной
режущей
кромки X
5 -1 0
4 5 -9 0
5 -1 5
0 -3 5
0 — 1.0
0
0 -1 5
0 .5 - 1 , 0
От — 7 до 0
0
0.3 — 0.5
0 -7
0 .5 - 1 , 5
Задний
угол -у
От — 5 до + 5
. .
. .
Радиус
закругле­
ния вер­
шины н .
мм
Главный
угол в
плане ср
Передний
5 -1 0
Алмазные резцы изготовляют двух видов: а) с напаянными
алмазами (рис. 180) и б) с механическим креплением алмаза
в державке (рис. 181). Для резцов используют кристаллы алм а­
зов массой 0,2—0,6 карата (1 карат равен 0,2 г).
Передняя поверхность у алмазных резцов делается плоской.
При обработке деталей из алюминия, латуни, антифрикци­
онных сплавов и пластмасс применяют углы:
т = 0 ч - ( — 3)°, а = 8 — 12°, ф = 3 0 - 9 0 ° , щ = 0 ~ \ 0 ° и Я =
= 0,2 ~ 0,8 мм\ при обработке деталей из бронзы и сплавов алю­
миния с кремнием *y = — 3 “f- (— 5)°, а == 6 ~ 8°, ср = 30 -f- 90°, <рх =
- 0 - М 0 ° и R = 0 , 2 - 0 , 8 мм.
Рекомендуемые скорости резания, глубины резания и подачи
при обработке алмазами приведены в табл. 6.
При работе алмазными, а также твердосплавными резца­
ми при тонком точении необходимо соблюдать следующие пра­
вила:
1) режущую кромку резцов устанавливать по линии центров
станка;
2) ввиду чувствительности резцов к ударным нагрузкам ни
в коем случае не допускать вибраций системы: станок — при­
способление — инструмент — деталь;
3) резцы подводить к обрабатываемой детали только на
полных оборотах детали;
4) перед остановкой станка выключить подачу и отвести
резец.
167
~
Рис.
,о,ч
180
т.
«
Токарный резец
с напаянным
алмазов
Рис.
181. Алмазный
Не менее 0,7
Не менее О, ч
резец с механическим
н^ем алмаза
креплен
Таблица
Режим обработки при работе алмазными резцами *
Обрабатываемый материал
Алюминий
................................
Скорость
резания, м/мин
Глубина
резания, мм
Подача, мм!об
400— 500
0,01— 0,15
0,01— 0,10
Сплавы алюминия . . .
5 0 0 -6 0 0
0,05— 0,10
0,01— 0,08
Латунь
.....................................
400— 500
0 ,0 3 -0 ,0 6
0,02— 0,10
Баббит
..........................................
400— 500
0,05— 0,15
0 ,0 2 -0 ,1 0
...................
300— 400
0 ,0 5 -0 ,2 5
0,03—0,08
Бронза:
0 ,0 2 5 -0 ,0 5
0,02— 0,06
350— 500
0,01— 0,30
0,04—0,06
П л а с т м а с с а .................................
500— 700
0,05—0,30
1
о
о
05
600— 700
ОО
с в и н ц о в и с т а я ...................
М е д ь ..............................................
о
0
оловянистая
§ 3. ДОВОДКА ИЛИ ПРИТИРКА
Доводкой или притиркой называют особый метод оконча­
тельной обработки наружных и внутренних, цилиндрических и
конических, фасонных и плоских поверхностей детали с целью
получения точных размеров и высокой чистоты поверхности или
герметичности соединений.
Этот метод обработки широко применяют в машиностроении
например, доводка шеек коленчатых валов, плунжеров, форсунок
и др., а также в инструментальном производстве (доводка калиб­
ров— цилиндрических, конических и резьбовых и др.) Чистоту по­
верхности после притирки можно получить от V 10 до V 14 (см.
табл. 4, стр. 164); точность размеров после притирки 2-й и часГо
1-й классы.
Наружные цилиндрические поверхности доводят чугунными,
медными, бронзовыми и свинцовыми втулками (притирами),
выточенными по размеру обрабатываемой поверхности. С одной
стороны втулка разрезана, как показано на рис. 182.
Втулку 1 смазывают изнутри ровным тонким слоем мелкого
порошка с зернистостью от 8 и мельче (корундового или зеле­
ного карбида кремния) с маслом и керосином или доводочной
пастой ГОИ **. Затем втулку вставляют в металлическую скобу
-* Общемашиностроительные типовые и руководящ ие материалы в области
технологии и организации производства. Инструмент для металлообрабаты ­
вающих станков. Ч. II. Алмазный инструмент. М., Научно-исследовательский
институт информации по машиностроению, 1965.
** Пасты ГОИ (Государственный оптический институт) применяются гру­
бые (черно-коричневого цвета), средние (темно-зеленые) и тонкие (светлозелены е).
169
2 и надевают на деталь. Слегка подтягивая скобу болтом 3 , рав­
номерно водят притир вдоль вращающейся детали. При доводке
полезно смазывать деталь жидким машинным маслом или ке­
росином.
Припуск на доводку оставляют 15—20 мк на диаметр. Ско­
рость вращения детали при доводке 10—20 м/мин . Чем выше
требования к обработанной поверхности, тем ниже должна быть
скорость.
Отверстия доводят чугунными или медными притирами, име­
ющими с одной стороны прорезь. Втулку устанавливают на точ­
Рис. 182. Доводка наружной
цилиндрической поверхности
Рис. 183. Оправка с втулкой для
доводки отверстия
ный размер при помощи пологой конической оправки, на кото­
рую ее насаживают. На рис. 183 показана втулка /, насажен­
ная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку. Во вре­
мя доводки оправка с втулкой вращается, при этом детали сооб­
щают медленное прямолинейно-возвратное движение по втулке.
Отверстия, подобно доводке наружных поверхностей, дово­
дят мелким порошком (корундовым или зеленого карбида крем­
ния), смешанным с маслом и керосином. Лучшие результаты по
качеству поверхности и производительности дают пасты ГОИ.
Они оказывают на металл не только механическое, но и хими­
ческое действие; последнее состоит в том, что благодаря пасте
на поверхности детали образуется тончайшая пленка окислов,
которая в процессе доводки легко снимается.
§ 4. ОБКАТЫВАНИЕ ПОВЕРХНОСТИ РОЛИКОМ
Поверхностный слой детали для упрочнения после чистового
обтачивания резцом о б к а т ы в а ю т
р о л и к о м . Гладкий
стальной закаленный ролик 1 с полированной поверхностью
(рис. 184.) устанавливают в державке 2, которую закрепляют в
резцовую головку станка. Обкатываемой детали сообщают вра­
щательное движение со скоростью 25—30 м/мин, а державке с
роликом — движение продольной подачи, вправо и влево. Вели­
170
чина подачи 0,5— 1,5 мм/об , в зависимости от требуемой чисто­
ты поверхности. Обкатывание роликом ведут с небольшим нажимх)м на обкатываемую поверхность детали; число проходов
ролика берется 3—5.
□
Рис
184. Инструмент для обкатывания наружной
поверхности
Обкатывание роликом вызывает пластическое деформирование
неровностей (гребешков), которые при этом сглаживаются, в резуль­
тате чего обеспечивается высокий класс чистоты (V 8 — V 10) и
упрочнение обкатанной поверхности.
Для уменьшения износа ролика применяют обильную смаз­
ку поверхностей ролика и детали веретенным или машинным
маслом, смешанным в равных количествах с керосином.
Для обкатывания поверхности роликом не требуется специ­
ального припуска, так как при этом геометрическая форма де­
тали и ее размеры не изменяются.
Следует иметь в виду, что обкатывание роликом не может
применяться для исправления неточностей механической обра­
ботки.
§ 5. НАКАТЫВАНИЕ
Цилиндрические рукоятки различных измерительных инст­
рументов, рукоятки калибров, головки микрометрических вин­
тов и круглые гайки для удобства пользования делают не глад­
кими, а рифлеными. Такая рифленая поверхность называется
накаткой , а процесс ее получения — накатыванием. Накатка
бывает п р я м о й и п е р е к р е с т н о й .
Д ля накатывания в резцовую головку суппорта станка з а ­
171
крепляют державку / (рис. 185), в которой установлены для
простой накатки один, а для перекрестной два ролика 2 и 3 из
инструментальной закаленной стали с насеченными на них зуб­
чиками; эти зубчики имеют различные размеры и по-разному
направлены (рис. 186), что позволяет получить накатку различ­
ных узоров.
Рис. 185. Накатывание
Рис.
186.
Ролики для
вания:
накаты­
а — прямого, б — перекрестного
При накатывании державку с роликом прижимают к вра­
щающейся детали винтом поперечной подачи. Ролики начинают
вращаться и, вдавливаясь в материал детали, образуют на ее
поверхности накатку. Она может быть крупной, средней или
мелкой, в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях —
перпендикулярно к оси детали и вдоль оси. Д ля получения до­
статочной глубины накатки нужно вести накатывание в 2—4
прохода.
Правила накатывания:
1) при начале накатывания следует дать сразу сильный на-»
жим и проверить, попадают ли зубчики ролика при следующих
оборотах в сделанные ими насечки;
2) ролики должны соответствовать требуемому узору детали;
3) двойные ролики должны быть точно расположены один
под другим;
4) перед работой нужно тщательно очистить ролики сталь­
ной щеткой от остатков материала;
5) во время накатывания рабочие поверхности роликов сле­
дует хорошо смазывать веретенным или машинным маслом.
Режимы накатывания. В табл. 7 указаны окружные скорос­
ти и продольные подачи при накатывании.
172
. Таблица 7
Скорость и подача при накатывании
Обрабатываемый материал
Окружная скорость, м/мин
Диаметр детали, мм . . .
.
Продольная подача, мм/об .
Сталь
ав = 50
60 к Г /мм2
Сталь
Брон­
Ла­
80 к Г /м м 2
за
тунь
20— 25
10— 15
2 5 -4 0 4 0 -5 0
Алюминий
80— 100
Д о 10
1 0 -2 5
2 5 -4 0
4 0 -6 0
1
1,5
2
2,5
Правильность накатки проверяют на глаз.
Контрольные
вопросы
1. Как обозначаю т ш ероховатость поверхности на чертежах?
2. Что называется тонким точением?
3. Какую точность обработки (указать класс точности) и чистоту обра­
ботанной поверхности (указать класс чистоты) можно получить при тонком
точении и при доводке?
4. Какие твердые сплавы применяют при изготовлении резцов для тон­
кого точения?
5. Какие требования предъявляют к материалам для изготовления р ез­
цов для тонкого точения?
6. Какие достоинства имеют алмазные резцы?
7. Какие материалы можно обрабатывать алмазными резцами?
8. Какие требования предъявляют к станкам для тонкого точения?
9. Как производят доводку наружной цилиндрической поверхности?
10. Как производят доводку отверстия?
11. В чем заключается сущность и как производится обкатывание поЁерхности роликем?
12. Как производят накатывание на деталях? Какой инструмент при­
меняют при накатывании?
Глава XV
НАРЕЗАНИЕ РЕЗЬБЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ
Понятие о винтовой линии. В основе всякой резьбы лежит
так называемая винтовая линия. Возьмем кусок бумаги в форме
прямоугольного треугольника А БВ (рис. 187, а ), у которого ка ­
тет АВ равен длине окружности цилиндра диаметром D, т. е._
ЛВ = л • D, а второй катет БВ равен высоте подъема винтовой ли­
нии за один оборот. Навернем этот треугольник на цилиндри­
ческую поверхность, как это показано на рис. 187, а. Катет АВ
173
обернется вокруг цилиндра один раз, а гипотенуза А Б навьется
на цилиндр и образует на его поверхности винтовую линию с
шагом 5, равным БВ. Угол т (тау) называется углом подъема
винтовой линии.
Если треугольник расположен справа, как на рис. 187, а,
а наклонная линия А Б поднимается слева направо , то такая вин­
товая линия называется правой ; при обратном расположении
Рис. 187. Образование винтовой линии
треугольника и подъеме линии АБ справа налево (рис. 187, б)
получаем левую винтовую линию.
Образование резьбы. Если подвести острую вершину резца к
цилиндрическому валику и затем дать одновременно вращение
валику и равномерное продольное перемещение резцу, то на по*
верхности валика вначале образуется винтовая линия (рис. 188).
При углублении вершины резца в обрабатываемый валик и по­
вторном продольном перемещении резца на поверхности валика
получается резьба (рис. 189).
Профиль резьбы. Если режущей части резца придать остро­
угольную форму с углом при вершине а = 60° или а = 55°
(рис. 190, а), то на поверхности валика при нарезании полу­
чится резьба с треугольным профилем. При прямоугольной или
трапецеидальной форме режущей части резца получаются соот­
ветственно профили резьб — прямоугольный (рис. 190, б) или
трапецеидальный (рис. 190, в ).
174
Основные элементы резьб. Резьба бывает наружной (рис. 191)
и внутренней (рис. 192).
Основные элементы, определяющие профиль и размер тре­
угольной, прямоугольной и трапецеидальной резьб, для наруж­
ной (рис. 191) и внутренней (рис. 192) резьб следующие:
Рис. 188. Схема, поясняющая образование
винтовой линии на цилиндрическом валике
Рис. 189. Резьба, нарезанная
резцом
шаг резьбы S — расстояние между двумя одноименными точ­
ками соседних витков, измеренное параллельно оси резьбы;
угол профиля а — угол между боковыми сторонами витка, из­
меренный в диаметральной плоскости. Для метрической резьбы
а = 60с, а для дюймовой а=55°.
Различают три следующие диаметра резьбы (рис. 191 и 192):
наружный диаметр d резьбы — расстояние между крайними
наружными точками резьбы в направлении, перпендикулярном
к оси;
Рис. 190. Профили резьб:
а — треугольный, б — прямоугольный, в — трапецеидальный
внутренний диаметр d\ резьбы — расстояние между крайни­
ми внутренними точками резьбы в направлении, перпендику­
лярном к оси:
средний диаметр d2 резьбы — расстояние между двумя про­
тиволежащими параллельными боковыми сторонами профиля
резьбы, измеренное перпендикулярно к ее оси.
Направление резьбы (правая и левая резьбы). Если посмот­
реть на резьбу с торца, то у правой резьбы подъем канавки на-*
правлен слева направо, а у левой наоборот — справа налево.
175
Направление резьбы можно, также обнаружить по направлению
вращения винта при ввинчивании его в отверстие или гайки при
навинчивании ее на болт: если ввинчивание идет по ходу часо­
вой стрелки, то резьба правая, если против хода,— левая. НаиГлубина п роф и л я t2
а
Гпцбинд
Шаг
Рис. 191. Основные элементы наружной
резьбы
Рис
192. Основные элементы
внутренней резьбы
Рис. 193. Правая (а) и левая (б) резьбы
более употребительна правая реЗьба; нарезается она резцом, пе­
ремещающимся справа налево (рис. 193, а), т. е. по направле­
нию к передней бабке токарно-винторезного станка. Левая резь­
ба нарезается резцом, перемещающимся слева направо, т. е. по
направлению к задней бабке (рис. 193, б).
§ 2. ТИПЫ РЕЗЬБ И ИХ НАЗНАЧЕНИЕ
В машиностроении наиболее часто применяют следующие ти­
пы резьб: м е т р и ч е с к и е , имеющие треугольный профиль,—
для соединения деталей между собой, т р а п е ц е и д а л ь н ы е и
п р я м о у г о л ь н ы е — для передачи движения*.
М е т р и ч е с к и е р е з ь б ы получили наиболее широкое
применение в СССР. По ГОСТ 9150—59 они подразделяются на
* О прямоугольной и*трапецеидальной резьбах см. гл. XXII, стр. 337—339.
176
резьбы с крупными шагами (для диаметров .1—68 мм) и резьбы
с мелкими шагами (для диаметров 1—600 мм). Эти резьбы от­
личаются между собой размерами шага (для одного и того же
диаметра) и другими элементами *.
Метрические резьбы имеют (рис. 194) угол профиля а = 60°.
Вершины профиля болта
и гайки плоскосрезанные,
впадина у болта может
быть плоскосрезанной или
закругленной с радиу­
сом г.
Шаг метрических резьб
измеряется в миллимет­
рах.
Дюймовая
резь­
б а (рис. 195) имеет угол
профиля а = 55° и плоскоРис. 194 Метрическая резьба
срезанные вершины и впа­
дины; между вершинами и
впадинами имеются зазо­
ры. Наружный диаметр
дюймовой резьбы обозна­
чается в дюймах, напри­
мер 3/g", 74" Шаг дюймо­
вой резьбы выражается
числом витков на длине в
1". В СССР дюймовая
Рис 195. Дюймовая резьба
резьба применяется толь­
ко при ремонте импорт­
ных машин.
Трубная
цилин­
дрическая
резьба
(рис. 196) имеет профиль
в виде треугольника с з а ­
кругленными вершинами
и впадинами: угол а про­
филя равен 55°. Шаг труб­
ной цилиндрической резь­
бы выражается числом
Рис. 196. Трубная цилиндрическая резьба
витков на длине в 1". Эта
резьба применяется глав­
ным образом в газовых и водопроводных трубах, а также на
муфтах, служащих для соединения этих труб.
* А. Н. О г л о б л и н .
Справочник токаря. Машгиз, 1960.
177
§ 3. ИЗМЕРЕНИЕ И КОНТРОЛЬ РЕЗЬБЫ
В резьбе измеряют и контролируют наружный, внутренний
и средний диаметры, шаг и угол профиля: из. них основными
элементами резьбы являются:
наружный и средний диамет­
ры, шаг и угол профиля резь­
бы.
Измерение
шага
резьбы.
Для измерения шага резьбы
применяют измерительную ли­
нейку и резьбомер. Измерение
шага резьбы и з м е р и т е л ь ­
н о й л и н е й к о й показано на
рис. 197. Линейкой измеряют
Рис 197. Измерение шага резьбы
длину определенного количе­
измерительной линейкой
ства витков, например десяти;
разделив полученную длину на
замеренное количество витков, находят размер одного шага. При
измерении дюймовой резьбы определяют число витков, которое
приходится на длину одного дюйма (приближенно равного
25,4 мм). Если на длине \ ” насчитывается 4 витка, то шаг р а ­
вен 7 Л
Рис.
198
Измерение
шага
резьбомером
резьбы
Рис. 199. Резьбовой микрометр:
а — измерение микрометром, 6 — наконечники
микрометра
Р е з ь б о м е р (рис. 198) состоит из набора стальных пла­
стинок, из которых каждая снабжена вырезами, точно соответ­
ствующими профилю резьбы определенного шага. На каждой
пластинке выбиты цифры, указывающие на шаг резьбы в милли­
метрах или число витков, нарезанных на длине одного дюйма.
При измерении шага прикладывают пластинку к проверяемой
178
резьбе параллельно ее оси (рис. 198). Совпадение пластинки
резьбомера проверяют на просвет.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно р е з ь б о в ы м м и к р о м е т р о м
(рис. 199). Он отличается от микрометра для гладких деталей
только тем, что вместо
постоянных измеритель­
ных поверхностей имеет
особые сменные измери­
тельные наконечники / и
2. Наконечник 1
(рис.
199, б), снабженный кону­
сом с углом, равным углу
профиля резьбы, вставля­
Рис 200 Контроль резьбы нормальним
ют в отверстие микромет­
резьбовым кольцом
рического винта, наконеч­
ник 2 , снабженный про­
резью,— в пятку.
При измерении резьбо­
вой микрометр устанавли­
вают так, чтобы конус
Рис. 201 Нормальная резьбовая пробка
входил в углубление резь­
бы, а измерительный на­
конечник с вырезом охва­
тывал
выступ
резьбы
(рис. 199, а). Отсчет по
шкале микрометра пока­
зывает размер среднего
диаметра резьбы.
Резьбовые
калиб­
Наилучшим инстру­
ментом
для
контроля
резьб являются резьбовые
калибры — нормальные и
Рис 202 Предельная резьбо­
предельные.
Наружная
вая скоба
резьба проверяется н о рмальным
резьбо­
вым к о л ь ц о м
(рис.
200),
а
внутренняя—
нормальной
резь­
б о в о й п р о б к о й (рис.
Рис 203. Предельная резьбовая пробка
201). Правый гладкий ко­
нец пробки служит для
проверки диаметра отверстия под резьбу, а левый резьбовой ко­
н е ц — для проверки самой резьбы. Правильность резьбы нор-*
мальными калибрами определяют на ощупь по отсутствию кача­
ния и трудности свинчивания калибра и детали.
ры.
179!
Значительно более точна и производительна проверка резьбы
предельными резьбовыми калибрами. Наружную резьбу прове­
ряют п р е д е л ь н ы м и р е з ь б о в ы м и с к о б а м и . Т акая
скоба (рис. 202) имеет две пары роликов: передняя пара являет­
ся проходной, а задняя — непроходной.
Способ проверки резьбы предельной резьбовой скобой та ­
кой же, как и при проверке гладких размеров, т. е. резьба д олж ­
на свободно пройти через проходную сторону калибра, а не­
проходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют п р е д е л ь н ы м и р е з ь б о ­
в ы м и п р о б к а м и (рис. 203). Проходной конец пробки имеет
длинную резьбу полного профиля; он должен полностью ввинчи­
ваться в резьбовое отверстие по всей его длине. Непроходной
конец имеет 2—3 витка срезанного профиля, он не должен ввин­
чиваться в измеряемое отверстие.
Как гладкие, так и резьбовые предельные калибры применя­
ют обычно при изготовлении большого количества одинаковых
деталей и вообще в тех случаях, когда детали должны иметь
точные размеры с определенными допусками.
Рис 204. Измерение среднего диаметра
резьбы кронциркулем с шариковыми
наконечниками
Рис. 205. Измерение внутреннего диа­
метра резьбы кронциркулем с острыми
ножками
Измерение среднего и внутреннего диаметров резьбы. Иногда
приходится измерять средний диаметр резьбы; в таких случаях
применяют специальный кронциркуль (рис. 204) со сменными
шариковыми наконечниками. Диаметр шариков выбирают по
специальным таблицам в соответствии с типом и шагом резьбы.
Ножки кронциркуля с шариковыми наконечниками сначала
устанавливают по образцовой детали или резьбовому калибру.
После этого сверяют снятый размер со средним диаметром на­
резанной резьбы, прикладывая установленный кронциркуль ша­
риковыми наконечниками к ее боковым поверхностям.
180
Внутренний диаметр резьбы измеряют кронциркулем с ост­
рыми ножками (рис. 205). Как и в предыдущем случае, крон­
циркуль предварительно устанавливают на размер по штанген­
циркулю, образцовой детали или резьбовому калибру, затем
сравнивают этот размер с внутренним диаметром нарезанной
резьбы.
Наружный диаметр резьбы болта измеряют штангенцирку­
лем или микрометром. При этом необходимо следить за тем,
чтобы измерительный инструмент был установлен перпендику­
лярно оси детали.
§ 4. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ РЕЗЬБЫ ПЛАШКАМИ
Нарезание резьбы плашками. Наружную метрическую резьбу
можно нарезать плашками. П л а ш к а (рис. 206) представляет
собой кольцо с резьбой на внутренней поверхности и стружечны­
ми канавками У; послед­
ние служат для обра­
зования режущих кромок
2, а также для выхода
стружки.
Плашки изготовляют
из углеродистой или быст­
рорежущей стали. Круг­
лые плашки изготовляют
а)
цельными (рис. 206, а) или
разрезными (рис. 206, б).
Рис. 206. Плашки:
Диаметр разрезных пла­
а — цельная, б — разрезная
шек можно регулировать
в небольших пределах, что удлиняет срок их службы. Р а з ­
резные плашки применяют для нарезания резьб невысокой точ­
ности. Более точную резьбу нарезают цельными плашками,
так как они обладают большей жесткостью. Срок службы цель­
ных плашек меньше, чем разрезных.
Приемы нарезания резьбы плашками. Плашку вставляют в*
специальный плашкодержатель (рис. 207) и закрепляют винта­
ми, которые входят в углубления на боковой поверхности
плашки.
Q
Рис. 207. Плашкодержатель
181
Нарезаемую заготовку закрепляют в патрон: она должна
быть предварительно обточена по наружному диаметру резьбы
болта. На торце заготовки нужно снять фаску, чтобы плашка
легче врезалась в металл. Если диаметр заготовки мал, глуби­
на резьбы получается недостаточной, следовательно, резьба
получится неполного профиля. Если же диаметр заготовки ве­
лик, плашка будет срезать много металла или резьба полу­
чится нечистой.
Нарезание резьбы плашкой часто начинают с нарезания
вручную нескольких ниток, которые делают при помощи плашкодержателя с двумя рукоятками (рис. 208). После этого вклю­
чают станок и ведут нарезание дальше, упирая рукоятку плашкодержателя в суппорт (рис. 209). При нарезании резьбы плаш­
кой поддерживание рукоятки руками после пуска станка не р аз­
решается. Чтобы придать правильное направление плашке, ее
можно прижимать пинолью задней бабки, подаваемой вручную*
Рис. 208. Нарезание резьбы плаш­
кой на токарном станке вручную
Рис. 209. Нарезание резьбы плашкой
при вращении детали
При нарезании резьбы плашками рекомендуются следующие
скорости резания: для стали — 3—4 м/мин, для чугуна —
2,5 м/мин , для латуни — 9— 15 м/мин. В качестве смазочно-охлаждающих жидкостей рекомендуются при нарезании стальных
заготовок осерненные масла или вареное масло, при нарезании
заготовок из чугуна — керосин. Охлаждение должно быть
обильным.
§ 5. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ РЕЗЬБЫ МЕТЧИКАМИ
Внутреннюю резьбу небольших размеров нарезают метчиками.
М е т ч и к представляет собой винт с несколькими продольными
канавками, которые образуют режущие кромки и одновременно
служат для выхода стружки.
Конструкция и элементы метчика показаны на рис. 210Основными частями его являются коническая заборная режу­
щая часть /, калибрующая и направляющая часть 2, канавки 3,
182
цилиндрическая часть 4 , называемая шейкой, и квадрат 5 для
закрепления метчика в воротке или патроне.
Основную работу при нарезании резьбы производит з а б о р ­
н а я ч а с т ь / , зубья которой срезаны и имеют переменный
профиль. Вслед за заборной частью в отверстие входит калибру­
ющая часть 2, которая служит для зачистки и калибрования на­
резаемой резьбы.
На шейке метчика всегда отмечается диаметр резьбы; для
метрических резьб с буквой М или без нее, а для дюймовой —
с прибавлением значка " (дюйм).
Метчики изготовляют из углеродистой, легированной, а так­
же из быстрорежущей стали.
Существует несколько видов метчиков.
1. Для нарезания метрической или дюймовой резьбы на то*
карных станках пользуются комплектом ручных метчиков, состо­
ящим обычно из трех штук, которы­
ми последовательно нарезают резь­
бу в отверстии {рис. 211). Первым и
вторым метчиками нарезают резьбу
не на полный профиль, третьим
№ 1.5
1ЬП5
зачищают резьбу,, придавая ей окон­ 16x1,5
чательные размеры и форму. Номер
каждого метчика комплекта узнают
по числу рисок на хвостовой части:
Ш Ш Ш
3
ч
S
c i-A -k
fe Ш Ї М
/
2
А!° 1
Рис. 210. Метчик
№2
Рис. 211. Комплект метчиков
№ 1 имеет одну риску, № 2 — две риски и № 3 — три риски. Иног­
да для нарезания мелких резьб в сквозных отверстиях приме­
няют комплект из двух метчиков, из которых № 1 служит для
предварительного, а № 2 для окончательного нарезания.
|YЖ
ЛAЛAЛЛЛЛЛ/V^/^ЛЛ/^/^ЛЛ/^ЛЛЛЛЛ/^Л/SЛAAЛAAЛЛ^^L
уАШЩЩЩЖЖШМШМщМУ — -
—=--------------
----------fey
Рис. 212. Гаечный метчик
2. Для нарезания резьбы в сквозных отверстиях длиной не
более диаметра резьбы применяют г а е ч н ы е м е т ч и к и
183
(рис. 212) с длинной заборной частью, которыми нарезают резьбу за один проход.
Подготовка отверстия под резьбу. При нарезании резьбы мет­
чиками небольшие ртверстия обычно нарезают сразу же после
сверления; большие отверстия предварительно растачивают. Ди*
аметр отверстия под резьбу должен быть несколько больше
внутреннего диаметра резьбы, что необходимо для уменьшения
силы резания и предотвращения поломки метчика. Металл на­
резаемой гайки под действием силы резания несколько затека­
ет во впадины резьбы (рис. 213). Чем более пластичен металл
нарезаемой детали, тем сильнее он течет и, следовательно, тем
больше должен быть диаметр отверстия под резьбу.
Если диаметр отверстия равен внутреннему диаметру резь­
бы, то металл будет испытывать повышенное давление, в результате которого первые витки резьбы сминаются и даже сры­
ваются; при этом часто происходит поломка метчика.
Диаметры отверстий под резьбу выбирают по таблицам.
Рис 213.
Течение металла при нарезании резьбы
метчиком
Ниже приведены некоторые диаметры отверстий под метри­
ческую резьбу:
Диаметр резьбы, мм .
Диаметр сверла, мм:
для стали и ла­
туни
. . . .
для чугуна и
бронзы
. . .
5,0
6,0
8,0
10,0
12,0
16,0
20,0
24,0
4,2
5,0
6,7
8,4
10,1
13,8
17,3
20,7
4,1
4,9
6,6
8,3
10,0
13,7
17,1
20,6
Длина глухих отверстий под резьбу должна быть больше
длины нарезаемой в них резьбы на величину заборной части
метчика, т. е. на два-три шага резьбы.
Нарезание резьбы метчиком. При нарезании резьбы метчиком
на токарном станке деталь устанавливают и закрепляют в пат­
роне так, чтобы ось ее отверстия совпадала с осью шпинделя.
Метчик вводят в нарезаемое отверстие, а хвостовик, заканчива­
ющийся квадратом, закрепляют болтами в квадратном отвер­
184
стии / приспособления (рис. 214). Приспособление для закре­
пления метчика состоит из оправки 4 со шпонкой 3 и втулки 2
с пазом, в который входит шпонка <3, закрепленная на оправке.
Конический хвостовик 5 оправки вставляют в отверстие пино­
ли задней бабки.
При нарезании резьбы метчик подводят к отверстию дета­
ли с помощью маховичка, перемещающего пиноль; заборную
часть метчика вводят в нарезаемое отверстие. Для нарезания
первых витков резьбы нужно осторожно и равномерно нажи­
мать на метчик, вращая маховичок задней бабки. Как только
метчик войдет в отверстие на 1— 1,5 витка и получит необходи­
мое направление, его дальнейшее перемещение будет осущест­
вляться самозатягиванием благодаря вращению детали.
Рис. 214. Приспособление для закрепления метчика при
нарезании резьбы на токарном станке
Приспособление, показанное на рис. 214, позволяет путем
соответствующей установки шпонки 3 относительно торцовой
поверхности втулки 2 нарезать резьбу на заданную длину. По
достижении этой длины нарезание резьбы автоматически пре­
кратится.
При нарезании резьбы комплектом метчиков нужно следить
за тем, чтобы применять их в должной последовательности. Пе­
ред началом работы следующим по размеру метчиком необхо­
димо удалить из отверстия стружку. Это особенно важно при
нарезании глухих отверстий.
Режимы резания при нарезании резьбы метчиками. Скорость
резания при нарезании резьбы метчиками должна быть неболь­
шой; это удлиняет срок службы метчика и предотвращает з а ­
клинивание стружки. Рекомендуются следующие скорости реза­
ния: для стали — 3— 15 м/мин , для чугуна, бронзы и алюминия —
6—22 м/мин. Охлаждение должно быть обильным. В качестве
смазочно-охлаждающих жидкостей рекомендуются: для нареза­
ния деталей из стали — сульфофрезол, для деталей из чугуна,
бронзы и алюминия — эмульсия или керосин.
§ 6. НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ'
Наиболее распространенным способом нарезания резьбы на
токарно-винторезных станках является нарезание резьбовыми
резцами.
185
Конструкция резцов для нарезания резьбы. Профиль режу­
щей части резца должен соответствовать профилю резьбы. Угол
режущей части для метрической резьбы должен быть 60°, для
дюймовой и трубной резьб — 55°. Чтобы избежать при нареза­
нии резьбы искажения ее профиля, резьбовые резцы затачивают
по передней поверхности с передним углом y = 0° и устанавлива­
ют вершину резца на высоте линии центров станка; на резцах
для черновых проходов передний угол равен от 5 до 25° в зави­
симости от механических свойств обрабатываемого материала;
задний угол на боковых поверхностях резца — от 5 до 10°.
Различают резьбовые резцы для нарезания наружной резьбы
(рис. 215, а) и резцы для нарезания внутренней резьбы
(рис. 215, б). Те и другие могут быть цельными или вставными.
Головка резьбового резца для внутренней резьбы должна быть
1[J 0
Рис. 215. Резцы для нарезания треугольной резьбы:
а — наружной, б — внутренней
перпендикулярна оси стержня резца. Длина и сечение стержня
зависят от диаметра отверстия.
Токарь-новатор В. К. Семинский для нарезания внутренних
резьб применяет специальные резьбовые резцы. У этих резцов
(рис. 216) головка повернута относительно стержня путем скру-
Рис. 216. Резьбовой резец для нарезания внутренней
резьбы конструкции В. К Семинского
186
чивания державки на 45°. Это придает резцу повышенную жест­
кость и обеспечивает более спокойную работу по сравнению с
обычным резьбовым резцом (рис. 215, б).
Для чистовых проходов при нарезании резьб иногда приме­
няют пружинящие державки и пружинящие резцы, позволяющие
получать чистую и гладкую резьбу. Такой резец, встречая на
своем пути более твердую часть металла, слегка отжимается и
не портит резьбы.
На рис. 217 показана пружинящая державка 1. Болт 2 слу­
жит для крепления вставного резьбового резца 3 в державке.
Особенность этой держ ав­
ки в том, что она может
работать и как пружиня­
щая, и как жесткая. Это
достигается при помощи
винта 4: когда винт за тя­
нут, державка
работает
как жесткая; когда вин г
отпущен, она работает
как пружинящая.
Черновое
нарезание
производят резцом, закре­
пленным в жесткой дер­
жавке* а чистовое — резРис. 217. Пружинящая державка с
цом, закрепленным в прурезьбовым резцом
жинящей державке.
Устанавливают резь­
бовой резец т о ч н о н а
в ы с о т е ц е н т р о в , ина­
че профиль резьбы полу- ,
чится неправильным. Кро- >
ме того, средняя линия
профиля резца должна
быть перпендикулярна к
оси детали (рис. 218, а).
Эти требования остаются
в силе при нарезании не
только наружных, но и
внутренних резьб. Если
пренебречь этими требованиями, то профиль резьбы окажется
повернутым в сторону ( н е с и м м е т р и ч н ы м ) , как показано
на рис. 218, б.
Резьбовой резец устанавливают при помощи шаблона, как
показано на рис. 219 (при нарезании наружной резьбы) и на
рис. 220 (при нарезании внутренней резьбы).
Правильность установки резьбового резца по шаблону про­
веряют так: прикладывают шаблон к цилиндрической поверх­
187
ности детали в горизонтальной плоскости точно на высоте оси
детали, затем вводят резец в вырез шаблона и на просвет опре­
деляют, есть ли зазор между его режущими кромками и выре­
зом. Если зазор имеется, то перестановкой резца его устраняют,
после чего резец прочно закрепляют в резцовой головке. При
установке резца для нарезания внутренней резьбы шаблон мож­
но устанавливать также по торцу детали (см. рис. 220).
Шаблонами (см. рис. 219 и 220) проверяют также правиль­
ность заточки резьбовых резцов.
Рис 219. Установка резьбового
резца по шаблону при нарезании
наружной резьбы
Рис. 220. Установка резьбового резца
по шаблону при нарезании внутренней
резьбы
§ 7. РЕЗЬБОВЫЕ ГРЕБЕНКИ
Наружную и внутреннюю треугольную резьбу можно наре­
зать также и резьбовыми гребенками (рис. 221 и 222).
Резьбовые гребенки, В отличие ОТ обычных резьбовых р е З '
Рис. 221
Резьбовые гребенки:
а — плоская стержневай, б — призматическая
188
цов, имеют на режущей части не один, а несколько зубьев, вы­
полненных по форме профиля резьбы.
Гребенки бывают п л о с к и е с т е р ж н е в ы е (рис. 221, а),
п р и з м а т и ч е с к и е (рис. 221, б), к р у г л ы е с в и н т о в о й
р е з ь б о й (рис. 222).
Рабочая часть гребенок состоит из режущих и калибрующих
зубьев. Режущие зубья (их бывает обычно 2—3) срезаны под
углом ф (фи) так, что каждый последующий зуб режет несколь­
ко глубже предыдущего (см. рис. 221). Калибрующая часть, ко­
торая следует за режущей частью, имеет также несколько зубь­
ев (3—4) и предназначена для зачистки резьбы.
При нарезании резьбы гребенками благодаря ' распределе­
нию нагрузки между несколькими зубья*
ми можно увеличить поперечную подачу
и тем самым уменьшить число проходов
по сравнению с резьбовыми резцами.
Важно и то, что гребенки служат дольше,
чем резьбовые резцы.
Закрепляют призматические гребенки
в специальных державках (см. рис. 221,6)
и устанавливают их в резцовой головке
точно на высоте центров.
Значительно большее применение при Рис* 222‘ Круглая резьбовая греоенка
нарезании резьб как наружных, так и
внутренних получили круглые гребенки
(рис. 222) как более простые в изготовлении. Они состоят из
нескольких витков, расположенных по винтовой линии. Рабочая
часть этих гребенок также имеет несколько режущих зубьев,
срезанных под углом ф, и несколько калибрующих зубьев.
При
нарезании
н а р у ж н о й р е з ь б ы направление
резьбы у круглой винтовой гребенки должно быть обратным на­
правлению резьбы на детали, т. е. если необходимо нарезать
резьбу правую, то на гребенке должна быть левая резьба.
П р и н а р е з а н и и в н у т р е н н е й р е з ь б ы направление
резьбы винтовой гребенки должно совпадать с направлением
резьбы детали, т. е. если необходимо нарезать резьбу правую, то
и на гребенке должна быть правая резьба.
Крепят круглые гребенки на оправках, подобно круглым фа*
сонным резцам (см. рис. 171).
Резьбовые гребенки применяют главным образом в инстру­
ментальном производстве и в механических цехах в условиях
серийного и массового производства на деталях, допускающих
полный выход гребенки из резьбы. Производительность при на­
резании резьбы гребенками в 2—3 раза выше резьбовых резцов.
189
§ 8. НАСТРОЙКА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Для получения резьбы на токарно-винторезном станке необ­
ходимо, чтобы резец за каждый оборот шпинделя получал про­
дольное перемещение (подачу), равное шагу резьбы, т. е., ина­
че говоря, чтобы скорость продольного перемещения резца была
агочно увязана со скоростью вращения шпинделя.
У
большинства современных токарно-винторезных станков
необходимая подача при нарезании резьбы устанавливается пу­
тем соответствующего сцепления зубчатых колес коробки подач.
На станках, не имеющих коробки подач, согласование скорости
перемещения* суппорта и резца со скоростью вращения шпинде­
ля достигается при помощи х о д о в о г о в и н т а , связанного со
шпинделем станка сменными зубчатыми колесами (рис. 223).
Шпиндель
Ходобой бинт
■ A /V \/N /V y\/^ /V V \A A A A A A /V V V ”
Разъемнаяг_____ т
гайка
Рис. 223
Л
л
Схема передачи движения от шпинделя к ходовому
нарезании резьбы на токарно-винторезном станке
винту при
Из рис. 223 видно, что передача вращения от шпинделя к
ходовому винту с шагом 5 Х осуществляется через т р е н з е л ь
и с м е н н ы е з у б ч а т ы е к о л е с а Z\, Z2,
и г4.
Чтобы правильно настроить станок на заданную подачу, то­
карь должен уметь рассчитать числа зубьев указанных сменных
зубчатых колес.1
Расчет сменных зубчатых колес. Для расчета сменных зуб­
чатых колес введем следующие обозначения (см. рис. 223);
5 Р — шаг нарезаемой резьбы, мм\
5 Х— шаг ходового винта мм\
і тр = у — передаточное отношение трензеля;
/ — I I . h . — передаточное отношение сменных зубчатых колес.
190
Из схемы (см. рис. 223) следует, что за один оборот шпин­
деля ХОДОВОЙ ВИНТ сделает 1 0 б. шп • *тр • і оборотов и переместит
суппорт и резец на расстояние 1 0 б. ш п * *т р • і •
мм. Это переме­
щение резца за один оборот шпинделя равняется шагу резьбы 5 Р,
т. е.
( 14)
Так как в большинстве случаев а = 6, т. е. передаточное отно­
шение трензеля /Тр равно единице, то из уравнения (14) получим
(15)
т. е. передаточное отношение сменных зубчатых колес равно ша­
г у нарезаемой резьбы деленному на шаг ходового винта.
Пример. Определить передаточное отношение сменных колес для нарезания
на токарном станке резьбы с шагом. 1,5 мм. если шаг ходового винта равен
6 мм.
Согласно формуле (15) передаточное отношение
Flo этому передаточному отношению необходимо подобрать зубчатые смен­
ные колеса и установить их на гитаре в таком порядке от шпинделя к ходовому
винту, чтобы отношение числа зубьев ведущего колеса к числу зубьев ведомого
точно равнялось подсчитанному передаточному отношению.
Для нарезания резьбы к каждому токарно-винторезному
станку прилагается набор сменных колес, чаще всего с числом
зубьев кратным 5 (20, 25, 30, 35 и т. д. до 120) и, кроме того, ко­
лесо с 127 зубьями. Задача токаря — подобрать такую пару или
такие две пары зубчатых колес из имеющихся в наборе, которые
отвечают подсчитанному передаточному отношению.
Допустим, ^то на токарном станке с шагом ходового винта б мм
требуется нарезать резьбу с шагом 2 мм. Для этого случая пере2
даточное отношение сменных колес і = - о7Г-.
Следовательно, если соединить шпиндель и ходовой винт лю­
бой парой колес, передаточное отношение которых равно
, то
на детали получится резьба с шагом 2 мм.
Чтобы по передаточному отношению подобрать числа зубьев
сменных колес, нужно числитель и знаменатель дроби умножить
на одно и то же число таким образом, чтобы произведение полу­
чилось целым числом и равнялось числу зубьев, имеющихся в на­
боре сменных зубчатых колес. Например, если передаточное отно2
шение і = -g-, то, умножая числитель и знаменатель соответственно
на 10, 15 или 20, получим:
2
2 X 15
30
2
2 X Ю _ 20.
6 ~
6 X Ю
60*
2
1 ~ 6 — 6 X 15 ~ 90'
2 X 20
40
6 ~ 6 X 20 — 120’
191
Числа 20 и 60, 30 и 90, 40 и 120 обозначают соответственно
числа зубьев отдельных пар сменных зубчатых колес, обеспе­
чивающих получение на данном станке резьбы с шагом 2 мм.
Нужно запомнить, что в числителе стоит число зуб ь ев ведущ его
колеса, а в знаменателе — ведомого . Таким образом, колеса 20,
30 и 40 являются ведущими, а колеса 60, 90 и 120 — ведомыми.
' Первое ведущее колесо из любой пары подобранных колес
устанавливают на валу трензеля, а второе ведомое колесо' из той
же пары ставят на конец ходового винта.
Если требуемое передаточное отношение не может быть обес­
печено одной парой колес, подбирают передачи с двумя, а иног­
да и тремя парами сменных колес. На рис. 223 показана пере­
дача с двумя парами зубчатых колес.
Пример. На токарном станке с шагом ходового винта 5 Х = 8 мм требуется
нарезать резьбу с шагом 5 р = 1 мм
По формуле (15) определяем передаточное отношение
_ Sp__ Ц
‘ - Sx - 8 ■
Умножая числитель и знаменатель на 20, получаем
I X 20
20
‘ ~ 8 X 20 ~ 160Колесо с 20 зубьями есть в наборе, но отсутствует колесо с 160 зубьями
Следовательно, при помощи одной пары сменных колес данную резьОу нарезать
нельзя.
В таких случаях необходимо
передаточное отношение і = - і -
8
жить на две такие дроби, перемножение которых даст то ж е
ношение. Для нашего примера это можно написать так:
. 1 1 X 1
разло-
передаточное от­
8 _ 2X4'
Умножая числитель и знаменатель первой дроби на 20, а ^второй дроби на
25, находим
1 X 20
1 X 25
20 X 25
‘ ~ 2 X 20 Х 4 X 25 - 40 X 100 ’
гг •гъ
20 • 25
1 = г £ Т 4 = 40 100*
Таким образом, чтобы на данном станке с шагом ходового винта S x — 8 мм
нарезать резьбу с шагом S p = 1 мм, нужно взять имеющиеся в наборе станка
зубчатые колеса с числом зубьев 20 и 40, 25 и 100. Колеса гх — 20 и г3 == 25
должны быть ведущими, а колеса г2 = 40 и г4 = 100 — ведомыми
Подобранные зубчатые колеса можно установить и в другом порядке.
1 Можно поменять местами ведущие колеса, т е. установить колесо г3 =
= 25 на место колеса гх = 20, а колесо гх = 20 на место колеса г3 .= 25
2. Таким же образом можно поменять ведомые колеса г 2 = 4 0 .,и г4 = 100.
От указанных в пп 1 и 2 перестановок передаточное отношение не изме­
нится. Но ведущее и ведомое колеса менять местами нельзя, так как иначе ве­
дущ ее колесо гх = 20 оказалось бы на месте ведомого г2 = 40, а ведомое z2 =
= 40 на месте ведущего гг = 20 и передаточное отношение приняло 6£j совсем
иное значение.
3. Возможна перестановка первой пары вместо второй, а второй’пары вместо
первой, т. е.
zi ' гз
г2 г4
192
_
*3 *1
г4 г2*
Проверка правильности подсчета сменных зубчатых
колес.
Чтобы проверить правильность подсчета сменных колес, нужно
полученное передаточное отношение умножить на шаг ходового
винта, при этом результат умножения должен дать шаг нареза­
емой резьбы; это следует из формулы (15):
/ • 5 Х= 5 р мм.
(16)
Если же по формуле (16) будет получен шаг резьбы, не соот­
ветствующий требуемому, то это покажет, что подсчет сменных
колес сделан неверно.
Проверим правильность подсчета колес в предыдущем при­
мере, где
20 X 25
1 — 40 X 100
0
. 0
с
и
20*25
о
— 8 ММ\
о
t
5 р — і •5 Х — 40 100 •8 — 1 мм,
т. е. колеса подобраны правильно.
Проверка сцепления сменных колес. Подобранные расчетом
колеса не всегда могут быть между собой сцеплены. Может слу­
читься, что одно из них вплотную подойдет к пальцу гитары.
Чтобы сменные зубчатые колеса можно было установить на ги­
таре, обеспечив их сцепление, необходимо выполнить следующее
условие:
сумма чисел зубьев первой пары колес (2 1 + 2:2) должна быть
больше числа зуб ьев второго ведущего колеса ( г г) не менее
чем на 15, а сумма чисел зуб ьев второй пары колес (23 + 24)
должна быть больше числа зубьев первого ведомого колеса ( 20)
тоже не менее чем на 15.
Проверим возможность сцепления колес, подобранных при­
менительно к нашему примеру, где
. _
1~
z1 z3 _ 20 25
~ 4 0 -1 0 0 -
Разность между суммой чисел зубьев первой пары колес
2 i + 2 2= 20 + 40 = 60 и числом зубьев 23= 2 5 больше 15 и равна 35.
Сумма чисел зубьев второй пары колес 2 з + 2 4= 25 + 100= 125
также больше числа зубьев 2 2= 40 (разность равна 85). Следо­
вательно, сцепление колес возможно.
Если бы условия сцепления не были выдержаны, то нужно
сначала поменять местами ведомые или ведущие колеса. Если
и такая перестановка не удовлетворит «условиям сцепления, не­
обходимо заново сделать подсчет.
§ 9. ПРИМЕРЫ ПОДСЧЕТА СМЕННЫХ ЗУБЧАТЫХ КОЛЕС
При подсчете сменных колес для нарезания резьб на токарно-винторезном станке могут встретиться следующие случаи:
7 Зак, 529
№
1. Шаг ходового винта и шаг нарезаемой резьбы выражены
в одной и той же системе измерения, т. е. в миллиметрах или
дюймах.
2. Шаг ходового винта и шаг нарезаемой резьбы выражены
в различных системах измерения; например, шаг ходового вин­
та выражен в дюймах, а шаг нарезаемой резьбы — в миллимет­
рах или, наоборот, шаг ходового винта выражен в миллиметрах,
а шаг нарезаемой резьбы — в дюймах.
Рассмотрим примеры подсчета сменных колес для указанных
случаев.
1.
Шаг ходового винта и шаг нарезаемой резьбы выражены в
одной и той же системе измерения.
Пример. Шаг ходового винта 5 Х = 6 мм, шаг нарезаемой резьбы S p — 1/2 мм.
Передаточное отношение сменных колес:
. _ 5 р _ J ____ l _ _ L
г ~ Sx ~
6 — 2 -6 ~
12*
Разложим эту дробь на две:
Умножим числитель и знаменатель первой дроби на 25, а второй на 20,
в результате получим две пары сменных колес со следующими числами зубьеві
1
X 25
1 X 20
25 ' 20
‘ - 2 X 25 Х 6 X 20 _ 50 Х 120’
т- е‘ 1 ^
гх 2ъ
25 20
г Г і Г = 50 *Т20‘
Колеса с числами зубьев 20, 25, 50 и 120 имеются в наборе станка. Прове­
рим условия сцепления:
z1 + z2 — 25 + 50 = 75 больше z3 — 20 на 55;
z3 + z4 = 20 + 120 = 140 больше z2 = 50 на 90.
Как видим, условия сцепления выдержаны
Если на станке с шагом ходового винта, выраженным в мил­
лиметрах, нужно нарезать резьбы с модульным шагом, т. е. с
шагом, кратным я, передаточное отношение сменных колес
где
t
т = — мм — модуль.
Так как в формулу (17) всегда входит число я, которое точ­
но не раскладывается на множители, рекомендуется брать его
приближенные значения:
22
32 X 27
19 X 21
25 X 47
тг = -=~\ тс = ■" чу
; 7г = ----- г-рг=— : 7Г =
7 ’
25 X 11 ’ -----127
’ ------ 22 X 17
_ 8 X 97.
_ 13 X 29
5 X 71
Я ~ 13X 19’ U “ 4 X 3 0 ’
“
113*
194
Пример. На станке, ходовой винт которого имеет шаг S x = 6 мм, нарезать
червяк с модульным шагом 5 р = 3 • тс.
Передаточное отношение сменных колес:
5Р
3л:
тс
‘ ~ sT = Т Г = Т*
32 V 27
Вместо п подставим его приближенное значение — ^ — :
25 X 11
32 X 27
16 X 27
2 Х 25 X 11 “
25 X 11 _
16 X 3 X 9
25 X 11 “
48 X 9
25 X 11 '
Умножив числитель и знаменатель первой дроби на 2, а второй — на 5, по­
лучим две пары сменных колес со следующими числами зубьев:
48 X 2
9 X 5
96
45
г = 2 5 х 2 Х 11 Х 5 = 5 0 х 55’
г~
z1-z3
96 45
г2 •г4 = 50 55*
Условия сцепления колес соблюдены.
2.
Шаг ходового винта и шаг нарезаемой резьбы выражены
в различных системах измерения.
Если шаг ходового винта и шаг нарезаемой резьбы выраже­
ны в различных мерах длины — дюймах и миллиметрах, необ­
ходимо дюймы перевести в миллиметры. Имеем следующее со­
отношение: 1" = 25,4 мм.
Если десятичную дробь 25,4 представить в виде простой дроби
4
25- jq- = 2
2
5
то, превращая это смешанное число в правильную
2
127
дробь, получим 25 -g- = —g-.
127
Такая замена числа 25,4 равной ему дробью - у - необходима
потому, что в наборе зубчатых колес станка имеется колесо со
127 зубьями, которое используется во всех случаях, когда шаг хо­
дового винта и шаг нарезаемой резьбы выражены в различных ме­
рах длины.
Пример. Шаг ходового винта 5 Х == 8 мм. Подобрать сменные зубчатые ко­
леса для нарезания резьбы с шагом 5 р = 1/4".
Выражаем шаг нарезаемой резьбы в миллиметрах:
о
_
Р ”
1" _
127 __ 127
20*
4 “ 4X 5"
Определяем передаточное отношение и сменные зубчатые колеса:
SD
«= -оЕ
Sx =
7*
127
127 X 1
20Х8- 20X4X2
127-1
80 X 2 “
127 x 50
80 X 100
195
Зубчатые колеса с числом зубьев 127, 50 80 и 100 имеются в наборе. Про­
веряем условия сцепления:
гг -\- г2 = 127 + 80 = 207, больше г3 = 50 на 157;
г3 + г4 = 50 + 100 = 150, больше г2 = 80 на 70,
т. е. условия сцепления соблюдены.
§ 10. ПРИЕМЫ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦАМИ
После наладки станка, закрепления обрабатываемой детали,
установки и закрепления резца, включают станок и начинают
нарезать резьбу, незначительно углубив резец в металл. На по­
верхности детали получается винтовая риска, шаг которой про­
веряют линейкой, штангенциркулем или резьбомером. Перед на­
чалом следующего прохода резец углубляют по лимбу на требу­
емую величину.
Нарезать профиль треугольной резьбы резцами можно сле­
дующими способами.
Первый способ. Резец устанавливают перпендикулярно оси
детали (рис. 224, а), пользуясь шаблоном, как показано на
рис. 219.
Перед каждым новым проходом резец выводят из канавки,
перемещая поперечный суппорт на себя. Затем дают станку об­
ратный ход, возвращая продольные салазки суппорта в началь­
ное положение. По возвращении продольных салазок резцу д а ­
ют поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи.
Так повторяют все эти приемы
до тех пор, пока резьба не бу­
дет нарезана на полную глу­
бину профиля.
Как видно из рис. 224, б,
резьба в этом случае нарезает­
б)
ся равномерно обеими режущи­
ми кромками. При черновом
Рис. 224. Нарезание треугольной резьбы
нарезании
отделяющиеся тол­
с поперечным перемещением резца
стые стружки мешают друг
другу, поэтому возможно заедание резца и получение шероховатой,, надорванной поверхно­
сти резьбы; при чистовом нарезании, когда снимается неболь­
шая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб
с шагом Sp меньше 2 мм\ как на черновых, так и на чистовых
проходах резец подается за каждый проход на глубину £= 0,05—
—0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм , резь­
бу нарезают особым резцом (рис. 225, а). Его устанавливают
\
196
в верхней части суппорта, повернутой на угол -у равный полови­
не угла профиля резьбы, и подают боковым врезанием, перемещая
верхнюю часть суппорта под углом к оси детали в направлении,
указанном стрелкой. При такой установке резца резание осущест­
вляется в основном левой режущей кромкой (рис. 225, б);
правая режущая кромка снимает очень тонкую стружку, поэ­
тому изнашивается медленно.
После каждого прохода резец выводят из канавки, переме­
щая поперечный суппорт на себя (верхнюю часть суппорта не
трогают). Затем включают об­
ратный ход станка и возвра­
щают продольные салазки суп­
порта в их начальное положе­
ние. Перед каждым следую­
щим проходом подают попе­
речный суппорт в прежнее по­
ложение (по лимбу, либо по
б)
упору). Углубляют резец пе­
ремещением верхней части суп­
Рис. 225. Нарезание треугольной резьбы
порта по лимбу.
путем поворота верхней части суппорта
Для получения более точ­
а
на угол у
ной резьбы окончательное на­
резание выполняют по перво­ а — поворот верхней части суппорта, б — на­
резание резьбы левой режущей кромкой
му способу (см. рис. 224).
резца
Канавки для выхода резь­
бового резца. При нарезании
как наружной, так и внутренней резьбы у деталей с уступами
необходимо предусматривать канавки для выхода резца, чтобы
предохранить его от поломки (рис. 226 и 227). Глубина канав-
\
Ианадк а
Рис
226. Канавка для
выхода резьбового резца
при нарезании внутренней
резьбы
Рис
227
Канавка для
выхода резьбового резца
при нарезании наружной
резьбы
ки должна быть немного больше глубины резьбы, а ширина
канавки должна равняться 2—3 шагам резьбы.
Нарезание правой и левой резьб. При нарезании правой
резьбы ходовой винт и шпиндель вращаются против часовой
197
стрелки, а суппорт с резцом перемещаются от задней бабки к
передней (см. рис. 193, а). При нарезании левой резьбы трен­
зель должен быть установлен так, чтобы ходовой винт вращался
в обратном направлении, т. е. по часовой стрелке при обычном
направлении вращения шпинделя. При этом суппорт должен пе­
ремещаться к задней бабке (см. рис. 193, б), следовательно,
нарезание левой резьбы должно начинаться с левого конца де­
тали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих
жидкостей при нарезании резьбы является обязательным.
Обильное охлаждение предохраняет резец от затупления и спо­
собствует получению чистых боковых поверхностей резьбы. В
качестве охлаждающих жидкостей при нарезании резьбы в ста­
ли и латуни рекомендуются эмульсии, сульфофрезол (дает луч­
шие результаты); чугунные детали можно нарезать всухую или
с керосином.
§ 11. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ НАРЕЗАНИЯ
РЕЗЬБЫ
Токари-новаторы при нарезании резьб применяют резцы с
пластинками из твердого сплава со специальной заточкой. Уве­
личивая благодаря этому скорости резания и сокращая число
проходов, они добиваются значительного повышения произво­
дительности труда.
Так, например, токарь В. М. Бирюков резьбу с шагом до
2 мм нарезает одним резцом, а с шагом больше 2 мм — двумя
(черновым и чистовым). Глубина резания при черновых прохо­
дах берется 0,5—0,6 мм\ для первых двух-трех чистовых прохо­
дов — приблизительно 0,3 мм , а для остальных проходов —
0,15—0,2 мм. Нарезается резьба при скорости резания 100—300 м/мин.
Резьбовые резцы токаря В. М. Бирюкова (рис. 228) имеют
массивную смещенную головку, что повышает их прочность. Пе­
редний угол резца равен 3°, задний — 5°. При скоростном наре­
зании резьбы происходит небольшое искажение ее профиля, угол
профиля нарезаемой резьбы получается всегда больше угла при
вершине резца на 30'— Г 30'. Поэтому рекомендуется в этих
условиях применять резцы с углом профиля, равным углу про­
филя нарезаемой резьбы, уменьшенному на 1°. Например, для
нарезания метрической резьбы с углом профиля 60° угол про­
филя чистового резца принят 59° (см. рис. 228).
Резьба нарезается с поперечным перемещением резца после
каждого прохода, как показано на рис. 224. При нарезании
резьбы в два перехода, т. е. черновым и чистовым резцами, угол
профиля чернового резца по передней поверхности принимается
на 10° больше, чем у чистового, т. е. примерно 69°. В этом случае
198
основная нагрузка в работе приходится на черновой резец
(рис. 229, а), чистовой же резец с углом профиля 59° лишь з а ­
чищает резьбу, снимая небольшое количество металла (рис.
229, б).
При нарезании резьбы резцами В. М. Бирюкова необходимо
соблюдать следующие правила:
а) чтобы избежать вибраций, режущая кромка должна быть
установлена на 0,5— 1 мм
Б-Б
выше линии центров станка;
б) вылет резца должен
быть как можно меньшим;
в) врезание резца долж ­
но производиться при пол­
ной скорости резания, для
а — черновой, б — чистовой
Рис. 229. Нарезание наружной
метрической резьбы по методу
токаря В. М. Бирюкова:
а — черновым резцом, б — чисто­
вым резцом
чего перед каждым проходом резец необходимо ОТВОДИТЬ В
сторону задней бабки на расстояние,, равное 10— 15 шагам на­
резаемой резьбы;
г)
расстояние от конца резьбы до патрона или утолщения на
обрабатываемой детали также должно быть не меньше 15 шагов
нарезаемой резьбы.
Токарь В. М. Бирюков применяет также нарезание резьбы за
один проход, используя одновременно три резца, оснащенные
199
твердым сплавом (рис. 230) и представляющие собой как бы
гребенку: черновой резец имеет угол профиля 70°, получистовой — 65° и чистовой — 59°.
Применение высоких скоростей резания при нарезании на^
Рис. 230. Нарезание резьбы
одновременно тремя рез­
цами по методу В М. Би­
рюкова:
Рис, 231. Нарезание внутренней
резьбы по методу П. Фирсова
1 — черновой резец, 2 — получистовой, 3 — чистовой
ружной и внутренней резьб в упор в тех случаях, когда на
станке нет специальных автоматических упоров, ограничиваю­
щих ход суппорта, часто приводит к браку детали. Происходит
это потому, что при большом числе оборотов шпинделя рабо­
чий не всегда успевает отвести резец по окончании прохода. По­
этому, чтобы не снижать скорости резания, токарь-новатор
П. Фирсов предложил свой метод нарезания резьбы. При наре­
зании внутренней резьбы (рис. 231), у которой ширина канавки
для выхода резца равна всего двум виткам, обработка начина­
ется с ввода резца в канавку и последующего включения пода­
чи в направлении задней бабки. Брак деталей в этом случае со­
вершенно исключен, производительность увеличивается почти в
два раза. Таким же методом можно нарезать и наружную
резьбу.
§ 12. БРАК ПРИ НАРЕЗАНИИ РЕЗЬБЫ РЕЗЦАМИ И МЕРЫ
ЕГО ПРЕДУПРЕЖДЕНИЯ
Наиболее часто при нарезании резьбы резцами получается
брак следующих видов: 1) неточный шаг; 2) неточные диаметры
резьбы; 3) неправильный профиль резьбы; 4) недостаточная чи­
стота поверхности резьбы.
1.
Неточный шаг резьбы является результатом неправильно­
го подбора сменных зубчатых колес или неправильной установ*
200
ки рукояток коробки подач. Предупредить брак можно правиль­
ной настройкой станка.
2. Неточные размеры получаются вследствие недостаточно­
го или излишнего съема металла при нарезании резьбы; устра­
няются частыми промерами, особенно при последних проходах,
или установкой жесткого упора на глубину.
3. Неправильный профиль резьбы получается при неправиль­
ном профиле резца и неточной установке его. Предупредить т а ­
кой брак, можно тщательной проверкой профиля резца и его
установки (см. рис. 219 и 220).
4. Недостаточная чистота поверхности (риски, задиры на
резьбе) бывает при неправильной заточке резца, завышенной
глубине резания, неправильно выбранной скорости резания,
сильном затуплении инструмента, недостаточно жестком крепле­
нии детали или инструмента, отсутствии или неправильно вы­
бранном охлаждении и др. Чтобы избавиться от такого брака,
необходимо устранить причины, вызвавшие его.
Контрольные
вопросы
1. Как образуется винтовая линия при нарезании резьбы на токарном
станке?
2. Перечислите основные элементы резьбы.
3. Что называется шагом резьбы и профилем резьбы?
4. Чем отличается метрическая резьба от дюймовой?
5. Какие виды резьб вы знаете и какая разница м еж ду ними?
6. Как отличить правую резьбу от левой?
7. Какими инструментами можно нарезать резьбу?
8. Перечислите основные части метчика.
9. Как нарезается резьба метчиками?
10. Как устроена плашка?
И . Как нарезается резьба плашкой?
12. Как установить резьбовой резец при нарезании наружной и внутрен­
ней резьб?
13. Как нарезается резьба гребенкой?
14. Д ля чего применяют сменные зубчатые колеса? По какой формуле
определяется передаточное отношение при нарезании резьбы?
15 Как подобрать сменные зубчатые колеса, если известно передаточное
отношение?
16. Укажите правило сцепляемости сменных колес на гитаре токарного
станка.
17. М ожно ли на гитаре сменных колес вместо ведомого колеса поста­
вить ведущ ее, а вместо ведущ его — ведомое?
18. Какие сущ ествуют способы нарезания треугольной резьбы?
19. Укажите правила подготовки резьбового резца и установки его на
станке.
20. Чем отличается нарезание правой резьбы от нарезания левой резьбы?
21. Перечислите виды брака при нарезании резьбы. Какие меры нужно
принять для предупреждения каж дого из видев брака?
22. Какие инструменты применяют для измерения элементов резьбы?
Как измеряется шаг резьбы? Как измеряются диаметры резьбы — наружный,
внутренний и средний?
23. Перечислите известные вам высокопроизводительные методы нареза­
ния резьбы.
201
РАЗДЕЛ ТРЕТИЙ
ТОКАРНЫЕ СТАНКИ. МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ОБРАБОТКИ
ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Глава XVI
УСТРОЙСТВО ТОКАРНЫХ СТАНКОВ
§ 1. КРАТКИЙ ИСТОРИЧЕСКИЙ ОБЗОР РАЗВИТИЯ ТОКАРНОГО СТАНКА
Простейшие токарные станки были известны еще в глубокой
древности. Эти станки были весьма примитивны по конструкции:
заготовка вращалась от ножного привода, а режущий инстру*
мент (тип современного долота) приходилось держать в руках*
Работа на таких станках была непроизводительной, утомитель­
ной и неточной.
Дальнейшее развитие токарного станка относится к XVIII в.,
когда русский механик токарь Петра I А. К. Нартов в 1712—
1725 гг. впервые в мире изобрел механический суппорт, создав
тем самым исполнительный механизм токарного станка.
Изобретение суппорта освободило руки токаря от необходи­
мости держать резец во время обтачивания детали и ознамено­
вало собой начало новой эпохи в развитии не только токарных,
но и других металлорежущих станков.
В середине XVIII в. в отечественное станкостроение внес
большой вклад гениальный русский ученый М. В. Ломоносов.
Для обработки сложных поверхностей металлических зеркал ,он
создал специальный сферо-токарный станок.
В конце XVIII в. славные традиции русских машиностроите­
лей продолжали тверской механик-часовщик Лев Собакин и
тульский мастер Алексей Сурнин. По их чертежам изготов­
лялись токарно-винторезные станки для обработки винтов.
Значительно ближе к современным станкам токарные стан­
ки, изготовлявшиеся в середине прошлого столетия. Эти станки
уже имели переднюю бабку со ступенчатым шкивом, позволяв­
шим изменять число оборотов обрабатываемых деталей. Суп­
порт перемещался при помощи ходового винта и сменных зуб­
чатых колес.
Позднее на токарных станках со ступенчато-шкивным при­
водом для изменения скорости перемещения суппорта стали
202
применять коробку подач; помимо ходового винта, стали приме­
нять и ходовой вал.
В начале XX в. с изобретением быстрорежущей стали по­
являются относительно быстроходные и мощные (по тому вре­
мени) токарные станки с приводом от трансмиссии (рис. 232).
Z
Рис. 232. Токарно-винторезный станок со ступенчатым шкивом:
/ — коробка подач, 2 — ступенчатый шкив, 3 — ходовой винт, 4 — ходовой вал
Бурное развитие отечественного станкостроения началось у
нас после Великой Октябрьской социалистической революции.
Современные токарные станки выпускаются с индивидуаль­
ным электрическим приводом; универсальные токарно-винто­
резные станки оборудованы коробкой скоростей, обеспечива­
ющей быстрое изменение чисел оборотов обрабатываемой дета­
ли, и более совершенной коробкой подач.
К группе токарно-винторезных станков, получивших широ­
кое распространение на наших машиностроительных заводах,
относится станок модели 1А62 (рис. 233), выпускавшийся заво­
дом «Красный пролетарий». Этот станок был получен в резуль­
тате модернизации широко распространенного ранее токарно­
винторезного станка (1Д62М) ДИП-200, у которого верхний
предел чисел оборотов шпинделя был увеличен с 600 до 1200 в
минуту, мощность электродвигателя — с 4,3 до 7 кет, а плос­
коременная передача от электродвигателя заменена клиноре­
менной.
Начиная с 1956 г. станок 1А62 заменен токарно-винторезным
станком модели 1К62 (рис. 234). Этот новый станок более соот­
ветствующий современному уровню техники имеет более мощ­
ный электродвигатель ( N = 10 кет). Коробка скоростей дает
возможность устанавливать 23 различные скорости шпинделя
203
Рис.
233
Токарно-винторезный
станок модели
пролетарий»
1А62
завода
«Красный
Рис. 234. Токарно-винторезный станок модели 1К62 завода «Красный пролетарий»
(от 12,5 до 2 тыс. об!мин). Число подач 48 — от 0,075 до
4,16 мм на один оборот шпинделя (см. табл. 8, стр. 207).
Наряду с совершенствованием токарно-винторезных станков
средних размеров советские инженеры и новаторы производст­
ва создали новые конструкции тяжелых токарных станков для
обработки деталей большого размера. Например, коллектив
Краматорского завода тяжелого машиностроения освоил произ­
водство мощного полностью механизированного токарного стан­
ка для обработки деталей диаметром до 2,5 м, длиной до 16 м
и весом до 100 т.
Второй гигант тяжелого машиностроения — Коломенский
станкостроительный завод — строит для токарной обработки
еще более крупные станки. Здесь освоены карусельные станки,
на которых можно обрабатывать детали диаметром 13 и 22 м.
§ 2. ОСНОВНЫЕ ТИПЫ СТАНКОВ ТОКАРНОЙ ГРУППЫ
К станкам токарной группы относятся станки: токарно-вин­
торезные, токарные, многорезцовые токарные, токарно-револь­
верные, токарно-лобовые, токарно-карусельные, а также токар­
ные автоматы и полуавтоматы.
Т о к а р н о - в и н т о р е з н ы е с т а н к и обладают широкой
универсальностью: они предназначены для выполнения всевоз­
можных токарных работ, включая нарезание резьб резцами,
что возможно благодаря наличию ходового винта. Эти станки
имеют самое широкое применение на машиностроительных за ­
водах.
Т о к а р н ы е с т а н к и , не имеющие ходового винта, приме­
няются для- выполнения всевозможных токарных работ, за ис­
ключением нарезания резьб резцами. Отсутствие ходового вин­
та упрощает конструкцию станка.
М н о г о р е з ц о в ы е т о к а р н ы е с т а н к и предназначены
для обработки деталей типа ступенчатых валиков, зубчатых ко­
лес и других одновременно несколькими резцами, установлен­
ными в 2—3-х суппортах.
Т о к а р н о-p е в о л ь в е р н ы е с т а н к и используют для из­
готовления деталей из прутка или для обработки закрепленных
в патроне заготовок типа поковок, штамповок, литья различны­
ми инструментами, закрепленными в револьверной головке.
Т о к а р н о - л о б о в ы е с т а н к и , снабженные планшайбой
большого диаметра (до 2 м и более), служат для обтачивания
крупных деталей малой высоты — шкивов, маховиков, больших
колец и т. д.
Т о к а р н о - к а р у с е л ь н ы е станки имеют вертикальную
ось вращения и горизонтальную поверхность планшайбы (сто­
ла). Диаметр стола достигает до 25 м. Применяются токарно­
205
карусельные станки для обработки деталей большого диаметра
и малой длины.
В массовом и серийном производстве широко применяют то­
карные полуавтоматы, автоматы и автоматические линии.
Т о к а р н ы е а в т о м а т ы — станки, которые производят
все рабочие и вспомогательные движения рабочего процесса, а
также установку и съем заготовки автоматически.
Т о к а р н ы е п о л у а в т о м а т ы — станки с неполной авто­
матизацией рабочего процесса: снимает готовую деталь, уста­
навливает и закрепляет новую заготовку рабочий, остальные
операции автоматизированы.
Кроме того, в машиностроении применяют различные с п е ­
ц и а л ь н ы е т о к а р н ы е с т а н к и для обработки какого-нибудь определенного рода деталей — коленчатых валов, прокат­
ных валков, вагонных осей, бандажей и колес, кулачковых ва­
ликов и т. д.
§ 3. УСЛОВНОЕ ОБОЗНАЧЕНИЕ ТОКАРНЫХ СТАНКОВ
Токарные станки в зависимости от размеров обрабатывае­
мых на них деталей и особенностей конструкций отдельных
узлов и элементов различаются по моделям.
В Советском Союзе каждой модели станка присвоено опре­
деленное условное обозначение, по которому ее можно отличить
от другой модели. Это обозначение представляет собой трехили четырехзначный номер: первая цифра означает группу, к
которой относится станок, вторая — тип станка, третья, а иног­
да и четвертая цифры условно характеризуют размер станка.
Чтобы отличить новую модель станка от ранее выпускав­
шейся модели того же типа и размера, иногда между цифрами
или в конце их ставится добавочная буква.
Так, например, все станки модели 1А62, 1Б62, 1К62— стан­
ки токарной группы (цифра 1 означает токарную группу); уни­
версальные (показывает цифра 6); с высотой центров над ста­
ниной 200 мм (показывает цифра 2). Однако модель 1А62 имеет
верхний предел чисел оборотов шпинделя в минуту 1200, 1Б62—
1500, а современная модель 1К62 имеет 2000 об/мин.
§ 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ТОКАРНО-ВИНТОРЕЗНЫХ
СТАНКОВ ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА
В настоящее время станкостроительные заводы выпускают
большое количество различных моделей токарно-винторезных
станков. Технические характеристики наиболее распространен­
ных моделей токарно-винторезных станков отечественного про­
изводства приведены в табл. 8.
206
Таблица 8
Технические характеристики некоторых моделей
токарно-винторезных станков отечественного производства
Модель
станка
Наиболь­
ший диа­
метр обра­
батываемой
детали над
станиной,
мм
Расстояние
м еж ду
центрами,
мм
Пределы чисел
оборотов шпинделя
в минуту
ДО
Пределы
продольных
подач, мм/об
Мощность
главного
электро­
двига­
теля, кет
1И611П
250
500
20
2000
0,02—6
2,8
1Е61МТ
320
710
35
1600
0,04— 6
4.5
4.5
1А616П
320
710
11
2240
0,03— 1,04
1В616
320
500
10
2000
0,01— 0,23
1А62
400
750.1000 и
1400
11.5
1200
0,082— 1,59
7,0
1К62
400
710.1000 и
1400
12.5
2000
0,075— 4,16
10,0
1К62Т
400
1000
8
1600
0,021—1,0
1К620
400
700.1000 и
1400
12
3000
0,07— 4,16
3
4.5
10,0
(бесступенчатое
регулирование)
1А64
800
2800
7,1
I
750
§ 5. ПРИВОДЫ ТОКАРНЫХ
СТАНКОВ
Механизмы, передающие
движение рабочим органам
станка от электродвигателя,
называют
приводом
станка.
У современных станков
применяется
индивидуаль­
ный привод, когда каждый
станок приводится в движе­
ние собственным электро­
двигателем (рис. 235). Ин­
дивидуальный привод по­
зволяет более свободно рас­
положить станки в цехе,
Рис. 235. Привод от индивидуаль­
ного электродвигателя
207
улучшить его освещение и обеспечить безопасность управления
станком.
Наибольшее распространение в качестве электродвигателей
для привода станков получили т р е х ф а з н ы е а с и н х р о н ­
н ы е э л е к т р о д в и г а т е л и переменного тока с короткозамк­
нутым ротором. Они характеризуются простотой конструкции,
надежностью в работе и хорошими эксплуатационными данны­
ми. Регулирование чисел оборотов шпинделя в этом случае
осуществляется с помощью коробки скоростей, дающей с т у ­
п е н ч а т ы й р я д чисел оборотов шпинделя.
В приводах станков применяются также и ш у н т о в ы е
д в и г а т е л и постоянного тока. Эти двигатели значительно
сложнее, тяжелее и дороже асинхронных (короткозамкнутых)
двигателей, но они позволяют плавно ( б е с с т у п е н ч а т о й
регулировать числа оборотов шпинделя.
§ 6. КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Различные модели токарно-винторезных станков отлича­
ются друг от друга основными размерами, устройством отдель­
ных деталей, видом привода, способами изменения чисел оборо­
тов и подачи и т. д.
Понять устройство станка помогают условные чертежи, на­
зываемые к и н е м а т и ч е с к и м и с х е м а м и станков. Они
дают полное представление о взаимодействии отдельных меха­
низмов и деталей станка, участвующих в передаче движения.
Каждую деталь, узел или часть привода станка обозначают
на схемах определенными начертаниями и знаками. Например,
вращающийся вал обозначают обычно прямой линией, подшип­
ники скольжения — черточками по обеим сторонам вала, зубча­
тые колеса — прямоугольником с цифрами, показывающими чис­
ло зубьев и модуль.
В табл. 9 приведены условные обозначения наиболее часто
встречающихся деталей и механизмов в кинематических схемах
станков.
В качестве примера на рис. 245 показана кинематическая
схема токарно-винторезного станка модели 1К62, в которой ис­
пользованы условные обозначения, приведенные в табл. 9,
Цифры на кинематической схеме означают числа зубьев колес.
§ 7. МЕХАНИЗМЫ КОРОБОК СКОРОСТЕЙ И ПОДАЧ
Для изменения чисел оборотов шпинделя или подач в широ­
ких пределах в современных станках обычно применяют короб­
ки с зубчатыми колесами, называемые соответственно коробка­
ми скоростей и коробками подач.
Коробки скоростей. Коробка скоростей служит для измене208
Таблица
Основные условные обозначения для кинематических схем
Элементы схемы
Условные обозначения
Электродвигатели:
на лапках
-d
фланцевый
Вал
Подшипники
на
в а л уз
общее обозначение
скольжения
шариковый радиальный
п
а
шариковый радиально-упорный
JSL
О
шариковый упорный
роликовый радиальный
роликовый радиально-упорный
53
роликовый серии 3182100
осі
209
Продолжение таблицы 9
Элементы схемы
Условные обозначения
Концы шпинделей станков для
работ:
центровых
—о
патронных
-к
Гайка
на
в и н т е , передающем движение:
а — неразъемная
б — разъемная
Ременные
JL
" Т"
передачи
плоским ремнем
клиновыми ремнями
Зубчатые
зацепления:
цилиндрические соответственно
косыми зубьями
с
прямыми
и
конические
червячное ^в двух проекциях)
реечное
210
cd p
Продолжение таблицы 9
Элементы схемы
Соединения
деталей
Условные обозначения
с валом:
свободное
-о-
с направляющей шпонкой
ъ
шлицевое
-S-
с глухой шпонкой
■0"
Кулачковые
муфты
сцепления:
-рф -
односторонняя
-Цюсь
двухсторонняя
Фрикционные
муфты
сцепления:
коническая
■ф-
дисковая
-ф -
Предохранительная кулачковая муфта
Тормоз ленточный
-sO -0211
ния чисел оборотов шпинделя и передачи ему соответствующего
крутящего момента.
Существует несколько способов переключения зубчатых ко­
лес. Наибольшее распространение в коробках скоростей токар­
ных станков получили два основных спосбба:
1) переключение при помощи передвижных колес или блоков
колес, скользящих на шлицах валов;
2) переключение муфтами (кулачковыми или фрикцион­
ными).
Рис. 236. Способы переключения зубчатых колес:
а — переключение передвижными колесами, б — переключение кулачковой муфтой
П е р е к л ю ч е н и е п е р е д в и ж н ы м и к о л е с а м и или
б л о к а м и наиболее часто применяется в современных короб­
ках скоростей. На рис. 236, а показан блок из трех передвижных
колес, который можно перемещать на шпонке вдоль оси вала //.
Вводя в зацепление различные пары зубчатых колес Z\ —Z2>
Z3 —Z4, z^ —ze, имеющие различные передаточные отношения,
можно при постоянном числе оборотов вала /, получить три
различных числа оборотов вала //.
Количество зубчатых колес, соединенных в один блок, бывает
два, три и реже четыре.
П е р е к л ю ч е н и е к у л а ч к о в о й м у ф т о й показано
на рис. 236, б. На ведущем валу I на шпонках закреплены два
зубчатых колеса Z\ и z2, на ведомом валу II свободно сидят ко­
леса z 3 и 24, которые находятся в постоянном зацеплении с ко­
лесами z\ и 22. Между колесами 2 3 и z A на валу II сидит на на­
правляющей шпонке 3 муфта 4 , имеющая на торцах кулачки 1
и 2 . Кулачковую муфту можно перемещать влево и вправо ры­
чагом 5 и сцеплять соответственно с торцовыми кулачками ко­
лес 2 3 и z4.
212
Если кулачковая муфта включена влево, то вращение от ва­
ла / передается валу II через колеса
и г3, если муфту вклю­
чить вправо, то вращение передается валу II через колеса z 2 и z\.
Кулачковые муфты просты по конструкции, работают надеж­
но и могут передавать большие усилия и крутящие моменты.
Однако их можно переключать только при остановленном стан­
ке, так как иначе легко повредить кулачки.
Переключение фрикционными
пластинчаты­
ми м у ф т а м и получило наибольшее распространение для
включения прямого и обратного вращения шпинделя, а также
для его останова в современных токарных станках. Устройство
фрикционной пластинчатой муфты показано на рис. 237..Крутя­
щий момент передается от шлицевого вала 1 к зубчатым коле­
сам 2 и 9, свободно сидящим на этом валу, при помощи двух
групп стальных плоских дисков 4 и 5. Диски 4 с выступами на
их поверхности входят в пазы ступиц 3 зубчатых колес 2 и 9, а
на внутренней окружности дисков 5 расположены вырезы, кото­
рыми они насажены на шлицевой вал 1. Если диски 5 и 4 плот­
но сжать, то вследствие трения, возникающего между их боко­
выми сторонами, начнет вращаться колесо 2 или 9 в зависимо­
сти от того, какая — правая или левая — часть муфты включена.
Рис. 237. Пластинчатая фрикционная муфта
При перемещении кольца 7 с помощью тяги 10 влево происхо­
дит прямое вращение шпинделя, а вправо — обратное вращение
шпинделя. Благодаря значительной площади трения пластинча­
тые фрикционные муфты способны при сравнительно небольших
размерах передавать большие крутящие моменты. Преимущест­
во этих муфт заключается также в том, что их можно плавно
(без удара) переключать на ходу и под нагрузкой.
Когда муфта в результате износа дисков начинает буксовать,
213
ее следует отрегулировать. Регулируют муфту вращением на­
жимных гаек 6 и §, навинченных на кольцо 7. Повернуть на­
жимную гайку можно лишь после того, как защелка 11 будет
вдавлена в кольцо 7.
На рис. 3 была показана простейшая коробка скоростей то­
карного станка, в которой переключение чисел оборотов шпин­
деля производится передвижными колесами и кулачковой
муфтой.
На рис. 238 показана более сложная кинематическая схема *
коробки скоростей токарно-винторезного станка модели 1А62 с
четырьмя подвижными блоками зубчатых колес 2 , 5, 4, 5 в соче­
тании с пластинчатой фрикционной муфтой М и кулачковой
муфтой /С, которые обеспечивают получение 24-х различных чи­
сел оборотов шпинделя.
Число оборотов шпинделя выражается в общем виде фор-*
мулой
^шп ~ ^эд *^р. п*0,985 • ік с,
(18)
где пшп — число оборотов шпинделя в минуту;
пэд — число оборотов электродвигателя в минуту;
*
Арабские цифры на кинематических схем ах (рис. 24 1 и др.) обозначаю т
числа зубьев колес, а римские цифры I, II, I I I и т. д. — валы,
214
di
/р п “ ~d2 — передаточное отношение клиноременнои передачи;
0,985 — коэффициент, учитывающий скольжение ремня;
ік .с — передаточное отношение, характеризующее кинема­
тическую цепь коробки скоростей.
1Кс =
••• »
где /ь І2, h и i n — передаточные отношения отдельных пар зуб­
чатых колес, входящих в кинематическую цепь коробки ско­
ростей.
Коробки подач. В токарно-винторезных станках применяют
для изменения величины
-А
подачи в широких преде­
7 Z7 ^
r~±
лах коробки подач,, в ко­
г//* ,
торых используются ме­
г>
ханизмы, показанные на
рис. 239.
Сменные
зубча­
т ы е к о л е с а (рис. 239,
а) * связывают между со­
бой коробку скоростей с
■Z,
коробкой подач (см. рис.
223) и обеспечивают на­
стройку станка на боль­
а)
б)
шой диапазон подач при
нарезании резцами раз­
личных резьб.
Механизм зубча­
Рис. 239. Схемы механизмов коробок подач:
того конуса с н а к и д ­
а — сменные зубчатые колеса, 6 — зубчатый ко­
нус с накидным колесом
ным
колесом
(рис.
239, б) — наиболее рас­
пространенный механизм коробки подач — рассмотрен был вы­
ше (см. рис. 6, стр. 14).
ж
§ 8. СУППОРТ ТОКАРНО-ВИНТОРІЕЗНОГО СТАНКА
На рис. 240 показана конструкция суппорта современного
токарно-винторезного станка. Нижняя плита 1 суппорта (рис.
240, а), называемая к а р е т к о й, расположена непосредственно
на направляющих 2 станины. В передней части каретки к ее
нижней плоскости 3 прикрепляется фартук.
Нижняя часть суппорта. На верхней стороне каретки име­
ются точно простроганные и тщательно пришабренные направ­
ляющие 4 в форме ласточкина хвоста (рис. 240, б). На них мо­
*
О назначении сменных зубчатых колес и их применении в токарно-винторезных станках см. стр, 190,
215
жет перемещаться перпендикулярно к направляющим станины
нижняя часть 5 суппорта. После некоторого срока работы стан­
ка поверхности, которыми нижняя часть суппорта соприкаса­
ется с кареткой, несколько изнашиваются, и в результате на бо­
ковых поверхностях ласточкина хвоста появляется зазор, снижа-
*)
Рис. 240. Суппорт токарно-винторезного станка:
а —■продольный разрез, б — поперечный разрез
ющий точность работы станка. Для уменьшения зазора нужно
подтянуть клиновую планку 6.
Поперечное перемещение нижней части суппорта по направ­
ляющим каретки производится с помощью винта 7 и гайки 8
216
(рис. 240, а). Винт 7 получает вращение либо вручную рукоят­
кой 11, либо от механизмов фартука через зубчатые колеса 9 и
10. Винт 7 смонтирован в подшипниках каретки, а гайка 8 з а ­
креплена в нижней части суппорта. При вращении винта 7 гай­
ка 8 вынуждена скользить вдоль винта и таким образом увле­
кает с собой среднюю часть 5 суппорта.
После некоторого периода работы между гайкой и винтом
в результате износа появляется излишний зазор, вследствие
чего вращение винта 7 сначала в одном, а затем в другом на­
правлении не сопровождается перемещением нижней части
суппорта.
Для уменьшения зазора до нормальной величины служит
клин 12. Гайка 8 состот из двух половин, привинченных к ниж­
ней части суппорта винтами 13. Если слегка отвернуть эти вин­
ты, а затем винтом 14 сдвинуть вниз клин 12, то половины гай­
ки раздвинутся, а зазор между винтом и гайкой уменьшится.
Отрегулировав зазор, нужно снова затянуть винты 13, крепя­
щие обе половины гайки 8.
Средняя часть суппорта. На верхней поверхности нижней
части 5 суппорта выточено цилиндрическое углубление, куда
входит цилиндрический выступ 15 средней поворотной части 16
суппорта. Закрепляют эту часть двумя болтами 17, квадратные
головки которых входят в круговой паз в нижней части суп­
порта.
Выше указывалось, что поворот средней части 16 суппорта
используется при обтачивании конусов.
Верхняя часть суппорта. На верхней поверхности средней
части 16 суппорта простроганы направляющие 18 в форме л а ­
сточкина хвоста; по ним может скользить верхняя часть 19 суп­
порта. В случае увеличения зазора на направляющих следует
подтянуть клин 20 и таким образом уменьшить зазор до нор­
мальной величины. Верхнюю часть суппорта можно перемещать
по средней части только вручную, пользуясь рукояткой 21
(рис. 240, б), вращающей винт 23. Этот винт смонтирован в под­
шипнике 22 верхней части суппорта, а его гайка 24 закреплена
в средней части суппорта.
§ 9. ФАРТУК
В фартуке расположены механизмы, преобразующие вращ а­
тельное движение ходового винта и ходового вала в поступа­
тельное перемещение суппорта.
На рис. 241 показана кинематическая схема фартука токар­
но-винторезного станка 1А62. На ходовом валу II на скользя­
щей шпонке сидит зубчатое колесо 2 = 40, перемещающееся вме­
сте с фартуком. Это зубчатое колесо при вращении вала приво­
дит в движение зубчатые колеса г = 40 и г = 33 блока Бі и че­
217
рез паразитное колесо 2 = 3 8 и левое колесо 2 = 3 3 блока Бъ пе­
редает вращение четырехзаходному падающему червяку. Если
блок Б 2 передвинут в правую сторону и его колесо 2 = 40 сцеп­
лено с колесом z = 4 0 блока Б и падающий червяк будет вра-^
щаться в обратном направлении, так как паразитное колесо
2 = 3 8 в зацеплении участвовать не будет.
Рис. 241.
Кинематическая схема фартука
резного станка 1А62
токарно-винто-
Падающий червяк вращает червячное колесо 2 = 30, сидящее
на валу VII. По шлицевой части этого вала можно перемещать
зубчатое колесо 2 = 24, сцепляя его либо с колесом 2 = 50 вала
VI для получения механической продольной подачи, либо с ко­
лесом 2 = 65 вала VIII для получения механической поперечной
подачи.
При сцеплении зубчатого колеса 2 = 24 с колесом 2 = 50 вра­
щается также колесо 2 = 23. От него получают вращение колеса
2 = 69 и 2 = 12, сидящие на валу V. Зубчатое колесо 2 = 12 к а ­
тится по рейке, прикрепленной к станине, и сообщает таким об­
разом механическую продольную подачу суппорту.
В продольном направлении суппорт можно перемещать так­
же вручную, вращая маховичок, сидящий на конце вала IV.
Этот маховичок через колеса 2 = 1 5 и 2 = 69 вращает вал V с ре­
ечным колесом 2 = 12*
218
Если сцепить колесо z = 24, сидящее на шлицевом валу VII,
с колесом 2 = 65 на валу VIII начнет вращаться колесо 2 = 20 и
винт IX поперечной подачи, в результате чего суппорт получит
механическую поперечную подачу.
Можно осуществлять поперечную подачу суппорта также
вручную, вращая рукоятку, закрепленную на конце винта IX.
В этом случае предварительно выводят из зацепления колеса
2 = 65 и z = 24.
Чтобы включить продольную подачу при нарезании резьбы,
нужно замкнуть разъемную гайку на ходовом винте / и при его
вращении эта гайка вместе с фартуком будет перемещаться
вдоль оси станка.
Падающий червяк. Особенность устройства фартука в стан­
ке 1А62 состоит в том, что его четырехзаходный червяк автома­
тически выключается, когда чрезмерно возрастает сопротивле­
ние движению суппорта, например, в момент его соприкоснове­
ния с продольным или поперечным упорами, вследствие внезап­
ной перегрузки резца, от случайных препятствий и др. Это
устройство называется п а д а ю щ и м ч е р в я к о м , потому что
при перегрузке червяк расцепляется (выпадает из зубьев червяч­
ного колеса) и дальнейшее перемещение суппорта прекращается.
Устройство падающего червяка показано на рис 242. Червяк
2 свободно сидит на валу 9, который при помощи шарнирной
муфты 1 соединен с валом III (см. рис. 241). На конце червяка
находится левая половина 3 кулачковой муфты, которая сцепля­
ется с правой ее половиной 5 скошенными торцовыми кулачка­
ми. Правая половина муфты может перемещаться по шлицам
вала 9. Пружина 7 прижимает правую половину муфты к левой
половине, благодаря чему червяк 2 приводится в движение ог
вращающегося вала 9 и правой половины 5 муфты.
Когда суппорт встречает какое-либо препятствие на своем
пути, нагрузка на червячное колесо 2 = 30 сильно возрастает.
В соответствии с этим будет возрастать сопротивление враще­
нию червяка 2. Когда это сопротивление выйдет за пределы до­
пустимого, правая половина кулачковой муфты 5, продолжаю­
щая вращаться, начнет поворачиваться относительно левой по­
ловины 3. При этом она отходит вправо, сжимая пружину 7
(см. рис. 242, б). Перемещаясь вправо, муфта 5 отодвинет крон­
штейн 8, который при помощи планки 6 поддерживает червяк в
зацеплении с червячным колесом 2 = 30 (рис. 242, а). При ото­
двигании кронштейна 8 вправо (рис. 242, б) червяк, не поддер­
живаемый больше планкой 6, под действием собственного веса
падает вниз, выходит из зацепления с червячным колесом, и по­
дача прекращается.
Для включения червяка пользуются рукояткой 4, при помо­
щи которой поднимается кронштейн 8 вместе с ним и планка 6.
Блокировка. Д ля предупреждения неправильных включений,
219
которые могут привести к поломке станка, инструмента или ра­
нению рабочего, в механизмах токарно-винторезных станков
обычно имеются б л о к и р о в о ч н ы е у с т р о й с т в а . Напри­
мер, нельзя включать механизм подачи, приводимый в действие
от ходового вала, и одновременно соединять на ходовом винте
половины разъемной гайки, так как это может привести к по­
ломке станка; нельзя также одновременно включать продольную
и поперечную подачи суппорта.
Конструкция блокировочных устройств токарно-винторезных
станков весьма разнообразна. На рис. 243 показана схема меха­
нической блокировки подач в фартуке токарно-винторезного
станка 1А62. Механизм блокировки устроен следующим обра­
зом. Рукоятка А, закрепленная на винте 1 с большим шагом
резьбы, служит для перемещения гайки В с вилкой Б . Эта вил­
ка, передвигая зубчатое колесо 2 = 24 вдоль вала VII (см.
рис. 241), сцепляет ее либо с колесом z = 50 при включении про­
дольной подачи, либо с колесом 2 = 6 5 вала VIII при включении
поперечной подачи.
При среднем положении колеса 2 = 24, как показано на
рис. 245, ни продольная, ни поперечная подачи не включаются.
В этом случае гайка В находится в таком положении, при кого22О
ром выступ втулки Г свободно проходит через прорезь гайки В
и, таким образом, вал 2 можно вращать в любом направлении.
Вращением вала 2 с помощью рукоятки Д производится вклю­
чение и выключение разъемной гайки. При выключенной пода­
че от ходового вала можно, вращая рукояткой Д вал 2, вклю­
чать и выключать замок разъемной гайки. При запертом замке
выступ втулки Г входит в вырез гайки В и не позволяет перемеХодобой
падающий чербян
Рис. 243. Блокировочный механизм токарно-винторезного
станка 1А62
щать ее ни в ту, ни в другую сторону, т. е. не включать подачу
от ходового вала. При открытом замке выступ втулки Г выходит
из выреза гайки В и позволяет, перемещая ее, включать подачу
от ходового вала. При этом выступы сместившейся гайки В не
позволяют повернуть рукоятку Д влево и замкнуть замок ходового винта.
Подсчет величины продольной подачи. Величина продольной
подачи суппорта в токарном станке всегда относится к одному
обороту шпинделя.
Исходя из этого, величину продольной подачи можно опре­
делить по формуле:
s = 10б.шгi - i - n- m- z мм/об,
где
(19)
z — число зубьев реечного колеса;
т — модуль реечного колеса, мм\
і — передаточное отношение кинематической цепи подачи от
шпинделя до валика реечного колеса;
г с - т - г — длина начальной окружности реечного колеса, мм.
221
§ 10. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 1К62
Токарно-винторезный станок модели 1К62 (рис. 244) предна­
значен для выполнения самых разнообразных токарных работ;
для нарезания всевозможных резьб: метрической, дюймовой, мо/
Рис. 244.
3
4
2
13
1Q
16 9 1112 17 2 1 2 2 1в 23 19
Общий вид токарно-винторезного станка модели
органов управления
1К62 и схема
дульной и др.; для выполнения токарных работ с помощью гид­
рокопировального устройства.
Станок 1К62 может быть использован в механических, ин­
струментальных и ремонтных цехах и характеризуется значи­
тельной мощностью (N = 1 0 кет) и высоким верхним пределом
чисел оборотов шпинделя ( ^ м а к с = 2000 об!мин), что позволяет
наиболее полно использовать режущие свойства современного
твердосплавного инструмента. Станок 1К62 приспособлен для
производительной обработки с большими подачами (Змакс —
*=4,16 мм/об).
Техническая характеристика станка
22 г
Наибольший
диаметр • обработанной
детали, устанавливаемой над стани­
ной, м м .......................................................
400
Наибольший диаметр точения над ниж­
ней частью суппорта, м м ...................
220
Наибольший диаметр обрабатываемого
прутка, мм
.
.
.......................
45
Расстояние м еж ду центрами, мм . . .7 1 0 , 1000, 1400
Наибольшая длина обтачивания, мм . 640,
Пределы чисел оборотов шпинделя в
минуту
....................................................... 12,5
930, 1330
2000
Пределы продольных подач, мм [об
.
Пределы поперечных подач, мм!об
• 0.035 -f 2,08
0,07-1-4,16
Шаги нарезаемых резьб:
метрической м м ................................
дюймовой (число витков на 1")
1— 192
.
24— 2
модульной, м м .....................................
0,5л— 48гс
питчевой в п и т ч а х ............................
96— 1
Диаметр отверстия в шпинделе, мм
.
38
Мощность главного электродвигателя,
к е т .................................................................
10
Органы управления. На рис 244 дан общий вид станка 1К62
и показана схема органов управления:
І и 2 — рукоятки установки чисел оборотов шпинделя; 3 — ру­
коятка установки увеличенного и нормального шага резьбы и по­
ложения при делении на многозаходные резьбы; 4 — рукоятка
установки правой и левой резьбы и подачи; 5 — рукоятка уста­
новки величины подачи и шага резьбы; 6 — рукоятка включения
на подачу и шаг резьбы; 7 — маховичок ручного перемещения к а ­
ретки; 8 — рукоятка включения разъемной гайки; 9 и 1 0 —руко­
ятка включения, останова и реверсирования шпинделя; 11 —
кнопка включения ускоренных ходов каретки и суппорта; 12 —
рукоятка управления ходами каретки и суппорта; 13 — кнопка
выключения реечного зубчатого колеса из рейки при нарезании
резьбы; 14 — рукоятка для поворота и зажима резцовой голов­
ки; 15 — рукоятка поперечной подачи суппорта; 16 — рукоятка
подачи верхней части суппорта; 17 — рукоятка крепления пино­
ли задней бабки; 18 — рукоятка крепления задней бабки; 19 —
маховичок перемещения пиноли задней бабки; 2 0 — кнопочная
станция пуска и останова главного привода; 21 — выключатель
насоса охлаждения; 2 2 — линейный выключатель; 23 — выклю­
чатель местного освещения; 24 — выключатель гидрощупа; 25 —
квадратное отверстие вала шкива.
Привод главного движения (рис. 245). Этот привод обеспе­
чивает кинематическую связь от шкива .электродвигателя к
шпинделю станка. Вращение валу I коробки скоростей переда­
ется от электродвигателя ( N = 1 0 кет, п= 1450 об/мин) через
клиноременную передачу 0 142—0 254.
Внутри коробки скоростей движение идет от вала /, на кото223
*254
Рис. 245. Кинематическая
схема
токарно-винторезного
станка
модели
1К62
ром свободно сидят блок зубчатых колес 5 6 —51 и колесо обратного хода 50 , между которыми расположена фрикционная пла­
стинчатая муфта М\. Эту муфту можно включать вправо и вле­
во и тем самым поочередно соединять указанные колеса с в а ­
лом /. При включении муфты Afi влево осуществляется прямой
ход шпинделя, а вправо — обратный.
Вращением рукоятки 1 (см. рис. 244) и посредством рычаж­
ного механизма особого устройства осуществляется перемеще­
ние блоков зубчатых колес 34 —39 и 47 —55 —38 (см. рис. 2 45).
Колеса этих блоков образуют шесть комбинаций зацепления
и соответственно шесть скоростей вращения шпинделя.
Перемещением блоков перебора 88 —45, 22 —45 и 43 —54,
осуществляемым рукояткой 2 и механизмом особого устройства,
получают еще три различные комбинации зацепления. Так
шпиндель может получить 6 x 3 = 1 8
различных скоростей
вращения.
Кроме того, от вала III шпинделю можно передать через зуб­
чатые колеса 65 —43 еще шесть чисел оборотов.
Таким образом, передвижением блоков зубчатых колес по
шлицевым валам коробки скоростей, осуществляемым двумя ру­
коятками 1 и 2 (см. рис. 244), можно получить 24 различные
скорости вращения шпинделя при прямом х о д е * и 12 скоростей
при обратном ускоренном ходе согласно табл. 1 0 .
Подсчитаем максимальное и минимальное числа оборотов
шпинделя.
По формуле (18) определяем
Л МИН
—
142 Л ПОг 51 21 22 22 27
254
’
39 55 * 8 8 * 8 8 54
10 -
’
об/мин,
«макс = 1 4 5 0 - ^ . 0 , 9 8 5 . g . g . g = 2 0 0 0 об/мин.
Пускают, останавливают и включают обратный ускоренный
ход шпинделя рукоятками 9 к 10 (см. рис. 244), управляющими
фрикционной пластинчатой муфтой Mi и ленточным тормозом Т
(см. рис. 245). В корпусе передней бабки размещены зубчатые
колеса, позволяющие:
а) увеличить в 8 и 32 раза передаточное отношение между
шпинделем и цепью подач (что необходимо при нарезании резьб
с увеличенным шагом);
б) нарезать правые и левые резьбы;
в) производить деление при нарезании многозаходных резьб
на 2, 3, 4, 5, 6 , 10, 12, 15, 20, 30 и 60 заходов повертыванием
шпинделя (при отключенной цепи подач) на соответствующее
*
П рактически
вслед стви е
повторения
одного
из
чисел
оборотов
(л = 630 об/мин) в станке 1К62 имеется только 23 различные скорости вращ е­
ния шпинделя.
8 Зак. 529
225
Таблица
10
Таблица чисел оборотов шпинделя токарно-винторезного станка 1К62
Положение рукояток (рис. 244)
М
Обозначение рукояток
Число оборотов шпинделя
в минуту при вращении
ступеней
обратном
1
2
12,5-40
16
19
8
20
4
25
5
31.5
6
40
48
7
50
75
8
5 0 'ГбО
80
10
100
11
125
12
160
13
200
14
250
200-630
30
63
9
15
226
12.5
315
16
400
17
500
18
630
121
190
302
475
755
Продолжение таблицы 10
Положение рукояток (рис. 244)
Обозначение рукояток
№
Число оборотов шпинделя
в минуту при вращении
ступеней
2
1
630
19
20
21
22
23
24
прямом
еЗО'2000
\\
обратись
950
800
0
щ
м
ш
1000
1250
1510
1600
2000
2420
количество делений. Д ля этой цели на задней шейке шпинделя
имеется специальное кольцо, на котором нанесено 60 делений.
Привод движения подачи. Движение подачи берет свое на­
чало от шпинделя или непосредственно через зубчатые колеса
60 —60 или через звено увеличения шага.
От вала VII вращение'передается через трензель и сменные
зубчатые колеса валу IX коробки 'Подач.
Вращение от вала VII валу VIII можно передать через зуб­
чатые колеса 2 8 —56 (в этом случае суппорт получит самые ма­
лые подачи) или через колеса 42 —42, как показано на кинема­
тической схеме (см. рис. 2 45 ), для реверсирования движения
суппорта вращение от вала VII валу VIII передается через зуб­
чатые колеса 35 —2 8 —35.
От вала IX движение передается по трем основным направ­
лениям.
Первое направление.
Вращение от вала IX валу X
передается через зубчатые колеса 35 —3 7 —35 и далее через ко­
леса 28 —25 и колесо 36 накидной обоймы на одно из семи ко­
лес зубчатого конуса. От вала XI вращение передается через
колеса 3 5 —28 —28 —35 валу XII, от которого посредством пере*
мещения двух блоков (18 — 28) и (28 — 48) вал XIV получает
7 X 4 = 28 различных чисел оборотов. Д ал ее движение передает­
ся на ходовой вал XVI, как показано на кинематической схеме,
или на ходовой винт XV, если включить муфту М 5, т. е. блок
зубчатых колес 2 8 —28 передвинуть вправо.
При нарезании торцовой резьбы (архимедовой спирали) блок
зубчатых колес 28 —28 передвигают влево, соединяя при этом
8*
227
колесо 28 с колесом 56 , сидящим на левом конце ходового в а ­
ла XVI.
В т о р о е н а п р а в л е н и е . Для передачи движения по вто­
рому направлению включают муфты М2 и М 3 (муфта М 4 вы ­
ключена). В этом случае от вала X I , соединенного с валом IX,
вращение передается валу X через зубчатый конус и зубчатые
колеса 36 —25 —28 накидной обоймы. От вала X движение пере­
дается через муфту М3 валу XII, от которого вал XIV получает,
как и в первом случае, 28 различных чисел оборотов. Д алее дви­
жение передается через две пары зубчатых колес 28 —28 и
5 6 —56 и муфту обгона М 0 на ходовой вал XVI, как показано на
кинематической схеме, или на ходовой винт XV, если включить
муфту М 5.
Т р е т ь е н а п р а в л е н и е . При нарезании резьб повышен*
ной точности включают муфты М2, М4 и М5, в результате чего
соединяются между собой валы IX, XI, XIV и ходовой винт XV
(коробка подач при этом отключается). В этом случае сменные
зубчатые колеса, необходимые для получения нужного шага
резьбы, подбирают по таблицам.
По первому направлению нарезают дюймовые и питчевые
резьбы, а такж е торцовую резьбу: по второму направлению на­
резают метрические и модульные резьбы; по этой ж е цепи осу­
ществляется продольная и поперечная подачи.
При нарезании метрической и дюймовой резьб, а также для
продольной и поперечной подач устанавливаются сменные зубчатые
4 2 *9 5
колеса -qc-ett; при нарезании модульной и питчевой резьб устанавуь ои.
64 95
ливают сменные колеса 95 - 97 -»
Фартук. От ходового вала X V I движение передается валу XV III
через зубчатые колеса 27 — 20 — 28 , предохранительную муфту М6
и червячную
пару с передаточным отношением
і=
Предо­
хранительная муфта М6 служит для предохранения механизма по­
дачи от перегрузки.
Фартук снабжен четырьмя мелкозубыми муфтами М7, М%, М9
и М 10, осуществляющими прямой и обратный ход каретки и суп­
порта в продольном и поперечном направлениях. Эти муфты
управляются одной рукояткой 12 (см. рис. 244). Направление
перемещения рукоятки при включении того или иного движения
совпадает с направлением перемещения суппорта.
Для сообщения суппорту продольной подачи включают муф­
ту М 8. В этом случае движение от вала XVIII передается рееч­
ному колесу через зубчатые колеса 40—37 и 14 — 66.
Продольная подача суппорта в обратном направлении осу­
ществляется при включении муфты М7 по схеме: зубчатые колеса
40 — 45 — 57; 14—66 и реечная передача.
Для сообщения суппорту поперечной подачи включают муф­
228
ту М ю. В этом случае винт поперечной подачи получает враще­
ние от вала XVIII через зубчатые колеса 40 — 37 и 40 — 61 — 20.
Если ж е включить муфту Мд, то винт поперечной подачи нач­
нет вращаться в обратном направлении с помощью зубчатых
колес 40 — 45 — 37 и 40 — 61 — 20.
В фартуке предусмотрен б л о к и р о в о ч н ы й м е х а н и з м ,
который препятствует одновременному включению гіодачи суп­
порта от ходового винта и ходового вала, а такж е одновремен­
ному включению продольной и поперечной подач. При включе­
нии разъемной гайки ходового винта рукоятка 12 (см. рис. 244)
не может быть передвинута ни в одном из возможных направле­
ний. При выключении разъемной гайки рукоятку 12 можно пере­
двигать для включения продольной либо поперечной подачи.
При включении рукояткой 12 продольной подачи невозможно
ею ж е включить поперечную подачу или рукояткой 8 разъем ­
ную гайку ходового винта.
Суппорт имеет быстрые (холостые) движения, которые пе­
редаются от отдельного электродвигателя (Л/= 1 кет, лг = 1410
об!мин) через клиноременную передачу, ходовой вал и далее по
ранее разобранному направлению. Быстрое перемещение суп­
порта в указанных четырех направлениях осуществляется до­
полнительным нажатием кнопки 11, встроенной в рукоятке 12
(см. рис. 244 ). Наличие в коробке подач муфты обгона М0 по­
зволяет сообщать суппорту быстрое движение без выключения
рабочей подачи.
М еханизм
включения
вращения
и
остан ова
шпинделя.
На рис. 246 показан механизм переключения фрикционной
пластинчатой муфты станка 1К62.
Включить прямое и обратное вращение шпинделя и оста­
новить его можно одной из двух рукояток 9 и 3. Первая ру­
коятка 9 расположена у коробки подач, вторая 3 находится у
фартука с правой его стороны. Обе рукоятки установлены на
валике /, расположенном параллельно ходовому валу и ходово­
му винту. При перемещении фартука вдоль станины рукоятка
3 такж е перемещается с ним, будучи соединенной с валиком 1
шпонкой 2 . Эта рукоятка позволяет токарю останавливать вра­
щение шпинделя или менять его направление, не отходя от суп­
порта станка. При повороте рукоятки 3 в направлении стрелки
А или В поворачивается валик 1, а вместе с ним и рукоятка 9.
Эта рукоятка при помощи тяги 6 , коромысла 5 и валика 4 вра­
щает зубчатое колесо 10 , находящееся в зацеплении с рейкой 11.
На левом конце этой рейки закреплена вилка 13 , концы кото­
рой соединены с муфтой 14. При перемещении этой муфты вдоль
полого вала /7, она поворачивает двуплечий рычаг 15. Одновре­
менно нижний выступ 28 этого рычага перемещает на неболь­
шую величину тягу 16, которая соединена штифтом 21 с коль­
цом 25. При перемещении тяги 16 и кольца 25 влево происходит
229
сжатие фрикционных дисков 22 и 23 , благодаря чему включа­
ется вращение зубчатого колеса 24 , передающего шпинделю
станка прямое вращение. При перемещении тяги и кольца впра­
во имеются фрикционные диски 19 и 20 и включается вращение
зубчатого колеса 18 , передающего шпинделю обратное враще­
ние. Для быстрого останова вращающегося шпинделя служит
ленточный тормоз, установленный на валу коробки скоростей
станка. Включение этого тормоза связано с переключением
фрикционной муфты. При передвижении рейки 11 выступ 12 ,
имеющийся на ее середине, нажимает на двуплечий рычаг 29,
благодаря чему натягивается стальная лента 26 на тормозном
диске 27, установленном на валике 30, и происходит сначала
торможение, а потом останов шпинделя. При включении одной
из половин фрикционной муфты выступ 12 рейки 11 аходит с
конца рычага 29 и последний освобождает тормоз от натяжения
ленты 26.
На станке модели 1К62 предусмотрено реле времени для а в ­
томатического отключения электродвигателя станка от сети при
работе станка на холостом ходу в течение более чем 3 — 8 мин .
Для этой цели на валике 4 установлен кулачок 7, который при
230
нейтральном положении рейки 11 , т. е. при работе станка на хо­
лостом 'Х оду, включает реле времени 5, заранее настроенное на
определенное (в пределах 3 — 8 мин) время. По истечении это­
го времени реле отключает цепь питания электродвигателя
станка.
Резцедержатель. На рис. 247 показана четырехпозиционная
резцовая головка токарно-винторезного станка 1К62. Она уста­
новлена на центрирующем буртике 6 верхней части суппорта 2 .
С одной стороны головки размещен конический фиксатор 9 с
пружиной 10, а с другой шариковый фиксатор 4 с пружиной 5
и резьбовой пробкой 17. В отверстие верхней части суппорта
запрессовывается палец 7, на который насаживается кулачок 18,
храповая муфта 15 и пружина 13 , прижимающая торцовыми
зубьями 16 храповую муфту к соответствующим зубьям кулач­
ка 18. На резьбу 11 пальца 7 навертывается рукоятка 12, которой
поворачивают, фиксируют и закрепляют резцовую головку пу­
тем прижима нижней плоскости ее к верхней части суппорта 2.
В гладкое цилиндрическое отверстие рукоятки 12 запрессовыва­
ется втулка 14. В отверстии этой втулки имеются шлицы, по ко­
торым может скользить вверх и вниз храповая муфта /5 , име­
ющая аналогичные шлицы на своей наружной поверхности.
231
При вращении рукоятки 12 против часовой стрелки она пе­
ремещается по резьбе И пальца вверх, освобождая резцовую
головку 1 от прижима к верхней части суппорта 2. Одновремен­
но с рукояткой 12 вращаются втулка 14, храповая муфта 15
и кулачок 18. При этом винтообразный скос кулачка 18 вначале
соприкасается с лапкой фиксатора 9 , а затем приподнимает ее
так, что нижний конец фиксатора выходит из конического отвер­
стия гнезда 8. При дальнейшем вращении рукояткой 12 кулачка
18 стенка его выреза упирается в штифт 3, который поворачи­
вает резцовую головку 1 примерно на 90°. В начале поворота
резцовой головки шарик 4 отжимается кверху, а в конце пово­
рота он заскакивает в коническое отверстие гнезда, осуществляя
предварительную фиксацию головки 1. После этого начинают
вращать рукоятку 12 в обратном направлении, т. е. по часовой
стрелке. При этом кулачок 18 освобождает лапку фиксатора 9
и нижний конец его под действием пружины 10 заскакивает в
соответствующее отверстие гнезда, окончательно фиксируя пово­
рот резцовой головки на 90°. При дальнейшем повороте рукоят­
ки 12 кулачок 18 упирается другой стенкой того же выреза в
штифт 3 и останавливается, а храповая муфта 15 , отжимаясь
зубьями 16 вверх, вращается вместе с рукояткой 12 , пока рез­
цовая головка 1 не будет прижата и закреплена к верхней час­
ти суппорта 2.
§ 11. СТАНКИ ТОКАРНОЙ ГРУППЫ
Детали больших диаметров, но относительно небольшой вы­
соты (шкивы, маховики, планшайбы и т. д.) обрабатывают на
лобовых и карусельных станках.
Л о б о в ы е с т а н к и (рис. 248) отличаются от токарных
главным образом тем, что у них отсутствует задняя бабка. В пе­
редней бабке 1 находится коробка скоростей, на шпинделе кото­
рой закреплена планшайба 2.
Обрабатываемая деталь крепится к планшайбе либо четырь­
мя кулачками, либо болтами, закладываемыми в Т-образные
канавки планшайбы. Поперечная станина 3 с двумя суппортами
расположена на отдельной плите, изолированной от бабки. Суп­
порт состоит из каретки, перемещающейся в поперечном направ­
лении по направляющим станины <3, средней (поворотной) ча­
сти, которая может быть установлена параллельно или под уг­
лом к оси шпинделя, и верхней части 4 с резцедержателем 5.
К а р у с е л ь н ы е с т а н к и в отличие от лобовых имеют го­
ризонтальную планшайбу (стол) для установки и закрепления
деталей. Карусельные станки (рис. 2 49), предназначенные для
обработки деталей диаметром до 1500 мм, имеют одну верти­
кальную стойку 1, несущую на себе траверсу (поперечину) 2 ,
вдоль которой может перемещаться каретка 3 с поворотной рез­
232
цовой головкой (револьверной головкой) 4. По вертикальным
направляющим 6 стойки может перемещаться боковой суппорт
с резцовой головкой 5.
Карусельные станки, предназначенные для обработки дета­
лей диаметром больше 1500 мм, изготовляют с двумя вертикаль­
ными стойками. Диаметр стола у таких станков доходит до 25 ж.
Карусельные станки значительно удобнее лобовых как в отно­
шении установки и закрепления деталей, так и в отношении точ­
ности обработки и производительности.
Удобное расположение стола (горизонтальное) позволяет
сравнительно просто и быстро устанавливать крупные детали
для обработки и снимать их со станка.
В серийном производстве находят применение многорезцовые
токарные станки и токарно-револьверные станки, в массовом
производстве — токарные полуавтоматы и автоматы.
Многорезцовые токарные станки
(рис. 250, а)
используют при обработке больших партий деталей, которые по
своей конструкции допускают одновременную обработку не­
сколькими резцами. Принцип работы многорезцовых станков з а ­
ключается в том, что обработка на этих станках производится
одновременно несколькими резцами, закрепленными в специаль­
ных б л о ч н ы х р е з ц е д е р ж а т е л я х
и установленными в
нескольких суппортах (рис. 250, б) — передних (продольных) 4
и задних (поперечных) 5.
Наличие специальной копирной линейки позволяет обтачи­
вать на станке конические и фасонные поверхности.
При работе на многорезцовых токарных станках значительно
сокращается длина рабочего хода резцов, что сокращает дли­
тельность процесса.
Р е в о л ь в е р н ы е с т а н к и применяют обычно при изго­
товлении больших партий деталей, имеющих центральное отвер­
стие, когда необходимо выполнить операции обтачивания, раста­
чивания и т. п.
Револьверные станки представляют собой видоизменение
обычного токарного станка и отличаются от последнего наличи­
ем поворотной р е в о л ь в е р н о й г о л о в к и
взамен задней
бабки. В револьверной головке закрепляют режущие инструмен­
ты для обработки детали после соответствующего поворота ре­
вольверной головки.
На револьверных станках возможны многорезцовая обработ­
ка и обработка по упорам. Благодаря револьверной головке
можно быстро менять инструмент по окончании каждого пере­
хода.
На рис. 251 показан общий вид револьверного станка для
патронных и прутковых работ. Револьверная шестигранная го­
ловка расположена на револьверном суппорте и перемещается
вместе с ним вдоль станины. Резцовая головка, расположенная
233
Рис. 248. Лобовой станок
Рис. 249. Карусельный станок
на другом суппорте, предназначена для выполнения как продоль­
ного, так и поперечного точения.
Рабочие ходы револьверной и резцовой головок управляются
упорами, ограничивающими продольные и поперечные переме­
щения инструментов*
6)
Рис. 250.
1—
станина,
Многорезцовый
2—
токарный станок
станка:
(а) и суппорты (б) этого
передняя бабка, 3 — задняя бабка, 4 — передний
и 6 — задние суппорта, 7 — резцедержатели
5
суппорт,
А в т о м а т а м и называют станки, на которых, после того
как станок налажен, деталь обрабатывается без непосредствен­
ного участия рабочего. Все рабочие и вспомогательные движения
235
производит сам станок. В обязанности рабочего, обслуживающе­
го автомат, входят периодическая загрузка станка материалом,
периодический контроль качества изготовляемых деталей, общее
наблюдение за работой автомата.
Рис. 251. Револьверный станок:
1—
резцовая головка,
2—
револьверная головка,
3—
револьверный суппорт
П о л у а в т о м а т а м и называют станки, отличающиеся от
автоматов лишь тем, что снимает готовые детали и устанавлива­
ет новые заготовки рабочий, обслуживающий станок. Обработка
деталей производится, как и у автоматов, автоматическим цик­
лом. К станкам, работающим по полуавтоматическому циклу,
относятся современные многорезцовые станки.
Автоматы и полуавтоматы бывают одношпиндельные и мно­
гошпиндельные.
На рис. 252 дана схема одношпиндельного токарного автома­
236
та. Управление работой автомата осуществляется распредели­
тельным валом U на котором закреплены барабаны и кулачки,
приводящие в движение различные части автомата. Так, бара­
бан 2 управляет пода­
чей прутка, барабан
Направление поворота
шпиндельного блока
«3 — зажимом
прутка,
кулачок 4 — перемеще­
нием поперечных с а л а ­
зок 7 суппорта, бара­
бан 5 — перемещением
продольного
суппор­
та 6. Весь цикл обра­
ботки детали осущест­
вляется в течение од­
ного оборота распре­
делительного вала 1.
Многошпиндельные
Снятие сроски
автоматы предназнача­
ются для токарной об­
7 шпиндель
работки из пруткового
материала
небольших
фасонных деталей.
Многошпиндельные
автоматы могут быть
четырех-,
шестии
П шпиндель
восьмишпиндельные.
б)
/ Раесдерлидание
На рис. 253 показа­
на схема работы четы­
Точение фОССОННЬ/М
рехшпиндельного авто­
резцом
мата. Прутковый мате­
Ш шпиндель
риал закрепляется
в
цанговых патронах че­
Нарезание 1
тырех шпинделей, при­
резьбы
водимых во вращение
Отрезание
одним центральным в а ­
лом. Обработка к а ж ­
ІУшпиндель
дой детали производит­
\ 7
ся последовательно в
четырех позициях (I —
IV ) шпиндельного бло­
Рис. 253 Схема работы четырехшпиндельного
ка (рис. 253, а и б). В
токарного автомата
каждой позиции для
обработки имеется от­
дельный радиальный суппорт, оснащенный необходимым ком­
плектом резцов (фасонных, прорезных и отрезных), и один —
общий для всех шпинделей — продольный суппорт, который слу­
жит для продольного точения проходными и упорными подрез­
237
ными резцами, сверления и растачивания отверстий, нарезания
резьбы метчиками и плашками. Все четыре комплекта инстру­
ментов работают одновременно. После того как отрезной резец
в позиции IV отрежет обработанную на станке деталь, пруток
автоматически продвинется вперед и заж м ется в цанговом па­
троне, шпиндельный блок с инструментами отойдет назад и по­
вернется вместе с четырьмя шпинделями на 90°.
Таким образом, пруток окажется перед комплектом инстру­
ментов, производящих дальнейшую его обработку. Каждый
пруток подводится поочередно ко всем комплектам инструмен­
т о в — по кругу, до тех пор, пока отрезной резец в поз. IV не
отрежет от него готовую деталь.
Контрольные
вопросы
1. И з ка лих у зл о в состои т токарный стан ок?
2. Какими основными разм ерам и хар актер и зу ю тся токарны е станки?
3. Д ай те краткую характеристику стан ка 1К62.
4. Н азови те по схем е (рис. 244) назначение рукояток управления стан ­
ком 1К 62.
Б. Р а сск а ж и т е по кинематической схем е об устрой стве коробки скор о­
стей стан ка 1К 62 (рис. 2 4 5 ).
6. Р а сск а ж и т е по кинематической схем е об устройстве коробки подач
стан ка 1К 62 (рис. 2 4 5 ).
7. Р а сск а ж и т е по кинематической схем е об у строй стве ф артука стан ка
1К62 (рис. 2 4 5 ).
8. К акие механизмы применяю тся в токарно-винторезны х стан ках для
изменения числа оборотов шпинделя, хо до во го винта и хо д о во го в а л а ? Р а с ­
ск аж и те кратко о конструкции к а ж д о го из них.
9. П о какой формуле п одсчиты ваю т числа оборотов ш пинделя стан ка?
10. П о какой ф ормуле п одсчиты ваю т величину продольной подачи?
11. Д л я ч его -сл у ж и т м еханизм блокировки? К ак р аб отает механизм бло­
кировки в стан ке 1К 62?
12. К акой стан ок н азы вается л обовы м ? Ч ем он отличается от обычного
токарного стан ка?
13. Чем отличается карусельный стан ок от л об ового? В чем его преиму­
щ ества?
14. В каких сл у чаях применяют многорезцовы е токарны е станки?
15. Чем отличается револьверный станок от токарного? В чем его пре­
им ущ ества?
16. К акие станки н азы ваю тся автом атам и ? Чем они отличаю тся от полу*
авто м а то в?
Глава XVII
ПРОВЕРКА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА НА ТОЧНОСТЬ
Детали токарных станков, как и любые другие детали м а­
шин, изготовляются с неизбежными отклонениями от номиналь­
ных размеров — в пределах допусков, обеспечивающих удовле­
творительную последующую их работу. При сборке деталей в
узлы и машины такж е возможны отклонения в размерах. В ре­
238
зультате невозможно изготовить абсолютно точный станок.
Кроме того, в процессе эксплуатации станка вследствие износа
поверхностей станины, фартука, каретки, задней бабки, под­
шипников и других трущихся деталей эти погрешности возраетают настолько, что точная обработка деталей на станке стано­
вится невозможной.
Государственным стандартом (Г О С Т 44— 40) установлены
нормы точности металлорежущих станков. При износе станка
и потере им точности свыше установленных норм необходимо
станок сдать в ремонт для восстановления утраченной точности.
§ 1. ИНСТРУМЕНТ ДЛЯ ПРОВЕРКИ СТАНКОВ НА ТОЧНОСТЬ
Инструмент для проверки станков на точность включает
проверочную линейку, щупы, уровень, контрольные оправки,
индикатор и угольники.
П р о в е р о ч н ы е л и н е й к и служ ат для проверки прямо­
линейности поверхностей; длинные линейки применяют для про­
верки прямолинейности направляющих станин.
Проверочные линейки (рис. 254, а) изготовляют из чугуна
или из стали; для жесткости и увеличения устойчивости против
Рис. 254. Инструменты для проверки станков на точность:
а — проверочная
линейка,
€> —
щупы,
в—
уровень,
г—
контрольная оправка
коробления их снабжают ребрами. Линейки бывают длиной от
500 до 1000 мм и шириной от 30 до 120 мм. С линейками нужно
обращаться очень бережно: рабочие поверхности их нужно
беречь от ударов и износа, а такж е см азывать для предохране­
ния от коррозии; когда линейка не в работе, ее рабочая поверх­
ность должна быть покрыта деревянной крышкой.
239
Щ у п ы представляют собой стальные пластины различной
толщины от 0,03 до 1 мм. Обычно щупы изготовляют в виде на­
бора (рис. 254, б ). Щупы служ ат для определения зазора м еж ­
ду обработанной плоскостью детали и плоскостью положенной
на нее линейки или угольника. Щупами промеряют такж е зазор
между поверхностями сопряженных деталей. Обращаться со
щупами нужно очень бережно: щуп нельзя вдвигать в зазор с
усилием — он может легко согнуться.
У р о в е н ь предназначен для проверки горизонтальности
направляющих плоскостей станины (рис. 254, в). В металличес­
ком корпусе 1 уровня расположена запаянная с обоих концов
стеклянная трубка 2 , наполненная жидкостью таким образом,
что в трубке остается небольшое количество воздуха, образую­
щего очень подвижный пузырек.
Когда уровень находится в строго горизонтальном положе­
нии, пузырек стоит точно посредине трубки между нулевыми
штрихами. При наклоне уровня в какую-либо сторону вдоль оси
трубки пузырек перемещается в сторону подъема. Если для
уровня известна цена деления шкалы, то по перемещению пу­
зырька можно точно определить наклон измеряемой поверхнос­
ти. Таким образом, установив уровень на проверяемую плос­
кость (вдоль нее, поперек или по диагонали), можно быстро
определить величину и направление ее наклона.
К о н т р о л ь н а я о п р а в к а 1 (рис. 254, г) представляет
точный шлифованный валик диаметром от 25 до 50 мм с точны­
ми центровыми отверстиями или с коническим хвостовиком,
вставляемым в коническое отверстие шпинделя 2.
§ 2. ОСНОВНЫЕ МЕТОДЫ ПРОВЕРКИ ТОКАРНОГО СТАНКА
При проверке токарного станка на точность в основном про­
веряют направляющие станины, биение шпинделя и ходовой
винт.
Н а п р а в л я ю щ и е с т а н и н ы должны быть прямолиней­
ными в продольном направлении. При износе на них появля­
ются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных
инструментов. Чтобы определить его величину, устанавливают
проверочную линейку 1 (рис. 255) поочередно на направляю­
щие 2 , затем определяют на просвет и измеряют щупом зазор
между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте
центров до 300 мм — 0,02 мм на длине 1000 мм ; при высоте
центров больше 300 мм — 0,03 мм на той ж е длине. У новых или
отремонтированных станков на эту величину допускается толь­
ко выпуклость станины, но не вогнутость.
Направляющие станины для задней бабки должны быть па­
2^0
раллельны направляющим для каретки. Проверяют параллель­
ность индикатором, закрепленным в резцедержателе на карет­
ке (рис. 2 5 6 ), которую перемещают по станине; штифт индика­
тора упирают в направляющую для задней бабки. Допускаемое
отклонение — до 0,01 мм для станков с высотой центров до
2 0 0 мм и до 0,02 мм — для станков с высотой центров более
2 0 0 мм.
Горизонтальность направляющих станины проверяют уров­
нем, как показано на
рис. 257, передвигая
линейку 2 с уровнем 1
вдоль
направляющих
станины. Допускаемое
отклонение составляет
0,05 мм
на длине
1 0 0 0 мм.
О сь ш п и н д е л я
должна
быть парал­
лельна направляющим
станины в вертикаль­
ной и горизонтальной
плоскостях. Д л я про­
верки в коническое от­
верстие шпинделя вста­
вляют контрольную оп­
Рис. 256 Проверка параллельности направ­
равку (см. рис. 254, г)
ляющ их станины
и проверяют ее индика­
тором
на отсутствие
биения по всей ее длине. Затем закрепляют на каретке инди­
катор и устанавливают его так, чтобы штифт индикатора к аса л ­
ся оправки сначала в вертикальной (рис.' 258, а ), а потом в го­
ризонтальной (рис. 258,. б) плоскости. Перемещая при каждой
установке каретку вдоль оправки на длину 300 мм, отмечают
отклонения индикатора, которые не должны превышать в верти­
кальной плоскости 0,01 мм для станков с высотой центров до
241
200 мм и 0,02 мм — для станков с высотой центров до 400 мм,
В горизонтальной плоскости отклонения индикатора не д о л ж ­
ны быть более 0 , 01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается
в вертикальной плоскости только вверх, а в горизонтальной
плоскости — только в сторону резца.
Ше йк и шпинделя
должны
вращаться
без биения.
Шпиндель на биение про­
веряют индикатором, ук­
репленным в резцовой го­
ловке. При проверке необ­
ходимо, чтобы штифт 1
индикатора упирался в
шейку 2 шпинделя (рис.
259, а). Допускаемое от­
клонение 0,01 мм при вы­
соте центров до 350 мм и
0,02 мм при высоте цент­
ров более 350 мм.
Шпиндель не должен
Рис. 257. Проверка горизонтальности на­
правляющих станины
иметь о с е в о г о
пере­
мещения
при вращении. Проверку производят, как в предыдущем случае, но штифт
1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинде­
ля. Допускаемые отклонения те же, что и при проверке биения
шейки.
Вершина п е р е д н е г о ц е н т р а при вращении не должна
иметь биения. Для проверки индикатор укрепляют в резцовой
головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра.
Допускаемые отклонения такие же, как в предыдущих двух
случаях.
Т о ч н о с т ь ш а г а х о д о в о г о в и н т а проверяют точной
резьбовой оправкой 1 , устанавливаемой между центрами перед­
ней и задней бабок (рис. 2 6 0 ), и точной цилиндрической гай­
кой 2, навертываемой на резьбовую оправку. В гайке 2 имеет­
ся продольный паз, в который вводят шарик державки 3, несу­
щей индикатор 4 и закрепленной в суппорте станка. Наконечник
индикатора упирается в торец гайки, удерживаемой от враще­
ния шариком державки. Станок настраивают на шаг резьбы
оправки. Пустив станок с включенной разъемной гайкой, следят
за показаниями индикатора. Допускаемые отклонения: 0,03 мм
на длине 100 мм и 0,05 мм на длине 300 мм для станков с вы­
сотой центров до 400 мм.
П рактическая проверка точности токарного станка. Помимо
рассмотренных геометрических проверок, производят комплек­
сную практическую проверку точности токарного станка. Целью
проверки является оценка точности станка в работе при изго-
242
Рис.
а
258.
Проверка
— индикатор закреплен
а)
параллельности оси
станины:
шпинделя
в вертикальной плоскости,
в горизонтальной плоскости
направляющим
6 — индикатор закредлде
в)
Рис. 259. Проверка биения шпинделя:
а
— проверка
биения шейки шпинделя, б — проверка осевого
шпинделя, в — проверка биения переднего центра
перемещения
товлении деталей с цилиндрической и торцовой поверхностями.
Во время этой проверки определяются получающиеся отклоне­
ния по овальности, конусности и плоскостности, которые не
должны превышать отклонений, устанавливаемых ГОСТом: по
Рис. 260. Проверка точности шага ходового винта
овальности 0 ,0 1 — 0,02 мм и по конусности 0,02 мм на длине
1 0 0 0 мм и вогнутости торца не больше 0,02 мм на диаметре
300 мм.
Контрольные
вопросы
1. Д л я чего проверяю т токарный стан ок на точность?
2. К акой измерительный инструмент
применяют при проверке
станка
на точность?
3. К акие основные части стан ка проверяю т на точность?
4. К ак проверить точность станины стан ка?
5. К ак проверяю т биение шпинделя в осевом и радиальном направлениях?
6. К ак проверяю т точность хо до во го винта по ш агу?
7. К ак проверяю т точность стан ка в р аботе?
Глава XVIII
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРОЦЕССОВ
ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
При обработке деталей на токарных станках много времени
расходуется на установку и закрепление обрабатываемой дета­
ли, подвод и отвод резца, на перемещение суппорта в попереч­
ном и в продольном направлениях, на контроль размеров дета­
лей и на выполнение других приемов. Кроме затрат так назы ва­
емого вспомогательного времени, связанного с осуществлением
этих приемов, требуются большие затраты мускульной энергии
токаря, обслуживающего станок.
Поэтому механизация и автоматизация работ на токарных
станках дает возможность экономно расходовать движения и
244
затрачивать меньше сил при управлении станком, а в ряде
случаев позволяет значительно сократить вспомогательное вре­
мя и повысить производительность труда.
Механизацией производственных процессов называют пол­
ную или частичную замену человеческого труда работой машин,
механизмов, приспособлений, облегчающих труд человека.
Автоматизацией производственных процессов называют вы­
полнение технологических операций, транспортирование и конт­
роль готовых изделий машинами без непосредственного участия
человека и лишь под его контролем.
Возможности механизации и автоматизации процессов то­
карной обработки очень широки.
Рассмотрим некоторые механизирующие и автоматизирую­
щие устройства, используемые при работе на токарных станках.
§ 1. УСТРОЙСТВА, МЕХАНИЗИРУЮ ЩИЕ ПРОЦЕСС ОБРАБОТКИ
НА ТОКАРНЫХ СТАНКАХ
Закрепление
деталей
быстродействующими
устройствами.
Надежное закрепление обрабатываемых деталей на токарных
станках без затраты мускульной энергии достигается примене­
нием быстродействующих приспособлений, самозажимных хо­
мутиков и поводковых патронов, самоцентрирующих патронов
с пластической массой и др.*
Особенно надежно закрепляется обрабатываемая деталь
самоцентрирующим патроном с перемещающимися кулачками
от пневматического привода (см. рис. 304), а также задним
центром У, перемещающимся пинолью 2 от пневматического
привода 3 (рис. 261).
Подвод и отвод пиноли с центром 1 производят при помо­
щи сжатого воздуха, поступление которого в правую полость
цилиндра 3 по трубопроводу 4 осуществляет перемещение пи­
ноли 2 с центром 1 влево и закрепление обрабатываемой дета­
ли на весь период ее обработки. Для снятия детали после ее
обработки сжатый воздух поступает по трубопроводу 5 в л е­
вую часть цилиндра, а из правой части воздух по трубопрово­
ду 4 выходи г в атмосферу. При этом пиноль с центром отходят
в исходное положение, освобождая деталь.
М еханизация перемещения суппорта. Сокращение затрат
времени на перемещение суппорта в поперечном и в продоль­
ном направлениях достигается установкой на станках меха­
низмов быстрых перемещений. Так, например, в токарно-вин­
торезном станке 1К62 рабочие и быстрые перемещения суппор*
Б олее
стр. 3 1 7 — 321.
подробно
об
этих
бы стродействую щ их
приспособлениях
245
см.
246
Рис
261. Задняя
бабка
с пневматическим
приводом
та в поперечном и продольном направлениях осуществляют
одной рукояткой 12 (см. рис. 244) и кнопкой 11.
Эффективным средством механизации перемещения суппор­
та при работе на токарных станках являются также копиро­
вальные приспособления.
Рис. 262. М еханическое копировальное приспособление,
рем-новатором В. К. Семинским
предложенное
тока*
Специальные копировальные приспособление. Копироваль­
ное приспособление с механическим принципом действия (рис.
262) для обтачивания ступенчатых валиков с точностью 4— 5-го
класса предложено токарем-новатором В. К. Семинским,
Щуп 4 , прикрепленный к пиноли 2, при продольном переме­
щении суппорта скользит по поверхности копира 5, который
от вращения предохраняется шпонкой 13. Щуп прижимается
к копиру пружиной 16 , закрепленной на цилиндрической части
пиноли 2 . Втулка 17 прикреплена к корпусу 3 и служит опор­
247
ной поверхностью для этой пружины. Копир смонтирован в
корпусе 3. Правая сторона его поддерживается муфтой 6 , в ко­
торой крышкой 7 закреплен шарнирный винт. В соединитель­
ную втулку 9 ввернуты винты 8 и 10. В отверстии кронштей­
на 12 , укрепленного на станине, закреплен винт 10. Положение
этого винта регулируется гайкой 11. В корпусе 3 установлена
шпонка 18 , предохраняющая пиноль от вращения.
Чтобы получить прямой угол у подрезаемых уступов, ис­
пользуют резцы 1 с главным углом в плане ф= 75°, а ось пи­
ноли располагается под углом 15° по отношению к оси попе­
речных салазок суппорта.
После обтачивания при помощи копира всей обрабатывав
емой поверхности валика поперечные салазки суппорта вмес­
те с резцом отводят на 20— 30 мм, а пиноль 2 поворотом ру­
коятки 14 и эксцентрика 15 перемещают вперед, чтобы щуп 4
отошел от поверхности копира 5.
§ 2. УСТРОЙСТВА, АВТОМАТИЗИРУЮЩИЕ ПРОЦЕСС ОБРАБОТКИ
НА ТОКАРНЫХ СТАНКАХ
На современных токарных станках ступенчатые и фасон­
ные поверхности валов обрабатываются специальными копи­
ровальными устройствами (механическими, гидравлическими
и электрическими).
Отечественными станкостроительными заводами выпуска­
ется несколько моделей гидравлических суппортов к токарным
станкам. Наибольшее распространение получили гидросуппор­
ты КСТ-1 (завод им. С. Орджоникидзе) и ГС-1 (завод «Красный пролетарий»).
Гидравлический суппорт позволяет с помощью гидрощупа
обрабатывать деталь по контурному шаблону, установленному
на специальной направляющей, параллельно оси обрабатывае­
мой детали.
Гидравлическое
копировальное
устройство
К С Т -1 (рис. 263) состоит из гидрокопировального суппорта /,
приспособления 3 для установки копира и бака 2 , наполнен­
ного маслом.
Гидрокопировальный суппорт устанавливается на продоль­
ных салазках.
Обычную резцовую головку 4 закрепляют в передней части
основания (во время работы гидрокопировального приспособле­
ния она не работает).
В задней части основания под углом 45° к направлению про­
дольной подачи расположены направляющие для корпуса ци­
линдра (рис. 264). По этим направляющим под углом 45° к оси
обрабатываемой детали может перемещаться корпус цилиндра
и передавать движение резцедержателю и резцу 2.
248
Копир 3, или эталонная деталь, устанавливается в специаль­
ном приспособлении и прикрепляется с помощью кронштейнов
к станине станка.
Гидравлическое устройство работает следующим образом.
Масло при помощи насоса 13 под давлением 20— 25 кГ/см2
поступает по каналу 8 в меньшую полость 9 цилиндра, соединен-
г *
4
*
Ч
Рис. 263. Схема гидрокопировальной установки (вид сверху)
ного с золотником 5 выходным отверстием и трубкой 7. Пружи­
ной 6 золотник прижимает щуп 4 к копиру 3.
В поршне 10 имеется калиброванное отверстие 11, соединяю­
щее обе полости цилиндра.
Если копир отодвинет щуп с золотником вверх, масло из по­
лости 12 цилиндра будет поступать в сливной бак. Вследствие
разности давления масла в полостях 12 и 9 (в результате гид­
равлической потери давления в отверстии 11) корпус цилиндра
вместе с резцом 2 такж е отойдет назад.
Если щуп 4 , скользя по копиру 5, переместит золотник, пре­
кратится течение масла в сливной бак, в полостях 12 и 9 уста­
новится равное давление и вследствие разности площадей в обе­
их полостях корпус цилиндра вместе с резцом такж е продви­
нется вперед.
Движение продольных салазок вдоль станины совершается
по стрелке /, резец относительно продольных салазок переме­
щается в направлении //. При соответствующем сочетании ско­
ростей в направлении / и II можно получить результирующее
движение резца в направлении III, перпендикулярном к оси де­
тали 1. Когда щуп движется в направлении, перпендикулярном
249
к направлению продольной подачи, что происходит, например,
при подрезании торцов, резец отходит в направлении II и в со­
четании с направлением подачи f движется в направлении ///,
перпендикулярном оси детали.
і
Рис. 264. Схема гидрокопировального суппорта
Устройство
для автоматического нарезания
р е з ь б ы . Токари-новаторы применяют специальное устройство
для автоматического вывода из нитки резьбы резца по окончании
его прохода, быстрого перемещения резца в исходное положение
в продольном направлении и для автоматической установки его
на требуемую глубину резания для следующего прохода. Устрой­
ство позволяет значительно ускорить нарезание резьбы.
При нарезании резьбы резец 2 (рис. 265) с суппортом 3 со­
вершают за каждый проход четыре автоматических последо­
вательных движения: подвод к заготовке 1 с установкой на глу­
бину резания в поперечном направлении а — б; продольное рабо­
чее перемещение б — в; отвод от заготовки в направлении в — г
и быстрое обратное продольное перемещение г— а в исходное
положение а.
Поперечное перемещение суппорта с резцом при установке
его на глубину резания осуществляется от копира, находяще­
гося на барабане 4 , в конце каждого быстрого обратного про­
дольного перемещения суппорта в точку а. Количество подво*
250
дов резца при установке на глубину резания соответствует ко­
личеству проходов, необходимых для нарезания резьбы.
Другой барабан S, предназначенный для продольного пере­
мещения суппорта с резцом, имеет копир с двумя различными
подъемами: участок копира с малым углом подъема служит для
продольного рабочего перемещения суппорта, а участок с боль­
шим углом подъема — для быстрого обратного продольного
перемещения суппорта в исходное положение.
На одной оси с барабаном 8 находится плоский кулачок 9 ,
предназначенный для быстрого подвода к заготовке поперечной
части суппорта с резцом перед началом каждого рабочего хо­
да. В конце рабочего хода резец с поперечной частью суппорта
быстро отводятся от заготовки под действием пружины (на
рис. 265 не^ п о к а зан а ).
Резьба требуемого шага нарезается путем соответствующей
настройки гитары сменных колес z и г2, г 3 и г 4, при постоянных
колесах 10 и 11.
Количество проходов, за которое происходит нарезание резьбы,
равно количеству чисел оборотов барабана 8, так как за один про­
ход резца этот барабан делает один оборот. За весь цикл нарезания
резьбы барабан 4 совершает один оборот, что достигается настройкой
гитары сменных зубчатых колес гь и z6 при постоянных колесах
6 и 7 и червячной
передаче 5 |'i =
Автоматизация загрузки и разгрузки токар­
н ы х с т а н к о в заготовками освобождает рабочих от тяж ело­
го и непроизводительного труда.
251
Рис. 266. Автоматизированные механизмы загрузки
токарного стан ка модели 1С62
(а) и разгрузки (б)
На рис. 266, а показана конструкция механизма загрузки
автоматизированного токарного станка модели 1С62 завода
«Красный пролетарий». Магазин 1 предназначен для загрузки
заготовок диаметром от 25 до 60 мм и длиной от 140 до 370 мм.
Из магазина зацентрованные с обоих концов заготовки попада­
ют в пространство между стенкой 3 секторг. 4 и рычага 2. Для
различных диаметров заготовок положение этого рычага регу­
лируется винтом 5 и тягой 6 с пружиной 7, а такж е болтом 5,
находящимся в контакте с упором 9. При повороте на угол а
шлицевого вала 10, на котором находится сектор 4, заготовка
перемещается на линию центров и при передвижении заднего
центра зажимается. При вращении поводкового патрона 11 с
двумя эксцентриками 12 заготовка 13 захватывается и тоже на­
чинает вращаться.
На рис. 266, б показана конструкция механизма разгрузки
обточенных заготовок на том же токарном станке.
По направляющим 4 кронштейна 5, укрепленного на станине,
движется ползун 2 с привернутой к нему призмой 1. Ползун пе­
ремещается вследствие нагнетания в полость цилиндра 7 масла
специальным насосом. Шток 3 неподвижен. На призму 1 обра*
ботанная заготовка выталкивается из поводкового патрона пе*
Рис. 267. Пневматическое (а) и
злектрокон тактн ое(б) устройства
для автоматического контроля
вала на токарном станке
б)
редним центром. Затем масло под давлением поступает в по­
лость цилиндра, расположенную справа от поршня 6 , и ползун
с обточенной заготовкой перемещается в исходное положение.
Перед подходом ползуна в исходное положение специальный
упор сталкивает заготовку в тару.
253
А в т о м а т и з а ц и я к о н т р о л я д е т а л е й . В новых кон­
струкциях станков автоматов контрольно-измерительные уст­
ройства встроены в станок и связаны с системой его управления,
,rfa таких станках размеры деталей контролируются либо после
их обработки, либо в процессе обработки.
Контроль после обработки лишь фиксирует результат изме­
рений, при этом специальные устройства отделяют бракован­
ные детали, а годные сортируют по размерам. Такой контроль,
называемый пассивным , не оказывает влияния на действитель­
ные размеры контролируемых деталей и не предупреждает по­
явления бракованных.
Контроль в процессе обработки осуществляется устройством,
которое при обнаружении деталей с размерами, приближающи­
мися к предельным, автоматически подналаживает станок, пре­
дупреждая появление брака. Такой контроль, называемый
активным, дает возможность более оперативно управлять про­
цессом обработки и повышать производительность труда.
На рис. 267, а показана схема пневматического устройства
для автоматического контроля вала 2 двумя контактами: непод­
вижным 1 и подвижным 3, подвешенным к стойке 5 на двух
плоских крестообразно расположенных пружинах 4. Этот спо­
соб измерения осуществляется усf 9
тройством с применением сжатого
ІП&/. .
воздуха, подводимого по трубке 6
к соплу 7, В зависимости от диамет­
ра вала 2 , увеличивающегося по ме­
ре износа резца, увеличивается та к ­
ж е и зазор между соплом 7 и кон­
цом рычага <5, в результате чего
давление воздуха в трубке 6 будет
уменьшаться, что приведет к сраба­
тыванию специального устройства
(пневматического
датчи­
к а ) , подающего команду механиз­
му — п о д н а л а д ч и к у . Если диа­
метр вала будет приближаться к
Рис. 268. Схема подналадчика
его наибольшему предельному р аз­
резца на токарном станке
меру, то подналадчик подает резец
вперед настолько, что диаметр по­
следующих обработанных валов будет соответствовать требуе­
мому.
На рис. 267, б показана схема автоматического измеритель­
ного устройства, работающего с помощью электроконтактного
датчика 7, подающего команды подналадчику. Индикатор 2
служит для визуального наблюдения за размером D диаметра
обтачиваемого вала 3. Такие устройства применяются на токар­
ных станках в автоматических линиях.
254
Для обтачивания наружного диаметра ротора электродви*
гателя на токарном станке применяется подналадчик, схема
которого показана на рис. 268. Резец установлен в державке 3 ,
присоединенной к суппорту двумя плоскими пружинами 2. Д ер ­
ж а вк а через штырь соприкасается со спиральным кулачком 4%
который жестко соединен с храповым колесом 5, свободно вра«
Рис. 269. Схема подналадчика резца на токарном станке
щающимся с ним на оси 6. Если диаметр обрабатываемого ро­
тора в результате износа резца получается больше предельного,
размера, то автоматическое измерительное устройство подает
команду на включение соленоида 9 , который опускает стопор 8.
Это происходит в крайнем левом положении суппорта. Скалка 7
вместе с суппортом перемещается по направлению к стопору 8 ,
который, опускаясь, загораживает путь скалке. При холостом
движении суппорта в крайнее правое положение скалка упи­
рается в стопор и поворачивает собачкой 10 храповое колесо 5
на один зуб, вместе с которым поворачивается спиральный кула­
чок 4 . Кулачок переместит державку 3 с резцом вперед настоль­
ко, что вал будет обтачиваться по заданному размеру. При пол­
ном обороте кулачка дается сигнал на смену затупленного резца.
На рис. 269 показана другая схема подналадчика резца по
мере его износа. По команде, поступающей от автоматического
измерительного устройства, сжатый воздух подается в пневмо­
цилиндр /, шток-рейка 2 которого поворачивает зубчатое коле­
со 3. На ступице этого колеса находится собачка 4 . При повертьь
255
вании зубчатого колеса 3 собачка 4 вращает храповое колесо 5
и одновременно кулачок 6 , который сдвигает шток 8. При обрат­
ном ходе шток-рейки пневмоцилиндра 1 собачка 7 под действием
пружины удерживает храповое колесо 5 от возможного враще­
ния. Своим скосом шток 8 перемещает стержень 9 и резец 14 на
величину, компенсирующую его износ. Резец 14 закрепляется на
суппорте специальным устройством, крючок 13 которого под дей­
ствием пружины 11 прижимает резец 14 с помощью болта /5,
ввернутого в его торец, к стержню 9. После переточки резец на­
лаж ивается вне станка на требуемый размер по длине с помо­
щью регулировочного болта 15. Чтобы быстро снять резец с суп­
порта, достаточно нажать колпачок 10 стержня 12 и крючок 13
переместится влево.
§ 3. СТАНКИ С ПРОГРАММ НЫМ УПРАВЛЕНИЕМ
Общие сведения о стан к ах с программным управлением. При­
менение станков с программным управлением — наиболее эф­
фективное решение задач автоматизации процессов обработки
разнообразных и сложных деталей в единичном и мелкосерий­
ном производстве. Станок с программным управлением оборудо­
ван устройством, имеющим автоматическую систему управления,
при которой необходимая последовательность обработки и вели­
чина перемещения рабочих органов фиксируется заранее на бу­
мажной или магнитной ленте или другим способом, а затем че­
рез командоаппарат обеспечивается выполнение станком зафик­
сированной программы обработки детали.
Программное управление позволяет быстро переходить от об­
работки деталей одной конфигурации к обработке других дета­
лей, имеющих иные размеры и формы при сравнительно неболь­
шой затрате времени и средств на переналадку станка. Эта
особенность программного управления позволяет автоматизиро­
вать производство даж е при небольших партиях обрабатывае­
мых деталей.
Система программного управления с предварительно зафик­
сированной программой на бумажной (перфорированной) или
ня магнитной ленте используется в токарных, расточных, фрезер­
ных и других станках, обеспечивая выполнение всех операций
при наивыгоднейших режимах обработки, намеченных техноло­
гическим процессом.
Лента с записью программы работы станка используется для
управления автоматическим циклом движений при обработке
всех последующих деталей. Лента закладывается в командо­
аппарат, и при ее перемещении в нем электрические импульсы
передают команды к исполнительным органам станка.
Программное управление станков позволяет автоматизиро­
256
вать движения суппортов, регулировать режимы резания, и
управлять вспомогательными движениями станка.
Команды, осуществляющие управление указанными процес­
сами, составляют программу обработки детали. Из многих спо­
собов задания программы (команд) рассмотрим наиболее рас­
пространенный, осуществляемый путем пробивки отверстий на
перфокарте или перфоленте.
Исполнение команд, нанесенных на перфокарту в виде отвер­
стий, осуществляется через устройство, называемое к о м а н д о а п п а р а т о м , который воздействует соответствующим образом
на рабочие органы станка. Команды управления представляют
собой электрические импульсы, получаемые при считывании про­
граммы. Каждое отверстие на перфокарте дает один импульс.
Порядок поступления импульсов определяется последователь­
ностью расположения отверстий.
Считывание команд с перфокарты и принцип их исполнения
показаны на рис. 270. По ширине перфокарты 4 располагаются
^ на обратное пере•
движение суппортов
^ На быстрое пере движение суппортов
На медленное передди'
жение суппортов
включение попереч­
ного суппорта
включение продоль­
ного суппорта
Рис. 270. Схема считывающего устройства с перфорированной карты,
мого в токарных станках с программным управлением
применяе­
пять дорожек с отверстиями, каждая из которых предназначена
для записи определенной команды. Например, отверстия на пер­
вой дорожке будут давать команды на включение продольного
суппорта, а на второй — на включение поперечного суппорта и
т. д. Считывающая головка 5 имеет контакты 2, 3 и др. Число
контактов равно числу дорожек на перфокарте. В процессе счи­
тывания перфокарта перемещается с постоянной скоростью в на­
правлении, указанном стрелкой А. Контакты 2 , 3 и др. скользят
9 Зак. 529
257
по движущейся под ними перфокарте, являющейся электричес­
ким изолятором. Когда контакт 2 совмещается с отверстием
первой дорожки перфокарты, то происходит касание его с кон­
тактной пластиной 1. При этом замыкается цепь 6 и подается
короткий электрический сигнал — импульс в командоаппарат 8.
Каждый импульс вызывает перемещение продольного суппорта.
Когда контакт 3 совмещается с отверстием второй дорожки кар­
ты, то импульс через командоаппарат 7 вызывает перемещение
поперечного суппорта и т. д.
Токарный станок с программным управлением. Принципиаль­
ная схема токарного станка с программным управлением пока­
зана на рис. 271. Командное устройство станка размещается в
отдельном блоке, укрепленном на станке, и представляет собой
металлический барабан Б Л , перемещающий перфорированную
ленту с записанной на ней программой работы, и электромагнит
Э Л с шаговым (храповым) механизмом для периодического по­
ворота барабана Б Л с лентой и четырнадцати контактов. При
продвижении ленты по барабану БЛ тот или иной контакт, к а ­
саясь
через
определенное
отверстие в ленте, замыкает
через металлический барабан цепь управления и включает
соответствующий механизм станка. Сигнал поступает в очеред­
ной электромагнит (электромагниты расположены в фартуке
суппорта), включающий одну из трех кулачковых муфт фартука
М и M2f М3 (рис. 27 2). Эти муфты, встроенные в фартук, пере­
ключаются с помощью электромагнитов Э В , ЭС, ЭН и др. (см.
рис. 271) и трех путевых переключателей ПК1, ПК2 и ПКЗ .
Муфта Mi может занимать одно из трех положений А, Б, В.
Электромагнит Э Н , включая муфту М\ вправо (положение В ),
обеспечивает передачу движения с вала / на вал III через зуб­
чатые колеса I и 5 и далее на винт VI поперечного суппорта или
на винт VII продольного суппорта. Электромагнит ЭС служит
для останова движения суппорта путем передвижения муфты М х
в нейтральное положение Б. Электромагнит Э В , передвигая муф­
ту М\ влево (положение Л ), обеспечивает передачу вращения с
вала I на вал II и III через зубчатые колеса 2, 3 и 4 и изменяет
направление движения продольного или поперечного суппорта.
Электромагнит Э Б У переключая муфту М2 влево (положение Г ) ,
передает вращение с вала III на вал IV и V через перебор зуб­
чатых колес 6, 7, 9, 8. В результате винты VI или VII, вращаясь,
передают одному из суппортов медленное (рабочее) перемеще­
ние, Быстрое перемещение суппортов осуществляется электро­
магнитом ЭМ, переключающим муфту М2 вправо (положение Д)
и передающим вращение вала III непосредственно на вал V.
Электромагнит ЭД, передвигая муфту М3 влево (положение Е ),
передает движение от вала V на винт VI поперечного суппорта
через зубчатые колеса 12 и 13 и червячную передачу 10 и 11.
Электромагнит ЭП перемещает муфту М3 вправо (положение Ж)
2 58
9*
Рис. 271. Принципиальная
схема
токарного
станка
с программным
управлением
и передает вращение от вала V на гайку 16 винта VII продоль­
ного суппорта через зубчатые колеса 14 и 15.
Так как все электромагниты сблокированы с помощью рыча­
гов переключения 5, 6 и 7 (см. рис. 27 1), то не могут одновремен­
но последовать противоречивые команды. Например, при спарен­
ных электромагнитах ЭП и ЭД одновременное включение про­
дольной и поперечной подачи невозможно.
//
Рис. 272. Схема фартука токарного станка с программным
управлением
Барабан БЛ передвигает ленту на один шаг с помощью хра­
пового механизма, действующего от электромагнита ЭЛ. Этот
магнит срабатывает в трех случаях:
1) от ручной кнопки КЛ, что необходимо при наладке станка
и при пуске его в ход;
2 ) от путевых выключателей ПК1, ПК2, ПКЗ и ПК4, за м ы ­
кающих цепь, для срабатывания исполнительных электромаг­
нитов Э В , ЭСУЭН, ЭБ и др.;
3) от контроллерных барабанов СП , СД, закрепленных на
концах ходового винта СД и винта поперечного суппорта СП.
Особое значение имеет работа контроллерных барабанов СП
и СД. Как видно из схемы (см. рис. 2 7 1 ), их контакты включены
последовательно с контактами, скользящими по барабану БЛ.
Поэтому электромагнит ЭЛ окажется под током и барабан с лен­
260
той передвинется только в том случае, если одновременно замк*
нутся скользящие контакты на барабане БЛ и на одном из бара­
банов СП и СД.
На барабане СП поперечного суппорта расположены слева
пятьдесят пластинок, а справа пять, поэтому в течение одного
оборота винта с шагом 5 мм может произойти 50 замыканий л е­
вого контакта или пять замыканий правого. Если на перфориро­
ванной ленте против аналогичных контактов окажутся отверстия,
то электромагнит ЭЛ передвинет ленту на столько шагов, сколь­
ко имеется на ней отверстий.
Таким образом происходит отсчет пути пройденного суппор­
том в десятых долях миллиметра или в миллиметрах. Если на
ленте имеется, например, четыре отверстия под контактом 4 и
шесть отверстий под контактом 3 барабана СП, то суппорт,
пройдя 6,4 мм, заставит ленту передвинуться на 6 + 4 = 1 0 шагов,
после чего на ленте должно оказаться отверстие на другой до­
рожке для какой-либо другой команды, например, для переклю­
чения на продольную подачу. Точно так ж е работает барабан
СД ходового винта с той разницей, что он имеет слева десять
пластин, а справа — одну, благодаря чему при шаге винта 10 мм
даются отсчеты контактом 2 в миллиметрах и десятках милли­
метров контактом 1.
Скользящие по барабану БЛ остальные контакты служ ат для
включения исполнительных электромагнитов Э В , Э С У ЭН, ЭБ и
др. для других команд, например реверсирование перемещения
суппорта, включение медленного или быстрого движения суп­
порта и т. д.
Наряду с автоматическими переключениями от перфориро­
ванной ленты в электросхеме предусмотрены параллельно вклю­
ченные кнопки ручного управления К Р, КЛ, К Д , КМ и др. (см.
рис. 27 1), необходимые при наладке станка на новую работу.
В схеме имеются еще сигналы: две зеленые лампы ЗП и ЗД
для указания момента замыкания контактов на барабанах СП и
СД, устанавливающих суппорты в исходное положение; красная
лампа КЛ, сигнализирующая конец обработки, и желтая лампа
ЖЛ, указывающая на необходимость изменения режима резания.
В станке применена четырехпозиционная резцовая головка,
для поворота которой служит электродвигатель МР, установлен­
ный на суппорте. Он включается при срабатывании реле ЭР.
После поворота резцовой головки срабатывает путевой выключа­
тель П К 4 , замыкающий цепь электромагнита ЭЛ, что вызывает
поворот барабана БЛ с перемещением ленты на величину
шага.
На, рис. 273 показана часть перфорированной бумажной лен*
ты, имеющей четырнадцать рядов в соответствии с числом счи­
тывающих контактов на барабане БЛ. Отверстиями, находящи­
мися в первом ряду ленты (обозначен буквой А ), фиксируется
261
величина перемещения продольного суппорта в десятках милли­
метров. Каждое отверстие этого ряда обеспечивает продольному
суппорту продвижение на 10 мм. Если, например, в нем подряд
расположено четыре отверстия, то продольный суппорт перемес­
тится в заданном направлении на 40 мм. Отверстиями второго
ряда ленты (обозначен буквой Б) фиксируется величина переме­
щения
продольного
оооо
оооо
суппорта
в милли­
6
оооооо
о
6
оооо
оо
метрах. Каждое от­
f
й
верстие этого ряда
£
Ж
вызывает перемеще­
3
ние продольного суп­
И
А
порта на 1 мм. От­
Л
м
верстия третьего ря­
И
да В ленты служ ат
о_
для записи величи­
Рис. 273 Перфорированная лента для токар­
ны перемещения по­
ного станка с программным управлением
перечного суппор га
в миллиметрах. К а ж ­
дое отверстие этого ряда обеспечивает продвижение поперечного
суппорта на 1 мм. Следующий ряд Г предназначен для фиксиро­
вания величины перемещения поперечного суппорта в десятых
долях миллиметра. Пятый ряд Д используется для зажигания
желтой лампочки, сигна­
лизирующей о необходи­
мости изменения рфкима
резания. Шестой ряд Е
служит для зажигания
красной лампочки, сигна­
лизирующей
окончание
обработки
детали. О с­
тальные ряды
выдают
следующие команды: «П о­
ворот резцовой головки»,
«Включение поперечного
суппорта»,
«Включение
продольного
суппорта»,
«Медленное
передвиже­
Рис. 274. Перфоратор для пробивания
ние суппорта», «Быстрое
отверстий вручную
передвижение», «Назад»,
«Вперед», «Стоп».
Для обработки на этом же станке другой детали необходимо
сменить перфоленту, на что потребуется две-три минуты.
При обработке ступенчатых валиков и втулок на токарном
станке, оснащенном описанной системой программного управле­
ния, достигается точность 4-го класса по диаметральным разме­
рам.
262
Программа записывается на бумажную ленту специальными
устройствами (перфораторами), пробивающими отверстия в тре­
буемом порядке. На рис. 274 показана одна из конструкций пер­
форатора для пробивания отверстий вручную.
§ 4. АВТОМАТИЧЕСКИЕ ЛИНИИ
Одним из этапов развития автоматизации в машиностроении
явилось создание а в т о м а т и ч е с к и х л и н и й .
В настоящее время в автомобильной, тракторной, станко­
строительной и других отраслях промышленности применяются
автоматические линии из металлорежущих станков, включая
станки с программным управлением.
А в т о м а т и ч е с к и е л и н и и представляют собой ряд авто­
матически управляемых станков, транспортных механизмов и
контрольных устройств, при помощи которых обработка деталей
и транспортирование их со станка на станок производится без
участия рабочего. В настоящее время имеются автоматические
линии с активным контролем обрабатываемых деталей. Автома­
тические линии применяют как в массовом, так и в серийном про­
изводстве. В последнем случае при проектировании линий учи­
тывается возможность переналадки их для обработки аналогич­
ных деталей, отличающихся размерами.
5
Рис
275. Схема
транспортного устройства автоматической линии для
обработки ступенчатых валов
На рис. 275 схематически показаны основные части транс­
портного устройства, применяемого в автоматической линии для
обработки ступенчатых валов.
Штанга 3 с помощью собачек 4 перемещает заготовки 1 по
лотку 2 . Питатели 11 расположены в разрывах лотка, против з а ­
263
грузочных позиций станков. Штанга получает движение от гид­
ропривода 5 , а питатели 11 — от вала 10 , вращающегося зубча­
тым колесом <S, через шток-рейку 9 гидропривода 7. При движ е­
нии штанги 3 вправо откидные собачки 4 упираются в торцы з а ­
готовок 1 и перемещают их по лотку с одной позиции на другую в
зажимные устройства питателя. При обратном ходе штанги з а ­
готовки не передвигаются, так как собачки скользят по их по­
верхности. Штангу направляют и поддерживают ролики 6,
П итатель
(рис. 276 ),
/Z
3
захватив призмой 1 и при­
хватом 3 заготовку 2 , пере­
мещает ее рейкой 4 в рабо­
чую зону станка. Центр за д ­
ней бабки станка выталки­
вает заготовку из призмы в
поводковый патрон. После
зажима заготовки в центрах
питатель
возвращается
в
исходное положение.
Автоматическая линия из
токарны х станков. На рис.
277 показана
автоматиче­
ская линия для токарной
обработки ступенчатых в а ­
ликов
диаметром от 25 до
Рис. 276. Схема питателя авто­
42 мм и длиной от 130 до
матической линии для обработки
ступенчатых валов
325 мм. Линия состоит из
двух токарных станков с
программным управлением модели 1К62М завода «Красный про­
летарий». Станки можно быстро переналаживать для обработки
различных ступенчатых валиков. На первом (левом) станке об­
рабатывается одна половина заготовки, на втором — другая.
Заготовки для валиков получаются путем разрезания прутков
на мерные части с последующей зацентровкой их с обеих торцо­
вых поверхностей. Заготовки укладываются в специальную тару
2 У устанавливаемую над магазином /. Из тары заготовки авто­
матически загружаются в магазин и по одной поступают на при­
зму подъемника 3. При перемещении подъемника в верхнее по­
ложение заготовка 4 окажется на линии транспортера 5. Штанга
7 с собачками 6 получает движение от пневматического привода
(на рисунке не показан) слева направо и перемещает заготовку
в том же направлении на длину примерно 500 мм. После этого
штанга 7 возвращается в исходное положение и при следующем
ее движении вторая собачка 8 передвинет ту же заготовку даль­
ше по лотку.
З а четыре хода штанги заготовка попадает в пружинный
захват автооператора 9, который, поворачиваясь на 180° в вер-
264
Рис. 277. Автоматическая
линия
из двух
токарных
станков
модели
1К62М
тикальной плоскости и опускаясь вниз, доставляет заготовку на
линию центров станка. Задний центр пиноли, перемещаемой от
пневматического привода 12, задвинет заготовку в поводковый
патрон 10, внутри которого расположен передний центр, после
чего автооператор поднимается кверху. При вращении шпинде­
ля с патроном 10 закрепленная в центрах заготовка подверга­
ется обработке.
Для защиты лица и рук наладчика от стружки щиток 11 а в ­
томатически передвигается на роликах справа налево. По окон­
чании обтачивания заготовки щиток отодвигается, автооператор
опускается, захваты вает заготовку и выдвигает ее из патрона.
Затем автооператор поднимается и поворачивается на 180°. О б­
работанная с одного конца заготовка перемещается за несколь­
ко ходов транспортера в устройство 13, которое автоматически
поворачивается в горизонтальной плоскости на 180°. Затем з а ­
готовка попадает в автооператор 14 второго станка. После об­
работки на втором станке заготовка транспортируется в устрой­
ство 15, при помощи которого опускается в тару 16.
1
4-
+
+
+
Г~
•л-
-4-
+
+
4- +
+
+
ч- +- +-
V V V V \с у у V
+
VV
барабан с перфорированной
картой в развернутом биде
Рис.
278.
Схема
электрического командоаппарата
станка
токарного
Каждый автооператор имеет два захвата: первый снимает об­
работанную заготовку с линий центров станка и переносит ее на
линию транспортера, а второй переносит заготовку с линии
транспортера на линию центров. Автооператор получает дви ж е­
ние от двух пневматических приводов: одним осуществляется
вертикальное перемещение автооператора, вторым — зах ват
обточенной заготовки и поворот автооператора на'180°.
Последующие действия механизмов, связанных с передвиже­
нием и поворотом автооператоров, перемещением щитков, рабо­
той транспортера, движением пиноли задней бабки, вращением
266
шпинделя станка и т. д. осуществляются через конечные выклю­
чатели, подающие команды соответствующим механизмам стан­
ка, и при помощи э л е к т р и ч е с к о г о к о м а н д н о г о а п п а ­
р а т а 1 (рис. 278). Командный аппарат имеет барабан 2 с
закрепляемой перфорированной картой 4, на которой расположе­
ны семь строчек 3 с пробитыми отверстиями. Через эти отвер­
стия специальными щетками 7 осуществляются электрические
контакты, передающие команды различным механизмам станка:
включение подачи резца при первом и втором проходах по ко­
пиру, быстрое перемещение суппорта, пуск и останов станка
и др.
Крайнее правое положение суппорта определяется специаль­
ным конечным выключателем 5 , действующим от кулачка 6 .
Изменение наладки цикла при обработке валика другого
размера осуществляется сменой шаблонов и перфорированной
карты.
Контрольные
вопросы
1. Чем отличается м еханизация
производственного
процесса от а в то ­
м атизации?
2. Какие устройства применяют для механизации работы на токарны х
ста н к а х ?
3. К акие устройства применяют для автом атизации процесса обработки
на токарны х стан ках?4. К ак работает и каково назначение гидрокопировального устройства,
п оказанного на рис. 263 и 264?
5. К ак р аботает устройство для автом атического нарезания резьбы на
токарном стан ке (рис. 2 6 5 )?
6. К ак устроены автом атизированны е механизмы загрузки и разгрузки
токарного стан ка (рис. 2 6 6 )?
7. К ак о сущ ествл яется активный контроль разм еров вала (р и с.267)?
8. К ак раб отает подналадчик резца на токарны х стан ках (рис. 268, 2 6 9 )?
9. К аково назначение токарных стан ков с программным управлением?
10 К ак устроена автом ати ческая линия д ля токарной обработки валика
(рис. 2 7 7 )?
РАЗД ЕЛ ЧЕТВЕРТЫЙ
ОСНОВЫ УЧЕНИЯ О РЕЗАНИИ МЕТАЛЛОВ
Глава XIX
ОБЩИЕ СВЕДЕНИЯ О РЕЗАНИИ
§ 1. КРАТКИЙ ИСТОРИЧЕСКИЙ О Б ЗО Р
Основоположниками учения о резании металлов считают вы­
дающихся русских ученых И. А. Тиме (1838— 1920), К. А. З в о ­
рыкина (1861 — 1928), Я. Г. Усачева (1873— 1941).
Работы этих ученых получили мировое признание и до сих
пор не утратили своей ценности.
В 1868 г. профессор Петербургского горного института
И. А. Тиме подробно исследовал процесс резания различных ме­
таллов. Он впервые объяснил, как происходит процесс образо­
вания стружки, и дал классификацию стружек, получающихся
при резании металлов в различных условиях. И. А. Тиме опре­
делил пути дальнейшего развития учения о резании металлов.
Он также первый в мире теоретически вывел формулы для опре­
деления силы резания и объяснил явление усадки стружки.
Крупный вклад в области резания металлов сделал профес­
сор К. А. Зворыкин. В 1893 г. им впервые был создан прибор
для определения силы резания. Он первый дал схему сил, дей­
ствующих на резец, и теоретически вывел наиболее точную для
своего времени формулу для определения силы резания.
Мировую известность получили также работы старшего м ас­
тера Петербургского политехнического института Я. Г. Усачева.
Применив микроскоп, он впервые в 1912 г. произвел глубокое
исследование процесса образования стружки и наметил новое
направление в науке о резании металлов — изучение физичес­
ких явлений процесса резания. Я. Г. Усачев установил явление
наклепа, объяснил процесс образования нароста, разработал
метод определения температуры резца и др.
Однако в отсталой царской России все эти работы в области
науки о резании металлов, как и многие другие открытия и
изобретения, не получили поддержки правящих кругов.
Широкий размах наука о резании металлов получила лишь
после Великой Октябрьской социалистической революции.
Достойными продолжателями русских ученых дореволюцион­
ного периода являются наши ученые, создавшие советскую шко­
268
лу резания металлов, отличительной особенностью которой явля*
ется тесное содружество науки с производством, ученых с нова­
торами производства. Работами советских ученых совместно с
рабочими-новаторами было создано впервые в мировой науке
высокопроизводительное резание металлов (резание с больши­
ми скоростями и подачами). Это явилось важным резервом
дальнейшего повышения производительности труда в машино­
строении.
Особенно значительный вклад в учение о резании металлов
был сделан советскими учеными А. В. Панкиным, В. А. Кривоуховым, Н. И. Резниковым, И. М. Беспрозванным, М. Н. Л ари­
ным, Г. И. Грановским, П. П. Трудовым.
§ 2. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Для изготовления режущих инструментов применяют различ­
ные материалы: инструментальные углеродистые, легированные
и быстрорежущие стали, твердые сплавы, минералокерами­
ческие материалы и алмазы.
Б ы с т р о р е ж у щ и м и называют стали, содержащие от 8,5
до 19% вольфрама и от 3,8 до 4,4% хрома, а также кобальт и
ванадий.
После термической обработки, включающей закалку и мно­
гократный (двух- или трехкратный) отпуск при температуре
550— 600° С, инструмент из быстрорежущих сталей может иметь
твердость HRC 63— 65, и характеризуется повыщенным сопро­
тивлением износу и теплостойкостью до 600° С.
В настоящее время в С С С Р выпускают следующие марки
быстрорежущей стали: Р9, Р18, Р 9& 5, Р18Ф2 — стали нормаль­
ной производительности; Р9К5, Р14Ф4, Р9КЮ, Р 18К 5Ф 2 и
Р 10К 5Ф 5 — стали повышенной производительности. Буква Р
обозначает, что сталь относится к группе быстрорежущих; циф­
ра, стоящая после буквы Р, показывает среднее содержание вольф­
рама в процентах; цифра после буквы К — среднее содержание
кобальта; цифра после буквы Ф — среднее содержание ванадия.
Резцы из быстрорежущей стали рекомендуется применять
там, где нет бытроходных и мощных станков и, следовательно,
не могут быть эффективно использованы резцы с пластинками
из твердого сплава, либо при работе с ударами, когда твердо­
сплавные резцы недостаточно прочны.
Быстрорежущую сталь марки Р 18 применяют для изготов­
ления особенно ответственного режущего инструмента и фасон­
ных резцов.
Быстрорежущие стали марок Р9К 5, Р9КЮ, Р18К 5Ф 2 и
Р 10К 5Ф 5 — стали повышенной производительности — имеют
269
более высокую твердость, красностойкость и повышенную износо­
стойкость по сравнению с быстрорежущей сталью Р18, реко­
мендуется применять при обработке труднообрабатываемых л е­
гированных сталей, высокопрочных нержавеющих и жаропроч^
ных сталей и сплавов.
При обработке чугуна быстрорежущую сталь применять не
рекомендуется.
Т в е р д ы е с п л а в ы — наиболее производительные из всех
существующих инструментальных материалов. Твердые сплавы,
изготовляемые в СССР, делятся на три группы:
вольфрамовая (однокарбидные);
їитано-вольфрамовая (двухкарбидные);
титано-тантало-вольфрамовая (трехкарбидные).
Однокарбидные твердые сплавы условно обозначаются бук­
вами В К и цифрой, указывающей процент содержания кобальта.
Например, в сплаве В К 8 содержится 92% карбида вольфрама
и 8 % кобальта. К этой ж е группе относятся марки ВК 2, ВКЗМ,
ВК4 и В К 8 .
Двухкарбидные твердые сплавы обозначаются буквами Т К
и цифрами, стоящими пооле каждой из этих букв, которые ука­
зывают соответственно процент содержания карбида титана и
кобальта. Например, твердый сплав Т15К 6 содержит 15% кар­
бида титана, 6 % — кобальта, остальные 79% составляет кар­
бид вольфрама.
К группе двухкарбидных твердых сплавов относятся марки
Т5КЮ, Т14К8, Т15К6, Т30К 4 и Т5К 12В.
Трехкарбидные твердые сплавы условно обозначаются бук­
вами Т Т К и цифрами, стоящими после букв ТТ и К, которые
указывают соответственно процент содержания карбида тита­
на, карбида тантала и кобальта. Например, твердый сплав
ТТ 7К 12 содержит 7% карбида титана и карбида тантала (из
них 4% ТаС и 3% Т іС ), 12% кобальта, остальные 81% состав­
ляет карбид вольфрама.
Твердые сплавы изготовляют в виде пластинок, которые
припаивают или механически прикрепляют к стержню резца.
Основное преимущество твердых сплавов заключается в их
исключительно высокой твердости (HRA 87— 9 1 ), хорошей со­
противляемости истиранию сходящей стружкой и высокой тем­
пературной стойкости (800— 900° С ). Благодаря этим ценным
свойствам, резцы с пластинками из твердого сплава пригодны
для обработки самых твердых металлов и неметаллических ма­
териалов (стекла, фарфора, пластмасс) со скоростями резания,
превышающими в 3 — 4 раза и более скорости, допускаемые быст­
рорежущими резцами. Недостатком твердых сплавов является
их хрупкость.
В табл. 11 приведены свойства и назначение основных марок
твердых сплавов.
270
£Q- C
5L\0
®
*6 8
§ ОU Л
ass g
§S 2 *
о as о
X
о s^ а”>
C C >? Q
J
п
X
ю
|9 |
8 з “•
sЯ О
g иa
Я^ S
v8 о§с :S'o
s 'g
О - °CQ
О
3 S я
4
«J
s
°o к
в
g
«І
5
<4 g-55 c
s §S к
сплавов
Q.
S
твердых
■»££
Д- Я
s
C0
t0>
S
<v
£ a
X
Ainraexod
ou qiootfdaex
0
со
1о
X
X
ічігвроМ
100
VHH
CO
130
ихоонhodu irat/adu
a, 3 іл
C
fflM
135
zWW/j*
№К
§ {j fc %
® к >8 I
140
и назначение
состав, свойства
Химический
I s" PI i
« § S 2
X
s
к
8
5*
‘Э9илеи Hdu
«
“ S
us 5
s 4
1Л
00
LG
00
00
Ю
ОТ
00
о
s00f
00
CO
CM
BITBJLHBI
tfnpdB)}
ВНВІ.ИІ
tfH9de>i
вю^фчігон
CM
CD
05
00
О)
Oi
05
00
CO
Tf
CM
CQ
CQ
CQ
CQ
O
tf
s
о
sQ.
О
X
X
са
а,
л я
в; СЗ
ОЯ
CQ
271
11
і ё § 3 *1 S
Продолжение таблицы
| S S s * ° §
Ч S м
к C
мQК
s о х 22
Sі ё І
со S ®
«82.,
ч я а>
3.vo
0
І
»я
_
в*
З іCL,&gнgоis 3* а
З c§•...
q fe
O\.2
q £
g
^ Н
Н
А «.
О
« й
я- я
Н
*
н
5
»я *=3 о
со
53
я
§ іcl, о
оа §со sя ^ 2
л
О«2 о: н
8О 25.ї* І5
мо
2 ^ S х ї Q
»К
о
О
О
5 05
s са н
я
^
й
а:
s i s Я- сsя РчяS Ру ^*
Кф
35u g «зге Ь %
j■
r о _
2Я
<
о- s О w g S з
2fraЯя Шо2 я ^b5 ~Q^u ,- VЛjOj
u x
а> «яей н
ЛІ
со
из a>
“ у § * 8 -Й “•
2 S >>я І Щ%
^8 soggi=
8 S'cBKg'geag,
SS. * s S i «
m
и^
5 4
5. U
5 C
«OS л
H
Ї
1 & & а
№
8
8X; § S
I с о;
ч X
о 3
VO §
о О
я ЕГ
я
S
о
• нм ч
S аі о с
а> к
о
сг я в
а> о s
Я
К. . v o
<Я Cl. р;
у о^
ОО
СЬ^
о
ю
оо'
00
ю
оГ
00
о
о
05
05
00
СО
1
1
1
£
CO
CQ
Л
о
S
о са
Л Os
SS
са w
н о-
<я
а,
*0*
Ч <я
о л
CQ
272
Ч W
Шд
я •в*
Н
00
*
rf
Н
79
78
Їґирс1в>1
Т5К Ю
85
БМВСІфчи’Оа
з
|=С
ю
СО
з
с° CQСО З
Т 15К 6
В Н В 1И 1
54
822J 5
^ -XЯ V§O
Я хо
сй
їґирсів)!
Я
*со ая 5г <и
CL
еітехнеї
їґирсів)!
a s
05Й
“fZ О
Я гmа
О
О
►
Q
Н
О
^
оо к 58 ю
* * с. н
ю
130
сЗ
я
.1 л
я
О)
8- 5 £ і
ІГЗЇҐЗС ІЦ
ou qiootfdasx
3 I |Н
“ 2 vo І* *
zww/jn
VHH Лігігзямосі
я- Е яЮ5
8J * g 8 и
1 5 §°-1
« | S яS вWR
: к н_
Й?
. ts §: 8а '^
« ч *! о У
*
со
а>
в
> ° ао
а“ о х
Кк
аw
со и
н я
S
<и £ S <и «
8 5 ? * ^
s
‘эрилеи исш
H ID O H h O d U
w
af-
^ C
Uн
Cu
H со
CO "^ * S* со
^ x‘vo
n о
cJ Q
qjJ
X ^
o<g Q . S о 5 с о
°І If
^
8 tfg'8 ° ё і а
А
О
SR
& і
щ
•я і I
1' $
*5 6О
11
• S3 g
: о- я
•в g
Продолжение таблицы
к
К
е
!5 к
1 S 83
У
£
Я та
®
^
Я
2й
*
ч
Sa
?
2
S'
я
^ °
са »я
м
н о
я
с х „2 2s
к
£9 ^
а» о; си
Н2 Ч g
Й5- >» №ня к
2 5
^
о
S
(Я 1СО 2* я 5 я
с
«
vo
kvo
°
к 5Я
р
°
н ж
*8 8 ао; а»
со
я у
S К Я
a s §
« Й ^
G. 2 <Л
sя як я5 Ь*
в Й
o
a
Я са
£
u
S
^
¥ 5
g S
. 8
й 5 ( и «
5
S
2
ч
«
і g я ш
5*
я
ї
* l l
g
a §
ь о я са
л f a - g ак» м
2 н
о са aj
> ,ё
5
я с
к
S
«5 а
Я2 -
2 5я5
са 2 g У ?»
о s
О
о н s
ІrW
W/j-Я
‘эрилеи Hdu
ихзоньосіи iratfadu
fils
2 І &
о Е = а» «
Яо
са
7J Ж ^
a s s
о «
н н
►а
о
S з:
о
ч
fc
” 9Я к
°
я 5 g
2 2 я
Я
о
е
8 | S S
О
s
8 £
л Я
Э
СЛ
&
2“ С
и
а
а» н £ 2
к я Я л я
5 S к 00 я
Й
2 т
Я
Я я зв
са
о
fe
у 9
= 5
>>
В
CU °
* в
2
X
3
я
а ЕҐ
я
а» чсо
£
си са
о Cl
s 5 i l
Cl _
С
X
*
X
са
Си
з*
о
‘л §
1Й
■ * 2
Ів Я
•8*5
i s yЕҐ
н
о
*
о
ю2 « к
[8 І
л о •н
н
я»я а> < b ’ g
Ул 2 к 5 4
Я 6
са я
О с ©
2 QJ и
Я
CQ ^
0
А 3 s ?
<и
н
& в 8 5Г
8 «
а. Я
К
СГ 3
8
CQ 2
* Cl.
О
& я £
Н їя
К
о
2 « 2
«5
X
Cl
я
о, Si
я я5
р*
Я
я ч
<Я
Я
с й я
Л 2
►Од
ч я и
2 я «
К ® S ° о а
Я 2 н
о д ^ а 2 £ fe
Я я с >)
Ї
а
а ^ п
Я ю
s . О
£гі Я
«-г а>
1 ч >§
6 S
^
й 2
S x l
ч . S * cu
2 5.
s
й
2
«
О р кС
« S
л |Э
2
>■> m
0-0
f-1 я
>»
о t=c я
л о а
о а с
о
05
YHH AinraaMOd
ou qiDotfcteai
00
ічігвром
BHBJLHJL
tfHQdeM
емесіфчігон
tfHQde)!
о
CO
CO
CO
CO
00
CQ
сч
о
со
Н
5
ю
Н
см
Н
Н
л
ft 05
S
J3
® CO
« 4 гг
н ° ^
о о
Я S
са са
са Ч 2
2
2
•4
я
Н ех
я
Н
, CQ
О - «
я о °
Н са w
ян&
н
273
Минералокерамические
сплавы
имеют высо­
кую температурную стойкость (до 1100— 1200° С) и исклю­
чительно высокую износостойкость. Это позволяет обрабатывать
металлы, особенно чугун, резцами с минералокерамическими
пластинами на более высоких скоростях резания по сравнению
с твердосплавными резцами. Основным недостатком минерало­
керамических пластинок является их повышенная хрупкость.
Поэтому при применении резцов с минералокерамическими
пластинками следует избегать ударов, вибраций и других не­
благоприятных условий работы, которые могут привести к раз­
рушению пластинок.
Испытания резцов, оснащенных
минералокерамическими
пластинками, показали, что при получистовом и чистовом точе­
нии .деталей из стали, чугуна и цветных металлов в условиях
безударной работы они могут успешно заменить по произво­
дительности резцы с твердосплавными пластинками. Эти ж е ис­
пытания показали, что минералокерамические пластинки в це­
лях меньшего их выкрашивания и поломок лучше крепить меха­
ническим путем, чем припаивать или приклеивать к стержням.
§ 3. УГЛЫ РЕЗЦА
Для определения углов резца устанавливаются следующие
исходные плоскости: плоскость резания и основная плоскость
(рис. 2 79).
Плоскостью резания называется плоскость, касательная к
поверхности резания и проходящая через главную режущую
кромку.
Основной плоскостью называется плоскость, параллельная
продольной и поперечной подачам. У токарных резцов за эту
плоскость может быть принята нижняя опорная поверхность
резца.
Углы резца (рис. 280) можно разделить на главные углы,
углы в цлане и угол наклона главной режущей кромки.
Г л а в н ы е у г л ы резца измеряются в главной секущей плос­
кости NN, т. е. в плоскости, перпендикулярной к проекции глав­
ной режущей кромки на основную плоскость. К главным углам
относятся: передний угол у, задний угол а, угол заострения р
и угол резания 6 .
Главным задним углом а называется угол между главной
задней поверхностью резца и плоскостью резания.
Углом заострения р называется угол между передней и глав­
ной задней поверхностями резца.
Главным передним углом у называется угол между передней
поверхностью резца и плоскостью, перпендикулярной плоскости
резания, проведенной через главную режущую кромку.
274
Углом резания 6 называется угол между передней поверх­
ностью резца и плоскостью резания.
Главным углом в плане <р называется угол между проекцией
главной режущей кромки на основную плоскость и направле­
нием подачи.
Вспомогательным углом в плане фі называется угол между
проекцией вспомогательной ре­
жущей кромки на основную
плоскость и направлением по­
дачи.
Углом при вершине в плане
е называется угол между про­
екциями режущих кромок на
основную плоскость.
Углом наклона главной ре жущей кромки X называется
угол (рис. 280) между главной
режущей кромкой и линией,
проведенной через
вершину
резца параллельно основной
плоскости. Этот угол измеря­
ется в плоскости, проходящей
через главную режущую кром­ Рис. 279. Исходные поверхности и
плоскости при работе токарного резца:
ку перпендикулярно основной
1 — основная плоскость, 2 — плоскость реза­
плоскости.
ния, 3 —обрабатываемая поверхность, 4 —по­
верхность резания, 5 — обработанная поверх­
Угол наклона главной ре­
ность
жущей кромки считается: рав­
ным нулю, когда главная ре­
жущ ая кромка параллельна основной плоскости (рис. 2 8 1 , 6 ) ;
положительным, когда вершина резца является низшей точкой
режущей кромки (рис. 281, в ) ; отрицательным, когда вершина
резца является высшей точкой режущей кромки (рис. 281, а ) .
Резцы с положительным наклоном главной режущей кромки
(рис. 281, в) получаются более прочными и стойкими. Такими
резцами хорошо обрабатывать твердые металлы, а такж е пре­
рывистые поверхности, создающие ударную нагрузку. При об­
работке таких поверхностей твердосплавными резцами угол на­
клона главной режущей кромки доводят до 10— 20°. Резцы, у
которых вершина — высшая точка режущей кромки, т. е. угол X
отрицательный (см. рис. 281, а ) , рекомендуется применять для
обработки деталей из мягких металлов.
Назначение углов резца. Задний угол а (рис. 280) служит
для уменьшения трения между задней поверхностью резца и об­
рабатываемой деталью. С уменьшением трения уменьшается на­
грев резца и его износ. Однако, если задний угол сильно увели­
чен, резец получается ослабленным и быстро разрушается. При
выборе заднего угла приходится считаться со свойствами обра­
275
батываемого материала и условиями резания. При обработке
мягких и вязких металлов задний угол берут обычно большим,
для твердых и хрупких металлов — меньшим. Однако главным
фактором, от которого зависит величина заднего угла, явля­
ется подача. Опытами установлено, что с уменьшением подачи
износ резца по задней поверхности возрастает, а с увеличением
подачи — уменьшается. Поэтому при чистовой обработке, кото­
рую обычно ведут с малой подачей резца, нужно применять
резцы с большим задним углом, а при обдирочных работах —
с меньшим.
Рекомендуемые на практике значения заднего угла для рез­
цов из быстрорежущей стали указаны в табл. 1 2 , а для твердо­
сплавных резцов — в табл. 18 (стр. 308).
Передний угол у (рис. 280) играет значительную роль в про­
цессе образования стружки. С увеличением переднего угла об­
легчается врезание резца в металл, уменьшается деформация
срезаемого слоя, улучшается сход стружки, уменьшается сила
резания и расход мощности, улучшается качество обработанной
поверхности. Вместе с тем, увеличение переднего угла приводит
276
к ослаблению режущей кромки и понижению ее прочности, к
увеличению износа резца вследствие выкрашивания режущей
кромки, к ухудшению отвода тепла. Поэтому при обработке
твердых и хрупких металлов для повышения прочности инстру­
мента, а такж е его стойкости следует применять резцы с мень­
шим передним углом; при обработке мягких и вязких металлов
в целях облегчения отво­
да стружки следует при­
менять резцы с большим
передним углом. Практи­
чески выбор
переднего
угла зависит не только от
механических свойств об­
рабатываемого материа­
ла, но и от материала
Рис. 281. У глы наклона главной режущей
кромки:
резца и формы передней
а — угол отрицательный, б — угол равен нулю,
поверхности.
в — угол положительный
В настоящее время для
токарных резцов из бы­
строрежущей стали приняты три формы передней поверхности:
п л о с к а я , п л о с к а я с ф а с к о й (см. рис. 29, а) и р а д и ­
у с н а я с ф а с к о й (см. рис. 29, б ) . Плоская форма передней
поверхности применяется редко, главным образом у резцов с фа­
сонной режущей кромкой. Плоская поверхность с фаской приме­
няется у всех типов резцов из быстрорежущей стали — проход­
ных, подрезных, прорезных и расточных для обработки стали
при подаче 5 более 0,2 мм/об. Основное их преимущество перед
резцами с плоской поверхностью без фаски — повышенная проч­
ность режущей кромки за счет уменьшения переднего угла на
фаске; недостаток — стружка сходит прямой лентой, что затруд­
няет работу токаря.
Резцы с фаской и криволинейной канавкой (см. рис. 29, б),
обладающие повышенной прочностью и хорошо завивающие
стружку, применяют для всех типов резцов (за исключением фа­
сонных) при обработке стали, особенно при необходимости обес­
печить стружкозавивание.
Рекомендуемые величины переднего угла для резцов из быст­
рорежущей стали указаны в табл. 12. Передний угол на фаске
принимается равным 0°. Ширина фаски делается немного мень­
ше или равной величине подачи, т. е. /= ( 0 ,8 -^ 1 ) 5 мм.
У резцов, оснащенных пластинками из твердого сплава, пе­
редний угол, как правило, берется меньше, чем у быстрорежу­
щих резцов.
Рекомендуемые величины переднего угла для твердосплав­
ных резцов указаны в табл. 18.
Главный угол в плане ср определяет толщину среза а и шири­
ну среза b (рис. 2 82). Ширина среза равна рабочей длине глав-
277.
Таблица
12
Рекомендуемые величины передних и задних углов
для резиов из быстрорежущей стали
Углы, град
задний угол а
передний угол Y
Форма передней
поверхности
Обрабатываемый материал
£ т а л и углеродистые и легированные,
а в < 50 к Г / м м 2, латунь вязкая . . .
s >
s <
> 0 , 3 мм/об
< 0,3 мм/об
криво­
линейная
с фаской;
плоская
с фаской
плоская
8
12
30
25
.
8
12
25
18
Стали и стальное
литье, углеро­
дистые, легированные и инструменталь­
ные, ав = 8 0 — 120 к Г / м м 2\ серый чу­
гун и ковкий чугун, Н В = 160 —220;
бронза и латунь хрупкие ........................
8
12
25
12
8
12
—
5
Стали и стальное литье, углеродис­
тые, легированные и инструментальные
стали, а в = 5 0 — 80 к Г /мм2\ серый чу­
гун и ковкий чугун, И В < І 160
. .
Чугун, Н В > 220 .......................................
ной режущей кромки, а толщина измеряется перпендикулярно к
ней. При одних и тех ж е подаче и глубине резания с уменьше­
нием угла ф толщина среза уменьшается, а ширина его увеличи­
вается. Благодаря этому теплота, выделяющаяся в процессе
резания, распределяется на большей длине режущей кромки.
Это улучшает отвод тепла от режущей кромки и повышает
стойкость резца, что позволяет значительно повысить скорость
резания и обработать в единицу времени большее количество
деталей. Однако уменьшение главного угла в плане ср приводит
к увеличению сил резания. Особенно сильно возрастает при
уменьшении угла ср радиальная отталкивающая сила, что при
обработке недостаточно жестких деталей может вызвать про­
гибание их, потерю точности, а также сильные вибрации детали
и резца. Появление вибраций приводит к ухудшению чистоты
обработанной поверхности и часто вызывает выкрашивание ре­
жущей кромки резца.
Угол ф обычно выбирают 30— 90° в зависимости от вида
обработки, типа резца, жесткости обрабатываемой детали и
резца и способа их крепления. При обработке большинства
металлов проходными обдирочными резцами можно брать угол
Ф = 45°. При обработке тонких длинных деталей в центрах не­
обходимо пользоваться люнетом либо применять резцы с углом
278
в плане 60, 75 или д аж е 90°, чтобы детали не прогибались и не
возникали вибрации.
Вспомогательный угол в плане ср4 уменьшает трение вспомо­
гательной задней поверхности резца об обработанную поверх­
ность детали. При его увеличении уменьшается угол при верши­
не, вследствие чего ухудшаются условия теплоотвода, умень­
шается стойкость, ухудшается чистота обработанной поверх­
ности. С уменьшением угла <pi, кроме того, увеличивается отжим
резца от обрабатываемой детали, и при недостаточно жестких
деталях могут возникнуть вибрации.
Во избежание вибраций вспомогательный угол в плане ері
для проходных резцов не должен, быть меньше 5°.
Рекомендуется этот угол затачивать:
а) для проходных резцов при обработке жестких деталей
без врезания фі = 5 -7- 10 °;
б) для проходных резцов при обработке нежестких деталей
без врезания фі = 10-^15°;
в) для проходных резцов при обработке нежестких деталей
с врезанием ф і= 2 0 -г3 5 °;
Для отрезных, прорезных и фасонных резцов вспомогатель­
ный угол в плане фі = 1 - f 2 °.
При чистовом и получистовом точении в последние годы
стали применять резцы с дополнительной кромкой, параллель­
ной оси детали, т. е. имеющие вспомогательный угол в плане
ф1 = 0° (см. рис. 299). Такие резцы при обработке жестких дета­
лей с подачами в 5 — 10 раз больше обычных обеспечивают чис­
тоту поверхности 4 — 6 -го классов.
§ 4. УСТАНОВКА РЕЗЦА
Всякий резец должен быть правильно установлен относи­
тельно линии центров станка и надежно закреплен. Правильная
установка вершины резца относительно линии центров станка
279
способствует уменьшению износа резца, повышению точности
обрабатываемой детали и улучшению чистоты обработанной
поверхности. Происходит это потому, что д е й с т в и т е л ь н ы е
в е л и ч и н ы у г л о в р е з а н и я зависят от положения резца
относительно обрабатываемой детали.
Главные углы резца а, у и б зависят от положения вершины
резца по высоте, а углы в плане ср и ері — от у гл а установки
стержня резца относительно обрабатываемой поверхности.
У г л ы р е з ц а , полученные после заточки, сохраняют свое зн а­
чение только в том случае, когда вершина резца расположена на
высоте линии центров, а резец установлен в резцовой головке
перпендикулярно направлению подачи.
6)
Рис 283. Установка вершины резца относительно линии
центров при обтачивании:
о — по линии центров, б — выше линии центров, в — ниже линии
центров
На рис. 283 показаны различные положения вершины одного
и того ж е резца относительно линии центров при продольном
наружном точении:
1) вершина резца установлена точно на высоте линии центров
станка (рис. 283, а ) ;
2) вершина резца установлена выше линии центров станка
(рис. 283, б ) ;
3) вершина резца установлена ниже линии центров станка
(рис. 283, в ).
Если вершина резца расположена выше линии центров, пе­
280
редний угол у ' увеличивается, а задний угол а ' уменьшается;
при этом угол резания 6' тоже уменьшается, так к а к 6 '= 90°—у'.
Т ак ая установка резца благоприятно сказы вается на условиях
резания: стр у ж к а с меньшим трением сходит по передней по­
верхности резца, зави ваясь в спираль, и меньше деформирует­
ся, т ак что в результате уменьшается сила резания. Но в то ж е
время увеличивается трение задней поверхности резца об обра­
батываемую деталь. Р еж у щ ая кромка стремится углубиться в
тело детали по стрелке 1\ это ведет к возникновению вибраций,
понижению точности и чистоты обработанной поверхности, а
иногда и к поломке резца.
Если вершина резца находится ниже линии центров, то пе­
редний угол у" уменьшается, причем он может становиться
меньше 0°, а задний угол а " увеличивается; угол резания 6"
тоже увеличивается. При такой установке вершины резца воз­
растает трение стружки о переднюю поверхность, увеличивает­
ся сила резания. Под давлением стружки резец пружинит и,
отж им аясь от поверхности детали по стрелке 2, снимает мень­
ший слой металла. Опасность поломки резца в подобных случаях
исключена.
На рис. 284, а показаны главные углы расточного резца,
вершина которого установлена по линии центров. Если при рас­
тачивании установить вершину резца выше линии центров
(рис. 284, б) угол а ! увеличится, а угол у ' уменьшится. На-
Рис. 284. Установка вершины расточного резца относительно линии
центров:
о — по линии центров, б — выше линии центров, в — ниже линии центров
оборот, если вершину резца опустить ниже ЛИНИИ центров
(рис. 284, в ), угол а " уменьшится, а угол у " увеличится.
Таким образом, при растачивании углы а и у изменяются в
зависимости от установки вершины резца относительно линии
центров в порядке, обратном изменению этих углов при н а р у ж ­
ном точении.
В каких ж е случаях к какой установке надо прибегать?
1. Вершина резца обязательно устанавливается по л и н и и
281
ц е н т р о в при обработке фасонных поверхностей, чистовом на­
резании резьбы, обработке конусов, а т а к ж е при отрезании.
2.
Д опускается установка вершины резца в ы ш е л и н и и
ц е н т р о в на 1/100 диаметра обрабатываемой детали при н а­
ружном черновом точении, чистовом растачивании и черновом
нарезании резьбы.
Рис 285. Изменение углов в плане <р и
лениях подачи
при различных направ­
3.
Д опускается установка вершины резца н и ж е л и н и и
ц е н т р о в на 1/100 диаметра обрабатываемой детали при н а­
ружном чистовом обтачивании и черновом растачивании.
На рис. 285 наглядно показано изменение углов в плане ср
и фі при различных направлениях подачи относительно тела
нормального проходного резца. При установке стержня резца
перпендикулярно к направлению подачи (обтачивание цилинд­
рических поверхностей, рис. 285, а) углы <р и <pi сохраняют
первоначальное значение. Однако, если обрабаты вать коничес­
кие поверхности резцом, установленным перпендикулярно к оси
вращения детали (рис. 285, б и в ), то углы q/, ф" и ф/, ф/' ме­
няются по величине и д а ж е могут стать отрицательными (ф/'
на рис. 288, в ), что наруш ает правильную работу резца. С ле­
довательно, при обработке конусов (особенно с большой конус­
ностью) необходимо устан авли вать проходные резцы перпенди­
кулярно к образующей конуса.
Глава XX
ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ
§ 1. ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ
На рис. 286 показаны в последовательном порядке отдель­
ные этапы образования стружки при свободном резании твердых
и маловязких металлов.
Под действием силы Р передняя поверхность резца сж имает
находящийся перед ней слой м еталла, вы зы вая в нем вначале
282
упругую (рис. 286, а ) , а затем пластическую деформацию
(рис. 286, б ); не отделяясь от срезаемого слоя, металл увеличи­
вается в ширину и отгибается вверх. В момент наибольшей
деформации, возможной для данного металла, когда напря­
жения в срезаемом слое достигнут величины, превышающей
предел прочности м еталла, про­
исходит сдвиг (скалывание)
сдеформированного элемента
по плоскости ab (рис. 286, в ),
называемой плоскостью сдвига
(скалы ван и я).
Рис. 286. Процесс образования
стружки
Рис. 287. Стружка, состоящая
из отдельных элементов
После скалывания первого элемента стружки резец продол­
ж ает деформировать и скал ы вать следующий элемент (рис.
286, г) по плоскости, параллельной первой и т. д.
Так, по мере перемещения резца один за другим образуются
отдельные элементы, из которых образуется стр у ж к а (рис. 287).
Виды стружек. В зависимости от физико-механических
свойств обрабатываемого металла, элементов режима резания
и геометрии режущего инструмента образуется стр уж к а различ­
ных видов.
При обработке пластичных металлов при небольшой ско­
рости резания, например сталь 45 со скоростью резания
y = 0,5-f-2 м/мин , при большой толщине стружки (а = 2 ~ 4 м м)
и малом переднем угле у = 0 -і- 5°, получают элементную стр уж ку
(см. рис. 17, а ) , состоящую из отдельных, не связанных д руг с
другом, элементов в форме близкой к трапеции.
При повышении скорости резания (для стали 45 до 5—
15 м/мин) стр у ж к а имеет вид ленты различной длины с отчет­
ливо видимыми отдельными элементами, которые в отличие от
283
элементной стружки слабо связаны друг с другом. Т ак ая
стр у ж к а назы вается ступенчатой (см. рис. 17, б).
При дальнейшем увеличении скорости резания, уменьшении
толщины срезаемого слоя или увеличении переднего угла стр у ж ­
ка имеет вид непрерывно сходящей ленты, на которой отдельные
элементы трудно различимы (см. рис. 17, в ). Т акая струж ка на­
зывается сливной .
Разные по виду стружки получаются обычно на одном и том
ж е пластичном металле, но при разйых условиях резания, т. е.
вид стружки зависит от скорости резания, толщины стружки,
переднего угла.
При резании хрупких металлов (чугуна, бронзы) возникают
главным образом упругие (обратимые) деформации, приводя­
щие металл к разрушению. М еталл выры вается в виде изоли­
рованных друг от друга кусочков неправильной формы (см.
рис. 17, г ). О бразую щ аяся при этом стр у ж к а называется
стружкой н адло м а.
У садка стружки. В результате воздействия режущего
инструмента срезаемый
слой пластически
деформируется,
вследствие чего размеры стружки оказываю тся другими, чем
размеры срезаемого слоя: длина стружки становится меньше
длины срезаемого слоя, а толщина — больше толщины среза.
Это наглядно видно на рис. 288. Указанное явление впервые
установил проф. И. А. Тиме и назвал его усадкой стружки.
Д л я характеристики усадки стружки вводится к о э ф ф и ­
ц и е н т у с а д к и . Этот коэффициент представляет собой отно­
шение длины пути, пройденного резцом, к длине срезаемой
стружки, т. е.
где к — коэффициент усадки стружки;
L — длина пути пройденного резцом, м м ;
I — длина полученной стружки, мм.
В зависимости от условий резания коэффициент усадки, к а к
и сам а у с а д к а стружки, не остаются постоянными. На у с а д к у
стружки влияют механические свойства обрабатываемого ме*
талла, геометрия режущей части инструмента, скорость резания,
подача, и охлаждение.
При обработке хрупких металлов (чугун, твердая бронза),
когда образуется стр уж к а надлома, у с а д к а стружки весьма
м ала и коэффициент усадки близок к единице.
При обработке пластичных металлов (сталь, алюминий
и др.) у с а д к а стружки может достигать значения 4—6.
Увеличение переднего угла, подачи, скорости резания, при­
менение смазочно-охлаждающей жидкости приводит к сниже284
нию пластической деформации стружки и, к а к следствие,—
к уменьшению коэффициента усадки.
Нарост. Если осмотреть головку резца при обработке п лас­
тичных металлов, то на его передней поверхности у режущей
кромки можно обнаружить в некоторых случаях небольшой ко­
мочек металла, приварившийся к
резцу под действием высокой
температуры и давления, так н а­
зываемый н а р о с т (рис. 289, а ) .
Явление образования нароста
впервые было изучено Я. Г. У с а­
чевым. Он объяснил образование
нароста застоем нижних слоев
стружки на передней поверхности
резца. Эти наиболее сдеформированные частицы вследствие тре­
ния отделяются от непрерывно
движущ ихся слоев стружки, з а ­
держиваю тся и привариваются
к передней поверхности резца
около режущей кромки, образуя
Рис. 288. Схема, поясняющая
к ак бы новую кромку.
явление усадки стружки
Твердость н ар о став 2,5—3 р а ­
за выше твердости о брабаты вае­
мого металла, благодаря чему нарост сам обладает способно­
стью резать тот металл, из которого он образовался. Нарост име­
ет большое практическое значение для работы режущего инстру­
мента. Он появляется при определенных условиях резания п ла­
стичных металлов (сталь, алюминий и др.), но не наблюдается
при обработке хрупких металлов (чугун, хрупкая бронза).
Положительная роль нароста заключается в том, что он
прикрывает режущ ую кромку резца, предохраняя ее от м ех а­
нического износа сходящей стружкой и теплового воздействия,
и тем самым несколько повышает стойкость резца.
С образованием нароста передний угол резца увеличивается
(рис. 289, б). Вследствие такого изменения переднего угла, д е ­
формация стружки и давление, производимое стружкой на
резец, уменьшаются. Таким образом, процесс резания соверша­
ется с меньшей затратой мощности, создаются благоприятные
условия резания при обдирочных работах.
Однако с образованием нароста ухудш аю тся точность р а з­
меров детали и чистота обработанной поверхности, ввиду того
что нарост и ск аж ает форму режущей кромки резца. Стало
быть, образование нароста нежелательно при чистовых работах.
Появление нароста зависит в значительной степени от в ы ­
бранной скорости резания, величины переднего угл а, состояния
режущ ей кромки и охлаждения. При очень больших (более
285
80 m J m u h ) скоростях резания нарост не появляется на резце.
Уменьшению нароста способствует т а к ж е увеличение переднего
угла резца, высокое качество его заточки и доводки и приме­
нение смазочно-охлаждающей жидкости.
Наклеп металлов. При обработке металлов резанием пласти­
ческой деформации подвергается не только срезаемый слой, но
и поверхностный слой, образовавшийся на детали. При проходе
резца под его давлением поверхностный слой упрочняется. Под
Рис. 289 Нарост на резце (а) и изменение переднего угла (б)
влиянием пластической деформации механические свойства по­
верхностного слоя изменяются: твердость его увеличивается,
пластичность уменьшается. Такое изменение механических
свойств м еталла в результате пластической деформации назы ­
вается наклепом .
Не все металлы подвергаются наклепу в одинаковой степе­
ни. М я гк а я сталь, алюминий, медь подвергаются наклепу силь­
нее, твердые стали — значительно меньше, а чугун почти не
принимает наклепа.
Величина и глубина наклепанного слоя зависят от скорости
резания и подачи: глубина наклепа уменьшается с повышением
скорости резания и увеличивается с увеличением подачи.
Увеличение шероховатости режущей кромки и значительное
затупление резца приводят к увеличению наклепа. Глубина н а­
клепа при работе тупым резцом в 2—3 раза больше, чем при
работе острым резцом; обработанная поверхность получается
низкого качества.
Наклеп зависит т а к ж е от величины переднего угл а: чем
больше передний угол, тем меньше наклеп. Например, при
Y = 5° глубина наклепанного слоя примерно в 2—2,5 раза боль­
ше, чем при угле у = 30°.
286
§ 2. ОСНОВНЫЕ СВЕДЕНИЯ О СИЛАХ, ДЕЙСТВУЮЩИХ НА РЕЗЕЦ
При обработке металлов резанием необходимо преодолеть
силы сопротивления резанию. Они образуются из сопротивле­
ния срезаемого слоя деформации и сдвигу отдельных элементов
стружки, а т а к ж е трения стружки о переднюю поверхность рез­
ца и задней поверхности резца об обрабатываемую деталь.
В дальнейшем рассматривается равнодействующая сил сопро­
тивления резанию (R ).
При точении равнодействующую R расклады ваю т на три
взаимно перпендикулярные составляющие силы, действующие
на резец (рис. 290):
Рг — сила резания, касательная к поверхности резания и совпа­
дающая с направлением главного движения;
Рх — осевая сила, или сила подачи, направленная вдоль оси
обрабатываемой детали в сторону, противоположную на­
правлению подачи;
Ру — радиальная сила, направленная горизонтально и перпенди­
кулярно оси обрабатываемой детали.
Сила резания, сила подачи и радиальная сила измеряются
в килограммах.
Самой большой из трех сил яв ляется сила резания: она при­
мерно в 4 раза больше силы подачи и в 2,5 раза больше
радиальной силы. Сила резания з а ­
висит от механических свойств об­
рабаты ваемого материала, опреде­
ляющих его прочность; от площади
поперечного сечения среза; углов
заточки резца; скорости резания;
качества
смазочно-охлаждающей
жидкости и др.
Большое влияние на величину
силы резания оказы вает прочность
обрабатываемого м атериала и его
способность к упрочнению (н акле­
пу) : чем они выше, тем больше сила
резания.
Чтобы охарактеризовать сопро­
Рис. 290. Силы, действующие
на резец
тивляемость различных материалов
резанию,
установлены
понятия
удельное давление резания и коэффициент резания.
Если силу резания Р г разделить на площадь поперечного
сечения среза f, получим удельное давление резания, обозна­
чаемое буквой р:
р
=
-у -к Г / м м 2.
(20)
287
Следовательно, удельное давление резания есть сила реза­
ния Р 2, приходящаяся на единицу площади поперечного сечения
резца. Из самого определения понятно, что удельное давление
резания измеряется в килограммах на квадратный миллиметр
(сокращенно кГ^мм2).
Удельное давление резания д ля одного и того ж е материала
не является постоянной величиной: оно изменяется с измене­
нием всех факторов, влияющих на силу резания. С увеличением
прочности обрабатываемого материала и угл а резания удельное
давление резания увеличивается, а с увеличением площади по­
перечного сечения среза — уменьшается.
Д л я более точной характеристики сопротивляемости различ­
ных материалов резанию установлено понятие коэффициента
резания. Коэффициентом резания К назы вается удельное д а в л е ­
ние резания в килограм м ах на квадратный миллиметр, измерен­
ное при следующих постоянных условиях резания:
глубина резания t —-5 мм\
подача s — 1 мм/об;
передний угол у — 15°;
главный угол в плане ф — 45°;
р еж ущ ая кромка резца — прямолинейная и горизонтальная;
вершина резца закруглен а радиусом # = 1 мм\
работа производится без охлаждения.
Измеренный при этих условиях коэффициент резания для
к аж до го м атериала является постоянной величиной (табл. 13).
Если известен коэффициент резания К, то умножив его на
площадь поперечного сечения среза f, м м 2, можно определить
(приблизительно) силу резания по формуле *:
P , = K - f кГ.
(21)
Пример. На токарном станке обтачивается вал из машиноподелочной стали
с а в = 60 к Г /м м 2 Определить силу резания, если глубина резания t = 5 мм
а подача s = 0,5 мм/об
Р е ш е н и е . По формуле (21) сила резания
P 2 = K f кГ .
Определяем величину /:
/ = t-s = 5-0,5 = 2,5 м м 2.
По табл. 13 находим значение К для машиноподелочной стали с ав =
— 60 кГ / м м 2:
К = 160 к Г Ім м 2.
Следовательно,
P 2== ;K - f = 160-2,5 = 400 к г :
*
Силы, действующие на резец, можно подсчитать более точно по спе­
циальным формулам (см. Центральное бюро промышленных нормативов по
тр уду. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования работ на токарных станках. Машгиз, 1959).
288
Таблица
13
Средние значения коэффициента резания при наружном точении
Обрабатываемый материал
зв , к Г / м м 2,
д л я стали;
Н В, к Г / м м 2,
д л я чугуна
40—59
50—60
6 0 -7 0
Углеродистые и легированные конструк­
ционные с т а л и ............................................................
•
Чугун серый
.......................................................
Бронза средней твердости
Свинцовистые бронзы
Медь
............................
.....................................
.........................................................................
Алюминий и с и л у м и н .........................................
Дюралюмин ............................................................
То же
.....................................................................
»
.......................
70—80
80—90
90—100
100— 110
Коэффициент
резания К ,
к Г / м ч2
15 0
160
178
200
220
235
255
140—160
100
L60—180
108
114
180—200
200—220
120
—
55
—
—
35
9 5 -1 1 5
—
40
25
35
Более 35
60
80
110
Влияние углов заточки резца на силу резания. На величи­
ну силы резания влияют углы заточки резца, особенно передний
угол y и главный угол в плане ср.
С увеличением переднего угл а сила резания уменьшается
и процесс отделения стружки протекает легче. Однако это не
значит, что передний угол можно делать сколь угодно большим.
При слишком большом переднем угле прочность резца понижа­
ется: реж ущ ая кромка такого резца быстро изнашивается и не­
редко д а ж е выкрашивается. Поэтому, когда выбирают передний
угол, имеют в виду не только уменьшение силы, но и получение
необходимой прочности режущей кромки и стойкости резца.
30
Зак
529
289
Следовательно, чем тверж е и крепче обрабатываемый матери­
ал, тем меньше должен быть передний угол резца.
В некоторых случаях применяют резцы с отрицательным пе­
редним углом; величина его изменяется от —5 до —10°. Такие
передние углы применяют при обтачивании твердосплавными
езцами очень твердых или закаленных сталей а в> 8 0 кГ/мм2.
'трицательный передний угол делается обычно на небольшой
фаске, расположенной на передней поверхности вдоль режущей
кромки (см. рис. 293, б).
При работе резцом с отрицательным передним углом дефор­
мация срезаемого слоя увеличивается, а следовательно, стано­
вится больше и сила, резания. При этом значительно быстрее
растут радиальная (отталкиваю щ ая) и осевая силы.
С уменьшением главного угл а в плане ср силы Р 2 и Р у воз­
растают, причем особенно сильно возрастает радиальная сила
и, наоборот, с увеличением главного угл а в плане силы P z и Р у
уменьшаются. Объясняется это тем, что в первом Случае сопри­
косновение режущей кромки резца со стружкой происходит на
большей длине, а во втором случае — на меньшей. Увеличение
радиальной силы вследствие уменьшения главного угл а в плане
приводит к прогибу обрабатываемой детали и появлению вибра­
ций, особенно когда обрабатываю т длинные и тонкие детали.
Вибрации ведут к выкрашиванию режущих кромок резца, к
ухудшению качества обработанной поверхности. Поэтому для
обработки длинных и тонких деталей в центрах угол в плане
увеличивают с 45 до 70°, а иногда и до 90°.
Влияние скорости резания на силу резания. Многочислен­
ные опыты, проведенные с помощью очень точных динамомет­
ров (прибор для измерения сил), показывают, что сила резания
зависит и от скорости резания. Например, при обработке стали
средней твердости (сталь 45) с увеличением скорости резания
от 1 до 20 м/мин сила резания непрерывно уменьшается; начи­
ная с 20 м/мин до 40—50 м/мин сила резания возрастает, а з а ­
тем при дальнейшем увеличении скорости резания до 250—
300 м/мин сила резания заметно уменьшается.
Таким образом, при скоростном резании сопротивляемость
стали срезанию значительно меньше, чем при резании на малых
скоростях.
Влияние смазочно-охлаждающих жидкостей на силу р еза­
ния. Применение смазочно-охлаждающих жидкостей умень­
шает силу резания по сравнению с работой всухую. Работы а к а ­
демика П. А. Ребиндера и проф. Б. В. Д ерягина показали, что
смазывающие жидкости образуют на поверхности металла тон­
кую пленку, которая уменьшает трение м еж д у передней поверх­
ностью резца и сходящей стружкой, а т а к ж е м еж д у задней по­
верхностью резца и поверхностью резания. Кроме того, см азка,
проникая в микроскопические трещины срезаемого слоя, спо­
В
290
собствует расклиниванию отдельных частиц м еталла. Б лагодаря
этому уменьшается сила сцепления м еж ду отдельными частица­
ми металла, уменьшается сопротивление м еталла резанию.
Чем выше смазывающие свойства жидкости, тем меньше
сила резания. Наилучшими смазывающими жидкостями я в л я ­
ются минеральные и растительные масла и сульфофрезолы.
§ 3. ТЕПЛОТА РЕЗАНИЯ
Во время работы резца в результате пластической деформа­
ции срезаемого слоя отдельные частицы м еталла перемеща­
ются относительно друг друга и вследствие их взаимного тре­
ния при сдвиге образуется тепло. К этому теплу присоединя­
ется тепло от трения стружки о переднюю поверхность резца
и трения задней поверхности резца об обрабатываемую деталь.
Вы деляю щ аяся в процессе резания теплота согласно законам
физики распространяется от точек с высшей температурой
к точкам с низшей температурой и распределяется при токарной
обработке следующим образом: в стр у ж к у уходят 50—85% об­
щего количества тепла; в резец — 40— 10%; в обрабатываемую
д еталь 9—3% ; в окружающую среду около 1%.
Во время работы р еж ущ ая кромка резца через некоторое
время затупляется, и резание таким резцом становится невоз­
можным. Затупление вызы вается истиранием и последующим
разрушением (скалыванием) режущей кромки вследствие тре­
ния стружки и детали соответственно о переднюю и заднюю по­
верхности резца и воздействия силы резания. Выделяющееся при
резании тепло при недостаточном отводе его разм ягчает резец
и р еж ущ ая кромка резца изнашивается интенсивнее.
§ 4. СТОЙКОСТЬ РЕЗЦА
Стойкостью резца назы вается время его непрерывной работы
до затупления, т. е. м еж ду д в у м я переточками. Стойкость резца
измеряется обычно в минутах. На стойкость резца влияют свой­
ства обрабатываемого материала, материал резца, его углы
й форма передней поверхности, скорость резания, площадь по­
перечного сечения среза, охлаждение.
Увеличение твердости или прочности обрабатываемого м ате­
риала, а т а к ж е способности его к наклепу понижает стойкость
резца. Объясняется это тем, что твердый материал оказы вает
большое давление на резец, а с увеличением давления возраста­
ют сила трения и количество выделяющегося тепла.
Стойкость резца в значительной степени зависит и от м ате­
риала, из которого он изготовлен. Резцы лучше изготовлять
из наиболее теплостойкого материала, который вы держ ивает
большую температуру нагрева, не теряя при этом твердости.
Д л я каж дого материала резца существует своя наибольшая тем­
10*
291
пература, при которой р еж ущ ая кромка теряет твердость и быст­
ро тупится. Такой критической (предельной) температурой я в ­
ляется температура 200—250° С (для резцов из углеродистой
стали ); 560—600° С (для резцов из быстрорежущей стали );
800—900° С (для резцов с пластинками из твердого с п л а в а);
1200и С (для резцов с минералокерамическими пластинками).
Таким образом, наибольшей стойкостью при прочих равных
условиях обладают резцы, оснащенные пластинками из твердо­
го сплава; значительно меньшей стойкостью — резцы из быстро­
режущей стали; наименьшей — резцы из углеродистой инстру­
ментальной стали. Это необходимо учитывать при назначении
скоростей резания.
Передний угол у, главный угол в плане ср и форма передней
поверхности оказывают влияние на процесс резания, на легкость
схода стружки, чистоту обработанной поверхности и стойкость
резца. Изменяя углы заточки и форму передней поверхности,
можно добиться значительного повышения стойкости резцов
и их производительности.
Углы заточки нужно выбирать в зависимости от о б р абаты ва­
емого материала, м атериала резца, величины подачи.
Д л я обработки вязких металлов целесообразно применять
резцы с узкой фаской и радиусной канавкой на передней поверх­
ности (см. рис. 29, б ). Тогда стр у ж к а легко завивается, а стой­
кость резца возрастает.
При обработке твердых сталей резцами с пластинками из
твердого сплава нужно упрочнять их режущие кромки. Наибо­
лее просто это достигается за счет уменьшения переднего угла.
Уменьшение переднего угла т а к ж е значительно увеличивает
стойкость твердосплавного резца.
На стойкость резца влияют его размеры: чем массивнее ре­
зец, тем лучше отводит он тепло от режущей кромки и, следова­
тельно, тем больше его стойкость.
Особенно сильно влияет на стойкость резца скорость р еза­
ния. Иногда д а ж е самое незначительное увеличение скорости
резания приводит к быстрому затуплению резца. Например,
если при обработке стали быстрорежущим резцом повысить ско­
рость резания всего на 10%, т. е. в 1,1 раза, резец затупится
в д ва раза быстрее. Наоборот, если скорость резания при тех ж е
условиях незначительно уменьшить, стойкость резца сильно
возрастет.
На стойкость резца оказы вает влияние площадь поперечного
сечения среза. С увеличением последней стойкость резца пони-'
ж ается, но не т а к сильно, как при таком ж е увеличении скорости
резания.
Вот почему токари-скоростники всегда стремятся срезать
припуск за один проход при возможно большей подаче.
Стойкость резца значительно возрастает при охлаждении.
292
§ 5. ОХЛАЖДЕНИЕ ИНСТРУМЕНТА
В процессе резания вы деляется большое количество тепла,
под действием которого режущий инструмент нагревается, т е р я ­
ет твердость и тупится. Чтобы предохранить резец от быстрого
затупления и, следовательно, увеличить срок его служ бы , необ­
ходимо предохранить режущ ую кромку от нагрева выше темпе­
ратур, указанн ы х на стр. 292. Этого можно добиться применени­
ем охлаждающ их жидкостей, назначение которых заключается
в оТводе тепла, возникающего в месте образования с т р у ж ­
ки. Если охлаж даю щ ая жидкость обладает еще и смазывающими свойствами, то она уменьшает трение м еж д у резцом и с т р у ж ­
кой и м еж ду резцом и обрабатываемой деталью. В результате
уменьш ается расход мощности на резание, уменьшается коли*
чество образующегося тепла, инструмент работает более спо­
койно, его р еж ущ ая кромка медленнее изнашивается и в то ж е
время обработанная поверхность получается более гладкой.
При черновой обработке обычно применяют жидкость, кото­
р ая обладает в основном охлаждаю щ ими свойствами. Если к
чистоте обработанной поверхности предъявляют высокие требо­
вания, как, например, при нарезании резьбы, чистовой отделке,
фасонном точении и т. п., охлаж д аю щ ая ж идкость долж н а одно­
временно о х л а ж д ать и см азы вать.
О хлаж даю щ ая жидкость долж на подаваться обильно (эм ул ь ­
сия 10— 12 л!м и н , масло и сульфофрезол 3—4 л/мин)\ неболь­
шое количество жидкости не только не приносит пользы, но д а ­
ж е портит резец, вы зы вая появление на его поверхности мелких
трещин, ведущих к выкрашиванию.
Назначение смазочно^охлаждающих жидкостей при различ­
ных видах токарных работ указано в табл. 14.
§ 6. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ВЫБОР СКОРОСТИ РЕЗАНИЯ
Выбор величины скорости резания зависит от многих ф акто­
ров: свойств обрабатываемого м атериала, качества м атериала
резца, глубины резания, подачи, требуемой стойкости резца, р аз­
меров резца и углов заточки, наличия охлаждения.
Свойство обрабатываемого материала. Чем тверж е обра­
батываемый материал, тем большее усилие требуется д л я его
резания и тем скорее тупится резец в процессе резания. Поэтому
твердый материал нельзя обрабаты вать с такой ж е высокой ско­
ростью резания, к ак мягкий материал. При обработке литых
и кованых заготовок, на поверхности которых имеется твердая
корка, раковины или окалина, необходимо уменьшать скорость
резания по сравнению с той, к а к а я была бы возможна при об­
работке материалов без корки.
Качество м атери ала резца. Обработка с большой скоростью
резания сопровождается образованием значительного количеств
293
294
Нарезание
резьбы
Эмульсия сульфо
фрезол,
растительные и смешанные
масла
Осерненная и простая эмульсия, суреп*
ное или льняное
масло
син
(для
латуни
Всухую, кероВсухую, сурепВсухую, керосин
ное масло
сурепное масло
сурепное масло)
ва тепла. Это вы зы вает быстрое затупление резца, наступающее
тем скорее, чем выше скорость резания и чем сильнее уменьш а­
ются режущие свойства м атериала резца при повышении температуры. При прочих равных условиях резцы из быстрорежущей
стали допускают скорость резания в 2—2,5 раза большую, чем
резцы из углеродистой стали. Еще большую скорость, превыш а­
ющую в 3—4 раза скорость резания резцами из быстрорежущей
стали, выдерживаю т резцы с пластинками из твердого сплава,
а т а к ж е резцы с керамическими пластинками.
Сечение среза. С увеличением площади поперечного сече­
ния среза возрастает сила резания и, следовательно, количество
выделяющегося тепла; затупление резца наступает быстрее.
Однако установлено, что увеличение сечения среза меньше вли­
яет на стойкость резца, чем увеличение скорости резания. Иначе
говоря, затупление резца будет происходить быстрее при увели ­
чении скорости резания-и медленнее при увеличении сечения
среза. Понятно, что для повышения производительности выгод­
нее прибегать к тому из этих д ву х средств, при котором резец
будет затупляться медленнее. Отсюда можно сделать важный
практический вывод: д л я увеличения производительности про­
цесса резания при неизменной стойкости резца целесообразно
увеличивать площ адь поперечного сечения среза и соответствен­
но сниж ать скорость резания.
При чистовой обработке резец снимает незначительный слой
металла при малы х подачах, поэтому скорость резания может
быть значительно увеличена по сравнению со скоростью резания
при обдирочной работе.
Глубина резания и подача. На стойкость резца влияет
площадь поперечного сечения среза (площадь поперечного се­
чения среза представляет собой произведение глубины резания
на подачу, т. е. f = tX s м м 2). Одна и та ж е площадь попе­
речного сечения среза может быть достигнута за счет большой
глубины резания и малой подачи и, наоборот, за счет малой
глубины резания и большой подачи.
Опыты показывают, что увеличение глубины резания значи­
тельно меньше влияет на изменение стойкости резца, чем т а ­
кое ж е увеличение подачи. П оэтому д ля повышения производи­
тельности процесса резания при неизменной стойкости резца це­
лесообразнее увеличивать глубину резани я , чем подачу.
О хлаждение. Особенно целесообразно применять о х л а ж д е­
ние при обработке вязких металлов режущим инструментом из
быстрорежущей стали. В этом случае при неизменной стойкости
инструмента можно повысить скорость резания на 15—25% по
сравнению с обработкой без охлаждения.
При обработке хрупких металлов (чугуна и бронзы) влия­
ние охлаждения на скорость резания значительно меньше. При
обработке чугуна применение охлаждающей жидкости д а ж е
295
создает некоторые неудобства: м елкая струж ка, смешиваясь
с ней, образует грязь,, которая засоряет охлаждаю щ ую систему
станка. Чугун и бронзу обычно обрабатываю т без охлаждения.
Лишь для отделочных работ или при обтачивании особо проч­
ных чугунов можно применять охлаждение.
* Чтобы охлаждение д ав ал о хорошие результаты, необходимо:
1) направлять поток охлаждающей жидкости на стр уж ку
сверху, в то место, где она отделяется от обрабатываемого м а ­
териала, так к ак именно здесь образуется наибольшее количест­
во тепла;
2) начинать подачу охлаждающей жидкости в первый же
момент процесса резания, а не спустя некоторое время, иначе
в сильно нагретом резце могут появиться трещины;
3) следить за тем, чтобы охлаж даю щ ая жидкость соответ­
ствовала обрабаты ваемому материалу и роду выполняемой р а­
боты (см. табл. 14).
Стойкость резца. Выбор скорости резания зависит от тре­
буемой стойкости режущего инструмента. Чем выше скорость
резания при всех прочих равных условиях, тем быстрее изнаши­
вается резец,, тем чаще приходится его перетачивать и тем больше затрачивать времени на его съем и установку на станке. Т а ­
ким образом, частично теряются преимущества от увеличенной
скорости, а при излишнем повышении ее получается д а ж е сни­
жение производительности. Но из этого не следует, что нужно
работать при заниженных скоростях резания. Чтобы можно бы­
ло работать с высокими скоростями резания наши токари-пере­
довики улучшают геометрию инструмента, увеличивают проме­
ж утки времени м еж д у переточками путем подправки лезвия рез­
ца, не снимая его со станка, и т. д. Их достижения не случайны:
за ними кроется большая работа, основанная на глубоком зн а­
нии явлений резания и длительных подготовительных опытах.
Выбор скорости резания. Скорость резания является одним
из основных элементов режима резания, определяющим произ­
водительность обработки на станке.
Выбор скорости зависит от ряда факторов: механических
свойств обрабатываемого материала,, качества м атериала ре­
жущ ей части резца, геометрии резца, стойкости резца, глубины
резания, величины подачи, охлаждающей среды и способа ее
применения и др.
На основании опыта токарей-новаторов передовых заводов
и исследований наших ученых разработаны специальные табли­
цы, по которым можно выбрать необходимую скорость резания.
В качестве примера в табл. 1 (см. стр. 61) приведены д а н ­
ные для выбора скорости резания при точении в определенных
условиях. Скорости резания, приведенные в таблице, п редусм ат­
ривают обработку проходными резцами из быстрорежущей ст а ­
ли без охлаждения. Стойкость резца Т = 60 мин. При условиях,
296
отличающихся от указанных, следует табличные скорости умно­
жить на поправочные коэффициенты, приведенные ниже.
Если при обработке резцами из быстрорежущей стали Р9
или Р18 коэффициент принять равным единице, то для резцов
из углеродистой стали У10А, У12А поправочный коэффициент
будет 0,5 и меньше.
При обработке с охлаждением скорости резания, приведен­
ные в табл. 1 (стр. 61), умножают на коэффициенты 1,15— 1,25
(при обработке машиноподелочной стали), 1,15— 1,2 (при обра­
ботке стального литья).
При растачивании резцы работают в более тяж ел ы х услови­
ях, чем проходные резцы при наружном точении; поэтому при­
веденные в табл. 1 значения скоростей резания умножают на
коэффициент 0,8— 1, в зависимости от диаметра отверстия.
При подрезании торцовых поверхностей табличные скорости
резания умножают на коэффициент 1,05, а число оборотов д е т а ­
ли определяют, относя полученную скорость к наруж ному д и а­
метру детали.
Пример. Определить допустимое число оборотов шпинделя токарного станка
при обтачивании вала из машиноподелочной стали зв = 75 к Г /лш2, если диаметр
вала D = 85 мм, глубина резания £ = 3 мм, подача s — 0,5 мм)об, материал
резца — быстрорежущая сталь Р9, работа ведется с охлаждением.
Пользуясь табл. 1 (стр. 61), определяем допустимую (табличную) скорость
резания при глубине резания t = 3 мм и подаче s = 0,5 мм/об:
утабл = 33 м/мин.
Вводим поправочный коэффициент 1,2 на табличную скорость, учитывающий
работу с охлаждением:
с» = 33 1,2 = 39,6 м/мин.
Определяем допустимое число оборотов шпинделя, соответствующее таблич­
ной скорости резания:
1000 -и
п=
1000-39,6
= -3 ,1 4 -8 5 = 149 об/мин■
Резцы, оснащенные твердыми сплавами, допускают значи­
тельно большие (в 3—4 раза) скорости резания по сравнению
с резцами из быстрорежущей стали. Исключительно высокая
твердость, стойкость и износостойкость современных твердых
сплавов способствовали широкому внедрению в машинострое­
нии скоростного резания металлов.
В качестве примера в табл. 15 и 16 приводятся рекомендуе­
мые скорости резания для различных глубин резания и подач
при продольном точении конструкционных углеродистых и леги­
рованных сталей и чугуна твердосплавными резцами
Скорости резания, указанны е в табл. 15, рассчитаны на впол*
Режимы резания черных металлов инструментом, оснащенным твердым
сплавом НИБТН Главниипроекта при Госплане СССР. Машгиз, 1958.
297
Таблица
15
Режимы резания при точении конструкционных углеродистых и легированных
сталей с пределом прочности при растяжении <jb = 75 кГ /мм 2 резцами
с пластинками из твердого сплава Т15К6. Стойкость резца Т = 90 м и н .
2.1
S'*
f> S
Ч Іа
(-1 СО
Подача s , мм/об
Режим
резания
V,
1
0,1
0,15
0,2
0,25
0,3
0,4
0,5
0,6
0,7
м/мин 270
247
46
234
58
223
216
__
—
—
—
67
78
—
—
—
—
—
—
—
—
Рг, КГ
Ne, к е т
34
1,5
V, м/мин 248
1,5
2
р г . КГ
Ne, к е т
51
vy м/мин
__
Р 2, к Г
М е,
3
4
кет
2,1
—
—
1,9
231
68
2,6
220
95
3,3
V, м/мин
—
_
Р z, к Г
—
—
Ne, к е т
—
—
2,2
2,4
2,8
206
200
180
__
—
—
100
3,4
117
143
—
—
—
—
—
207
198
191
171
158
114
133
4,4
157
4.9
191
5,4
228
6,0
149
259
183
177
138
132
235
6,9
159
286
146
200
340
388
438
96
216
85
3,1
3,9
192
172
5,5
6,0
3,9
4,3
7,5
8,2
6,4
89
_
—
—
V, м/мин
__
_
__
176
168
152
141
132
125
Pz, кГ
—
—
—
266
313
455
518
585
Ne, к е т
—
—
—
382
9.6
7,7
8,8
10,6
11,3
12,1
не определенные условия резания; они предусматривают про­
дольное точение сталей с сгв = 75 кГ/мм 2 резцами с пластинками
из твердого сплава Т15К6 с главным углом в плане <р= 45° при
стойкости резца Г = 90 мин.
Скорости резания, приведенные в табл. 16, рассчитаны на
продольное точение чугуна НВ 180—200 кГ/мм2 резцами с пла­
стинками из твердого сплава ВК8 с главным углом в плане
<р= 45° при стойкости резца Г = 90 мин.
На основании опытных данных при точении стальных деталей по методу В. Колесова рекомендуются значения скоростей
резания, сил резания и мощности, указанны е в табл. 17.
298
Таблица
Режим резания при точении серого чугуна НВ 180—200 кГ/мм2
резцами с пластинками из твердого сплава ВК8. Стойкость резца Т = 90
Подача
Sх
Режим
резания
0,1
V. мімин 122
)
16
р * кГ
Ые кет
15
2
4
0,2
0,25
103
107
28
33
0,49
0,56
0,41
113
22
0,32
V. м/мин 117
108
101
24
33
42
Р» «Г
0,7
Ne, кет
0,46
0,59
97
у, м/мин
94
p z. КГ
Ne, кет
3
0,15
___
104
—
—
44
0.75
97
56
0,9
V, м/мин
__
—
Рр кГ
—
—
Ne кет
—
—
V. M-/MUH
__
__
__
Р»
—
—
—
—
—
—
кот
92
84
1.3
4S
0,78
66
1,0
0,4
0,5
0,6
0,7
97
__
__
__
__
38
0,6
—
—
—
—
—
—
—
88
—
—
—
—
—
—
—
94
57
0,88
90
76
1.1
85
114
84
80
152
1.8
мин
мм/об
0,3
88
98
1,4
132
16
1.6
2,0
69
—
1.0 ' —
85
92
1,3
79
139
1,8
75
184
2,2
81
109
1.4
73
164
2,0
78
126
1.6
68
64
189
213
2,1
68
64
218
252
2,6
24
_
—
—
2,2
59
284
2,7
При условиях, отличающихся от указанны х, следует данные
табл. 15, 16 и 17 умножать ца соответствующие коэффициенты:
Сталь с?в = 50—60 кГ/мм а ..........................................1,6
Сталь ав = 60—70 кГ/мм2 ..........................................1.25
Коэффициенты, учитывающие пределы прочности обрабатываемого материала
Сталь
ов =
70— 80 кГ/мм2
. ........................................... . 1
»
ов =
80— 90
........................................................................................0,84
»
св =
90— 100
Чугун Н В — 140— 160
» //£= 1 6 0 -1 8 0
»
»
....................................................................................... 0,73
»
........................................................................................1,51
....................................................................................... 1,2)
»
299
Таблица
17
Режимы резания при точении конструкционных и легированных сталей
с пределом прочности при растяжении ов = 75 кГ /мм 2 резцами с пластинками
из твердого сплава Т15К6 по методу Колесова.
Стойкость резца Т = 30 мин (по данным ВНИИ)
Подача
11 ?
резания
•,б
и,
192
82
2,58
1,56
Р х> к Г
Ngy кет
15
—
—
_
_
_
_
—
—
—
—
—
—
—
—
—
—
—
=
_
328
6,98
—
—
—
—
—
—
—
—
V, м/мин
178
117
109
104
_
_
Ря, кГ
369
246
123
3,58
5,67
7,6
492
615
10,9
738
—
—
—
-
101
820
13,5
96
984
15,4
17,1
94
90
86
83
1230
18,1
1435
1640
85
1476
82
1722
e, кет
V, м/мин
168
Рр кГ
164
4,5
160
Р р КГ
e,кет
Р 2» к Г
N
e, /сет
141
130
328
7,0
124
126
9,4
117
107
492
9,4
656
11,5
109
100
205
410
615
5,36
8,35 10,9
820
13,4
1025
154
246
96
984
15,4
90
1230
6,2
120
492
9,7
103
738
12,4
у, м/мин
150
116
100
92
р г> кГ
Ney кет
287
574
861
1148
V,
эоо
4,0
Ne, кет
Р * кГ
V, м/мин
4,0
3,5
—
N
3,5
3,0
—
- V, м/мин
2,0
2,5
—
Ne, кет
м
2,0
130
N
2,0
1.5
158
141
192
82
164
246
5,67
2,58
4,24
V, м/мин
1,0
1,0
238
41
V, м/мин
0,5
s, мм/об
Режим
м/мин
Pz, кГ
Ne, кет
.
7,05
10,9
147
113
328
656
7,9
12,3
11,4
98
984
15,8
17,2
88
1312
18,9
15,0
18,1
12,5
20,5
91
1148
19,0
23,1
86
82
78
1435
19,0
1722
23,1
2009
25,6
83
1640
22,3
79
1968
25,4
75
2296
28,1
88
1312
18.8
22,2
78
1968
25,0
75
2296
23,1
72
2624
31.1
1
Чугун Н В = 180—200
НЬ = 200— 220
»
0,85
Коэффициенты, учитывающие марку твердого сплава
Т 3 0 К 4 ...................................................................................1,5
Т 1 5 К 6 ...................................................................................1
Т 1 4 К 8 ...................................................................................0,9
при обработке стали
Т 5 К 1 0 ...................................................................................0,7
ВК2
1,25
ВКЗ
ВК6
1,2
1,15
ВК8
1,0
при обработке чугуна
Коэффициенты, учитывающие стойкость резца
.......................................................................................
1,24
»
45
»
.......................................................................................
» ,
»
60 »
90»
.......................................................................................
.......................................................................................
1,15
1,08
Стойкость 30 мин
1
Коэффициенты, учитывающие главный угол в плане
= 30е
1,13
1,0
Ф = 45°
60°
0,92
<р = 75®
<р = 90е
0.85
0,81
Пример. Определить допустимую скорость резания при обтачивании вала из
конструкционной углеродистой стали ов = 85 кГ/м м 2. Условия работы: глубина
резания / = 3 м м ; подача s = 0,5 мм/об ; резец с пластинкой из твердого сплава
Т5КЮ; главный угол в плане <р= 30®; стойкость резца Т — 30 мин.
По табл. 15 (стр. 298) определяем скорость резания для сплава Т15К6 при
обтачивании стали <тв = 75 кГ /м м 2, для t = 3 мм , s = 0,5 мм/об и угла
Ф = 45°! игабл — 146 м/мин
Поправочные коэффициенты:
на твердый сплав марки Т5К10
....................................................... 0,7
на предел прочности обрабатываемой стали <тв = 85 кГ/мм2
на стойкость резца Т — 30 мин
на главный угол
у-
е
.........................................
плане <р = 3 0 ° .......................................................
0,84
1,24
1,13
146-0,7-0,84-1,24-1,13= 120,2 м/мин
Контрольные вопросы
1.
Какой формы образуется струж ка при обработке вязких и хрупких
металлов? Чем они отличаются?
301
2. Что представляет собой нарост на резце, когда он образуется и как
влияет на процесс резания?
3. Что такое наклеп и как он влияет на процесс резания?
4. К ак определить площадь поперечного сечения среза?
б. Какое назначение имеют у резцов углы: передний, задний, угол з а ­
острения, углы в плане?
6. Какой угол называется углом наклона главной режущей кромки и
каково его назначение?
7. Как изменяются главные углы в зависимости от установки резца от*
носительно высоты центров станка?
8. Какие силы действуют на резец и каково примерное соотношение
м еж ду ними?
9. Как определить силу резания?
10. Что такое стойкость резца? Какие факторы влияют на стойкость
резца?
11. Какие охлаждающие жидкости применяют при резании металлов?
12. К уда должна быть направлена струя охлаждающей жидкости при
точении?
13. Следует ли при обработке чугунных деталей применять охлаждаю*
щие жидкости?
14. Какие факторы влияют на выбор скорости резания?
15. Что оказывает большее влияние на скорость резания: изменение по*
дачи или глубины резания? Какой практический вывод отсюда следует?
РАЗДЕЛ ПЯТЫЙ
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ РЕЗАНИЕ МЕТАЛЛОВ.
ВЫБОР НАИВЫГОДНЕЙШИХ РЕЖИМОВ РЕЗАНИЯ
Глава XXI
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ РЕЗАНИЕ МЕТАЛЛОВ
§ 1. СУЩНОСТЬ СКОРОСТНОГО РЕЗАНИЯ МЕТАЛЛОВ
В 1936— 1937 гг. в Советском Союзе было освоено резание
металлов на скоростях резания, значительно превышающих
(в 3—4 р аза) скорости резания, допускаемые быстрорежущим
инструментом. Этот метод обработки, названный скоростным ре заниєм, нашел широкое применение на заводах СССР.
Обработка стальных деталей с большими скоростями реза­
ния (200—400 м/мин и больше) стала возможной благодаря эф­
фективному использованию твердосплавного режущего инстру­
мента, применению наиболее рациональной геометрии его р е ж у ­
щей части и рациональной эксплуатации металлорежущих стан­
ков.
При работе на больших скоростях резания значительно у в е ­
личивается количество выделяющегося тепла и сокращ ается
время на его отвод. Вследствие этого происходит сильное нагре­
вание стружкой рабочей части режущего инструмента; темпе­
ратура на лезвии резца при скоростном резании может достигать
800—900° С и выше. Резцы из быстрорежущей стали теряют
реж ущ и е‘ свойства уж е при температуре 550—600° С, т. е. они
оказываются непригодными д ля скоростного резания. Резцы, ре­
ж у щ ая часть которых оснащена пластинками из твердого спла­
ва, допускают работу при температуре 800—900° С. Резцы, осна­
щенные минералокерамическими пластинками, могут работать
при температуре 1100— 1200° С.
§ 2. ГЕОМЕТРИЯ РЕЗЦОВ ДЛЯ СКОРОСТНОГО РЕЗАНИЯ
Передний угол резца. Твердосплавные резцы обладают вы­
сокими режущими свойствами, но вместе с тем они хрупки и не­
прочны. Д л я предотвращения выкрашивания режущей кромки
ее требуется упрочнить, иначе она выкрошится раньше, чем ус­
пеет затупиться. С этой целью передний угол у твердосплавных
303
резцов выбирают меньше, чем у быстрорежущих. При обработ­
ке очень твердых и закаленны х сталей, а т а к ж е при прерыви­
стой ударной работе применяют резцы с отрицательными перед­
ними углами y = ( —5 ) т - ( — 10)°.
На рис. 291, а показан резец с положительным передним у г ­
лом, а на рис. 291, б — с отрицательным.
Рис. 291. Резцы с пластинками твердого сплава:
а — с положительным передним углом , б — с отрицательным передним углом
Из сравнения этих резцов видно, что у резца с отрицатель­
ным передним углом угол заострения р больше, чем у резца с
положительным углом, а это повышает его прочность и ул уч­
шает отвод тепла от режущей кромки в тело резца. Кроме того,
у резца с положительным передним углом (см. рис. 291, а ) д а в ­
ление стружки сосредотачивается в точке а — у вершины резца.
Стрелкой показано направление силы Р — давления стружки на
резец. Эта сила стремится изогнуть и сколоть конец пластинки
вместе с -режущей кромкой.
У резца с отрицательным передним углом (рис. 291, б) точка
приложения силы Р отодвигается от режущей кромки в точку .ft.
Сила в этом случае стремится прижать пластинку к телу резца*
Такое направление силы Р весьма благоприятно для пластинки
из твердого сплава, т ак к ак она, работая на сжатие, вы держ и ­
вает, не разруш аясь, примерно в 3—4 раза большую нагрузку,
чем при работе на изгиб. Такие резцы отличаются не только
большей прочностью, но и большей стойкостью по сравнению с
резцами, имеющими положительный передний угол. Объясняется
это лучшими условиями отвода тепла от режущей кромки.
Однако из сказанного не следует делать вывода, что приме­
нение резцов с отрицательным передним углом целесообразно
во всех случаях скоростного резания. Резцы с отрицательным
передним углом имеют следующие недостатки:
1) возрастает сила резания и мощность, затрачи ваем ая на ре­
зание;
2) значительно возрастает радиальная сила, вы зы вая отжим
304
и вибрации при обработке недостаточно жестких деталей (тон­
кие валики, винты и д р .);
3)
увеличивается выделение тепла, что приводит к повышению
температуры в зоне резания.
Опыт токарей-скоростников, а т а к ж е исследования наших
ученых показали, что резцы с отрицательным передним углом
следует применять при скоростном точении и растачивании твер­
дой стали, у которой а в> 8 0 кГ/мм 2, при скоростном резании
стальных деталей по окалине и корке (штамповка, поковки и
литье), при точении закаленных сталей.
Резцы с отрицательным передним углом могут быть успешно
использованы и при обработке прерывистых поверхностей, ког­
д а резец подвергается уд ар ам . Резец, имеющий положительный
передний угол, воспринимает удар вершиной (рис. 292, а ) — по­
ломка пластинки в этом случае неизбежна. При отрицательном
переднем угле (рис. 292, б) удар будет восприниматься не вер­
шиной резца, а более упрочненной частью пластинки.
Резцы с положительным передним углом следует применять
при скоростной обработке мягкой и средней твердости сталей
(марок 20, 30, 45 и др.), незакаленных легированных сталей
(20Х, 40Х и др.), серого чугуна и цветных металлов.
Рис. 292. Работа резца с пластинкой твер­
дого сплава при прерывистом резании:
а — при положительном переднем угле, 6 — при
отрицательном переднем у гл е
Форма передней поверхности резца. При скоростном реза­
нии форма передней поверхности резца имеет большое значение
д л я повышения производительности труда, качества обработан­
ной поверхности, стойкости резца, расхода твердого сплава и
затраты мощности на резание.
Применяется несколько форм передней поверхности резцов с
пластинками из твердого сплава.
Плоская
передняя
поверхность с положи­
т е л ь н ы м п е р е д н и м у г л о м (рис. 293, а ) была долгое
время наиболее распространенной. Известно, что положитель­
ный передний угол помогает лучшему сходу стружки и, следо­
вательно, облегчает резание. При увеличении переднего у гл а
305
уменьшается давление стружки на резец, а следовательно, и р ас­
ход мощности, улучш ается чистота обработанной поверхности,
уменьшаются вибрации. Но с увеличением положительного пе­
реднего угл а ослабляется прочность режущей кромки, сн и ж а­
ется т а к ж е и стойкость резца вследст­
вие плохого отвода тепла от режущей
кромки. Т ак ая форма передней повер­
хности (плоская с положительным пе­
редним углом) может быть использо­
вана лишь д ля обработки мягких м е­
таллов, например стали с сгв< 8 0
кГ/мм 2, алюминиевых сплавов, мягкого
чугуна.
Чтобы избеж ать недостатков рез­
цов с плоской передней поверхностью
и положительным передним углом при
обработке сталей с сгв> 8 0 кГ/мм2 была
разработана и внедрена еще одна
форма
передней поверхности — п л о с ­
t)
к а я с ф а с к о й (рис. 293, б ). Р е з­
цы с такой формой передней поверх­
ности имеют узкую фаску f вдоль ре*
жущ ей кромки (шириной, примерно
равной 0,8 величины подачи), накло­
ненную под углом Y2= ( —3°) -г ( —5°),
и основную переднюю поверхность,
наклоненную под углом у = 25°.
Установлено, что т а к а я фаска зн а­
чительно упрочняет режущ ую кромку,
Рис. 293. Форма передней
поверхности резца:
способствует нормальному износу рез­
а — плоская с положительным
ца, исключает возможность выкраш и­
передним углом, б — плоская
с фаской, в — радиальная с
вания режущей кромки, к ак это б ы ва­
фаской
ет у резцов с положительным перед­
ним углом без фаски; при этом значи­
тельно повышается (в д ва раза и более) стойкость резца (см.
рис. 294), уменьшается расход твердого сплава при переточках.
Поэтому токари-скоростники при обработке сталей с <тв = 80—■
110 кГ/мм2 предпочитают резцы с этой формой передней поверх­
ности резцам с плоской передней поверхностью и положитель­
ным передним углом. Но при обработке сталей с а в> 1 1 0 кГ/мм2
и эти резцы недостаточно прочны; такие стали следует обраба­
ты вать резцами с отрицательным передним углом, что повышает
механическую прочность пластинки из твердого сплава и предо­
твращ ает ее выкрашивание.
Существенный недостаток имеют резцы с плоской передней
поверхностью и фаской т а к ж е и при обработке вязких сталей;
сливная струж ка, сходящ ая в виде сплошной ленты, нам аты ­
306
вается на обрабатываемую деталь и резец и становится опасной
д л я рабочего. Вот почему при обработке вязких металлов т о к а ­
ри-скоростники часто предпочитают резцы с передней поверх­
ностью иной формы — р а д и у с н о й с ф а с к о й (см. рис.
293, в ).
В настоящее время эта форма передней поверхности я в л я ­
ется наиболее распространенной при скоростной обработке в я з ­
ких металлов, т а к как, сохраняя все преимущества плоской пе­
редней поверхности с отрицательной фаской, она способствует
Рис. 294. Сравнительная стойкость резцов при различных формах
передней поверхности
хорошему завиванию стружки в спираль и обеспечивает резцу
еще более высокую стойкость (см. рис. 294). Токари-скоростни­
ки широко применяют резцы с радиусной канавкой
При обработке чугуна, когда образуется стр у ж к а надлома,
не следует применять резцы с радиусной канавкой, т а к к а к они
быстро изнашиваются. В этих случаях лучшей формой передней
поверхности яв ляется плоская (см. рис. 293, а ) с положитель­
ным передним углом.
В табл. 18 приведены рекомендуемые величины переднего
угл а для твердосплавных резцов в зависимости от формы перед­
ней поверхности и механических свойств обрабатываемого м ате­
риала.
Задний угол резца. Величина заднего угл а в отличие от пе­
реднего почти не зависит от механических свойств о б р абаты ва­
емого м атериала, а зависит от условий обработки. Установлено,
что задний угол следует уменьшать при больших н агрузках на
резец, т. е. при обдирочных работах, и увеличивать при работе
с малыми подачами. Практически задний угол д л я твердосплав­
ных резцов выбирают в пределах а = 6—8° для обдирки и а=*
10— 12° для чистового точения (табл. 18).
Углы резц а в плане. При выборе углов в плане — главного
угл а <р и вспомогательного угл а фі — д л я твердосплавных рез307
Таблица
18
Передний и задний углы твердосплавных резцов (рекомендуемые)
Углы , град
материал
s > 0,3 мм/об
Обрабатываемый
s <0,3 мм/об
Задний угол а
Передний угол 1
Форма передней
поверхности
радиусная
с фаской;
плоская
с фаской
плоская
Стали углеродистые и легиропанные:
12
8
15
— 5
...............................
12
—
—
— 10
..........................................
..........................................
10
10
6
6
12
—
8
-
12
8
15
ав < 110 кГ /м м 2 ............................
ав > 1 1 0
Чугун серый:
НВ < 220
НВ > 2 2 0
»
Ч угун ковкий:
Н В — 140 4- 150
............................
—
цов следует руководствоваться правилами, изложенными на
стр. 277—279.
Радиус закругления вершины резца. Радиус оказы вает зн а­
чительное влияние на чистоту обработанной поверхности. Иссле­
дованиями установлено, что большие значения радиуса з а к р у г ­
ления вершины обеспечивают более высокий класс чистоты.
Вместе с тем резцы с большим радиусом закругления вершины
при обработке деталей недостаточной жесткости приводят к про­
гибу деталей и вибрациям. Чтобы избежать вибраций и сопут­
ствующего им быстрого разрушения режущей кромки, радиус
закругления вершины твердосплавного резца нужно делать не
более 0,5— 1 мм.
Д л я упрочнения вершины твердосплавных резцов рекомен­
дуется вместо закругления вершины затачивать небольшую пе­
реходную кромку шириной 1—2 мм с углом в плане ф = 10—20э.
§ 3. СОВРЕМЕННЫЕ КОНСТРУКЦИИ ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ РЕЗЦОВ
Широкое применение для высокопроизводительной обработ­
ки металлов нашли резцы, разработанные и внедренные токарями-скоростниками, работниками научно-исследовательских ин­
ститутов и др. Ниже описано несколько конструкций таких рез­
цов, зарекомендовавших себя на практике.
308
Резец
с неперетачиваемой
многогранной
т в е р д о с п л а в н о й п л а с т и н к о й (рис. 295) — это резец
конструкции, разработанной Всесоюзным научно-исследователь­
ским инструментальным институтом (ВН И И ).
Резец состоит из стержня 1 с запрессованным в него штиф­
том 3. На штифт свободно надевается многогранная твердо­
сплавная пластинка 2. З акрепляется пластинка заклиниванием
Рис. 295. Резец с неперетачйваемой многогранной твердо­
сплавной пластинкой конструкции ВНИИИ
се м е ж д у штифтом и задней опорной стенкой стержня с помо­
щью клина 4 и болта 5.
Многогранные пластинки имеют трех-, четырех-, пяти- и
шестигранную форму. Новые пластинки затачиваю тся только по
фаскам (шириной 0,2—0,4 м м ) вдоль режущих кромок на до­
водочном чугунном диске с применением порошка карбида
бора.
Такие резцы успешно применяются при наружном обтачива­
нии, подрезании торцовых поверхностей и растачивании отвер­
стий. Особенно пригодны они д ля чистовой и получистовой
обработки на повышенных режимах. Основное преимущество
многогранных резцов состоит в том, что после затупления одной
режущей кромки упорный клин 4 освобождается, после чего п ла­
стинка поворачивается и в работу вступает после закрепления
клина, следующая р еж ущ ая кромка. После затупления всех ре­
ж ущ их кромок пластинка больше не перетачивается, а в озвра­
щ ается в переработку.
Следовательно, такой резец имеет повышенную стойкость,
обеспечивает повышение производительности труда (за счет р а ­
боты на более высоких реж имах резания) и весьма экономичен.
Р е з е ц к о н с т р у к ц и и В. К. С е м и н с к о г о представ­
л яет собой проходной токарный резец с порожком для ломания
стружки (рис. 296). Пластинка 1 из твердого сплава Т15К6 при­
паивается к стержню 2 на 5 мм ниже верхней поверхности стерж ­
ня. Радиусный уступ 5, выфрезерованный в теле стержня
и подвергнутый после напайки пластинки 1 электроупрочнению
твердым сплавом, выполняет роль стружколомателя. С ходящ ая
30?
стр уж ка, упираясь в уступ, завивается, а в некоторых случаях
ломается на кольца небольшой длины.
Все углы резца показаны на рис. 296. Эти резцы успешно
используются при точении заготовок из стали марок 45, 40Х,
Ст. 3.
Рис 296. Резец конструкции лауреата Государственной премии
токаря В. К. Семи не кого
Рис 297. Резец КБЕК
Р е з ц ы К Б Е К * (рис. 297) применяют при обработке вы ­
соколегированных и закаленны х сталей. Эти резцы оснащены
*
КБЕК — начальные буквы фамилий авторов резца: Кривоухов, Бруштейн, Егоров и Козлов.
310
пластинками из твердого сплава Т15К6 и характеризую тся тем,
что имеют малы е углы в плане ф= 10—20°, фі = 10° и радиус з а ­
кругления вершины /? = 0.
Применение резцов с малыми углами в плане способствует
упрочнению твердосплавной пластинки, улучш ает отвод тепла
от режущей кромки, повышает стойкость резца. Б лагодаря этим
особенностям резцы КБЕК при обработке высокопрочных и
труднообрабатываемых металлов, например закаленных на в ы ­
сокую твердость сталей, допускают скорости резания в 2—4 р а­
за большие по сравнению с другими скоростными резцами. Т а ­
кие труднообрабатываемые стали, к а к нержавеющие и зак ал е н ­
ный хромансиль, можно обрабаты вать этими резцами со скоро­
стью резания 200—300 м/мин.
При работе резцами КБЕК сильно возрастает радиальная
сила Ру, следовательно, возможны вибрации и прогиб детали.
Поэтому резцы КБЕК могут быть использованы д ля получистовой и чистовой обработки на проход или при наличии жесткой
системы станок — приспособление — инструмент — деталь.
При малом угле в плане невозможно работать с большой
глубиной резания. Д л я устранения этого недостатка предложе­
на конструкция резца КБЕК с главной режущей кромкой 1,
вспомогательной кромкой 2 и переходной режущей кромкой 3
шириной в 1—2 мм (рис. 298), наклоненной под углом 10—20°
к оси станка.
Такой резец имеет углы: ф= 45-^75°; фі = 10°;
Y= —5°; а= 1 2 °; R = 0. Резцы такого типа при наличии мощного
станка и достаточной жесткости системы станок — деталь — ре­
зец позволяют вести обработку с любой глубиной резания, до­
пускаемой длиной главной режущей кромки.
311
Проходной
резец
конструкции
токаря
В. А. К о л е с о в а (рис. 299), предназначен для работы на
больших подачах
3 мм/об. Резец оснащен пластинкой из
твердого сплава Т15К6 и имеет три режущие кромки. Главн ая
реж ущ ая кромка 1 с главном углом в плане 45° выполняет ос­
новную работу резания. Вспомогательная р еж ущ ая кромка 2
(шириной на 0,5 мм больше подачи), расположенная п араллель­
но оси обрабатываемой детали, срезает остающиеся гребешки
и повышает чистоту обработанной поверхности. Переходная ре­
ж у щ а я кромка 3 предохраняет вершину резца от скалывания и
облегчает работу кромки 2. Она имеет ширину около 1 мм и
угол в плане 20°. Режущ ие кромки 1 и 2 имеют узкие фаски ши­
риной 0,2—0,3 мм с отрицательным передним углом уф= —5°, по­
лученные доводкой.
Рис. 299. Проходной
резец конструкции
В. А. Колесова
токаря-новатора
Передний угол — положительный, 5 —8°. Задние углы р ав ­
ны 3—5°.
Д л я ломания стружки на передней поверхности вытачивают
стружколомательную к ан авк у шириной 8— 10 мм и глубиной
1— 1,5 мм. Эта к ан авк а расположена под углом 15—20° к гл а в ­
ной режущей кромке (см. рис. 299).
При применении этого метода точения (с большими подачами)
повышается в несколько раз производительность, уменьшается рас312
ход мощности; чистота обработанной поверхности получается 4—
6-го классов ( V 4 — V 6) ГОСТ 2789—51.
Д л я получения обработанной поверхности без гребешков ре­
зец нужно устанавливать так, чтобы реж ущ ая кромка 2 распо­
л агал ась строго параллельно оси детали, а вершина резца была
ниже центров на 0,02 диаметра детали.
§ 4. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СТАНКАМ
ДЛЯ СКОРОСТНОГО ТОЧЕНИЯ
К станкам для скоростного точения предъявляют более вы ­
сокие требования, чем к обычным токарным станкам.
Самое название скоростной станок ук азы в ает на то, что с та­
нок предназначен д ля работы на больших скоростях резания
режущими инструментами, оснащенными пластинками из твер­
дых сплавов или минералокерамическими пластинками. Такой
станок должен иметь достаточно высокие числа оборотов шпин­
деля (1000—3000 об/мин). Естественно, что скоростной станок
должен иметь и более мощный электродвигатель, так к ак мощ­
ность растет пропорционально скорости резания.
При работе на высоких скоростях резания появляется опа­
сность возникновения вибраций вследствие недостаточной ж ест­
кости станка, излишних зазоров в подшипниках шпинделя и в
подвижных соединениях суппорта, неуравновешенности отдель­
ных быстровращающихся частей с т а н к а — патрона или обраба­
тываемой детали. При работе резцами с отрицательными перед­
ними углами увеличивается сила резания, особенно радиальная
(отталкиваю щ ая) сила. В результате отдельные части станка
н агруж аю тся значительно больше, чем при обычном точении.
Следовательно, для спокойной работы станка его отдельные час­
ти должны обладать достаточной жесткостью и виброустойчи­
востью. Особое значение имеет увеличение жесткости шпинделя,
суппорта и задней бабки.
В станках для скоростного точения шпиндель должен в р а ­
щаться без биения и вибраций; необходимо т а к ж е устранить з а ­
зоры в подвижных соединениях суппорта (это является одним
из условий работы станка без вибраций), однако необходимо в
то ж е время обеспечить плавное перемещение каретки и попереч­
ной части суппорта по их направляющим.
При скоростном резании вспомогательное время бывает в
2—2,5 раза больше основного (машинного) времени, поэтому
уменьшение вспомогательного времени повышает эффективность
использования станка.
Станки для скоростного резания должны иметь автомати­
ческое и другие устройства, позволяющие сокращать вспомога­
тельное время: на установку и закрепление деталей (быстродей­
ствующие пневматические, электромеханические и механические
313
патроны, самоцентрирующие люнеты и т. п.); на смену скоростей
вращения шпинделя; на смену подачи; на быстрые холостые пе­
ремещения суппорта к ак в продольном, т а к и поперечном на­
правлениях; на измерение деталей (лимбы д ля отсчета продоль­
ных и поперечных перемещений суппорта); на точное выключе­
ние подачи.
§ 5. ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ СКОРОСТНОМ РЕЗАНИИ
При скоростной обработке деталей в центрах рекомендуется
применять в р а щ а ю щ и й с я з а д н и й ц е н т р . На рис. 38
был показан такой центр. Однако этот центр часто оказы вается
недостаточно жестким и является причиной возникновения
вибраций. Поэтому на токарных станках, предназначаемых д л я
скоростной обработки крупных валов или для снятия крупных
стружек, используется вращающийся центр, встроенный в пи­
ноль задней бабки (см. рис. 39). Такое устройство обеспечива­
ет большую жесткость и устойчивость детали и предохраняет
от возникновения вибраций.
При обработке деталей с большим числом оборотов скорость
перемещения суппорта получается значительной. Токарь прак­
тически не может своевременно выключить механическую пода­
чу вручную. Д л я этой цели скоростные станки оборудуются спе­
циальными
устройствами — у п о р а м и
и
быстродей­
с т в у ю щ и м, и в ы к л ю ч а т е л я м и д л я а в т о м а т и ч е с ­
кого в ы к л ю ч е н и я подачи.
При обработке на токарных станках цилиндрических деталей
с уступами, например ступенчатых валиков, диаметр и длина
отдельных ступеней которых должны быть постоянными, для со­
кращения времени на измерение применяют у п о р ы , о г р а н и * *
чивающие продольные и поперечные переме­
щ е н и я р е з ц а . Применение продольных и поперечных упо­
ров позволяет обрабатывать детали без забора пробных стру­
ж ек и измерения каж дой детали.
П р о д о л ь н ы е у п о р ы , обычно устанавливаемы е на пе­
редней направляющей станины, применяются нескольких кон­
струкций: простые упоры (см. рис. 52), упоры с микрометри­
ческим устройством (рис. 300), с применением индикатора
(рис. 301) и др. Продольное перемещение суппорта произво­
дится до его соприкосновения с упором. Индикаторные упоры
в сочетании с мерными плитками позволяют получить высокую
точность обрабаты ваемы х деталей при значительном сокращении
времени на их измерение.
М н о г о п о з и ц и о н н ы е п р о д о л ь н ы е у п о р ы позво­
ляют обтачивать ступенчатые валики с близко расположенными
ступенями. На рис. 302 показан четырехпозиционный упор 5 б а ­
рабанного типа. Жесткий упор 1 с ограничителем 3 устанавли­
314
вают на передней направляющей станины и закрепляют на ней
д ву м я болтами 2. Д иск 4 можно поворачивать относительно б а­
рабана 5, прикрепленного к боковой стенке фартука. В диск 4
ввернуты четыре упорных винта 6, которые можно устан авли ­
вать на требуемую длину.
Рис. 300. Упор с микрометрическим
устройством
Рис. 301. Упор с применением индикатора
Продольное перемещение суппорта при обтачивании каждой
ступени валика производится до соприкосновения соответствую­
щего упорного винта 6 с ограничителем 3. Перед обтачиванием
следующей ступени нужно повернуть диск 4 с накаткой относи­
тельно барабана 5 до положения, определяемого фиксатором
(на рис. 302 не показан).
многопозиционного
поперечного
Устройство
у п о р а показано на рис. 303. В боковой стенке поперечных с а ­
лазок жестко закрепляют болтами неподвижный сухарь 1 . На
поворотном валике 2, имеющем четыре или более продольных
паза 3, закрепляют упоры 4\ положение каж дого из них опреде­
ляется предварительно по заданному диаметру детали. Д л я то­
чения каждой следующей ступени валик 2 поворачивается за на­
катанную головку на соответствующую часть оборота.
315
Чтобы правильно установить упоры на поворотном валике,
вытачивают обычным способом первую деталь, тщательно вы ­
д ер ж и вая размеры всех ее уступов. В дальнейшем эту деталь
используют в качестве эталона д л я установки неподвижных упо­
ров на поворотном валике. Порядок установки должен быть
следующий. Установив образцовую деталь на станке, сначала
подводят резей к первому уступу так, чтобы вершина резца кос­
нулась поверхности уступа. Когда касание произойдет, зак р еп л я­
ют первый упор так, чтобы он вплотную соприкасался с непод­
вижным сухарем 1. Такое закрепление упора относительно непод­
вижного сухаря определяет точное положение резца для обтачи­
вания уступа такого ж е диаметра у других деталей. Затем резец
подводят ко второму уступу и, повернув валик 2, закрепляю т на
нем, к ак и в первом случае, второй упор и т. д.
При скоростном резании очень важное значение имеет
б ы с т р ы й о с т а н о в ш п и н д е л я после выключения стан­
ка. Д ля этого станки 1К62, 1К620 и некоторые другие оборудо­
ваны б ы с т р о д е й с т в у ю щ и м и т о р м о з а м и , благодаря
чему время вращения шпинделя по инерции сокращ ается в 3—4
раза (см. рис. 246).
3
ь
W
п
Рис 304. Пневматический патрон:
1 , 2 — центральные каналы, 3 — цилиндр, 4 — поршень, 5 — шток, 6 — штанга, 7 — шпиндель
станка, 8 — ползун, 9 — коленчатые рычажки» 10 — плечи, 11 — патрон, 12 —- распределитель­
ный кран, 13 — рукоятка
Главное требование при работе на высоких скоростях состо­
ит в том, чтобы деталь и резец были прочны и жестко закрепле­
ны. Это способствует уменьшению вибраций и является о б яза­
тельным требованием к ак в отношении достижения заданной
точности обработки, т а к и в отношении техники безопасности.
317
К приспособлениям, обеспечивающим быстрое и надежное
закрепление деталей, относятся п а т р о н ы п н е в м а т и ч е с ­
к ие , п а т р о н ы с п л а с т и ч е с к о й м а с с о й и др.
На рис. 304 показана конструкция пневматического патрона.
Н а левом конце шпинделя закреплен воздушный цилиндр 5, вну­
три которого имеется поршень 4 . С ж аты й воздух по трубкам по­
ступает в каналы 1 и 2, откуда направляется в правую или л е­
вую полость цилиндра. Если воздух поступает по кан ал у 1 в л е ­
вую полость цилиндра, то поршень вытесняет воздух из правой
полости цилиндра по к ан ал у 2, и наоборот. Поршень связан со
штоком 5, соединенным со штангой 6 и с ползуном 8, который
действует на длинные плечи 9 коленчатых рычажков, короткие
плечи 10 которых перемещают заж имны е кулачки 11 патрона.
Длина хода кулачков составляет 3—5 мм. Поэтому при из­
менении диаметра обрабаты ваемы х деталей кулачки прихо­
дится переставлять или менять. Д авление воздуха обычно со­
ставляет 4—5 кГ/см2. Д л я приведения в действие пневматичес­
кого цилиндра на корпусе коробки скоростей устанавливается
распределительный кран 12 , поворачиваемый рукояткой 13.
Д л я сокращения времени на закрепление деталей токарискоростники вместо хомутиков с ручным заж имом часто приме­
няют р и ф л е н ы е п е р е д н и е ц е н т р ы (рис. 305), которые
не только центрируют деталь, но и выполняют роль поводка.
При нажиме задним центром рифления врезаются в обрабаты ­
ваемую деталь и передают ей вращение. Д л я полых деталей при­
меняют прямые (рис. 306, а ) , а д л я валиков — внутренние (об­
ратные) рифленые центры
(рис. 306, б). Такой способ
крепления позволяет обта­
чивать детали по всей длич
не за одну установку, в то
время к а к те ж е детали о
обычным центром и хомути­
ком могут быть обточены
только за две установки, что
Рис. 305. Применение рифленого центра
значительно
увеличивает
при обтачивании пустотелой детали
время обработки.
Еще более надежное з а ­
крепление деталей типа втулок достигается при использовании
рифленого переднего центра 1 и вращающегося заднего центра
3 с грибком 2 (рис. 307).
Показанные на рис. 306 и 307 рифленые центры пригодны
как д л я обдирочных работ (глубина резания 3—5 мм и подача
0,5—0,75 мм/об ), т а к и д л я отделочных работ.
Д л я токарных работ с глубиной резания до 2 мм и подачей
до 0,5 мм/об применяют с а м о з а ж и м н ы е
хомутики,
одна из конструкций которых показана на рис. 308.
318
В корпусе 1 самозажимного хомутика установлен кулачок 4%
конец которого имеет рифленую поверхность 2. После установки
хомутика на деталь рифленая поверхность 2 к ул ачка под дей­
ствием пружины 3 прижимается к детали. После установки
Рис. 306. Рифленые центры для токарной обработки:
а — наружный, б — внуті>енний
в центры и пуска станка палец 5 поводкового патрона, н аж и ­
м ая на кулачок 4 У заклинивает д етал ь и приводит ее во вращ е­
ние. Такие самозажимны е хомутики значительно сокращают
вспомогательное время.
J
J
Проф и пь Ji/ б а
Рис. 307 Рифленый передний центр и
вращающийся задний центр с грибком
Рис. 308. Самозажимной
хомутик
Д л я быстрого закрепления пруткового м атериала диаметром
до 50 мм применяют ц а н г о в ы е п а т р о н ы . Такой патрон
простой конструкции показан на рис. 309. Коническим хвосто­
виком / патрон устанавливается в коническое отверстие шпин­
дел я передней бабки. В выточке патрона установлена разрезная
пружинящ ая втул ка 2 с конусом, н азы ваем ая ц а н г о й . В от­
верстие цанги 2 вставляют обрабатываемый пруток. Затем клю­
чом навертывают на корпус патрона гай ку 3. При навертывании
гайки пруж инящ ая цанга сж и мается и закрепляет пруток, не д е ­
формируя заж и м аем ую поверхность.
319
Большое удобство представляют б е с к л ю ч е в ы е ц а н г о ­
в ы е п а т р о н ы (рис. 310), навертываемые на шпиндель стан­
ка. Заж им осуществляется поворотом маховика 1 , который через
зубья диска 2 и двойное зубчатое колесо 3 передает вращение
колесу 4, являю щ емуся одновременно и гайкой для цанги 5.
При вращении колеса цанга пе­
ремещ ается вдоль ее оси и з а ­
крепляет
деталь.
Недостаток
этих патронов — ручной заж им
цанги, осуществляемый только
при остановке шпинделя.
При обработке деталей с по­
вышенными требованиями к кон­
центричности цилиндрических по­
верхностей (втулки, кольца и др.)
применяют более совершенное по
Рис. 309 Нормальный цанговый патрон
а)
Рис. 310. Цанговый бесключевой
патрон
6)
Рис. 311. Самоцентрирующий патрон с пластической массой:
а — принципиальная схема работы патрона, б — патрон с пластической массой д л я зажима
детали по наружному диаметру;
J — нажимной винт, 2 — плунжер, 3 — центрирующая втулка, 4 — корпус патрона, 5 — .обра­
батываемая деталь, 6 — гидропластмасса
320
сравнению с цанговыми и кулачковыми патронами — с а м о центрирующие патроны с пластической массой
(рис. 311). В этих патронах заж и м и точное центрирование обра­
батываемой детали происходит за счет упругой деформации не­
разрезной тонкостенной цилиндрической втулки, работающей от
действия на нее п л а с т и ч е с к о й м а с с ы .
Принципиальная схема работы патрона
показана
на
рис. 311, а. В корпусе 4 патрона туго вставлена тонкая центри­
рующая втул ка 3. Свободная полость м еж д у корпусом и втул ­
кой заливается специальной массой, имеющей в своем составе
виниловую смолу. После охлаждения масса затвердевает до
пластического состояния, сохраняя способность, подобно ж и д ­
кости, передавать действующие на нее усилия равномерно во
все стороны.
Патрон (рис. 311, б) работает следующим образом. После
установки обрабатываемой детали 5 так, чтобы она упиралась
в торцовую поверхность центрирующей втулки 3, завертываю т
нажимной винт 7, который через плунжер 2 сж имает пластичес­
кую м ассу 6. Тонкая центрирующая втулка под действием пла­
стической массы концентрично деформируется до тех пор, пока
установленная в нее обрабаты ваемая деталь не будет сцентри­
рована и за ж а т а .
§ 6. ПРИСПОСОБЛЕНИЯ ДЛЯ ОТВОДА СТРУЖКИ
При скоростном резании металлов за короткие промежутки
времени образуется большое количество сильно разогретой
стружки, которая при точении вязких металлов (стали, алюми­
ния и др.) имеет форму непрерывной ленты. Т ак ая струж ка з а ­
громождает территорию около станка и мешает работе токаря:
она н ам аты вается на деталь и резец, портит обработанную по­
верхность детали, выкрашивает режущую кромку резца и может
быть причиной несчастного случая.
Чтобы предотвратить образование такой стружки, принимают
меры для ее завивания и дробления. Иногда для этих целей на
передней поверхности резца выбирают шлифовальным кругом не­
большую ступеньку (рис. 312, а ) глубиной 0,4—0,7 мм и шири­
ной, зависящей от глубины резания и подачи. Это т ак н азы вае­
мые р е з ц ы с п о р о ж к о м . Если размеры уступа выбраны
правильно, такие резцы обеспечивают надежное дробление слив­
ной стружки на небольшие кусочки. Недостаток резцов с порож­
к о м — повышенный расход мощности (до 20% ) и твердого
сплава.
На машиностроительных заводах широко применяют р е з ц ы
со с т р у ж к о з а в и в а т е л ь н о й р а д и у с н о й к а н а в к о й
на передней
поверхности
параллельно
режущей
кромке
(рис. 312, б ); ширина канавки равна приблизительно 2,5—3 мм,
11 зак. 529
321
глубина 0,1—0,4 мм, радиус 1,5—3 мм. Вдоль режущей кромки
затачивают узкую фаску д ля упрочнения лезвия. При таком
устройстве передней поверхности сливная стр у ж к а завивается
тем круче, чем ближе расположена к ан ав к а к режущей кромке
и чем меньше радиус ее поверхности, и дробится на отдельные
короткие витки при получистовой и чистовой обработке сталей.
Такие резцы расходуют
меньше мощности, чем
резцы с порожками, и н а­
дежность
их действия
меньше зависит от глубины резания и подачи. Н а ­
иболее надежное ломание
стружки
обеспечивается
при работе с подачами от
0,3 до 0,5 'мм!об.
При скоростном точе­
Рис. 312. Передняя поверхность резца
нии вязких металлов у с ­
с пластинкой из твердого сплава:
пешно используют
н а­
а — с порожком д л я дробления стружки, б — со
кладные с т р у ж к о л о *
стружкозавивательной канавкой;
1 — порожек, 2 — фаска, 3 — канавка
м а т е л и (стружкозавив а т е л и ).В настоящее вре­
мя имеется много конструкций накладных стружколомателей.
На рис. 313 показан н а к л а д н о й с т р у ж к о л о м а т е л ь
регулируемого типа. Он состоит из пластины /, скрепленной с
угольником 2 У на котором с помощью болта 4 закрепляют на­
к л а д к у 3 с приваренной пластинкой из твердого сплава 5. В на-
Рис.
313.
Накладной регулируемый
стружколоматель
Рис. 314. Универсальный накладной
стружколоматель, предложенный
Н. И. Патутиным
кл адк е 3 имеется прорезь, позволяющая перемещать н ак л ад к у
относительно угольника и поворачивать вокруг болта 4. Б лаго­
д а р я этому при установке накладки с пластинкой на переднюю
поверхность резца обеспечивается ее регулирование по высоте
и угл у наклона режущей кромки.
Н адеж ным стружколомателем накладного типа является
универсальный
стружколоматель
конструкции
322
Н. И. Патутина (рис. 314). С тружколоматель представляет со­
бой пластинку 3 из стали марки 45 с криволинейным профилем,
н аклады ваем ую сверх твердосплавной пластинки 1 резца и з а ­
крепляемую болтом 2 на резце 4. Д л я повышения износостой­
кости струж коломателя его рабочая поверхность наплавлена
стеллитом на глубину 2—3 мм.
С ходящ ая с большой скоростью стр уж к а попадает в зону
стружколомателя и принудительно обтекает его рабочую по­
верхность.
Б лагодаря трению м еж ду стружкой и поверхностью стр у ж ­
коломателя стр уж к а теряет скорость и ломается на небольшие
кусочки (5— 10 м м ).
Вследствие специального профиля рабочей части стружколо­
м ателя стр у ж к а всегда получает направление в сторону обраба­
тываемой поверхности, что положительно сказы вается на качест­
ве обработанной поверхности.
Д л я защиты от стружки при скоростном резании, помимо ис­
пользования всевозможных конструкций стружколомателей, не­
обходимо применять специальные ограждения в виде защитных
кожухов, экранов и др,
§ 7. НЕПОЛАДКИ ПРИ СКОРОСТНОМ ТОЧЕНИИ
Токарь должен хорошо изучить неполадки, возникающие при
работе с большими скоростями резания, и уметь их своевремен­
но устранить. Эти неполадки можно разбить на четыре группы:
1) вибрации системы: станок — приспособление — инстру­
мент — деталь;
2) низкая стойкость резца;
3) выкрашивание режущей кромки резца;
4) низкое качество обработанной поверхности.
Вибрация
с и с т е м ы : станок — приспособление — ин­
струмент — д еталь (СП И Д) ухудш ает качество обработанной
поверхности, которая получается дробленой и недостаточно чи­
стой. Поэтому д а ж е незначительные вибрации необходимо не­
медленно устранять. Д л я этого следует: уменьшить зазоры
в подшипниках шпинделя; подтянуть клинья в подвижных сое­
динениях суппорта; уменьшить вылет пиноли задней бабки;
тщательно выверить и отбалансировать деталь, закрепленную
в патроне; уменьшить вылет резца из резцовой головки; изме­
нить скорость резания (уменьшить или увеличить); уменьшить
глубину резания; увеличить подачу.
Иногда рекомендуется применять упругие (резиновые и др.)
прокладки под кулачки патрона (при работе в патроне) и по­
водковые болты (при работе в центрах) или применять специ­
альные в и б р о г а с и т е л и , препятствующие возникновению
вибраций.
323
На рис. 315 показан резец с виброгасителем конструкции
л ауреата Государственной премии Д. И. Р ы ж кова. Виброгаси­
тель крепится на д ер ж ав ке резца и состоит из болта /, полой
втулки 4 , пружины 3 и крышки 2. Крышка прижимается к дер ­
ж а в к е резца силой пружины 3.
Виброгаситель (см. рис. 315) гасит только вибрации резца;
вибрации станка и обрабаты вае­
мой детали виброгаситель не г а ­
сит.
Н и з к а я с т о й к о с т ь резц а является результатом непра­
вильного выбора марки твердого
сплава; неправильной заточки
резца (слишком большой перед­
ний угол, большой радиус з а к р у ­
гления вершины резца), плохого
качества заточки и доводки; з а ­
вышенного режима резания.
Выкрашивание
режу' щ и х к р о м о к , помимо вибра­
ций,
вызывается
следующими
причинами: неправильным выбо­
ром марки твердого сплава, ос\ лаблением режущей части резца
в результате неправильной его з а ­
точки (большие передний и з а д ­
ний углы, недостаточный угол н а­
клона главной режущей кромки,
большой радиус закругления вер­
шины резц а); плохим качеством
л
заточки и доводки резца (за зу б ­
рины на режущей кромке); пере­
грузкой резца (работа с чрезмер­
Рис. 315. Резец с виброгасителем
но
большим сечением стр у ж к и );
конструкции Д. И. Рыжкова
остановкой станка во время рабо­
ты вследствие плохой натяжки
ремня, неисправного состояния фрикционной муфты, а т а к ж е пе­
регрузки станка; охлаждением с недостаточной подачей о х л а ж ­
дающей жидкости, вызывающим образование мелких трещин в
пластинке; отсутствием струж козави вателя или струж козави вательных канавок.
Низкое к ачество обработанной поверхности
(неровности, надиры) вызы вается неправильно выбранной гео­
метрией резца; плохим качеством заточки и доводки резца; не­
правильно выбранной скоростью резания; слишком большой по­
дачей; чрезмерным износом резца.
324
§ 8. ОСНОВНЫЕ ПРАВИЛА РАБОТЫ РЕЗЦАМИ, ОСНАЩЕННЫМИ
ПЛАСТИНКАМИ ИЗ ТВЕРДЫХ СПЛАВОВ
При работе резцами, оснащенными пластинками из твер­
дых сплавов, необходимо соблюдать следующие основные п ра­
вила:
1) обращать особое внимание на жесткость крепления обра­
батываемой детали, приспособления и резца;
2) следить за тем, чтобы вылет резца из резцедерж ателя был
к а к можно меньше и не превышал высоту стержня более чем
в 1,5 раза;
3) при обработке сталей применять резцы со стружколомательными кан авкам и или устан авли вать струж козави ватель;
4) врезание резца в заготовку следует производить посте­
пенно и вручную, только после этого можно включать механи­
ческую подачу суппорта;
5) в случае возникновения вибраций резца рекомендуется
применять виброгаситель (см. рис. 315);
6) при применении охлаждения включать обильную струю
охлаждаю щ ей жидкости в самом начале резания;
7) время от времени производить доводку мелкозернистым
оселком передней и задней поверхностей резца, не вынимая его
из резцовой головки.
Контрольные вопросы
1. В чем заключается сущность скоростного резания металлов?
2. Какие преимущества твердосплавных резцов для скоростного резания?
3. Когда применяют резцы с отрицательными передними углами, в чем
их преимущество и недостаток?
4. В каких случаях при скоростном точении применяют резцы с отрица­
тельными и в каких — с положительными передними углами?
5. Перечислите основные формы передней поверхности резцов для ско­
ростного резания.
6. Какие существуют способы для обеспечения завивания и ломания
стружки?
7. Перечислите неполадки, возможные при скоростном точении, и у к а ­
жите меры для их устранения.
8. Как устроен пневматический патрон, показанный на рис. 304?
9. Как устроен самозажимной хомутик, показанный на рис. 308?
10. Как устроен самоцентрирующий патрон с пластической массой
(рис. 311)?
И. Перечислите основные правила работы резцами, оснащенными пла^
стинками из твердого сплава.
Глава XXII
ВЫБОР НАИВЫГОДНЕЙШИХ РЕЖИМОВ РЕЗАНИЯ
§ 1. ПОНЯТИЕ О ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Производительность труда в машиностроении определяется
количеством деталей, обработанных на станке в единицу вре­
мени (час, смену). Повысить производительность труд а — это
значит дать больше продукции, т. е. сократить время, затрачи­
ваемое на изготовление одной детали.
Время, затрачиваемое на изготовление одной детали, т. е.
ш т у ч н о е в р е м я — состоит из основного (машинного) и
вспомогательного времени, времени обслуживания рабочего
места и времени перерывов на отдых и личные надобности.
О с н о в н о е в р е м я при выполнении токарных работ —
машинное. Это время, в течение которого с заготовки снима­
ется струж ка. Оно обозначается Т0, измеряется в- минутах
и определяется по формуле
= -о^•Лг мин,
(22)
где s — подача инструмента (резца, сверла, развертки) на один
оборот шпинделя, мм]об\
п — число оборотов шпинделя в минуту;
L — длина прохода инструмента, определяемая как сумма:
То
L = I + уу
где / — длина обрабатываемой поверхности детали в направлении
подачи, мм\
у — величина врезания и перебега инструмента, мм.
В табл. 19 показано, что нужно принимать за длину L при
различных видах токарной обработки.
Когда деталь обрабаты вается не за один, а за несколько
проходов инструмента, основное время рассчитывают по
формуле:
Т0° = —
или Т0° =
S-tt
S' f l't
(23)
4
7
где і — число проходов инструмента;
h — величина припуска на сторону, мм\
t — глубина резания, мм.
Из формулы (23) следует, что при заданной длине обраба­
тываемой поверхности и припуске на обработку основное вре­
мя зависит от подачи, глубины резания и числа оборотов (ско­
рости резания). Чтобы уменьшить основное время, необходимо
работать с наиъыгоднейшим режимом резания при наиболее
полном использовании режущих свойств инструмента и возмож ­
ностей станка.
326
Таблица
19
Определение длины прохода инструмента при обработке на токарных станках
Вид токарной
обработки
Длина прохода инструмента L , мм
Эскиз
L = l + yt
где / — длина
обрабатываемой
поверхности в направле­
нии подачи, мм
Продольное точе­
ние
о
Вытачивание
навки
- (
ка­
t 'l
\S
d — dx
L ^—^ + y ,
где d — диаметр заготовки, мм
d{ — внутренний
диаметр
после вытачивания, мм
d
Подрезание тор­
цовой поверхности
сплошного сечения
Подрезание тор­
цовой поверхности
несплошного сече­
ния (торцовое точе­
ние кольца)
Фасонное точение
L = ~y + у,
где d — диаметр подрезаемой тор­
цовой поверхности, мм
D—d
“2---- +
где d — диаметр отверстия, мм
L—
D -d
2
где d — наименьший
диаметр
после точения, м м
327
Продолжение таблицы 19
Вид токарной
обработки
Длина прохода инструмента L, м м
D
L=~ y + у,
Отрезание
где D - ■диаметр отрезаемой по­
верхности, мм
L = l + у,
Сверление
Растачивание
где у = 0,3 D мм
п
)m m .
1л1 г
§ 2. ПОНЯТИЕ О МОЩНОСТИ ПРИ ТОЧЕНИИ
Мощность, затрачиваемую на срезание стружки, называют
эффективной мощностью, или мощностью резан и я .
Чтобы определить мощность резания, нужно знать силу ре­
зания Р г в кГ и скорость резания v в м/мин.
Определим вначале работу, которую производит станок за
одну секунду. Она будет равна
Pz-v
60
кГ-м*
сек
‘
Учитывая, что 1 л. с. = 75 кГ м/сек , а 1 кет =1,36 л. с., можно
определить мощность резания в киловаттах по формуле:
^ е =
60*75-1,36 =
60*102
mm'
*
В Международной системе единиц (СИ) работа измеряется в дж оулях,
а мощность — в ваттах. 1 кГ м —9,80665 д ж , 1 кГл</се/с = 9,80665 вт, 1 л. с.=*
= 735,499 вт.
328
Мощность электродвигателя станка /УЭд долж на быть больше
мощности резания Ne> так к ак часть мощности электродвигателя
затрачивается на преодоление трения в подшипниках шпинделя
и валов, в зубчатых передачах коробки скоростей и др.
* Если разделить мощность, подведенную к шпинделю станка
NCT на мощность электродвигателя Мэд, то получится число
меньше единицы. Это число, показывающее, к а к а я часть мощ­
ности электродвигателя может быть полезно использована на
резание, назы вается коэффициентом полезного действия и обо­
значается буквой г] (греческая буква э т а ).
Следовательно,
4 = # ЭД* ,
(26)
где NCT— мощность станка на шпинделе, квпг\
ЫЭД— мощность электродвигателя, квпг.
Вполне понятно, что мощность станка на шпинделе долж на
удовлетворять условию:
NCT> N e,
где Ne — мощность, расходуемая на резание, квт.
Пример 1. Определить мощность резания при точении валика из конструкцион­
ной углеродистой стали ав — 60 кГ/мм 2, при условии, что D — 50 м м , п =
= 190 об/мин. t — 5 мм, s — 0,4 мм/об.
Ре ше ние .
По табл 13 (стр. 289) выбираем коэффициент резания. Д ля машиноподелоч­
ной стали при а0 = 60 кГ/мм 2 К = 160 кГ/мм 2.
Площадь поперечного сечения среза
f = t-s — 5 -0 ,4 = 2 м м 2.
Сила резания (см формулу 21)
P z = K - f = 160-2 = 320 кГ.
Скорость резания
n -D -n
v~
1000 =
3,14*50*190
1000
= 3
м/мин.
Следовательно, мощность резания
P2 v
320-30
Ne ~~ 60-102 “ 60-102 — 1,57 к в т '
Пример 2. Определить мощность станка на шпинделе jVct, если мощность
электродвигателя /Уэд = 8 к в т , yj = 0,75.
Р е ш е н и е Мощность станка на шпинделе
NCT = А^Эд.т] = 8 0,75 = 6 к в т .
Остальная мощность в количестве 2 к в т пойдет на преодоление трения в
механизмах самого станка
Пример 3. На токарном станке 1К62 обтачивается вал из конструкционной
углеродистой стали с пределом прочности на растяжение а = 75 кГ /м м 2. Резец
329
оснащен пластинкой из твердого сплава Т15К6. Диаметр заготовки D — 110 млг,
глубина резания / = 2 мм; подача s = 0,3 мм/об; v = 190 м/мин.
Выяснить, можно ли вести обработку, исходя из мощности станка на шпин­
деле (см. приложение I, стр. 416—417).
Р е ш е н и е . По табл. 15 (с м . стр. 298) для данного материала (конструк­
ционная сталь ав = 75 кГ /м м 2), заданных глубины резания (/ = 2 мм) и подачи
(s = 0,3 мм/об), находим силу резания Р 2 = 157 кГ.
Определяем мощность резания:
P *v
157-190
4,9 к е т .
Ne = 60-102 — 60-102
По заданной скорости резания и диаметру заготовки вычисляем необходимое
число оборотов шпинделя станка:
1000-у
[1000-190
_
_
п ~ n -D ~ 3,14-110 * 5
°б/мин.
Так как станок 1К62 не имеет ступени скорости с п = 550 об/мин, выби­
раем ступень с меньшим числом оборотов — п — 500 об/мин.
Из паспорта этого станка (приложение I, стр. 416—417) определяем для вы­
бранной ступени мощность на шпинделе NCT = 7,9 к е т .
Как видно МСТ> Ne (7,9 к е т > 4,9 к е т ), следовательно, обрабатывать дан­
ный вал на станке 1К62 при данном режиме можно.
§ 3. КРУТЯЩИЙ МОМЕНТ
При врезании режущей кромки резца в обрабатываемый м а ­
териал он давит на резец с силой P z, направленной вертикально
вниз.
С такой ж е силой, с какой стр у ж к а давит на резец, на обра­
батываемую деталь в месте
резания действует сила P zt
направленная в обратную
сторону (рис. 316). Эта си­
ла стремится
препятство­
вать вращению детали и н а­
гр у ж ае т механизмы приво­
д а станка.
Если силу P z умножить
на половину диаметра обра­
батываемой детали, то по­
лучим величину, н азы вае­
мую моментом сопротивле­
ния резанию. Эта величина
Рис 316. Действие силы Р г на
в ы р аж ается в килограммозаготовку
миллиметрах, если диаметр
выражен в миллиметрах, и
в килограммометрах, если диаметр детали выражен в метрах.,
Обозначая момент сопротивления резанию буквой Мр, по­
лучим:
Мр =
330
кГ мм
(27)
или
2-1000 К ^ М '
Допустим, что сила резания при заданны х глубине резания
и подаче равна 200 кГ, а диаметр детали — 100 мм. Тогда мо^
мент сопротивления резанию
МР=
= 200210Э = 10 000 кГ м м (10 кГм).
Полученная величина момента сопротивления резанию, ко­
торую создает сила Р х, действуя на плече
м м , и долж на быть
преодолена приводом станка.
Чтобы происходило резание, необходимо, чтобы крутящий
момент на шпинделе при выбранном числе оборотов был равен
или больше момента сопротивления резанию, т. е.
М шп> М р .
Крутящий момент на шпинделе М тп д л я станка с коробкой ско­
ростей определяется по формуле:
М ша= 1 , 3 6 - 7 1 6 2 0 0 -4 = 974 0 0 0 - ^ 5 . -ч кГмм,
(28)
где Nэд — мощность электродвигателя, квт\
п — число оборотов шпинделя в минуту;
У) — коэффициент полезного действия.
Среднее значение коэффициента полезного действия для то­
карного станка с коробкой скоростей можно принять равным
0,7—0,8.
Из формулы (28) следует, что каж дой ступени числа обо­
ротов соответствует определенный крутящий момент на шпин­
деле. Следовательно, если станок имеет 24 различных числа обо­
ротов шпинделя, то привод передает шпинделю 24 различных по
величине крутящих момента (см. паспорт станка, приложение I ) .
Если крутящий момент на шпинделе равен моменту сопро­
тивления резанию, мощность станка используется полностью.
Если крутящий момент на шпинделе больше момента сопротив­
ления резанию, то используется только часть мощности станка,
а если он меньше момента сопротивления, это значит, что с та­
нок перегружен. В последнем случае электродвигатель будет пе­
регреваться или остановится.
Необходимо уменьшить момент
сопротивления резанию за счет уменьшения сечения среза или
перейти на ступень с меньшим числом оборотов шпинделя,
при котором крутящий момент на шпинделе будет равен момен­
ту сопротивления резанию или больше его.
331
§ 4. ПАСПОРТ ТОКАРНОГО СТАНКА
Д л я рационального использования токарного станка токарь
должен знать его характеристику. Д л я этого на каж ды й станок
составляется паспорт, содержащий все сведения, необходимые
для полной его характеристики.
В приложении І (стр. 412—420) приводится в качестве при­
мера паспорт токарно-винторезного станка модели 1К62.
В паспорте помещаются общие сведения, характеризующие
тип станка, модель, назначение, ук азы в аетс я завод-изготовитель и т. п. В нем приводятся основные размеры станка, наи­
большие размеры обрабаты ваемы х на нем деталей, размеры
мест креплений инструмента и данные о суппорте, шпинделе и
задней бабке. Затем ук азы ваю тся прилагаемые к станку при­
надлежности и приспособления, служ ащ ие д ля закрепления д е­
талей и инструмента, для настройки и обслуживания станка и
для специальных работ.
В разделе «П ривод» ук азы в аетс я род привода (групповой,
трансмиссионный, индивидуальный), характеристика ремней,
подшипников шпинделя, фрикционной муфты и др.
В паспорт вносят т а к ж е сведения об изменениях, произве­
денных при модернизации станка в связи с применением пере­
довых методов работы: зам ена электродвигателя, шкивов, зуб ­
чатых колес, ремней, улучшение смазки подшипников, примене­
ние шариковых подшипников взамен подшипников скольжения
И др.
В паспорте станка приводятся его кинематическая схема и
данные о зубчатых и червячных колесах, червяках, винтах и др.,
а т а к ж е данные, относящиеся к механизму главного движения и
механизму подач (положение рукояток и соответствующие им
числа оборотов шпинделя в минуту; крутящие моменты на шпин­
деле; мощности на шпинделе; сменные зубчатые колеса гитары;
подачи на один оборот шпинделя; допускаемые нагрузки наибо­
лее слабых звеньев станка, производящих работу и т. д.).
В паспорте приводится эскиз станка и ук азы в аетс я назначе­
ние каждой из рукояток управления.
§ 5. ВЫБОР НАИВЫГОДНЕЙШИХ РЕЖИМОВ РЕЗАНИЯ
От выбора наивыгоднейшего режима резания при точении,
т. е. наивыгоднейшего сочетания глубины резания, подачи и ско­
рости резания, зависит производительность процесса резания.
Выбор глубины резания. Припуск на обработку можно снять
за один или несколько проходов, однако целесообразнее р а­
ботать с возможно меньшим количеством проходов. Следует
стремиться весь припуск снимать за один проход, если это воз­
можно. В противном случае необходимо разделить имеющийся
332
припуск на два или, в крайнем случае, три прохода (большее
количество проходов применяется очень редко). Если обрабо­
танная поверхность должна быть точной и чистой, следует весь
припуск распределить на один-два черновых прохода, оставляя
на чистовую обработку не больше 0,5— 1 мм на сторону.
Выбор подачи. Д л я сокращения основного (машинного) вре­
мени необходимо работать с возможно большей подачей.
При черновой обработке величина подачи ограничивается
жесткостью детали, прочностью резца и наиболее слабых звень­
ев механизма подачи станка. Д л я выбора подачи сл уж ат специ­
альные таблицы, разработанные на основании опытных данных.
При получистовом и чистовом точении величина подачи
определяется в зависимости от заданного класса чистоты по­
верхности, радиуса при вершине резца, выбранной скорости ре­
зания.
Из табл. 20 видно, что с увеличением требуемого класса чис­
тоты обработанной поверхности подача должна быть уменьше­
на, а с увеличением радиуса при вершине резца — увеличена.
Выбор скорости резания. Скорость резания, допускаем ая ре­
жущим инструментом, зависит от механических свойств обраба­
тываемого м атериала, свойств материала резца, углов заточки
резца, его стойкости, глубины резания и подачи, охлаждения
и т. п.
Д ля выбора скорости резания целесообразно пользоваться
специальными таблицами, составленными на основании лабо­
раторных исследований и данных практики.
В табл. 1 (стр. 61) были приведены скорости резания для
различных материалов при обтачивании резцами из быстроре­
жущей стали, а в табл. 15— 17 (стр. 298—300) — скорссти реза­
ния для резцов, оснащенных пластинками из твердых сплавов.
Эти скорости резания являются ориентировочными и не могут
рассматриваться к ак предельные. Часто токари-скоростники р а ­
ботают на более высоких скоростях резания.
Порядок выбора режимов резания. Режимы резания выби­
рают в такой последовательности:
1. Задаю тся глубиной резания в зависимости от припуска
на обработку.
2. Выбирают подачу в зависимости от жесткости детали,
станка и резца, требуемой точности и чистоты обработанной по­
верхности и уточняют ее по паспорту станка.
3. Задаю тся желательной стойкостью резца. Средняя стой­
кость резца обычно принимается, к ак указы вало сь выше, равной
30—90 мин .
4. Выбирают скорость резания в зависимости от глубины ре­
зания, подачи и стойкости инструмента по таблицам.
5. Уточняют выбранную табличную скорость резания для то­
го, чтобы привести ее в соответствие с условиями работы: изме-
333
о
ю
ю
о
05
Tf
ю
t^
со
см
со
Tf
оо
Tf
f
о
1
CD
1
05
1
1
rtю
о“
о
о
05
см
о
оо
со
о
со
1
I
rf*
о
со
о
со
о
05
Tf
to
о
СО
со
см
о
ю
<D
СО
о
1
1
иП
1
I
un
со
со
CD
о
о
о
со
см
о“
1
1
05
см
о"
со
тг
ю
TIf
Ю
I
Ю
o'
СО
о
05
1
1
со
1
1
см
о“
Tf
о
ю
со
Tj«
о"
f
I
ю
о
1
1
СО
ю
о
о"
11
Ю
см
о
o'
1
1
Tf
о
о
CM
со
1
1
о
1
1
о
о'
.<£>
см
см
СО
со
о
1
оо
см
см
о
1
1
оо
<D
1
оо
со
о”
о
05
оо
о
1
1
T
t
LO
о
1
1
СО
см
со
о”
1
о1
<
э
1
о
о
,
о
1
ю1
со
o'
ю
см
о
1
1
см
со
о
со
см
о
1
1
со
o'
1
a
о
1
о“
о
1
1
о~
•
—1
о
0,21-
со
о
1
1
СО
со
T
t
*
см
о“
1
1
со
со
о~
0, IS -
г
.
ю
о
1
1
ю
со
о~
1
со
1
см
см
о“
о
О.5
CD
1
1
05
1
ю
о"
0,52-
1
ю1
СО
о"
1
1
1
СО
Tf
О
00
сГ1
1
rf
СО
2,0
CD
О
0,4 -
05
Tf
о"
1
1
ю
ю
е
>
,3“
КО.;*
<S 2
£- tC
и
о 1Ґ
и
334
оо
Tf
Tf
о'
о
I
051
0,69--0,67
си
о
rf
о~
о"
*«и
ю
см
О
о
ю
ю
О
со
о"
о
СО
со
о
о“
1
1
S
'С5
см
о
СО
1
ю
и;
гю
о~
1
1
ю
о
см
СО
CD
I
1
05
СО
О*
U
о
СП
со
о
ю
о“
о
см"
0,5
Величины
подач при точении конструкционных углеродистых и легированных
с пределом прочности при растяжении ав — 70—90 кГ/мм 2
сталей
а>
Tf
ю
СО
гсо
-0,21
со
Ю
>
о
о
СО
>
о
см
ненной стойкостью инструмента, охлаждением, работой по кор*
ке или окалине, маркой обрабатываемого м атериала и м ате­
риала резца, отличающимися от принятых.
6. По выбранной скорости резания и диаметру обрабаты ­
ваемой детали определяют число оборотов шпинделя.
7. Полученное число оборотов уточняют по паспорту станка.
Если в паспорте нет требуемого числа оборотов, выбирают наи­
более близкое и делают перерасчет скорости резания.
8. По выбранным глубине резания и подаче определяют по
формуле (21), приведенной на стр. 288, приблизительно силу ре­
зания д ля данного м атериала.
9. Определяют момент сопротивления резанию по формуле
(27), приведенной на стр. 330.
10. Из паспорта станка выбирают крутящий момент на шпин­
деле для принятого числа оборотов и сравнивают его с момен­
том сопротивления резанию. Если мощность станка м ала, умень­
шают скорость резания, а если этого недостаточно, то умень­
шают сечение среза.
Пример. Выбрать режущий инструмент, назначить режим резания и подсчи­
тать машинное время при продольном точении валика из конструкционной угле­
родистой стали ав = 75 кГ / м м 2 на токарно-винторезном станке 1К62, если дли­
на обрабатываемой поверхности I = 300 мм, диаметр заготовки D = 70 м м ,
диаметр после обработки d — 66 м м , чистота обработанной поверхности V 5.
Выбираем режущий инструмент: резец проходной прямой правый с пластин­
кой из твердого сплава Т15К6. Форма передней поверхности — радиусная с фас­
кой: y = 15°; а = 8°; <р = 45°; <рх = 10°; R = 1.
1. Определяем глубину резания:
D—d
70 — 66
t = — 2— = ------2------= ^ мм"
2. Назначаем подачу s — 0,31—0,4 мм/об (табл. 18, стр. 308). Уточняя по
паспорту станка (см. приложение I), принимаем подачу s = 0,39 мм/об.
3. Принимаем стойкость резца Т — 90 мин.
4. По табл. 15 (стр. 298) устанавливаем скорость резания при заданных
условиях обработки v = 171 m J muh.
5. Так как табличные данные соответствуют заданным условиям обработки,
поправочных коэффициентов не вводим.
6. Определяем число оборотов детали:
1000-у
п—
*
1000-171
3,14-70 — 7№ °б/м и н .
7. Уточняя число оборотов по паспорту станка (см. приложение I), принимаем
п = 800 об/мин. Расчетом определяем действительную скорость резания:
7z - D n
3,14-70-800
= 1000 =
ГОбб
= 176 м! мин■
8. Из табл. 15 (стр. 298) находим силу резания Р2 = 191 к Г .
9. Определяем момент сопротивления резанию (формула 27):
D
70
Мр = Р*'~2 ^ 191 • у = 6685 к Г -м м или 6,685 кГ м .
335
10.
Из паспорта станка определяем для выбранной ступени числа оборотов
наибольший допустимый крутящий момент на шпинделе Л4ШП = 9,3 кГ м. Сравни­
вая момент сопротивления резанию с наибольшим допустимым крутящим момен­
том на шпинделе, видим, что мощность станка при выбранном числе оборотов
достаточна.
11 Определяем по формуле (22) основное машинное время
г
/о_
L
s n “
1+ у
s •п
-
303
0 ,4 -8 0 0 *
і
1
мин’
Контрольные-в опросы
1.
2.
3.
4.
5.
6.
К ак определить мощ ность, потребляемую на резание?
Что н азы вается коэффициентом полезного действия стан ка?
По какой формуле определяю т момент сопротивления резанию?
По какой формуле определяю т крутящий момент на шпинделе?
К ак вы брать наивыгоднейший для заданны х условий режим резания?
К ак подсчитываю т основное (маш инное) время?
РАЗДЕЛ ШЕСТОЙ
СЛОЖНЫЕ ТОКАРНЫЕ РАБОТЫ
Глава XXIII
НАРЕЗАНИЕ ПРЯМОУГОЛЬНОЙ И ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБ
Кроме метрической, дюймовой и трубной резьб, являющихся
крепежными, применяют такж е прямоугольную и трапецеидаль­
ную резьбы, предназначенные для передачи движения. Такие
резьбы используются на ходовых винтах станков, винтах дом ­
кратов, тисков, прессов и др.
§ 1. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ
Профили резьб. П р я м о у г о л ь н а я
резьба
(рис.
317, а) имеет профиль в виде прямоугольника с глубиной резь­
бы, равной половине шага.
Трапецеидальная
р е з ь б а (рис. 317, б) имеет про­
филь в виде равнобокой трапеции с углом профиля 30 и реже 29°.
У п о р н а я р е з ь б а (рис. 318) имеет профиль в виде нерав-
Рис. 317. Профили резьб:
а
— прямоугольный,
б
— трапецеидальный
нобокой трапеции; угол профиля такой резьбы равен 33°; рабо­
чая (упорная) сторона имеет угол 3°, а нерабочая — 30°. Упор­
ную резьбу обычно применяют в тех случаях, когда требуется
передавать большие осевые усилия в одном и том же направ­
лении (винты домкратов, гидравлических прессов и др.). Н а ­
337
правление профиля выбирают так, чтобы действующее усилие
воспринималось сторонами профиля с углом 3°.
Модульная резьба. В машиностроении часто применяют чер­
вячную передачу, состоящую из червяка и червячного колеса
(рис. 319). Червяк 1 представляет собой винт с крупной резь­
бой трапецеидального профиля, витки которой сопрягаются с
зубьями червячного колеса 2.
Рис.
318.
Профиль
резьбы
упорной
Рис. 319. Червячная передача
Ш аг червяка, как и шаг червячного колеса, с которым червяк
находится в зацеплении, принято вы ражать в миллиметрах,
кратно числу я. Число, которое надо умножить на я, т. е. на
3,14, чтобы получить шаг, называется модулем, а сама такая
резьба — м о д у л ь н о й р е з ь б о й .
Следовательно, можно написать
t = к -m = 3 , 1 4 -m,
где
(29)
t — модульный шаг, мм\
т — модуль, мм .
Для нормального зацепления червяка и червячного колеса
необходимо, чтобы они имели одинаковый шаг (см. рис. 3 1 9 ),
Одно- и многозаходная резьбы. Если резьба нарезана в виде
одного витка, то такую резьбу называют однозаходной. Встреча­
ются резьбы, нарезанные в виде двух, трех и более отдельных
витков, идущих на равных расстояниях один от другого; та ­
кие резьбы называют соответственно двухзаходными , трехзаходными, а вообще многозаходными. На рис. 320 показаны одно-,
двух- и трехзаходная резьбы.
Ходом резьбы называют расстояние, измеренное вдоль оси,
между одноименными точками одного и того ж е витка. Не сле­
дует смешивать два понятия — шаг резьбы S и ход резьбы L .
Как видно из рис. 320, а , у однозаходной резьбы шаг и ход оди­
наковы, но у многозаходных резьб (рис. 320, б и в ) шаг и ход
различны.
338
Ход резьбы всегда равен шагу, помноженному на число з а ­
ходов резьбы, т. е.
L = S-zm m >
(30)
где г — число заходов резьбы.
Рис. 320. Одно- и многозаходнай резьбы:
а
— однозаходная,
б
— д в у хзахо д н э?,
в — трехзаход^ная
Чтобы узнать, сколько заходов имеет резьба, нужно сосяи*
тать число витков на торце винта или гайки.
§ 2. НАРЕЗАНИЕ ПРЯМОУГОЛЬНОЙ И ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБ
Нарезание прямоугольной и трапецеидальной резьб счита­
ется одной из наиболее сложных, токарных работ. Эти резьбы
изготовляют однозаходными и многозаходными.
Резец для нарезания прямоугольной резьбы (рис. 3 21 ). Р е ­
зец должен быть заточен по шаблону, профиль которого соот­
ветствует профилю резьбы (рис. 3 22 ). Передний угол у резца
обычно равен 0°, главный задний угол а = 6— 8°. Вспомогатель­
ные задние углы резца си и аг назначаются для устранения тре­
ния резца о боковые поверхности резьбы.
Чем больше угол подъема резьбы, тем больше должен быть
задний вспомогательный угол а ь Этот угол берется обычно на
2 — 3е больше угла т подъема резьбы (см. рис. 3 2 3 ); задний вспо­
могательный угол аг равен —3° независимо от угла подъема
резьбы.
Установка резца. Существует два способа установки резьба-*
вого резца при нарезании прямоугольной резьбы.
П е р в ы й с п о с о б . Главная режущая кромка резца аб мо­
жет быть установлена параллельно оси детали (рис. 323, сле­
ва ), точно по линии центров станка; в этом случае получаемый
профиль резьбы будет точно совпадать с профилем режущей
части резца и винт получит правильную форму. Однако углы ре­
зания у правой и левой боковых режущих кромок будут различ­
339
ны: у правой кромки угол резания бі тупой и резец в этом месте
будет не резать металл, а скоблить его; у левой кромки условия
резания более благоприятны, так как угол резания 62 будет
значительно меньше 90°, зато эта кромка будет сильно ослабле­
на и быстро затупится.
В т о р о й с п о с о б . Главную режущую кромку а' б' уста­
навливают перпендикулярно боковым
А-А
стенкам резьбы, как показано на рис.
323, справа. В этом случае обе боко­
вые режущие кромки будут резать
одинаково хорошо, но профиль резьбы
не будет точно совпадать с профилем
резца,— дно канавки получится не
плоским, а вогнутым. По этой причине
такой установкой обычно пользуются
только для чернового нарезания ка­
навки. При чистовых проходах резец
должен быть установлен согласно рис.
323, слева. В этом случае необходимо
следить, чтобы вершина резца нахо­
дилась точно на высоте центров.
Токари-новаторы
для установки
резцов при нарезании резьб, прямо­
угольного и трапецеидального профи­
лей пользуются специальными дер­
жавками
(рис. 324). Эти державки
удобны тем, что при изменении угла
подъема резьбы для них не требуется
Рис. 321. Резец для наре­
специальной заточки резца. Кроме то­
зания прямоугольной
го, устраняется частая переточка рез­
резьбы
цов, когда меняется диаметр или чис­
ло заходов резьбы.
Д ерж авка, показанная на рис. 324, состоит из трех частей: по­
воротной части 2 , корпуса 5 и гайки 6. В поворотной части име­
ется гнездо для резца
закрепляемого винтом 3, и буртик 4 „
На буртике нанесена шкала с градусными делениями, с по­
мощью которой можно отсчитывать поворот согласно углу
подъема резьбы т, не производя специальной заточки резца.
Токарю достаточно иметь несколько заготовленных резцов
для основных профилей, которые при наличии такой державки
будут годны для различных диаметров резьбы и различных з а ­
ходов (двух, трех, четырех и т. д.).
Приемы нарезания прямоугольной резьбы. Приступая к на­
резанию прямоугольной резьбы, необходимо прежде всего пра­
вильно установить резьбовой резец. Правильное положение рез­
ца относительно детали и профиль резца проверяют шаблона­
ми (см. рис. 322).
340
Н арезают прямоугольную резьбу сразу одним резцом, шири­
на которого равна ширине канавки, или несколькими резцами.
Резьбу с шагом до 3 —4 мм можно нарезать одним резцом с
мерной шириной режущей кромки. Крупную (с шагом больше
Рис. 322. Ш аблоны для заточки резца ( а ) и проверки
профиля прямоугольной
резьбы (б)
Рис. 323. У стан овка резцов при нарезании прямоугольной резьбы
4 мм) и точную резьбу лучше прорезать сначала черновым рез­
цом шириной, равной 3Д ширины полного профиля резьбы, а з а ­
тем окончательно пройти ее чистовым резцом во всю ширину
канавки (рис. 325, а). Можно поступить и так: прорезать резь­
бу тем ж е черновым резцом, а затем каждую боковую поверх­
ность канавки обработать отдельным подрезным резцом (рис.
Рис. 324 Д ерж авка для установки и закрепления
резца для нарезания прямоугольной и трапецеидаль­
ной резьб
325, б). Второй способ дает более чистую и точную резьбу, но
требует большей затраты времени; такая операция, кроме того,
требует высокой квалификации токаря.
Нарезание наружной трапецеидальной резьбы. Трапецеидаль­
ная резьба имеет профиль трапеции с углом при вершине 30°
(см. рис. 317, б). Наклон боковых сторон профиля трапецеидаль-
341
ной резьбы облегчает сход стружки и позволяет нарезать ее бо*
лее чисто и точно-, чем прямоугольную.
Углы заточки и способы установки резцов такие же, к ак-и
при нарезании прямоугольных резьб (см. рис. 323).
В зависимости от размеров, точности и чистоты трапецеи­
дальную резьбу можно нарезать одним, двумя, тремя и четырь­
мя резцами. Мелкая трапецеидаль­
ная резьба нарезается одним рез­
цом с режущей частью, соответству­
ющей профилю резьбы;
крупная
резьба нарезается двумя, тремя или
четьірьмя резцами.
Нарезание трапецеидальной ре­
зьбы четырьмя резцами показано
на рис. 326.
Прорезным
резцом, имеющим
ширину, равную ширине канавки на
внутреннем диаметре, предваритель­
но прорезают впадину (канавку) на
глубину до внутреннего диаметра
резьбы (рис. 326, а ) . После этого
устанавливают
трапецеидальный
резец с кромкой, несколько мень­
шей ширины профиля нарезаемой
резьбы, и нарезают им сначала пра­
вую, а потом левую сторону резьбы
(рис. 3 2 6 ,6 , в). Окончательная от­
делка профиля производится резь­
бовым резцом (рис. 3 2 6 ,г ) , профиль
Рис 325 Приемы нарезания
режущей части которого соответст­
прямоугольной резьбы:
вует профилю резьбы.
а — двумя резцами, б — тремя
На рис. 327 показаны более про- ,
резцами
изводительные приемы нарезания
трапецеидальной резьбы прорезным
и двумя подрезными резцами. Сначала прорезным резцом, име­
ющим ширину, равную полной ширине канавки у дна, прореза­
ют канавку до внутреннего диаметра (рис. 327, а). Д алее приме­
няют два подрезных резца — левый и правый. Левым подрезным
резцом срезают левый боковой уступ (рис. 327, б ), а правым под­
резным резцом — правый уступ (рис. 327, в ). Хотя этот способ
и проще предыдущего, однако он доступен лишь токарям высо­
кой квалификации.
На рис. 328 показаны приемы нарезания трапецеидальной
резьбы последовательно тремя резцами. Предварительно наре­
зают резьбу прорезными резцами 1 и 2 и окончательно — про­
фильным резцом 3. Прорезным резцом У, имеющим ширину, рав­
ную ширине канавки по среднему диаметру резьбы минус
342
0,2 мм , прорезают канавку до середи­
ны профиля резьбы (рис. 328, а). П ос­
ле этого прорезным резцом 2 , имею­
щим ширину, равную ширине дна к а­
навки, прорезают канавку до внутрен­
него диаметра
резьбы (рис. 3 2 8 ,6 ) .
Затем
профильным резцом 3 (рис.
3 2 8 , в) резьба нарезается оконча­
тельно.
Для
нарезания трапецеидальной
резьбы применяют резцы с пластинка­
ми из твердого сплава Т15К6. Н ареза­
ние производится двумя резцами —
черновым и чистовым (рис. 329). Чер­
новой резец (а) имеет угол профиля
50°, передний угол у = — 3° и задний угол
а = 3 — 5° (для повышения прочности
резца). Чистовой резец (б) имеет угол
профиля, равный углу профиля резь­
бы (в данном случае 40°).
Нарезают резьбу за 6— 7 проходов
с глубиной врезания 0,6— 0,7 мм , при­
чем последний проход — зачистной;
при этом скорость резания — от 155 до
450 м/мин при обработке стали резца­
ми, оснащенными твердым сплавом
Т15К6.
Проверка профиля резьбы. Для
проверки профиля впадины трапецеи­
дальной и прямоугольной резьб при­
меняют шаблоны, изготовляемые для
каждого профиля и каждого шага
резьбы. На рис. 330 показана провер­
ка шаблоном профиля трапецеидаль­
ной резьбы. Шаблон устанавливают
перпендикулярно к винтовой линии
резьбы и по его прилеганию к боковым
стенкам резьбы (отсутствие просвета)
определяют
правильность
профиля
впадины.
Нарезание внутренней трапецеи­
дальной резьбы. Н арезают внутрен­
нюю резьбу так же, как и наружную
того же профиля. Резьба с шагом до
3 мм нарезается сразу одним резцом
с профилем режущей части, соответст-
Рис. 326. Приемы нарезания
трапецеидальной резьбы че­
тырьмя резцами:
а — прорезание впадины резьбы,
б — нарезание правой стороны
резьбы, в — нарезание левой сто­
роны резьбы, г — отделка профиля
резьбы
343
вующей профилю резьбы. Резец в резцедержателе устанавлива­
ется точно по шаблону.
Трапецеидальная резьба с шагом больше 3 мм нарезается
двумя резцами (рис. 331). Вначале начерно резьбу нарезают
Рис. 327. Приемы нарезания трапецеидальной
резьбы прорезным и двумя подрезными резцами
1 - і
L a -Ч
.
U
а)
Рис. 328. Приемы нарезания трапецеидальной
резьбы тремя резцами
в)
Рис. 329.
Черновой
(а) и чистовой (б) резцы для нарезания тра­
пецеидальной резьбы
344
прорезным резцом, ширина которого немного меньше ширины
канавки на внутреннем диаметре (рис. 331, а ) , а затем начис­
то — трапецеидальным резцом, устанавливаемым строго по
шаблону (рис. 331, б). Резец должен иметь передний угол
Чистобой
проход
о)
Рис. 330. Проверка про­
филя трапецеидальной
резьбы шаблоном
Рис.
331.
п
Нарезание внутренней трапецеидальной
резьбы двумя резцами:
а — прорезным, б
— трапецеидальным
Y = 0°; задний вспомогательный угол ai берется на 2— 3° боль­
ше угла т подъема резьбы;
задний вспомогательный угол
а 2= 8— 10°.
§ 3. СПОСОБЫ НАРЕЗАНИЯ М НОГОЗАХОДНЫХ РЕЗЬБ
У однозаходной резьбы шаг и ход резьбы одинаковы (см. рис.
320, а ) , при этом за один оборот винта гайка перемещается на
величину шага. Если перемещение гайки за один оборот должно
быть большим, то ход, а следовательно, и шаг однозаходного
винта должны быть большими. Чем больше шаг, тем глубже по­
лучается резьба (высота резьбы зависит от шага) и тем меньше
будет внутренний диаметр винта. Винт с малым внутренним
диаметром недостаточно прочен и не может передавать боль­
ших усилий.
Для усиления прочности винта применяют многозаходную
резьбу. В этом случае шаг, высота резьбы и ее внутренний диа­
метр соответствуют однозаходной, а ход резьбы во столько раз
больше шага, сколько имеется заходов; например., у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трехзаходной (см. рис. 320, в) — втрое больше и т. д.
Нарезание многозаходной резьбы любого профиля начинают
так, как если бы требовалось нарезать однозаходную резьбу с
шагом, равным длине хода. Нарезав первый виток на полный
профиль, отводят резец поперечной подачей на себя и, давая хо­
довому винту обратный ход, возвращают суппорт в начальное
345
положение. Затем при неподвижном ходовом винте поворачи­
вают деталь при двухзаходной р е з ь б е — на половину оборота,
при трехзаходной — на треть оборота и только после этого наре­
зают второй виток и т. д.
§ 4. ДЕЛЕНИЕ М НОГОЗАХОДНЫХ РЕЗЬБ НА ЗАХОДЫ
Делить многозаходные резьбы на заходы можно нескольки­
ми способами: с помощью сменных зубчатых колес; посредст­
вом специального поводкового (делительного) патрона; разбив­
кой по шагу с помощью винта верхних салазок суппорта и др.
При д е л е н и и с п о м о щ ь ю
сменных
зубчатых
к о л е с необходимо, чтобы первое ведущее сменное колесо име­
ло число зубьев, которое делится без остатка на число з а ­
ходов резьбы, например, на три при трехзаходной резьбе. Н а ­
резав первый виток резьбы, проводят мелом риски (рис. 3 3 2 ):
риску 3 посредине зуба первого ведущего колеса Z\ и риску 4
Р ис. 332. Метки на сменных колесах
]для нарезания трехзаходной резьбы
Рис. 333. Делительный патрон для
нарезания многозаходной резьбы
против соответствующей впадины зуба второго колеса z2. Отсчи­
тывают от риски 3 требуемое число зубьев первого колеса (при
двухзаходной резьбе половину, при трехзаходной треть и т. д.)
Соответствующий зуб отмечают риской 2 . После этого снимают
первое сменное ведущее колесо с валика и поворачивают шпин­
дель до тех пор, пока при надевании колеса Z\ зуб с риской 2
не совпадет с риской 4 (колеса z2, 23 и z 4 при этом остаются
неподвижными). После этого снова сцепляют колеса и нарезают
второй виток резьбы. Перед нарезанием третьего витка повто*
346
ряют описанный прием деления; риска 1 должна совпадать с
риской 4.
Деление многозаходной резьбы на заходы значительно об­
легчается, если применить специальный д е л и т е л ь н ы й
п а т р о н (рис. 333.) Патрон состоит из двух дисков 2 и 3, сое­
диненных двумя болтами / и 5; на одном диске 2 имеется риска,
а на втором 3 нанесена шкала в градусах. Н арезав один виток
резьбы, поворачивают диск 3 с поводком 4 и деталь отно­
сительно неподвижной риски на 180° при нарезании двухзаходной резьбы, на 120°— при нарезании трехзаходной резьбы и т .д .
Этот способ деления применяют для деталей, которые можно
обрабатывать в центрах; для работ в кулачковом патроне он
не пригоден.
Наиболее простым и быстрым способом деления многозаходных резьб, доступным в условиях единичного производства,
является д е л е н и е п о ш а г у .
Этот способ заключается в следующем. Вначале нарезают
первый виток резьбы. Нарезав его, выводят резец из канавки по­
перечной подачей на себя и дают ходовому винту обратный
ход, возвращая резец в начальное положение.
Д ля захода на второй виток перемещают резец в продольном
направлении на ш а г резьбы, но уже не ходовым винтом, а вин­
том верхних салазок суппорта. Отсчет продольного перемеще­
ния резца ведут при этом по лимбу винта верхних салазок. К
этому способу деления можно прибегать лишь в том случае,
если винт и гайки верхних салазок вполне исправны.
§ 5. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ МЕТОДЫ НАРЕЗАНИЯ
М НОГОЗАХОДНЫХ РЕЗЬБ
Чтобы сократить время нарезания многозаходной резьбы,
часто производят нарезание не обычным методом — по одному
витку с последующим делением, а одновременно по два (у
двухзаходных) и по три витка (у трехзаходны х), используя спе­
циальные державки соответственно для двух или трех резцов.
Резцы должны отстоять друг от друга на расстоянии шага S
резьбы и быть правильно закреплены по отношению к нарезае­
мой детали (рис. 334). Устанавливают резцы по шаблону. Ч а с­
т о такую установку резцов используют для предварительного
прорезания многозаходной (двух- и трехзаходной) резьбы, окон­
чательную отделку резьбы по профилю производят обычным спо­
собом — каждый заход нарезают в отдельности.
Для нарезания двухзаходных винтов применяют специаль­
ное приспособление, устанавливаемое на суппорте станка (рис.
335). Это приспособление состоит из переднего 1 и заднего 2
резцедержателей, соединенных поперечным винтом, с правой и
левой резьбой. Поэтому при повороте ручки маховичка 3 резце­
347
держатели 1 и 2 либо сходятся, либо расходятся. Резец в з а д ­
нем резцедержателе устанавливают точно против резца в перед­
нем резцедержателе, но повертывают, его передней поверх­
ностью вниз.
При работе с этим приспособлением одновременно наре­
заются два витка и отпадает надобность в люнете при нареза­
нии длинных винтов, так
как давления обоих рез­
цов, точно установленных
друг против друга, урав­
новешиваются. Произво­
дительность
возрастает
до двух раз и увеличива­
ется точность нарезаемо­
го винта.
-S+
у / (й
+
Рис. 334. Нарезание дву хзаход ной резьбы двумя резцами
Рис 335. Нарезание д вухзаходной резьбы с применением спе­
циального приспособления
Данный способ можно применять также для нарезания однозаходной резьбы. В этом случае черновой и чистовой резцы должны
быть установлены очень точно друг от друга на расстоянии, равном
половине шага нарезаемой резьбы, т. е. -у- мм.
§ 6. ОСНОВНЫЕ СВЕДЕНИЯ О НАРЕЗАНИИ РЕЗЬБЫ
ВРАЩАЮЩИМИСЯ РЕЗЦАМИ
В последнее время находит применение высокопроизводитель*
ный метод нарезания наружных и внутренних резьб вращ аю­
щимися резцами, так называемый в и х р е в о й м е т о д . Сущ-*
348
ность этого метода заключается в следующем. На каретке то­
карно-винторезного станка вместо суппорта с резцедержателем
устанавливают особое приспособление (рис. 3 36 ), состоящее из
быстро вращающегося шпинделя 5 и резцовой головки 4 , в ко­
торой закрепляется резьбовой резец 6, оснащенный пластинкой
из твердого сплава. Резцовая головка 4 получает вращение от
электродвигателя 1, установленного на каретке, через клиноре­
менную передачу 3 и ступенчатый шкив 2. Резцовая головка
вращается со скоростью 1000— 3000 об/мин.
Рис. 336. Приспособление для нарезания резьбы
щающимся резцом
вра­
Деталь 7, на которой нарезается резьба, крепят в патроне 8,
а при большой длине ее устанавливают в центрах станка. Д еталь
получает от шпинделя станка сравнительно медленное враще­
ние (3 — 30 об!мин). Резец устанавливают на полную глубину
резьбы, резцовую головку 4 приводят во вращение в направле­
нии, обратном направлению вращения детали. Одновременно
головка 4 вместе с суппортом получает движение продольной
подачи: за один оборот детали она перемещается на величину,
равную шагу резьбы.
Схема нарезания наружной резьбы вращающейся резцовой
головкой показана на рис. 337. Как видно из схемы, ось резцовой
головки смещена относительно оси детали на величину Ь.
Благодаря этому резец в течение одного оборота головки со­
прикасается с деталью не по всей окружности, а только на не­
большой ее части, срезая тонкую короткую стружку. Так как
за один оборот детали резец делает от 100 до 300 оборотов, то
за это время он срезает несколько сот коротких стружек. Эти
349
мелкие стружки вихрем отлетают от резца. На рис. 338 привел
дена схема вихревого нарезания внутренней резьбы.
Вихревой метод нарезания резьбы по сравнению с обычным
имеет следующие преимущества:
Рис. 337. Схема нарезания наружной резьбы вращающейся
резцовой головкой
а) благодаря высоким скоростям резания и производитель­
ности, машинное время уменьшается в 5— 7 раз;
б) повышается точность нарезаемой резьбы и чистота обра­
ботанной поверхности;
в) работа производится без охлаждения.
Рис.
338.
Схема
нарезания внутренней резьбы
резцовой головкой
вращающейся
Использование твердых сплавов позволяет вести обработку
стальных и чугунных деталей со скоростями резания 150—
300 м/мин и круговыми подачами детали на один оборот резца
от 0,6 до 1 мм/об.
Кроме однорезцовых головок, для вихревого нарезания
резьбы применяют двух-, трех- и четырехрезцовые головки. Т а ­
кие головки более производительны, чем однорезцовые. Если,
например, вместо однорезцовой головки применить двухрезцо­
вую, то машинное время уменьшится в два раза,
350
Вращающимися
резцовыми головками
можно нарезать
такж е и многозаходные резьбы. Например, для нарезания двухзаходной резьбы в головке устанавливают два резца под углом
180°, а для трехзаходной резьбы — три резца под углом 120°,
Контрольные
вопросы
1. К акие виды резьб применяют для передачи движ ения?
2. К ак правильно
установи ть
резец при нарезании
прямоугольных и
трапецеидальны х резьб?
3. К а к а я резьба н азы вается многозаходной? К огда она применяется?
4. В чем различие м еж д у ш агом и ходом многозаходной резьбы ?
5. П очему задний боковой угол
резца д ля
нарезания
многозаходной
резьбы д елаю т больш е, чем для нарезания однозаходной?
6.
К ак производится деление многозаходной резьбы на зах о д ы при по­
мощи верхней части суппорта?
7. К ак проверить профиль прямоугольной (трапецеидальной) резьбы ?
8. В чем зак л ю ч ается сущ ность вихревого метода нарезания
резьбы ?
Глава XXIV
ТОКАРНАЯ ОБРАБОТКА ДЕТАЛЕЙ СО СЛОЖНОЙ
УСТАНОВКОЙ
§ 1. ОБРАБОТКА ДЕТАЛЕЙ В ЛЮНЕТАХ
Длинные и тонкие детали, длина которых в 10— 12 раз
больше диаметра, при обтачивании прогибаются под действием
собственного веса и сил реза­
ния, в результате чего они по­
лучают бочкообразную фор­
му — в середине толще, а по
концам тоньше. И збеж ать это­
го можно, применив особое
поддерживающее приспособле­
ние — л ю н е т ы .
При приме­
нении люнетов можно обтачи­
вать детали, снимая стружку
большего сечения, не опасаясь
прогиба их.
Люнеты бывают неподвиж­
ные и подвижные. Неподвиж­
ный люнет (рис. 339) состоит
из чугунного корпуса У, с кото­
рым
посредством
болта 7
скрепляется откидная крышка
6, что облегчает установку д е­
тали. Основание корпуса лю ­
нета имеет форму соответственно направляющим станины, на
которых он закрепляется планкой 9 и болтом 8. В корпусе при
помощи регулировочных болтов 2 перемещаются два кулачка 4,
351
а в крышке— один кулачок 5. Для закрепления кулачков в тре­
буемом положении служат винты 3. Такое устройство позволяет
устанавливать в люнет валы различных диаметров.
Прежде чем установить заготовку в люнет, нужно прото-
Рис
340.
Обтачивание
детали с применением
люнета
неподвижного
чить у нее посредине канавку под кулачки шириной немного
больше ширины кулачка (рис. 340). Если заготовка имеет боль­
шую длину и небольшой диаметр, то при протачивании такой
канавки неизбежен прогиб самой заготовки. Во избежание
этого вначале протачивают дополнительную канавку ближе
к концу заготовки и, установив в ней люнет, протачивают основ­
ную канавку посредине.
Иногда заготовка может оказаться настолько длинной и
тонкой, что одной основной канавки не хватит. В подобных слу­
чаях протачивают еще две или больше' дополнительных
канавок.
Обработку в люнете ведут так: обтачивают деталь до ка­
навки, т. е. до места, где находится люнет, затем переверты­
вают деталь, устанавливают ее опять в центрах и, снова закре­
пив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнитель­
ные канавки; тогда применяют способ, показанный на рис. 341
и 342. Цилиндрическую втулку 2 (рис. 342) надевают на сред­
нюю часть заготовки У и с помощью болтов 4 устанавливают
концентрично с осью заготовки. Концентричность втулки про­
веряют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет
(рис. 3 41), а торцами — в центры и обтачивают до люнета. После
этого открывают люнет, снимают заготовку с центров и удаляют
втулку. Затем заготовку перевертывают и, установив кулачки
352
люнета по диаметру обточенной части, обтачивают оставшийся
участок заготовки.
Неподвижные люнеты применяют такж е для отрезания кон­
цов и подрезания торцов у длинных деталей. На рис. 343 пока­
зано использование неподвижного люнета при подрезании
торца: деталь закреплена одним концом в трехкулачковом пат­
роне, а другим установлена в люнете.
Таким же образом можно обработать точные отверстия
с торца длинной детали, например расточить коническое отвер-
Рис 341. Обтачивание детали со втулкой в неподвижном
люнете
Рис.
342. Проверка концентричности установки втулки
для обработки детали в неподвижном люнете
стие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены
точно по диаметру детали с центром на оси шпинделя; их не
следует зажимать туго. Поверхность детали, поддерживаемую
12 Зак, 529
353
Рис. 343. Подрезание торца детали, уста­
новленной
в патроне и неподвижном
люнете
Рис. 344. Неподвижный люнет с шарикопод­
шипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить тре­
ние и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной
обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с при­
менением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми
или шариковыми подшипниками (рис. 344). В этом случае тре­
ние скольжения заменяется трением Качения, благодаря чему
уменьшается нагрев обрабатываемой детали, что важно при
работе на больших скоростях резания.
Подвижный люнет (рис. 345) закрепляют на каретке суп­
порта. Вместе с ней он, следуя за резцом, перемещается вдоль
обтачиваемой детали и поддерживает ее в месте приложения
усилия, предохраняя от прогибов. Подвижный люнет приме­
няют при чистовом обтачивании длинных деталей. Он имеет
только два кулачка. Их выдвигают и закрепляют так же, как
кулачки неподвижного люнета.
§ 2. ОБРАБОТКА ДЕТАЛЕЙ НА ПЛАНШАЙБЕ
В простом четырехкулачковом патроне можно устанавли­
вать и закреплять самые различные по форме детали. Однако
встречаются такие детали, устанавливать и закреплять которые
более удобно на планшайбе или на угольнике.
Обработка на планшайбе. Планшайба представляет собой
чугунный диск, снабженный ступицей для навинчивания на ко­
нец шпинделя; на передней плоскости имеются 4— 6 канавок
Т-образного профиля и несколько сквозных отверстий.
12*
355
Детали крепят на планшайбе планками, прижимаемыми
болтами, или болтами, ввернутыми в кулачки (солдатики), ко­
торые передвигают вручную и закрепляют в пазах.
На рис. 346 показана установка и закрепление шатуна на
планшайбе для обработки в нем отверстия. Нижняя головка
шатуна 4 центрируется винтами 6 угольников 5, установлен­
ных в Т-образных пазах. Стержень шатуна закрепляется
Рис. 346. Устан овка и закрепление шатуна на планшайбе
Рис. 347. Установка и закрепление корпусной детали на планшайбе
двумя планками 2 с подкладками 1; планки заж аты болтами 3,
вставленными в продолговатые отверстия планшайбы. Так как
центр тяжести планшайбы после закрепления на ней шатуна
смещен относительно оси ее вращения, на планшайбу с проти­
воположной к верхней головке стороны привернут груз — проти­
вовес 7 для уравновешивания планшайбы с деталью, иначепланшайба при вращении будет бить и разбалтывать шпиндель
станка в подшипниках.
На рис. 347 показаны установка и закрепление на план­
шайбе корпусной детали 1 при помощи планок 4, упорных
стоек 2 и болтов 3.
Необходимо следить за тем, чтобы стойки под зажимными
планками были такой же высоты, как и стенки детали в месте
крепления. Зажимные болты следует располагать как можно
ближе к детали. Планки должны лежать ровно, без перекоса,
а болты быть равномерно (но не слишком туго)
затянуты,
иначе можно изогнуть зажимаемую деталь.
Установку детали на планшайбе проверяют рейсмусом, а
более точно индикатором.
356
§ 3. ОБРАБОТКА ДЕТАЛЕЙ НА УГОЛЬНИКАХ
Иногда приходится обрабатывать детали, форма которых не
позволяет устанавливать их в четырехкулачковом патроне или
непосредственно на планшайбе. В подобных случаях приме­
няют дополнительно угольник. На рис. 348 показаны уста­
новка и закрепление на угольнике патрубка для подрезания
торца у фланцев. Угольник 1 с точными взаимно перпендику­
лярными плоскостями прикреплен болтами 2 к планшайбе 5.
Патрубок 5 устанавливают на угольнике так, чтобы обрабаты­
ваемая плоскость была расположена параллельно планшайбе
и не била при вращении детали. Правильность установки про­
веряют рейсмусом или индикатором.
Чтобы обрабатываемая деталь и угольник при вращении не
били и не разбалтывали шпиндель станка в подшипниках, их
уравновешивают. Д ля этого на противоположной части план­
шайбы закрепляют груз — противовес 4.
На рис. 349 показаны установка и закрепление на уголь­
нике собранного подшипника 4 для растачивания в нем отвер­
стия, находящегося на точном расстоянии от нижней плоскости
Рис.
348. Установка и закрепление
патрубка на угольнике
Рис.
349. Установка и закрепление
подшипника на угольнике
основной плиты. Подшипник 4 прикрепляют к угольнику 5
двумя планками 3. Верхнюю плоскость горизонтальной полки
угольника устанавливают относительно центра станка на рас­
стоянии, равном высоте отверстия от нижней плоскости основ­
ной плиты. Правильность установки подшипника проверяют
рейсмусом по линии разъема крышки подшипника и по отвер­
стию. Д ля выверки угольника слегка отвинчивают болты 1 и
357
легкими ударами молотка поднимают или опускают угольник
вместе с подшипником, отыскивая его правильное положениеНайдя это положение, угольник снова закрепляют. Д л я уравно­
вешивания подшипника и угольника на планшайбе закрепляют
противовес 2.
На рис. 350 показан угольник, на котором устанавливают
патрубок для подрезания
торца у фланца. Патру­
бок 7 через отверстие на­
девают на палец 5, з а ­
крепленный в угольнике
8 так, чтобы ‘второй (об­
работанный) фланец сел
на горизонтальную пли­
ту угольника, а обраба­
тываемая плоскость бы­
ла параллельна диску 4 «
Правильность установки
патрубка проверяют рей­
смусом
или
индикато­
ром. Затем патрубок з а ­
крепляют болтом.
Угольник 8 отлит з а ­
Рис 350. Устан овка и закрепление па­
одно с диском 4 и грузом
трубка на угольнике
3.
помощи пальца 5, кони­
ческий хвостовик 1 которого вставлен в коническое отверстие
шпинделя. Привертывают диск болтами к планшайбе 2 , навер-»
нутой на резьбу шпинделя.
§ 4. ОБРАБОТКА ДЕТАЛЕЙ НА ОПРАВКАХ
Часто токарю приходится обтачивать детали, имеющие уж е
точно обработанное отверстие, причем наружные поверхности
этих деталей должны быть концентричны (соосны) этим обра­
ботанным отверстиям. В таких случаях для установки и закреп­
ления этих деталей применяют особые приспособления —
оправки.
Применяются различные конструкции оправок. Одна из
них была показана на рис. 36. На рис. 351, а и 352, а изобра­
жены цельные оправки, а на рис. 351, б и 352, б — разжимные.
Д ля обтачивания наружных поверхностей у детали, которая
имеет отверстие с резьбой, применяется резьбовая оправка
(см. рис. 352, а).
Цельные оправки с пологим конусом (его конусность равна
примерно 0,001) пригодны только для закрепления деталей,
отверстия которых изготовлены в пределах допуска* Эти
358
оправки с посаженной деталью устанавливаются в центрах, для
чего они имеют на торцах центровые отверстия (рис. 351, а).
Д еталь 2 насаживают на оправку 1 и снимают с нее при по­
мощи ручного пресса. При отсутствии пресса можно пользо­
ваться деревянным или свинцовым молотком. При н асаж ива­
нии детали необходимо избегать перекоса оправки в отверстии*
Разжимные
оправки
широко применяют для
закрепления деталей, у
• є
которых разница в р аз­
7 "мерах отверстия может
доходить до 0,5— 2 мм.
а)
Разжимная оправка, по­
казанная на рис. 351, б,
состоит из конического
стержня 1 с двумя резь­
бами, втулки 2 с проре­
зями и гаек 3 и 4. Деталь
закрепляется
благодаря
разжиму втулки 2 при пе­
ремещении ее вдоль ко­
нуса гайкой 3. Д ля сня­
тия детали с оправки
служит гайка 4. Для пе­
редачи оправке вращения
на ней закрепляют хому­
тик;
на
левом
конце
стержня 1 имеется лыска
5 для винта хомутика.
Для чистового обтачи­
Рис. 351. Центровые оправки:
вания зубчатых колес, ди­
а — цельная, б — разжимная
сков, втулок и др. токари
используют
разжимные
оправки (рис. 352, б). Деталь надевают на правую часть 1 оправ­
ки, снабженную тремя продольными разрезами 3. Конусную
пробку 2 вгоняют в корпус оправки легкими ударами ручника.
Оправка разжимается и прочно закрепляет насаженную на нее
деталь. Оправку устанавливают в коническое отверстие шпин­
деля, благодаря чему обрабатываемая деталь располагается
близко к правому подшипнику шпинделя. Такое расположение
детали обеспечивает жесткое ее закрепление и повышает точ­
ность и чистоту обработанной поверхности.
Когда деталь обточена, останавливают станок, на квадрат­
ную головку пробки надевают гаечный ключ и легким ударом
по его рукоятке проворачивают пробку 2 , которая должна
легко выходить из конического отверстия, после чего деталь
легко снимается с оправки.
359
На рис. 353 показана специальная конусная рифленая
оправка для черновой обработки деталей типа зубчатых колес,
муфт и втулок, разработанная токарем-новатором В . Семинским. Оправка снабжена конусными зубьями 1 и 3, которые
а)
Рис. 352. Консольные оправки:
а
— резьбовая,
б
— разжимная
при закреплении детали 2 легко врезаются в металл. В озм ож ность проворачивания закрепляемой детали исключается з а ­
тяжной гайкой 4 и трением между деталью и зубьями оправки.
Закрепляемая деталь обрабатывается снаружи и по торцам
(подрезаются правый и левый торцы).
Рис. 353. О правка конструкции В. Семинского для закрепле­
ния деталей типа зубчатых колес, муфт и втулок
При обработке на токарных станках деталей типа втулок,,
когда приходится срезать стружки большого сечения, а так ж е
при обработке на многорезцовых станках, целесообразно при­
менять быстродействующие самозажимные оправки , схемы ко­
торых показаны на рис. 354. На корпусе оправки 1 образован
один или несколько вырезов, имеющих профиль в виде пло-
360
скости (рис. 354, а, б) или криволинейной поверхности (рис.
354, в, г). М еж ду опорным профилем оправки и отверстием
обрабатываемой детали 2 установлены- закаленные ролики (по
схеме а, б и в) или кулачки 3 (по схеме г ), заключенные
в обойму 4 . Принцип действия самозажимных оправок основан
на заклинивании обрабатываемой детали роликами или ку­
/
2 .
3
ч
1 2
3 ^
б)
Рис 354. Схемы быстродействующих самозажимных
оправок с роликами (а, б, в) и кулачками (г)
лачками в результате совместного действия крутящих момен­
тов на оправке и резце, направленных в противоположные
стороны. Чем больше сила резания, а следовательно, и крутя­
щий момент на резце, тем сильнее заклинивается обрабатывае­
мая деталь на оправке.
При установке детали на оправку обойму поворачивают
против часовой стрелки, пока ролики или кулачки, перемещаясь
в радиальном направлении, не будут утоплены в обойме ниже
посадочного диаметра отверстия. После установки детали под
действием имеющихся пружин производится поворот в обрат­
ную сторону, причем ролики или кулачки предварительно з а ­
клинивают деталь. При врезании резца происходит дальнейшее
заклинивание детали.
Чтобы снять обработанную деталь с оправки, достаточно
немного повернуть обойму, которая отведет ролики или кулач­
ки, утапливая их.
361
Самозажимные роликовые оправки рекомендуется приме­
нять для установки заготовки по обработанному отверстию, а
оправки с кулачками — по необработанному. Однороликовые
оправки в связи с неизбежным односторонним зазором между
ними и деталью не обеспечивают точного центрирования
детали и могут применяться только при получистовой обра­
ботке.
§ 5. ОБРАБОТКА ЭКСЦЕНТРИКОВЫХ ДЕТАЛЕЙ
Если цилиндрическая часть какой-либо детали имеет ось,
параллельную главной оси детали, но не совпадающую с ней,
то говорят, что поверхность этой части эксцентрична, а деталь
в этом случае называют эксцентриковой.
А
в/
б)
Рис. 355. Эксцентриковые детали
На рис 355, а показана эксцентриковая деталь, у которой
главная ось обозначена буквами АА, а ось эксцентричной по­
верхности — буквами Б Б . К эксцентриковым деталям отно­
сятся такж е коленчатые валы (рис. 355, б ), так как у них ось
ББ кривошипной шейки В смещена относительно главной оси
АА коренных шеек.
Чтобы обточить коренные и кривошипные шейки у детали,
показанной на рис. 355, в, нужно засверлить центровые отвер­
стия на оси АА и на осях Б\Б\ и Б2Б2 эксцентричных поверх-
362
ностей. Для обтачивания коренных шеек устанавливают деталь
центровыми отверстиями на оси АА , а для обтачивания эксцент­
ричных шеек диаметров d\ и d2 — центровыми отверстиями со­
ответственно по осям Б\Б\ и Б2Б 2Эксцентриковые валики обычно обтачивают в центрах. При
величине эксцентриситета более 8— 10 мм сверлят на торцах
заготовки валика по два центровых отверстия (см. рис. 355, а),
смещенных по отношению друг друга на величину эксцентрик
ситета е. Отверстия А—А служат для .обтачивания поверхно­
стей ф d и ф d\y а отверстия Б — Б — для эксцентрично распо­
ложенной поверхности ф D. ‘ Особое внимание следует обра­
щать на точность расположения центровых отверстий Б —Б на
торцах заготовки эксцентрикового валика.
Рис 356. Р азм етк а центровых отверстий эксцентрикового
валика (а и б)\ кондуктор (в) для сверления центровых
отверстий эксцентрикового валика
В индивидуальном и мелкосерийном производстве за г о ­
товку из прутка обтачивают по наружной поверхности и под­
резают обе торцовые поверхности. Затем размечают места рас­
положения центровых отверстий, для чего заготовку кладут на
363
две призмы 3 на разметочной плите и рейсмусом 4 проводят
на обоих торцах центровые риски (рис. 356, а ) . Потом заготовку повертывают на призмах на 90°, проверяют ее положение
по угольнику и проводят центровые риски, перпендикулярные
первым (рис. 356, б ). Пересечение этих рисок определит поло­
жение центровых отверстий 1. Откладывая от горизонтальных
рисок по вертикали величину эксцентриситета еу проводят
третью риску на каждом торце. Пересечение их с вертикальной
риской определит расположение центровых отверстий 2. Затем
сверлят четыре центровых отверстия и приступают к обтачи­
ванию поверхностей с диаметрами d, d\ и D (см. рис. 355, а).
Д ля нахождения места расположения центровых отверстий
без разметки в эксцентриковых валиках используют специаль­
ное приспособление — к о н д у к т о р
(рис. 356, в). Этот кон­
дуктор представляет собой стакан 1, который устанавливается
сначала на один конец заготовки вала 5, а после сверления по
его двум втулкам 2 и 3 двух центровых отверстий устанавли­
вается на другой конец. Кондуктор закрепляется на заготовке
5 винтом 6, стягивающим пружинную часть стакана. Перед
сверлением центровых отверстий концы и торцы заготовки об­
тачиваются. На концах обточенных цилиндрических поверхно­
стей размечается по одной риске вдоль оси заготовки. На с та ­
кане кондуктора имеются две риски 4, с помощью которых
устанавливают его на концы заготовки, совмещая риску 4 кон­
дуктора с риской заготовки.
При эксцентриситете вала меньше 10 мм два центровых
отверстия не могут расположиться на торце заготовки. В этом
случае заготовку берут длиннее на две длины центровых отвер­
стий и сверлят центровые отверстия в центре каждого торца.
Затем заготовку устанавливают в центры и обтачивают все ци­
линдрические поверхности, расположенные на одной оси. Потом
срезают на обоих торцах участки с центровыми отверстиями и
сверлят смещенные на величину эксцентриситета центровые от­
верстия по кондуктору или по разметке. Установив заготовку
в эти отверстия, обтачивают все поверхности, эксцентрично
расположенные относительно оси заготовки.
Когда к точности эксцентриситета предъявляются высокие
требования, то устанавливают и выверяют заготовку в четы­
рехкулачковом патроне с помощью индикатора, как показано на
рис. 357, а. Наибольшее отклонение стрелки индикатора должно
равняться двойной величине эксцентриситета. При установке
заготовки по индикатору наконечник его необходимо подводить
к обточенной поверхности около кулачков.
Эксцентрическую поверхность можно обтачивать достаточно
точно, устанавливая заготовку в трехкулачковом самоцентрирующем патроне и подкладывая под один из кулачков (рис. 357, б)
пластину, толщина которой вычисляется по формуле
364
6 = 1 ,5 . ( l + і ) .
где е — величина эксцентриситета, мм\
D — диаметр поверхности заготовки, которой ее устанавливают
и закрепляют в патрон.
Если эксцентриковая деталь имеет отверстие, то для обта­
чивания ее насаживают на центровую оправку с пологоконичес­
кой поверхностью (рис. 358, а). Оправка имеет по два центро­
Рис. 357. У становка эксцентриковой детали в четырех­
кулачковом патроне с помощью индикатора (а) и в
самоцентрирующем трехкулачковом патроне с помощью
мерной пластины (б)
вых отверстия на каждом торце. Поверхность В обтачивают,
установив оправку центровыми отверстиями по оси ББ, а эксцен­
тричную поверхность Г обтачивают, установив оправку центро­
выми отверстиями по оси АА.
Центровая оправка (рис. 358, б) предназначена для обтачи­
вания эксцентриковой детали 1, которую насаживают и закрепля­
ют гайкой 2. Консольную оправку (рис. 358, в) такж е используют
для обтачивания эксцентриковой детали.
Если расстояние между осями АА и ББ настолько велико,
что центровые отверстия не размещаются на торцах детали
(рис. 3 59), то на концах детали закрепляют специальные флан­
цы, предварительно зацентрованные так, чтобы их оси совпада­
ли с осью эксцентричной поверхности. Таким образом обтачи­
вают шатунные шейки длинных коленчатых валов. Сначала
устанавливают вал 1 центровыми отверстиями, расположенными
на оси АА , и обтачивают основную часть и коренные шейки,
а после этого плотно закрепляют на конечных коренных шей­
ках фланцы 2 центровыми отверстиями по осям ББ, совпада-
365
ющим с осями шатунных шеек 3. Установив деталь с фланцами
при помощи отверстий по одной из осей ББ, обтачивают одну из
шатунных шеек 3, затем, сделав такую ж е установку отвер­
стиями по оси ВВ, обтачивают вторую шейку 4. Для предот­
вращения прогиба и пружинения вала применяют распорные
стержни 5 и 6, для уравновешивания вала при обтачивании ш а­
тунных шеек прикрепляют на планшайбе груз 7.
г
Рис. 358. Оправки для обтачивания эксцентриковых деталей:
а
Рис. 359.
и
б
— центровые,
У становка
в—
консольная
коленчатого вала
шатунных шеек
при. обтачивании
Проверить величину эксцентриситета обработанной детали
можно индикатором, как показано на рис. 360, а и б. Устанав­
ливают деталь в центры и определяют нижнюю точку эксцент­
366
ричной поверхности (рис. 360, а). Затем ставят циферблат инди­
катора на нуль и повертывают деталь примерно на 180° до полу*
чения максимального отклонения стрелки индикатора . (рис.
360, б). В этом случае эксцентриситет детали будет равен поло­
вине отсчета, показываемого стрелкой индикатора. При отсутст­
вии центровых отверстий эксцентриситет можно определить на
Рис. 360. Методы контроля эксцентрикового валика:
а иб
— с помощью индикатора,
в—
с помощью мерной пластины
разметочной плите с помощью плоскопараллельных меритель­
ных плиток (рис. 360, в). Сумма толщин подложенных плиток
Контрольные
1.
том, а
2.
' 3.
4.
5.
6.
7.
8.
вопросы
Д л я чего применяют люнеты? К огда пользую тся неподвижным лю не­
когда — п одвиж ны м?
В каких сл у чаях об р аб аты ваю т детали на планш айбе?
В каких сл у чаях об р аб аты ваю т детали на угольнике?
К огда д ля закрепления деталей применяют оправки?
К акие конструкции оправок вам известны ?
К акие детали н азы ваю тся эксцентриковыми?
К ак закрепляю т и об раб аты ваю т эксцентриковые детали ?
К ак проверяю т величину эксцентриситета у вали к а?
РАЗДЕЛ СЕДЬМОЙ
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТРУДА ТОКАРЯ. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Глава XXV
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ТРУДА ТОКАРЯ
§ 1. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ТОКАРЯ
Рабочим местом токаря называется участок производствен­
ной площади, закрепленный за данным рабочим и предназна­
ченный для выполнения токарной работы. Рабочее место осна­
щается в соответствии с характером выполняемых работ на
токарном станке, применяемых приспособлений, режущего и из­
мерительного инструмента.
На рабочем месте токаря находятся: станок, шкафчик с ре­
жущими и измерительными инструментами и принадлежностями
к станку (патрон, планшайба, закаленные и сырые кулачки,
люнет, ключи, центры и т. д .), заготовки и готовые детали.
Рациональная организация рабочего места токаря предус­
матривает наиболее удобные для производительной работы
планировку и размещение заготовок, приспособлений и инстру­
ментов, обеспечение безопасности работы, установление и поддер­
жание чистоты, порядка и нормальных условий труда на рабо­
чем месте, организацию бесперебойного обслуживания его всем
необходимым.
Рациональная организация рабочего места, постоянное со­
вершенствование и поддержание его в должном порядке сос­
тавляют характерную особенность передовых методов работы,
§ 2. ПЛАНИРОВКА РАБОЧЕГО МЕСТА ТОКАРЯ
При планировке рабочего места токаря (рис. 361) надо ру­
ководствоваться следующими правилами.
1. В се должно быть сосредоточено вокруг рабочего на воз­
можно близком расстоянии, но так, чтобы не мешало его свобод­
ным движениям.
2. Все, что во время работы употребляется часто, распола­
гать ближе; все, что употребляется редко, укладывать дальше»
368
гооо
1
500
420
Рис. 361
j _
3—
§Сх.
Рабочее место токаря-универсала
электролампа, 2 — планшет для измерительного инструмента и
станок, 4 — иструментальный шкафчик, 5 — подножная решетка,
для деталей и заготовок
чертежей,
6 — ящики
369
3. Класть заготовки и инструменты необходимо таким обра­
зом, чтобы место их расположения соответствовало естествен­
ным движениям рук рабочего. Например, заготовки, которые
берутся левой рукой, должны быть уложены в ящики 6 слева.
Если ж е заготовку трудно поднять одной рукой, надо ее класть
так, чтобы можно было удобно взять обеими руками.
4. Чертежи и операционные карты располагают на планшете
2, а рабочие наряды кладут в один из ящиков инструменталь­
ного шкафчика 4 .
5. Заготовки и готовые детали не должны загромождать ра­
бочее место токаря и должны быть расположены так, чтобы от
начала взятия заготовки с места, где она лежит, и до момента
складывания ее как уже готовой детали направление всех дви­
жений рабочего совпадало с направлением технологического
потока. Это особенно важно при обработке крупных деталей.
Мелкие заготовки, обрабатываемые в больших количествах,
следует хранить в ящиках^ расположенных у станка на уровне
рук рабочего. Готовые детали нужно складывать в такие же
ящики, расположенные вблизи рабочего места.
Для расположения
крупных заготовок и приспособле­
ний, а такж е и обработанных деталей на рабочем месте должны
быть предусмотрены стеллажи.
Инструменты, мелкие приспособления и документы следует
хранить в инструментальном ящике 4 .
§ 3. ПОРЯДОК И ЧИСТОТА НА РАБОЧЕМ МЕСТЕ
Поддерживание порядка и чистоты является частью рацио­
нальной организации рабочего места. Необходимо соблюдать
правила ухода за рабочим местом. В условиях массового произ­
водства, а также во всех случаях, когда выполняется узко огра­
ниченный круг работ, составляются специальные инструкции по
обслуживанию каждого рабочего места. Эти инструкции могут
быть оформлены в виде карт организации труда и рабочего мес­
та. Такие правила инструкции вывешиваются на рабочих мес­
тах.
Организация условий труда предусматривает рациональное
освещение, борьбу с производственным шумом, создание нор­
мальной температуры, влажности и чистоты воздуха, обеспече­
ние безопасности работы.
§ 4. ОРГАНИЗАЦИЯ ТРУДА НА РАБОЧЕМ МЕСТЕ
Экономия рабочего времени обеспечивает повышение произ­
водительности труда и является основным правилом токаря.
До на ч а л а ра б о т ы т о карь обязан:
проверить исправность станка, работу, всех механизмов, сис­
370
темы охлаждения, наличие ограждений; если станок неисправен,
надо немедленно сообщить дежурному слесарю;
смазать станок, осмотреть все масленки, заполнить маслом и
закрыть их отверстия; хорошая и своевременная смазка соот­
ветствующим маслом сохраняет точность и удлиняет долговеч­
ность станка;
ознакомиться с предстоящей работой; хранить чертеж и тех­
нологическую карту в удобном для работы положении; прове­
рить наличие и исправность инструмента и приспособлений;
осмотреть заготовки и проверить их соответствие чертежу в
отношении припусков, отсутствия внешних и других дефектов
(литейной корки, кузнечной окалины, коррозии и т. д.), влияю­
щих на качество детали или стойкость инструмента;
удалить с рабочего места все, что не нужно для предстоящей
работы.
Во в ре мя р а б о т ы т о к а р ь должен:
строго выполнять установленный технологический процесс;
экономить смазочные и обтирочные материалы, а также элек­
троэнергию, не допуская работы станка вхолостую;
не уходить от станка без разрешения мастера;
каждую заготовку, обработанную деталь, приспособление и
инструмент (режущий и измерительный) класть только на пре­
дусмотренные для них места, а не бросать куда попало;
пользоваться каждым предметом только по прямому назна­
чению, т. е. не применять резец вместо молотка, не пользоваться
случайными обрезками вместо подкладок для резца и т. д.;
беречь рабочие поверхности станка от ударов и грязи, не
класть режущие и измерительные инструменты, ключи и детали
на рабочие поверхности станка;
работать только острым, хорошо заточенным инструментом,
так как тупой резец сильно увеличивает нагрузку станка, дает
нечистую поверхность детали и ведет к поломке станка и инстру­
мента.
По о к о н ч а н и и р а б о т ы т о к а р ь дол же н:
разложить все инструменты и пр. по своим местам; протереть
все инструменты и рабочие поверхности приспособлений промас­
ленной тряпкой;
предъявить обработанные детали контролеру вместе с рабо­
чим нарядом;
сдать в кладовую ненужные больше инструменты и приспо­
собления;
смести щеткой стружку со станка, протереть станок обти­
рочным материалом, тщательно удалив всю грязь;
бросить промасленные тряпки в отведенные для этого ящики;
получить задание на следующий день, чтобы заранее озна­
комиться с чертежом и технологическим процессом и подгото­
вить инструмент и приспособления.
371
5 5. МНОГОСТАНОЧНАЯ РАБОТА
Существует много способов улучшения организации труда.
Одним из наиболее эффективных способов повышения произво­
дительности труда и снижения себестоимости продукции явля ­
ется многостаночная работа. Она нашла широкое применение в
нашей промышленности и, в частности, в машиностроении.
М н о г о с т а н о ч н а я р а б о т а заключается в одновремен­
ной работе одного рабочего на нескольких станках: ручные прие­
мы на каждом станке производятся в период машинной работы
всех остальных станков, т. е. установка и закрепление заготовки,
пуск и остановка станка, снятие обработанной детали и т. д.
производятся в то время, когда на остальных станках обрабаты­
ваются детали.
Число станков, которое может обслужить один рабочий,
определяется из следующего условия: время машинной работы
одного станка должно быть равно или больше суммы времени
ручных приемов на всех остальных обслуживаемых станках.
Если время машинной работы одного станка больше суммы вре­
мени ручных приемов на всех остальных обслуживаемых стан­
ках, то разница будет представлять свободное, т. е. незагружен­
ное время рабочего.
Допустим, что на трех токарных станках обрабатывают дета­
ли с одинаковым штучным временем, равным 12 мин, причем на
ручные приемы затрачивается 3 мин . Следовательно, на непо­
средственную работу станка, т. е. на машинную работу, расхо­
дуется 9 мин . Изобразим это на графике (рис. 3 62), отложив по
верхней горизонтальной линии время работы станков и время
работы токаря в минутах.
Д алее отложим на графике для первого станка ручное время,
равное 3 мин , и машинное время, равное 9 мин. После 3 мин ,
затраченных на ручные приемы, токарь, пустив первый станок,
переходит ко второму станку и выполняет ручные приемы тоже
в течение 3 мин. После пуска второй станок, работает, как и
первый, в течение 9 мин , что и откладываем на графике.
Запустив второй станок, рабочий переходит к третьему стан­
ку, где снова затрачивает 3 мин на ручные приемы. Он пус­
кает станок и возвращается к первому станку, который еще не
закончил обработку детали. Так как во время машинной рабо­
ты первого станка, равной 9 мин , рабочий выполнил ручные
приемы на втором и третьем станках в течение 6 мин, то у не­
го остается свободное время, равное 3 мин. Это показано на рис.
362, в нижней графе.
Приведенный пример наглядно показывает, что одновремен­
ная работа одного токаря на трех станках вполне возможна.
Больше того, для полной загрузки токаря можно было бы доба­
вить еще один станок для другой операции, у которой ручное
372
время не превышает 3 мин, а машинное время равно 9 мин или
кратно 9 (например, 18 или 27 мин).
Чтобы достигнуть хороших результатов в многостаночной ра­
боте, требуются определенные условия:
1)
должно быть установлено расчетом, что во время машин­
ной работы одного станка токарь свободно будет управляться
со всеми ручными приемами на остальных станках;
Время В минутах
|
0 1 2 3 4 5 6 7 в 9 10111213141516 17 18 19202122232b
1-й станом
2-й ста нон
3-й станон
Тонарь
Время Выполнения
ручных приемов
Условные обозначения
Щ Ц В р е м я машинной работы
j
\СВободное Время
Рис. 362. График многостаночного обслуживания для токарных станков
2) чтобы исключить возможные поломки станка, необходимо
обеспечить их автоматическими выключателями;
3) многостаночник должен быть освобожден от выполнения
вспомогательных работ по обслуживанию рабочего места — до­
ставки заготовок и инструмента на рабочее место, заточки инст­
румента, получения нарядов на работу, сдачи деталей контро­
леру и др;
4) подъем и установка на станке тяжелых деталей, требую­
щие значительного физического напряжения, должны быть пол­
ностью механизированы;
5) расстановка станков должна быть сделана с таким рас­
четом, чтобы максимально сократить время на переходы рабоче­
го от станка к станку.
Многостаночная работа позволяет многим станочникам вы­
полнять по нескольку норм. В результате их заработная плата
возрастает, а себестоимость выпускаемой продукции вследствие
повышения производительности труда значительно снижается.
Контрольные
вопросы
1. В чем зак л ю ч ается организация рабочего места токаря?
2. К ак надо ор ган и зовать труд токаря на рабочем м есте д ля достиж ения
лучш их р езул ьтатов работы ?
3. Ч то такое многостаночная раб ота?
4. К акие необходимы условия для перехода на многостаночное обслу­
ж ивание?
373
Глава XXVI
РАЦИОНАЛЬНЫЕ МЕТОДЫ ТОКАРНОЙ ОБРАБОТКИ
В нашей промышленности широко развернулось движение
новаторов производства. Токари-передовики, применяя все более
рациональные методы труда, добиваются значительного сокра^
щения нормы времени и тем самым увеличивают производи­
тельность труда. Лучшие технологические приемы и методы ра­
боты, применяемые токарями-новаторами, описаны в настоя­
щей главе.
§ 1. ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ, ПРИМЕНЯЕМЫЕ
ТОКАРЯМИ-НОВАТОРАМИ
Сверление и прорезание. При изготовлении коротких дета­
лей с отверстиями часто применяют следующий технологичес­
кий прием. Заготовку на несколько деталей, закрепленную од­
ним концом в патрон и упирающуюся другим концом в центр
задней бабки, обтачивают по наружной цилиндрической поверх­
ности (рис. 363, а ). Затем по всей заготовке прорезают канавки
на расстоянии, равном длине обрабатываемой детали плюс при­
пуск на подрезание торцовой поверхности. Канавки прорезают
на такую глубину, чтобы диаметр перемычки был на 0,1— 0,2 мм
меньше диаметра сверла, которым намечено сверлить отверстие
в заготовке. После этого отводят задний центр, заменяют его
сверлом и сверлят отверстие. Сверло, углубляясь в заготовку,
высверливает последовательно одну перемычку з а другой, от-
ь
Рис
а
363
Изготовление коротких втулок:
— обтачивание и прорезание,
б
— сверление
деляя друг от друга отдельные заготовки втулок (рис. 363, б)\
Такой прием создает следующие удобства:
1)
значительно сокращается время на подвод и отвод сверла
и резца, так как за одну установку обрабатывается несколько
деталей;
374
2)
отрезной резец — наименее прочный из всех режущих ин­
струментов, участвующих в обработке, работает с малыми пода­
чами и выполняет небольшую часть работы.
В результате время на выполнение операции сверления,
отрезания и обтачивания значитель­
но сокращается.
Применение
комбинированных
резцов. Токари-новаторы широко
применяют к о м б и н и р о в а н н ы е
р е з ц ы , т. е. резцы, имеющие до­
полнительные режущие кромки. Т а ­
кие резцы предназначены для по­
следовательной обработки несколь­
ких поверхностей или для совмеще­
ния нескольких переходов при од­
ном проходе инструмента.
На рис. 364 приведен пример ис­
пользования комбинированного рез­
ца при обработке цилиндрического
штифта. Д о применения этого резца
штифт обрабатывался тремя резца­
ми в •следующем порядке: сначала
пруток 2 (рис. 364, а) зажимали в
цанговом патроне 1 и обтачивали
конус резцом 3. Далее резцом 4 от­
резали деталь;- перевернув ее, снова
закрепляли в патроне и фасонным
резцом 5 обтачивали закругленный
конец.
Токарь Бушин, применив специ­
альный фасонный резец 6 (рис.
364, б) стал обтачивать за одну ус­
тановку штифт Б на конус и штифт
А по радиусу. Одновременно отре­
Рис. 364 Обработка
зался штифт А с ранее обточенным
детали:
конусом. В результате производи­
а
— по
обычному
способу,
тельность труда увеличилась в три
б — комбинированным резцом
по способу Бушина
раза.
Как видно из рис. 364, б, резец 6
является комбинированным: его ле­
вая режущая кромка служит для обтачивания детали на ко­
нус, правая — по радиусу.
Многорезцовая наладка. Многорезцовые наладки применяют
для одновременной обработки заготовок несколькими режущими
инструментами.
Для многорезцовой обработки таких деталей, как шпиндели
станков, многоступенчатые валики и т. п. применяют специаль­
375
ные многорезцовые станки большой мощности, характеризующи­
еся также и большой жесткостью. Однако в ряде случаев целе­
сообразно обработку вести на обычных токарных станках с при­
менением многорезцовой наладки.
Многорезцовые наладки позволяют уменьшить как машин­
ное, так и вспомогательное время.
На рис. 365, а показана схема окончательной обработки сту­
пенчатой детали двумя резцами одновременно. Многорезцовая
наладка для этого случая позволяет снизить машинное время
вдвое. Кроме того, экономится время на подвод и отвод одного
резца, а также на один поворот резцовой головки.
На рис. 365, б приведена схема вытачивания трех канавок
одновременно тремя резцами. В этом случае машинное время
сокращается втрое. Кроме того, экономится время на подвод
и отвод канавочных резцов, а также повороты резцовой головки.
На рис. 365, в показана схема одновременного сверления и
обтачивания (до упора) цилиндрической поверхности. Здесь
машинное время сокращается почти вдвое.
Использование дополнительного резцедерж ателя. В цехах
многих заводов получили широкое распространение дополни-
0
6)
Рис. 365
в)
Многорезцовая наладка:
а
— обтачивание д вух уступов одновременно, б — вытачивание трех кана­
вок одновременно, в — сверление и обтачивание, производимое одновременно
тельные резцедержатели, устанавливаемые на поперечных с а л а з ­
ках суппорта, по другую сторону от оси станка. Такие резце­
держатели позволяют значительно расширить возможности стан­
ка, так как в них можно устанавливать дополнительные резцы
и тем самым уменьшйть машинное время. Но не только в этом
заключается удобство дополнительного резцедержателя. При­
менение такого резцедержателя позволяет сокращать во мно­
гих случаях время на вспомогательные ручные операции.
Пусть требуется обточить у заготовки цилиндрическую по­
верхность 0 28 мм на длину 52 мм, выточить канавку и снять фас­
ку 3 X 4 5 ° (рис. 366, а ).
376
При обычном методе обработки на токарном станке в рез­
цовую головку устанавливают три резца: проходной упорный 1
для обтачивания цилиндрической поверхности с подрезанием
уступа 0 32 мм\ прорезной 2 для вытачивания канавки и фасочный 3 для снятия фаски. В этом случае необходимо при углуб-
к
с\.
Р
S'
■I
і г
V
а)
Рис. 366. Обработка валика:
а
— при
работе с одним резцедержателем, б — при
с дополнительным резцедержателем
работе
лении каждого резца ориентироваться по различным делениям
лимба поперечной подачи; после выполнения каждого перехода
поворачивать резцедержатель на новую позицию; при работе по
упорам иметь либо двухпозиционный упор, либо упор с ограни­
чителем длины.
При наличии дополнительного резцедержателя 4 можно в
обычную резцовую головку установить проходной упорный резец
1 (рис. 366, б) и обточить цилиндрическую поверхность ф 28 мм
на длину 52 мм с подрезанием уступа ф 32 мм\ после этого нуж­
но установить продольный упор и отвести резец на себя. Затем
установить в задний дополнительный резцедержатель два повер­
нутых лезвиями вниз резца — прорезной 2 и фасочный 3. При
такой установке резцов обработка будет протекать следующим
образом. После обтачивания цилиндрической поверхности до
упора резец 1 отводится в поперечном направлении, как у к аза­
377
но стрелкой А на рис. 366, б. По мере отвода резца / резцы 2 и 3
дополнительного резцедержателя 4 приближаются к поверх­
ности заготовки и, врезаясь в нее, вытачивают канавку и сни­
мают фаску.
При этом способе обработки резцы углубляют по двум р аз­
личным делениям лимба вместо трех, отпадает надобность в
поворотах резцедержателя, улучшаются условия работы резцов,
установленных в дополнительный резцедержатель (так как силы,
резания направлены вниз).
§ 2. СОКРАЩЕНИЕ ОСН ОВН ОГО (МАШ ИННОГО) ВРЕМЕНИ
Сокращение основного (машинного) времени достигается за
счет увеличения элементов режима резания — скорости резания
и подачи — и уменьшения числа проходов.
2
Рис 367. Многорезцовая дер­
ж авка для обтачивания сту­
пенчатого шкива
Рис. 368. Специальный резце­
держ атель для дву х резцов
Мн о г о р е з ц о в а я н а л а д к а ,
которую применяют для
одновременной обработки заготовки несколькими инструментами,
позволяет значительно сократить машинное время.
На рис. 367 показана многорезцовая держ авка для одновре­
менного обтачивания всех ступеней четырехступенчатого шкива.
Обтачивание сначала делают начерно, после этого поворачивают
державку на 180°, подрезают четыре торца и производят чисто-
378
вое обтачивание. Применение таких многорезцовых державок
повышает производительность примерно в 4 раза.
На рис. 368 показан специальный резцедержатель 2, закреп­
ленный в резцовой головке суппорта 3 станка. В резцедержателе
установлены два резца: резец 1 подрезает торец пустотелого
прутка, а резец 4 отрезает часть прутка после того, как резец
1 подрежет торец. Применение такого резцедержателя сокра­
щает время обработки в 2 — 3 раза. При старом способе нужно
сначала подрезать торец, затем повернуть резцовую головку
суппорта, подвести отрезной резец и только после этого сделать
отрезку.
§ 3. СОКРАЩЕНИЕ ВСПОМ ОГАТЕЛЬНОГО ВРЕМЕНИ
При резком снижении машицного времени, достигнутом тока*
рями-скоростниками, становятся совершенно нетерпимыми боль­
шие затраты вспомогательного времени при обработке деталей.
Токари-новаторы для сокращения вспомогательного времени
на закрепление детали, на подвод и отвод инструмента, на изме­
рения детали, на холостые ходы инструмента и др. применяют
различные приспособления и используют рациональные приемы
работы.
Сокращение вспомогательного
в р е м е н и на
закрепление
д е т а л е й при установке в центрах может
быть достигнуто при применении самозажимного хомутика (см.
рис. 308).
На рис. 307 был рассмотрен способ закрепления детали с по­
мощью рифленого переднего центра, установленного в шпин­
дель передней бабки, и вращающегося центра, установленного в
заднюю бабку. Такой способ закрепления позволяет обрабаты­
вать втулки по всей длине без перестановки. При этом процесс
установки значительно сокращается.
С о к р а щ е н и е в р е м е н и на п о д в о д и о т в о д и н ­
с т р у м е н т а и н а х о л о с т ы е х о д ы р е з ц а такж е умень­
шает вспомогательное время. По окончании каждого прохода
токарь должен отвести режущий инструмент от обработанной
поверхности детали, чтобы потом путем продольного перемеще­
ния суппорта перевести его в исходное положение для второго
прохода. Д ля этого достаточно отвести резец от детали на рас­
стояние 5 — 6 мм. Однако неопытные токари часто отводят резец
на 20 — 30 мм от обработанной поверхности, теряя непроизво­
дительно вспомогательное время.
Г. Борткевич установил, что при обработке ступенчатых де­
талей вспомогательное время на холостые перемещения резца
зависит от того, в какой последовательности чередовать обра­
ботку ступеней. На рис. 369 показан пример сокращения време­
ни холостых ходов при наружном обтачивании и подрезании
379
торцов детали с небольшими ступенями и широкими торцами.
По старому способу обработка начиналась с подрезания малого
торца и заканчивалась обтачиванием цилиндрической поверх­
ности наибольшей ступени. При этом подача резца при обтачи-
Рабочий ход
резца
Рис.
369.
а
Пример
----- -- Холостой ход
резца
сокращения
ходов:
времени
холостых
— старый способ, б — способ Г. Борткевича
вании как цилиндрических, так и торцовых поверхностей произ­
водилась механически, а холостые ходы резца — преимуществен­
но вручную поперечной подачей. Поперечная ручная подача уто^
мительна и требует значительной затраты времени. По предло­
жению Г. Борткевича обработка начинается с обтачивания
ступени большого диаметра 1, а заканчивается подрезанием м а­
лого торца 6. При таком порядке обработки резец обтачивает как
цилиндрические, так и торцовые поверхности механической по­
дачей, а холостые ходы резца производятся вручную в основном
только в продольном направлении при помощи маховичка про­
дольной подачи. Такая подача менее утомительна и произво­
дится значительно быстрее, чем поперечная ручная подача.
На рис. 369, а показан путь прохождения резца при обработ­
ке по старому способу, а на рис. 369, б — путь прохождения
резца по способу Г. Борткевича. Сплошными линиями показаны
рабочие ходы резца, а пунктирными — холостые.
С о к р а щ е н и я в р е м е н и н а х о л о с т ы е х о д ы тока­
ри-новаторы достигают часто за счет применения комбинирован-
380
ного инструмента. Токарь-скоростник тов. Малышев вместо
двух-трех резцов, применяемых другими токарями, подрезает
торец, снимает правую фаску, растачивает отверстие и снимает
левую фаску одним отогнутым проходным резцом "(рис. 3 7 0 ),
что значительно уменьшает холостые ходы резца.
сокращение
вспом гательного
времени
на
измерение
деталей
достигается за счет приме­
нения лимбов продольной и
поперечной подач, жестких
упоров
и
ограничителей
длины и применения авто­
матических измерительных
устройств.
а)
Рис. 370. Использование
отогнутого
проходного
резца
для
подрезания
торца, растачивания отвер­
стия и снятия фасок
Рис. 371. Применение откидного упора
при отрезании заготовки:
а
— откидной упор установлен в пиноль
задней бабки, б — откидной упор установлен
в резцедержатель
Заслуживает внимания применение новаторами ограничи­
телей длины в виде откидных упоров. На рис. 371, а показан
откидной упор, установленный в пиноль задней бабки. Пруток,
который необходимо разрезать на части определенной длины,
подается через отверстие в шпинделе до откидного упора, а з а ­
тем закрепляется. Все охрезаемые части прутка получаются рав­
ными по длине, и это достигается без всяких измерений.
На рис. 371, б показан откидной упор, установленный в рез­
цедержатель, позволяющий отрезать одновременно две детали
точно по длине без каких-либо измерений.
381
§ 4. КОМПЛЕКСНЫЙ МЕТОД СОКРАЩЕНИЯ ШТУЧНОГО ВРЕМЕНИ
Токари-новаторы сокращают штучное время путем умень­
шения основного, вспомогательного и подготовительно-заклю­
чительного времени. Такое сокращение штучного времени полу­
чило название комплексного метода.
Применение комплексного метода часто приводит к измене­
нию части или всего технологического процесса обработки. При­
мером является изменение порядка обработки детали по спосо­
бу, предложенному токарем П. Быковым. На рис. 372, а пока-*
2 -л операция
FН
р і /
а)
2-я операция
1
v/
3
\
2
А
<?)
Рис. 372. У становка и закрепление детали:
а
— до
предложения
П.
Быкова,
П. Быкова
б
— после
предложения
заны существовавшие установка и закрепление детали, а на рис,
372, б — установка и закрепление той же детали по методу то­
каря Быкова.
Первая операция обработки детали (рис. 372, а) произво­
дилась в четырехкулачковом патроне с выверкой ее по поверх­
ности Л; эта поверхность протачивалась в размер, а торец Б
подрезался. Для второй операции применялся трехкулачковый
патрон, при этом обрабатывались торец В и отверстие детали*
Основной недостаток данного способа обработки заключался в
382
большой затрате времени на выверку детали в четырехкулачко­
вом патроне.
П. Быков предложил другой способ обработки, а именно:
для первой операции (рис. 372, б) з аж ать деталь в трехкулач­
ковом патроне за поверхность Л, подрезать торец Б, сверлить и
расточить отверстие. Вторую операцию П. Быков осуществ­
ляет, устанавливая деталь на гладкой оправке 2, вместе с кото­
рой деталь вращается непосредственно от поводка 1 патрона 5,
при этом обтачивает поверхность А и второй торец Б. Благода­
ря такому способу обработки отпала необходимость в установ­
ке и выверке детали в четырехкулачковом патроне, что отни­
мало значительное время; повысилась такж е точность располо­
жения наружной поверхности по отношению к отверстию.
Рассмотренные примеры сокращения штучного времени по­
казывают лишь основные направления в работе новаторов
производства. Однако эти примеры далеко не исчерпывают всех
методов рациональной работы. С каждым днем возникают всё
новые и новые методы обработки, которые часто в корне меняют
старые методы, как не соответствующие современному состоя­
нию техники.
Контрольные
вопросы
1. К акие вы зн аете пути сокращ ения основного (маш инного) времени?
П риведите примеры сокращ ения машинного времени.
2. П очему
при многорезцовой наладке со кр ащ ается машинное время?
3. З а счет каких элем ентов новаторы сокр ащ аю т вспом огательное врем я?
4. Каким образом сокр ащ аю т новаторы время на измерение деталей в
процессе обработки?
5. Какими ср ед ствам и новаторы сокр ащ аю т время на устан овку, зак р еп ­
ление и съем детали ?
6. Какими способами м ож но сократить время на подвод и отво д реж ущ их
инструментов?
7. В чем закл ю ч ается комплексный метод сокращ ения штучного времени?
Глава XXVII
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ДЕТАЛЕЙ
НА СТАНКАХ
§ 1. ОБЩ ИЕ СВЕДЕНИЯ О РАЗРАБОТКЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ОБРАБОТКИ ДЕТАЛЕЙ
В зависимости от требуемых точности размеров и чистоты поверх­
ностей детали могут обрабатываться в один, два или три этапа.
Неточные детали с чистотой поверхностей V 2 — V 3 обычно об­
рабатываются в один этап; точные детали или детали с чистотой
поверхностей V 4 и выше — в два, а иногда в три этапа: первый
383
этап — предварительная или черновая обработка, второй — чисто­
вая и третий — отделочная обработка.
На первом этапе снимают большую часть припуска( ~ 7 0 % ) ;
вследствие возникающих при этом значительных сил резания и
деформаций детали точность ее размеров получается низкой, а
чистота поверхностей обычно соответствует V 2 — V 3 . На втором
этапе снимают значительно меньшую часть припуска ( — 25—
3 0 % ) , благодаря чему форма детали исправляется, а точность
размеров и чистота обработанных поверхностей повышается. На
третьем этапе окончательно обрабатывают точные или очень
чистые поверхности (в соответствии с заданными техническими
требованиями), снимая оставшийся припуск ( — 5 % ) .
Большинство поверхностей, особенно у мелких деталей
(/ = 30— 50 мм)у -невысокой точности (4— 5-го классов), напри­
мер болтов, штырей, мелких валиков и др., изготовляемых из
сортового материала, часто обрабатывают сразу начисто в од­
ну — две операции.
Обработка деталей с точностью размеров 3— 4-го классов
обычно разделяется на два этапа — черновой и чистовой, выпол­
няемых, как правило, на разных станках. Обдирочные и черно­
вые операции рекомендуется выполнять на более мощных, но
менее точных станках, чем чистовые операции. Выполнение чер­
новых операций на точных станках влечет за собой снижение их
точности вследствие повышенного износа при больших нагруз­
ках, неизбежно возникающих при черновой обработке.
Отдельные поверхности детали могут быть обработаны р аз­
личными способами. Например, обработку отверстий можно вы­
полнить сверлом; сверлом и резцом; сверлом и зенкером; свер­
лом, зенкером и разверткой. При этом обработка сверлом яв­
ляется
наиболее производительным способом, но наименее
точным; обработка сверлом, зенкером и разверткой — наиболее
точным, но менее производительным и не всегда экономичным.
Отделочные операции целесообразно относить к концу тех­
нологического процесса.
§ 2. ПОРЯДОК СОСТАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ОБРАБОТКИ ДЕТАЛЕЙ
Для составления технологического процесса обработки дета­
ли необходимо иметь чертеж ее и заготовки с техническими
условиями, сборочный чертеж узла, в который входит данная
деталь, производственную программу и паспорта станков, к а ­
талоги режущих и измерительных инструментов, альбомы нор­
мальных приспособлений, материалы по режимам резания и по
нормированию времени обработки.
Составление технологического процесса ведется в следую­
щем порядке:
384
1. Знакомство с машиной в целом и с назначением данной
детали. Изучение чертежа детали и технических условий ее из­
готовления.
2. Выбор вида заготовки, определение размеров припусков
на обработку и размеров заготовки.
3. Выбор черновой и чистовой баз и способов закрепления з а ­
готовки на станках.
4. Составление технологического маршрута, в котором ука­
зывается перечень и содержание операций, установок и перехо­
дов и схематическое их изображение (см. классификатор пере­
ходов, приложение I I ) .
5. Выбор для каждой операции типа и модели станка, а
также приспособлений, режущего и измерительного инструмен­
тов.
6. Определение расчетных размеров обрабатываемых поверх­
ностей для каждого перехода.
7. Выбор режимов резания и расчет основного (машинного)
времени обработки для каждого перехода, а при необходимости
и штучного времени для каждой операции.
Технологический процесс следует строить на базе передовых
методов труда, с учетом опыта новаторов производства и сов­
ременной технологии; он должен обеспечить возможно высокую
производительность и экономичность при условии соблюдения
требуемой и достаточной точности размеров и чистоты обрабо­
танных поверхностей.
§ 3. М ЕТОД ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ
На разных заводах близкие по форме и размерам детали об­
рабатываются по различным технологическим процессам. Мно­
гообразие этих процессов можно значительно сократить, если
обрабатывать однотипные детали по групповым технологичес­
ким процессам.
В настоящее время при разработке технологических процес­
сов обработки деталей на станках применяется м е т о д г р у п ­
п о в о й о б р а б о т к и д е т а л е й , при котором детали класси­
фицируются по видам обработки (токарная, револьверная, фре­
зерная и др.) После этого детали каждого класса разделяются
на группы деталей, сходных по форме и размерам и общности
процесса их обработки. Затем разрабатывается технологический
процесс не на отдельную деталь, а на группу деталей, технологи­
чески сходных и характеризующихся общей последователь­
ностью обработки, одинаковым станком, приспособлением, ре­
жущим инструментом и наладкой.
Для составления группового технологического процесса об­
работки принятых деталей в каждой группе выбирается наибо­
лее характерная деталь. Эта деталь состоит из ряда элементар­
13 Зак. 529
385
ных поверхностей (наружных и внутренних, цилиндрических и
конических, наружных и внутренних канавок и резьб и др.)»
имеющихся в других деталях той ж е группы. Выбранная деталь
должна иметь полный комплекс поверхностей, которые имеются
в других деталях группы, и поэтому ее называют комплексной
деталью данной группы. Все другие детали этой группы должны
иметь полный комплекс поверхностей или только часть их. П о­
верхности могут быть расположены в той ж е или другой после­
довательности, чем у комплексной детали.
На рис. 373, а и б показаны детали, обрабатываемые по
групповому методу. Одинаковые (по своему виду) поверхности
1 2 3 *
3
2 3
r U r ^
323 *
л ігК
12 3 И
ш
-L
6)
Рис. 373. Детали, обрабатываемые
по групповому
методу
этих деталей обозначены одними и теми ж е цифрами: / — на­
ружная резьба; 2 — наружная канавка; 3 — цилиндрическая
наружная поверхность; 4 — коническая наружная поверхность;
5 — отверстие с уступом; 6 — отверстие сквозное; 7 — внутрен­
няя резьба; 8 — внутренняя канавка.
Деталь, показанная на рис. 373, а , является комплексной для
данной группы деталей. Для обработки каждой детали, входя­
щей в данную группу, кроме комплексной, все запроектирован­
ные инструменты могут не потребоваться.
Применение групповой обработки деталей делает целесооб­
разным оснащение токарных станков специальными сменными
резцедержателями, закрепляемыми в резцовой головке и про-*
386
дольными и поперечными упорами, что в целом обеспечивает
значительное повышение производительности труда и сокраще­
ние затрат на приспособления и инструменты.
§ 4. КАРТЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ
ДЕТАЛЕЙ НА СТАНКАХ
Для наиболее рациональной и экономичной обработки дета­
лей машин рекомендуется предварительно разработать техноло­
гические процессы обработки их. Обычно такие процессы разра­
батываются технологами и записываются в специальные техно­
логические карты механической обработки деталей (см. прило­
жения IV — V ) . В картах приводятся данные об обрабатываемой
детали: ее наименование и номер, материал, вид и размер заго­
товки, размер партии деталей (для серийного производства) и
эскиз деталей. В этих картах фиксируется такж е процесс обра­
ботки детали с расчленением его на операции, установки и пе­
реходы, указывается их содержание.
Операции в картах технологического процесса обозначаются
обычно римскими цифрами I, II, III и т. д., установки — боль­
шими буквами А, Б, В и т. д. и переходы— арабскими цифрами
У, 2 , 3 и т. д.
Содержание операций, установок и переходов иллюстриру­
ется эскизами обработки с условным изображением способа
крепления обрабатываемой заготовки на станке, приспособле­
ния и режущего инструмента. Затем в картах указываются ти­
пы и модели станков, наименование приспособлений, режущего
и измерительного инструментов, режимы резания, время обра­
ботки, квалификация станочника.
В карте приводятся также подписи технолога, составлявшего
карту и проверявшего ее.
На многих заводах в дополнение к технологическим картам
обработки составляются такж е и операционные карты. На к а ж ­
дую операцию разрабатывается операционная карта. В ней по­
дробно указывается, как надо обработать деталь по каждому
переходу (см. приложение I I I ) .
§ 5. ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНА
Строгое соблюдение технологического процесса, оформлен­
ного в виде технологических карт, т. е. соблюдение технологи­
ческой дисциплины,— основной закон производства. Где не соб­
людается технологический процесс, там обычно не выполняется
программа и почти всегда возможен брак деталей.
В нашей стране токари активно участвуют в рационализа­
торской работе, и имена лучших токарей-передовиков широко
известны и пользуются заслуженным авторитетом. Лучшие то-
13*
387
кари нашей страны П. Быков, В. Семинский, В. Колесов и др.
внесли много нового в технологию токарного дела.
В социалистическом производстве методы рационализации
технологического процесса должны являться основным условием
усовершенствования обработки, удешевления себестоимости про­
дукции, ускорения производства и повышения качества изделия.
Поэтому для инициативного рабочего-новатора открыты широ­
кие возможности рационализации технологического процесса.
Но это не значит, что можно изменять технологию самостоя­
тельно, без разрешения работников, занимающихся технологией
на заводе. Самостоятельное изменение технологии может при­
нести ущерб производству.
Всякое усовершенствование технологического процесса, пред­
ложенное рабочим, должно быть оформлено в виде рационали­
заторского предложения, которое после рассмотрения и одобре­
ния вносится в технологическую документацию.
На заводах существуют отделы рабочего изобретательства
( Б Р И З ) , которые имеют своей задачей привлекать рабочих к со­
вершенствованию технологических процессов путем подачи ра­
ционализаторских предложений. За каждое реализованное пред­
ложение автору выплачивают денежную премию, величина ко­
торой зависит от суммы полученной экономии.
Контрольные
вопросы
1. Р а сск а ж и те о порядке составлени я технологического процесса об р аб от­
ки детали .
2. В чем зак л ю ч ается сущ ность метода групповой обработки деталей?
3. К ак овы преимущ ества применения групповой обработки деталей?
4. К акие сведения зап и сы ваю т в технологическую карту?
5. В чем различие м еж д у операционной и технологической картами?
6. К ак ое значение имеет технологическая дисциплина?
7. М о ж ет ли токарь сам изменить технологический процесс обработки
детали ?
8. Какой порядок оформления изменений в технологическом процессе?
Глава XXVIII
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ
НА ТОКАРНЫХ СТАНКАХ
§ 1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТОКАРНОЙ ОБРАБОТКИ ВТУЛОК
Общие сведения о токарной обработке втулок. К классу вту­
лок относятся детали со сквозным отверстием и с наружной
гладкой или ступенчатой поверхностью. Втулки широко исполь­
зуются в машинах. Основным техническим требованием боль-
388
шинства втулок является концентричность наружных и внут­
ренних поверхностей и перпендикулярность одной или обеих
торцовых поверхностей втулки ее оси.
По форме втулки можно разделить на следующие четыре
группы:
1) гладкие;
2) с гладким отверстием и ступенчатой наружной поверх­
ностью;
3) с гладкой наружной поверхностью и ступенчатым от­
верстием;
4) со ступенчатыми отверстием и наружной поверхностью.
Втулки изготовляют из пруткового материала и заготовок,
отлитых из чугуна и цветных металлов и реже кованых и штам­
пованных. З а последнее время стали применять втулки из пласт­
масс.
Токарная обработка гладких втулок из прутка. Рассмотрим
наиболее характерные примеры обработки гладких втулок. Т а ­
кие втулки диаметром до 160— 180 мм обычно изготовляются из
прутка.
Обработка единичной гладкой втулки (рис. 374, а) произво­
дится из отрезанной от прутка ф 45 мм заготовки длиной 80 мм
в патроне за одну операцию. В первой установке подрезается
торцовая поверхность заготовки (рис. 374, б ) , затем она обта­
чивается на ф 40 мм (рис, 374 в ) , сверлится ф 22 мм на длине
58 мм (рис. 374, г ), растачивается на 0 24 мм на длине 56 мм
(рис. 374, д) и отрезается на длину 51 мм (рис. 374, е). Во
второй установке подрезается другой торец (рис. 374, ж) и вы­
держивается длина 50 мм.
Если наружная поверхность должна быть обработана по
3-му или 4-му классу точности, то ее необходимо обтачивать от
двух до трех раз. То ж е относится и к отверстию. Если отвер­
стие втулки должно быть изготовлено по 2, 2а, 3 или За клас­
сам точности, то растачивать его потребуется два-три раза. При
растачивании отверстия расточным резцом достигают строгой
концентричности наружной поверхности втулки к ее отверстию
при обработке их с одной установки. При партии втулок 10,
20 шт. и более, т. е. при серийном производстве, такие гладкие
втулки обрабатываются за несколько операций с применением
упоров и лимбов. В этом случае целесообразно обрабатывать
втулки из длинного прутка, если его диаметр меньше диаметра
отверстия в шпинделе.
Неточное отверстие с чистотой поверхности v 2— v3 можно об­
работать сверлом. При повышенных требованиях к точности и
чистоте поверхности отверстия используют расточный резец
при небольшой партии втулок (5 — 10 шт.). При большой партия
рекомендуется после сверла применять резец или зенкер и одну
или две развертки.
389
Если точное отверстие втулки обрабатывается начисто одной
или двумя развертками, то для получения строгой концентрич­
ности наружной поверхности к отверстию необходимо вводить
дополнительное обтачивание при установке втулки на точную
центровую или консольную оправку (см. рис. 351 и 352).
При чистовом обтачивании малой партии гладких втулок
иногда токари применяют самоцентрирующий патрон с расто­
ченными сырыми кулачками. Растачивают кулачки строго по
наружному диаметру закрепляемой втулки. Время обработки
'ЧЧнругоп
w
/ш
ш
.
о
<\J
іг —
*
V
У ////Ш
Ш
50
а)
'6 0
55
58
“Ь
.ъ
—Ът
:Ж
б)
0)
56
Ъ .
^
г)
51
т \
&
J0
Рис.
374.
т)
*)
*)
П оследовательность
токарной
втулки
обработки
одной
гладкой
втулки можно уменьшить, если совместить черновое обтачивание
наружной поверхности со сверлением отверстия (см. рис. 365, в ) .
Отрезать втулку от прутка рекомендуется отрезным резцом»
390
установленным в заднем резцедержателе на поперечных с а ­
л азках.
Токарная обработка гладких втулок из штучных заготовок.
При серийном производстве гладкие втулки с наружным диа­
метром более 30— 40 мм обрабатывают обычно из штучных з а ­
готовок, так как пруток не проходит сквозь отверстие в шпинде1
S74 кругом
а"
s
ч
шшшш.
90
[\ - so
а)
Операция П
Жл
js '
€4
п-♦
е>
0)
2)
Операция Ш
Г\
в. Т ь .
-----------Y1—
Ж)
Операция IV
е
--3 t-
з)
Рис
375. Последовательность
токарной обработки партии гладких
втулок
391
ле станка. В этом случае пруток предварительно разрезается на
мерные заготовки. Например, необходимо обработать 50 втулок
(чертеж втулки показан на рис. 375, а).
В операции I пруток диаметром 85 мм на дисковой пиле раз­
резают на заготовки длиной 95 мм.
В операции II заготовку устанавливают в кулачки самоцентрирующего патрона, в котором обтачивают наружную поверх­
ность начерно до 0 82 мм на длине 50 мм (рис. 375, б ), подреза­
ют торец, снимая припуск 2 мм (рис. 375, в) и сверлят отверстие
сверлом 0 28 мм (рис. 375, г) на всю длину заготовки.
В операции III заготовку устанавливают в патрон обрабо­
танной поверхностью и обтачивают оставшуюся необработанной
наружную поверхность то ж е до 0 82 мм (рис. 375, д). Затем
подрезают другую торцовую поверхность в размер 90 мм по дли­
не (рис. 375, е) и начисто растачивают просверленное отверстие
до Ф 30 мм (рис. 375, ж).
При большей точности отверстия после растачивания приме­
няют развертывание или зенкерование и развертывание, или до­
полнительно растачивают резцом.
В операции IV заготовку устанавливают на оправке и обта­
чивают начисто наружную поверхность 0 80 мм (рис. 375, э).
Для обработки втулок диаметром более 80 мм часто исполь­
зуют заготовки в виде отливок и реже в виде поковок. З а го ­
товки для таких втулок обычно изготовляют с отверстиями.
При обработке единичных втулок заготовку обычно прини­
мают на 20— 30 мм длиннее требуемой длины, чтобы ее можно
было установить и закрепить в кулачках патрона за эту удли­
ненную часть, которую затем отрезают. На рис. 376 показаны
эскизы технологического процесса обработки втулки (см. рис.
375, а) из отлитой заготовки. Начинается обработка с подреза­
ния торца (рис. 376, а ), затем производятся обтачивание (рис.
376, б ), растачивание (рис. 376, в) и отрезание (рис. 376, г). Так
как втулка обрабатывается за одну установку, концентричность
наружной поверхности ее к отверстию достигается достаточно
высокая (0,03— 0,05 мм).
При изготовлении партии аналогичных втулок (диаметром
более 100 мм) заготовки отливают с отверстием, но без увеличе­
ния их длины на 20— 30 мм, и обработку производят так, как
показано на рис. 375 (сверление отверстия в этом случае не тре­
буется).
Токарная обработка ступенчатых втулок с гладким отвер­
стием. У ступенчатых втулок наружная поверхность состоит из
отдельных участков разных диаметров, а иногда разных разме­
ров по ширине. При повышенных требованиях к концентрично­
сти наружных поверхностей ступеней втулки к ее отверстию ре­
комендуется чистовое обтачивание производить на оправке при
базировании ее по отверстию.
392
Ступени втулки рекомендуется обтачивать подрезным рез­
цом, несмотря на то, что его стойкость меньше, чем у проходно­
го резца. Следует применять вместо двух резцов один как для
обтачивания, так и для подрезания уступов ступеней, так как в
этом случае не требуется дополнительно повертывать резцедер­
жатель. Для ступенчатых втулок при средне- и крупносерийном
Рис. 376. Последовательность
токарной обработки
заготовки
одной
втулки
из
литой
производстве заготовки обычно изготовляют отливкой и реже
ковкой и лишь при малых перепадах ступеней — из проката.
При обработке ступенчатых втулок мелкими партиями ши­
роко используют продольные и поперечные лимбы и упоры.
Рассмотрим пример токарной обработки втулки, показанной
на рис. 377, а . При обработке 5 — 10 втулок следует принимать
заготовку, отрезанную от прутка 0 105 мм и длиной 124 мм.
В операции I заготовку устанавливают в самоцентрирующий
патрон и в первом переходе проходным отогнутым резцом под­
резают торец на длину 122 мм (рис. 377, б ). Во втором перехо­
де подрезным резцом обтачивают предварительно наружную
поверхность на 0 82 мм за 2 — 3 прохода на длине 89 мм, остав­
ляя I мм припуска для чистового подрезания уступа (рис,
377, в). В третьем переходе обтачивают предварительно мень­
шую ступень втулки на 0 62 мм на длине 49 мм (рис. 377, г ) .
После этого в четвертом переходе сверлят отверстие 0 36 мм на
всю длину втулки (рис. 377, д) и в пятом переходе растачивают
его на 0 38 мм (рис. 377, е ).
В операции II заготовку устанавливают обработанной по­
верхностью 0 62 мм в самоцентрирующем патроне и в первом
переходе подрезают торец на длину 120 мм (рис. 377, ж ). Во вто­
ром переходе предварительно обтачивают большую ступень
втулки на 0 102 мм (рис. 377, з) и в третьем переходе растачи­
вают отверстие окончательно на ф 40Л 3 мм (рис. 3 7 7 , и). При на-
393
личии развертки соответствующего диаметра целесообразно от­
верстие развертывать с предварительным растачиванием его на
Ф 39,7— 39,8 мм резцом или зенкером.
В операции III заготовку устанавливают на оправке и обта-
SJ3 кругом
Рис. 378. Пос ледовательность токарной обработки гладкого
дуальном производстве
диска
в
индиви­
чивают начисто все три ступени втулки и подрезают два уступа
(рис. 377, к, л, м).
Приведенная технология применяется тогда, когда к концен­
тричности наружных поверхностей втулки и„ее отверстию предъ­
является высокая точность (0,03— 0,08 мм).
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТОКАРНОЙ ОБРАБОТКИ
ДИСКОВ
К д и с к а м относятся детали, представляющие србой тела
вращения с наружным диаметром, превышающим их *длину
|(или толщину) в несколько раз. К этой группе деталей от­
носятся такж е заготовки многих зубчатых колес, неширокие
шкивы, кольца и др.
Диски могут быть: гладкие и с отверстиями; с наружными
поверхностями — гладкими и ступенчатыми; с торцовыми по­
верхностями — гладкими, ступенчатыми и фасонными. З аготов­
кой диска может быть поковка, штамповка, отливка, а иногда
отрезок из листового проката или прутка.
Гладкий диск небольшого диаметра может быть изготовлен
из круглого прутка. На рис. 378, а показан гладкий диск, а на
рис. 378, б — ж — эскизы его обработки. В индивидуальном и
мелкосерийном производстве заготовкой для диска может быть
395
принят отрезок прутка 0 105 мм и длиной 40 мм. Заготовку з а ­
жимают в трехкулачковый патрон; подрезают начисто торец
(рис. 378, б), обтачивают на 0 100 мм на длине 25 мм (рис.
378, в ) и снимают фаску (рис. 378, г). Затем отрезают диск тол­
щиной 21 мм (рис. 378, д), оставляя 1 мм для чистового подре­
зания торца. Последними переходами являются чистовое подре­
зание второго торца (рис. 378, е ) и снятие фаски 2 X 4 5 ° с этого
ж е торца (рис. 378, ж ). Отрезание диска от куска прутка (рис.
378, д) требует значительного времени ввиду малой подачи, до­
пускаемой резцом, работающим в тяжелых условиях. В связи с
этим, значительно целесообразнее от прутка отрезать заранее
заготовку длиной 24 мм с припусками по 2 мм на обработку тор­
цов. З аж и м ая заготовку в патрон, подрезают первый торец (рис.
379, а) и обтачивают примерно на половину ее длины (рис.
379, б). Затем заготовку заж имают за обточенную часть, подре­
зают второй торец (рис. 379, в) и обтачивают оставшуюся часть
наружной поверхности (рис. 379, г).
Недостатком этого процесса является появление на наруж­
ной поверхности риски, которая образуется от стыка двух
цилиндрических участков, обработанных раздельно. Если требу­
ется получить наружную поверхность без риски, применяют
чистовое обтачивание этой поверхности с одной установки, исполь*
22
.и
V
в)
Рис. 379. Последовательность токарной обработки
диска при серийнОіМ производстве
гладкого
зуя прижимы трения. Такой способ крепления заготовки диска
заключается в следующем (рис. 380, а): заготовку 2 подносят
к торцовым поверхностям кулачков 1 и поджимают к ним при­
жимом 3 с помощью вращающегося центра 4 и задней бабки, а
затем выверяют ее положение рейсмусом или индикатором и
окончательно прижимают.
Тонкие диски часто изготовляют из заготовок круглой или
396
квадратной формы, полученных из листового проката. При
квадратной форме заготовки (рис. 380, б) целесообразно диск 2
вырезать отрезным резцом 3, для чего используют планшайбу 4
с тремя закаленными штифтами 5 с острыми головками. Эти
штифты располагаются по окружности, диаметр которой немно­
го меньше диаметра обрабатываемого диска. Планшайба 4 со
штифтами 5 устанавливается и закрепляется в самоцентрирующем трехкулачковом патроне 1 (рис. 380, б) или с помощью ко­
нуса 1 (рис. 380, в ) , вставленного в коническое отверстие шпин­
деля.
На рис. 381 показан производительный способ обработки
дисков с отверстием, применяемый в серийном производстве.
В этом случае заготовку на несколько дисков обычно берут
из прутка. У заготовки подрезают оба торца и сверлят в них
центровые отверстия. Затем заготовку устанавливают в центры,
закрепив предварительно хомутик на конце, обтачивают ее в
размер наружного диаметра диска (рис. 381, а) и отрезным
резцом протачивают канавки через промежутки, равные толщи­
не детали (рис. 381, б).
Если торцовые поверхности диска должны обрабатываться
потом начисто, то канавки протачивают через промежутки, пре­
вышающие толщину детали на 2— 3 мм, т. е.;н а величину сум­
мы припусков на чистовое протачивание обеих торцовых поверх­
ностей. Канавки протачивают на такую глубину, чтобы диа­
метр d получившихся перемычек равнялся диаметру отверстия
детали D, уменьшенному на две ширины отрезного резца, т. е.
d = D — 2b,
где b — ширина отрезного резца, мм. В крупносерийном произ­
водстве при вырезании дисков с отверстием более 80 мм целесо397
обработки
дисков
с отверстием
в серийном
г з:
токарной
производстве
5
Рис. 381. Эскиз
с? Г
образно применять вместо отрезного резца кольцевое сверло.
В этом случае заготовку следует закреплять в трехкулачковом самоцентрирующем патроне (рис. 381, г ) .
Если диаметр отверстия диска небольшой, то перемычки це­
лесообразно высверлить спиральным сверлом (рис. 381, д).
В этом случае диаметр перемычек должен быть равен диаметру
отверстия диска, а следовательно, и диаметру сверла.
Заготовку на несколько деталей обтачивают в центрах с
обоих концов, протачивают канавки по всей ее длине, зажимают
ее в самоцентрирующий патрон и сверлят отверстие. По мере
углубления сверла в заготовку от нее будут отделяться пооче­
редно диски и оставаться на сверле.
Для чистового протачивания торцов диски закрепляются по
одной штуке в сырых кулачках патрона, расточенных по диамет­
ру диска. После протачивания одного торца деталь перестав­
ляют другой стороной и подрезают второй торец. Если требуется
получить точное отверстие диска (3— 4-го классов), то после
подрезания торцовой поверхности оно растачивается. Если
предъявляются высокие требования к наружной поверхности
диска, то несколько заготовок 2 насаживают на центровую оп­
равку 1 (рис. 381, е ), зажимают их шайбой 3 с гайкой 4 и обта­
чивают в центрах.
§ 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ТОКАРНОЙ ОБРАБОТКИ
СТАКАНОВ
С т а к а н а м и называют цилиндрические детали удлинен­
ной формы со сплошным дном или с отверстием в нем и имею­
щие иногда фланец. На
1
рис. 382 показаны конст­
І
1
рукции стаканов: два из
-1
них а и б — с гладкой на­
ш
Ш Ш УШ
ружной поверхностью и
а)
і
два в и г — с фланцами.
Приведем примеры обра­
їМ Ш
ботки стаканов.
Обработка
гладкого
стакана. При изготовле­
нии стакана из прутка
круглого сечения сначала
обтачивают наружную по­
верхность на требуемый
Рис. 382. Конструкции стаканов
размер и сверлят отвер­
стие (рис. 383, а ) , затем
растачивают отверстие, подрезают его дно и отрезают заготовку
(рис. 383, б).
Если требуется выдержать достаточно высокую точность на
399
толщину дна, то обработку можно производить по двум вари­
антам.
П е р в ы й в а р и а н т . При подрезании дна отверстия точно
выдерживают размер / (рис. 383, б) и отрезают заготовку, ос-
^хг'
г)
Рис. 383. Последовательность токарной обработки гладкого стакана
тавляя припуск 1— 2 мм на подрезание внешней торцовой по­
верхности. Далее, приняв за базу эту поверхность стакана (рис.
383, в ), подрезают внешний торец дна в размер L, тогда размер
толщины дна получится как разность размеров L — I.
В т о р о й в а р и а н т . Значительно проще и точнее можно
получить толщину дна, используя упорную оправку с кониче­
ским хвостовиком (рис. 384). Перед установкой и закреплением
заготовки стакана в патрон эту оправку вставляют в кониче­
ское отверстие шпинделя 1. В торцовую поверхность коническо­
го хвостовика 2 оправки ввертывают болт, которым регули­
руют длину упора для установки обрабатываемой детали.
Заготовку стакана устанавливают в патрон, упирая дном в упор
(см. рис. 383, г ), и подрезают наружный торец, выдерживая тол­
щину дна 1\. Подрезают торцовые поверхности с помощью лим­
бов или упоров.
О бработка стакана с фланцем. Рассмотрим пример обработ­
ки стакана с фланцем, показанного на рис. 385, а, в серийном
производстве.
400
Заготовку принимаем из круглого прутка. З адавая сь припу­
ском на обработку 2,5 мм на сторону и 5 мм на длину, получим
размеры заготовки: 0 85 мм и длина 105 мм .
В операции I устанавливаем и закрепляем заготовку в самоцентрирующем трехкулачковом патроне. Принимая за черновую
базу наружную поверхность 0 85 мм, обрабатываем торцовую
поверхность (рис. 385, б) и наружную поверхность 0 60 мм на
длине 80 мм (рис. 385, в ) , явля­
ющиеся в дальнейших операциях
чистовыми установочными б а з а ­
ми.
При припуске 12,5 мм на сто­
рону поверхность 0 60 мм при­
ходится обтачивать за три про­
хода.
В операции II заготовку уста­
навливаем чистовой базовой по­
верхностью 0 60 мм в самоцентРис 384. Упорная справка с ко­
рирующем трехкулачковом пат­
ническим хвостовиком
роне. В первом переходе подре­
заем торец в размер 20 мм от ус­
тупа 0 60 мм (рис/ 3 8 5 ,г ). Во втором переходе обтачиваем на-*
ружную поверхность заготовки на ф 80 мм за один проход; в
третьем переходе наружную поверхность 0 60 мм на длине
14 мм обтачиваем за три прохода.
В операции III сверлим отверстие 0 20 мм на всю длину з а ­
готовки (рис. 385, ж ), а затем рассверливаем это отверстие на
0 38 мм на длину 85 мм (рис. 385, з ) . Сверление И рассверлива­
ние осуществляем с механической подачей с установкой инстру­
ментов в пиноль задней бабки (см. рис. 102) или в резцовую
головку станка (см. рис. 101). Растачивать отверстие и подре­
зать его уступ следует расточным резцом за два перехода, вы­
держивая размер 85 мм (рис. 385, и).
В операции IV заготовку устанавливаем так, чтобы внут­
ренний торец дна упирался в конец оправки (рис. 385, к ) у бла­
годаря чему при подрезании наружного торца точно выдержи­
вается размер толщины дна.
401
Переход!
Переход 2
Переході
переход Z
Рис. 385. Последовательность токарной обработки стакана с фланцем в се­
рийном производстве
Глава XXIX
ПРИМЕРЫ СОСТАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
Д л я ознакомления с составлением карт технологического
процесса обработки деталей на токарных станках рассмотрим
процессы обработки ступенчатого валика и нажимной гайки,
§ 1. ОБРАБОТКА СТУПЕНЧАТОГО В А Л И К А *
Для составления карты технологического процесса на обра­
ботку валика * насоса из стали марки 20Х ( а в= 65 кГ/мм2 при го­
довой программе 5000 шт., а с учетом запасных частей 5200 шт.)
принимаем количество деталей в партии 220 ш т.** и, учитывая
конфигурацию детали (с малым перепадом ступеней), выбираем
заготовку из проката. При выбранном припуске 1,5 мм на сто­
рону на наибольший диаметр 25 мм получим диаметр прут­
ка 28 мм.
З а давая сь припуском 2 мм на каждую торцовую поверхность*
детали, будем иметь длину заготовки 204 мм. При заданной
программе производство будет крупносерийным, и технологиче­
ский процесс следует разрабатывать по принципу дифференци­
рованных операций. Детали типа валов обрабатывают, как пра­
вило, в центрах. Ввиду того, что прутки в цех поступают обычно
длиной 2— 3 м, то в операции I необходимо разрезать их. Д ля
этой цели выбираем токарный станок, у которого отверстие в
шпинделе больше диаметра вставляемого в него прутка и мощ­
ность электродвигателя и числа оборота шпинделя позволяют
применять отрезной резец с твердосплавной пластинкой. Токар­
ный станок средневолжского завода модели 1А616 отвечает вы­
шеуказанным требованиям (см. табл. 8, стр. 2 07 ), а именно: на­
ибольший диаметр обрабатываемого прутка 34 мм (диаметр от­
верстия шпинделя 35 мм); главный электродвигатель станка
мощностью 4,5 квт\ пределы оборотов в минуту от 11 до 2240.
Необходимым приспособлением к станку для данной операции
является самоцентрирующий трехкулачковый патрон. При вы ­
двигании прутка из шпинделя на требуемую длину для отреза­
ния устанавливают заднюю бабку с центром, являющимся как
бы упором для прутка или специальным откидным упором (см.
рис. 371, а и б)- Отрезается заготовка длиной 204 мм отрезным
резцом шириной 3 мм, а измерительным инструментом служит
линейка. Подачу выбираем 5 = 0,07 мм/об и скорость резания
*
Чертеж детали и эскизы переходов см. в технологической карте, при­
ложение IV.
** Партия 220 шт. выбрана из расчета двухнедельного задела.
403
и = 1 8 0 м/мин (см.
будет равно
стр. 8 2 ),
тогда
1000- V
п=
w
число оборотов
1000*180
шпинделя
ОГкОГк
= 2020 об/мин.
Принимаем по паспорту станка ближайшее меньшее число
оборотов шпинделя лг = 1800 обімин.
Определяем действительную скорость резания:
7Г-D п
3,14-28-1800
юоо “
Уд “
1СО
“
юоо
,
м/мин.
По формуле (21) определяем силу резания
Р 2 = /0/ кГ.
Берем по паспорту станка поперечную подачу
s = 0,07 лш/об,
определяем сечение среза
f = t . s = 3 - 0 ,0 7 = 0,21 мм2.
По табл. 13 находим значение / (= 1 7 8 кГ/мм 2.
Следовательно,
р г = K - f = 178-0,21 = 38 кГ.
Определяем
эффективную
V _
мощность
pz v
_
38-158 _
60-75-1,36
60-75* 1,36
1
1 тт'
З ад а ва я сь коэффициентом полезного действия станка т] = 0,75,
определяем мощность на шпинделе станка:
NCT =az Л/зд-7] — 4 ,5 - 0 ,7 5 = 3,38 кет.
Как видно, мощность на шпинделе станка значительно больше
необходимой (3,38 квт> 1 кет); следовательно, данную опера­
цию можно выполнить на выбранном станке.
Определим основное (машинное) время для отрезания заго­
товки от прутка ф = 28 мм по формуле
Т —
°
где
1 --
s-n *
d +I у = 28
L1 = -2
J +I 2о = ла
16 мм,
откуда
Т ° = 0,07-1800 ^
^
Итак, первая операция состоит из одной установки А и одного
перехода.
В операции 11 подрезаются обе торцовые поверхности заго­
товки за две установки и сверлятся центровые отверстия, я в ­
ляющиеся вспомогательной базой детали. Как в I, так и во II
операциях базами являются наружная,.необработанная поверх­
ность заготовки (черновая база) и один из торцов.
404
Заготовку устанавливаем (установка А) одним концом до
упора (см. рис. 3 84 ), вставленным в конусное отверстие шпинде­
ля, что обеспечивает быстрое и точное расположение подрезае­
мого торца каждой заготовки. Заготовку закрепляем в самоцентрирующем патроне.
Подрезаем торцовую поверхность на
глубину 2 мм проходным отогнутым резцом с твердосплавной
пластиной Т15К 6 с подачей 5 = 0,3 мм/об. Из табл. 15, стр. 298.
принимаем следующие данные резания при стойкости резца
7* = 90 мин:
о = 191 м/мин\ Рг — 157 кГ и Ne = 4,9 квт.
При коэффициенте полезного действия станка т] —0,75 полу­
чим мощность электродвигателя
^9Д = -^ f =
~ кЬк
0, 75 = 6 >6 квтЧисло оборотов шпинделя при У = 1 9 1
1000. V
1 0 0 0 -1 91
м/мин
01- Л
п 3 Т Т Г = Т І Ш - = 2170 <*/м т •
В связи с принятыми режимами резания приходится выбрать
мощный, скоростной токарный станок 1К62 (характеристику его
см. в табл. 8, стр. 2 0 7 ).
Д ля подрезания торца принимаем по паспорту станка число
оборотов шпинделя л = 2000 об! мин и поперечную подачу
s = 0,3 мм!об.
Определим основное время подрезания торца
Т — L —
° ~
sn
~
sn
—
—
14~^~2— = 0 03 мин
0,3-2000
’
Измерительным инструментом служит линейка.
П осле подрезания торца сверлим в нем центровое отверстие
комбинированным центровочным сверлом из стали Р18. Прини­
маем режимы
резания (см. стр. 103): s = 0,05 мм/об и
v = l 2 м/мин. Число оборотов шпинделя при этом будет равно
1000-о
1000-12
соо
П = ~tT D ~ = ■ 3 ,1 4 - 6
=
638
0 б 1МиН
(D = 6 мм, см. табл. 2, стр. 99).
Принимаем по паспорту ближайшее число оборотов шпинде­
ля, равное п = 6 3 0 об/мин. Определим основное время сверления
центрового отверстия
Т0 = —
°
sn
s n
0,05 6 3 0
■ = 0,25 мин,
*
’
где 1= 6 мм согласно табл. 2, стр. 99;
у = 2 мм — подход и врезание сверла.
Затем вынимаем заготовку из патрона и вставляем (уста­
новка Б) ее другим концом до того же упора и снова закреп-
405
ляем. Затем подрезаем второй торец и сверлим в нем центровое
отверстие. Резец перемещаем на 2 мм.
Следовательно, операция II состоит из двух установок
А и Б и четырех переходов.
При невысоких требованиях к чистоте торцовых поверхнос­
тей валика ( V 3 ) подрезать их следует за один проход.
В операции III обтачивают две ступени валика 0 20
и 18 мм и протачивают канавку Ь = 3 мм на 0 14 мм и фаску
2 X 4 5 ° на конце заготовки.
Устанавливают заготовку в центрах, а вращают ее — с по­
мощью самозажимного хомутика. Выбираем для этой операции
токарно-винторезный станок 1К62.
Учитывая заданную программу, целесообразно применять на
переднем суппорте специальную двухрезцовую державку для
одновременного обтачивания двух ступеней валика, а на з а д ­
нем дополнительном резцедержателе специальную двухрезцо­
вую державку для одновременного протачивания
канавки
£ = 3 мм и фаски 2 X 4 5 °.
Д ля одновременного протачивания резцами переднего суп­
порта двух шеек валика 0 20 и 18 необходимо предваритель­
но дать врезание с поперечной подачей левому резцу с 0 28 на
0 20 мм, установив его на расстоянии 30 мм от правого конца
валика. После чего включается продольная подача и происхо­
дит обтачивание левым резцом шейки 0 20 мм на длину 30 мм
и одновременно правым резцом — шейки 0 18 мм на ту же длину.
Применение многорезцовых державок значительно повысит
производительность труда. Резцы в заднем резцедержателе
устанавливают режущими кромками книзу.
Принимая продольную подачу 5 = 0 , 3 мм/об и глубину реза­
ния для левого резца (см. эскиз в карте, приложение IV)
t = 4 мм и для правого резца t = 5 мм, определим суммарную
силу резания при обтачивании:
P 2 = /C-s(/1 + /a) = 1 7 8 *0,3(4 + 5) — 480 кГ
(коэффициент К принимаем по табл. 13).
Затем подсчитаем максимально возможную скорость резания
для обтачивания на выбранном станке, зная мощность главного
электродвигателя его Мщ= 10 кет и Р* = 480 кГ и взяв к. п. д.
станка по паспорту т] = 0,72
__Л^зд •60 •75 •1,36 Yj___
1 0 - 6 0 - 7 5 - 1 , 3 6 0,72
pz
480
480
* W c 2=3
Число
оборотов
—
шпинделя
1000 •t;
r .- D
406
при и = 92 м/мин
1000-92
~
= 92 м!мин.
3,14-28
= 1045 об/мин.
будет
равно
По паспорту станка (приложение I) ближайшее число оборо­
тов шпинделя /г== 1ООО об/мип , что обеспечит скорость резания
TZ'D fi
уд — 1000 —
3,14*28*1000 _по
їооо
—
/
м/мин.
Определяем основное (машинное) время на врезание лево­
го резца переднего суппорта с 0 28 н а 0 20 мм
rp _ L
/ о ~” s-n
^~Ь У _ 4 -f- 1 _л і мия
s-n ”” 0,05*1000 “
’
*
Определяем основное (машинное) время обтачивания двух
ступеней
'г _
^
sn
_I Л- У __
” s-n “
30 4~ 2 _Q і
0,3*1000 "” u ,i MUHt
Основное время протачивания канавки 3 мм и фаски 2 X 4 5 °
при поперечной подаче snOn = 0,05 мм/об.
То =
Т 7 Г = 0,05-1000 = 0 ,0 8 м и н ‘
Суммарное основное время равно 0,1 + 0 ,1 + 0 , 0 8 = 0 , 2 8 мин.
Обработка производится по упорам и лимбам. Измеритель­
ными инструментами служ ат штангенциркуль и линейка.
Таким образом, операция III состоит из одной установки А
и трех переходов.
В операции IV так же, как и в операции III обтачиваются од­
новременно две ступени валика 0 20 и 0 1 8 проходными упор­
ными резцами, а затем протачиваются одновременно канавка
Ь = 3 мм на 0 14 мм и фаска 2 X 4 5 ° канавочным и фасочным
резцами. В се резцы оснащены твердосплавными пластинами
Г15К6 и располагаются по два в специальных резцедержавках.
Одна из резцедержавок закрепляется в резцовой головке перед­
него суппорта, а другая — в заднем дополнительном резцедер­
жателе. Токарный станок и измерительные инструменты те ж е,
что и в предыдущей операции III.
В операции V обтачиваем ступень 0 25 на длину 80 мм про­
ходным резцом с пластиной Т15К6. Заготовку устанавливаем
в центры и вращаем самозажимным хомутиком. При глубине
резания ^ = 1 ,5 мм (величина припуска) и подаче s = 0 , 3 мм/об
из табл. 15 на стр. 298 принимаем v = 200 м/мин, Pz= 117 к Г
и Ne= 3,9 квт. Мощность электродвигателя станка при т ]= 0 ,7 5
_^
AT
'N
« а, _
О
f- л
3,У
Л^эд = - •Г<) = 0,75
n-k- = 5.2 квт-
Берем станок
модели
1К62.
Число
оборотов
шпинделя
п = 2000 об/мин. Определяем основное время
j* _ ^ _I У __
80 + 6
l o ~~ s n ~ s n ~~ 0,3-2000
— о 14 мин
— ’
407
В операции VI за две установки А и Б нарезается резьба на
обоих концах заготовки плашкой с закреплением заготовки в самоцентрирующем патроне. Д л я этой обработки требуется то ­
карный станок небольшой мощности. Из этих соображений в ы ­
бираем
станок
модели 1А616 Средневолжского
завода
(см.~ табл. 8, стр. 2 07 ). Д л я нарезания резьбы принимаем
и = 3,0 м/мин (см. стр. 182). Число оборотов шпинделя
1000 с/
1000-3,0
г.
П = — ZT =
3,14-18
=
53
об1м м -
Принимаем по паспорту /г = 45 об/мин . Подача равна шагу резь­
бы S p = 2,5 мм. Длина нарезания резьбы
L = / + у = 27 + 3 = 30 мм .
Плашку устанавливаем и закрепляем в плашкодержателе
и производим нарезание, как показано на рис. 209, при вр а ­
щении детали. В качестве смазочно-охлаждающей жидкости ре­
комендуется применять осерненное или вареное масло. Измери­
тельным
инструментом
является - резьбовое
кольцо
М18
(см. рис. 200).
Все данные технологического процесса вносятся в соответ­
ствующие графы технологической карты (см. приложение IV ).
§ 2. ОБРАБОТКА НАЖИМНОЙ ГАЙКИ
Рассмотрим технологический процесс обработки детали —
нажимной гайки из стали 40Х вв= 75 кГ/мм2. Годовая програм­
ма 5200 шт., а размер партии 220 шт. В качестве заготовки для
заданной программы целесообразно принять штамповку с при­
пуском 3 мм на сторону. Основным техническим условием обра­
ботки данной детали является допускаемое биение 0,05 мм внут­
ренней торцовой поверхности 0 180 мм по отношению к оси от­
верстия 0 100 Аз*.
В качестве черновой базы для операции I принимаем цилин­
дрическую поверхность заготовки 0 136 мм (в обработанном
виде 0 М 1 3 0 Х 2 ) и торец 0 186 мм. Этими поверхностями уста­
навливаем и зажимаем заготовку в трехкулачковом самоцентрирующем патроне. Подрезаем торцовую поверхность заготовки
в размер 60 мм начисто, а затем обтачиваем начисто цилиндри­
ческую, наружную поверхность 0 186 мм в размер 0 180 мм
и начерно растачиваем отверстие 0 90 мм на всю длину з а ­
готовки.
Подрезаем торцовую поверхность проходным отогнутым рез­
цом с твердосплавной пластиной Т15К6. Учитывая величину
припуска 3 мм и снятие его при подрезании торца за один при­
ход (при требуемой чистоте V 3 ), устанавливаем глубину реза­
*
Черт еж детали и эскизы обработки ом. в технологической карте, при[до жен ие V.
408
ния t— 3 млі; остальные данные по режимам резания выбираем
из табл. 15: 5 = 0 , 5 мм/об; v = 146 м/мин; Р 2= 340 кГ и iVe= 8,2 /сет.
Определяем число оборотов шпинделя, соответствующее приня­
той скорости резания при стойкости резца Т = 90 мин, и мощ­
ность электродвигателя станка при коэффициенте полезного
действия г} = 0,75 соответственно
1000 ^
10 0 0 - 1 4 6
0 гП
п = ^т г = -ц гт
*/
= 250 об/*ш
= 10’9 квт-
^
В соответствии с полученными данными выбираем токарно­
винторезный станок 1К62. Главный электродвигатель этого
станка Л/эд= 10 квт будет работать с допустимой кратковремен­
ной перегрузкой или потребуется уменьшить и или s. На станке
1К62 имеется число оборотов шпинделя /г=250 об/мин. Опреде­
лим основное машинное время Т0 для подрезания торцовой поt
D—d
186 — 84
г,
мм'
ние и перебег резца у = 6 мм, общая длина L = 57 мм.
верхности длинои
Т0
= —
=
0
s -л
/ = — 2— = ----- 2----- =
s -л
0
Вреза­
= - 0«, 5+- 2 5«0- = тгДнп
= 0,46 мин.
0,5 -2 5 0
Затем обтачиваем тем ж е резцом наружную поверхность
ф 186 мм (длина /= 57 мм, припуск на торце 3 мм, врезание
и перебег у = 6 мм, общая длина L = 66 мм). Определяем основ­
ное время
Т° = Т О 5 0 = ° ’53 ШН■
Черновое растачивание отверстия 0 90 мм производим рас­
точным резцом с пластиной Т15К6 с подачей s==0,43 мм/об.
Длина отверстия /= 1 25 мм , припуск на торце — 3 мм, врезание
и перебег у = 6 мм; общая длина L = 1 3 4 мм. В связи с уменьше­
нием диаметра обработки с 186 мм до 90 мм , т. е. более чем
в два раза, увеличиваем обороты шпинделя до 500 об/мин, при
которых скорость резания будет равна
ЛАЛ
3,14 90 500
V=
Т° =
"1000----- =
6,43-500
==
,
м/мин,
Ш Н'
Измерительные
инструменты — штангенциркуль и линейка.
Обработка производится с использованием упоров и лимбов.
В операции II заготовку устанавливаем и закрепляем в ку­
лачках самоцентрирующего патрона поверхностями, обработан­
ными в предыдущей операции — цилиндрической наружной
409
0 180 мм и ее торцом. Обе поверхности будут являться основ­
ными базами. Станок принимаем тот же, что и в операции I,.
т. е. 1К62.
Обработку в этой операции начинают, с перехода — подреза­
ния торца 0 1 3 6 мм в размер 125 мм проходным отогнутым рез­
цом с твердосплавной пластиной Т15К6, установленным в рез­
цовой головке станка. Требуемое положение резца при подре­
зании обеспечивается продольным упором, установленным на
станине станка. Режимы резания выбираем те же, что и в опе­
рации I при подрезании, т. е. /= 3,0 мм (величина припуска),
^ = 0,5 мм/об, V = 146 м/минг Определим
1 0 0 0 -о
п=
1000-146
0 „0
= 342 об!мин.
Г1о паспорту станка принимаем ближайшее
315 об/мин, тогда скорость резания будет
ті D п
—
3,14-136*315
1000 —
10г
кюб
~
число оборотов
/
м/мин
и
т0
=
°
—
= ^±1
=
s-n
sn
S 0 ,’ 19
0 ,5-315
мин,
где
В о 2-м переходе проходным упорным резцом с пластиной Т15К 6
обтачивают начисто 0 130 мм под резьбу с продольной подачей,
а в 3-м переходе тем же резцом с поперечной подачей подрезают
торец 0 180 мм на длину 67,8 мм (0,2 мм на подрезание).
Определяем основное время для обтачивания 0 130 мм при
5 = 0,5 мм/об и /г= 3 15 об/мин.
„
Т° ~
L
s-n “
67,8 + 2
0,5-315
69,8
0,5-315
Основное время подрезания торца
и п = 250 об/мин.
гг,
L
s п
25 + 2
0,5-250
0
Л лг
,4 ШН‘
180 мм при s = 0,5 мм/об
0 ,2 2 мин.
В 4-м переходе одновременно протачивают канавку 6 = 5 мм на
0 122 мм и фаску 3 X 4 5 ° двумя резцами с твердосплавными
пластинами Т15К6, установленными в специальной державке
заднего резцедержателя. Обработка происходит с использова­
нием продольного упора и лимба поперечной подачи.
Измерительный инструмент — штангенциркуль и линейка.
Операция II состоит из одной установки А и четырех пере­
ходов.
410
В операции I I I , принимая за основную базу наружную по­
верхность 0 130 мм и торец 0 180 мм, устанавливают заготовку
в кулачки самоцентрирующего патрона и вытачивают в отвер­
стии 0 90 мм канавку Ь = 10 мм на 0 120 мм и обтачивают на­
ружную фаску 8 X 4 5 ° . Внутреннюю канавку вытачивают канавочным резцом Т15К6, установленным в резцовой головке стан­
ка. Фаску 8 X 4 5 ° обтачивают проходным резцом Т15К 6 с углом
Ф= 45°, установленным в заднем резцедержателе. Принимаем
токарный станок модели 1А62, имеющий мощность электродви­
гателя N 3д= 7 кет и число оборотов от 11,5 до 1200 об/мин, что
вполне обеспечивает выполнение этой обработки.
В операции IV растачивают отверстие 0 100А3 расточным
резцом за два прохода до размера 99,7 мм на длину 104 мм с
последующим развертыванием его до требуемого размера
ф 100А3. Устанавливают и закрепляют заготовку в хамоцентрирующем патроне по цилиндрической поверхности 0 180 мм с
упором в торец ее. Расточный резец устанавливают в резцедер­
жатель станка, а развертку с качающейся оправкой — в пиноль
задней бабки. Выбираем станок 1К62. Измерительный инстру­
м е н т — калибр-пробка 0 100А3
Чтобы допускаемое биение торцовой поверхности 0 180 мм
по отношению к оси отверстия 0 ЮОАз было не более 0,05 мм,
необходимо на центровой оправке подрезать эту торцовую по­
верхность, что и осуществляется в операции V. Так как на под­
резание торца припуск 0,2 мм, глубина резания будет тоже
t = 0 , 2 мм. Д л я получения высокой точности на биение торцовой
поверхности принимают поперечную подачу 5 = 0,1 мм/об. Следо­
вательно, сечение стружки будет f = s •/= 0,1 •0,2 = 0,02 мм 2, и
поэтому станок выбирают скоростной, небольшой мощности, мо­
дели 1А616 Средневолжского станкозавода. Резец выбираем
подрезной Т 3 0К 4 .
В операции VI для нарезания наружной резьбы М 1 3 0 Х 2
быстрорежущим резцом устанавливают заготовку на центровую
оправку для достижения концентричности резьбы к отверстию
, 0 100А3. Выбираем станок модели 1А616. Резьбу нарезают за
четыре черновых и четыре чистовых прохода. Основное время
нарезания резьбы резцом при скорости резания ^ = 18,5 м/мин
и п = 45 об!мин
rp
L
0 =
w T i =
68
^ о
2-45
72 л
90
с. л
’
м
Измерительный инструмент — резьбовой шаблон 60° и резьбовое
кольцо M l 3 0 X 2 .
411
412
станка
кг.
2522, 2812, '3212
мм; ширина
станка
1166
1324
мм
обозначениям на рнс. 24.4.
мм, высота
в разделе «Механика станка» настоящего паспорта соответствуют
Габариты: длина
Обозначения рукояток
2080, 2140, 2222
Примечание.
Вес
Паспорт токарно-винторезного
х
X
Ф
*
Ч
О
*
с ж
о
8 3
tfrg
§
См
о
о.
с
1о>
*о=*к2
Q.
С
1о*
1 - І <о^
ф
X
ас
О»
*
о
ч
к
о.
С
с
с
>»
О
1
X
m
-• X
S.
S2
ев
§ і
5
0XJ >х
8§
я«
S
яо- а.
^
о<&S
к
станка
со
аа.>
о
а.
о
с
£с 3^5
аа/
> а>
.
11
о *
я О
ч
О !>
S
S *
X да
X я
я
о
Он
3Э ss
5 S
в
X
з*
Is
сч
X
SSS
^oObSo
03
V
$> ^
Основные
3*
3*
«
юГ
s
X
ч
к
X
X
а>
ч
S:
X
о
К CD
з
6
данные
>>
,1*
os
3*
I
X
S
esa
O
Hu
x
о
о
VO
§
X
d
»х
5 as
і*
I s
0X8
>*
<=c
*
X
4
к
Э
d.
лH
Ss ^
X
X
к
о
aн
ы
a
X
X
ч
v8 ca ^
X X
•2 ^
X
аз
и
ч
vB
«я
о
u:
gX
a.
H
a*
S
»x
2 3
ji
S'S
Я
CO CO
□ (U
0)
CX, o.
ca
X
413
I (продолжение)
§
I
*
«
S
Приложение
X
&
с
3
4
to
*
3
«
5
оя
4J
C
о
с
3
4
СО
э
о?
я
я
о
X
»СО а
3и
3S
<
е
>>
Я
£
со
3
«
Й
& 8ю
с я
о
с
из
§
*=* 9 £>
н
о
о*
\8
о
я
я
»=*
о
•8
Q,
с
н
о
G.
о
>»
о
*8
я
Я м
et ^
5
о
то Я
VO
о
я S
я
я> ч
й
эси
5
а.
414
Q
о
(_ о.
<о
о
°І
я З
Г
о> Т.о
:=гс
оси £а
С 4
§£
ІІ
►
Qіз£
Й«
О л
Я с;
2 VO
%s
§•
С
&
о
я
ль м
І
§
оОС
х
3 »я
О- Я
Н а3>
3 ьсв
У
<8gf
III
к
о
Cl
С
вг о
S 'S
X
ч
о
а:
а
*
*
>»
ч
о
«=;
У
я
а
VO
о
С
м
а>
3
ья
Я
h
SJ-
їн
§ё«?j
“ o -S
Я —. <N
IN -1
StQ
а»
Ю
О
(2 °
X
S o '
p; rf ^
sа.
»я
з
a
Г
К VС
O
О
>»
Ы
О
>. С
* 8 8
510
2 з«.ft
ф
У
а So
О,
CQ
а>
л
'R
CJ
Э
і s
Q, аз cQ
ІҐ5
2a>
ьo
sо
и
со
о
О
Я
§о
X
C
TJ
X
о
из
С*
5tO! u
я
s
a>
aЭ
л
аЯ
> *<
о
CQ
“•* з
1=5
У
Принадлежности
и приспособления
а>
а:
г
о
н
a
S.
«=(
о
£
£
CL
*лS и
c S
«1
^
n
я Cf _
ea
о;a>
*s H
X1а»
a, ^
eg d)
a^ h
Q-
§
05
Q. я
Он
tO
=l
Я
ЕҐ
С
S
я
I
№
I
CQ
О w Q
з
§ 5 5
о c^i о
a
iC
C5 С «
I
а
*
Я
Н
гг*3
51 'З
-31
Ч X
18
S I
Cl a
^
ч
сс
3
ш
я
я
a>
о
X
л
С
з*
се
>»
sr
X
Я
«=;
ax
со
C
3
X
CL С
О £*
'g 8
s
£ C^Q
CJ
О
Я
3і
я
s
о
£
415
416
Приложение
1 ( продолжение)
14 Зак. 529
417
дан
на основании
замеров.
Приложение
I (продолжение)
Приложение I
Положение рукояток на передней бабке
(рис. 244)
Положение
рукояток
коробки подач
(рис. 244)
о
я:
<L
с
>.
ь
о
Л
4
3
Б
2
6
5
Величины
подач
шпинделя
мм/об
попереч­
ных
Сменные
зубчатые
колеса
приклона
подач
продоль­
ных
Механизм
(продолжение)
1
0,070 0,035
2
0,074 0,037
0,084 0,0 42
3
0,070^-0,13
4
0,097 0 048
5
0,11
0,055
6
0,12
0,06
7
0,13
0,065
8
0,14
0,07
9
0,15
0,074
10
0,17
0,084
0,144-0,26 0,195 0,097
11
0 ©
0,21
0,11
0,23
0,12
0,26
0,13
0,28
0,14
16
0,30
0,15
17
0,34
0,17
18_
0,39
0,195
19
0,43
0,21
20
0,47
0,23
21
0,52
0,26
0,57
0 ,28
0,61
0,30
0,7
0,34
12
13
14
42
50
Б
Г
1 2 ,5 -2 0 0 0
03
ЕГ
03
о
15
с
0,28-^0,52
22
23
24
418
0,574-1,04
П рилож ение I ( п р о д о л ж е н и е )
А
Б
6
2
4
3
рукояток
коробки подач
(рис. 244)
5
%
25
Величины
подач
шпинделя
мм/об
попереч­
ных
0)
<и
с
>>
о
ГІОЛОЖЄНИЄ
Положение рукояток на передней бабке
(рис. 244)
продоль­
ных
Сменные
зубчатые
колеса
приклона
0,78
0,3S
26
0,87
0,43
27
0,95
0,47
28
1,04
0,52
29
1,14
0,57
1,21
0,6
1,4
0,7
0 , 5 7 т 1,04
0 0
30
31
32
1,56
0,78
33
1,74
0,87
34
1,9
0,95
42
50
Д
1,144-2,08
12,5-^-2000
35
2,08
1.04
э*
03
е*
2,28
1,14
С
2,42
1,21
то
36
504-160
О
37
/
39
2,8
'Ш
40
3,12
СО
© ©
38
3,48
1,74
11
3,8
1,9
42
4,16
2,08
2,28
1,14
2,42
1,21
1,4
42
50
А
В
200-І-630
р
Наибольшая сила, доп>скаемая механизмом
подачи, к Г
14*
2,8
/
—
—
2,28т4,16
3,12
3,48
.
1,56
1,74
3,8
1,9
4,16
2,08
При продоль­
ном точении
1000
При попереч­
ном точении
360
41 ?
ю
см
ю
см
гааК05
о ж
Сw
to
G>
О
CD
О
CM
о
о
о
00
00
CD
CO
CD
CO
CM
t '°°
см
LO
сГ
-ч
00
_
CD
—і
to
CO
СЧ
00
00
CSJ
Ю
oo
00
CD
C5
I
1
CD
Ю
СЧ
r^
ю_
Tt«
CM
1
1
00
rf
CM
CO
1
1
00
CM
CD
CD
зубчатые
00
CM
CM
CM
a>
і
1
CM
о
О
О
СМ
•I-
ю
сч
LO
н
о
«3
£
©
©
а 9
5 м
$ 2L
0
5
Он (—I
о то
х а
~9S
SS
2
ж
л
*5
0
то
S
<ц CD (Я
231gS
t о §с?
5 э* § *
U со
420
с
IS
« а
н
а>
S К
Для
й кУ8 ^
1S8.5S
О^ 2 <
С'а с
ЕГ
\Ло 5си
00 ЕГ
имечание.
£ sa S
« н
3
а:
а:
о
4& fa
Я
х а
X
^ {-1
& сЗ
на оборотах
Cl
SS 5S
3 3
Я CQ
л
то
г4о Он
е
резьб
citfd
sS
О
12,5-5-40
(Я
нарезания
ч
«=с
метрических
с
,_г со CD* СЧ
1 1 1 7
LO
00
to r со“
o'
СЧ
CO
мм
T~~>
,
14; 16; 18; 22; 24
*
о
О
ю
CD
сменные
с; си
О о.
00
00
ставить
CN
CM
3л
О
СО
192
Ю
Ю
48
TF
CM
48
CN
CD
шагом
§о
со
96
ю
го ^
S
Он а .
Приложение
II
Классификатор перехода
Схема переходов
Наименование переходов
-г
Обточить цилиндр до 0
начерно
Обточить
фасонную
черно (начисто)
D на
длину L
поверхность
7ІЗ
на-
0
Обточить конус до 0 D под углом
под шлифование (начисто)
а°
Ь
Подрезать торцовую поверхность 0 D в
размер В (в размер L) начерно (на­
чисто)
Отрезать заготовку н а ........................ шт.
0 D X L
Центровать 0 d с одной стороны (с двух
сторон одновременно)
-
SZT'
£7 z
St
г іл
Г —'V
Щ$ —
t
—
421
Приложение
II (продолжение)
Схема переходов
Наименование переходов
Сверлить отверстие 0 D на глубину Ь
Шт Щш
Расточить отверстие
начерно (начисто)
0 D на
Нарезать резьбу d x S
(начисто)
глубину L
резцом
начерно
е>
Нарезать резьбу d X 5 плашкой
Нарезать резьбу d X S метчиком начерно
(начисто)
423
Составил
Операционная
карта
Иванов
механической
Проверил
обработки
Петров
I
1/VI-1966
г.
и ‘ -ним a so l
о
00
[
обработки
III
Приложение
o'
-odopo OlTDHh
И н стр ум ен тР еж и м
(продолжение)
см
nwada эон ао н эо
wmv/w
к и н вє
-ad qioodoMD
g o /w w
*s вьвїґои
ww
кин
-esad внирХігл
; aotf
-OXOdu OITDHh
cs
, *5
s 2
aa> л
x
s e;
з
*5
a»
scn f-
%
a
І)
О
3*
>3 >3
>оз ао.>
•54SЗle.
І
о *о^
о
о _
^ 1 S.
^ §4
*
^ с*
91Ф
hZ<p
£=Ьл
£
4 ^
Ь2Ф
і sH
-S- §
(0
f- о
<
UQ
J
S) о
&1
S- ^
І І і
£ е
*-5
*3
О
§ § :§
§ * &
І 8 З
§ § § *
СО Б § З
ї з О^
Rtfoxadajj
и м ао н е л эд
$ *сз
° «
* з
1 5с
S CL
£Ос
®
Г
424
2
5* a
■8 ^
С2
§Q
s *
3*885
І 3 з»
VO ^ ^
CNго
(продолжение)
III
Приложение
Wnw
Kwada эонаонэо
<
N
o'
о
о
о
о
и ‘ -ним a аох
00
со
о
о
см
СО
00
-OdOQO OlTDHh
wnw/w
‘О
ВИНВЄ
-9d Я1Э<х1оМЭ
QOjWW
‘S' еьвїґоu
о
о
o~
о"
WW V вин
-BE9d внидЛим
j aotf
-oxodu OITDHh
0 .2
H
7s
S Л
CO^
125
>>
*
CO
cu <*.
Ci. §
1 ^
a со^
О
с
22
о
I а-
s S?
О Cl
cl
i£ J c k ,
f
*
Hо
О
et
>>o
<u£
5 ft
1*5
§;сз
s I
•Q-4
<o
Л Si
о Q
s
а a
Уа;
Є)
С *
Є *
is
'І Q I
XC
N
,
°xCM
S3
Ip>3
*o §
sa J'o
СГЭ
*
^
О s
C
L
с
w tfo x a d a jj
имаонехэд
425
Технологическая карта механической
Наименование изделия
4 3 кругом
30^
30
Н асос
Материал
С т аль 20Х ;
ав == 65
Годовой вы п уск изделий
5000
С оставил Иванов
Д ата
Станок
Содержание
установок
Эскизы переходов
и переходов
ас s ja
*I *і &
<
42 Й о
X со 2
Установить
пруток в самоцентрирующий
патрон до упо­
ра в задний
центр и закре­
пить
ч
3
оол
в Н Ч
СО
2Н
ТоСред- ВЦ — 165,
РМ Ц—
карноне710,
винто- волжN=
ский
рез= 4,5 кет
ный
1А616
--------- н
Отрезать за­
готовку 204 мм
от прутка
11
Подрезать
торцовую по­
верхность с од­
ной стороны
Зацентро­
вать заготовку
с одной сторо­
ны
426
То«Крас­ ВЦ — 200,
РМ Ц —
ный
карновинто- проле­
710,
та­
N =
резрий )» = 10 кет
ный
1К62
Установить
заготовку
в
патрон до упо­
ра и закрепить
.Ь.
"Г
Ль.
fa
П р и л о ж е н и е IV
обработки ступенчатого валика
№ детали
Наименование детали
4 5 -2 6
Ступенчатый валик
Род заготовки и ее размер
Чистый вес
1,0 кг
0,6 кг
28 X 204 мм
Количество деталей в партии, шт.
Годовой вы пуск деталей
220
5200
0,07
158
1800
1
0,13
0 28
14
2
0,3
175
2 000
1
0,03
0 6
6
3
0,05
12
630
1
0,25
подача
мм
T Q, мин
число про­
ходов і
3
Основное
число обо­
ротов в
мин., п
14
м/мин
скорость
резания V,
0 28
s,
м м /об
Т рехкулачковый
Л и­
От­
самоценпгрирующий резной нейка
патрон ; центр или резец
откидной упор
Т 15К 6
Реж им работы
длина или
ширина 1
измери­
тельный
Приспособление
режущий
Инструмент
Д ата 20/V-1966 г.
Размеры обра­
батываемой
поверхности
время
П роверил П ет ров
диаметр D
15/V-1966 г.
глубина
резания t,
П рокат 0
Черный вес
Т рехкулачковый
самоцентрирующий
патрон ; упор на
станине;
упорная
оправка с кониче­
ским хвостовиком
Сверлильный
патрон
Про­
ходной Л и ­
отог­ нейка
нутый
резец
Т 15К 6
Ком бинированное
цент­
ровоч­
ное
сверло
Р18
427
Станок
Содержание
установок
Эскизы переходов
и переходов
0ас я„ л
иК) ЧЯ
5
2 о л
1Э асЯ •&
►2я о=£ “ не;
►С CQ S
m2 Ї
g-B
я is
Хо.
Установить
заготовку
в
патрон до упо­
ра другим кон­
цом и закре­
пить
Подрезать
торцовую по­
верхность
с
другой стороны
Зацентро­
вать заготовку
с другой сто­
роны
in
Установить
заготовку
в
центрах и за ­
крепить
Предвари­
тельно врезать
с
поперечной
подачей резец
в переднем суп­
порте с 0 28
до 20 мм
Обточить
с
20
на длину 30 мм
и с 0
28 до
0 18 на длину
30 мм
0 28 до 0
428
t £
J tr
Іь.
То«Крас­ ВЦ— 200,
карноный
РМ Ц —
винто710.,
проле­
резта­
N =
ный
рий » == 10 квт
1К62
6
3
0 ,0 5
0
28
4
5
0 ,0 5
0
28
30
4 и 5
0 ,3
Основное
Г0, мин
6
число про­
ходов і
0
число обо­
ротов в
мин., п
2
скорость
резания V,
м/мин
14
подача s,
мм/об
глубина
резания t,
мм
28
диаметр D
длина или
ширина 1
Режим работы
0
измери­
тельный
Приспособление
режущий
Инструмент
I V (продолж ение)
время
Приложение
Размеры обра­
батываемой
поверхности
0 ,3
175
2000
1
0 ,0 3
12
630
1
0 ,2 5
88
1000
1
0 ,1 0
88
1000
1
0 ,1 0
Центры; самоза­
жимной хомутик;
упор на станине
специальный резце­
держатель — 2 шт.
Резцы
Т15К 6
про ходн.
упорн .
2 шт.
Ш т ан­
генцир­
куль и
линейка
429
430
Режим работы
Ш т ан­ 0 28
генцир­
куль и
линейка
4
0 28
30
4 и 5
0 20
3
3
1000
1
88
1000
1
0,10
0,3
88
1000
1
0,10
0,05
63
1000
1
TQt мин
подача
0,05
Основное
63
s,
число про; ходов і
Резцы
про­
ход­
ные
упор­
ные
Т15К 6
2 шт.
3
3
число
оборотов
в мин., п,
0 20
скорость
резания
V, м/мин
Резцы:
канавочный
Т 15К 6
Ь= 3
м м ,—
1 шт.;
фасочный
Т 15К 6
45 ° —
1 шт.
мм) об
глубина
резания
t , мм
длина или
ширина 1
диаметр D
измери­
тельный
Приспособление
режущий
і
Инструмент
I V (продолж ение)
время
Приложение
Размеры обра­
батываемой
поверхности
0,08
Центры; самоза­
жимной хомутик;
упор на станине;
специальный резцедержатель—2 шт.
Резцы:
канавочный
Т 15К 6
Ь= 3
мм —
1 шт.
фасочный
Т15К 6
45° —
1 шт.
5 0,05
-
0,08
431
Станок
Содержание
установок
и переходов
Эскизы переходов
СП
X
Установить
заготовку
в
центры и за ­
крепить
S
і
L, К
мд
I£ s* З
& 5£
о
Ян
ч
м та о
та о <и
ЯЧ
«“5 D
Ч
я s
П ин
ха
То- гКрас- ВЦ — 200,
карно- ный
РМ Ц—
вин- проле­
710,
торез- та­
N ==
ный рий» = 10 квт
1К62
Обточить с
0 2 8 на 0 2 5 мм
на длине 80 мм
VI
Установить
заготовку
в
патрон и за ­
крепить
Нарезать
резьбу М18 на
длину 27 мм
Установить
заготовку дру­
гим концом
Нарезать
резьбу M l8 на
длину 27 мм
на другом кон­
це
Токарно- Сред- В Ц — 165
РМ Ц—
винне710,
торез- волжN=
ский
ный
= 4,5 квт
1А616
27
—
2,5
0
18
27
—
2,5
V,
мм/об
подача
І, мм
Т0 , мин
18
Основное
П лаш­ Резь­ 0
ка
бовое
М18 КОЛЬЦО
1 шт. М18
Р18
M/ MUH
175
число
оборотов
в мин., п,
0,3
скорость
резания
1,5
s,
глубина
резания
80
измери­
тельный
длина или
ширина /
Режим работы
время
I V (продолж ение)
Про­ Ш т ан­ 0 28
генцир­
ходной куль
ре­
зец —
1 шт.
Т 15К 6
режущий
Приспособление
диаметр D
Инструмент
число про­
ходов і
------------------ —--------------- ------------------
Приложение
Размеры обра­
батываемой
поверхности
Центры; самоза­
жимной хомутик
2000
1
0,14
2,5
45
1
0,27
2,5
45
1
0,27
Т рехкулачковый
самоцентрирующий
патрон;
плашкодержатель ;
упор­
ная оправка
Технологическая карта механичесНаименование изделия
ЧЗкшом
125
Насос
М атериал
|
Род заготовки и ее размер
Сталь 40Х; <зв—75 к Г /мм2
Ш тамповка
Годовой выпуск изделий
Годовой выпуск детали
5200
5000
Составил Иванов
Д ата 16/V-
1966 е.
Проверил
Ста-
Содержание устано­
Эскизы
переходов
вок и переходов
У! А
Токарновинторез
ньш
1К62
Установить за ­
готовку в самоцентрирующий
пат­
рон и закрепить
по
136 мм
0
Подрезать тор­
цовую поверхность
186 мм в размер
60 мм начисто
0
Обточить 0 1 8 6 мм
до
180 мм на­
чисто
0
Расточить
от­
верстие до 0 9 0 мм
на всю длину за ­
готовки
434
наименова
ние
и модель
60
Приложение
V
кой обработки нажимной гайки
Наименование детали
Н аж им н ая гайка
Черный вес
Чистый вес
15 кг
9,6 кг
К оличество деталей в партии
220
Д ата 21/V-1966 г
время
Основное
/
проходов
0,5 146 25 0
1
0 ,4 6
57
3
0,5 146 250
1
0,53
128
3
0,43 141 500
1
0,62
мин
3
число
подача
s, м м / об
t, мм
скорость резания
V, м/мин
число оборотов
в мин., л,
резания
Режим работы
глубина
длина или
ширина
диаметр
режущий
ние
измерительный
П риспособле­
Размеры
обрабаты­
ваемой по­
верхности
і
характеристика
завод- изготови­
тел ь
Инструмент
TQ,
*
П ет ров
н Ок
Трехкулач S “ 40
£ ковый само2 а ^ - Г"4
£ сх
- Q.
С
центирую-
щий патрон;
№
^
11 упор на ста­
04 о, й:
нине
Резец про­
ходной ото­
гнутый
Т І5К 6 1 шт.
штанген­
циркуль и
линейка
ё 1
186
186
Расточной
резец
Т 15К 6 —
/ шт.
90
51
435
Ста-
Содержание уста­
новок и переходов
наименова­
ние
и модель
Установить за ­
готовку обточен­
ной поверхностью
0 180 мм в патрон
и закрепить
Токарновинторез ный 1К62
Эскизы переходов
и
Подрезать тор­
цовую поверхность
с другой стороны
в размер 125 мм
s
■
125
Обточить
136 мм до
0 130 мм на дли­
ну 67,8 мм
0
Подрезать тор­
цовую поверхность
0 180 мм в размер
67,8 мм
Проточить
ка­
навку 5 мм на
0 122 мм и фаску
3X 4 5 ° резцами ,
установленными
в заднем резцедер­
жателе
436
характеристика
Приспособле­
ние
режущий
Проходной
отогнутый
резец
Т15К 61 шт.
подача s , мм/об
136
23
3
0,5 135 315
1
0 19
136
67,8
3
0,5 135 315
1
0,45
180
25
0,8 0,5 140 250
1
0,22
130
4
5 и
0,05 135 315
3
1
0,38
число проходов
мин
7'о>
Режим работы
Основное время
число оборотов
в мин., п
1
скорость резания
резания
t, мм
£ І 3 і
глубина
§
>3
§
§
* *^ о
*
длина или
ширина
То же
Размеры
обрабаты­
ваемой по­
верхности
V, м/мин
Инструмент
диаметр
Проходной
упорный
резец
Т 15К 6—
1 шт.
измерительный
но к
Штангенциркуль
и линейка
N — 10 кет
трехку лачков ый
самоцентрирующий патрон;
упор на стани­
не; специальный
резцедержатель
В Ц — 200,
Р М Ц — 710,
«Красный про­ завод-изготови­
тель
летарий»
П р и л о ж е н и е V (продолжение)
i m
437
438
1
Выточить канав­
ку b = 10 мм на
0 120 мм
2
Обточить фаску
8X 45°
Установить за ­
готовку в патрон
и закрепить
0 180 мм
наименование
Т окарно-винторезный 1А62
Установить за ­
готовку в патрон
и ■закрепить
0 130 мм в упор
0 180 мм
in А
IV А
Эскизы переходов
Токарно-винторез­
ный 1К62
2
Содержание у ста­
новок и переходов
И модель
О
н
05
|
<ы
К
о
№ переходов
та
а
Установка
1
§ |^
os
1^
i l l
»
In»
Qi
1 s
S '!
5 *
Он О
*«4
i l<
<N
1
§
характеристика
завод-изготови­
тель
ние
режущий
і 1
TQ,
число проходов
ср = 4 5 °
Размеры обрабат ываемой поверхн ости
Основное
мин
Проходной
резец
с углом
измерительный
Инструмент
скорость резания
V, м/мин
число оборотов
в мин., п
T рехкулачковый
самоцентрирующий патрон ;
упор на станине; спе­
циальный резцедержатель
О.
Приспособле­
Ъ = 10 мм
« Красный
но к
шаблон
Резец Т15К6 канавочный Ъ = 10 мм 1 шт.
пролетарий »
Й
і
Трехкулачковый
самоцентрирующий патрон;
качающаяся оправка
1
а
fа>
2
S
та
>=1
120
15
10
0,1 120 3 1 5
1
0 ,5 4
180
6
8
0,1 178 3 1 5
1
0 ,2 5
* !
5э
подача
V
Режим
работы
время
s, мм/об
резания
к
ч
Яя
та *
глубина
t, мм
Приложение
(продолжение)
Т 15К 6—
1 шт.
439
Ста-
Содержание
у ста­
новок и переходов
Эскизы
переходов
наимено­
вание
и модель
Расточить
от­
верстие в размер
0 99,7 мм на дли­
ну 104 мм
Развернуть от­
верстие
0 100А3 мм
Установить за ­
готовку на центро­
вую
оправку
по
0 100А3 мм
Подрезать
на­
чисто торец внут­
ренний 0 180 мм
VI
440
Установить за­
готовку на цент­
ровую оправку по
0 100А3 мм
Т окарновинторезный
1А616
*
5S 1 ю
15Г * :
II
QQQ^
Расточной
резец
Т 15К 6 —
1 шт.
Штангенциркуль
Развертка
Р18
0 100 Az мм
1
jg ^ ’
^ок ^
7
1 ч
1
99,7
104
1,85 0,34 125 4 00
100
104 0,15 2,0 12,6 40
180
25
TQ,
1мин
і
3 и
число проходов
резания
резания
число оборотов
в мин., п
с
V, м/мин.
О
время
і
тVа
та
скорость
|=1
* 1
§а
глубина
та
S
К С
О
та s
О
Ї
а?
2
1,6
1
1,4
1
0,30
Центровая
оправка
<Z)100Az мм
Подрезной
резец
Т30К 4
»
Я
о.
н
ф
г
VO
1 t, м м
і
£;
режущий
Калибр-пробка
0 100Аг мм
ние
измерительный
характеристика
завод-изготовитель
1
Средневолж­
ский
^
Приспособле­
Размеры
обраб>атываемс>й поверхьюсти
V (продолжение)
Режим работы
Основное
Приложение
Инструмент
НО к
Линей­
ка
0,2 0 ,1 500 90 0
Центровая
оправка
g)100A 3 мм
и хомутик
441
Ст а
s
s
a-
Содержание установок
Эскизы
и переходов
Нарезать резьбу
M l3 0 x 2 резьбовым
резцом начисто
переходов
наименова­
ние и мо­
дель
Приложение
завод-изготови-
Инструмент
Размеры
обрабаты­
ваемой по­
верхности
П риспособ­
ление
V (продолжение)
Реж им
работы
о
н
о
о.
Оf
режущий
хо с
°
г
ОЖ
4и £2
я о.
ч я
еса
Я
О з
о
§1
а оо
3 Ǥ?
0
VO о
р$ёьбовой
резец Р18
§ «.S3
1
О
0L.VO =Г
130
2,0
18,5 45 4 +
4
6,4
ОГЛАВЛЕНИЕ
Предисловие к шестому и з д а н и ю .......................................... ........
Введен ие
........................................................................................................................................
3
4
Р а з д е л первый^
Краткие сведения о токарном деле
Глав
§
§
§
I Основные понятия об устройстве токарно-винторезного ст ан ка
7
Назначение токарных с т а н к о в ...................................................................
7
Типы токарных с т а н к о в ....................................................................................
7'
Основные узлы токарно-винторезного с т а н к а ..................................
8
§ 4. Станина
....................................................................................................................... 10
§ 5. Передняя б а б к а .....................................................................................................Ю
§ 6. Мех аниз мы п о д а ч и .......................................... ..................................................12
§ 7. С у п п о р т .................................................................... ..................................................15
§ 8. Ф а р т у к .......................................................................................................................
17
§ 9. За дн яя б а б к а ..............................................................................................................19
§ 10. П равила ухода за токарным с т а н к о м .................................................. 20
Г л а в а I I Основы процесса резания м е т а л л о в ...................................................22
§ 1. Элементы резания при обработке на токарных ст анках
.
.
22
§ 2. Процесс образования стру жки
,
...........................................................25
§ 3. См азоч н о-о хла ж да ю щ и е ж и д к о с т и ...........................................................26
§ 4. Материалы, применяемые для изготовления резцов и других ре­
жущ их и н с т р у м е н т о в .................................................................................................... 27
§ 5. Токарные р е з ц ы .....................................................................................................30
§ 6. З аточка р е з ц о в ..................................................................................................... 35
Г л а в а I I I . Краткие сведения о технике безопасности
. . . .
38
§ 1. Значение техники б е з о п а с н о с т и ................................................................... 38
§ 2. Техника безопасности в механических ц е х а х ..................................39
§ 3. Правила пожарной б е з о п а с н о с т и ...........................................................41
Г л а в а I V Обтачивание нару жн ых цилиндрических поверхностей
.
41
§ 1. Резцы для продольного о б т а ч и в а н и я .................................................. 42
§ 2. Установ ка и закрепление р е з ц а ................................................................... 43
§ 3. Установ ка и закрепление деталей в центрах
..................................
45
§ 4. Установ ка и закрепление деталей в патронах
..................................
49
§ 5. Навинчивание и свинчивание кулачковых патронов
. . .
52
§ 6. Приемы обтачивания гладких цилиндрических поверхностей .
53
§ 7. Приемы обтачивания цилиндрических поверхностей с уступами
56
§ 8. Элементы режима резания при обтачивании
.
59
§ 9. Уход за р е з ц о м .....................................................................................................60
§ 10. Измерение деталей при обтачивании цилиндрических поверхно­
стей
................................................................................................................................60
§ 11. Брак при обтачивании цилиндрических поверхностей и меры
его п р е д у п р е ж д е н и я ............................................................................................ 64
§ 12. Техника безопасности при обтачивании цилиндрических по­
верхностей
................................................................................................................ 65
Г л а в а V Об работка торцовых поверхностей и уступов
. . . .
68
§ 1. Резцы, применяемые при обработке торцовых поверхностей и
уступов, и их у с т а н о в к а ........................................................... ........
68
444
а
1.
2.
3.
§ 2. Приемы подрезания торцовых поверхностей и уступов
.
.
70
§ 3. Приемы измерения торцовых поверхностей и уступов . . .
73
§ 4. Техника безопасности при подрезании торцовых поверхностей
и у с т у п о в ............................................................................................
.
73
§ 5. Б рак при подрезании торцовы х поверхностей и уступов и меры
его п р е д у п р е ж д е н и я .................................................................................................... 75
Г л а в а
§ 1.
§ 2.
§ 3.
§ 4.
V I. Вытачи вание на ружных канавок и отрезание
. . . .
76
Резц ы для вытачивания канавок и отрезания, их устан овка
76
Приемы вытачивания канавок и о т р е з а н и я ..................................79
Измерение к а н а в о к ............................................................................................ 83
Б рак при вытачивании
канавок
и отрезании и меры его
п р е д у п р е ж д е н и я .......................................................................................* .
84
Глава
§ 1.
§ 2.
§ 3.
§ 4.
§ 5
§ 6.
§ 7.
§ 8.
§ 9.
VII
Сверление и рассверливание цилиндрических отверстий
85
С в е р л а .........................................................................................................................85
............................................................88
Затачив ание спиральных сверл
Закрепление сверл
............................................................................................. ...... 89
Приемы сверления
.
................................................................... 90
Элементы режима резания при с в е р л е н и и .......................................... 91
Р а с с в е р л и в а н и е ................................... ...................................................................92
Особенности конструкций некоторых типов сверл
.
93
Замена ручной подачи м е х а н и ч е с к о й .................................................. 96
Брак при сверлении
и меры его предупреждения
. . .
97
Глава
§ 1.
§ 2.
§ 3.
§ 4.
Глава
V I I I . Центрование
.....................................................................................98
Назначение и формы центровых отверстий
.
. . .
98
Р а зм е т к а центровых о т в е р с т и й ................................................................... 100
Приемы ц е н т р о в а н и я .....................................................
. . .
101
Бра к при центровании и меры его предупреждения
.
.
.
103
I X . Зенкерование, развертывание и растачивание цилиндри­
ческих отверстий. Вытачивание внутренних канавок
.
.
103
Зенкерование цилиндрических о т в е р с т и й .......................................... 103
Р азв ерты вание цилиндрических о т в е р с т и й .......................................... 106
Растачивание цилиндрических о т в е р с т и й .......................................... 109
Приемы растачивания сквозн ых и глухих цилиндрических о т ­
верстий
...................................................................................................................... 113
Брак при обработке цилиндрических отверстий и меры его пре­
дупреждени я ............................................................................................................... 115
Приемы подрезания внутренних торцовых поверхностей и в ы т а ­
чивания внутренних канавок
...................................................................... 116
Измерение цилиндрических
отверстий, внутренних
канавок
и выточек
.............................................................................................................117
X. Токарн ая обработк а не сл ож ных д е т а л е й .......................................... 121
Токарная обработка штыря
................................................................... 121
Токарная обработка гладких и ступенчатых вало в
.
.
. 125
XI. Основные принципы построения технологических процес­
со в обработки деталей на токарных станках
.
. 130
Понятие о технологическом и производственном процессах
. 130
Элементы технологического п р о ц е с с а .................................................. 131
Типы производств в м а ш и н о с т р о е н и и .................................................. 132
Принципы разработки технологического процесса механической
обработки
.............................................................................................................. 134
Понятие об установочных б азах и их в ы б о р ..................................134
§
§
§
§
1.
2.
3.
4.
§ 5.
§ 6.
§ 7.
Глав
§
§
Глав
§
§
§
§
а
1.
2.
а
1.
2.
3.
4.
§ 5.
Раздел
второй
О бработка конических поверхностей. Обтачивание фасонных поверхностей.
Отделка поверхностей. Нарезание треугольной резьбы
Г л а в а X I I . Обработка конических п о в е р х н о с т е й .......................................... 138
§ 1. Понятие о конусе и его э л е м е н т а х ...........................................................138
445
§ 2. Способы получения конических п о в е р х н о с т е й ..................................141
§ 3. Обтачивание конических поверхностей поперечным смещением
корпуса задней бабки
....................................................................................
141
§ 4. Обтачивание конических поверхностей поворотом верхней ча­
сти суппорта
.......................................................................................................144
§ 5. Обра ботка конических поверхностей с применением конусной
л и н е й к и ....................................................................................................................... 145
§ 6. Обработка конических поверхностей широким резцом
.
.
148
§ 7. Растачивание и развертывание конических отверстий '
.
.
148
§ 8. Измерение конических поверхностей
...................................................
150
§ 9. Брак при обработке конических поверхностей и меры его
п р е д у п р е ж д е н и я ..................................................................................................... 154
Г л а в а X I I I . Обтачиванйе фасонных п о в е р х н о с т е й .......................................... 155
§ 1. Фасонные резцы, их установка и работа и м и ..................................155
§ 2. Обтачивание фасонных поверхностей проходными резцами .
.
159
§ 3. Обработка фасонных поверхностей по к о п и р у ..................................160
§ 4. Брак при обтачивании фасонных поверхностей и меры его
предупреждения
...................................................................................................... 162
Глава
X I V . Отделка п о в е р х н о с т е й .................................. ........
163
§ 1. Ш ерох оватость обработанной поверхности
..................................163
§ 2. Тонкое т о ч е н и е ......................................................................................................165
§ 3. Д о в о д к а или притирка
.................................................................................... 169
§ 4. Обкатывание поверхности р о л и к о м ........................................................... 170
§ 5. Н а к а т ы в а н и е .............................................................................................................. 171
Глава
XV . Нарезание р е з ь б ы ..................................................................................... 173
§ 1. Общее сведения о р е з ь б а х ............................................................................173
§ 2. Типы резьб и их назначение
....................................................................176
........................................................... 178
§ 3. Измерение и контроль резьбы
§ 4. Нарезание треугольной резьбы п л а ш к а м и .......................................... 181
§ 5. Нарезание треугольной резьбы м е т ч и к а м и .................................. 182
§ 6. Нарезание резьбы р е з ц а м и ............................................................................185
§ 7. Р е зь б ов ы е гребенки
.................................................................................... 188
§ 8. Настройка токарно-винторезного стан ка для нарезания резьбы
190
§ 9. Примеры подсчета сменных зу бчаты х к о л е с ..................................193
§ 10. Приемы нарезания резьбы р е з ц а м и .................................................. 196
§ 11. Высокопроизводительные методы нарезания резьбы .
.
.
198
§ 12. Брак при нарезании резьбы резцами и меры его предупреж­
дения .
. , .
.
.
.
.
.
.
.
.
.
.
.
.
.
200
Р аздел третий
Токарные станки. Механизация и автоматиза ция процессов
обработки деталей на токарных ст ан ках
Глава
§ 1.
§
§ 3.
§ 4.
§
§
§
Глав
§
446
X V I . Устройство токарных с т а н к о в ........................................................... 202
Краткий исторический обзор развития токарного станка .
.
202
2. Основные типы станков токарной группы ...........................................205
Усл овное обозначение то карных станков
..........................................
206
Основные характеристики то карно-винторезных станков от е­
чественного произв одства
.
................................................................... 206
5. Приводы токарных станков
.
.
.
.
.
.
.
.
.
207
§ 6. Кинематическая схем а с т а н к а ................................................................... 208
7. Механизмы коробок скоростей и п о д а ч .................................. ........
208
§ 8. Суппорт токарно-винторезного станка
.......................................... 215
§ 9. Ф а р т у к ......................................................................................................................... 217
10. Токарно-винторезный станок модели 1К62
. . . . .
222
§ 11. Станки токарной г р у п п ы ............................................................................232
а X V I I . Проверка то карно-винторезного стан ка на точность .
,
238
1. Инструмент для проверки станков на точность
. . . .
239
§ 2. Основные методы проверки токарного с Г г а н к а .................................. 240
Глава
X V I I I . Механизация и ав томатиза ция процессов обработки
деталей на токарных с т а н к а х .......................................... ............................. 244
§ 1. Устр ойст ва, механизирующие процесс обработки на то к а р ­
ных ст анках
.....................................................................................................245
§ 2. Устрой ст ва, автоматизирующие процесс обработки на то к а р ­
ных с т а н к а х ............................................................................................ ........ ............. 248
§ 3. Станки с программным у п р а в л е н и е м ................................. ........ ............. 256
§ 4. Автоматические л и н и и ..................................................................................... 263
Раздел
четвертый
Основы учения о резании ме та ллов
Глава
X I X . Общие сведения о р е з а н и и ...........................................................268
§ 1. Краткий исторический обзор
................................................................... 268
§ 2. Материалы, применяемые для изготовления режущих инстру­
ментов
..........................................................................................................................269
§ 3. Углы р е з ц а ............................................................................................................. 274
§ 4. Установ ка р е з ц а .....................................................................*
279
Г л а в а X X Основные процессы р е з а н и я ................................................................... 282
§ 1. Процесс образования с т р у ж к и ................................................................... 282
§ 2. Основные сведения о силах, действующих на резец
.
.
. 287
§ 3. Теплота р е з а н и я .....................................................................................................291
§ 4. Стойкос ть р е з ц а ....................................................................................................... 291
§ 5. Охлаж дение инструмента
............................................................................ 293
§ 6. Влияние различных факторов на выбор скорости резания .
. 293
Раздел пятый
Высокопроизводительное резание мета ллов . Выбор наивыгоднейших
режим ов резания
Глава
X X I . Высокопроизводительное резание металлов
. . . .
303
§ 1. Сущность скоростного резания металлов
.
.
.
.
.
.
303
§ 2. Геометрия резцов для скоростного резания .
.
.
.
.
.
303
§ 3. Современные конструкции высокопроизводительных резцов
. 308
§ 4. Требования, предъя вл яемые к станкам для скоростного точения 313
§ 5. Приспособления, применяемые при скоростном резании
.
. 314
§ 6. Приспособления для отвода стружки
.
.
.
.
.
.
.
321
§ 7. Неполадки при скоростном точении ................................................................. 323
§ 8. Основные правила работы резцами, оснащенными пластинками
.из тв ерды х сплавов
.
. .................................................................................325
Г л а в а X X I I . Выбор наивыгоднейших реж имов резания
. . . .
326
§ 1. Понятие о производительности т р у д а .................................................. 326
§ 2. Понятие о мощности при т о ч е н и и ...........................................................328
§ 3. Крутящий м о м е н т ............................................................................................ 330
§ 4. Паспорт токарного с т а н к а .............................................................................332
. § 5. Выбор наивыгоднейших реж имов р е з а н и я .......................................... 332
Раздел
шестой
Слож ны е токарные работы
Глава
§ 1.
§ 2.
§
§
§ 5.
X X I I I . Нарезание прямоугольной и трапецеидальной резьб
.
337
Общие сведения о резьбах для передачи движения
.
.
.
337
Нарезание прямоугольной и трапецеидальной резьб
,
,
.
339
3. Способы нарезания многозаходных р е з ь б .................................................. 345
4. Деление многозаходных резьб на з а х о д ы .......................................... 346
Высокопроизводительные
методы
нарезания
многозаходных
р е з ь б .............................................................................................................................. 347
§ 6. Основные
сведения
о
нарезании
резьбы
вращающимися
р е з ц а м и ........................................................................................................................ 348
Г л а в а X X I V . Токарная об работка деталей со сложной установкой
.
351
447
§
§
§ 3.
§
§
1. Обработка детале й в л ю н е т а х ................................................................... 351
2. Обработка деталей на п л а н ш а й б е ...........................................................355
О браб отка деталей на угольниках
............................................................... 357
4. Обработка детале й на о п р а в к а х ................................................................... 358
5. Обраб отка эксцентриковых д е т а л е й ...........................................................362
Раздел
седьмой
Организация рабочего места и тр уда токаря. Технологический процесс
обработки детале й на токарных стан ках
Глава
X X V . Организация рабочего мест а и труда то каря . . . .
368
1. Организация рабочего места т о к а р я ...........................................................368
2. Планировка рабочего места т о к а р я ...........................................................368
3. Порядок и чистота на рабочем м е с т е .................................................. 37 0
4. Организация труда на рабочем м е с т е .................................................. 370
§ 5. Многостаночная р а б о т а ....................................................................................372
Г л а в а X X V I . Рациональные методы токарной обработки . . . .
374
§ 1. Технологические приемы, применяемые токарями-новаторами
. 374
§ 2. Сокращение основного (машинного) в р е м е н и ..................................378
§ 3. Сокращение вспомогательного в р е м е н и .................................................. 379
§ 4. Комплексный метод сокращения штучного времени
.
.
......382
Г л а в а X X V I I . Технологический процесс обработки детале й на стан ках.....383
§ 1. Общие сведения о раз работке технологического процесса об ра­
ботки деталей
.................................................................................................... 383
§ 2. П орядок со ставления технологического процесса обработки д е ­
талей
..............................................................................................................................384
§ 3. М етод групповой обработки д е т а л е й ...........................................................385
§ 4. Карты технологического процесса обработки детале й на станках 387
§ 5. Технологическая дисциплина
................................................................... 387
Г л а в а X X V I I I . Технологические процессы обработки деталей на токар­
ных с т а н к а х ............................................................................................ 388
§ 1. Технологический процесс токарной обработки втулок
.
.
...... 388
§ 2. Технологический процесс токарной обработки дисков
.
.
...... 394
§ 3. Технологический процесс токарной обработки стаканов
.
.......399
Г л а в а X X I X . Примеры со ставления технологических процессов обра­
ботки детале й на токарных с т а н к а х ..................................403
§ 1. Обработка ступенчатого валика ................................................................... ..... 403
§ 2. Обраб отк а нажимной г а й к и ............................................................................408
Прилож ение
I. Паспорт токарно-винторезного станка модели 1К 12 « 412
Приложение
II. Классификатор п е р е х о д о в ...........................................................421
Прилож ение I I I . Операционная карта механической обработки .
.
...... 423
Приложение IV. Технологическая карта механической обработки сту ­
пенчатого в а л и к а ........................................................................... 426
Приложение V. Технологическая карта механической обработки на­
жимной г а й к и ....................................................................................434
§
§
§
§