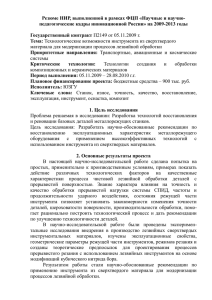
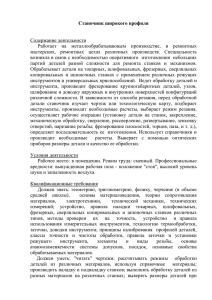
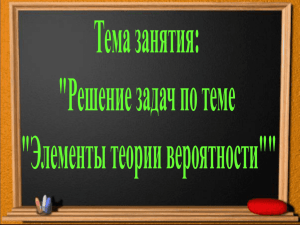
ВЫСОКИЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ Материалы ХVI Всероссийской научно–технической конференции Самара Самарский государственный технический университет 2017 МИНОБРНАУКИ РОССИИ федеральное государственное бюджетное образовательное учреждение высшего образования «Самарский государственный технический университет» (ФГБОУ ВО «СамГТУ») ВЫСОКИЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ Материалы XVI Всероссийской научно–технической конференции 25 – 28 октября 2017 г. Самара Самарский государственный технический университет 2017 Печатается по решению ученого совета СамГТУ, (протокол №9 от 31.03.2017 г.) УДК 621(06) ББК30я4 В 93 В 93 Высокие технологии в машиностроении: материалы XVI Всероссийской научнотехнической конференции / Отв. редактор А.Ф. Денисенко. – Самара: Самар. гос. техн. унт, 2017. – 178 с.: ил. ISBN 978-5-7964-2053-9 Сборник содержит материалы участников XVI Всероссийской научно-технической конференции 2017 г. по следующим основным направлениям: прогрессивные технологические процессы в машиностроении, проектирование и эксплуатация инструмента и оборудования для прогрессивных технологий, перспективные процессы модификации и упрочнения поверхностного слоя, автоматизация технологических процессов и сборка в машиностроении, компьютерные технологии в машиностроении, материаловедение и металлургия в современном машиностроении, метрология и метрологическое обеспечение в машиностроении. Материалы предоставлены сотрудниками высших учебных заведений и промышленных предприятий России. Предназначен для научных сотрудников, инженерно-технических работников, аспирантов и студентов старших курсов машиностроительных специальностей. Редакционная коллегия: д-р техн. наук А.Ф. Денисенко (отв. редактор), д-р техн. наук В.Г. Шуваев, О.А. Младенцева (отв. секретарь) канд. техн. наук А.Б. Бейлин, канд. техн. наук Н.Д. Папшева, канд. техн. наук В.Г. Круцило. УДК 621(06) ББК30я4 В 93 ISBN 978-5-7964-2053-9 © Авторы, 2017 © Самарский государственный технический университет, 2017 СЕКЦИЯ 1. ПРОГРЕССИВНЫЕ МАШИНОСТРОЕНИИ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В УДК 621.9.048.6 ПОВЫШЕНИЕ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ УЛЬТРАЗВУКОВОЙ ОБРАБОТКЕ ДЕТАЛЕЙ Агапов С.И., д.т.н., доцент; Смирнова Е.С., аспирант; Маркин В.А., магистрант; Титаренко Д.О., магистрант Волгоградский государственный технический университет Приведены результаты экспериментов по износу режущего инструмента при введении в зону резания ультразвуковых колебаний. При обработке новых жаропрочных сплавов, сталей и титановых сплавов традиционными методами резания, применяемыми в промышленности, сталкиваются с целым рядом трудностей. Сказанное относится и к обработке отверстий. Одним из эффективных методов увеличения стойкости инструмента и качества обработанной поверхности является введение в зону резания ультразвуковых колебаний. Так, сообщение ультразвуковых колебаний (с частотой 18…22 кГц и амплитудой 4…6 мкм) развертке при обработке титановых сплавов, обладающих повышенной прочностью, способствует увеличению стойкости инструмента в 2,2...2,8 раза, а также снижению шероховатости, уменьшению разбивки отверстий в 2...3 раза, повышению производительности в 3...4 раза по сравнению с обычными методами обработки [1]. Спроектированы и изготовлены ультразвуковые пьезокерамические головки, предназначенные для работы на вертикально- и радиально-сверлильных станках, станках с ЧПУ и токарно – винторезных станках, которые позволяют стабильно получать высокоточные отверстия диаметром 10...15 мм с шероховатостью поверхности не выше 0,42 мкм, в отдельных случаях и до 0,18 мкм. Применение пьезокерамических головок позволяет внедрить ультразвуковую обработку на обычных станках без их модернизации и остановки производства. Для сравнения стойкости и стабильности режущих свойств исследовались машинные развертки диаметром 14 мм, изготовленные из быстрорежущих сталей Р6М5К5. Предварительно проведенными опытами была установлена оптимальная геометрия режущей части разверток: передний угол 0 , задний угол 8 , угол заборного конуса 15 , ширина ленточки на калибрующей части зубьев 0,2…0,25 мм. Исследования стойкости разверток проводились на вертикально сверлильном станке модели 2А135 при обработке отверстий в деталях из титанового сплава ВТ-20. Скорость резания составляла 11 м/мин, подача 0,14 мм/об и глубина резания t 0.15 мм, применяемая охлаждающая жидкость -10% -ая эмульсия «Укринол-1М». Для изучения характера закономерностей и величины износа разверток за весь период стойкости периодически (после обработки 6...8 отверстий) заднюю поверхность режущей части зубьев измеряли с помощью инструментального микроскопа БМИ-1, а также лупой «Бринелля» с ценой деления 0,05 мм и с 24-х кратным увеличением. Амплитуда колебаний режущей части инструмента определялась с помощью микроскопа МБС –1 перед работой и контролировалась в процессе работы по электронному осциллографу и равнялась 4...6 мкм. Расстройка ультразвуковой системы контролировалась электронно-счетным частотомером Ф5041 и не превышала во время работы 3...4% даже при обработке глубоких отверстий. Кроме опытов, имевших своей целью снижение разбивки и шероховатости поверхности обработанных отверстий, было изучено влияние ультразвуковых колебаний на стойкость при 3 обработке титанового сплава ВТ-20. Из опытов следует, что ультразвуковые колебания малой амплитуды (2...6 мкм) приводят к увеличению стойкости в 1,8...2,2 раза. Фотографии износа развертки Р6М5К5 при традиционной обработке деталей из ВТ-20 и с введением УЗК в зону резания приведены на рис.1 и рис.2. Рис. 1. Износ развертки Р6М5К5 при обработке ВТ-20 без УЗК а - по передней поверхности; б - по задней поверхности. v = 11 м/мин; S = 0,14 мм/об; t = 0,15 мм; охлаждение - 10% эмульсия Рис. 2. Износ развертки Р6М5К5 при обработке ВТ-20 м УЗК а - по передней поверхности; б - по задней поверхности. v = 11 м/мин; S = 0,14 мм/об; t = 0,15 мм; = 6 мкм; охлаждение - 10% эмульсия При дальнейшем повышении амплитуды стойкость инструмента уменьшается, что объясняется снижением усталостной прочности режущего инструмента при воздействии 4 нагрузки с ультразвуковой частотой. При обработке титанового сплава рекомендуется амплитуда на 1...2 мкм больше, чем при обработке нержавеющих сталей, что объясняется его физико-механическими свойствами. Износ разверток наблюдается в основном по задней поверхности зуба, причем максимальное значение наблюдается в месте пересечения заборного конуса и калибрующей части, т. е. в месте контакта зуба с поверхностью резания. Для установления критерия затупления изучались зависимости шероховатости поверхности и точности обработанных отверстий от величины износа. На шероховатость и точность обработки отверстий оказывает решающее значение износ в месте перехода заборного конуса в калибрующую часть, так как именно этот участок формирует обработанную поверхность, к тому же в этой зоне наблюдаются наибольшие и удельные нагрузки. При износе hз 0,3 мм возникают вибрации, приводящие к выкрашиванию режущих кромок, увеличивается шероховатость поверхности и разбивка отверстий. Таким образом, опыты показывают, что лимитирующим износом является величина hз 0,3 мм. При резании с наложением ультразвуковых колебаний скол режущих кромок отсутствует. В отличие от традиционного развертывания при ультразвуковом развертывании явление наростообразования не наблюдалось, кроме того при одинаковом износе при наложении ультразвуковых колебаний на развертку шероховатость поверхности и разбивка меньше, т.к. под воздействием ультразвука снижается продолжительность неподвижного контакта инструмента и детали, что уменьшает действующие силы трения за счет снижения адгезионной и деформационной составляющих. Кроме того, ультразвуковые колебания способствуют развитию дефектов структуры (микротрещин, микропор), а также из-за наличия колебаний инструмента относительно детали происходит пульсация зазора, которая способствует засасыванию ТС [2]. За критерии износа при обработке титанового сплава принята величина hз 0,3 мм. На основании данных экспериментов построен график зависимости стойкости от стойкости от времени работы развертки. В процессе проведения экспериментов, без наложения ультразвуковых колебаний, особенно при высоких скоростях резания, неоднократно наблюдалось выкрашивание по уголку, как наиболее нагруженной части в процессе развертывания, износ зубьев был неравномерен. При наложении ультразвуковых колебаний на развертку повысилась не только стойкость но и стабильные режущие свойства. Износ задней поверхности зубьев разверток при работе на различных скоростях резания был более равномерным, разница в величине износа на каждом из восьми зубьев не превышала 0,04...0,06 мм, выкрашивание лезвия не наблюдалось [3]. На основании вышеизложенного можно сделать вывод: введение в зону резания ультразвуковых колебаний повышает стойкость инструмента в 2 раза. Список использованных источников 1. Агапов С.И. Интенсификация процесса обработки труднообрабатываемых материалов при введении ультразвуковых колебаний в зону резания: Монография / С.И. Агапов; ВолгГТУ.-Волгоград, 2009.-78 с. 2. Нерубай М.С. Физико–механические методы обработки металлов: уч. пособие / М.С. Нерубай. – Куйбышев, 1979. – 91 с. 3. Худобин Л.В. Ультрозвуковая активизация СОЖ при абразивной обработке / Л.В. Худобин, В.И. Котельникова, Ю.В. Полянсков // Вестник машиностроения. – 1975. – Вып. 4. – С. 51-53. 5 УДК 621.9.048.6 ВЛИЯНИЕ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ НА ГЕОМЕТРИЮ РЕЖУЩЕГО ИНСТРУМЕНТА Агапов С.И., д.т.н., доцент; Толстяков А.Ф., аспирант; Маркин В.А., магистрант; Титаренко Д.О., магистрант Волгоградский государственный технический университет Приведены результаты расчета траектории и величины скорости относительного рабочего движения инструмента при введении ультразвуковых колебаний в зону резания. В результате наложения ультразвуковых колебаний на режущий инструмент изменяется принципиальная схема резания. Кинематическое соотношение (инструментизделие) порождает новый характер траектории и величины скорости относительного рабочего движения инструмента. При ультразвуковом развертывании станок сообщает детали или инструменту в процессе резания два простых движения - вращательное и прямолинейное. Кроме этих движений ультразвуковой блок сообщает развертке комплексные колебательные движения: возвратно-вращательное (крутильные ультразвуковые колебания) и возвратно-поступательноё движение (осевые колебания). Таким образом, имеется сочетание четырех простых движений: 1 - вращательное движение инструмента или детали; 2 - поступательное движение детали или инструмента; 3 - крутильные ультразвуковые колебания инструмента; 4 - осевые ультразвуковые колебания. Рассмотрим величину и направление геометрических параметров в процессе перемещения режущего инструмента с сообщением ему четырех элементарных видов движения (рис.1). y Vp Vz V z1 f V u V x1 Vx l V z l x 1 z 1 VS Рис.1. Принципиальная кинематическая схема резания при наложении на развертку комплексных ультразвуковых колебаний. 6 В работе В.Д.Мартынова [1] дается подробный вывод мгновенных и средних кинематических углов резания в секущей плоскости. Для определения зависимости изменения переднего и заднего угла при работе с наложением на инструмент ультразвуковых колебаний введем следующие условные обозначения: 1 - фаза встречи инструмента и детали; 2 - фаза отрыва инструмента и детали; K - акустико-технологический или скоростной параметр; ср - средний передний кинематический угол резания в секущей плоскости; ср - средний задний кинематический угол резания в секущей плоскости. В процессе резания передние и задние углы меняются в значительных пределах, и ср . Эти выражения найдем условия для средних значений кинематических углов ср определяются из условия, что изменения кинематических углов рассматриваются только за время работы (контакта) инструмента с обрабатываемой поверхностью, тогда: ср 1 1 2 1 d ; 2 (1) 1 1 d ; (2) 1 2 2 где - передний мгновенный кинематический угол резания в секущей плоскости; - задний мгновенный кинематический угол резания в секущей плоскости. Используя формулы, приведенные в работе [2], определим зависимости между мгновенными кинематическими углами резания в секущей плоскости к передним и задним углами клина в статике, измеренные в плоскости, нормальной к кромке: ср y1 tg arctg y2 tg 1 x21 x2 22 ; y1 x21 tg tg arctg 1 2 . 21 x 22 С момента контакта Θ1 кинематический угол растет от 44 до 48 , а затем убывает. При 1 = 90° он равен углу в статике 12 , а в момент отрыва 2 становится равным 90 . График для при скоростном параметре К 4 отличается от предыдущего фазами встречи и отрыва, максимальными и минимальными значениями и кривизной кривых. При К 0,5 , когда нет отрыва лезвия от детали, график для более пологий. Максимальное значение γ меньше двух предыдущих и равно 31 , а минимальное значение - 54 . Графики изменения кинематических задних углов имеют форму, аналогичную соответствующим , но перевернуты относительно оси, проходящей параллельно оси . При К 2 минимальное значение 18 , а максимальное 148 . При К 0,5 , когда отсутствует отрыв режущей кромки от детали, min 9 , а max 6 . Среднее значение функции, выраженное формулами (1) и (2), эффективно лишь при max ) функции на рассматриваемом интервале. Например, угол небольшом колебании ( min может иметь отрицательные величины на значительном интервале контакта, а в зоне 7 предотрыва достигать больших положительных углов. При этом среднее значение его будет положительное. Следовательно, величины и не будут отражать действительного значения. Необходимо определить параметры развертывания, при которых передние и задние углы будут мало отличаться от некоторых технологически обусловленных значений, оставаясь в заданных узких границах. Из технологических соображений и данных о механизме ультразвукового резания определим наиболее выгодную фазу встречи клина инструмента с деталью. Зная частоту ультразвуковых колебаний ( f 18 кГц), диаметр режущего инструмента (4...14 мм) и меняя амплитуду колебаний с 4 до 8 мкм, подсчитаем соответствующие значения чисел оборотов и построим по ним график (рис.2). n, об/мин 400 300 1 200 2 100 3 0 2 4 6 8 10 12 14 Диаметр инструмента, мм Рис.2. Зависимость максимальных чисел оборотов, на которых эффективны ультразвуковые колебания, от амплитуды и диаметра инструмента. 1 – ξ = 8 мкм; 2 – ξ = 6 мкм; 3 – ξ = 4 мкм. Как видно из рис.2, для повышения производительности труда выгодно работать с максимальной амплитудой при всех прочих условиях. Список использованных источников 1. Мартынов В.Д. Основы ультразвуковой обработки отверстий резанием. – Ростов-наДону, 1969. – 206 с. 2. Агапов С.И. Повышение эффективности механической обработки путем применения ультразвука: Монография /С.И. Агапов, В.В. Головкин - Самара: Изд-во СНЦ, 2010.-134 с. 8 УДК 621.791.03-52 СОВЕРШЕНСТВОВАНИЕ ОЦЕНКИ ПРОИЗВОДСТВЕННОЙ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ СПЕЦИАЛЬНОГО МАШИНОСТРОЕНИЯ Бокова Л.Г., к.т.н.; Королев Р. Д., аспирант; Бочкарев П. Ю., д. т. н., профессор Саратовский государственный технический университет имени Гагарина Ю.А. В статье рассматриваются вопросы, связанные с оценкой производственной технологичности деталей, которые направленны на повышение качества их обработки и эффективности функционирования многономенклатурных производственных систем. Установлены взаимосвязи между производственной технологичностью и ее влиянием на особенности обработки заданной номенклатуры деталей для конкретной производственной системы. Выполнена разработка и обоснование состава дополнительных количественных показателей оценки производственной технологичности для использования в системе планирования многономенклатурных технологических процессов. Проблемы обеспечения технологичности изделий в настоящее время стоят особо остро [1], как комплексной задачи улучшения конструкции при проектировании изделий с учетом характеристик технологических процессов их изготовления и многих других вопросов технологической подготовки машиностроительных производственных систем. Важнейшей составляющей при этапах проектирования изделий в машиностроении является обеспечение технологичности изделий на всех стадиях жизненного цикла. Одним из базовых понятий технологии машиностроении является технологичность конструкции, которая обеспечивает повышение технико-экономических показателей изделия. Оценка технологичности - сложный процесс, который зависит от знаний и опыта конструкторов и технологов, что не всегда берут во внимание постоянно пополняющиеся возможности современных производственных систем. Понятие технологичности изделия, которое отражает связь между затратами при его изготовлении и конструктивными особенностями, довольно противоречиво и не имеет в настоящие время полного описания. То, что в одних определённых условиях, характеризуемых, например, специализацией цехов, наличием того или иного оборудования и средств технологического оснащения, может быть рациональным, технологичным, в других может оказаться неприемлемым. Конструкция, технологичная в условиях многономенклатурного производства, оказывается нетехнологичной в условиях массового производства, и наоборот. Чтобы решить эти задачи необходимо развивать методы анализа производственной технологичности, а также расширять дополнительные критерии для ее оценки, которые направленны на организацию многономенклатурных специализированных производственных систем и для конкретных производственных систем. Представленные исследования выполнены в рамках создания системы планирования многономенклатурных технологических процессов [2]. Возможность разработки дополнительных критериев оценки производственной технологичности обусловлена следующими факторами сформированной в системе планирования многономенклатурных технологических процессов базой данных о технологических возможностях оборудования; принципиально отличающимся подходом к технологической подготовке производства, позволяющим обеспечить многовариантность принятия решений при проектировании и реализации технологии в зависимости от складывающейся производственной ситуации. На основе требований, представленных к оценке производственной технологичности, с учетом условий конкретной производственной системы и ориентацию на особенности 9 многономенклатурных систем механообработки, установленных взаимосвязей между производственной технологичностью и ее влиянием на технологические составляющие обработки, обоснован состав дополнительных показателей оценки производственной технологичности для использования в системе планирования многономенклатурных технологических процессов: показатель возможности изготовления заданной номенклатуры деталей [3...5]; показатель использования технологических возможностей производственной системы; показатель технологичности детали по однородности технологического оборудования; показатель прогнозирования уровня загрузки технологического оборудования при обработке заданной номенклатуры деталей; показатели многовариантности принятия решений при проектировании и реализации технологических процессов. Известные показатели расширяются за счёт предлагаемых которые используют дополнительную исходную информацию, а именно данные о технологических возможностях оборудования, содержащуюся в информационном обеспечении системы планирования многономенклатурных технологических процессов. Особенностью применения дополнительных показателей оценки производственной технологичности является то, что определяется не абстрактная производственная технологичность деталей, а технологичность для конкретной производственной системы. За счёт этого делается более корректное заключение об обеспечении заданных характеристик получаемых изделий и уровне сложности подготовки производства, но и прогнозируется эффективность функционирования производственной системы при изготовлении деталей. Разработанные дополнительные показатели позволяют оценить производственную технологичность как для отдельных деталей, так и для всей номенклатуры деталей, на конкретный производственной системе, на которой запланирована обработка изделия в заданный период времени. Учет взаимного влияния отдельных деталей и их технологий друг на друга в части рациональной технологической подготовки производства, позволяет более точно предсказать, насколько правильно сформировано отдельное производственное задание. Список использованных источников 1. Бочкарев П.Ю. Технологичность как фактор повышения эффективности конструкторско-технологической подготовки механообрабатывающих производств / П. Ю. Бочкарев, Л. Г. Бокова // Вестник Дагестанского научного центра РАН. - 2012. - N 45. - С. 2931. 2. Митин С.Г. Разработка технологических операций с учетом показателя технологичности в системе планирования многономенклатурных технологических процессов / С. Г. Митин, П. Ю. Бочкарев, Л. Г. Бокова // Вестник Саратовского государственного технического университета. - 2011. – Т.3. № 2 (58) - С.102-106. 3. Бокова Л.Г. Структура оценки производственной технологичности деталей в многономенклатурных механообрабатывающих системах // Вестник Саратовского государственного технического университета. - 2011. – Т. 2. N 2 (56). - С. 27-31. 4. Бокова Л.Г. Разработка показателей для оценки производственной технологичности деталей в системе планирования технологических процессов механообработки / Л. Г. Бокова, П. Ю. Бочкарев // Вектор науки Тольяттинского государственного университета. - 2015. - № 3-1 (33-1). - С. 29-35. 5. Бочкарев П.Ю. Оценка производственной технологичности: учеб. пособие / П. Ю. Бочкарев, Л. Г. Бокова. - СПб. : Изд-во "Лань", 2017. - 132 с. 10 УДК 621.9.025 ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ЩЕТКОЙ Гришина Е.Н., магистрант; Кириллов О. Н., д. т. н., доцент Воронежский государственный технический университет В статье рассмотрено оборудование, инструмент для комбинированной обработки электродом-щеткой металлических деталей, в том числе со сложной геометрической формой. Представлена разработанная и изготовленная в ВГТУ малогабаритная установка для чистовой комбинированной обработки электродом-щеткой металлических заготовок, в том числе с ограниченной жесткостью Электрод-щетка, является инструментом с непрофилированной и изменяемой в процессе обработки рабочей поверхностью, она успешно применяется для безразмерной обработки металлических деталей. Обработка электродом-щеткой может осуществляться как на специальном оборудовании, имеющем регулируемые окружные скорости при числе оборотов шпинделя до 60000 об/мин, что позволяет учесть специфику совмещенного процесса и особенности выполняемых технологических операций, так и на модернизированном под комбинированную обработку с наложением электрического поля металлорежущем оборудовании: шлифовальном, сверлильном, фрезерном, токарном, что хотя и не раскрывает всех возможностей комбинированного метода обработки, но позволяет достигать показателей чистовой обработки и значительно удешевляет сам процесс. Работа с наложением электрического поля требует модернизации металлорежущего оборудования. Так для предотвращения попадания рабочей жидкости в окружающую среду, что приводит к коррозии элементов оборудования и снижает точность обработки, оборудование оснащается рабочей камерой, обеспечивающей изоляцию зоны обработки. Высокоскоростная обработка происходит с окружными скоростями на периферии электродащетки от 40 м/с и выше, что позволяет получать поверхности высокого качества с шероховатостью до Ra 0,08 мкм и сохранением начальной геометрической точности [1]. Для этого станок оснащается приводами вращения и подачи инструмента, обеспечивающими достижение заданных режимов обработки. Для изменения схемы обработки необходимо наличие реверса вращения электрода-щетки, что расширяет технологические возможности оборудования. С целью исключения возникновения блуждающих токов внутренняя поверхность рабочего стола станка должна быть изолирована, например, на нее крепится плита из диэлектрического материала. После этого устанавливается рабочая плита для крепления обрабатываемых заготовок. На нее крепится токоподвод. От корпуса станка необходимо изолировать помпу для подачи рабочей жидкости в зону обработки и ее коммуникации, контактирующие с корпусом станка. Для обеспечения обработки изделий с погружением в рабочую среду в оборудовании необходима система терморегулирования и очистки рабочей жидкости. Узлы оборудования, контактирующие с рабочей средой, необходимо изготавливать в антикоррозионном исполнении, в частности из неметаллических материалов, неподдающихся анодному растворению. Станок также должен иметь надежную токоизоляцию станины и рабочей зоны, автономную вытяжную вентиляцию. При обработке заготовок непрофилированным электродом-щеткой на модернизированных для комбинированной обработки: фрезерном, токарном, сверлильном станках необходимо максимально изолировать рабочую зону от корпуса станины и 11 окружающей среды, что позволит обеспечить длительный срок использования оборудования с достижением заданных технологических показателей [2]. В ВГТУ разработана и изготовлена малогабаритная установка для чистовой комбинированной обработки непрофилированным электродом-щеткой, технологические возможности которой позволяют проводить обработку заготовок со скоростью до 40 м/с, что обеспечивает получение стабильных показателей качества поверхности, рисунок. Малогабаритная установка для высокоскоростной комбинированной обработки электродом – щёткой изделий из металлических материалов, в том числе с ограниченной жесткостью На основании 1 установки, через втулки 2 крепится плита 3, на которую устанавливается направляющая 4. Рабочий стол установки изолирован от ее металлических частей кожухом 5. Электрод-щетка 6 установлена на шпинделе 7 и изолирована от консоли 13 диэлектрической втулкой. Электрическое поле подается на инструмент с блока питания по токоподводам 9 на графитовую щетку 8 и далее через шпиндель на электрод-щетку. На установке используется электроимпульсный привод, который позволяет контролировать частоту вращения шпинделя. Это дает возможность расширить диапазон применяемых для обработки заготовок режимов. Нами использован электродвигатель ДК 50250-12 с мощностью 250 Вт и частотой вращения, достигающей 12 тысяч оборотов в минуту. Стабилизация частоты вращения осуществляется с использованием обратной связи по скорости. Для регулировки окружной скорости применяется оптическая пара и оптический диск, который вместе со шпинделем 7 приводятся в движение электродвигателем 10. Использование в установке такого электроимпульсного привода позволяет проводить высокоскоростную комбинированную обработку электродом-щеткой с обеспечением постоянной окружной скорости в течение всего процесса обработки за счет изменения частоты вращения электрода-щетки по мере износа ее рабочей части. Управление частотой вращения привода происходит с пульта 12. Вертикальное перемещение консоли по стойкам 12 15 обеспечивает ходовой винт 11. Для повышения его точности между гайкой и консолью пружинами 14 создается натяг. Использованная при обработке рабочая жидкость отводится по диэлектрическому проводу 16. Малогабаритная установка для комбинированной обработки нежестких заготовок имеет следующие технические характеристики: масса 34 кг; габариты 400х280х525 мм; частота вращения шпинделя до 12 тысяч об/мин; максимальная сила тока до 15 А; напряжение до 12 В; мощность привода вращения 250 Вт. Материалы для изготовления рабочих узлов установки подбираются с учетом работы в условиях анодного растворения и в агрессивных средах: латунь, медь М1, полиэтилен, фторопласт, капрон. Рассмотренное оборудование позволяет производить обработку нежестких деталей, в том числе со сложной геометрической формой, непрофилированным электродом – щёткой и достигать показателей обработки, характерных для чистового формообразования традиционными методами обработки. Для этого используются разработанные в ВГТУ технологии чистовой комбинированной обработки типовых нежестких конструкций, методики расчета инструмента-щетки, рекомендуемые схемы обработки [3]. Использование оборудования для комбинированной обработки электродом-щеткой и, в частности, обработка нежестких заготовок расширяет область применения комбинированной размерной обработки на значительную номенклатуру нежестких, ажурных наукоемких изделий, используемых в авиации, космонавтике и других отраслях промышленности. Список использованных источников 1. Кириллов О.Н. Механизм контактной комбинированной размерной высокоскоростной обработки непрофилированным электродом [Текст] / О.Н. Кириллов // Вестник Воронежского государственного технического университета. 2010. Т.6. №9. С.91-94. 2. Кириллов О.Н Проектирование средств технологического оснащения для высокоскоростной комбинированной обработки непрофилированным электродом-щеткой [Текст] / О.Н. Кириллов // Вестник Воронежского государственного технического университета. – 2011. – Т.7. – №9. – С. 175 – 178. 3. Рязанцев А.Ю. Методика расчёта инструмента с непрофилированной рабочей частью [Текст] / А.Ю. Рязанцев, О.Н. Кириллов // Вестник Воронежского государственного технического университета. 2015. Т.11. №5. С. 4 – 8. 13 УДК 620.1; 621.89; 62-791.2 НАНОТЕХНОЛОГИИ, ПОВЫШАЮЩИЕ РАБОТОСПОСОБНОСТЬ ПОВЕРХНОСТЕЙ ТРЕНИЯ Громаковский Д.Г., д.т.н., профессор1; Шигин С.В., ведущий инженер1; Коптев А.А., главный инженер2 1 2 Самарский государственный технический университет АО «Авиаагрегат» холдинга «Технодинамика» Приведены результаты оценки эффективности применения нано-микроразмерных технологий при исследовании изнашивания поверхностей с помощью склерометрического программно-аппаратурного комплекса, разработанного в НТЦ «Надёжность» СамГТУ. Нано-микроразмерный масштаб, как показано в работах Б.И. Костецкого, Л.И. Бершадского, Ю.Н. Дроздова, М.А. Броновца и др. трибологов, характерен для многих параметров изнашивания, особенно в подшипниках качения и скольжения, имеющих высокую точность и качество обработки. Для таких узлов трения контактирование в значительной мере определяется шероховатостью контактирующих поверхностей - высотными и другими параметрами, как это показано на рис. 1. Изнашивание каждой высотной группы шероховатостей протекает во времени с разной скоростью, что создаёт на кривых износа своеобразные ступени (смотри, например, кривую_1 на рис. 2). U, мкм П I II I II I 2,0 1,5 U RZ, мкм 104, рад 50 40 30 16 8 0 0,6 0,4 0,2 0,8 0,6 0,4 0,5 0 4,8 4,4 1 100 01.3-Ti 2 60 H 4,0 RZ 20 4 0 tp 40 12 0 4 P 3 3,6 30 20 100 80 60 24 18 Рис. 1. Интерпретация взаимодействия шероховатостей 200 1,0 60 Совокупность изнашиваемых поверхностей Hµ, кг/мм2 Цикл 1 Цикл 2 Стадии фреттинг-коррозии N 5 К 6 0 8 16 24 32 40 Число циклов изнашивания 48 Рис. 2. Ступенчатые характеристики изнашивания: а – данные работ СамГТУ; б – данные работ ИМАШ РАН б) 7 V 8 9 8 12 16 20 24 28 31 Время наработки, ч а) 14 n При интерпретации процесса [1] скорость изнашивания представлена уравнением: Ar nr h V мм 3 JV , t (1) t exp U 0 час 0 RT t exp(U 0 ) 0 В уравнении (1): объем материала, разрушаемого за kT время одной «ступени»; Ar - средняя площадь Рис. 3. Схематичная картина разрыва единичного фактического контакта, nr - число площадок единичной связи под действием напряжения – σ за время - ; U0 – фактического контакта (И.В. Крагельский и его школа); h энергия единичной связи - высота ступени износа; t – время, за которое будет разрушен объём материала V . Для оценки объёма разрушения использована схема и уравнение долговечности единичной связи под нагрузкой (рис._3), предложенные акад. С.Н. Журковым [2] и др., в которых - число разрушаемых связей, а коэффициенты - и учитывают исходную повреждаемость материала и скорость аннигиляция повреждений при данном режиме трения; R – газовая постоянная; t 0 – постоянная времени (10-12 сек); - действующее напряжение, k – постоянная Больцмана, T - температура; - коэффициент поглощения. Для оценки энергии активации пластической деформации U 0 и структурночувствительного коэффициента разработан склерометрический способ и его приборная реализация [1] (рис. 4). а б в) Рис. 4. Реализация склерометрического способа испытаний: а - фотография, б - схема царапания г) исследуемой поверхности детали; в - схема устройства склерометра, г - методика оценки энергии активации пластической деформации U0 (аппроксимация значений U(Ti) В разработанном склерометре (рис. 4,в): 1 – опорная часть; 2 – исследуемый образец; 3 – алмазный индентор; 4 - предметный стол с двух-координатным перемещением образцов 15 микрометрическими винтами; 5, 6 - микрометрические винты для грубого и тонкого перемещения индентора; 7 – измерительный блок; 8 – узел внедрения индентора; 9 – фиксирующий винт; 10 – стопорное кольцо. Склерометр позволяет оценить работу, объём и удельную энергию деформации, а также эффективность упрочнения, применения фторсодержащих присадок к маслам и др. способов повышения износостойкости (рис. 5). Рис. 5. Сравнение эффективности Нагрузка сваривания,Н 0,14 коэффициент трения фторсодержащих присадок, 1500 0,12 введенных в масло М0,10 5/10Г2: 1 - моторное масло 1000 0,08 без фторсодержащей 0,06 присадки. Далее в масло 500 0,04 введены: 2 - присадка «LM» 0,02 фирмы «Ликви Моли», 3 0 0 присадка «WM» 1 2 3 4 5 6 1 2 3 4 5 6 фирмы«Вунс», 4 - присадка «SLA-1» фирмы «Ачесон», 5 - «SLA-3» фирмы «Ачесон», 6 - присадка СамГТУ 0,16 2000 На рис. 5 приведена иллюстрация одного из разработанных способов упрочнения поверхностей, отмеченный медалью в Брюсселе – способ создания фторсодержащих противоизносных плёнок. а) х 1000 б) х 1000 Рис. 6. Иллюстрация образования фторсодержащих защитных плёнок: а – поверхности трения после шлифования; б – соответственно при образовании плёнок фторидов железа FeF3 после приработки в масле с присадкой фторированного графита (CFx)n. В данном способе для стабилизации трения, уменьшения схватывания и износа в различных узлах трения, в том числе в подшипниках качения, зубчатых передачах и др., при их обкатке происходит разрушение частиц фторированного графита (CFx)n, содержащихся в присадке к обкаточному маслу, за счёт их сдвига при трении сопряжённых металлических поверхностей, в результате образующиеся свободные радикалы атомов фтора активно вступают в соединение с атомами металлов фрикционных поверхностей и создают фторсодержащие нано-микрозащитные антифрикционные плёнки (рис._6). Результаты, приведённые на рис. 5, подтверждают высокую эффективность применения технологий, создающих фторсодержащие плёнки на микро и наноразмерном уровне. Список использованных источников 1. Громаковский Д.Г., Карлова М.Д., Кочеров Е.П., Хаустов В.И. Опыт использования нанотехнологий // Инженерный журнал «Нанотехника», - № 1, 2014. – С. 16-20. 2. Журков С.Н. Проблемы прочности твёрдых тел // Вестник АН СССР, 1957. - № 11. 16 УДК 621.262 - 82 FDM – ТЕХНОЛОГИЯ АДДИТИВНОГО ПРОИЗВОДСТВА Зубенко В.Л. к.т.н., доцент; Емельянов Н.В., ст. преп. Самарский государственный технический университет Рассмотрены вопросы технологии FDM аддитивного производства. Приведены методы использования компьютерных технологий в 3D печати и области их применения. 3D-модели создают методом компьютерного графического дизайна - подготовка геометрических данных для создания трехмерной компьютерной графики; или за счет 3Dсканирования – это автоматический сбор и анализ данных реального объекта (формы, цвета и других характеристик), с последующим преобразованием в цифровую трехмерную модель, используя контрольно измерительную машину, например, типа КИМ модели C3V (рис.1) [1]. Рис. 1. 3D-модель изделия, получаемая сканированием на КИМ модели C3V Ее возможности позволяют получить координаты профиля детали для дальнейшего построения поверхности в программах моделирования, таких как Unigraphics, Solid Works, CopyCad, параметрическая система проектирования — Pro/ENGINEER, система проектирования РТС Creo и т.д. Программное обеспечение (ПО) и приложения Creo включают модули (Creo Layout, Creo Sketch, Creo Direct, Creo Parametric, Creo Simulate, Creo Schematic, Creo Illustrate, Creo View MCAD), позволяющие успешно решать задачи компьютерного моделирования для 3D – печати [3]. В настоящее время получил широкое распространение метод послойного наплавления (FDM или FFF), (англ. Fused deposition modeling (FDM)) – технология аддитивного производства. FDM является одним из наименее дорогих методов печати, что обеспечивает широкий спрос бытовых принтеров, основанных на этой технологии. Производственный цикл данного метода начинается с обработки трехмерной цифровой модели. 17 Модель в формате STL делится на слои и ориентируется наиболее подходящим образом для печати. Изделие, или «модель», производится методом выдавливания («экструзией») и нанесением микрокапель расплавленного термопластика с формированием последовательных слоев, застывающих сразу после экструдирования. Пластиковая нить разматывается с катушки и поступает в экструдер – устройство, оснащенное механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом, через которое осуществляется непосредственно экструзия. Нагревательный элемент служит для нагревания сопла, которое, в свою очередь, плавит пластиковую нить и подает расплавленный материал на формируемую модель (рис. 2) [2]. Как правило, верхняя часть сопла наоборот охлаждается с помощью вентилятора для создания резкого градиента температур, необходимого для обеспечения плавной подачи материала. При необходимости генерируются поддерживающие структуры, требуемые для печати нависающих элементов. Хотя создание нависающих структур возможно при небольших углах наклона, но в случае с большими углами необходимо использование искусственных опор, как правило, создающихся в процессе печати и отделяемых от готовой модели после завершения технологического процесса. Опоры предусматриваются в файле, содержащем цифровую модель, и являются временными элементами конструкции, удаляемыми вручную после завершения процесса изготовления. Экструдер перемещается в горизонтальной и вертикальной плоскостях под контролем алгоритмов, аналогичных используемым в станках с числовым программным управлением. Сопло перемещается по траектории, заданной системой автоматизированного проектирования. Как правило, экструдер (называемый «печатной головкой») приводится в движение шаговыми двигателями или сервоприводами. Модель строится слой за слоем, «снизу-вверх». Рис.2. Схема работы установки методом послойного наплавления 18 Некоторые устройства позволяют использовать разные материалы во время производственного цикла. Например, возможна печать модели из одного материала с печатью опор из другого, легкорастворимого материала, что позволяет сравнительно легко удалять поддерживающие структуры после завершения процесса печати. В качестве материалов для печати используют термопластики и композиты, включая ABS, PLA, поликарбонаты, полиамиды, полистирол, лигнин и другие, поставляемые в виде катушек нитей или прутков. Возможна также печать разными цветами одного и того же вида пластика при создании модели (Рис. 3). Рис. 3. Материалы для 3D- печати Моделирование методом послойного наплавления (FDM) применяется для быстрого прототипирования и быстрого производства. Быстрое прототипирование облегчает повторное тестирование с последовательной, пошаговой модернизацией объекта. Быстрое производство служит в качестве недорогой альтернативы стандартным методам при создании мелкосерийных партий. Технология FDM отличается высокой гибкостью, дешевле других методов (методов DLP, SLA) в 3...5 раз, но имеет определенные ограничения и недостатки. Так, например, DLP-принтеры имеют высокие показатели по точности печати – минимальная толщина слоя может достигать 15 мкм с использованием существующих установок. Минимальная толщина слоя, наносимого более доступными FDM- принтерами, как правило, составляет не менее 50 мкм. В бытовых условиях 3D-принтеры, работающие по технологии FDM, могут применяться для создания самых разных объектов целевого назначения, игрушек, украшений и сувениров. Список использованных источников 1. Басов К.А. ANSYS и Virtual Lab. Геометрическое моделирование. – М.: ДМК Пресс, 2006. – 240 с. 2. http://www.3DCENTER/SAMGTU.RU. 3. http://www.renishaw.com. 19 УДК 621.892 ПОВЫШЕНИЕ РЕСУРСА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ТЕРМОПЛАСТИЧЕСКИМ УПРОЧНЕНИЕМ Кротинов Н.Б., к.т.н. Самарский государственный технический университет Рассмотрена технология восстановления лопаток газотурбинных двигателей. Приведены результаты натурных испытаний лопаток турбин высокого и низкого давлений газоперекачивающего агрегата ГТК10-4, отмечено значительное продление их ресурса за счёт термопластического упрочнения. Лопатки газотурбинных двигателей – одни из самых сложных, дорогостоящих и ответственных деталей. Их назначение - преобразование давления сгораемых газов в крутящий момент вала ротора. Они представляют собой детали сложной геометрии, изготовленные из труднообрабатываемых материалов, которые в процессе эксплуатации претерпевают широкую гамму негативных внешних воздействий: высокие и нестабильные температуры, статические и динамические нагрузки, бомбардирование поверхности абразивными частицами и др. Всё это неизбежно влечет за собой интенсивный износ и короткий, по сравнению с другими деталями, ресурс. Увеличение ресурса лопаток, имеющих высокую себестоимость изготовления, чрезвычайно актуально и даёт весьма ощутимый экономический эффект. Поддержание жизненного цикла лопаток осуществляется проведением планового ремонта, включающего в себя их внешний осмотр, отбраковку (при наличии трещин), зачистку и заплавку сколов и вмятин, подварку пластин на торце пера, отжиг, полирование и поверхностное упрочнение. Поверхностное упрочнение позволяет увеличить сопротивляемость лопаток циклическим напряжениям, приводящим к возникновению и развитию усталостных трещин. Одним из объяснений благотворного влияния поверхностного упрочнения на усталостную прочность является создание в теле остаточных напряжений, перераспределяющих напряжения от внешних сил в область сжатия, и если материал имеет предел прочности на сжатие больший, чем на растяжение, то это позволяет повысить сопротивляемость детали внешним нагрузкам. Однако с течением времени остаточные напряжения ослабевают (релаксируют), и этот процесс протекает тем быстрее, чем выше температура нагрева. В качестве штатного упрочнения изготовителем лопаток ОАО «Завод турбинных лопаток» используется ультразвуковое упрочнение шариками (УЗУ), сущность которого заключается в передаче ультразвуковых колебаний на шарики, которые соударяются с деталью и пластически деформируют её поверхностный слой [1, 2]. Макрогеометрию детали УЗУ не изменяет, микрогеометрию незначительно ухудшает. Его основные преимущества по сравнению с другими методами упрочнения: высокая производительность процесса, равномерное упрочнение поверхности, возможность обрабатывать детали сложной геометрии. В качестве альтернативы УЗУ для обработки лопаток исследователями СамГТУ было предложено использовать термопластическое упрочнение (ТПУ). Механизм упрочнения при ТПУ следующий. Деталь прогревается до температуры, не превышающей фазовых и структурных переходов (точка Ас3), затем подвергается резкому душевому охлаждению. За счет разности температур поверхности и внутреннего слоя возникают термические напряжения, превышающие предел текучести, и поверхность пластически деформируется в расширенном объеме, тогда как внутренний слой еще находится в разогретом состоянии и 20 деформациям не подвержен. Далее, постепенно остывая, сжимается внутренний (основной) слой металла, сдавливая при этом поверхность. За счет различного удельного объема наружных и внутренних слоев формируются сжимающие остаточные напряжения. ТПУ воздействует на поверхность стрессом от резкого перепада температур, схожим с закалкой, однако, в отличие от последней, структура и фаза материала не изменяются. Макро- и микрогеометрию детали, при условии соблюдения технологии, этот способ не меняет. С целью определения ресурса были проведены натурные испытания лопаток газоперекачивающего агрегата ГТК10-4, восстановленные по ремонтной технологии, где в качестве поверхностной обработки использовалось термопластическое упрочнение (ТПУ) [2]. Для исследования с ротора были сняты 12 лопаток турбины высокого давления (ТВД) и такое же количество – с турбины низкого давления (ТНД). Рабочие лопатки ТВД имели суммарную наработку 31157 часов: первый ремонт с использованием ТПУ был произведён при наработке 12349 ч; второй – при наработке 24535 ч; после последнего ремонта наработка составила 6622 ч. Рабочие лопатки ТНД имели суммарную наработку 47709 часов: первый ремонт с использованием ТПУ был произведён при наработке 18738 ч; второй – при наработке 35456 ч; после последнего ремонта наработка составила 12253 ч. При визуальном осмотре внешних повреждений и дефектов обнаружено не было. Испытания усталостной прочности проводились ООО «СНИЦ АПИДМ» на установке и по методике, предусмотренной нормативными документами ОАО «Газпром» - «Единые технические условия на усталостные испытания лопаток газотурбинных установок» (ЕТУ) НД.631.301.0216-03-98. Схема крепления лопатки за хвостовик на испытательном стенде позволяет подвергать переменным напряжениям как перо, так и верхнюю впадину хвостовика. Лопатки испытывались при комнатной температуре (20±5С) на резонансе низшей формы колебаний. Переменные напряжения определялись с помощью проволочных тензорезисторов с базой 5 мм. За критерий разрушения лопатки принималось снижение резонансной частоты на 1%, при этом фиксировалось число циклов, которое лопатка проработала до разрушения. За предел прочности принималось напряжение, которое не приводило к разрушению после 20106 циклов. Таблица 1 Результаты исследований усталостной прочности лопаток ТВД № Напряжение а, МПа Число циклов N106 Место разрушения п/п 1 360 1,46 выходная кромка 2 340 2,84 хвостовик 3 340 1,06 выходная кромка 4 320 20,0 входная кромка 5 320 5,92 входная кромка 6 300 10,39 выходная кромка 7 300 7,13 хвостовик 8 280 20,0 без разрушения 9 280 5,12 хвостовик 10 260 20,0 без разрушения 11 260 20,0 без разрушения 12 260 20,0 без разрушения Результаты исследований усталостной прочности лопаток ТВД представлены в табл. 1, а лопаток ТНД – в табл. 2. Из них следует, что предел выносливости лопаток ТВД, определённый по трём неразрушившимся лопаткам, составил 260 МПа, а лопаток ТНД – 300 21 МПа. Разрушались лопатки, в основном, по выходной кромке и хвостовику, реже – по входной кромке. Таблица 2 Результаты исследований усталостной прочности лопаток ТНД № Напряжение а, МПа Число циклов N106 Место разрушения п/п 1 400 1,42 входная кромка 2 380 2,57 входная кромка 3 380 1,96 входная кромка 4 360 2,34 входная кромка 5 360 5,89 входная кромка 6 340 12,33 хвостовик 7 340 3,45 входная кромка 8 320 20,0 без разрушения 9 320 7,12 входная кромка 10 300 20,0 без разрушения 11 300 20,0 без разрушения 12 300 20,0 без разрушения Более высокий предел выносливости лопаток ТНД по сравнению с ТВД объясняется разными условиями их работы: максимальная рабочая температура лопаток ТНД составляет 550С, а лопаток ТВД – 670С. Следовательно, остаточные напряжения сжатия, сформированные упрочняющей обработкой, будут релаксировать по-разному, приводя, в итоге, к разному пределу выносливости. Минимально допустимое значение предела выносливости лопаток ТВД этих агрегатов согласно ТУ составляет 240 МПа. Таким образом, после проведения ремонта и периода наработки в 6622 часов (а суммарного – в 31157 часов) усталостная прочность лопаток ТВД не только не снизилась до предельно допустимого значения, но и находится на уровне новых лопаток со штатным упрочнением. Тот же вывод можно сделать и о лопатках ТНД. Производственно-техническое предприятие «Самарагазэнергоремонт», осуществляющее восстановление работоспособности газоперекачивающего агрегата ГТК104, приняло в своё время решение отказаться от УЗУ лопаток в пользу ТПУ. Связано это было с высокой степенью аварийности агрегата по причине усталостных разрушений лопаток. Начиная с 2001 года все лопатки ТВД и ТНД в качестве финишной операции проходят исключительно термопластическое упрочнение. Аварийность агрегата за это время снизилась, также как и процент отбраковки лопаток по причине их усталостного разрушения. Экономический эффект исчисляется миллионами рублей. Список использованных источников 1. А. с. 456704 СССР. Способ упрочнения деталей / И. А. Стебельков. – Опубл. 1975; Бюл. № 2. 2. Александров М.К., Папшева Н.Д., Акушская О.М. Ультразвуковое упрочнение деталей ГТД // Вестник Самарского государственного аэрокосмического университета. Авиационная и ракетно-космическая техника. № 3-1(27): Спец. вып. в 4 ч. 2011. Ч 1. С. 271276. 3. Термопластическое упрочнение – резерв повышения прочности и надежности деталей машин: Монография / Б.А. Кравченко, В.Г. Круцило, Г.Н. Гутман. – Самара: Самарский ГТУ, 2000. – 216 с. 22 УДК 539.384:621.941-2-229 ЭКВИВАЛЕНТНАЯ СИСТЕМА СИЛ, ДЕЙСТВУЮЩИХ НА ЗАГОТОВКУ ПРИ ФРЕЗЕРОВАНИИ Кургузов Ю.И., к.т.н., доцент; Петров П.Ю., аспирант Самарский государственный технический университет Рассмотрен общий случай приведения к заданному центру сил резания зубьев фрезы, распределённых по её контакту с заготовкой. Показано, что помимо сил, стремящихся сдвинуть заготовку по трем направлениям, на неё действуют моменты этих сил, вызывающие поворот вокруг трёх координатных осей. В технической литературе [1, 2] при проектировании приспособлений достаточно скрупулёзно анализируются деформации, возникающие в контакте заготовки с опорными элементами и оказывающие влияние на погрешность установки, но при этом используется упрощённый подход к расчёту потребной силы зажима, вызывающей эти деформации. Он выражается в рассмотрении такой же упрощённой, к тому же плоской системы сил, действующих при обработке на абсолютно твёрдое тело, нахождении искомых реакций, в качестве которых могут быть силы зажима, и выборе наибольшей по величине силы из какого-либо уравнения равновесия. Реакции опор на расчётных схемах часто не изображают, а под зажимом и на опоре показывают силы трения, препятствующие сдвигу в каком-либо направлении. В приведённых примерах системы сил представляются некоторыми частными случаями, например, с симметрично расположенной силой резания относительно опор с отсутствием расстояний до точек приложения сил, и, стало быть, с отсутствием моментов сил. Между тем моменты сил, воспринимаемые опорой, возникают даже там, где, казалось бы, их и не должно быть. При обработке, сопровождаемой вращением заготовки или инструмента, силу резания, как угодно расположенную в пространстве, принимают составленной из трёх проекций на координатные оси Px , Py и Pz . Используемые в отечественной литературе оси координат не соответствуют координатным осям, принятым в станках с ЧПУ. Прежние распространённые в отечественной литературе обозначения сил в таком случае не являются проекциями на эти оси координат. Для единообразного представления сил вне зависимости от применяемого оборудования их проще представлять в виде Poc , Pрад и Pокр . Точки приложения сил обычно без труда назначаются и изображаются при обтачивании и растачивании резцами, обработке отверстий осевыми инструментами. Но при обработке многолезвийной фрезой к определению места приложения сил относятся с допущениями, уровень которых в значительной степени не определён. Ясно, что силы резания следует помещать в зоне контакта, где количество участвующих в обработке зубьев становится постоянным, а процесс - установившимся. Исходя из получаемого размера, силы резания обычно прикладывают к месту входа фрезы в контакт с заготовкой или изображают в средней части достаточно протяжённой дуги контакта [2], полагая, что в этом месте стружка имеет некоторую среднюю толщину. В ряде случаев [1] изображают силы, вообще не имеющие определённой точки приложения, а указывающие лишь направление их действия. При этом значение главной составляющей силы резания определяют по известной эмпирической формуле, в которой используется максимальная толщина срезаемого слоя, равная подаче на зуб Sz, и общее число зубьев z фрезы, никоим образом не соответствующее глубине резания. В то же время в рекомендациях зарубежных фирм-изготовителей инструментов, например, в [3] предлагается определять силу и мощность по средней толщине стружки и удельной силе резания для различных групп материалов. По предложенной ими методике появляется возможность оценить действие на заготовку сил, 23 создаваемых каждым зубом (рис. 1). Но для этого сначала необходимо установить, сколько зубьев находится в постоянном контакте, а затем найти толщину и площадь срезаемого каждым зубом слоя. При t Dфр / 2 зона контакта фрезы с обрабатываемой поверхностью ограничивается центральным углом OC t , arccos arccos 1 2 OA Dфр где t – глубина резания; Dфр – диаметр фрезы. Нетрудно видеть, что при t Dфр / 2 1 . Dфр В пределах этого угла откладываются значения углов между зубьями 360 / z , где z – число зубьев фрезы. На рис.1 показан общий случай, когда углы и не кратны между собой, и в контакте находятся два зуба. Со стороны каждого из них на заготовку действует сила резания Pокр , зависящая от толщин В1С1 а1 90 arcsin 2 ap и В2 С2 а2 снимаемого слоя. При малой величине подачи на зуб S z по сравнению с геометрическими размерами фрезы можно считать, что лучи ОА и ОС1 практически сливаются в один, а расположенный на выходе из контакта треугольник АВ1С1 является прямоугольным. Толщина срезаемого слоя а1 аmax S z sin ; по аналогии - а2 S z sin( ) . Рис. 1. Схема сил, действующих на заготовку при фрезеровании Сначала определяются силы резания P1окр a1b k c , P2окр a2 b k c , где b – ширина фрезерования; k c – удельная сила резания [3], Н/мм2, зависящая от обрабатываемого материала, а затем - радиальная и осевая силы, связанные с ней соответствующими соотношениями. Теперь, применяя положения классической механики, можно привести системы сил к какому-либо центру Е - точке, принадлежащей заготовке, с известными координатами X E и Y E (рис. 2). Рис. 2. Приведение окружных (а) и радиальных (б) сил к центру Е 24 В общем случае окружные силы приводятся к главному вектору Rокр Р1окр Р2окр и главному моменту сил М кр М 2 М 3 . Модуль равнодействующей Rокр и R рад определяется геометрической суммой проекций составляющих сил ( Pокр х , Pокр y ) и ( Pрад х , Pрад y ) на координатные оси. Суммарный момент пар сил М 1 P1окр , P1окр и М 2 P2окр , P2окр М окр Р1окр h1 Р2окр h2 , где h1 и h2 – плечи окружных сил: Dфр D 1 cos ; h2 фр 1 cos( ); , h1 2 2 а суммарный момент М рад P1 рад е1 P2 рад е2 , где е 1 и е 2 – плечи радиальных сил: Dфр Dфр e1 sin , e2 sin . 2 2 Таким образом, построена эквивалентная расчётная схема, в конечном итоге состоящая из двух проекций Px и Py радиальных и окружных сил на координатные оси Х и Y и двух главных моментов сил М окр и М рад , направленных в разные стороны. Вспоминая о существующих между силами Pокр и Pрад д соотношениях, можно привести систему сил к одной приведённой силе Pокр пр , расположенной в плоскости, перпендикулярной оси вращения фрезы. Приведённая сила, как и приведённый момент, будут содержать коэффициенты, зависящие от диаметра фрезы, глубины резания, углов и . Осевые силы P1ос и P2ос (рис. 3), действующие на каждый находящийся в контакте зуб, также приводятся к равнодействующей Rос R1ос R2ос , точка приложения которой находится на соединяющем вершины зубьев отрезке С1С2 в положении С: P2ос CC1 Dфр sin . P1ос P2ос 2 Координаты этой точки относительно места входа (точка Е) фрезы в контакт с заготовкой легко вычисляются. В треугольнике СС1К угол С1 а катеты 2 Рис. 3. Приведение осевых сил к центру Е P2ос Dфр sin cos , P1ос P2ос 2 2 P2ос CК Dфр sin sin . P1ос P2ос 2 2 C1 К 25 Тогда расстояния будут равны: CN Dфр P2ос sin cos , sin 2 P1ос P2ос 2 2 Dфр P2ос sin sin . 1 cos 2 P1ос P2ос 2 2 Чтобы избежать затруднений при составлении уравнений равновесия, как и ранее, целесообразно силу Rос привести к единому для всех сил резания центру Е. В результате в точке Е получаем, кроме силы Rос , направленной перпендикулярно к плоскости ХY, момент пары сил М ос Rос СЕ . Если учесть, что СЕ – гипотенуза прямоугольного треугольника NСЕ, то EN М ос Rос Dфр 2 2 2 P2ос 2P sin cos 1 cos 2ос sin sin . sin Рос 2 2 Рос 2 2 Рис. 4. Момент, создаваемый парой сил Рос Вектор Мос перпендикулярен плоскости, следом которой является отрезок прямой СЕ (рис. 4), и имеет проекции на оси Х и Y. Таким образом, приведённая к центру Е сила Rос Росz стремится сдвинуть заготовку вдоль оси Z, а образованная силой пара сил повернуть заготовку вокруг осей Х и Y. Рассмотренный анализ сил, возникающих при фрезеровании, показывает, что действие многозубого инструмента на заготовку можно выразить силами и моментами сил. Приведённые к единому центру силы стремятся при этом сдвинуть твёрдое тело вдоль трёх координатных осей, а созданные ими пары сил с соответствующими моментами – повернуть его вокруг этих осей. Список использованных источников 1. Корсаков В.С. Основы конструирования приспособлений: Учебник. – М.: Машиностроение, 1983 – 277 с. 2. Справочник технолога - машиностроителя: В 2-т. Т. 2 / Под ред. А.М.Дальского, А.Г.Суслова, А.Г.Косиловой, Р.К.Мещерякова. – М.: Машиностроение – 1, 2003 – 944 с. 3. Вращающиеся инструменты: Фрезерование, сверление, глубокое сверление, растачивание: Каталог. – М.: ОАО «Сандвик МКТС», 2015. 26 УДК 621.923.4; 629.7.062 ПРЕЦИЗИОННОЕ ШЛИФОВАНИЕ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ ОСНАЩЕНИЯ НА БАЗЕ ЭФФЕКТА ПАМЯТИ ФОРМЫ Назаров Д.В., соискатель; Ломовской О.В., к.т.н., доцент; Шаров А.А., доцент Самарский национальный исследовательский университет имени академика С.П. Королева Представлен способ прецизионного шлифования с применением технологического оснащения, в конструкцию которого входит рабочий элемент в виде втулки с эффектом памяти формы Для современного машиностроительного производства актуально решение задачи получения высокоточных тонкостенных осесимметричных деталей, к которым предъявляется требования по соосности внутренних и внешних поверхностей, которые невозможно получить шлифованием с одного установа на приспособлении [1]. Данная задача может быть решена путём применения материала с эффектом памяти формы (ЭПФ) для изготовления рабочей части шлифовальной оправки в виде втулки. Втулка, изготовленная из сплава, обладающего ЭПФ (например ТН-1), после предварительной раздачи способна уменьшаться в диаметре при нагреве (этап установки заготовки) и увеличиваться при охлаждении (этап закрепления и обработки). Свойства сплавов с ЭПФ позволяют обеспечить требуемую стабильность и осесимметричность радиальных перемещений [2-3]. Предложена математическая модель функционирования втулки с эффектом памяти формы, применяемой в конструкции приспособления. Модель может быть использована для управления напряженно-деформированным состоянием обрабатываемой заготовки. Представленная математическая модель учитывает неравномерность поля деформаций наведения, полученных путем радиальной раздачи втулки. Полученные результаты теоретических исследований с использованием данной математической модели позволили теоретически обосновать экспериментально обнаруженный эффект автореверсивной работы втулки из материала с эффектом памяти формы. Разработана методика проектирования приспособления для прецизионного шлифования с рабочим элементом в виде втулки с эффектом памяти формы. Разработано и изготовлено устройство для прецизионного шлифования, и практически подтверждена его работоспособность. Список использованных источников 1. Назаров, Д.В. Совершенствование процесса шлифования тонкостенных деталей [Текст] /. Д. В.Назаров, О. В. Ломовской. Итоги диссертационных исследований. Том 3. – Материалы VII Всероссийского конкурса молодых учёных, посвящённого 70-летия Победы. – М.: РАН, 2015. – 85 с. стр. 21-26. 2. Назаров Д.В. Автореверсивная втулка из материала с ЭПФ для прецизионного шлифования тонкостенных осесимметричных деталей [Текст] /. Д. В.Назаров, О. В. Ломовской, А.Н Плотников, А.А. Шаров. Известия СНЦ РАН: Самара – 2016, том 18, №4 стр. 1181-1185 3. Тюлевин С.В., Назаров Д.В., Богданович В.И., Ломовской О.В., Шаров А.А. Оправка для закрепления тонкостенной детали при прецизионном шлифовании: патент РФ №2616738; получен 25.05.2017. 27 УДК 621.892 УЛЬТРАЗВУКОВОЙ КОМПЛЕКС ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ ШВАХ Носов Н. В., д.т.н., профессор; Тураева Т. В., магистрант Самарский государственный технический университет Приведены результаты разработки конструкции ультразвукового комплекса для снятия остаточных напряжений в сварных швах. Сделан краткий обзор ультразвукового комплекса и картограмма разности главных механических напряжений до и после обработки. Одним из путей развития современного машиностроения, является создание и применение технологий, повышающих надежность и долговечность выпускаемой продукции. Особенно это актуально для нефтегазоперерабатывающей и машиностроительной отраслей промышленности, где проблема преждевременного выхода из строя оборудования, подвергающегося значительным механическим нагрузкам и контакту с агрессивными средами, является особо важной. Задачей настоящей работы является разработка ультразвукового комплекса для снятия растягивающих остаточных напряжений в сварных швах и создания в них благоприятного напряженного поля. Известно, что при создании сварного шва возникают температуры сравнимые с температурой плавления материалов [1], которые приводят к формированию на контактных поверхностях растягивающих остаточных напряжений. В работе [2] рассмотрены различные методы упрочнения сварных швов, в частности ультразвуковая ударная обработка сварных швов и околошовной зоны. В работе [3] сделаны выводы, что применение ультразвукового комплекса для обработки сварных швов значительно повышает качество сварных соединений. Исследованиями автора установлено, что повышается износостойкость и коррозионная стойкость сварных швов на глубину от 0,02 до 0,1мм. Большое внимание в работе посвящено управлению величины и знака остаточных напряжений. Применение ультразвукового комплекса приводит к снижению остаточных сварочных напряжений и деформаций до 70% от исходного состояния на глубину 3...5 мм. В данной работе на базе существующих установок разработана усовершенствованная конструкция ультразвуковой головки рис. 1. Рис. 1. Конструкция УЗ инструмента: 1 – преобразователь; 2 – волновод; 3 – шпилька; 4, 5, 6 – корпус; 7 – крышка; 8 – направляющая; 9 – боёк; 10 – ручка. УЗ инструмент подключается к генератору, передняя панель которого приведена на рис. 2. 28 Рис. 2. Передняя панель ультразвукового генератора Ультразвуковой комплекс состоит из генератора и инструмента в составе: пьезоэлектрического преобразователя в корпусе с волноводом и индентором (боёк). Индентор под действием статической и динамической силы, создаваемой колебательной системой, пластически деформирует поверхностный слой сварного шва, и тем уменьшает остаточные напряжения. На рис. 3 представлен вид поверхности (картограмма разности главных механических напряжений) до и после обработки. а б Рис.3. Картограммы разности главных механических напряжений: а - до обработки; б - после обработки Сравнение картограмм разности главных механических напряжений показало, что ультразвуковая обработка значительно изменяет напряженное поле сварного шва. Если до обработки мы наблюдаем концентрацию полей напряжений в самом шве, то после обраьотки напряжения размываются в околошовную зону. Это приводит к снижению остаточных напряжений в шве и получение более равномерного поля напряжений. Выводы. 1. Разработана рабочая конструкция ультразвукового комплекса, который включает инструмент (ультразвуковую головку ) и УЗ генератор. 2. С помощью данного комплекса возможно быстро снять остаточные напряжения с сварного шва. 3. Получен первый результат, подтверждающий работоспособность предложенной конструкции установки. Список использованных источников 1. Носов Н.В. К вопросу о формировании остаточных напряжений при шлифовании. СамГТУ., Самара. Вестник СамГТУ, №15,2002 г. с. 131-140 2. Шестаков С.Д. Обзор упрочняюще-пассивирующих методов ударного поверхностного пластического деформирования. // Машиностроение: сетевой электронный научный журнал. 2016. Том 4. №1. С. 3-15. 3. Ризванов Р.Г., Файрушин А.М., Карпов А.Л., Зарипов М.З. Исследование влияния виброобработки в процессе сварки на свойства сварных соединений нефтегазового оборудования из стали 09Г2С // Нефтегазовое дело. 2007. № 5 С. 183-186. 29 УДК 621.9.025 ПРИМЕНЕНИЕ ПРЕДВАРИТЕЛЬНОГО И СОПУТСТВУЮЩЕГО ПОДОГРЕВА ДЛЯ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК СВАРНОГО СОЕДИНЕНИЯ Папшева Н.Д., к.т.н. доцент; Младенцева О.А., ассистент; Баранов С.А., студент Самарский государственный технический университет В статье приведена методика и схема измерения температуры предварительного и сопутствующего подогрева при сварке труб большого диаметра. На нефтеперерабатывающих и нефтехимических предприятиях при транспортировке нефти используются трубопроводы, при сооружении которых широко применяется сварка, к технологии которой предъявляют достаточно высокие требования. Дефектами сварных соединений являются заниженные размеры литого ядра, наличие трещин, усадочных раковин, непровар и т.д. Эти дефекты могут возникать вследствие недостаточного или избыточного нагрева зоны сварки и приводят к ухудшению механических свойств соединений. Поскольку нагретый участок со всех сторон окружен холодным металлом, вследствие неравномерного распределения температуры возникают структурные превращения участков металла околошовной зоны, которые при сварке нагреваются выше критических точек. Вследствие структурных превращений, в свариваемых конструкциях возникают остаточные напряжения, которые могут привести к деформации изделия. Для уменьшения перепада температур между участками сварного соединения и снижения внутренних напряжений в сварных швах применяют предварительный или сопутствующий подогрев околошовной зоны [1, 2]. Температура подогрева выбирается с учетом марки стали и жесткости конструкции. Предварительный подогрев заключается в нагреве основного металла перед сваркой. Сопутствующий обеспечивает определённый уровень фоновой температуры свариваемых поверхностей для обеспечения требуемого качества сварки. Температура предварительного подогрева определяется следующими факторами: содержанием углерода в основном металле; содержанием легирующих элементов в основном металле; размерами зоны сварки; температурой окружающей среды; скоростью сварки; диаметром сварочных электродов или проволоки. Температура предварительного подогрева возрастает с увеличением диаметра и толщины свариваемых металлов и для низколегированных сталей составляет 150…250° С. Требуемую температуру предварительного подогрева поддерживают в течение всего процесса сварки, затем производят медленное охлаждение. Предварительный и сопутствующий подогрев производят на установках для индукционного нагрева труб большого диаметра, подогрев производят на ширину 100 мм в обе стороны от стыка (рис.1). Предварительный подогрев снижает риск появления водородного растрескивания и твердость в зоне термического влияния. Сопутствующий подогрев предохраняет сварной шов от образования чрезмерно высоких остаточных напряжений при охлаждении в условиях низких температур, а следовательно, от возможного образования холодных трещин. 30 Рис.1. Установка предварительного и сопутствующего подогрева сварных соединений трубопровода: 1-сварочный шов; 2-индуктор-пояс; 3-кабель; 4-источник питания; 5- клавиши управления, 6-контроллер напряжения Разработана измерительная система, которая представлена на рисунке 2 и предназначена для автоматического измерения температуры, обработки данных и выдачи результатов. В качестве прибора контроля применяется тепловизор, благодаря которому фиксируется температурное поле объекта [3, 4]. Мультиплексор воспринимает показания и преобразует их в величину, которая удобна для измерения. Для отображения цифрового сигнала используется специальный индикатор. Рис. 2. Структура информационной измерительной системы Тепловизор - это оптико-электронная система, предназначенная для получения видимого изображения объектов, испускающих невидимое тепловое (инфракрасное) излучение. Чаще всего тепловизор используется в качестве прибора для получения температурного поля объекта. При помощи тепловизора можно мгновенно измерить температуру десятков тысяч точек объекта. Работа тепловизора основана на принципе преобразования потока инфракрасного излучения от объекта, воспринимаемого чувствительным элементом, в электрический сигнал, пропорциональный тепловой спектральной мощности потока излучения. Тепловизор формирует изображение объекта на регистрирующем экране, причем разная температура точек отображается различным цветом. Структурная схема тепловизора приведена на рисунке 3. Объектив 1 тепловизора должен быть прозрачным для инфракрасного излучения. Объективы для тепловизоров изготавливают из германия. К качеству объектива предъявляются практически те же требования (просветление), что и к объективам для видимого света (фотосъемки), и они вносят такое же искажение (абберация) при передаче теплового излучения объекта на болометрическую матрицу. Объективы (постоянные и 31 сменные) изготавливаются для каждого типа тепловизора индивидуально, с учетом его конструкции и характеристик матрицы (размера пикселя). Матрица тепловизора 2 принимает и преобразует энергию оптического излучения инфракрасного спектра-спектра в электрический сигнал, пропорциональный мощности поглощенного инфракрасного излучения их чувствительными площадками. Матрица тепловизора является самым сложным и дорогим элементом, она состоит из матрицы фоточувствительных МДП-конденсаторов и кремниевого мультиплексора с индивидуальными считывающими ячейками сигналов от каждого конденсатора [4, 5]. Рис.3.Структурная схема тепловизора: 1-обьектив, 2-инфракрасная матрица, 3-мультиплексор, 4- дисплей, 5 –USB порт Кремниевый мультиплексор 3 является составной частью фотоприемного устройства, осуществляющего вывод видеосигнала с матрицы фотодиодов. Сигнал, полученный от мультиплексор, попадает на дисплей который фиксирует малейшую разницу температур между двумя соседними точками, которую может распознать тепловизор. Температурный диапазон тепловизора указывает диапазон температур, видимых (и сохраняемых в памяти) на дисплее тепловизора. Точки, имеющие температуру ниже или выше диапазона температур тепловизора, не будут отражены а будут видны как фон .Частота обновления кадров теплового изображения на дисплее прибора составляет 9 Гц, это значит сколько раз в секунду происходит обновление теплового изображения на дисплее прибора. С помощью USB порта 5 тепловизор подключается к ПК. Программное обеспечение выполняет обработку и анализ инфракрасных изображений. Используя функцию гистограммы можно отобразить распределение температуры на конкретном участке. Для визуализации на снимке критических температур, можно задать границы их предельных значений. Список использованных источников 1. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Т.5: Кн.1:Тепловой контроль. /В.П. Вавилов. Москва, Машиностроение, 2004,-с.189. 2. Бэйли Н. Свариваемость сталей./Пер. с англ под ред.Ключарев.- М.: Мир, 1995,-с.204. 3. Вавилов В.А., Александров А.Н.. Инфракрасная термографическая диагностика в строительстве и энергетике. — М.: НТФ "Энергопрогресс" 2003. — 76 с. 4. Ллойд Дж. Системы тепловидения./Пер. с англ. под ред. А.И. Горячева. - М.: Мир, 1978, - с. 416. 5. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Т.5: Кн.1:Тепловой контроль. /В.П. Вавилов. Москва, Машиностроение, 2004,-с.189. 32 УДК 621.922 ИССЛЕДОВАНИЕ И ВНЕДРЕНИЕ В ПРОИЗВОДСТВО РАЗРАБОТОК ПО ВНУТРЕННЕМУ ШЛИФОВАНИЮ ГЛУБОКИХ ОТВЕРСТИЙ Салова Д.П., к.т.н., главный технолог1; Виноградова Т.Г., к.т.н., доцент2;. Купцов М.В., ассистент3; Юрпалов Д.А., магистр; Спиридонова И.С., магистр 1 ОАО «Электроприбор, город Чебоксары, Россия Чебоксарский институт (филиал) Московского политехнического университета 3 Чувашский государственный университет имени И.Н. Ульянова 2 Приведены экспериментальные данные по исследованию процесса внутреннего шлифования, как податливой системы. Отрабатывались новые технологии при шлифовании глубоких отверстий. Приведены результаты по внедрению. Отрабатывались и усовершенствовались технологии, разработанные в работах [1...6]. Особое внимание при обработке глубоких отверстий уделено принципам прирабатываемости кругов. В работах [6, 7] рекомендуется использовать конусообразные круги, для которых нами усовершенствованы рабочие циклы по их использованию [8, 9]. Технологии правки конусообразных кругов представлены в работах [8, 9]. При шлифовании высоколегированных сталей режимы шлифования назначались, исходя из критических температур, рассчитываемых по данным исследований [4-6], а также по данным экспериментов [7...12]. Для назначения режимов обработки на каждый станок, учитывалась его податливость, определяемая тарировкой по методикам [8...13]. Геометрическая точность обрабатываемых поверхностей обеспечивалась за счет управления формой круга [1, 2, 6, 8, 10, 13...16], перебега его за края отверстия [1, 2, 4...8], управления циклом шлифования [8...10]. На центральном авторемонтном заводе («ЦАРЗ», г. Уфа) исследования, опытнопромышленная проверка и внедрение проводились при внутреннем шлифовании деталей типа тонкостенных длинных цилиндров, наконечников, маховиков, зубчатых колес, крышек, червячных фрез и т.п. Глухие и сквозные отверстия шлифовались конусообразными кругами. Модернизация станков мод. 3К225В, 3К227В и др. включала управление перебегом кругов по мере их износа. Использовались аэроборные, эльборовые и электрокорундовые круги. Обрабатывались закаленные и незакаленные стали 45, 30ХГСН2А, 40ХГСН3ВА, 4Х3ВМФА, ШХ15. При отверстиях от 20 до 200 мм и длиной от 40 до 410 мм получена геометрическая точность и корсетность от 0,002 до 0,008 мм, овальность и огранка от 0,002 до 0,005 мм, что соответствовало 6-7 квалитетам точности и шероховатости Ra 0,2 мкм. При шлифовании стали ШХ15 аэроборными кругами прижогов не наблюдалось. При обработке стали 45 и достаточной жесткости станков целесообразно применять электрокорундовые круги, эльборовые – при недостаточной жесткости. При правильном выборе условий эксплуатации стойкость конусообразных кругов увеличилась в 1,2...1,6 раза. Гидроцилиндры из сталей 30ХГСН2А, 40ХГСН3ВА, изготавливаемые по старой технологии проходили хромирование, алмазное выглаживание. Однако при давлении 240-260 атмосфер, масло протекает из-под хрома. После внедрения процесса подтечка не наблюдалась. При шлифовании цилиндров длиной 400...600 мм диаметром от 50 до 80 мм использовался универсальный внутришлифовальный станок с ЧПУ мод. S145. Адаптивная система управления, правильный подбор конусообразных кругов и режимов резания позволил исключить зарезы, уменьшить время на правку, контроль, увеличить производительность труда на 12...28 %, улучшить геометрические характеристики отверстия. Стабилизировалось качество обработанных поверхностей, брак сократился на 9...30%. Годовой экономический эффект от внедрения разработок на «ЦАРЗ» составил 97 тыс. руб. 33 На предприятии «ЗАО Чебокомплект» шлифовались отверстия одновенцовых и многовенцовых зубчатых колесах коробок передач тракторов и машин из сталей 20ХНМ, 18ХГТ, 20Х, 12ХН3А, 25ХГМ, 25ХГТ,40ХФА, 40Х, 30ГСА, 30ХГСН2А и др. 5 и 6 степени точности. Диаметры шлифуемых отверстий d 40...60 мм, длина l (1,2...2,3)d , точность – по 5…7 квалитету, шероховатость обработанной поверхности Ra =1,0…0,63 мкм – под раскатку. Шлифование проводилось электрокорундовыми кругами на керамической связке зернистостью 16…40; эльборовыми кругами на керамической связке зернистостью 125/100, 100/80, 80/63, 50/40, а также на связке Б156 зернистостью 100/80 и 80/63. Цикл обработки назначался в соответствии с рекомендациями [6...9]. Правка кругов проводилась алмазными карандашам Н5, Ц3, С3, а также методом шлифования и обкатки кругами на вулканитовой связке. Условия правки – согласно исследований [8...10, 13...16]. Исходные режимы резания корректировались после опытно-промышленной проверки. При чистовой эльборовой обработке отверстий и базовый торец зубчатого колеса по возможности шлифовались за одну установку. Колеса, изготавливаемые из стали 25ХГМ, нитроцементируют, закаливают до HRC 58…61. Наибольшая твердость – на глубине 0,10...0,15 мм. Поэтому после термообработки величина снимаемого припуска не превышала 0,1 мм. Более подробно результаты исследований и внедрения даны в работе [8]. На предприятии «ИННОТЕХ» исследования, опытно-промышленная проверка и внедрение проводились при внутреннем шлифовании технологической оснастки для гидроэкструзии, изготовления прутков из порошковых материалов на основе меди. Шлифовались поверхности типовых пресс-форм, сверхглубокие отверстия диаметрами от 0,2 до 5 мм при отношении длины детали к диаметру отверстия – до 100 раз. Медная матрица ДУКМ (дисперсно-упрочняющий композиционный материал) упрочняется нанодисперсными тугоплавкими частицами оксидов, карбидов, боридов и другими соединениями. Наличие в ДУКМ остаточного ультрадисперсного углерода придает ему чрезвычайно высокие температуры рекристаллизации и жаростойкость. Поэтому материал весьма износостоек и труднообрабатываем. Бесцентровое шлифование ДУКМ проводилось на станках 3М225ВФ2 S, 3К225АМ рабочими кругами 63С25ПСМ18К9. СОЖ – «Макрокул». Режимы обработки: Vк 35 м/с, S пр 2000 (мм/мин). Конусность кругов рассчитывалась по разработанной нами методике. Правка кругов проводилась методом обкатки кругами 63С25ПСМ18К9. Производительность шлифования увеличилась на 25...35 %. Расход кругов уменьшился в 1,5...2,1 раза, что связано с увеличением их стойкости. Экономический эффект от внедрения составил 65 тыс. руб. Все выполненные исследования проводились при анализе разработок [1...7] и последующем участии в создании материалов, опубликованных в статьях [8...16]. Список использованных источников 1. Салов, П.М. Принципы самоорганизации износа шлифовальных кругов / П.М. Салов, Б.А. Кравченко. – Самара: Самар. гос. техн. ун-т, 2001. - 118 с. 2. Салов, П.М. Рациональное использование рабочей поверхности абразивных кругов / П.М. Салов, Д.П. Салова. – Чебоксары: Чебок. политехн. ин-т (филиал) МГОУ, 2010. - 332 с. 3. Сильвестров, В.В. Определение оптимальных форм шлифовальных кругов / В.В. Cильвестров, П.М. Салов, Н.А. Димитриева // Изв. Инж.-технологич. акад. Чуваш. Респ. 1999. № 2. С. 161-173. 34 4. Салов, П.М. Повышение эффективности заточки, круглого и плоского шлифования с продольной подачей: Дис. докт. тех. наук: 05.02.08 и 05.03.01/Самарский гос. техн. ун-т. – Самара, 1998. – 497 с. 5. Салов, П.М. Использование синергетических принципов для оптимизации формы режущего инструмента / П.М. Салов // Вестник Чуваш. гос. ун-та. - Чебоксары, 2004. №2. С.108-115. 6. Салов, П.М. Реализация принципов естественной прирабатываемости инструмента с заготовкой / П.М. Салов// в сборн. «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции. - Чебоксары: Чув. гос. ун-т, 2015. – С.211-215. 7. Внутреннее шлифование с продольной подачей/П.М Салов, Д.П. Салова, С.С. Сайкин и др.// Чуваш. гос. ун-т. – Чебоксары: 2012. Деп. в ВИНИТИ 22.06.12. №286-В 2012. – 56с. 8. Виноградова, Т.Г. Повышение эффективности шлифования глубоких отверстий путем управления перебегом и формой круга при учете теплонапряженности процесса: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2013. – 170 с. 9. Салова, Д.П. Моделирование профиля рабочей поверхности шлифовального круга с использование принципов естественной прирабатываемости: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2007. – 231 с. 10. Виноградова, Т.Г. Качество обработанных отверстий при электрокорундовом и аэроборном шлифовании/Т.Г. Виноградова, П.М Салов, Д.П. Салова //Научно-технич. вестник Поволжья. 2011. №1. – С.91-95. 11. Тепловые явления при внутреннем шлифовании с продольной подачей / П.М. Салов, Д.П. Салова, Т.Г. Виноградова, С.С. Сайкин// Вектор науки Тольяттинского гос. унта. 2016. №1 (35). - С.42-47. 12. Виноградова, Т.Г. Импульсные температуры при аэроборном шлифовании/ Т.Г. Виноградова, Д.П. Салова, П.М Салов // Технология машиностроения.- М.: 2011, №3. - С.11-14. 13. Деформации в технологической системе при шлифовании / П.М. Салов, В.Н. Цай, С.С. Сайкин и др.// Научно-технический вестник Поволжья. 2016. №3. – С. 44-46. 14. Повышение эффективности процесса и качества обработанной поверхности при силовом шлифовании торцом круга / П.М. Салов, Д.А. Вячеславов, М.Л. Афанасьева и др. // Сборник «Высокие технологии в машиностроении». Матер. Всероссийской научн.-техн. конфер., Самара: Сам. гос. техн. ун-т, 2015. – С.28-29. 15. Геометрическая точность эльборового круга после правки методом обкатки / П.М. Салов, В.Н. Цай, Д.П. Салова и др.// Сборник «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции г. Чебоксары: Чув. гос. ун-т, 2015. – С.216-221. 16. Правка кругов при внутреннем шлифовании/ Д.П. Салова, Т.Г. Виноградова, Ю.И. Воронцов, П.М. Салов // Чуваш. гос. ун-т. – Чебоксары: 2013. Деп. в ВИНИТИ 25.10.2013 №299 – В 2013. – 15 с. 17. Шульц, В.В. Форма естественного износа деталей машин и инструмента/ В.В.Шульц. Л.: Машиностроение, Ленингр. отд-ние, 1990. 208 с. 35 УДК 681.5 ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ЦЕЛЕСООБРАЗНЫХ РЕЖИМОВ ТОКАРНОЙ ОБРАБОТКИ В РАМКАХ ЭТАПОВ ПОСТРОЕНИЯ ДИНАМИЧЕСКОЙ ЭКСПЕРТНОЙ СИСТЕМЫ Самойлова Е.М., к.т.н., доцент; Игнатьев А.А., д.т.н., профессор Саратовский государственный технический университет имени Гагарина Ю.А. Представлены результаты экспериментального исследования целесообразных режимов токарной обработки в рамках этапов построения динамической экспертной системы. Рассмотрен метод определения целесообразного режима резания на основе вычисления запаса устойчивости замкнутой динамической системы токарного автоматизированного станочного модуля и формирования эталонных оценок с обоснованием выбора информативных параметров, обеспечивающий максимальную производительность без потери качества обрабатываемой поверхности детали. Требования потребителей рынка высокоточной машино- и приборостроительной продукции в соответствии с мировыми тенденциями и научно-техническим прогрессом 21 века постоянно увеличиваются, что приводит к повышенным требованиям к обеспечению надежности, качества, безопасности изделий и, соответственно, внесению новых концепций и аспектов в управление качеством продукции на всех стадиях жизненного цикла с применением интеллектуальных технологий, в частности, экспертных систем, способствующих повышению качества изделий и эффективности производства в целом. В рамках разработки и внедрения динамической экспертной системы, в которой накапливаются знания о технологическом процессе и техническом состоянии индивидуально каждого станка и рекомендации для обслуживающего персонала по восстановлению станков и корректировке режима резания в случае снижения функциональной и параметрической надежности станков, проведен комплекс исследований на этапе обучающего эксперимента с целью определения рациональных параметров и для обеспечения высокого качества обработки по максимальному запасу устойчивости [1]. В производственных условиях на полуавтомате ТП-400 при предварительной токарной обработке поверхности качения колец подшипников 42726 резцом Т5К10 и резцом PSON 2020 проведены экспериментальные исследования значений виброакустических (ВА) колебаний для определения зависимости запаса устойчивости ДС станка от материала инструмента (рис.1). Произведено по 9 измерений виброизмерительной аппаратурой ВШВ003М3 (с датчиком ДН-3) при каждой подаче. Частота вращения заготовки – 180 об/мин. Параметр обработанной поверхности – волнистость – исследовался с помощью кругломера Talyrond-73 [2]. Как видно из рис.1, значение показателя колебательности при точении колец подшипников на полуавтомате ТП-400 резцом PSON 2020 пластина SNMM 120412 E-OR; 9230 почти в два раза меньше, чем резцом Т5К10, что свидетельствует о более высоком запасе устойчивости динамической системы станка при использовании резца PSON 2020 К12, следовательно, данный инструмент обладает повышенной стойкостью и может использоваться на повышенных режимах (относительно резца Т5К10). Учитывая, что уровень волнистости при данном режиме обработке находится в пределах 10 мкм, рекомендуемая подача n 0,5 мм/об, т.е. превышает используемую в производственных условиях на данном станке на 25% (0,4 мм/об), что рекомендуется как рациональный режим точения колец подшипников при подобных условиях, повышающий эффективность обработки. 36 Рис. 1 Изменение запаса устойчивости и уровня волнистости поверхности при точении колец подшипников на полуавтомате ТП-400 резцом Т5К10 и резцом PSON 2020 пластина SNMM 120412 E-OR; 9230, где по периметру указана подача (мкм), на радиальной оси – уровень волнистости поверхности качения (мкм) Экспериментальные исследования для определения рациональной частоты вращения заготовки и подачи резца проводились на двухшпиндельном вертикальном токарном автоматизированном станке ПАБ-350 при окончательной токарной обработке поверхности колец подшипников 42726. Результаты представлены на рис. 2. Подача резца n =0,4 мм/об, материал – PSKNR16CA-12 (пластина SNMG120412-PGSC110V). Рис. 2 Изменение запаса устойчивости и волнистости поверхности при окончательном точении на двухшпиндельном вертикальном токарном станке ПАБ-350, где по периметру указана частота вращения шпинделя (об/мин), на радиальной оси – волнистость поверхности качения (мкм) Как наглядно показано на рис. 2, целесообразными параметрами окончательной обработки являются частота вращения шпинделя – 400 об/мин при подаче 0,4 мм/об., увеличенной на 20% по сравнению с используемой в производственных условиях на данном станке подачей 0,35 мм/об, учитывая, что уровень волнистости при данном режиме обработке находится в пределах 7 мкм. Для определения целесообразного режима резания на основе вычисления запаса устойчивости замкнутой динамической системы (ДС) токарного автоматизированного станочного модуля (АСМ) и формирования эталонных оценок с обоснованием выбора информативных параметров разработан метод на основе комплекса математических моделей 37 ДС станка, обеспечивающий максимальную производительность без потери качества обрабатываемой поверхности детали. Рис. 3 Алгоритм определения целесообразного режима резания Идентификация передаточной функции ДС в процессе обработки дает наиболее адекватное описание с учетом реальных характеристик процесса резания и взаимодействия элементов ДС. Определяемый запас устойчивости ДС служит с точки зрения теории автоматического управления достаточно полной характеристикой динамического качества станка. Разработанный метод позволяет в условиях производства выбрать целесообразный режим обработки для обеспечения максимальной производительности без потери качества обрабатываемой поверхности детали, а в рамках этапов разработки динамической экспертной системы позволяет реализовать функции алгоритма получения решений обеспечения качества. Список использованных источников 1. Самойлова Е.М. Построение экспертной системы поддержки принятия решения как интеллектуальной составляющей системы мониторинга технологического процесса // Вестник ПНИПУ. Машиностроение, материаловедение, 2016, №2 (18) С. 128- 142. 2. Игнатьев А.А., Коновалов В.В., Игнатьев С.А. Идентификация в динамике станков с использованием стохастических методов. Саратов: СГТУ, 2014. 92 с. 38 УДК 621.762 ПРИМЕНЕНИЕ СОВРЕМЕННЫХ ТЕХНОЛОГИЙ И ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ В ПРОИЗВОДСТВЕ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ Хрюкин Р.В., студент; Гостева К.В., студент; Смоленцев Е.В., д.т.н., профессор Воронежский государственный технический университет В работе рассмотрены перспективы применения современных технологий и технологического оснащения в производстве жидкостных ракетных двигателей. Аддитивное производство, или 3D-печать, началось с идеи быстрого прототипирования. С 1980-х годов эта технология улучшалась, появились новые образцы техники, но самой первой была стереолитография. С того времени началась разработка новых технологий 3Dпечати, появились новые решения и возможность использования для печати новых материалов. Аддитивные технологии являются перспективными, принципиально новыми для производства изделий в различных областях: машиностроения, самолетостроения, ракетостроения и других. Аддитивные технологии позволяют: – изготавливать детали из композиционного материала; – воспроизводить форму изделия по компьютерной модели, уменьшая потери материала при механической обработке; – изменять состав материала во время нанесения согласно функциональной особенности поверхностной и внутренней части детали; – получать материалы со свойствами, характерными только для лазерной обработки [1]. Применение 3D-печати в промышленности означает изготовление изделия путем добавления. Суть печати заключается в сложении, в послойном наращивании материала, путем нанесения его последовательно, слой за слоем. При этом материала расходуется столько, сколько необходимо для изготовления деталей различной сложности. С помощью ПО компьютерная модель делится на слои одинаковой толщины; 3Dпринтер создаёт изделие путём последовательного нанесения одного слоя на другой. Можно сказать, что аддитивное технологии это еще один способ изготовления деталей из разных материалов и различной сложности, не уступая традиционным механическим методам обработки. В настоящее время известны несколько технологий 3D-печати, например: 1) быстрое прототипирование; 2) лазерная стереолитография (SLA); 3) селективное лазерное спекание. В данной работе рассмотрен метод селективного лазерного спекания (SLS). В основе метода лежит использование лазерных излучателей высокой мощности для частичного спекания материала в единое целое. Как и другие технологии 3D-печати, лазерное спекание создает изделие послойно. Сначала наносится слой порошка, который, с помощью лазера, при высоких температурах, частично расплавляется в местах касания луча. В результате частицы спекаются между собой, а также с предыдущим слоем, вычерчивается новый контур. В данном случае модель находится в неизрасходованном материале вплоть до окончания печати. Принцип метода «селективного лазерного спекания», представлен на рис. 1. 39 Рис. 1. Принцип метода «селективного лазерного спекания» Смесительная головка камеры жидкостного ракетного двигателя, включающая наружное, среднее и внутреннее (огневое) днища, соединенные между собой двухкомпонентными, однокомпонентными форсунками, пайкой и сваркой. Двухкомпонентные форсунки расположены по нескольким концентрическим окружностям, при этом несколько двухкомпонентных форсунок выступает из огневого днища, образуя анти пульсационные перегородки в виде кольца с шестью расходящимися лучами, деля поперечную площадь камеры сгорания на семь равнозначных полостей. Однокомпонентные форсунки выступают из огневого днища, а форсунки анти пульсационных перегородок выступают в огневую полость камеры. Концы форсунок соединены между собой припоем или сварным швом. Выступающие форсунки предотвращают развитие колебаний в камере. По внутренним трубкам поступает жидкий кислород, а по наружным – отработанный на турбине турбонасосного агрегата (ТНА) генераторный газ с избытком водорода. Через поры днищ «чистый» водород с низкой температурой (около 300 К) из полости между огневой и средней днищем под давлением проникает, с одной стороны, в камеру сгорания, а с другой – в полость между средним и наружным днищами с горячим генераторным газом. В результате обеспечивается охлаждение обоих днищ корпусов выступающих форсунок. В рассмотренном технологическом процессе для того, чтобы изготовить смесительную головку (без учета изготовления форсунок), необходимо выполнить 400 операций, из них: 20 контрольных; 3 операции сварки и 2 операции пайки; 3 фрезерных операции, выполняемых на программных пятикоординатных станках с числовым программным управлением (ЧПУ); 21 операция перемещения (транспортировки). Для изготовлении форсунок в среднем выполняется около 150 операций. Трудоемкость изготовления корпуса смесительной головки составляет, в среднем, 1150 часов, а всех форсунок – 515 часов. В итоге время полного изготовления смесительной головки составляет 1665 часов, при 8-ми часовом графике работы, в 2-е смены, 5 дней в неделю, мы получаем первое готовое изделие, приблизительно, через 5 месяцев. SLS метод позволит упростить изготовление смесительной головки: объединить изготовление камеры с изготовлением форсунок; избежать сложности изготовления каналов охлаждения форсунок, исключив из конструкции пайку и сварку; позволит сократить маршрут изготовления и количество операций промежуточного контроля. Для изготовления смесительной головки ЖРД методом послойного лазерного спекания был выбран металлический порошок Inconel (Инконель) 718. Эти сплавы стойки к окислению и коррозии. При нагреве на их поверхности образуется тонкая устойчивая пассивирующая окисная плёнка, предохраняющая поверхность от дальнейшего разрушения. Инконель сохраняет прочность в широком промежутке температур, поэтому подходит для изделий, часто используемых в экстремальных условиях (газотурбинный двигатель, компрессор, химические аппараты, пароперегреватели и так далее). Расход порошка при изготовлении методом селективного лазерного спекания зависит от 40 массы изготавливаемого изделия, к которой необходимо прибавить примерно 30% от общей массы изделия. Это обусловлено тем, что порошок при спекании прогорает (улетучивается). После того, как все подготовительные мероприятия завершены (рассчитан и приобретен материал), начинается разработка управляющей программы для 3D-принтера. Процесс 3D-печати начинается с создания виртуального образа будущего объекта в CAD-программах. Модель построена в CAD-программе «SiemensNX» (рис. 2). После построения 3D-модели полученный файл переводят в STL-формат, который распознаёт большинство современных 3D-принтеров. STL-файл с будущим объектом обрабатывается специальной программой, которая разрезает модель на тонкие горизонтальные пластины (толщина слоя 0,2 - 0,4 мм) и преобразуют в цифровой G-код, понятный трёхмерному принтеру. После чего модель отправляется на печать и начинается процесс лазерного спекания гранул порошка в единое изделие. Рис. 2. Смесительная головка: 1 – верхнее днище; 2 – форсунка; 3 – каналы охлаждения форсунки; 4 – среднее днище; 5 – полость горючего; 6 – полость окислителя; 7 – огневое днище После того, как принтер завершил свою работу, изделие направляют на операцию механической обработки. Она требуется для того, чтобы обеспечить требуемую шероховатость посадочных мест под крепление смесительной головки в корпусе турбонасосного агрегата (ТНА). Модель, полученная представленным методом, соответствует всем технологическим характеристикам и пригодна к эксплуатации. Трудоемкость изготовления детали методом SLS составляет, в среднем, 500 часов: от начала печати до упаковки и сдачи. В ряде случаев применение аддитивных технологий совершенно оправданно, однако для наработки производственного опыта, отработки процессов изготовления деталей (изделий) потребуются колоссальные затраты времени и ресурсов. Данная технология производства потребует поддержки со стороны всей промышленности в целом, а также разработки систем технологического проектирования для аддитивных станков. Применение аддитивных технологий на производстве нуждается в большой поддержке как с экономической точки зрения, так и с научно-исследовательской. И в ряде случаев переход на прогрессивные технологические процессы позволит сократить время изготовления изделий и устранить погрешности при сборке. Список использованных источников 1. Новиченко Д.Ю. Разработка и исследование процесса прямого лазерного изготовления детали из композиционного материала на основе стали и карбида титана: авто – реф. дисc. канд. тех. наук / Д.Ю.Новиченко; МГТУ им. Н.Э. Баумана – М., 2011. – 18 с. 41 УДК 621.791.725;621.431.75; 669.018.44 ВЛИЯНИЕ РЕЖИМОВ ЛАЗЕРНОЙ СВАРКИ ЖАРОПРОЧНОГО СПЛАВА ХН45ВМТЮБР НА ПАРАМЕТРЫ И ДЕФЕКТНОСТЬ СВАРНЫХ ШВОВ Шариков В. Ю., студент1; Баранов Д.А., аспирант1,2; Паркин А.А., профессор1; Жаткин С.С., к.т.н., доцент1 1 2 Самарский государственный технический университет, ПАО «Кузнецов» Представлены результаты исследований по влиянию режимов лазерной сварки заготовок из жаропрочного сплава ХН45ВМТЮБР, применяемого для производства внутреннего корпуса опоры турбины газотурбинного двигателя, на размеры сварного шва и качество сварного соединения. Установлены некоторые закономерности формирования сварного шва. Условия работы ГТД характеризуются длительным воздействием вибрационных нагрузок, высоких температур (до 900...1100°С) и агрессивных сред [1, 2]. В связи с этим в производстве узлов двигателя все большее применение находят жаропрочные сплавы на основе никеля – конструкция современных газотурбинных двигателей состоит на 40...50 % из подобных сплавов. В настоящее время по базовой технологии внутренний корпус опоры турбины ГТД сваривается дуговой сваркой неплавящимся электродом в среде защитных газов (90% аргон+10% гелий), рис.1. Рис. 1. Внутренний корпус опоры турбины Однако дуговая сварка имеет ряд недостатков: повышенное тепловлажение в материал детали; увеличенная зона термического влияния; повышенное коробление сварного узла, вследствие чего возникают большие сварочные напряжения; меньший уровень автоматизации и более слабый контроль за параметрами сварки. Альтернативным методом для дуговой сварки может быть лазерная сварка, обладающая рядом существенных преимуществ перед традиционными видами сварки: высокая концентрация энергии, небольшой объем сварочной ванны, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения [3-4]. Методика эксперимента. Имитация сварки модельных образцов проводилась на лазерном СО2-комплексе TruLaserCELL 7020 (TRUMPF - Германия) с импульсно42 периодическим излучением. Образцы (заготовки) размером 150х270мм толщиной 6,0 мм вырезались из листового материала хромоникелевого сплава ХН45ВМТЮБР, химический состав и процентное содержание которого приведены в таблице 1. Таблица 1 Химический состав сплава ХН45ВМТЮБРГОСТ 5632-14 Элемент Содержание ,% Ni 43,0– 47,0 Cr 14,0– 16,0 Al 0,9 – 1,4 Mo 4,0 – 5,2 W 2,5 – 3,5 Ti 1,9 – 2,4 Nb 0,8 – 1,5 Si <0,3 Cu <0,25 V <0,1 Fe Ост Качество и габаритные размеры сварных швов оценивались на основе данных металлографического исследования в поперечных сечениях сварных швов всех образцов. Макроисследование проводилось в двух поперечных сечениях в конце и в начале каждого сварного шва при помощи металлографического микроскопа AxioObserver фирмы СarlZeiss на базе центральной заводской лаборатории (ЦЗЛ) предприятия ПАО «Кузнецов». Результаты исследований и их анализ. Режимы сварки и габаритные размеры различных участков сварных швов представлены в таблице 2. Таблица 2 Зависимость параметров сварного шва от мощности ЛИ и скорости сварки Парметры Мощность лазерного излучения кВт шва, мм 2.5 3,0 3,5 4,0 Скорость сварки мм/с 16,6 25 33,3 41,6 16,6 25 33,3 41,6 16,6 25 33,3 41,6 16,6 25 33,3 41,6 eН 3,55 3,1 2,55 2,2 4,1 3,1 2,6 2,2 4,4 3,5 2,4 2,15 3,5 2,6 2,6 2,1 eK 3.75 3.1 2,65 2,1 3,95 3,1 2,45 2,2 4,35 3,1 2,5 2,1 4,0 3,05 2,4 2,3 L2H 1.2 0.75 0.8 0,6 0,6 0,9 0,7 0,75 1,3 0,95 1,0 0,8 1,3 1,1 1,2 0,95 L2K 1.2 0.9 0.75 0,65 1,2 1,0 0,9 0,8 1,4 1,2 1,1 1,0 1,65 1,3 1,0 1,0 L3H 1,1 0,85 0,65 0,6 1,35 0,85 0,7 0,6 1,2 1,1 0,65 0,6 1,2 0,95 0,7 0,6 L3K 1,0 0,85 0,7 0,55 1,3 0,9 0,7 0,6 1,3 1,05 0,7 0,6 1,35 1,3 0,75 0,6 hH 3,0 2,85 2,6 2,55 3,7 3,4 3,6 3,75 4,6 4,0 4,5 4,4 5,5 4,5 5,3 5,25 hK 3,1 2,85 2,5 2,55 4,1 4,4 3,8 3,8 4,4 5,0 4,6 4,55 7,6 5,8 5,95 5,5 H2H 0,35 0,25 0,2 0,1 0,4 0,4 0,55 0,3 0,7 0,5 0,7 0,45 0,7 0,4 0,5 0,4 H2K 0,3 0,25 0,2 0,2 0,5 0,3 0,4 0,3 0,4 0,4 0,4 0,35 0,1 0,45 0,45 H4H 1,7 1,85 1,7 1,7 2,4 2,3 2,6 2,6 2,9 2,8 3,3 3,4 4,2 3,35 4,1 4,5 H4K 1,8 1,9 1,6 1,9 2,7 3,15 2,8 3,0 3,2 3,6 3,6 3,7 5,5 4,1 4,8 4,6 Примечание: e– ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.;) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей; h – глубина проплавления – наибольшая глубина расплавления основного металла в сечении шва; H1 – глубина проплавления сварного шва, мм; Н2 — усиление сварного шва, мм; Н3 — занижение сварного шва, мм; Н4 — высота корня сварного шва, мм; L1 — ширина сварного шва, мм; L2, L3 — ширина корня сварного шва, мм; н – начало шва; к – конец шва. Макроструктура поперечных лазерных сварных швов представлена на рисунке 2. 43 Рис. 2. Макроструктура лазерных сварных швов (х25), полученных при: а - Р 3,5 кВт, vсв 16,6 мм/с; б - Р 4 кВт, vсв 16,6 мм/с При мощности лазерного излучения 4 кВт проварка происходит на всю толщину заготовок – 6 мм. В сварных швах обнаружены поры, располагающие по оси сварного шва на различных глубинах. Пористость возрастает с увеличением скорости сварки и мощности лазерного излучения, что обусловлено уменьшением вероятности их поднятия к поверхности сварного шва с ростом глубины сварного шва. Выводы. Анализ наиболее общих закономерностей формирования сварных швов при лазерной сварке стали ХН45ВМТЮБР без присадочной проволоки показал: 1. Ширина сварного шва e падает с увеличением скорости лазерной сварки в диапазоне от 16,6 мм/с до 41,6 мм/с от 3.55 мм до 2,2 мм. При скорости сварки vсв 41,6 мм/с ширина сварного шва становится равной 2,1...2,2 мм во всем диапазоне мощностей лазерного излучения: от 2,5 кВт до 4,0 кВт. 2. Глубина сварного шва h также уменьшается с ростом скорости сварки в этом же диапазоне от 3,1 до 2,5 мм при мощности ЛИ 2,5 кВт. С ростом мощности ЛИ глубина проплавления возрастает и достигает своего максимума при мощности 4,0 кВт и скорости сварки – 16, 6 мм/с; 3. При мощности ЛИ 3 кВт начинает резко возрастать глубина парового канала от 2,6 мм до 4,5 мм при мощности ЛИ 4 кВт. 4. Изменение параметров сварного в начале сварного шва и в его конце наиболее заметно при мощности лазерного излучения равным 3,0 кВт. Список использованных источников 1. Сорокин Л.И. Свариваемость жаропрочных сплавов, применяемых в авиационных газотурбинных двигателей // Сварочное производство. – 1997. – No 4. – 21с. 2. Климов В.Г., Жаткин С.С., Щедрин Е.Ю., Когтева А.В. Особенности восстановления геометрии пера газотурбинного двигателя методом лазерной порошковой наплавки // Известия Самарского научного центра Российской академии наук. – 2015. – Т. 17, No. 2-4. – С. 782-788. 3. Баранов Д.А., Никитин К.В., Паркин А.А. и др. Структура сварного шва, сформированного при лазерной сварке Cr–Ni-сплава при производстве ГТД // Металлургия машиностроения. – 2016. – №3. – С. 46 - 48. 44 УДК 621.791.75 ВЛИЯНИЕ РЕЖИМОВ АВТОМАТИЧЕСКОЙ СВАРКИ СИЛЬФОННЫХ КОНСТРУКЦИЙ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ НА КАЧЕСТВО СВАРНЫХ СОЕДИНЕНИЙ Якубов И. И., студент1; Парамонов А.А., аспирант1,2; Жаткин С.С., к.т.н., доцент1; Паркин А.А., профессор1 1 2 Самарский государственный технический университет, РКЦ «Прогресс» Представлены результаты исследований по влиянию режимов автоматической дуговой сварки тонколистовых заготовок из стали 12Х18Н10Т, применяемых для производства сильфонов, на размеры сварного шва и качество сварного соединения. На основе проведенных исследований выбраны оптимальные режимы сварки. На сегодняшний день на ряде предприятий получение заготовок для производства сильфонов (рис. 1) из стали 12Х18Н10Т, применяемых в различных магистралях (всех типов РН), выполняется по штатной технологии с помощью роликовой сварки, имеющей ряд недостатков, в том числе: большая трудоемкость предварительной сборки свариваемых заготовок в специальном приспособлении; качество сварки напрямую зависит от «человеческого фактора»; использование разрушающего контроля сварных швов (изготовление контрольных образцов из штатных заготовок ведет к дополнительному расходу материала); необходимость зачистки швов от выплесков после сварки и отжига сваренных трубных заготовок для снижения жесткости сильфона. Кроме того, после отжига требуется длительная (от 12 до 48 часов) химическая обработка для очистки сильфонов после проведения отжига. Рис.1. Общий вид сильфонной конструкции В настоящее время известны технологии лазерной сварки сильфонов [1, 2], обеспечивающие высокое качество сварного шва с минимальной зоной термического влияния и, соответственно, отсутствием деформаций и коробления сильфона. 45 Однако, известно, что оборудование лазерной сварки характеризуется высокой стоимостью, а к участку для лазерной сварки предъявляются повышенные требования по степени загрязнения и запыления. Поэтому для оптимизации производственных процессов, сокращения финансовых затрат и повышения надежности изготавливаемых изделий, на предприятии РКЦ «Прогресс» предлагается проводить сварку сильфонов определенного типа с помощью аргонно-дуговой сварки неплавящимся электродом. Для решения задачи и разработки новой технологии необходимо провести экспериментальную отработку режимов и технологии сварки, определить влияния изменения параметров режимов сварки на прочностные характеристики и надежность стыковых сварных соединений тонколистовых коррозионно-стойких сталей при изготовлении сильфонов. В данной работе приведены результаты предварительных исследований по влиянию режимов аргонодуговой автоматической сварки образцов из стали 12Х18Н10Т на размеры сварного шва и зоны термического влияния (ЗТВ). Методики исследований. Сварка проводилась встык на автоматизированной установке аргонодуговой сварки FRONIUS FCP в диапазоне токов сварочной дуги от 16 А до 48 А и скоростей ее движения от 40 см/мин (6,65 мм/с) до 160 см/мин (26,6 мм/с). Для сварки использовались пластины из стали 12Х18Н10Т толщиной 0,55 мм и длиной 100 мм. После сварки проводилось изучение качества сварных швов и измерение их геометрических параметров в зависимости от режимов сварки на оптическом микроскопе МБС-3. Ширина сварного шва и зоны термического влияния измерялись с лицевой и обратной стороны сваренных пластин вдоль сварного шва с шагом 5 мм. Результаты исследований и их анализ. В таблицах 1 и 2 представлены результаты измерения ширины сварного шва в зависимости от тока сварочной дуги и скорости движения дуги. Таблица 1 Ширина сварного шва при различных токах сварочной дуги (скорость сварки 16,6 мм/с) Ток дуги, А 16 24 32 40 48 Ширина сварного шва, мм (лицевая сторона ) 0,005 0,9 1,75 Прожоги Прожоги непровар Ширина сварного шва, мм 0,08 0,6 1,36 Прожоги Прожоги (обратная сторона) Таблица 2 Ширина сварного шва в зависимости от скорости движения сварочной дуги (Ток сварочной дуги 32 А) Скорость сварки, мм/с 6,7 Ширина сварного шва, мм (лицевая сторона ) Ширина сварного шва, мм (обратная сторона) 3,02 2,37 2,27 2,01 1,75 1,3 2,84 2,23 1,88 1,55 1,36 0,95 0,8 10 11,67 13,6 16,6 20 21,6 23,6 26,6 1,05 0,7 0,5 0,6 непровар 0,3 непровар Результаты измерений показывают, что при низких скоростях движения дуги (16,6 мм/с и ниже) при токах сварочной дуги 40 А и выше наблюдаются прожоги сварного шва (табл. 1). При токе 16 А наоборот отмечается непровар сварного шва. При этом для скорости 16,6 мм/с допустимые значения тока дуги лежат в диапазоне от 24 А до 32 А (табл. 1). 46 Экспериментально установлено, что для сварки стали с током дуги 32 А существует достаточно широкий диапазон скоростей движения дуги, при котором обеспечивается формирование сварного соединения без видимых дефектов (табл. 2). Лишь при скоростях движения 26,6 мм/с и выше наблюдается непровар. Однако, как нам представляется, наиболее оптимальными режимами сварки стали 12Х18Н10Т при изготовлении сильфонов являются такие, которые обеспечивают не только бездефектность сварного шва (отсутствии непроваров и прожогов), но также определенную «цилиндрическую» форму шва по сечению свариваемых заготовок. В этом случае ширина сварного шва с лицевой и обратной стороны пластин должна быть минимально различимой. В этом случае «цилиндричность» и достаточная ширина сварного шва будут обеспечивать его прочность на высоком уровне. Наилучшая «цилиндричность» шва по толщине заготовки для тока 32 А обеспечивается при наименьших скоростях движения – в диапазоне 6,7...10 мм/с с достаточной шириной сварного шва (от 2,4 мм до 3 мм на лицевой стороне и от 2,2 мм до 2,8 мм на обратной стороне заготовки). По результатам измерений ширина зоны термического влияния (ЗТВ) при этом не превышала 0,5...0,6 мм с лицевой и 0,2...0,4 мм с обратной стороны заготовки соответственно. При повышенных скоростях движения дуги наблюдается заметное снижение ширины сварного шва вплоть до непроваров (табл. 2). Выводы. 1. Предварительные эксперименты показали, что использование автоматической аргонодуговой сварки заготовок из стали 12Х18Н10Т является перспективным для разработки технологии сварки сильфонов и замены традиционной роликовой сварки на предлагаемую. 2. Исследования влияния режимов автоматической сварки на ширину сварного шва и ЗТВ, а также качество сварного соединения в диапазоне токов дуги 16...48 А и скоростей движения 6,7...26,6 мм/с показали, что наиболее оптимальными режимами являются: ток сварочной дуги 32 А и скорости движения от 6,7 до 10 мм/с. В этом случае при отсутствии дефектов (прожоги, непровары) обеспечивается наилучшая «цилиндричность» сварного шва при его ширине 2,4...3 мм с незначительной зоной термического влияния (0,5...0,6 мм). 3. Получение сварных цилиндрических швов при достаточной ширине обеспечивают их высокую прочность. Список использованных источников. 1. Козлов В. А. Оптимизация процесса импульсной лазерной сварки тонкостенных изделий из аустенитных сталей. /Автореферат диссертации на соискание ученой степени к.т.н. 2004. Научная библиотека диссертаций и авторефератов. disserCat http://www.dissercat.com/content/optimizatsiya-protsessa-impulsnoi-lazernoi-svarkitonkostennykh-izdelii-iz-austenitnykh-stal#ixzz4xiA54pdH. 2. Мелюков В.В., Чирков А.М., Орехов А.В. Технологии импульсной лазерной сварки.//Сварка и диагностика.- 2009. - №4.- С. 37-42. 3. Сварка в машиностроении: Справочник в 4-х т. / Г. А. Николаев и др. - М.: Машиностроение, 1978 - Т. 2/ Под ред. Н. А. Ольшанского - 504 с. 47 СЕКЦИЯ 2. ПРОЕКТИРОВАНИЕ И ЭКСПЛУАТАЦИЯ ИНСТРУМЕНТА И ОБОРУДОВАНИЯ ДЛЯ ПРОГРЕССИВНЫХ ТЕХНОЛОГИЙ УДК 621.85.05 СОВРЕМЕННЫЕ КОНСТРУКЦИИ СОЕДИНЕНИЯ ВАЛ–СТУПИЦА Арбузов М. О., к.т.н., доцент; Некрасов А. Я., к.т.н., доцент Московский государственный технический университет «СТАНКИН» Рассмотрены традиционные способы крепления деталей на валу с возможностью небольшого осевого регулируемого перемещения с анализом их недостатков. Предложены конструкции для надёжного крепления деталей на валу в сочетании с возможностью оперативного регулирования их осевого положения. В данных конструкциях крепление деталей на валу осуществляется с помощью двух стягиваемых конических втулок. Развитие машиностроения в России на современном этапе требует не только существенных экономических вложений в высокоэффективную инфраструктуру и технологическое оборудование, но и внедрения инновационных элементов в традиционную методику конструирования, технологию изготовления, сборки и регулировки технических средств, в том числе таких ответственных, как узлы приводных механизмов технологических и транспортных машин [1, 2]. Среди закрепляемых на валу разнообразных деталей и узлов достаточно много тех, чьё осевое положение должно быть достаточно точным. Например, конические или шевронные зубчатые колеса, червячные колеса, шкивы ременных и звёздочки цепных передач, муфты и пр., где ведущие и ведомые звенья в кинематических парах для обеспечения нормальной работы должны располагаться строго в осевом соответствии [3, 4]. В связи с этим, в таких случаях конструкция вал–ступица должна включать в себя соответствующее устройство, позволяющее производить в определённых пределах осевое перемещение детали при её монтаже на вал либо независимо от него, либо вместе с ним. Наиболее распространённые соединения вал–ступица, такие как шлицевые, шпоночные, профильные, вполне надёжны с точки зрения передачи крутящего момента с вала на ступицу и наоборот, но не фиксируют осевое положение детали относительно вала, что приводит к необходимости дополнительных устройств в конструкции для достижения этой цели, тем более, если речь идёт не только об осевой фиксации детали, а о возможности производить регулировку её осевого положения. Для этого применяются различные конструктивные решения. В качестве примера может быть приведено использование сменных компенсирующих колец у торца ступицы или металлических прокладок под фланцы крышек подшипниковых узлов, когда при неизменной суммарной толщине прокладок, определяющей натяг в подшипниках, часть прокладок из под одной крышки переносится под другую, что приводит к осевому перемещению самих подшипников при неизменном натяге в них, а значит, и вала вместе с жёстко закреплённой на нём деталью. Однако, подобные способы регулирования осевого положения детали предполагают незначительные перемещения относительно вала, занимают достаточно много времени и требуют наличия набора регулировочных колец или прокладок. Поиск осуществления быстрого регулирования осевого положения детали привёл к разработке различных альтернативных конструкций, включающих в себя детали с противоположно направленными коническими поверхностями. Здесь можно назвать использование парных упругих колец, сдавливаемых между собой, или их набора, 48 применение втягиваемой в зазор между валом и ступицей разрезной конической втулки. Сюда же можно отнести и соединение тангенциальными клиновыми шпонками [3, 4]. Указанные способы позволяют достаточно оперативно, путём ослабления взаимного сдавливания элементов конструкции с коническими поверхностями, изменять осевое положение детали без её демонтажа с вала. Однако, и эти способы крепления не лишены ряда недостатков, среди которых, в различной степени относящиеся к упомянутым конструкциям, могут быть названы следующие: сравнительно небольшая нагрузочная способность (ограниченность передаваемого крутящего момента), плохое центрирование детали на валу, высокая стоимость изготовления и др. В связи с вышеизложенным, авторами предлагается конструкция для надёжного крепления деталей на валу в сочетании с возможностью быстрого регулирования их осевого положения. Конструктивное решение данного способа представлено на рис. 1,а. Установка детали на валу производится с помощью 2-х одинаковых втулок с конической наружной и цилиндрической внутренней поверхностью (рис. 1, б), снабжённых чётным количеством чередующихся отверстий 2-х типов: резьбовыми под резьбу винтов и гладкими с радиальным зазором под стержень винта (последние могут выполняться ступенчатыми с гнездом под головку винта). Между этими отверстиями, поочерёдно чередуясь с разных торцов втулки, выполнены пазы для обеспечения её упругости. а б в Рис. 1. Крепление деталей на валу с помощью 2-х стягиваемых конических втулок: а) конструкция устройства; б) 3D-модель втулки целиковой; в) 3D-модель втулки разрезной С целью обеспечения высокой степени соосности 2-х конических отверстий в ступице между ними оставляется растачиваемое одновременно с одним из конических отверстий узкое цилиндрическое отверстие, которое будет служить базой при обработке второго конического отверстия с другой стороны ступицы. При сборке соединения обе втулки первоначально вводятся в конические отверстия с двух сторон ступицы, после чего этот комплект одевается на вал. Поворотом одной из втулок 49 вокруг своей оси добиваются совпадения резьбовых отверстий в одной из втулок с отверстиями под винты в другой. Фиксация детали на валу после установки её в нужном осевом положении осуществляется стягиванием между собой двух втулок путём затягивания всех винтов с обеих сторон ступицы с силой затяжки, ограниченной лишь прочностью винтов на разрыв, необходимой для создания на внешних конических и внутренних цилиндрических поверхностях втулок достаточного давления, обеспечивающего передачу соединением с вала на ступицу (или наоборот) крутящего момента заданной величины с введением соответствующего назначению механизма коэффициента запаса. Модификация конструкции вышеописанного способа крепления деталей на валу, также разработанная авторами и представленная на рис. 1, в, отличается тем, что каждая из 2-х втулок не является цельной, а состоит из 2-х полувтулок. Сохраняя достоинства предыдущего способа крепления, модифицированный вариант добавляет ещё одно: возможность демонтажа и замены втулок, вышедших по какой-либо причине из строя, а также извлечение втулок из ступицы при необходимости очищения от загрязнения контактирующих с валом и ступицей поверхностей без снятия с вала соседних деталей. Предлагаемые авторами оба способа крепления деталей на валу обладают целым набором преимуществ по сравнению с известными способами, а именно: простота конструкции; низкая стоимость изготовления; высокая нагрузочная способность, ограниченная по существу лишь прочностью резьбы винтов для первого способа (рис. 1, б) и резьбы хвостовика вала для второго способа (рис. 1,в), причём обе конструкции позволяют использовать винты с резьбой значительного диаметра; простота и быстрота регулировки осевого и углового положения детали на валу; компактность конструкции, практически не увеличивающей радиальных и осевых габаритов соединения вал – ступица; возможность использования данных конструкций в качестве предохранительного устройства, т.к. позволяют регулировать величину передаваемого соединением вал - ступица крутящего момента за счёт изменения силы затяжки винтов с помощью динамометрического ключа. На оба описанных способа крепления деталей на валу в Федеральную службу по интеллектуальной собственности авторами поданы две заявки на получение патента на полезную модель под названиями «Соединение вала со ступицей» (№ 2017118183 от 25.05.2017) и «Соединение вал – ступица» (№ 2017118184 от 25.05.2017). Предлагаемые авторами современные конструкции для закрепления деталей на валах (такие конструкции особо предпочтительны для закрепления шкивов и звёздочек на консолях валов), позволяющие оперативную регулировку осевого и углового положения детали, рекомендуются к применению в машиностроительных отраслях промышленности. Также полученные результаты активно используются студентами всех уровней образования при курсовом и дипломном проектировании на кафедре станков в ФГБОУ ВО «МГТУ «СТАНКИН». Список использованных источников 1. Гречишников В.А., Пивкин П.М. Моделирование формирования шероховатости поверхности изделия в зависимости от параметров режущего инструмента и формы образующей детали при механической обработке // Вестник МГТУ «Станкин». 2014. № 4(31). С. 59-66. 2. Бровкина Ю.И., Соболев А.Н., Некрасов А.Я. Аналитический метод расчёта погрешности позиционирования звеньев механизмов станков с параллельной кинематикой // Вестник МГТУ «Станкин». 2017. № 1(40). С. 52-56. 3. Решетов Д.Н. Детали машин: учебник для студентов машиностроительных и механических специальностей вузов.- 4-е изд., перераб. и доп.- М.: Машиностроение, 1989.496 с.: ил. 4. Орлов П.И. Основы конструирования: справочно-методическое пособие. В 2-х кн. Кн. 2. Под ред. П.Н.Учаева.- 3-е изд., исправл.- М.: Машиностроение, 1988.- 544 с.: ил. 50 УДК 621.9.01; 517.956 ОПРЕДЕЛЕНИЕ УСЛОВИЙ ЗАКРЕПЛЕНИЯ ОДНОГО ИЗ КОНЦОВ ТОНКОГО СТЕРЖНЯ Бейлин А.Б., к.т.н., доцент Самарский государственный технический университет Рассматривается обратная задача для уравнения колебаний струны с неизвестным условием закрепления на одном из концов, решение которой позволяет найти условия закрепления, обеспечивающие допустимый режим колебаний тонкого стержня. Колебательные процессы разной природы и интенсивности возникают в любой механической системе. Для того, чтобы обеспечить надёжную работу сложной современной техники в процессе эксплуатации необходим контроль, который производят с помощью диагностических процедур. Однако приборы диагностики (например, вибродатчики) не всегда можно установить в непосредственном контакте с исследуемым элементом изделия (например, валом или подшипником). В связи с этим приходится выполнять диагностику на основе косвенных данных, проводя измерения на корпусных деталях. С другой стороны, желательно до проведения натурных испытаний реального объекта в условиях эксплуатации знать допустимые интервалы параметров колебательного процесса, что позволит избежать непредвиденных ситуаций. Эти параметры сильно зависят от условий закрепления. В связи с этим возникают задачи об управлении колебаниями, которые часто называют обратными задачами математической физики. В работе [1] рассмотрена обратная задача определения краевого условия в задаче о колебании тонкого стержня и доказана её однозначная разрешимость для общего гиперболического уравнения. Для практических целей удобно иметь формулы, позволяющие найти решение задачи либо в явном виде, что возможно крайне редко, либо получить возможность находить приближённое решение в результате вычислительных процедур. В докладе рассматривается обратная задача для уравнения колебаний струны с неизвестным условием закрепления на одном из концов, которая является частным случаем задачи, рассмотренной в [1]. Постановка задачи ux, t , h( x) QT x, t : 0 x, l ,0 t T найти В области пару функций удовлетворяющих уравнению u a 2 u xx f x, t , начальным данным ux,0 0 , u x,0 0 , краевым условиям u0, t 0 , u x l , t h(t ) l и условиям переопределения k ( x)u ( x, t )dx E (t ) , 0 где k (x) задана и k (l ) 0 , k (0) 0 . Кроме этого зададим условия согласования: h(0) 0 , h(0) 0 . Для отыскания функции, задание которой в качестве условия закрепления обеспечит допустимый режим колебаний, получено интегральное уравнение Вольтерра второго рода, нахождение приближённого решения которого возможно с помощью ЭВМ. Список использованных источников 1. Бейлин А.Б., Пулькина Л.С. Задача о колебаниях стержня с неизвестным условием его закрепления на части границы //Вестник Самарского университета. Естественнонаучная серия. - 2017. - Т. 23. - № 2. - С. 7-14. 51 УДК 621.9.025 ВЫСОКОЭФФЕКТИВНЫЙ СБОРНЫЙ ЗУБОСТРОГАЛЬНЫЙ РЕЗЕЦ Бердников А.В., магистрант; Бурочкин Ю.П., к.т.н., доцент Самарский государственный технический университет Представлена новая конструкция зубострогального резца с механическим креплением сменных многогранных пластин. Данная конструкция обеспечивает надежное закрепление сменных многогранных пластин в корпусе инструмента. Прямозубые конические колеса с модулем 2…20 мм обрабатывают стандартными быстрорежущими зубострогальными резцами. В процессе обработки резец совершает главное возвратно-поступательное движение и каждый резец обрабатывает одну строну зуба. Профиль зубьев обрабатываемых колес получают методом огибания. Допустимый износ по задней грани черновых резцов для нарезания колес из стали и чугуна составляет 0,8…1,2 мм. Анализ конструкции зубострогальных резцов показал, что имеются составные (сварные) двухсторонние быстрорежущие зубострогальные резцы для обработки конических прямозубых колес. К недостаткам данных резцов можно отнести: сравнительно низкую производительность и стойкость быстрорежущих резцов; малый ресурс корпуса из-за их переточки; недостаточные функциональные возможности; большие производственные затраты, связанные с большой потребностью технологического и вспомогательного времени на изготовление корпусов и приварку к ним режущих элементов, а так же на большое количество переточек. Известен однозубый составной резец, оснащенный твердосплавной пластиной с нанесенным тонким слоем ПКНБ (поликристаллический кубический нитрид бора), для обработки профиля закаленных зубчатых колес. Основным недостатком данного резца является то, что он оснащен одновершинной пластиной, снижающей его ресурс. Другим недостатком является наличие резко выраженного износа на передней поверхности твердого сплава по сравнению с боковой поверхностью из ПКНБ. Конструктивным решениям по повышению стойкости и ресурса рабочих элементов зубострогальных резцов до настоящего времени недостаточно уделено. Для устранения этих недостатков, разработан сборный зубострогальный резец с механическим креплением сменных многогранных пластин (СМП), конструкция которого представлена на рисунке. Зубострогальный резец содержит закаленный призматический корпус 1, с зажимной частью в виде клина, резьбовые крепежные отверстия и рабочие торцы, один из которых снабжен сменным твердосплавным двухвершинным опорным угловым элементом и режущей пластиной 3, а другой торец снабжен двухвершинной составной пластиной 4 из твердосплавной основы 5 и рабочими элементами в виде Г-образной формы из поликристалических СТМ и винты 6, у которых рабочая часть головки выполнена сферической для более надежного закрепления опорного углового элемента и сменных режущих пластин. Сменный опорный угловой элемент 2 установлен на одном из рабочих торцов инструмента между корпусом и режущей пластиной, предназначен для обеспечения угла наклона λ = 2…5° главной режущей кромки в зависимости от условий обработки зубьев колёс. 52 Сборный зубострогальный резец с механическим креплением СМП Для чернового нарезания зубьев конических колес применяют рабочий торец инструмента, на котором устанавливают сменную твердосплавную многогранную пластину. На данном торце могут быть установлены сменные пластины из различных марок твердого сплава в зависимости от материала и твердости зубчатых колес. Для чистового нарезания зубьев колёс из разных материалов, например из цветных металлов, стеклотекстолитов, титановых сплавов, чугунов или закалённых сталей применяют сменную двухвершинную пластину с твёрдосплавной основой и расположенными на её вершинах режущих элементов из различных поликристаллических сверхтвёрдых материалов, например, на вершине из поликристалического алмаза, а на другой вершине из ПКНБ. Сравнительно высокая стойкость ПКНБ к ударным нагрузкам препятствует выкрашиванию режущей кромки при резании со значительными объемами и неравномерной толщиной срезаемого слоя. При строгании происходит более равномерный износ режущей кромки, обеспечивая тем самым хорошее качество обрабатываемой поверхности. При нарезании колёс из другого класса материала инструмент переустанавливают в откидной державке станка на 180° и в работу вводят другой его рабочий торец, например с твердосплавной пластиной. После износа одних вершин сменных многогранных пластин, производят замену на новые вершины путём их поворота на 180°. Конструктивные и геометрические параметры режущих пластин назначаются в соответствии с [1] на зубострогальные инструменты. Для повышения производительности и качества при восстановлении работоспособного состояния режущих элементов из поликристаллических СТМ составной пластины производят заточку высокоэффективным электроалмазным методом. Таким образом предлагаемая конструкция зубострогального инструмента позволит расширить его технологические возможности, повысить стойкость и ресурс работы СМП и корпусов, а также значительно сократить производственные затраты на изготовление инструментов, широко используемых в массовом производстве при изготовлении зубчатых колёс. Список использованных источников 1. ГОСТ 5392-80 Е. Резцы зубострогальные для прямозубых конических колес. 53 УДК 621.9.08 КОМПЛЕКСНАЯ ДИАГНОСТИКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ СТАНКОВ С ЧПУ Ваганов А.А., начальник бюро1; Бейлин А.Б., к.т.н., доцент2; Якимов М.В., ст. преп.2 1 2 АО «РКЦ «Прогресс», г. Самара; Самарский государственный технический университет Представлены современные методы и средства для комплексной диагностики технического состояния металлообрабатывающих станков с ЧПУ в рамках системы технического обслуживания и ремонта оборудования на предприятии. Стратегия, организация работ и уровни технического обслуживания (ТО) любого изделия, позволяющие обеспечить его функциональность, надёжность и работоспособность в период эксплуатации, регламентируются ГОСТ Р 27.601-2011, в соответствии с которым до наступления события «Отказ» должно выполняться профилактическое ТО. Одним из рекомендуемых способов ТО, принятым на предприятии для станков с ЧПУ, является ТО «на основе состояния», которое включает: мониторинг состояния и функциональное тестирование. В соответствии с методикой надежностно-ориентированного технического обслуживания и ремонта (RCM), изложенной в ГОСТ Р 27.606-2013, задачей мониторинга является определение изменений технического состояния (ТС) изделия, сигнализирующих о приближении отказа. Систематически проводимый мониторинг позволяет реализовать диагностику ТС металлообрабатывающих станков с ЧПУ без разборки [1]. Стратегии проведения мониторинга рассмотрены в [2]. Комплекс стандартов ИСО 230 определяет методы контроля металлорежущих станков, которые следует проводить во время их проверки, приемки и ТО. К ним относятся: точность геометрических параметров станков, работающих на холостом ходу или на чистовых режимах (ГОСТ Р ИСО 230-1-2010); определение точности и повторяемости позиционирования осей станков с ЧПУ (ГОСТ ИСО 230-2-2016); испытания на отклонения круговых траекторий для станков с ЧПУ (ГОСТ ИСО 230-42015); определение шумовых характеристик (ГОСТ ИСО 230-5-2002). Методы вибрационного контроля состояния машин изложены в ГОСТ Р ИСО 13373-12009. Кроме вышеперечисленных методов диагностики, для получения комплексной картины ТС станка, необходимо проводить ряд дополнительных проверок: измерять температуру элементов станка, параметры зажима инструментальных оправок в шпинделях станков фрезерного типа и обрабатывающих центров. Основным методом для диагностики технического состояния привода главного движения (ПГД) является вибродиагностика. В качестве объектов диагностики ПГД станков с ЧПУ выступают его механические узлы и детали, такие как подшипники, зубчатые передачи, ременные передачи, муфты, валы редукторов и коробок скоростей, шпиндель, электродвигатели. Целесообразно применять 2-х уровневую организацию виброакустической диагностики на предприятии (рис. 1). На 1-м уровне проводятся периодические измерения параметров вибрации простейшими приборами – виброметрами. Измеряется общий уровень виброскорости в стандартном диапазоне частот 10…1000 Гц. Если общий уровень виброскорости во всех точках измерения на ПГД находится на низком уровне, то 54 эксплуатация станка продолжается. Если по результатам вибродиагностики 1-го уровня общий уровень виброскорости в какой-либо точке измерения на ПГД станка превышает допустимые значения, то проводится более детальная диагностика по 2-му уровню на основании спектрального анализа вибросигналов. Оценка технического состояния объектов диагностики ПГД осуществляется путем сравнения значений контролируемых параметров с допустимыми значениями. Рис. 1. Уровни виброакустической диагностики Отметим проблемные вопросы виброакустической диагностики применительно к станочному оборудованию. Во-первых, отсутствуют допустимые уровни контролируемых параметров объектов диагностики. Допустимые уровни необходимо устанавливать путем статистической обработки. Во-вторых, в руководствах по эксплуатации на современные импортные станки отсутствуют кинематические схемы и технические данные по характеристикам установленных подшипников. Выходом из этой ситуации в большинстве случаев является только разборка узлов при проведении ремонтов. Так же существует вероятность внезапного отказа между периодическими проверками по причине человеческого фактора – ошибки оператора или технолога. Для предупреждения этого целесообразно на особо ответственном оборудовании устанавливать стационарные системы диагностики и мониторинга с непрерывным анализом данных. Стационарно установленная на станке и взаимодействующая с УЧПУ система автоматизированного мониторинга (рис. 2) позволяет осуществлять как диагностику технического состояния, так и предотвращение аварий, вызванных неправильными действиями оператора или технолога. Рис. 2. Стационарная система диагностики и мониторинга 55 Факторами, свидетельствующими о техническом состоянии ПГД, являются также величина радиального и осевого биения шпинделя и качество поверхности детали, обрабатываемой на станке. Параметрами диагностики инструментальной оправки в шпинделе станка, влияющими на надёжность закрепления инструмента, являются установочный размер вылета цанги и усилие зажима. Установочный размер вылета цанги контролируется штангенглубиномером. Усилие закрепления инструмента измеряется специальным динамометром. Контроль геометрических параметров станков с использованием современных средств измерения позволяет производить оперативную оценку точности перемещения формообразующих узлов и диагностировать параметрические отказы оборудования. Для контроля геометрической точности станка необходимо выполнить измерения прямолинейности перемещения исполнительных органов вдоль линейных осей, а также взаимной перпендикулярности осей. Оперативно произвести прямые измерения этих параметров позволяет использование электронных уровней. Для получения более высокой точности измерений, например для диагностики точности позиционирования линейных и угловых осей прецизионных станков и координатно-измерительных машин, необходимо использовать лазерный интерферометр. Диагностика по параметрам точности и постоянства отработки круговой траектории с использованием системы Ballbar QC20W фирмы Renishaw позволяет производить комплексную оценку состояния приводов подач станка с ЧПУ по 15-ти параметрам, включая состояние ШВП и направляющих. Диагностика температурного состояния и уровня шума, проводится как инструментальными методами, так и непрерывно через субъективную оценку оператора станка. Измерение температуры выполняется на самом шпинделе, а также на корпусе шпиндельного узла в зоне расположения передней и задней опоры, с применением бесконтактных средств измерения, таких как пирометр и тепловизор. Повышение температуры обычно свидетельствует о нарушении расчётных режимов работы. Так же, при необходимости, измеряется температура электродвигателей, насосов гидростанций. Использование тепловизионной диагностики позволяет оперативно определить локализацию дефектов, как в механических узлах оборудования, так и в электронных компонентах. Измерение уровня шума в октавном диапазоне позволяет оперативно выявить источник локализации неисправности на оборудовании. В качестве средства измерения для определения шумовых характеристик используется шумомер. Допустимый уровень шума указан в паспорте станка или определяется по ГОСТ 12.2.107-85 в зависимости от мощности приводных электродвигателей. Необходимость измерения шумовых характеристик, кроме того, связана с влиянием вредного воздействия шума на организм человека. Применение комплексной диагностики позволяет своевременно выявлять дефекты узлов и деталей оборудования, обеспечивать своевременный заказ запасных частей, прогнозировать техническое состояние, предотвращать внезапные отказы, планировать техническое обслуживание и ремонт по фактическому состоянию. Список использованных источников 1. Писарев В.И., Ваганов А.А., Денисенко А.Ф., Тютерев И.О. Техническое обслуживание и ремонт металлообрабатывающих станков с ЧПУ на основе безразборной диагностики технического состояния // Известия Самарского научного центра Российской академии наук. – 2014. – Т.16. – № 1(2). – С. 508-514. 2. Бейлин А.Б., Якимов М.В. Совершенствование межремонтного обслуживания металлорежущих станков на основе мониторинга технического состояния / Материалы Всероссийской научно-технической интернет-конференции с международным участием «Высокие технологии в машиностроении». СамГТУ, Самара, 2015. Стр. 36-38. 56 УДК 62-187.4 МЕТАЛЛОРЕЖУЩИЕ СТАНКИ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ Виноградов М.В., д.т.н., профессор; Игнатьев А.А., д.т.н., профессор; Клепова И.В., аспирант Саратовский государственный технический университет имени Гагарина Ю.А. На основе анализа различных прецизионных станков рассмотрены преимущества использования аэростатических направляющих, лазерного интерферометрического датчика обратной связи и фрикционных механических передач в оборудовании для прогрессивных технологий, в частности для реализации режима стружкодробления в прецизионных токарных станках. С прогрессом техники все острее возникает необходимость высокоточной обработки. Появляется задача развития производства не только в сторону большей автоматизации и выполнения все более сложных операций, но и в сторону улучшения качества работ. Причем эта задача не имеет окончательного решения – всегда можно сделать еще точнее, еще надежнее. Сегодня перед промышленностью поставлен новый рубеж – освоение нанометровой точности обработки деталей. На сегодняшний день изготовлением металлорежущих станков во всем мире занимается более 2,5 тысяч фирм, из них более 300 в России. Станки сверхвысокой точности – так называемые прецизионные станки – производят 200 фирм [1] по всему миру и менее 10 в России, среди которых Специальное конструкторское бюро «Модуль» (г. Самара), Рязанский станкостроительный завод, Самарский станкозавод. В таблице приведены показатели точности некоторых металлорежущих станков различных производителей. Были взяты наиболее совершенные модели фирмпроизводителей. Из множества точностных показателей, предложенных производителем, были выбраны наиболее характерные. Основные показатели токарных станков Макс. диаметр Частота вращения Модель (производитель) заготовки, мм шпинделя, мин-1 NANO TURN (Mazak) 90 15000 Исполнительная точность, мм 0,0002 140R-CNC (Schaublin) 150 6000 0,001 16Б16AV (Станкозавод) 180 2000 0,002 UP-1 (Mazak) 179 3000 0,002 ТПАРМ (ОАО "Тантал") 100 3150 0,0025 М200ВФ3 (СКБ "Модуль") 320 6000 0,004 16Б16П ("Станкозавод") 180 2000 0,005 DL СNС 500 (Knuth) 300 2200 0,008 М200ПФ3 (СКБ "Модуль") 320 6000 0,010 LZ 360 S (GDW) 195 3000 0,012 Учитывая, что оборудование для прогрессивных технологий представляет собой сложную машину с разнообразными взаимодействиями его элементов, только проведение специальных испытаний позволяет указать наиболее эффективный путь повышения его 57 качества. Исследование динамики приводов оборудования для прогрессивных технологий представляется неотъемлемым этапом проектирования, поскольку к ним предъявляются жесткие требования по обеспечению высокого качества формообразующих перемещений. Нестабильность заданного закона движения может быть обусловлена такими факторами, как кинематическая погрешность, зазор или самоторможение в передаче, пульсации управляющего момента, колебания нагрузки, высокая виброактивность привода. Наиболее традиционным направлением проектирования оборудования для прогрессивных технологий является совершенствование его конструкции путем применения новых технических решений и элементной базы. Наличие глубокой отрицательной обратной связи по положению значительно повышает точность позиционирования рабочих органов, однако, как показали исследования, особенности механических передач иногда сводят на нет возможности таких высокоточных датчиков обратной связи, как лазерный интерферометр. В результате анализа динамики приводов оборудования для прогрессивных технологий с несколькими нелинейностями в механической цепи привода (сухое трение, люфт, самоторможение, нестабильность передаточной функции) должны быть определены мероприятия по ликвидации автоколебаний: изменение параметров системы с целью ее вывода из автоколебательного режима; применение механических средств (устройства выборки зазора, смазка); синтез цифровых компенсирующих алгоритмов. Результаты исследований показали, что для выполнения высокоточной обработки на оборудовании для прогрессивных технологий целесообразным является применение в приводах подачи фрикционных передач, которые позволяют в определенных условиях получить технические характеристики, недостижимые при использовании других типов передач. Опыт эксплуатации приводов подачи прецизионных токарных модулей типа ТПАРМ с многоступенчатой фрикционной передачей (МФП), разработанных в ПО «Тантал», показал, что при их рациональной компоновке обеспечивается значительное упрощение кинематических цепей, высокий КПД, низкий уровень виброакустических колебаний, возможность реализации режима стружкодробления путем наложения возвратнопоступательных перемещений на формообразующие движения суппорта [2]. Развитие приводов оборудования для прогрессивных технологий на основе металлорежущих станков с ЧПУ делает актуальным проблему своевременного удаления сливной стружки из зоны обработки. Это снижает негативное влияние нароста на режущей кромке инструмента на шероховатость обработанной поверхности и долговечность режущего инструмента и улучшает отвод и дальнейшее транспортирование стружки из зоны резания. Конечная цель автоматизированного управления процессом стружкообразования при различных условиях резания - обеспечить надежное дробление сливной стружки на фрагменты в достаточно широком диапазоне скоростей резания и подач. Применение ЧПУ позволяет использовать для управления процессом стружкообразования различные виды прерывистой (дискретной) подачи, что дает возможность получать желаемую по форме и размерам стружку независимо от режимов резания и геометрии режущего инструмента путем периодического отвода инструмента от поверхности резания. Беззазорность многоступенчатых фрикционных передач (МФП) позволяет оперативно реализовать управляющие воздействия, а также обеспечить возвратно-поступательные движения исполнительного органа для обеспечения стружкодробления, что особенно важно для прецизионной обработки в автоматическом режиме. С помощью приводов оборудования для прогрессивных технологий на основе МФП стружку возможно дробить как при продольном резании, так и при торцевом точении. Таким образом, в режиме стружкодробления можно обрабатывать детали сложной конфигурации различного диаметра. Частота стружкодробления связана с числом оборотов шпинделя, т.е. при изменении числа оборотов шпинделя длина элемента стружки практически остается неизменной. Наиболее простым случаем реализации закона движения формообразующего звена является трапецеидальный. Правомерность такого подхода определяется тем, что с учетом 58 инерционных свойств привода подачи его можно рассматривать как фильтр низких частот. Результирующее движение можно представить в виде двух составлявших: переменной и постоянной, причем последняя является характеристикой равномерного движения с постоянной скоростью. Переменную составляющую можно представить в виде периодической функции. При использовании импульсного датчика, формирующего 180 импульсов за 1 оборот шпинделя, один из вариантов настройки привода подачи станка в режиме стружкодробления предусматривает движение вперед за 256 импульсов, а назад – 192 импульса, что соответствует периоду 2,49 оборота шпинделя. При этом система управления обеспечивает положительную полярность сигнала (движение вперед) в течение 1,4 оборота шпинделя и отрицательную полярность – в течение 1,1 оборота [3]. Даже если полярность управляющего сигнала менять по релейному закону, закон изменения скорости движения формообразующего звена вследствие инерционных свойств привода можно представить в виде трапеции со сглаженными углами (рисунок). Характер изменения задаваемого системой управления тока в цепи двигателя подачи (сплошная линия) и скорости его вращения (пунктирная линия) Результаты экспериментально-аналитических исследований и накопленный опыт эксплуатации прецизионных токарных модулей ТПАРМ-100 с мехатронной системой привода подачи на основе МФП позволяют сделать вывод, что в режиме стружкодробления привод подачи обеспечивает надежное дробление стружки при реверсивных формообразующих движениях суппорта с частотой до 20 Гц. Опыт эксплуатации прецизионных токарных модулей типа ТПАРМ показал их высокую разрешающую способность в режиме позиционирования (до десятых долей мкм), реализацию контурной обработки, нарезание резьбы без кинематических связей суппортов в режиме стружкодробления за счет возвратно-поступательных движений суппорта. Развитие мехатронной системы в направлении оптимизации закона управления возвратнопоступательными движениями режима стружкодробления позволит расширить диапазон его использования в оборудовании для прогрессивных технологий. Список использованных источников 1. Павлов А.А. Точностные показатели отечественного и зарубежного парка прецизионных металлорежущих станков / А.А. Павлов.- Вестник СГТУ, 2006. № 3 (14). С. 92-96. 2. Точность и надежность автоматизированных прецизионных металлорежущих станков. Ч. 3 / А.А. Игнатьев, М.В. Виноградов, В.А. Добряков и др. Саратов: СГТУ, 1999. 124 с. 3. Виноградов М.В. Повышение точности формообразующих перемещений при прецизионной обработке на автоматизированных металлорежущих станках / М.В. Виноградов // Исследования станков и инструментов для обработки сложных и точных поверхностей: межвуз. науч. сб. Саратов: СГТУ, 2002. С. 29-34. 59 УДК 621.8.024.4 МОДЕРНИЗАЦИЯ ПРИВОДОВ ГЛАВНОГО ДВИЖЕНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ Денисенко А.Ф., д.т.н., профессор Самарский государственный технический университет Представлены направления модернизации структуры привода главного движения станка, обеспечивающие упрощение механической части привода без снижения эксплуатационных характеристик. Обоснована степень упрощения и определены условия отказа от использования коробок скоростей. Необходимость использования на предприятиях станочного оборудования со значительным скором службы диктуется невозможностью его обновления в связи с падением производства на отечественных станкостроительных заводах, связанным с тяжелыми условиями экономического кризиса, и резким сокращением импорта в условиях санкций. Вместе с тем, ремонт и восстановление станочного оборудования часто выполняются на предприятиях, не обладающих законченным технологическим циклом для воспроизведения деталей приводов (валы, зубчатые колеса, муфты, механизмы переключения и т.д.) и обеспечения последующей технологии сборки. В связи с этим реальным путем восстановления работоспособности станков является модернизация приводов главного движения, выполняемая при капитальном ремонте, которая, используя современные достижения развития электротехнической промышленности, позволяет существенно упростить механическую часть приводов без снижения эксплуатационных характеристик. Как правило, станки, поступающие в капитальный ремонт, имеют привода с асинхронными нерегулируемыми двигателями и многоступенчатыми коробками скоростей. Большое число статистических данных по обследованию фактической загрузки станков токарных станков общего назначения показывает, что в нижней четверти диапазона регулирования, на частотах которого осуществляются операции сверления, зенкерования и развертывания центрального отверстия, нарезания резьбы резцами, метчиками и плашками, чистовой обработки резцами, полная мощность часто не используется. Поэтому для станков общего назначения целесообразно применять привод с комбинированным регулированием, когда до условной расчетной частоты nшп обеспечивается регулирование с постоянным моментом в диапазоне RM , а выше регулирование с постоянной мощностью в диапазоне R N . Поэтому наиболее перспективным путем модернизации приводов главного движения является использование регулируемых приводных двигателей, в частности, асинхронных двигателей с частотным регулированием (АДЧР), которые имеют двухзонное бесступенчатое регулирование, качественно обеспечивающее требуемую характеристику привода. Если R ДN RN , где R ДN nmax / nH , RN nш max / nшп - диапазоны регулирования при постоянной мощности двигателя и шпинделя соответственно; nmax , nH - максимальная и номинальная частота вращения двигателя, то можно использовать привод главного движения с постоянным передаточным отношением кинематической цепи. В этом случае силовая характеристика, получаемая на шпинделе, повторяет с точностью до потерь и в масштабе передаточного отношения характеристику двигателя. Однако, существующие двигатели, как правило, обладают недостаточно широким диапазоном регулирования ( R ДN RN ), поэтому в привод шпинделя приходится включать 60 коробки скоростей упрощенной конструкции, позволяющие ступенчато изменять передаточное отношение привода. В этом случае силовая характеристика привода (рис.1) будет отличаться от характеристики двигателя наличием нескольких ветвей (по числу ступеней привода). Причем каждая ветвь будет состоять из двух участков - участка постоянной мощности и участка постоянного момента. Рис. 2. Силовая характеристика привода главного движения с АДЧР и 3-х ступенчатой коробкой скоростей с разрывами в средней части диапазона регулирования Рис. 1. Силовая характеристика привода главного движения с АДЧР и 3-х ступенчатой коробкой скоростей с перекрытием диапазонов Число ступеней упрощенной коробки скоростей определяется выражением z lg RN / lg R ДN с округлением полученного значения до целого в большую сторону. В этом случае имеет место перекрытие диапазонов (рис. 1). Дальнейшее желание сократить механическую часть привода за счет уменьшения z может быть выполнено двумя путями. Первый путь реализуется округлением значения z после его вычисления в меньшую сторону, в результате чего на силовой характеристике привода получим незначительные разрывы (рис. 2) вследствие переключения коробки на следующую ступень при частоте вращения двигателя меньше номинальной. При этом двигатель работает в зоне постоянного момента (снижающейся мощности). Второй путь упрощения механической части привода связан с использованием двигателя повышенной мощности. При этом имеет место некоторое расширение диапазона двигателя с R ДN до R ДN (рис. 3). Однако полного исключения из привода коробки скоростей таким способом добиться не удается, так как для этого необходимо выполнение условия RДN RN , что будет иметь / N дв RN / R ДN , а возможное реальное увеличение мощности выбираемого место при N дв двигателя по условиям ограничений массо- и энергоемкости не превышает 30…40% мощности, требуемой для выполнения технологических режимов. Увеличение мощности выбираемого двигателя оказывается полезным при использовании силовой характеристики с разрывами и недопустимости уменьшения мощности ниже расчетного значения по технологическим требованиям (рис. 4). Еще одним вариантом использования двигателя повышенной мощности с целью упрощения привода является структура привода с недогрузом в нижней части диапазона регулирования (рис. 5). В настоящее время это возможно в связи с тем, что использование современных твердых и сверхтвердых сплавов более эффективно по производительности при скоростях более 80 м/мин с несколько пониженной глубиной резания, чем с большей глубиной, но на 61 малых скоростях. К уменьшению глубины резания подталкивает также то обстоятельство, что имеют место ограничения на глубину резания при точении, связанные с малой протяженностью режущих кромок сменных твердосплавных пластин и низким уровнем виброустойчивости технологической системы [1]. Рис. 3. Расширение диапазона R ДN Рис.4. Силовая характеристика привода главного движения с АДЧР при использовании двигателя увеличенной мощности и с разрывами в средней части диапазона регулирования при использовании двигателя увеличенной мощности Рис. 5. К определению условий структуры привода без коробки скоростей Возможность полностью отказаться от коробки скоростей может быть определена из условия (рис. 5), чтобы максимальное падение мощности на шпинделе N в нижней части диапазона регулирования не превышало определенной величины (например, 20%, то есть 0,2 ). При этом привод должен иметь постоянное передаточное отношение i nш max / nmax . Точка, соответствующая на шпинделе началу диапазона с постоянной мощностью, будет определяться частотой вращения i nн (рис. 5). Из построений графика на рис. 5 следует, что k 1 in н / nшр . Список использованных источников 1. Марголит Р.Б. Оптимизация скоростных и силовых характеристик привода главного движения токарных станков / Р.Б.Марголит, О.А.Терехова, Д.В.Колобаев, Ю.С.Маркин // СТИН.- 2006.- №2.- С.5-11. 62 УДК 621.757 ОБОСНОВАНИЕ ПРЕДЕЛЬНОЙ СКОРОСТИ УДАРА БОЙКА О НАКОВАЛЬНЮ В УДАРНЫХ ГАЙКОВЁРТАХ ПРИ ВОЗНИКНОВЕНИИ УПРУГИХ ДЕФОРМАЦИЙ НА ВЗАИМОДЕЙСТВУЮЩИХ ПОВЕРХНОСТЯХ КУЛАЧКОВ Житников Ю.З., д.т.н., профессор; Житникова И.В., к.т.н.; Матросов А.Е., к.т.н., доцент Ковровская государственная технологическая академия им. В.А. Дегрярёва Представлено обоснование предельной скорости соударения кулачков бойка и наковальни при возникновении упругих деформаций на взаимодействующих поверхностях. В одношпиндеольных гайковёртах ударного действия [4] крутящий момент на резьбовую деталь передаётся ударом бойка о наковальню. При этом на этапе опробования гайковёрта при ударах кулачков бойка о кулачки наковальни на взаимодействующих поверхностях могут возникать упругопластические деформации. Остаточные деформации упрочняют взаимодействующие поверхности. В процессе эксплуатации гайковёртов остаточных деформаций на взаимодействующих поверхностях быть не должно. Обоснуем предельную угловую скорость вращения бойка в процессе эксплуатации гайковёрта, при которой на взаимодействующих поверхностях кулачков будут возникать только упругие деформации. Воспользуемся теоремой об изменении главного вектора момента количества движения механической системы в проекции на ось вращения [5]: (1) J б б1 б1 М ejz t , где J б - предельный момент инерции элементов механизма от оси вращения электродвигателя оси вращения бойка; - конечная и начальная угловая скорость вращения бойка в момент взаимодействия его кулачков с кулачками наковальни; М ejz - сумма моментов внешних сил действующих на боёк; t - время взаимодействия кулачков бойка и наковальни при ударе. Для случая удара, когда учитывается только сила или моменты удара, а в конце удара боёк полностью остановится и будет равна нулю, выражение (1) примет вид: (2) J б б0 М уд t , где М уд – момент, передаваемый кулачком наковальне от удара кулачков бойка. В выражении (2) неизвестны и t . Выразим эти параметры через прочностные и геометрические параметры кулачков. Воспользуемся утверждением [1], что работа от удара A уд равна работе при медленном сжатии взаимодействующих поверхностей кулачков А уп при одинаковой упругой деформации: (3) A уд А уп . Работа от момента удара равна: (4) А уп М уд уд , уд где - угол поворота бойка при ударе о наковальню. Считаем, что при ударе упругая деформация поверхностей кулачков происходит равнозамедленно, следовательно: 63 уд б б 0 A уд М уд t б t . 2 2 Окончательно, работу при ударе кулачков бойка можно записать: 1 0 (5) б 0 (6) t . 2 Найдём работу при упругом сжатии взаимодействующих поверхностей кулачков бойка и наковальни: A уп Fсж r уп , (7) где Fсж Fсм - так как в процессе сжатия происходит смятие взаимодействующих поверхностей кулачков; r – средний радиус взаимодействия кулачков бойка и наковальни; уп - угол поворота бойка при упругом сжатии кулачков. Предельную силу смятия найдём исходя из допустимых напряжений: (8) Fсм см S см , где см - предельное напряжение материалов кулачков на смятие; S см - площадь взаимодействия кулачков при упругом смятии: (9) S см 2a l , где a – полуоси пятна контакта взаимодействующих цилиндрических поверхностей; l длина взаимодействия кулачков. Полуоси пятна контакта цилиндрических поверхностей кулачков согласно [2] находятся из выражения: Fсм R1 R2 a 1,109 3 , (10) Eпр R1 R2 где R1 R2 - соответственно радиусы кулачков бойка и наковальни; Eпр - приведённый модуль упругости материалов кулачков бойка и наковальни. Подставив в выражение (10) выражения (8) и (9), а возведя полученное выражение в третью степень и разделив на , получим: F R R a 3 1,1093 см 1 2 . (11) Eпр R1 R2 Геометрия взаимодействия кулачков Угол поворота бойка при медленном сжатии цилиндрических поверхностей равен: уп у , R1 где у - величина упругой деформации взаимодействующих поверхностей кулачков. 64 (12) Найдём у из геометрических соображений (рисунок): R12 2 R1 y , 2 откуда: y R R2 a2 . (13) Подставив в выражение (3) выражения (6) и (7) с учётом (8, 9, 11, 12, 13), получим: М уд б 0 2 t см 2l 3 1,109 3 см 2l R1 R2 R R 2 a 2 . Eпр R1 R2 R1 (14) Выделим из выражения (14) правую часть уравнения (2) и подставим в него. После преобразования окончательно предельная угловая скорость вращения бойка запишется: б 2 0 см l Jб 8,18 см 2l R1 R2 R R 2 a 2 Eпр R1 R2 R1 . (15) Полученная предельная угловая скорость вращения бойка, при которой при ударе кулачков бойка о кулачки наковальни на взаимодействующих поверхностей кулачков будут возникать только упругие деформации. Величину упругой деформации можно найти, воспользовавшись выражением согласно [2, 3]: y 1,231 3 P 2 R1 R2 , Е пр R1 R2 (16) Учитывая, что на взаимодействующих поверхностях возникают напряжения смятия, т.е. P Fсм , подставим в выражение (16) выражения (8), (9), (11) и после преобразования получим: 2,73 см l y . (17) Е пр Подставим в выражение (15) вместо величины упругой деформации, полученной геометрическим путём, аналитическое выражение (17). Окончательно получим предельную угловую скорость поворота кулачков бойка, при которой при ударе взаимодействующих поверхностей кулачков на их поверхностях будет возникать только упругие деформации: б 2 см l 0 2.73 J б Eпр 8,18 см l R1 R2 . Eпр R1 R2 (18) Экспериментальная проверка подтвердила теоретические доказательства, а расхождение теоретических и экспериментальных значений скоростей не превышает 18%. Список использованных источников 1. Житников, Ю.З. Динамика движения элементов механизмов при упругом и упругопластическом ударах о неподвижные и подвижные тела: монография /Б.Ю. Житников, Ю.З. Житников. – Ковров: ФГБОУ ВПО «КГТА им. В.А. Дегтярёва», 2014. – 80 с. 2. Демидов, С.Н. Теория упругости: учебник для вузов [текст] / С.Н. Демидов. – М. : Высшая школа., 1979. – 432 с. 3. Дрозд М.С. Инженерные расчёты упругопластической контактной деформации /М.С. Дрозд, М.М. Матлин, Ю.И. Сидякин. – М.: Машиностроение , 1986. – 224 с. 4. Феодосьев, В.И. Сопротивление материалов /В.И. Феодосьев. – М.: Наука. 1970. – 544 с. 5. Бутенин, Н.В. Курс теоретической механики [текст] / Н.В. Бутенин, Я.Л.Лунц, Д.Р. Меркин. В 2т. – М. : Наука, 1971. -464 с. 65 УДК 621.262 - 82 МОДЕЛИРОВАНИЕ И ПОВЫШЕНИЕ КАЧЕСТВА ОБРАБОТКИ НА СТАНКАХ С ЧПУ Зубенко В.Л. к.т.н., доцент Самарский государственный технический университет Рассмотрены вопросы моделирования системы приводов и протекающих процессов станков с ЧПУ. Приведены результаты анализа динамических параметров станка модели 1716ПФ4 на этапе проектирования и эксплуатации. Расчет и проектирование технологических систем, работающих по безлюдной технологии, требуют как теоретических инновационных разработок моделирования объекта, так и проведения экспериментальных исследований с использованием, в частности, виртуальных лабораторий. Математическая модель (ММ) физической системы, характеризуемая во времени, имеет вид: x (t t ) L( x (t ), t , t ) , где L - оператор системы, x - вектор перехода из состояния t в состояние t t . Этапы моделирования системы (рис.1) после постановки задачи и составления ММ требуют алгоритмизации, программирования и расчета на ЭВМ с последующей проверкой достоверности полученного решения и, в случае необходимости, ее уточнения или разработки новой модели. I II III IV Рис. 1. Граф этапов процесса моделирования системы: I – постановка задачи, II – составление ММ, III – решение на ЭВМ, IV – проверка адекватности ММ Результатом процесса моделирования является составление технической документации на изделие с применением CAD – технологий, расчета и прогнозирования параметров системы (CAE - технологии), конструктивно-компоновочных решений с учетом разнообразных критериев (точности, производительности и др.) при выполнении требований к качеству обработки (САМ - системы), надежности и долговечности изделия. В зависимости от условий решения задачи и исходных данных используют детерминированные модели, описывающие систему в виде математических формул, уравнений, систем уравнений, или статистические модели – для задач, связанных с обработкой большого количества данных и решения вероятностных задач. Третья группа (ММ) — объектно-ориентированные модели, применяемые для компьютерного моделирования задач (компьютерная графика, моделирование технических систем и др.). Рассмотрим систему неоднородных уравнений вида: xi (aij / aii ) x j (hii / aii ) f i , i 1, 2, ... , n; i j; (1) Данную систему (1) можно представить в виде графа [1,2], в котором каждый недиагональный элемент aij характеризует передачу воздействия от координаты x j на 66 координату x i , а диагональные элементы aii отображают собственные свойства объекта по каждой отдельно взятой координате x i . Параметры динамических систем, их связи могут быть представлены системой дифференциальных уравнений, передаточной функцией, временными, частотными характеристиками и др. Для решения конкретных задач оказывается наиболее рациональной та или иная форма задания ММ системы. Структура механической части привода станка, может быть представлена в виде модели (рис. 2), характеризуемой системой дифференциальных уравнений для расчетной схемы имеет вид: М Д b12 (1 2 ) C (1 2 )M f 1 I11 , C12 (1 2 ) b12 ( 2 1 ) C23 ( 2 3 ) M f 2 I 2 2 , (2) C23 ( 2 3 ) b23 (3 2 ) M f 3 M c I 33 , Рис. 2. Структурная блок-схема механической части привода: I i - приведенные моменты инерции, M i - движущие и нагрузочные моменты, i - углы поворота вала двигателя и упругие звенья (или i - угловые скорости) , 1 / Cij - приведенные податливости (или Cij - жесткости) и bij - приведенное демпфирование Представление системы в виде (1 - 2) позволяет исследовать динамику привода станка на ЭВМ, используя компьютерное моделирование, то есть математическое моделирование с использованием средств вычислительной техники (рис. 3) [1]. При компьютерном моделировании практически любой процесс может быть смоделирован, но обычно моделирование производится для решения конкретного вопроса (достижения цели). Технология компьютерного моделирования предполагает выполнение следующих действий: 1) определение цели моделирования; 2) разработка концептуальной модели; 3) формализация модели; 4) программная реализация модели; 5) планирование модельного эксперимента; 6) реализация плана эксперимента; 7) анализ и интерпретация результатов моделирования. 67 Рис. 3. Фазы компьютерного моделирования Экспериментальное исследование станка с ЧПУ модели 1716ПФ4 на холостом ходу и при резании (рис. 4) на основании гармонического анализа геометрии обрабатываемых заготовок позволили выявить основные источники колебаний системы (инструмент-деталь), собственные частоты деталей и узлов станка, и с учетом результатов компьютерного моделирования разработать практические рекомендации, направленные на повышение точности обработки [1]. Результаты исследований внедрены в производство. Рис. 4. Влияние уровня относительных колебаний системы «инструмент- деталь» станка с ЧПУ модели 1716ПФ4 на точность обработки Список использованных источников 1. Зубенко В.Л. Емельянов Н.В. Приводы станков с ЧПУ. Монография. – Самара: Самар. гос. техн. ун-т, 2012. – 325 с. 2. Харари Ф. Теория графов. - М.: Мир, 1973. - 300 с. 68 УДК 681.5 ОПРЕДЕЛЕНИЕ КАТАСТРОФИЧЕСКОГО ИЗНОСА ИНСТРУМЕНТА ПРИ ТОКАРНОЙ ОБРАБОТКЕ Игнатьев С.А., д.т.н., профессор; Казинский Н.А., аспирант; Игнатьев А.А., д.т.н., профессор Саратовский государственный технический университет имени Гагарина Ю.А. Рассматриваются вопросы автоматизированного определения износа режущего инструмента, который может привести к поломке резца и, соответственно, к повреждению детали, а в ряде случаев и отказу станка, что определяет целесообразность мониторинга инструмента и разработку соответствующих методов и средств контроля и критериев его замены Точность токарной обработки деталей на автоматизированных станках в значительной степени определяет качество изделий, в состав которых входят эти детали. Это справедливо как для случая, когда токарная обработка является финишной, так и для случая, когда точение предшествует операции шлифования или суперфиниширования при обработке колец подшипников [1, 2]. Точность обработки непосредственно определяется технологической (параметрической) надежностью станков, причем известен ряд основных направлений ее повышения: новые технические решения формообразующих узлов, совершенствование методов и средств мониторинга, автоматизированное управление точностью обработки. Важнейшим фактором, определяющим снижение точности обработки на автоматизированных станках, является износ режущего инструмента (РИ). Износ РИ может также привести к его поломке и, соответственно, к повреждению детали, а в ряде случаев и отказу станка. Указанное определяет целесообразность мониторинга РИ и разработку соответствующих методов и средств контроля и критериев его замены. В зависимости от вида технологической операции можно выделить два критерия затупления инструмента: – достижение предельного износа резца, при котором начинается стадия катастрофического износа или повышается вероятность разрушения резца; – достижение такого износа резца, при котором значения параметров качества обработанной поверхности превышают допустимые значения, то есть существенно снижается точность обработки, например, такие параметры как шероховатость и волнистость. Первый критерий – критерий оптимального износа – определяет период рациональной эксплуатации РИ и применяется при предварительной обработке. Второй критерий – технологический – определяет период эксплуатации РИ, при котором обеспечивается заданная точность обработки и применяется при финишном точении. Значения допустимого износа в этом случае ниже, чем для первого критерия. Величина допускаемого износа как для первого, так и для второго критерия не являются постоянными даже для одной партии РИ, причем разброс составляет 15…35 [3]. Регламентная замена РИ при обработке по средней стойкости приводит к неполному использованию реального ресурса инструмента и повышению затрат на инструмент. Следует отметить, что износ РИ существенно зависит от режима резания. Рекомендации по нормативным режимам резания приводятся в специальной литературе, однако они носят ориентировочный характер, так как не могут учесть, во-первых, изменения материалов обрабатываемой детали или РИ, во-вторых, реального технического состояния станка, которое связано с его динамическим состоянием, существенно влияющим на износ РИ. Отсюда следует, что если осуществлять замену РИ при значениях износа по 69 нормативным данным, то это приводит к тому, что в одном случае не полностью используется ресурс резца, а в другом случае инструмент может оказаться в стадии катастрофического износа во время выполнения точения. Для оценки износа РИ при применении первого критерия целесообразным является непосредственное измерение либо износа резца, либо размера детали и шероховатости поверхности соответствующими датчиками. Для оценки износа РИ при применении второго критерия целесообразным является применение косвенного метода оценки, например по температуре резания, по деформациям резца, по характеристикам виброакустических (ВА) колебаний резцового блока или акустической эмиссии. В этом случае необходим обучающий эксперимент, в ходе которого выявляется численное значение той или иной из упомянутых физических величин при косвенных изменениях износа РИ. В реальных производственных условиях ранее в СГТУ был апробирован метод определения начальной фазы катастрофического износа РИ на автоматизированных токарных станках различных моделей по запасу устойчивости динамической системы (ДС) станка. Запас устойчивости определялся на основе регистрации ВА колебаний резцового блока при врезании РИ в заготовку и аналитической аппроксимации переходной функции ДС. Однако в силу того, что переходный процесс длится около 1 с, требовалось повторение процесса врезания и усреднение данных, что не всегда удобно. В связи с этим научный и практический интерес представляет определение начальной фазы катастрофического износа РИ по запасу устойчивости ДС при стационарном резании, то есть после завершения переходного процесса. В этом случае запас устойчивости вычисляется по передаточной функции, полученной путем специальной обработки записей ВА колебаний резцового блока [2]. В ходе обучающего эксперимента измеряются ВА колебания в диапазоне до 4 кГц при последовательной обработке определенной выборки деталей, вычисляются соответствующие запасы устойчивости ДС и одновременно контролируются параметры точности обработанной поверхности колец подшипников (шероховатость, волнистость), на которые существенно влияет износ РИ. При приближении значений параметров точности к границе поля допуска по мере износа уровень ВА колебаний повышается, а запас устойчивости снижается. Оценка запаса устойчивости осуществляется на основе автоматизированного вычисления показателя колебательности ДС станка с помощью компьютера. Устанавливается критическое значение показателя колебательности, соответствующее начальной фазе катастрофического износа РИ, что определяет необходимость его замены. Аналогичные измерения, проведенные на шлифовальных станках, показали свою эффективность для определения момента правки абразивного инструмента. Таким образом, предлагаемый метод определения начала катастрофического износа РИ при токарной обработке в рамках системы мониторинга технологического процесса позволяет оперативно принять решение о замене инструмента и снизить вероятность отказа автоматизированного станка. Список использованных источников 1. Старков В.К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве. М.: Машиностроение, 1989. 296 с. 2. Игнатьев А.А., Коновалов В.В., Игнатьев С.А. Идентификация в динамике станков с использованием стохастических методов. Саратов: СГТУ, 2014. 92 с. 3. Мартинов Г.М., Григорьев А.С. Диагностирование режущих инструментов и прогнозирование остаточной стойкости на станках с ЧПУ в процессе обработки // СТИН. 2012. № 2. С. 23-28. 70 УДК 621.9.025 СБОРНОЕ ПЕРОВОЕ СВЕРЛО НОВОЙ КОНСТРУКЦИИ Киселев В.А., магистрант; Бурочкин Ю.П., к.т.н., доцент Самарский государственный технический университет Представлена новая конструкция сборного перового сверла с механическим креплением сменных многогранных пластин с возможностью установки как новых, так и переточенных. Данная конструкция обеспечивает надежное закрепление сменных многогранных пластин в корпусе инструмента. Перовые сверла являются одним из распространенных типов осевых инструментов для обработки отверстий в деталях из чугуна, труднообрабатываемых сталей, кремнеалюминиевых сплавов и пластмассовых материалов. Основным недостатком сборных быстрорежущих перовых сверл является низкая производительность, малое число переточек, одно направление резания, что снижает их функциональные возможности. В связи, с чем применение данных сборных перовых сверл малоэффективно при их эксплуатации и, особенно в крупносерийном производстве деталей. Известно сборное перовое сверло [1], конструкция которого недостаточно обеспечивает точность базирования режущей сменной многогранной пластины при установки её в пазу упорной базирующей планки инструмента. Данная конструкция недостаточно обеспечивает точность базирования режущей сменной многогранной пластины при установке её в пазу упорной базирующей планки. Недостатком является также ненадёжное закрепление сменной многогранной пластины (СМП), расположенной в инструменте между жёсткими стенками корпуса сверла, посредством крепёжного винта. В этом случае большая часть усилия закрепления неэффективно расходуется на преодоление упругих сил стенок корпуса. Другим недостатком конструкции является отсутствие возможности установки СМП с центральным отверстием большего размера 7,93 мм вместо пластины с диаметром отверстия 6,35 мм. Для устранения вышеуказанных недостатков разработана новая конструкция сборного перового сверла с механическим креплением, как новых, так и восстановленных из изношенных стандартных СМП (рисунок). Сверло содержит корпус 1 с продольной прорезью, на внутренней стороне прижимной стенки 3 корпуса выполнены поперечные отверстия 2, образующие упругие участки 4, сменную базирующую планку 11, в которой параллельно её упорным поверхностям 5,6,7,8 выполнены узкие прорези 9, образующие также упругие базовые элементы 10, позволяющие более точно фиксировать положение СМП 18, крепёжные винты 12 и 10. Сборка сверла осуществляется следующим образом. В продольный сквозной паз корпуса 1 устанавливают сменную базовую планку 11, которую поверхностями 14 и 15 базируют по плоскости 16 дна паза и закрепляют винтом 12 в результате деформации упругой стенки 3. В отверстии СМП размещают (при необходимости) сменное разрезное компенсирующее кольцо 17, служащее при установке СМП с разными размерами центрального отверстия. Затем сменную многогранную пластину 18 вводят в продольную прорезь корпуса и в угловой паз сменной базовой планки 11. При этом задние поверхности лезвий вершины 19 СМП, взаимодействуя с упорными поверхностями 5 и 6 упругих элементов 10 сменной планки 11, точно базируют режущую пластину в корпусе сверла. Надёжное закрепление режущей пластины осуществляется упругой стенкой 3 корпуса посредством винта 13. 71 Сборное перовое сверло: а – общий вид; б – базирующая планка. После износа праворежущих лезвий вершины 19 режущей пластины 18 производят поворот, при этом сверло становится праворежущим. После затупления праворежущих лезвий вершины 20 вывинчивают винты 12 и 13, освобождая тем самым пластину 18 и базирующую планку 11, поворачивают их в горизонтальной плоскости на 180º, и вновь закрепляют. При этом сверло становится леворежущим с лезвиями вершины 19. Для работы сверлом с другим узлом в плане, в инструмент устанавливают соответственно другую сменную базирующую планку 11 и режущую пластину. При работе перовым сверлом с повторно заточенными СМП применяют запасные сменные базирующие планки 11 с другой размерной длиной l , входящие в комплект инструмента. На сборном перовом сверле могу быть многократно использованы изношенные стандартные СМП ромбические (ГОСТ 19057-80), квадратные (ГОСТ 19651-80) и шестигранные (ГОСТ 19067-80), что позволяет повысить ресурс. Геометрические параметры сборного перового сверла выбирают по стандартам. Сборное сверло позволяет использовать сменные многогранные пластины, разных типоразмеров, что позволяет сократить номенклатуру сверл и трудозатраты на их изготовление. Таким образом, предлагаемая конструкция сверла обеспечивает повышение точности базирования СМП за счёт выполнения упругих элементов 7 на сменной базовой планке и снабжения инструмента сменными компенсирующими разрезными кольцами 5. Всё это позволяет повысить надёжность работы, стойкость и срок службы свёрл с механическим креплением режущих сменных многогранных пластин. Список использованных источников 1. Пат. № 96512 Российская Федерация, МПК В23В 51/00. Сборное перовое сверло / Бурочкин Ю.П., Сосевич З.Н., Самтеладзе Г.Н.,; заявитель и патентообладатель Самара. СамГУПС - № 2010108331/22; заявл. 05.03.2010; опубл. 10.08.2010, Бюл. № 22. -2 с. 72 УДК 539.376 ПОЛЗУЧЕСТЬ ТРУБ ПРИ СЛОЖНОМ НАГРУЖЕНИИ Кичаев Е.К., к.т.н.; Кичаев П.Е., к.ф-м.н Самарский государственный технический университет Представлены результаты испытаний трубчатых образцов на ползучесть при сложном нагружении растяжением и кручением материалов исходно изотропных и ортотропных, произведен анализ прогноза кинетики деформирования. При расчетах на прочность и долговечность элементов машин, работающих в условиях повышенных температур и напряжений необходим учет ползучести материалов. Технические теории ползучести полагают, что материал исходно изотропен, упрочнение или разупрочнение изотропно, интенсивность деформирования определяется критерием Мизеса, тензоры скоростей деформации Pij и напряжений ij соосны и их девиаторы подобны, интенсивность скоростей деформации ползучести P с точностью до множителя совпадает со i вторым инвариантом тензора скоростей деформации и является функцией интенсивности напряжений i , температуры и параметров, отражающих историю процесса деформирования, а материал несжимаем 3 P 3 dA Pkl i kl 2 ij , (1) 2 i 2 i где P - компонент тензора скоростей деформации; - компонент девиатора напряжений; kl kl dA Pkl kl – мощность рассеяния, смешанный инвариант тензоров скоростей деформации и напряжений. Экспериментальные данные по ползучести материалов при сложном напряженном состоянии и сложных путях нагружения отличаются от прогноза по (1) [1]. В тоже время, простота выражения (1), совместно с теорией неполной обратимости деформации ползучести, согласно которой тензор ползучести Pij состоит из трех независимых тензоров: Wij – вязкой, Vij – вязкопластической и U ij - вязкоупругой компонент, позволяет улучшать прогноз кинетики деформирования. Деформационная анизотропия связывается с мерой накопленной вязкопластической компоненты в направлении главных осей тензора напряжений. В качестве примера рассмотрена ползучесть тонкостенных трубчатых образцов из инструментальной стали 3ХВ4СФ и жаропрочного сплава ЭИ437Б. Температура испытаний соответствовала рабочим: для стали 3ХВ4СФ T 425 C - средняя температура в контейнерах прессования алюминиевых сплавов; для сплава ЭИ437Б T 800 C - условия работы дисков и лопаток газотурбинных двигателей. Для вычисления реологических коэффициентов исходными являлись кривые ползучести при испытании на одноосное растяжение. Образцы нагружались ступенчатыми осевой силой и крутящим моментом. Усредненные по трем образцам результаты испытаний представлены на рисунках 1 и 2 пунктирными линиями, прогноз деформаций при условии подобия девиаторов – штрихпунктирными линиями. Для сплава ЭИ 437Б, у которого начальный участок состоит на 90% из вязкоупругой компоненты деформации, совпадение с результатами испытаний удовлетворительное. Для стали 3ХВ4СФ, начальный участок которого в основном состоит из вязкопластической компоненты, расхождение значительное. Если рассматривать ее кинетику 73 в направлении главных осей тензора напряжений, на рисунках 1 и 2 – сплошные линии, прогноз совпадает с результатами испытаний. Рис.1 Кривые ползучести стали 3ХВ4СФ (напряжение задано в МПа) Рис.2 Кривые ползучести сплава ЭИ437Б (напряжение задано в МПа) Для материалов исходно ортотропных интенсивность процесса ползучести определяется эквивалентным напряжением з , введенным Р. Хиллом. Частным случаем з для изотропного материала является интенсивность напряжений i . Для каждой компоненты деформации ползучести параметры анизотропии могут принимать различные значения. Типичным представителем ортотропных тел являются трубы, у которых главные оси анизотропии совпадают с координатами цилиндрической системы. В работе рассматриваются бурильные трубы из сплава Д16Т при действии на них растягивающего усилия, крутящего момента. Сравнительный анализ значений параметров анизотропии от температуры и от компонент деформации ползучести позволяет сделать вывод, что их усредненные значения могут быть постоянными и, в первом приближении, равные тем, которые получены для пределов текучести по результатам механических испытаний [2]. Рассмотрено деформированное состояние бурильной трубы размером 147×11 после одного рейса в Кольской скважине при глубине бурения 10000 м [3]. Результаты сравнивались с предсказаниями в предположении исходной изотропности материала. Получены следующие значения относительного угла закручивания , осевой деформации PZ и радиального перемещение наружной поверхности трубы U b . Исходное U b , мм PZ , % состояние материала Изотропное 0,0025 0,03 1,1 10 2 Ортотропное 0,00475 0,04 1,067 10 2 Результаты вычислений указывают на необходимость учета анизотропности реологических свойств материала. Список использованных источников 1. Самарин Ю.П., Кичаев Е.К. Особенности ползучести металлов при растяжении с реверсируемым кручением // Прочность материалов и элементов конструкций при сложном напряженном состоянии. Киев: Наукова думка. 1977 - с. 238-244. 2. Катугина В.О. Исследование анизотропии механических свойств легкосплавных бурильных труб. XVI Международная научная конференция «Севергеоэкотех-2015». В 6 ч. Ч. 3. – Ухта: УГТУ, 2015. – 22-25 с. 3 Кичаев Е.К., Файн Г.М. Ползучесть бурильных труб из сплава Д16Т в условиях сверхглубокого бурения. Прочность материалов и элементов конструкций при сложном напряженном состоянии. Труды всесоюзного совещания, Киев «Наукова думка»., 1978. – с.232-237 74 УДК 621.9. ВЫСОКОЭФФЕКТИВНЫЕ СБОРНЫЕ КАНАВОЧНЫЕ РЕЗЦЫ Николенко С.В., студент; Бурочкин Ю.П., к.т.н. доцент Самарский государственный технический университет В статье представлены сборные канавочные резцы с механическим креплением сменных многогранных пластин, геометрия восстановленной трехгранной пластины и сборного регулируемого канавочного резца. В производстве с каждым годом увеличивается использование разнотипных канавочных резцов, поэтому рациональная их эксплуатация имеет большое значение. Точение канавок различных форм и размеров на универсальных и автоматизированных станках остается одной из наиболее сложных операций металлообработки. Неблагоприятные условия образования и схода стружки, недостаточная прочность и жесткость режущих пластин приводят к повышенному их износу и выкрашиванию. Известны канавочные резцы с механическим креплением трехгранной сменной пластины винтом через центральное отверстие, которое является концентратором напряжений, снижающие прочность сменных твердосплавных пластин. Недостатком резца является также малый угол заострения 60 , от которого зависит прочность режущего клина СМП. Другим недостатком данной конструкции резца является то, что она не позволяет закреплять в гнезде корпуса трехгранной СМП без отверстия, снижаются функциональные возможности инструмента. Для устранения указанных недостатков разработан сборный канавочный резец с механическим креплением вертикально расположенной СМП, конструкция которого представлена на рис. 1. Рис. 1. Сборный канавочный резец и восстановленная трехгранная СМП Резец содержит корпус 1, в боковом гнезде которого вертикально установлена трехгранная сменная пластина 2, прихват 3, винт крепления 4 и упругую шайбу 5. Резец оснащается трехгранными негативными, новыми или восстановленными из изношенных стандартных СМП. Пластину размещают в пазу корпуса, базируя по опорной и задним поверхностям и закрепляя прихватом через упругую шайбу посредством крепежного винта. Испытания нового сборного канавочного резца показали повышение стойкости в 2 раза по сравнению с резцами, оснащенными напайными твердосплавными пластинами по заводской технологии. Для повышения прочности вершины пластины выполнены лыски 6 и 7 под углами 1 и 2 к соответствующим её задним поверхностям. Величина угла 1 наклона лыски 6 75 зависит от главного переднего угла и находится в пределах 5…20˚. Величина угла 2 наклона лыски 7 зависит от главного заднего угла и находится в пределах 0…10˚. Предлагаемое выполнение лысок на пластине позволяет увеличить прочность вершины режущего лезвия пластины, т.к. оно будет работать на сжатие, изменять величину углов и . На практике известны конструкции двух вершинных канавочных резцов, в которых отсутствует регулировка положения режущих кромок СМП, что сокращает их функциональные возможности. Для осуществления регулировки расположения резцовых вставок разработан новый сборный канавочный резец, конструкция которого представлена на рис. 2. Рис. 2. Схема сборного канавочного резеца с регулируемыми вставками Резец содержит корпус 1, в передней части которого расположены резцовые вставки 2. На боковых сторонах вставок закреплены режущие СМП 4 посредством прихватов 5. Регулировка величины расстояния ∆ι между вершинами СМП вставок производится винтом 6, которые после настройки фиксируются прихватом 3 посредством винтов 7. Проточку высокоточных канавок на различных деталях из труднообрабатываемых материалов в массовом производстве необходимо осуществлять сборными резцами с СМП, оснащенных режущими элементами из поликристаллических сверхтвердых материалов (ПК СТМ), которые используются при высокой жесткости технологической системы и стабильном процессе резания. Канавочные резцы, оснащенные ПК СТМ, позволяют работать со скоростями более 1000 м/мин при прорезке канавок под клиновые ремни, поршневые кольца, уплотнения, стопорные кольца стандартных и специальных форм. Получаемая стружка, меньше ширины прорезаемой канавки, не заклинивается и легко удаляется из зоны резания, не ухудшая обработанной поверхности канавки. Следует отметить что тангенциальное расположение режущих СМП значительно улучшает жесткость пластины и надежность закрепления в корпусе резца. Выполнение на передней поверхности режущей СМП фаски с отрицательным углом согласуется с величиной поперечной подачи, которая предохраняет режущую кромку пластин от выкрашиваний, в особенности, при работе на обычных станках. Наличие малого радиуса на углах главной режущей кромки обеспечивает снижение износа СМП. Режущие СМП с вспомогательным углом в плане 1 0 работают с большими подачами, и претерпевают большее число восстановлений, что увеличивает их срок службы. При оптимизации прорезки канавок вспомогательный угол в плане 1 1 3 является более предпочтительным. Таким образом многократное использование пластин, восстановленных из изношенных стандартных трехгранных по ГОСТ 19043 и ромбических по ГОСТ 19056-80, при их заточке и доводке, дает возможность неоднократно использовать указанные СМП, а также позволяет значительно повысить их ресурс и экономию твердого сплава. 76 УДК 621.9.048.6 КОНСТРУКЦИЯ УСТАНОВКИ ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ МАТЕРИАЛОВ В УСЛОВИИ ИНТЕНСИВНОЙ КАВИТАЦИИ Носов Н. В., д.т.н., профессор; Кошкур Н.О., магистрант Самарский государственный технический университет Приведены результаты разработки метода и конструкции ультразвуковой установки для испытания образцов материалов на кавитационную стойкость. Сделан краткий обзор лабораторной установки и образцов для испытаний. Проведена обработка образца из материала АД-1. Исследование различных материалов на кавитационную стойкость является актуальной для различных областей техники. В частности, при длительной работе ультразвуковых (УЗ) диспергаторов наблюдается разрушение поверхностного слоя инструмента. При выборе материалов УЗ инструментов, работающих в жидких средах, обращают внимание на такую характеристику как коррозионная стойкость и акустические свойства, и меньше уделяют вопросу кавитационной стойкости. Известно, что кавитационная стойкость материала не зависит от его механических свойств, так как эти свойства – усредненные характеристики материалов, в то время как кавитационная стойкость материала зависит от механических свойств структурных составляющих. Задачей настоящей работы является разработка лабораторной установки для проведения испытаний, выбор образцов материалов и покрытий для испытания на стойкость к кавитационной эрозии. В работе [1] рассмотрено влияние кавитационной эрозии на поверхностный слой алюминиевой заготовки после микродугового оксидирования, описан механизм разрушения, исследована зависимость толщины покрытия и стойкости к разрушению. Установлено, что толщина в 70 мкм является оптимальной. В работе [2] сделаны выводы о влиянии качества поверхности на кинетику кавитационного разрушения и установлено, что со значения параметра Ra ≤ 1.2 мкм шероховатость поверхности практически не влияет на интенсивность эрозии. Схема установки. В работе [3] описаны различные методики испытаний материалов на стойкость к кавитационной эрозии, опираясь на которые, авторами предложен метод вибрационной кавитации, согласно которому кавитация создается высокочастотными колебаниями диспергатора в жидкости. На рис. 1а изображена общая схема установки, состоящая из генератора 1, УЗ диспергатора 2, тестового образца 3, устройства зажима 4 и емкости 5. Размер h между образцом и торцом инструмента подбирается эмпирическим способом. Для исследований изготавливались образцы в виде дисков диаметром 35 мм, толщиной 5 мм, шероховатостью поверхности Ra =1.2 мкм (рис.1 б). Установка УЗ диспергатора (рис. 1 в) состояла из шести пьезокерамических дисков 11 из ЦТС-8, между которыми лежат медные электроды 4 и 5, фронтальной массы 1, обратной массы 2, стяжного болта 8, изолированный от пьезоэлементов прокладкой 3, волновода/концентратора 12, соединенный с пьезопреобразователем шпилькой 13. 77 а) в) б) Рис. 1. Схема испытания (а); эскиз образца (б); конструкция установки УЗ диспергатора (в) Методика проведения испытаний. Испытания проводились в емкости, наполненной дистиллированной водой. Образец помещался в зону развитой кавитации. Частота ультразвукового излучения составляет 18,6±0,5 кГц, излучаемая акустическая мощность была измерена колориметрическим методом и составляет 1±0,2 кВт. Дистиллированная вода в емкости охлаждалась через циркуляцию жидкости. Процесс кавитации ограничивался 2 часами, во избежание перегрева преобразователя. Затем образец вынимался, сушился и взвешивался на аналитических весах. Общий цикл работы с образцом длил 20 часов. На рис. 2 представлена поверхность образца, сделанная на электронном микроскопе (увеличение до х 500), полученная в результате кавитации. Исследование топографии поверхности проводились на растровом электронном микроскопе JSM-6390A фирмы «Jeol» с приставкой Jeol JED-2200 (лаборатория РДЭЗМ центра коллективного пользования СамГТУ) При возникновении УЗ колебаний в жидкости на поверхности образца появлялись пузырьки, которые хаотически перемещались и схлопывались на поверхности образца (материал АД-1), образуя каверны разной степени плотности и глубины 4. Разрушение может быть связано с кумулятивным эффектом или схлопыванием кавитационного пузырька в непосредственной близости с образцом. Исследованиями установлено, что с увеличением времени испытаний количество и глубина каверн (раковин) повышалась, иногда превращаясь в сплошные поля разрушения материала. Это приводило к повышению шероховатости поверхности образцов до Ra = 10-15 мкм. 78 Рис.2. Поверхности образца после кавитации после 2 часов работы, сделанные на электронном микроскопе Следующий шаг эксперимента сравнить на кавитационную стойкость два покрытия: микродуговое оксидирование и детонационное напыление оксида алюминия. Полученные данные позволят судить о влиянии микроструктуры на стойкость к кавитационной эрозии. Выводы. 1. Разработана рабочая лабораторная установка для испытания различных материалов и покрытий на кавитационную стойкость. 2. С помощью данной установки возможно быстро и менее энергозатратно относительно других методов провести эксперименты на кавитационную стойкость. 3. Получен первый результат, подтверждающий работоспособность данной лабораторной установки. Список использованных источников 1. Feng Chenga, Shuyun Jianga, Jun Liangb. Cavitation erosion resistance of microarc oxidation coating on aluminium alloy. // Applied Surface Science 280,2013. С. 287-296. 2. Хватов Б.Н. Влияние состояния поверхностного слоя на кинетику кавитационного разрушения гидротурбинной стали. // Вестник ТГТУ. 2002. Том 8. № 3. С. 507-512. 3. Петров А.И., Скобелев М.М. Исследование сравнительной стойкости к кавитационной эрозии образцов материалов и покрытий проточной части гидромашин. // Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2015. №2. С. 128-137. 79 УДК 621.922 ВНЕДРЕНИЕ В ПРОИЗВОДCТВО МЕТОДОВ ФОРМООБРАЗОВАНИЯ ФАСОННЫХ КРУГОВ Салова Д.П., к.т.н., главный технолог1;.Виноградова Т.Г., к.т.н., доцент2; Мулюхин Н.В., ассистент3; Сайкин С.С., к.т.н., профессор; Макарова И.Н., магистр; Соловьева М.С., магистр; Гладкова А.В., магистр 1 ОАО «Электроприбор, город Чебоксары, Россия Чебоксарский институт (филиал) Московского политехнического университета 3 Чувашский государственный университет имени И.Н. Ульянова 2 Приведены результаты исследования по восстановлению формы профильных кругов, работающих методом врезания, а также кругов, работающих с продольной подачей, формы которых самоорганизуются в процессе работы. Из анализа работ [1...16] следует, что правка профильных (фасонных) кругов проводится без учета характера силового и теплового нагружения их по высоте (вдоль оси вращения). При врезном шлифовании нагруженность единичного абразивного зерна зависит от угла наклона элементарной площадки профиля круга N , на которой расположено зерно [1...9]. В работах [1,2,4...16] утверждается, что при одинаковой загруженности и износе по сечениям, зерна, находящиеся на наклонном участке профиля, потенциально могут удалить припуск (1) t N t A / cos N , где N - угол наклона между касательной к профилю в выделенной точке N и осью круга; t A величина расчетного припуска для зерен, расположенных на участках, параллельных оси круга. К сожалению подробного объяснения в исследованиях [1,2,4...9] формулы (1) не дано. Изложим свои соображения. Из формулы (1) следует, что при увеличении углов N увеличивается величина t N . Однако потенциальные возможности зерен в сечениях при N 0 не реализуются, так как предельный режим поперечной подачи на врезание S n t (мм/об.кр. или мм/об.дет) ограничивается величиной S n A , где - время на врезание. Следует подчеркнуть специфику взаимодействия между кругом и заготовкой при одновременном врезании в торец и цилиндрическую поверхность [5...16]. При работе с продольной подачей на кругах возникают заборные поверхности. Профиль их при неправильной эксплуатации постоянно изменяется. При этом преобладающим видом износа являются кромочный, который в 5...10 раз больше, чем при врезном шлифовании. В работах [1...16] убедительно доказано, что возможны условия, при которых заборная поверхность может длительно сохранять квазистабильную форму. Безусловно – это возможно при работе круга в режиме активного самозатачивания. Внедрение разработок проводилось на предприятиях Чувашской Республики. На литейно-инструментальном заводе (п. Кугеси, Чувашская Республика), используя результаты работ, проведена оптимизация процесса заточки твердосплавного и быстрорежущего инструмента. Установлены оптимальные области использования глубинного шлифования и заточки инструмента. Используя синергетические принципы трибомеханики и теплонапряженности процесса [1...6, 11...16], установили равноизносные формы заборных частей кругов, работающих торцом при глубинном шлифовании, оптимизировали условия правки кругов. Износ кругов уменьшился примерно в 2 раза, 80 прозводительность выросла на 10...15 %, уменьшился брак из-за отсутствия дефектов шлифования – прижогов, микротрещин. Оптимизированы условия фасонного врезного круглого шлифования канавок на формообразующем инструменте: увеличена производительность процесса на 20 %, износ кругов уменьшился на 60 %. Оптимизирован процесс бесцентрового шлифования инструментальных материалов: увеличилась производительность на 12 %, износ кругов уменьшился на 15 %, уменьшился процент брака до 0,5 %. На Чебоксарском электроаппаратном заводе совершенствовались условия формообразования стружечных канавок на специальных твердосплавных напайных резцах для обработки нержавеющей стали; шлифования сложных фасонных поверхностей на инструментах, в том числе штампах и прессформах; глубинного шлифования труднообрабатываемых материалов; бесцентрового шлифования. Рабочие круги правились абразивными кругами методом обката, устанавливаемыми в специальное приспособление, по методике, разработанной авторами работ [11...16]. Радиусная форма канавки по возможности заменялась на параболическую. Она формировалась исходя из анализа износа резцов по передней поверхности. Стойкостными исследованиями установлено, что при обработке вязких материалов стружечная канавка должна быть более пологой, чем при обработке конструкционных Форма естественной приработки резца по передней поверхности формировалась за счет поворота шпиндельного узла станка на расчетный угол и соответствующего формообразования круга при правке. Стойкость резцов с оптимальной канавкой увеличивается в 1,2...1,5 раза, износ кромки уменьшается в 1,5...2 раза. При шлифовании сложных фасонных поверхностей нами предложены новые схемы удаления припуска, позволяющие существенно снизить кромочный износ круга и повысить его стойкость [7...10]. Износ кругов уменьшается в 1,3...2,5 раза. Суммарная трудоемкость правки уменьшается в 1,1...2,2 раза, а трудоемкость процесса шлифования – уменьшается в 1,1...1,6 раза [10...16]. Глубинное шлифование инструментальных сталей при изготовлении штампов и прессформ осуществлялось при правке и очистке по методике [15,16]. Оптимальное формообразование профиля круга позволяет повысить его стойкость в 1,5...2 раза и уменьшить износ в 4...5 раз. Совершенствование бесцентрового шлифования производилось при обработке прутков и деталей электроаппаратов - пускателей, контакторов, командоаппаратов, а также пуансонов, штампов. Формообразование рабочих и ведущих кругов производилось по методике [1...10]. Время приработки кругов уменьшается в 3...5 раз, а стойкость увеличивается в 1,5-1,8 раза. Производительность процесса увеличивается в 1,2...1,5 раза. Дефекты шлифования при этом практически отсутствуют, так как тепловая напряженность регулировалась по методикам [10...16]. Годовой экономический эффект от внедрения разработок составил около 38 тысяч рублей. Список использованных источников 1. Салов, П.М. Принципы самоорганизации износа шлифовальных кругов / П.М. Салов, Б.А. Кравченко. – Самара: Самар. гос. техн. ун-т, 2001. - 118 с. 2. Салов, П.М. Рациональное использование рабочей поверхности абразивных кругов / П.М. Салов, Д.П. Салова. – Чебоксары: Чебок. политехн. ин-т (филиал) МГОУ, 2010. - 332 с. 3. Сильвестров, В.В. Определение оптимальных форм шлифовальных кругов / В.В. Cильвестров, П.М. Салов, Н.А. Димитриева // Изв. Инж.-технологич. акад. Чуваш. Респ. 1999. № 2. С. 161-173. 4. Салов, П.М. Повышение эффективности заточки, круглого и плоского шлифования с продольной подачей: Дис. докт. тех. наук: 05.02.08 и 05.03.01/Самарский гос. техн. ун-т. – Самара, 1998. – 497 с. 81 5. Салов, П.М. Использование синергетических принципов для оптимизации формы режущего инструмента / П.М. Салов // Вестник Чуваш. гос. ун-та. - Чебоксары, 2004. №2. С.108-115. 6. Салов, П.М. Реализация принципов естественной прирабатываемости инструмента с заготовкой / П.М. Салов// в сборн. «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции. - Чебоксары: Чув. гос. ун-т, 2015. – С.211-215. 7. Внутреннее шлифование с продольной подачей/П.М Салов, Д.П. Салова, С.С. Сайкин и др.// Чуваш. гос. ун-т. – Чебоксары: 2012. Деп. в ВИНИТИ 22.06.12. №286-В 2012. – 56с. 8. Виноградова, Т.Г. Повышение эффективности шлифования глубоких отверстий путем управления перебегом и формой круга при учете теплонапряженности процесса: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2013. – 170 с. 9. Салова, Д.П. Моделирование профиля рабочей поверхности шлифовального круга с использование принципов естественной прирабатываемости: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2007. – 231 с. 10. Виноградова, Т.Г. Качество обработанных отверстий при электрокорундовом и аэроборном шлифовании/Т.Г. Виноградова, П.М Салов, Д.П. Салова //Научно-технич. вестник Поволжья. 2011. №1. – С.91-95. 11. Тепловые явления при внутреннем шлифовании с продольной подачей / П.М. Салов, Д.П. Салова, Т.Г. Виноградова, С.С. Сайкин// Вектор науки Тольяттинского гос. унта. 2016. №1 (35). - С.42-47. 12. Виноградова, Т.Г. Импульсные температуры при аэроборном шлифовании/ Т.Г. Виноградова, Д.П. Салова, П.М Салов // Технология машиностроения.- М.: 2011, №3. - С.11-14. 13. Деформации в технологической системе при шлифовании / П.М. Салов, В.Н. Цай, С.С. Сайкин и др.// Научно-технический вестник Поволжья. 2016. №3. – С. 44-46. 14. Повышение эффективности процесса и качества обработанной поверхности при силовом шлифовании торцом круга / П.М. Салов, Д.А. Вячеславов, М.Л. Афанасьева и др. // Сборник «Высокие технологии в машиностроении». Матер. Всероссийской научн.-техн. конфер., Самара: Сам. гос. техн. ун-т, 2015. – С.28-29. 15. Геометрическая точность эльборового круга после правки методом обкатки / П.М. Салов, В.Н. Цай, Д.П. Салова и др.// Сборник «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции г. Чебоксары: Чув. гос. ун-т, 2015. – С.216-221. 16. Правка кругов при внутреннем шлифовании/ Д.П. Салова, Т.Г. Виноградова, Ю.И. Воронцов, П.М. Салов // Чуваш. гос. ун-т. – Чебоксары: 2013. Деп. в ВИНИТИ 25.10.2013 №299 – В 2013. – 15 с. 17. Шульц, В.В. Форма естественного износа деталей машин и инструмента/ В.В.Шульц. Л.: Машиностроение, Ленингр. отд-ние, 1990. 208 с. 82 УДК 621.922 СИНЕРГЕТИЧЕСКИЙ ПОДХОД ПРИ ОПИСАНИИ ФОРМЫ КРУГА, ОБЕСПЕЧИВАЮЩЕЙ ЕГО ОПТИМАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ПРИ ГЛУБИННОМ И СИЛОВОМ ШЛИФОВАНИИ Салова Д. П., к.т.н., главный технолог1; Мулюхин Н. В., ассистент2; Купцов М. В., ассистент; Андрианова А.С., магистр; Васильева А.В., магистр; Ворошилова О.В., магистр 1 2 ОАО «Электроприбор, город Чебоксары, Россия Чувашский государственный университет имени И.Н. Ульянова Сформулированы технические и технологические требования, необходимые для полной реализации возможностей шлифовального круга при глубинном и силовом шлифовании, базирующиеся на синергетическом подходе при описании формы круга. Механизмы прирабатываемости при шлифовании и трении отличаются следующим. При шлифовании одно из тел-круг врезается редкими заостренными выступами в практически сплошное тело. При трении возможен взаимный контакт плотно расположенными тупыми выступами друг с другом и/или с контр-телами. При трении не конгруэнтные исходные поверхности прирабатываются без существенного изменения механизма износа. При шлифовании прирабатываемость может привести к выламыванию зёрен или их засаливанию, что недопустимо. Поэтому приработку проводят длительно и на щадящих режимах [1...16]. Целью работы является получение на круге квазистабильной формы, а форма заготовки должна быть конгруэнтной ей. При снятии значительных припусков форма круга имеет большую и глубокую заборную часть. Она контактирует с заготовкой на уровнях, существенно больших максимальной глубины резания. При таком контакте необходима информация об изменении его формы со временем. Изменение связано с нестабильностью усилий и температур, характера и вида износа на отдельных участках поверхности контакта. Текущая информация базируется на микрофизике процесса с взаимодействием дифференциальных связей и закономерностей взаиморазрушения материалов, которые можно описать интегральными уравнениями энергетического баланса, равновесия сил в системе [1,2]. При многоуровневом износе учет локальных феноменологических связей, по мнению В. В. Шульца [17], необходим лишь для получения качественных показателей. Количественные показатели используют для нахождения связи между теорией и практикой [1...6]. В исследованиях [1...6,17] предприняты попытки при описании процессов опереться на термодинамику процессов и ползучесть, которые базируются на феноменологической или микроскопической физике [17]. Ключевыми предпосылками выбраны вариационные формулировки феноменологических теорий. Это связано с тем, что в большинстве физических явлений каждый фактор должен подчиняться вариационным принципам термодинамики для необратимых процессов. Комплексное протекание процессов должно подчиняться принципам, основанным на понятии энтропии S . Для установившегося процесса S const . Используя эти принципы, выведены уравнения равновесия сил для установившегося состояния двух изнашивающихся поверхностей с одной степенью свободы – вглубь тел. Износ происходит при фиксированной силе Q. Он минимален при стационарном состоянии системы S const ). Минимум, как в любой вариационной задаче, будет соответствовать экстремуму определенного интеграла, который определяет форму оптимальной кривой и соответственно, поверхность контакта [1,2,17]. Итогом проведенного нами анализа стал вывод: энергетически устойчивой будет лишь 83 та форма изнашиваемой поверхности, которая соответствует минимуму энергетических затрат при установившемся процессе трения и изнашивания. Пользуясь описанным математическим аппаратом для процесса шлифования, решено несколько практических задач [7...9,14]. Исходные предпосылки для полной реализации возможностей абразивного круга, разрозненно изложено в работах [1...16], следующие: 1. Техническое, технологическое оснащение операции (оборудование, инструмент, условия и др.) должно быть оптимальным и иметь некоторый запас надежности. Иметь базу данных о производительности процесса Qср и состоянии обработанной поверхности заготовки. Особый интерес представляют величины удельной производительности круга за один его оборот, отнесенные к общей работающей поверхности, а также к длине (ширине) контакта. 2. Варьируя глубину резания t и продольную подачу круга на 1 его оборот S 0 (величина S 0 должна быть в 2 раза больше, чем высота (ширина) вспомогательной режущей поверхности ВВ ( S 0 2ВВ ) [1,2]), определяют высоту (ширину) основной режущей поверхности В0 и общую ей площадь. При выбранных t и S 0 определяют удельную производительность и сравнивают ее с максимально возможной. Определяют высоту остаточного микрогребешка Rz max При невыполнении каких-либо требований к процессу вносят коррекции и снова обсчитывают параметры круга. Общая высота оптимального круга в работах [1,2] условно разбивается на 5 частей. Первая и последняя – зоны кромочных (краевых) износов ВКР и, основная и вспомогательная режущие поверхности, включающие среднюю часть. Высота профиля разбивается на 4 части (1) ВК ВКФ В0 Вl ВKL , где ВКФ – высота (ширина) фронтального кромочного износа; ВKL – зона кромочного износа на выходе круга из контакта. 3. Приработку круга необходимо проводить на предварительно подготовленной заготовке. Подача S 0 должна быть несколько завышенной, что необходимо для того, чтобы исключить появление в зоне фронтальной части круга псевдокомбинирующей части, которая нарушает монотонность профиля [1,2,5,6]. Превышение режимов приводит к формированию треугольного профиля характеризующегося повышением износа. Постоянное их уменьшение приводит к формированию более монотонного профиля. При заниженных режимах в фронтальной зоне появляется псевдокомбинирующая часть, что нарушает монотонность профиля. Увеличивается кромочный износ, снижается самозатачиваемость круга. Система дестабилизируется, S const . Наиболее эффективно использовать разработанную технологию при высоких температурах шлифования [6], когда «в местах локальных перенапряжений наиболее интенсивно идут термофлуктационные процессы разрыва напряженных связей» [18]. Список использованных источников 1. Салов, П.М. Принципы самоорганизации износа шлифовальных кругов / П.М. Салов, Б.А. Кравченко. – Самара: Самар. гос. техн. ун-т, 2001. - 118 с. 2. Салов, П.М. Рациональное использование рабочей поверхности абразивных кругов / П.М. Салов, Д.П. Салова. – Чебоксары: Чебок. политехн. ин-т (филиал) МГОУ, 2010. - 332 с. 3. Сильвестров, В.В. Определение оптимальных форм шлифовальных кругов / В.В. Cильвестров, П.М. Салов, Н.А. Димитриева // Изв. Инж.-технологич. акад. Чуваш. Респ. 1999. № 2. С. 161-173. 4. Салов, П.М. Повышение эффективности заточки, круглого и плоского шлифования с продольной подачей: Дис. докт. тех. наук: 05.02.08 и 05.03.01/Самарский гос. техн. ун-т. – Самара, 1998. – 497 с. 84 5. Салов, П.М. Использование синергетических принципов для оптимизации формы режущего инструмента / П.М. Салов // Вестник Чуваш. гос. ун-та. - Чебоксары, 2004. №2. С.108-115. 6. Салов, П.М. Реализация принципов естественной прирабатываемости инструмента с заготовкой / П.М. Салов// в сборн. «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции. - Чебоксары: Чув. гос. ун-т, 2015. – С.211-215. 7. Внутреннее шлифование с продольной подачей/П.М Салов, Д.П. Салова, С.С. Сайкин и др.// Чуваш. гос. ун-т. – Чебоксары: 2012. Деп. в ВИНИТИ 22.06.12. №286-В 2012. – 56с. 8. Виноградова, Т.Г. Повышение эффективности шлифования глубоких отверстий путем управления перебегом и формой круга при учете теплонапряженности процесса: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2013. – 170 с. 9. Салова, Д.П. Моделирование профиля рабочей поверхности шлифовального круга с использование принципов естественной прирабатываемости: Дис. канд. техн. наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2007. – 231 с. 10. Виноградова, Т.Г. Качество обработанных отверстий при электрокорундовом и аэроборном шлифовании/Т.Г. Виноградова, П.М Салов, Д.П. Салова //Научно-технич. вестник Поволжья. 2011. №1. – С.91-95. 11. Тепловые явления при внутреннем шлифовании с продольной подачей / П.М. Салов, Д.П. Салова, Т.Г. Виноградова, С.С. Сайкин// Вектор науки Тольяттинского гос. унта. 2016. №1 (35). - С.42-47. 12. Виноградова, Т.Г. Импульсные температуры при аэроборном шлифовании/ Т.Г. Виноградова, Д.П. Салова, П.М Салов // Технология машиностроения.- М.: 2011, №3. - С.11-14. 13. Деформации в технологической системе при шлифовании / П.М. Салов, В.Н. Цай, С.С. Сайкин и др.// Научно-технический вестник Поволжья. 2016. №3. – С. 44-46. 14. Повышение эффективности процесса и качества обработанной поверхности при силовом шлифовании торцом круга / П.М. Салов, Д.А. Вячеславов, М.Л. Афанасьева и др. // Сборник «Высокие технологии в машиностроении». Матер. Всероссийской научн.-техн. конфер., Самара: Сам. гос. техн. ун-т, 2015. – С.28-29. 15. Геометрическая точность эльборового круга после правки методом обкатки / П.М. Салов, В.Н. Цай, Д.П. Салова и др.// Сборник «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции г. Чебоксары: Чув. гос. ун-т, 2015. – С.216-221. 16. Правка кругов при внутреннем шлифовании/ Д.П. Салова, Т.Г. Виноградова, Ю.И. Воронцов, П.М. Салов // Чуваш. гос. ун-т. – Чебоксары: 2013. Деп. в ВИНИТИ 25.10.2013 №299 – В 2013. – 15 с. 17. Шульц, В.В. Форма естественного износа деталей машин и инструмента/ В.В.Шульц. Л.: Машиностроение, Ленингр. отд-ние, 1990. 208 с. 18. Евсеев, Д.Г. Физические основы процесса шлифования / Д.Г. Евсеев, А.Н. Сальников.- Саратов: Изд-во Сарат. ун-та, 1978, - 128 с. 85 УДК 621.922 ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ РЕШЕНИЯ ЗАДАЧ ПО ОПРЕДЕЛЕНИЮ КВАЗИСТАБИЛЬНОЙ ФОРМЫ ШЛИФОВАЛЬНОГО КРУГА, РАБОТАЮЩЕГО ПРИ МАЛОЙ ГЛУБИНЕ РЕЗАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ Салова Д.П., к.т.н., главный технолог1; Мулюхин Н.В., ассистент2; Купцов М.В., ассистент2; Сайкин С.С., к.т.н., профессор2; Григорьев В.С. доцент2; Плотников В.В., ст. преп.2; Сорокин С.С., ст. преп.2; Надеждина О.А., ст. преп.2,;Ильина А.А., ст. преп.2 1 2 ОАО «Электроприбор, город Чебоксары, Россия Чувашский государственный университет имени И.Н. Ульянова Выполнен анализ теоретических разработок по определению самоподдерживающихся при работе форм кругов при продольном перемещении. Установлено, что решения поставленных задач на основе общепринятых принципов, основанных на равенстве износов и припусков на элементарных участках круга в направлении подач, использовать неправомерно при наличии кромочного и приработочного износов. Целью работы является совершенствование научных основ решения проблемы повышения эффективности заточки, круглого и плоского шлифования с подачами вдоль продольной образующей кругов. Для достижения поставленной цели решены следующие основные задачи. На первом этапе обработана математическая модель для круга, работающего торцом. В работах [3...7] на основе принципа естественной прирабатываемости теоретически определены оптимальные формы. Суть этого принципа в следующем: при взаимном износе сопряжений давление по области контакта выравнивается и она приобретает квазистабильный вид. Используя этот методологический подход, А. С. Проникову, И. Г. Горячевой, М.Н. Добычину, В.В. Шульцу и [1, 2, 8] удалось решить ряд трибологических задач, которые авторы [3...7] использовали для процесса шлифования. В частности, получено решение для одноуровневого износа по определению квазистабильной формы контура выступов кольца при его вращательном или поступательном движении. Авторы [3-7] решили задачу применительно к кругу, работающему торцом. Поверхность заготовки рассматривают как плоское, упругое полупространство в виде шестигранника с постоянными Е и v, где Е и vпоказатели продольной и поперечной упругости. Абразивные зерна- это система связанных цилиндрических выступов с плоскими основаниями. Они в процессе работы изнашиваются dW j по известному закону f Q j ;V j , где Q j и V j - усилия и скорости на j-ом зерне. dt Считали, что количество зерен N достаточно велико и они расположены внутри кольца с заданной плотностью ζ, что не нуждается в уточнении. Размеры площадок износа зерен и их распределения по поверхности различны. На систему из N зерен действует постоянная нагрузка Q0 . Принято, что нагрузка на каждое зерно зависит только от его положения относительно центра круга. Это не соответствует действительности. Каждое зерно за один оборот круга нагружается неравноценно. Максимально - в момент фронтальной атаки им заготовки, когда вектор скорости продольной подачи S перпендикулярен вектору окружности скорости V з (точки А и А1 на рис.1). Припуск под обработку распределяется соответственно профилю круга. Половина его-фронтальная удаляет припуск, другая половина зачищает. Поэтому в точке C зерно нагружено минимально. Система зерен под действием силы Q перемещается с постоянной скоростью V0 по 86 нормали к границе упругого полупространства. В принятой нами расчетной схеме уточнены указанные недостатки. При нахождении скорости изнашивания зерен учитывалось распределение нагрузки между ними в пределах фронтальной области. Внедрение j –го зерна в момент времени t нами также определялось по формуле академика Л.А.Галина [1,5], используя символ Кронекера. В асимптотическом представлении установившуюся форму изношенной поверхности круга удобно описывать функцией ср ( ) , равной среднему значению внедрения зерен, расположенных на расстоянии r R2 ( ) от центра кольца [9]. Относительное внедрение абразивных зерен описывается функцией ср . ср (1) В расчетной записи функция имеет весьма громоздкий вид (см. [9]), где ср ( ) -функция распределения зерен. Расчеты выполнялись по методике В.В Сильвестрова [10], уточненной в работе [9]. Результаты экспериментов подтвердили большую корректность принятой математической модели по сравнению с моделями в работах [3...7] при шлифовании больших площадей. Наибольшая сходимость результатов наблюдается при наклоне круга относительно плоскости стола на угол 3...5°. Этот метод обеспечивает нагружение круга таким, как в расчетной модели. Естественно, профиль работающего круга так же развернут, но на несколько больший угол, что связанно с деформациями технологической системы при резании. Величину деформаций можно оценить по методикам, предложенным в работах [11...13]. Рис.1. Схема работы единичного зерна. - траектория зерна, зафиксированная в моменты перемещения центра круга (точка 0) на величины , АВСDA1 1 3 1 S 0 , S 0 , S 0 и S 0 ,где S 0 - оборотная подача круга, мм/об.кр. , E, v - соответственно, область 4 2 4 контакта с заготовкой и упругие характеристики заготовки 87 Существенно сложнее рассчитать профиль для круга, шлифующего образцы ограниченных размеров. Например, при шлифовании длинного ножа для ножниц типа “гиольтина”, расчетную формулу можно сократить, исключая из нее составляющую дополнительного внедрения зерна за счет напряженного поля в зоне контакта [9,10]. В работе [9] с учетом изменения математической модели получено 1 u2 а p 2 2 , (2) 1 а1 p 1 u2 2 2 где a1 ( ) / a1 ( p) –соотношение износов, вызванных законами распределения зерен (выступов) по высоте и расстоянию от центра диска (см [5,9,10]; , где и – показатели степени при относительных скоростях скольжения выступов и нагрузках в формуле, описывающей их изнашивание [1,5,9,10]; u S / Vk - соотношение подач (скоростей) при движении выступа. Методика расчетов по формулам (1) и (2) дана в работах [5,9,10]. Коэффициенты и для различных условий шлифования даны в работах [3,5 и др.]. Они зависят от температур шлифования, которые можно определить, пользуясь данными работ [14...17]. Для работы периферией круга нами приняты две математические модели, в которых цилиндр, с расположенными на нем выступами, вращается и движется поступательно. В модели [3, 5] круг равнонагружен по всей поверхности, а в модели [9] большая часть нагрузки воспринимается заборной частью. Эксперименты подтверждают корректность усовершенствованной модели, предложенной модели в работе [9]. Рассмотренные одноуровневые модели предусматривают износ выступов, в них упругие деформации и перемещения вследствие изнашивания поверхностей - суть величины одного порядка. Список использованных источников 1. Горячева, И.Г. Контактные задачи в трибологии / И.Г. Горячева, М.Н. Добычин. М: Машиностроение, 1988. 256 с 2. Шульц, В.В. Форма естественного износа деталей машин и инструмента/ В.В.Шульц. Л.: Машиностроение, Ленингр. отд-ние, 1990. 208 с 3. Салов, П.М. Принципы самоорганизации износа шлифовальных кругов / П.М. Салов, Б.А. Кравченко. Самара: Самар.гос.техн. ун-т, 2001. 118 с 4. Салов, П.М. Рациональное использование рабочей поверхности абразивных кругов / П.М. Салов, Д.П. Салова. – Чебоксары: Чебок. политехн. ин-т (филиал) МГОУ, 2010. - 332 с. 5. Салов, П.М. Повышение эффективности заточки, круглого и плоского шлифования с продольной подачей: Дис….д…наук: 05.02.08 и 05.03.01/Самарский гос. техн. ун-т. – Самара, 1998. – 497 с. 6. Салов, П.М. Реализация принципов естественной прирабатываемости инструмента с заготовкой / П.М. Салов//В сборн. «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции. - Чебоксары: Чув. гос. ун-т, 2015. – С.211-215. 7. Салов, П.М. Использование синергетических принципов для оптимизации формы режущего инструмента / П.М. Салов // Вестник Чуваш. гос. ун-та. - Чебоксары, 2004. №2. С.108-115. 8. Проников, А.С. Надежность машин/ А.С.Проников. М.: Машиностроение, 1978. 592 с 88 9. Салова, Д.П. Моделирование профиля рабочей поверхности шлифовального круга с использование принципов естественной прирабатываемости: Дисс….канд.техн.наук: 05.03.01/ Самарский гос. техн. ун-т. – Самара, 2007. – 231 с. 10. Cильвестров, В.В. Определение оптимальных форм шлифовальных кругов / В.В. Cильвестров, П.М. Салов, Н.А. Димитриева // Изв. Инж.-технологич. акад. Чуваш. Респ. 1999, № 2. С. 161-173 11. Деформации в технологической системе при шлифовании / П.М. Салов, В.Н. Цай, С.С. Сайкин и др.// Научно-технический вестник Поволжья. 2016. №3. – С. 44-46. 12. Повышение эффективности процесса и качества обработанной поверхности при силовом шлифовании торцом круга / П.М. Салов, Д.А. Вячеславов, М.Л. Афанасьева и др. // Сборник «Высокие технологии в машиностроении». Матер. Всероссийской научн.-техн. конфер., Самара: Сам. гос. техн. ун-т, 2015. – С.28-29. 13. Геометрическая точность эльборового круга после правки методом обкатки / П.М. Салов, В.Н. Цай, Д.П. Салова и др.// Сборник «Современные технологии в машиностроении и литейном производстве», матер. I-ой междунар. научно-практ. конференции г. Чебоксары: Чув. гос. ун-т, 2015. – С.216-221. 14. Тепловые явления при внутреннем шлифовании с продольной подачей / П.М. Салов, Д.П. Салова, Т.Г. Виноградова, С.С. Сайкин// Вектор науки Тольяттинского гос. унта. 2016, №1 (35). - С.42-47. 15. Виноградова, Т.Г. Импульсные температуры при аэроборном шлифовании/ Т.Г. Виноградова, Д.П. Салова, П.М Салов // Технология машиностроения.- М.: 2011, №3. - С.11-14. 16. Виноградова, Т.Г. Качество обработанных отверстий при электрокорундовом и аэроборном шлифовании/Т.Г. Виноградова, П.М Салов, Д.П. Салова //Научно-технич. вестник Поволжья. 2011. №1. – С.91-95. 17. Внутреннее шлифование с продольной подачей/П.М Салов, Д.П. Салова, С.С. Сайкин и др.// Чуваш. гос. ун-т. – Чебоксары: 2012. Деп. в ВИНИТИ 22.06.12. №286-В 2012. – 56с. 89 УДК 621.91 ВЛИЯНИЕ ЗЕРНИСТОСТИ ТВЕРДОГО СПЛАВА НА ФОРМОУСТОЙЧИВОСТЬ РЕЖУЩЕГО КЛИНА И ИЗНОС ИНСТРУМЕНТА ПРИ ПРЕРЫВИСТОМ РЕЗАНИИ Солодков В.А., к.т.н., доцент; Ковалев А.А., магистр; Быченко Д.М., магистр Волгоградский государственный технический университет Приведены результаты исследований работоспособности твердых сплавов в зависимости от размера карбидных зерен. Ранее выполненными исследованиями установлено, что основной причиной более высокого износа твердых сплавов при прерывистом резании является интенсивное выкрашивание режущей кромки [1]. Результатом выкрашивания является формирование площадки износа по задней поверхности под отрицательным углом [2], что вызывает значительное увеличение температуры в этой зоне, и как следствие, увеличение интенсивности износа по задней поверхности. Косвенным свидетельством увеличения температуры служит влияние угла наклона площадки износа на величину характеристической скорости резания (так называемой переходной скорости V ПЗ по задней поверхности, рисунок 1). В соответствии с существующими представлениями на этой скорости достигается такой уровень температуры резания, когда происходит смена видов контактного взаимодействия – переход от резания с образованием нароста к резанию с формированием пластического и вязкого контактов [3]. Из рисунка 1 видно, что с увеличением отрицательного наклона площадки износа ф величина переходной скорости по задней поверхности V ПЗ непрерывно снижается. Снижение VП3, переходной скорости означает, что м/мин температура, при которой происходит смена видов контактного взаимодействия (от резания с наростообразованием к резанию с пластическим и вязким контактом) достигается при меньшей скорости. ф Фиксация переходной скорости для 75 передней поверхности осуществляется по внешнему виду прирезцовой поверхности стружки, а для задней поверхности по внешнему виду поверхности резания (рисунок 2). Можно предположить, что при прерывистом резании наименьший износ будут иметь те твердые сплавы, у которых 50 выкрашивание режущей кромки минимально. В работах, посвященных этому вопросу указывается на влияние размеров 0 -1 -2 -3 -4 -5 ф, град карбидных зерен на прочность режущего лезвия, а, следовательно на интенсивность Рис. 1. Влияние угла наклона площадки выкрашивания режущей кромки. При этом износа на величину переходной скорости выявлена связь выкрашивания режущей (сталь 45 – ТТ20К9; S = 0,3 мм/об; hз = 0,3 м) кромки с микропластической деформацией, 25 90 которая ему предшествует и является его непосредственной причиной. В свою очередь, степень микропластической деформации в такой значительной степени зависит от зернистости твердого сплава, что для повышения режущих свойств и уменьшения вероятности трещинообразования предлагается измельчение смешанной карбидной фазы до размера менее 0,19 мкм и сужение диапазона зернистости 4. Известно большое количество исследований процессов деформирования твердых сплавов при изгибе и сжатии, выполненных в статических условиях. В результате установлено, что интенсивность деформации от величины зерна зависит сложным образом и в первую очередь определяется уровнем напряжений и температуры. Так при температурах свыше а б Рис. 2. Топография поверхностей резания при прерывистом резании (х40). Сталь 45 - ТТ20К9, hз=0.3 мм. а) вид поверхности при скорости менее Vпз б) вид поверхности при скорости более Vпз. 1040...1060К, а напряжениях менее 450...490 мПа, увеличение зернистости ВК6КС мм однокарбидного вольфрамокобальтового сплава (сплав с высоким содержанием кобальта - ВК12) ведет к увеличению скорости и степени ВК6 деформации. С другой стороны, если напряжения превышают указанный 0,6 уровень, процесс меняется на противоположный - рост зерна карбидной фазы снижает интенсивность ВК6М деформации. Как известно, в процессе резания, в том числе и прерывистого, выполняемого при обычных режимах ВК6ОМ обработки сталей, напряжения лежат в пределах 800...1400 мПа. Поэтому при 0,4 таком уровне напряжений увеличение 0 3 6 9 12 15 , мин размера зерен должно интенсифицировать пластическую деформацию. Рис. 3. Влияние зернистости твердого сплава Таким образом, приведенные данные на износ при фрезеровании гребенчатой свидетельствуют о влиянии зернистости заготовки на пластическую деформацию, которая в свою очередь должна влиять на выкрашивания режущей кромки. Для подтверждения (сталь 45; V = 190 м/мин; S = 0,3 мм/зуб) последнего 0,2 предположения проводились стойкостные испытания сплавов ВК6 различной h3, 91 зернистости при фрезеровании гребенчатой заготовки [5]. Результаты стойкостных испытаний показали значительно более высокую работоспособность сплава ВК6ОМ с минимальным размером зерна (рисунок 3). При этом наихудшие результаты показал сплав с максимальным размером зерна - ВК6КС. Такой результат прямо противоположен соотношению износа на передней поверхности. Подобное явление может быть объяснено двумя причинами. Во-первых, при выкрашивании режущей кромки у мелкозернистых сплавов скалываются и уносятся частицы материала инструмента значительно меньших размеров, вследствие чего общий износ также меньше. Во-вторых, большие размеры пластичных кобальтовых прослоек для крупнозернистых сплавов способствуют большей пластической ВК6М TiC/TiCN/TiN (2 мкм) деформации, предшествующей и вызывающей выкрашивания. Чтобы подтвердить связь ВК6 TiC/TiCN/TiN (2 мкм) пластической деформации с износом инструмента были проведены кратковременные сравнительные ВК6КС TiC/TiCN/TiN (2 мкм) испытания твердого сплава ВК6 различной зернистости с покрытием TiC/TiCN/TiN толщиной 2 мкм (ХВГ, S = 5 мкм 0,2 мм/зуб; V = 240 м/мин). 0,1 мкм Небольшое время резания (4 с) и покрытие позволило практически исключить износ и учитывать только Рис. 4. Профилограммы передних поверхностей пластическую деформацию, которая сплава ВК6TiC/TiCN/TiN различной зернистости контролировалась по опусканию режущей кромки. Полученные результаты свидетельствует о следующем (рисунок 4). Большая пластическая деформация режущего клина соответствует большему размеру карбидного зерна, что коррелируется с результатом стойкостных испытаний - чем больше размер зерна, тем больше пластическая деформация, выше износ и ниже стойкость. Список использованных источников 1. Влияние свойств твёрдосплавной матрицы на работоспособность инструмента при прерывистом резании / В.А. Солодков // Изв. ВолгГТУ. Серия "Прогрессивные технологии в машиностроении". Вып. 8 : межвуз. сб. науч. ст. / ВолгГТУ. - Волгоград, 2012. - № 13 (100). C. 61-64. 2. Особенности износа задней поверхности твердосплавного инструмента при прерывистом резании / В.А. Солодков // Изв. ВолгГТУ. Серия "Прогрессивные технологии в машиностроении". Вып. 4 : межвуз. сб. науч. ст. / ВолгГТУ. - Волгоград, 2008. - № 7. - C. 5053. 3. Талантов Н.В. Физические основы процесса резания, изнашивания и разрушения инструмента М.: Машиностроение, 1992.- 240 с. 4. Куклин Л.Г., Сагалов В.И., Серебровский В.Б., Шабашов С.П. Повышение прочности и износостойкости твердосплавного инструмента. М.: Машиностроение, 1968, 140 с. 5. Особенности износа задней поверхности твердосплавного инструмента при прерывистом резании / В.А. Солодков // Изв. ВолгГТУ. Серия "Прогрессивные технологии в машиностроении". Вып. 4 : межвуз. сб. науч. ст. / ВолгГТУ. - Волгоград, 2008. - № 7. - C. 5053. 92 СЕКЦИЯ 3. ПЕРСПЕКТИВНЫЕ ПРОЦЕССЫ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ МОДИФИКАЦИИ И УДК 621.9.048 ПРИМЕНЕНИЕ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛЯ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ И ВЫСОКОГО УРОВНЯ ПРОЧНОСТИ ДЕТАЛЕЙ МАШИН Глазунов А.С., магистр Арзамасский политехнический институт (филиал) «НГТУ им. Р.Е. Алексеева» Представлены преимущества и возможности ультразвуковой обработки, являющейся наиболее эффективным способом упрочнения поверхностей деталей Научно-технический прогресс в машиностроении предполагает дальнейшее совершенствование технологии машиностроения. В большинстве случаев он определяется трудоемкостью и качеством выпускаемой продукции. С каждым годом требования к производительности и качеству изготовления деталей растут, а существующие технологические методы обработки часто не соответствуют им. Долговечность деталей машин и механизмов напрямую зависит от качества поверхностного слоя. Поверхности сопрягаемых деталей после тщательной обработки обладают остаточными макро-микронапряжениями, усталостными макрои микротрещинами, шаржированными зернами абразива и прочими дефектами. Чтобы увеличить прочность и износостойкость деталей, применяют методы обработки, которые улучшают физические свойства, структуру и микрогеометрию поверхности. Упрочнение поверхностного слоя заготовок пластическим деформированием – один из наиболее простых и эффективных технологических путей повышения работоспособности и надежности изделий машиностроения. При пластическом деформировании поверхности деформирующий элемент (индентор) прижимается к поверхности обрабатываемой детали. Данный процесс способствует увеличению твердости, образованию сжимающих напряжений, уменьшению шероховатости, что благоприятно влияет на ресурс изделий. Одной из разновидностей пластического деформирования является ультразвуковая обработка. При ней мощный ультразвук накладывается на механические колебания индентора, тем самым деформируя поверхность детали. В результате чего создаётся материал с высоким уровнем прочности (твердости) и шероховатости поверхности. Благодаря этому ультразвуковая обработка применяется в широких областях машиностроения. Основным преимуществом ультразвукового упрочнения является высокая скорость деформации. Такое динамическое воздействие на металл вызывает изменение его механических свойств: увеличение усталостной прочности, пределов текучести и прочности, сопротивляемости износу на истирание; уменьшение относительного удлинения и сужения, электропроводности, магнитной проницаемости, теплопроводности, коэффициента затухания поверхностных звуковых волн; увеличение коррозионной стойкости. Ультразвуковое поверхностное упрочнение представляет собой прогрессивную технологию финишной отделочно-упрочняющей обработки металлов давлением, позволяя заменить классические статические методы пластического поверхностного деформирования по схемам качения и скольжения — накатывание и выглаживание. В технической литературе поверхностно пластическое деформирование (ППД) ультразвуковым инструментом имеет ряд других названий: безабразивная ультразвуковая финишная обработка (БУФО), ультразвуковая финишная обработка (УФО), ультразвуковая 93 импульсная упрочняюще-чистовая обработка. Наличие таких особенностей, как высокая частота и сила ударов, ведет к более существенному изменению микроструктуры поверхностного слоя. Кроме того, отличительной особенностью БУФО от других известных методов пластического деформирования является значительная скорость деформации. Комплекс ППД включает в себя: ультразвуковой генератор, ультразвуковой инструмент, соединительный кабель и эксплуатационную документацию. Инструмент - ультразвуковая колебательная система, которая состоит из ультразвукового магнитострикционного преобразователя, волновода-концентратора, индентора. Во время работы инструмент прижимается к обрабатываемой поверхности (рис.1) [1]. Рис. 1. Схема поверхностного пластического деформирования при ультразвуковой упрочняющей обработке В процессе обработки колебания инструмента способствуют интенсификации процесса, в результате чего нормальная сила, действующая на деталь, примерно в 10 раз меньше, чем при обкатывании. При ультразвуковой обработке кроме таких параметров, как форма и радиус рабочей части инструмента, величина силы прижима инструмента к заготовке, величина динамического воздействия, подача, скорость заготовки имеют место дополнительные параметры – частота колебаний и амплитуда колебаний. Для обработки закаленных сталей рекомендуется нормальная (статическая) сила 100…300 Н, подача 0,04…0,088 мм/об, скорость вращения обрабатываемой детали 0,5…1,0 м/с, радиус сферы инструмента 4…6 мм. Указанные режимы обработки обеспечивают увеличение твердости на 9…22%, глубину наклепа 0,1…0,25 мм и остаточные напряжения 300…600 МПа. Схема применения данного метода обработки приведена на рис. 2. Рис. 2. Применение метода ультразвуковой обработки Ультразвуковая обработка в основном применяется после чистовой токарной обработки 94 с использованием ультразвукого генератора. Ультразвуковой инструмент (шар) свободно вращается в торцовом углублении индектора, зажатого в резцедержку универсального токарного станка. Под действием статической силы, создаваемой прижимом, и динамической силы, создаваемой ультразвуковой колебательной системой, пластически деформирует и упрочняет поверхностный слой детали. Следует отметить, что, несмотря на достоинства ультразвуковой механической обработки в нашей стране и за рубежом, технологические возможности и область рационального применения раскрыты еще недостаточно. Наибольшее применение ультразвука в производственных целях в России пришелся на 70-80-е годы 20-го века. В последнее время интерес к развитию ультразвуковой техники в промышленности заметно уменьшился. На предприятиях используется устаревшее оборудование, модернизированное на основе токарных, сверлильных и фрезерных станков с применением ультразвуковых преобразователей без систем ЧПУ. Российский рынок пока не может предложить современных станков. Ультразвуковая обработка особенно эффективна при прошивке отверстий и образовании полостей сложной формы в деталях из различных твердых и хрупких материалов, обработка которых другими методами затруднительна или вообще невозможна. В настоящее время с развитием отечественного авиа- и ракетостроения, с расширением кооперации с зарубежными фирмами наблюдается тенденция к оживлению ультразвуковой механической обработки. При этом постоянное создание новых конструкционных материалов со специальными свойствами, труднообрабатываемых традиционными способами, заставляют предположить, что ультразвуковая техника и технология будут вновь популярны. К числу проблем ультразвуковой обработки можно отнести: - дальнейшая разработка основ и практического применения ультразвуковой обработки; - повышение уровня автоматизации, что позволит технологии ультразвуковой обработки занять достойное место на рынке оборудования. К сожалению отечественные компании не заинтересованы в создании современных систем с ЧП для ультразвуковой обработки; - расширение номенклатуры материалов, которые можно обработать с помощью ультразвука; - создание новых и совершенствование существующих комбинированных методов обработки таких как, электрохимическая и электроэрозионная обработка и др. Таким образом, необходимо на базе разработок и достижений прошлых лет совершенствовать ультразвуковые процессы и оборудование для эффективного использования в современных условиях. Список использованных источников 1. Ультразвуковая техника — ИНЛАБ: [Электронный ресурс]. М., 1992-2017. URL: http://utinlab.ru/articles/bezabrazivnaya-ultrazvukovaya-finishnaya-obrabotka-bufoultrazvukovaya-impulsnaya-uprochnyayucshe-chistovaya-obrabotka. (Дата обращения: 02.10.2017). 2. Физические аспекты ультразвуковой механической обработки: [Электронный ресурс]. М., 2006. URL: https://cyberleninka.ru/article/n/fizicheskie-aspekty-ultrazvukovoymehanicheskoy-obrabotki. (Дата обращения: 28.09.2017). 3.Папшев Д.Д. Упрочняющая технология в машиностроении (методы поверхностного пластического деформирования): Учеб. пособие для слушателей заочных курсов повышения квалификации ИТР по технологии машиностроения. – М.: Машиностроение, 1986, 52 с. 95 УДК 621.892 РАСЧЕТ ТЕМПЕРАТУРНЫХ ПОЛЕЙ ПРИ ТЕРМОПЛАСТИЧЕСКОМ УПРОЧНЕНИИ (ТПУ) Круцило В.Г., к.т.н., доцент Самарский государственный технический университет В статье приведена методика расчета температурных полей, необходимых для определения остаточных напряжений. Данная методика учитывает зависимость теплофизических характеристик упрочненного материала от мгновенной температуры. Процесс термопластического упрочнения представляет собой комбинацию нагрева детали до определенной температуры не выше структурно-фазовых превращений в данном материале и резком спреерном охлаждении при высоких давлениях [1]. Расчет температурных полей необходимых для определения остаточных напряжений достаточно подробно приведен в работах [2,3]. В расчетах используются следующие параметры: x - координата по глубине упрочняемой поверхности; τ - время; (Т ) - коэффициент теплопроводности; Т - мгновенная температура процесса; С е(Т ) - удельная теплоемкость; ρ - плотность; (Т ) - коэффициент теплопередачи; Те - температура внешней среды. При ТПУ пластины имеет место одномерная задача теплопроводности . Опуская достаточно сложные решения для определения температурных полей при термопластическом упрочнении[1] остановимся на конечных результатах расчетов при трех различных начальных условиях: - первый вариант: теплофизические характеристики не зависят от температуры и определены при Т 20 С ; - второй вариант: для расчета использованы среднеарифметические значения теплофизических параметров в диапазоне температур 20...720 С ; - третий вариант: все термические параметры, используемые в расчетах , С , ρ, являются функцией температуры Т. Результаты расчетов приведены на рис1-3. В качестве примера на рис.1-3 приводятся эпюры изменения температуры при ТПУ пластины из жаропрочного сплава ЭИ893. Рассчитывалось температурное поле однородной пластины толщиной h 4,0 мм, нагретой до Т 0 700 С при двухстороннем охлаждении водой Т е1 Т е 2 15 С . В силу симметрии в расчете рассматривалась только половина пластины. Температурные поля, приведенные на рис.1, приведены для случая, когда входящие в расчетные зависимости коэффициент теплопроводности λ и удельная теплоемкость С приняты при значениях, найденных при Т 20 С . Аналогично, на рис.2 тепловые поля при m и C m приняты как средние величины в интервале температур 20...700 С . На рис.3 аналогичные тепловые поля рассчитаны с учетом температуры (Т ) и С С (Т ) во всем диапазоне температур ТПУ. 96 Рис.1. Изменение температуры при ТПУ (материал ЭИ893; 20 С ; C C 20 C ): 1- 0.008c ; 2- 0.020c ; 3- 0.031c ; 4- 0.067c ; 5- 0.179c Рис.2. Изменение температуры при ТПУ (материал ЭИ893; m ; C C m ): 1- 0.008c ; 2- 0.020c ; 3- 0.031c ; 4- 0.067c ; 5- 0.179c ; 6- 0.295c 97 Рис.3. Изменение температуры при ТПУ (материал ЭИ893; (Т ) ; С С (Т ) ): 1- 0.008c ; 2- 0.020c ; 3- 0.031c ; 4- 0.067c ; 5- 0.179c ; 6- 0.295c С целью сопоставления расчетных данных все кривые построены для одних и тех же временных интервалов. Из данных, приведенных на рис. 1...3, следует, что отклонение в большей степени наблюдается в начальный момент период охлаждения. Так , например, для времени 0.008c при 20 C и C C20 C температура поверхности пластины составляет Т пов 300 С . То же для m и Сm Т пов 470 С (рис.2) и для случая, когда (Т ) и С С (Т ) ) - Т пов 500 С (рис.3). Отмеченные отличия сказываются и на характере изменяемости напряженных полей. Выводы. - сравнение результатов расчетов показывает варианты: 2 и 3 достаточно близки между собой и в тоже время значительно отличаются от варианта 1, особенно в начальный период времени. - корректность расчетов и выбор варианта начальных условий может быть оценена по результатам сравнительных исследований остаточных напряжений, как теоретических на основе трех методов, так и экспериментальных. Список использованных источников 1. Термопластическое упрочнение – резерв повышения прочности и надежности деталей машин: Монография / Б.А. Кравченко, В.Г. Круцило, Г.Н. Гутман. – Самара: Самарский ГТУ, 2000. – 216 с. 2. Резников А.Н., Резников Л.А. Тепловые процессы в технологических системах: учебник для вузов по специальности «Технология машиностроения» и «Металлорежущие станки и инструменты».-М.: Машиностроение, 1990.-288с.:ил. 3. Арнольд Л.В., Михайловский Г.А., Селиверстов В.М. Техническая термодинамика и теплопередача: Учебник для вузов.-2-е изд., перераб. – М.: Высшая школа, 1979.-446с., ил.+прил. Представленные материалы в статье получены в рамках выполнения гранта РФФИ №17-48-630694 «Разработка физической модели механизма термопластического упрочнения материалов, работающих в условиях высоких температур и закономерных нагрузок» 98 УДК 621.892 ИССЛЕДОВАНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ТЕРМОПЛАСТИЧЕСКОМ УПРОЧНЕНИИ Круцило В.Г., к.т.н., доцент; Ситкина Л.П. ст. преп.; Разумова И.Н., ассистент Самарский государственный технический университет В статье приведены теоретические расчеты остаточных напряжений при различных начальных условиях и результаты экспериментальных исследований. Проведена оценка корректности теоретических расчетов в сравнении с экспериментальными. Для расчета остаточных напряжений при термопластическом упрочнение (ТПУ) был использован метод последовательных приближений. Расчет производился для пластин одинаковой толщины и ширины. Если при ТПУ пластина охлаждается одинаково с двух сторон и механические свойства её симметричны относительно средней плоскости, то d 0 , т.е. нет изгиба, и происходит равноосная плоская общая деформация N n . Предполагаем изотропное упрочнение материала пластины в зависимости от критерия Одквиста - накопленной пластической деформации n iP( n ) iP[ f ] i 1 (1) . Рис.1. Метод последовательных приближений Интенсивность приращения пластической деформации iP( n ) на n-ном шаге температурного нагружения определяется с помощью зависимости i ( i ) (рис.1) путем последовательных приближений. Для n-ного нагружения при к-ом приближении 99 K i (n) i((Kn )) En iP( n 1) tP( n( K) ) (2) . Расчетная точка i((Kn )) ( i((Kn )) ), где имеется пластическая деформация, должна оказаться в результате итераций на кривой деформирования i ( i ) (рис.1). Если расчетная точка ниже кривой деформирования, то в этом узле на n-ном этапе нагружения имеет место только упругая деформация. Если расчетная точка выше кривой деформирования, то определяется интенсивность приращения пластической деформации в узле t((n2)) , как показано на рис.1. Рис. 2. Изменение температуры при ТПУ (материал ЭИ893; Т упр 700 ): (Т ) ; С С (Т ) ; Т Т (Т ) ; Е Е (Т ) : 1 – 0.008c ; 2 - 0.031c ; 3 -; 4- 1 108 c На рис.2. приведены данные расчета, позволяющие проследить динамику напряженного состояния в пластине из сплава ЭИ893 толщиной h 4,0 , предварительно нагретой до Т 700 С при двухстороннем охлаждении водой Т охл 15 С . Расчеты выполнены для условий, когда учитывалось влияние температуры на параметры, входящие в основные зависимости. При охлаждении в течение 0.008c в поверхностном слое возникают растягивающие напряжения величиной до 450 МПа с глубиной проникновения до а 0,5 мм. Максимума эти напряжения достигают при 0.031c и приближаются к пределу текучести при Т 20 С Т 520 МПа. Одновременно растет и глубина распространения растягивающих напряжений а 0,75 мм. В дальнейшем при 0.11c у самой поверхности напряжения снижаются до ноля, оставаясь еще растягивающими в более глубоких слоях, вплоть до а 1,0 мм. После такого остывания формируются остаточные 100 напряжения сжатия, достигающие у поверхности уровня предела текучести 0 550 МПа. Глубина проникновения ветви остаточных напряжений сжатия а 0,5 мм. Рис. 3. Остаточные напряжения после ТПУ (материал ЭИ893; Т упр 700 С): 1 - расчет; (Т ) °; С С (Т ) ; 2 - расчет; 20 С ; C C 20 C , 3 - расчет m °; C C m ; 4 - эксперимент На рис.3 приведены эпюры остаточных напряжений, рассчитанные при различных, приближенных к реальным, условиях. Основные параметры выбирались: - постоянными при Т= 20°С; - средние в интервале температур Т=20…700°С; - с учетом влияния температуры. На рис. 3 нанесена также эпюра остаточных напряжений, полученных опытным путем. Вывод: Сопоставление эпюр, представленных на рис. 3, позволяет сделать заключение, что наилучшее приближение к опытной эпюре остаточных напряжений наблюдается в том случае, если при расчетах учитывается влияние температуры на физико-технологические параметры. Список использованных источников 1. Термопластическое упрочнение – резерв повышения прочности и надежности деталей машин: Монография / Б.А. Кравченко, В.Г. Круцило, Г.Н. Гутман. – Самара: Самарский ГТУ, 2000. – 216 с. Представленные материалы в статье получены в рамках выполнения гранта РФФИ №17-48-630694 «Разработка физической модели механизма термопластического упрочнения материалов, работающих в условиях высоких температур и закономерных нагрузок» 101 УДК 621.787.4.07:534.8 ИЗМЕРЕНИЕ УСИЛИЯ ПРИЖИМА УЛЬТРАЗВУКОВОГО ИНСТРУМЕНТА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ Крылова Н.А., аспирант; Шуваев В.Г., д.т.н. Самарский государственный технический университет В статье рассматриваются вопросы эффективного формирования микрорельефа поверхностей деталей с помощью воздействия ультразвуковых колебаний, причем оптимальный выбор параметров производится на основе результатов измерений контактной жесткости пары обрабатываемая деталь – инструмент. Разрушение деталей в процессе эксплуатации чаще всего начинается с поверхности. Это объясняется тем, что поверхностные слои оказываются наиболее напряженными, являются границей раздела фаз и подвергаются активному воздействию внешней среды. Отсюда вытекает необходимость улучшения физико-механических характеристик и геометрии рабочих поверхностей деталей, состояние которых оказывает влияние на такие ее эксплуатационные свойства, как износостойкость, усталостная прочность, коррозионная стойкость и др. Одним из наиболее эффективных и экономичных видов упрочнения является поверхностное пластическое деформирование (ППД), позволяющее полнее реализовать потенциальные свойства конструкционных материалов в реальных деталях, особенно в деталях сложной формы с концентраторами напряжений [1]. В последнее время все большее распространение получают ультразвуковые (УЗ) технологии, основными особенностями которых, определяющими технологическую перспективность, являются высокая концентрация колебательной энергии, вводимой в зону контактирования деталей, что обеспечивает локальность воздействия при существенно меньших энергозатратах, малая инерционность процесса, являющаяся результатом прямого преобразования электрической энергии в энергию УЗ технологического воздействия, возможность направленной модификации свойств поверхностных слоев контактирующих деталей, что позволяет на качественно новом уровне решать задачи повышения эксплуатационного ресурса изделий, использование возбуждаемых в процессе УЗ обработки колебаний в диагностических целях [2]. Технологическая целесообразность использования дополнительных колебательных процессов в УЗ полях часто определяется существенным повышением эффективности процессов. Получаемый микрорельеф поверхности зависит от многих факторов, таких как сила прижима инструмента, амплитуда колебаний, глубина внедрения инструмента, радиус инструмента, радиус детали, твердости детали и инструмента, начальная шероховатость детали и т. д. Выбор параметров обработки является одним из важнейших факторов обеспечивающих качество поверхностного слоя детали, причем оптимальный выбор параметров возможен на основе результатов измерений контактной жесткости пары обрабатываемая деталь – инструмент. Для измерения усилия прижима инструмента авторами выбран датчик на основе тензочувствительных пьезорезонаторов [3]. Использование пьезоэлектрических преобразователей не требует упругих элементов, так как измеряемое усилие непосредственно воспринимается пьезоэлектрическим элементом, выполненным в виде плоских пластин. Датчик содержит (рис. 1) два дисковых тензочувствительных пьезорезонатора 1. Использованы серийно выпускаемые пьезоэлементы из пьезокерамики ЦТС-19 с наружным 102 диаметром 46 мм, диаметром центрального отверстия 16 мм, толщиной 9 мм. Токосъемные шайбы 2 из латунной фольги помещены между пьезорезонаторами. Пьезорезонаторы с токосъемными шайбами зажаты между изолирующими шайбами из стеклотекстолита 3 и помещены в корпус, представленный неподвижной частью 4 и верхней крышкой 5. Поверхности корпуса, контактирующие с пакетом пьезорезонаторов, выполнены в виде концентраторов усилия. Для соединения с внешними цепями предусмотрен малогабаритный разъем 6. Измеряемое усилие прикладывается к датчику вдоль его оси. Рис.1. Схема пьезорезонансного датчика силы: 1 – тензочувствительные пьезорезонаторы; 2 – токосъемные шайбы; 3 – изоляторы; 4 – корпус; 5 – верхняя крышка; 6 - разъем Установку датчика предлагается осуществлять с помощью болта через центральное отверстие. Место установки между пьезоэлектрическими преобразователями и прижимной крышкой инструмента для ультразвуковой обработки (рис. 2). Рис. 2. Схема установки датчика силы: 1 – индентор; 2 – концентратор; 3 – спиральные пазы; 4 – пьезоэлектрические преобразователи; 5 – датчик усилия; 6 – крышка; 7 – крепежный болт 103 На рис. 2 представлено разработанное ультразвуковое устройство для формирования микрорельефа поверхностей. Устройство содержит концентратор 3, на выходном конце которого размещается деформирующий элемент – шарик 2, который воздействует на обрабатываемую поверхность 1. Для возбуждения ультразвуковых колебаний применен пакетный пьезокерамический преобразователь 5, зажатый при помощи шпильки 7 и гайки 8 между концентратором 3 и противовесом 6. На боковой поверхности концентратора выполнены наклонные пазы 4, позволяющие возбуждать продольно-крутильные колебания деформирующего элемента. Кроме того, деформирующий элемент смещен относительно оси концентратора, что приводит к формированию сложной траектории вибрационного воздействия на поверхность обрабатываемой детали. Технический результат предлагаемой разработки заключается в повышении эффективности и расширении технологических возможностей ультразвуковой финишной обработки наружных цилиндрических поверхностей деталей с целью повышения их эксплуатационных характеристик, улучшении качества обработанной поверхности, повышения надежности и долговечности ее работы, сокращения длительности приработки. Выявлено, что введение в зону деформации ультразвуковых колебаний привело к увеличению износостойкости поверхностного слоя в 1,5...2 раза по сравнению с традиционными способами ППД, площадь относительной опорной поверхности увеличивается на 35...50 % при глубине наклепанного слоя до 1 мм [4, 5]. Список использованных источников 1. Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием [Текст] / В.М. Смелянский; М.: Машиностроение, 2002. – 300 с. 2. Шуваев В.Г. Инструмент для формирования параметров качества поверхностного слоя деталей при ультразвуковой финишной обработке [Текст]/ В.Г. Шуваев, В.А. Папшев, И.В. Шуваев // СТИН. -2012. № 10. С. 37-40. 3. Шуваев В. Г. Датчик усилия на основе тензочувствительных пьезорезонаторов / В. Г. Шуваев [и д. р.] // Приборы и техника эксперимента. – 1993. – №4. – С. 210-212; 4. Шуваев В.Г., Крылова Н.А. Влияние режимов ультразвуковой обработки на свойства цилиндрических поверхностей// Международный симпозиум «Надежность и качество», 2016. №2 С.185-186. 5. Патент РФ № 2393076. Способ ультразвуковой финишной обработки наружных цилиндрических поверхностей / В.Г. Шуваев, В.А. Папшев, И.В. Шуваев // 104 УДК 621.9.: 631.371 ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ВАЛОВ ПОД ПОДШИПНИКИ КАЧЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ Лашуков М.А., аспирант; Ганзориг Бямбажаргал, бакалавр; Федоров С.К., д.т.н., профессор Московский государственный технический университет им. Н.Э. Баумана Обосновано применение технологии электромеханической обработки для повышения долговечности посадочных поверхностей валов под подшипники качения при их изготовлении и восстановлении. Износ посадочных поверхностей валов под подшипники качения является одной из существенных причин снижения надежности работы автомобилей, автобусов, троллейбусов, тракторов, бульдозеров, электродвигателей, насосов, силовых редукторов, строительных и дорожно-строительных машин, техники сельскохозяйственного назначения. Посадочные шейки под подшипники качения являются базовыми поверхностями валов, от точности вращения и износостойкости которых, зависит нормальная работа зубчатых колес и шестерен коробок скоростей и передач, КПД электродвигателей и насосов, безопасность шкивов верхнего привода бурильного оборудования, грузоподъемного оборудования лифтов и шахт. Промышленные процессы изготовления валов машин и технологического оборудования, обеспечивая конструкционную прочность, не позволяют в полной мере формировать высокую износостойкость посадочных мест под подшипники качения. Основным материалом для изготовления насосов являются среднеуглеродистые экономнолегированные стали 35, 40Х, 40ХН, 45, 45Х. Износостойкость посадочных мест валов под подшипники качения определяется, прежде всего, за счет повышения твердости поверхностного слоя и глубины упрочнения. Процессы объемной термической обработки заготовок из среднеуглеродистых экономно-легированных сталей являются трудоемкими и энергозатратными, вызывают их коробление. Твердость поверхностей валов под подшипники качения, зачастую не превышает 42…48 HRC, в то время как твердость колец подшипников качения из стали ШХ15 – 60…64 HRC. Окончательным методом формирования размеров, формы и шероховатости поверхностей под подшипники качения является шлифование. При запрессовке подшипников качения на вал происходит смятие вершин микронеровностей последнего и уменьшение расчетного натяга в соединении. Эффективным направлением повышения твердости поверхностей валов под подшипники качения является их закалка токами высокой частоты (ТВЧ). Однако закалка ТВЧ выполняется на специализированном оборудовании термистом высокой квалификации, с применением дополнительной оснастки и приспособлений. Закалка ТВЧ вызывает коробление валов, а в зоне галтелей возможно появление закалочных микротрещин, которые являются технологическими концентраторами напряжений и могут привести к усталостному разрушению валов. Окончательная механическая обработка посадочных поверхностей валов под подшипники качения выполняется шлифованием. При этом твердость поверхностей составляет 48…54 HRC. Одним из направлений повышения износостойкости является закалка поверхностного слоя среднеуглеродистых экономно-легированных сталей высококонцентрированным потоком электрической энергии. В работе предполагается использование технологии электромеханической обработки (ЭМО) [1] и ее двух направлений: электромеханической поверхностной закалки (ЭМПЗ) и упрочняющего электромеханического восстановления (УЭМВ)[2, 3]. 105 При ЭМПЗ происходит контактный нагрев поверхности заготовки электрическим током большой силы и быстрое охлаждение локальной области поверхностного слоя металла с формированием в приповерхностном слое мартенситной структуры, обладающей высокой твердостью и износостойкостью. ЭМПЗ обеспечивает твердость 52…58 HRC (cталь 40Х) и повышает износостойкость поверхностного слоя заготовок из среднеуглеродистых сталей, не вызывая коробления и поводки валов. УЭМВ посадочных поверхностей валов под подшипники качения, за один ход инструментального ролика, решает проблему увеличения размера шейки вала и повышения твердости. Метод позволяет восстанавливать изношенные шейки валов с величиной износа по диаметру до 0,1 мм без использования дополнительных материалов. Структурные превращения при УЭМВ, сопровождающиеся изменением кристаллической решетки в поверхностном слое вала, приводят к увеличению его диаметра, по сравнению с изношенным участком детали. Для реализации процессов ЭМПЗ и УЭМВ посадочных поверхностей валов под подшипники качения используется токарно-винторезный станок, установка электромеханической обработки (например, модели «Эталон»), державка телескопическая, токоподводящее устройство, шины медные гибкие, инструментальный и токоподводящий ролик. Изготовление вала и его электромеханическую обработку производит токарь за один установ заготовки (при ЭМПЗ) или детали (при УЭМВ). Финишная обработка поверхностей валов под подшипники качения выполняется резцом с режущей пластиной из керамики или керметов. Шероховатость поверхности после точения составляет Ra 0,8…1,25 мкм. При ручном шлифования шероховатость поверхности достигает Ra 0,32 мкм. Производственные испытания вала консольного центробежного насоса К 45/30 с одноступенчатым односторонним подводом жидкости к рабочему колесу проведены в центральном тепловом пункте (абонентский номер 1220/018) РГАУ-МСХА им. К.А. Тимирязева г. Москва. ЭМПЗ на токарно-винторезном станке 1В62Г подвергали: посадочные места вала под подшипники качения диаметром 35k6, диаметр под ступицу 28js6, шпоночный паз вала 10h9, а также втулку защитную по наружному диаметру 27k6. За время непрерывной эксплуатации насоса (более 6 лет) нарушений в его работе не зафиксировано, ремонту не подвергался. По согласованию с ИП «Богатский» методом УЭМВ обработано 24 дефектных вторичных вала КПП автомобиля семейства «Газель». Валы после восстановления шеек под подшипник качения (диаметр 35k6, максимальный износ 0,06 мм) собраны в коробки перемены передач и установлены на автомобили для проведения производственных испытаний. За истекшие 26 месяцев эксплуатации экспериментальных валов отказов КПП не зафиксировано. КПП с экспериментальными валами продолжают использовать в автомобилях «Газель» в условиях г. Москвы для перевозки пассажиров и грузов. Проблема повышения долговечности посадочных поверхностей валов под подшипники качения электромеханической обработкой не ограничивается только приведенными примерами. Износ поверхностей валов под подшипники качения является причиной низкой долговечности широко используемых во всех отраслях экономики силовых редукторов с червячным, эвольвентным, шевронным профилем зубчатых колес и зацеплением Новикова. Список использованных источников 1. Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой. М.: Машиностроение. 1989. 200 с. 2. Федоров С.К., Федорова Л.В. Электромеханическая обработка // РИТМ – 2012. – №2(70). С. 14-16. 3. J. S. Alekseeva, L.V. Fedorova, S.K. Fedorov, I.N. Kapustin. Improving the quality of the surface layer of steel parts // Proceeding of 5-th International Mechanical Engineering Forum (IMEF). 2012. Prague, Czech Republic. С. 65-74. 106 УДК 621.01 ПОВЫШЕНИЕ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ ВИБРАЦИОННОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ Тамаркин М.А., д.т.н., профессор; Тищенко Э.Э., к.т.н., доцент; Новокрещенов С.А., аспирант; Гейко Ю.И., аспирант Донской государственный технический университет В статье представлены результаты исследований процесса вибрационной обработки деталей в среде стальных шариков. Рассмотрено понятие надежности технологического процесса. Выявлены факторы, оказывающие влияние на выходные параметры объекта управления (технологического процесса) с точки зрения обеспечения его надежности и показатели, с помощью которых можно оценить надежность технологического процесса. Получен комплекс моделей формирования показателей надежности технологического процесса, позволяющих обеспечить повышение эффективности обработки и достижение заданной величины и стабильности параметров качества обрабатываемой детали. Установлены зависимости для определения среднего арифметического отклонения профиля шероховатости поверхности, глубины упрочнения и степени деформации, времени обработки. Любой технологический процесс (ТП) образует сложную динамическую систему, в которой связаны в единый комплекс определенные элементы: оборудование, обрабатывающий инструмент или среды, объекты производства (заготовки, полуфабрикаты, готовые изделия), средства контроля и управления, вспомогательные и транспортные устройства. Для выполнения задач обеспечения качества изделий этот процесс должен обладать высокой надежностью. Надежность ТП механической обработки - это комплексное понятие, которое включает в себя множество других параметров. Среди них могут быть такие, как точность, стабильность, долговечность и др. Так надежность может быть обеспечена, например, рациональным выбором оборудования, оснастки, режущего инструмента, а также выбором или расчетом оптимальных режимов обработки. Надежность технологических систем всегда оценивается по уровням только тех показателей качества изделия, на которые непосредственно влияют технологии изготовления. Обычно в процессе расчета надежности технологических систем используют заданные показатели качества готового изделия, заданные в конструкторской документации. И здесь требуется определить, обеспечивает ли соблюдение установленных требований процесс изготовления изделий, не оценивая их технический уровень. Под надежностью технологических систем и осуществляемых ими технологических процессов, согласно ГОСТ 27.202-83 [1], понимают их свойство обеспечивать требуемые точность и качество детали, получаемые обработкой заготовки на одном или нескольких этапах при условии сохранения на них промежуточных технологических параметров точности и качества в установленных пределах. При контроле технологических процессов по рассеянию размеров после обработки поверхности детали определяют значения показателей точности. При этом используются специальные коэффициенты (показатели точности). В [1] определены значения показателей точности по контролируемому параметру: коэффициент точности К Т , коэффициент мгновенного рассеивания К , коэффициент смещения К см и коэффициент запаса точности К з . 107 В качестве объекта для исследования надежности выбран технологический процесс вибрационной отделочно-упрочняющей обработки (ВиОУО) в среде стальных шариков. ВиОУО является одним из наиболее перспективных методов обработки деталей машин и приборов. Целью настоящих исследований является повышение эффективности и надежности технологических процессов ВиОУО с учетом исследования формирования показателей точности на основании разработки комплекса адекватных теоретических моделей процесса обработки [2]. Проведены исследования формирования шероховатости обработанной поверхности при ВиОУО. Изменение шероховатости происходит от исходной до некоторой характерной для данного метода при конкретных технологических режимах обработки. Такую шероховатость называют установившейся. Для определения среднего арифметического отклонения профиля установившейся шероховатости при ВиОУО получена зависимость [2]: h l а b Ra 0,002 max ед2 , R где hmax - максимальная глубина внедрения шарика в поверхность детали, a и b большая и малая полуоси эллипсоида контакта частицы среды с поверхностью детали, R- радиус шарика, lед - единичная длина, введенная для сохранения размерности. Получена зависимость для определения рационального времени обработки при ВиОУО [2]: 4 hmax F R 2 tF , VS где F – необходимое число повторяющихся ударов в одну и ту же точку обрабатываемой поверхности, VS - объём деформируемого металла при единичном взаимодействии шарика с обрабатываемой поверхностью, - частота колебаний рабочей камеры. При решении технологических задач ВиОУО важное значение имеет аналитический расчет ожидаемого значения глубины упрочнения hн и степени деформации . От толщины упрочненного слоя зависят многие эксплуатационные свойства деталей, например, усталостная прочность и долговечность. Такой параметр упрочнения, как степень пластической деформации , оказывает влияние на механическое состояние поверхностного слоя материала обрабатываемой детали. Аналитическое определение глубины упрочнения и степени деформации в зависимости от физико-механических свойств материала детали и параметров процесса является очень сложной задачей. При проведении исследований был учтен тот факт, что с переходом от статического нагружения к ударному возрастает сопротивление материала вдавливанию в него инденторов, т.е. возрастает уровень твердости материала, вследствие чего динамическая твёрдость оказывается больше статической. Количественной мерой возрастания твёрдости, которая обусловлена динамичностью нагрузки, служит динамический коэффициент твёрдости [3]. С достаточной для практики точностью зависимость динамического коэффициента твёрдости от скорости внедрения индентора при обработке стали, как для случая контакта сферы с плоскостью, так и для тел произвольной формы и кривизны, получена в работе Сидякина Ю. И. [3] и может быть определена по формуле: 137V0 2250 V0 , 0,51 1 HD HD где HD - динамическая твёрдость, V0 - начальная скорость удара. С учётом вышеприведенной зависимости для определения коэффициента твердости, а также условия пластичности Генки-Мизеса [3] при описании пластически деформированной области, распространяющейся на некоторую глубину вокруг остаточной вмятины (пластического отпечатка), получены следующие формулы для расчёта глубины упрочнения и степени деформации: 108 1 b 4 ш hн 3,8 R 1 1 k эф А sin 4 , kc c Т 2 a 0,025 k эф А 4 ш . НВ1,12 где ш - плотность материала шарика; А - амплитуда колебаний рабочей камеры, - угол встречи шарика с поверхностью детали, Т - предел текучести материала детали, с – коэффициент несущей способности контактной поверхности, k c - коэффициент, учитывающий влияние шероховатости поверхности детали на площадь фактического контакта, k эф - коэффициент, учитывающий влияние соседних шариков, НВ – твердость по Бринеллю. Для удобства расчетов осуществлен перевод динамической твердости в твердость по Бринеллю с использованием соотношения НВ 0,2 НD0,89 . Для проверки достоверности предложенных теоретических моделей формирования шероховатости поверхности, глубины упрочнения и степени деформации при ВиОУО проведены комплексные экспериментальные исследования. Исследовано влияние амплитуды и частоты рабочей камеры, размеров шариков и твердости материала детали по Бринеллю на величину шероховатости поверхности, глубины упрочнения и степени деформации при ВиОУО. Проведено сравнение результатов теоретических и экспериментальных исследований, разница между которыми не превышает 20%. Полученный комплекс теоретических моделей процесса ВиОУО, прошедший экспериментальную проверку, может быть использован для аналитического прогнозирования обеспечения надежности технологических процессов. Произведены расчеты параметров надежности ТП. Разработана методика проектирования технологических процессов ВиОУО с учетом обеспечения их надежности и элементы САПР ТП в виде программного модуля. При проектировании ТП рассчитываются показатели точности по формулам, полученным выше. Далее пользователем вводятся возможные поля рассеяния исходных величин (технологических режимов и физико-механических свойств материала детали). Определяются поля рассеяния значений контролируемого параметра, среднее значение отклонения контролируемого параметра относительно середины поля допуска. Рассчитывается значение коэффициента запаса точности по зависимости, представленной в ГОСТ 27.202-83. В случае выполнения условия К з 0 , рассчитывается время обработки для каждого варианта сочетаний технологических параметров и выбирается вариант, обеспечивающий минимальное время обработки, который и считается рациональным. Результаты проведенных исследований и методика проектирования ТП позволят обеспечить надежность процесса ВиОУО. Список использованных источников 1. ГОСТ 27.202-83 Надежность в технике. Технологические системы. Технические требования к методам оценки надежности по параметрам производительности. – 28 с. 2. Tamarkin M., Tichshenko E., Fedorov V. Theoretical bases of the surface layer formation in the finishing and hardening treatment of details by spd in flexible granular environment. IOP Conference Series: Materials Science and Engineering Сер. "International Conference on Mechanical Engineering, Automation and Control Systems 2015, MEACS 2015" 2016. – 6 р. 3. Сидякин Ю.И. Разработка методов расчета упругопластических контактных деформаций в процессах упрочнения деталей поверхностным пластическим деформированием: автореф. дисс. докт. техн. наук: 01.02.06/Сидякин Юрий Иванович. – М., 2002. – 34 с. 109 СЕКЦИЯ 4. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И СБОРКА В МАШИНОСТРОЕНИИ УДК 621.883 (088.8) ПРОЕКТИРОВАНИЕ ЭФФЕКТИВНОГО УЛЬТРАЗВУКОВОГО ИНСТРУМЕНТА ДЛЯ СБОРКИ И РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ Будников Ю.М., к.т.н.; Крылова И.А., аспирант; Шуваев В.Г., д.т.н. Самарский государственный технический университет В статье рассматриваются вопросы повышения эффективности сборки и разборки резьбовых соединений с помощью дополнительного воздействия ультразвуковых колебаний. Описана конструкция ультразвукового инструмента с двумя концентраторами, формирующими продольные и крутильные колебания. Одним из наиболее распространенных в машиностроении видов соединений являются резьбовые, обеспечивающие возможность разборки и вторичной сборки изделии без повреждения сопрягаемых поверхностей деталей. В машиностроительном производстве доля резьбовых соединений составляет 20…35% от всех собираемых узлов, причем во многих случаях резьбовые соединения являются ответственными узлами, определяющими прочность, надежность и безопасность всей конструкции, в связи с чем к качеству затяжки резьбовых соединений предъявляются повышенные требования. Известно, что работа, совершенная прикладываемым моментом затяжки, расходуется, во-первых, на создание силы затяжки и, во-вторых, на преодоление сил трения, при этом по различным оценкам на противодействие силам трения затрачивается от 70 до 95% работы, причем силы трения в формируемом резьбовом соединении являются нестабильными и зависят от коэффициента трения в резьбе, коэффициента трения между поверхностями контактирования головки болта, гайки и шайбы с собираемыми деталями, а также от качества и геометрии контактирующих поверхностей [1]. Перспективным направлением повышения эффективности традиционных процессов сборки и контроля качества резьбовых соединений является введение ультразвуковых колебаний в зону контакта поверхностей деталей, когда наряду с основными движениями, предусмотренными технологической схемой сборки, деталям дополнительно сообщаются колебания ультразвуковой частоты [2]. Введение ультразвука в зону контакта оказывает существенное влияние на характер фрикционного взаимодействия и на его основные показатели. Механизм воздействия ультразвука на силы трения заключается в изменении кинематических условий контактирования поверхностей, а также в изменении характера напряженного состояния металла в зоне трения. Установлено, что в зависимости от схемы подведения колебаний при оптимальных амплитудах и от величины удельных нагрузок коэффициент трения снижается в 2...4 раза [3]. Применение ультразвука позволяет управлять состоянием формируемых контактных связей непосредственно в сборочном процессе, при этом под действием дополнительных ультразвуковых колебаний происходит компенсация возмущающих факторов, связанных с разбросом геометрических параметров резьбовых соединений, механических свойств материала, коэффициентов трения, микрогеометрии соединяемых деталей [4,5]. Проведенный авторами анализ описаний известных устройств для ультразвуковой сборки и разборки резьбовых соединений показал их недостаточную эффективность по созданию дополнительных колебательных воздействий, в связи с чем была разработана 110 конструкция двухступенчатого ультразвукового устройства для сборки и разборки резьбовых соединений, представленная на рисунке. Устройство содержит пакетный пьезокерамический вибровозбудитель 1, генерирующий ультразвуковые колебания, которые отражаются от демпфера (противовеса) 2 и поступают в концентратор второй ступени 3. Вибровозбудитель 1 поджат к концентратору 3 посредством шпильки и гайки 10. Выходной торец концентратора второй ступени 3 поджат к внутреннему торцу концентратора первой ступени 4, что обеспечивает возбуждение в нем ультразвуковых колебаний. На плоском внешнем торце концентратора 4 смонтированы стакан 5 и головка под ключ 6, фиксируемые штифтом 7. Ультразвуковое устройство для сборки резьбовых соединений В зоне рабочего торца концентратора 4 размещена головка под гайку 8, поджатая при помощи крышки 9. Концентраторы ультразвуковых колебаний выполнены в виде втулок с коническим 3 и цилиндрическим 4 участками на внутренней поверхности. Причем на внешней поверхности концентратора 4 выполнены наклонные пазы, позволяющие наряду с продольными колебаниями дополнительно формировать ультразвуковые крутильные колебания. Устройство для сборки резьбовых соединений работает следующим образом. 111 При включении источника питания (на чертеже не показан) напряжение синусоидальной формы и резонансной частоты подается на обкладки пакетного пьезокерамического вибровозбудителя 1, который, изменяя вследствие обратного пьезоэффекта свои геометрические размеры, возбуждает ультразвуковые колебания концентратора второй ступени 3. В случае его выполнения в виде круглого стержня с экспоненциальным изменением сечения коэффициент трансформации будет равен 10. Выходной торец концентратора второй ступени 3 поджат к внутреннему торцу концентратора 4, что обеспечивает возбуждение в нем ультразвуковых колебаний. Одновременно отраженные от торца ультразвуковые колебания усиливаются концентратором 4 с внутренней конической поверхностью, коэффициент трансформации которого также равен 10. Таким образом, суммарный коэффициент трансформации колебательной системы устройства может достигать 100, причем за счет размещения концентратора второй ступени, пакетного пьезокерамического вибровозбудителя и демпфера внутри концентратора 4 увеличение коэффициента трансформации достигнуто без увеличения размеров устройства. Кроме того, повышается надежность и безопасность работы устройства за счет того, что пьезовозбудитель убран из силовой зоны. Концентратор 4 может быть выполнен сменным с противоположным наклоном пазов, что позволит использовать устройство для разборки резьбовых соединений. Применение заявляемого устройства позволяет на 40...50% повысить эффективность работы за счет почти двукратного увеличения степени концентрации ультразвуковой энергии, которое достигнуто без увеличения габаритов устройства. Список использованных источников 1. Биргер И.А., Иосилевич Г.Б. Резьбовые и фланцевые соединения. - М: Машиностроение, 1990.-368 с. 2. Нерубай М.С., Калашников В.В., Штриков Б.Л., Яресько С.И. Физико-химические методы обработки и сборки. – М: Машиностроение-1, 2005. – 396 с. 3. Повышение работоспособности резьбовых соединений путем применения ультразвука при обработке и сборке: монография / Б.Л. Штриков, В.В. Головкин, В.Г. Шуваев, И.В. Шуваев. – М.: Машиностроение, 2009. – 125 с. 4. Шуваев В.Г., Шуваев И.В. Контроль качества затяжки резьбовых соединений при ультразвуковой сборке по динамическим характеристикам// Международный симпозиум «Надежность и качество», Пенза,25-31 мая, 2013. 2 том. С.276-278. 5. Патент РФ на изобретение № 2502591, МПК В23Р19/06; опубликовано 27.12.2013. Бюл. № 36. Способ ультразвуковой сборки резьбовых соединений / В.Г. Шуваев, И.В. Шуваев. 112 УДК 621.757 ОБОСНОВАНИЕ ПРЕДЕЛЬНОЙ УГЛОВОЙ СКОРОСТИ ВРАЩЕНИЯ ШПИЛЕК ПРИ АВТОМАТИЗИРОВАННОМ НАЖИВЛЕНИИ Житников Ю.З., д.т.н., профессор; Житников Б.Ю., д.т.н., профессор; Матросов А.Е., к.т.н., доцент Ковровская государственная технологическая академия им. В.А. Дегрярёва Обоснована предельная угловая скорость вращения шпилек при автоматизированном наживлении с обеспечением надёжной сборки изделий. В автоматизированном производстве при высоких частотах вращения шпилек возникают случаи ненаживления. Это происходит потому, что шпилька, как правило имеющая большую твёрдость и прочность, своей заходной кромкой резьбы срезает заходную кромку резьбового отверстия, исключая наживление и приводя к браку в сборочном производстве. Обоснуем предельную угловую скорость вращения шпилек, при которой гарантируется надёжная автоматизированная сборка. Для математического описания процесса автоматизированного наживления воспользуемся дифференциальным уравнением вращательного движения [1]: J 0 М e j ( 0) , (1) где J 0 - момент инерции системы относительно центра 0; - вектор углового ускорения; e j ( 0) - сумма моментов внешних сил, действующих на систему относительно центра 0. Проинтегрируем это выражение и в проекции на ось вращения оно примет вид: J Z (1 0 ) M Z (S e ) , (2) где J 0 – приведённый момент инерции вращающихся элементов гайковёрта, патрона и М шпильки; 1 , 0 – конечная и начальная угловые скорости движения; M Z ( S e ) - момент импульса при взаимодействии системы. Рассмотрим случай удара заходных кромок резьб, при которой угловая скорость шпильки после удара составит ¾ от начальной. Тогда уравнение (2) примет вид: 3 (3) J Z 0 0 M Z S удe , 4 Расчётная схема Среднее значение момента ударного импульса относительно оси вращения (рис) запишется: D (4) M Z S удe 2 Fуд0 cos cos t , 2 2 где D2 - средний диаметр резьбового отверстия; Fуд0 - сила удара; - максимальный угол взаимодействия заходных кромок резьб; - угол наклона винтовых линий резьб; - угол 113 профиля метрической резьбы. Исключим t из уравнения (4). Для этого воспользуемся утверждением [2,3], что работа, совершаемая силой среза равна работе силы при ударе при равных перемещениях: Ауд Аср ; Fуд hуд Fср hср , (5) где Fуд - сила при ударе заходных кромок; hуд - величина перемещения при ударе; Fср – сила среза; hср - глубина среза (на полный профиль заходной кромки). Сила при ударе с учётом её перпендикулярного положения к заходной кромке: F1 уд F1 y ( F1 уд 0 sin cos . (6) 2 Величина перемещения при ударе находится из выражения: V sin (7) hуд Vср t 0 cos t , 2 2 где V0 – скорость удара заходной кромки направленая по касательной к диаметру резьбы. Работа силы среза с учётом допустимого напряжения на срез материала заходной кромки резьбового отверстия запишется: Аср ср S ср hср . (8) Подставим выражения (6), (7) и (8) в выражение равенства работ (5) получим: 1 0 (9) FудV0 sin 2 cos 2 t ср S ср hср . 2 2 D Считая, что V0 0 , домножим последнее выражение на cos( ) , выделим из 2 полученного правую часть уравнения (3) с учётом выражения (4) и подставим в уравнение (3): 2 ср S ср hср cos 1 . (10) J Z 0 4 0 sin 2 cos 2 Окончательно, предельная угловая скорость вращения шпильки, при которой будет обеспечена надёжное автоматическое наживление, запишется: 8 ср S ср hср cos . (11) H 0 2 J Z sin cos 2 Для метрических резьб доказано [3]: 0.5 P , hср 0,375 Р; S ср 0,278 P 2 ; tg D2 где P – шаг резьбы. Отклонение экспериментально полученной предельной угловой скорости наживления по сравнению с теоретическим значением составило не более 18%. Список использованных источников 1. Бутенин, Н.В. Курс теоретической механики [текст] / Н.В. Бутенин, Я.Л.Лунц, Д.Р. Меркин. В 2т. – М. : Наука, 1971. -464 с. 2. Житников, Ю.З. Динамика движения элементов механизмов при упругом и упругопластическом ударах о неподвижные и подвижные тела: монография /Б.Ю. Житников, Ю.З. Житников. – Ковров: ФГБОУ ВПО «КГТА им. В.А. Дегтярёва», 2014. – 80 с. 3. Житников, Ю.З. Автоматизация производственных процессов в машиностроении [текст]: учебник для машиностроительных вузов / Ю.З. Житников, Б.Ю. Житников и др.; под ред. проф. Ю.З. Житникова. – Старый Оскол: ТНТ, 2009. – 656 с. 114 СЕКЦИЯ 5. КОМПЬЮТЕРНЫЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ УДК 621.833 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ШАРИКО-ВИНТОВЫХ ПЕРЕДАЧ Гриднев М.А., студент; Соболев А.Н., к.т.н., доцент Московский государственный технический университет «СТАНКИН» Описаны достоинства и недостатки шарико-винтовых передач. На основе разработки прикладного программного приложения и параметрического моделирования в среде T-FLEX CAD предложен способ усовершенствования методов и инструментов интерактивного автоматизированного проектирования шариковинтовых передач. В настоящее время шарико-винтовые передачи (ШВП) используются в различных технологических машинах: станках, автоматических манипуляторах, автоматических линиях и т.д. [1-3]. ШВП обладают следующими достоинствами [3]: Надежность и долговечность. Компактность при высокой нагрузочной способности. Плавность хода, низкий уровень шума. Высокая кинематическая точность. Высокий КПД. Малый момент инерции. Однако рассматриваемая передача имеет и некоторые недостатки [3]: Высокая стоимость шарико-винтовой передачи по сравнению со стоимостью передач типа «винт-гайка». Повышенные требования к точности и качеству изготовления деталей. Основное применение из передач винт-гайка качения имеют ШВП, в которых комплект шариков располагается в винтовых канавках винта и гайки и непрерывно циркулирует через устройство возврата при вращении винта в направлении его поступательного движения. Устройства возврата (перепуска) шариков могут быть сведены к двум основным вариантам. В первом варианте шарики при возврате выводятся из контактирования с поверхностью винта и направляются по каналу возврата, расположенному в теле гайки или в ее крышке, либо в виде изогнутой трубки, закрепленной на наружной поверхности гайки и замыкающей 1,5; 2,5 или 3,5 витка резьбы [3]. Учитывая значительную трудоемкость и объем проектных расчетов, необходима автоматизация процедуры интерактивного проектирования шарико-винтовой передачи. При этом требуется обеспечить возможность построения твердотельных моделей со сложной геометрией в САПР, на основе которых могут быть выполнены рабочие чертежи деталей. С этой целью авторами осуществлялась научно-исследовательская деятельность по анализу и поиску рациональных решений обозначенной задачи. Авторами были разработаны параметрические модели и программное приложение на языке C#, которое реализует алгоритм расчета с необходимыми геометрическими построениями посредством OpenAPI TFLEX CAD. Для разработки программного приложения использовалась система T-FLEX CAD, установленная в компьютерном классе Лаборатории технологий проектирования, испытаний и ремонта металлорежущих станков Технологического полигона МГТУ «СТАНКИН». В качестве среды разработки использовалась программа SharpDevelop. Геометрические построения элементов ШВП могут осуществляться в двумерном и 115 трехмерном пространствах. Методики расчетов и проектирования ШВП, реализованные в прикладном приложении, были взяты из работы [3]. Для получения винтовой линии (винта) использовались булевы операции выталкивания профиля резьбы по винтовой линии и вычитание полученного профиля из цилиндрического элемента. Для построения гайки и канала также использовались булевы операции объединения и вычитания твердотельных элементов. Основными достоинствами разработанного программного приложения для автоматизации процедуры интерактивного проектирования ШВП является: Вариативность получаемых проектных решений. Возможность силового анализа элементов ШВП. Уточнение поправочных конструктивных коэффициентов. Сокращение времени проектирования ШВП. Возможность эффективного использования разработанной методики автоматизированного проектирования в рамках различных курсов кафедры станков: «Теория механизмов и машин», «Прикладная динамики», «Техническая механика». Получение файлов-отчетов с результатами автоматизированных расчетов. На рисунке представлена модель (схема) ШВП в T-FLEX CAD, полученная на основе параметрического моделирования и использования возможностей прикладного программирования. Модель ШВП в T-FLEX CAD В настоящее время, разработанная методика автоматизированного проектирования и набор программных средств ее обеспечения проходят апробацию на кафедре станков ФГБОУ ВО «МГТУ «СТАНКИН». Список использованных источников 1. Гречишников В.А., Сморкалов Н.В. Численная модель формирования поверхности детали при механической обработке // СТИН. – 2001. –№11. –C.12-16. 2. Косов М.Г., Кузнецов А.П., Соболев А.Н. Нетвердотельное проектирование. Принципы. Методы. Применение. – М.: Янус-К, 2010. – 276 с. 3. Беляев В.Г. Винтовые механизмы качения в станках с ЧПУ и роботах: Учеб. пособие – М.:Мосстанкин, 1984 – 62 с. 116 УДК 621.9.06 КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ И САD/САМ/САЕ ТЕХНОЛОГИИ Емельянов Н.В. ст. преп.; Емельянова И. В. к.т.н., доцент Самарский государственный технический университет Рассмотрены методы компьютерного моделирования деталей в CAD системе КОМПАС 3D. Приведена методология разработки «Электронного Макета Изделия». Процесс проектирования, согласно ГОСТ 2.103-68, состоит из задания на проектирование изделия, разработки гипотезы, анализа и синтеза системы, оценки полученного результата, внесения возможных изменений в проект и выдача конечных результатов в виде технической документации, выполненной в соответствии с требованиями ЕСКД. В состав документации, в частности, входят чертежи деталей и узлов 2D и 3D, технические условия, ведомости на сборочные узлы и др. Для решения задач проектирования используются программы типа КОМПАС-3D САD системы, предназначенные для создания трехмерных параметрических моделей деталей и сборочных единиц. САD технологии позволяют также решать задачи моделирования изделий для передачи модели в расчетные пакеты САЕ - технологий, моделирования деталей для передачи геометрии в пакеты разработки управляющих программ для оборудования с ЧПУ (САМ - системы), а также создания изометрических изображений изделий для составления каталогов, иллюстраций к технической документации и т.д., решение задач маркетинга и презентаций. При решении задач начертательной геометрии модели используются для построения линии очерка (рис. 1) грани. Рис. 1. Линия очерка: а) одной грани, б) набора граней Чтобы построить линию очерка грани, вызывается команда Линия очерка. Проекционная кривая — проекция указанной кривой (базовой) на поверхность проецирования (рис. 2). Чтобы построить проекционную кривую, выполняют команду Проекционная кривая. Кривая пересечения поверхностей. Чтобы построить кривую пересечения поверхностей, вызовите команду Кривая пересечения поверхностей. Создание поверхностей. В КОМПАС-ЗD могут быть созданы поверхности методами выдавливания, вращения, по сечениям и др. При решении задач САЕ, САМ технологий импортируют в модель поверхности, записанные в файле формата SAT, IGES или STEP AP203. 117 Эти форматы также используются для передачи изделий, деталей и сборок, выполненные в САD системе в расчетные и др. программы. Рис. 2. Построение проекции линии эскиза на цилиндрическую поверхность: а) проецирование линии эскиза по нормали к поверхности; б) проецирование линии эскиза перпендикулярно плоскости эскиза Методология разработки «Электронного Макета Изделия». Анализ и синтез системы предполагает разработку «Электронного Макета Изделия» на основе широкого использования инновационных технологий, теории и практики «Начертательной геометрии», «Инженерной и компьютерной графики», «Геометрического и математического моделирования» [1,2]. Рис. 3. САD/САМ/САЕ компьютерное моделирование изделия При создании электронного макета используются следующие ключевые подходы: - cоздание конечного изделия, а не решение отдельных частных задач; - работа в контексте сборки. Проектирование «сверху – вниз» - когда изделие разрабатывается от общей сборки, постепенно переходя к узлам и деталям; - работа с управляющими (контрольными) структурами – электронными моделями, применяемыми для управления ассоциативно связанными с нею моделями и видами ассоциативного чертежа 2D. 118 Исследование при помощи ЭВМ (рис. 3) различных процессов и явлений, используя САД/САМ/САЕ технологии, позволяют решать задачи из самых разных областей науки и техники. Программное обеспечение (ANSYS, EWB, MATLAB и др.), методика экспериментальных исследований включают многовариантный анализ, выполняемый путем многократного моделирования исследуемой системы при различных значениях варьируемых параметров [2]. В процессе решения задачи синтеза нового изделия отдельные детали, механизмы, объединяются в сборочный узел (см. рис. 4). Рис. 4. Модель 3D шпиндельного узла станка с ЧПУ в КОМПАС 3D САЕ системы ANSYS [1], Nastran, Win Mashine и др. позволяют в дальнейшем провести углубленный анализ влияния различных факторов на эксплуатационные характеристики шпиндельного узла (рис. 5). Рис. 5. Первая форма колебаний шпинделя станка на частоте 785 Гц Компьютерные САD/САМ/САЕ технологии позволяют создавать численные модели различных объектов. С их помощью можно увидеть еще не существующий объект, получить его геометрические характеристики, выполнить исследование его физических свойств путем постановки численных экспериментов, внести необходимые изменения, подготовить производство и изготовить изделие. Инструментом для этого служат CAD/CAM/CAE системы. Список использованных источников 1. Геометрическое моделирование деталей сложного контура в КОМПАС-3D: учеб. пособие / В.Л. Зубенко, Т.С. Москалева, И.В. Емельянова, Н.В. Емельянов. – Самара: Самар.гос.техн.ун-т, 2014. – 221 с. 2. Справочная информация по программе «Компас-3D» www.ascon.ru 2013г. 119 УДК 004.92:378 САD-ТЕХНОЛОГИИ ПРИ ИЗУЧЕНИИ ГЕОМЕТРИИ И ИНЖЕНЕРНОЙ ГРАФИКИ ДИСЦИПЛИН НАЧЕРТАТЕЛЬНОЙ Емельянов Н.В., ст. преп.; Емельянова И.В., к.т.н. доцент Самарский государственный технический университет В статье приведены современные методы компьютерной графики, позволяющие оптимизировать решение практических задач инженерной графики и начертательной геометрии с помощью САD - технологий (КОМПАС 3D). Настоящее время учебный процесс в ВУЗе характеризуется широким внедрением инновационных технологий, начиная с первого курса обучения. Совершенствование содержания и методов графической подготовки студентов, направленной на внедрение в учебный процесс CAD систем, является одной из актуальных задач, стоящих перед коллективом кафедры инженерной графики (ИГ). Компьютерная графика, базирующаяся на САD - технологиях, позволяет успешно решать задачи инженерной графики (ИГ) и начертательной геометрии (НГ), являющейся одной из фундаментальных наук, составляющих основу инженерно-технического образования. НГ изучает методы изображений пространственных геометрических фигур на плоскости и способы решения по этим изображениям метрических и позиционных задач в пространстве. Освоение методов и приобретение практических навыков начертательной геометрии позволяет решать в дальнейшем ряд прикладных задач специальных и общеинженерных дисциплин на последующих курсах обучения. С этой целью на кафедре изучается система КОМПАС-3D, предназначенная для решения широкого круга указанных задач при создании двух- и трехмерных параметрических моделей деталей и сборочных единиц, содержащих как типовые, так и нестандартные конструктивные элементы. Рис. 1. Геометрические объекты Геометрические объекты (рис. 1) служат основными элементами математической модели (ММ) реальных или воображаемых объектов. Так, например, ММ кривой, представляющей собой геометрическое место точек, координаты которых описываются непрерывными и однозначными функциями r1 (t ) , r2 (t ) , r3 (t ) параметра t, принимающего значения на отрезке t min t t max , в декартовой прямоугольной системе координат Ое1е2 е3 имеет вид: 3 r (t ) ri t ei , t min t t max . i 1 Представление кривой в таком виде называется параметрическим. Точка кривой r (t ) является обыкновенной, если в этой точке не обращается в нуль длина вектора первой производной по параметру t 120 dr . dt Для векторной функции в декартовой прямоугольной системе координат ее производные п-го порядка по параметру t имеют вид: 3 d n ri (t ) d nr r (n) n ei . dt dt n i 1 Всякой точке или кривой, а также геометрическому телу (А) евклидова пространства (рис. 2) соответствует изображение на плоскости, состоящее из трех проекций А1 , А2 , А3 , связанных между собой линиями проекционной связи. Такое представление геометрического тела называется комплексным чертежом (точки, кривой, тела А в системе плоскостей ( П1 , П 2 , П 3 )). r Рис. 2. Виды и плоскости проекций Решение позиционных и метрических задач становится проще, если геометрические фигуры находятся в частном положении относительно плоскостей проекций П1 , П 2 , П 3 . Для того, чтобы геометрические фигуры заняли частное положение, необходимо выполнить преобразование чертежа. Существует несколько способов преобразования ортогонального чертежа: способ замены плоскостей проекций; способ дополнительного проецирования; способ плоскопараллельного движения; способ вращения вокруг проецирующей прямой; способ вращения вокруг прямой уровня [1,2]. Применение указанных методов (способов) преобразования комплексного чертежа упрощает решение практических задач: на принадлежность и на пересечение геометрических фигур. Рис. 3. Решение задачи на плоскости 2D методами НГ и ИГ Построение пересечений фигур. Пример. Построить пересечение конуса плоскостью общего положения АВС. 121 Решение задачи возможно в виде построений 2D (рис.3) или на ПК в виде 3D (рис.4, 5), построением и компьютерным моделированием в КОМПАС 3D. При этом при решении задачи используют и осваивают широкие возможности системы проектирования, применяя частные подзадачи типа: Построение линии очерка грани (или для набора граней). Проекционная кривая. Кривая пересечения поверхностей. Чтобы построить кривую пересечения поверхностей, вызывают команду «Кривая пересечения поверхностей». Создание поверхностей одним из следующих методов. В КОМПАС-ЗD могут быть созданы следующие поверхности: - выдавливания, - вращения, - по сечениям, кинематическая, - «заплатка», -линейчатая, - по сети кривых, - по сети точек, - по пласту точек, -эквидистантная, - поверхность соединения и др. Технология Free-form-моделирования - для создания поверхности свободной формы. Для поддержки этой технологии на инструментальной панели Поверхности (КОМПАС-3D V.13) выбирают панель Сплайновая форма (рис. 4). Рис. 4. Панель Сплайновая форма Построение линии пересечения геометрических объектов 3D в КОМПАС-ЗD (Рис.5). Решение задачи на ПК выполняется с учетом знаний, полученных при решении задачи 2D (см. рис 3), и характеризуется наглядностью и простотой. Рис. 5. Решение задачи «Пересечение конуса плоскостью общего положения» на ПК Применение САD-технологии при изучении дисциплин НГ и ИГ способствует совершенствованию методов обучения, повышению эффективности и интенсификации учебного процесса. Список использованных источников 1. Емельянов Н.В. Компьютерная графика и моделирование технологических систем: учеб.пособ. / Т.С. Москалева, И.В. Емельянова, Н.В. Емельянов, В.Л. Зубенко. – Самара. Самар.гос.техн.ун-т, 2010. – 193 с. 2. Емельянов Н.В. САД СИСТЕМА КОМПАС – 3Д. Учебное пособие / В.Л. Зубенко, Н.В. Емельянов. Самар. гос. техн. ун-т. Самара, 2010. - 150 с. 122 УДК 681.5 ПРИМЕНЕНИЕ ЗАПАСА УСТОЙЧИВОСТИ ДЛЯ ОЦЕНКИ ДИНАМИЧЕСКОГО СОСТОЯНИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ И СОЗДАНИЯ ЭКСПЕРТНОЙ СИСТЕМЫ ПОДДЕРЖКИ ПРИНЯТИЯ РЕШЕНИЯ Игнатьев А.А., д.т.н., профессор; Гаврилова А.В., аспирант; Каракозова В.А., к.т.н., доцент Саратовский государственный технический университет имени Гагарина Ю.А. Представлены результаты исследований влияния запаса устойчивости на динамическое состояние станка, способы его вычисления. Показан пример использования разработанной экспертной системы поддержки принятия решения. Современное производство подшипников нацелено не только на качественное шлифование колец подшипников, но и на увеличение времени между правками круга. Последнее может быть установлено на основе оценки запаса устойчивости динамической системы (ДС) [1]. Для оценки динамического качества станка возможно моделирование динамической системы и построение алгоритма, но для этого необходимо иметь значения большого количества параметров. Также оценить динамическое состояние возможно путём сравнения «эталонных» виброакустических (ВА) характеристик станка с его реальными значениями. В качестве «эталонных» значений могут быть выбраны характеристики, полученные при вводе станка в эксплуатацию, после проведения ремонтно-профилактических работ или характеристики лучшего станка из группы однотипных [2]. Для оценки динамического состояния станка при резании возможно измерение спектра колебаний и его изменения в процессе обработки путём статистического анализа, однако, в этом случае трудно дать физическое обоснование изменениям в динамике станка. В этом смысле более целесообразным представляется определение запаса устойчивости ДС, впервые предложенное в работе [1]. Запас устойчивости ДС изменяется при изменении значений параметров режима резания, например, подача шлифовального круга или снижение его режущих свойств при износе . Для оценки изменения запаса устойчивости ДС по мере износа круга проведён эксперимент на круглошлифовальном станке SWaAGL-50, заключающийся в последовательной обработке колец подшипников с увеличенным интервалом времени между правками круга. В производственных условиях правка предусмотрена через 5 колец. В эксперименте обработка осуществляется до того момента, когда состояние поверхностного слоя дорожки качения колец существенно ухудшалось. В качестве показателя качества использовалась неоднородность структуры шлифования поверхностного слоя. Оценка осуществлялась вихретоковым методом с помощью автоматизированного прибора ПВК-К2М в баллах (5 баллов – отличное состояние, 2 балла - брак) [1]. Запас устойчивости оценивался в условных единицах по критерию Михайлова. Вычисление запаса устойчивости при обработке колец показало (рис.1), что уровень ВА колебаний и запас устойчивости почти не изменялся со 1-го по 10-е кольцо, а начиная с 12-го кольца, повысился уровень ВА колебаний и резко понизился запас устойчивости, что коррелирует с показателем качества шлифования. Из изложенного следует, что правку круга можно осуществлять не через 5 колец, как принято по технологическому циклу, а через 10 колец, что повышает производительность при сохранении качества поверхностного слоя, и экономит алмазный правящий инструмент. 123 Рис.1. Зависимость запаса устойчивости и качества поверхности от режима правки С практической точки зрения более удобным для автоматизации оценки запаса устойчивости ДС является вычисление показателя колебательности. Заменой Р j можно получить из W3 ( p) частотную функцию W3 ( j ) , после чего из неё определяется амплитудно-частотная характеристика А( ) (АЧХ), на базе которой по показателю колебательности Mmax оценивается запас устойчивости замкнутой ДС: А( )max , (1) M max A(0) где А( ) max - максимальное значение АЧХ, А(0) - значение АЧХ при = 0. При меньшем значении показателя колебательности ДС имеет больший запас устойчивости (для детерминированных систем значение показателя колебательности, соответствующее наибольшему запасу устойчивости, должно быть в пределах 1,1…1,5). Для установления связи точности обработки на круглошлифовальных станках SWaAGL-50 с запасом устойчивости динамической системы выполнены измерения волнистости дорожек качения колец подшипников и ВА колебаний при обработке. На станках шлифовались дорожки качения колец из стали ШХ-15 примерно одного типоразмера, кругом из одного и того же материала и с одинаковыми значениями параметров технологического режима. Сравнительный анализ показал (рис.2), что имеется взаимосвязь точности обработки с запасом устойчивости ДС, а станок №230, обладающий наибольшим запасом устойчивости (показатель колебательности М имеет наименьшее значение), обеспечивает более высокую геометрическую точность поверхности качения колец. Рис.2. Значения волнистости (В) дорожек качения колец подшипников и показатель колебательности (М) станков SWaAGL-50 Экспериментально подтверждено, что запас устойчивости ДС шлифовального станка 124 может служить оценкой его динамического качества, что согласуется с положениями, рассмотренными ранее В.А. Кудиновым [3]. При условии сопоставления качества шлифованной поверхности с запасом устойчивости ДС в производственных условиях назначается момент правки круга или целесообразный режим обработки с точки зрения наибольшей эффективности, в частности, период между правками круга при шлифовании колец подшипников может быть увеличен в 2 раза. Кроме того, однотипные станки можно сравнить по запасу устойчивости и определить станок с наиболее высоким динамическим качеством, и, соответственно, с более высоким качеством шлифования. Для быстрого устранения неполадок в оборудовании и для обучения персонала была разработана экспертная система поддержки принятия решения при контроле динамического состояния станков. Экспертная система состоит из базы данных (БД), содержащей данные о параметрах станка, и базы знаний (БЗ), содержащей правила. В БД представлена техническая информация о станках, их динамических характеристиках, эталонных значениях и допусках, параметрах качества колец подшипников их эталонных значениях и допусках, информация о приборах, используемых для измерений ВА характеристик, о шлифовальных кругах, используемых при обработке, рекомендации по ремонту и подналадке станков (рис.3). Рис. 3. Окно просмотра/редактирования технической информации по станку и деталям При отклонении какого-либо параметра качества от нормы проверяется соответствие значения параметра качества выбранного кольца подшипника допустимым значениям и соответствие ВА характеристик выбранного станка допустимым значениям. Процедурная элемента БЗ, представленная комплексом продукционных законов, предусматривает работу станков, включает совокупность законов, применяемых с целью обработки декларативных знаний, что обеспечивает формирование уведомлений о ВА свойствах станка. Список использованных источников 1. Игнатьев А.А., Каракозова В.А., Игнатьев С.А. Стохастические методы идентификации в динамике станков. Саратов: Изд-во СГТУ, 2013. 124 с. 2. Мониторинг станков и процессов шлифования в подшипниковом производстве / А.А. Игнатьев, М.В. Виноградов, В.В. Горбунов и др. – Саратов: СГТУ, 2004. – 124 с. 3. Кудинов В.А. Динамика станков / М.: Машиностроение, 1967. 360 с. 125 УДК 621.833 АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ ГРЕЙФЕРНОГО МЕХАНИЗМА С ТРЕУГОЛЬНИКОМ РЕЛО Катков А.Ю., студент; Соболев А.Н. к.т.н., доцент Московский государственный технический университет «СТАНКИН» Рассмотрены достоинства и недостатки грейферного механизма. Предложена методика автоматизированного проектирования грейферного механизма с треугольником Рело в среде T-Flex CAD. Одной из важнейших задач современного машиностроения является создание механизмов, обладающих высокой эффективностью. Для решения этой задачи необходима автоматизация проектной процедуры конструирования таких механизмов, приводящая к обеспечению точности деталей механизмов и выбору оптимальных вариантов конструкции [1...3]. В настоящее время грейферный механизм используется для решения различных технологических задач в машиностроении и приборостроении. Грейферный механизм (ГМ) является устройством, осуществляющим прерывистое однонаправленное движение. ГМ представляет разновидность скачкового механизма [3]. Выделим основные достоинства и недостатки ГМ: достоинства: по сравнению с другими типами скачковых механизмов он обладает наиболее высокой точностью перемещения ленты (например, в конвейере), а так же высоким КПД и высокой степенью надёжности; недостатки: ведомые звенья перемещаются только на небольшие величины, сложность в расчетах и изготовлении профиля ведущего звена. ГМ подразделяется на кулачковый и кривошипный принцип действия. Рассмотрим ГМ с кулачковым принципом действия, где в качестве фигурного кулачка (эксцентрика) применяют треугольник Рело. Треугольник, являясь фигурой постоянной ширины, совершает вращательное движение внутри квадратной рамки. При этом все точки треугольника являются подвижными, а сама рамка при этом остается неподвижной (рис. 1). Рис. 1. Треугольник Рело в рамке (покой) Если ось вращения треугольника расположить в какой-либо его точке, то рамка приходит в движение (рис. 2). 126 Рис. 2. Треугольник Рело в рамке (движение) В механизмах треугольник Рело прикрепляют к толкателю передаточными рычагами. Таким образом, толкатель, совершая возвратно-поступательное движение, образует кинематическую пару (контакт звеньев происходит по линии). В кулачковых грейферных механизмах толкатель, достигая крайних положений, остается некоторое время неподвижен. Дополнительным устройством, состоящим из одного или нескольких зубьев, фиксирующих ленту в неподвижном состоянии, является контргрейфер [3]. Учитывая значительную трудоемкость и объемность конструктивных расчетов, необходима автоматизация процедуры построения рамки грейферного механизма с кулачком в виде треугольника Рело. При этом требуется обеспечить возможность быстрого построения твердотельных моделей со сложной геометрией в САПР, на основе которых могут быть выполнены рабочие чертежи деталей. Для ускорения процесса проектирования может быть выбрана система TFlex CAD с развитой параметризацией и возможностью прикладного программирования посредством создания макросов и программ на языках VB, C#, C++. При этом геометрические построения элементов ГМ могут быть осуществлены в двумерном и трехмерном пространствах. Результаты автоматизированных расчетов могут быть представлены в виде файлов с расчетами и визуализированы в среде T-Flex CAD (рис. 3). Кроме того, в T-Flex CAD возможно создание анимации работы механизмов посредством создания соответствующих графических сцен положения звеньев. Выделим основные преимущества созданных параметрических моделей и разработанного программного приложения для упрощения проектирования в T-Flex CAD: Быстрое формирование и визуализация получаемых проектных решений в CADсистеме. Выполнение кинематического анализа с получением данных для построения соответствующих графиков зависимостей (циклограммы работы). Сокращение сроков проектирования ГМ. Формирование управляющих программ ЧПУ на основе рассчитанных геометрических координат точек деталей сложной формы. Возможность внедрения разработанного программного приложения на машиностроительных предприятиях и в учебный процесс в рамках курсов «Теория механизмов машин», «Прикладная механика». Апробирование разработанного модуля для формирования управляющих программ ЧПУ будет проведено в рамках курса «Программирование автоматизированного оборудования» на станке Wabeco 1210D с системой ЧПУ Mach3 (класс PCNC). 127 Рис. 3. Параметризированные модели звеньев ГМ Список использованных источников 1. Гречишников В.А., Сморкалов Н.В. Численная модель формирования поверхности детали при механической обработке // СТИН. – 2001. –№11. –C.12–16. 2. Косов М.Г., Кузнецов А.П., Соболев А.Н. Нетвердотельное проектирование. Принципы. Методы. Применение. – М.: Янус-К, 2010. – 276 с. 3. Соломатин С.А., Артишевская И.Б., Гребенников О.Ф. Профессиональная киносъемочная аппаратура. - Л., «Машиностроение», 1996 – 288 с. 128 УДК 621 МОДЕЛИРОВАНИЕ ДЕФЕКТОВ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ Ладягин Р.В., инженер Самарский государственный технический университет В статье представлена модель механической обработки стали 45Г в программном продукте Deform-2D, в частности, появления дефектов в поверхностном слое. Проведено сравнение передачи теплоты в обработанную поверхность на нескольких скоростях резания. При механической обработке износ инструмента или неоптимальные режимы резания могут привести к дефекту микроструктуры поверхностного слоя обрабатываемой детали. Обычно этот поверхностный слой по толщине составляет менее 0,02 мм, но он оказывает существенное влияние на долговечность изделия. Исследования С.В. Серенсена, И.А. Одинга, В.П. Когаева показали снижение в несколько раз долговечности изделия от циклической усталости из-за присутствия дефектов в поверхностном слое. С использованием процесса моделирования можно изучить и избежать в дальнейшем образования такого дефекта при производстве наиболее ответственных изделий, таких, как детали подшипников скольжения, зубчатых колес, коленчатых валов и др. Известно, что образование дефектов в поверхностном слое вызвано неправильными условиями механической обработки. Считается, что в сталях этот эффект вызван образованием аустенита с последующим быстрым охлаждением. В результате чего образуется тонкий слой мартенсита. В других сплавах, причиной образования этого эффекта становится рекристаллизация. Исследователи (сотрудники Georgia Tech) измеряли температуру поверхности и глубину дефектного поверхностного слоя. В исследованиях они использовали отожженную сталь AISI 1045 (сталь 45г). Экспериментальные исследования проводились с различными скоростями резания и различной величиной износа задней поверхности режущего инструмента. В DEFORM-2D было проведено моделирование с тремя различными скоростями резания. Исходные данные модели: материал заготовки: AISI 1045. (сталь 45г) материал пластины резца: ВК8 геометрические параметры пластины: 9 , 6 , 50 режимы резания: V 100 , 150, 200 м/мин; s 0,01 мм/об, t 1 мм Интегрированная архитектура DEFORM позволяет использовать модели преобразования микроструктуры для прогнозирования фазовых переходов при механической обработке. Модели были выполнены с использованием значений физико-механических свойств для стали AISI 1045. (сталь 45г). Эти данные были взяты из библиотеки материалов в программе DEFORM. Напряжения в процессе моделирования составили 1250 МПа (рис.1) и концентрировались в верхней точке плоскости скалывания стружки. Для интерпретации результатов, толщина преобразованного мартенситного слоя, полученного при моделировании, сравнивалась со значениями глубины дефектного поверхностного слоя, полученными экспериментально. Во всех трех случаях было получены хорошие соотношения между этими значениями. 129 Рис.1. Напряжения в процессе резания Рис.2. Результаты моделирования температуры поверхности обработанной детали Результаты моделирования в DEFORM для температуры в зоне резания (рис.2) совпадают с экспериментально измеренными результатами в исследованиях со сталью AISI 1045 (сталь 45г). В процессе моделирования установлено, что с увеличением скорости резания уменьшается температура обработанной поверхности и теплопередача в поверхностный слой обработанной детали, это видно из рис.3 и 4, также заметно, что зона с повышенной температурой на рис.4 и смещается в стружку. Результаты моделирования приведены в таблице. 130 Рис.3. Распределение тепла в зоне резания при V 100 м/мин Рис.4. Распределение тепла в зоне резания при V 200 м/мин Теплофизика процесса резания стали AISI 1045 (сталь 45г) Скорость резания, м/мин Температура поверхности Глубина теплопередачи заготовки в зоне резания, (t 500 C ) , мм ºС 100 150 200 535 521 498 0,020 0,0182 0,017 Полученные результаты свидетельствуют о возможности применения DEFORM для моделирования поверхностных дефектов при механической обработке. Результаты моделирования в DEFORM так же могут быть использованы для повышения эффективности процесса механической обработки в качестве определения оптимальных условий резания и ограничения износа инструмента. 131 УДК 62-231.321.2.001.57 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ЭЛЕМЕНТОВ ХРАПОВЫХ МЕХАНИЗМОВ Приходько Д.С., студент; Соболев А.Н., к.т.н., доцент Московский государственный технический университет «СТАНКИН» Описаны возможности храповых механизмов для использования в машиностроении. Предложены способы автоматизации проектирования храповых механизмов. Дано описание программных инструментов автоматизированного проектирования храповых механизмов. Эффективность технологических машин определяется использованием в их конструкциях различных механизмов автоматизации [1-3]. Механизмом свободного хода называется такой механизм, ведущие и ведомые звенья которого могут автоматически соединяться и разъединяться в зависимости от направления их относительного движения. Механизмы свободного хода применяются в прокатных металлургических станках, реализуют реверс вращения валов в приводах станков, автоматическое отключение стартера после запуска двигателя внутреннего сгорания и газотурбинного двигателя, выпрямление импульсов в бесступенчатых передачах импульсного типа и многое другое. Широкая область применения и условия эксплуатации привели к появлению большого разнообразия типов и конструкций данных механизмов. В настоящее время в России и зарубежом создано большое количество конструкций различных схем и типов механизмов свободного хода. Возросший интерес к храповым механизмам свободного хода объясняется тем, что их преимущества перед другими типами механизмов существенны, а недостатки во многом устранимы. Для выполнения расчетов элементов храповых механизмов потребуется использование прикладных приложений. Актуальной является задача не только проведения расчетов механизмов, но и выполнение геометрических построений (синтез) моделей в среде T-Flex CAD-системы. Основными исходными данными для расчетов храповых механизмов являются: Вид зацепления. Модуль храпового колеса. Высота зуба храпового колеса. Величина, корректирующая высоту зуба храпового колеса. Угол наклона впадины в храповом механизме в градусах. Угол между осью ординат и правой впадиной (левой стороной центрального зуба) – угол поднутрения. Число зубьев в храповом колесе. Радиус скругления впадины в храповом колесе. Ширина храпового колеса. Высота головки собачки. Угол наклона собачки. Скругление на головке храповика. Длина фаски головки собачки по оси X. Длина фаски головки собачки по оси Y. Для автоматизации проектирования элементов храповых колес можно применить специальное API-приложение, которое во взаимодействии с T-Flex CAD способно 132 сгенерировать профиль зубьев храповых колес и создать конструкторскую документацию в соответствии с ЕСКД. Общий вид программного элемента разработанного приложения для расчета храповых механизмов, представлен на рис. 1. Данная программа обеспечивает синтез моделей и генерацию чертежей храповых механизмов на основе имплементированных в ней алгоритмов построения и расчетов [3]. Рис. 1. Общий вид программы На рис. 2 представлена твердотельная модель храпового механизма, порождаемая программой в T-Flex CAD (с функцией фотореализма). На рис. 3 представлена сборная твердотельная модель храпового механизма. Рис. 2. Трехмерная модель элемента храпового механизма внешнего зацепления 133 Рис. 3. Трехмерная модель элементов храпового механизма внешнего зацепления в сборе Наличие большого количества параметров для расчета и синтеза чертежей и моделей храповых механизмов делает задачу проектирования трудоемкой. Реализованное программное обеспечение реализует автоматизированное проектирование таких механизмов. Эффективность определяется сокращением затрачиваемого времени на проектирование и точностью расчетов. На основе использования разработанного программного приложения поставлена часть лабораторной работы в рамках курса «TMM» в ФГБОУ ВО «МГТУ «СТАНКИН» по изучению механизмов прерывистой кинематики. Разработанное программное приложение с методикой автоматизированного проектирования постоянно совершенствуется, что делает их востребованными в машиностроении. Список использованных источников 1. Григорьев С.Н., Маслов А.Р., Окунькова А.А. Высокоэффективные технологии и оборудование современных производств: учебник. М.: МГТУ «СТАНКИН», 2013 – 327 с. 2. Косов М.Г., Кузнецов А.П., Соболев А.Н. Нетвердотельное проектирование. Принципы. Методы. Применение. – М.: Янус-К, 2010. – 276 с. 3.Соболев А.Н., Некрасов А.Я. Автоматизированное проектирование 134 УДК 378.02:621 ПРИКЛАДНОЕ ПРОГРАММИРОВАНИЕ В ПРОЦЕССЕ ИЗУЧЕНИЯ СТУДЕНТАМИ ТЕХНИЧЕСКИХ ДИСЦИПЛИН Соболев А. Н., к.т.н., доцент; Арбузов М. О., к.т.н., доцент Московский государственный технический университет «СТАНКИН» В работе описаны достоинства и недостатки использования программных инструментов в учебном процессе. Описаны методики расчетов, которые могут быть алгоритмизированы и использованы при решении задач синтеза и анализа механизмов. Предложены рекомендации по выбору языков и сред программирования, средств автоматизированного проектирования. Технические дисциплины на кафедре станков МГТУ «СТАНКИН», раскрывающие вопросы проектирования механизмов, представляют собой базовые курсы, обеспечивающие получение студентами базовых профессиональных компетенций по направлениям подготовки в области машиностроения. Студенты изучают методики расчетов, анализа и синтеза кинематических, динамических, структурных параметров различных типов механизмов, что в конечном итоге позволяет им успешно решать основные задачи проектирования [1, 2] . В настоящее время существует много САПР, доступных для инженеров, облегчающих процесс проектирования ADAMS, Synthetica, SAM и др. Для изучения интерфейса и методов работы с такими САПР необходим большой объем времени, часто незаложенный в учебные планы, дополнительным «минусом» является высокая стоимость указанного программного обеспечения. Кроме того, в процессе использования таких программных пакетов, уравнения и методики расчетов скрыты от пользователей и им видна информация только на входе и на выходе. САПР твердотельного моделирования позволяют сократить время на решение задач графического характера. Все эти САПР подходят для уже подготовленных специалистов для использования в различных направлениях машиностроения. Но в учебной среде, при изучении технических курсов скрытые от студентов методики расчетов и уравнения могут препятствовать процессу познания закономерностей в машиностроительной среде, т. к. весь процесс проектирования происходит в программном обеспечении. Это не означает, что конструирование механизмов с использованием программного обеспечения не являются полезным. Программное обеспечение может дать студентам представление о разных видах или свойствах механизмов, САПР могут быть полезны для понимания физической модели механических систем. Необходимо найти баланс между простым черчением с обременительными бумажными расчетами и использованием программного обеспечения с графическим интерфейсом с наличием множества ненужных функций. Авторами предлагается использование в процессе изучения студентами технических дисциплин элементов прикладного программирования. В настоящее время овладение навыками программирование осуществляется молодежью еще в школе в рамках курса «Информатика». Дополнительно студентам машиностроительных направлений подготовки читаются курсы программирования на языках высокого и прикладного уровня (программирование систем ЧПУ). Инструментами программирования могут быть языки с элементами объектно-ориентированного программирования C#, Object Pascal, Java c визуальными средами программирования CSharp Developer, Lazarus, Eclipse. Все указанные языки программирования и среды являются полностью бесплатными и распространяются свободно. Использование указанных языков программирования позволяет проще получать вывод графической информации, анимации и аналитических результатов на основе использования встроенных библиотек функций и 135 возможностей операционной системы. Студенты могут писать очень простые программы (около полутора десятков строк), которые могут сделать анимацию работы механизмов, построить 3D-модели механических систем в CAD-системах, вывести определенных графики кинематических и динамических параметров, чтобы дать представление о том, как функционируют различные механизмы. В последствие, программы могут быть изменены, чтобы обеспечить выполнение более сложного анализа. Конечная цель студентов - создание библиотек функций для выполнения самостоятельных исследований механических систем. Кросс-платформенность языка Java позволяет формировать апплеты для выполнения расчетов с помощью веб-браузеров и на устройствах с операционной системой Android. Авторы считают, что педагогически эффективным методом является использование компьютерного программирования в совокупности с изучением механизмов и выполнением конструирования. Данный метод апробирован и одобрен на кафедре станков МГТУ «СТАНКИН», достигнуты значительные результаты в области качественной подготовки студентов. В качестве примера рассмотрим процесс изучения студентами кинематического и динамического анализа технологических машин в рамках курса «Теория механизмов и машин». При расчете и проектировании механизмов машин необходимо проведение точного расчета их кинематических и динамических параметров [1]. Существует несколько способов расчета параметров машин условно группируемых в два метода: графический и аналитический. Графический метод не точен и требует выполнения многочисленных операций черчения и «ручных» расчетов – ранее интенсивно применялся в основном в учебном процессе в рамках курса «Теория механизмов». Наиболее точным и простым является аналитический погруппный векторный метод, разработанный А.Г. Овакимовым и дополненный В.Д. Борисовым. Данный метод может быть реализован на основе создания программных приложений. Согласно учению Л.В. Ассура рычажный механизм состоит из начального механизма и структурных групп. Погруппный метод А.Г. Овакимова опирается на структурную классификацию механизмов по Ассуру-Артоболевскому. Метод основан на применении готовых расчетных формул, представляющих собой решенные в общем виде уравнения кинематики групп Ассура второго класса. Из этих расчетных формул, как из готовых блоков, можно составлять алгоритм решения задач кинематики и динамики любого рычажного механизма второго класса, для этого потребуется только привязка указанных формул к исследуемому механизму с одной или большим числом степеней подвижности. Например, для расчета кинематики двухповодковой структурной группы 2-ого вида, входящей в кривошипно-ползунный механизм (рис. 1), достаточно написание 20 строк программного кода. Студент пишет подпрограммы (функции) для структурных групп, из которых собирается механизм. Далее задает точки привязок групп, геометрические и массинерционные характеристики звеньев, скорость вращения начального звена и т.п. и таким образом собирает механизм для кинематического и динамического анализа. Кроме того, программируется решение задач метрического синтеза механизма проверяется правильность задания исходных данных (существование механизма), удовлетворяющих критерию сборки. При автоматизированном кинематическом анализе механизма могут быть получены величины линейных перемещений, аналоги скоростей и ускорений характерных точек (центров шарниров, центров масс), а также углов поворота, угловых скоростей и ускорений звеньев. Полученные величины аналогов скоростей и ускорений используются для приведения сил и масс, для силового расчета механизма. В результате автоматизированного силового анализа находятся все реактивные силы в кинематических парах, а также уравновешивающий момент, который используется для выбора и расчета привода. Найденные реакции необходимы для расчета звеньев и элементов пар на прочность методами сопротивления материалов. 136 Заложенный студентами в свои программы алгоритм динамического исследования включает в себя: приведение масс и сил с помощью приведенных моментов инерции и сил; учет трения с помощью постоянного и переменного приведенных моментов сил трения; определение работ сил сопротивления в каждом интервале за цикл; оптимальный выбор электродвигателя; оптимальный расчет момента инерции маховика; линейную аппроксимацию и приведение характеристики электродвигателя к кривошипу; расчет угловой скорости кривошипа методом последовательного приближения; расчет реального коэффициента неравномерности хода машины; определение движущих моментов, расчет их работы за цикл и сопоставление с работой всех сил за цикл. Студенты могут запрограммировать автоматическое отображение положений сборного механизма и графиков кинематических и динамических параметров за цикл в CAD-системах T-Flex CAD и AutoCAD или на графическом элементе Canvas непосредственно в разработанной программе (рисунок). Визуализация результата сборки механизма Эффективная педагогическая стратегия обучения студентов технических вузов подразумевает интеграцию систем автоматизированного проектирования и элементов программирования в курсы «Прикладной механики», «Теория механизмов и машин», «Детали машин» и др. Анализ механизмов в сочетании с компьютерным моделированием и программированием, позволяет учащимся находить проектные решения для более сложных систем, чем было бы ранее возможно. Студенческие проекты, выполненные на кафедре станков в МГТУ «СТАНКИН» по общетехническим конструкторским дисциплинам показывают, что компьютерное программирование, использование САПР существенно повышает эффективность обучения. Описанная в работе стратегия обучения активно применяется на кафедре станков в МГТУ «СТАНКИН» в течение многих лет в рамках курсов уровней бакалавриата и магистратуры по направлениям «Машиностроение», «Конструкторско-технологическая обеспечение машиностроительных производств» и альтернативы ей не предвидится. Список использованных источников 1. Соболев А.Н., Некрасов А.Я. Автоматизированное проектирование изделий машиностроения: учебное пособие - М.: ФГБОУ ВПО МГТУ «СТАНКИН», 2015. -119 с. 2. Соболев А.Н., Некрасов А.Я. Инновационные элементы в методике подготовки в технических университетах инженерных кадров в сфере машиностроения // Материалы Международной научно-практической конференции «Современные исследования основных направлений гуманитарных и естественных наук». Под научной редакцией И.Т. Насретдинова – Казань: ККИ, ООО «Печать-Сервис-XXI век». 2017. С. 424-426. 137 УДК 621.833.61.001.63 АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ПЛАНЕТАРНО-ЦЕВОЧНЫХ ПЕРЕДАЧ Соболев А.Н., к.т.н., доцент; Некрасов А.Я., к.т.н., доцент Московский государственный технический университет «СТАНКИН» Описаны достоинства и недостатки планетарно-цевочных передач. Предложен подход к совершенствованию методов и инструментов интерактивного автоматизированного проектирования планетарно-цевочных передач на основе разработки современного программного приложения в среде T-Flex CAD. В настоящее время планетарно-цевочные механизмы используются в различных технологических машинах: станках, строительной технике, приводах транспортных конвейеров, автоматических линиях и т.д. На рис. 1 приведены достоинства планетарно-цевочных передач [1...3]. Рис. 1. Достоинства планетарно-цевочных передач Однако рассматриваемая передача имеет и некоторые недостатки (рис. 2). Рис. 2. Недостатки планетарно-цевочных передач Несмотря на указанные недостатки, планетарно-цевочные передачи весьма перспективны для применения в общем и точном машиностроении, а также в робототехнике [1...3]. На рис. 3 представлена модель-схема планетарно-цевочной передачи. Она содержит цевочное колесо 1 с закрепленными на нем цевками 2 в виде роликов и сателлит 3 с циклоидальным профилем зубьев. Сателлит 3 установлен на роликовом подшипнике 4 138 эксцентрика 5, который в данном случае является водилом. Радиус водила равен межосевому расстоянию - эксцентриситету. Вращение эксцентрика 5 вокруг своей оси заставляет сателлит обкатываться по цевкам и медленно поворачиваться вокруг оси вращения сателлита [1...3]. Рис. 3. Модель-схема планетарно-цевочной передачи: 1 – цевочное колесо; 2 – цевка; 3 – сателлит; 4 – роликовый подшипник сателлита; 5 – эксцентрик (водило) Учитывая значительную трудоемкость и объемность проектных расчетов, необходима автоматизация процедуры интерактивного проектирования планетарно-цевочной передачи. При этом требуется обеспечить возможность построения твердотельных моделей со сложной геометрией в САПР, на основе которых могут быть выполнены рабочие чертежи деталей. С этой целью авторами – сотрудниками кафедры станков ФГБОУ ВО «МГТУ «СТАНКИН» осуществлялась научно-исследовательская деятельность по анализу и поиску рациональных решений обозначенной задачи. Авторам разработано программное приложение на языке C#, которое реализует алгоритм расчета с необходимыми геометрическими построениями [3]. Выбор языка программирования определялся возможностью его использования для построения моделей элементов планетарно-цевочной передачи в системе T-Flex CAD посредством API (Application Programming Interface – интерфейса прикладного программирования). Для разработки программного приложения использовалась система TFlex CAD, установленная в компьютерном классе Лаборатории технологий проектирования, испытаний и ремонта металлорежущих станков Технологического полигона МГТУ «СТАНКИН». В качестве среды разработки использовалась программа SharpDevelop. Геометрические построения элементов планетарно-цевочной передачи могут осуществляться в двумерном и трехмерном пространствах. Результаты работы программного приложения могут быть представлены в виде файлов с расчетами и визуализированы в среде T-Flex CAD. Пример конструкции, сгенерированной с помощью разработанного программного приложения в процессе интерактивного проектирования планетарно-цевочных передач, приведены на рис. 4. 139 Рис. 4. Схема-модель планетарно-цевочной передачи при u=33 Основными достоинствами разработанного программного приложения для автоматизации процедуры интерактивного проектирования планетарно-цевочной передачи являются: Вариативность получаемых проектных решений. Возможность исследования силовых схем нагружения элементов передачи с получением данных для построения графиков зависимостей. Уточнение поправочных конструктивных коэффициентов. Сокращение времени проектирования планетарно-цевочной передачи. Возможность подготовки управляющих программ для станков с ЧПУ на основе рассчитанных геометрических координат точек деталей сложной формы. Возможность эффективного использования разработанного программного приложения (благодаря удобному и наглядному интерфейсу) в учебном процессе технических университетов при преподавании курсов «Теория механизмов и машин», «Прикладная механика», «Техническая механика». В настоящее время разработанное программное приложение проходит апробацию на кафедре станков ФГБОУ ВО «МГТУ «СТАНКИН». Список использованных источников 1. Гречишников В.А., Исаев А.В., Купцов В.Р. и др. Математическая модель и практическая реализация высокопроизводительной обработки деталей циклоидального редуктора для роботизированного механообрабатывающего комплекса // Вестник МГТУ «Станкин». 2016. № 4(39). С. 79–84. 2. Соболев А.Н., Некрасов А.Я. Совершенствование методики проектирования цевочного зацепления на основе новых программных средств расчета и моделирования // Вестник МГТУ «Станкин». 2015. № 3(34). С. 34-38. 3. Фомин М.В. Планетарно-цевочные передачи: учеб. пособие. – М.: Изд-во МГТУ им Н.Э. Баумана, 2009. – 64 с. 140 СЕКЦИЯ 6. МАТЕРИАЛОВЕДЕНИЕ И МЕТАЛЛУРГИЯ В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ УДК 621.74.04 АНАЛИЗ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЛИТЫХ ЧУГУННЫХ МЕЛЮЩИХ ШАРОВ В ТОО «КАЗАРМАПРОМ» Аникеев В.В., доцент; Зонненберг Н.Н., ст. преп. Самарский государственный технический университет Проведен анализ технологии изготовления литых мелющих шаров диаметром 60 мм из хромистого чугуна в ТОО «КазАрмапром» (Республика Казахстан, г. Уральск). Выданы практические рекомендации. Шары предназначены для размола руд черных и цветных металлов, клинкера, угля, огнеупорных и других материалов в шаровых мельницах. Мелющие шары изготавливаются литьем в металлические формы на кокильных линиях [1...3]. Химический состав хромистого чугуна перед заливкой по ГОСТ 7769-82 «Чугун легированный для отливок со специальными свойствами. Марки» [4] приведен в табл.1. C 2,8 – 3,6 Таблица 1 Химический состав хромистого чугуна по ГОСТ 7769-82 Содержание элементов, % Si Mn Cr Cu S 0,5 – 1,8 0,3 – 0,9 0,5 – 2,0 0,8 – не более 0,3 – не более Технологическая схема изготовления литых мелющих шаров приведена на рис. 1. Плавка чугуна в вагранке Заливка чугуна по жёлобу в копильник Удаление шлака по жёлобу грануляции Заливка чугуна из копильника в разливочный ковш Передача ковша на кокильную линию Заливка чугуна в кокили Рис. 1. Технологическая схема изготовления литых мелющих шаров в ТОО «КазАрмапром» 141 Требования по твердости на поверхности шаров приведены в табл.2. Таблица 2 Показатели твёрдости на поверхности шаров Твёрдость НВ не менее, для групп 2 3 Диаметр шаров, мм 1 60 418 477 512 3 Примечание: Плотность чугуна должна быть не менее 7,0 г/см . Шары должны выдерживать испытания на удароустойчивость. Допускаемые дефекты на поверхности шаров: - раковины глубиной до 5 мм и диаметром до 5 мм, занимающие в сумме не более 5% от общей поверхности шара; - остатки литниковой системы в виде выступов, высотой не более 5 мм. На рис. 2 представлен процесс заливки кокилей на кокильной линии. а б Рис. 2. Процесс заливки кокилей чугуном (а) и внешний вид мелющих шаров после раскрытия кокиля (б) Плавка хромистого чугуна на ТОО «КазАрмапром» производится в газовой вагранке производительностью 7 т/ч. В качестве шихты используется доменный присад по ГОСТ 2787-75 «Металлы чёрные вторичные. Общие технические условия» [5]. Состав и степень чистоты доменного присада по ГОСТ 2787 -75 приведены в табл. 3. Таблица 3 Состав и степень чистоты доменного присада по ГОСТ 2787-75 Состав Степень чистоты Доменный присад Проржавленные, подвергшиеся длительному Не допускается наличие лома и отходов температурному или кислотному воздействию, цветных металлов. Засоренность эмалированные и оцинкованные кусковые лом неметаллическими примесями не должна и отходы; чугунное крошье; дробь или гранулы; превышать 5% по массе. Металлолом, ржавая и спекшаяся стальная и чугунная добываемый из шлаковых отвалов с стружка; зашлакованный скрап засоренностью более 5% по массе, поставляется по согласованию сторон Негабаритный доменный присад (для переработки) Проржавленные, подвергшиеся длительному Не допускается наличие лома и отходов температурному или кислотному воздействию, цветных металлов эмалированные и оцинкованные кусковые лом и отходы; зашлакованный скрап 142 Средний расход газа при плавке чугуна составляет 250...280 м3/час, воздуха 4500...5000 м3/час; в конце плавки (остаток шихты в шахте вагранки менее 1/3) расход газа – 140 м3/час, расход воздуха 2900 м3/час. Температура жидкого чугуна на желобе вагранки – 1300...1350 °С, в разливочном ковше (ёмкость 200 кг) перед заливкой – 1260...1280 °С. Перед заливкой на рабочие поверхности кокиля наносится противопригарная краска следующего состава: 4,5% огнеупорной глины, 3,6% жидкого стекла (плотностью 1,48 г/см3), 1,8% графита серебристого и 90,1% воды. Плотность краски 1,09...1,1 г/см3. Запирание кокиля производится пружинной скобой. Среднее время заполнения кокиля составляет 20 с. Раскрытие кокилей и извлечение «куста» отливок осуществляется через 2 - 3 минуты после заливки. После охлаждения проводят осмотр шаров на наличие поверхностных дефектов, контроль геометрических размеров, измерение твердости и испытания на удароустойчивость на поверхности шаров. Выявление внутренних дефектов шаров производили каждый час на 10 произвольно выбранных отливках разбивкой на копровой установке (масса падающих частей – 200 кг, высота падения груза - 0,25 м, количество наносимых ударов – 10). Анализ шаров после разбивки показал, что основным внутренним дефектом являются газовые раковины (рис. 3). Рис. 3. Газовые раковины в мелющих шарах Появление данного дефекта в шарах обусловлено прежде всего повышенной газонасыщенностью жидкого чугуна. Не исключено возникновение газовых раковин в отливках и из-за ряда нарушений в процессе заливки кокилей: нанесение противопригарного покрытия на «холодный» кокиль, превышение допустимой толщины покрытия, захват воздуха при прерывистом заполнении кокиля. Для анализа газонасыщенности расплава проводили отбор проб жидкого чугуна, имитирующие шар, из желоба (при выпуске чугуна из вагранки), из копильника, из разливочного ковша перед заливкой кокиля, а так же отбирали отливки, залитые из того же ковша. О наличии газовых раковин судили после разбивки проб и шаров на копре. Анализ газонасыщенности жидкого чугуна показывает, что в пробах металла из вагранки газовые раковины отсутствуют. Газовые раковины появляются в пробах, отобранных при сливе чугуна из копильника в разливочный ковш (рис. 4). 143 Выдержка чугуна в ковше перед заливкой в течение 2...3 минуты (до прекращения искрения металла – металл успокаивается) приводит к предотвращению газовых раковин. В шарах, полученных с соблюдением технологических параметров заливки, газовые раковины не наблюдаются. Для снижения газонасыщенности расплава чугуна перед заливкой предлагается проводить следующие мероприятия: 1. Убирать металлическую корку с поверхности расплава чугуна в копильнике (образуется в начале заполнения «холодного» копильника), освобождая выход газам из металла. 2. На поверхность расплава чугуна в копильнике засыпать сухой древесный уголь для исключения «подкипания» металла при охлаждении. 3. Слив металла из копильника в разливочный ковш проводить компактной стуей без разбрызгивания. Рис. 4. Искрение металла при сливе в ковш 4. Перед заливкой кокилей провести выдержку расплавленного чугуна в ковше до прекращения искрения металла. 5. Металл в ковше продуть чистым, не влажным аргоном в течение 1,0...1,5 минут. 6. При изготовлении кокилей наносить вертикальные вентиляционные каналы между рядами шаров с выходом на верхнюю поверхность кокиля для дополнительного отвода газов из металла. 7. Нанесение краски производить краскопультом под прямым углом к плоскости разъёма кокиля. Кокиль должен быть нагрет до температуры 120...150 °С. Толщина слоя краски должна составлять 0,1...0,3 мм. 8. Заливку кокиля производить компактной струёй в течение 20...23 с. Список использованных источников 1. Поддубный А.Н., Александров Н.Н., Кульбовский И.К. и др. Изготовление литых чугунных мелющих шаров // Литейное производство. -1994. - №8.- С. 8-10. 2. Поддубный А.Н., Мелющие шары из чугуна, изготовленные кокильным литьем // Литейное производство. -1998. - №1.- С. 8-11. 3. Литые мелющие тела из малолегированного чугуна с повышенными служебными свойствами / В.И. Крестьянов, С.С. Бакумова, Е.А. Вестфальский и др. //V съезд литейщиков России: Тез. Докл. М.: Радуница, 2001. –С. 114-115. 4. ГОСТ ГОСТ 7769-82 «Чугун легированный для отливок со специальными свойствами. Марки». 5. ГОСТ 2787-75 «Металлы чёрные вторичные. Общие технические условия». 144 УДК 666.775-798.2 ЗАВИСИМОСТЬ СОДЕРЖАНИЯ ПРЕКУРСОРОВ ГАЛОИДНЫХ СОЛЕЙ КРЕМНИЯ И АЛЮМИНИЯ ОТ ВЫХОДА ПРОДУКТОВ РЕАКЦИИ В ВИДЕ НИТРИДНОЙ КОМПОЗИЦИИ Si3N4-AlN СИСТЕМЫ «AlF3+NaN3+Na2SiF6» ПО ТЕХНОЛОГИИ СВС-АЗ Богатов М.В., студент; Кондратьева Л.А., к.т.н., доцент Самарский государственный технический университет В данной статье представлены данные о зависимости содержания галоидных солей прекурсоров алюминия (AlF3 фторида алюминия) и кремния (Na2SiF6 гексафторсиликата натрия) в системе «xAlF3+NaN3+yNa2SiF6» от выхода продукта реакции в виде нитридной композиции Si3N4-AlN по технологии СВС-Аз. Представлены практические температуры и скорости горения, проведены исследования морфологии полученных частиц, а также проведен рентгеноструктурный анализ полученных продуктов реакции. В исследованиях по возможности синтеза нитридной композиции Si3N4-AlN в режиме СВС-Аз были выбраны следующие условия: плотность исходной шихты – насыпная ( 0,34 ), диаметр образца D 30 мм, давление азота в реакторе 40 МПа. Результаты по синтезу нитридной композиции Si3N4-AlN в системе «xAlF3+zNaN3+yNa2SiF6» представлены на рис. 1. 2 1500 1,8 1400 1300 Скорость горения, U, см/с 1,4 1,2 1200 1 1100 0,8 0,6 1000 0,4 900 0,2 0 Температура горения, Т, °С 1,6 800 1 2 3 4 Содержание AlF3, моль Скорость горения, U, см/с Температура горения, Т, °С Рис. 1. Зависимость температуры и скорости горения от соотношения компонентов в системе «xAlF3+zNaN3+yNa2SiF6» при увеличении количества AlF3 Из рис. 1 видно, что с увеличением содержания AlF3 в системе «xAlF3+zNaN3+yNa2SiF6», температура горения уменьшается, скорость уменьшается с 1 см/с при AlF3=1 моль до 0,8 см/с при AlF3=3 моль. 145 Результаты по синтезу нитридной композиции «хAlF3+zNaN3+yNa2SiF6» представлены на рис. 2. AlN-Si3N4 2 в системе 1500 1,8 1400 1300 1,4 1,2 1200 1 1100 0,8 0,6 1000 0,4 900 0,2 0 Температура горения, Т, °С Скорость горения, U, см/с 1,6 800 3 6 9 12 Содержание Na2SiF6, моль Скорость горения, U, см/с Температура горения, Т, °С Рис. 2. Зависимость температуры и скорости горения от соотношения компонентов в системе «хAlF3+zNaN3+yNa2SiF6» при увеличении количества Na2SiF6 Из рис. 2 видно, что с увеличением содержания Na2SiF6 в системе «хAlF3+zNaN3+yNa2SiF6», температура горения уменьшается с 1400°С при Na2SiF6=3 моль до 850°С при Na2SiF6=9 моль, скорость горения уменьшилась с 1 см/с при Na2SiF6=3 моль до 0,5 см/с при Na2SiF6=9 моль. Рентгенофазовый анализ проводили с помощью дифрактометра ARL X'trA-138 фирмы Termo Sсientisic. Результаты рентгенофазового анализа говорят о наличие следующих фаз: Si, Si3N4, AlN и Na3AlF6 в конечном промытом продукте. Фаза Na3AlF6 как в первом, так и во втором случае присутствует в большем количестве, чем фазы Si, Si3N4, AlN. Можно сделать вывод о том, что содержание фторида алюминия в системе «xAlF3+zNaN3+yNa2SiF6» мало влияет на конечный продукт, так как в результате, что при xAlF3 = 1 моль и при xAlF3 = 3 моль в конечном продукте преобладает фаза Na3AlF6, а фазы Si, Si3N4, AlN присутствует довольно в малом количестве. При увеличении в исходной системе компонента Na2SiF6, в конечном продукте уменьшается фаза Si3N4, постоянным остается фаза Si, а также фаза AlN и остается лишь фаза Na3AlF6 в достаточно большом количестве. Можно сделать вывод о том, что увеличение компонента Na2SiF6 приводит к тому, что конечный промытый продукт состоит не только из нитридов AlN и Si3N4, а также Si и Na3AlF6 . Исследование размера и морфологии порошков нитридных композиций проводилось с помощью растрового электронного микроскопа JSM-6390A фирмы «Jeol». 146 а) б) Рис. 3. Морфология частиц конечного продукта, синтезированного в системе «xAlF3+zNaN3+yNa2SiF6» при а) xAlF3 = 1 моль; б) xAlF3 = 3 моль; б) yNa2SiF6 = 3 моль; б) yNa2SiF6 = 9 моль Из рис. 3 видно, что преобладающее число частиц конечного продукта имеют сферическую, глобулярную, округлую формы, а их средний размер составляет 180...290 нм. Таким образом, полученный композиционный порошок можно отнести к классу ультрадисперсных порошков. Были представлены результаты исследования процессов горения азидных систем синтеза нитридной композиций Si3N4-AlN. Конечный продукт, полученный при горении системы «xAlF3+zNaN3+yNa2SiF6», состоит из следующих фаз: нитрида кремния Si3N4, нитрида алюминия AlN, кремния Si и галоидной соли Na3AlF6. С увеличением количества галоидной солей Na2SiF6 и AlF3 в исходной шихте в конечном продукте не происходит заметное увеличение нитридной композиции Si3N4-AlN, имеет место увеличение побочного продукта Na3AlF6. Средний размер частиц составляет 180-290 нм, форма частиц глобулярная, сферическая, округлая. 147 УДК 620.1 ИССЛЕДОВАНИЕ МЕТАЛЛУРГИЧЕСКОГО КАЧЕСТВА КОРПУСА ЗАДВИЖКИ Кощеева А.А., аспирант; Кощеев К.И., студент; Пугачева Т.М., к.т.н. Самарский государственный технический университет Представлены результаты исследования металлургического качества корпуса задвижки ЗПРМ низкого ресурса. Определен химический состав металла, выполнены механические испытания на растяжение, ударный изгиб, твёрдость, а также металлографическое исследование структуры. Указаны причины низкой эксплуатационной стойкости и предложены меры по предупреждению использования дефектных задвижек. Объектом исследования являлся корпус задвижки ЗПРМ, внешний вид которого представлен на рис. 1. Рис. 1. Внешний вид корпуса задвижки Для выявления причин низкого ресурса задвижки был проведен химический анализ состава стали, определены механические свойства (временное сопротивление, предел текучести, относительное удлинение, ударная вязкость, твердость) и проанализирована микроструктура. Химический состав стали определяли методом спектрального анализа на атомноэмиссионных спектрометрах с индуктивно − связанной плазмой iCAP6500 и SA−2000. Испытания на растяжение проводили на разрывной машине Р−10М−авто на образцах с продольным расположением волокна в соответствии с ГОСТ 1497-78. Испытания на ударную вязкость производили в соответствии с ГОСТ 9454-78, наобразцах Шарпи (с V−образным надрезом), на маятниковом копре МК−30. Замер твёрдости производили методом Бринелля по шкале HB на твердомере ТШ-2М в соответствии с ГОСТ 9012-59. Анализ загрязнённости стали неметаллическими включениями проводили на нетравленых микрошлифах в соответствии с ГОСТ 1778-80, на оптическом микроскопе «Leitz» MM6 (Германия). Размер зерна оценивали методом сравнения с эталонными шкалами в соответствии с ГОСТ 5639−82. Анализ микроструктуры металла выполняли с использованием оптического микроскопа «Leitz» ММ6 на продольных микрошлифах после травления 4% раствором азотной кислоты. Фотосъемку микроструктуры выполняли на микрорентгеноспектральном анализаторе «Jeol» 148 Superprobe 733. Результат химического анализа металла приведен в табл. 1. Таблица 1 Образец ГОСТ 1050-88 C Mn Химический состав металла задвижки Содержание элементов, % Cr Si Ni Cu V 0,31 0,61 0,10 0,31 0,01 0,11 0,01 0,01 0,019 0,014 0,5-0,8 Не более 0,25 0,170,37 До 0,25 До 0,25 _ _ До 0,04 До 0,035 0,270,35 Mo S P Марка соответствует стали 30 по ГОСТ 1050-88. Результаты определения механических характеристик представлены в табл. 2. Таблица 2 Образец ГОСТ Механические характеристики образца На одноосное растяжение На ударный Предел Временное Относительное изгиб KCV, сопротивление, удлинение, кгс/см2 текучести, в, , t 20 C 0, 2 , 2 % кгс/мм кгс/мм2 53,5 23,0 14,5 3,21 49,0 29,5 21,0 Твердость металла HB 138 - По результатам механических испытаний [1] прочностные характеристики (временное сопротивление, предел текучести, относительное удлинение, ударная вязкость и твердость) находятся на низком уровне, характерном для нетермобработанной стали [1, 2]. Излом образца 1 имеет преимущественно хрупкий характер, разрушение межзёренное, с отдельными фасетками квазискола и следами пластической деформации (рис. 2). х400 Рис. 2. Фрактограммы излома образца В изломе наблюдается несплошность металла и скопление неметаллических включений (рис. 3). 149 х400 Рис. 3. Вид поверхности разрушения цилиндрического образца после испытания на одноосное растяжение Микроструктура образца 1 характеризуется неоднородной по сечению структурой с размером зерна, изменяющимся в пределе 6...9 балла. Максимальная загрязненность металла неметаллическими включениями составляет 3,0 балла по точечным оксидам и 1,0 балл по сульфидам. Место сварки образца имеет поры и непровары, что свидетельствует о низком качестве сварного шва (рис. 4). Металл корпуса задвижки имеет несплошности и загрязнен неметаллическими включениями. Рис.4. Непровар в месте сварки Наличие подобного рода дефектов снижает прочность металла и способность материала сопротивляться зарождению и развитию усталостных трещин. Кроме того, наличие пограничных выделений неметаллических включений резко снижает ударную вязкость. Для предупреждения аварий необходима своевременная отбраковка по наличию в металле поставляемых изделий недопустимых внутренних дефектов, связанных со способом их производства. В связи с этим необходимо обязательное проведение внешнего осмотра и неразрушающего УЗК контроля задвижек. Во избежание аварий рекомендуем проводить периодические испытания на соответствие НТД одного образца от партии. Список использованных источников 1. ГОСТ 1497-78. 2. ГОСТ 9454-78. 150 УДК 536.74 ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ ГАЛОИДНОЙ СОЛИ Na2TiF6 КАК ИСТОЧНИКА АТОМАРНОГО ТИТАНА ДЛЯ СИНТЕЗА АЛЮМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, АРМИРОВАННОГО КАРБИДОМ ТИТАНА Луц А.Р., к.т.н., доцент; Ионов М.К., магистрант Самарский государственный технический университет В работе исследуется возможность применения самораспространяющегося высокотемпературного синтеза (СВС) для получения мелкодисперсного карбида титана в расплаве алюминия из смеси порошков - галоидной соли Na2TiF6 и углерода технического марки П-701. Выявлено, что соль Na2TiF6, имеющая температуру плавления 700...710°С, разлагается в волне горения, и образует атомарный титан, выступающий далее как реагент в процессе синтеза нано- и ультрадисперсных частиц карбида титана. Следует отметить, что в процессе плавки образуется большое количество шлака, обусловленное присутствием побочных легкоплавких продуктов, содержащих натрий и фтор. Вместе с тем, значения твердости, полученные на составах, содержащих 1, 3 и 5 масс.% карбида титана и синтезированных на основе соли Na2TiF6, показали, что их твердость находится на уровне 72...81 НВ, что свидетельствует о высоком уровне усвоения введенной CВС-шихты, достаточном уровне прочностных характеристик и позволяет сделать выводы о перспективности данного направления исследования. Современный технический прогресс в сфере материаловедения опирается на внедрение дисперсно-упрочненных композиционных материалов во все сферы жизни человека. Особенно на их фоне выделяются алюмоматричные композиционные дисперсноармированные материалы, обладающие высоким уровнем физических и механических свойств. Одним из наиболее применяемых армирующих компонентов для литого алюминия является карбид титана, что обусловлено подобием типов кристаллических решёток обоих компонентов. Оптимальным методом получения таких композиционных материалов признан метод эндогенного армирования (in-situ), осуществляемый с помощью процесса самораспространяющегося температурного синтеза (СВС) [1]. Это обусловлено тем, что армирующие частицы образуются внутри расплава и не контактируют с присутствующими в воздухе газами, что позволяет получить достаточно чистый продукт с хорошей межфазной связью. Современный научный подход в этой области уже позволил синтезировать с помощью процесса СВС композиционный сплав Al – (5...15%) TiC с характерным размером армирующих частиц 4 мкм [2], для получения которого в расплав алюминия добавляли СВСшихту, состоящую из порошков технического углерода и титана стехиометрического состава. В настоящее время магистральной задачей исследователей является нахождение способа синтеза наноразмерной фазы карбида титана в расплаве алюминия, так как это должно приводить к скачкообразному изменению свойств всего материала. Также одним из важнейших требований, предъявляемых к композиционным материалам, является его «чистота» по содержанию шлаковых включений. Одним из путей решения данных задач может быть замена порошка металлического титана в составе шихты на галоидную титансодержащую соль Na2TiF6, которая имеет невысокую температуру плавления (700...710°С), разлагается в расплаве и образует атомарный титан, с помощью которого становится возможным синтез наноразмерных частиц карбида титана. Кроме того, присутствие фторидсодержащего компонента может оказывать 151 положительное влияние и в качестве флюса. Выбранная для изучения соль Na2TiF6 достаточно часто используется в качестве компонента комплексных флюсовых препаратов и потому механизм ее распада в составе расплава алюминия исследован довольно подробно. В частности, по мнению В.И. Напалкова [3...5], после сближения включений с поверхностью флюса на расстояние 10...100 нм возможен переход включений во флюс под действием сил притяжения фаз. Целью данной работы исследование возможности синтеза алюмоматричного композиционного материала с помощью галоидной соли как источника атомарного титана. В работе исследовались 3 состава с целью получения композиционных материалов Al1%TiC, Al-3% TiC и Al-5% TiC. Количество шихты рассчитывалось так, чтобы при разложении галоидной соли выделялось столько титана, сколько необходимо для синтеза карбида титана стехиометрического состава. Таким образом, для плавок общей массы 200 г базовый состав шихты для композиционного сплава, содержащего 1%TiC состоял из 6,9 г порошка галоидной соли Na2TiF6 и 0,4 г углерода марки П-701, остальное – 192,6 г чушкового алюминия марки А7 для создания расплава в тигле. Для состава 3% TiC: 20,8 г соли, 1,2 г углерода и 178 г алюминия. Для состава 5% TiC: 34,78 г соли, 2 г углерода П-701 и 163 г чушкового алюминия А7. Полученную шихту делили на четыре части и заворачивали в фольгу с целью полного усвоения шихты в процессе ввода в расплав. Далее последовательно погружали брикеты шихты под зеркало расплава алюминия, нагретого до температуры 900°С, размешивая их с помощью металлической ложки. После выдержки в течение 30 секунд, полученный расплав разливали в чугунную изложницу. Все реакции проходили со слабым искровыделением и небольшим пламенем над расплавом, особенно при перемешивании. Темные шлаковые включения в большом количестве свидетельствуют о разложении галоидной соли в волне горения. Макроструктуры изломов полученных сплавов представлены на рисунке. а) б) Макроструктура образцов составов: а) Al- 1%TiC; б) Al- 3% TiC; в) Al-5% TiC в) По результатам фрактографического анализа, было выявлено, что присутствие галоидной соли в составе CВС-шихты позволяет получить мелкокристаллический излом, однако при этом возникает проблема неполного протекания процесса СВС в расплаве и неравномерности формирующейся структуры. Анализ механизма формирования сплава позволил сделать предположение: после ввода навески в расплав, полноценная СВС-реакция проходит только по границам, в местах непосредственного соприкосновения СВС-шихты с расплавом алюминия; далее в этих местах образуется плотный карбидный слой (агломерат), не пропускающий жидкий алюминий вглубь, поэтому внутри остается непрореагировавшая СВС-шихта, фиксируемая затем на изломе. 152 С целью уточнения степени усвоения введенной шихты далее были проведены исследования твердости полученных образцов. Данные, полученные на исходном алюминии и образцах с различным содержанием массовой доли карбида титана, представлены в таблице. Значения твёрдости образцов по шкале HB Образец Твердость Al (А7) 20 Al-1%TiC 72 Al-3% TiC 73 Al-5% TiC 81 В дополнение к представленным данным следует отметить, что твердость, например, промышленного сплава АМ5, содержащего помимо меди также марганец и титан, нормируется на уровне 70 НВ. Поэтому полученные значения твердости исследуемых образцов, свидетельствующие об увеличении показателя в 3,5...4 раза относительно исходного материала при сравнительно невысокой степени содержания армирующего компонента, позволяют сделать вывод о перспективности данного направления исследования. Работа выполнена в рамках проекта РФФИ (договор № 17-48-630695 от 17.05.2017г). Список использованных источников 1. Панфилов А.В. Дисперсно-упрочненные композиционные материалы, армированные эндогенными и экзогенными керамическими и интерметаллидными фазами / В. А Кечин, А.В. Панфилов, А.А. Панфилов, Е.С. Прусов // Литейщик России–2008. № –7. –С. 60–64. 2. Луц А. Р. Самораспространяющийся высокотемпературный синтез алюминиевых сплавов / Луц А. Р., Макаренко А. Г. –М.: Машиностроение. Самара: СамГТУ. 2008. 175 с. 3 Напалков, В.И. Легирование и модифицирование алюминия и магния /В.И. Напалков, С.В. Махов // М.: МИССИС, 2002.- 375 с. ISBN 5-87623-100-2. 4. Ермошкин А.А. Самораспространяющийся высокотемпературный синтез литых алюмоматричных композиционных материалов, армированных наночастицами карбида титана. Автореф. дис. канд. техн. наук: 01.04.17 / Самара: Самар. гос. техн. ун-т, 2015. – 17 с. 5. Амосов А.П., Луц А.Р., Латухин Е.И., Ермошкин А.А. Применение процессов CВC для получения in situ алюмоматричных композиционных материалов, дискретно армированных наноразмерными частицами карбида титана: Обзор // Известия вузов. Цветная металлургия, 2016. №1. С. 39-49. 153 СЕКЦИЯ 7. МЕТРОЛОГИЯ И МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ В МАШИНОСТРОЕНИИ УДК 681.5.08 КОНТРОЛЬ АТМОСФЕРЫ ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЙ Акушская О.М., ст. преп.; Дорошенко Р.В., студент Самарский государственный технический университет В статье обоснована необходимость автоматизации процесса контроля концентрации вредных веществ в воздухе литейных цехов, приведена функциональная схема выбранной газоаналитической системы СКАПО с электрохимическими датчиками. Воздушная среда литейных цехов содержит пыль и большое количество оксидов углерода, сернистого и углекислого газов, азота и его окислов, водорода, аэрозолей, насыщенных оксидами железа и марганца, парами углеводородов и др. Источники вредных веществ - плавильные печи и печи для термической обработки, сушила для форм, стержней и ковшей и т.п. Процесс плавки металла сопровождается выбросом вредных веществ, химический состав которых может быть различен. Он зависит от состава и степени загрязнения исходных металлических материалов, загружаемых в плавильную печь и подлежащих переработке в ней для получения жидкого металла, а также от состояния облицовки внутренней поверхности металлургических печей, технологии плавки, выбора энергоносителей. Особо вредные выбросы паров цинка, кадмия, свинца, бериллия, хлора и хлоридов, водорастворимых фторидов образуются в процессе приготовления сплавов цветных металлов в жидком виде. Если в качестве составляющих формовочных и стержневых смесей с целью придания им необходимой прочности используются органические связующие материалы, то в процессе сушки и при заливке металла в атмосферу цеха могут выделяться аммиак, ацетон, акролеин, фенол, формальдегид, фурфурол и т. д.. В этих условиях лабораторные и экспрессные методы анализа вредных веществ в воздухе оказываются недостаточно эффективными, так как для лабораторных анализов требуется длительное время, а экспрессные проводятся лишь периодически. Поэтому наиболее эффективным методом контроля является автоматический анализ, позволяющий непрерывно и точно определять концентрацию вредных веществ. С целью автоматизации процесса контроля концентраций газов предложено применение многоканальной газоаналитической системы контроля атмосферы промышленных объектов СКАПО. Система СКАПО позволяет проводить автоматический непрерывный контроль в рабочей зоне довзрывных концентраций (ДВК) взрывоопасных газов (метана, пропана, водорода, ацетилена и др.), предельно допустимых концентраций (ПДК) токсичных газов (углекислого газа, угарного газа, хлористого водорода, оксида азота, сернистого газа, дихлора, аммиака, сероводорода) и кислорода, выдавать сигналы о превышении заданных порогов, управлять исполнительными устройствами (системой вентиляции, звуковой и световой сигнализацией), а также контролировать температуру, скорость потока воздуха, давление, влажность и т.д. Система обеспечивает возможность сохранения, обработки и отображения на ЭВМ информации о состоянии атмосферы контролируемого объекта. Функциональная схема газоаналитической системы СКАПО представлена на рисунке. 154 Датчики осуществляют непрерывное измерение значений концентрации контролируемых компонентов, которое преобразуется в унифицированный выходной токовый сигнал 4...20 мА. Блок местной сигнализации (БМС) служит для обеспечения световой и звуковой сигнализации, когда концентрация измеряемого компонента достигает в месте установки датчика фиксированного порога срабатывания, равного уровню ПДК в воздухе рабочей зоны по ГОСТ 12.1.005-88. Функциональная схема газоаналитической системы СКАПО Датчики подключены по трехпроводной линии связи к блоку расширения и связи (БРС). БРС принимает выходной токовый сигнал с датчиков, пропорциональный концентрации измеряемых компонентов в местах их установки, преобразовывает сигнал в цифровой код и передает через адаптер интерфейса АИ на ПЭВМ или через блок связи и управления (БСУ) в систему АСУ ТП предприятия. Блок связи и управления осуществляет двухстороннюю связь с 64 блоками расширения и связи и реле по интерфейсу RS485: собирает и обрабатывает информацию о состоянии датчиков; обеспечивает звуковую и световую сигнализацию о превышении пороговых значений, аварийных состояниях; управляет исполнительными устройствами; передает полученную информацию на ПЭВМ (по каналу связи Ethernet). Блок реле (БР) обеспечивает коммутацию внешних исполнительных устройств по командам, поступающим от ведущего устройства сети по интерфейсу MODBUS RTU и устанавливается вне взрывоопасных зон помещений и наружных установок. Преобразованная в цифровой код информация с датчиков через адаптер интерфейса АИ поступает на ПЭВМ для отображения, архивирования и хранения информации о конфигурации системы СКАПО. Пульт контроля служит для задания адреса БРС, просмотра текущих значений измеренных БРС токов и может использоваться при пусконаладочных работах. КР предназначена для разветвления кабелей связи шиной RS485 при формировании сети связи БРС с БСУ. Система СКАПО может работать с электрохимическими, термохимическими или термомагнитными датчиками. На основе проведенного анализа методов и средств контроля концентраций газов в соответствии с поставленной задачей выбран электрохимический датчик газоанализатор ДАХ-М-04. Преимущество электрохимических датчиков состоит в том, что для них безопасны химически агрессивные вещества и соединения (хлор, сера, фосфор, фтор, аммиак, окислы 155 азота, тетраэтилсвинец и т. д.), которые могут вывести из строя газоанализаторы, в основе действия которых лежат химические реакции. Они выдерживают концентрационные перегрузки до 100% -ной концентрации определяемого газа, причем время восстановления после перегрузки определяется только временем обновления содержимого газовой камеры. Еще одной уникальной особенностью электрохимических газоанализаторов является их избирательность. В них, в отличие от других типов приборов, можно полностью исключить реакцию на другие газы, так как спектры поглощения различных газов не совпадают. Электрохимические газоанализаторы маломощны, компактны, требуют очень мало питания, проявляют свойства линейности и воспроизводимости, имеют долгий срок службы (от одного года до трех лет). Принцип действия датчика газоанализатора ДАХ - электрохимический, основанный на массовой концентрации одоранта (RSH) в воздухе рабочей зоны, а также объемной доли кислорода (O2) в воздухе рабочей зоны и в технологических средах, содержащих углеводороды. Электрохимический датчик содержит электрохимическую ячейку, которая является чувствительным элементом, и плату, на которой расположены терморезистивные цепи. Они индивидуальны для каждого типа электрохимической ячейки и обеспечивают, совместно с корректирующим усилителем, компенсацию температурных изменений фонового тока и чувствительности сенсора. Токовый сигнал с электрохимической ячейки поступает на преобразователь ток- напряжение, далее на корректирующий усилитель для компенсации температурного дрейфа фоновых токов. Скомпенсированный сигнал передается на нормирующий усилитель, обеспечивающий регулировку нуля и чувствительности, и далее преобразуется в выходной сигнал постоянного тока (4...20 мА). С помощью аналого-цифрового преобразователя контроллера датчика производится преобразование сигналов с рабочего и опорного канала приемника в цифровую форму. Далее из сигналов приемника с помощью полосовых цифровых фильтров выделяются сигналы на частоте модуляции и удаляются шумы, сигналы выпрямляются с помощью фазонезависимого выпрямителя и с помощью цифрового фильтра низкой частоты выделяется постоянная составляющая сигналов. Разность полученных сигналов является мерой содержания определяемого компонента в анализируемой пробе. Затем в полученное значение разности вводится поправка от влияния температуры окружающей среды и приводится линеаризация номинальной статической характеристики преобразования датчика с получением значения измеренной концентрации определяемого компонента в анализируемой пробе в % нижнего концентрационного предела распространения пламени (НКПР) или % объемной доли. Значение измеренной концентрации преобразуется в сигнал интерфейса UART и поступает в микроконтроллер платы связи, индикации и управления газоанализатора. Микроконтроллер платы выполняет следующие функции: 1. формирует управляющий сигнал на включение/отключение реле ПОРОГ1, ПОРОГ2 в случае превышения содержания концентрации газовой смеси установленных пороговых значений; 2. выводит измеренное значение содержания определяемого компонента на цифровой индикатор; 3. выдает сигнал на преобразователь напряжение-ток для формирования выходного сигнала тока 4...20 мА; 4. выдает по запросу внешнего устройства информацию по интерфейсу RS485. Список использованных источников 1. А. А. Егоров. Систематика, принципы работы и области применения датчиков// Журнал радиоэлектроники.-2009.-№3.-С.1-22. 156 УДК 681.5.08 МОДЕРНИЗАЦИЯ УСТАНОВКИ ДЛЯ УЧЕТА НЕФТИ И НЕФТЕПРОДУКТОВ Акушская О.М., ст. преп.; Храмов М.В., студент Самарский государственный технический университет В статье приведена технологическая схема установки для учета нефти и нефтепродуктов и описана её модернизация за счет применения высокоэффективных многопараметрические преобразователей давления с чувствительным элементом из монокристаллического кремния. В рыночных условиях, при современном уровне цен на энергоносители вопрос точного учета сырья на всех уровнях его добычи, передачи, переработки, хранения и потребления становится важной хозяйственной задачей. Существенная роль в его решении принадлежит повышению точности измерений и совершенствованию самого процесса учета энергоносителей. Для измерения количества и контроля качества нефти применяют установки для учета нефти и нефтепродуктов (УУН), которые представляют собой комплекс средств измерений, сбора и обработки информации, регистрации результатов измерений, технологического оборудования и трубопроводной арматуры. На УУН могут применяться различные типы средств измерений, может быть различной степень автоматизации сбора и обработки информации, но она во всех случаях содержит следующие основные блоки: блок измерительных линий (БИЛ); блок фильтров (БФ); блок контроля качества нефти (нефтепродуктов) (БКН) (рис.1). При учете в режиме реального времени измеряются такие параметры как объем, плотность, температура, давление, содержание в продукте балластных примесей (воды, солей, механических примесей, серы и т.д.). При этом технологический контроль давления и перепада давления производится на всех основных блоках УУН. Достоверность информации обеспечивается минимизацией погрешности применяемых датчиков и передачи данных без искажений как поставщику, так и потребителю. С целью модернизации УУН предложено заменить датчики давления Метран – 100 (основная погрешность до ±0,1%) на пьезорезонансные датчики давления серии EJA, принцип действия которых основан на преобразовании упругой деформации монокристаллической кремниевой мембраны, возникающей под действием приложенной разности давлений, в частотный электрический сигнал (рис.2). Преобразование осуществляется при помощи Н-образных резонаторов, сформированных на поверхности кремниевой мембраны, которые служат частотно-задающими элементами для двух генераторов переменного напряжения. Механическая конструкция мембраны такова, что при её деформации частота одного резонатора уменьшается, а другого — увеличивается. Возникающая при этом разность частот линейно зависит от приложенной разности давлений и практически не зависит от температуры и статического давления, т.к. при их измерении частоты обоих резонаторов изменяются на одну и ту же величину, а их разность остаётся неизменной [1]. Возбуждение колебаний и передача частоты механических колебаний в электрический, частотный сигнал происходят путем помещения двухконтурных резонаторов в постоянное магнитное поле и пропускания переменного электрического тока через тело резонатора в контуре возбуждения. Благодаря эффекту электромагнитной индукции, в измерительном контуре возникает переменная ЭДС с частотой, равной частоте колебаний резонатора измерительного контура. 157 Рис. 1. Технологическая схема УУН БИЛ- блок измерительных линий; БФ- блок фильтров; БКН- блок контроля качества; УР- узел регулирования давления и расхода; ТПУ- трубопоршневая поверочная установка; ИФС- индикатор фазового состояния. 158 Рис.2. Конструктивная схема кремниевого резонатора Обратная связь контура возбуждения по измерительному контуру вместе с эффектом сдвига частоты вынужденных колебаний в сторону резонансной частоты обеспечивают постоянное соответствие частоты электрических колебаний резонансной (собственной) частоте механических колебаний тела резонатора. Собственная частота такого ненагруженного резонатора составляет около 90 кГц (рис.3). Рис.3. Схема подключения резонатора Выбранный датчик абсолютного и избыточного давления EJA510A имеет высокую точность (погрешность измерений составляет ± 0,04% от шкалы) и стабильность измерения ± 0,1% от верхнего предела измерения в течение 5 лет. Датчик измеряет перепад давления в диапазоне от 4 до 21000 мм водного столба. Выходной сигнал 4… 20 мА постоянного тока с функцией цифровой связи по HART-протоколу. Таким образом, модернизация УУН позволяет гарантировать получение достоверной информации при учете количества и контроле качества нефти и нефтепродуктов. Список использованных источников 1. В. Поляков. Перспективные кварцевые давления//Компоненты и технологии.-2011.-№1.-С.18-20. 159 пьезорезонансные датчики УДК 006.915:620.17.05 МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ УСТАНОВКИ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ТРЕНИЕ И ИЗНОС СМТ-1 Вавилин С.А., аспирант1; Еремеев С.Ю., бакалавр1; Яресько С.И., д.т.н.1,2 1 Самарский государственный технический университет, Самарский филиал ФГБУН Физического института им. П.Н. Лебедева Российской академии наук 2 Представлены результаты по модернизации метрологического оснащения установки для испытания материалов на трение и износ СМТ-1. Реализована система автоматизированного сбора данных, характеризующих процесс трения, проведены тестовые испытания, подтверждающие работоспособность разработанной системы. Для обеспечения оптимальных условий эксплуатации деталей машин и инструмента, сравнения различных схем и условий применения изделий машиностроения необходимо проведение комплекса механических испытаний. Поскольку практически любая система содержит сопряженные детали, подверженные фрикционному взаимодействию, одним из наиболее важных видов испытаний материалов является испытание на изнашивание. Современные машины для испытания материалов на трение и износ (например, ИИ5018, 2168 УМТ и др.) отличаются многофункциональностью, возможностью проведения испытаний при различных схемах нагружения в широком диапазоне режимов, наличием выхода на ЭВМ и возможностью обеспечения полноценного диагностического процесса. Существенным недостатком испытательных машин предыдущего поколения является отсутствие сопряжения с персональным компьютером, что подразумевает значительную сложность обработки данных после проведения испытаний. В работе рассмотрена модернизация метрологического обеспечения установки СМТ-1, предназначенной для испытания материалов на трение и износ при различных схемах контакта испытуемых образцов (в том числе и по схеме «диск-колодка»). Модернизация также предусматривала наличие системы автоматизированного сбора данных и сопряжение её с персональным компьютером. В штатном режиме работы установки СМТ-1 измеряются момент трения, нагрузка на образец, частота вращения и число оборотов вала нижнего образца. Измерения реализуются с использованием различных типов датчиков: для измерения момента трения служит бесконтактный индуктивный датчик; для измерения частоты вращения – тахогенератор постоянного тока типа ТМГ-30П класса точности 1,0; для измерения нагрузки – однооборотный прецизионный резистор типа ПЛ2-1 с линейной зависимостью величины активного сопротивления от угла поворота и номинальной величиной активного сопротивления 1000 Ом 3%; в качестве датчика числа оборотов – индуктивный щелевой преобразователь типа ПИЩ6-1. В процессе измерения сигналы, полученные с датчиков, передаются на пульт управления. В качестве стандартных средств регистрации на пульте используются: вольтметр для регистрации частоты вращения вала нижнего образца, амперметр для отображения величины нагрузки, потенциометр типа КСП-4 класса точности 0,25 для индикации момента трения и 6-ти разрядный счетчик числа оборотов для отображения суммарного числа оборотов вала нижнего образца. Модернизация отдельных элементов метрологического обеспечения установки СМТ-1 160 и ее сопряжение с персональным представленной на рисунке 1. компьютером осуществлялись по блок-схеме, Рис. 1. Структурная схема системы Для автоматизированного контроля были выбраны следующие параметры, измеряемые в процессе трения: сила нагружения, частота вращения вала нижнего образца и температура в зоне контакта. В качестве измерительных элементов системы были рассмотрены термопара, тахогенератор и тензорезисторы. Для контроля частоты вращения вала нижнего образца был использован тахогенератор из стандартной комплектации установки СМТ-1. Остальные датчики были выбраны исходя из условий проведения испытаний, диапазона применяемых нагрузок и ожидаемых значений температуры в зоне контакта. В качестве датчиков, необходимых для проведения экспериментов, использовались: термопара типа К (ТПК1350213.250) и тензорезисторы BF350-5AA(11)N6. Компоновка элементов модернизированной системы измерения представлена на рисунке 2. Рис. 2. Компоновка элементов модернизированной системы измерения: 1 – тахогенератор; 2 – место установки упругого элемента датчика нагружения; 3 – место установки термопары В качестве преобразователя датчика нагружения (рис. 3 а) использовались тензорезисторы BF350-5AA(11)N6 сопротивлением 350,10,1 Ом, соединенные по полумостовой схеме (рис. 3 б), расположенные на упругом элементе, изготовленном из рессорно-пружинной стали 65Г толщиной 4 мм (рис. 3 в). Измерительный мост (рис. 3 б) содержит два тензорезистора R1 и R2, работающих в противофазе. Образованные тензорезисторами полумосты были дополнены до полного измерительного моста с помощью прецизионных резисторов R3, R4 с таким же сопротивлением. При помощи этих резисторов осуществлялась балансировка моста (рис. 3 б). Датчик нагружения располагался в 161 непосредственном контакте между механизмом нагружения и рычагом каретки (рис. 2, врезка Б и рис. 3). Термопара располагалась в непосредственной близости от места контакта испытуемых образцов (рис. 2, врезка А). Для управления термопарой был использован монолитный контроллер AD597, позволяющий осуществлять компенсацию напряжения холодного спая термопары и усиление сигнала таким образом, что выходное напряжение было пропорционально температуре – 10 мВ/С. Рис. 4. Эпюры сигналов, иллюстрирующие результаты тестовых испытаний: 1 – нормальная нагрузка; 2 – температура; 3 – частота вращения вала нижнего образца Рис. 3. Датчик нагружения: а) – внешний вид; б) – схема соединения тензорезисторов; в) – упругий элемент Для дальнейшей обработки на АЦП сигналов, полученных с датчиков, был использован инструментальный усилитель, собранный на базе двух операционных усилителей микросхемы ОР291. Допустимый уровень шума усилителя находится в пределах до 3 % от измеряемой величины. Блок обработки информации включал многоканальную быстродействующую микроконтроллерную систему сбора данных АЦП Е14-140 фирмы L-Card. Для получения и обработки данных, поступающих с АЦП, использовался программный пакет PowerGraph. После настройки и отладки измерительного оборудования было проведено тестовое испытание на трение пары образцов по схеме «диск-колодка». При запуске установки были установлены: сила нагружения 700 Н; частота вращения вала нижнего образца 40 об/мин, с помощью термопары была зафиксирована температура равная комнатной. В ходе работы установки сила нагружения была увеличена до 950 Н, частота вращения вала нижнего образца – до 100 об/мин. С увеличением режимов нагружения наблюдался рост температуры в зоне контакта образцов до 43°С. Визуализация результатов проведенных тестовых испытаний представлена на рисунке 4. Итак, в результате проведенных работ показано, что разработанная система автоматизированного сбора данных обеспечивает управление процессом изнашивания и контроль над его основными характеристиками. Проведенные тестовые испытания показали работоспособность предложенной системы метрологического обеспечения испытаний. 162 УДК 621.923.4 ОСОБЕННОСТИ ИЗМЕРЕНИЯ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ В ПРОЦЕССЕ ОБРАБОТКИ НА КООРДИНАТНО-ШЛИФОВАЛЬНОМ СТАНКЕ Денисенко А.Ф., д.т.н., проф.1; Царфин Б.А., инженер2 1 2 Самарский государственный технический университет ЗАО «Стан-Самара» Оценивается возможность использования различных методов измерения отверстий малых диаметров в установленной на станке заготовке Координатно-шлифовальные станки (КШС) часто используются при обработке отверстий малого диаметра (1…6 мм) в заготовках из различных материалов, включая закалённую сталь, неметаллические материалы и т д. Как правило, если требуется получить диаметр с точным допуском (4-й квалитет и выше), оператор останавливает работу станка один или большее количество раз для измерения текущего диаметра и геометрической формы отверстий и для определения оставшейся величины снимаемого припуска. На рис. 1 показана схема обработки абразивным инструментом 3 отверстия в заготовке 2, установленной на столе 1 станка, с начальным диаметром d . При остановке станка и контроле текущего диаметра оператор измеряет промежуточный диаметр (d 2r2 ) , где r2 d иск / 2 r1 – оставшийся припуск на обработку; d иск – необходимый диаметр отверстия после обработки, r2 – уже снятый припуск на сторону. Рис. 2. Схема отверстия калибром Рис. 1. Схема обработки заготовки на КШС измерения диаметра Наиболее точный результат измерения диаметра отверстия можно получить на измерительном микроскопе или на координатно-измерительной машине (КИМ), которые отвечают требованию ГОСТ 8-82 «Станки металлорежущие. Общие требования к испытаниям на точность»: погрешность измерений не должна превышать 30% допуска измеряемой величины. Самый точный результат отклонения формы отверстия зафиксирует кругломер. Однако, использование вышеперечисленных приборов требует снятия заготовки со станка и доставки в метрологическую лабораторию, что сопровождается значительными потерями времени, а также дополнительной погрешностью обработки при 163 повторной установке детали на станок. Самым удобным и распространённым прибором контроля размера и формы отверстия является микронный нутромер, который позволяет производить измерения в любых поперечных плоскостях на всей глубине отверстия без снятия детали со станка. Но применение нутромера для отверстий малых диаметров (1…6 мм) может оказаться нецелесообразным в виду того, что его стоимость сопоставима со стоимостью станка. Контроль размера специальными измерительными калибрами довольно широко распространён в металлообработке. На рис. 2 представлена схема измерения диаметра отверстия в заготовке 1. Для оценки размера оператору станка потребуется два калибра: проходной 2 ( d П d ) и непроходной 3 ( d П d ). Существенными минусами этого метода являются изнашиваемость калибра вследствие частого трения его цилиндрической поверхности о внутренние стенки отверстий деталей, а также необходимость иметь огромный набор калибров с шагом диаметра 0,001 мм. Современные КШС могут быть оснащены специальными устройствами – щуповыми измерительными головками, позволяющими станку автоматически находить центр отверстия, а также измерять его диаметр. Но в этом случае необходимо учитывать высокую стоимость, погрешность устройства, возможность коммутации с ЧПУ станка, а также величину шарика щупа, так как для отверстий малых диаметров необходимо выполнения условия d шарикащупа d отверстия . В связи с вышеизложенным актуальной является задача измерения диаметра обрабатываемого отверстия без снятия заготовки со станка и без разборки системы "электрошпиндель-оправка-шлифовальный круг". Достижение указанной цели может быть достигнуто методом измерения диаметра отверстия с помощью прецизионного шарика (рис. 3). Рис. 3. Измерение диаметра отверстия с помощью шара Для измерения диаметра отверстия в заготовке 2, установленной на столе 1 КШС, потребуется прецизионный шарик 3 (с погрешностью формы не более 0,0005мм) радиуса R r . Стойка с микронным индикатором 4 (ножка индикатора оснащена плоским пятачком) необходима для измерения расстояния f от поверхности стола станка до края заготовки и расстояния Z от поверхности стола до шарика, вставленного в отверстие. Диаметр измеряемого отверстия определяется зависимостью r R 2 R h , 2 164 где h f 2R z – величина погружения шарика. Таким образом, мы решаем поставленную задачу используя лишь один прецизионный шарик и индикаторную стойку, при этом одним и тем же шариком можно измерять большой диапазон диаметров. Но у данного метода есть существенный недостаток – возможное наличие фаски на краях отверстия (рис. 4). Очевидно, что большая фаска внесёт значительную погрешность в наш метод, а измерение самой фаски невозможно без наличия специальных приборов. Погрешность измерения, связанная с наличием фаски, 2 r R 2 R h a r , где а – величина фаски. Рис. 4. Фаска на краях отверстия Однако, влияние возможной фаски можно свести к минимуму путем выбора диаметра шарика. На рис. 5 представлен график зависимости погрешности измерения диаметра отверстия от величины фаски для случая 2r 3 мм и 2R 3,1 мм. Рис. 5. Зависимость погрешности измерения диаметра отверстия от величины фаски Принимая значение а 0,01 мм (рис. 4) как максимально возможное для фаски отверстий рассматриваемого диаметра (1…6 мм) опытным путём получено значение диаметра шарика 2r 2R 2r 0,1 мм, которое не вносит ощутимой ошибки в результат измерения. 165 УДК 681.5: 621.9.07 ОРГАНИЗАЦИЯ АВТОМАТИЗИРОВАННЫХ ИССЛЕДОВАНИЙ НА ОСНОВЕ КОНТРОЛЯ И ИСПЫТАНИЙ ПРЕЦИЗИОННЫХ СТАНКОВ Игнатьев А.А., д.т.н., профессор; Добряков В.А., к.т.н., с.н.с.; Шамсадова Я.Ш., соискатель Саратовский государственный технический университет имени Гагарина Ю.А. Рассмотрена концепция обеспечения автоматизированных исследований прецизионных станков на основе контроля, диагностирования и испытаний в пространстве их состояний и параметров Одним из важных вопросов при организации автоматизированных исследований на прецизионных металлорежущих станках (МРС) является создание соответствующих методических и аппаратных средств контроля, диагностирования и испытаний, объединенных в единую систему с целью обоснования эффективных режимов функционирования оборудования. Коцептуальные основы рационального построения и применения такой системы изложены в работе [1]. Данная система выполняет две базовые функции, формирующие ее структуру: измерение параметров на различных уровнях иерархии объекта и автоматизированная обработка массива информации в соответствии с алгоритмами контроля, диагностирования и испытаний (КДИ) МРС, выполняемых в рамках научных исследований. Это обусловливает применение ЭВМ в качестве основы (ядра) архитектуры системы. Следовательно, для создания единой системы, выполняющей указанные функции, необходим аналогичный системный подход к обеспечению измерений, выполняемых с помощью аппаратных и программных средств. Кроме того, важным фактором в пользу данного подхода является создание методологической базы обеспечения принципа единства измерений, положенного в основу отечественных (Государственная система обеспечения единства измерений) и международных стандартов (ИСО 9000...ИСО 9004), регламентирующих организационно-технические мероприятия по управлению качеством продукции. Разработана концепция организации автоматизированных исследований на основе КДИ, которая учитывает этапы жизненного цикла МРС, а также весь комплекс управляющих, выходных, возмущающих параметров станков, рассматриваемых как сложные динамические системы (рисунок). Это позволяет сформулировать направление решения соответствующих задач, связанных с созданием методов и средств контроля в рамках данной проблемы, и обосновывает формирование общей теоретической (диагностической) модели МРС на основе метода пространства состояний (ПС). Рассмотренная модель сформулирована для станков различного назначения. Однако для каждого конкретного случая: группы станка, класса точности, степени автоматизации и т.д. необходимо выделить доминирующие параметры, уточнить диагностическую модель и разработать оптимальные алгоритмы диагностирования. Последняя операция способствует организации наблюдения, которое с технической точки зрения реализуется СКД, повышающей в конечном итоге управляемость объекта. С позиций метода ПС рассматривается формирование постановки задачи “наблюдателя” сложного динамического объекта (МРС), в качестве которого представляются разрабатываемые методические и аппаратные средства измерения параметров станка, используемые при построении рациональной структуры СКД, на основе которой проводятся исследования. 166 Концепция обеспечения автоматизированных исследований МРС на основе контроля, диагностирования и испытаний в пространстве состояний и параметров 167 Данный подход служит обобщенным теоретическим обоснованием процесса создания эффективных методических и аппаратных средств измерений, на базе которых целесообразно осуществлять исследования сложного станочного оборудования различного назначения. Все пространство состояний станков различных групп, типов и модификаций, для наглядности графически представленное на рисунке в пространствах состояний и параметров объектов, представляет собой совокупность пространств состояний одного станка. Пространство делится на два подпространства (субпространства): подпространство параметров станка, определяемое на различных уровнях иерархической структуры МРС по сигналам (аналоговым и цифровым) от встроенных датчиков системы его управления и внешних (автономных) устройств измерения, а также подпространство диагностических параметров (вектор состояния наблюдателя), в которых присутствует информация об отказах, регламентируемая нормой в какой-либо форме соответствия исправному (неисправному) состоянию. Ко второму подпространству можно отнести аварийные параметры и параметры, по которым проводят испытания (контроль) различных видов; выделяются с помощью СКД встроенными, внешними и автономными средствами (может использоваться информация от датчиков системы управления станка) на всех уровнях структуры объекта. На первом уровне определяются по выходным параметрам станка; на втором уровне - соответствует параметрам процессов различной скорости, обусловленных внутренними факторами и внешними возмущениями; на третьем уровне - оценивается по параметрам функциональных узлов (ФУ) или отдельных деталей в зависимости от степени локализации отказов. В результате всех измерений в соответствии с концепцией (рисунок) формируется пространство параметров станка, в котором выделяются три подпространства, предназначенных для контроля, диагностирования и испытаний. Это - пересекающиеся множества, соответственно убывающие по численности элементов. При контроле измеряются все основные параметры, которые характеризуют выполнение основных функций объекта по его предназначению (до 200 параметров для сложных прецизионных станочных объектов). В число диагностических параметров, служащих для определения технического состояния объекта, может входить до 80 различных параметров. Число параметров, по которым проводят испытания колеблется от 10 до 60 в зависимости от их вида [1, 2]. Таким образом, необходимо отметить, что применение системного подхода к обеспечению измерений для МРС на базе метода ПС позволяет в зависимости от конкретных задач контроля, диагностирования и испытаний, а также особенностей объектов выделить из всего многообразия пересекающихся множеств параметров, необходимый минимальный набор и разработать эффективные методические и аппаратные средства, построенные на основе ЭВМ, объединяемые в общую систему автоматизированных исследований. Данный подход апробирован для повышения технологической надежности станков различных групп в том числе прецизионных токарных модулей, суперфинишных, шлифовальных и других станков, посредством реализации средств контроля и диагностирования, а также для проведения соответствующих исследований и испытаний в системе мониторинга технологического процесса [3]. Список использованных источников 1. Контроль в системах автоматизации технологических процессов / А.А. Игнатьев, М.В. Виноградов, В.А. Добряков и др. Саратов: СГТУ, 2001. 124 с. 2. Добряков В.А. Формализация оценки технического состояния станков как объектов контроля, диагностирования и испытаний // Вестник СГТУ. 2011. №2 (56). С. 45-52. 3. Игнатьев С.А., Горбунов В.В., Игнатьев А.А. Мониторинг технологического процесса как элемент системы управления качеством продукции.Саратов: СГТУ, 2009. 160 с. 168 УДК 621.3.047.7 КОНТРОЛЬ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ КОНИЧЕСКИХ РОЛИКОВ ПРИ ИССЛЕДОВАНИИ ВЛИЯНИЯ РЕЖИМОВ ОБРАБОТКИ НА ТОЧНОСТЬ ОБРАБАТЫВАЕМОГО ТОРЦА Михайлова Л.Н., к.т.н. Самарский государственный технический университет Рассмотрены приборы для контроля радиуса сферического торца конических роликов в лабораторных и производственных условиях. Представлены результаты исследования влияния режимов обработки на точность сферического торца конического ролика подшипника качения с использованием контрольного прибора для замера радиуса сферы. При обработке сферической поверхности торца конического ролика контролируются такие параметры, как радиус сферы, торцовое биение, огранка, волнистость и шероховатость поверхности. В производственных условиях биение сферы торцов контролируется прибором, в котором ролик располагается в призме, а жесткий упор и измерительный наконечник касаются торца и расположены на биссектрисе угла призмы симметрично оси ролика. Огранка и волнистость сферической поверхности контролируются в лабораторных условиях приборами «Талиронд» либо «Талисерф». В лабораторных условиях радиус сферы контролировался с помощью записи профиля торца и дальнейшего расчета величины радиуса сферы по математической зависимости, что требовало много времени из-за удаленности контроля от станка. Для контроля радиуса сферической поверхности в производственных условиях был разработан механический прибор УМ-406(408), который позволял непосредственно у станка количественно оценивать радиус сферических торцов роликов. Допуск на радиус сферы по конструкторскому чертежу для всех типоразмеров составляет -10 мм. Так у роликов с радиусом сферы торца мм при изменении радиуса на 1 мм высота стрелы прогиба уменьшится всего лишь на 0,4 мкм. На торце конических роликов диаметром до 25 мм и радиусом сферы до 400 мм в центре располагается технологическая выточка. Малая протяженность торца ролика и достаточно большой радиус обрабатываемой сферы показывают, что отклонение высоты сегмента измеряемого торца от эталонного составляет всего лишь 2…3 мкм, что при перерасчете на радиус соразмерно 10 мм. Влияние огранки, волнистости и шероховатости поверхности на точность измерения радиуса сферы на приборе УМ-406 исключается применением наконечников, перекрывающих волны микронеровностей. Прибор УМ-406 (рис.1) для контроля радиуса сферы торца конического ролика в лабораторных условиях основан на косвенном методе измерения. Плавающая система, состоящая из рычага 4, несущего измерительную головку 7 и жесткий наконечник 6, исключает влияние жесткости неподвижного упора 2 и повышает точность измерения радиуса и биения торца. Измерительные наконечники располагаются в плоскости, перпендикулярной биссектрисе угла призмы, причем один наконечник находится около технологической выточки, а другой – у края торца ролика. Для обеспечения постоянного положения плавающей измерительной системы вдоль оси ролика неподвижный упор 2 устанавливается на одной окружности с жестким наконечником 6. Прибор настраивается по эталонному ролику. При контроле радиуса сферы торца обработанного ролика определяется отклонение высоты сферического сегмента контролируемого ролика от высоты эталонного сегмента (∆h). 169 Рис.1. Схема прибора для контроля радиуса сферы и торцового биения конических роликов УМ-406: 1 – призма, 2- неподвижный упор, 3 – пружина, 4 – рычаг, 5 – прижимной шарнир, 6 – жесткий наконечник, 7 – измерительный наконечник, 8 - диск Затем рассчитывается отклонение радиуса измеряемой сферической поверхности торца от номинального радиуса сферы эталонного ролика по формуле: R R 2 0 2 , d1 d 2 1 2 R0 h где R0 - радиус сферы эталонного ролика; d1 , d 2 – диаметры, на которых расположены наконечники; h - отклонение высоты измеряемого сферического сегмента от эталонного. Для измерения радиуса обрабатываемого торца ролика в производственных условиях был создан прибор СИ-260, который позволил непосредственно у станка производить замеры радиуса сферической поверхности (рис.2). Рис.2. Контрольный прибор для замера радиуса сферы СИ-260 Исследования влияния режимов обработки на точность торца роликов проводились на станке БСШ-200М. Правка круга производилась алмазным карандашом по заданному радиусу. На станке шлифовались партии роликов с различными режимами обработки, при 170 этом выборка для контроля сферы торца составляла 60 деталей. Замеры радиуса сферы проводились на приборе СИ-260 через каждые 10 минут в течение трех часов межправочного периода. При исследовании влияния режимов обработки на точность обрабатываемого сферического торца варьировалась частота вращения роликов в пределах 60…1000 мин-1, скорость подачи в зону обработки в пределах 0,5…4 м/мин и высота шлифовального круга и каждого слоя набора круга и их характеристики. Результаты исследования по определению режимов обработки показали [1], что наилучшие результаты точности роликов 7705 были при высоте шлифовального круга 120 мм. При различных сочетаниях частоты вращения и подачи в зоне обработке ролики могут совершать одинаковое количество оборотов, которые определены как суммарное количество оборотов ролика, при этом они прямо пропорциональны частоте вращения и обратно пропорциональны скорости подачи. Исследования показали, что при суммарном количестве оборотов порядка 20, радиус сферы торца находится в поле допуска, а при большем значении оборотов – превышает предельные значения радиуса. При этом торцовое биение, замеренное прибором Р1М (рис.3), не превышает допустимые значения при суммарном количестве оборотов не менее 20. Рис.3. Прибор для измерения торцового биения Р1М Различными сочетаниями режимов обработки можно достичь одинакового значения радиуса сферы, например, радиус сферы 130мм можно получить при скорости подачи 0,75 м/мин и 2м/мин, соответственно, при суммарных количествах оборотов в зоне обработке 48 и 38 об., торцовое биение будет при этом соответственно 2 и 4 мкм. Исследования [2] показали, что допустимые значения радиуса сферы торца у роликов 7705 в пределах 108…118 мм можно получить в диапазоне скоростей подачи 1,5 …2 м/мин, и частоты вращения ролика от 400 мин-1 и менее. Список использованных источников 1. Михайлова Л.Н. Экспериментальное исследование процесса шлифования сферических торцов роликов//Международный научно-исследовательский журнал. – 2016. №4(46), часть 2. С.131-135. 2. Михайлова Л.Н. Исследование шлифования сферических поверхностей с целью повышения стабильности процесса//Научные перспективы XXI века. Достижения и перспективы нового столетия: ежемесячный научный журнал XII Международной научнопрактической конференции: Международный научный институт «Educatio».- Новосибирск, 19-20.06.2015.- №5(12), часть1. С.77-81. 171 УДК 681.586.5 РАЗРАБОТКА ВОЛОКОННО-ОПТИЧЕСКОГО ДАТЧИКА ДАВЛЕНИЯ С ЦИФРОВЫМ ВЫХОДОМ Сапожкова Д.П., студент; Летанина М.А., студент; Шуваев В.Г., д.т.н. Самарский государственный технический университет В статье рассматриваются вопросы разработки волоконно-оптического датчика давления с цифровым выходным сигналом. Приводится схема разработанного датчика. Волоконно-оптический датчик представляет собой устройство, в качестве основного элемента которого используется оптическое волокно, причем волоконно-оптические датчики подразделяют на датчики, в которых оптическое волокно используется в качестве линии передачи, и датчики, в которых оптическое волокно используется в качестве чувствительного элемента [1] . В датчиках, использующих оптическое волокно в качестве «линии передачи», применяется преимущественно многомодовое оптическое волокно, а в датчиках использующих оптическое волокно в качестве чувствительного элемента («сенсора»), находит применение одномодовое оптическое волокно. Основными элементами волоконно-оптических датчиков являются оптическое волокно, светоизлучающие элементы (источники света) и светоприёмные устройства, а также оптический чувствительный элемент [2]. Современные волоконно-оптические датчики дают возможность измерять многие параметры, такие как давление, температуру, расстояние, положение, скорость, ускорение, уровень жидкости, деформацию и т. д. Кроме высоких метрологических характеристик датчики обладают высокой надёжностью, долговечностью, стабильностью, малыми габаритами, массой и энергопотреблением, совместимостью с микроэлектронными устройствами обработки информации при низкой трудоёмкости изготовления и небольшой стоимости [3,4]. Значительная часть современных средств автоматизации и измерения строится на базе цифровых средств. Основным преимуществом использования цифровой техники в процессе обработки данных является сравнительно простая реализация операций высокого уровня (подавление шумов, усреднение, нелинейная обработка, интегральные преобразования и др), которые трудно осуществимы с помощью аналоговых устройств. В этом случае функциональная нагрузка на чувствительный элемент датчика уменьшается и снижаются требования к характеристикам элемента, кроме того, благодаря цифровой обработке становится возможным измерение весьма малых величин и непосредственный ввод данных в компьютер. Основным компонентом схемы аналогового ввода является аналого-цифровой преобразователь, который оцифровывает входной аналоговый сигнал, то есть преобразует аналоговое напряжение в цифровую величину и хранит эту величину в буфере до тех пор, пока она не будет передана в память компьютера. Представленная разработка относится к области измерительной техники, в частности к волоконно-оптическим средствам измерения давления, и может быть использована в машиностроении, медико-биологических исследованиях, гидроакустике, аэродинамике, системах охраны при дистанционном мониторинге давления. На рисунке показана схема датчика для измерения давления. Волоконно-оптический датчик давления с цифровым выходом состоит из корпуса 1, упругой мембраны 2, в центре которой имеется упор 3, соединенный с коромыслом 4 и светонепроницаемой перегородкой 5, перемещаемой в оптическом канале по направляющим 172 6. Оптический канал содержит световод 7, рассеивающую линзу 8, рамку 9 со световой щелью и фотоприемники 10. Измеряемая среда под давлением подается в объем корпуса 1 через отверстие 11. Часть корпуса по другую сторону от мембраны 2 сообщается с окружающей атмосферой, имеющей измеряемое давление, через отверстие 12. В схеме имеются компараторы 13 и дешифратор 14. Волоконно-оптический датчик давления с цифровым выходом Волоконно-оптический датчик давления работает следующим образом. Измеряемое давление через отверстие 11 в корпусе 1 подается на упругую мембрану 2. При перемещении мембрана 2 упором 3 изгибает упругое коромысло 4 и вызывает вертикальное перемещение светонепроницаемой перегородки 5 в направляющих 6, Излучение, подаваемое световодом 7, рассеивается линзой 8 на весь набор светочувствительных элементов фотоприемника 10, передающих излучение через выходы к входам компараторов 13, соединенные с дешифратором 14. В компараторах производится сравнение сигналов с выходов светочувствительных элементов фотоприемника с заданными уставками. Дешифратор осуществляет выделение элемента с наибольшим уровнем, то есть аналоговый сигнал преобразуется в цифровой эквивалент, который запоминается в промежуточном буфере (на рисунке не показан). Во время высокоскоростного сбора данных буфер предотвращает потерю данных из-за задержек прерывания, которые могут возникнуть при передаче данных в память компьютера. Список использованных источников 1. Волоконно-оптические датчики / под ред. Э. Удда. - Техносфера, 2008. - 520с. 2. Бусурин В. И. Волоконно-оптические датчики: физические основы, вопросы расчета и применения / В. И. Бусурин Ю. Р. Носов. - Ленинград: Энергоатомиздат, 1990. - 256с. 3. Коломиец Л. Н. Волоконно-оптические датчики в информационно-измерительных системах / Л. Н. Коломиец // Датчики и системы. -2006. - № 1. - С.8-14. 4. Волоконно-оптические датчики и информационно-измерительные системы / В. Б. Гармаш, Ф. А. Егоров, Л. Н. Коломиец, А. П. Неугодников, В. И. Поспелов // Сб. докладов МНТК Датчики и системы 2005. - Пенза. - 6-10 июня. - 2005. - С.19-39. 173 СОДЕРЖАНИЕ Секция 1. Прогрессивные технологические процессы в машиностроении……………........ 3 Агапов С.И., Смирнова Е.С., Маркин В.А., Титаренко Д.О Повышение стойкости режущего инструмента при ультразвуковой обработке деталей.………………………....... Агапов С.И., Толстяков А.Ф., Маркин В.А., Титаренко Д.О. Влияние ультразвуковых колебаний на геометрию режущего инструмента……………………………….................... Бокова Л.Г., Королев Р. Д., Бочкарев П. Ю. Совершенствование оценки производственной технологичности изделий специального машиностроения………....... Гришина Е.Н., Кириллов О. Н. Оборудование для обработки металлических деталей непрофилированным электродом-щеткой…………………………………........................... Громаковский Д.Г., Шигин С.В., Коптев А.А. Нанотехнологии, повышающие работоспособность поверхностей трения…………………………………………………..... Зубенко В.Л., Емельянов Н.В. FDM – технология аддитивного производства……..……… Кротинов Н.Б. Повышение ресурса лопаток газотурбинных двигателей термопластическим упрочнением…………………………………………………………... Кургузов Ю.И., Петров П.Ю. Эквивалентная система сил, действующих на заготовку при фрезеровании……………………........................................................................................ Назаров Д. В., Ломовской О. В., Шаров А.А. Прецизионное шлифование тонкостенных осесимметричных деталей с применением оснащения на базе эффекта памяти формы... Носов Н. В., Тураева Т. В. Ультразвуковой комплекс для снятия остаточных напряжений в сварных швах……………………………………………………………………………........ Папшева Н.Д., Младенцева О.А., Баранов С.А. Применение предварительного и сопутствующего подогрева для улучшения характеристик сварного соединения……….... Салова Д.П., Виноградова Т.Г., Купцов М.В., Юрпалов Д.А., Спиридонова И.С. Исследование и внедрение в производство разработок по внутреннему шлифованию глубоких отверстий...................................................................................................................... Самойлова Е.М., Игнатьев А.А. Экспериментальное исследование целесообразных режимов токарной обработки в рамках этапов построения динамической экспертной системы……………………………………………………………............................................. Хрюкин Р.В., Гостева К.В., Смоленцев Е.В. Применение современных технологий и технологического оснащения в производстве жидкостных ракетных двигателей............... Шариков В. Ю., Баранов Д.А., Паркин А.А., Жаткин С.С. Влияние режимов лазерной сварки жаропрочного сплава ХН45ВМТЮБР на параметры и дефектность сварных швов….......................................................................................................................................... Якубов И. И., Парамонов А.А., Жаткин С.С., Паркин А.А. Влияние режимов автоматической сварки сильфонных конструкций из аустенитных сталей на качество сварных соединений ………………………………………………………………................... 3 6 9 11 14 17 20 23 27 28 30 33 36 39 42 45 Секция 2. Проектирование и эксплуатация инструмента и оборудования для прогрессивных технологий………….......................................................................................... 48 Арбузов М. О., Некрасов А. Я. Современные конструкции соединения вал–ступица……. Бейлин А.Б. Определение условий закрепления одного из концов тонкого стержня…........ Бердников А.В., Бурочкин Ю.П. Высокоэффективный сборный зубострогальный резец.... Ваганов А.А., Бейлин А.Б., Якимов М.В. Комплексная диагностика технического состояния станков с ЧПУ………………………………………................................................ Виноградов М.В., Игнатьев А.А., Клепова И.В. Металлорежущие станки для прецизионной обработки .......................................................................................................... Денисенко А.Ф. Модернизация приводов главного движения металлорежущих станков при капитальном ремонте.......................................................................................................... 174 48 51 52 54 57 60 Житников Ю.З., Житникова И.В., Матросов А.Е. Обоснование предельной скорости удара бойка о наковальню в ударных гайковёртах при возникновении упругих деформаций на взаимодействующих поверхностях кулачков................................................. Зубенко В.Л. Моделирование и повышение качества обработки на станках с ЧПУ............ Игнатьев С.А., Казинский Н.А., Игнатьев А.А. Определение катастрофического износа инструмента при токарной обработке....................................................................................... Киселев В.А., Бурочкин Ю.П. Сборное перовое сверло новой конструкции......................... Кичаев Е.К., Кичаев П.Е. Ползучесть труб при сложном нагружении.................................. Николенко С. В., Бурочкин Ю. П. Высокоэффективные сборные канавочные резцы.......... Носов Н. В., Кошкур Н.О. Конструкция установки для испытания образцов материалов в условии интенсивной кавитации............................................................................................... Салова Д.П.,.Виноградова Т.Г., Мулюхин Н.В., Сайкин С.С., Макарова И.Н., Соловьева М.С., Гладкова А.В. Внедрение в производcтво методов формообразования фасонных кругов............................................................................................................................................ Салова Д. П., Мулюхин Н. В., Купцов М. В., Андрианова А.С., Васильева А.В., Ворошилова О.В. Синергетический подход при описании формы круга, обеспечивающей его оптимальное использование при глубинном и силовом шлифовании................................................................................................................................. Салова Д.П., Мулюхин Н.В., Купцов М.В., Сайкин С.С., Григорьев В.С., Плотников В.В., Сорокин С.С., Надеждина О.А., Ильина А.А. Теоретические предпосылки решения задач по определению квазистабильной формы шлифовального круга, работающего при малой глубине резания с продольной подачей.......................................................................... Солодков В. А., Ковалев А. А., Быченко Д. М. Влияние зернистости твердого сплава на формоустойчивость режущего клина и износ инструмента при прерывистом резании..... 63 66 69 71 73 75 77 80 83 86 90 Секция 3. Перспективные процессы модификации и упрочнения поверхностного слоя……….................................................................................................................................... 93 Глазунов А.С. применение ультразвуковой упрочняющей обработки для обеспечения качества поверхностного слоя и высокого уровня прочности деталей машин…….......... Круцило В.Г. Расчет температурных полей при термопластическом упрочнении (ТПУ)…………………………………….................................................................................... Круцило В.Г., Ситкина Л.П., Разумова И.Н. Исследование остаточных напряжений при термопластическом упрочнении................................................................................................ Крылова Н.А., Шуваев В.Г. Измерение усилия прижима ультразвукового инструмента к поверхности обрабатываемой детали ....................................................................................... Лашуков М.А., Ганзориг Бямбажаргал, Федоров С.К. Повышение долговечности посадочных поверхностей валов под подшипники качения электромеханической обработкой.................................................................................................................................... Тамаркин М.А., Тищенко Э.Э., Новокрещенов С.А., Гейко Ю.И. Повышение надежности технологических систем вибрационной отделочно-упрочняющей обработки..................... 93 96 99 102 105 107 Секция 4. Автоматизация технологических процессов и сборка в машиностроении......... 110 Будников Ю.М., Крылова И.А., ШуваевВ.Г. Проектирование эффективного ультразвукового инструмента для сборки и разборки резьбовых соединений..................... 110 Житников Ю.З., Житников Б.Ю., Матросов А.Е. Обоснование предельной угловой скорости вращения шпилек при автоматизированном наживлении....................................... 113 Секция 5. Компьютерные технологии в машиностроении…………..................................... 115 Гриднев М.А., Соболев А.Н. Автоматизация проектирования шарико-винтовых передач.. 115 175 Емельянов Н.В. Емельянова И. В. Компьютерное моделирование и САD/САМ/САЕ технологии.................................................................................................................................... Емельянов Н.В., Емельянова И.В. САD технологии при изучении дисциплин начертательной геометрии и инженерной графики................................................................. Игнатьев А.А., Гаврилова А.В., Каракозова В.А. Применение запаса устойчивости для оценки динамического состояния шлифовальных станков и создания экспертной системы поддержки принятия решения......….......................................................................... Катков А.Ю., Соболев А.Н. Автоматизированное проектирование грейферного механизма с треугольником рело............................................................................................... Ладягин Р.В. Моделирование дефектов поверхностного слоя деталей при механической обработке...................................................................................................................................... Приходько Д.С., Соболев А.Н. Автоматизация проектирования элементов храповых механизмов................................................................................................................................... Соболев А. Н. Арбузов М. О. Прикладное программирование в процессе изучения студентами технических дисциплин……................................................................................. Соболев А. Н., Некрасов А. Я. Автоматизация проектирования планетарно-цевочных передач.......................................................................................................................................... 117 120 123 126 129 132 135 138 Секция 6. Материаловеденние и металлургия в современном машиностроении................. 141 Аникеев В.В., Зонненберг Н.Н. Анализ технологии изготовления литых чугунных мелющих шаров в тоо «КАЗАРМАПРОМ»……….................................................................. Богатов М.В., Кондратьева Л.А. Зависимость содержания прекурсоров галоидных солей кремния и алюминия от выхода продуктов реакции в виде нитридной композиции Si3N4-AlN системы «AlF3+NaN3+Na2SiF6» по технологии СВС-АЗ....................................... Кощеева А.А., Кощеев К.И., Пугачева Т.М. Исследование металлургического качества корпуса задвижки …………………………………………....................................................... Луц А.Р., Ионов М.К. Исследование возможности применения галоидной соли Na2TiF6 как источника атомарного титана для синтеза алюмоматричного композиционного материала, армированного карбидом титана............................................................................ 141 145 148 151 Секция 7. Метрология и метрологическое обеспечение в машиностроении........................ 154 Акушская О.М., Дорошенко Р.В. Контроль атмосферы производственных помещений....... Акушская О.М., Храмов М.В. Модернизация установки для учета нефти и нефтепродуктов........................................................................................................................... Вавилин С.А., Еремеев С.Ю., Яресько С.И. метрологическое обеспечение установки для испытания материалов на трение и износ СМТ-1.................................................................... Денисенко А.Ф., Царфин Б.А. Особенности измерения отверстий малых диаметров в процессе обработки на координатно-шлифовальном станке.................................................. Игнатьев А.А., Добряков В.А., Шамсадова Я.Ш. Организация автоматизированных исследований на основе контроля и испытаний прецизионных станков............................... Михайлова Л.Н. Контроль сферической поверхности конических роликов при исследовании влияния режимов обработки на точность обрабатываемого торца................ Сапожкова Д.П., Летанина М.А.,; Шуваев В.Г. Разработка волоконно-оптического датчика давления с цифровым выходом.................................................................................. 176 154 157 160 163 166 169 172 Научное издание Высокие технологии в машиностроении: материалы ХVI Всероссийской научно-технической конференции В авторской редакции Подписано в печать 01.12.2017 Формат 60 x 84 1/8. Бумага офсетная Усл. п.л. 18,97 Тираж 70 экз. Рег № 196/17. Заказ № 938 _______________________________________________ Федеральное государственное бюджетное образовательное учреждение высшего образования «Самарский государственный технический университет» 443100, г. Самара, ул. Молодогвардейская, 244. Главный корпус Отпечатано в типографии Самарского государственного технического университета 443100, г. Самара, ул. Молодогвардейская, 244. Корпус №8