пМинистерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Кузбасский государственный технический университет
имени Т. Ф. Горбачева»
С. А. РЯБОВ
СРЕДСТВА И МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Рекомендовано учебно-методической комиссией направления
221400 «Управление качеством» в качестве электронного конспекта лекций для использования в учебном процессе
Кемерово 2012
1
Рецензенты:
Л. П. Короткова – зав. каф. «Технология металлов»
Рябов Сергей Александрович. Средства и методы управления качеством. Конспект лекций студентам вузов, обучающихся по направлению 221400 «Управление качеством» [Электронный ресурс] / С. А. Рябов. – Электрон. дан. – Кемерово : КузГТУ,
2012. – 373 с. 1 электрон. опт. диск (CD-ROM) ; зв. ; цв. ; 12 см. –
Систем. требования : Pentium IV ; ОЗУ 8 Мб ; Windows 95 ; (CDROM-дисковод) ; мышь. - Загл. с экрана.
В данном конспекте лекций рассмотрены вопросы современного управления качеством продукции, системной организации управления обеспечения качества, управления технологическими системами при обеспечении качества продукции на производстве. Приведены материалы, характеризующие этапы технологической подготовки производства и рекомендации по управлению качеством продукции при выборе варианта технологического процесса, организации освоения новой продукции, документировании в системе технологической подготовки производства.
ГУ КузГТУ
С. А. Рябов
2
Содержание
1. ПЛАНИРОВАНИЕ КАЧЕСТВА И ОБЪЕКТЫ УПРАВЛЕНИЯ
1.1. Качество как объект управления
7
7
1.2. Эволюция подходов к менеджменту качества
10
1.3. Актуальность проблемы качества
17
2. КАЧЕСТВО ПРОДУКЦИИ
2.1. Терминология в области качества
21
21
2.1.1. Терминоведение
21
2.1.2. Методология, использованная в терминологии
22
2.2. Продукция
23
2.2.1 Термины, относящиеся к оценке качества
27
2.2.2. Термины, относящиеся к организации в области качества
28
2.3. Содержание качества
3. КАЧЕСТВО ПРОДУКЦИИ И КОНКУРЕНТОСПОСОБНОСТЬ
3.1. Анализ влияния качества продукции на спрос и предложение
29
30
38
3.2. Критерии качества продукции и показатель успешности хозяйственной деятельности
предприятия
41
3.3. Патентная чистота как нормативное условие обеспечение конкурентоспособности
продукции
4. ОСНОВЫ КВАЛИМЕТРИИ
51
54
4.1. Показатели оценки качества продукции
54
4.2. Технико-экономические показатели качества продукции
57
4.3. Оценка технического уровня и качества продукции
69
4.4. Методы оценки уровня качества продукции
70
4.5. Классификация показателей качества продукции
78
5. УСТАНОВЛЕНИЕ ЦЕЛЕЙ В ОБЛАСТИ КАЧЕСТВА
80
5.1. Планирование качества
86
5.2. Программа качества
91
5.3. Функции качества
96
3
5.4. Основные методы управления качеством
102
5.4.1. Классификация методов управления качеством
102
5.4.2. Организационно- распорядительные методы управления качеством
103
5.4.3. Инженерно-технологические методы управления качеством
106
5.4.4. Экономические методы управления качеством
109
5.4.5. Социально-психологические методы управления качеством
111
5.5. Экспертные методы управления качеством
5.5.1. Сущность экспертных методов и организация работ по их использованию при
управлении качеством
6. МЕТОД ПРИНЯТИЯ РЕШЕНИЙ В УПРАВЛЕНИИ КАЧЕСТВОМ
112
112
133
6.1. Метод полезности
135
6.2. Метод теории игр в управлении
135
6.3. Метод сетевого планирования и управления
138
7. ЭКОНОМИЧЕСКИЕ АСПЕКТЫ КАЧЕСТВА
139
7.1. Технический контроль
143
7.2. Годная и дефектная продукция
144
7.3. Дефекты и их классификация
145
7.3.1. Дефекты металлов, их виды и возможные последствия
8. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ (НК) КАЧЕСТВА ПРОДУКЦИИ
146
151
8.1. Виды и методы НК и их классификация
151
8.2. Контроль средств производства
156
9. УПРАВЛЕНИЕ ЗАТРАТАМИ НА КАЧЕСТВО
158
9.1. Основные понятия о затратах на качество
158
9.2. Обзор исследований в области затрат на качество
162
9.3. Управление затратами
170
9.4. Модели затрат на качество
173
9.5. Сбор данных о затратах
187
9.6. Экономические аспекты менеджмента качества в стандартах серии ИСО 9000
192
4
9.7. Классификация, учет и анализ брака
10. УДОВЛЕТВОРЕНИЕ ПОТРЕБИТЕЛЕЙ КАК РЕЗУЛЬТАТ УПРАВЛЕНИЯ КАЧЕСТВОМ
195
203
10.1. Ценность продукта для потребителя
203
10.2. Методологический подход к оценке удовлетворения потребителя
206
10.3. Удовлетворение заказчика и тенденции к новым формам удовлетворенности
потребителя
212
11. УДОВЛЕТВОРЕНИЕ ВНУТРЕННЕГО ПОТРЕБИТЕЛЯ
214
11.1. Внутренний маркетинг
214
11.2. Внутрифирменное обучение
229
11.3. Основы корпоративной культуры
239
11.4. Функция управления техническими системами
242
11.5. Комплекс мероприятий по управлению качеством
243
12. СОВМЕЩЕННОСТЬ КОНСТРУКЦИЙ МАШИН
248
12.1. Характеристика конструкций машин
248
13. НОРМАТИВНОЕ РУКОВОДСТВО КАЧЕСТВОМ ПРИ УПРАВЛЕНИИ ПРОЕКТАМИ
250
13.1. Характеристики проекта
250
13.2. Качество в процессах управления проектами
251
14. ЭФФЕКТИВНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ В ЭКСПЛУАТАЦИИ
257
14.1. Управление совмещенностью свойств качества функционирования технических систем
257
14.1.1. Методика расчета допуска по показателям надежности
257
14.1.2. Обеспечение взаимозаменяемости при эксплуатации
259
14.1.3. Обеспечение надежности ТС
260
14.2. Функция управления эффективностью ТС
15. МЕТОДЫ ОБЕСПЕЧЕНИЯ БЕЗОТКАЗНОСТИ
262
264
15.1. Параметрические методы
264
15.2. Структурные методы
266
15.3. Подходы к планированию технического обслуживания систем
269
5
16. ПОДДЕРЖАНИЕ КАЧЕСТВА ТЕХНИЧЕСКИХ СИСТЕМ ПРИ ЭКСПЛУАТАЦИИ
270
16.1. Программа обеспечения надежности ТС
270
16.2. Стандартизация в области надежности
274
16.2.1. Эволюция МЭК/ТК 56 «Надежность»
274
16.2.2. Концепция ТК 119 Государственной системы стандартизации в области надежности
275
17. МЕТОДОЛОГИЯ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМОЙ
17.1. Технологическая система как объект управления
282
282
17.2. Организационно-технические принципы управления технологическими системами 287
17.3. Экономические аспекты управления ТС
294
18. УПРАВЛЕНИЕ КОМПОНЕНТАМИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
296
18.1. Управление технологической подготовкой производства
296
18.2. Обеспечение технологичности конструкции изделия
302
18.3. Управление технологическими процессами производства
309
18.4. Автоматизированное конструирование средств технологического оснащения в ТПП 312
18.5. Система технического контроля
313
18.5.1. Основные термины и определения
313
18.5.2. Принципы технического контроля
314
18.5.3. Построение систем технического контроля
317
18.6. Статический контроль в производстве
18.6.1. Роль технологий производства в обеспечении качества
19. СИСТЕМА СЕРТИФИКАЦИИ
322
324
324
19.1. Проведение сертификации
328
19.2. Международная сертификация
342
19.3. Сертификация в различных сферах
344
19.4. Методы мотивации
345
19.4.1. Факторы мотивации
354
6
19.5. Общие положения и организационно-методические направления улучшения обучения
и повышения квалификации кадров по управлению качеством
358
19.6. Функции и структура программы обучения и повышения квалификации в области
управления качеством
363
19.7. Основные источники эффектов и показатели расчета эффективности управления
качеством
369
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
371
1. ПЛАНИРОВАНИЕ КАЧЕСТВА
И ОБЪЕКТЫ УПРАВЛЕНИЯ
1.1. Качество как объект управления
Современное управление качеством исходит из того, что
деятельность по управлению качеством не может быть эффективной, если она начинается с момента начала производства
продукта. Управление качеством должно начинаться с установления долговременных целей предприятия, охватывающих
прогнозирование лучшего (с точки зрения его реализации) продукта для данного предприятия и разработку клана его деятельности по изготовлению продукта. Естественно, что для
этого необходимо изучение рынка конкурентов и проведение
мощного маркетинга.
Качество определяется действием многих случайных, локальных, внешних и субъективных факторов. Для предупреждения влияния этих факторов на уровень качества необходима система управления качеством. При этом нужны не отдельные разрозненные и эпизодические усилия, а совокупность мер постоянного воздействия на процесс создания продукта с целью поддержания соответствующего уровня качества.
При рассмотрении понятия качества как объекта управления необходимо оперировать такими понятиями, как:
■ цель управления – это желаемое, возможное и необходимое состояние объекта управления, которое должно быть достигнуто в будущем. Процесс осознания и формулирования цели управления является одним их важнейших элементов управления. Главная его цель дифференцируется и конкретизируется в
виде целевых функций, выполнение которых жестко связано с
выходными количественными показателями предприятия;
■ объект управления – вся совокупность свойств продукции
либо какая-то ее часть, группа или отдельное свойство;
■ субъект управления – управляющие органы всех уровней
и лица, призванные обеспечить достижение и содержание планируемого состояния и уровня качества;
8
■ функция управления – это границы управленческой деятельности, т.е. продукт процесса разделения и специализации
труда в сфере управления;
■ методы управления – это способы целенаправленного
воздействия на объект управления в целях поддержания его
устойчивости в заданных рамках функционирования и в процессе перевода из одного состояния в другое;
■ стиль управления – конкретное исполнение метода
управления;
■ обеспечение качества – все планируемые и систематически осуществляемые виды деятельности в рамках системы качества, необходимые для создания достаточной уверенности, что
объект будет выполнять требования, предъявляемые к качеству;
■ улучшение качества – мероприятия, предпринимаемые в
организации с целью повышения эффективности и результативности деятельности и процессов для получения выгоды как для
организации, так и для ее потребителей;
■ система качества – совокупность организационных структуры, методик, процессов и ресурсов, необходимых для осуществления общего руководства качеством.
Очевидно, что для управления качеством должна быть
разработана управляющая система. На сегодняшний, день имеется много различных концепций менеджмента качества:
■ система качества;
■ всеобщее управление качеством (Total Quality Management, TQM);
■ система обеспечения качества (Quality Assurance System,
QAS);
■ всеобщий контроль качества (Тоtal Quality Control, TQC);
■ статистический контроль качества (Statistical Quality Control, SQC);
■ гарантии продукции (Product Assurance, PA);
■ улучшение качества (Quality Improvement, Ql);
■ передовой производственный опыт;
■ всеобщий менеджмент качества в сфере охраны окружающей среды (Environmental Management, System, EMS);
■ интегрированный менеджмент процессов (Integrated Process Management, IPM);
9
■ интегрированный менеджмент качества (Integrated Management, IM);
■ система менеджмента качества (System Quality Management, SQM) и др.
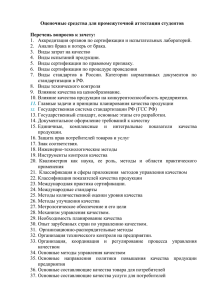
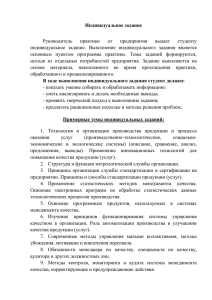
Из перечисленных концепций следует выделить всеобщее
управление качеством (TQM), в методологии которого наиболее
полно отражаются сущности разных методов и подходов, используемых в менеджменте. Структура TQM отражена на рис. 1.
Рис 1. Основные составляющие TQM
QAS – система обеспечения качества; QPolicy – политика
качества; QPIanning – планирование качества; QI – улучшение
качества; TQC – всеобщий контроль качества
Управляющая система начинается с руководящего звена.
Именно руководство высшего звена должно исходить из стратегии, что предприятие способно па разработку и изготовление
лучших, востребуемых рынком продуктов. В.организационной
структуре предприятия, несомненно, имеются подразделения, занимающиеся координацией работ по управлению качеством. Распределение специальных функций управления качеством между
подразделениями зависит от объема и характера деятельности
предприятия. Для качества как объекта менеджмента свойственны все составные части управления: планирование, анализ, контроль.
Современный менеджмент базируется на результатах исследований, выполненных ведущими зарубежными корпорациями и
крупными зарубежными учеными, среди которых: Э. Деминг,
Д. Джуран, А. Фейгенбаум, Ф. Кросби, К. Исикава. Их плодо-
10
творная деятельность легла в основу современных систем и методов управления качеством. В то же время опыт передовых зарубежных корпораций показал, что достижение высокого качества невозможно без проведения организационных мероприятий,
направленных, на максимальное вовлечение работников предприятия в процессы по улучшению качества. Наиболее характерны следующие направления вовлечения персонала:
■ заинтересованность руководства высшего звена;
■ вовлечение всего руководящего состава в процесс улучшения качества;
■ создание групп по совершенствованию систем;
■ обеспечение коллективного участия;
■ обеспечение индивидуального участия;
■ более полное вовлечение поставщиков;
■ создание системы признания заслуг;
■ разработка и реализация краткосрочных планов и долгосрочной стратегии улучшения работы и др.
1.2. Эволюция подходов к менеджменту качества
Управление качеством как научное понятие возникло на рубеже XIX и XX вв., когда промышленная революция в Европе и
США положила конец ремесленному производству и потребовала
новых подходов к организации и качеству труда в результате перехода к крупносерийному и массовому производству. И до этого
в отдельных отраслях промышленности, например в военной
технике, применялись элементы массового производства, но без
разделения процессов изготовления продукции на отдельные
операции, выполняемые разными рабочими.
В 70-х гг. XIX в. на заводе Кольта в США родилась идея
стандартного качества: оружие собиралось не из подогнанных
частей, а из партии взаимозаменяемых деталей. Впервые появились должности контролеров, которые не пропускали негодные к
сборке детали. Идея стандартного качества (работа по калибрам)
была использована на производстве автомобилей в начале XX в.
Г. Фордом. Он же первым применил конвейер на сборочных операциях. Поточное производство на порядок увеличило произво-
11
дительность труда, что позволило изготавливать относительно
дешевую продукцию.
Научное обоснование системе поточного производства дал
Ф. Тейлор, а научную систему управления качеством, в основу
которой были положены принципы отбраковки продукции,
сформулировали Ф. Тейлор и А. Файоль. Несмотря на многочисленные новации в управлении качеством в последующем, принцип отбраковки продукции до сегодняшнего дня является неотъемлемым элементом любой системы менеджмента качества.
Таким образом, первой системой управления качеством была система Форда–Тейлора. От этой системы и начинается отсчет
научного менеджмента качества.
Рассмотрим эволюцию подходов к менеджменту качества от
Тейлора до сегодняшнего дня, так как это имеет большое значение как для истории, так и для прогнозирования направлений
развития систем управления предприятиями, для которых качество является важнейшим фактором конкурентоспособности продукции и благополучия самого предприятия.
Разобьем весь период эволюции систем качества на этапы.
Этап 1. Появление системы Форда–Тейлора (1905 г.). Эта
система получила самое широкое распространение на предприятиях промышленных стран мира. Она установила требования к
качеству изделий в виде полей допусков или определенных шаблонов, настроенных па верхнюю и нижнюю границы допусков –
проходные и непроходные калибры. Система мотивации к труду
предусматривала штрафы за дефекты и брак продукции с одновременным вознаграждением за хорошую (бездефектную) работу.
С тех пор и практически до 60-х гг. XX в. при обеспечении
качества продукции главная роль отводилась контролеру. Контроль и отбраковка в производственной практике реализовались
различными методами, которые развивались и совершенствовались под влиянием достижений научно-технического процесса.
Организационно система контроля качества соответствовала
структуре производственного процесса и отвечала его требованиям.
Если производственный процесс от закупок сырья до изготовления готовой продукции осуществлялся на одном предприя-
12
тии, приемочный контроль качества продукции проходил перед
отправкой ее потребителю. Технология изготовления продукции
могла состоять из большого числа операций и отличаться сложностью. В этом случае приемочный контроль сочетался с операционным.
Значительная роль отводилась входному контролю закупаемого сырья. Система контроля строилась по следующему принципу: обнаружение дефекта и изъятие бракованного изделия из
процесса производства должны проходить как можно раньше.
Это обусловлено тем, что последующая обработка дефектного
продукта приводила к серьезным потерям и неоправданно увеличивала издержки на производство продукции.
Подход к обеспечению качества лишь с позиций контроля
требовал много квалифицированных контролеров. В крупных
промышленных компаниях США число контролеров стало соизмеримо с численностью производственного персонала. В этих
условиях специалисты многих фирм работали над вопросами
применения статистических методов контроля продукции с целью снижения затрат и сроков изготовления продукции.
Этап 2. Система статистических методов контроля и управления качеством. В 1924 г. в фирме «Белл Телефон» (ныне корпорация AT&T) была создана группа инженеров под руководством Р. Джонса, которая заложила основы статистического
управления качеством. Это были разработки контрольных карт,
выполненные В. Шухартом, а также первые понятия и таблицы
выборочного контроля качества, разработанные Г.Доджем и
Р. Ромингом. Эти работы послужили началом статистических методов управления качеством, которые впоследствии благодаря
Э. Демингу получили широкое распространение в Японии и оказали существенное влияние на экономическую революцию в этой
стране.
Методы математической статистики позволяли с заданной
вероятностью оценивать качество изделий с применением выборочного метода контроля. Статистические методы контроля качества, позволившие перейти от сплошного контроля продукции к
выборочному, получили широкое распространение в промышленности развитых капиталистических стран. Они способствова-
13
ли сокращению затрат времени на контрольные операции и повышению эффективности, контроля.
Системы качества усложнились, так как в них включались
службы, использующие статистические методы. Повысились задачи в области качества, решаемые конструкторами, технологами
и рабочими; появились понятия вариации и изменчивости, а также должность инженера по качеству, который производил анализ
качества и дефектов изделий, построение контрольных
карт и т. п.
Более сложной стала мотивация труда – теперь учитывалось, как точно настроен процесс, как анализируются те или иные
контрольные карты. К профессиональному обучению добавилось
обучение статистическим методам анализа, регулирования и контроля. Усложнились отношения «поставщик–потребитель». В
них большую роль начали играть стандартные таблицы на статистический приемочный контроль.
Этап 3. Японская система «Тотальный контроль качества».
В 1950 г. А. Фейгенбаумом была выдвинута концепция тотального контроля качества TQC. Эта концепция развивалась в Японии
с большим акцентом на применение статистических методов и
вовлечение персонала в работу кружков качества. На этом этапе
появились документированные системы качества, устанавливающие ответственность и полномочия работников, а также впервые начало осуществляться взаимодействие в области качества
всего руководства предприятия, а не только специалистов служб
качества.
Система мотивации стала смещаться в сторону человеческого фактора, т. е. в сторону превалирования морального стимулирования над материальным. Главными мотивами качественного
труда стали работа в коллективе, признание достижений коллегами и руководством, забота фирмы о будущем работника, его
страхование и поддержка его семьи.
В концепции Фейгенбаума было уточнено место контроля
качества. Контроль продолжал оставаться важной и необходимой
операцией, но как одно из звеньев в общей системе обеспечения
качества. Главная идея этой системы - обеспечить требуемый
уровень качества и поддерживать его в течение всего периода изготовления продукции. Достигнуть этой цели возможно при оп-
14
тимизации по критерию качества всего процесса создания изделия.
Процесс обеспечения качества состоял (по Фейгенбауму) из
следующих этапов:
оценки уровня качества имеющихся на рынке аналогичных изделий, анализа требований покупателей;
долгосрочного прогнозирования;
планирования уровня качества;
разработки стандартов;
проектирования качества в процессе конструирования и
разработки технологии;
контроля качества исходного сырья и покупных материалов;
пооперационного контроля в процессе производства;
приемочного контроля;
контроля качества изделия в условиях эксплуатации;
анализа отзывов и рекламаций покупателей.
Предложенная Фейгенбаумом система управления качеством внесла значительные изменения во внутрифирменное
управление. Повысился статус работ по обеспечению качества.
Была сформирована система «Канбан». Широкое распространение получил цикл Деминга.
Следует отметить, что этап системного, комплексного
управления качеством имел место и в Советском Союзе в период
с 1955 по 1975 гг. В начале 50-х гг. XX в. возникла необходимость перехода на децентрализованную систему контроля качества изготавливаемой продукции, что заставило трудовые коллективы осуществить поиск новых методов обеспечения качества.
Первой прогрессивной системой управления качеством была Саратовская система организации бездефектного изготовления
продукции (БИП) и сдачи ее с первого предъявления. Основным
критерием, применяемым для количественной оценки качества
труда рабочего, являлся процент продукции с первого предъявления. Внедрение системы БИП позволило:
■ обеспечить строгое выполнение технологических операций;
15
■ повысить персональную ответственность за качественные
результаты работ;
■ создать предпосылки для широкого развертывания движения за повышение качества продукции.
Наиболее успешной системой управления качеством была
система КАНАРСПИ (качество, надежность, ресурс с первого изделия), которая при взаимодействии производства с конструкторским бюро позволила практически исключить доводку изделий в
период серийного производства. При реализации этой системы
были впервые широко использованы методы натурального, модельного и математического моделирования. Автором системы
был главный инженер Горьковского авиационного завода Т.Ф.
Сейфи, который одним из первых в СССР использовал информацию и знания в управлении качеством, перенес акценты обеспечения качества с производства на проектирование. Его имя можно справедливо поставить рядом с такими корифеями качества,
как А. Фейгенбаум, X. Вадсвордт, Г. Тагути.
В 1975 г. во Львовской области появились комплексные системы управления качеством предприятия (КСУКП), которые в
дальнейшем были стандартизованы и рекомендованы для всесоюзного применения.
К сожалению, отечественные специалисты по качеству не
могли из-за холодной войны ближе познакомиться и использовать зарубежные разработки в области качества.
Этап 4. В начале 1980-х гг. начался переход от всеобщего
контроля качества к всеобщему менеджменту качества (TQM). В
это время (1987 г.) появилась новая серия международных стандартов ИСО 9000, оказавших весьма существенное влияние на
менеджмент и обеспечение качества. Сформировался системный
подход к менеджменту качества.
Система TQM является комплексной системой, ориентированной на постоянное улучшение качества, минимизацию производственных затрат и поставки комплектующих и материалов в
срок. При этом была принята целевая установка – стремление к
бездефектному изготовлению продукции. Философией качества
стал принцип «постоянное улучшение качества».
16
В 1996 г. были разработаны принципы менеджмента качества, которые были увязаны со стандартами ИСО 9000. Всего было выделено восемь принципов:
1) ориентация на потребителя;
2) лидерство руководителя;
3) вовлечение работников;
4) подход к системе как к процессу;
5) системный подход к управлению;
6) постоянное улучшение;
7) принятие решений, основанных на фактах;
8) взаимовыгодные отношения с поставщиками.
Включение принципов менеджмента качества в политику
руководства предприятия значительно расширило возможности
системы менеджмента качества.
В TQM существенно возрастает роль человека и обучения
персонала. Обучение становится тотальным и непрерывным, сопровождающим работников в течение всей их трудовой деятельности. Все шире используются активные формы обучения, компьютерные методы, деловые игры, специальные тесты и т.д. Обучение превращается в часть мотивации, ибо хорошо обученный
работник увереннее чувствует себя в коллективе, имеет преимущества в карьерном росте.
Главная целевая установка систем качества, построенных на
основе ИСО 9000, – обеспечение качества продукции, требуемого
заказчиком или потребителем.
Вместе с тем только стандарты ИСО 9000 не могут решить
всех задач, стоящих перед предприятием: это и экология, и финансы, и безопасность продукции и т. д.
Этап 5. В 1990-е гг. усилилось влияние общества на предприятия, а последние все больше стали учитывать интересы общества. Это привело к появлению стандартов ИСО 14000, устанавливающих требования к системам менеджмента с точки зрения защиты окружающей среды и безопасности продукции. Появились интегрированные системы менеджмента, которые объединяют различные области требований потребителя и общества.
17
1.3. Актуальность проблемы качества
Последние годы отмечены беспрецедентным ростом внимания к проблеме качества. Мировой опыт показывает, что научнотехнический прогресс во многих странах был определен прорывом именно в качестве продукции, позволившим им резко увеличить свой экспорт.
Без расширения экспорта товаров и услуг не может быть
решена и такая важная проблема, как конвертируемость рубля,
что является необходимым условием для широкого участия России в международной торговле.
К моменту своего распада СССР по объему экспорта занимал
седьмое место в мире. Но структура экспорта оставалась неудовлетворительной: примерно 50 % приходилось на долю топливно-энергетических ресурсов, а доля машин, технологического
оборудования, транспортных средств составляла около 11 %.
Лишь немногим более 20 % советского экспорта шло в развитые
государства.
В экспорте развитых стран преобладает промышленная продукция. Для Японии этот показатель равен 97 %, для США –
65 %, а Россия по этому показателю находится на уровне развивающихся стран.
Увеличение экспорта отечественных товаров в условиях постоянно растущих требований внешнего рынка невозможно без
повышения их качества.
Сегодня среди составляющих конкурентоспособности товара
цена уже не доминирует. На лидирующие позиции выходят потребительские свойства и свойства качества функционирования,
уровень сервиса, под которым понимается не только возможность
ремонта, но и быстрота, с которой он может быть произведен.
Именно то обстоятельство, что современный мировой рынок – это рынок покупателя, и побуждает правительства всех
промышленно развитых и многих развивающихся стран всячески
способствовать наращиванию национального экспорта. Конечно,
хотелось бы развивать в первую очередь экспорт не сырья, а
наукоемкой продукции с большой долей добавленной стоимости.
К сожалению, Россия такой продукции производит чрезвычайно
мало.
18
Показательно, что некоторые страны, занимающие сейчас
лидирующее положение, не обладают ни обширной территорией,
ни обилием природных богатств и даже не имеют большой армии,
однако их влияние на мировую политику и экономику весьма
существенно. Битвы, которые сумели выиграть эти лидеры, происходили и происходят не на полях сражений, а на мировом рынке, и главное оружие – высокий технический уровень и качество
товаров и услуг, определяющие их конкурентоспособность.
Обостряющаяся конкуренция товаропроизводителей, зарождение и все более широкое распространение потребительского
движения в развитых странах привели к повышению роли качества продукции и услуг для определения рейтинга стран в мировой иерархии.
Директивно обеспечить успехи в этом направлении трудно.
Нужно, чтобы работал механизм рыночной экономики, который
способен изменить мышление руководителей, и организаторов
производства, приучая их оценивать эффективность работы, не
объемом выпуска продукции, а объемом продаж, и, следовательно, научиться уважать потребителей.
Мировой опыт показывает, что ряд стран на разных континентах – в Европе, Америке, Азии – благодаря огромным усилиям правительства, руководства компаний и организаций,
направленным на обеспечение высокого качества продукции и
услуг, достиг экономического процветания. Поэтому и в нашей
стране, экономика которой переживает сегодня нелегкие времена,
именно качество работ, продукции и, услуг является одним из
наиболее эффективных средств преодоления кризисных явлений,
призванных сыграть роль определяющего фактора в успехе проводимых рыночных реформ.
Страны, в которых качество продукции и услуг высокое, являются развитыми и богатыми, с эффективной рыночной экономикой и с высоким уровнем качества жизни. Россия к этим
странам не относится. Ведь наряду с блестящими достижениями в
области организации системного управления качеством, а также
обеспечения очень высокого качества некоторых видов продукции россияне так и не смогли добиться того, чтобы общие результаты решения проблем качества достигли хотя бы удовлетворительного уровня. И дело тут не только в том, что из-за отсут-
19
ствия жесткой конкурентной борьбы на внутреннем рынке все
разработки и достижения в области решения проблем качества не
были должным образом востребованы. Главная причина такого
положения заключается в том, что огромная территория и неисчислимые богатства России не способствуют концентрации усилий на решении проблем качества. Расширение взгляда на проблему качества не только как на организационно-техническую и
производственно-экономическую, но и как на общечеловеческую,
мировоззренческую, может сыграть очень большую роль и в социальной и политической жизни России.
Качество – это не только совокупность свойств продукции,
интересующих потребителя. Это характеристика, которую необходимо использовать в оценке экономического положения страны. В конечном счете низкий уровень качества наносит ущерб
экономике в национальном масштабе и напрямую влияет на уровень жизни населения.
Сегодня во всем мире качество продукции стало главным
фактором, обеспечивающим преимущество на товарных рынках.
Оно превратилось в новый источник роста национального богатства.
В недалеком будущем в наиболее выгодном положении окажутся те государства, которые смогут обеспечить не только
наиболее высокую производительность общественного труда, но
и высокое качество, новизну и конкурентоспособность продукции,
выпускаемой национальной промышленностью. А это прямой
путь к процветанию экономики и достойному уровню жизни
граждан. Не случайно XXI век объявлен многими международными организациями веком качества. Именно качество несет в
себе заряд колоссальной экономической и социальной силы.
В США администрацией Д. Буша принят документ «Стратегия национальной безопасности США». Первым в разделе «Содействие процветанию нации» размещен пункт «Повышение конкурентоспособности американских товаров». Эта проблема называется «одной из серьезных экономических проблем в течение
последнего десятилетия», и правительство заявляет о том, что для
ее решения осуществляется инвестирование в технологии, содействие конверсии военной промышленности, усовершенствование
20
базы данных и других жизненно важных элементов инфраструктуры, повышение качества образования и обучение рабочей силы.
В последние годы во многих странах утверждены и реализуются программы национальных премий по качеству.
Стабильно высокое качество продукции становится главным
в борьбе за место среди лидеров мирового класса. Поэтому мы
сможем обеспечить себе достойное будущее и высокое качество
жизни лишь в том случае, если каждое предприятие будет выпускать высококачественную конкурентоспособную продукцию, а
каждый гражданин – выполнять свою работу добросовестно, со
знанием дела и с удовольствием. Предприятие, которое не затрачивает усилий на управление качеством, не имеет права на существование.
Кроме обеспечения конкурентоспособности, выпуск добротной продукции диктуется необходимостью обеспечения ее безопасности и экологической чистоты, что контролируется государственными органами на основе специальных законов. И если на
предприятии не хотят заботиться о безопасности и экологичности
своей продукции, таким предприятием займется государство в лице Госнадзора.
Поэтому можно уверенно говорить, что бизнес начинается с
качества и живет своим качеством. Но может быстро закончиться,
если это качество не будет востребовано. Управление качеством
рассматривается как целостная область знания, имеющая свою
концепцию, терминологию и методологию, как самостоятельное
направление работ, которое сформировалось в рамках общего
управления предприятием и уже прошло несколько этапов своего
становления и развития. Управление качеством предусматривает
разные виды сопровождений: стандартизацию, метрологию, информационную поддержку (CALS/ ИПИ).
При переходе от централизованной плановой экономики к
работе в условиях рынка качество из второстепенного фактора
становится важнейшим условием успешной деятельности предприятий и оздоровления экономики страны в целом, так как никакие инвестиции не спасут предприятия, если они не смогут
обеспечить требуемое качество, а, значит, и конкурентоспособность своей продукции. Поэтому, как бы ни было трудно, но для
выживания в рыночных условиях предприятиям придется посто-
21
янно решать проблемы, связанные с обеспечением требуемого качества продукции. Образно говоря, качество – это камень на шее
предприятия, но если оно сможет удержаться с ним на плаву,
этот камень превратится в спасательный круг, который придаст
предприятию дополнительную плавучесть.
2. КАЧЕСТВО ПРОДУКЦИИ
2.1. Терминология в области качества
Каждая научная область, имеющая свою концепцию и методологию, не может выполнять свои функции без собственной терминологии, которую она формирует по мере своего развития для
наименования и определения понятий, входящих в понятийное
поле этой дисциплины.
Из многих изданий, в которых приведена терминология в
области качества, отметим:
международные и российские государственные стандарты
на системы менеджмента качества;
международные и российские государственные стандарты
на системы управления окружающей средой;
международный стандарт ИСО 10007 «Административное управление качеством»;
международный и российский государственный стандарт
ГОСТ Р ИСО/МЭК 12207–99 «Информационная технология»;:
словарь терминов, используемых в управлении качеством,
изданный Европейской организацией по качеству на 16 языках.
2.1.1. Терминоведение
Терминология – это не только перечень терминов, как указано во многих справочных изданиях, но и сама наука о терминах, в русском языке известная как терминоведение.
При анализе терминов руководствуются принципами, вытекающими из основных положений этой науки. Во-первых, определение термина должно как можно более точно и полно описывать понятие, отражающее сущность явления. Добавим к этому,
что, кроме сущности явления, в определении могут быть дополнительно указаны какие-либо его важные особенности. В этом
22
случае нужно точно разграничивать, где говорится о сущности явления, а где – о его особенностях. Во-вторых, исходя из иерархической связи между понятиями, определение термина в прикладном значении не должно противоречить фундаментальному. В
противном случае это неизбежно приведет к путанице в его понимании. В-третьих, при заимствовании иноязычной терминологии нужно соблюдать принципы и условия такого заимствования.
2.1.2. Методология, использованная в терминологии
Универсальность применения изданий в области качества
требует использования технического описания, но не на техническом языке, а также согласованного и гармонизированного словаря, понятного для всех потенциальных пользователей нормативной документации на управление качеством.
Термины не независимы друг от друга, и анализ связей
между понятиями в области управления качеством и их упорядочение в системы понятий являются предпосылкой согласованного
словаря.
Содержание словарной статьи и правила замены. Понятие
формирует единицу перехода от одного языка к другому (включая
варианты одного языка, например американский английский и
британский английский). В каждое языке выбирается наиболее
подходящий термин для полной ясности понятия, т. е. используется подход не буквального перевода. Определение строится путем
описания только тех признаков, которые являются существенными для идентификации понятия. Важная информация, относящаяся к понятию, но не являющаяся существенной для его описания, приводится в одном или нескольких примечаниях к определению.
При замещении термина его определением с минимальными
синтаксическими изменениями не должно быть изменений значения текста. Такая замена позволяет получить простой метод проверки правильности определения. Однако если определение
сложное и содержит несколько терминов, замену лучше производить, беря одно или, самое большее, два определения одновременно. Полная замена всех терминов создаст синтаксические
трудности и будет бесполезной в передаче значения.
23
Связи между понятиями и их графическое представление.
В терминологической работе связи между понятиями основываются на иерархических отношениях между признаками видов таким образом, чтобы наиболее экономное описание понятия образовывалось путем наименования его видов и описания признаков,
отличающих его от стоящих выше или соподчиненных понятий.
Существуют три основных вида связей между понятиями:
родовые, партитивные, ассоциативные.
При родовой связи субординатные понятия в рамках иерархии наследуют признаки суперординатного понятия и содержат
описания тех признаков, которые отличают их от суперординатных (вышестоящих) и координатных (соподчиненных) понятий, например связь весны, лета, осени и зимы со временем года. Родовидовые связи изображаются графически в виде веера или
дерева без стрелок.
В партитивной связи субординатные понятия в рамках одной иерархической системы являются частью суперординатного
понятия, например весна, лето, осень и зима могут быть определены как части года. Партитивные отношения изображаются в
виде грабель.
Ассоциативная связь не столь экономична, как две предыдущие, однако она помогает определить природу взаимоотношений между двумя понятиями в рамках системы понятий, например причина и следствие, действие и место, действие и результат,
метод и функция, материал и продукция.
Введено графическое представление понятий.
Структура терминов разбита на следующие группы: термины,
относящиеся к качеству; термины, относящиеся к менеджменту;
термины, относящиеся к организации; термины, относящиеся к
процессам и продукции; термины, относящиеся к характеристикам; термины, относящиеся к соответствию; термины, относящиеся к документации; термины, относящиеся к оценке; термины,
относящиеся к аудиту (экспертизе); термины, относящиеся к
обеспечению качества процессов измерения; термины экологического менеджмента.
2.2. Продукция
24
Продукция – это результат процесса, предназначенный для
удовлетворения определенных общественных или личных потребностей. В свою очередь, процесс – это совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы. Если термин «процесс» заменить его
определением, тогда продукция становится результатом совокупности взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы.
Имеются четыре общие категории продукции:
услуги (например, перевозки);
программные средства (например, компьютерная программа, словарь);
технические средства (промышленная продукция);
перерабатываемые материалы (заготовки, полуфабрикаты).
Услуга – деятельность или процессы, осуществляемые с целью предоставления удобств или оказания помощи кому-либо
(услуги в области производства, строительства, снабжения, финансов, управления, здравоохранения, ремонта, технического обслуживания, складирования, хранения, исследований и т. п.).
Наиболее распространенным видом продукции является
промышленная продукция – материализованный результат процесса трудовой деятельности, обладающий полезными свойствами и предназначенный для использования потребителями в целях
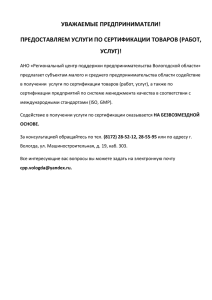
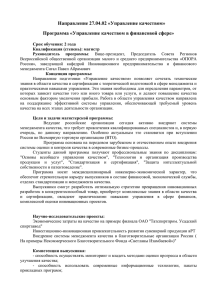
удовлетворения их потребностей как общественного, так и личного характера. Вся промышленная продукция для оценки ее качества разделена на два класса: расходуемая при использовании и
расходующая свой ресурс (рис. 2).
Единицей промышленной продукции, количество которой
может исчисляться в штуках или экземплярах, является изделие.
Однако в некоторых случаях количество определенных изделий
характеризуют непрерывной величиной, применяемой для нештучной продукции и исчисляемой, в частности, с помощью единицы массы. Виды изделий, представляющие объекты конструкторской документации, являются изделиями машиностроения. К
ним относят детали, сборочные единицы, комплексы и комплекты.
25
Рис. 2. Классификация промышленной продукции
Изделия машиностроения входят во второй класс промышленной продукции и делятся на неремонтируемые – группа 4:
болты, гайки, подшипники и т. п. и ремонтируемые – группа 5:
технологическое оборудование различных отраслей промышленности, сельскохозяйственные машины, транспортные машины,
измерительные приборы, средства автоматизации систем управления.
На протяжении десятилетий в стандартизации изделий машиностроения выработана практика, согласно которой в стандарты включают технические условия, которые необходимо соблюдать при создании изделий. Под техническими условиями (ТУ)
понимают систему качественных показателей с установленными
для них количественными данными и допусками. Техническими
условиями определяют задачу, которую предстоит разрешить как
в процессе конструирования, так и во время изготовления и эксплуатации изделия. В ТУ указывают назначение и требования к
изделию, методы контроля, прогрессивные способы производства, транспортировки, методы нанесения клейма и др.
По области применения промышленная продукция делится
на продукцию производственно-технического назначения, товары
народного потребления и продукцию социального назначения.
Продукция производственно-технического назначения (станки,
машины, сырье, материалы) поступает в производственное по-
26
требление, а товары народного потребления (одежда, продукты
питания) — в индивидуальное, личное потребление. К продукции
социального назначения относится продукция, предназначенная
для удовлетворения потребностей населения в сфере услуг на
транспорте, в системе связи, в области культуры, образования.
Промышленная продукция является материальной, ее количество выражается исчисляемой характеристикой – отличительным свойством. Промышленную продукцию часто именуют товаром.
Свойство объективно присуще самой продукции и проявляется тем или другим образом при его применении. Свойство как
объективную особенность продукции можно описывать качественно или количественно. Количественную или качественную
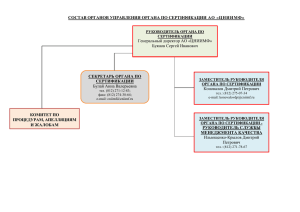
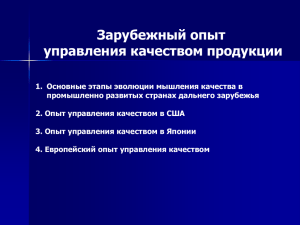
характеристику любых свойств или состояний продукции называют признаком продукции. Количественную характеристику одного или нескольких свойств продукции, составляющих ее качество, рассматривая применительно к определенным условиям ее
создания и эксплуатации или потребления, называют показателем
качества продукции (рис. 3).
Рис. 3. Связь понятий качества продукции
27
Показатель качества, являясь внешним выражением свойства в конкретных условиях, позволяет судить о наличии самого
свойства. При изменении свойств изделий изменяются показатели
качества. Показатель качества выступает как мера свойства, причем эта мера может отражать устойчивость изделия, принадлежность к классификационной группе или относительную количественную характеристику его свойства.
Необходимость связать определение качества с удовлетворенностью потребителя привела к возникновению понятия полезности. В этом определении выражаются не сами свойства вещей,
а отношение людей к этим свойствам. В междисциплинарном подходе уже есть понятие, которое означает способность товара или
услуги удовлетворять потребности. В экономике это понятие известно как полезность. В политической экономии это понятие
названо потребительной стоимостью, которая также определена
как полезность.
В энциклопедическом словаре Вебстера качество, подходящее для применения, также определено как полезность.
2.2.1 Термины, относящиеся к оценке качества
Объективное свидетельство – данные, подтверждающие
наличие или истинность чего-либо. Оно может быть получено путем наблюдения, измерения, испытания или другими способами.
Контроль – процедура оценивания соответствия путем
наблюдения и суждений, сопровождаемых соответствующими измерениями, испытаниями или калибровкой (руководство
ИСО/МЭК2).
Испытание – определение одной или нескольких характеристик согласно установленной процедуре.
Верификация – подтверждение на основе представления
объективных свидетельств того, что установленные требования
были выполнены. Термин верифицировано используется для обозначения соответствующего статуса. Деятельность по подтверждению может включать осуществление альтернативных расчетов, сравнение научной и технической документации по новому
проекту с аналогичной документацией по апробированному проекту, проведение испытаний и демонстраций, анализ документов до
их выпуска.
28
Валидация – подтверждение на основе представления объективных свидетельств того, что требования, предназначенные
для конкретного использования или применения, выполнены.
Термин подтверждено используется для обозначения соответствующего статуса. Условия применения могут быть реальными
или смоделированными.
Процесс квалификации – процесс демонстрации способности выполнить установленные требования. Квалификация может
распространяться на работников, продукцию, процессы или системы.
Анализ – деятельность, предпринимаемая для установления
пригодности, адекватности, результативности рассматриваемого
объекта для достижения установленных целей. Он может включать
определение эффективности. Примеры: анализ со стороны руководства, анализ проектирования и разработки, анализ требований
потребителей и анализ несоответствия. Анализ как вид исследования согласуется с синтезом и контролем.
Аудит (проверка) – систематический, независимый и документированный процесс получения свидетельств аудита и
объективного их оценивания с целью установления степени выполнения согласованных критериев аудита.
Критерий аудита (проверки) – совокупность политики; процедур или требований, которые применяются в виде ссылок.
Экспертиза – исследование экспертами определенных вопросов, решение которых требует специальных познаний в области науки, техники, менеджмента. Она оформляется в виде
заключения.
2.2.2. Термины, относящиеся к организации в области
качества
Организация – группа работников и необходимых средств с
распределением ответственности, полномочий и взаимоотношений. Организация может быть государственной или частной, распределение обычно бывает упорядоченным. Определение действительно применительно к стандартам на системы менеджмента качества. Распределение ответственности, полномочий и взаимоотношений между работниками образует организационную
структуру. Распределение обычно бывает упорядоченным, а
29
официально оформленная организационная структура часто содержится в руководстве по качеству или в плане качества проекта. Область применения организационной структуры может
включать соответствующие взаимодействия с внешними организациями.
Совокупность зданий, оборудования и служб обеспечения,
необходимых для функционирования организации, называют инфраструктурой. Совокупность условий, в которых выполняется
работа, образует производственную среду. Условия включают
физические, социальные, психологические и экологические факторы (такие, как температура, системы признания и поощрения,
эргономика и состав атмосферы).
Организацию или лицо, получающее продукцию, именуют
потребителем (клиент, заказчик, конечный пользователь, розничный торговец, бенефицер и покупатель). Потребитель может
быть внутренним или внешним по отношению к организации.
Организацию или лицо, представляющие продукцию, именуют поставщиком (производитель, оптовик, предприятие розничной торговли или продавец продукции, исполнитель услуги,
поставщик информации). В контрактной ситуации поставщика
иногда называют подрядчиком. Поставщик может быть внутренним или внешним по отношению к организации.
Лицо или группа, заинтересованные в деятельности или
успехе организации, представляют заинтересованную сторону
(потребители, владельцы, работники организации, поставщики,
банкиры, ассоциации, партнеры или общество). Группа может состоять из организации, из нескольких организаций и даже виртуальных коллективов (при географической разобщенности), объединенных единым информационным пространством.
2.3. Содержание качества
Качество – степень соответствия присущих продукции характеристик определенным требованиям.
Характеристика как отличительное свойство может быть
собственной или присвоенной, качественной или количественной.
Существуют следующие классы характеристик:
30
функциональные свойства (метрические, топологические,
механические, кинематические, динамические, энергетические –
тепломассообменные);
свойства качества функционирования изделий (точность, надежность, взаимозаменяемость, стабильность);
потребительские свойства.
Потребительские свойства проявляются в процессе потребления при удовлетворении материальных и культурных потребностей определенных групп продукции. Они определяют эффективность использования изделий по назначению, их социальную
значимость, практическую полезность и эстетическое совершенство. Структура потребительских свойств служит основой для
формирования перечня номенклатуры потребительских показателей качества, которые классифицируются по характеру удовлетворяемых потребностей:
свойство, характеризующее соответствие изделия оптимальному ассортименту;
моральное старение;
функциональные свойства в полезности потребления;
эргономические свойства продукции;
эстетические свойства изделий;
безопасность изделий в потреблении;
экологические свойства.
3. КАЧЕСТВО ПРОДУКЦИИ
И КОНКУРЕНТОСПОСОБНОСТЬ
В некоторых случаях в качестве комплексного параметра,
применяемого для оценки конкурентоспособности, может выступать удельный полезный эффект, определяемый как отношение
суммарного полезного эффекта в натуральных единицах к величине затрат на приобретение, эксплуатацию или потребление товара.
Представляет интерес рассмотрение некоторых критериев
оценки конкурентоспособности, которые применяют западные
экономисты. Эксперты парижской торгово-промышленной палаты к числу важнейших критериев конкурентоспособности отно-
31
сят: степень новизны товара, качество его изготовления, наличие
материальной базы для распространения информации о товаре,
меры по стимулированию сбыта, включая рекламу, возможности
приспособления товара к требованиям конкретного рынка, финансовые условия, динамизм сбыта и способность быстро реагировать на успехи рынка.
Английские экономисты рассматривают конкурентоспособность по ценовым показателям, сравнительной стоимости и
сравнительной прибыльности.
В случае ценовой конкурентоспособности продукция считается конкурентоспособной, если его продажная цена, дизайн и
качество не уступают аналогам, представленным на рынке.
Конкурентоспособность по сравнительной стоимости понимается как сравнительная стоимость единицы труда в обрабатывающей промышленности сравниваемых стран, подсчитанная
в одной валюте. Конкурентоспособность по прибыльности предполагает, что чем более высокие прибыли имеет компания от
своих экспортных операций, тем выше уровень конкурентоспособности её продукции, т. е. показателем является норма прибыли компании.
Обострение борьбы за рынки сбыта вызывает к проблеме
конкурентоспособности всё больший интерес. В последнее время
понятие «конкурентоспособность» всё чаще распространяется не
только на продукцию, но и на фирму, и на страну в целом.
В соответствии с определением, данным исследовательской
организацией «Юропнэн менеджмент форум» (ЮМФ) (г. Женева)
«конкурентоспособность - это реальная и потенциальная способность компаний, а также имеющиеся у них для этого возможности проектировать, изготовлять и сбывать в тех условиях, в которых им приходится действовать, товары, которые по ценовым
и неценовым характеристикам в комплексе более привлекательны для потребителей, чем товары их конкурентов». Это означает,
что в конечном итоге об уровне конкурентоспособности можно
судить только по реакции рынка, выражающейся в конкретных
запродажах товаpoв.
ЮМФ регулярно проводит исследование конкурентоспособности 22 стран-членов Организации экономического сотрудничества и развития (ОЭСР) и 9 развивающихся стран. Конку-
32
рентоспособность страны определяется ею на основе 10 факторов, каждый из которых в свою очередь оценивается по нескольким критериям (всего 340 критериев). Из них 280 основаны на
статистических данных ООН, ОЭСР, Международного валютного
фонда (МВФ) и Международного банка реконструкции и развития (МБРР), а 60 определяются экспертным путем при опросе 1,6
тыс. экономистов и экспертов из 31 страны.
Первый фактор «динамизм экономики» оценивается по таким критериям, как темпы экономического развития, положение
национальной валюты, уровень промышленного производства,
объём производства важнейших товаров в расчёте на душу населения и др.
Второй фактор «эффективность промышленного производства» определяется путём расчёта прямых и косвенных затрат на
оплату рабочей силы, включая расходы, связанные с материальным стимулированием, текучестью кадров и прогулами.
Третий фактор «динамизм рынка». При этом считается,
что конкурентоспособность тем выше, чем активнее деятельность компаний, непосредственно связанная со сбытом. Одним
из критериев динамизма рынка является объём потребительских
расходов на душу населения. В эту же группу входит ряд неценовых критериев, таких, как послепродажное обслуживание,
уровень качества, дизайн.
Четвёртый фактор «развитие финансовой системы» оценивается по таким критериям, как состояние финансовой системы
страны, деятельность коммерческих банков, рынок ценных бумаг.
Пятый фактор «людские ресурсы» определяется, исходя
из численности и темпов роста населения и рабочей силы, уровня безработицы, квалификации специалистов и некоторых других критериев.
Шестой фактор «роль государства» определяется путём исследования уровня налогообложения, доли государственного сектора в национальном доходе страны, содержания экономической
политики.
Седьмой фактор «ресурсы и инфраструктура».
Восьмой характеризует готовность стимулировать торговую деятельность.
33
Девятый фактор «политика страны в отношении нововведений» оценивается по таким критериям, как положение в НИОКР,
готовность правительства и руководства фирм к реализации новых идеей, освоению новых изделий и производственных процессов.
Десятый фактор «социально-политическая обстановка» характеризует, насколько политика государства и стратегия промышленных компаний отражают мнения и настроения общества. Критериями для оценки этого фактора являются такие показатели, как величина дохода и его распределение, трудовые
отношения в промышленности. Оценка, проведенная по результатам исследования, показала, что четыре первые места стабильно за эти годы занимали Япония, Швейцария, США и ФРГ
соответственно. На 21 и 22 месте также стабильно находятся
Греция и Португалия.
Исследование ЮМФ показало, что в 1986 г. по суммарному
показателю на первом месте - Япония. Далее следует США,
Швейцария, ФРГ, Дания, Канада. Ведущие державы Западной
Европы - Франция. Англия, Италия - в первую десятку не вошли.
Наиболее динамичным было признано экономическое развитие в
США, Швейцарии, Японии, ФРГ и Норвегии. По показателю
экономической эффективности промышленного производства
первые места занимают Швейцария, Япония, Дания, ФРГ. В
расчёте третьего фактора «динамизм рынка» учитывалось и
использование маркетинга. В этой области лидируют фирмы
США, Японии и ФРГ. По фактору «развития финансовой системы» впереди идут Швейцария, США, Новая Зеландия и
Япония. По уровню квалификации рабочей силы первые места
занимают США, Япония, Дания, Канада.
Анализ, проведённый ЮМФ, доказывает, что конкурентоспособность – многогранное понятие, на которое оказывает влияние большое количество факторов. При этом если качество
продукции в каждый отдельный момент представляет собой
вполне определённую совокупность её свойств, то конкурентоспособность её может значительно меняться в зависимости от
изменения таких внешних факторов, как условия реализации,
спроса, предложения.
34
Таким образом, анализ содержания понятий «качество» и
«конкурентоспособность» позволяет заключить:
для потребителя качество товара является обязательной
характеристикой, но ещё не гарантирующей приобретение
именно данного товара;
конкурентоспособным оказывается тот товар, который удовлетворяет потребности покупателя оптимальным образом. Тем не
менее, он может быть не реализован, если рынок насыщен.
Чтобы реализовать конкурентоспособный товар с выгодой
для изготовителя, необходима специальная служба - служба маркетинга, которая обеспечивает продвижение товара на конкретные рыки (рыночные сегменты).
В условиях быстрого обновления номенклатуры предлагаемых изделий, их широкого выбора перед фирмами постоянно стоит вопрос как покупатель воспримет произведенную продукцию, в
чём основные причины успеха или неудачи товара. Необходимость
анализа указанных проблем вызвана и увеличивающейся стоимостью разработки новых изделий, высоким риском, связанным с их
созданием. Так, общий объём затрат по созданию нового семейства
грузовых автомобилей в США оценивается в 700 млн. долларов,
из которых более 400 млн. идёт только на разработку двигателя.
Тем не менее, вложив крупные средства в НИОКР, фирмы в ряде
случаев вынуждены отказываться от осуществления проектов в
основном из-за несоответствия параметров созданных товаров
условиям рынка. Анализ показал, что в США коммерчески успешными оказываются лишь 15 % проектируемых изделий, а среди
выпущенных на рынок лишь 62 % новшеств завоёвывают признание. Многочисленные опросы, проведенные среди фирм ведущих капиталистических стран, свидетельствуют о том, что
наибольшее влияние на выбор товара оказывает его качество,
причём само это понятие претерпело за последние годы существенные изменения.
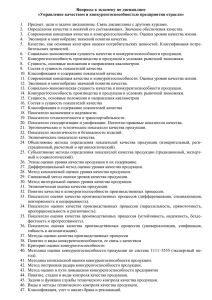
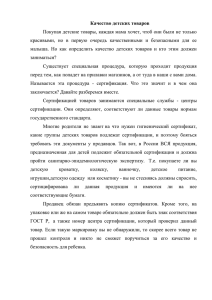
Система качества функционирует одновременно со всеми
остальными системами, действующими на предприятии и влияющими на качество продукции или услуги, и взаимодействует с
ними. Её воздействие распространяется на все этапы петли качества (рис. 4). Эти этапы и виды деятельности включают:
35
1) маркетинг, включая комплексное изучение рынка;
2) проектирование и (или) разработку технических требований, разработку продукции;
3) материально-техническое снабжение;
4) подготовку и разработку производственных процессов;
5) производство;
6) контроль, проведение испытаний и обследований;
7) упаковку и хранение;
8) реализацию и распределение;
9) монтаж и эксплуатацию;
10) техническое обслуживание и помощь;
11) утилизации после использования.
Рис. 4. Петля качества
Функционирование системы качества иллюстрируется с
помощью так называемой «петли качества» (спирали качества),
которая означает замкнутую последовательность взаимозависимых видов деятельности, влияющих на качество продукции или
услуги на различных стадиях от определения потребностей до
оценки их удовлетворения (ИСО 8402).
Таким обрезом, структура спирали подтверждает идею
японского исследователя Исикавы, что «управление качеством
36
начинается и заканчивается маркетингом». Это фактически
означает, что определяющим началом являются требования потребителей.
Правильно используемый маркетинг обеспечивает увязку
всех направлений деятельности предприятия, в том числе позволяет:
1) определять потребности в продукции или услугах;
2) оценивать рыночный спрос и область реализации, сортность, нужное количество, стоимость, сроки производства продукции или услуги;
3) определять требования потребителя на основе постоянного анализа контрактов или потребностей рынка;
4) получать информацию обо всех требованиях, предъявляемых потребителем;
5) формировать массивы данных (включая данные об использовании продукции у потребителя), которые обеспечивают производство продукции или услуги в соответствии с установленными техническими требованиями при оптимальных затратах.
Система маркетинга позволяет практически обеспечить предприятию получение обоснованных требований к создаваемой продукции, которые могут стать основой для расчёта конкретных показателей и характеристик, таких, например, как:
1. Характеристика условий эксплуатации (условия окружающей среды, надежность);
2. Органолептические характеристики (стиль, соответствие
моде, цвет, вкус, запах);
3. Схема установки и монтажа;
4. Приемлемые стандарты и законодательные регламенты;
5. Требования к упаковке;
6. Приемлемые системы обеспечения качества.
В задачи, решаемые маркетингом, входит создание на постоянной основе системы, обратной связи и контроля получаемой информации. Вся информация, относящаяся к качеству продукции
или услуги, должна анализироваться, сопоставляться, интерпретироваться и доводиться до сведения в соответствии с установленными процедурами. Полученная информация служит основой для
принятия решений о внесении возможных изменений в проект и
для соответствующих действий руководства.
37
Периодически проводимая повторная оценка ТУ и качества
продукции должна подтвердить, что проект по-прежнему соответствует всем установленным требованиям. Оценка включает
результаты анализа требований потребителя и технических требований с учётом опыта, накопленного за время эксплуатации,
анализа рабочих характеристик или новой технологии и новых
методов, а также изменений производственного процесса.
Служба маркетинга организует проведение анализа информации, поступающей от потребителей об отказах или возвратах продукции, особенно на стадии внедрений новых изделий.
Информация о рекламациях, повторяемости отказов и их
видов, требованиях и потребностях потребителя или проблемах,
возникающих в процессе эксплуатации, используется при проведении периодического анализа проекта, принятия корректирующих мер, реализации или использовании продукции.
Резюмируя изложенное, можно заключить: важнейшими
факторами, определяющими конкурентоспособность, являются
новизна продукции, её качество и цена.
Маркетинговые исследования позволяют выявить требования потребителя, сформулировать исходные требования к новой
продукции, а также сформировать потребности в принципиально
новой продукции, неизвестной ранее потребителю.
Качество продукции и цена потребления – важные и главные, но не единственные факторы конкуренции; недостаточно
ограничиваться оценкой уровня конкурентоспособности до выхода
на рынок; следует относиться к формированию ситуации на рынке
активно – приобретать большой имидж, влиять на соотношение
между спросом и предложением (кредитование покупателей, развитие сбытовой сети, рекламная деятельность и т. п.). Однако, качество продукции является главным конкурентообразующим
фактором.
Уровень конкурентоспособности К (рис. 5) определяется
отношением показателя конкурентосособности нашей продукции
(Кн) и конкурента (Кк)
K
(1)
K н,
Kк
38
Если это соотношение К >1, то наша продукция будет конкурентоспособной.
В
Зона конкуренции
Монополизация
рынка нами
Монополизация
рынка
К
Рис. 5. Взаимосвязь показателя конкурентоспособности (К)
с удельным объёмом продаж (В)
Q
,
QΣ
где Q – объем продаж данного товара;
QΣ – общая ёмкость рынка данного товара.
B
(2)
3.1. Анализ влияния качества продукции
на спрос и предложение
Изучить сущность затрат на качество продукции невозможно без анализа взаимодействий сил спроса и предложения.
39
Общепринятым является утверждение, что качество продукции является фактором (внешним воздействием) изменения
цены продукции. В соответствии с неоклассическим направлением в экономической науке (А. Маршалл и др.), в основе ценности продукции лежит взаимодействие рыночных законов как
со стороны спроса (предельная полезность), так и со стороны
предложения (предельные затраты). Сегодня фактор качества
находит слабое отражение в классической теории ценообразования.
Спрос - это платёжеспособное желание покупателя, связанное с удовлетворением потребности. Он формируется ценностями, важными для покупателя.
Закон спроса формально может быть изложен следующим
образом: на любом рынке, при прочих равных условиях (в том
числе, неизменности качества, как совокупности свойств товара),
при меньшей цене будет приобретено покупателем большее количество товара.
Качество продукции выступает как внешний фактор, изменяющий спрос. Повышение качества будет означать повышение
степени удовлетворения потребности и, следовательно, будет повышаться и ценность товара для покупателя. Это будет сдвигать
линию спроса выше по оси абсцисс, как показано на рис. 6, а.
а)
б)
Рис. 6. Влияние качества продукции на спрос: а) Изменение спроса под влиянием качества продукции; б) Изменение
цены покупателя от качества продукции; Р – цена покупателя товара, Q – количество купленного товара, q – качество товара
40
Связь качества с ценой, приемлемой для покупателя, можно
выявлять только при неизменных условиях. Например,
(ql < q2 < q3) для рассматриваемого случая, когда фактором изменения спроса является только качество, то взаимосвязь качества и цены можно определить при каком-то определённом объёме продукции. Это показано на рис. 6 (б) для объемов Ql, Q2,
Q3.
В результате можно утверждать, что при прочих равных
условиях с повышением качества продукции цена товара, приемлемая для покупателя, будет повышаться при всех объёмах потребления.
А теперь рассмотрим влияние качества продукции на предложение.
Предложение определяется затратами производителя и характеризуется предельными затратами, изменяющимися в зависимости от объёма производства при прочих неизменных условиях. Здесь также качество продукции выступает как внешний фактор, влияющий на изменение линии предложения. Однако однозначной тенденции (как это было представлено для спроса) в
данном случае не будет. Если для потребителя степень удовлетворения потребности однозначно будет связано с повышением
ценности (цены), то в производстве выпуск повышенного качества продукции будет связан со стоимостью ресурсов, привлекаемых для производства и обеспечения улучшенных свойств
(рис. 7).
То есть, с одной стороны, может происходить тенденция роста затрат при повышении качества продукции и линия предложения при более высоком качестве поднимается выше (рис. 7, а) стрелка 1). При этом возникает семейство линий изменения затрат на качество при различных объемах (рис. 7, б) - стрелка 1).
В этом случае затраты на производство продукции высокого качества растут при данном неизменном объёме. С другой стороны,
линия предложения может сдвинуться вниз при меньшей скорости роста затрат при улучшении качества (рис. 7, а) - стрелка 2).
В этом случае затраты на производство улучшенного качества
уменьшаются при данном неизменном объёме (рис. 7, б) - стрелка 2).
41
а)
б)
Рис. 7. Влияние качества продукции на предложение: а) Изменение предложения под влиянием качества выпускаемой продукции; б) Изменение цены производства от качества продукции; Р – цена производства товара, Q – количество произведенной продукции, q – качество
3.2. Критерии качества продукции и
показатель успешности хозяйственной
деятельности предприятия
В условиях неуклонного приближения момента вступления Российской Федерации в ВТО вопросы конкурентоспособности продукции российских предприятий приобретают первостепенную значимость. Наиболее объективным и часто применяемым показателем оценки конкурентоспособности продукции является соотношение «цена/качество» товара.
В настоящее время товары российского производства пользуются спросом именно из-за доступности их цены среднему потребителю. Рассмотрим эту ситуацию на примере, автомобилей.
Ни для кого не секрет, что качество российских автомобилей часто не удовлетворяет клиента. Крупные зарубежные автоконцерны активно разворачивают автомобильное производство в странах СНГ и Восточной Европы: Чехии, Польше, Румынии, Узбекистане, на Украине. Созданы и работают совместные предприятия в
Нижнем Новгороде, Ростове-на-Дону, Набережных Челнах и других городах России. Стратегия захвата рынка для вновь создавае-
42
мых предприятий – при сопоставимой или несколько более высокой цене на автомобили обеспечить существенное повышение их
качества.
Эту стратегию наших конкурентов можно взять на вооружение условно разделив вопрос на две взаимосвязанные части:
– продавать автомобили необходимо по существующим ценам (рост цен не должен превосходить инфляционного роста
цен), так как грустный опыт сентября 1997 – августа 1998 гг. показал, что при приближении долларового эквивалента стоимости
автомобиля к мировому уровню наши автомобили покупать перестают;
– у российской автомобильной промышленности есть небольшой запас времени (максимально год-два), чтобы принять
меры к улучшению показателя «цена/качество» за счёт существенного повышения качества автомобилей. Необходимо отметить, что большинство руководителей российских промышленных предприятий сохранило до настоящего момента стойкое
мнение: для того чтобы повысить качество, достаточно издать
приказ по заводу, изучить опыт западных компаний и начать
премировать или штрафовать (как вариант, увольнять) за качество продукции. Главная ошибка – попытка рассматривать качество как технологический показатель, нежелание вкладывать
деньги в качество. Для улучшения качества необходимы такие
же капиталовложения, как и для повышения производительности предприятия, а иногда и большие. Но увы, у российской автомобильной промышленности сегодня нет достаточных средств
для крупномасштабных денежных вложений.
Для решения этой дилеммы необходимо вспомнить, что затраты на качество можно разделить на две большие группы: затраты на обеспечение качества (рис. 8) и затраты на устранение
последствий отказов в связи с низким качеством продукции.
В настоящее время на большинстве российских предприятий эти
две группы затрат соотносятся как 1:10 в пользу второй группы.
Поэтому предлагается взять средства на улучшение качества из
самого процесса производства продукции и последующей её доработки, гарантийного ремонта, замены брака на годную продукцию.
43
Рис. 8. Структура затрат на качество
Опыт применения некоторыми поставщиками автомобильных
комплектующих западных методов создания системы качества показывает, что простое копирование приводит к ситуации, когда на
предприятии есть сертифицированная (в том числе такими авторитетными западными сертификационными организациями, как Регистр Ллойда, Бюро Веритас, TUV CERT) система качества, однако качественную продукцию это предприятие не выпускает. Безусловно, в стране есть предприятия, успешно использующие заимствованный зарубежный опыт, но создавались они с самого начала
на основе идеологии качества. Это, как правило, небольшие компании, ориентированные на западный рынок. По нашему мнению,
большинство менеджеров крупных компаний должны разрабатывать или адаптировать инструменты и методы создания систем качества сами, исходя из соображений экономической целесообразности и эффективности.
Безусловно, создание системы требований (какой является
документированная система качества) важно, однако необходимо
создать эффективную систему вовлечения персонала в работу по
созданию качественных автомобилей или других товаров. Система качества без увлечённого, заинтересованного персонала – не
более чем дорогостоящий набор толково написанных докумен-
44
тов. Для вовлечения персонала в работу необходимо создание эффективной системы мотивации персонала. На большинстве российских предприятий системы мотивации персонала вполне соответствуют той поре, когда был изобретён конвейер. Методы мотивации, изложенные в современных учебниках менеджмента, никогда широко в России не применялись. Недостаточная адаптация
описываемых в научной литературе инструментов качества к
практике работы российских промышленных предприятий вызывает трудности при внедрении современных методов мотивации персонала.
Существующие ныне идеологии управления производством
основываются на четырёх основных моделях построения систем
управления: традиционная («тейлоровская») модель построения
системы качества в соответствии с требованиями стандартов
ИСО серии 9000 версий 1994 и 2000 гг.; японская модель и модель всеобщего управления качеством (TQM), являющаяся адаптацией японского опыта к условиям США и Западной Европы; и
модель делового совершенства. Первая из них целиком ориентирована на технологические процессы; вторая особый упор делает на систему качества (по МС ИСО:2000 с процессным уклоном), третья определяет главным фактором производства – человеческий фактор и воспитание идеологии персонала; четвёртая
призвана способствовать гармоничному развитию предприятия.
Модель делового совершенства основывается на принципах
TQM и учитывает все аспекты деятельности организации, в том
числе технологические (оборудование, помещения, технологии,
методы регулирования технологии), финансовые (бухгалтерские,
инвестиционные, инновационные показатели), и, самое главное,
эта модель уделяет особое внимание персоналу, климату в коллективе, потенциалу руководителей, отношению организации к
обществу.
Анализ существующих моделей управления производством
и примеров их реализации на предприятиях – производителях автокомпонентов показал, что, несмотря на перспективность модели делового совершенства, лишь отдельные предприятия строят
свои системы менеджмента на этих принципах. Систематизация
существующих инструментов построения систем качества и
управления процессами позволяет сделать вывод, что большин-
45
ство из них не соответствует требованиям модели делового совершенства. Кроме того, многие методики и инструменты мало
известны менеджерам российских предприятий и не полностью
применимы в сложившейся в стране финансово-экономической
ситуации. Возникает необходимость разработать методологию
сбора данных о процессах, предложить новые, связанные с экономическими параметрами инструменты управления процессами
и исключить возможность субоптимизации процессов. Одной из
наиболее распространённых ошибок промышленных предприятий, начинающих оптимизировать свои системы управления
(производством, качеством, продажами), является процесс субоптимизации. В этом случае каждое подразделение или процесс
отдельно достигает наилучших результатов, а организация в
целом терпит убытки.
Как избежать подобной ситуации ? Что является целевой
функцией оптимизации? Каковы методы и инструменты воздействия на процессы, позволяющие исключить субоптимизацию
по отдельным параметрам и обеспечить оптимальное значение
целевой функции?
Такой целевой функцией является конкурентоспособность
продукции. Вопрос в том, как её оценить.
Определимся с целевой функцией оптимизации процесса
производства конкурентоспособной продукции. Возможны различные подходы к оценке конкурентоспособности продукции,
однако все они имеют достоинства и недостатки.
Поставив задачу создать простой и по возможности комплексный метод оценки конкурентоспособности продукции, а
так же определить пути её улучшения, за основу берётся оценка
результатов хозяйственной деятельности предприятия.
В качестве критерия (безразмерного коэффициента) выберем производительность капитала. Производительность капитала – одна из наиболее объективных характеристик степени
успешности и конкурентоспособности промышленного предприятия. Перечислим несколько важных критериев, характеризующих работу любой организации, действующей на рынке товаров
(или услуг):
объём продаж продукции;
46
эффективность использования материалов, оборудования
и прочих ресурсов;
целесообразность использования денежных средств предприятия.
Производительность капитала
объем продаж - материалы - операционные материалы
капитал
Совершенно очевидно, что все перечисленные характеристики сведены в данном показателе.
Кратко рассмотрим каждую из величин. Будем считать
знаменатель величиной постоянной, и оказывать воздействие
на показатели, стоящие в числителе приведенной формулы.
Объём продаж. О том, каким образом фирме повысить объем продаж своей продукции, написаны сотни книг и научных
трудов, которые можно объединить одним понятием «маркетинг». Однако, в общем, объём продаж зависит от трёх параметров: соотношения «цена/качество», качества и развёрнутости
сети продаж и качества сервисного обслуживания проданного
товара. Остановимся на двух из них: соотношении «цена/качество» и качестве сервисного обслуживания. Эти показатели тесно привязаны к выделенным ранее ключевым процессам закупок, производства, контроля и технического обслуживания.
Материалы (или, точнее, затраты на материалы, сырье, покупные комплектующие). Для уменьшения затрат на материалы
выбираются следующие стратегии.
1. Улучшение качества поставляемых изделий и материалов. В настоящее время, по данным предприятий автомобилестроительной отрасли, до 70 % всех затрат из-за отказов изделий
в гарантийный период приходится на долю изделий внешней поставки. Необходимо отметить, что в работе с поставщиками
предприятию надо добиваться улучшения качества не любой ценой, а путем внедрения управления процессами у поставщиков
под патронажем служб качества закупок покупателя, путём проведения аудитов, развития партнёрских отношений. Обеспечение
качества путём 100 % -ной сортировки и доработки (даже с возмещением затрат) неэффективно. Затраты на несоответствующую
продукцию поставщиком будут заложены в цену поставляемых
47
изделий.
2. Снижение издержек при обработке поступившей продукции: введение сквозной идентификации и прослеживаемости
продукции, отказ от входного контроля. Принятие решения об
отказе от входного контроля требует оценки экономических и
технических последствий, анализа рисков (табл. 1).
Таблица 1
Краткое описание метода оценки конкурентоспособности
1
Достоинства
2
Недостатки
3
1. Нет достоверных
данных о состоянии процессов у
конкурентов
1. Изучение мне- 2. Социологичения потребителей ские опросы тредаёт наиболее
буют больших заБенчмаркинг и анализ
объективную
трат; объективитогов социологических оценку
ность – от широты
опросов потребителей,
2. Позволяет
охвата по группам
отзывы в прессе и т. п.
наметить пути
доходов и геограразвития
фии проживания
населения
3. Не имеет комплексного численного выражения
результатов анализа
По результатам SWOT- 1. Учитывает
1. Требует длианализа (угроз и превнутренние и
тельной и кропотимуществ, сильных и
внешние факторы ливой работы
слабых сторон организа- 2. Позволяет вы- большой группы
ции)
являть преимуэкспертов
щества и угрозы 2. Не имеет комплексного числен-
48
ного выражения
результатов анализа
Продолжение табл. 1
1
2
3
Анализ соотноше1. Учитывает состо- 1. Нет достоверных
ния «цена/качество» яние дел у конкуданных о состоянии
рентов
процессов у конку2. Позволяет вырарентов анализа
ботать стратегию
2. Не имеет комудержания (или
плексного численрасширения) рынка ного выражения ресбыта
зультатов анализа
По результатам хо- 1. Простота сбора и 1. Мнение клиентов
зяйственной деяобработки данных
учитывается опотельности
2. Возможность по- средованно, через
лучения (законным объем продаж предпутем) сведений о
приятия
состоянии дел у
2. Требует дополниконкурента
тельного анализа
3. Наличие единого для выявления сильчисленного показа- ных и слабых сторон
теля, оценивающего организации
работу предприятия
3. Снижение издержек при хранении продукции. Оптимизация складских запасов, переход на работу с консигнационных
складов, поставки точно в срок позволяют уменьшить объем
средств, замороженных в страховых запасах, исключить вынужденный запуск изделий, имеющих отклонения (запуск таких изделий неизбежно приводит к дополнительным затратам на их
доработку). Уменьшение складских запасов позволяет избежать
49
неизбежной порчи продукции от её длительного хранения
(например, коррозия сортового металла), а также уменьшить
объём связанных, «омертвлённых» оборотных средств.
Безусловно, для оптимизации затрат на материалы существует множество других путей, например, развитие альтернативных поставщиков, частичная кооперация и т. п.
Операционные затраты. Их можно условно разделить на две
группы: затраты на процесс и затраты на персонал. В идеологии
процессного подхода понятие «затраты на процесс» равнозначно
понятию «затраты на обеспечение качества», куда входят затраты
на: наладку, ремонт и замену оборудования, контрольномерительный инструмент, расходные и технологические материалы. Затраты на персонал можно условно разделить на три
группы: затраты на оплату персонала, на его поощрение и на
подготовку и обучение персонала.
Капитал. Возвращаясь к формуле производительности капитала, укажем, что знаменатель содержит как основной, так и рабочий капитал (оборотные средства). Возможности оптимизации
заложены именно в процессе управления оборотными средствами.
Подобный подход применим не только в целом для предприятия, но и к отдельным процессам жизненного цикла продукции, когда качество процесса определяется эффективностью
работы инвестиций, вложенных в этот процесс. Наиболее
наглядна комплексная численно-графическая система анализа
результатов работы отдельных процессов и всего подразделения
в целом. При этом компонентами многомерного вектора, характеризующего результаты работы предприятия в целом, являются
результаты работы каждого из выделенных ключевых процессов.
При этом длиной вектора является значение производительности капитала, а его направление определяется сочетанием
результатов деятельности предприятий по отдельным направлениям. Такая методика позволяет оценить, насколько общее
направление деятельности компании совпадает с результатами
наиболее успешных компаний.
На рис. 9 приведена схема векторного представления конкурентоспособности продукции, когда в качестве ключевых вы-
50
браны процессы закупок, адекватность технических параметров
требованиям потребителя и качество сервисного обслуживания.
Каждому изделию, начиная от его виртуального состояния
в стадии маркетинговых исследований и проектирования и заканчивая утилизацией, может быть поставлен в соответствие
комплекс указанных характеристик или параметров.
Рис. 9. Вектор качества
Такой комплекс определяется этапами жизненного цикла
изделия.
Выделение аспектов качества, обусловленных рыночными
требованиями, проектированием продукции, изготовлением и обслуживанием, порождает свои наборы параметров. Необходимо
подчеркнуть, что показателем качества является именно вектор,
исходящий из определённой базовой точки, поэтому бессмысленно рассматривать отдельно длину вектора и угол, который составляет вектор показателя качества данной продукции с базо-
51
вым направлением. Однако можно сказать, что длина вектора характеризует комплексный показатель качества в целом. Угол же
между данным вектором и базовым направлением показывает
направление, в котором надо проводить совершенствование, позволяя сопоставлять отдельные компоненты качества (как меры
конкурентоспособности) и устанавливать приоритеты развития.
3.3. Патентная чистота как нормативное условие
обеспечение конкурентоспособности продукции
Патентная чистота – юридическое свойство объекта техники, заключающееся в том, что он может использоваться в данной
стране без нарушения действующих на её территории охранных
документов исключительного права.
Обладающей патентной чистотой в отношении данной страны
или группы стран признаётся продукция, в которой не используются изобретения, полезные модели, промышленные образцы,
товарные знаки, защищенные действующими на территории этих
стран охранными документами исключительного права.
Вследствие территориального характера права на промышленную собственность какая-либо продукция может попадать под
действие патента, выданного в Японии, и в то же время обладать
патентной чистотой в Германии.
Понятие патентной чистоты относится к изделиям промышленного производства в целом. В изделии могут быть использованы многочисленные технические решения, относящиеся к его
узлам, схемам, деталям, компоновке, технологическим процессам, материалам и т. д. Каждое из них может быть признано
изобретением, полезной моделью или промышленным образцом
и защищено охранными документами. Продукция в целом считается обладающей патентной чистотой (является патентночистой),
если в ней не выявлено ни одного охранного документа (например, патента), имеющего отношение как к изделию в целом, так
и к его узлам, механизмам, деталям и способу производства.
Экспертиза патентной чистоты проводится с целью установления возможности реализаций конкретной продукции в
определённой стране (или группе стран) и определения мер,
52
обеспечивающих эту реализацию без нарушения охранных документов в данной стране (группе стран).
Она заключается в выявлении всех действующих в стране
охранных документов исключительного права, имеющих отношение к продукции, их анализу, а также в изучении обстоятельств, которые могли бы способствовать беспрепятственной реализации данной продукции в соответствующей стране.
Патентную чистоту продукции удостоверяет отчёт о патентных исследованиях и патентный формуляр. Проверка изделия на патентную чистоту осуществляется при проведении патентных исследований на стадиях обобщения и оценки результатов научных исследований, разработки проектной и рабочей документации, испытания опытных образцов, а также при аттестации, экспорте и экспонировании продукции, продаже лицензий.
За нарушение патентов и других охранных документов
промышленной собственности в РФ предусмотрена гражданскоправовая ответственность, заключающаяся в требовании прекращения нарушения и возмещения причинённых убытков. В
других странах предусматривается конфискация объектов нарушения патента, и даже уголовная ответственность.
Использовать технологию или производить продукцию,
защищенную патентами и другими охранными документами исключительного права, принадлежащими сторонним предприятиям и государствам, можно, лишь приобретая на них лицензию.
Патентная чистота выступает как нормативное условие
обеспечения конкурентоспособности продукции. Как известно,
конкурентоспособность продукции – это совокупность свойств,
определяющих способность продукции отвечать требованиям
рынка в определённый момент или интервал времени.
Как правило, конкурентоспособность объекта техники
обеспечивается в том случае, когда объект обладает высоким техническим уровнем, соответствием требованиям и стандартам
стран-импортёров и фирм-покупателей, высоким уровнем организации технического обслуживания, патентной чистотой и патентной защищённостью, приемлемой ценой, льготными условиями платежа и др.
53
Информационные и ресурсные предпосылки обеспечения
конкурентоспособности продукции определяются в процессе выполнения патентных исследований, а также при анализе результатов, отражаемых в патентном формуляре, карте технического
уровня и качества продукции.
Под патентными исследованиями понимаются исследования
технического уровня и тенденций развития объектов техники, их
патентоспособности и патентной чистоты на основе изучения патентной и другой научно-технической информации.
Результаты патентных исследований используются для
управления процессом создания конкурентоспособной продукции на основе показателей качества.
Патентные исследования выступают как форма воздействия на обеспечение качества и конкурентоспособность продукции, нацеливающая коллективы учёных и инженеров на разработку решений, соответствующих уровню лучших мировых
научно-технических достижений или превышающих этот уровень.
Патентные исследования позволяют исключить потерю времени и непроизводительные расходы за счёт исключения параллелизма в работе, чётко выбрать направления проведения
НИОКР, обеспечивающих технический уровень и качество разработок и продукции на уровне или выше уровня лучших мировых достижений.
Патентные исследования являются одним из видов научноисследовательской деятельности и входят в единую систему информационного обеспечения научных исследований и разработок.
Опыт развитых стран показывает, что ведущие фирмы
США и Западной Европы на информационный поток тратят боле
15 % суммы, выделяемой на прикладные исследования. Фирмы
США, Японии, Германии и других передовых стран благодаря
эффективному использованию накопленного в мире потенциала
патентной и другой научно-технической информации вышли на
лидирующие позиции в мире.
Системный подход к информационному и патентному обеспечению разработок даёт возможность создавать и производить
конкурентоспособную продукцию.
54
Необходимость данного подхода основывается на учёте
особенности сегодняшнего времени, заключающегося в переходе от индустриального общества к информационному, в котором
информация считается не менее, а иногда и более важным ресурсом, чем материальные и энергетические ресурсы.
В настоящее время многие учёные и специалисты считают,
что на смену позициям индустриализации и автоматизации производства приходит качественно новый этап экономического
развития, который называют информационным или информационно-индустриальным и в котором основным используемым ресурсом становится информация, то есть знания и их носители.
Начиная с середины 80-х годов более половины производственных затрат приходится на информационные исследования
(затраты на НИОКР, изучение рынка, рекламу и т. п.).
В этой связи патентные исследования, входящие составной
частью в информационный процесс, являются инструментом системного изучения технического уровня и конкурентоспособности продукции, а также обеспечения одного из важных факторов
конкурентоспособности – патентной чистоты продукции.
В конце XIX в. в большинстве промышленно развитых
стран организуются патентные ведомства, обеспечивающие государственное регулирование патентной системы, т. е. правовой
защиты интеллектуальной промышленной собственности. В
1883 году ряд европейских государств создаёт конвенцию по защите авторских прав на изобретения, постоянное Бюро которой
расположилось в Берне.
4. ОСНОВЫ КВАЛИМЕТРИИ
4.1. Показатели оценки качества продукции
Квалиметрия - научная область, объединяющая "количественные методы оценки качества, используемые для обоснования решений принимаемых при управлении качеством продукции и стандартизации" - ГОСТ 15467–79.
Показатели оценки качества должны:
1) отражать степень «достижения» целей управления качеством на каждом уровне управления;
55
2) базироваться, главным образом, на требованиях государственных стандартов и технических условий;
3) оцениваться конкретными величинами, позволяющими
проводить сравнение различных объектов управления и оценивать динамику изменений;
4) рассчитываться на основе действующих систем нормативно-технической и отчётной документации (или при минимальном изменении этих систем);
5) определяться с использованием статистических методов
оценки качества.
Свойство продукции – это объективная её особенность,
проявляющаяся при создании, потреблении или эксплуатации
продукции.
Свойства, определяющие качество продукции, можно разделить на две группы. Первую группу составляют свойства, которые
образуются как результат преобразований, происходящих в природе: механические, электрические, химические и прочие свойства вещества. Особенностью этих свойств является то, что они
стабильны во времени и мало зависят от вида и характера трудовой деятельности людей. Вторую группу составляют свойства,
которые образуются как результат производственной деятельности людей. Эти свойства не стабильны во времени и меняются в
зависимости от факторов, действующих в процессе производства
и потребления продукции.
Свойства продукции могут быть охарактеризованы качественно и количественно. Примером качественных характеристик
свойств продукции является цвет материала, форма изделия, профиль проката и т. д. К количественным характеристикам свойств
продукции относятся мощность, производительность, геометрические параметры изделия и т. д. Количественная характеристика
свойств продукции, входящих в состав её качества, называется
показателем качества продукции.
Показатели качества делятся на единичные и комплексные.
Если показатель качества определяет одно свойство изделия, он называется единичным. К единичным показателям относятся размеры изделия, его масса, срок службы, и т. д.
56
Комплексные показатели качества характеризуют сразу
несколько свойств продукции и подразделяются на групповые,
интегральные и обобщённые.
Групповые показатели качества характеризуют определённую
группу свойств продукции. Например, для автомобилей можно в качестве групповых показателей принять показатели маневренности,
устойчивости, проходимости, управляемости и др.
Интегральный показатель качества отражает соотношение
суммарного полезного эффекта от эксплуатации или потребления
продукции и суммарных затрат на её создание и эксплуатацию
или потребление. Он применяется для оценки целесообразности
постановки данного варианта продукции на производство или
дальнейшей эксплуатации с учётом возросших затрат на техническое обслуживание и ремонт. Интегральный показатель определяется по формуле
ПΣ
(3)
J
Зс Зэ
где ПΣ – полезный годовой эффект от эксплуатации продукции,
выраженный в натуральных единицах (м, кг, шт. и пр.);
Зс – суммарные затраты на создание продукции, у. е.;
Зэ – суммарные эксплуатационные затраты, в течение одного года, у. е.
Обобщенный показатель качества относится к такой совокупности свойств продукции, по которой принято оценивать качество продукции. Таким обобщённым показателем для термического оборудования, является производительность, которая
определяется по формуле
V T
(4)
Q
,
W m
где V – рабочий объём; Т – температура в рабочем объёме; W –
потребляемая энергия; т – масса.
Кроме того, показатели качества подразделяются на прогнозируемые, проектные, производственные и эксплуатационные. При оценке уровня качества продукции используются базовые и относительные показатели. За базовые показатели принимаются показатели качества продукции, принятые за основу при
57
оценке её качества (например, показатели перспективных образцов).
Относительный показатель качества продукции определяется как отношение значения показателя качества оцениваемой
продукции к соответствующему значению базового показателя:
P
q
,
(5)
Pб
где Р – показатель качества продукции; Рб– базовый показатель.
Уровень качества продукции – относительная характеристика качества продукции, основанная на сравнении значений показателей оцениваемой продукции с базовыми значениями.
4.2. Технико-экономические показатели качества
продукции
Классификация показателей качества продукции по характеризуемым ими свойствам имеет большое значение, так как
позволяет увязать между собой показатели и свойства.
Технико-экономические показатели разделены на несколько
групп:
1. Показатели назначения характеризуют свойства продукции, определяющие её основные функции, для выполнения которых, она предназначена и которые обусловливают область её
применения. Показатели назначения, в свою очередь, делятся на
классификационные, функциональные, конструктивные, состава
и структуры.
Классификационные показатели определяют принадлежность продукции к определённой классификационной группировке. К ним относятся, к примеру, мощность электродвигателя, ёмкость ковша экскаватора, передаточное число редуктора и т. д.
Функциональные показатели характеризуют полезный эффект от эксплуатации или потребления продукции. Такими показателями являются: производительность станка, точность измерительного прибора.
Показатели состава и структуры определяют содержание в
продукции химических элементов и структурных групп. К ним
58
относятся процентное содержание различных веществ в продуктах питания, материалах, сырьё и т. д.
Показатели назначения являются одними из наиболее важных показателей продукции, на основании изучения которых
планируется повышение её качества.
2. Показатели надёжности характеризуют свойства безотказности, долговечности, ремонтопригодности и сохраняемости.
Показатели безотказности характеризуют свойство изделия
непрерывно сохранять работоспособность в течение некоторого
времени или наработки изделия. К показателям безотказности
неремонтируемых изделий относятся вероятность безотказной
работы, интенсивность отказов, средняя наработка до отказа, а
ремонтируемых изделий – параметр потока отказов, наработка на
отказ.
Показатели долговечности характеризуют свойство изделия
сохранять работоспособность до наступления предельного состояния при установленной системе технического обслуживания и
ремонтов. К показателям долговечности относятся: гаммапроцентный ресурс, средний ресурс, назначенный ресурс, средний ресурс между средними (капитальными) ремонтами, средний
срок службы, средний срок службы до списания и т. д.
Показатели ремонтопригодности характеризуют свойство
изделия, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения его отказов, повреждений, к устранению их последствий путём проведения ремонтов и технического обслуживания, К показателям ремонтопригодности относятся среднее время восстановления и вероятность
восстановления в заданное время.
Показатели сохраняемости характеризуют свойство изделия
непрерывно сохранять исправное и работоспособное состояние в
течение и после срока хранения и (или) транспортирования. К
показателям сохраняемости относятся средний срок сохраняемости и гамма-процентный срок сохраняемости.
Наряду с единичными для оценки надёжности изделий применяются комплексные показатели, которые относятся к нескольким свойствам, составляющим надёжность изделия: коэффициент готовности, коэффициент технического использования и
др.
59
3. Показатели технологичности характеризуют свойство
продукции, обусловливающее оптимальное распределение затрат
материалов; средств, труда и времени при технологической подготовке производства, изготовлении и эксплуатации продукции.
Эффективность работ по обеспечению технологичности изделия определяется следующими факторами:
- выбором рационального принципа действия;
- рациональной разбивкой на узлы и компоновкой конструкции;
- преемственностью конструктивных решений;
- ограничением номенклатуры и правильным выбором материалов;
- соответствием конструкции условиям производства, технического обслуживания и ремонта изделия;
- соответствием конструкции составных частей изделия требованиям типовых технологических процессов.
Отработка изделия на технологичность проводится на всех
этапах разработки и постановки продукции на производство в соответствии с требованиями нормативно-методической документации. Различают технологичность производственную и эксплуатационную.
Показатели технологичности продукции подразделяются на
основные и дополнительные. Основными показателями технологичности являются показатели трудоёмкости, материалоёмкости
и себестоимости, которые применяются для оценки качества всех
групп продукции.
К показателям технологичности относятся следующие:
Суммарная трудоёмкость изготовления продукции рассчитывается по формуле
T = ∑tk,
(6)
где tk – трудоёмкость по цехам, участкам или видам работ, входящих в технологический процесс изготовления продукции, в
нормочасах или машино-часах, k – количество цехов, участков
или видов работ.
Сравнительная трудоёмкость (tc) характеризует уровень
трудозатрат и определяется по формуле
tc = Т/Тб ,
(7)
60
где Тб – базовая трудоёмкость изготовления, принятая в результате расчётов или заданная заранее в нормо-часах или машиночасах.
Суммарная материалоёмкость продукции (М) определяется по общей массе единицы продукции без учёта рабочих жидкостей, топлива и т. д. по формуле
M = ∑mi,
(8)
где mi – материалоёмкость определённой составной части продукции, кг; h – число составных частей.
Важнейшим относительным показателем технологичности,
характеризующим использование материальных ресурсов при
производстве продукции, является коэффициент использования
материала (Ки.м.), который вычисляется как отношение массы
материала в готовой продукции к массе материала, используемого при выполнении технологического процесса её изготовления:
Ки.м. = Мг / Мв
(9)
где Мг – масса материалов в готовой продукции, кг; Мв – масса
материала, введённого в технологический процесс, кг.
Дополнительные показатели технологичности характеризуют конструктивно-технологические свойства продукций, например, точность изготовления. В качестве дополнительных показателей технологичности в ряде случаев используют показатели
назначения, например коэффициент сборности и т. д.
4. Показатели стандартизации и унификации характеризуют
насыщенность продукции стандартными, унифицированными и
заимствованными элементами (детали, сборочные единицы). К
показателям стандартизации относится коэффициент повторяемости.
5. Эргономические показатели характеризуют степень соответствия изделия комплексу гигиенических, антропометрических,
физиологических, психофизиологических и психологических
требований, которые устанавливаются на основе исследования
систем: человек – машина, человек – рабочее место, человек –
вещь.
При разработке эргономических требований и показателей
изучаются функциональные возможности человека в процессе
труда, его взаимодействие с изделием и окружающей средой с
целью создания оптимальных условий, которые обеспечивали бы
61
наибольшую производительность труда и в то же время максимум удобства и сохранение здоровья человека. Номенклатура эргономических показателей включает следующие.
Гигиенические показатели характеризуют соответствие изделия и рабочей среды требованиям санитарии и гигиены,
например, уровень освещённости, температура, давление, влажность, запылённость, токсичность, уровень шума, вибрации,
ускорения.
Антропометрические показатели характеризуют соответствие изделия и его элементов форме и размерам человеческого
тела и его частей. Они призваны учитывать рациональную и
удобную рабочую позу, правильную осанку и т. п. Для оценки,
например, антропометрических свойств пульта управления учитывают соответствие рукояток, переключателей, ручек корпуса
размерам кисти руки человека.
Физиологические показатели характеризуют соответствие
изделия силовым, двигательным и другим возможностям человека. К числу таких показателей относятся рабочие усилия на
рычагах и педалях, а также масса переносных элементов изделия.
Психофизиологические показатели характеризуют соответствие изделия особенностям органов чувств человека. Они
влияют на объём и скорость рабочих движений, объём зрительной информации (с учётом размера, яркости, контраста, цвета и пространственного расположения объекта наблюдения), слуховой информации и др.
Психологические показатели характеризуют соответствие
изделия особенностям и возможностям высшей нервной деятельности человека: лёгкость и быстроту формирования навыков
управления и обслуживания машины, объём и скорость восприятия и переработки человеком информации с помощью данного
изделия. Так, если количество указателей и сигнализаторов чрезмерно велико, а их расположение не рационально, то снижается
оперативность работы человека, появляется возможность ошибок.
Большинство эргономических показателей (за исключением
гигиенических) определяется эргономистами-экспертами по разработанной в данной отрасли специальной шкале оценок в баллах.
62
6. Эстетические показатели характеризуют информационную выразительность, рациональность формы, целостность композиции и совершенство производственного исполнения продукции.
Информационная выразительность определяется оригинальностью внешнего вида изделия, его стилевым единством с
окружающей средой, соответствием моде и т. д.
Рациональность формы в основном определяется ее соответствием назначению продукции, применяемым материалам
и технологии изготовления. Рациональная форма изделия
должна создаваться с учётом эргономических требований.
Целостность композиции характеризует согласованность
объёмов, плоскостей, переходов и других элементов формы изделия между собой. Целостность композиции создаётся с учётом
цветовых сочетаний и декоративных свойств материалов.
Совершенство производственного исполнения определяется тщательностью отделки поверхностей изделия, чёткостью
исполнения фирменных знаков, обозначений, сопроводительной
документации и т. д. и должно обеспечивать сохраняемость формы и поверхностей изделий, стойкость декоративных покрытий и
т. д.
Оценка эстетических показателей качества конкретных образцов продукции проводится экспертной комиссией, состоящей
из квалификационных специалистов в области художественного
конструирования. Численные значения эстетических показателей
определяются в баллах.
7. Патентно-правовые показатели характеризуют новизну
и патентную защиту технических решений, использованных при
создании продукции, и во многом определяют её конкурентоспособность. Подразделяются на показатели патентной защиты и показатели патентной чистоты.
Показатель патентной защиты позволяет судить о применении в изделии, изготовленном в нашей стране, отечественных
технических решений, признанных изобретениями в РФ и за рубежом. Он определяется с учётом всей патентной документации
страны, в которую поставляется продукция.
63
Патентная чистота изделия может характеризоваться также
показателем территориального распространения (Рт.п.ч.), определяемым по формуле
Рт.п.ч = (То – Т) / То
(10)
где То — общее число стран предполагаемого экспорта изделия
или продажи лицензий; Т – число стран, по которым изделие не
обладает патентной чистотой.
Пример. Предполагается поставка электродвигателя в 10
стран. В отношении двух из них изделие не обладает патентной
чистотой. Показатель территориального распространения в данном случае будет равен:
Рт.п.ч = (10 – 2) / 10 = 0,8.
На практике могут иметь место случаи, когда для определения возможности реализации изделия в РФ или за рубежом
необходимо использовать совокупность показателей патентной
чистоты.
8. Показатели транспортабельности характеризуют приспособленность продукции к транспортированию, а также к подготовительным и заключительным операциям, связанным с
транспортированием.
К подготовительным операциям относятся, например, укладка продукции в транспортную тару, упаковывание, герметизация, погрузка, частичная разборка изделий, установка амортизаторов, воспринимающих удары и вибрации, крепление и т. п.
Заключительными операциями являются, например, разгрузка
транспортного средства, распаковывание, сборка и т. п.
Показатели транспортабельности продукций должны выбираться применительно к конкретному виду транспорта (автомобильному, железнодорожному, водному, воздушному).
Основными показателями транспортабельности являются:
- средняя трудоёмкость подготовки единицы продукции к
транспортированию (включая погрузку и крепление);
- средняя стоимость упаковывания партии продукции в
определённую тару;
64
- средняя стоимость перевозки единицы продукции на 1 км
определённым транспортным средством (за исключением затрат
на погрузку, укладку и разгрузку);
- средняя продолжительность разгрузки партии продукции
из определённого транспортного средства.
При определении показателей транспортабельности могут
применяться как расчётный, так и экспертный методы.
9. Экологические показатели характеризуют уровень вредных воздействий на окружающую среду, возникающих при эксплуатации или потреблении продукции. К экологическим показателям относятся: содержание вредных примесей, выбрасываемых
в окружающую среду: вероятность выбросов вредных частиц, газов, излучений при хранении, транспортировании, эксплуатации
или потреблении продукций.
При определении экологических показателей необходимо
руководствоваться требованиями и нормами, установленными
государственными стандартами в области охраны природы и
улучшения использования природных ресурсов.
10. Показатели безопасности характеризуют особенности
продукции, обусловливающие безопасность обслуживающего
персонала при её использовании. Такими показателями являются
вероятность безопасной работы, время срабатывания защитных
устройств, сопротивление изоляции токоведущих частей изделия,
с которыми возможно соприкосновение человека, и т. д.
Безопасность обслуживающего персонала при использовании продукции обеспечивается соблюдением требований безопасности, предъявляемых к производственной среде, производственному процессу, оборудованию. Эти требования установлены системой стандартов безопасности труда.
Качество продукции характеризуется также экономическими показателями, позволяющими оценить затраты на разработку,
изготовление, эксплуатацию или потребление продукции (например, себестоимость изготовления продукции, затраты на изготовление и испытание опытных образцов, затраты на расходные материалы при эксплуатации изделий). При помощи экономических
показателей оценивают также различные свойства, определяющие качество продукции (технологические, надёжности и др.).
65
Осуществляя контроль качества изготовляемой продукции,
определяют фактические значения её показателей. Поскольку
процесс производства подвержен влиянию случайных факторов
(меняются характеристики исходных материалов, уровень
настройки оборудования и др.), то имеет место и рассеивание
значений показателей качества продукции. Рассеивание фактических значений показателей качества у разных единиц продукции
одного и того же вида оценивается с помощью показателей однородности.
Наиболее распространённым показателем однородности
продукции является среднее квадратическое отклонение значений показателей качества в различных партиях определенной
продукции, например, среднее квадратическое отклонение ресурсов машин, среднее квадратическое отклонение содержания легирующих добавок в сплаве металлов и др. Статистические показатели однородности устанавливаются только для продукции серийного и массового производства.
Рассмотрим этапы оценки уровня качества продукции.
При определении номенклатуры показателей качества вся
продукция делится на 2 класса и 5 групп.
Первый класс, к которому относится продукция, расходуемая при использовании, подразделяется на три группы (1 – 3).
К группе 1 относятся сырьё и различные виды природного
топлива, например, все полезные ископаемые, жидкое, твёрдое и
газообразное топливо, естественные строительные материалы,
драгоценные минералы и т. д.
В группу 2 входят материалы и продукты, например, искусственное топливо, смазочные масла, различные химические
продукты, различные материалы (текстильные, строительные,
радиотехнические и др.), медицинские препараты и пищевые
продукты (кроме входящих в группу 3) .
К группе 3 относятся такие расходуемые изделия, как кондитерские, аптекарские и парфюмерно-косметические товары в
промышленной упаковке, консервы в банках, жидкое топливо в
бочках, баллоны с газами, проволока и кабели в катушках и в бобинах и т. п.
66
Второй класс, к которому относится продукция, расходующая свой ресурс, подразделяется на две группы: группу 4 и
группу 5.
В группу 4 входят перемонтируемые изделия, например,
электровакуумные и полупроводниковые приборы, резисторы,
конденсаторы, болты, гайки, подшипники, шестерни и т. п.
Группу 5 составляют ремонтируемые изделия, например,
технологическое оборудование, сельскохозяйственные и транспортные машины, различные приборы, кино- и фотоаппаратура,
швейные изделия, мебель и т. п.
Исходная номенклатура групп показателей качества продукции выбирается с помощью таблицы их применяемости
(табл. 2).
Таблица 2
Группы продукции
ремонсырьё
и
расходуе- неремонтируетируемые
Наименование групп показателей природное материалы мые изде- мые
и продукты
изделия
качества продукции
топливо
лия
изделия
1 . Показатели назначения
группа 2
группа 3
группа 4
группа 5
2
3
4
5
6
+
+
+
+
+
безотказности
–
–
–
+
+
долговечности
–
–
–
+
+
ремонтопригодности
–
(+)*
(+)*
–
+
сохраняемости
+
+
+
+
+
2. Показатели надежности:
62
1
группа 1
68
Продолжение табл. 2
1
2
3
4
5
6
–
(+)
+
+
+
4. Эстетические показатели
(+)
(+)
+
+
+
5. Показатели технологичности
+
+
+
+
+
6. Показатели транспортабельности +
+
+
+
+
7. Показатели унификации
–
–
(+)
+
+
8. Показатели патентно-правовые
–
(+)
+
+
+
9, Экологические показатели
(+)
(+)
(+)
(+)
10, Показатели безопасности
(+)
(+)
(+)
(+)
(+)
(+)
63
3. Показатели эргономические
64
В этой таблице звёздочка означает, что вместо показателей
ремонтопригодности для продуктов и материалов применяют показатели восстанавливаемости; знак «+» означает применяемость,
знак «–» – неприменяемость, знак«(+)» – ограниченную применяемость соответствующих групп показателей качества продукции.
Из табл. 2 следует, что уровень качества продукции группы
1 может быть определён с учётом семи групп показателей, а уровень качества продукции группы 5 – с учётом 10 и т. д. Выбор
конкретных показателей качества продукции каждой группы
проводится на основе НТД (стандартов и методик) с учётом требований потребителей, назначения и условий использования продукции.
Следующим этапом уровня качества продукции является
определение значений выбранных показателей. При этом в зависимости от способа получения информации о численных значениях показателей качества продукции различают: измерительный, регистрационный, расчётный и органолептический методы.
4.3. Оценка технического уровня и качества продукции
Необходимость оценки уровня качества металлургической
продукции возникает при её планировании, аттестации и контроле, а также в других случаях, например, при выборе наилучшего
варианта продукции или анализе причин изменения её качества.
Единые правила оценки уровня качества продукции детально изложены в РД 50-149–79 «Методические указания по
оценке технического уровня и качества промышленной продукции».
Вся продукция металлургического производства относится к
первому классу – продукции, расходуемой при использовании.
Оценка уровня качества продукции является основой для
выработки необходимых управляющих решений в системе управления качеством. В общем случае оценка состоит из следующих этапов (ГОСТ 15467–79):
– выбор номенклатуры показателей качества и обоснование
ее необходимости и достаточности;
– выбор и разработка методов определения значений показателей качества;
70
– выбор базовых значений показателей и исходных данных
для определения фактических значений показателей качества
продукции;
– определение фактических значений показателей и их сопоставление с базовыми;
– сравнительный анализ вариантов возможных решений и
нахождение наилучшего;
– обоснование рекомендаций для принятия управляющего
решения.
Цель оценки качества продукции на стадии её изготовления
заключается в определении меры соответствия фактических значений параметров и показателей качества изготовленной продукции до начала её эксплуатации или потребления установленным
требованиям чертежей, стандартов, технических условий и другой НТД. Мерой указанного соответствия принято считать коэффициент дефектности, который представляет собой характеристику средних потерь, связанных с наличием дефектов (выраженных в рублях или условных единицах – баллах), приходящихся на
единицу продукции, и определяется по формуле
D = 1/n ∑zidi,
(11)
где m – число видов дефектов, встречающихся в рассматриваемой
продукции; di – количество дефектов i-того вида в выборке; zi –
коэффициент весомости дефекта i-того вида, выраженный в рублях при стоимостной оценке потерь или в баллах при относительной оценке потерь; n – объём выборки, по которой устанавливается коэффициент дефектности.
Цель оценки качества продукции в эксплуатации заключается в определении меры соответствия требованиям НТД
фактических значений параметров и показателей качества продукции в процессе использования. Эта оценка проводится для
выявления путей более полного использования всех полезных
свойств продукции, заложенных при её создании. Существенной
особенностью оценки качества продукции в процессе эксплуатации является необходимость учёта фактора морального старения.
4.4. Методы оценки уровня качества продукции
71
В основе оценки уровня качества продукции лежит сравнение совокупности показателей качества этой продукций с соответствующей совокупностью показателей качества базового
образца (совокупностью базовых значении показателей).
За базовый образец принимают совокупность реально достигнутых значений показателей качества продукции, принятых
для сравнения.
От выбора базового образца в значительной степени зависит
результат оценки уровня качества продукции. Поэтому следует
тщательно, всесторонне и продуманно подходить к выбору базовых образцов. Использование устаревших и технически несовершенных образцов приводит к искажённой, необоснованно завышенной оценке уровня качества продукции. Базовыми образцами
могут служить:
– на стадии разработки – продукция, отвечающая реально
достижимым перспективным требованиям (перспективный образец, и планируемая к производству продукция, показатели которой заложены в техническом задании, техническом или рабочем
проектах);
– на стадии изготовления – продукция, выпускаемая, в РФ
или за рубежом, показатели качества которой в момент оценки
отвечают самым высоким требованиям, и государственные, республиканские стандарты, технические условия, международные
стандарты, регламентирующие оптимальные значения показателей качества продукции.
Установленная номенклатура показателей качества базового
образца должна соответствовать номенклатуре показателей качества оцениваемой продукции. Методы определения значений показателей качества и единицы их измерения для базового образца
и оцениваемой продукции должны быть идентичными, чтобы
обеспечить их сопоставимость.
Выбор базовых образцов для отдельных видов продукции
проводится центральными и головными конструкторскими организациями, головными и базовыми организациями по стандартизации.
Оценка уровня качества может проводиться как для однородной продукции (например, продукция одного вида и назначе-
72
ния), так и для разнородной, выпускаемой предприятием, отраслью.
Значения показателей качества базового образца заносят в
карту технического уровня и качества продукции (ГОСТ 2.116–
84).
Для оценки уровня качества однородной продукции применяют дифференциальный, комплексный и смешанный методы.
Дифференциальным называется метод оценки уровня качества продукции, основанный на использовании единичных показателей её качества. При этом методе рассчитываются относительные показатели качества q по следующим формулам:
q1 = Pi/Piσ
(12)
q1 = Piσ /Pi
(i = 1,…,n,)
(13)
где Рi – значение i-гo показателя качества оцениваемой продукции;
Piσ – значение i-гo базового показателя;
n – количество показателей качества продукции, используемых для оценки.
Одну из двух формул выбирают в зависимости от того, увеличению или уменьшению относительно базового показателя отвечает улучшение качества продукции. Например, относительный показатель для производительности, мощности, энерговооруженности изделий и т. п. вычисляют по формуле (12), так
как увеличение значения единичного показателя указывает на
улучшение качества продукции. Относительный показатель материалоемкости, содержания вредных примесей и т. п. рассчитывают по формуле (13), так как в этом случае улучшение качества
продукции определяется уменьшением значения единичного показателя.
В результате оценки уровня качества продукции дифференциальным методом принимают следующие решения:
– уровень качества оцениваемой продукции выше или равен
нулю относительно базового образца, если все значения относительных показателей больше или равны единице;
– уровень качества оцениваемой продукции ниже уровня базового образца, если все значения относительных показателей
меньше единицы.
73
В случаях, когда часть значений относительных показателей
больше или равна единице, а часть – меньше единицы, следует
применять комплексный или смешанный метод оценки уровня
качества продукции.
Комплексный метод оценки уровня качества продукции основан на применении обобщённого показателя качества продукции, который представляет собой функцию от единичных
(групповых комплексных) показателей качества продукции.
Обобщённый показатель может быть выражен:
– главным показателем, отражающим основное назначение
продукции;
– интегральным показателем качества продукции;
– средним взвешенным показателем.
Во всех случаях, когда это возможно, для оценки используется главный показатель, который наиболее полно отражает
основное назначение продукции. Главный показатель в большинстве случаев бывает функционально связан с исходными показателями. Так, главный показатель оборудования для термообработки, учитывающий его производительность, технологические
возможности и энергозатраты, определяется по формуле.
P = VT / Wm;
где V – рабочий объём, м3; Т – температура в рабочем объёме, °С;
m – масса загрузки, кг; W – потребляемая энергия, кВт.
Интегральный показатель применяют, если установлены полезный эффект и суммарные затраты при изготовлении и эксплуатации изделия.
В тех случаях, когда невозможно определить главный и интегральный показатели качества, для оценки уровня качества
продукции применяют средневзвешенный показатель, который
находится по формуле:
Q = ∑mi (Q)qi
(14)
где qi – относительный показатель качества, вычисляемый по
формулам (12) и (13); mi(Q) – параметр весомости 1-го показателя, входящего в обобщённый показатель Q; i = 1, 2,…,n – число
показателей, составляющих средний взвешенный показатель качества продукции.
74
В том случае, когда параметры весомости удовлетворяют
условиям ∑mi = 1 они называются коэффициентами весомости.
От нормирования параметров весомости не зависит принятие решения об уровне качества продукции, т. е. результат оценки. Значения параметров (коэффициентов) весомости чаще всего определяют экспертным методом.
Смешанный метод оценки показателей качества продукции
основан на совместном применении единичных и комплексных
(групповых) показателей и применяется в случае:
- когда совокупность единичных показателей качества является достаточно обширной и анализ значений каждого показателя дифференциальным методом не позволяет получить
обобщённых выводов;
- когда комплексный показатель качества в комплексном
методе недостаточно полно учитывает все существенные свойства продукции и не позволяет получить выводы относительно
некоторых определённых групп свойств.
При смешанном методе оценки уровня качества продукции
необходимо выполнить следующие действия:
- часть единичных показателей объединить в группы, и для
каждой группы определить соответствующий комплексный
(групповой) показатель. Отдельные, как правило, важные показатели допускается не объединять в группы, а применять их при
дальнейшем анализе как единичные;
- на основе полученной совокупности комплексных и единичных показателей оценивают уровень качества продукции
дифференциальным методом.
Для примера оценим смешанным методом уровень качества
применяемого в металлургии грохота ГЦЛ (табл. 3)
Приведенные в таблице первые восемь единичных показателей могут быть объединены в интегральный показатель по
формуле
J = (W*Tср*Kи) / (C1*C2*Kи*To+C3*Tв).
(15)
Для оценки технического уровня грохота смешанным методом берут только три относительных показателя: относительный интегральный показатель
qio = 1,52/1,28 = 1,19;
(16)
75
относительный показатель площади просеивающей поверхности
qк.п.п. = 1,12;
(17)
относительный показатель уровня шума
qк.ш. = 0,98.
(18)
Из полученных результатов видно, что технический уровень
оцениваемого грохота выше базового уровня, поскольку два из
трёх значений относительных показателей больше единицы, а
третье значение относительного показателя (уровень шума), хотя
и несколько меньше единицы, но не превышает допустимого значения.
Таблица 3
Значения единич- ОтносиНаименование единичОбозна- ных показателей тельные
ных показателей и их
чение
показатели
грохота
размерность
базового
ГЦЛ
1 . Производительность,
W
630
700
0,90
т/ч
2 Срок службы до первого капитального ремонта, Тср
10,5
11,0
0,95
мес.
3. Наработка на отказ, ч То
550
500
1,10
4. Среднее время восстаТв
3,5
4,0
1,14
новления, ч
5. Коэффициент техниКи
0,984
0,990
0,99
чен кого использования
6. Оптовая цена, у.е.
С1
3200
3500
1,13
7 Средняя стоимость одного часа эксплуатации, С3
у.е.
0,40
0,45
1,14
8. Средняя стоимость одного часа простоя из-за С3
ремонта, у.е.
500
560
1,12
76
9, Отношение площади
просеивающей поверхноК
сти к общей площади пл
грохота
10. Уровень шума, дБ
(допустимый
уровень Кш
шума Кш.доп.= 90 дБ)
0,9
0,8
1,12
87
84
0,98
Карта технического уровня и качества продукции (КУ) по
ГОСТ 2.116–84 является основным документом, в котором содержатся все сведения о техническом уровне изделия, приведены
показатели его качества и результаты оценки качества изделия.
Карта используется при определении целесообразности дальнейшей разработки и постановки продукции на производство, а также при аттестации и принятии решения о модернизации, снятии с
производства или эксплуатации продукции.
Карта разрабатывается с начала проектирования нового изделия и дополняется на всех последующих этапах. На этапе завершения технического проекта КУ должна содержать сведения о
техническом уровне и качестве продукции, которые могут корректироваться в процессе испытаний и постановки её на производство.
Оценка уровня качества разнородной продукции проводится
путём определения индексов качества, которые делятся на средние взвешенные геометрические и средние взвешенные арифметические. Средний взвешенный арифметический индекс качества
определяется по формуле
Ua = ∑αkqk ,
(19)
где qk – относительный единичный показатель k-гo вида продукции
qk = Pk / Pk.б ,
(20)
где Рк – единичный или комплексный показатель качества k-ro
вида продукции; Рк.б – базовый показатель качества k-го вида
продукции; М – число различных видов продукции; а – относительный планируемый объём k-гo вида продукции (коэффициент
весомости)
αk = Ck / ∑Ck ,
(21)
77
где Сk – планируемый объём выпуска k-го вида продукции в денежном выражении.
Пример. Требуется оценить качество выпускаемой заводом
продукции по результатам её аттестации и сравнить показатели
качества реализуемой продукции по месяцам одного квартала.
Оценка производится с помощью среднего взвешенного
арифметического индекса качества. Коэффициенты весомости
определяются по формулам
αв = Cв / C∑ ; α1 = C1 / C∑ ,
(22)
где Св, С1, – объём продукции в денежном выражении (в оптовых
ценах) соответственно высшей и первой категории за данный период.
При расчёте индекса качества U принимаются следующие
условия: базой для сравнения является продукция высшей категории; относительный показатель качества продукции высшей
категории qв = 1; относительный показатель качества продукции
первой категории q1 =0,5. При этих условиях средний взвешенный арифметический индекс качества вычисляют следующим
образом:
U = (Cв / C∑)*qв + (C1 / C∑)*q1 ;
U = Cв / C∑ + 0,5(C1 / C∑) ;
(23)
U = αв + 0,5 α1
Месяц
пуска
Апрель
Май
Июнь
вы- Св,
тыс. руб
300
400
450
С1,
тыс. руб
600
700
С∑,
αв
тыс. руб
900
0,33
1100
0,36
α1
750
1200
0,62
0,37
0,66
0,64
Индексы качества по месяцам имеют следующие значения:
в апреле
-Ua = 0,33 + 0,5 0,56 = 0,66;
в мае
-Uм=0,36 + 0,5 0,64 = 0,68;
в июне
-Uи = 0,37 + 0,5 0,62 = 0,68
78
Необходимые сведения о продукции: назначение, краткая
характеристика, данные о заложенных показателях качества, о
базовых показателях, об аналогах, об источниках информации
(стандартах, периодических изданиях, патентах, фирменных проспектах и т. д.) вносятся в специальный документ, которым является карта технического уровня и качества продукции (карта
уровня). Содержание и правила выполнения карт устанавливает
ГОСТ 2.116–84.
4.5. Классификация показателей качества продукции
Показатели качества продукции классифицируются в соответствии с РД 50-149–79 по различным признакам (табл. 4).
Таблица 4
Классификация показателей качества продукции
Признак
Группа показателей качества продукции
классификации
1. По характери- Показатели назначения; экономного использозуемым свойст- вания сырья, материалов, топлива и энергии;
вам
надёжности (безотказности, долговечности, ремонтопригодности, сохраняемости); технологичности, транспортабельности, стандартизации
и унификации; патентно-правовые показатели,
экологические, эргономические и эстетические
безопасности
2. По способу Показатели, выраженные в натуральных (кг, м и
выражения
др.), безразмерных (баллы), стоимостных единицах
3. По количе- Единичные, комплексные показатели (группоству характери- вые, обобщённые, интегральные)
зуемых свойств
4. По примене- Базовые и относительные значения показателей
нию для оценки
5. По стадии Прогнозируемые, проектные, производственопределения
ные, эксплуатационные
значений показателей
79
Для продукции металлургического производства обязательными являются показатели назначения. Они подразделяются
на общие и специальные. Общие показатели обязательны для
всех видов продукции отрасли, в то время как специальные –
только для отдельных её видов.
К общим относятся показатели, характеризующие форму,
геометрические размеры, внешний вид, химический состав (марку) продукции. Показателями, характеризующими форму, геометрические размеры и внешний вид продукции, могут быть: допускаемые отклонения от основных размеров, длина, кривизна,
плотность, состояние кромок, концов и т. д.; гранулометрический
состав (размер кусков или частиц, массовая доля фракций, количество мелочи и т. д.); состояние поверхности (класс чистоты,
шероховатость,
наличие
окалины).
Показателями,
характеризующими химический состав, являются: содержание основного элемента; содержание вредных примесей; допускаемые
колебания содержаний основных элементов и т. д.
К специальным показателям относятся: показатели физикохимических свойств металлов и сплавов, макро- и микроструктуры; содержание неметаллических включений и др.
Не менее важными показателями качества металлопродукции являются показатели технологичности. Они характеризуют
свойства продукции, определяющие возможность снижения затрат трудовых, материальных, энергетических и других видов ресурсов на её создание и применение. Порядок и методы выбора и
применения показателей технологичности, их определение устанавливают: ГОСТ 15467–79, ГОСТ 14.201–83 и РД 50-149–79.
Показатели технологичности подразделяются на основные и
дополнительные. Для всех без исключения видов промышленной
продукции основными показателями технологичности являются
показатели трудоёмкости и материалоёмкости.
Наряду с основными могут быть применены и дополнительные показатели технологичности. Например, для технических объектов в качестве дополнительных показателей применяются показатели унификации конструктивных элементов,
коэффициент сборности (блочности) изделий и др.
Показатели технологичности используются при планировании, прогнозировании и оценке технического уровня и качества
80
продукции, эффективности её создания и применения, а также
при совершенствовании методов и средств производства. Они отражаются в стандартах, технических условиях и картах уровня.
Базовые показатели технологичности систематически обновляются и постоянно поддерживаются на уровне показателей
качества лучших отечественных и зарубежных образцов продукции.
5. УСТАНОВЛЕНИЕ ЦЕЛЕЙ В ОБЛАСТИ КАЧЕСТВА
Под управлением качеством понимается постоянный, планомерный, целеустремленный процесс воздействия на всех уровнях на факторы и условия, обеспечивающие создание продукции
оптимального качества и полноценное ее использование. Целью
планирования качества продукции является обеспечение ее качества, соответствующего установленным нормам и параметрам,
разработанным с учетом требования рынка. В основе планирования должно находиться научно обоснованное прогнозирование
потребностей внутреннего и внешнего рынка.
Если политика руководства в области качества в рамках
TQM является первичной по отношению к планированию качества, признается и понимается на предприятии в качестве стратегической задачи, то следующим существенным шагом представляется формулирование (установление) оперативных целей.
В любом случае первичной целью является стратегия качества
предприятия как основа успешности бизнеса. При разработке
стратегии необходимо использовать совокупность методов и инструментов менеджмента. При проведении работ по стратегическому планированию необходимо выделить следующие
направления:
оценку привлекательности бизнеса;
изучение конкурентов с применением бенчмаркинга;
анализ сегментирования рынка;
оценку рыночной позиции предприятия;
анализ существующего портфеля продукции;
стратегический анализ факторов развития;
оптимизацию ресурсов.
81
В результате проведения всего комплекса работ и определения стратегии качества можно переходить к формулированию
оперативных целей предприятия. При этом формулируемые цели
должны:
быть точно определены, однозначны, понятны и не противоречить друг другу;
определяться во времени;
документироваться;
быть ясными в сочетании с другими целями;
быть реалистическими, достижимыми, побуждающими к
действию;
быть ощутимыми, т. е. достижение цели должно быть измеримо или описано (количество, специфика и др.).
Особое внимание должно быть уделено структурированию
целей (рис. 10) [9]. По возможности цель должна быть определена количественно. Например, общая формулировка: «Улучшение
качества через снижение норм несоответствий», не является достаточно точно описанной целью, а понимается не более как общая постановка задачи. Цель должна формулироваться более подробно: «сокращение нормы несоответствий в приборе „В" с 2,5
до 1,5 % в течение шести месяцев». При такой формулировке не
будут возникать дополнительные вопросы по целям, не будет
тратиться время на их выполнение.
Формулирование оперативных целей, вытекающих из стратегических, может 6ыть реализовано с помощью опроса по карточкам или устного интервьюирования сотрудников. За основу
при проведении опроса могут быть предложены вопросы: «Что
мы понимаем под стратегической целью?», «Определите проблемы предприятия (проекта, процесса)» и др.
Политика
качества
предприятия
Стратегия
качества
Цели каче-
Политика
качества
Сфера
деятельности
82
Рис. 10. Структурирование целей политики качества
по отдельным уровням и областям (сферам)
Определение оперативных целей должно опираться на использование количественных показателей, которые могут быть
получены из ответов на вопросы: «Каким образом мы увидим
(или определим) наши успехи?», «Каких показателей добьется
предприятие, когда цель будет достигнута?» и т. п.
83
Если перевести рассмотрение целей в практику предприятия, то можно отметить, что главной целью деятельности предприятия является стабильное обеспечение качества продукции и
услуг, которые удовлетворяют требованиям и ожиданиям потребителей.
На основе главной цели конкретизируются цели, которые
относятся к таким ключевым свойствам качества, как, например,
функциональная пригодность, безопасность и надежность, эксплуатационные характеристики. Одной из конкретных целей является минимизация рисков и потерь вследствие возможности
выпуска продукции не соответствующей полностью требованиям
рынка. Если на предприятии отсутствуют четко сформулированные общие цели в области качества, это приводит к тому, что
каждое подразделение начинает преследовать собственные цели,
а общие цели трактовать в своем понимании.
Важнейшей задачей предприятия является не только определение стратегических и оперативных целей, но и установление
последовательности проведения мероприятий и их взаимосвязь
для достижения поставленной цели. Определение последовательности и организацию взаимосвязей целей наиболее целесообразно проводить при использовании семи новых инструментов менеджмента (диаграмма сродства, диаграмма отношений; Диаграмма дерева, матричная диаграмма, диаграмма «портфеля»,
план «проблема – решение», план-сетка), предложенных японскими учеными. Взаимосвязь семи новых инструментов представлена на рис. 11.
Важным моментом установления целей является процесс
согласования цели. Процесс согласования целей ориентируется на
модель контура целей (рис. 12). Контур целей является замкнутой
структурой и состоит из семи шагов. Шаги 1, 2, 3 не требуют
объяснения.
Определение критериев успеха (шаг 4) производится после
каждого согласования целей (главных, второстепенных, частных). На деловом уровне получают технически измеряемые критерии, на основании которых можно определить успех, а на
уровне отношения получают описательные критерии, осознание
которых повышает восприятие межчеловеческих процессов.
84
Рис. 11. Взаимосвязь семи инструментов менеджмента [1]
85
Рис. 12. Контур целей
На шаге 5, после оценки критериев успеха, происходит совместная разработка плана действий, который должен быть реалистичным, контролируемым и распределенным согласно приоритетам. Прежде чем он будет реализован, надо на шаге б создать
предпосылки для проведения мероприятий для достижения поставленных целей.
На шаге 7 осуществляется обратная связь. На этом этапе
также необходимо определить прогресс в достижении поставленных целей и, если это необходимо, провести корректировки по
отдельным целям.
Критериями обратной связи являются:
плац действий и плановые сроки в качестве основы;
сравнение плановых и фактических показателей, выполнение предъявляемых требований;
соблюдение делового уровня и уровня отношений, количественно (цифры) и описательно (факты);
умеренная похвала положительных элементов, демонстрация признания;
умеренная критика отрицательных элементов, критика
дела,
но не личности;
определение стимулирующих и сдерживающих факторов;
корректировка действий для избежания ошибок в будущем.
86
5.1. Планирование качества
Под планированием качества продукции понимается процесс разработки и принятия обоснованных заданий по выпуску
продукции с требуемыми значениями показателей, качества на
заданный момент времени или в течение заданного промежутка
времени.
Планирование качества – всеобъемлющий процесс, который
должен осуществляться на разных уровнях управления и этапах
жизненного цикла изделий, включая проектирование, производство и эксплуатацию. Планы повышения качества должны быть
обеспечены
необходимыми материальными, финансовыми и трудовыми
ресурсами, а планируемые показатели качества и мероприятия по
его повышению необходимо тщательно обосновывать расчетами
экономической эффективности.
Главными задачами планирования качества продукции являются:
обеспечение выпуска продукции с максимальным соответствием ее свойств существующим и перспективным потребностям рынка;
повышение технического уровня и качества продукции до
уровня лучших отечественных и зарубежных образцов;
установление экономически оптимальных заданий по повышению качества продукции с точки зрения их ресурсного обеспечения и запросов потребителей;
усовершенствование структуры выпускаемой продукции
путем оптимизации ее типоразмерного ряда;
увеличение выпуска сертифицированной продукции;
улучшение отдельных потребительских свойств уже выпускаемой продукции (надежность, экономичность; эргономичность и др.);
своевременное сокращение выпуска или снятие с производства морально устаревшей и неконкурентоспособной продукции;
увеличение экономической эффективности производства
и использования продукции улучшенного качества.
87
Важными принципами планирования качества продукции
являются:
непрерывность, обусловленная постоянным повышением
конкурентоспособности продукции, в результате чего планирование качества рассматривается не как единичный акт, а как постоянно возобновляющийся процесс составления планов повышения качества;
научная разработка планов, предполагающая учет и планирование новейших достижений науки и техники;
экономичность путей достижения целей, связанных с
максимумом получаемого эффекта;
координация (по горизонтали) и интеграция (по вертикали) плановой деятельности. В результате процесс внутрифирменного планирования качества приобретает необходимые, целостность и единство.
Любой план останется на бумаге, если не будут созданы
надлежащие условия для его выполнения. Планирование качества
продукции предприятия должно быть основано прежде всего на
тщательном изучении текущего и перспективного спроса на его
продукцию, анализе отзывов потребителей о ее поведении в эксплуатации, проработке договоров с заказчиками.
Планы повышения качества должны учитывать также результаты сертификации продукции, прогрессивные требования
действующих стандартов и технических условий, результаты
НИОКР, патентные материалы, лицензии, данные НТИ, требования потребителей.
Планируемые задания и обязательства по повышению качества Продукции должны быть согласованы с другими разделами
планов предприятия, а также обеспечены материальными, трудовыми и финансовыми ресурсами.
Планируемые изменения себестоимости продукции, прибыли, рентабельности производства, численности работников, их
заработной платы, суммы капитальных вложений и др., связанные с проведением
мероприятий по повышению качества продукции, должны
быть подтверждены соответствующими расчетами.
Процесс взаимодействия с внешней средой также необходимо согласовывать с политикой в области качества на предприя-
88
тии. Для того чтобы обеспечить предусмотренное в планах улучшение качества собственной продукции, предприятие должно
требовать от своих поставщиков соответствующего улучшения
качества поставляемого сырья и комплектующих изделий.
В состав плана предприятия по повышению качества продукции могут, входить как отдельные показатели, так и целевые
комплексы мероприятий, направленных на улучшение качества.
Системный подход к планам качества. Сложность исследования процесса планирования качества обусловлена необходимостью обращения к научным методам, одним из которых является системный подход, позволяющий объективно выбрать масштабы и направления управления качеством, виды продукции,
формы и методы производства, обеспечивающие наибольший
эффект усилий и средств, затраченных на повышение качества.
Системный подход к планированию качества позволяет заложить
научные основы промышленного предприятия и планирующих
органов.
Планирование в широком смысле – это прежде всего процесс выработки и принятия решений, позволяющих обеспечить
эффективность функционирования и развития предприятия в будущем. Эти решения не разрозненны, а образуют целостную систему, в рамках которой взаимно влияют друг на друга, что вызывает на практике значительные трудности, обусловленные
необходимостью их «увязывания». Такая «увязка» позволяет
обеспечить оптимальное сочетание решений.
Планирование в узком смысле – это составление специальных документов-планов, определяющих конкретные шаги предприятия по повышению качества продукции в рамках предстоящего периода.
Объектами планирования качества являются:
цели и стратегии предприятия по завоеванию той или
иной рыночной позиции;
параметры качества продукции, позволяющие повысить
ее конкурентоспособность;
прогнозы рыночных тенденций качественных характеристик продукции и планы по достижению показателей в соответствии с данными тенденциями.
89
Одним из важнейших направлений планирования качества
продукции на предприятии является внутрипроизводственное
планирование. Его задачи заключаются:
в формулировании цели его деятельности и конкретных
за-дач, с помощью которых они достигаются;
создании необходимой основы для перестройки структуры фирмы и системы ее управления;
создании основы для координации деятельности работников в процессе достижения этих целей;
обеспечении выбора наилучшего варианта решения;
формировании системы стандартов и показателей, с помощью которых происходит оценка результатов деятельности
фирмы и поощрение наиболее отличившихся сотрудников.
При составлении планов повышения качества по каждому
структурному подразделению следует исходить из утвержденного в плане предприятия уровня показателей качества. Поэтому
для структурных подразделений в зависимости от их специфики
необходимо устанавливать конкретные задания по повышению
качества.
Особое внимание следует уделять планированию качества в
основных цехах, так как именно здесь происходит технологический процесс изготовления продукции. Планы основных цехов
должны содержать задания по повышению качества заготовок,
деталей и сборочных единиц в соответствии с производственным
процессом данного цеха.
Для каждого цеха вспомогательного производства целесообразно планировать как показатели, так и мероприятия, которое
должны обеспечить высокое качество продукции в цехах основного производства. Если качество продукции и качество работы
цехов нельзя выразить относительно небольшим числом показателей, следует использовать коэффициенты качества, уровень которых зависит от выполнения большого количества мероприятий
по повышению качества изготовляемых изделий.
Наряду с планами повышения качества продукции для цехов «участков целесообразно составлять соответствующие планы
для функциональных отделов и служб, в том числе конструкторского отдели и отдела главного технолога.
90
Следует отметить, что во внутрипроизводственном планировании большое значение имеет качество работы. Сюда можно
отнести и долю продукции, сданную с первого предъявления,
снижение потерь от брака, сокращение числа рекламаций и возврата изделий из цехов-потребителей.
Средства планирования качества. К ним относятся нормативное, методическое и иное документационное обеспечение,
используемое органами и лицами, управляющими процессом
планирования в системах управления качеством. К составу
средств планирования качества можно отнести следующие:
политику повышения качества продукции, провозглашающую основные направления повышения качества продукции;
программы, стратегии, планы повышения качества продукции;
банк нормативной документации, регламентирующей показатели качества продукции и организующей выполнение специальных функций управления качеством;
метрологические средства» включающие государственные эталоны физических величин, образцовые и рабочие средства измерений;
государственную службу обеспечения единства измерений (ГСИ);
государственную службу стандартных справочных данных о свойствах веществ и материалов (ГССД).
Политика повышения качества продукции предприятия
формируется в официальном документе, утвержденном высшим
руководством. Этот документ подтверждает и представляет отношение руководства к проблеме качества. По этому документу
можно судить о том месте, которое сейчас занимает предприятие
среди производителей аналогичной продукции.
О политике в области качества можно судить и по отношений предприятия к потребителю. Отсутствие политики в этой области делает предприятие неконкурентоспособным. В концепции
ИСО 9000 политика в области качества выступает как базис самой системы качества и тесно связана со стратегией предприятия.
Стратегия в области качества – один из главных ориентиров в деятельности предприятия.
91
Контроль и анализ политики по качеству возлагаются на руководство предприятия. При этом могут быть использованы европейские критерии качества:
непосредственное участие руководителей в движении
предприятия по пути внедрения методов TQM;
влияние руководителей на состояние культуры качества;
своевременное признание и оценка руководителями усилий; и успехов отдельных работников и групп;
поддержка руководителями деятельности в области качества путем обеспечения соответствующими ресурсами и оказания
помощи и т.д.
Наряду с политикой и стратегией повышения качества продукции особую роль играют такие средства планирования, как
документационное обеспечение внедрения системы управления
качеством. Основными плановыми документами при этом являются техническое задание на разработку и внедрение системы
менеджмента качества (СМК), а также технический и рабочий
проекты системы.
В России планирование качества продукции уже имеет
определенный опыт. Обращаясь к опыту российских предприятий по улучшению качества продукции, можно увидеть, что одна
из главных причин и неудач в решении данной проблемы состоит
в том, что не должным образом организована как подготовка кадров по вопросам управления и обеспечения качества продукции,
так и их профессиональная переподготовка на предприятиях.
Сравнение с другими странами убеждает, что существует
острая необходимость создания в России условий для приобретения всеми работающими глубоких знаний и устойчивых навыков
по изготовлению высококачественной продукции.
5.2. Программа качества
Программа качества – это описание системы для управления
изделиями и процессами. Одна программа качества может применяться
К группе или семейству продукции, изготовленной одним
процессом в одном производстве. В сущности, программа качества описывает действия, требуемые на каждой фазе процесса,
92
включая действия на входе, в самом процессе и на его выходе, и
периодические требования обеспечения того, чтобы все выходы
процесса были под управлением.
В ходе регулярного производства партий изделий программа качества предоставляет методы наблюдения процесса и
управления им, которые должны использоваться для управления
характеристиками продукции или процесса. Программа качества
поддерживается и используется на протяжении всего жизненного
цикла продукции. Вначале ее главная цель – документировать и
описывать первоначальный этап управления процессом. Затем
она используется для управления процессами производства и гарантии качества продукции. Программа качества фиксирует ресурсы на процессах и продукции, связанные с характеристиками,
важными для потребителя. Правильное распределение ресурсов
по этим главным позициям помогает снизить затраты с минимальными рисками в качестве. Программа качества дает письменное общее описание систем, используемых для минимизации
вариабельности и изменчивости процессов и продукции. Программа может быть выполнена также в табличной или графической форме.
Программа качества охватывает три отдельные фазы жизненного цикла изделия:
1 разработку образца (прототипа) – описание размерных
измерений и испытаний материалов и характеристик, возникающих при создании образца;
2 подготовку запуска в производство описание размерных измерений и испытаний материалов и характеристик, которые возникают после создания образца и до полного производства;
3 производство – исчерпывающая документация, касающаяся характеристик процессов, управления процессов, испытаний и измерительных систем, которые возникают при массовом
производстве.
В нашем случае применена табличная форма описания программы качества в соответствии со стандартом ISO/TS 169492002. Форма таблицы программы качества приведена на рис. 13
[1].
93
Рис. 13. Таблица программы качества
94
Поясним, как заполняются некоторые графы рис. 13. Данные для графы 15 обычно берутся из карты потока процесса, для
графы 16 – из диаграммы потока.
В разделе «Характеристики» описываются отличительные
свойства, размер параметра или особенность процесса (компонента). В графе 18 указывают ссылочный номер из применяемых
документов, таких, как диаграмма процесса, анализ FMEA и др.,
в графе 20 – свойства или особенности части, компонента или
сборочной единицы, в графе 21 – характеристики процесса, которые имеют причинно-следственную связь с определяемыми характеристиками продукции, в графе 22 обозначают тип специальных характеристик процесса.
В разделе «Методы» описываются методы – это систематический план использования процедур или других средств для
управления процессом. Данные для графы 24 берут из технической документации, чертежей, анализа проекта, стандарта на материалы, данных компьютерного программирования, производственных требований, в графе 25 указывают приборы, приспособления, оснащение, испытательное оборудование и др., в графе
27 – наименование способов контроля работы на всем цикле технологического процесса, в графе 28 – корректирующие действия,
необходимые для профилактики получения несоответствующей
продукции или работы.
Для примера заполнения таблиц программы качества выбрана фаза производства (см. прил. 4). В приведенных примерах
расписаны следующие процессы – с доминированием:
начальной установки;
машины;
приспособления;
оснащения;
оператора;
материала или компоненты;
предупредительного обслуживания;
климата.
Анализ процесса. Разные типы процессов представляют
разные возможности и трудности для управления и снижения изменчивости. Типы процессов обычно связаны с их наиболее общими причинами изменчивости. Имеется много методов анализу
95
процессов: анализ причин и следствий, анализ дерева связи, планирование экспериментов и др.
Одним из наиболее применяемых методов, анализа процессов является метод причин и следствий, предложенный японским
ученым Исикавой (рис. 14).
Рис. 14. Шаблон диаграммы метода Исикавы
96
На этой диаграмме приведены основные факторы, влияющие на изменчивость процесса, а также отражена петля непрерывного совершенствования процесса, обеспечивающая удовлетворение потребителя.
5.3. Функции качества
Все действия по управлению качеством продукции невозможно проводить без четко работающей системы функционального обеспечения качества на всех этапах жизненного цикла продукции (рис. 15).
Рис. 15. Петля качества по М. Портеру
Планирование качества начинается на этапе маркетинга. На
основании исследований рынка продукции аналогичного назначения (как собственной, так и конкурентной) формируется целый
ряд потребительских требований, которые не нашли полного или
достаточно полного отражения в существующей продукции. Эти
новые требования потребителей совместно с продвинутыми
наработками самого предприятия закладываются в основу технического задания будущей продукции в виде комплекса показателей качества (инженерных характеристик).
Так формируется потребительское качество продукции.
Оно пока существует только на виртуальном уровне, так как
комплекс инженерных характеристик, не выраженный конкретной структурой или компоновкой изделия, может быть реализован множеством вариантов проектной документации.
97
Вместе с тем уже на этапе формирования потребительского
качества руководство предприятия должно объективно оценить
экономические возможности реализации технического задания. И
дело не в том, что нельзя на практике учесть требования потребителей, а в том, что эти же потребители не «купят» заказанное ими
качество, если оно превышает их финансовые возможности.
Теперь можно сформулировать первую функцию качества –
«планирование потребительского качества продукции», т.е. разработка
с учетом рыночной конъюнктуры, потребительских требований к продукции и технического задания на ее проектирование.
Ответственность за потребительское качество несут служба
маркетинга и конструкторское бюро.
Перевод потребительского качества в «проектное» совершается в процессе разработки конструкторской документации.
Именно на этом этапе потребительские требования материализуются в конкретные конструктивные решения. Искусство проектирования заключается в том, чтобы воплотить виртуальный образ потребительского качества в конструкторскую документацию
с наименьшими потерями по качеству.
Это вызвано определенными ограничениями, связанными со
стандартизацией большинства элементов изделия, введением оптимальной доли унификации отдельных узлов и агрегатов для сокращения сроков отработки изделия, соблюдением требований по
охране окружающей среды и безопасности, увязкой точности
размерных сборочных цепей и конфигурации деталей с возможностями конкретного производства и т.д. Простое перечисление
показателей качества свидетельствует о сложности решения проблемы достижения их адекватности в потребительском и проектном вариантах:
показатели, характеризующие функциональное назначение продукции;
показатели-надежности;
эргономические показатели (степень удовлетворения
комфортности системы «человек – машина»);
показатели технической эстетики конструкции;
экологические показатели и др.
98
Эти показатели в своей совокупности определяют базовое
качество изделия, т. е. те характеристики качества, которые в
стандарте ИСО 9000:2000 называются «собственными».
Очевидно, что качество проектирования зависит не столько
от оплаты весьма квалифицированного труда конструкторов или
стоимости операционного оснащения системы автоматизированного проектирования работ (САПР), сколько от искусства конструкторов раз работать предельно точную техническую документацию, позволяющую с минимальными затратами и сроками
обеспечить подготовку производства продукции.
Определим вторую функцию качества – «формирование
проектного качества продукции», т. е. разработка на основании
технического задания проектной документации (с учетом унификации узлов и агрегатов), в максимальной степени обеспечивающей выполнение потребительских требований. Ответственность
за проектное качество несет конструкторское бюро и, в меньшей
мере, технологический отдел.
Важным этапом для обеспечения как качества, так и его
стоимости является этап подготовки производства. На этом этапе
закладываются основные факторы, обеспечивающие бездефектное изготовление продукции: разрабатывается внутренняя нормативная и технологическая документация; формируется система
технического контроле качества процессов и продукции; выбираются поставщики сырья, материалов и комплектующих изделий; производится подготовка персонала к освоению новых технологий; проводится сертификация системы качества (или системы менеджмента качества); осуществляется метрологическое
обеспечение качества; определяется логистическая концепция
производственного цикла продукции и т.д.
Сформулируем третью функцию качества – «обеспечение
качества продукции», т.е. разработка на основании проектной документации па изделие нормативной, технологической и метрологической документации и подбор (или проектирование и изготовление) технологической оснастки и технологического оборудования, отвечающих требованиям проектной документации на
изделие.
Реализация этой функции дает «зеленый свет» началу производства. Ответственность за обеспечение качества несут мно-
99
гие подразделения, в том числе технологический отдел, метрологический отдел, отдел закупок.
Главная задача предприятия на этапе производства добиться
максимального соответствия качества производственных процессов требованиям технической документации. На этом этапе нельзя улучшить базовое качество изделия, но можно и нужно достичь его с минимальными экономическими затратами, т.е. обеспечить приемлемые производственно-технологические показатели качества, которые напрямую характеризуют издержки производства в себестоимости продукции. Как правило, состояние качества производства определяется различными методами контроля.
Четвертая функция качества – «контроль качества», т.е.
оценка (в том числе испытанием) соответствия качества продукции (в том числе покупной), технологических процессов и оборудования требованиям технической документации. Ответственность за качество изготовления продукции несут технологический отдел и производственные цеха.
Длительность процесса изготовления товарной продукции
продолжается до тех пор, пока не начнет снижаться объем продаж, вызванный моральным износом выпускаемой продукции,
т.е. недостаточного соответствия ее характеристик требованиям
рынка. Период производства может исчисляться годами. Самая
большая проблема в это время – не потерять мотивацию персонала к труду и не снизить требования к качеству работы. Наиболее
эффективным фактором стабилизации качества изготовления
продукции является внедрение системы менеджмента качества
этой продукции. Сохранение качества технологических процессов составляет главную задачу персонала.
Особое внимание должно быть уделено соблюдению технологической дисциплины Персоналом, так как нарушения технологических регламентов процессов могут сказаться на величине
затрат не меньше, чем дефекты продукции,
Пятая функция качества – «сохранение достигнутого уровня качества», т.е. проведение мероприятий, позволяющих постоянно отслеживать заданный уровень качества продукции и процессов, соответствующий установленным или изменившимся
требованиям. Ответственность за сохранение качества целесооб-
100
разно возложить на производственные подразделения и службу
качества.
Шестая функция качества логично вытекает из самого понятия стратегического планирования, которое предусматривает совершенствование продукции с целью повышения ее конкурентоспособности. Невозможно удержать завоеванные позиции на
рынке, напринимал мероприятий по постоянному улучшению качества все сфер деятельности и особенно производственной.
Шестая функция качества – «улучшение качества» – заключается в разработке мероприятий (методов, способов, проектов), повышающих существующий уровень качества всех видов
деятельности, влияющих на качество и себестоимость продукции.
Ответственность за улучшение качества лежит на всех без исключения подразделениях предприятия.
Приведенные выше функции можно отнести к основным
функциям качества, так как они отслеживают этапы жизненного
цикла продукции. В то же время есть и общие функции качества,
которые распространяются на всю деятельность предприятия:
мотивации и стимулирования повышения качества труда;
внутрипроизводственного учета и отчетности по качеству;
информационного обеспечения системы управления качеством;
технико-экономического анализа улучшения продукции.
На рис. 16 отражено соответствие функций качества этапам
жизненного цикла изделия.
101
Рис. 16. Соответствие функций качества этапам жизненного
цикла изделия
102
5.4. Основные методы управления качеством
5.4.1. Классификация методов управления качеством
Методы управления качеством представляют собой способы и приемы осуществления управленческой деятельности и
воздействия на управляемые объекты для достижения поставленных целей в области качества. В практике управления качеством используются, в основном, организационно-распоряди–
тельные (административные), инженерно-технологические, экономические и социально-психологические методы. Все они могут
быть классифицированы по различным признакам (табл. 5).
Все указанные методы могут найти применение как при
управлении качеством на всех стадиях жизненного цикла управляемых, объектов (продукции, услуг), так и при улучшении любых видов деятельности.
Наряду с этими способами используется целый спектр методов исследования управления качеством, среди которых широко распространен экспертный метод. Он часто применяется в
практике принятия разнообразных решений именно в области качества.
Таблица 5
Классификация особенностей методов управления качеством
Методы управления качеством
Классифи- организационно– инженерно– экономикационный
распределительтехнологические
признак
ные (администраческие
тивные)
Основной организационный Инженерно– Экономиканал воз- (регламентирова- технологический
действия
ние, стандартиза- ческий (ав- (зарплата,
ция и т.п.)
томатика,
цены и
автоматизат.п.)
ция, механизация и т.п.)
Характер
Прямой
Прямой
Косвенвоздействия
ный
Мотивы по- Необходимость
Смешанные Материведения
соблюдения тре- (соблюдение альный
бований к качетребований
интерес
социально–
психологические
Социальный
(свойства личности, статус
личности,
общность интересов работников и т.п.)
Косвенный
Моральный
(духовный)
интерес
103
ству и наличия
ответственности
за качество
к «выходным» параметрам, материальный
и моральный интерес)
Основа вы- Организационный Инженерно– Технико–
Социально–
боров метоанализ
технический экономи- психологичедов
анализ
ческий
ские исследоанализ
вания
ОграничеСоответствие
Возможно- Соответ- Соответствие
ния при вы- правовым нормам сти техники,
ствие
морально–
боре метои требованиям в
технологии экономиэтическим
дов
области качества
и соответческим
нормам, праствие требо- законам и вилам и требованиям эко- нормативаниям
логии и безвам по
опасности
качеству
5.4.2. Организационно- распорядительные методы
управления качеством
Организационно-распорядительные методы управления качеством осуществляются посредством обязательных для исполнения директив, приказов и других предписаний, направленных
на повышение и обеспечение необходимого уровня качества.
В группу организационно-распорядительных методов
управления качеством следует включать методы:
регламентирования (общеорганизационного, функционального, должностного, структурного);
стандартизации (на основе стандартов различного уровня
и статуса);
нормирования (на базе норм времени, численности, соотносительности, численных величин);
инструктирования (ознакомления, объяснения, совета,
предостережения, разъяснения);
распорядительных воздействий (на основе приказов, распоряжений, указаний, постановлений, контроля исполнения с использованием превентивного и оперативного воздействий и т.п.).
Среди них необходимо отметить: разработку и реализацию поли-
104
тики в области, качества, утверждаемой первыми руководителями организаций; разработку и реализацию СТП, руководств, процедур и другой НТД и НМД по управлению качеством; разработку и внедрение положений о подразделениях и должностных, инструкций; подбор, расстановку, воспитание и аттестацию кадров
по управлению качеством; внедрение передового опыта по
управлению качеством; обеспечение выполнения целевых программ по качеству; приказы и распоряжения по управлению качеством; обеспечение выполнения требований МС, ГОСТ и ТУ;
контроль за исполнением требований НТД, НМД и решений по
управлению и обеспечению качества.
Применение организационно-распорядительных методов
управления качеством обусловливает создание совокупности документов различного статуса. При этом к каждому документу
следует предъявлять исключительно жесткие требования к качеству их содержания, в противном случае данные методы управления качеством не могут полностью реализоваться в практике
управления. В связи с этим к документам по управлению качеством следует предъявлять следующие требования:
логическая последовательность и четкость изложения
информации;
краткость, конкретность, простота и точность формулировок, исключающих возможность неоднозначного толкования;
убедительность аргументации;
информационная выразительность;
достаточность и обоснованность;
небольшой объем;
малоизменчивость (стабильность);
качественная содержательность.
Политика в области качества является одной из важнейших
составных частей управления качеством. Данный документ должен быть первичным в составе документации при использовании
организационно-распорядительных методов управления качеством, это связано с необходимостью принятия ответственности
высшим звеном менеджеров за проведение политики в области
качества, что в принципе становится первоначальным при
.реализации системного управления качеством.
105
При формировании политики предприятия в области качества следует учитывать требования, предъявляемые к ней: руководство должно определять политику в письменной форме, она
подписывается первым руководителем; она должна согласовываться с другими направлениями деятельности предприятия; руководство должно обеспечивать понимание каждым членом коллектива разработанной политики в области качества, неуклонно
ее осуществлять и проводить в жизнь; она должна быть сформулирована таким образом, чтобы ее положения касались каждого
члена трудового коллектива, а не только качества выпускаемой
продукции. Документ, раскрывающий политику в области качества, должен быть кратким, простым, доходчивым и запоминающимся, отражать требования к качеству работы каждого работника.
По существу, приемлемой политикой в области качества
продукции может быть признана та, которая положительно отвечает на ряд вопросов: является ли она краткой; касается ли она
каждого работника коллектива предприятия; установлены ли в
ней стандарты (требования) к качеству работы; охвачены ли в ней
все аспекты качества поставляемой потребителю продукции и
услуг (этот вопрос следует относить также к срокам поставки
продукции, цене, качеству конечных результатов деятельности
предприятия, включая услуги); подписана ли политика в области
качества первым лицом предприятия?
В зарубежной практике политика в области качества формулируется таким образом, что отвечает на многие перечисленные выше вопросы. Например, корпорация «IBM» в подписанную президентом политику в области качества наряду с прочим
включила следующее: «Мы будем поставлять нашим заказчикам
бездефектные, конкурентоспособные товары и услуги точно в
установленные сроки». Анализ этого заявления показывает, что
оно:
1) обращено к каждому работнику корпорации;
2) четко определяет показатели уровня качества работы
(ожидается от каждого поставка бездефектной продукции и услуг
точно в срок, но лучше было бы записать так, чтобы каждый понимал: от него требуется работа без ошибок);
106
3) охватывает все аспекты качества (в том числе цену, срок
поставки и исполнение);
4) подписана первым лицом корпорации.
Один из примеров формулирования политики в области качества зарубежным предприятием приведен ниже.
5.4.3. Инженерно-технологические методы управления
качеством
По существу все инженерно-технологические методы можно подразделить на взаимосвязанные между собой способы
управления качеством технологических процессов и контроля качества выпускаемой продукции, а также на способы их совокупного использования. Современное состояние науки и техники
позволяет осуществлять управление качеством разнообразными
инженерно-технологическими методами, и конкретный их выбор
во многом зависит от свойств управляемого объекта. Все эти методы управления качеством условно можно классифицировать
на автоматические, автоматизированные, механизированные и
ручные.
107
Наиболее приемлем для более полного удовлетворения требований потребителей целенаправленный автоматический метод управления качеством. При использовании этого метода отклонения процессов от заданных параметров и соответствующие
действия (управляющие меры) определяются, вырабатываются и
воздействуют на объект автоматически с помощью технических
устройств. Следует отметить, что данный метод является самым
перспективным как для управления технологическими процессами, так и особенно для технического контроля качества продукции. В последнем случае применение автоматического метода
особенно важно, так как он не позволяет пропускать ни одного
дефектного и бракованного изделия.
Использование автоматического технического контроля качества продукции обязывает изготовителя применять неразрушающие методы контроля. Однако в некоторых случаях могут
применяться на определенных стадиях производства разрушающие способы контроля.
Наряду с указанными способами в практике управления качеством широко используются также статистические методы.
Они представляют собой взаимосвязанный комплекс методов
отслеживания качества на основе статистических данных:
статистическое регулирование;
статистический приемочный контроль;
статистический анализ;
статистическая оценка качества.
Первые два метода можно отнести к основным, которые
непосредственно используются при управлении качеством, а два
последних – как вспомогательные при решении задач двумя
предыдущими.
Для
эффективного
использования
инженернотехнологических методов непереоценимое место занимает метрологическое обеспечение.
При реализации технологических методов управления качеством часто используют графические методы, в том числе метод
контрольных карт. Графики, построенные в виде контрольных
карт, отличаются от обычных наличием специфических линий на
них, которые указывают границы регулирования (контрольные
границы). Контрольные карты используются при контроле каче-
108
ства продукции и регулировании технологических процессов. В
зависимости от вида контроля различают контрольные карты по
количественному (в том числе альтернативному) и качественному признакам. В первом случае используются численные значения показателей качества всей группы единиц продукции, во втором – всю группу единиц продукции делят на несколько подгрупп и решение о контролируемой партии принимают в зависимости от соотношений качества различных подгрупп.
При использовании метода статистического анализа часто
находят применение диаграммы Парето. Он наиболее часто используется при выявлении причин и факторов, позитивно или
негативно влияющих на обеспечение и эффективность управления качеством, наглядно показывая при этом значимость каждой
из причин или фактора в порядке уменьшения. В частности, с
помощью этих диаграмм можно по всем видам брака для конкретной продукции объективно и полно оценить потери предприятия и установить важность тех или иных факторов в показателях
качества продукции (рис. 17).
Рис. 17. Пример диаграммы Парето
Этот метод является также эффективным средством выработки управляющих воздействий в целях обеспечения уровня качества разрабатываемой и изготавливаемой продукции, профилактики и предупреждения брака на производстве.
109
Диаграммы Парето дают возможность объективно показать
фактическое состояние производства на отдельных участках и
решить целый комплекс вопросов, связанных с качеством, в том
числе определить:
число случаев брака по его видам;
суммы потерь от брака;
затраты времени и материальных средств на исключение
брака;
содержание поступающих рекламаций;
число случаев отказа изделий в процессе их транспортирования;
затраты, обусловленные удовлетворением рекламаций и
т.д.
Кроме этого, они позволяют найти суммы по отдельным
статьям
производственной сметы, затраты на производство (сырье и
материалы, вспомогательные материалы, затраты труда) и др.
Следует отметить, что развитие в России рыночных отношений объективно требует более широкого использования экономических методов УК, Это является важнейшим условием выживания и процветания предприятий в рыночных отношениях.
5.4.4. Экономические методы управления качеством
Экономические методы управления качеством реализуются
путем создания экономических условий, побуждающих работников и коллективы подразделений и организаций систематически
повышать и обеспечивать необходимый уровень качества.
К экономическим методам управления качеством относят:
финансирование деятельности в области управления качеством (кредитование разработок новаций, новых и модернизируемых видов продукции; ссуды, определение стоимости, калькуляция, соизмерение затрат и результатов);
хозяйственный расчет в подразделениях системы управления качеством;
экономическое стимулирование производства, распределение и предоставление потребителям продукции и услуг, соответствующих их требованиям;
110
бизнес-планирование создания новых и модернизированных видов продукции и услуг, а также разработка соответствующих для них требований международных стандартов СМК;
ценообразование на продукцию и услуги с учетом их
уровня качества;
образование фондов экономического стимулирования качества, в том числе фондов поощрения и премирования за качество, создание и модернизация продукции, техники и технологии;
применение системы оплаты труда и материального поощрения с учетом качества труда на каждом рабочем месте производственной системы и системы управления в целом;
использование экономических мер воздействия на поставщиков в зависимости от качества поставляемой ими продукции и оказываемых услуг.
Один из примеров использования экономического метода –
материальное стимулирование: в ответ на предварительно авансированное повышение зарплаты можно ожидать более ответственного отношения работника к качеству своего труда, большего энтузиазма и как результат – более высокого качества выпускаемой продукции. Такой подход можно сформулировать
следующим образом: «более высокая зарплата – более высокое
качество продукции». Это противоречит ныне повсеместно используемому подходу «высокая эффективность – высокая зарплата». Тем не менее подтверждением полезности и эффективности
такого подхода могут быть результаты, достигнутые, например,
японской корпорацией «Омрон». Однако опыт этой корпорации
показал необходимость использования данного методического
подхода дифференцированно, проведения всесторонней оценки
труда каждого, недопущения уравнительности и субъективности.
Реализация этого подхода в широком масштабе может в
итоге увеличить спрос и покупательские возможности населения
(в связи с повышением зарплаты), что соответственно увеличивает объемы реализации продукции, валовой доход и массу прибыли предприятий (в том числе и того предприятия, где использован этот метод). Объемы продаж увеличиваются не только из-за
повышения качества продукции, но и за счет уменьшения себестоимости (затем соответствующего снижения цены) и увеличения объемов производства. Все это станет вполне реальным
111
следствием цивилизованных производственных отношений, взаимосвязанных с реализацией данного метода (рис. 18).
Рис. 18. Принципиальная сущность метода оплаты труда «Более
высокая зарплата – более высокое качество продукции»
5.4.5. Социально-психологические методы управления
качеством
Социально-психологические методы управления качеством
основаны на использовании группы факторов, влияющих на
управление протекающими в трудовых коллективах социальнопсихологическими процессами для достижения целей в области
качества.
Среди социально-психологических методов следует отметить следующие:
способы повышения самодисциплины, ответственности,
инициативы и творческой активности каждого члена коллектива,
а также коллективов подразделений по улучшению качества и совершенствованию управления им;
формы морального стимулирования высокого качества
результатов труда;
приемы улучшения в коллективе психологического климата, включающие способы ликвидации конфликтов, рациональ-
112
ного стиля управления качеством, подбора и обеспечение психологической совместимости сотрудников;
способы учета психологических особенностей членов
трудовых коллективов при обеспечении качества;
приемы формирования мотивов трудовой деятельности
членов коллективов, направленных на достижение требуемого
качества;
способы сохранения и развития традиций предприятия по
обеспечению необходимого качества;
приемы вовлечения членов трудовых коллективов в
управление качеством.
Среди методов, применяемых в управлении качеством для
решения многих управленческих задач, очень часто используется
экспертный метод.
5.5. Экспертные методы управления качеством
5.5.1. Сущность экспертных методов и организация работ по их использованию при управлении качеством
Как научный способ экспертный метод был разработан
сравнительно недавно и получил название «Дельфи». В дальнейшем были разработаны другие аналогичные методы, имеющие в
своей основе экспертные оценки. Сначала экспертные методы
использовались, в основном, для решения задач, связанных с прогнозированием в области науки и техники, а затем они стали
применяться в других областях, в том числе в управлении качеством. Это связано с большим числом возникающих при этом виде управления противоречий, которые во многих случаях невозможно разрешить объективными методами. Экспертные методы
также используют в случаях:
невозможности применения моделирования и описания
управляемых объектов формализованными математическими
способами;
отсутствия достаточно достоверной информации;
информационной неопределенности управляемых объектов;
разработки средне- и долгосрочных прогнозов влияния
113
законов и закономерностей на управление качеством;
существования тенденций развития управления качеством и рыночной среды;
наличия экстремальных ситуаций в управлении качеством.
В таких случаях непереоценимое значение приобретает использование профессионального опыта и сформированной на его
основе интуиции специалистов-экспертов.
Экспертный (в том числе и органолептический) метод
предполагает использование мнений экспертов. Термин «эксперт» определяется в дословном переводе с латинского языка как
«опытный». Данный метод следует применять, в основном, в тех
случаях, когда невозможно использовать объективные методы.
Сущность экспертных методов как при решении задач
управления качеством, так и при использовании их в практике
принятия решений в других областях науки, техники и управления заключается в усреднении различными способами мнений
(суждений) специалистов-экспертов по рассматриваемым вопросам. При этом усредненная оценка мнений экспертов К в общем
виде определяется по следующей формуле:
N
К f ( Кij )/N
j 1
(24)
где К ij – оценка, данная j-м экспертом; N – количество экспертов.
К разновидностям экспертных методов с определенной долей условности можно отнести органолептический и социологический.
Органолептический метод основан на использовании
чувств (вкуса, слуха, зрения, обоняния, тактильности) эксперта.
Этот метод применяется при измерении значений показателей
качества, например, продукции пищевой промышленности.
Социологический метод базируется на опросе, сборе и анализе мнений респондентов (например, фактических или потенциальных потребителей). Такой опрос и сбор мнений производится
обычно в письменной форме с помощью анкет или устно (на
конференциях, аукционах, выставках, в учебных заведениях и
т.п.). При использовании этого метода также следует применять
114
научно обоснованные способы опроса, математические принципы сбора и обработки информации.
Основные принципы использования вышеупомянутого метода «Дельфи»:
• осуществление научно обоснованного отбора экспертов,
состав которых должен быть относительно стабильным и рациональным по численности;
• составление четко сформулированных и однозначно воспринимаемых анкет, обеспечивающих принятие суждений оценок экспертами преимущественно в количественной форме;
• обеспечение сбора мнений экспертов при опросе экспертов
должно проводиться в несколько туров (количество туров должно быть достаточным для уточнения вопросов и получения объективных ответов после ознакомления с результатами опроса
каждого тура) без прямых дискуссий и дебатов;
• обоснование экспертами после каждого тура своих суждений при расхождении их с мнением большинства;
• период работы экспертов при участии их во всех турах не
должен превышать тридцати дней;
• проведение после каждого тура статистической обработки,
анализа и обобщения результатов суждений экспертов.
В общем случае метод «Дельфи» направлен на рациональную организацию и создание таких условий для работы экспертов, которые бы обеспечивали согласованную оценку экспертной
группы путем независимого опроса каждого из экспертов в несколько туров с последующим сообщением им результатов
предыдущего тура. В дальнейшем были разработаны другие аналогичные методы, имеющие в своей основе экспертные оценки.
Наиболее распространенными экспертными методами при
классификации по способу получения экспертных оценок в настоящее время при принятии решений по управлению качеством являются следующие:
• метод рангов (ранжирования);
• метод непосредственного оценивания (балльный);
• метод сопоставлений.
Метод сопоставлений имеет две разновидности:
• парного сравнения;
• последовательного сопоставления.
115
Все методы имеют много общего, а отличие, в основном,
состоит только в том, что оценивание (измерение) изучаемых
объектов системного управления осуществляется различными
методами. Каждый из методов обладает определенными достоинствами и недостатками.
Общими достоинствами экспертных методов являются
быстрота получения результатов без наличия нормативной базы в
системе управления, возможность оценивания того или иного
объекта при невозможности измерить его характеристики количественными объективными методами.
Недостатками экспертных методов являются их субъективность и соответствующие этому возможные погрешности результатов экспертизы, существенные затраты на привлечение
опытных экспертов для участия в экспертных работах, влияние
авторитетных членов экспертной группы и корпоративных интересов на мнение отдельных экспертов.
Общность каждого из методов заключается в последовательности проведения процедур их использования. К ним следует
отнести:
• организацию экспертного оценивания;
• проведение сбора мнений экспертов; • обработку результатов мнений экспертов.
Практика показывает, что уменьшение субъективности и
соответственно повышение объективности результатов использования экспертных методов существенно зависит от соблюдения
правил организации, подготовки и проведения экспертных работ.
Кроме того, заметно влияют:
• лицо, ответственное за организацию и проведение работ по
экспертной оценке;
• состав экспертных комиссий.
Для общего руководства экспертными работами следует
назначать председателя экспертной комиссии. В составе комиссии организуют две группы: рабочую и экспертную
Рабочую группу возглавляет ее руководитель (организатор).
В его подчинение входят технические работники, осуществляющие технические работы по подготовке материалов к работе экспертов, отработку результатов работы экспертов и т. п.
116
В экспертную группу входят эксперты – специалисты по
решаемым проблемам. Формирование этой группы осуществляет
руководитель (организатор) рабочей группы. При этом ему следует выполнить ряд последовательных мероприятий:
• постановку проблемы и определение области деятельности
группы;
• составление предварительного списка, экспертов – специалистов в рассматриваемой области деятельности;
• анализ качественного состава предварительного списка
экспертов и уточнение списка;
• получение согласия эксперта на участие в работе;
• составление окончательного списка экспертной группы.
Число экспертов в экспертной группе зависит от множества
факторов и условий: в частности от важности решаемой проблемы, располагаемых возможностей и т. п. В большинстве случаев
определяется минимально необходимое количество экспертов,
что часто становится важнейшим условием установления числа
приглашаемых экспертов.
Минимальное число экспертов может определяться по следующей формуле:
3
N min 0 ,5( 5) ,
(25)
а
где а – возможная ошибка результатов экспертизы (0 < а < 1).
Подбор конкретных экспертов проводится на основе анализа качества каждого из предлагаемых экспертов. Для этой цели
используются разнообразные способы:
• оценка кандидатов в эксперты на основе статистического
анализа результатов прошлой деятельности в качестве экспертов
по проблемам управления качеством;
• коллективная оценка кандидата в эксперты как специалиста в данной области;
• самооценка кандидата в эксперты;
• аналитическое определение компетентности кандидатов в
эксперты.
Однако всем этим методам присущи определенные недостатки, среди которых следует отметить:
• отсутствие единой общепризнанной методики оценки;
• высокая трудоемкость оценки;
117
• возникновение проблем этического, характера при использовании субъективных методов оценки.
Очень часто применяют одновременно несколько способов.
Например, способы самооценки и коллективной оценки качеств
предлагаемого эксперта. Такой подход позволяет достаточно
обоснованно подобрать экспертов с необходимыми качествами.
Однако следует признать, что способ оценок прошлой деятельности представляется более объективным, чем способы самооценок
и коллективной оценки.
В общем случае формирование экспертной группы может
осуществляться следующим образом:
• выявляется и формулируется проблема;
• определяется цель и область деятельности группы;
• составляется предварительный список экспертов;
• проводится анализ и отбор экспертов (на основе использования одного или нескольких способов отбора их);
• уточняется список экспертов;
• получается согласие эксперта на участие в работе экспертной группы;
• определяется окончательный репрезентативный список
экспертов. Всех потенциальных экспертов можно классифицировать, в зависимости от их уровня качества и компетенции, на
семь классов (табл. 6).
Выбор числа классов качества экспертов в данном случае
обусловлен «правилом семерки», которым традиционно пользуются при решении проблем управления качеством.
Такая градация позволяет отобрать требуемых экспертов
для работы в экспертной группе. Для получения достаточно объективных результатов исследования системы управления отбор
желательно осуществлять из числа экспертов, относящихся к 1–
4–му классам качества. Кандидатов в эксперты более низких
классов качества привлекать к экспертизам нецелесообразно.
Таблица 6
Пример градации уровня качества и компетентности экспертов
118
Класс эксперта
Качество и компетентность эксперта
1-й
Очень высокое
2-й
Высокое
3-й
Выше среднего
4-й
Среднее
5-й
Ниже среднего
6-й
Низкое
7-й
Очень низкое
Независимо от избранного способа оценки качеств кандидатов эксперты должны удовлетворять во всех случаях следующим требованиям:
• профессиональная компетентность и наличие практического и исследовательского опыта в области управления;
• креативность (умение решать творческие задачи);
• научная интуиция;
• заинтересованность в объективных результатах экспертной
работы;
• независимость суждений;
• деловитость (собранность, умение переключаться с одного
вида деятельности на другой, коммуникативность, независимость
суждений, мотивированность действий);
• объективность;
• нонконформизм;
• высокая общая эрудиция.
В настоящее время с развитием сертификационных работ,
связанных с СМК и продукцией, в рамках различных систем обязательной и добровольной сертификации разработаны и используются специальные комплексы процедур аттестации экспертов.
Проведение сбора мнений экспертов предполагает решение
следующих вопросов:
• определение места и времени сбора мнений;
• определение формы и методики сбора мнений;
• определение количества туров сбора мнений;
• определение состава и содержательной части документации;
• определение порядка занесения результатов мнений экспертов в документы.
119
Очень важным является определение формы сбора мнений
экспертов. Среди всех известных форм сбора мнений можно отметить индивидуальные, коллективные (групповые) и смешанные,
т.е. указанные формы различаются прежде всего по фактору участия экспертов в работе (индивидуальное или коллективное).
Каждая из этих форм имеет ряд разновидностей:
• анкетирование;
• интервьюирование;
• дискуссия;
• мозговой штурм;
• совещание;
• деловая игра.
Все они обладают своими достоинствами и недостатками.
Во многих случаях эти разновидности используются совместно,
что дает нередко больший эффект и объективность. Такой подход
к сбору мнений экспертов, т.е. подход, использующий смешанную форму, применяется в случаях некоторой неясности проблемы, при разногласиях индивидуальных мнений или разногласиях
экспертов при коллективном обсуждении.
Вместе с тем, наиболее часто в практике управления качеством используется анкетирование, которое позволяет с меньшими трудозатратами экспертов собрать их мнение, но сбор мнений при использовании этого вида занимает более продолжительный период времени.
Обычно процесс разработки анкеты включает:
• определение формы и содержания обращения к эксперту;
• выбор типа вопросов;
• формулирование вопросов;
• изложение необходимой для эксперта информации;
• разработку формы анкеты.
Представляет интерес выбор типов вопросов, среди которых
наиболее употребляемыми в последние годы стали так называемые веерный, закрытый и открытый типы (веерный – предполагает один ответ из представленного заранее в анкете ряда ответов; закрытый – «да», «нет», «не знаю»; открытый – ответ на
вопрос может быть дан в произвольной форме).
Очень важно при анкетировании экспертов правильно, просто и однозначно, кратко и в то же время с необходимой полно-
120
той сформулировать вопросы в анкетах, а в тексте пояснительной
записки указать, что конкретно требуется от эксперта.
Для ответов на вопросы, т. е. для принятия решения каждым
экспертом, проводятся объективные и/или субъективные измерения рассматриваемого объекта в явном или неявном виде. При
субъективном измерении эксперты, как правило, применяют один
из указанных ранее наиболее употребляемых при этом методов
(рангов, непосредственного оценивания, сопоставлений).
В общем случае экспертные работы должны осуществляться
в соответствии с определенными правилами, которые следует использовать в зависимости от целей проведения этих работ. Среди
таких правил необходимо отметить следующие:
• применение системного подхода при проведении экспертных работ;
• обеспечение преемственности использования обратной
связи с экспертами; в проведении экспертных работ;
• использование обратной связи с экспертами;
• регулярное привлечение к работе экспертов;
• обеспечение рационального баланса гласности и конфиденциальности экспертных работ и результатов экспертизы;
• создание условий для персонификации суждений экспертов;
• обеспечение условий для соблюдения экспертами полной
независимости при выражении своих суждений;
• создание условий для демократического проведения экспертных работ и ответственности субъектов экспертизы;
• однократность проведения экспертизы.
Метод рангов и непосредственного оценивания
Метод рангов предусматривает ранжирование (упорядочение) исследуемых объектов организационной системы в зависимости от их относительной значимости (предпочтительности),
осуществляемое экспертом. При этом обычно наиболее предпочтительному объекту присваивают ранг 1, а наименее предпочтительному – последний ранг, равный по абсолютной величине
числу упорядочиваемых объектов. Более точным такое упорядочение становится при меньшем количестве объектов исследования, и наоборот.
121
При предпочтительной (по рангам) расстановке объектов
экспертизы одним экспертом сумма рангов должна равняться
сумме чисел всего натурального ряда количества объектов Я,
начиная с единицы,
Результирующие ранги объектов ранжирования по данным
опросов определяются как сумма рангов для каждого объекта.
При этом в итоге первый ранг присваивается тому объекту, который получил наименьшую сумму рангов, а последний – тому, у
которого оказалась наибольшая сумма рангов, т.е. наименее значимому объекту. (Пример определения результирующего ранга
трех объектов семью экспертами приведен в табл. 7)
Таблица 7
Определение результирующего ранга объектов ранжирования
Эксперт
Сумма
Объект
рангов
ранжиро- 11-й 22-й 33-й 44-й 55-й 66-й 77-й
объеквания
тов
1-й
11 22 22 11 22 11 22 11
2-й
22 11 11 22 11 22 11 10
3-й
3
3
3
3
3
3
321
Результирующий
ранг объекта
2
1
3
Таким образом, этот метод позволяет определить место исследуемого объекта среди других объектов системы управления.
Достоинством метода рангов является его простота.
Недостаткам и являются:
• невозможность с достаточной точностью ранжировать
объекты, количество которых превышает 15–20;
• не отвечает на вопрос, как далеко по значимости находятся
исследуемые объекты друг от друга.
Очень часто требуется после нахождения рангов определить
коэффициенты весомости каждого из объектов ранжирования
b1ранг, которые при использовании данного экспертного метода
можно рассчитать, в частности, по следующей формуле:
biранг (n rn 1)/Sn
122
при условии, что сумма всех коэффициентов весомости b1ранг от 1
до n равна единице, где п – число исследуемых объектов; rn –
ранг исследуемого объекта по результатам экспертизы; S n –
сумма всех чисел от 1 до S n ( a1 an )an / 2 .
Например, для девяти объектов исследования:
b1ранг =(9-1+1)/45 =9/45
b2ранг
=8/45
b3ранг
=7/45
b4ранг
=6/45
…
b5ранг
=1/45
Таким образом, сумма всех коэффициентов весомости biранг
от 1 до 9 равна единице: 9/45 + 8/45 + 6/45 + ... + 1/45 = 1.
Расчетная формула для определения коэффициентов biранг,
основанная на положениях теории информации, имеет следующий вид:
n1
(26)
biранг 1 / i( ), i 1,2,3,...n.
i
i 1
При учете предпочтений по каждому объекту исследования
всеми экспертами коэффициенты весомости объектов ранжирования могут рассчитываться по другой формуле:
Э rij
(27)
biранг 1
/ (n 1)
(
S
Э
)
i 1 n
где Э – число экспертов.
При использовании экспертных методов очевидно, что чем
больше привлекается экспертов, тем выше объективность результата оценки. Однако привлечение большого числа квалифицированных экспертов и высокая трудоемкость экспертных работ повышают стоимость проведения оценок качества. Можно существенно уменьшить трудоемкость работ экспертов, используя самый малотрудоемкий метод – метод рангов, который предусматривает только ранжирование показателей, а не их численное
определение экспертами.
Тем не менее данный метод применяется в практике исследования систем управления, несмотря на свою простоту и малую
123
трудоемкость, сравнительно нечасто, что связано, как правило, с
большим числом ранжируемых объектов исследования.
► Метод непосредственного оценивания (балльный метод)
представляет собой упорядочение исследуемых объектов (например, при отборе параметров для составления параметрической
модели) в зависимости от их важности путем приписывания баллов каждому из них. При этом наиболее важному объекту приписывается (дается оценка) наибольшее количество баллов по принятой шкале. Наиболее распространенные диапазоны шкалы оценок: от 0 до 1,0; от 0 до 5,0; от 0 до 10,0; от 0 до 100. В простейшем случае оценка может быть 0 или 1. Иногда оценивание осуществляется в словесной форме. Например, «очень важный»,
«важный», «маловажный» и т.п., что тоже в ряде случаев для
большего удобства обработки результатов опроса переводится в
балльную шкалу (соответственно 3, 2, 1).
Непосредственное оценивание следует применять при уверенности полной профессиональной информированности экспертов о свойствах исследуемых объектов. По результатам оценок
определяются ранг и весомость (значимость) каждого исследуемого объекта (пример оценивания трех объектов по 10-балльной
шкале приведен в табл. 8).
Таблица 8
Определение результатов непосредственного оценивания
объектов
Эксперт (к = 7)
Сумма Резуль- ВесоОбъект
баллов тирую- мость
оцени1-й 2-й 3-й 4-й 5-й 6-й 7-й объек- щий ранг объеквания
та
объекта та
1-й
2-й
3-й
7
9
4
6 5
10 8
1 2
6
7
4
4
5
3
7
8
5
8
10
2
43
57
21
2
1
3
0,36
0,47
0,17
По результатам оценок экспертов место любого объекта
можно определить по формуле:
124
k
Aij
j 1
Bi n k
Aij
i 1 j 1
где Bi – значимость i -го объекта (i = 1, 2,…n), рассчитанная на
основании оценок экспертов (i = 1, 2,…,k); Аij – оценка (в баллах),
данная i-му объекту j-м экспертом.
Аналогично можно оценить экспертным методом (например, балльным методом исходя из 5-балльной градации) какиелибо альтернативные проекты (табл. 9).
Таблица 9
Пример оценки балльным методом (по 5-балльной шкале)
двух проектных предложений по развитию предприятия
Группа Наименование
критери- рия
ев
крите- Относительная
значи–
мость
критерия
1
2
3
Цели,
1. Соответствие про- 1,0
страте- ектного предложения
гия,
целям
политика развития предприятия
2. Соответствие про- 0,9
ектного предложения
научно-техническому
Потенциалу предприятия
3. Соответствие про- 0,8
ектного предложения
политике нововведений
предприятия
Рыноч- 4. Отвечает ли проект- 1,0
ные
ное предложение требованиям рынка
5. Вероятность коммер- 0,9
ческого успеха
Оценка
Оценка
предложения 1 предложения 2
низнизкая высокая
кая
1
2 3
4
5
1
2
3
4
4
5 6 7
+
8
9
10 11 12
5
13
+
+
+
+
+
+
+
+
125
Экономические
Научнотехнические
Производственные
Организационные
Итого
6. Вероятность доста- 0,8
точного объема продаж
7. Положительное вос- 0,8
приятие потребителями
8. Возможность укреп- 0,9
ления позиций в конкурентной борьбе
9. Оценка стартовых за- 0,6
трат
10. Возможная при- 0,7
быльность
11. Наличие необходи- 0,7
мых средств на разработку и внедрение проектного предложения
1.2. Патентная защита 0,4
13. Наличие научнотехнических ресурсов 0,6
14. Возможные буду- 0,5
щие разработки
15. Наличие необходи- 0,8
мых производственных
мощностей
16. Наличие производственного персонала и
их квалификация
0,5
17. Цена и наличие ма- 0,4
териалов
18. Возможность разра- 0,3
ботки новых технологических процессов
19. Соответствие про- 0,5
екту действующей системы
управления
20. Наличие каналов
сбыта
0,4
21. Наличие информа- 0,4
ционной базы
22. Уровень маркетин- 0,9
говой деятельности на
предприятии
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
55,9
+
59,6
126
Использование рассмотренных экспертных методов целесообразно только при уверенности полной информированности
экспертов об исследуемых свойствах объекта.
Метод сопоставления
Метод сопоставления осуществляется, как уже указывалось
ранее, парным сравнением и последовательным сопоставлением.
При парном сравнении эксперт сопоставляет исследуемые
объекты по их важности попарно, устанавливая в каждой паре
наиболее важный. Все возможные пары объектов эксперт представляет в виде записи каждой из комбинаций (объект 1 – объект
2, объект 2 – объект 3 и т. д.) или в форме матрицы. Общее количество пар сравнения
А = N(N-1)/2
где N – количество исследуемых объектов экспертизы.
В результате сравнения эксперт высказывает мнение о важности того или иного объекта, т.е. отдает одному из них предпочтение. Иногда эксперты приходят к выводу об эквивалентности
каждого из объектов пары. Для упорядочения всех рассматриваемых объектов необходима последующая обработка результатов
сравнения. Наиболее удобно осуществлять парные сравнения и.
их обработку, используя в качестве инструмента матрицы
(табл. 10, 11).
Таблица 10
Матрица оценки объектов методом парного сравнения
Название
объекта
НоЭксперт
мер
объ- 1-й 2-й 3-й
екта
1
2
3
…
X
0
1
…
1
X
…
0
0
X
…
Общее количество предпочтений
0
1
…
127
Н
1
X
В отдельных случаях при большом количестве исследуемых
объектов на результаты парного сравнения оказывают влияние
психологические факторы, т.е. предпочтение порой получает не
тот объект, который действительно предпочтителен перед другими, а тот, который в перечне пар записан первым или находится
по расположению в матрице выше сравниваемого, поэтому иногда для исключения психологического влияния проводят двойное
парное сравнение, т.е. еще раз осуществляют парное сравнение,
но только при обратном расположении объектов и объектов в
каждой паре. Количество пар при двойном парном сравнении соответственно в два раза больше, чем при одинарном парном
сравнении.
При записи каждой комбинации эксперт подчеркивает в
каждой паре сравниваемых объектов наиболее важный. На пересечении вертикальных и горизонтальных строк матрицы для каждой пары объектов он ставит 1 или 0 (либо плюс, или минус) в
зависимости от, определенной им значимости того или иного
объекта. Весомость каждого объекта сравнения рассчитывается
по формуле:
n k
Ai / ij
Bi
i 1 j 1
(28)
Ak
где Ai / ij – количество предпочтений (единиц, или плюсов, подчеркиваний) i-го объекта над (i + 1)-м объектом, указанное j-м
экспертом; А – общее количество пар объектов; k – число экспертов.
Таблица 11
Пример заполнения матрицы определения для использования метода парного сравнения при определении значимости укрупненных функций маркетинга на промышленном предприятии
Функция
Но- 1 2 3 4 5 6 7 8 9 Количество
мер
предпочтений
функции
128
Обеспечить получение зака- 1
X1 1 1
7
зов на поставку продукции
Уточнять технические дан- 2
0 X1
4
ные на изделия
Участвовать в определении 3
00X
3
ассортимента продукции
Изучать возможности и ем- 4
0
X
4
кость рынка
Заключать контракты на по- 5
X
6
ставку продукции
Разработать план поставок 6
X
4
продукции
Оформлять документацию, 7
X
3
связанную с отгрузкой продукции
Организовать работу по от- 8
X 2
грузке продукции
Составлять план перевозок 9
X3
и доставки продукции заказчикам
Проверка количества предпочтений: А =9 •8/2 =36
Результаты заполнения матриц всеми экспертами и расчетные данные можно свести в сводную, матрицу (табл. 12).
Таблица 12
Сводная матрица результаты парного сравнения объектов
Наиме- Номер Количество предпочтений i-го объноваобъекта, данных экспертами
ние
екта
1
2
3
…
к
объекта
исследования
1
X
…
2
X
…
Сумма
предпочтений
Значимость(и
ли весомость,
ранг)
объекта
129
3
…
N-1
N
X
…
…
…
…
X
Расчеты при двойном парном сравнении проводятся по тем
же формулам, что и при обычном парном сравнении, однако количество пар при этом увеличивается вдвое.
Метод парных сравнений очень прост и он позволяет исследовать большее количество объектов по сравнению, например, с
методом рангов и с большей точностью.
Приведем пример использовании экспертных методов для
целей определения коэффициентов весомости групповых уровней, определяющих обобщенный (определяющий) уровень конкурентоспособности конкретного вида продукции отечественных
телевизоров. Знание этих коэффициентов изволит определить
приоритетные стимулы приобретения, (реализации) потребителями на внутреннем рынке отечественных телевизору.
В связи с существенным влиянием параметров весомости на
результаты оценки или возможности и определение следует проводить одновременно несколькими методами, в частности методами рангов и парного сопоставления. Сравнение таким образом
результатов позволяет увеличить объективность выводов. Указанные два экспертных метода являются для этих целей более
предпочтительными, чем другие.
Следует отметить, что среди других методов, с помощью
которых можно было бы решить данную задачу, следует отметить методы стоимостных регрессионных зависимостей (стоимостной), предельных и номинальных значений, эквивалентных
соотношений и вероятностный метод. Каждый из них обладает
своими особенностями, достоинствами и недостатками. Реально
все данные методы определения параметров, весомости показателей качества и конкурентоспособности практически никогда не
использовались. Это связано с теми недостатками, которыми они
обладают. Для условий рынка (когда требуется оценка на базе
множества показателей для определенного периода времени,
конкретного сегмента и т.п.) они тем более затруднительны для
использования.
130
При экспертном определении коэффициентов весомости
групповых уровней конкурентоспособности отечественных телевизоров, используя метод рангов и парного сопоставления, необходимо соблюдение всех правил и выполнения экспертных процедур.
Результаты, данные экспертами, использовавшими одновременно два экспертных метода, представлены в сводной таблице (табл. 13). На основе этих суждений экспертов Определены
коэффициенты весомости каждого из групповых уровней, определяющих обобщенный (определяющий) уровень конкурентоспособности отечественных телевизоров.
Таблица 13
Определение коэффициентов весомости групп показателей конкурентоспособности промышленной продукции Методами попарного сопоставления и ранжирования (на примере отечественных телевизоров для условий внутреннего рынка)
Группа показателей конку- ЕС, (по данным
рентоспособно- 31 эксперта)
сти промышленной продукций
1. Проектнотехнический
уровень качества
2. Технический
уровень качества изготовления продукции
3. Технический
товарноэксплуатационный уровень
качества продукции
Ранг
КоэффиМетод
Общий
циент
парного Метод по
весосопос- ранжи- двум
мости
тавле- рования метония
дам
99
1
1
1
0,333
33
5
5
5
0,067
85
2
2
2
0,267
131
4. Экономикокоммерческий
уровень качества продукции
(еди56
3
3
3
0,200
новременные и
текущие затраты потребителя)
5. Организационно-экономический
уровень качества и социаль37
4
4
4
0,133
нопсихологический уровень
продукции
Примечание. Технический товарно-эксплуатационный уровень качества продукции охватывает стадии товарооборота, эксплуатации и утилизации. Организационно-экономический и социально-психологический уровни продукции здесь представлены
совместно.
В результате обработки экспертных данных получена формула для определения уровня конкурентоспособности отечественных телевизоров на внутреннем рынке:
Кконк = 0,333·Г1 +0,067·Г2 + 0,267·Г3 + 0,200·Г4 +0,133·Г5, (28)
где Г1 – проектно-технический уровень качества; Г2 – технический уровень качества изготовления; Г3 – технический товарноэксплуатационный уровень качества; Г4 – экономикокоммерческий уровень качества; Г5 – организационноэкономический уровень качества и социально-психологический
уровень.
Коэффициенты при Г1…Г5 определялись как нормированные, зависимости от полученного по экспертным данным ранга
каждой группы, при условии, что сумма всех коэффициентов
равна единице.
132
Анализ приведенной выше формулы показывает, что наиболее приоритетными для приобретения рассматриваемой продукции оказались более высокий проектно-технический уровень
(ранг 1) и технико-эксплуатационный уровень качества (ранг 2).
Метод последовательного сопоставления состоит в следующем: эксперт располагает все исследуемые объекты в порядке
их важности; (как метод рангов); предварительно каждому из
объектов приписывается определенное количество баллов,
например, по шкале от 0 до 1,1 (как метод оценивания), причем
самому важному объекту дается балл, равный 1, а всем остальным – в порядке уменьшения их значимости (т.е. от 1 до 0). Далее
эксперт решает вопрос, будет ли важность объекта, имеющего
ранг 1, больше суммы балльных оценок всех остальных объектов;
если будет, то значение балльной оценки первого объекта увеличивается до соблюдения этого условия, а если 3 нет, то эксперт
уменьшает это значение так, чтобы оно стало меньше суммы
оценок всех остальных объектов.
Оценки второго, третьего и последующих объектов по важности определяются последовательно, аналогично оценке первого, наиболее важного, объекта.
Метод последовательного сопоставления для экспертов более трудоемок. Особенно это проявляется при количестве рассматривавмых объектов более шести.
Оценка согласованности экспертных данных
Обработка собранных мнений экспертов проводится как количественная (численных данных), так и качественная (содержательной информации). При этом используются различные методы. Необходимо отметить, что при наличии численных данных
для решения вопросов, имеющих достаточный информационный
материал, в основном применяются методы усреднения экспертных суждений. Однако даже при имеющихся численных данных,
но при недостаточности информации по решаемому вопросу (что
нередко бывает при исследовании СУ) используются наряду с
количественными методами обработки экспертных данных также
и методы качественного анализа и синтеза.
133
При использовании рассмотренных экспертных методов
(рангов и др.) мнения экспертов часто совпадают не полностью.
Поэтому необходимо количественно оценивать меру согласованности мнений экспертов и определение причин несовпадения
суждений. Для оценки меры согласованности мнений экспертов
используются коэффициенты конкордации (согласия).
Мера согласованности, естественно, определяется на основе
статистических данных всей группы экспертов. Так, согласованность мнений компетентных экспертов при использовании всех
указанных экспертных методов, где определяются ранги объектов, можно рассчитать, например, с помощью коэффициента конкордации по формуле:
W=12·С/[К2(Н3-Н)],
(29)
где С – сумма квадратов отклонений сумм рангов по каждому
объекту от средней суммы рангов по всем объектам и экспертам,
т. е.
(30)
[(Н+ 1)/2] – средняя сумма рангов; К – общее количество экспертов.
Полная запись формулы имеет следующий вид:
(31)
Коэффициент конкордации может быть в диапазоне 1≥W≥0.
При W = 0 согласованность мнений экспертов отсутствует, а при
W =1 – согласованность полная. Обычно считается, что согласованность вполне достаточна, если
W≥0,5.
6. МЕТОД ПРИНЯТИЯ РЕШЕНИЙ В УПРАВЛЕНИИ
КАЧЕСТВОМ
Существенной чертой метода принятия решений в управлении качеством является возможность выбора альтернативных
Линий поведения. Принимая решение, исходят из того, что некоторые цели, характеризуемые разной степенью желательности,
достигаются с различной степенью достоверности при различном
выборе альтернативных линий поведения. Конкретная линия поведения имеет вероятность успеха несколько Меньше единицы.
134
Затем составляется таблица (или матрица) потерь. Для каждой
заданной комбинации «линия поведении – внешнее условие»
имеют место определенные затраты. Затратами могут быть деньги, однако к ним могут относиться и многие другие факторы,
например время, престиж, потеря невосполнимых ресурсов и т. д.
Все эти факторы измеряются одним показателем – полезностью.
Полезность можно рассматривать как некоторого рода обобщенные потери или выигрыш, когда все ценности приведены к одной
шкале.
Если полезность естественным образом приводит к выигрышу, а не к потерям, то выигрыш можно легко превратить в потери, просто вычитая из каждой величины значение наибольшего
выигрыша. Тогда все элементы будут отрицательны либо равны
нулю. Поскольку отрицательный выигрыш есть Потеря, то знак
минус можно опустить и в результате получим таблицу потерь.
Вопрос может значительно усложниться, если вероятности различных потерь различны. Например, при условии Q2 выбор альтернативы а1 с вероятностью P1 может привести к потерям L1, а с
вероятностью Р2 – к потерям L2.
Теперь можно вычислить математическое ожидание потерь
при выборе каждой возможной линии поведения. Математическое ожидание принимают в качестве критерия принятия
решения. Равным по значимости этому критерию обычно бывает
минимакс. Метод с критерием минимакса требует выбора стратегии, при которой вероятность больших потерь минимальна.
В теории принятия решения оба критерия – математическое
ожидание потерь, минимакс – выбираются субъективно.
В зависимости от конкретных условий рассматриваемой задачи возможны различные варианты процесса принятия решении,
в складывающихся ситуациях можно использовать определенную
стратегию. Это происходит, когда должен приниматься ряд аналогичных решений, а стратегия превращаете в план принятия
решения. Когда стратегии перечислены, определяют вероятности
различных альтернатив и средние потери при различных стратегиях. После выбора наилучшей стратегии можно непосредственно использовать метод минимакс Можно получить стратегии, основанные на случайности.
135
6.1. Метод полезности
Идея полезности состоит в том, что строится единая шкал
по функции полезности. На этой шкале можно найти точку, отвечающую определенному событию или исходу. Метод полезности
основан на идее, что существует некоторое число, которое может
быть поставлено в соответствие любому возможном событию, и
показывает полезность этого события. Шкала полезности основана на личном предпочтении. Применение метода полезности
осложняется разными смысловыми значениям принятия решения
и его выполнением.
Изменение интенсивности функции полезности принимают
за критерий экономической эффективности управления предприятием.
6.2. Метод теории игр в управлении
Теория игр и теория принятия решений тесно связаны друг с
другом, однако, между ними существует значительное различие.
В теории принятия решений рассматриваются внешние условия,
знание их не обязательно должно быть полно: и неизменно. В ситуации, связанной с принятием решений, руководитель, принимающий решение, придерживается некоторой стратегии, причем
выбор стратегии никак не влияет на эти условия. В теории игр
рассматривается разумный противник, который также может
придерживаться некоторой стратегии, их может быть два и больше.
Теория игр – это раздел математики. Класс практических
задач управления теории игр состоит в основном из так называемых игр двух лиц с нулевой суммой. Изучаются формальные
модели принятия оптимальных решений в условиях конфликта, в
котором участвуют различные стороны со своими интересами и
возможностями выбирать доступные для них действия в соответствии с этими интересами.
136
В условиях конфликта стремление противника скрыть свои
действия порождает неопределенность. Наоборот, неопределенность при принятии решений можно интерпретировать Лик
конфликт принимающего решения субъекта. Поэтому теории игр
рассматривается также как теория принятия оптимальных решений в условиях неопределенности. Она позволяет математизировать некоторые важные аспекты принятия решений в управлении,
планировании и прогнозировании.
Основным в математических основах теории игр является
понятие игры, являющееся формализованным представлением о
конфликте. Точное описание конфликта в виде игры состоит поэтому в указании того, кто и как участвует в конфликте, каноны
возможные исходы конфликта, а также кто и в какой форме заинтересован в этих исходах. Участвующие в конфликте стороны
называются коалициями действия; доступные для Них действия –
стратегиями; возможные исходы конфликте ситуациями; стороны, заинтересованные в исходах Конфликта, – коалициями интересов; их интересы описываются предпочтениями тех или
иных ситуаций (эти предпочтения часто выражаются численными выигрышами). Конкретизация перечисленных объектов и связей между ними порождает разнообразные частные классы игр.
Если в игре имеется единственная коалиция действия, то
стратегию этой коалиции можно отождествить с ситуациями и
больше уже о стратегиях не упоминать. Такие игры называются
нестратегическими. Класс нестратегических игр весьма обширен. К их числу относятся кооперативные игры.
Если в игре более одной коалиции действия, то игра называется стратегической. Важный класс стратегических игр составляют бескоалиционные игры, в которых коалиции действии совпадают с коалициями интересов (они называются игроками), а
предпочтения для игроков описываются их функциями выигрыша.
Бели в бескоалиционной игре участвуют два игрока, а знамения их функций выигрыша в любой ситуации отличаются
только знаками, то игра называется антагонистической; в ней
выигрыш одного из игроков равен проигрышу другого. Если и
антагонистической игре множество стратегий обоих игроков ко-
137
нечно, то игра называется матричной ввиду некоторой специфической возможности ее описания.
Теория игр является нормативной, т. е. предметом ее изучения являются не столько сами модели конфликтов (игры),
сколько содержание принимаемых в играх принципов оптимальности, существования ситуаций, в которых реализуются эти
принципы (такие ситуации или множество ситуаций называются
решениями в смысле соответствующего принципа оптимальности), и, наконец, способы нахождения таких ситуаций.
Рассматриваемые в теории игр объекты – игры – весьма
разнообразны, и пока не удалось установить принципы оптимальности, общие для всех классов. Практически это означаете
что единого для всех игр истолкования понятия оптимальности
еще не выработано. В бескоалиционных играх основные принципом оптимальности считается принцип осуществимости цели,
приводящий к ситуациям равновесия. Эти ситуации характеризуются свойством: любой игрок, который отключится от ситуации равновесия, не увеличит этим своего выигрыша. В частном
случае антагонистических игр принцип осуществимости цели
превращается в принцип минимакса.
Фактическое решение некоторых классов антагонистических игр сводится к решению дифференциальных и интегральных управлений, а матричных игр – к решению стандартной задачи линейного программирования. Разрабатываются приближенные и численные методы решения игр. Для многих игр
оптимальными оказываются смешанные стратегии, т. е. стратегии, выбираемые случайно (по жребию).
Теория игр, созданная для математического решения экономических, кибернетических, технических и организационных
задач, может сводиться к классическим математическим теориям,
методам и математическим дисциплинам. В ней систематически
и по существу употребляются понятия теории вероятности, математической статистики, математический аппарат операций исследования. Теория игр применяется в экономике, технике, кибернетике, военном деле. Основные трудности практического
применения связаны с экономической и социальной природой
моделируемых ею явлений и недостаточным умением составлять
такие модели на количественном уровне.
138
6.3. Метод сетевого планирования и управления
В последние годы созданы два метода, облегчающие управление локальными и глобальными бизнес-процессами предприятия. Оба метода являются лишь помощью в принятии решения и позволяют определить время и ресурсы, необходимые
выполнения календарного графика реализации управлении.
Большинство понятий, на которые опирается метод управления локальными бизнес-процессами (метод кратчайшего Пути), совпадает с понятиями, используемыми в глобальном методе, который можно рассматривать как дальнейшее развитии или
усложнение метода кратчайшего пути. В основе обоих Методов
лежит понятие события как момента начала или завершения некоторой операции. Заметим, что на само событие не расходуется
ни времени, ни ресурсов.
Главным этапом реализации метода кратчайшего пути является составление перечня событий, которые произойдут при Выполнении управления, и упорядочение их в логической последовательности.
Метод управления глобальными бизнес-процессами предприятия является несколько расширенным вариантом метода
кратчайшего пути. В нем при оценке продолжительности операции используются вероятности; для каждой операции берутся три
оценки ее продолжительности:
оптимистическая оценка t1 – минимально возможный период времени, в течение которого может быть выполнена данная
операция;
наилучшая (наиболее вероятная) оценка t2 – величина, которая использовалась в качестве оценки продолжительности выполнения операции в методе кратчайшего пути;
пессимистическая оценка t3 – максимально возможная продолжительность выполнения операции.
Принимается некоторое распределение вероятностей, размах которого составляет шесть средних квадратических отклонений (6 ), т. е. принимается, что t3 – t1= 6 и что среднее
квадратическое отклонение и дисперсия соответственно равны:
139
2
1
t t
(t3 t1 ); 2 3 1 .
6
6
Чтобы найти среднюю продолжительность выполнения операции, принимается, что распределение таково, что среднее время: tт =1/6(t1 +4t2 +t3).
Вычисляются tт для каждой операции, и по их значению
находятся кратчайшие пути.
При оценке вероятности выполнения операции в намеченный срок используется информация о дисперсии. Если принимается нормальное распределение сроков выполнения управления,
то оно будет характеризоваться математическим ожиданием и
среднее квадратическое отклонение можно оценить из выражения
1/ 2
n
σ i2
t
где i2 – дисперсия продолжительности выполнения i-й операции
на кратчайшем пути управления.
7. ЭКОНОМИЧЕСКИЕ АСПЕКТЫ КАЧЕСТВА
Экономическая предпосылка.
Значение качества продукции состоит в том, что только качественная продукция открывает экспортную дорогу на платежеспособные западные рынки. Являясь важным инструментом в
борьбе за рынки сбыта, качество обеспечивает конкурентоспособность товара, которая должна соответствовать техническому
уровню и полезности продукции в функциональном, социальном,
эстетическом, эргономическом, экологическом аспектах. При
этом конкурентоспособность определяется совокупностью качественных и стоимостных особенностей продукции, которые могут удовлетворять потребности потребителя, а также расходами
на приобретение и потребление соответствующей продукции.
Качество достигается вложением затрат, которые окупаются благодаря полученной прибыли.
140
Развитие рыночной экономики привело к рассмотрении качества с позиции потребителя в отличие от командноадминистративной экономики, где качество диктуется позицией
производителя.
Наличие конкурентной среды в рыночной экономике привело к разделению конкуренции по признаку качества на
- ценовую – вытеснение конкурентов путем снижения, сбивания цены;
- неценовую, при которой за ту же цену предлагается товар
с более высокими качественными показателями и комплексом
услуг, что называется на языке маркетинга «товар с сопровождением».
В усилении неценовой конкуренции товаропроизводителей
главную роль играет повышение качества продукции. Оно выступает важнейшим фактором роста эффективности, удовлётворения потребностей и конкурентоспособности продукции; на и
мировом рынке и в значительной степени определяет цель функционирования хозяйственного механизма.
Это в значительной степени обусловливает необходимость
интегрального подхода к управлению качеством: продукции
обеспечивающего усиление взаимосвязей между отдельными
элементами системы управления качеством, стадиями жизненного цикла продукции, уровнями управления.
В рыночной экономике производитель и потребитель сами
находят себя на рынке, мотивация их деятельности основывается
на финансовом выигрыше и максимизации потребительского эффекта. Потребительский эффект получается от совершенствования разнообразных уровней, важных для оценки качества, сконцентрированных в потребительной стоимости. Важными уровнями оценки качества являются:
- технический уровень, который воплощает в продукции достижения научно-технического прогресса;
- эстетический уровень, который характеризуется комплексом свойств, связанных с эстетическими ощущениями и
взглядами;
- эксплуатационный уровень, связанный, с технической стороной использования продукции (уход за изделием, ремонт, поддержание качества);
141
- уровень качества функционирования, предполагающий
гармоничную увязку функциональных свойств, (взаимозаменяемости, точности, надежности, стабильности).
Преобладающая часть современного мирового производства
представлена производством продукции. Поэтому произведенная
продукция воплощает в себе как Потребительную стоимость, так
и стоимость.
В серийном производстве для изделий долговременного
пользования все большую роль начинает играть не продажная
цена продукции, а стоимость полного жизненного цикла.
Законам математической статистики. Выборочный контроль, процедуры и правила которого основаны на законах математической статистики, называется статистическим контролем качества. Благодаря небольшим затратам и высокой степени достоверности результатов статистический контроль является эффективным средством повышения качества продукции.
Различают контроль качества продукции для решения о её
годности и приемке – приемочный контроль (не обязательно готовой продукции) и контроль качества для оценки состояния технологических процессов и решения о необходимости их наладки.
Последний вид контроля, как правило, является статистическим и
называется статистическим регулированием технологических
процессов.
При активном контроле принимаются решения по улучшению качества продукции, в то время как при пассивном – только фиксируется брак.
В зависимости от места контроля качества продукции в
процессе её производства различают входной и операционный
контроль, контроль готовой продукции, контроль транспортирования и хранения продукции на предприятиях и т. д.
Входной контроль комплектующих изделий, материалов,
сырья и полуфабрикатов в настоящее время введён во всех объединениях и предприятиях. Если поступившие в объединение или
на предприятие сырьё, материалы, полуфабрикаты и комплектующие изделия не соответствуют по результатам входного контроля нормативно-технической документации, то выдача и запуск их в производство запрещается.
142
Важное значение имеет операционный контроль. Своевременное выявление брака на операциях позволяет исключить пропуск его потребителю и направлено на повышение эффективности производства путём сокращения непроизводственных потерь, вызванных поздним обнаружением брака. Несколько особое место среди перечисленных видов контроля занимают инспекционный и летучий контроль. Инспекционный –
это контроль уже проконтролированной продукции, из которой
исключён обнаруженный брак. Летучий контроль также носит
инспекционный характер, но благодаря тому, что он осуществляется внезапно, в случайные моменты времени, его результаты
дают полезную информацию.
В зависимости от контролируемого параметра различают
контроль по количественному признаку, контроль по качественному признаку и контроль по альтернативному признаку.
Контроль, в процессе которого определяют значения одного
или нескольких параметров, а последующее решение о контролируемой совокупности принимают в зависимости от этих значений, называется контролем по количественному признаку.
Контроль, в ходе которого каждую проверенную единицу
продукции относят к определённой группе, а последующее решение о контролируемой совокупности принимают в зависимости от соотношения чисел её единиц, оказавшихся в разных группах, называется контролем по качественному признаку.
Контроль по альтернативному признаку является частным
случаем контроля по качественному признаку, когда совокупность продукции состоит из двух групп: годной и дефектной. Решение о контролируемой совокупности принимается в зависимости от числа обнаруженных дефектных единиц или числа дефектов, приходящихся на определённое число единиц продукции.
В зависимости от средств получения информации о показателях качества различают визуальный, органолептический и инструментальный контроль.
По характеру поступления продукции на контроль рассматривают непрерывный контроль, например, на конвейере или
в потоке, и контроль партий продукции.
143
7.1. Технический контроль
В соответствии с ГОСТ 16504–81 техническим контролем
называется проверка соответствия объекта установленным техническим требованиям.
Объектами технического контроля являются: продукция,
процессы её создания, применения, транспортирования, хранения, технического обслуживания и ремонта, а также соответствующая техническая документация.
Технический контроль осуществляется на всех стадиях жизненного цикла продукции: разработки, изготовления, эксплуатации или потребления. На стадии разработки продукции
технический контроль заключается в проверке соответствия
опытного образца техническому заданию, технической документации, правилам оформления, изложенным в ЕСКД; на стадии изготовления он охватывает качество, комплектность, упаковку,
маркировку, количество предъявляемой продукции, ход (состояние) технологических процессов; на стадии эксплуатации – состоит в проверке соблюдения требований эксплуатационной и
ремонтной документации.
На стадии изготовления продукции технический контроль
сводится к контролю качества и состояния технологических процессов. Он должен обладать высокой достоверностью. Эта задача
решается путём научно обоснованного выбора методов и средств
контроля. Технология контрольной операции должна разрабатываться точно так же, как и технология любой производственной
операции, в порядке их расположения в технологическом процессе. Контрольные операции должны быть отражены в технологической документации на этот процесс.
В зависимости от условий производства в процессе изготовления продукции контролируются качество сырья, материалов и
комплектующих изделий, обеспечение достигнутых показателей
качества продукции в процессе её внутризаводского транспортирования, хранения, упаковки и отправки потребителю.
При контроле технологических процессов главное внимание
уделяется проверке соблюдения технологической дисциплины.
Вместе с тем следует отметить, что объективным и часто
применяемым показателем соответствия технологического про-
144
цесса установленным требованиям является уровень качества
производимой продукции. Этот показатель объединяет качество
разработки и освоения процесса и состояние технологической
дисциплины.
7.2. Годная и дефектная продукция
При оценке качества продукция разделяется на годную и
дефектную. Под годной понимается продукция, удовлетворяющая всем требованиям, установленным нормативнотехническими документами. Дефектной считается продукция, не
удовлетворяющая всем требованиям НТД.
Определение годной и дефектной продукции зависит от того, к какому из двух классов – штучной или нештучной принадлежит рассматриваемая продукция. Под штучной понимается
продукция* состоящая из одинаковых изделий, качество которых
можно оценить в отдельности и в совокупности. Под не штучной
понимается продукция, количество которой определяется непрерывной величиной массы, длины, поверхности, объёма, например, тонка руды, кубометр газа и т. д. Качество нештучной продукции, как правило, рассматривается для определённой совокупности, например, твёрдость стали в плавке, содержание серы в
партии кокса и т. д.
За меру качества изготовления партии штучной продукции
принимается уровень дефектности, т. е. доля дефектных изделий
в партии или число дефектов, приходящихся в среднем на 100
изделий (ГОСТ 15895–77). При этом дефектным считается изделие, имеющее хотя бы один дефект. Для больших партий установлены контрольные нормативы: приёмочный и браковочный
уровни дефектности. Под приёмочным уровнем дефектности понимается максимальный уровень дефектности, который для целей приёмки является удовлетворительным, под браковочным —
минимальный уровень дефектности, который рассматривается
как неудовлетворительный (ГОСТ 15895–77). Приёмочный и
браковочный уровни в НТД устанавливаются от 0,001 до 10 % – в
зависимости от вида продукции и значимости дефектов.
145
Для нештучной продукции оценка качества по уровню дефектности невозможна за исключением редких случаев. Поэтому
она осуществляется по контролируемым параметрам, для которых НТД устанавливаются приёмочные и браковочные нормативы. Исходя из этого партия нештучной продукции считается годной, если все её контролируемые параметры соответствуют приёмочному нормативу, и дефектной, – если хотя бы по одному параметру она хуже браковочного норматива.
7.3. Дефекты и их классификация
Каждое отдельное несоответствие продукции установленным требованиям называется дефектом. Характер дефектов и
причины их возникновения многообразны.
Определения различных видов дефектов установлены ГОСТ
15467–79. Явный – дефект, для выявления которого в нормативной документации, обязательной для данного вида контроля,
предусмотрены соответствующие правила, методы и средства. В
ряде случаев явные дефекты устанавливаются визуально.
Скрытым называется дефект, для выявления которого в
нормативной документации не предусмотрены соответствующие
правила, методы и средства. Скрытые дефекты часто являются
причинами преждевременного появления неисправностей и отказов в изделиях и технических устройствах. Разделение дефектов
на явные и скрытые имеет важное значение при анализе качества
продукции, установлении причин неисправностей и при решении
правовых вопросов управления качеством.
Критическим называется дефект, при наличии которого использование продукции по назначению практически невозможно
или недопустимо.
Значительный – это дефект, который существенно влияет на
использование продукции по назначению и (или) на её долговечность, но не является критическим.
Малозначительным называется дефект, который существенно не влияет на использование продукции по назначению
или её долговечность.
146
Разделение дефектов на критические, значительные и малозначительные принято в большинстве стран мира. Оно имеет
большое значение при обосновании планов, методов и средств
контроля.
Устранимым называется дефект, исключение которого технически возможно и экономически целесообразно, неустранимым
– дефект, который технически невозможно исключить или это
экономически невыгодно. Деление на устранимые и неустранимые дефекты имеет существенное значение при обосновании допусков на изготовление продукции и при разработке технологических процессов.
Конструктивным, технологическим, эксплуатационным
называется дефект, появление которого вызвано нарушением соответственно правил разработки, изготовления и эксплуатации
продукции. Такое деление дефектов имеет большое значение при
анализе причин их возникновения и для принятия мер по их
устранению.
С понятием «дефект» связано понятие «брак». ГОСТ 15467–
79 определяет брак как продукцию, передача которой потребителю не допускается из-за наличия дефектов. Если все дефекты являются исправимыми, то и брак исправим, в противном случае
брак считается неисправимым.
7.3.1. Дефекты металлов, их виды и возможные последствия
Дефекты металла – это такие отклонения от нормального,
предусмотренного стандартами качества, которые ухудшают рабочие характеристики металла и приводят к снижению сортности
или отбраковке.
Дефекты в зависимости от причин их появления могут быть
конструктивными, производственными (ремонтными), эксплуатационными. Мы ограничимся рассмотрением производственных
дефектов, образующихся в процессе плавления металла, заливки
его в изложницы, кристаллизации, охлаждения; изготовления отливок; обработки металлов давлением; в результате термической,
химико-термической, механической обработки; в сварных, паяных, клёпаных соединениях металлов. Причинами возникновения
дефектов являются: несовершенство технологических процессов
147
производства, нарушение режимов обработки, неэффективность
методов контроля качества, несоблюдение режимов и условий
эксплуатации, регламентированных нормативно-технической документацией.
Дефекты плавления, заливки металла в изложницы, кристаллизации и охлаждения – это зоны ликвации, общее несоответствие химическому составу, усадочные раковины, рыхлость, пористость, газовые раковины, продольные и поперечные
горячие и холодные трещины; пузыри, неметаллические включения и др. Ликвация – это местная неоднородность химического
состава сплава, возникающая при его кристаллизации. В зоне
ликвации могут быть понижены механические характеристики
металла.
Дефектами отливок могут быть: общее несоответствие химическому составу, ликвация, усадочные и газовые раковины,
пористость, неметаллические включения, трещины, коробление.
Дефекты при обработке металлов давлением возникают в
процессе прокатки, ковки и штамповки металлов в виде усадочных и газовых раковин, рыхлот, ликвации, трещин, расслоений, волосовин, флокенов, неметаллических включений (являются следствием некачественного исходного материала); заусенцев, сдвигов одной части профиля по отношению к другой,
рисок от задиров на валках прокатного стана, плен, закатов, зажимов, утонений и разрывов (дефекты производства). Флокены –
дефекты внутреннего строения стали в виде серебристо-белых
пятен (в изломе) или волосовин (на протравленных шлифах) –
встречаются главным образом в катаных или кованых изделиях и
обусловлены повышенным содержанием водорода.
Дефекты термической и химико-термической обработки металлов появляются в результате горячей обработки металлов:
крупнозернистая структура, оксидные и сульфидные выделения
по границам зёрен в стали, вызванные перегревом; крупнозернистая структура и окисление по границам зерен, обусловленные
пережогом; термические трещины, обезуглероживание, науглероживание, водородные трещины. Окисление по границам зёрен
вызывает межкристаллитную коррозию, которая в дальнейшем
способствует разрушению металла.
148
По своему характеру дефекты могут быть местными (поры,
раковины, трещины, расслоения, закаты и др.); распределёнными
в ограниченных зонах (ликвационные скопления, зоны неполной
закалки, коррозионного поражения, местный наклёп); расположенными по всему объёму изделия или его поверхности (несоответствие химического состава, структуры, качества механической
обработки).
Местные дефекты, локализованные в ограниченном объёме,
могут быть точечными, линейными, плоскостными и объёмными.
По своему расположению они разделяются на наружные (поверхностные, подповерхностные) и внутренние (глубинные).
Не всякий дефект металла является дефектом изделия. Отклонения от установленного качества металла, которые не существенны для работы данного технического устройства, не должны
считаться для него дефектами. Отклонения от заданного качества, являющиеся дефектами для изделий, работающих в одних
условиях (например, усталостные трещины при динамическом
нагружении), могут не иметь значения при других условиях работы (например, при статическом нагружении). Допустимые дефекты металла в зависимости от назначения изделия должны
оговариваться в стандартах или технических условиях.
Для того чтобы представить, какое зло могут принести дефекты металла, рассмотрим несколько примеров. В отличие от
обычной коррозии, межкристаллитная коррозия проникает
внутрь металла, располагаясь между зёрнами его структуры. Она
поражает детали, паропроводы паровых котлов и химических аппаратов, работающих при высоких температурах и давлениях.
Выход из строя паропровода, по которому под давлением в сотни
килопаскалей (атмосфер) идёт перегретый пар, может привести к
катастрофе на электростанции. Тяжёлым и ещё не до конца исследованным дефектом многих материалов и конструкций являются внутренние напряжения, которые нередко в статическом
положении без приложения нагрузки способны разрушить очень
прочные изделия. Обычная коррозия, кроме снижения механической прочности и пластичности металлов, увеличения трения
между движущимися частями машин, станков, приборов, ухудшения физических характеристик вызывает до 25 % прямой потери металла от его ежегодной выплавки.
149
В табл. 14 приведены основные дефекты, встречающиеся в
продукции металлургического производства, и дано их краткое
описание. Следует иметь в виду, что это далеко не полный перечень дефектов, которые могут встретиться в материале или изделии и могут быть выявлены различными методами.
Таблица 14
Дефект
Характеристика
Трещины лиТрещины в отливках, образовавшиеся в результате
тейного прозатруднённой усадки и процессе кристаллизации (гоисхождения
рячие трещины) или при дальнейшем охлаждении отгорячие и холивок (холодные).
лодные
Трещины, образовавшиеся в
Поверхностные или внутренние нарушения сплошпроцессе проности. Причина образования – низкая пластичность
катки, ковки
обрабатываемого материала.
или штамповки
Трещины, образовавшиеся на поверхности в резульТрещины зака- тате нарушения технологии закалки; имеют вид излочные
вилистых прерывающихся линий, в изломе – окисленная поверхность.
Тончайшие разрывы на поверхности детали – отТрещины
дельные и в виде сетки; чаще всего встречаются в дешлифовочные талях, изготовленных из материала с высокой твёрдостью.
Трещины, возникающие в результате многократных
Трещины устазнакопеременных нагрузок; чаще всего образуются в
лостные
местах резкого изменения сечений.
Трещины по границам зёрен; после травления шлифа
Трещины межвыявляются в виде сеток; в изломе – гладкая блестякристаллитные
щая поверхность.
Коррозия меж- Нарушение сплошности в результате действия коркристаллитная розии по границам зёрен.
150
Усадочные раковины, рыхлоты, пористость
Газовые, шлаковые и земляные раковины
и включения
Флокены
Законы, закаты
Волосовины
Ужимины
Спай
Плены
Непровар
Прожог
Открытые или закрытые полости в теле отливки,
имеющие шероховатую или крупнокристалическую
поверхность, иногда окисленную; обычно располагаются в утолщенных местах отливок. Рыхлоты или пористость - локальное скопление мелких, а иногда и
микроскопических усадочных раковин.
Наружные или внутренние полости в теле отливки,
заполненные газом, а также полностью или частично
заполненные формовочной смесью или шлаком; могут быть в виде сот, гнездовые и одиночные.
Внутренние трещины. В изломе флокены имеют вид
светлых пятен овальной формы на общем более тёмном фоне излома, на шлифах после травления выявляются как нитевидные трещины.
Нарушение сплошности металла в виде расслоений и
складок.
Нарушение сплошности металла в виде тонких вытянутых вдоль направления деформации закатов с
прослойкой включений.
Неглубокие узкие канавки или впадины на теле отливок, прикрытые слоем металла, почти полностью
отделённого от отливки прослойкой формовочного
материала; слой металла соединён с отливкой только
тонким швом.
Сквозные или поверхностные щели с закруглёнными
краями и углубления в теле отливки, образованные не
слившимися потоками преждевременно застывшего
металла.
Плёнки, состоящие из окислов металла в теле отливки; могут полностью нарушать сплошность отливки.
Отсутствие сплошности между телом свариваемых
деталей и материалом сварного шва; причина —
нарушение технологии сварки.
Дефект, вызванным малым усилием сжатия электродов при роликовой или точечной сварке; снижает
прочность сварного соединения.
151
Основные виды дефектов, встречающиеся в продукции металлургического производства
8. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ (НК) КАЧЕСТВА ПРОДУКЦИИ
8.1. Виды и методы НК и их классификация
К методам НК относятся такие, применение которых не
нарушает пригодность продукции к ее использованию по назначению.
Для изделий ответственного назначения выборочный контроль отдельных проб от плавки недостаточен, так как это не позволяет полно оценить качество металла. Достаточно надёжные
результаты даёт только полный (100 %-ный) контроль с применением современных методов неразрушающего контроля на
наиболее ответственных стадиях производства продукции и готовых изделий.
Неразрушающий контроль позволяет определить качество
слитков, заготовок, изделий, проверить эффективность совершенствования всего производственного процесса, даёт возможность тщательно отобрать годную часть металла для дальнейшей
обработки. Систематический неразрушающий контроль на различных стадиях технологического процесса и обобщение результатов этого контроля позволяют определить, на каких стадиях
процесса возникают дефекты, а следовательно, устанавливать и
устранять их причины. В этом случае изменяется сущность операций контроля. Из пассивного, только фиксирующего качество
готового металла и изделий он превращается в активный метод
корректировки и совершенствования технологического процесса.
Активная роль контроля особенно возрастает в условиях автоматизации металлургического производства.
Для обеспечения высокой эксплуатационной надёжности
основного технологического оборудования заводов большое значение имеет периодическая проверка его состояния без демонтажа или с ограниченной разборкой, осуществляемая в процессе
эксплуатации или ремонта, что также требует применения методов неразрушающего контроля.
152
Неразрушающий контроль в зависимости от физических явлений, положенных в его основу, подразделяется на следующие
виды (ГОСТ 18353–79): магнитный, электрический, вихретоковый, радиоволновый, тепловой, оптический, радиационный, акустический, капиллярный. Наиболее широкое применение для
контроля макродефектов слитков, заготовок и готовых изделий,
кроме визуально-оптического получили: акустический (ультразвуковой), магнитный, вихретоковый, радиационный, капиллярный виды неразрушающего контроля, обычно называемые соответственно ультразвуковой, магнитной, вихретоковой, радиационной и капиллярной дефектоскопией. В радиоэлектронной,
электротехнической и приборостроительной промышленно-стях
получили широкое распространение тепловой, радиоволновый и
оптический виды НК.
Каждый вид НК осуществляют методами, которые классифицируются по следующим признакам:
-характеру взаимодействия физических полей или веществ с
контролируемым объектом;
- первичным информативным параметрам;
- способам получения первичной информации.
Пример классификации методов НК приведен в табл. 15.
Таблица 15
Классификация методов НК
Признак классификации
Вид
кон- по характеру вза- по первичному
по способу получения
троля имодействия фи- информативзических полей с
первичной информаному параметконтролируемым
ции
ру
объектом
Коэрцитивной
Магнитопорошковый,
силы, намагнииндукционный, ферроченности, остаМагзондовый, эффекта
Магнитный
точной индукнитный
Холла, магнитоции, магнитной
графический, пондепроницаемости,
ромоторный
эффекта Барк-
153
гаузена
Вихре- Прошедшего га- Амплитудный,
токовый лучения
фазовый,
Частотный,
Отражённого из- спектральный, Трансформаторный,
лучения
многочастот- параметрический
ный
Пьезоэлектрический,
Акусти- Прошедшего из- Амплитудный,
электромагнитноческий лучения
фазовый
акустический
Отражённого излучения (эхометод), резонансВременной, чаный, импедансМикрофонный, постотный, спекный, свободных
рошковый
тральный
колебаний, акустикоэмиссионный
Большинство методов (магнитный, вихретоковый, капиллярный, ультразвуковой), можно использовать для контроля при
одностороннем доступе к объекту. Радиационные методы требуют двустороннего доступа к контролируемому объекту: с одной
стороны находится источник ионизирующего излучения, а с другой – детектор. При выборе методов контроля играют важную
роль технические условия на отбраковку, определяющие её количественные критерии. При отсутствии строго установленных рациональных критериев или норм на отбраковку возможна необоснованная отбраковка изделий, наносящая значительный экономический ущерб производству.
Таким образом, для выбора метода или комплекса методов
неразрушающего контроля необходимо определить вид дефекта,
объекты (зоны) контроля, их характеристики и условия контроля.
Учитывая критерии на отбраковку и технические возможности
методов, выбирают конкретные методы и средства неразрушающего контроля. При равной чувствительности предпочтение отдаётся методу, который проще, доступнее, имеет более высокую
производительность и достоверность результатов. Методы неразрушающего контроля конкретных продуктов производства
154
предусмотрены соответствующими государственными стандартами или внутризаводскими техническими условиями.
В табл. 16 приведены виды дефектов металла и рекомендуемые методы контроля. Оценка выявляемости каждого типа
дефектов дана по шестибальной шкале.
Таблица 16
Оценка выявляемости дефектов в металле различными видами
НК. Обозначения видов: О – оптический; Р – радиационный; М –
магнитный; К – капиллярный (пронцкающими веществами); В –
вихретоковый; А – акустический
Вид дефекта
1
Трещины:
горячие
холодные
поверхностные,
внутренние
закалочные
шлифовочные
усталостные
межкристаллические
Коррозия:
атмосферная
межкристаллитная
атмосферная
поверхностная
газовая высокотемпературная
межкристаллитная
Выявляемость дефекта методами НК
О
Р
М
К
В
А
2
3
4
5
6
7
0
2
3
3
0
0
2
2
2
2
4
4
2
2
2
2
2
4
0
0
3
0
0
3
4
5
4
4
5
4
4
4
4
4
0
4
3
0
0
3
4
4
3
0
0
3
4
4
4
0
0
4
4
0
3
0
0
4
4
4
3
0
0
4
4
4
155
усадочные раковины
рыхлоты, пористость
Включения неметаллические
шлаковые,
флюсовые
Пузыри газовые
Флокены
Заковы
Закаты
Волосовины
Ужимины
Плены
Непровар
Прожог
Ликвация:
дендритная
зональная
Науглероживание
Обезуглероживание
Окислы, корочки
Перегрев
Разнотолщинность (листов)
Разностенность
тянутых полуфабрикатов в
поперечном сечении
То же для труб
полок профилей в продоль-
0
4
0
0
0
4
0
4
0
2
0
3
0
4
0
0
2
4
0
0
2
2
0
3
3
0
0
0
0
0
0
0
0
0
3
0
0
4
2
0
5
0
0
3
5
0
0
2
2
0
0
0
0
0
0
0
3
3
3
0
0
0
3
3
4
3
3
0
0
0
4
0
0
0
2
2
0
0
0
0
0
0
0
0
0
0
4
0
4
0
0
0
4
0
4
0
0
0
0
2
2
3
0
0
3
0
3
3
0
3
3
0
3
5
0
3
3
0
3
5
0
1
3
0
3
5
156
ном направлении
Разрывы внут0
1
0
0
0
4
ренние
Рванины
5
0
0
4
4
4
«Скворечники»
2
4
0
0
2
4
При любом методе контроля о дефектах судят по косвенным
признакам (характеристикам), свойственным данному методу.
Некоторые из этих признаков поддаются измерению.
Результаты измерения служат характеристиками выявленных дефектов и используются для их классификации.
8.2. Контроль средств производства
Контроль средств производства предусматривает регулярную проверку состояния технологического оборудования и технологической оснастки.
Задача контроля средств производства состоит в том, чтобы
не допускать эксплуатацию неисправного оборудования и технологической оснастки и тем самым предупреждать возникновение
брака.
Контроль за состоянием оборудования осуществляется
обычно отделом главного механика и производственным персоналом цехов. ОТК лишь участвует в приёмке оборудования из
ремонта. Действенный и систематический контроль за состоянием оборудования обеспечивается осуществлением текущего статистического контроля. В этом случае с помощью контрольных карт корректируются сроки вывода станков в ремонт и
оценивается качество его выполнения.
Технологическая оснастка, изготовленная на заводе, принимается работниками ВТК инструментального цеха. Основная
часть работы по контролю технологической оснастки и особенно
средств контроля ложится на Центральную измерительную лабораторию (ЦИЛ) завода и подчинённые ей контрольнопроверочные пункты (КПП).
ЦИЛ обычно имеет в своём составе: группы эталонирования, научно-исследовательскую и оперативных измерений.
157
В задачи группы эталонирования входит: разработка заводской проверочной схемы и составление графика периодических
проверок средств измерения.
Периодичность проверок каждого вида средств контроля зависит от его конструктивных особенностей и условий эксплуатации и регламентируется правилами Комитета стандартов,
мер и измерительных приборов.
Группа эталонирования осуществляет также техническую
приёмку, аттестацию, учёт и проверку концевых мер и основных
приборов, ЦИЛ и КПП наблюдают за соблюдением правил эксплуатации средств измерения. Результаты периодических проверок средств измерения фиксируются в специальной документации (паспорт, аттестат), которая хранится вместе с соответствующими средствами контроля. Группе эталонирования подчиняется юстировочно-ремонтная мастерская, выполняющая ремонт,
юстировку и наладку наиболее точных средств измерения.
Научно-исследовательская группа ЦИЛ участвует в разработке новых методов контроля; разрабатывает новые методы
измерения и проверки средств измерения; инструкции по эксплуатации и хранению средств измерения; оказывает консультативную помощь работникам цехов и отделов и решает спорные вопросы в области применения измерительной техники и методов
измерения.
Группа оперативных измерений выполняет особо точные и
сложные измерения по заявкам цехов и отделов завода.
Контрольно-проверочные пункты осуществляют проверку
средств измерения, находящихся в эксплуатации, и проверку инструмента, поступившего на центральный инструментальный
склад.
Периодической проверке по графику подлежит весь измерительный инструмент, находящийся в эксплуатации, и некоторые другие виды технологической оснастки, определяемые
специальным списком. Проверка осуществляется в полном соответствии с установленными правилами и с обязательной записью
результата проверки в паспорт или аттестат. Паспорта хранятся в
специальных картотеках, в которых они группируются по видам
инструмента и номерам. В обязанности контрольного мастера
КПП входит наблюдение за сроками действия паспортов, пра-
158
вильностью и своевременностью их заполнения (соблюдение
сроков проверки, правильное оформление её результатов, своевременное направление в ремонт и т. д.).
Принудительные строго регламентированные проверки выполняются независимо от результатов текущих проверок, осуществляемых КПП, при возвращении технологической оснастки
в инструментально-раздаточную кладовую цеха (ИРК).
Организация контрольного аппарата.
Отделы технического контроля призваны обеспечивать выпуск потребителю комплектной доброкачественной продукции,
предупреждать брак и активно участвовать в работе по улучшению качества продукции. Обеспечение надлежащего качества
продукции целиком возлагается на производственный персонал.
Отдел технического контроля завода имеет, как правило, в
своём составе следующие подразделения: бюро внешней приёмки
(технической приёмки материалов, полуфабрикатов и покупных
изделий); бюро цехового контроля; бюро учёта и анализа брак и
рекламаций; центральную измерительную лабораторию с филиалами и контрольно-проверочными пунктами. Возглавляется ОТК
начальником отдела технического контроля (главным контролером), подчиняющимся директору завода.
Начальник ОТК и руководители его подразделений в цехах
наделены правами, позволяющими им осуществить возложенные
на ОТК задачи (отказ от приёмки продукции, засоренной браком,
прекращение производства продукции в случаях появления массового брака и т. п.).
Структура и количественный состав аппарата ОТК изменяются в зависимости от сложности и масштабов выпускаемой
продукции (объёма работ) и особенностей распределения обязанностей между аппаратом ОТК и производственным персоналом.
9. УПРАВЛЕНИЕ ЗАТРАТАМИ НА КАЧЕСТВО
9.1. Основные понятия о затратах на качество
Качество и экономика на протяжении всей истории цивилизации были нерасторжимо связанными понятиями. Еще Аристотель вклад вал в понятие качества различие между предметами по
159
признаку «хороший – плохой». В китайских рукописях первого
тысячелетия наш эры иероглиф «качество» состоял из двух элементов: «равновесие» и «деньги». И в последней редакции стандарта ИСО 9000:2000 в понятие «качество» – «степень, с которой
совокупность собственных характеристик выполняет требования» – заложены ожидания потреб теля не только в качестве товара, но и в возможности его приобретении.
В первой научной концепции управления качеством Форда–
Тейлора качество продукции (автомобиля) достигалось отбраковкой не годных (т. е. не соответствующих документации) элементов продукции. При этом затраты на достижения заданного качества в производстве достигали 20–40 % от себестоимости продукции.
В научной концепции статистического управления качество
Шухарта предусматривалось снижение числа производственных
дефектов за счет ранней диагностики поведения исследуемых параметре качества и предупреждения возможных дефектов. Процент брака продукции снизился, но все-таки составлял от 5 до
10 % от себестоимости продукции.
Японская научная концепция управления качеством, ориентированная на максимальное вовлечение человеческого ресурса в
обеспечение качества, практически позволила решить проблему
бездефектного изготовления продукции. Это было достигнуто
одновременно с реализацией мероприятий по глобальному контролю качества на всех этапах жизненного цикла продукции, что
требовало значительных затрат на контроль. Вместе с тем японские фирмы впервые в практике продаж совместили высокое качество товара с приемлемой для покупателя стоимостью, что
обеспечило длительное конкурентное господство японских производителей на международных рынках.
Действующая в настоящее время научная концепция качества, основанная на принципах TQM (тотального менеджмента
качества) и международных стандартах ИСО серии 9000, направлена на планирование качества продукции, которое еще пока неосознанно, но уже востребовано потребителем. В отличие от
предшествующих концепций управления качеством новая концепция глобально ориентирована на создание продукции с уче-
160
том мнения потребителей как по ее качеству, так и по возможности приобретения.
Формирование затрат на изготовление продукции. Обеспечение качества продукции связано с определенными затратами.
Они образуется на всех этапах жизненного цикла: от разработки
продукции до постпродажного обслуживания. Нас в большей
степени интересуют те затраты, которые формируют себестоимость продукции, учитывая, что конкурентоспособность напрямую зависит от цены, отражающей и качество, и себестоимость.
Все затраты, связанные с качеством продукции, можно разделить условно на две части: управленческие (на менеджмент качества) и производственные. Управленческие затраты связаны с
подготовкой, обеспечением и контролем условий производства
качественной продукции. Эти затраты предопределяют направление и величину производственных затрат.
Управленческие затраты включают те затраты, которые
связаны:
■ с принятием управленческих решений, влияющих в той
или иной степени на обеспечение качества продукции;
■ деятельностью маркетинговых, планово-финансовых и
экономических служб, отвечающих за движение финансовых и
материальных потоков на обеспечение качества;
■ транспортными и снабженческими издержками по обеспечению сырьем, материалами и комплектующими данного
изделия;
■ контролем качества продукции и процессов на всех этапах жизненного цикла.
Если разработка и проектирование новой продукции осуществляются внешними организациями, то затраты на них учитываются как снабженческие издержки.
Производственные затраты можно разделить на материальные, технические и трудовые, напрямую влияющие на себестоимость продукции. Производственные затраты формируются
на всех проектных, конструкторских и технологических операциях, связанных с изделием, при которых образуется добавленная
стоимость.
Как на этапе проектирования продукции, так и в процессе ее
производства в конструкторском бюро, технологических отделах
161
и производственных подразделениях ведется непрерывная работа
по снижению расчетных нормативов на все виды работ и возможному сокращению издержек, связанных с недостаточно продуманным проектированием, некачественной технологической
документацией, некачественными процессами изготовления продукции. Перед началом изготовления товарной продукции существует утвержденная конструкторская, технологическая и нормативная документация, определяющая стоимость затрат на сырье,
материалы, оборудование и труд. Все эти нормативные затраты
сводятся в расчетную себестоимость единицы продукции, соответствующую
нормальному
(безотказному)
ходу
производственного процесса как в основных, так и во вспомогательных подразделениях. Это и есть суммарные затраты на соответствие продукции требованиям документации, т. е. на качество
продукции.
Реальный производственный процесс сопровождается (в
связи с коррекцией его хода или наличием случайных факторов,
воздействующих на работников, технологическое оборудование,
режущий инструмент, материалы и т. д.) как экономическими потерями, связанными с несоответствием показателей качества технической документации, так и затратами на улучшение качества.
Рассмотрим происхождение и возникновение затрат на обеспечение качества более подробно, так как без этого невозможно эффективно управлять не только качеством, но и предприятием.
Принимая во внимание быструю изменчивость вкусов потребителей, сегодня надо уходить от массового изготовления однородной продукции к оптимально ограниченным партиям высококачественной продукции одного назначения, но по доступным
ценам. На повестке дня – сокращение затрат не только на операциях производства, но в большей степени – на вспомогательных
операциях логистического цикла и процессах маркетинга и проектирования. Прогнозирование возможных дефектов и отказов
продукции на ранних этапах жизненного цикла изделия (проектирование и разработка конструкторской и технологической документации) становится актуальней проблемой специалистов по
качеству Высокая изменчивость номенклатуры продукции требует создания методов своевременного принятия управленческих
решений на изменение конъюнктуры рынка или экономического
162
состояния предприятия, что связано с внедрением современных
информационных технологий в управление качеством и совершенствованием методов управленческого учета затрат.
Жизнеспособность каждого предприятия зависит от его
возможности удовлетворить запросы потребителей. Изучение
мнения покупателей должно выявить сегмент рынка, на который
ориентируется предприятие при выпуске новой продукции, определить, какой уровень цены и качества продукции удовлетворит
большинство потребителей. Многие потребители рассматривают
увеличение ценности изделия как нечто более важное, чем
уменьшение его цены. Исследования, проведенные в Европе и
США, показали, что затраты на удовлетворение ожиданий потребителя в области качества, составляющие значительные суммы,
тем не менее не снижают величину получаемой прибыли от продаж продукции. В этих условиях увеличение ценности продукции
приводит к увеличению затрат на качество, что предопределяет
необходимость его оценки, учета и контроля. Управление затратами на предприятии сегодня является важным инструментом
повышения конкурентоспособности продукции.
9.2. Обзор исследований в области затрат на качество
Развитие экономических аспектов качества неразрывно связано с увеличением числа работ по обеспечению качества продукции.
Можно выделить шесть исторических этапов в обеспечении
качества промышленной продукции:
■ индивидуальный контроль;
■ цеховой контроль;
■ приемочный контроль;
■ статистический контроль;
■ комплексное управление качеством;
■ обеспечение качества на основе стандартов ИСО 9000.
Индивидуальный контроль качества существовал до конца
XIX в., когда продукцию полностью изготавливал один работник
или небольшая группа работников. Они же контролировали результаты индивидуального труда, обеспечивая тем самым качество изделия.
163
К началу XX в. происходит переход от ремесленнического
этапа производства к индустриальному. При этом формируется
новый механизм обеспечения и гарантии качества – цеховой контроль качества, при котором ответственность за качество выполнения работ стал нести цеховой мастер. Цеховой контроль
опирался на принципы научного управления, разработанные Ф.
Тейлором. В соответствии с этими принципами при контроле использовались два типа калибров: пропускной (проходной) и непропускной (непроходной). В зависимости от попадания значения показателя качества продукции в поле допуска все изделия
делились на «годные» и «дефектные».
К середине 20-х гг. прошлого столетия на фирмах стали создаваться службы технического контроля со штатными контролерами. Технический контроль стал самостоятельным профессиональным видом деятельности. Это положило началу приемочному
контролю качества и значительному увеличению научных исследований в области обеспечения контроля и управления качеством. В это же время стала формироваться и экономика качества
как научная дисциплина.
Началом научных исследований экономических аспектов
качества послужили работы В. Шухарта, который впервые применил на практике статистический контроль качества, основанный на использовании контрольной карты (карты Шухарта) с
заданными границами регулирования.
Наиболее существенным достижением статистического контроля качества был переход от сплошного контроля к выборочному. Именно с работ Шухарта начался период активных исследований в области экономики качества.
Ключевой работой данного периода можно считать книгу
«Справочник Джурана по управлению качеством», в которой были представлены основы экономического подхода к обеспечению
качества. Д. Джуран разработал концепцию взаимосвязи управленческой и финансовой сторон обеспечения качества и предложил классификацию и укрупненный состав затрат на качество.
Он сформулировал девять основных статей затрат:
■ на исследование рынка с целью установления необходимого уровня качества продукции требованиям потребителя;
■ научно-исследовательские работы;
164
■ разработку рабочего проекта;
■ планирование и технологическую подготовку производства;
■ процесс производства;
■ проведение инспекций и испытаний;
■ предупреждение возникновения дефектов;
■ проведение анализа причин, вызывающих появление дефектов;
■ разработку и проведение программ по обеспечению качества.
В начале 60-х гг. XX в. исследования Д. Джурана были продолжены А. Фейгенбаумом, предложившим концепцию комплексного управления качеством, ставшую в то время новой философией в области управления предприятием. Главное положение этой концепции — мысль о том, что управление качеством
должно затрагивать все стадии создания продукции и все уровни
управления предприятием при реализации технических, экономических, организационных и социально-психологических мероприятий. Для того чтобы комплексное управление было эффективным, его следует проектировать и осуществлять на самых
ранних стадиях создания продукции. Необходимо планировать
качество, четко устанавливать требования к выполнению работ
при управлении качеством, вести строгий учет затрат на обеспечение качества.
Период расцвета этапа комплексного обеспечения качеством приходится на конец 70-х гг. прошлого столетия. Следует
выделить две наиболее интересные работы, относящиеся к экономике качества: Ф. Кросби «Качество свободно» (1979) и Д.
Джурана «Качество, продуктивность, конкурентоспособность»
(1982).
Изучая вопросы стоимостной оценки качества, Ф. Кросби
пришел к выводу, что изготовителю приходится платить не за качество, а за его отсутствие. Он доказал, что улучшение качества
не требует больших затрат, так как при этом одновременно повышается производительность и снижаются издержки производства. Он писал, что фирмы, которые не пытаются измерить затраты на качество, лишают себя прибыли в виде потерь от брака, переделок и ремонта. Его знаменитые афоризмы «За качество не
165
платят!» и «Дешевле работу сделать хорошо с первого раза, чем
ее переделывать» стали девизом специалистов, занимающихся
исследованиями в области экономики качества.
Работа Д. Джурана была посвящена исследованиям зависимости конкурентоспособности предприятия от качества выпускаемой продукции. Им предложена схема (получившая впоследствии название «Цепная реакция Деминга»), демонстрирующая
влияние качества на экономику производства (рис. 17). Эта схема
– наглядное свидетельство того, что уменьшение затрат, повышение производительности и успешное функционирование компании есть естественное следствие улучшения качества.
Рис. 17. Схема «Цепная реакция Деминга»
Понимание важности и необходимости управления затратами привело к созданию соответствующих национальных стандартов. Одним из первых стандартов такого рода был британский
национальный стандарт BS 6143:1981 «Руководство по определению и использованию затрат, относящихся к качеству». Этот
стандарт предназначался для использования в производстве и содержал описание PAF-модели (модель «Предупреждение – оценка
– отказ»). Он был одним из наиболее полных справочных материалов в области управления затратами на качество.
В 1987 г. (шестой этап) были изданы первые пять международных стандартов ИСО серии 9000–87. Основополагающий
стандарт ИСО 9004–87 «Общее руководство качеством и элементы системы качества» включает пункт «Финансовые затраты», со-
166
держащий требования к планированию, учету и анализу затрат на
качество. Причём описание этого пункта практически полностью
основывалось на содержании BS 6143:1981.
В 1998 г. Технический комитет Великобритании опубликовал
отчет «Руководящие принципы управления экономикой качества».
В нем предлагалось рассматривать деятельность организации как
совокупность процессов и рекомендовалось использовать процессную модель определения затрат на качество. Одновременно с
этим предлагалось вести мониторинг удовлетворенности потребителя и оценивать затраты по соотношению затраты/прибыль.
Отечественные исследования в области экономики качества.
Первые отечественные разработки, касающиеся экономических
проблем качества, появились только в конце 60-х гг. XX в., т.е.
почти на 30 лет позже, чем зарубежные. Принято считать, что
началом этой деятельности является создание саратовской системы бездефектного изготовления продукции (БИП) в 1955 г.
Следует отметить, что отечественные ученые при изучении
экономических аспектов качества практически не использовали
зарубежный опыт. Отечественные разработки отличались более
глубоким теоретическим анализом проблем по сравнению с зарубежными разработками. Если исследования за рубежом были
направлены на решение проблем отдельных корпораций и фирм,
то в СССР основной задачей исследования было повышение
народно-хозяйственного эффекта в целом. Поэтому использование разработок зарубежных ученых было практически невозможно. В табл. 17 приведена эволюция международных исследований
в области экономики качества.
Таблица 17
Эволюция международных исследований в
области экономики качества
Год
Исследования в области экономики
Автор
1931
Предложен статистический контроль
качества
В. Шухарт
1946
Создано Американское общество по
контролю качества (ASQC)
167
1947
Учреждена медаль Шухарта за выдающийся вклад в области управления качеством
ASQC
1951
Предложена первая классификация затрат на обеспечение качества и состав
основных затрат
Д. Джуран
1954
Разработан план контроля качества на
основе статистических методов
П. Фридман
1956
Предложен метод определения расходов
на обеспечение качества по трем показателям: добавленная стоимость, чистая У. Массер
прибыль, оплата труда основных работников
1957
Разработаны экономические аспекты
составления контрольных карт
М. Каден
Разработан метод планирования и прогнозирования расходов на качество
П. Ален
1959
Принят первый нормативный документ
1959
по управлению качеством MIL-Q-1958
(США)
1961
Разработан метод окупаемости инвестиД. Истман
ций, связанных с качеством
1962
Предложен первый вариант классификации затрат
1963
Предложена современная версия классификации затрат на качество
1966
Разработана концепция учета, планирования и оптимизации издержек фирмы
при анализе качества
1966
Создана Международная академия ка-
Д. Джуран
П. Фридман
168
чества
1967
Издан справочник «Затраты на обеспечение качества: какие и как они реализуются»
1968
Применение закона Парето к распределению потерь от брака
1970
Предложена классификация затрат на
качество по принципу полезности затрат
Т. Накамура
1972
Уточнен состав затрат на качество на
основе классификации А. Фейгенбаума
Ф. Кросби
1977
Справочник «Руководство по снижению
ASQC
затрат на качество»
1979
Выпущена монография «Качество свободно»
1951
Принята первая редакция британского
стандарта BS 6143
1982
Опубликовано 14 постулатов Деминга.
Предложена цепная реакция Деминга
1984
Предложена концепция «инжиниринга
качества» — повышение качества с одновременным сокращением затрат на
качество
1986
Справочник «Принципы учета затрат на
ASQC
качество»
1987
Опубликована первая редакция стандартов ИСО 9000
1990
Выпущен новый британский стандарт
BS 6143, часть1 «Модель затрат на процесс»
ASQC
Ф. Кросби
Э. Деминг
ТК/ИСО 176
169
1994
Пересмотрен и принят во второй редакции стандарт ИСО 9004-1
ТК/ИСО 176
1998
Опубликован технический отчет «Руководящие принципы управления экономикой качества»
ТК/ИСО 176
2000
Приняты стандарты ИСО серий 9000 в
новой редакции
ТК/ИСО 176
В начале 70-х гг. XX в. группой ученых под руководством
Д. С. Львова были предприняты попытки оптимизации уровня качества продукции на основе экономического эффекта в народнохозяйственной деятельности. В этот период были разработаны
первые методики расчета экономической эффективности от повышения качества и экономического ущерба, связанного с недостаточным качеством. В то же время ими проводились исследования
экономической сущности качества продукции и ее связи с основными
категориями политэкономии: потребительской стоимостью и себестоимостью.
К концу 1970-х гг. ленинградская школа ученых-экономистов
под руководством Е.М. Карлика провела практические исследования
стоимостного аспекта качества. Эти работы непосредственно касались
вопросов классификации, оценивания и учета затрат на обеспечение и
улучшение качества конкретной промышленной продукции.
В 1987 г. ученый Л.П. Гайжаускас впервые в СССР принял за
основу своих исследований классификацию затрат на обеспечение качества, предложенную Э. Демингом, и показал возможность применения этой классификации в условиях социалистического производства.
В начале 90-х гг. прошлого века в России были официально
приняты стандарты ИСО 9000, и работы отечественных специалистов в
области экономики качества – стали в основном уступать зарубежным
исследованиям. Эволюция отечественных исследований, посвященных
экономическим аспектам качества, приведена в табл. 18.
Таблица 18
Эволюция отечественных исследований в области
экономики качества
170
Год
1968
1972
1973
1975
1977
1979
1980
1980
1982
1983
1986
1991
1991
1996
1998
1999
Исследования в области экономики качества
Введено понятие «экономический фактор,
влияющий на качество»
Введен термин «экономика качества», начаты
исследования оптимизации уровня качества
Предложена типовая методика расчета экономической эффективности при повышении
Предложена
типовая методика определения
качества
экономического ущерба
Предложена первая, классификация затрат на
обеспечение и повышение качества
Предложена первая методика расчета суммарных затрат на качество
Предложена классификация затрат на качество «по элементам обеспечения качества»
Автор
Гличев
Львов
Гличев
Гличев
Карлик
Карлик
Будищев
Разработан метод экономико-статистической
Бадалов
оценки качества
Дано определение затрат на качество на осРахлин
нове экономической теории
Сформирована структура затрат на обеспеКарлик
чение качества
Впервые в СССР адаптирована классификаГайжаускас
ция затрат на качество по Э. Демингу
Разработана концепция формирования затрат
М.З. Свиткин
на обеспечение и повышение качества
Предложена математическая модель оптиИ.А. Будищев
мизации качества
Разработан метод определения инвестиций Д.С. Демив улучшение качества
денко
Разработаны основы методологии определеК.М. Рахлин
ния затрат на качество
Разработаны принципы планирования и учеК.М. Рахлин
та затрат на качество
9.3. Управление затратами
Управление затратами – это многопрофильный процесс, охватывающий все аспекты хозяйственной деятельности, начиная со снабже-
171
ния и заканчивая реализацией готовой продукции. Система управления затратами предполагает:
■ нормирование и планирование затрат;
■ учет затрат;
■ контроль отклонений затрат;
■ анализ затрат (оперативный, текущий, перспективный);
■ регулирование затрат и принятие решений.
Следует отметить, что затраты, связанные с качеством, не сводятся к одной-единственной составляющей затрат, а представляют собой сложную систему, состоящую из многих элементов. Только внедрение комплексной программы менеджмента качества заставит проанализировать все затраты и признать, что дополнительные внутренние расходы предприятия – лишь первый шаг к поиску кардинального
решения устранения глубинных корней возникающих проблем.
Управление затратами, связанное с качеством, начинается с признания, что повышение качества продукции и сокращение затрат, связанных с их качеством, являются синонимами. Именно в этом заключается постулат экономики качества. Следующим шагом должно стать
понимание того, что измеримое повышение качества способно оказать
вполне осязаемое воздействие на другие показатели бизнеса: объем
продаж, увеличение доли рынка и др.
Чтобы избежать поражения в конкурентной борьбе, ведущейся
вокруг качества продукции и цен на нее, для постоянного укрепления
своих позиций в этом соревновании компании должны осознать
важность управления качеством, охватывающего все аспекты их деятельности. А для эффективного менеджмента качества нужно внедрять
систему учёта затрат, связанных с качеством, изначально предназначенную для повышения конкурентоспособности.
Уже очевидно, что система управлений затратами, связанными с
качеством, может стать мощным инструментом управления предприятием в целом. Она способна служить индикатором эффективности
управления во многих областях деятельности компании. Следовательно,
программа управления затратами должна стать неотъемлемой составной частью любых действий, направленных на повышение качества.
Если расходы, связанные с качеством, растут на предприятии неограниченно, достигая высокого уровня, то это явный признак
неэффективного управления. Вполне возможно, что высшее руководство не придает должного значения этим тревожным показателям.
172
Программа управления затратами, связанными с качеством, сигнализирует о приближении опасных, в финансовом отношении ситуаций, вызванных ненадлежащим качеством. Причинами гибели многих компаний стали избыточные, но скрытые издержки, обусловленные недостаточным качеством продукции.
Самые дорогостоящие последствия для производителя продукции – это дефекты, выявленные потребителем. Если производитель или
сервисная организация имеет программу качества, обеспечивающую
предотвращение дефектов и непрерывное совершенствование, то издержки, обусловленные дефектами, в большинстве случаев обходятся
компании значительно дешевле. Основной аргумент в пользу внедрения систем управления затратами на качество – способность этих систем оценить стоимость требуемых корректирующих действий и обосновать целесообразность их проведения.
Важная часть управления затратами, связанными с качеством, –
снижение потерь от дефектов. Например, затраты можно представить
в виде диаграммы Парето и постепенно устранять дефекты начиная с
наиболее дорогих. Их нельзя радикально сократить при отсутствии
системы, позволяющей отслеживать причины возникающих дефектов с целью их последующего устранения.
Стоимостью работ по предупреждению дефектов следует управлять так же, как и затратами на контроль качества и потерями от дефектов – путем тщательного анализа и последующих корректирующих
действий. Средства и методы предупреждения дефектов должны применяться корректно и избирательно, не обязательно охватывать все
аспекты деятельности компании.
Важно также проанализировать обоснованность текущих затрат
на оценку и контроль качества и получить ответы на следующие вопросы: не слишком ли высоки потери от дефектов при отсутствии достаточной программы контроля и оценки качества?
Не тратятся ли лишние средства на проверки и оценки, особенно при достигнутом повышенном уровне эффективного производства?
Внедрение системы управления затратами, связанными с качеством, надо всегда проводить при позитивном отношении к ней сотрудников компании. В противном случае ее назначение может
быть понято превратно, такая система всегда выявляет массу отходов производства, ошибок и лишних расходов, которых не
173
должно быть в компании с грамотным управлением. Поэтому
особенно важно, чтобы все сотрудники, которых затрагивает эта
система, начиная с руководителей компании, понимали, что
управление затратами служит средством оздоровления экономики.
Если программа управления затратами организована просто
и разумно, то она во всех областях деятельности компании служит
надежной опорой для внедрении инициатив, предлагаемых системой менеджмента качества или программой обеспечения делового совершенства. Поэтому на начальных этапах внедрения программы особое внимание надо уделять ее тщательному планированию в интересах достижения поставленных целей.
9.4. Модели затрат на качество
Оценкой затрат на качество занимались многие известные
ученые США и Японии: А. Фейгенбаум, Э.Деминг, Д. Джуран, К.
Исикава, Г. Тагути. Можно выделить четыре различных подхода к
оценке затрат на качество [27]:
1) модель «всеобщего блага общества»;
2) стоимостная модель процесса;
3)
модель
PAF
(prevention,
appraisal,
failure–
предупреждение, оценка, отказ);
4) модель сбалансированных оценок;
Коротко рассмотрим каждую из моделей.
Концепция «всеобщего блага общества». Эту концепцию
выдвинул известный японский ученый Г. Тагути. Концепция основана на положении, что всякие затраты на качество необходимо
рассматривать с позиции общих потерь всего общества (территории, страны и т.д.), образующихся в результате несовершенства
продукции или услуг. Тагути считает, что «потери для общества
возникают после отгрузки продукции». При этом, по его мнению,
эти потери могут быть двух типов: либо потери, связанные с изменчивостью функции (продукции), либо связанные с вредными побочными эффектами, в том числе для окружающей среды. Такой подход
к определению качества нетрадиционен, так как оно (качество) оценивается не через увеличение эффективности продукции, а через недостаток качества. Определение затрат на это качество (по Тагути)
174
трудно применять на практике, так как в рыночной экономике достаточно сложно учесть потери общества. Вместе с тем всегда полезно
посмотреть или оценить, какую ответственность несет предприятие
перед обществом и в каком состоянии находится его политика по качеству в отношении окружающей среды.
Более подробно функция потерь качества изложена в главе 1
настоящей работы.
Стоимостная модель процесса. По этой концепции учитываются
все затраты на выполнение процесса, который имеет свои входы и выходы, как желательные, так и нежелательные. «Желательные» входы
идут от поставщиков материалов и комплектующих, а выходы идут
к потребителям готовой продукции (рис. 18).
Рис. 18. Стоимостная модель процесса
175
Стоимостная модель процесса предполагает, что все затраты
на продукцию могут быть разделены на две категории: конформные затраты, связанные с достижением соответствия по качеству (costs of conformance) и неконформные затраты, связанные с несоответствием
по качеству (costs of nonconformance). Обе эти категории затрат рассматриваются в равной степени как потенциальные источники экономии. При этом в затраты на несоответствие по качеству входят только
те затраты, которые вызваны отступлением от конструкторской, технологической, нормативной, организационной документации, и не входят расходы на предупреждение отступлений от документации, (повышение квалификации персонала, испытания на надежность и т.д.).
Очевидно, что основное внимание в стоимостной модели процесса уделяется сокращению затрат на реализацию процессов (снижение нормативов на трудоемкость работ, материалы, сырье, накладные
расходы).
Для примера приведем таблицы Британского стандарта BS 6143
(табл. 19), которые иллюстрируют структуру затрат на производство
продукции.
Таблица 19
Структура затрат на производство продукции
Функции производства
Планирование, разработка технологий,
нормирование работ,
управление расходами
Производство, контроль и испытания
Конформные затраты
Неконформные затраты
Часть стоимости
Часть стоимости (влияние технических изменений, ошибок
планирования)
Регистрируются пра- Повторная инспекция,
вильные временные
испытание, поиск
затраты
дефектов
Испытательное оборудование, его проверка и обслуживание
Общая стоимость
—
Устранение поломок
—
Общая стоимость
176
Производственные
затраты
Регистрируются праИсправление дефеквильные временные
тов
затраты
Обеспечение материРасчетная стоимость
алами
Простои
—
Работы, связанные с
—
дефицитом ресурсов
Стоимость остатков,
излишние траты
Общая стоимость
Затраты на аудит и
анализ
Стоимость аудита
особых мероприятий
Аудит и анализ
Общая стоимость
Структура затрат на обеспечение качества
Функции обеспечеНекомформные затраКонформные затраты
ния качества
ты
Оценка продавца
Общая стоимость
—
(исследование рынка)
Связи с продавцом
Расходы на контроль
Затраты на исправление брака
Поиск и устранение
неисправности, анализ
—
Общая стоимость
Стандарты
Общая стоимость
—
Расходы на согласова- Расходы на действия по
Связи потребителя ние и контроль стан- отслеживанию (передартов, планов, гра- планирование и т. д.)
фиков
Модель РАF. В этой модели затраты, связанные с обеспечением качества, разбиваются на две основные категории: затраты, связанные с несоответствием по качеству (безвозвратные), и затраты,
связанные с достижением соответствия (профилактические) по качеству (рис. 19) .
177
Рис. 19. Стоимость единицы товарной продукции
Затраты, связанные с соответствием, делятся на затраты на
оценку и предупреждение, а затраты, связанные с несоответствием, — на внутренние отказы и внешние отказы. Определение всех
этих четырех видов отказов заимствовано из Британского стандарта BS 4778. В соответствии с этим стандартом рассмотрим
номенклатуру затрат всех видов.
Затраты на предупреждение:
■ планирование качества, разработка и конструирование
измерительного и испытательного оборудования;
■ анализ качества и проверка конструкции;
■ проверка и техническое обслуживание оборудования
для измерения и испытаний;
■ проверка и техническое обслуживание производственного оборудования, используемого для оценки качества;
■ гарантии поставщиков;
■ подготовка кадров в области качества;
■ анализ качества и программы по совершенствованию качества.
178
Затраты на оценку:
■ предпроизводственная проверка;
■ выбор способа контроля;
■ проведение лабораторных приемных испытаний;
■ контроль и испытание;
■ контрольное и испытательное оборудование;
■ материалы, расходуемые при проведении контроля и
испытаний;
■ анализ и доклад о результатах испытаний и контроля;
■ полевые испытания на работоспособность, утверждение и одобрение, оценка складских запасов;
■ инвентаризация складирования.
Затраты на оценку будут оправданы при условии, что
несоответствие обнаружат до того, как продукция попадет к потребителю. Такими действиями могут быть:
■ испытания продукции или проверка документации до
того, как ее передадут потребителю;
■ проверка документов и исправление ошибок до того,
как они попадут на почту;
■ контроль работы оборудования или поставщиков;
■ реставрация поврежденных поверхностей;
■ хранение сверхнормативного запаса компонентов для
замены дефектных комплектующих;
■ проверка подготовленных счетов перед отправкой их потребителям для оплаты.
Выявление несоответствий на этой стадий исключает серьезные
затраты на отказы и сбои в будущем, а также помогает разрабатывать
более эффективные методы контроля.
В литературе затраты на соответствие часто называют профилактическими, или предупредительными, затратами на повышение качества. Такие затраты являются выгодными инвестициями в улучшение качества.
Рассмотрим номенклатуру потерь, связанных с внутренними
отказами:
■ брак;
■ замена, переделка и ремонт;
■ поиск и устранение неисправностей или анализ дефектов и отказов;
179
■ повторные испытания и контроль;
■ отказы у субподрядчиков;
■ разрешение на модификацию и уступки;
■ понижение класса качества;
■ простои.
Потери, связанные с внешними отказами:
■ жалобы;
■ гарантийный возврат;
■ отвергнутая и возвращенная продукция;
■ уступки;
■ потери продаж;
■ расходы на отзыв продукции;
■ ответственность за продукцию.
Потери, связанные с отказами, в литературе обычно называют
безвозвратными затратами на качество. Эти затраты составляют 4–
5 % от объема продаж. Усилия по исправлению несоответствий, выявленных вне компании, обычно направлены на восстановление доверия потребителей, иначе это грозит потерей рынка.
Чтобы получить полную картину потерь, надо, помимо традиционных затрат, учесть и скрытые затраты на несоответствие:
■ содержание дополнительной сервисной службы;
■ задержки с выполнением планов;
■ задержки с оформлением документов;
■ страховые запасы комплектующих и узлов;
■ дополнительные перевозки;
■ ошибки в оформлении счетов на оплату;
■ неполное выполнение принятых заказов;
■ доработка конструкции несоответствующей продукции;
■ потери времени на контакты с неудовлетворенным
потребителем;
■ неиспользованные производственные мощности и др.
Эти не отраженные в бухгалтерских документах расходы
составляют не менее 15–20 % от общего объема продаж.
Скрытые затраты, связанные с внешними отказами, могут
быть вызваны следующими обстоятельствами:
■ изучением и удовлетворением жалоб;
■ выполнением необоснованно взятых обязательств;
180
■ исправлением ошибок в счетах;
■ выездом специалистов непосредственно к потребителю при возникновении неполадок;
■ возмещением затрат потребителю, вызванных несвоевременным выполнением обязательств;
■ снижением возможного уровня неудовлетворенности
за счет отзыва продукции.
При наличии информации о различных видах затрат, связанных с качеством, можно:
■ сравнивать характеристики затрат разных подразделений;
■ сравнивать характеристики затрат при использовании
разных производственных линий;
■ сравнивать свои характеристики затрат с характеристиками конкурентов;
■ анализировать тенденции, наметившиеся в затратах;
■ планировать будущие конформные затраты на обеспечение качества;
■ устанавливать целевые пределы будущих неконформных затрат;
■ решать, где можно снизить расходы, связанные с качеством, и какие дополнительные вложения в некоторые статьи
затрат на качество могут привести к экономии средств.
Сравнивая стоимостную модель управления затратами на
качество и PAF, можно отметить, что затраты на оценку качества
и предотвращение отклонений можно отнести к конформным затратам, а внутренние и внешние затраты – к неконформным.
Авторы работы [9] предлагают свою укрупненную классификацию затрат на качество, несколько отличную от модели РАF.
Затраты на превентивные действия (С1) – расходы производителя на любые действия по предупреждению появления несоответствий и дефектов, включая затраты на разработку, внедрение и
поддержание системы качества, обеспечивающие снижение риска
потребителя получить продукт или услуги, не соответствующие
его ожиданиям.
Затраты на инспекцию (С2) – расходы производителя на обнаружение несоответствий и дефектности, возникающих в процессе проектирования и производства или оказания услуг, с целью
181
их исключения до момента поступления продукта потребителю
или завершения оказываемых ему услуг. Чтобы минимизировать
число ошибок, представляющих собой несоответствия требованиям потребителя (дефектность), производитель вынужден организовать систему их обнаружения, для чего расходуется часть денежных средств на входной, текущий и выходной контроль продукции, включая стоимость контрольно-измерительного оборудования.
Издержки на внутренний брак (С3) – затраты производителя
на устранение выявленных им в процессе производства или услуг
дефектов (как внутренних, обнаруженных производителем до поставки продукта на рынок, так и внешних, обнаруженных потребителем после приобретения им продукта) с учетом стоимости
изготовления качественной продукции взамен забракованной.
К ним относятся, например, расходы на производство выявленного брака и последующую его переработку, доработку конструкции или проекта, перепроверку проведенных исправлений,
затраты на 100-процентную сортировку партии продуктов и т. п.
Издержки на внешний брак (С4) – дополнительные затраты
производителя на исправление несоответствий переданного потребителю продукта или оказанных ему услуг по сравнению с тем,
что он ему обещал (гарантировал). К ним, например, относятся: затраты на гарантийный ремонт, на расследование причин отказов,
на замену продуктов, отказавших в эксплуатации в течение гарантийного срока, а также потери в цене из-за некачественной продукции, обнаруженной вне предприятия и т. д.
Внешний брак обнаруживается самим потребителем и поэтому помимо уровня издержек производителя включает бесплатную замену некачественного продукта качественным эквивалентом
с последующим дополнительным контролем с целью выявления
причин несоответствия и штрафных санкций.
Производитель в глазах потребителя несет несоизмеримые
моральные издержки которые в соответствии с «эффектом айсберга» могут принести ему непредсказуемые потери, вплоть до
его краха.
Очевидно, что затраты С1 на превентивные действия, входящие в стоимость продукции, будут возвращены производителю после
182
реализации качественного продукта. В то же время не существует единого мнения о возврате стоимости инспекции С2.
Традиционно считается, что эти затраты – также неизбежные издержки производителя. Этим и объясняется достаточно распространенная точка зрения о трех уровнях затрат на качество, показанных
на рис. 20, где стоимость инспекции и контроля (С2) наравне со стоимостью исправления внутреннего брака (С3) относится к внутренним
затратам, ставшим издержками производителя на обеспечение требуемого потребителем качества. Эти затраты не будут в будущем компенсированы потребителем.
Рис. 20. Три уровня затрат на качество
В то же время хорошо организованная система контроля ведет к минимизации некачественной продукции, поступающей на
рынок. В результате растет авторитет компании как «качественной».
Поэтому не все затраты производителя на инспекцию могут быть
причислены к его издержкам.
Постоянное внимание должно уделяться не только затратам
на инспекцию, но и в первую очередь издержкам на несоответствие.
Именно на исправление брака приходится «львиная» часть издержек.
Анализ типичных расходов на качество показал, что затраты, связанные с дефектами, в несколько раз превышают затраты на инспекцию,
не говоря уже о затратах на превентивные действия (табл. 20). Соотношение затрат, связанных с внешним и внутренним браком, также
очень важно. Вторые в основном указывают на необходимость в про-
183
граммах совершенствования планирования производства, тогда как
первые – на необходимость улучшения конструкции и эксплуатационного обслуживания продукции.
Таблица 20
Сравнительная доля затрат на качество
Элементы затрат на качество
Издержки на внутренний брак
С3
Издержки на внешний
брак С4
Затраты на инспекцию С2
Превентивные затраты С1
Доли в суммарных затратах, %
25 – 40
25 – 40
10 – 50
0,5 – 5
Вместо того чтобы искать оптимальный уровень дефектности, соответствующей минимальному уровню затрат, производитель должен сосредоточить свое внимание на полном исключении дефектов. Дефектность – это единственный враг производителя, из-за которого он несет издержки в производстве, причем
враг, которого можно легко обнаружить и уничтожить. Именно
поэтому японские фирмы стремятся к «нулевому дефекту», чтобы
обеспечить максимум прибыли.
Улучшение качества сегодня является главной целью всех
производителей продукции и услуг. Большинство ведущих фирм
уже достаточно легко справляется с дефектами продукции, но теперь перед ними стоит не менее важная задача – уменьшить затраты на соответствие, на инспекцию и контроль, на аудиторские
проверки. Можно предложить ряд мероприятий по снижению затрат на соответствие:
■ планирование и проектирование наиболее ценного для
потребителя продукта;
■ проектирование процессов, гарантирующих качество;
■ статистический контроль процессов;
■ обучение и переподготовка персонала;
■ увеличение долговечности технологического оборудования;
■ совершенствование работы с поставщиками по улучшению
качества комплектующих.
184
Следует отметить, что производитель обращает основное
внимание на дефекты и потери в сфере материального производства, считая, что несоответствие в нематериальной сфере подсчитать невозможно, что зачастую порождает исключительно высокие накладные расходы. Работа по снижению постоянных расходов является сегодня не менее важной, чем снижение затрат в основном производстве.
Модель сбалансированных оценок затрат на качество. Концепция сбалансированных оценок эффективности организации
была создана американскими учеными Р. Капланом и Д. Нортоном
с целью осуществления более целостного подхода к управлению ее
деятельности. Основные положения этой концепции, заключающиеся в
одновременной оценке эффективности предприятия по четырем важнейшим перспективам (финансы, потребители, внутренние процессы,
новшества и познание), сегодня успешно используются для решения
отдельных проблем, в том числе проблем, связанных с управлением
затрат на качество.
При традиционном подходе к выбору модели управления затратами на качество объектом управления являются только затраты произведенные на самом предприятии. В то же время предприятие в своей
деятельности ориентируется на потребителя, на поставщика материалов и комплектующих изделий, на общество, на конкурентов. Все эти
заинтересованные в деятельности предприятия стороны в той или иной
степени влияют на качество выпускаемой продукции и ее конкурентоспособность. Потребители обеспечивают нормальное функционирование предприятия, приобретая его продукцию. Удовлетворенность
потребителя обычно приводит к коммерческому росту, появлению
возможности назначения рыночной цены, снижению скидки и уменьшению процента кредитов. Постоянные потребители усиливают лояльность к марке продукции и авторитету предприятия, чем снижают расходы на осуществление продаж.
Поставщики (правильно подобранные) обеспечивают стабильность работы предприятия, поставляя комплектующие такого качества,
которое позволяет предприятию существенно снизить затраты, на эксплуатацию (послепродажное обслуживание) продукции.
Конкуренты заставляют коллектив предприятия находиться все
время в состоянии повышенной ответственности за качество продукции и снижение затрат на ее изготовление.
185
Метод сбалансированных оценок по затратам на качество, предлагаемый Н. Шеффердом, фокусируется на трех направлениях затрат
на качество: внутренние процессы, потребители, новшества и познание. Рассмотрим основные аспекты этих показателей.
Оценка эффективности внутренних процессов в затратах на качество. Процессы должны быть разработаны таким образом, чтобы они
были способны обеспечить соответствие как самих процессов, так и продукции. Затраты на низкое качество [37], как правило, возникают в области производственного процесса, и это – плодородная почва для
применения ведомости сбалансированных оценок, позволяющей продемонстрировать возможности улучшения характеристик работы. Приведем виды затрат на низкое качество, относящиеся к производственным процессам:
■ излишние затраты, связанные с материалами, а также
накопленная добавленная стоимость негодной продукции;
■ излишние затраты, связанные, с расходами, вызванными
низким качеством (к ним относятся: переделки, ремонт, пересортировка, замены, использование дополнительных материалов, сверхурочные затраты и т.д.);
■ излишние затраты, связанные с незапланированными отказами в производственном процессе, такими как время простоя оборудования и дополнительные расходы, понесенные из-за плохого
обслуживания оборудования;
■ дополнительные затраты из-за плохого здоровья персонала,
безопасности или экологии;
■ дополнительные затраты из-за проблем поставщика, таких
как затраты на срочность, посещение поставщика для решения
проблем, использование более дорогих материалов от другого поставщика, потому что штатный поставщик не выполнил своих обязательств;
■ затраты, связанные с изменением проектов продукции или
документации на процессы, которые не были корректно спланированы
сначала.
Все эти проблемы случаются в процессах основного производства, и все они влекут за собой дополнительные затраты. Следует
напомнить, что затраты на низкое качество существуют также и при
реализации вспомогательных процессов, связанных с продажами,
186
маркетингом, бухгалтерским учетом, информационными технологиями, кадрами, управлением оборудованием и др.
Если предприятие желает снизить затраты, то оно должно сначала выяснить, где есть возможность дли этого. Менеджеры по качеству
должны тесно работать с финансовыми менеджерами, чтобы найти источники использования избыточных ресурсов.
Часто на предприятии затраты на предупреждение и оценку дефектов видятся как накладные расходы, а не прямые затраты, и поэтому воспринимаются как нежелательные и подлежащие сокращению.
Оценка затрат из-за неудовлетворенности потребителя. Неудачи в достижении оптимальных характеристик работы предприятия в областях, связанных с потребителем, имеют существенное финансовое
воздействие на предприятие. Хотя эти области часто трудны для их
количественной оценки, есть такие виды затрат на низкое качество услуг, которые могут быть идентифицированы:
■ измеряется уровень продаж по сравнению с конкурентами, и разница в продажах преобразуется в упущенную выгоду;
■ оценивается уровень намерений клиентов повторить закупки
продукции, основываясь на факторе их удовлетворенности, и
определяется потенциальная потерянная прибыль из-за того, что уровень удовлетворенности меньше оптимального на данном рынке;
■ оцениваются затраты времени персонала, связанного с продажами, на определение проблем качества продукции, и определяется
избыток «непроизводственных» затрат на продажи;
■ вычисляются текущие и прежние уровни гарантийных расходов, кредитов, доходов, долгов и других «внешних отказов» как аспект отчетности о продажах.
Оценка величины всех приведенных затрат может в дальнейшем
использоваться для улучшения коммерческой деятельности предприятия.
Затраты персонала на обучение и развитие (как элементы познания). Жизнь заставляет предприятие задумываться о проблемах качества, связанных с «человеческим фактором». Можно выделить отдельные элементы затрат, связанные с недостаточной квалификацией персонала:
■ избыточные (по сравнению с плановыми) затраты на наем
работников из-за большой текучести кадров;
187
■ избыточные затраты из-за прогулов в связи с неудовлетворённостью персонала (включая и затраты на сверхурочную работу);
■ затраты на обработку жалоб потребителей, которые адресованы к навыкам работников;
■ затраты на анализ и выявление причин отказов, вызванных низкой квалификацией персонала;
■ затраты, связанные с различными срывами или задержками,
которые вызваны некомпетентностью руководителей исполняющих
обязанности из-за отсутствия кандидатов на эту должность;
■ затраты, связанные с потерей времени по разбору жалоб работников на неуставные отношения в производственных коллективах;
■ затраты, связанные с недостаточной эффективностью изобретательской и рационализаторской деятельности из-за слабой мотивации или низкого качества организации работ.
Надо отметить, что имеются определенные трудности увязать
слабую мотивацию к труду с характеристиками затрат.
Анализ информации о затратах по всем рассматриваемым
направлениям позволит руководству предприятия принять взвешенные решения по приоритетности финансирования превентивных
мероприятий по улучшению качества и снижению непроизводительных затрат.
9.5. Сбор данных о затратах
Источники информации по затратам на качество. При определении затрат на качество можно воспользоваться следующими источниками. Затраты на материалы могут быть получены из анализа
накладных, записей в складской документации. Выплаты персоналу
могут быть взяты из ведомостей на оплату. Стоимость поставок может быть определена по соответствующим счетам и накладным. Объемы выплат заработной платы должны быть взяты с учетом реально
затраченного времени на проведение работ по обеспечению качества
каждым вовлеченным в эту работу сотрудником.
Классификация затрат и их распределение по элементам должны
стать частью повседневной работы предприятия.
К источникам информации можно отнести также и другие
документы: отчеты о производственных расходах, данные о стоимости
продукции, отчеты о расходах на ремонт и гарантийное обслужива-
188
ние, отчеты о командировках, протоколы анализа материалов, отчёты о браке и др.
Сбор данных и отчет о затратах, связанных с качеством. Сбор
данных, а также отчет о затратах на качество входят, как правило, в обязанности финансового отдела. Учитывая недостаточную отработку этого процесса на российских предприятиях, можно отдельные операции
управленческого учета возложить на службу качества (сбор данных
и оценка качества) и бухгалтерию (расчет отклонений, бюджетирование). Британский стандарт BS 6143 рекомендует осуществлять сбор
данных о затратах, связанных с качеством, в пять этапов.
1-й этап – определение затрат, непосредственно связанных с функцией качества, в том числе затрат, связанных с оплатой сотрудников
службы качества (заработная, плата, отчисления в различные фонды);
затрат, связанных с использованием помещений (арендная плата, расходы на отопление, освещение, охрану и пр.); отчислений на содержание вспомогательного персонала, канцелярских и административных
расходов; затрат на амортизацию средств и оборудования для контроля
качества; стоимость расходных материалов и другие не основные затраты.
2-й этап – определение затрат, связанных с качеством и относящихся к функциям, выполняемым сотрудниками других отдел (не службы качества).
3-й этап – внутренние затраты, связанные с «заложенными в
бюджет» отказами. Это затраты, связанные с запасами материалов, комплектующих, полуфабрикатов в таких операциях, где
имеет место высокий риск брака продукции.
4-й этап – внутренние затраты, связанные с «непредвиденным» отказами. То же, что и на третьем этапе, но не запланировано. Сюда относятся затраты, связанные с повторным контролем, переделкой продукции, заменой исходных материалов и др.
5-й этап – расходы, связанные с отказами после смены владельца, т.е. после доставки материалов от потребителей, после
приема негодной продукции и т.д. Сюда же относятся затраты,
связанные с исследованием причин полученных отказов.
В том же стандарте рассмотрены и проблемы, которые возникают при определении затрат, связанных с качеством. Рассмотрено пять видов проблем:
1) надзор;
189
2) чрезмерная сложность;
3) двойной учет и связанное с ним завышение оценки качества;
4) учет накладных расходов;
5) заложенные в документацию поправки на брак.
Полный учет вклада отдельных затрат, вносимых некоторыми аспектами качества, может стать ясным только после тщательного ознакомления результатов наблюдений. Часто основной
проблемой, с которой приходится сталкиваться службе качества,
является чрезмерная сложность полученных данных, особенно на
ранних стадиях создания системы учета.
Работу по сбору информации по качеству и ее анализу
необходимо систематизировать. При этом должна быть уверенность в том, что все данные согласуются с финансовыми материалами, счетами и т. д. Логично, чтобы к этой работе была привлечена бухгалтерия.
Матрица ответственности подразделений за своевременность и полноту информации по затратам на предприятии приведена (для примера) в табл. 21.
Сбор информации по затратам на качество не является самоцелью. Каждая информация должна быть соотнесена с определенным показателем качества или экономическим показателем,
каким чаще всего является число продаж товарной продукции.
Таблица 21
Распределение ответственности за своевременность и полноту
информации
№
1
2
3
4
5
6
7
Вид деятельности
Определение категории затрат
Сбор данных о затратах
Распределение данных по категориям
Представление данных в службу качества
Исполнитель
Бухгалтерия
Бухгалтерия
Бухгалтерия
Бухгалтерия
Служба качеАнализ затрат
ства
Исследование причины
Служба качества
Разработка рекомендаций по снижению за- Служба качетрат
ства
190
8
9
Служба качества
Координация деятельности по управлению Служба качезатратами внутри предприятия
ства
Составление отчета по затратам на качество
Функции подразделений
Служба каче11
Контроль и коррекция мероприятий
ства изменВ то же время число продаж может оказаться достаточно
чивым показателем; зависящим от сезонных факторов. В этом случае
целесообразно «привязать» информацию к объёмам производства.
В любом случае руководство предприятия должно быть уверено в том,
что полученные результаты действительно отражают реальную картину затрат на качество.
Затраты на качество в зависимости от различных факторов могут
оцениваться по следующим коэффициентам, базирующимся:
■ на рабочей силе (коэффициент равен отношению расходов, связанных с внутренними отказами, к прямым расходам на рабочую силу);
■ затратах, (коэффициент равен отношению общих затрат,
связанных с отказами, к затратам на производство продукции);
■ продажах (коэффициент равен отношению общих затрат на качество к общему объему продаж);
■ количестве (коэффициент равен отношению общих затрат на качество к количеству выпущенной продукции);
■ добавочной стоимости (коэффициент равен отношению общих
затрат на качество к добавочной стоимости).
Соотношение между затратами, связанными с отказами, оценкой и предупреждением, часто представляют в виде круговой диаграммы, наглядно демонстрирующей относительные размеры затрат
(рис. 21).
10
Выполнение рекомендаций
191
Рис. 21. Диаграмма соотношения между затратами, связанными с
отказами
Если затраты на оценку превышают затраты на отказы, то это
должно настораживать как серьезный признак неэффективности затрат.
В литературе по качеству приводится ряд систем классификаций
по затратам на качество. Приведем классификацию (табл. 22) Ю. Куликова, которая, на наш взгляд, позволяет улучшить проведение анализа, оценки и учета затрат.
Таблица 22
Классификация затрат на качество
Признак классификации
Группа затрат
На улучшение качества
На обеспечение качества
По целевому назначению
На управление качеством
На создание системы качества
По экономическому характеру Текущие и единовременные
затрат
Производительные и непроизводиПо виду затрат
тельные
По методу определения
Прямые и косвенные
Поддающиеся прямому учету
По возможности учета
Не поддающиеся прямому учету
Экономически нецелесообразно
учитывать
192
На качество при разработке продукПо стадиям жизненного цикла ции
На качество при изготовлении
продукции
продукции
На
использовании
На качество
качество впри
основном
производпродукции
стве
По отношению к производНа качество во вспомогательном
ственному процессу
производстве
На качество при обслуживании
производства
По возможности оценки
Планируемые и фактические
По характеру структурирования
По предприятию
По производству
По видам продукции
По объемам формирования и
учета
На продукцию На процессы На
услуги
По субъектам экономических
отношений
У поставщиков сырья, организаций
изготовителя и потребителя товара
9.6. Экономические аспекты менеджмента качества
в стандартах серии ИСО 9000
Исследования, проведенные специалистами ряда экономических
лабораторий [39], показали, что в конце 90-х гг. XX в. интерес отечественных предприятий к экономическим методам, которые нужно
и можно использовать в рамках системы управления качеством, резко
возрос. Так, например если до 1997 г. финансовыми аспектами решения проблем качества занималось менее 30 % предприятий, сертифицировавших свои системы качества по стандартам серии ИСО 9000,
то в 2000 г. эта цифра выросла почти до 70 %.
193
Можно утверждать, что отсутствие интереса к экономическим проблемам качества при создании системы качества (СК) связано с тем, что
в стандарте ИСО 9004–94 (раздел 6 «Финансовые аспекты качества»)
предусматривались лишь учет и анализ затрат, связанных с качеством.
При этом требования, относящиеся к финансовым аспектам качества,
носили рекомендательный характер и не включались в состав элементов СК, подлежащих обязательной проверке при сертификации. К рекомендуемым методам сбора, представления и анализа элементов финансовой информации в стандартах были отнесены следующие:
■ калькуляции затрат на качество;
■ калькуляции затрат, связанных с процессами;
■ определение потерь вследствие низкого качества.
Применять каждый из этих методов рекомендовалось, исходя
из индивидуальной структуры организации, сферы ее деятельности
и уровня развития системы управления качеством.
Следует отметить, что введение новой версии стандартов серии
ИСО 9000 значительно расширяет применение и использование экономических аспектов качества как в виде рекомендаций по улучшению
деятельности, так и требований к системе менеджмента качества, выполнение которых обязательно для получения сертификата.
Хотя в новой версии стандартов серии ИСО 9000 зачастую не
существует явного указания по реализации тех или иных экономических аспектов менеджмента качества, но без их реализаций выполнение некоторых требований стандартов не представляется возможным.
Одним из принципов, заложенных в основу стандарта ИСО
9000:2000, является применение процессного подхода, необходимого для
постоянного улучшения деятельности с учетом требований всех заинтересованных сторон. В качестве процесса может рассматриваться любая деятельность, при которой используются ресурсы для преобразования входов в выходы. Можно ожидать, что использование процессной
модели системы менеджмента качества (СМК) принесет наиболее ощутимые результаты и выгоды для предприятия в том случае, если процессы будут оцениваться с точки зрения не только достижения результата, но и экономической эффективности процессов менеджмента.
В соответствии с другим, не менее важным принципом, СМК
неизменной целью организации является постоянное улучшение деятельности. Характерно, что в старой версии стандартов серии ИСО основ-
194
ной упор делался на качество продукции, и в это понятие не включались
экономические характеристики, то в новой версии, где основной упор
сделан на качестве менеджмента, экономические характеристики становятся основой дли постоянного улучшения в самом широком смысле.
Рассмотрим основные требования стандарта ИСО 9001:2000,
применительно к которым использование экономических методов (в
том числе и определение эффективности) является обязательным для
подтверждения соответствия действующей на предприятии СМК.
В пункте 5.1 «Обязательства руководства» указано, что высшее руководство должно обеспечивать выполнение своих обязательств, по постоянному повышению качества и эффективности посредством выделения необходимых ресурсов, к которым относятся инфраструктура,
производственная среда, людские, информационные, природные и финансовые ресурсы, а также поставщики и партнеры. Для того чтобы реализовать эти требования, необходимо учитывать и анализировать затраты на качество любой деятельности (процессов) в рамках СМК. При этом
учет затрат на качество по видам деятельности позволит обеспечить оперативный контроль над используемыми ресурсами, выявить неэффективные виды деятельности, а также оценить инвестиции.
В пункте 5.4.1 «Цели в области качества» выдвинуты требования по
достижению поставленных целей. Цели должны быть не только измеряемыми и согласуемыми с «политикой в области качества», но и оцениваемыми в стоимостном (денежном) выражении, что необходимо для
сопоставления достигнутых результатов с основными финансовыми
показателями деятельности организации.
В пункте 5.6 «Анализ со стороны руководства» и пункте 8.2.2
«Внутренний аудит» указано, что методы экономического анализа
необходимо использовать при проведении оценивания СМК.
В пункте 8.5.1 «Постоянное улучшение» подчеркивается, что
улучшение должно рассматриваться в широком смысле: это не только
улучшение качества продукции или услуг, но и улучшение процессов
менеджмента за счет повышения их эффективности, снижения издержек производства, снижений себестоимости и повышения удовлетворенности потребителей путём снижения цены продукции.
Таким образом, введение новой версии стандартов серии ИСО
9000 привело к изменению статуса финансовых аспектов менеджмента качества: из рекомендованных (а значит, необязательных) они становятся обязательными к применению в тех случаях, когда это возмож-
195
но, необходимыми для полноценного функционирования СМК, а также
приносящими ощутимую выгоду от их использования. Практически
в стандартах дана установка на удовлетворение всех заинтересованных
сторон – и потребителей, и производителей, и акционеров, и общества.
9.7. Классификация, учет и анализ брака
Для правильного планирования затрат на качество необходимо
уметь проводить анализ причин брака и оценивать возможные затраты на их ликвидацию. Браком называется продукция, в которой имеется дефект, т.е. какое-то несоответствие требованиям технической документации. Дефекты бывают явные, наличие которых регламентировано соответствующей документацией, и скрытые, выявление которых документацией не предусмотрено [21].
Для учета допущенного брака на каждом предприятии используются собственные или типовые классификаторы брака по видам, виновникам, и причинам.
Под видом брака подразумеваются конкретные дефекты и отступления от установленных требований к качеству материала, формам
и размерам изделия, точности расположения поверхностей и др., которые являются основанием для его отбраковки и отделения от готовой
продукции. Различают исправимый и неисправимый брак. Исправимым
браком считаются заготовки, детали, узлы, агрегаты либо изделия
с такими дефектами, устранение которых технически возможно и экономически целесообразно, что позволяет использовать их по прямому
назначению без снижения требований к качеству. Если же устранение
дефектов невозможно или экономически нецелесообразно, то такой
брак считается неисправимым, или окончательным. Кроме того, выделяют внутренний (внутризаводской) и внешний (за пределами предприятия) брак. Внешний брак свидетельствует как о плохом качестве продукции, так и о неудовлетворительной работе контрольных служб.
Внешний брак, официально оформленный как претензия к предприятию, называется рекламацией. Системное предъявление рекламаций наносит предприятию не только экономический, но и моральный ущерб,
который в конечном счете может подорвать престиж предприятия.
По причинам происхождения различают брак, связанный с
нарушениями технологической дисциплины, ошибками в технической документации, неисправностью технологического оборудования
196
и режущего инструмента, некачественным составом сырья и материалов, ошибками контролера и т.д.
По виновникам различают брак, допущенный по вине рабочего, контролера, технолога, конструктора или любого специалиста,
разработавшего некачественную документацию для исполнителя
(табл. 23) [21]. Правильный учет и анализ брака позволяет своевременно выявить его причины и конкретных виновников. Рациональная организация производства немыслима без разработки организационно-технических мероприятий, обеспечивающих предупреждение
и ликвидацию брака, учет потерь от брака и отнесение их за счет виновника, организацию работ по исправлению или изготовлению продукции взамен забракованной. Статистические данные по браку используются для изучения динамики брака и прогнозирования его
возможных причин. Весь выявленный брак идентифицируется и
подлежит изъятию и изоляции в соответствующих отсеках склада.
Таблица 23
Классификатор брака
Виновник брака
Шифр
брака
Рабочий01
исполнитель
Рабочий-наладчик 02
Администрация
цеха
Причина брака
Небрежное отношение к работе
Некачественная наладка оборудования
03
Ненормативное хранение и транспортировка материала
04
Небрежный инструктаж рабочего
05
Несоответствие марки материала требованиям
06
Неверная наладка оборудования
07
Недоброкачественный инструмент,
штампы, модели
197
10
11
12
20
Ошибки в технической документации
Несвоевременное изменение технологии
Технологический
дефект оснастки
Ошибки в конструкторском
деле Не-
21
своевременная коррекция чертежей
Отдел технического контроля
30
31
Пропуск брака Несвоевременный
контроль
Отдел главного
механика
40
Неисправное оборудование
Внешний поставщик
50
Скрытые дефекты
Отдел главного
технолога
Отдел главного
конструктора
Анализ брака и рекламаций производится на основании отдельных причин, виновников и видов. В результате анализа определяются: количество и процент брака по предприятию и его подразделениям, потери от брака в нормочасах или денежном выражении.
В табл. 24 приведен примерный расчет потерь от брака. Отчет о
затратах на брак должен быть рассчитан не столько на статистику,
сколько для принятия руководством соответствующих мер. В отчете
целесообразно отразить основные моменты и области, которые
представляют наибольшую ценность с точки зрения улучшения качества и снижения затрат, подчеркнуть наиболее экономичные способы поиска причин дефектов, обратить внимание на соотношение разных видов затрат, показывающих эффективность профилактических
мероприятий по качеству.
Таблица 24
Расчет потерь от брака (пример)
№ п/п
Показатель, руб.
2000г. 2001 г.
1
Себестоимость окончательного брака
20 000 24 000
2
Расходы по исправлению брака
3
4
10 000
7 500
Абсолютный размер брака (стр. 1 + стр. 2) 30 000 31 500
Стоимость брака по цене использования
6 000
6 500
198
5
6
Сумма удержания с виновников брака
Сумма взыскания с поставщиков сырья
–
–
1 500
8 000
Абсолютный размер потерь от брака
24 000 15 500
(стр. 3 - стр. 4 - стр. 5 - стр. 6)
8
Стоимость товарной продукции
400 420 000
000
9
Относительный размер брака (%) (3/8)
7,5
7,5
10 Относительный размер потерь от брака (%) 6
3,7
(7/8)
В практической деятельности предприятия большое значение имеет правильный учет затрат на качество.
Разработано много различных методов расчета затрат, среди
которых можно (по глубине научно-методического обоснования)
выделить следующие: индексный метод, метод балльных оценок,
метод удельной цены. В качестве обобщенного показателя качества
производства Кп в работе предлагается принять:
7
где Сб – стоимость забракованной в процессе производства продукции;
Сд – стоимость дефектной продукции, за которую уплачен по рекламации штраф; Сr – стоимость продукции, подвергнутой гарантийному
ремонту; Сф – стоимость фактически реализованной продукции за
определенный период.
В приведенную выше формулу целесообразно, на наш взгляд,
ввести составляющие, отражающие непроизводительные затраты,
связанные с несоблюдением технологического регламента и технологической дисциплины.
Экономические показатели качества работы можно с успехом использовать для оценки качества технологических процессов. Допустим, что для комплектования какого-либо узла изделия
необходимо изготовить партию из Nт деталей. Очевидно, что мастер, выдавая задания рабочим на изготовление деталей, будет
оценивать качество работы Кр по отклонению фактической стоимости выполненного задания Qфак от установленных расчетных
(нормативных) затрат Qрас на изготовление NТ деталей в соответствии с требованиями технической документации. При этом
199
где Nфак – количество фактически изготовленных деталей для комплектования товарной партии; Срас Сфак – соответственно расчетная и фактическая себестоимость изготовления одной детали по установленному
техпроцессу.
Тогда
Рассмотрим варианты результатов качества технологических процессов.
Вариант 1. Нарушения технологии нет, все детали прошли контроль, фактическая себестоимость изготовления детали соответствует
расчетной (нормативной). При этом Кп = 1.
Вариант 2. У нескольких изготовленных деталей при контроле обнаружены отклонения от требуемого размера. Детали забракованы, вместо них изготовлены годные детали. При этом. Nфак > NТ- но
Сфак = Срас, так как трудоемкость изготовления деталей как годных, так
и забракованных одинакова. Тогда из формулы имеем Кп = NТ : Nфак <
1. Вместе с этим на сборку пошла партия только годных деталей, в которой фактические затраты на изготовление возросли на величину
потерь от брака, т. е. Сфак > Срас . Тогда из той же формулы получим Кп
= Срас : Сфак. Следовательно, качество техпроцесса можно определять как
по соотношению числа товарных и фактически изготовленных деталей, так и по соотношению расчетных и фактических затрат на изготовление этой товарной партии.
Вариант 3. В процессе изготовления не было нарушений технической документации, т.е. все изготовленные детали – годные, но имело место увеличение трудоемкости работы (Сфак > Срас), связанное с нарушением технологической дисциплины. Таким образом, брака нет,
но качество техпроцесса Кп = Срас : Сфак < 1.
Вариант 4. Время изготовления партии меньше нормативного
(все детали годные), т. е. Сфак < Срас.. Так как коэффициент качества процесса Кп не может быть больше 1, то необходимо подумать о пересмотре
нормативов на трудоемкость изготовления деталей. Службе качества
целесообразно оценить, насколько системна такая ситуация.
200
Завышение нормативов, в условиях хронических простоев производства – бич российской промышленности. Вместе с этим системное снижение нормативов – важнейший резерв повышения конкурентоспособности продукции. Обратим внимание на тот факт, что на отечественных предприятиях нормативы, как правило, выбираются исходя из среднего времени хронометража операции, выполняемой несколькими передовыми рабочими, в то время как в отдельных странах
за рубежом нормативы устанавливаются по минимальному времени
операции, выполняемой лучшим рабочим. Это делается якобы для того,
чтобы остальные рабочие имели перед собой наглядный пример к совершенствованию своего мастерства и знании.
Затраты на качество обычно учитываются в подразделениях, допустивших эти затраты, и в конечном счете проводятся по соответствующим статьям бухгалтерского учета. Анализ ежегодных затрат на
качество, особенно в части издержек на брак и на доработку продукции в производственных подразделениях и на станциях технического обслуживания (по рекламациям), показывает, что суммарные затраты на качество редко на предприятиях превышают 5–
8 % от себестоимости. Эти цифры значительно расходятся с прогнозами специалистов, считающих, что бухгалтерский учет не в
состоянии зафиксировать все реальные потери материальных и
денежных средств, связанных с отклонениями производственных
процессов от технологии или нормативных показателей.
Так, например, на фирме IBM учитываются издержки, допущенные в таких видах деятельности персонала, которые на
российских предприятиях считаются или несущественными, или
просто не фиксируются:
количество изменений конструкций, выявленных при
анализе проекта;
процент просроченных платежей;
ошибки в счетах-фактурах;
количество ошибок на строку компьютерной программы; точность прогнозных допущений отделом маркетинга;
стоимость простоя производства вследствие нехватки
сырья или комплектующих изделий;
затоваривание выпущенной продукции;
ошибки в контрактах;
201
избыточные запасы и т.д.
Согласно исследованиям специалистов, реальные неучтенные потери в работе персонала на наших предприятиях достигают 70 % от себестоимости продукции и более. И это естественно,
так как система бухгалтерского учета призвана решать свои специфические задачи и не может служить основой для организации
учета полных затрат на качество.
В то же время с этой задачей может справиться и справляется управленческий учет. В работе отмечается, что пора уже развеять сложившиеся на предприятиях представления (автор называет их «мифами») о возможности финансовыми механизмами
учесть полные потери на качество (табл. 25).
Применяя метод калькуляции, большинство затрат на качество либо невозможно учесть совсем, либо можно учесть только
косвенно с использованием сложных расчетных методик. При
этом информация о затратах на качество будет иметь неполный и
частично искаженный вид. Именно при такой организации учета
затраты на качество на большинстве российских предприятий не
превышают 5 % от себестоимости.
Таблица 25
«Мифы» и реальность финансовых механизмов
на предприятиях при учете затрат на качество»
«Мифы»
1. Затраты на качество составляют около 4–7 % в общем
объеме расходов предприятия
2 Организовать систему учёта
затрат на качество можно на
основе существующего бухгалтерского и финансового
учета
Реальность
Затраты на качество составляют
до 80 % от общих производственных затрат
Учет и анализ на качество – самостоятельный управленческий
учет, организовать который на
основе бухгалтерского учета невозможно
202
Система учета и анализа затрат
При организации на предприна качество строится индивидуятии учета затрат на качество
ально, исходя из особенностей
можно воспользоваться типопредприятия и сложившейся сивой методикой учета
стемы менеджмента
4. Финансовые методы в систе- Учет и анализ затрат на качеме менеджмента качества
ство – только один из механизограничиваются учетом и
мов финансового менеджмента в
анализом затрат на качество системе качества
5.
Специалисты служб качества
не имеют ни навыков ведения
Финансовыми методами в сиучета затрат и анализа финансостеме качества должна занивых результатов, ни возможноматься служба качества
стей для проведения этой работы
6. Ведение учета и анализа заВедение учета и анализа затрат
трат на качество позволит
на качество позволяет решить
быстро достичь положитель- только финансовые проблемы
ных финансовых результатов в системе менеджмента качества
3.
Оперативность получения экономической информации здесь
очень низкая – практически все данные могут быть получены только
постфактум (многие специалисты называют такой учет «посмертным»),
что не позволяет использовать финансовую информацию для принятия оперативных решений в области качества.
Таким образом, первичная бухгалтерская информация может
и должна использоваться при организации учета затрат на качество, однако принципы построения бухгалтерского учета не могут служить
основой для введения на предприятии системы учета и анализа затрат
на качество. В большей степени для этого подходит управленческий
учет, при котором сроки получения информации о затратах, ее анализа
и принятия решения можно значительно сократить.
Автор работы также отмечает, что не может быть универсальной методики учета затрат, так как их структура и состав на
каждом предприятии будут индивидуальными. Сложность разработки универсальной методики связана с невозможностью обобщения практических данных (поскольку, подобная информация
представляет коммерческий интерес и закрыта для широкого ис-
203
пользования), а также с тем, что состав затрат на качество будет
сильно меняться даже для предприятий одной отрасли промышленности, выпускающих однородную продукцию.
10. УДОВЛЕТВОРЕНИЕ ПОТРЕБИТЕЛЕЙ
КАК РЕЗУЛЬТАТ УПРАВЛЕНИЯ КАЧЕСТВОМ
10.1. Ценность продукта для потребителя
Для более четкого понимания критерия «удовлетворение потребителей качеством продукции» рассмотрим термин «качество» в формулировке по стандарту ИСО 9000:2000: «Качество – степень, с которой совокупность собственных характеристик выполняет требования».
Что же это за степень, при которой появляется качество?
Еще раз отметим, что в стандарте ИСО 9000 понятие «качество»
определяется степенью, с которой собственные характеристики объекта выполняют потребности. Обратим внимание на фразу «собственные
характеристики объекта». Легко предположить, что именно они и являются показателями качества товара, которые заложены в данном
объекте и записаны в техническом паспорте. Рассмотрим, что же относится к показателям качества объекта.
В работе отмечается, что при оценке технического уровня и качества продукции используются следующие основные группы показателей качества:
■ показатели назначения;
■ показатели надежности;
■ эргономические показатели;
■ эстетические показатели;
■ экономические показатели;
■ патентно-правовые показатели;
■ показатели безопасности.
Следует отметить, что «собственные характеристики» как ценность потребителя – это характеристики товарного объекта. Очевидно, что при исследовании рынка потребители высказывали свои пожелания по качеству аналогичного товара. Но от «потребительского»
качества до качества изготовленного изделия – очень большая дистанция, на которой наверняка будут потеряны изрядные ценности, вследствие невозможности полного перехода от одного вида качества в дру-
204
гое: перевод языка потребителя в показатели технического задания
на изделие, перевод качества проектирования изделия в техиологическое качество (на уровне документации), перевод технологического качества в качество товарного изделия.
Вот это последнее качество и является в соответствии с ИСО
9000 собственными характеристиками объекта. Несомненно, что
показатели качества товарного изделия отражают ценность изделия для производителя, потому что предприятию уже нечего добавить к качеству продукции. Но согласен ли потребитель, что
ценность производителя – это его ценность?
При продаже товара собственные характеристики действительно имеют превалирующее значение, но не полное, есть и другие желания (ценности) при покупке, не зависящие от собственных характеристик товара. Учитывая, что в процессе продажи
есть субъективный фактор, приобретение товара может производиться по любому «капризу» потребителя, который приносит ему
удовлетворение.
Какие же дополнительные ценности хочет получить покупатель вместе с «собственными характеристиками», которые можно
назвать базовыми ценностями? Цену товара также логично перевести в базовую ценность, так как она входит в «собственные характеристики».
Можно с уверенностью сказать, что имеется много дополнительных ценностей, которые могут подкрепить позиции производителя в глазах потребителя. Прежде всего это ценности, которые
действуют на протяжении жизненного цикла продукции:
■ имидж предприятия изготовителя;
■ престиж марки товара;
■
сертификат на систему менеджмента качества предприятия-изготовителя;
■ наличие пункта технического обслуживания данного товара;
■ декоративная упаковка.
Эти ценности имеют различный рейтинг. Их воздействие на
покупателя позволяет намного увеличить потребительскую стоимость продукции. В качестве примера можно привести имидж
японских фирм, который добавляет к себестоимости продукции
не менее 30 %.
205
Кроме постоянных ценностей есть временные ценности которые зачастую определяют решение о покупке:
■ новизна;
■ мода;
■ престиж;
■ стиль;
■ оригинальность.
Добавим к этим ценностям сопутствующие ценности: сезонный спрос, уровень инфляции, реклама, выставки, конкурсы.
К случайным ценностям при покупке можно отнести, к примеру,
мнение подруги или коллеги («у подруги такого товара нет», «видела
что-то подобное на известной артистке» и т. д.). Субъективная оценка
товара имеет большое значение для окончательного решения.
Вместе с этим необходимо отметить, что на сегодняшний день роль
качества в процессе реализации товара значительно завышена, даже гипертрофирована. В автомобильных компаниях Запада моральный цикл
жизни одной марки автомобиля составляет 2-4 года. Не надо думать,
что автомобили западных компаний не имеют скрытых дефектов. Множество примеров, когда отдельные фирмы отзывают из эксплуатации
десятки тысяч автомобилей с целью ликвидации конструкторского
дефекта. При таком малом цикле создания новой марки автомобиля
не может не быть недоработанных узлов, которые переходят в скрытые
дефекты.
В то же время в странах Западной Европы уровень качества как
по промышленным, так и по продовольственным товарам, а также уровень качества услуг в среднем стабилизировался. А если необходимо
подчеркнуть этот уровень, то дается соответствующий балл качества
уровню услуг (например, гостиничный бизнес).
Потребитель, покупая товар, уверен, что он соответствует тем
характеристикам, которые записаны в паспорте товара, а уж тем более соответствует требованиям ИСО 9000. Но вот для продажи этого
мало. Главные факторы сегодня на товарном рынке не столько базовые
ценности (они ожидаемо хорошие), сколько дополнительные. И это
касается не только автомобилей, но и других товаров.
А вот на российском рынке качество имеет первостепенное значение, потому что покупатель знает, что между российским качеством (в большинстве) и европейским есть еще большой разрыв.
206
Этот разрыв связан с тем, что на российских предприятиях все еще воюют с дефектностью, т.е. с качеством производства.
10.2. Методологический подход
к оценке удовлетворения потребителя
Вначале рассмотрим ряд литературных источников, в которых
критерию «удовлетворение потребителя» уделяется большое внимание. В работе [10] предложена стандартная позиция удовлетворения
потребителя. Авторы работы считают, что предприятию наиболее интересны численные значения показателей удовлетворенности потребителей предлагаемыми ему видами продукции. Анализируя динамику
их изменения, сравнивая их с показателями конкурентов, предприятие получает важную информацию, позволяющую расставить приоритеты в своей деятельности, определить перспективные направления
развития.
Определение удовлетворенности потребителя является актуальной задачей не только для предприятия, она важна для отрасли и для государства. Проведение опросов потребителей имеет ключевое значение при определении уровня удовлетворенности. Это трудоемкий и дорогостоящий процесс. Каждое предприятие может по-своему подходить к решению этой задачи, проводя
опрос либо силами собственных сотрудников, либо приглашая
сторонних консультантов.
С учетом изложенного авторы предлагают относить к показателям удовлетворенности потребителя следующее:
■ отношение числа рекламаций к общему числу поставок
или продаж за определенный период времени;
■ отношение затрат на исправление рекламаций к прибыли
по данному заказу за определенный период;
■ процент выполнения заказов в установленный срок;
■ количество жалоб на одного клиента;
■ отношение числа повторных заказов к количеству потребителей за единицу времени;
■ отношение числа новых клиентов к общему числу клиентов;
■ время обработки запроса (рекламации или жалобы);
■ доступность персонала для клиентов;
207
■ оценка или индекс удовлетворенности потребителя, полученные по результатам опроса.
На наш взгляд, эти показатели в отдельности хороши, но с
точки зрения системности – не структурированы по направлениям.
Интересное описание детализации процесса «Понимание
клиентов и рынка» приведено в статье:
1. Измерение потребностей и желаний клиентов, в том
числе:
– проведение качественных измерений (опросы потребителей, изучение фокус-групп);
– проведение количественных измерений (проведение исследований);
– прогнозирование потребительского поведения.
2. Измерение удовлетворенности потребителей, в том числе:
– контроль удовлетворения продуктами и услугами;
– контроль за разрешением жалоб потребителей;
– контроль за удовлетворенностью обслуживанием.
3. Контроль за изменениями на рынке и в ожиданиях клиентов, в том числе:
– определение слабых мест продуктов и услуг;
– определение новшеств, отвечающих требованиям клиентов;
– определение реакции клиентов на предложения конкурентов.
Интересным является подход к проведению бенчмаркинга по критерию «удовлетворение потребителя». Особенно можно выделить пункт
«определение новшеств, отвечающих требованиям клиентов».
В работе приведена достаточно объемная таблица (приложение),
как проводить экспресс-анализ ориентации кампании на потребителя. Системный подход автора к структурированию вопросов
заслуживает внимания, хотя почти все вопросы имеют отношение к подготовке материалов к проведению исследований рынка.
Анализ приведенных и других литературных источников показал,
что единого методологического подхода к оценке удовлетворенности
потребителя нет, хотя имеется большое число публикаций, в которых
рассматриваются отдельные аспекты этой проблемы. В то же время
208
анализ дал «пищу» для более глубокого осмысления понятия «удовлетворение потребителя».
Прежде всего необходимо подойти к решению проблемы оценки
или измерения удовлетворенности потребителя системно, т.е. последовательно. Предлагается следующая методика оценки удовлетворенности потребителя, которая состоит из четырех этапов:
1) подготовка на предприятии предложений по выявлению
мнений потребителя;
2) выявление реакции потребителя на предлагаемый ему товар,
услугу или какой-то вид деятельности;
3) анализ информация и предварительные измерения удовлетворенности;
4) определение уровня удовлетворенности.
Рассмотрим содержание каждого этапа.
Этап 1. Подготовка персонала. На этом этапе проводится весьма
трудоемкая работа по инициированию контактов потребителя с работниками предприятия, а также работа по формированию содержания
вопросов. Для данного этапа характерны следующие мероприятия:
■ разработка методов прямого контакта с потребителем, (опросы, интервью и др.);
■ подготовка коммуникационных каналов (телефон, мобильная связь, почтовая связь, связь через Интернет и др.) косвенного контакта с потребителем;
■ подготовка вопросов, обеспечивающих получение информации по измерению удовлетворенности;
■ разработка методов стимулирования персонала предприятия
по лучшей подготовке к встрече с потребителями;
■ разработка стратегии взаимодействия с потребителем;
■ подготовка встреч с коллективом потребителей;
■ оценка готовности к контакту с потребителем;
■ подготовка вопросов, обеспечивающих получение информации по удовлетворению деятельности, самого предприятия
и его персонала;
■ активизация отношения руководства предприятия к контакту с потребителем;
■ подготовка фокус-групп;
■ обучение работников методам подготовки предприятия к
контакту с потребителем;
209
■ повышение качества системы подготовки к контактам;
■ разработка системы управления удовлетворенностью потребителя.
Этап 2. Реакция потребителя. Это самый ответственный
этап; так как в нем отражается объективное мнение о продукции
(услуге), и одновременно проверяется эффективность мероприятий по подготовке к контакту. Информация, получаемая от потребителя:
■ факт приобретения товара или получения услуги (коммерческой);
■ ответы на интервью (устные опросы);
■ ответы на вопросы в анкетах;
■ ответы по техническим каналам связи;
■ материалы фокус-групп;
■ результаты обсуждения на встречах персонала с коллективом потребителей;
■ рекламации;
■ жалобы (в любой форме);
■ мнения постоянных клиентов;
■ мнения «отступников» (перебежчиков).
Этап 3. Анализ информации. На этом этапе производится измерение и сортировка ответов по направлениям, связанным со
спецификой
вопроса:
■ ответы на качество продукта;
■ ответы на цену продукта;
■ ответы на качество коммерческой услуги;
■ ответы на качество обслуживания клиента при продажах;
■ ответы на качество работы персонала службы маркетинга;
■ ответы на позицию руководства предприятия;
■ отчеты фокус-групп;
■ отчеты по рекламациям.
Этап 4. Определение уровня удовлетворённости. На этом этапе:
■ подводятся итоги удовлетворенности и неудовлетворенности потребителя;
■ определяется динамика удовлетворенности;
■ оценивается лояльность потребителей;
210
■ оценивается уровень «отступничества».
На наш взгляд, удовлетворение потребителя – это его желание,
потребность или возможность совершить поступок, реализующий это
желание. Именно совокупность: желание и поступок. В качестве поступка может быть покупка продукции, оплата услуги, написание жалобы, благодарности и т.д. Например, в анкете опроса потребителя стоит вопрос: «Есть ли у вас информационно-справочная служба для потребителя?». Очевидно, что создание такой службы будет бесплатной
услугой для потребителя. Первая часть удовлетворения потребителя
будет состоять в том, что наличие справочной службы вызовет у него
желание и возможность, например, позвонить по телефону в организацию. Вторая часть – это сам звонок как поступок реализации данного желания (а ведь он мог и не позвонить).
Организация добилась главного – потребитель вышел на контакт.
Значит, есть удовлетворение потребителя. Он может пожаловаться
на что-то, связанное с организацией или ее продукцией либо ее обслуживанием, что будет важным для дальнейшей стратегии торговли
организации. Но он может и выразить благодарность, поинтересоваться,
есть ли что-то новое из товаров и т.д. Контакт зачисляет этого человека
в потенциальные клиенты организации.
Вместе с этим необходимо усвоить, что создание информационно-справочной службы – это не «результат» для потребителя. Справочная служба создается, прежде всего, в интересах самой организации,
которая ищет путь к потребителю. Компания стремится организовать
контакт, который поможет в будущем легче продать продукцию, стоимость которой на порядок превышает затраты на информационно-справочную службу.
А вот реакция потребителя («пожаловаться» или «поблагодарить») будет «поступком» потребителя, который несет информацию о степени удовлетворенности. Эту информацию можно уже измерять. Потребитель удовлетворен полученной информацией
(независимо от того, доволен или недоволен он продукцией организации). Возможно, он недоволен купленным товаром, но предлагаемая
услуга (справочная служба) может вызвать впоследствии положительные для организации поступки.
Еще один пример. Вопрос в анкете: «Отвечают ли служащие
персонально за решение проблемы потребителей?». Допустим, что
отвечают. Этот ответ служба маркетинга организации записывает
211
как удовлетворенность потребителя, а если принимать критерии
модели делового совершенства, то – как результат для потребителей. А где этот результат? Ведь для правильного ответа на вопрос необходимо создать систему персональной ответственности,
создать каналы для информации между служащим и потребителем, подобрать служащего, который может решить проблемы потребителя.
В премии Правительства РФ в области качества в критерии
«удовлетворенность потребителя» отмечено, что в показатели
восприятия потребителем качества услуг или продукции входит,
например, общий имидж организации (доступность, наличие каналов связи, прозрачность, гибкость, влияние на окружающую
среду).
Но, например, «доступность» – это не ответ на удовлетворение потребителя, а соответствующая бесплатная услуга, обеспечивающая возможность контакта потребителя и организации.
Удовлетворение потребителя в качестве обслуживания (наличии
контакта) не является удовлетворением потребителя в качестве
продукции и коммерческих услуг организации. Поэтому сама
«доступность» еще не является показателем качества продукции
или коммерческих услуг, но способствует получению информации об этом.
Удовлетворение потребителя может быть измерено также
степенью лояльности (верности) потребителя к организации.
Приверженность потребителя к организации сопровождается повторными покупками, добровольным стремлением привлечь к
этой организации своих знакомых и друзей. Массовое проявление лояльности вызывает повышение имиджа организации.
Важным моментом работы с потребителями является «синдром отступничества», когда ваш потребитель от вас отвернулся
и начал покупать аналогичную по назначению продукцию (или
услуги) у другой фирмы. Наличие отступничества (вероломности, нелояльности) в небольших размерах (5–10 %) является нормой для рынка. В то же время системное отступничество, влияющее на результаты продаж, должно не только насторожить организацию, но и заставить ее принять меры по выявлению причин
нелояльности как относительно качества или цены продукции,
так и по отношению качества обслуживания потребителей.
212
10.3. Удовлетворение заказчика и тенденции
к новым формам удовлетворенности потребителя
Общеизвестно, что наиболее качественно изготовляется
продукция оборонных отраслей. В системе военной приемки заказчик выступает в роли потребителя. Но он принимает участие
на всех стадиях жизненного цикла изделия, а не только на этапе
передачи его на вооружение или в продажу. При этом квалификация потребителя практически равна квалификации изготовителя, и в данном случае не надо переводить «голос» заказчика в
требования потребителя. На каком этапе военной приемки наступает «степень, с которой совокупность собственных характеристик выполняет требования»? На каждом! Заключается это в
строжайшем соблюдении требований документации. Конечно,
одновременно военная приемка учитывает все мнения военнослужащих, эксплуатирующих эту технику.
За счет чего достигается качество военной продукции? По
нашему мнению – за счет совместного участия производителя и
заказчика на всех этапах работы.
В последние годы под влиянием японской фирмы «Тойота»
изменились подходы к системе производства, и реализации продукции. От «выталкивающей» производственной системы предприятия стали переходить к «вытягивающим» системам, характеризующимся тем, что темп производства задает не план, а темп
продажи изделий, То есть покупатель «вытягивает» (производство начинается после покупки) у предприятия интересующий
его товар. В этом случае товар приобретается по предварительному заказу, в котором покупатель может отразить все, что ему
хочется видеть в его товаре. При этом обе стороны выигрывают.
Но это уже новый потребитель, он не на рынке, а работает в тесном контакте с предприятием. На его «спрос и предложение»
давление рынка значительно меньше, чем в системе свободной
купли-продажи.
Какие новые подходы по удовлетворению потребителя могут быть предложены? Существующий подход работников маркетинга к изучению и анкетированию потребителей отражает в
основном ценности сегодняшнего дня, а необходимо прогнозиро-
213
вать скрытые ценности, которые ожидают покупателя. Надо исследовать не сегодняшнего конкурента, а его замыслы. Сегодняшний опрос выявляет в основном недостатки (по мнению потребителя) производимого товара.
Например, потребители недовольны комфортностью салона
выпускаемого автомобиля. Об этом докладывают руководству, и
на этом этапе служба маркетинга считает свою миссию выполненной. В дальнейшем при проектировании нового автомобиля
конструктор предложит свое видение нового салона. Далее, по
истечении какого-то времени разрабатывается опытный образец
автомобиля с новым вариантом салона. На предприятии все готово к серийному выпуску.
При предварительном опросе потенциальных потребителей
вполне возможно, что такой салон их не удовлетворит. Вряд ли
сегодня какое-либо предприятие откажется от выпуска нового автомобиля, узнав плохие отзывы о новом салоне.
А ведь этот риск можно было предотвратить. Просто надо
было после разработки нового салона, еще на стадии конструкторской документации, провести повторный опрос потребителей,
продемонстрировав им новый виртуальный (компьютерный) салон. Более того, надо демонстрировать потребителю несколько
вариантов наиболее важных агрегатов и узлов новой машины.
Сегодня, имея такие громадные возможности мультимедийных компьютерных технологий, маркетологам и конструкторам
надо неоднократно опрашивать потребителей на разных уровнях
проектирования. Скорее всего, их мнение позволит доработать
наиболее выгодную для продаж форму автомобиля. А уж под нее
подберут соответствующие показатели качества (скорость, экономичность и т. д.).
Конечно, опрос с применением электронных моделей – не
очень дешевое мероприятие, но все же это гораздо дешевле, чем
выпускать автомобили с не удовлетворяющими потребителя узлами. Нельзя допустить, чтобы модернизированные или новые
агрегаты или элементы нового изделия, продуманные конструкторами «втайне» от покупателя как скрытая ценность для него,
окажутся невостребованными потребителем, что приведет к снижению продаж.
214
Долгие годы вся деятельность организаций протекала под
лозунгами «Удовлетворить потребителя!», «Требование потребителя – закон для производителя!». В настоящее время целесообразно заменить подобные лозунги более обыденным выражением
– «результаты для клиентов», как это дано в Европейской модели
делового совершенства. Если следовать принципам делового совершенства, то термин «удовлетворение потребителя» надо изымать из употребления, так как его нет в данной модели (рис. 22).
Рис. 22. Принципы делового совершенства
11. УДОВЛЕТВОРЕНИЕ ВНУТРЕННЕГО ПОТРЕБИТЕЛЯ
11.1. Внутренний маркетинг
Жесткая конкуренция на мировых рынках привела производителя продукта к такому положению, что промедление с заменой выпускаемой продукции на новую, аналогичного назначения,
чревато экономическими потрясениями для предприятия. Требования рынка к повышению качества продукта одновременно распространяются и на его ценовые характеристики – потребитель
хочет купить хороший товар за приемлемую цену. Новизна,
стиль, мода, престиж стали приоритетными факторами конкурентоспособности.
215
При этом резко возрастает роль работников умственного
труда. Удовлетворение работников умственного труда в такой
степени, чтобы они выдерживали темпы развития рынка, – проблема сегодняшнего дня. Тенденции последних десятилетий
XX в. по увеличению роли умственного труда воплотились в соответствующие требования менеджмента качества и международных стандартов ИСО 9000. С точки зрения TQM трудовые
взаимоотношения между работником и предприятием должны
складываться диаметрально противоположно существующим
традиционным отношениям: организация (предприятие) в этом
случае выступает в роли поставщика, а работник – потребителя
(рис. 23) [9].
Рис. 23. Трудовые взаимоотношения между работником и предприятием
Организация, работающая в условиях TQM, выступает как
организация интенсивного умственного труда, базирующегося на
интеллектуальных и творческих способностях работающего и
позволяющего организации быть интенсивной в «производстве»
идей. Проработав в течение, например, рабочего дня, работник
оставляет организации свой интеллект, который не является материальным капиталом. Именно этот невидимый ресурс, и является тем фактором, который, как правило, приносит гарантированный успех организации.
216
Вот почему TQM рассматривает работников организации не
просто как рабочую силу, получающую зарплату, а как интеллектуальный потенциал организации, в котором она заинтересована
так же, как и во внешнем потребителе. С этой точки зрения каждый работник организации является ее клиентом (внутренним
потребителем) и оплачивается организацией за отдаваемый ей
интеллектуальный потенциал работника в виде: умственного потенциала, знаний (компетентности), аналитических способностей,
опыта, гибкости (способности быстро привыкать к изменениям),
прагматизма (придерживаться установленных правил).
Сравнивая традиционный подход к управлению персоналом
и подход TQM, можно на основе проведенных наблюдений показать, что внутренний потребитель уже не хочет быть простым исполнителем распоряжений руководства и готов выразить свои
потребности:
■ в достижении цели, вместо выполнения заданий;
■ участии в принятии решений, вместо повиновения приказам;
■ значимой и выбранной самостоятельно роли, вместо
предписанной роли;
■ наставнике, способствующем развитию личности, вместо
обезличенного обучения;
■ оплате, зависимой от прибыли организации, вместо оплаты за проработанное время.
Только в том случае, когда работники будут удовлетворены
предложениями организации, они согласятся полностью отдать
ей свой интеллектуальный потенциал.
Неизбежность перехода к новым методам управления человеческими ресурсами отмечает в своей книге «Задачи менеджмента в XXI веке» известный американский ученый П. Друкер.
Он прогнозирует, что XXI в. будет «веком лидерства и повышения производительности умственного труда». В отличие от принципов TQM П. Друкер считает, что особые трудовые взаимоотношения организации и индивидуумов коснутся не всех работников, а только тех, которые большую часть времени будут заняты
умственным трудом. Это значит, что концепция TQM, отражающая новый подход к управлению человеческими ресурсами, будет скорее всего реализована постепенно, в несколько этапов.
217
Маловероятно, что на первых этапах изменится подход к
трудовым отношениям с работниками физического труда, так они
в отличие от работников умственного труда во многом зависят от
средств производства, которыми располагает организация. Деятельность работников умственного труда практически не зависит
от материальной базы предприятия. Поэтому предприятие должно с ними иметь особые трудовые отношения, чтобы они согласились добровольно отдать ему свой интеллектуальный потенциал. На наш взгляд, переход организаций (предприятий) на новые
принципы трудовых взаимоотношений с наемными работниками
неизбежен.
Особенно трудной задачей организации является определение потребностей внутреннего потребителя (работника организации). Вместе с этим нет сомнения, что чем ближе будут совпадать его «воображаемые» запросы и ожидания с реальными предложениями организации, тем лучше будет работать потребитель.
Решение этой задачи требует проведения внутреннего маркетинга.
Внутренний маркетинг. Первоначально (в 80-х гг. XX в.)
термин «внутренний маркетинг» был введен для описания внутренней деятельности компании в процедуре передачи решений
руководства компании более низким уровням по иерархии. При
работе в условиях TQM внутренний маркетинг рассматривается
не просто как план внутренней взаимосвязи руководства с более
низкими иерархическими уровнями при выполнении решений
руководства, а как новый подход в представлении информации
между работником и организацией и как результирующий процесс управления человеческими ресурсами. Стратегия внутреннего маркетинга опирается:
■ на эволюцию взаимоотношений организации со своими
работниками, которых она рассматривает как своих потребителей;
■ генерирование творческих идей персоналом;
■ непрерывное улучшение качества управления человеческими ресурсами.
Качество процесса управления человеческими ресурсами –
это уровень соответствия продуктов сервиса (планы вознаграждения и карьеры, программы обучения), представляемых органи-
218
зацией ее внутреннему потребителю для совершенствования его
дарований (талантов), требованиям, предъявляемым организацией к творческому потенциалу внутреннего потребителя. Новая
концепция внутреннего маркетинга предусматривает:
■ ответственность первого руководителя за обеспечение
каждому работнику необходимых условий для самореализации;
■ ответственность руководителя организации за продвижение сверху вниз предложений организации по карьере, обучению,
вознаграждению работников и распространению имиджа организации внутри всего коллектива;
■ необходимость руководства организации прислушиваться
к внутреннему рынку.
С точки зрения внутреннего маркетинга основной проблемой организации является своевременное «прислушивание к голосу внутреннего рынка», т. е. понимание крайних нужд персонала – ключевого фактора, от которого в большей степени зависит успех организации.
Удовлетворение нужд внутренних потребителей «организационное поведение» реализует через взаимодействие четырех социальных инструментов управления персоналом: наделения полномочиями, расширения («обогащения») работы, оплаты труда,
наставничества (рис. 24). Рассмотрим эти инструменты подробнее.
Рис. 24. Социальные инструменты управления персоналом
Наделение полномочиями и работа, по целям. Программы
повышения качества разрабатываются с целью улучшить взаимо-
219
понимание работников, выявить источники проблем, причин дефектов, экономических потерь, причин невыполнения обязательств и т.д. Поиски новых способов трудовой деятельности зачастую приводят к «простейшему» открытию: сотрудники, которые выполняют в организации целенаправленную деятельность,
более компетентны, чем любая группа внешних консультантов.
Рабочие целевые группы начинают изучать процесс не только как
метод выполнения работы, но и с целью сделать его наиболее
эффективным. Такое изучение требует максимальной сосредоточенности, самостоятельности и не терпит командования.
В этих условиях необходимо наделять рабочие группы более широкими полномочиями, особенно в части проведения экспериментальных исследований. Руководитель такой группы должен
быть больше наставником, чем начальником. Подобные группы
целесообразно создавать в разных подразделениях организации с
возможностью координации их деятельности для достижения одной поставленной цели. В условиях повышенной творческой
напряженности нужен новый стиль руководства. В табл. 26 приведены отличия нового стиля руководства от традиционного.
Таблица 26
Стили руководства
Традиционный
Новый
Клиент (заказчик) находится в центре
Решения принимаются наверху
внимания
Люди работают вместе и делают все,
Каждое лицо отвечает только за что можно, даже если это находится
свою работу
за пределами их служебных обязанностей
Взаимосвязь медленная и идет Полномочия и ответственность
сверху
Коллективная
Минимальная связь между под- Изменения и взаимосвязь постоянны
разделениями
и непрерывны
Внимание сотрудников сфоку- Основное качество сотрудника – умесировано на начальника
ние работать с коллегами по группе
Руководство определяет, как
Главенствуют знания для убеждения
выполнить задание
других, а не иерархическая позиция
220
Руководство не ожидает от сотрудников предложений по
улучшению
Количество иерархических уровней
управления относительно мало
Распределяя полномочия между работниками, руководство
должно быть уверено, что это уменьшит стоимость продукции и
увеличит производительность труда. Концепция наделения полномочиями подразумевает непосредственное участие подчиненных в принятии решения. Они совместно с руководством выбирают цели, оговаривают сроки их выполнения и договариваются
о критериях приемки. Таким образом, коллективное (совместное)
руководство представляет собой процесс, в котором доля участия
наемных работников при принятии решения весьма высока и
мнение подчиненных, имеет значительный вес. Руководители
осознанно хотят разделить полномочия при принятии решения по
следующим причинам:
■ работа становится комплексной;
■ взаимосвязь разнородных задач в пределах выполняемого процесса требует многофункциональности для того, чтобы интегрировать разработанные элементы в единое решение;
■ совместное руководство дает всем участникам группы
большое моральное вознаграждение, делая их работу более эффёктивной за счет удовлетворения от сознания своей значимости,
от ощущения актуальности работы, от важности взятых на себя
задач. Наделение полномочиями усиливает мотивацию к работе
за счет четырех основных факторов:
1) осмысленности (сотрудники осознают свою работу как
деятельность, направленную на достижение конечной цели);
2) ответственности (люди выполняют свою работу тщательно);
3) компетенции (работники характеризуют свой труд как
высококвалифицированный);
4) выбора (сотрудники чувствуют возможность самоопределения при выполнении работы).
Наделение полномочиями – наилучшая на сегодняшний
день концепция для объединения современных теоретических и
практических разработок в области управления кадрами. Посредством распределения полномочий общая цель организации
221
трансформируется в частные, локальные цели для каждого уровня, начиная от руководства организации и кончая индивидуальным ее сотрудником. В результате каждый сотрудник предприятия, имеет свою локальную цель и вносит конкретный вклад в
цель своего подразделения и всего предприятия в целом.
При определении целей и показателей работы сотрудников (с
которыми делятся полномочия) руководителю нужно учитывать
следующие факторы:
■ достижение сотрудником специфических и трудных целей ведет к более высоким показателям его работы;
■ сотрудники начинают лучше работать, если осуществляется обратная связь с результатами работы;
■
самостоятельно полученная (разработанная) обратная
связь является лучшей мотивацией для сотрудника к качественному труду.
На взаимоотношение цели и показателя работы влияют два
основных фактора: самостоятельное решение работника по свершению цели и его уверенность в ее выполнении. На успешное
выполнение целей влияют следующие условия: цель должна быть
конкретной, каждая цель должна иметь сроки выполнения, необходимо осуществлять обратную связь по результатам выполнения, к выполнению цели желательно привлекать других сотрудников. Привлечение широкого круга лиц к выполнению цели является очень важным процессом, так как повышается ответственность за результаты работы.
Наиболее распространенной формой управления с привлечением к участию сотрудников является работа в команде. Такая
работа характеризуется тем, что:
■ улучшается качество трудовой деятельности;
■ каждый сотрудник отвечает за конечный результат;
■ оценивается характеристика всей команды;
■ сотрудники выполняют функционально зависимые работы.
Успех таких команд зависит от создания им необходимых
условий для нормальной работы, систематической поддержки их
руководством и ожидания от них не феерических, а реальных результатов.
222
«Обогащение» работой. Модель «обогащения» работой
определяет пять основных понятий, способствующих эффективной мотивации к труду:
1) разносторонность – способность работника к различным
видам деятельности, требующей использование различных навыков и проявления многосторонних талантов;
2) понимание задачи – ясность конечных и промежуточных
результатов работы, что делает ее «видимой» от начала до конца;
3) значимость задачи – осознание целей предприятия оказывает большое влияние на работу людей;
4) самоуправление – предоставление существенной свободы работнику при выполнении работы;
5) обратная связь – сравнение результатов выполненных
действий с результатами, запланированными на начало работы.
В конечном счете стратегия «обогащения» работой должна
установить прочную связь между удовлетворением от работы и
ее исполнением. «Обогащение» работой должно расширяться для
того, чтобы воплотить возможность роста компетентности работника. Характер работы должен позволить сотрудникам создать свой имидж, сделать себя известными внутри организации. Потенциальный уровень предложений организации к сотрудникам зависит от возможности;
их «перемещения» внутри организации;
получения ими вознаграждений, увеличивающихся с течением времени;
повышения их в должности и разумной смены деятельности.
Результаты деятельности коллектива должны регулярно
соотноситься с генеральной линией всей корпорации, что вырабатывает глобальное видение.
Эффективность управления человеческими ресурсами,
как правило, оценивается степенью соответствия требований
организации уровню способностей работающих. Идеальной
ситуацией является вариант, при котором каждый работник получил задание, в максимальной мере соответствующее своим
возможностям его выполнения.
Допустим, что численность персонала по своим возможностям распределяется по нормальному закону распределения. До-
223
пустим также, что по такому же закону распределяются требования (задания) организации по выполняемой работе. Если координаты середины этих распределений совпадают, то это – идеальная ситуация. Когда координаты середины распределений не
совпадают, возникает рассогласование между требованиями и
способностями (заштрихованная часть распределения), что приводит к бесполезной затрате человеческих ресурсов и потере
времени (рис. 25).
Рис. 25. Эффективность способностей персонала
Аналогичный результат будет иметь место тогда, когда закон распределений численности персонала с разными способностями не совпадает с законом распределения требований (заданий) к персоналу. Если окажется, что имеет место нехватка людей с необходимыми для решения задач способностями, то значительная часть работ не будет выполнена качественно, что
приведет к непроизводительным затратам. Негативное значение
имеет и тот случай, когда численность персонала с высокими
способностями превышает численность задач с требуемыми
для них трудностями. Получится простой высокооплачиваемого
персонала, что также приведет к затратам.
224
Удовлетворение работой имеет место тогда, когда ее условия и содержание совпадают с ожиданиями работника. Можно
быть удовлетворенным содержанием работы, но расстраиваться
потому, что она не представляет каких-либо перспектив для
роста и продвижения по службе. Если работа обогащает и работник чувствует приносимую им пользу для организации, однако организация неадекватно реагирует уровнем оплаты выполняемой работы, то возникает состояние неудовлетворенности, которое, если ничего не изменится, в конечном счете приведет к утрате
мотивации данного сотрудника к работе.
Поэтому обогащение работой индивидуума требует также непрерывного «обогащения» возможностей организации предоставления сотрудникам более ответственной или престижной работы
(рис. 26).
Рис. 26. Схема обогащения индивидуума работой
Оплата работы (вознаграждение за труд). Концепция «оплата – за результат» не нова и, как правило, реализуется в виде:
■ индивидуального стимула, когда оплата напрямую зависит от достижения поставленной цели;
■ единовременных выплат, когда награда связана с разовыми, индивидуальными достижениями;
■ участия в прибылях, когда единообразные выплаты всем
или большинству сотрудников базируются на величине доходов
организации;
■ разделения прибыли, когда вознаграждение делят между работниками пропорционально вкладу их подразделения в
225
общую прибыль;
■ стимулирования малой группы, когда производится разовое вознаграждение всем членам группы за достижение
определенной цели.
Новые тенденции в политике вознаграждения за результат
в условиях TQM связаны с новыми факторами, характеризующимися интеллектуальными качествами работников: риск, творчество, улучшение качества работы, кооперация, перспективные
решения и др. Эти новые тенденции в политике вознаграждения
сотрудников как раз и определяют стратегию организации, в
корне отличающуюся от существующих методов поощрения за
труд. Рассмотрим подробнее эти новые тенденций.
1. Награждать за перспективные решения. Когда руководство организации ориентировано в основном на поощрение сотрудников за решения, приносящие сиюминутную прибыль, оно может упустить значительную прибыль в будущем,
которую могут принести перспективные, долгосрочные решения. Среди примеров сиюминутных решений можно привести
следующие: использование устаревшего оборудования с целью экономии средств, политика сокращения затрат при работе со случайными поставщиками в погоне за низкими ценами
на сырье и комплектующие и т.д. В противоположность этой
стратеги вовлечение организации в достижение глобальных и
более эффективных перспектив предполагает выявление долгосрочных целей, связанных с привлечением инвестиций в производственное оборудование, стимулирование перспективной
деятельности работников, умелое снабжение и т.д.
2. Награждать тех, кто идет на риск. Многие организации в
борьбе за снижение затрат любыми способами награждают работников за консервативное поведение, не связанное с принятием рискованных решений, и наказывают за творческую активность, которая, как правило, связана с определенным риском.
Чтобы в такой организации создать благоприятный климат для
безбоязненного принятия творческих решений, нужно принять
целый ряд мер, связанных с отказом от наложения штрафных
санкций за проявление инициативы в решении производственных вопросов.
226
3. Награждать за творческую работу, а не слепое подчинение. Чтобы подвигнуть коллектив на творческий настрой в
работе, необходимо создать соответствующие условия для этого, в том числе:
■ терпимость к ошибкам;
■ постановка творческих целей и задач;
■ создание обстановки раскрепощенности и неформальности;
■ введение денежных вознаграждений за нововведение;
■ стимулирование изобретательства через наставничество
и др.
4. Награждать за обдуманный труд, а не за объем работ.
Имеется много примеров, когда поощряется активность вместо
продуктивности, эффектность вместо производительности. Почти в каждой организации можно увеличить производительность труда на 50%, предложив ряд простых мероприятий: подбор умелых сотрудников; поощрение усилий, направленных на
результат; устранение бюрократических процедур; разъяснение
целей и распределение обязанностей внутри подразделения;
упрощение работы и др.
5. Награждать за качество, а не быстроту работы. Зачастую
чрезмерный акцент делают на быстрое исполнение работы и ее
низкую себестоимость, не учитывая, что работа эта выполнена с
низким качеством и потери в цене будут значительно больше,
чем экономия за счет быстроты. Если работники знают, как сделать свою работу лучше, и это улучшение достаточно мотивировано, то они в своей работе могут достигнуть высокого уровня
качества. К сожалению, сегодня во многих организациях качественный труд недостаточно стимулируется, что «охлаждает» работников совершенствовать свое мастерство.
Наставничество - это не только стиль обучения, характерный для организаций, работающих в условиях TQM, но и стратегия компаний в увеличении интеллектуального потенциала своих сотрудников, Основными особенностями наставничества
являются:
■ тренировки, на которых обучают работников достигать
стандартных (требуемых) характеристик;
■ советы, помогающие работникам улучшать (превышать)
227
стандартные характеристики.
Лица, принятые на работу, обычно приходят с низким (для
данной организации) уровнем знаний и навыков. Тренировка,
несомненно, повышает этот уровень, но для большинства людей
огромная масса знаний и навыков, даже если они достигают хороших результатов, остается закрытой.
Наставничество, следуя системе тренировок, развивает
скрытые навыки обучающихся. Люди тренируются, чтобы сделать качественно работу, а затем их наставляют, как улучшить
то, что они сделали. Наставничество помогает людям войти в
свою «скрытую» зону, т.е. высвободить скрытые возможности
своего потенциала. Менеджер, работающий наставником, должен знать, когда надо от тренировок переходить к советам.
Роль наставника состоит в создании условий для улучшения желаемых рабочих качеств подчиненных, сосредоточивая
свое внимание на следующем шаге работы, а не на цели организации. Отсюда можно сделать два важных вывода:
■ психологически для достижения индивидуумом чей-то
другой цели он должен принять эту цель самостоятельно для себя;
■ менеджер, принимающий наставничество как образ
жизни, должен говорить обучаемому не как нужно сделать эту
работу, а помогать ему в достижении поставленной цели.
Обучаемые работают в атмосфере наставничества, где
главное внимание фокусируется на развитии персонала, а не на
выполнении задания, на поиске стимула, а не на результате эффективного завершения работы. Таким образом, наставник дает
своему ученику не методику (инструкцию) выполнения работы,
а методологию выполнения многих однотипных работ.
Часто наставника (менеджера) сравнивают с тренером
спортивной команды, где тренер не должен игроку объяснять,
как тот должен делать тот или иной прием, а мотивировать его
на выполнение аналогичных приемов в процессе совместной
деятельности (игре) с другими игроками.
Рассмотрим основные качества наставника-тренера: умение слушать, умение наблюдать, умение советовать.
Умение слушать. Установлено, что в среднем люди затрачивают 9 % рабочего времени на то, чтобы писать, 16 % времени
228
– чтобы читать, 30 % – чтобы разговаривать, 45 % – чтобы слушать других. Если в своей работе больше всего времени нам
приходится слушать, то почему столько времени в школе, вузе и
на производстве мы затрачиваем на обучение письму, чтению,
риторике, а не умению слушать. Уметь слушать – ключ к умению понимать.
Умение наблюдать. Для новых работников организации с
целью быстрой адаптации к непривычным для них условиям
работы весьма существенной проблемой является умение
наблюдать за рабочими действиями опытных работников. Очевидно, что это связано с индивидуальными качествами работника, но каждый из них должен пройти путь по приобретению
стандартных умений и навыков, требуемых на данном рабочем
месте. Именно наставник (тренер) должен своими советами и
наставлениями, сделанными на основе наблюдений, ускорить
процесс адаптации; он значительно быстрее своих подопечных
должен рассмотреть в каждом рабочем недостатки и причины
медленного или неправильного исполнения операций и найти
наиболее приемлемый для этого работника путь исправления
ошибок. Умение наблюдать является необходимым качеством
для хорошего наставника.
Давать совет – это процесс, посредством которого наставник
помогает индивидууму в текущей работе, решает как реальные, так и возможные проблемы, помогает работнику принять
решения по дальнейшим действиям. Советуя, наставник повышает самоуважение работника, который, как правило, хочет
знать мнение наставника о своей работе, о своих результатах и
намерениях. Доверие к наставнику значительно сокращает сроки адаптации работника.
Угроза проверок. Проверки, как правило, проводятся в
случаях изменения организационной структуры в группах.
Перераспределение полномочий имеет место тогда, когда
происходит перестановка руководителей среднего и низшего
звена.
Угроза изменения расстановки кадров. Если изменения
приводят к уменьшению бюджета организации или к сокращению штата, то коллектив этой организации будет рассматривать
предстоящие изменения как угрозу своему положению.
229
11.2. Внутрифирменное обучение
Подготовка специалистов в университетах и институтах
приносит большую пользу предприятиям, берущим выпускников вузов на работу. Однако при всей полезности такой подготовки кадров их обучение тем не менее не лишено определенных недостатков.
Главным недостатком является усредненность знаний, получаемых в области управления качеством. Можно утверждать,
что даются лишь основы менеджмента качества, основные приемы и методы организации работ, наиболее часто используемые для улучшения качества, предотвращения дефектов и
оценки правильности выполнения технологических процессов
[22].
Однако каждое предприятие имеет свои особенности,
отличия и специфику работы, в результате которых знания, полученные в университете, должны быть трансформированы для
конкретных условий. С другой стороны, в процесс управления
качеством на предприятии вовлекается весь персонал – от руководителя до рабочего.
На японских предприятиях роль персонала в улучшении
качества продукции весьма значительна. На Западе же контроль
качества является в основном прерогативой рабочих и контролеров. В Японии контролеры существуют только в дополнение
к формальной системе контроля, в которой ответственность за
поддержание или повышение мастерства продукции возложена на рабочих; бригадиров, мастеров. В результате на японских
предприятиях качество труда персонала оказывает большее влияние на качество продукции, чем, например, на американских
фирмах.
Достижение такого эффекта зависит во многом как от
структуры рабочей силы, так и от ее соответствующей подготовки. Так, например, в американских компаниях на одного инженера приходится восемь производственных рабочих, а на
японских фирмах – три-четыре рабочих, а в производстве компьютеров численность рабочих и инженеров примерно одинакова. Придавая огромное значение подготовке персонала, япон-
230
ские предприятия осуществляют обширные комплексные программы обучения, которые составляются в соответствии с основными направлениями деятельности компании (рис. 27).
Рис. 27. Влияние качества труда (1) и оборудования (2)
на качество продукции
Уже в 80-х гг. XX в. менеджеры крупных японских фирм
все чаще стали сталкиваться с положением, когда рабочих переставало удовлетворять выполнение простых повторяющихся
операций независимо от получаемой денежной компенсации. Все
активнее проявлялось их стремление заняться более интеллектуальной работой, связанной с самостоятельным поиском оптимальных способов и методов выполнения более сложных производственных заданий.
В этих условиях важнейшей функцией менеджмента качества
становится перестройка характера работы малых групп, в том числе
кружков качества, выражающаяся в передаче части простейших
функций управления самим рабочим, с тем, чтобы они могли более
самостоятельно планировать, контролировать и совершенствовать
выполняемые операции в интересах улучшения качества продукции и повышения производительности труда. Основными принципами этой перестройки являются:
максимальное увеличение доли интеллектуального труда в работе;
комплексность заданий;
самостоятельность выбора рабочим оптимального темпа
231
выполнения операций при непременном условии постоянного роста уровня качества и производительности.
Необходимым элементом перестройки характера работы стало постоянное усложнение производственных заданий, сопровождаемое расширением функций рабочего, включая проверку качества продукции.
Расширение функций рабочего персонала, руководителей среднего и высшего звена усложнило задачу внутрифирменного комплексного обучения управлению качеством. На первый план в связи
с этим встали вопросы тщательного планирования процессов обучения управлению качеством как внутри предприятия, так и вне
его.
Можно порекомендовать следующую программу учебных курсов по проблемам менеджмента качества для работников производства:
развитие менеджмента качества как комплексной системы
управления процессами на всех стадиях создания нового изделия;
роль человеческого фактора в производственной деятельности инженерного состава предприятия;
соединение принципов менеджмента качества с техническими требованиями проектирования и производства продукции;
применение новых инструментов качества (семь новых методов планирования, семь новых методов проектирования, семь
стратегических методов, семь методов организации творческого
процесса, методы структурирования функции качества, бенчмаркинг, методы выявления и оценки потенциальных дефектов и др.)
при планировании, проектировании, обеспечении производства и производстве продукции;
применение статистических методов управления качеством как часть технологического оснащения производства;
внедрение методов анализа причин и результатов отказов при всех работах по обеспечению производства продукции;
применение новых методов организации творческого
процесса при создании новых изделий;
изучение методов непрерывного улучшения качества в
целях совершенствования производственных процессов;
применение методов самооценки инженерного персонала
232
предприятия при принятии решений;
внедрение в процессы проектирования изделий статистических методов высокого уровня («Шесть сигм», «Функция
потерь качества» по Тагути, кластерный анализ, статистическое
моделирование и др.);
применение принципов внутреннего аудита качества к
процедурам аттестации рабочих мест производственного персонала и др.
Систему дополнительного профессионального образования вузов в области менеджмента качества целесообразно
сформировать из трех блоков:
базовой программы повышения квалификации преподавателей, работающих на кафедрах технического профиля, в
объеме 72 учебных часов с выдачей удостоверения;
специальной программы переподготовки преподавателей, учебные курсы которых связаны с проектированием конструкторской, технологической или нормативной документации изделий и их элементов, в объеме 500 учебных часов с выдачей диплома о переподготовке;
программы стажировок на предприятиях (без отрыва от
производства или в каникулярный период).
На рис. 28 и 29 показана программа обучения управлению
качеством на одной из строительных японских фирм.
233
Рис. 28. Организация обучения управлению качеством
на японском строительном предприятии
234
Рис. 29. Организация коллективного обучения персонала на японском строительном предприятии
Процесс обучения охватывает как внутрифирменные методы, в частности индивидуальное обучение на рабочем месте,
так и внутрифирменное обучение силами вузов и своих специалистов. Кроме индивидуального, проводится и коллективное
235
обучение на организуемых семинарах, курсах повышения квалификации, практикумах для различных категорий работников.
Часть этих семинаров проводится при поддержке Японского
общества ученых и инженеров.
Следует отметить, что сегодня на ведущих российских
предприятиях развернуто внутрифирменное обучение всех категорий работающих. В качестве примера можно привести объемы внутрифирменного обучения при подготовке Ульяновского автомобильного завода к сертификации производства
автомобилей повышенной проходимости. При численности
персонала несколько более 22 тыс. человек в 2004 и 2005 гг.
прошло обучение около 16 тыс. работников, в том числе только в
области качества – более 4,5 тыс. человек.
Внутрифирменное обучение персонала имеет сложный
дифференцированный характер. Если раньше система обучения
затрагивала лишь рабочих, младший и средний управленческий
персонал, а содержание не выходило за рамки применения передовых технических средств контроля качества, то сейчас картина изменилась. Современная система обучения (в том числе и
на ведущих российских предприятиях) имеет комплексный характер и затрагивает все структурные подразделения, начиная
от высших руководителей до работников субподрядных предприятий.
Это связано с тенденцией; сокращения влияния технических
средств контроля качества готовой продукции и увеличения
влияния контроля и регулирования технологических процессов
(рис. 30).
236
Рис. 30. Влияние вида управления на качество продукции:
а – обеспечение качества за счет управления технологическими
процессами; б – обеспечение качества за счет управления па этапе проектирования продукции и технологии.
Новые формы обучения. Новый подход к трудовым отношениям между организацией и индивидуумом, несомненно, требует новых внутрифирменных форм и методов обучения и повышения квалификации работников организации. Важным
принципом для улучшения работы и создания комфортного
морального климата в организации является предоставление
возможности каждому сотруднику глубже познать интересующее его мастерство, постоянно совершенствуя и обогащая тем самым, с одной стороны, выполняемую работу, а с другой – свой интеллектуальный потенциал в ходе выполнения
этой работы. Эффективность этого обогащения зависит от соблюдения основного условия: соответствия индивидуальных
способностей работника требованиям, предъявляемым к выполняемой работе.
Поэтому практическая реализация внутреннего маркетинга предусматривает выявление способностей каждого работника организации для более эффективного использования
его потенциала в зависимости от требований к проводимой работе. Для выяснения индивидуальных способностей и пожеланий
по совершенствованию своего мастерства многие компании в
237
США предлагают своим работникам заполнить специальные
анкеты (называемые в честь автора анкетами Колба), содержащие (после заполнения) информацию о предпочтительном
для данного индивидуума стиле обучения.
Всего Колб рассматривает четыре стиля обучения в зависимости от психологических факторов обучаемых.
A. Ориентация на настоящее, т.е. анкетируемый хорошо
чувствует и вовлечен в те процессы, которые его окружают.
Предпочтительные подходы к обучению:
восприятие «беря на заметку»
восприятие по ощущениям;
способность воспринимать все новое;
интуитивный подход;
ориентация на настоящее;
убеждение на опыте.
Б. Размышление, т.е. анкетируемый отличается наблюдательностью за ходом процесса, размышлением и планированием
на ближайшую перспективу. Предпочтительные подходы к обучению:
наблюдательность;
наблюдение с целью изучения;
действие методом проб и ошибок;
размышление;
стремление к исследованию;
скрытность.
B. Ориентация на будущее, т.е. анкетируемый характеризуется стремлением к пониманию (осмысливанию) происходящего, планируя при этом на далекую перспективу. Предпочтительные подходы к обучению:
обдумывание своих действий и всего происходящего;
аналитическое восприятие;
своя оценка происходящего;
логическое заключение;
использование теории перед принятием решения;
целесообразность (рациональный подход).
Г. Прагматичность, т.е. анкетируемый активно использует
различные методы для выяснения последствий. Это подход ти-
238
па «давайте попробуем, а потом посмотрим, что будет». Предпочтительные подходы к обучению:
сначала делаю, а потом пытаюсь понять;
видеть практическое применение;
проявлять активность;
прагматичность;
стремление к экспериментальной деятельности;
ответственный подход к делу.
Четыре стиля обучения соответствуют четырем категориям
людей, выявленным в результате проведенного анкетирования
Способ обучения, соответствующий категории людей группы
А, характеризуется тем, что работнику сразу же предоставляется
возможность выполнить конкретную работу в соответствии с его
предыдущим опытом. Такой стиль обучения характерен при приеме
нового сотрудника в организацию. Успех обучения и адаптации
вновь принятого работника в этом случае зависит от его интуиции,
ответственности, чувства проблемы и предыдущего практического
опыта.
Способ обучения, соответствующий категории людей группы
Б, характеризуется тем, что обучающиеся много наблюдают и думают. Такие люди, работающие на сборочных операциях, вначале
смотрят на готовое изделие, после чего приступают к работе по
сборке. Как правило, обучение в этом случае идет медленно, так как
обучающиеся наблюдают, делают пометки для себя и, действуя методом проб и ошибок, пытаются повторить действия, продемонстрированные им мастером. Важное качество данных людей –
способность быстро перестраиваться за счет размышления.
Третий тип обучения В – концептуальный. Люди этой категории часто задают себе вопрос: «Почему делается именно так?».
Эта группа людей обычно не заинтересована в применении на практике своих знаний.
Четвертый тип обучения – экспериментирование. Люди, относящиеся к группе Г, хотят сразу все попробовать. При этом они
чаще всего учатся на своих ошибках. Обычно к этому этапу обучения приходят только после прохождения предыдущих этапов.
Каждая организация, которая занимается улучшением качества, должна пройти все четыре этапа.
239
11.3. Основы корпоративной культуры
Любое предприятие нуждается в определенной структуре,
включающей деловую философию, руководящие принципы, корпоративные ценности и целеустремленность. Предприятие должно
осознать миссию и видение, обеспечивающие ясное понимание
вещей, которых необходимо достичь в течение длительного периода его функционирования.
Деловая философия движет предприятие к намеченной цели
и формирует лидеров в соответствии с их действиями. Она отражает коллективное видение потенциального развития предприятия, а не субъективную дальновидность индивидуальных
целей обычного лидера и развивается во времени, базируясь на
внутренних корпоративных ценностях.
Корпоративные ценности и руководящие принципы составляют базис деловой деятельности предприятия, определяя
социальную ответственность и реакцию на изменение окружающей обстановки. Они действуют как направляющая сила.
Целеустремленность предприятия – его развитие на основе
миссии, внутренних целей, уверенности, четкого видения пути
осуществления своей роли,
Миссия переводит понятие деловой философии в осознанные цели, продвигающие предприятие вперед и оптимизирующие его деятельность. Стратегия является подчиненным средством, стратегический анализ проводится после, а не во время
процесса выработки видения.
Все перечисленные выше факторы, начиная с видения деловой философии и заканчивая целеустремленностью предприятия, формируют основы внутренней корпоративной культуры.
Культура предприятия может быть определена как распространение уверенности в правильном выполнении работниками
любой конкретной деятельности, их поведения и обращения
друг с другом и руководством. Во многом культуру определяет
стиль менеджмента, который (т.е. стиль) зависит от первого руководителя предприятия.
Для примера приведем черты стиля менеджмента, сформированного владельцем и директором фирмы Matsushita Danki,
получившего широкое распространение в Японии:
240
активное ознакомление с состоянием дел во всех подразделениях фирмы, с функционированием всех ее служб, исчерпывающая информация, личное присутствие в «горячих»
точках производства;
настойчивое стремление к тому, чтобы работники фирмы совершенствовали свое профессиональное мастерство;
поощрение инициативы;
всемерное поощрение дискуссий среди менеджеров
относительно поиска лучшего из возможных решений.
Владелец фирмы умело воспользовался этим мировоззрением своих сотрудников и в разработанной им воспитательной
системе сделал акцент на пропаганде прямой связи между процветанием фирмы и процветанием каждого работника.
При реализации концепции TQM происходит глубокое изменение корпоративной культуры, сопровождающееся
определенными изменениями, представленными в табл. 27.
Таблица 27
Изменение корпоративной культуры
До внедрения TQM
После внедрения TQM
Слухи и секретность
Открытое общение
Контроль руководства
Наделение властью
Инспектирование и борьба
Предупреждение
Фокусирование на внутФокусирование на внешренние правила
него потребителя
Затраты и план
Качество и согласие
Стремление к постоянству
Постоянные улучшения
Отношения конкуренции
Отношения объединения и
Поиск виновных
сотрудничества
Вскрытие причин проблем
В разработке технических систем современной потребностью признано создание обслуживающей информационной системы. Она разрабатывается на основе определения творческих и
вспомогательных действий, которые должны предохранять от
случайностей в организации труда и от введения структуры в
техническую систему.
При разработке технических систем прибегают к двум способам их описания: структурному (анализ внутреннего устрой-
241
ства) и функциональному (анализ взаимоотношений со средой и
между частями системы).
Системы можно объединить по признаку выполняемых
функций в следующие основные группы: для получения энергии,
для получения материальной продукции, для выполнения функций управления.
Основная особенность современных ТС состоит в специфичной роли человека в работе с ними. Специфичность заключается в том, что оператор непосредственно осуществляет лишь
часть управленческих функций, поскольку современные средства
автоматизации способны не только управлять отдельными операциями и процессом в целом, но и вести его при оптимальном соотношении параметров. За человеком остается составление
управляющей программы, а также контроль за точностью ее исполнения. Причем исполнение такой программы зависит от
непрерывно меняющихся условий внешней среды, которые могут
быть благоприятными или неблагоприятными. В этих условиях
интуицию человека, его способность анализировать прямые и
косвенные связи параметров, давать качественную оценку ситуациям никакими автоматами и вычислительными машинами заменить невозможно. Таким образом, интеллект оператора является
областью, недосягаемой для его синтезированного партнера –
технической системы, несмотря на наличие в ней кибернетической части.
Функциональная структура системы является всеобъемлющей, так как из ее компонентов по принципу модульного проектирования можно получать широкий набор частных структур. В
результате этих компоновок вычленяется структурная схема
надежности, логической основой которой являются взаимные
связи ее составных частей, необходимые для анализа надежности.
Аналогичным путем из структурной схемы можно вычленить составные части, из которых слагаются принципиальная схема и
схема управления.
Главный технический параметр – интегральный, он является
наиболее важной технической характеристикой и включает все
или часть основных функциональных параметров, которые представляют собой важнейшие технические характеристики систе-
242
мы. В системах содержатся еще и вспомогательные технические
параметры, отображающие частные характеристики.
В проектировании технических систем проводят интеграцию всех видов технических параметров моделированием и построением моделей с сосредоточенными параметрами на базе
принципа совмещенности.
Выделяют наиболее важные технические характеристики:
эффективность как интегральный показатель;
технические параметры как основы для моделирования;
роль оператора в функционировании систем, что отражает степень комплексности автоматизации управления.
11.4. Функция управления техническими системами
Процесс управления представляет собой воздействие управляющего субъекта на объект управления путем реализации
управленческих функций установленными методами. Процессы
управления техническими системами составляют совокупность
управленческих операций и имеют двойственный характер: с одной стороны, они зависят от конкретных, специфических для
данной системы условий и законов функционирования; с другой
– в них обнаруживаются общие закономерности. Изучение этих
закономерностей формирует общий подход управления и к осуществлению на его основе унификации технических средств.
Режим действий ТС определяется алгоритмом функционирования, вырабатываемого в результате изучения технологии и
экономики процесса. Алгоритмы функционирования считаются
заданными; на их основе можно распределить функции управления и построить алгоритмы, определяющие управляющие воздействия на объект с учетом динамических свойств системы управления разных ограничений.
Управляющая система должна обладать не меньшим разнообразием состояний, чем управляемая. Для динамических технических систем, описываемых разностными и дифференциальными уравнениями, этот принцип выражается в виде количественных условий управляемости и наблюдаемости:
число управляющих органов должно быть не меньше
числа управляемых величин;
243
должны выполняться дополнительные условия, налагаемые на исходные уравнения.
В основе алгоритмов управления лежат некоторые общие
фундаментальные принципы управления, определяющие характер связи с алгоритмом функционирования и возмущениями,
влияющими на ход технического процесса. В технике используют три фундаментальных принципа: разомкнутого управления,
замкнутого управления (обратной связи) и компенсации возмущений. На раннем этапе автоматизации производства использовались алгоритмы функционирования одного вида – стабилизации, т. е. поддержания постоянства регулируемой величины.
Позднее число алгоритмов функционирования и соответственно
число видов систем управления возросло, появились системы
программного управления.
11.5. Комплекс мероприятий по управлению качеством
При проектировании изделия в него закладывается необходимый уровень качества продукции.
Комплекс мероприятий по управлению качеством осуществляется на следующих этапах:
выполнение научно-исследовательских работ;
разработка, рассмотрение и утверждение технического
задания (ТЗ);
разработка, рассмотрение и утверждение эскизного проекта (ЭП);
разработка, рассмотрение и утверждение технического
проекта (ТП);
разработка, рассмотрение и утверждение рабочего проекта;
изготовление, испытание и доводка, освоение опытного
образца.
Научно-исследовательские работы. НИР – совокупность
конкретных работ в той или иной области науки и производства,
выражающих интегрированный процесс научной и инженерной
проработки какого-либо проекта с целью его практической реализации, например серийного производства техники. Они обычно
включают следующие этапы: фундаментальными исследования,
244
прикладные исследования, проектирование, конструирование,
кибернетические исследования, испытания и доводку опытных
образцов. В настоящее время в связи с углублением интеграции
науки, техники, производства и процесса управления перечисленные научные и инженерные работы связаны не только общностью цели – всесторонне подготовить проект к реализации, но и
взаимно стимулируют друг друга, поскольку лишь совместными
усилиями ученых и инженеров можно преодолеть трудности разработки.
Техническое задание. ТЗ является основным исходным документом при создании новой продукции и соответствующей документации; оно разрабатывается на основе результатов выполненных научно-исследовательских и экспериментальных работ, научного прогнозирования, анализа передовых достижений
отечественной и зарубежной промышленности. В ТЗ должны
включаться прогнозируемые показатели технического уровня и
качества продукции с отражением уровня стандартизации и унификации. Его подготовку, как правило, ведет разработчик продукции. Для предварительной оценки возможности реализации
требований технического задания вводится этап ТП.
При разработке ТП рассматривается; как правило, ряд вариантов структурных схем конструкции. Анализ выполнимости
различных возможных структурных схем может быть проведен
на основе использования опыта, с помощью моделирования и
функционального анализа, лабораторного экспериментирования и
испытаний, создания макетов или сочетания указанных методов.
В результате анализа выполняется отбор допустимых конструктивных решений, удовлетворяющих требованиям ТЗ по показателям качества.
Эскизный проект. На этапе ЭП выбираются принципиальные конструктивные решения, дающие общее представление об
устройстве и принципе работы изделия. ЭП должен определять
назначение, основные параметры и показатели качества разрабатываемого изделия.
Признаками нормального формирования качества изделий
на этапе ЭП являются:
правильный выбор конструктивных решений, зависящий
от качественного расчета, удачных компоновок и материала;
245
обоснованного назначения допусков, конструкции кинематических узлов; достаточной жесткости конструкции; учета требований технологии;
правильный выбор решений технологического характера,
зависящий от технологичности деталей и изделия в целом, выбора точности обработки, методов контроля и вида соединений
(сварка, пайка, механическое крепление);
отсутствие ошибок производственного характера из-за
применения некачественного сырья, материалов и комплектующих изделий; использования оборудования, станков, инструмента, не соответствующих технологическим требованиям; отступления от технологических режимов; нарушения правил контроля и приемки
отсутствие ошибок, вызванных эксплуатацией, применением несоответствующего топлива, смазок и других эксплуатационных материалов; нарушением правил технического обслуживания, условий и режимов эксплуатации.
При разработке эскизного проекта для выбора вариантов
конструкции применяют методы инверсии, аналогии, конструктивной преемственности; при этом основное внимание уделяют
соблюдению показателей качества, технической эстетике, увеличению рентабельности машин и повышению экономического эффекта.
Расчет обеспечения качества осуществляется в процессе эскизного проектирования, когда становятся известны варианты
конструктивной схемы изделия.
Технический проект. На этом этапе проводится всесторонняя
теоретическая и экспериментальная разработка конструктивных
решений проектируемого изделия, а также проверка предлагаемых вариантов изделия на макетах или специальных установках.
ТП должен содержать расчетное подтверждение соответствия
отдельных функциональных параметров и показателей качества
заданным требованиям.
При наличии перегруженных элементов изделия разрабатываются мероприятия по их разгрузке. Как правило, они влияют на увеличение массы и стоимости изделия, поэтому компромисса между параметрами и качеством изделия достигают
246
применением оптимизации, которая проводится после выбора
элементов и определения режимов их использования.
При больших запасах работоспособности расширяют допуски на элементы, а при отсутствии запасов ужесточают их.
На этапе ТП должны решаться также вопросы обеспечения
ремонтопригодности и контролепригодности, являющиеся составными частями технологичности.
При отработке изделия на ремонтопригодность следует обращать внимание на следующие требования:
простота и удобство разборки и сборки;
доступ к деталям и узлам, обладающим повышенными
требованиями качества при замене;
степень применения унифицированных деталей и узлов;
наличие маркировки элементов.
При отработке изделия на контролепригодность следует
обращать внимание на обеспечение необходимой достоверности Контроля при условии снижения трудоемкости, сто имости и уменьшения цикла технического контроля. Ко мплекс выполняемых при этом работ включает повышение
серийности при техническом контроле посредством группирования изделий и их элементов по контролируемым параметрам; использование универсальных, стандартных и прогрессивных средств контроля; механизацию и автоматизацию контроля;
применение высокопроизводительных типовых процессов и методов контроля, а также удобство контроля. Отработка конструкции на контролепригодность производится на всех последующих
стадиях разработки изделия, при технологическом оснащении
производства и изготовлении изделия.
По окончании этапа ТП составляется заключение о качестве
изделия.
Рабочий проект. При разработке РП проводят уточнение и
детализацию предусмотренных техническим проектом решений в
той степени, в которой это необходимо для производства.
Этап опытных образцов. На этом этапе проводят разработку
конструкторской документации опытного образца или партии, изготовление, испытание опытных образцов, коррекцию
конструкторских документов по результатам испытаний. Специалисты по качеству и надежности обращают внимание на реали-
247
зацию всех рекомендаций, разработанных на предыдущих этапах.
При необходимости определяют режимы и продолжительность
технологической проработки, направленной на выявление ранних
отказов, проводят испытания на надежность.
На основании подробного анализа результатов испытаний
производится коррекция конструкторской документации, улучшается качество проекта и принимается решение о сдаче проекта
государственной комиссии.
Общий порядок разработки, согласования и утверждения
ТЗ, проведения экспертизы технической документации, испытаний опытных образцов, выдачи разрешений на производство новой и модернизированной продукции устанавливает нормативная
документация. Основными положениями стандарта являются:
организационные функции, выполняемые заказчиком,
разработчиком, изготовителем и потребителем продукции;
порядок разработки, согласования и утверждения технических заданий;
порядок проведения экспертизы технической документации;
порядок проведения испытаний опытного образца
порядок проведения контрольных испытаний продукции.
Частью экспертизы технической документации является
метрологическая экспертиза конструкторской и технологической
документации. Она проводится с целью оценки выбора параметров измерения, установления норм точности и способов разработки, изготовления, испытания, эксплуатации и ремонта изделий.
При производстве новой и модернизированной продукции
предусмотрен порядок проведения авторского надзора, целями
которого является обеспечение изготовителем реализации технических решений разработчика, предусмотренных технической документацией, и своевременное устранение выявленных недостатков продукции.
Объектами авторского надзора являются:
продукция или ее составные части;
техническая документация;
материалы, полуфабрикаты, и комплектующие изделия;
248
технологический процесс;
метрологическое обеспечение.
Авторский надзор проводит предприятие-разработчик.
12. СОВМЕЩЕННОСТЬ КОНСТРУКЦИЙ МАШИН
12.1. Характеристика конструкций машин
Конструкция рассматривается как комплекс структур и состояний изделия, определяет класс некоторого множества изделий с одинаковыми свойствами. Под свойствами понимается объективная особенность, позволяющая более точно определить изделие при заданной степени детализации; за их пределами изделие теряет свое функциональное назначение.
Конструкция предусматривает взаимное расположение частей и элементов, способ их соединения, взаимодействие, и
также материал, из которого должны быть изготовлены отдельные элементы, предусматривает подбор конструктивных характеристик, определяющих основу конструкции.
Конструкция машины должна:
отвечать своему функциональному назначению при экономичности и удобстве обслуживания, требованиям конкурентоспособности;
быть конструктивной, т. е. иметь простую кинематическую схему с минимальным количеством и меньшей протяженностью размерных цепей и многозвенностью; многократную
обратимость; высокую и длительную надежность; целесообразность и изящество внешних форм;
быть технологичной, т. е. обеспечивать возможность изготовления деталей наиболее производительными и экономичными
способами на основе высокой конструктивности машины и функционально-технологического синтеза.
Конструкция предусматривает расчленение машины на
нормализованные и унифицированные узлы, что приводит не
только к изменению методов освоения новых объектов производства, но и к специализации заводов по отдельным узлам. Это
обеспечивает разработку обобщенных конструктивных и технологических решений, направленных на широкое применение ме-
249
тодов массового и крупносерийного производства и условиях с
единичным и мелкосерийным характером производства, в связи с
чем резко повышается производительность труда и снижаются
производственные затраты.
Комплекс структур и состояний обусловлен производственным процессом и должен отвечать конкретным возможностям
предприятия.
Комплекс конструкции. Под комплексом понимается упорядоченная совокупность, определенная с учетом свойств и особенностей, представляющих основу для выделения данной совокупности среди других, существующих в конструкциях. Свойство
комплекса зависит от времени и взаимодействия с другим комплексом.
Из особенностей искусственных комплексов, т. е. изделий
вытекают следующие требования конструирования:
оптимального нагружения;
оптимального материала;
оптимальной стабильности технического состояния;
оптимальных соотношений взаимосвязанных величин параметрических и структурных;
оптимальной технологичности.
Эти требования объективны и находят свое воплощение в
доминирующей конструкции, которой отдают явное предпочтение
перед остальными. Ее проектируют с применением модульных
концепций технологического обеспечения на основе функционально-технологического синтеза.
Комплекс конструкции в упорядоченном составе порождает
комплекс структур и состояний составных элементов.
Структура конструкции. Структура означает совокупность
устойчивых связей объекта, обеспечивающих его целостность и
тождественность самому себе, т. е. сохранение основных свойств
при различных внешних и внутренних изменениях. В проблеме
управления объектом машиностроения понятие структуры конструкции соотносится с понятием структуры технической системы, материала, функциональной погрешности геометрических
параметров.
Структура материала. Свойства и состояния материалов, из
которых выполнено изделие, является первопричиной потери
250
ими работоспособности, в основе которой лежат физические закономерности. Чем глубже изучены закономерности, описывающие свойства и состояния материалов, тем достовернее можно
сохранить показатели работоспособности в заданных пределах.
Современная наука изучает закономерности изменения свойств и
состояния материала на субмикроскопическом, микроскопическом, макроскопическом уровнях структуры, в структуре поверхностного слоя металла.
Структура материала, из которого изготовлено изделие, относится к внутренней структуре: Фундаментальные науки – физика,
химия, кристаллография, материаловедение – используются в качестве научной основы для описания внутренней структуры. В зависимости от методов описания можно получить информацию о
выявленной структуре с различной степенью точности, столь необходимую для изготовителей.
Структура функционального допуска на текущий размер цилиндрической детали в поперечном сечении. Изменение текущего
размера ρ(φ) дает правильное представление об изменениях отклонений поверхности детали по окружности. В качестве основного
математического приема принимается аппроксимация точности
разложением функционального допуска профиля в поперечном сечении в тригонометрический ряд Фурье для получения
начальных составляющих.
13. НОРМАТИВНОЕ РУКОВОДСТВО КАЧЕСТВОМ ПРИ
УПРАВЛЕНИИ ПРОЕКТАМИ
13.1. Характеристики проекта
Проект - уникальный процесс, состоящий из набора взаимосвязанных и контролируемых работ с датами начала и окончания,
предпринятый, чтобы достичь цели соответствия конкретным
требованиям, включая ограничения времени затратам и ресурсам.
Конечной целью проекта является продукт, поставляемый заказчику.
Участниками проекта могут быть:
заказчик – получатель продукта проекта;
потребитель - пользователь продукта проекта;
251
владелец – организация, учредившая проект;
инвестор – финансовое учреждение;
субподрядчик – организация, поставляющая изделия для
проектной организации;
внутренний персонал – сотрудники проектной организации.
Набор взаимосвязанных ресурсов и работ, благодаря которым входные воздействия преобразуются в выходные результаты, относят к процессам. Выходные результаты работ в соответствующих точках жизненного цикла проекта на основе заданных принципов для процесса и продукта проекта оценивают в
ходе выполнения работ. В результате оценки хода работ может
потребоваться пересмотр плана проекта.
Процесс проекта может быть разделен на множество взаимозависимых подпроцессов. Реализация совокупности подпроцессов упорядоченным и последовательным способом может потребовать согласованной группировки подпроцессов по фазам, причем в пределах жизненного цикла проекта может происходить
существенное перекрытие фаз.
С целью достижения: качества при управлении проектом
используют процессный подход. Процессы сгруппированы по
двум категориям: процессы управления проектом и процессы,
связанные с продуктом проекта.
Принцип управления качеством проекта определен следующим составом функций: планирование, организация, мониторинг и контроль всех аспектов проекта в ходе непрерывного
процесса достижения его целей. Процессы и задачи менеджмента
качества применяются по всем процессам управления проектом.
13.2. Качество в процессах управления проектами
Общие положения. Процессы управления проектом группируются по их соответствию друг другу, например, все связанные со сроками процессы включаются в одну группу. Существуют
десять групп процессов управления проектом. Первая группа
представляет процесс установления стратегии, который узаконивает проект и дает ему направление. Вторая группа охватывает
управление взаимосвязями процессов. Остальные восемь групп –
252
это процессы, связанные с проектным заданием, сроками, затратами, ресурсами, кадрами, информационными потоками, риском
и материально-техническим снабжением.
Процесс выработки стратегии. Этот процесс предусматривает
установление направления, согласно которому организуется и ведется реализация других процессов проекта.
При установлении направления проекта следует руководствоваться следующими концепциями, которые существенны для
достижения качества в управлении проектом:
высшая цель – удовлетворение заявленных и подразумеваемых потребностей заказчика и других участников;
выполнение проекта как набора запланированных и взаимоувязанных процессов;
сфокусированность на качестве процессов и продукта –
необходимое условие соответствия целям проекта;
ответственность руководителей за создание благоприятной среды в отношении качества;
ответственность руководителей за непрерывное улучшение.
Достижение качества в процессе выработки стратегии зависит от гарантии того, что упомянутые концепции учтены во
всех процессах.
Процессы управления взаимосвязями. Проекты состоят из
процессов, и действия в одном из них обычно влияют на другие
процессы. Общее управление взаимосвязями процессов проекта
лежит на менеджере проекта. К процессам управления взаимосвязями относятся:
учреждение проекта и разработка плана проекта: оценивание требований заказчика и других участников, подготовка
плана проекта и инициирование других процесcoв;
менеджмент взаимодействия: управление взаимодействием на протяжении всего проекта;
менеджмент изменений и конфигурации: предвидение
изменений и управление ими в ходе всех процессов;
закрытие проекта: завершение процессов и получение обратной связи.
253
Процессы, связанные с проектным заданием. В контексте
настоящего международного стандарта проектное задание включает описание продукта проекта, его характеристики и то, как
они должны измеряться или оцениваться.
Назначение этих процессов:
перевести требования заказчика и других участников на
язык работ, которые надо выполнять, чтобы достичь целей проекта, и организовать эти работы;
гарантировать, что при реализации упомянутых работ
люди работают в рамках проектного задания;
обеспечить, чтобы работы, выполняемые по проекту, удовлетворяли требованиям, описанным в проектном задании.
С проектным заданием связаны следующие процессы:
разработка концепции: определение в общих чертах, что
должен делать проектируемый продукт;
разработка самого проектного задания и требований по
контролю: документирование характеристик проектируемого продукта в измеряемых параметрах и ведение контроля за
ними;
определение работ: выявление и документирование работ и этапов, необходимых для достижения целей проекта;
контроль за выполнением работ: проведение проверок
реально выполненной в рамках проекта работы.
Процессы, связанные со сроками. Назначение этих процессов — определить соподчиненность и длительность работ, а
также гарантировать своевременное завершение проекта. Эти
процессы включают:
планирование соподчиненности работ: выявление взаимосвязей и логических взаимодействий, а также соподчиненности работ по проекту;
оценку длительности: оценивание длительности каждой
работы, исходя из конкретных условий и требуемых ресурсов;
разработку календарного графика выполнения проекта: взаимоувязку сроков проекта, соподчиненности работ и
их длительности с тем, чтобы получить основу для разработки
детализированных календарных графиков;
контроль за выполнением графиков: проведение кон-
254
троля за реализацией работ по проекту с целью убедиться,
что график выдерживается, или принятие адекватных мер
для ликвидации отставания.
Процессы, связанные с затратами. Назначение этих процессов — прогнозировать и управлять затратами на проект, а
также гарантировать завершение проекта в пределах бюджетных ограничений. Эти процессы включают:
оценивание затрат: определение оценок затрат на
проект;
составление бюджета: использование результатов
оценивания затрат для подготовки бюджета (сметы) проекта;
контроль за затратами: проведение контроля затрат
и отклонений от бюджета проекта.
Процессы, связанные с ресурсами. Их назначение — планировать и контролировать ресурсы. Они помогают выявить
любые возможные проблемы, связанные с ресурсами. Примеры
ресурсов: программное обеспечение, оборудование, производственные мощности, финансы, информационные системы, материалы, кадры, услуги и помещение. Эти процессы включают:
планирование ресурсов: выявление необходимости в ресурсах; оценивание, составление календарных графиков и выделение соответствующих ресурсов;
контроль за ресурсами: сравнение реального расхода с
планами выделения ресурсов и принятие соответствующих мер,
если это необходимо.
Процессы, связанные с персоналом. Люди определяют качество и успех проекта. Процессы, связанные с персоналом,
призваны создавать такую атмосферу, где люди могут вносить в
проект свой вклад рационально и эффективно. Эти процессы
включают:
определение организационной структуры проекта. В ходе
этого процесса организационная структура «выкраивается» в соответствии с потребностями конкретного проекта; выявляются
«роли» по проекту и определяются полномочия и обязанности;
выделение штата: отбор и назначение в достаточном количестве персонала, обладающего надлежащей квалификацией,
способной удовлетворить потребности проекта;
255
развитие командной работы: развитие индивидуальных и
коллективных навыков и способностей, направленное на улучшение характеристик проекта.
Процессы, связанные с распространением информации.
Назначение этих процессов — облегчить обмен необходимой для
выполнения проекта информацией. Они обеспечивают своевременные и надлежащие создание, сбор, распространение, хранение
и конечное изъятие информации по проекту. Это следующие процессы:
планирование информационных потоков: планирование
систем информации и связи по проекту;
управление информацией: предоставление необходимой
информации членам проектной организации и другим участникам;
контроль за распространением информации: проведение
контроля в соответствии с запланированной системой связи.
Процессы, связанные с рисками. Управление рисками проекта имеет дело с неопределенностями по всему проекту и требует структурированного подхода. Назначение процессов, связанных с рисками, – минимизировать воздействие потенциальных
негативных событий и полностью использовать положительные
возможности для улучшения. В настоящем международном
стандарте термин «риск» охватывает оба этих аспекта. Риски
сопряжены либо с процессами проекта, либо с продуктом проекта. К процессам, связанным с рисками, относятся:
выявление рисков – определение рисков в проекте;
оценка рисков – оценивание вероятности появления рисковых событий и их воздействия на проект;
развитие реакции на риски – разработка планов реагирования на риски;
контроль за рисками – реализация и обновление рисковых планов.
Особенно важно, чтобы эти процессы и их выходные данные
были задокументированы.
Следует выявлять риски в проекте и продукте, а также
средства, позволяющие определить, когда приемлемые уровни
256
рисков превышены. Следует использовать опыт и накопленные
данные в прежних проектах.
Выявление риска должно производиться при открытии проекта, на этапах оценок хода выполнения проекта и в других случаях, когда принимаются значимые решения.
При идентификации риска следует рассматривать риски не
только по затратам, срокам и продукту, но и в таких областях, как
защищенность, надежность, профессиональная ответственность,
информационная технология, безопасность, здоровье и окружающая среда, учитывая требования соответствующих действующих и ожидаемых постановлений государственных или регулирующих органов.
За выявленным риском, имеющим большое воздействие на
проект, следует закрепить куратора, наделенного ответственностью, полномочиями и ресурсами для управления риском.
Вероятность наступления выявленного риска и его воздействие следует оценивать с учетом опыта и данных, накопленных в
ходе выполнения предыдущих проектов; используемые критерии
и методики должны регистрироваться. Всегда следует проводить
качественный анализ, а где возможно и количественный.
Предпочтительно, чтобы выводы об исключении, смягчении
или передаче рисков, решения о принятии риска, а также планы
об использовании благоприятных возможностей принимались на
основе известных технологий или данных прежних проектов с
тем, чтобы избежать появления новых рисков. После выявления
риска и установления необходимости иметь план мероприятий на
случай наступления рискового события следует удостовериться в
том, что реализация плана не вызовет никаких нежелательных
эффектов.
Если в календарный график или смету вводятся положения,
направленные на преодоление рисков, они должны быть идентифицированы и учитываться, если необходимо, отдельно (например, страхование ответственности за продукцию).
Сознательно принятые риски должны быть расписаны в документах вместе с обоснованием причин их принятия.
По ходу всего проекта риски должны контролироваться с
помощью итеративных процессов идентификации рисков, оценок
рисков и реакции на риск. Проект должен вестись с учетом то-
257
го, что риски существуют всегда. Сотрудников нужно побуждать
предупреждать и выявлять новые риски, а также доводить сведения о них руководству.
Планы экстренных мероприятий должны содержаться и
полной готовности к использованию.
Следует вести мониторинг ситуации с рисками в проекте, а
отчеты о рисках должны быть составной частью оценок о ходе выполнения проекта.
Процессы, связанные с материально-техническим снабжением.
Эти процессы имеют дело с закупкой, приобретением или поставкой продукта для проекта. Со снабжением связаны следующие
процессы:
планирование закупок и контроль: выявление того, что и
когда нужно закупить, и введение контроля за этим;
документирование требований: сведение воедино коммерческих условий и технических требований;
оценка субподрядчиков: оценивание субподрядчиков и
определение тех из них, которых следует пригласить к тендеру
(на торги);
заключение субподрядов: рассылка приглашений на торги, оценка результатов торгов, переговоры, подготовка и размещение субподряда;
контроль за выполнением контракта: обеспечение уверенности в том, что показатели работы субподрядчиков отвечают
контрактным требованиям.
14. ЭФФЕКТИВНОСТЬ ТЕХНИЧЕСКИХ СИСТЕМ В ЭКСПЛУАТАЦИИ
14.1. Управление совмещенностью свойств качества функционирования технических систем
14.1.1. Методика расчета допуска по показателям надежности
Методика учитывает совмещенность двух видов свойств
качества функционирования: взаимозаменяемость и надежность. Взаимозависимость между допуском на параметр и по-
258
казателями надежности устанавливается из решения задач
синтеза (прямая) и анализа (обратная) в стохастической постановке; Методику расчета поясним примером.
Находятся две или несколько переменных на основании
уравнения Рб ( b j b j )=Pб.зад, Р6.зад – заданная величина.
H
B
Так как уравнение не имеет однозначного решения относительно b j и b j то в качестве дополнительного условия вводится
B
H
m
критерии оптимальности min j b j b j , выражающий расхо H B
j 1
ды по эксплуатации в зависимости от обеспечиваемой точности
выходных параметров j b j ,b j .
H
B
Целью решения является нахождение таких значений b j ,
H
b j , при которых функция ψ приобретает наименьшее значение.
B
Задача решается аналитическим методом неопределенных
множителей Лагранжа. Если это невозможно или полученное
решение слишком громоздко, используются методы поиска
экстремума (метод градиента, метод наискорейшего спуска,
метод случайного поиска).
Пример рассматривает решение задачи методом равных
аргументов, который заключается в следующем: если вероятность безотказной работы изделия Р6 выражается как функция
F от интервала вероятностей, в аргументы которых входят искомые величины, т. е.
b m m b
jB
j j
j H
Ф
, где j = 1,…, m,
Pб F Ф
j j
тогда решение задачи по методу равных аргументов имеет вид
b j m j z j ; b j m j z j .
B
H
При этом z находится взаимной подстановкой уравнений,
bj m j m j bj
H
.
z B
j
j
259
Если получается несколько разных значений одного и того же допуска, то необходимо выбрать более широкое поле допуска.
14.1.2. Обеспечение взаимозаменяемости при эксплуатации
Взаимозаменяемость имеет существенное важное значение для эксплуатации машин.
Надежность машины в эксплуатации определяется непрерывностью и продолжительностью ее работы без капитального
ремонта при возможности простой и быстрой замены деталей. При
этом не требуется высококвалифицированных специалистов и
специального оборудования. Комплект запасных частей, имеющийся при машине и изготовленный на основе полной взаимозаменяемости, обеспечивает повышение эффективности использования продукции.
Комплект запасных частей определяют из условия, что различные составные части имеют различные технические и межремонтные ресурсы.
Под техническим, ресурсом обычно понимается срок, его
службы (наработка), в течение которого обеспечивается надежная
работа при соблюдении правил эксплуатации и проведений необходимых ремонтов. Под межремонтным ресурсом – срок службы
изделий между, капитальными ремонтами.
За период, соответствующий техническому ресурсу изделия,
его составные части могут заменяться в широком диапазоне времени. Кроме того, в процессе эксплуатации возможны неплановые
повреждения составных частей, вследствие Чего их необходимо
заменить раньше, чем это предусмотрено техническим и межремонтным ресурсом.
В проектных расчетах из условия сохранения работоспособности изделия в течение определенного времени эксплуатации
вводится коэффициент гарантийного запаса точности kэ, который
определяется отношением допускаемой погрешности детали в
конце срока эксплуатации к допускаемой погрешности в начальной стадии,
260
ф
.
kэ
Т
Например, если радиальное биение шпинделя нового шлифовального станка 0,005 мм, а допускаемое биение в конце срока
эксплуатации станка 0,01 мм, то kэ = 0,01/0,005 = 2. Другим примером может служить расчет kэ для толщины стенки корпуса аппарата листовой конструкции. В процессе работы аппарата появляется коррозионный износ (воздействие на металл агрессивной
среды). Величина коррозионного износа зависит от агрессивности
среды и химической стойкости материала и равна скорости υ проникновения коррозии, помноженной на продолжительность срока
службы t аппарата, который принимается равным 10...12 годам.
Скорость проникновения коррозии устанавливается на основании
коррозионных испытаний, проводимых в условиях, аналогичных
или максимально приближающихся к условиям работы аппарата.
Для изготовления аппаратов обычно применяют материалы, у которых υ = 0,1... 0,5 см/г. При таких скоростях
t
kэ Т
Т
14.1.3. Обеспечение надежности ТС
В настоящее время в связи с увеличением сложности ТС,
многообразием и ответственностью решаемых ими задач проблема обеспечения надежности по совмещенности со свойствами качества функционирования становится все более актуальной.
Успешное решение этой проблемы зависит от качества организационного, технического, информационного и методологического
обеспечения.
Организационное обеспечение включает в себя порядок
планирования и реализации работ по обеспечению надежности,
организацию служб надежности, управление экономическими,
административными и правовыми отношениями между заказчиком, разработчиком и изготовителем продукции.
Техническое обеспечение определяется оснащением отраслей вычислительной техникой, экспериментальной и производственной базой, уровнем технологии и метрологии.
261
Информационное обеспечение – это средства и способы
сбора, накопления, обработки и использования данных о процессах разработки и эксплуатации систем, результатов анализа
отказов и дефектов, данных об изменении документации, нарушении стабильности производства, срывах сроков и других факторах отклонений от запланированного хода разработки и применения техники, а также данных по принятым мерам предупреждения, контроля и защиты от последствий этих отклонений.
Методологическое обеспечение включает в себя теоретическую базу и инженерные методы анализа надежности систем на
различных стадиях разработки, а также методы и алгоритмы, используемые при реализации и анализе результатов внедрения
программ обеспечения надежности.
Обеспечение надежности как одна из основных задач процесса разработки и применения ТС реализуется в рамках организационной структуры. Поэтому одно из направлений в обеспечении надежности заключается в совершенствовании самой организационной структуры, а также в разработке и реализации
дополнительных мероприятий, стимулирующих повышение
надежности.
С помощью организационных документов устанавливается
единый порядок создания систем, определяются основные требования к службам надежности предприятий, устанавливаются
задачи подразделений надежности, вырабатываются общие правила организации обмена информацией.
Для решения задач обеспечения надежности ТС используется программно-целевой метод управления процессом их создания и применения. На основе этого метода составляется единый
сквозной план разработки системы, который координирует затраты, сроки и трудоемкость всех основных работ. Так как существенную часть затрат средств и времени определяют работы, связанные с обеспечением надежности, то для каждой конкретно создаваемой системы предусмотрена разработка программы обеспечения надежности (ПОН).
262
14.2. Функция управления эффективностью ТС
Эффектом называются желательные с позиции данной цели
результаты от создания (проектирование, производство) до применения (эксплуатация) технических систем, эффективностью –
свойство создавать эффект, результативность (рис. 31). Эффектом
может быть удовлетворение любых потребностей населения и
народного хозяйства, достижение определенных технических характеристик машин, достижение любых экономических, социальных и других целей.
Рис. 31. Зависимость эффективности использования
продукции от факторов
Эффект бывает полезным и вредным. Полезный эффект —
это выполняемая изделием работа или отдача за определенный
период времени, которая может выражаться в натуральных или
стоимостных величинах. Полные затраты на создание и эксплуатацию (потребление) изделий можно рассматривать как отрицательный экономический эффект.
Достижение полезных результатов при использовании изделий в конкретной эксплуатационной ситуации с учетом эксплуатационных затрат называют эффективностью использования
изделий (или эффективностью технических систем).
Показатели эффективности классифицируют по принципу
определения эффекта и по принципу вида отношения между эффектом и затратами:
Ц = Э/С,
263
где эффекты Э и затрату С могут быть выражены в технических,
денежных или условных единицах.
В ряде случаев приходится учитывать наличие двух видов
эффектов: полезных (повышение коэффициента полезного действия) и побочных или вредных (образование температурных деформаций, шума, коррозии).
Эффективность принято считать наиболее универсальной
характеристикой системы управления, понимая под этим степень
приспособленности системы к выполнению заданных ей функций
управления. Эффективность систем зависит от ряда показателей
или параметров, основными из которых являются стоимость разработки, изготовления и эксплуатации изделия, качество функционирования, мощность потребляемой энергии, масса, габариты
и др.
Эффективность изделия зависит от его структуры, характера
связей между элементами, вида управляющих алгоритмов и ряда
других закономерностей функционирования, не поддающихся
описанию с помощью указанных параметров. Эффективность автоматизированной производственной системы характеризуется
стоимостью всех видов оборудования, надежностью и быстродействием технических средств, численностью обслуживающего персонала, числом управляющих программ, производительностью,
коэффициентом загрузки технологического оборудования, гибкостью, рентабельностью, длительностью производственного цикла.
Выражения для показателей эффективности, учитывающие
широкий круг действующих на изделие внутренних и внешних факторов, весьма сложны. Расчет таких показателей требует
переработки большого объема информации и поэтому проводится
при выборе облика будущего изделия, а также при окончательной
оценке технического уровня созданного изделия. Трудности полного математического описания эффективности заставили пользоваться обычными, более привычными представлениями и оценкой
в зависимости от факторов – качества изделия по стадиям жизненного цикла и эксплуатационной ситуации (среды обитания).
Так стали возникать промежуточные понятия эффективности –
функциональная способность, работоспособность. В процессе разработки, изготовления и эксплуатации изделия используют обычно частные показатели эффективности.
264
В формуле, если затраты С фиксированы, то Ц = Э → max.
Если фиксируются эффекты Э (например, в случае когда фиксированы показатели качества, которые удовлетворяются), то Ц
= С → min. Расчет затрат производится по МЭК 300–3–3.
Общей функциональной характеристикой эффективности ТС является техническое состояние, определяемое двумя
ключевыми понятиями - работоспособностью и отказом.
15. МЕТОДЫ ОБЕСПЕЧЕНИЯ БЕЗОТКАЗНОСТИ
15.1. Параметрические методы
Научно-техническое направление надежность прошло в
своем развитии ряд этапов. На начальном этапе для обеспечения
надежности использовали запасы прочности, однако они часто
приводили к увеличению габаритов и массы изделий и соответственно к дополнительному расходу материалов. Стремление
уменьшить нежелательные эффекты стимулировало изучение реальных нагрузок на изделие при эксплуатации, несущей способности материалов и конструкций, процессов изменения их состояния
вследствие старения, усталости и других факторов. Основой для
решения задач по обеспечению надежности явились теория вероятностей и математическая статистика. На их базе позже установлена статистическая природа коэффициентов запаса прочности
(работоспособности) и сформулировано понятие отказа как превышения нагрузки над прочностью.
В реальных изделиях часто наблюдается случайность в распределении прочности конструкции и действующей нагрузки.
Случайность в распределении прочности обусловлена допусками
на физико-механические свойства материала и геометрические
параметры конструкции. Случайность в распределении нагрузки
вызвана нестабильностью эксплуатационной ситуации (окружающей среды). Расчет сводится к оценке истинных гипотез комбинированных событий и нахождению случайности в распределении
событий параметрического прогнозирования. Оба события (распределение нагрузки и прочности конструкции) являются истинными, и совместность их проявления оценивается коэффициентом
работоспособности. Если принять, что наблюдается нормальное
265
распределение, то в критическом случае выбора показателя работоспособности происходит наложение площадей, ограниченных
кривыми рассеяния нагрузки и прочности. Область наложения
площадей кривых S соответствует вероятности отказа. Ситуация
с использованием вероятностей значительно отличается от случая,
когда учитывается лишь запас прочности. Вероятность отказа
может быть совершенно различной при одном и том же запасе
прочности, при разных формах кривых (или разных средних
квадратических отклонениях), при различных нагрузках и прочности материала. Существенно новый подход к формированию
качества изделий с учетом надежности требует принимать в расчет
вероятностное распределение свойств нагрузки и конструкций.
Гарантией надежной работы изделия служит тот случай, когда
математическое ожидание прочности превышает математическое
ожидание нагрузки; при этом допускается некоторое наложение
площадей кривых распределения, вычисляемых с помощью нормальной функции распределения Ф(z). Известно, что
M M2
,
(32)
z 1
2
2
1 2
где М1 и М2 – математическое ожидание; σ1 и σ2 – среднеквадратическое отклонение прочности и нагрузки соответственно.
Воспользовавшись табличными данными Ф(z), найдем в
простой математической форме приближенную связь между z и
Ф(z):
.
(33)
z 1,29
Фz 0,128
Эта связь в сравнении с точной функцией дает хоро шую сходимость результатов для интервала функции 0,01 ≤ Ф(z)
< 0,04 с ошибкой менее 2 %. Объединив выражения (32) и (33) и
приняв отношение М1/М2 = п за величину коэффициента работоспособности, получим
n 1
1,29 12 22
Фz 0,128 M 2
.
(34)
Выводы относятся к механическим свойствам материала деталей, которые не изменяются с течением времени.
266
15.2. Структурные методы
При повышении надежности технической системы изделия,
состоящей из множества элементов, часто бывает недостаточным
повысить надежность элементов, поэтому необходимо применять
резервирование, которое позволяет уменьшить вероятность отказов на несколько порядков. Применяют постоянное резервирование с нагруженным резервом и резервирование замещением с ненагруженным резервом.
Резервирование наиболее широко применяют в радиоэлектронной аппаратуре, в которой резервные элементы имеют
малые габаритные размеры и легко переключаются.
Можно выделить следующие особенности резервирования в
машиностроении: в некоторых системах резервные агрегаты используют как рабочие в часы пик; в ряде систем резервирование
обеспечивает сохранение работоспособности, но с пониженными
показателями.
В транспортных машинах, в частности в автомобилях, применяют двойную или тройную систему тормозов. В пассажирских
самолетах применяют 3 или 4 двигателя и несколько электрических машин. Выход из строя одной или даже нескольких машин,
кроме последней, не приводит к аварии самолета. Число эскалаторов, паровых котлов выбирают с учетом возможности отказа и
необходимости ремонта. На заводах стараются иметь два или более уникальных станков основного производства. Применение запасных деталей также можно рассматривать как вид резервирования.
Идею резервирования легко проиллюстрировать на примере
систем электрических цепей с ключами (рис. 32).
Допустим, что система электрической цепи состоит из двух
ключей. Замыкание цепи можно осуществить лишь тогда, когда
оба ключа работают нормально. Если надежность каждого
ключа при выполнении операции замыкания цепи равна R, то
надежность системы, состоящей из двух ключей, равна R2 (см.
267
риc. 32, a).
Рис. 32. К расчету резервирования элементов:
а – цепь из двух ключей: 1 – надежность системы равна R2;
2 – надежность системы равна R2(2 - R); б – сложная цепь; в – эквивалентная цепь
Допустим, что параллельно ключу S2 включается ключ S3 с
надежностью R, замыкающий цепь, когда замыкали цепь и ключ
S2. Теперь система будет функционировать нормально, если
функционируют нормально ключи S2 или S3 или оба вместе.
Надежность комбинаций ключей S2 и S3
R(S2 + S3) = R(S2) + R(S3) - R(S2)R(S3) = 2R - R2.
Таким образом, надежность всей системы
R[S1(S2 + S3)] = R(2 - R).
Поскольку всегда R < 1, то при добавлении третьего
ключа надежность системы повышается. Дополнительный
268
ключ является резервным, так как от него не зависит работа
системы.
Как показал приведенный пример, при разработке систем и анализе их надежности весьма удобно применять логические символические обозначения. Рассмотрим сложную
цепь, показанную на рис. 32, б.
Эта цепь окажется замкнутой и будет проводить ток в
том случае, когда истинно следующее выражение:
А + (A + BC){α + [B(C + b)]}.
Это функция вида А + f(A, В, С). Легко показать, что логическую функцию вида f(xl, x2, ..., хп) можно разложить и записать
как
f{x1, х2, ..., хп) = x1 f (I, х2, x3, ..., хп) + х1 f (φ, х2, х3, ..., хп),
где I и φ – соответственно универсальное и нулевое множества.
Цепи I обозначают всегда замкнуто, а φ – всегда разомкнуто.
Вместо х1 в функции f (I, х2, ..., хп) стоит I, а в функции f (φ, х2, ...,
хп) – величина φ. Применив это разложение к записанной выше
функции, получим
(A + BC)[α + B(C + b)] =
А(I + ВС)[φ + В(С + b)] + α(φ + ВС)[I + В(С + b)] =
= А(I + ВС)[В(С + b)] + α(ВС)[I + В(С + b)] =
АВ(С + b) + АВСВ(C + b) + αВС + αВСВ(С + b) = ВС.
Прибавив к полученному результату значение А, получим выражение для эквивалентной цепи (А + ВС). Схематически эквивалентная цепь показана на рис. 32, в.
Введение в систему резервирования повышает ее стоимость и часто сказывается на других ее параметрах, например
на массе или размерах. В любой конкретной конструкции
ценность дополнительной надежности должна сопоставляться с суммой соответствующих дополнительных затрат, дополнительной массой и т. д. Исследования такого рода называют оптимизацией качества конструкции. Чаще всего это
просто вопрос минимизации общих затрат. Резервирование
как один из конструктивных способов повышения надежности увеличивает начальные затраты, но снижает стоимость
эксплуатации. Разумеется, в ряде случаев, например при создании пилотируемых космических аппаратов, могут играть
роль не экономические, а другие соображения.
269
15.3. Подходы к планированию технического обслуживания
систем
Анализ надежности сложных технических систем показал,
что большинство эксплуатационных отказов носит постепенный
характер; это связано с нарастающим старением систем.
Информацию о нарастающем старении систем можно получить из рассмотрения динамики некоторых определяющих параметров, таких, как количественная оценка механического износа части конструкции; расход горючего; чувствительность измерительного инструмента; напряжение пружины и др. Придание этим параметрам исходного значения, которое они имели в
начале работы (t = 0), называется восстановлением. Для количественной оценки процесса восстановления необходимо математическое моделирование динамики определяющих параметров.
Обозначим через Yt значение параметра в момент t. В теории
восстановления рассматривается стохастический процесс {Yt}t ≥ 0,
задаваемый в виде Yt = Yо + Xt, где {Xt}t≥0 — стохастический процесс, обладающий свойством Р(Х0 = 0) = 1.
Существуют одномерные функции распределения процесса
{Yt} и соответствующие плотности распределения Ft(x) = P(Yt ≤
X); ft(x) = dFt(x)/dx.
Допустимая область, определяющая безотказную работу системы, задается отрезком [Yн, Yв] либо, когда возможны лишь односторонние отклонения, в виде ограничений снизу Yн или сверху
Yв. Основной характеристикой безотказности является случайное
время до наступления постепенного отказа (выхода определяющего параметра за границы допустимой области), называемое наработкой.
Основное внимание в теории восстановления уделяется вычислению наработки при различных заданных моделях динамики
определяющих параметров. Информация о параметрах этого распределения позволяет планировать мероприятия по восстановлению для серии идентичных систем, т. е. планировать техническое
обслуживание по некоторым нормативным показателям.
Введен отказ от обслуживания по нормативу и переход к
обслуживанию каждой конкретной системы в зависимости от ее
270
фактического состояния. При таком подходе интересует не множество случайных функций {Yt}t ≥ 0, а отдельная реализация Yt.
При этом модель динамики определяющего параметра считают
известной с точностью до постоянных неизвестных коэффициентов этой модели, оцениваемых путем математической обработки
измерений процесса Yt.
16. ПОДДЕРЖАНИЕ КАЧЕСТВА ТЕХНИЧЕСКИХ СИСТЕМ
ПРИ ЭКСПЛУАТАЦИИ
16.1. Программа обеспечения надежности ТС
Для обеспечения надежности сложных технических систем
используется программно-целевой метод управления процессом
их создания и применения. На основе этого метода составляется
единый сквозной план разработки системы, который координирует затраты, сроки и трудоемкость всех основных работ. Так
как существенную часть затрат средств и времени определяют работы, связанные с обеспечением надёжности, то для каждой конкретно создаваемой системы предусмотрена разработка программы обеспечения надежности (ПОH).
Основными задачами ПОН являются определение работ и
мероприятий, проводимых на всех этапах создания и эксплуатации системы, обоснование возможности создания системы
с требуемой надежностью, разработка документов по надежности,
планирование и руководство всеми работами в области надежности, обеспечение контроля за выполнением работ и оценка их результатов. Этим задачам должна способствовать единая типовая
структура ПОН, форма изложения, требования к обоснованию,
порядку разработки и реализации.
Программа осуществляется подрядчиком и контролируется
заказчиком. Контроль особенно важен для успешного руководства программой. Поскольку меры по обеспечению надежности
требуется все время приспосабливать к непредвиденным изменениям в программе разработки, необходимы постоянное наблюдение и оценка произведенных работ для гарантии того, что указанные меры соответствуют программе разработки.
271
Задача руководства программой обеспечения надежности –
следить за тем, чтобы программа полностью удовлетворяла требованиям проекта и выполнялась как его составная часть. Рассмотрим основные показатели проекта, определяющие состав
ПОН.
Степень важности: задачи, выполняемой проектируемой
системой. Самым характерным показателем важности выполняемой системой задачи является стоимость отказа (деньги, человеческая жизнь, политический престиж). Для проектов с высокой
степенью важности ПОН должна осуществляться с большей основательностью, при наличии более твердой дисциплины, причем в
документации должна соблюдаться большая формальность.
Степень сложности системы. Более сложные системы требуют расширенных ПОН.
Характер задачи, выполняемой космической техникой.
Это важный фактор для определения содержания программы
надежности. Для классификации полета имеет значение:
пилотируемый или непилотируемый полет;
срок выполнения задачи;
воздействие окружающей среды;
ремонтоспособность оборудования во время выполнения
задачи;
трудность получения данных и выполнения условий
слежения;
степень необходимости установления связи с Землей или
осуществления управления с Земли.
Для любого проекта можно выделить путем последовательного рассмотрения каждого из факторов те места программы, которые имеют первостепенное значение.
Сравнение с уровнем современной техники. Использование
апробированной техники обеспечивает высокую надежность системы, однако проекты космических систем, выполненные с помощью самой современной техники, должны предусматривать
реализацию задачи в условиях неопределенности. В этом случае в
программе особое внимание уделяется вопросам испытания новых
или модернизированных подсистем.
Число изготовляемых систем. Более крупные проекты
предусматривают выверенную фазу производства и возможность
272
использования большого числа испытанных компонентов. Проект, предусматривающий изготовление только нескольких изделий, должен обеспечить высокую надежность при малом числе
испытанных компонентов.
Перечень оборудования, изготовляемого подрядчиками.
Эффективные действия подрядчиков по обеспечению надежности
имеют очень большое значение для успешного выполнения всей
задачи, однако этого трудно добиться. Поэтому руководство ПОН
должно проследить, чтобы подрядчики использовали те же методы обеспечения надежности, что и главный подрядчик, и чтобы
была взаимосвязь отдельных мероприятий.
Использование существующего оборудования. Часто при
проектировании системы предполагается использовать подсистемы, разработанные по предыдущему проекту. В таких случаях
ПОН должна проанализировать как преимущества, так и недостатки ранее разработанных компонентов и определить возможность их использования в новых условиях. Программа для
модернизированного оборудования должна основываться на анализе ранее действующих ПОН с целью установления их пригодности для усовершенствованного варианта.
Состояние проекта на начальной стадии выполнения программы надежности. В случае если контракт расширяется, когда
разработка проекта еще не завершена, существующая ПОН может
оказаться недостаточной. Поэтому одним из требований расширенного контракта может быть включение более эффективной
программы.
Перечисленные выше факторы определяют примерную
форму ПОН. Более детальная ее структура может быть составлена
руководством проекта, исходя из анализа рисков, которые оно
готово допустить, и средств, ассигнуемых на решение задачи
обеспечения надежности.
Как только проект хотя бы приблизительно классифицирован, необходимо выяснить следующие обстоятельства:
на какое место программы следует сделать упор;
имеется ли полный перечень всех задач по обеспечению
надежности;
существуют ли особые проблемы.
273
Такой анализ не заканчивается разработкой ПОН, в процессе выполнения проекта он проводится для обоснования изменений
в соответствии с требованиями к обеспечению надежности.
К составной части ПОН относят анализ дефектов, которые
определяют как любое несовершенство процессов проектирования
и изготовления системы, приводящее к отказу или снижению ее
эффективности в процессе эксплуатации. Анализ дефектов разрабатываемой системы является важным этапом задачи обеспечения ее надежности. Обоснование полноты и достаточности работ,
предусмотренных ПОН для достижения необходимого уровня
надежности, проводится с учетом выполнения организационнотехнических требований, а также на основе прогнозирования
возможного появления отказов и их последствий с учетом оценки
эффективности всех предусмотренных мероприятий, направленных на предупреждение причин, выявление источников отказов и
защиту от последствий каждого типа отказов.
Основой для оценки полноты, эффективности запланированных мер является проведение анализа типовых отказов, проявившихся в процессе отработки, изготовления и эксплуатации
изделий-аналогов, и получение оценок их надежности. Эти оценки используются при прогнозе надежности новой разработки с
учетом предупредительных, контрольных и защитных мероприятий. На основе ожидаемого уровня надежности был спрогнозирован объем испытаний.
Исходной информацией служат данные об отказах, имевших место при выходном и входном контролях штатных изделий:
на заводах-изготовителях, в процессе поставки, при проведении
регламентных работ, перед применением и во время эксплуатации.
При составлении перечня типовых отказов важен выбор изделий-аналогов, информация о которых может быть использована. При этом необходимо иметь в виду следующее:
чем большее число испытаний изделий-аналогов принято
во внимание, тем выше гарантия, что перечень типовых отказов
включает все отказы;
чем более далекие аналоги учитываются при анализе, тем
больше возможность включения в перечень типа отказа, нехарактерного для нового изделия.
274
Кроме того, перечень типовых отказов может быть составлен путем проведения специалистами экспертиз вновь разрабатываемой документации. В результате предварительного анализа
выделяются группы отказов, по которым известны или предлагаются новые мероприятия, гарантирующие исключение возможности их появления в дальнейшем. Оставшиеся в перечне
отказы систематизируются с точки зрения возможности их выявления в процессе создания изделия, а также защиты от последствий этих отказов при эксплуатации.
С этой целью анализируются причины несвоевременного обнаружения отказов на изделиях-аналогах, выделяются признаки
подобия этих отказов, исследуется возможность прогнозирования
последних. В отдельную группу выделяются типовые отказы,
выявление которых до начала эксплуатации невозможно. Для
данной группы уточняется эффективность предупредительных
мер. Эти данные являются основой для обоснования требований к
средствам оперативного контроля и управления функционированием изделия.
Для удобства и полноты планирования и контроля работ по
обеспечению надежности вводится классификация отказов и мероприятий, позволяющая установить, на какой стадии создания
или применения изделия может быть заложен потенциальный источник отказа и когда по отношению к нему следует применить соответствующее мероприятие. Такая привязка позволяет планировать распределение мероприятий по всем стадиям создания изделия.
16.2. Стандартизация в области надежности
16.2.1. Эволюция МЭК/ТК 56 «Надежность»
В 1965 г. при Международной электротехнической комиссии (МЭК) был образован технический комитет (ТК) «Безопасность и ремонтопригодность». С 1976 г. стандартам, разрабатываемым ТК 56, придается большая практическая направленность, отражающая системный подход к решению задач
безотказности и ремонтопригодности. В 1986 г. принята концепция «инструментального ящика», положившая начало разработке систематизированной структуры стандартов МЭК по
275
надежности. В 1989 г. в соответствии с общими тенденциями
развития техники название ТК изменяется на «Надежность».
В 1990 г. происходит переориентация деятельности ТК 56
на общетехнические стандарты по надежности, распространяющиеся на все виды техники, подпадающие под сферу действия всех технических комитетов МЭК и ИСО. Теперь программа работ ТК 56 не ограничивается стандартами на электротехнику и радиоэлектронику. Тогда же была организована
объединенная группа «Качество, надежность, статистика», координирующая совместную деятельность ТК 56 с комитетами
ИСО: ТК 176 по управлению качеством и ТК 69 по применению
статистических методов. В 1993 г. издан первый стандарт под
двойным номером: МЭК 300–1/ИСО 9000–4, положивший начало взаимодействию стандартов МЭК по управлению надежностью (серия 300) и стандартов ИСО по управлению качеством (серия 900). В 1995 г. произошло официальное придание
ТК 56 статуса «горизонтального» комитета, работающего на
«вертикальные» видовые комитеты МЭК и ИСО.
16.2.2. Концепция ТК 119 Государственной системы
стандартизации в области надежности
Созданный в 1990 г. ТК 119 «Надежность в технике» Госстандарта Российской Федерации проводит работы по государственной и международной стандартизации общетехнических аспектов надежности и разработке системы стандартов с
одноименным названием (стандарты группы 27). За время своего
существования комитет разработал семь стандартов (четыре изданы, три на согласовании) и два находятся в разработке.
В последние годы характер деятельности ТК 119 изменился
в связи с возросшей активностью работ на международном
уровне по линии МЭК/ТК 56 «Надежность», что привело к необходимости ревизовать деятельность ТК. Планируется, что основным перспективным направлением работ ТК 119 будет активное участие в разработке международных стандартов по
общетехническим аспектам надежности, а также в разработке соответствующих государственных стандартов. Организационное и научно-методическое содействие по обеспечению ука-
276
занных работ оказывает ТОО «СТЕНД», представляющее
юридическое лицо ТК 119.
Концепция определяет техническую политику государственной стандартизации в области надежности с учетом международного опыта и национальных интересов.
Нормативные документы. Основополагающими документами для выполнения работ по стандартизации в области
надежности техники являются:
законы Российской Федерации «О стандартиз ации»,
«О защите прав потребителей», «О сертификации»;
стандарты Государственной системы стандартизации;
правила по стандартизации ПР 50.1.008–95 «Порядок и
проведение работ по международной стандартизации в Российской Федерации»;
директивы ИСО/МЭК по технической работе;
РД 50–688–90 «Типовое положение о техническом комитете по стандартизации»;
Положение о техническом комитете по стандартизации ТК 119 «Надежность в технике»;
инструкция «О порядке деятельности экспертов Российской Федерации в МЭК/ТК 56 "Надежность"»;
настоящая концепция.
Основные положения. Целями стандартизации в области
надежности техники являются:
развитие и актуализация нормативной базы для регулирования взаимодействия заинтересованных сторон (разработчик, изготовитель, поставщик, потребитель, заказчик)
при обеспечении надежности на всех стадиях жизненного
цикла изделий;
регламентация методов решения типовых задач надежности как основы для разработки соответствующих правил,
методик, процедур и т. п., применяемых при создании, испытаниях и эксплуатации конкретных изделий;
обеспечение уровня надежности изделий, требования к
которым устанавливают государственные органы.
К последним отнесены изделия, недостаточная надежность
которых может представлять угрозу жизни и здоровью людей,
277
приводить к отрицательным экологическим последствиям и/или
большому экономическому ущербу, а также изделия, разрабатываемые по заказам Минобороны и других государственных заказчиков по оборонной промышленности.
Для достижения указанных целей стандартизация в области
надежности решает следующие основные задачи:
устанавливает положения и требования организационного,
терминологического, технического, технологического, экономического и правового характера, направленные на обеспечение
надежности техники как основы для взаимодействия сторон,
участвующих в ее разработке, производстве и эксплуатации;
регламентирует отвечающие современному научно-техническому уровню и адекватные практике способы и методы решения типовых задач обеспечения надежности, эффективность которых подтверждена необходимой апробацией (экспериментально, опытом практического применения, научно-технической экспертизой);
устанавливает количественные ограничения по уровню
надежности и способам ее контроля в стандартах вида ОТТ, ОТУ
на изделия, требования к которым определяют государственные
органы.
Стандартизация в области надежности должна носить комплексный характер и быть взаимоувязанной со стандартизацией
по безопасности, живучести, технической диагностике, применению статистических и других методов и одновременно должна
рассматриваться как составная часть общей проблематики стандартизации управления качеством.
Требования комплексного характера, относящиеся к разным
направлениям (надежность, экономика, право), должны регламентироваться в стандартах комплексной ориентации.
Стандартизация в области надежности должна осуществляться с учетом зарубежной интеграции международных и национальных стандартов, а также интеграции со стандартизацией
в областях отказобезопасности и эксплуатационных (потребительских) свойств техники. Она должна выполняться на основе целевых научных исследований и применения перспективных информационных технологий, в том числе путем создания
специализированных программ для персональных компьютеров –
278
стандартов принципиально нового вида. Последнее особенно относится к методам надежности как объектам стандартизации.
Вместо регламентации в стандартах на бумажном носителе ограниченного числа решений, полученных с помощью того или иного метода, в стандартах-программах может быть реализован сам
метод, что обеспечивает пользователю получение наиболее рациональных решений и многократно повышает эффективность
стандартизации.
Уровни обобщения. Проблематика надежности реализуется
в стандартах на трех уровнях обобщения регламентируемых положений в соответствии с уровнями разукрупнения техники.
Первый уровень – общетехнические стандарты, распространяющиеся на технику в целом или большинство ее видов. Второй
уровень образуют стандарты на укрупненные группы однородных изделий (однородной продукции), характеризующиеся общностью способов конкретизации положений надежности общетехнических стандартов применительно к данной группе. Третий
уровень представляют стандарты на группы однородной продукции или изделия конкретных видов, в которых отражается специфика надежности или вида изделия. Государственные стандарты третьего уровня допускается разрабатывать только при наличии явно выраженной специфики надежности группы продукции
или вида изделия. В совокупности стандарты трех уровней образуют фонд стандартов по надежности.
При формировании рационального по составу и структуре
фонда стандартов используют два принципа:
максимального уровня – каждый объект стандартизации
должен относится к максимально высокому уровню обобщения,
при котором сохраняется конкретность стандартизуемых положений в степени, обеспечивающей прямое применение объекта
стандартизации без дополнительных разъяснений;
недопустимости дублирования – в стандартах запрещается дублирование положений и требований стандартов данного и
более высокого уровней.
При разработке государственных стандартов второго и третьего уровней следует учитывать сформировавшуюся за рубежом
тенденцию упрощения иерархии стандартов по надежности и
сведения ее к двум основным уровням: международно-
279
национальным стандартам, т.е. к международным стандартам,
непосредственно применяемым в качестве национальных в большинстве стран (в части общетехнических аспектов надежности),
и стандартам фирм, ассоциаций и т.п. (в части специфических
видовых аспектов).
Требования к надежности и методы контроля их выполнения содержатся также в нормативной документации (НД), устанавливающей общие требования к продукции (стандартах вида
ОТТ, ОТУ, технических условиях). Такие требования разрабатывают на основе требований и положений фонда стандартов по
надежности.
Система стандартов «Надежность в технике». Государственные стандарты первого уровня образуют общетехническую
систему стандартов «Надежность в технике» (группа 27). В исключительных случаях к указанной системе могут быть отнесены
стандарты второго уровня, касающиеся аспектов надежности
наиболее крупных групп однородной продукции. Систему стандартов «Надежность в технике» ведет ТК 119 по стандартизации
Госстандарта России.
Стандарты третьего и в общем случае второго уровня разрабатываются вне системы «Надежность в технике».
Взаимодействие с международными стандартами. За рубежом общетехнические стандарты по надежности разрабатывают в основном только на международном уровне – в МЭК/ТК 56
«Надежность». Страны активно участвуют в разработке международных стандартов и внедряют их в качестве национальных.
Это обеспечивает гармоничный учет интересов разных стран, получение взаимопризнаваемых решений и, как следствие, простоту
прямого применения международных стандартов на национальном уровне.
Таким образом, фонд национальных стандартов в странах
формируется как итог работ по международной стандартизации.
Такая организация работ является наиболее рациональной, так
как большинство проблем общетехнической надежности, решаемых средствами стандартизации (термины, правила, методы,
процедуры, алгоритмы и т.п.), носят внегосударственный и вненациональный характер.
280
Система государственных стандартов «Надежность в технике» должна быть увязана с международными стандартами МЭК и
формироваться через разработку МЭК/ТК 56 «Надежность». Подобной организации работ ранее не было. В настоящее время параллельно существуют два недостаточно взаимоувязанных
направления стандартизации – государственная (межгосударственная) и международная, вследствие чего возникают сложности при взаимодействии стандартов системы «Надежность в технике» со стандартами МЭК/ТК 56.
Кроме того, в министерствах и ведомствах при разработке
видовых стандартов по надежности распространена практика самостоятельной внутриведомственной регламентации общетехнических аспектов надежности, что приводит к ненужному дублированию и/или несоответствиям, а также к ненужным затратам.
Общетехнические аспекты надежности должны рассматриваться в качестве объектов стандартизации на самом высоком
международном уровне.
Увязка осуществляется в следующих направлениях:
участие в формировании программы работ по международной стандартизации МЭК/ТК 56 (в составе группы советников
по стратегии (SAG) и координационной группы «Качество,
надежность, статистика» (QDS));
разработка и коррекция планов государственной стандартизации по надежности в соответствии с программой работ
МЭК/ТК 56;
участие специалистов ТК 119 как официальных экспертов
от российской стороны в процессах разработки международных
стандартов в рабочих группах МЭК/ТК 56;
продвижение национальных результатов в международные стандарты путем внесения российской стороной в МЭК/ТК
56 предложений по новым рабочим темам, обоснования и содействия принятию внесенных предложений и последующего руководства разработками;
внедрение международных стандартов в качестве государственных;
прекращение (сокращение) «мешающих» видов деятельности: обособленной разработки государственных и межгосударственных стандартов по общим проблемам надежности вне связи
281
с деятельностью МЭК/ТК 56, а также видовых стандартов, необоснованно регламентирующих общетехнические положения
надежности видовой специализации.
Научно-практическое обеспечение участия в работах по
международной стандартизации. Имеющиеся в распоряжении
ТК 119 научные и практические результаты обеспечивают России
возможность быть в числе лидеров международной стандартизации в области надежности наряду с США, Англией, Францией,
Канадой, Швецией, Японией, Германией.
В отраслях и ведомствах накоплен большой опыт обеспечения надежности различных видов техники, которые частично
может быть использован в разработке международных общетехнических стандартов. В первую очередь это относится к отраслям, участвующим в создании и эксплуатации изделий спецтехники.
В ТК 119 и ВНИИ стандарте Госстандарта России проводятся целенаправленные научные исследования по стандартизации
методов надежности и применению информационных технологий. Разработана единая методологическая основа стандартизации инструментария надежности, определены конкретные пути
усовершенствования ряда международных стандартов и выработаны предложения по новым рабочим темам.
Программа работ по участию ТК 119 в международной
стандартизации в области надежности, основанная на результатах
исследований, может уточняться и дополняться по предложениям
заинтересованных организаций и результатам их рассмотрения в
ТК 119.
Работы по межгосударственной стандартизации. Работы
по международной стандартизации от России по линии МЭК/ТК
56 ведет ТК 119 «Надежность в технике». Работы по межгосударственной стандартизации в рамках системы «Надежность в технике» следует проводить с учетом фактического состояния
МЭК/ТК 56 по международной стандартизации (МС).
С учетом проблематики надежности, состояния ее международной и национальной стандартизации, тенденций и перспектив
развития в системе стандартов «Надежность в технике» целесообразно разрабатывать проблемно-ориентированные общетехнические стандарты. Структура и состав стандартов системы
282
«Надежность в технике» в процессе увязки должны приближаться к структуре и составу стандартов МЭК/ТК 56 в степени, соответствующей конкретным результатам гармонизации. При разработке стандартов руководствуются общими принципами стандартизации. Общее число проблемно-ориентированных стандартов
системы «Надежность в технике» на завершающем этапе формирования составляет около 60…70 наименований.
Статус стандартов по надежности. Стандарты по надежности являются обязательными для изделий, требования к которым устанавливают государственные органы. Для других видов
изделий обязательный характер требований стандартов по
надежности оговаривают в контрактах, договорах на поставку
и/или в аналогичны документах.
Требования стандартов по контролю надежности являются
обязательными для изделий, численные значения показателей
надежности которых заявлены изготовителем или поставщиком в
сопроводительной документации на изделие, паспорте или рекламе любого вида. В остальных случаях стандарты по надежности являются рекомендуемыми.
17. МЕТОДОЛОГИЯ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ
СИСТЕМОЙ
17.1. Технологическая система как объект управления
В условиях конкурентной борьбы качество продукции является конечной целью производителя и определяет его ценность в
глазах потребителя при последующей эксплуатации. Однако
обеспечение при этом относительно низкой стоимости высокоценной продукции во многом зависит от организации кибернетических работ в жизненных циклах производства (рис. 33). При
проведении таких работ потребовалось создание методологии
производства сложных наукоемких технологий – технологических и гибких производственных систем. Для этого были сформулированы новые принципы композиционного проектирования
сложных технологических систем на базе новых принципов
управления совмещенной технологией.
283
Разработка
Проектирование
продукта
Проектирование технологического процесса
Планирование
Производство
Проектирование
производства
Использование (эксплуатация)
Утилизация
Рис. 33. Жизненный цикл продукции
Современная тенденция выпуска конкурентоспособной продукции при наличии конкурентной среды в новых условиях рыночной экономики воплотилась в цикле создания изделий по замкнутой схеме с выходом и входом на требования рынка
(рис. 34).
Цикл создания изделия
2
3
1
8
4
5
7
6
284
Система
технологической
(СТПП):
КПП – конструкторская,
ТПП - технологическая
подготовки
производства
СТПП
КПП
ТПП
Связь автоматизированного проектирования (СА)
конструкции (CAD)
и технологии (САМ) в СТПП
CAD
КПП
ТПП
САМ
Рис. 34 . Цикл непрерывного создания изделия: 1 – запрос;
2 – технико-экономическое обоснование; 3 – конструкторские
разработки; 4 – конструкторская документация;
5 – технологическая подготовка производства;
6 – календарное планирование и технологическая документация;
7 – производство; 8 – управление качеством, сертификация
В цикле разработаны комплексы создания изделий с компонентами конструирования, производства и технологической подготовки производства (ТПП) с параллельной структурой и методологией в пяти принципах:
принцип композиционного проектирования изделий;
принцип параллельной разработки изделий и технологий;
принцип инверсии технологии;
принцип «сквозной» технологии;
285
принцип технологической подготовки производства, занимающей промежуточное положение между конструированием
и производством.
Это привело к резкому сокращению цикла создания и к совершенствованию управления технологических систем.
Под технологической системой (ТС) понимают совокупность функционально взаимосвязанных средств технологического оснащения, предметов производства и исполнителей, предназначенных для выполнения в регламентируемых условиях производства заданных технологических процессов или операций в соответствии с требованиями нормативно-технической документации.
Рассматривают четыре уровня ТС:
технической операции;
технологического процесса;
производственного подразделения (цеха, участка и др.);
предприятия.
Задача повышения эффективности и качества производства
требует комплексного подхода к изучению технологических процессов и выбору управляющих воздействий.
Невозможно эффективно управлять технологическим процессом и даже отдельной операцией, зная, например, только точность, обеспечивающуюся станочным оборудованием, так как
качество обработанных деталей зависит не только от точности
станка, но и от многих других сопутствующих технологических
факторов.
Технологический процесс обеспечивает собственная технологическая система, которая структурно представляет собой
часть технологической системы производственного процесса.
Технологическая система, как и любая другая, имеет свою структуру и обладает определенными свойствами. Основной задачей
ТС является обеспечение выпуска продукции с заданными показателями качества и ритма при сохранении требуемых условий
производства. Отношение эквивалентности представляет экспликацию автоматизированных ТС со свойствами рефлективности,
симметричности, транзитивности.
Высшей формой развития ТС являются гибкие производственные системы.
286
Гибкая производственная система (ГПС) – совокупность
или отдельная единица технологического оборудования и системы обеспечения ее функционирования в автоматическом режиме,
обладающая свойством автоматизированной переналадки при
производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. ГПС по организационной структуре подразделяют на следующие уровни:
первый – гибкий производственный модуль;
второй – гибкая автоматизированная линия и гибкий автоматизированный участок;
третий – гибкий автоматизированный цех;
четвертый – гибкий автоматизированный завод.
ГПС являются новой современной ступенью автоматизации
производственных процессов, базирующейся на последних достижениях микроэлектроники, вычислительной техники и робототехники. Эта новая концепция в машиностроении радикально
изменяет традиционные подходы в организации производства и
технологии машиностроения, которые дают возможность полностью интегрировать весь производственный цикл (от идеи до выпуска готовой продукции) путем автоматизации всего комплекса
технологических процессов и управления на базе ЭВМ. Новизна
концепции состоит в том, что она позволяет осуществлять переход с выпуска одного изделия на выпуск другого без переналадки
оборудования. В ГПС обычно участвуют только инженернотехнические работники. Важным условием работы систем является стандартизация параметров этих систем и их элементов,
обеспечивающая техническую совместимость и согласованность
работы всех составных частей ГПС.
Более сложным и важным становится управление. Заказынаряды на работу, производственная программа и график прохождения компонентов по всему технологическому маршруту
находятся в каждой ЭВМ управляющей системы или подсистемы
всего производства. Каждая ЭВМ имеет сеть связанных микрокомпьютеров, которые управляют отдельными технологическими
операциями. Каждая отдельная ЭВМ ведет учет фактического
выполнения операций, осуществляет контроль процесса.
В любой системе управления одной из основных и первостепенных является функция контроля. В условиях ГПС выпол-
287
нение функции контроля приобретает новое содержание и особое
значение не только потому, что оно имеет различную интерпретацию на каждом иерархическом уровне автоматизированной интегрированной системы управления. Для обеспечения надежного
функционирования системы машин, входящих в состав ГПС,
необходимо обеспечить автоматический контроль и диагностирование состояния всех звеньев этой системы от режимов работы
технологического оборудования до правильности выполнения
всех программ в вычислительной сети системы управления, которые осуществляются в реальном времени производственного
цикла.
Для технологических систем характерно соответствие между требованиями рынка и возможностями производственной базы
с оперативным отходом от однородной продукции в многономенклатурную. Большое внимание уделяется технологиям анализа перепроектирования (реформированию или реинжинирингу) и
структурной перестройке производства, гибко реагирующей на
меняющейся рыночный спрос и выпуск новых изделий.
17.2. Организационно-технические принципы управления
технологическими системами
Принцип управления совмещенной технологией
Проблема управления производством и технологией имеет
два уровня:
управление созданием технологий и производств;
управление технологией и производством в процессе их
функционирования.
На первом уровне выявляют фундаментальный путь, обеспечивающий качественный скачок повышения эффективности
процессов, а в конечном счете эффективности производства в целом. Это выполнимо при соблюдении принципа малооперационности производства.
Принцип малооперационности – новый принцип управления
созданием технологии и производством. Обеспечение малооперационности при создании технологии и производства придает их
интегрированным характеристикам экстремальные значения.
288
Чтобы реализовать этот подход, необходимо выявить тот
принцип, который являлся бы общей методологической основой,
на базе которой можно создавать малооперационные производства. Таким принципом является принцип совмещения, который
предусматривает разработку объектов, совмещающих назначения, функции различных операций, что резко сокращает их общее число и одновременно повышает эффективность. Он воплощает единство трех начал: конструкции, материала и технологии,
которые должны создаваться одновременно с созданием изделия,
полностью удовлетворяющего требованиям качества.
Одним из наиболее перспективных направлений совершенствования конструкций является применение композиционных
материалов. На примере создания конструкций крупногабаритных изделий можно проследить, как реализуется совмещение
конструкций, материала и технологии в одном процессе сборки
методом намотки, в результате чего получается заготовка, тождественная готовой продукции без последующей обработки. Реализация принципа совмещения сокращает общее число методов,
применяемых для решения задач одного и того же уровня и содержания. Без принципа совмещения ряд задач нельзя было бы
решить традиционным путем. Одновременно совмещение операций и уменьшение их общего числа означает сокращение числа
проблем, возникающих в технике и технологии.
Принципы малооперационности и совмещения позволяют
управлять первым уровнем и создают новые возможности для
управления вторым уровнем (управление действующим производством и его технологическими процессами).
Созданию механизма управления второго уровня должен
способствовать контроль. Характерные особенности контроля
современного уровня:
контроль одной и реже нескольких точек (соединения,
детали, части поверхности);
осуществление контроля не в реальном масштабе времени;
контроль эксплуатационного показателя, в основном одного параметра объекта производства (герметичность, прочность).
289
Особенности контроля затрудняют создание необходимого
механизма управления второго уровня. Поэтому сформулированы новые свойства, которыми должен обладать контроль будущего. Контроль должен стать многомерным, многопараметрическим, осуществляемым в реальном масштабе времени, совмещающим функции оценки состояния и диагностики свойств продукции.
Средства контроля должны быть встроенными в оборудование, а лучше – быть штатными элементами продукции.
Управлять объектом означает управлять его свойствами, его
характеристиками (показателями). При этом можно выделить две
главные цели: управление в целях обеспечения стабильности показателей и управление в целях повышения эффективности, т.е.
изменения показателей объекта. Сформулированные принципы
управления позволяют обеспечить достижение этих целей.
Принцип композиционного проектирования изделий.
Принцип композиционного проектирования изделий ТС заключается во взаимосвязанной параллельной разработке конструкции и технологии изделия на основе использования информационной базы производственных данных, обеспечивающей
совмещение проектно-конструкторских работ по изделию (конструкторское проектирование), выполняемых разработчиками
изделий, и технологических работ по подготовке производства
(технологическое проектирование), выполняемых изготовителями изделий.
В отличие от традиционного раздельно-последовательного
метода проектирования ТС реализован принцип композиционного проектирования, который обеспечивает однозначную ориентацию принимаемых конструкторских решений на отработанную
типовую прогрессивную технологию на всех этапах.
На этапе разработки технического предложения (аванпроекта) с помощью процедур композиционного проектирования определяются основные функциональные параметры и конструкторско-технологические проблемы их создания.
На этапах разработки эскизного (технического) проекта и
рабочей документации на изделия процедуры композиционного
290
проектирования обеспечивают постепенную детализацию изделия, расширение и углубление принятых на предыдущем этапе
проектных решений.
Далее в процессе композиционного проектирования разрабатываются параметры по новым изделиям на базе типовых и ранее разработанных требуемых решений.
При этом ориентация на отработанные типовых решения и
определение
рациональных
значений
конструктивнотехнологических параметров конкретных решений по новым изделиям позволяют придать их конструкциям необходимые технологические свойства.
Заключительные процедуры композиционного проектирования обеспечивают на этапе эскизного проекта формирование
директивной (проектной) технологической документации, содержавшей принципиальные (определяющие) технологические решения по производству создаваемых изделий, а на этапе разработки рабочей документации – технологии изготовления изделий.
Создание и использование разработчиками и изготовителями при проектировании баз данных конструкторскотехнологического назначения на основе массивов (фондов) конструкторско-технологических решений позволили разработать и
внедрить в промышленность гибкое автоматизированное производство (ГАП).
В целом использование принципа композиционного проектирования позволило сократить в 2 раза сроки и уменьшить на
46 % затраты на проектирование и подготовку производства технически сложных изделий с требуемыми техническими и стоимостными характеристиками.
Принцип параллельной разработки изделий и технологии
производства.
Принцип параллельной разработки изделий ТС и технологии их производства заключается в параллельных разработке, отработке и реализации технологических решений по производству
изделий на основе использования информационной базы данных
о типовых прогрессивных конструкторско-технологических ре-
291
шениях. Параллельно с разработкой конструкции изделий решаются задачи разработки технологии их производства.
На проектном этапе создается опережающий научнотехнический задел по перспективным технологиям в целях обеспечения создания новых изделий.
Принцип параллельной разработки изделий и технологии
применяются в процессе разработки всех составляющих элементов – от отдельных деталей до агрегатов, сборочных единиц и изделия в целом. Он позволил сдвинуть работы по подготовке производства на проектные этапы создания изделий и сократить
цикл подготовки серийного производства изделий в 1,5 раза.
Принцип обеспечения надежности ТС.
Принцип устанавливает обеспечение надежности ТС по параметрам качества изготовляемой продукции в отраслях машиностроения при технологической подготовке производства (ТПП), а
также при разработке и внедрении мероприятий по совершенствованию действующих технологических процессов (ГОСТ
27.202 – 83); устанавливает цели, общие требования и задачи
обеспечения надежности ТС.
Обеспечение надежности ТС по параметрам качества изготовляемой продукции производят при проведении следующих
работ:
разработка технологических процессов на этапе ТПП;
управление технологическими процессам;
определение периодичности подналадок технологического оборудования;
выбор методов и планов статистического регулирования
технологических процессов;
управление ТПП;
совершенствование ТС в части повышения их надежности и качества изготовляемой продукции.
В зависимости от вида ТС все показатели надежности по
параметрам качества изготовляемой продукции подразделяют на
четыре группы:
по точности (технологического процесса и средств технологического оснащения);
292
по технологической дисциплине;
по выполнению заданий по качеству (по параметрам качества продукции);
по комплексным показателям.
Для оценки показателей надежности по параметрам качества изготовляемой продукции в зависимости от вида ТС и целей
оценки следует использовать расчетные, опытно-статистические,
регистрационные и экспертные методы.
Целью оценки надежности ТС по параметрам точности являются:
определение возможности применения рассматриваемого технологического процесса для изготовления продукции с
определенными параметрами качества;
оценка изменений точности характеристик ТС во времени и определение их соответствия требованиям, установленным в нормативной документации;
получение информации для регулирования технологического процесса.
Оценку надежности по параметрам точности следует производить по результатам контроля точности технологических процессов.
Вид контроля, номенклатуру контролируемых параметров и
номенклатуру показателей точности ТС следует определять в
процессе анализа точности и стабильности технологических процессов и устанавливать в нормативной документации предприятия с учетом условий, вида и объема производства.
В процессе анализа точности и стабильности технологических процессов определяют:
модели формирования погрешностей обработки;
оценки параметров точности ТС;
зависимости между параметрами изготовляемой продукции и параметрами ТС;
зависимости между погрешностями обработки на различных операциях рассматриваемого технологического процесса.
При контроле по количественному признаку определяют
значения показателей точности и коэффициент точности (по контролируемому параметру)
293
Кт =
/Т,
где
– поле рассеивания или разность максимального и минимального значения контролируемого параметра за установленную наработку ТС, определяемые с доверительной вероятностью
из выражения
где
– коэффициент, зависящий от закона распределения контролируемого параметра и величины
- среднеквадратическое
отклонение контролируемого параметра; Т – допуск на контролируемый параметр.
Целью оценки надежности ТС по параметрам технологической дисциплины является определение уровня технологической
дисциплины и характер его изменения во времени. В число объектов контроля технологической дисциплины следует включать
технологические процессы, с выполнением которых связано появление брака или возврата продукции, а также технологические
процессы изготовления особо ответственной продукции.
Основными показателями надежности ТС по параметрам
технологической дисциплины являются средние значения соответствующих показателей технологической дисциплины за установленную наработку.
Оценку выполнения заданий по параметрам качества изготовляемой продукции производят с целью определения вероятности того, что ТС обеспечит изготовление продукции. Она должна
производиться для технологических процессов, оказывающих
решающее влияние на качество готовой продукции.
Коэффициент выполнения заданий по параметрам изготовляемой продукции
,
где
- количество контролируемых параметров.
294
Комплексные показатели надежности ТС по параметрам качества изготовляемой продукции характеризуют надежность ТС
и качество продукции, изготовленной за установленную наработку или определенный промежуток времени. Оценку надежности
по комплексным показателям следует производить для всех технологических процессов, производственных подразделений и
предприятия в целом. При проведении оценки следует использовать показатели надежности ТС по критериям дефектности, по
критериям возврата продукции, по критериям брака.
17.3. Экономические аспекты управления ТС
Конкурентоспособность выпускаемой продукции определяют исходя из экономических аспектов функционирования ТС в
складывающихся ситуациях, разнообразие которых исключает их
классификацию и определяет отсутствие единого методического
подхода.
Совокупность количественных и качественных индикаторов, «параметров состояния» и показателей их динамики рассматривается как комплексная характеристика некой обобщенной
категории, выражающей соответствие технологической системы
ее целям, интегральное качество ее функционирования, ее
успешность. При этом речь идет о системе индикаторов и характеристик, но не о каком-либо синтетическом показателе, представляющем ее в мнимом единстве. Категорию упомянутой совокупности называют результативностью, т.е. степенью реализации
запланированной деятельности и достижения запланированных
результатов. Результативность разделяют на семь групп:
действенность;
экономичность;
качество;
прибыльность;
производительность;
качество трудовой жизни;
внедрение новшество – инновация.
Действенность – степень достижения технологической системой поставленных перед ней целей. Ее измеряют сравнением
того, что намеревались сделать, с тем, что фактически достигли.
295
Экономичность определяется отношением запланированных
для потребления ресурсов к фактически потребленным:
.
Величина числителя составляется из данных смет, нормативов, оценок, прогнозов, проектирования, интуиции. Величину
знаменателя определяют на основе бухгалтерского учета, отчетности, оценок. При отношении больше единицы можно судить об
экономичности.
Качество – степень соответствия технологической системы
требования, спецификациям, ожиданиям. Главная особенность
качества, благодаря которой оно отличается от эффективности,
связана с понятием качественных признаков. Проблемами измерения качества занимается квалиметрия.
Прибыльность – соотношение между валовыми доходами (в
ряде случаев – сметой) и суммарными издержками (в ряде случаев – фактическими расходами).
Совокупные издержки прибыльности можно измерять поразному. Традиционные финансовые измерители результативности именуют операционными или финансовыми коэффициентами. Последние можно использовать дать определения финансового состояния предприятия. Прибыльность нельзя противопоставлять результативности.
Производительность – отношение количества продукции
системы к количеству затрат на выпуск соответствующей продукции:
.
В числителе содержится действенность:
= надлежащая
продукция = качество, количество; в знаменателе присутствует
экономичность:
= фактически потребленные ресурсы.
Качество трудовой жизни – это то, каким образом лица,
причастные к ТС, реагируют на социально-технические аспекты
данной системы. Давно известно, что психологическая реакция
людей на условия труда в организации – это фактор, влияющий
на эффективность. Эффективность – связь между достигнутым
296
результатом и использованными ресурсами. Характер реакции
участников на социально-технические аспекты ТС – важный критерий способности организации эффективно функционировать.
Инновация – прикладное творчество, с помощью которого
получают новую, более совершенную продукцию. Организация,
которая не вводит новую продукцию и технологические процессы, не сможет выдержать конкуренцию в течение длительного
времени и не имеет права на существование.
Результативность взаимодействует с эффективностью и
адаптивностью ТС.
18. УПРАВЛЕНИЕ КОМПОНЕНТАМИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
18.1. Управление технологической подготовкой производства
Функции технологической подготовки производства
Технологическая подготовка производства (ТПП) – совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятий к выпуску изделий заданного
уровня качества при установленных сроках, объеме выпуска и затратах. Основными функциями ТПП являются:
обеспечение технологичности конструкции изделия;
разработка технологических процессов;
проектирование и изготовление средств технологического оснащения;
управление процессом ТПП изделия.
Современная тенденция выпуска конкурентоспособной продукции, выраженная в развитии автоматизации производства,
снижении времени на конструкторские разработки, изготовление,
продажу и обслуживание, определила новую стратегию создания
изделий машиностроения. Процесс создания изделий стал охватывать параллельное проектирование конструкции и технологии,
проходя по замкнутой схеме с выходом и входом на требования
рынка (см. рис. ). Технологическая подготовка производства
(ТПП) замыкает цикл создания изделия и занимает промежуточ-
297
ное положение между проектированием конструкции и разработкой технологии.
В проектировании конструкции и технологии из комплекса
создания изделия выделяют комбинацию «Конструкция – Технология – ТПП» и представляют двумя структурными комплексами
с последовательным и параллельным соединениями (см. рис. ).
Последовательная структура комбинации традиционная, более
привычная и простая, но уступает параллельной для автоматизированного производства. К преимуществам параллельной структуры относятся сокращение цикла создания изделия за счет совмещения проектных работ при совмещении конструирования и
разработки технологического процесса.
Технологическая подготовка производства с учетом комплексности технологических процессов проводится по разным
цехам: заготовительному, термическому, механообработки, контроля и испытаний.
Существуют три подхода к решению задач подготовки производства:
традиционный, основанный на экспертном методе проектирования;
смешанное компьютерное проектирование;
автоматизированное компьютерное проектирование.
Традиционный подход. Включает изучение рабочих чертежей конструкции, технологического маршрута и инструкций,
созданных экспертным методом. Он вырабатывает на аккумулировании знаний о процессах и технологическом оборудовании,
обрабатываемости материалов, инструменте и на основе накопившегося практического опыта обработки с наименьшими потерями. При высокой трудоемкости и больших недостатках этот
подход бывает эффективным для серийного выпуска изделий на
малых предприятиях с совмещенным производством. Опытный
проектировщик может выполнить эффективную и безальтернативную подготовку в полном соответствии с экономическими
требованиями, достаточно гибкую, с небольшими финансовыми
вложениями.
Применение подхода ограничивается частой перестройкой
подготовки производства и сложностью выполняемых работ, с
увеличением числа обрабатываемых деталей, применяемого ин-
298
струмента и приспособлений. Тогда становится неизбежным
применение компьютерного проектирования.
Смешанное компьютерное проектирование. Расширяет
возможности традиционного подхода и основывается на принципах групповой технологии, классификации и кодировании деталей. В этом подходе узаконенный план обработки (технологический маршрут) хранится в файле компьютера для каждой детали,
закодированной номером. Процесс обработки выбирается из числа действующих на предприятии или применяется гипотетический процесс, разработанный для группы деталей с условной доминирующей (комплексной) деталью.
При компьютерном проектировании резко сокращается
время на проектирование, проектировщик освобождается от рутинных работ, уделяя больше внимания качеству труда. К недостатку процедуры относится ее смешанный характер, проявляемый во взаимодействии автоматизации с личным участием проектировщиков разных профессиональных качеств.
Созданы и реализуются коммерческие варианты компьютерного проектирования, рабочие планы которых хранятся в каталогах и библиотеке информационного обеспечения.
Автоматизированное компьютерное проектирование.
Реализуется с программно-алгоритмическим обеспечением,
включающим логические решения, формулы. В отличие от
предыдущего подхода рассматривается не групповая технология
со множеством решений, а единичная на каждую деталь. Автоматизированное проектирование не имеет недостатков, присущих
традиционному подходу.
Рассматриваются три процесса управления качеством проектирования в механообработке:
процесс компьютерного проектирования;
процесс оптимизации параметров механической обработки;
процесс адаптивного подхода.
Нормативные системы управления ТПП
Единая система технологической подготовки производства (ЕСТПП). Это установленная государственными стандар-
299
тами система организации и управления процессом технологической подготовки производства, предусматривающая широкое
применение прогрессивных типов технологических процессов,
стандартной технологической оснастки и оборудования, средств
механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ.
Функционирование ЕСТПП в соответствии с ее назначением обеспечивается комплексным применением стандартов
ЕСТПП. К их числу относят:
Единую систему конструкторской документации (ЕСКД);
Единую систему технологической документации (ЕСТД)
Единую систему классификации и кодирования техникоэкономической информации;
Государственную систему обеспечения единства измерения.
ЕСТПП основана на системно-структурном анализе цикла:
на широком применении типовых и групповых технологических
процессов, стандартной оснастки и модульного оборудования,
экономико-математических методов и вычислительной техники
при ее организации и управлении. Она ставит принципиально новые задачи перед конструкторскими и технологическими службами, которые призваны решать вопросы перспективного развития конструкции и технологии изготовления изделий; является
следующим звеном между конструированием и производством,
определяя качество, экономичность и конкурентоспособность
продукции.
Общей задачей ЕСТПП является обеспечение готовности
производства к выпуску новых изделий высокого качества. Прогрессивная подготовка производства охватывает быстрое и высококачественное проектирование новых изделий, изготовление и
испытание опытных образцов изделий, постановку новых изделий на серийное производство.
Основной целью системы является обеспечение необходимых условий для достижения полной готовности производства
любого типа (единичного, серийного, массового) к выпуску изделий заданного качества в минимальные сроки и при минимальных трудовых и материальных затратах. Решение задачи проектирования технологического процесса по превращению заготовки
300
в деталь с заданными технологическими требованиями эффективно реализуется:
в конструкторской подготовке производства;
в технологической подготовке производства;
в ремонте и техническом обслуживании изделия в целом.
В конструкторской подготовке производства анализируются
рабочие чертежи конструкции изделия и проводится обработка на
технологичность. Компонуются исходные данные о геометрических формах и размерах, требованиях к точности, обрабатываемости материала; программы выпуска для дальнейшего проектирования технологических процессов и выбора оборудования.
В технологической подготовки производства составляется
технологический маршрут, выбираются режимы обработки,
уточняются требования к технологичности конструкции. Завершается все разработкой технологического процесса и оформлением технологической документации с технико-экономической
оценки и ее кодированием.
Одним из основных организационно-технических принципов ЕСТПП является обеспечение высокого уровня технологичности изделий путем широкого внедрения в практику конструирования методов унификации и агрегатирования, преемственности конструкций, использования рациональных конструктивных
решений, материалов и методов изготовления.
ЕСТПП по своему определению и назначению является
надстройкой над реально существующими формами организации
ТПП, такими, как безмашинная, механизированная, автоматизированная (АСТПП). ЕСТПП должна обеспечить создание на
предприятии любой из перечисленных форм организации ТПП,
оптимальной для данного конкретного случая.
Автоматизированные системы технологической подготовки производства. Организационную основу автоматизированной системы технологической подготовки производства
(АСТПП) составляет системное применение средств автоматизации инженерно-технических работ. Это обеспечивает оптимальное взаимодействие людей, машин и средств автоматизации при
выполнении функций технологической подготовки производства.
АСТПП призвана моделировать функции ТПП, связанные с
обеспечением технологичности конструкции изделия, проектиро-
301
ванием технологических процессов, проектированием и изготовлением средств технологических процессов, проектированием и
изготовлением средств технологического оснащения, управлением технологической подготовкой производства.
АСТПП обычно состоят из подсистем. При этом предусматривается или их объединение в различных вариантах, или автономное использование каждой подсистемы. Таким образом, основным структурным элементом АСТПП является подсистема.
По функциональному назначению различают два типа подсистем: общего и специального назначения.
В зависимости от характера решаемых задач устанавливают
следующий основной состав подсистем общего назначения:
информационный поиск;
кодирование, контроль и преобразование информации;
формирование исходных данных для автоматизированных систем управления различных уровней;
оформление технической документации.
В зависимости от реализуемой функции ТПП устанавливают следующий основной состав подсистем специального назначения:
обеспечение технологичности конструкции изделия (в части количественной оценки технологичности и совершенствования технологической системы);
проектирование технологических процессов по видам обработки;
конструирование средств технологического оснащения
(по видам);
управление ТПП;
изготовление средств технологического оснащения.
Подсистемы специального назначения реализуются, с одной
стороны, на основе систем автоматизации проектирования
(САПР) конструкции, а с другой – на основе АСУ, решающих задачи управления ходом ТПП, управления процессами проектирования, включая технологические процессы изготовления оснастки.
Систему автоматизированного проектирования технологических процессов (САПР-ТП) стали применять более широко в
связи с ростом объема машиностроения, усложнением конструк-
302
ции изделий и технологических процессов, сжатыми сроками
технологической подготовки производства.
Параллельно с САПР-ТП также широко применяют систему
автоматизированного проектирования изделий машиностроения –
САПР-К, которая создается по классификаторам ЕСКД и Общесоюзному классификатору промышленной и сельскохозяйственной продукции (ОКП).
18.2. Обеспечение технологичности конструкции изделия
Отработка конструкции изделия на технологичность.
Под технологичностью конструкции изделия понимается совокупность свойств конструкции, которые обеспечивают изготовление, ремонт и техническое обслуживание изделия по наиболее
эффективной технологии. Применение эффективной технологии
предполагает оптимальные затраты труда, материалов, средств,
времени при ТПП, в процессе изготовления, эксплуатации и ремонта, включая подготовку изделия к функционированию, контроль его работоспособности, профилактическое обслуживание.
От условий, в которых изготовляется изделие (тип производства, программа и повторяемость выпуска), зависят возможности отработки технологичности конструкции, направленной на
снижение трудоемкости изделия, удобств его ремонта в процессе
эксплуатации.
Состав работ по обеспечению технологичности конструкции
изделия на всех стадиях жизненного цикла устанавливается Единой системой технологической подготовки производства. В
ЕСТПП технологичность рассматривается как совокупность
свойств конструкции, характеризующих один из показателей качества изделий.
Отработка изделия на технологичность представляет собой
одну из наиболее сложных функций ТПП. Она обусловлена тесной взаимосвязью между конструкцией изделия и технологией
его производства.
Единым критерием технологичности конструкции изделия
является ее экономическая целесообразность при заданном качества и принятых условиях производства. При таком подходе к
оценке конструкции необходимо рассматривать весь комплекс
303
требований к ней в целом, чтобы незначительная экономия
средств при изготовлении не приводила впоследствии к экономически невыгодному увеличению затрат на техническое обслуживание или ремонт.
Главными факторами, определяющими требования к технологичности, являются вид изделия, объем выпуска, тип производства. Вид изделия определяет главные конструктивные и технологического признаки, обслуживающие основные требования.
Объем выпуска и тип производства определяют степень технологического оснащения, механизации и автоматизации технологических процессов и специализацию всего производства.
При отработке на технологичность конструкции изделия,
являющегося объектом производства, необходимо анализировать
виды и сортамент применяемых материалов; виды и методы получения заготовок; технологические методы и виды обработки,
сборки, монтажа вне предприятия, контроля и испытаний; возможность механизации и автоматизации процессов; возможность
применения унифицированных и освоенных производством сборочных единиц и деталей.
При отработке на технологичность конструкции изделия,
являющегося объектом эксплуатации, учитывают удобство, трудоемкость, повышение ресурса изделия в работе.
Существуют два вида оценки технологичности конструкции
изделий: качественная и количественная.
Качественная оценка характеризует технологичность конструкции обобщенно на основе опыта исполнителя. Качественная
оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет
целесообразность количественной оценки и соответственно затрат времени на определение числовых значений показателей
технологичности сравниваемых вариантов.
Количественная оценка технологичности конструкции изделий выражается показателем, числовое значение которого характеризует степень удовлетворения требований к технологичности
конструкции. Количественная оценка технологичности конструкции изделия зависит от признаков, которые существенно влияют
на технологичность рассматриваемой конструкции. Цель количественной оценки технологичности разрабатываемой конструкции
304
изделия – обеспечение эффективной отработки изделия на технологичность при снижении материальных затрат и времени на ее
разработку, ТПП, изготовление, монтаж и ремонт.
Существуют частные, комплексные и базовые показатели
технологичности.
Важнейшим обобщенным показателем технологичности является себестоимость изделий и ее дефицитные составляющие –
затраты на материал, вложенный труд рабочих.
Математическое моделирование должно описывать структуру объекта моделирования, включая состав элементов, их свойства, взаимосвязи, количественные и качественные характеристики.
Для описания структуры моделируемого объекта используют структурные модели, а для расчета количественных характеристик – количественные модели. Устанавливают следующий
порядок разработок математических моделей: отбор элементов
объекта моделирования; установление отношений между элементами объекта моделирования; группирование элементов и отношений; выбор класса типовых математических моделей; разработка математических моделей; отбор количественных характеристик объекта моделирования; установление отношений между
количественными характеристиками; группирование количественных характеристик и отношений; выбор класса типовых моделей; разработка количественных моделей.
В зависимости от вариантов конструкции изделия, системы
эксплуатации и ремонта изделий при моделировании этих объектов используют табличные, сетевые и перестановочные структурные модели.
Автоматизированное решение задач обеспечения технологичности конструкции изделия на основе математических моделей включает:
установление состава математических моделей;
разработку математических моделей;
расчет показателей технологичности по моделям;
оценку показателей технологичности;
разработку рекомендаций по содержанию и порядку проведения изменений моделей;
305
технологическую подготовку производства для повышения эффективности подготовки производства конкретного изделия.
Отработка конструкции на технологичность по совокупности свойств качества изделия. Состояние изделия характеризуется рядом свойств, одним из которых является технологичность конструкции. Технологичность характеризуется рядом
показателей, а отработка изделий на технологичность – это
неотъемлемая часть работ по обеспечению качества изделий.
При конструировании технической системы должна быть
определена ее цель. Целью системы является достижение ею некоторого предпочтительного состояния, критерием которого могут быть наиболее выгодные (
)-обмены. Таким образом, целью технической системы
является получение максимальных
при фиксированных , или при фиксированных
обеспечение минимальных затрат
на отработку технологии производства в технологической системе . Так как при конструировании
технической системы
имеется бесконечное число решений, то
можно говорить о некоторой вероятности
достижения системой своей цели, т.е. выгодного (
)-обмена:
Техническая система
при фиксации ее цели – отработка
на технологичность с затратами и минимальными затратами на
производство в технологической системе
- определяется своей
структурой
и поведением , т.е.
Технологическую систему
со своей целью – наименьшие
затраты на производство с отработанной на технологичность
конструкцией со структурой
и поведением - запишем:
306
Взаимодействие систем
и
при условии, что величина
зависит от , а также от структуры и поведения систем и ,
записывается в виде
Для оптимальной системы
существует некоторая константа
, которую обозначим через
,
,
При этом
Это означает, что система
не может обеспечить эффективности от обеспечения технологичности больше
при любом
конкретном техническом решении системы
Аналогично при
фиксированных
существует оптимальная система . В общем случае эта система может быть отлична от .
Таким образом, задача обеспечения технологичности конструкции сводится к построению такой системы , которая в
максимальной степени приближалась бы к целевому функционалу
.
Так как величина
определяется величинами показателей технологичности (качества) системы , то будем говорить,
что система обладает различными качествами, множество которых обозначим через
, а элементы этого множества будем
называть -качествами. К -качествам будут относиться технологичность, точность, взаимозаменяемость, контролепригодность. Для обеспечения оптимального уровня каждого из этих качеств в системе
выделяются некоторые подсистемы
307
со своей структурой
и поведением
. Если
одновременно проводится отработка по двум
-качествам (технологичность, точность), то при такой цели
в системе выделяется
-сечение и
Тактическим целям
,
и т.д. соответствуют свои
(
-, (
)-обмены.
Теория систем допускает, что отработку конструкций можно проводить отдельно по показателю состояний и свойств технологичности, точности, взаимозаменяемости и т.д.
Решим вопрос, насколько обеспечивается при таком подходе оптимальность (
-обмена.
На основе неравенства Буля получено следующее выражение:
Это выражение означает, что вероятность достижения стратегической цели системы меньше или равна минимальному значению вероятности выполнения тактической цели по -качеству
и больше или равна сумме вероятностей невыполнения тактических целей по -качествам, вычитаемой из единицы.
В терминах (
-обмена последнее выражение может быть
записано в виде
Из полученного неравенства по достижении предпочтительного состояния следует важные практические выводы по оптимизации технологичности:
308
при конструировании изделий допускается вести отработку изделия на технологичность по отдельному свойству или
показателю технологичности;
отработка конструкций на технологичность по одному
этому свойству менее эффективна, чем отработка одновременно
по всей совокупности свойств качества.
Принцип модульного проектирования. Тенденция к повышению серийности производства как к средству повышения
качества и экономичности предъявляет дополнительные требования к конструированию. Одно из таких требований – обязательное применение в конструировании методов стандартизации –
унификации и агрегатирования, - сконцентрированных в модульных принципах. Возможность компоновки изделий из унифицированных составных частей, комбинации их со сборочными единицами специального назначения, последовательного наращивания функций позволяет строить конструкции различного назначения и структуры.
Использование модульных принципов сокращает сроки
подготовки производства новых изделий, повышает мобильность
и адаптивность технологии в условиях опытного и мелкосерийного производства. Проведение производственной подготовки и
формирование доминирующей конструкции базируется на использовании модульных принципов для различных классов технологии, соподчиненных им методов и процессов групповой технологии с построением доминирующей конструкции.
В основе возникшего функционально-модульного построения доминирующей конструкции заложены следующие принципы:
инвариантность конструкций, обеспечивающая возможности их применения для различных видов технологии;
переналаживаемость конструкций и взаимозаменяемость
функциональных составных частей;
конструктивная преемственность, возможность многократного применения функциональных составных частей;
высокая технологичность, обеспечивающая интенсификацию производства – автоматизацию и роботизацию наиболее
трудоемких и массовых технологических операций.
309
Важнейшее условие данного подхода – возможность декомпозиции конструкции на составные части, каждая из которых
ориентирована на выполнение вполне определенной функции.
Анализ практики конструирования позволил выделить ряд
типовых составных частей комплекса изделий, которые, в свою
очередь, состоят из унифицированных агрегатов, узлов и деталей
соответствующего функционального назначения. В результате
получена многоуровневая иерархическая модель структуры комплекса изделия, в которой выделены четыре основных уровня –
конструкция, модули, блоки, элементы, - оформленная в виде
морфологической матрицы.
18.3. Управление технологическими процессами производства
Технологические объекты управления. Совокупность
технологического оборудования и технологических процессов,
реализуемых на нем с обязательным соблюдением соответствующих инструкций и регламентов, называются технологическим
объектом управления (ТОУ). В понятие ТОУ включается как технологические процессы производства изделий, так и процессы, с
которыми связано обеспечение обусловленных требованиями
эксплуатации нормальных режимов функционирования технологического оборудования и движения материальных потоков. В
качестве ТОУ рассматриваются отдельные станки и агрегаты,
участки и цехи, если они реализуют обособленный процесс производства в виде традиционного жесткого со сложившимися технологическими системами, управление которыми носит в основном технологический или организационный характер. Материально-энергетические процессы в ТОУ протекают в реальном
времени.
Принято различать четыре вида технологических процессов
(ТП): единичный, типовой, групповой и стандартный. Каждый
ТП разрабатывается при технологической подготовке производства изделий, конструкции которых отработаны на технологичность в соответствии с должностями науки и техники.
Групповой технологический процесс (ГТП) предназначен
для совместного изготовления группы изделий различной конфи-
310
гурации в конкретных условиях производства на специализированных рабочих местах и разрабатывается с целью экономически
целесообразного применения методов и средств крупносерийного
и массового производства в условиях единичного, мелкосерийного и серийного производств.
Типовой процесс должен быть рациональным и характеризоваться единством содержания и последовательности большинства
технологических операций для группы изделий, обладающих
общими конструктивными признаками. Типизация обеспечивает
устранение многообразия технологических процессов обоснованным сведением их к ограниченному числу типов и является
базой для разработки стандартов на типовые технологические
процессы.
Автоматизированное проектирование групповой технологии. Автоматизированное проектирование групповой технологии комплексное и выполняется на всех этапах создания изделия:
конструирование, технологическая подготовка производства,
технологические процессы изготовления деталей и сборка. В
групповой технологии элементы изделий группируют по сходственным группам, или семействам. Необходимым условием образования таких семейств является наличие системы классификации для ранжирования объектов по группам; системы содержат
критерии группирования и дают полный обзор объектов изготовления в пределах предприятия. Индивидуальные системы классификации объединяются в единую систему кодирования.
Существующие системы классификации и кодирования в
групповой технологии создают по технологическому, предметному и комбинированному принципу. С применением технологического принципа связывается обеспечение технологической однородности производства. Использование предметного принципа
позволяет настроить производство на выпуск однородной продукции. Комбинированный принцип представляет собой сочетание обоих предшествующих принципов организации производства в пределах одного производственного подразделения. Система использует код цифрового и буквенного обозначения в последовательности интервалов: 12345 6789 ABCD.
Первые девять цифр формируют данные конструкторского и
технологического массивов: интервал 12345 описывает конструк-
311
торские свойства, интервал 6789 – технологические свойства.
Буквенный ряд обозначенный ABCD идентифицирует дополнительные специфические особенности изделия.
Этап конструирования. Ключевую позицию при разработке групповой технологии занимает этап конструирования. Рабочий принцип изделия, его материал и точность в соединении с
выбором технологических методов полностью определяют стоимость продукта. Фонд рабочей документации и сопутствующей
ей нормативные материалы основываются на методах стандартизации.
При формировании комплексной детали из множества обрабатываемых заготовок фонд рабочих чертежей значительно
упрощается и приводится к структурной схеме. По структурной
схеме разрабатывают программно-алгоритмическое обеспечение.
Этап обработки. В принципах групповой технологии механическую обработку объектов связывают с понятием семейства
деталей. Детали внутри семейства отличаются друг от друга, но
внутри семейства их идентифицирует конструктивное и технологическое подобие. Такая идентификация привела к логическому
понятию гипотетической комплексной детали, которая в групповой технологии стала условным объектом обработки. В формировании комплексной детали число входящих действительных деталей и технологических операций должно быть не менее семи.
Этап сборки. Процессы сборки возможны только в случае
поставки взаимозаменяемых деталей заготовительным производством в строго определенные моменты времени и в требуемых
количествах. Невыполнение этого условия может привести к
нарушению ритма производства за счет возникновения дефицита
деталей на сборке. Темп работы оборудования заготовительных
участков должен быть согласован с темпом проведения сборочных операций. Такое согласование обеспечивает четкие переходы
с выпуска одних типов деталей на выпуск других, изготовление
деталей партиями, обеспечивающими комплексность на сборке,
создание необходимых производственных заделов. Частота переналадок, размеры партий хранения, транспортирования и обработки, объемы заделов деталей на переходах, обусловленные
синхронизацией заготовительных и сборочных операций в условиях изменяющейся производственной обстановки, определяются
312
в результате решения задач оптимизации технологического процесса сборок с оперативным управлением.
Оптимизация технологического процесса сборки создает
непрерывную сборку без простоев методом полной взаимозаменяемости по соответствующим иерархическим уровням (модули,
блоки, элементы) с учетом фактора концентрации технологических переходов в технологии сборки конструкции или отдельных
узлов.
Структурная оптимизация маршрутной технологии групповой сборки осуществляется с помощью сетевой модели, включающей в себя матрицу контуров, граф смежности операторов и
элементов групповой сборки. Оптимизация по сетевой модели
сводится к выбору кратчайшего пути в графе смежности сборочных операций с учетом логических ограничений. К числу таких
ограничений относятся вопросы окончательного выбора оптимальной структуры маршрутной технологии в единстве с выбором оптимальных структурно-компоновочных схем агрегатного
сборочного оборудования и структур технологических операций
автоматизированной
сборки
по
критерию
техникоэкономической эффективности, одним из показателей которой
может быть трудоемкость.
18.4. Автоматизированное конструирование средств технологического оснащения в ТПП
Конструирование и выбор средств технологического оснащения предполагают проведение следующего комплекса работ:
анализ конструктивных характеристик изготовляемого
изделия (габаритные размеры, материал, точность, геометрия и
шероховатость поверхностей и т.п.), организационных и технологических условий изготовления изделия;
группирование технологических операций для того, чтобы определить наиболее приемлемую систему технологической
оснастки и повысить коэффициент ее использования;
определение исходных требований к технологической
оснастке;
отбор номенклатуры оснастки, соответствующей установленным требованиям;
313
определение исходных расчетных данных для проектирования и изготовления новых конструкций оснастки;
выдача технических заданий на разработку и изготовление технологической оснастки.
Выбор технологической оснастки основывается на анализе
затрат на реализацию технологического процесса в установленный промежуток времени при заданном качестве изделий. Анализ предусматривает сравнение вариантов оснастки, отвечающих
одинаковым требованиям и обеспечивающих решение одинаковых задач в конкретных производственных условиях; выбор вариантов, основанный на использовании информации; учет затрат
на изготовление технологической оснастки и ее эксплуатацию;
учет требований техники безопасности и промышленной санитарии. Принадлежность конструкции к системе технологической
оснастки определяется правилами ее проектирования и эксплуатации применительно к заданным условиям производственного
процесса изготовления изделия. Система формируется комплексами технологической оснастки, предназначенной для выполнения различных видов работ. Эффективность введений новой технологической оснастки оценивается по результатам ее внедрения
на основе сопоставления фактических затрат с плановыми и учета эксплуатационно-технических показателей производственного
процесса изготовления изделий.
Комплексная автоматизация ТПП включает принципы алгоритмического конструирования средств технологического оснащения.
При автоматизации конструирования с помощью ЭВМ
сформировались две группы алгоритмизации решений геометрических задач. Первая группа связана с проекциями чертежа и
пространственным образом, вторая – с плоскими контурами.
18.5. Система технического контроля
18.5.1. Основные термины и определения
Основные термины в области измерения и контроля стандартизованы.
314
Измерение – нахождение значения физической величины
опытным путем с помощью специальных технических средств
(ГОСТ 16263 – 81). Измерения, отнесенные к линейным, радиусным и угловым, называют техническими измерениями. Измерение может быть как частью промежуточного преобразования в
процессе контроля, так и окончательным этапом получения информации при испытании. Испытание же является этапом получения первичной информации в процессе контроля.
Технический контроль – проверка соответствия объекта, от
которого зависит качество продукции, установленным техническим требованиям. Технический контроль, осуществляемый с
обязательным применением средств измерения, называют измерительным контролем.
Испытания – экспериментальное определение количественных и качественных характеристик свойств объекта испытаний
как результата воздействия на него, при его функционировании,
при моделировании объекта и воздействий. Разновидность испытания, проводимого для контроля качества объекта, называют
контрольным испытанием.
Взаимосвязь упомянутых понятий поясняется кругами Эйлера, в приоритетных зонах которых сосредоточено их взаимодействие.
Технический контроль (ТК) с совокупностью основных элементов (объект, процесс и средство контроля, исполнитель, ТД)
функционирует как единая система технического контроля
(СТК).
18.5.2. Принципы технического контроля
При осуществлении технического контроля должны соблюдаться принципы системности, стандартизации, оптимальности,
динамичности, автоматизации, преемственности, адаптации и организации.
Принцип системности заключается в том, что при проведении ТК процессы планирования, исследования и проектирования,
изготовления, эксплуатации и ремонта рассматривают во взаимосвязи.
Взаимосвязь элементов в ТК должна быть однозначно описана и максимально формализована. К практическому решению
315
всех задач ТК необходимо подходить с позиций системотехники
(теории больших систем). При изучении связей между элементами и выделении элементов ТК такой подход приводит к необходимости учитывать только основные и наиболее устойчивые связи, что позволяет строить структуры элементов и связей в их
строгой зависимости и переходить от рассмотрения ТК к построению и изучению систем технического контроля (СТК).
При построении СТК с позиций системного подхода предусматривает:
структурное и функциональное описание системы и
выявление всех основных элементов и связей между ними;
моделирование систем;
квалификацию системы (построение количественных
зависимостей для связей и количественных характеристик элементов систем).
Принцип стандартизации состоит в том, что основные
функции, задачи и требования к системе СТК типизируются,
унифицируются и обеспечиваются государственными и отраслевыми стандартами и техническими условиями. Стандарты являются базой системы, и обязательность их требований обеспечивает автоматизм в функционировании системы. С помощью стандартов внедрение отдельных элементов системы выполняют одновременно во всех подразделениях промышленного предприятия.
Принцип оптимальности предполагает, что каждый элемент
СТК имеет оптимальный уровень, а сама система обеспечивает
решение поставленных задач при минимальных затратах на ее
разработку и максимальном эффекте от ее функционирования.
Принцип динамичности заключается в том, что в СТК
должна быть предусмотрена возможность ее непрерывного совершенствования и развития с учетом требований технического
прогресса. Принцип динамичности обеспечивается при создании
СТК за счет открытой структуры, планомерного обновления ее
подсистем и элементов.
Принцип автоматизации предусматривает максимальное использование средств вычислительной техники в системе технического контроля, включая автоматизацию технологических про-
316
цессов и операций технического контроля, а также труда инженерно-технического и управленческого персонала.
Принцип преемственности применяют в каждой конкретной
разработке СТК; принцип состоит в максимальном использовании всех имеющихся возможностей (ресурсов) предприятия и передового опыта разработки СТК на предприятиях машиностроения и приборостроения с учетом специфики производства и отрасли.
Принцип адаптации заключается в разработке и введении в
СТК элементов, обеспечивающих быструю приспособляемость
СТК к специфике объектов контроля в условиях периодически
изменяющихся видов выпускаемой продукции.
Принцип организации технического контроля следующие:
соответствие контроля уровню техники, технологии и организации основных производственных процессов;
комплексность контроля (предполагает необходимость
охвата всех элементов производственного процесса и всех факторов, определяющих качество продукции в ходе ее изготовления);
непрерывность (требует организации постоянного контроля на технических операциях изготовления продукции и ликвидации каких-либо перерывов между операцией обработки и
контроля);
параллельность в проведении операций ТК и операций
обработки в целях сокращения ожидания контроля готовых изделий и длительности производственного цикла за счет уменьшения затрат времени на ТК;
совмещение производственных и контрольных функций
или передача ряда операций контроля под ответственность рабочих, мастеров и бригадиров;
профилактичность, т.е. предупреждение появления дефектных изделий в процессе производства;
независимость органов контроля от производственных
служб и подразделений;
организация бездефектного труда;
экономичность, основанная на минимизации затрат на
контроль.
317
18.5.3. Построение систем технического контроля
Под системой технического контроля (СТК) понимается совокупность средств контроля и исполнителей, взаимодействующих с субъектом контроля по правилам, установленным соответствующей документацией. В условиях системного подхода к
управлению качеством продукции СТК выступает как сложная
проблема, имеющая многоуровневую иерархическую структуру
по вертикали и многозвенную по горизонтали. В общем случае
структура СТК содержит объекты контроля; процессы технического контроля; техническое оснащение, основанное на методах
и средствах контроля; исполнителя. Модель структуры описывается графом взаимодействия перечисленных компонентов и декартовым произведением их множеств. Граф представляет структуру с жесткими связями бинарных отношений с условиями рефлексивности, симметричности, транзитивности, отношением эквивалентности.
Построение СТК сводится к осуществлению двух основных
этапов:
получение информации о фактическом состоянии некоторого объекта, о признаках и показателях его свойств. Эту информацию, получаемую измерением, можно назвать первичной;
сопоставление первичной информации с заранее установленными требованиями, нормами, критериями, т.е. обнаружение
соответствия или несоответствия фактических данных требуемым (ожидаемым). Информацию о рассогласовании (расхождении) фактических и требуемых данных, находящуюся в сфере
технического контроля, можно назвать вторичной.
В ряде случаев граница во времени между первым и вторым
этапами построения неразличима. Тогда первый этап может быть
выражен нечетко или может практически не наблюдаться. Характерным примером является контроль размера калибром, сводящийся к операции сопоставления фактического и предельно допускаемого значений размера.
Направления интенсификации построения СТК рассматривают на всех стадиях жизненного цикла объекта контроля.
На стадии проектирования интенсификации построения
СТК способствуют стандартизация и обеспечение технологичности конструкции объекта контроля.
318
На стадии изготовления интенсификации построения СТК
способствуют рациональная разработка процессов технического
контроля, оптимизация процессов контроля, типизация процессов
контроля, автоматизация процессов контроля, применение статического контроля на предприятии.
На стадии эксплуатации интенсификации построения СТК
способствует применение методов диагностического исследования изделий.
СТК является сложной агрегативной системой, требующей
согласования любых локальных решений, принимаемых на различных уровнях ее компонентов.
Построение СТК охватывает направления инженернотехнического контроля и информационное (программноалгоритмическое), носит типовой характер с итерационной последовательностью: синтез – анализ – принятие решения; на последнем строится формализация СТК как процесса обеспечения
взаимозаменяемости.
Моделирование системы технического контроля. СТК
является кибернетической системой с основными частями: вход
; выход ; структура ; оператор функционирования ; связь
с окружающей средой .
Входами СТК ( ) служат материальные потоки в виде объектов контроля – заготовок, полуфабрикатов, деталей, сборочных
единиц – и управляющая документация в виде технологических
документов на технический контроль, характеристики технологических операций изготовления, вероятность правильного выполнения и величину партии.
К выходам СТК ( ) относят принятые детали, а также информацию о числе принятых деталей, технологическую себестоимость на технический контроль, вероятность годности принятой
продукции.
Информацию на выходе технологического процесса используют при организации и управлении производством, а при необходимости передают в систему технологического проектирования. Нормальное функционирование СТК обеспечивается системами организации и управления производством. В состав управления производством входит отдел технического контроля, кото-
319
рый осуществляет на предприятии согласование входных и выходных материальных, энергетических и информационных потоков времени.
Процессы технического контроля по методу выполнения являются относительно обособленными, целостной частью технологического процесса, связанными и существенно зависящими от
технологических операций обработки, сборки и испытаний. Относительная обособленность технического контроля проявляется
в содержании процесса, обусловливаемом его функциональном
назначением, и предусматривает вместе с тем наличием связей с
внешней средой .
К внешней среде ( ) относят совокупность технологических операций обработки, системы организации и управления
производством, технологической документации на технический
контроль, изменение параметров функционирования которых
оказывает влияние на его результаты и характеристики. Взаимодействие внешней среды и системы технического контроля представляется в виде связей входов и выходов системы через обратную связь.
СТК функционирует по определенным правилам, установленным технологической документацией на технический контроль, являющейся ее знаковой моделью и проектируемой с учетом требований различных технических документов (конструкторских, технологических, производственных, НТД).
Обобщенная модель СТК, основанная на системном подходе, имеет вид
.
Функция СТК состоит в предотвращении выпуска некачественных деталей на основе проверки соответствия объекта контроля установленным требованиям.
К критериям эффективности, определяющим свойства будущего изделия, относят характеристики точности и достоверности контроля; к частным критериям, определяющим экономические показатели созданного изделия, - стоимость и трудоемкость
контроля. Если при проектировании системы технического контроля основное внимание уделяется показателям достоверности,
то могут возникнуть значительные экономические потери, свя-
320
занные с использованием высокоточных средств контроля, высококвалифицированных исполнителей контроля и т.п. Если же в
качестве критерия эффективности СТК выбирают стоимость контроля или технологическую себестоимость, то на второй план
отойдут факторы, связанные с точностью контроля и качества
продукции. Таким образом, вид и характер критерия эффективности определяются при поиске таких свойств СТК, которые
обеспечивают ее оптимальность. Показатели достоверности и
стоимости контроля разнородны, поэтому при поиске наилучших
свойств системы используют показатели, содержащие ограничительные условия.
Совмещение функций СТК с функцией управления технологическими процессами. Технологический процесс изготовления
изделий сопряжен с влиянием систематических и случайных факторов: неоднородности материала; отклонений формы заготовки;
погрешностей технологической системы; погрешностей измерения; непостоянства условий в рабочем помещении и т.д.
В результате отклонения размеры поверхности реального
изделия распределяются в некотором поле значений, симметричном или смещенном по отношению к заданному номинальному
значению размера.
Измерительные средства в управлении технологическими
процессами используются для определения действительных значений размеров поверхностей изделий, отклонений действительных размеров от заданных, разбраковки и сортировки изделий
при размерном контроле. Для того чтобы при измерении определялся действительный размер изделия, погрешности измерения
должны быть достаточно малыми. Перечисленным требованиям
должны удовлетворять СТК при совмещении своих функций с
функциями управления ТП.
Стандарт ИСО 10012 «Обеспечение качества измерительного оборудования» является частью серии стандартов ИСО 9000.
Он используется как руководящий документ по управлению качеством либо как документ, устанавливающий требования согласования между поставщиком и потребителем. Стандарт состоит
из двух частей: в первой рассматривается система метрологического подтверждения для измерительного оборудования, во вто-
321
рой – руководящие указания по управлению измерительными
процессами.
Управление измерительными процессами есть текущий контроль и анализ данных по измерительному процессу наряду с
корректирующими действиями, предназначенными для непрерывного поддержания процесса измерения в рамках технических
условий. Совокупность операций, имеющих своей целью определение значения величины измерения, может выполняться в автоматическом режиме.
Совокупность взаимосвязанных средств, операций и воздействий, результатом которых является измерение, определяет измерительный процесс. Примерами рабочих характеристик измерительного процесса являются: погрешность при измерении;
устойчивость; диапазон; разрешающая способность; повторяемость; воспроизводимость; уровень квалификации оператора.
Поставщик должен документировать измерительные процессы. Эта документация должна быть неотъемлемой частью системы менеджмента поставщика. Она должна быть конкретной с
точки зрения того, какие единицы оборудования включены в
каждый из измерительных процессов. В документации должны
быть определены обязанности и те действия, которые предполагается предпринять. Необходимо документировать требуемые
рабочие характеристики измерительного процесса. К ним относятся: спецификация измерительных приборов; методики измерений; инструкции для оператора; протоколы оценки качества;
протоколы проверок; балансы погрешностей измерений; пределы
допустимых погрешностей; детальное изложение или перечни
используемых компьютерных программ.
Измерительные процессы проводятся с учетом любых поправок, условий протекания (включая условия окружающей среды), которые являются необходимыми для достижения требуемых рабочих характеристик. Поставщик должен точно указывать
и документировать каждый измерительный процесс, подлежащий
управлению.
322
18.6. Статический контроль в производстве
Современной прогрессивной формой управления процессов
производства в технологических системах является статический
контроль, который подразделяется на три вида:
статистический приемочный контроль партий продукции;
непрерывный статический приемочный контроль;
статистическое регулирование технологического процесса.
Статистический приемочный контроль не следует понимать
только как контроль готовой продукции (приемку). Он может
применяться также на операциях входного контроля, при операционном контроле после завершения технологической операции
и в других случаях, когда принимается решение о пригодности к
использованию партии или потока продукции.
Различают два основных статистических метода контроля:
по количественному и по альтернативному признакам.
Необходимым условием применения статистических методов контроля является отлаженность и стабильность технологического процесса. Процесс считается отлаженным, если полностью выявлены и устранены нарушения технологической дисциплины, и стабильным, если распределение вероятностей его параметров остается постоянным в течение некоторого интервала
времени без вмешательства извне.
Для применения статистического регулирования необходимы еще два условия:
должны быть выявлены систематические погрешности
как причины возможных разладок (например, смещение настройки) и способы корректирования значений параметров технологического процесса для их оперативного устранения;
коэффициент точности по контролируемому параметру
должен удовлетворять условию
, где
- поле рассеивания или разность максимального и минимального значений
контролируемого параметра за установленный промежуток времени (наработку технологической системы);
- допуск на контролируемый параметр.
323
Отлаженный и стабильный процесс, удовлетворяющий этим
условиям, считается статистически управляемым.
Проверку указанных условий осуществляют путем предварительного анализа точности и стабильности технологического
процесса. На этапе подготовки производства для анализа используют главным образом расчетные методы, а на этапе изготовления продукции – опытно-статистические методы. Для применения стандартизованных планов контроля по количественному
признаку необходимо также в процессе предварительного анализа проверить распределение контролируемого параметра.
Применение статистического контроля позволяет снизить
трудоемкость и стоимость контроля, высвободить часть контролирующего персонала. Вместе с тем статистический контроль
предъявляет повышенные требования к квалификации разработчиков и исполнителей контроля, а также к точности средств измерений. Поэтому окончательный выбор вида контроля следует
производить на основании комплексного экономического критерия.
Статистический контроль основан на теории проверки гипотез и применяется для обоснованного суждения о качестве достаточно большой совокупности объектов по результату проверки
сравнительно малой выборки из этой совокупности.
В статистическом контроле основное внимание уделяется
нулевой гипотезе, общую процедуру по проверке которой можно
представить следующим образом.
Формулирование нулевой и альтернативной гипотез.
Получение математической модели, описывающей вероятность значений выборки для рассматриваемого параметра. В этом
случае функция нормального распределения описывает вероятности различных средних значений выборки.
Установление правила решения, основанного на данной модели. В основном это относится к учету параметров
.
Выборочное проведение измерений продукции, получаемой
в результате данного процесса. Принятие или отклонение нулевой гипотезы .
324
18.6.1. Роль технологий производства в обеспечении качества
На стадиях жизненного цикла промышленной продукции
определяющей, является роль технологии производства; она
включает создание конструкционных материалов, изготовление,
заготовок, финишную обработку, формирующую окончательные
свойства деталей, сборку, испытания, конструкторскотехнологическую доводку. Изготовление любой машины начинается в заготовительных цехах и участках. Ковка, штамповка, прокатка, литье, резка и сварка являются основными способами получения заготовок деталей машин.
На стадии заготовительного производства закладываются
качества будущих деталей: плотность материала, направление его
волокон, концентрация; напряжений при остывании и деформировании, структура материала поверхностного слоя — от них
прежде всего будет зависеть качество деталей после придания им
окончательного вида.
Плотность материала штампованной детали выше, чем литой; при рациональной форме детали и организации процесса
остывания можно избежать остаточных термических напряжений, приводящих к появлению трещин. Заготовка зубчатого колеса, полученная методом поперечно-винтовой прокатки с накаткой зубьев, не имеет перерезанных окружных волокон в сравнении с зубчатыми колесами, зубья которых получают на зуборезных станках. При литье, штамповке, прокатке фор19. СИСТЕМА СЕРТИФИКАЦИИ
Общие положения. По определению Европейской экономической комиссии (ЕЭК) ООН и Международной организации
по стандартизации (ИСО), сертификация – это действие, проводимое с целью подтверждения соответствия изделия или процесса определенным стандартам или техническим условиям. Данное
определение позволяет широко трактовать это понятие и иметь
многообразные формы сертификации. Сертификация — это гарантия потребителю того, что продукция соответствуем стандарту или определенным требованиям качества. Сертификация бази-
325
руется на стандартах, и в ее основе лежат испытания по нормам
сертификации.
Сертификация осуществляется в целях:
1)создания условий для деятельности предприятий, учреждений, организаций и предпринимателей на едином товарном
рынке Российской Федерации, а также для участия в международном экономическом, научно-техническом сотрудничестве и в
международной торговле;
2)содействия потребителям в компетентном выборе продукции;
3)защиты потребителя от недобросовестности изготовителя
(продавца, исполнителя);
4)контроля безопасности продукции для окружающей среды, жизни, здоровья и имущества;
5)подтверждения показателей качества продукция, заявленных изготовителем.
Сертификация является методом объективного контроля качества продукции, ее соответствия установленным требованиям.
Её разделяют на обязательную и добровольную, на самосертификацию и сертификацию третьей стороной. Обязательная сертификация является средством государственного контроля безопасности продукции. Добровольная сертификация способствует повышению конкурентоспособности продукции. Самосертификация выполняет все необходимые действия и заявляет об этом в
специальном документе или простановкой знака сертификации
на продукции, либо сопроводительным документом. При этом
потребитель получает информацию о методах испытании, применяемых на предприятии. Сертификация третьей стороной осуществляется системой органов, формально не относящихся ни к
изготовителю, ни к потребителю продукции. В эту систему входят официальные центры (лаборатории) по испытаниям, инспектирующие органы и национальные организации по стандартизации.
Любая система сертификации базируется на стандартах
(государственных, предприятии, технических условиях). Подтверждение, что продукция соответствует требованиям стандартов, осуществляется посредством специального документа – сертификата.
326
В ИСО создан комитет по сертификации – СЕРТИКО. Этим
комитетом подготовлен свод принципов сертификации, получивший название «Кодекс принципов ИСО/МЭК по системам
сертификации третьей стороной на соответствие стандартам», в
котором отражена необходимость применения международных
стандартов в национальных системах сертификации. В Российской Федерации национальным органом по сертификации является Госстандарт Р, деятельность которого регулируется законодательством РФ о сертификации.
Система сертификации. Система сертификации создается
государственными органами управления, предприятиями, учреждениями, организациями и представляет собой совокупность
участников сертификации, осуществляющих сертификацию по
правилам, установленным в этой системе в соответствии с Законом о сертификации. В систему сертификации могут входить
предприятия, учреждения и организации независимо от форм
собственности, а также общественные объединения. В нее также
могут входить несколько систем сертификации однородной продукции. Она подлежит государственной регистрации установленном Госстандартом России порядке.
Понятие и состав системы сертификации имеют значение не
только в теоретическом, но и в практическом плане. Система может создаваться только юридическими лицами. Закон предусматривает две составляющие системы сертификации: совокупность
участников сертификации и правила сертификации. К участникам сертификации относятся государственные органы; организации, являющиеся создателями системы сертификации; испытательные лаборатории (центры); центральные органы систем сертификации; изготовители продукции. Под правилами системы
понимаются нормативные документы, регулирующие все стороны деятельности системы. Документ, выданный по правилам системы сертификации для подтверждения соответствия сертификационной продукции установленным требованиям, называют
сертификатом соответствия. Содержание сертификата определяется в системе в зависимости от избранной схемы сертификации и категории заявителя.
Система сертификации создается для определенного вида
однородной продукции, включающего большие группы товаров,
327
имеющих единое функциональное назначение, принципы работы,
методы контроля и испытаний. Конкретный перечень товаров
определяется документами системы или общими перечнями продукции путем ссылки на коды классификаторов продукции
(ОКП) или товарной номенклатуры внешнеэкономической деятельности, а также путем указания соответствующих государственных стандартов и приравненных к ним документов.
Отдельные системы сертификации однородной продукции
могут объединяться в единую, более крупную, систему, все звенья которой руководствуются едиными принципами и документами, что не исключает возможности учета специфики отдельных
систем в их руководящих документах. Система обязательной сертификации Госстандарта Р является именно такой объединяющей
системой.
Организационную структуру государственной системы сертификации образуют:
национальный орган России по сертификации;
органы по сертификации конкретной продукции;
аккредитованные испытательные лаборатории (центры);
изготовители и поставщики продукции.
Госстандарт Р осуществляет разработку и совершенствование основополагающих организационно-методических документов системы; учреждение нормативно-технических документов,
устанавливающих порядок сертификации конкретных видов продукции; информацию о результатах сертификации.
Нормативно-техническая документация на сертифицируемую продукцию. Сертификация проводится на соответствие государственным, международным и зарубежным стандартам, другим НТД по выбору заявителя.
Экспортируемая продукция сертифицируется на соответствие требованиям национальных НТД стран-импортеров.
При сертификации продукции в рамках международных систем сертификации, участником которых является Россия, подтверждается ее соответствие требованиям международных НТД,
принятых в этих системах.
Тексты стандартов и других НТД, используемых при сертификации продукции, формулируются точно в соответствии с тре-
328
бованиями Руководства ИСО/МЭК 7 «Требования к стандартам,
применяемым при сертификации изделий».
Поскольку сертификация основывается на стандартах, то
между органами сертификации и стандартизации поддерживается
тесная связь, независимо от того, являются они составными частями одной и той же организации или нет.
19.1. Проведение сертификации
Получение изготовителем продукции сертификата соответствия. Для получения сертификата соответствия изготовитель
направляет в орган по сертификации заявку на ее' проведение.
Последний сообщает заявителю свое решение о проведении испытаний в аккредитованной испытательной лаборатории (центре)
образцов продукции, о проверке производства и устанавливает
сроки. При положительных результатах испытаний продукции,
наличии аттестата производства или сертификата качества аккредитованная испытательная лаборатория оформляет сертификат и
по получении регистрационного номера в Госстандарте Р выдает
его предприятию-изготовителю. При внесении изменений в конструкцию изделия или технологию ее производства, которые могут влиять на качество продукции, принимается решение о необходимости проведения новых испытаний или проверки состояния
производства этой продукции.
Получение изготовителем сертификата на продукцию дает
ему право маркировать эту продукцию знаком соответствия.
Признание зарубежных сертификатов соответствия. Решение о признании и регистрации сертификатов, выданных органами по сертификации других стран на отечественную и импортную продукцию, используемую в стране, осуществляет Госстандарт Р или другой уполномоченный орган по сертификации. Признаются сертификаты или аналогичные по назначению документы (лицензии, официальные утверждения), выданные в международных системах, к которым присоединились Россия и страна заявителя, или соглашения между органами сертификации в России
и этой стране о взаимном признании сертификатов. Порядок такого признания устанавливается правилами этих систем или соглашений.
329
Госстандарт Р или другой орган по сертификации при осуществлении признания может провести повторные испытания (в
полном объеме или по некоторым характеристикам) для Подтверждения соответствия продукции установленным требованиям. По требованию органа по сертификации заявитель направляет
образец сертифицированной продукции.
Проверка состояния производства сертифицируемой
продукции. Такая проверка может выполняться двумя способами: путем аттестации производства продукции или путем сертификации системы качества, разработанной на основе стандартов
ИСО – 9000.
Аттестация производства сертифицируемой продукции –
это комплекс мероприятий и достаточных условий для обеспечения стабильного уровня требований, характеристик, показателей,
которые контролируются при сертификации. При этом оценивается эффективность контроля всех условий производства и характеристик продукции, ее составных частей, используемых материалов, от которых зависит указанный уровень требований.
При аттестации межотраслевой продукции проверяется:
достаточность и качество проведения операций контроля
при производстве продукции, в том числе метрологическое обеспечение;
состояние технологических операций, определяющих
уровень характеристик и требований к продукции, которые контролируются при сертификации;
стабильность соответствия изготовляемой продукции
требованиям НТД;
распределение ответственности персонала за обеспечение
качества продукции.
При обнаружении серьезных недостатков в обеспечении
стабильного качества продукции, предлагаемой к сертификации,
устанавливается срок повторной аттестации при условии полного
устранения отмеченных недостатков. При положительных результатах проверки Госстандарт Р выдает предприятиюизготовителю аттестат производства.
Сертификация системы качества продукции – это деятельность организаций, аккредитованных Госстандартом Р, по проверке, оценке и удостоверению соответствия системы качества
330
проверяемого предприятия требованиям государственного или
международного стандарта на систему качества.
Сертификация СБ осуществляется в соответствии с комплексом руководящих документов «Сертификация систем качеств продукции», утвержденных Госстандартом Р.
Испытания продукций. Испытания для сертификации'
проводятся на образцах, конструкция, состав и технология изготовления которых должны быть такими же, как у образцов, поставляемых потребителю (заказчику). Количество образцов, порядок отбора, идентификации и хранения устанавливаются организационно-методическими документами по сертификации конкретного вида продукции и методике испытаний. Испытание импортируемой продукции проводится в России.
Надзор за проведением сертификации и качеством сертифицируемой продукции. Надзор за проведением сертификации, за стабильностью качества сертифицированной продукции и
состоянием ее производства осуществляют территориальные органы Госстандарта Р. Объем, содержание, порядок надзора устанавливаются в организационно-методических документах по сертификации конкретных видов продукции. В них предусматриваются периодичность и объемы инспекционных испытаний сертифицированной продукции в аккредитованных испытательных лабораториях (центрах). По результатам надзора Госстандарт Р может приостановить или, аннулировать действие сертификата соответствия и право применения знака соответствия, аттестата
производства. Решение о приостановлении действия указанных
документов принимается, когда в результате незамедлительных
мер не может быть. восстановлено соответствие продукции или
состояние производства установленным требованиям.
Информация о сертификации. Госстандарт Р проводит
учет и создает фонд
сертификатов, выданных и действующих в России;
организационно-методических документов по сертификации конкретных видов продукции;
аттестатов производств сертифицируемой продукции;
аттестатов аккредитации испытательных лабораторий
(центров).
331
Госстандарт Р периодически публикует информацию о работах по сертификации продукции, включающую:
перечень продукции, на которую выданы сертификаты;
перечень аккредитованных испытательных лабораторий
(центров);
перечень аттестованных производств сертифицируемой
продукции.
В случае несогласия с результатами сертификации заинтересованные стороны могут подать апелляцию в Госстандарт Р,
которая рассматривается с привлечением заинтересованных сторон и извещает подателя апелляции о принятом решении.
Правовые основы сертификации в РФ
Сертификация в России организуется и проводится в соответствии с федеральными законами «О техническом регулировании», «О защите прав потребителей», а также с законами РФ, относящимися к определенным отраслям: «О ветеринарии», «О пожарной безопасности», «О санитарно-эпидемиологическом благополучии населения»; с иными правовыми актами Российской
Федерации, направленными на решение отдельных социальноэкономических задач (более 30 актов), в соответствии с указами
Президента и актами Правительства (около 50 актов).
Все законодательные акты, действующие на территории РФ,
приведены в соответствие с законом «О защите прав потребителей». В целях обеспечения безопасности товаров (работ, услуг)
закон «О защите прав потребителей» вводит обязательную сертификацию. Сертификация подтверждает соответствие качества
товара обязательным требованиям государственных стандартов..
На товарах, прошедших сертификацию и удостоверенных
сертификатом, должен быть знак соответствия, установленный
государственным стандартом. Ответственность за наличие сертификата и знака соответствия несет продавец (изготовитель).
Закон «О техническом регулировании» устанавливает цели
сертификации, определяет национальный орган по сертификации
(Госстандарт РФ) и направления его деятельности. Другими федеральными органами по сертификации являются Госсанэпиднадзор Минздрава РФ, Государственный комитет РФ по охране
окружающей среды, Министерство природных ресурсов РФ, Государственная ветеринарная служба и др.
332
Закон определяет следующие формы контроля: государственный контроль и надзор; инспекционный контроль за соблюдением правил сертификации и за сертифицированной продукцией; государственный контроль и надзор за соблюдением обязательных требований государственных стандартов.
В соответствии с законами «О защите прав потребителей» и
«О техническом регулировании» в России организованы испытательные центры, система аккредитации испытательных лабораторий, ведутся работы по сертификации в рамках большого количества систем как обязательного так и добровольного характера.
Для упрочнения доверия к результатам сертификации, защиты от
необъективной информации, возможности взаимного признания
и сопоставления результатов испытаний требуется взаимодействие правил, принципов и целей сертификации. Для этого и были приняты Правила сертификации в РФ и другие документы.
На основании законов, действующих в области сертификации, разработаны организационно-методические принципы,
определяющие практику сертификации в России.
Организационно-методические принципы сертификации в РФ
К организационно-методическим принципам сертификации
относят:
обеспечение достоверности информации об объекте
сертификации;
объективность и независимость от изготовителя и потребителя;
профессиональность испытаний;
исключение дискриминации по отношению к иностранным заявителям;
право заявителя выбирать орган по сертификации и испытательную лабораторию; ответственность участников сертификации;
открытость информации о результатах сертификации
или о прекращении срока (отмене) сертификата (знака) соответствия;
многообразие методов испытаний с учетом особенностей объекта сертификации, его производства и потребления;
333
использование в деятельности по сертификации рекомендаций и правил ИСО/МЭК, региональных организаций, положений международных стандартов и других международных
документов;
признание аккредитации зарубежных органов по сертификации и испытательных лабораторий, сертификатов и знаков
соответствия на основе многосторонних и двусторонних соглашений, в которых участвует Россия;
соблюдение конфиденциальности информации, составляющей коммерческую тайну;
привлечение в необходимых случаях к работам по сертификации обществ потребителей.
На сегодняшний день сертификация охватывает более 75%
наименовании производимой в стране продукции. В дальнейшем
товары с наибольшей потенциальной опасностью также будут
сертифицируемы.
Правила по проведению сертификации устанавливают общие рекомендации, которые применяются при организации и
проведении работ по обязательной и добровольной сертификации. Эти правила распространяются на все объекты сертификации российского и зарубежного происхождения, а также могут
служить основой для организации систем сертификации однородной продукции. Правила включают положения, касающиеся
участников сертификации, проведения работ в области сертификации, систем сертификации однородной продукции. Они определяют основные действия и функции, которые осуществляют
государственные органы управления по созданию и работе систем сертификации однородной продукции. Правила устанавливают процедуры проведения сертификации в рамках создаваемой
системы, выбирают схемы сертификации, определяют центральные органы системы, разрабатывают правила аккредитации и выдачи лицензий; аккредитуют органы по сертификации и испытательные лаборатории и выдают им соответствующие лицензии.
Правила проведения работ по сертификации предусматривают возможность возникновения спорных ситуаций. В таких
случаях любой участник сертификации имеет право обратиться в
федеральные органы исполнительной власти по профилю сертификации.
334
Правила содержат отдельные положения по добровольной
сертификации, четко оговаривающие функции юридического лица, выступающего в роли органа по сертификации. Это юридическое лицо формирует структуру системы и разрабатывает ее правила и знак соответствия, которые подлежат регистрации. В
остальном его функции совпадают с таковыми для органа по обязательной сертификации. Они отражают и принципы оплаты работ по сертификации, которые полностью отвечают закону «О
техническом регулировании».
Сертификация отечественной и импортируемой продукции
проводится по одним и тем же правилам принципов ГАТТ/ ВТО.
Порядок проведения сертификации в России установлен по
отношению к обязательной сертификации, но может применяться
и при добровольной сертификации. Для систем сертификации
однородной продукции с учетом ее особенностей допускается
разработка соответствующего порядка, который разъясняет, какие характеристики продукции проверяются, по каким критериям
выбираются схемы сертификации, каким требованиям должны
отвечать нормативные документы на сертифицируемую продукцию, в какой последовательности осуществляются соответствующие процедуры сертификации и в чем их сущность. Общие
принципы
сертификации
соответствуют
Руководствам
ИСО/МЭК.
Характеристики (показатели качества) товара, которые проверяются при сертификации, выбираются с учетом следующих
основных критериев:
они должны позволить идентифицировать продукцию
(проверить принадлежность к группе классификатора, ее происхождение, принадлежность к определенной производственной
партии и т. п.). При этом устанавливается соответствие продукции приложенной технической документации;
отбираемые характеристики должны полно и достоверно подтвердить нормы безопасности, экологичности, установленные в нормативных документах на эту продукцию;
могут потребоваться и такие характеристики, которые
отражают другие требования, подлежащие обязательной сертификации в соответствии с законодательными актами. Совокуп-
335
ность других проверяемых показателей определяется, исходя из
целей сертификации конкретной продукций.
При выборе схемы сертификации учитываются особенности
производства, испытаний, поставки и применения конкретной
продукции, требуемый уровень доказательности, необходимые
затраты заявителя. Схему сертификации выбирает заявитель и
предлагает ее органу по сертификации.
Установлен следующий порядок проведения сертификации:
1. Подача заявки на сертификацию;
2. Отбор, идентификация образцов и их испытания;
3. Оценка производства;
4. Выдача сертификата соответствия;
5. Применение знака соответствия;
6. Инспекционный контроль за сертифицированной продукцией;
7. Корректирующие мероприятия.
Схемы сертификации, применяемые в России и разработанные с учетом рекомендаций ИСО/МЭК и практики подтверждения соответствия в ЕС, приведены в табл. 28
Таблица 28
Испытания в аккредитованных
испытательных
Номер
лабораториях и
схемы
другие способы
доказательства
соответствия
1
Испытания типа*
1а
Испытания типа
2
Испытания типа
2а
Испытания типа
Проверка
производства
(системы качества)
Инспекционный контроль сертифицированной продукции
(системы качества,
производства)
Анализ состояния производства
Испытания образцов,
взятых у продавца
Анализ состо- Испытания образцов,
яния произвзятых у продавца.
водства
Анализ состояния
336
3
Испытания типа
3а
Испытания типа
4
Испытания типа
4а
Испытания типа
5
Испытания типа
6
7
производства
Испытания образцов,
взятых у изготовителя
Испытания образцов,
Анализ состо- взятых у изготовитеяния произля.
водства
Анализ состояния
производства
Испытания образцов,
взятых у продавца.
Испытания образцов,
взятых у изготовителя.
Анализ состояния
производства
Испытания образцов,
взятых у продавца.
Анализ состо- Испытания образцов,
яния произвзятых у изготовитеводства
ля.
Анализ состояния
производства
Контроль сертифицированной системы
Сертификация
качества (производпроизводства
ства).
или сертифиИспытания образцов,
кация систевзятых у продавца и
мы качества
(или) у изготовителя**
Рассмотрение деСертификация Контроль сертификларации о соотсистемы каче- цированной системы
ветствии прилагаства
качества
емым документам
Испытания партии
337
Испытания каждого образца
Рассмотрение декларации о соответствии прилагаемым документам
Рассмотрение деАнализ состокларации о соотяния произветствии прилагаводства
емым документам
8
9
9а
Испытания образцов,
взятых у изготовителя и у продавца
Испытания образцов,
Рассмотрение деАнализ состо- взятых у изготовитекларации о соотяния произля и у продавца.
ветствии прилагаводства
Анализ состояния
емым документам
производства.
Рассмотрение декларации
10
10а
Испытания выпускаемой продукции на основе оценки одного или нескольких образцов, являющихся ее типовыми представителями.
**
Необходимость и объем испытаний, место отбора образцов определяет орган по сертификации продукции по результатам инспекционного контроля за сертифицированной системой
качества (производства).
*
В схемах сертификации могут быть использованы документальные доказательства соответствия, полученные заявителем
другим путем, помимо данной сертификации, что воспринимается положительно как способ сокращения объема проверок.
Орган по сертификации это официально признанная путем
аккредитации на компетентность и независимость организация,
которая имеет право выполнять сертификацию однородной продукции в определенной области аккредитации. Область аккредитации устанавливается в соответствии с номенклатурой сертифицируемой продукции и нормативными документами, применяе-
338
мыми при сертификации. На аккредитацию в качестве органа по
сертификации могут претендовать зарегистрированные организации любой формы собственности: частные, государственные, муниципальные и др.
К требованиям и обязанностям органов сертификации и исполнительным лабораториям при аккредитации относят:
требования к аккредитуемой организации;
обязанности и основные функции органа по сертификации;
требования к персоналу органа по сертификации;
требования к фонду нормативных документов;
требования к процедуре аккредитации;
требования к испытательным лабораториям;
обязанности аккредитованной испытательной лаборатории.
Взаимное признание результатов испытаний и сертификации как способ устранения технических барьеров в торговле во
многом зависит от аккредитации: авторитет и независимость аккредитующего органа определяет доверие к деятельности организации по сертификации и ее результатам.
Выработаны, принципы организации системы аккредитации
в РФ, которые нашли отражение в основополагающих стандартах
ГОСТ Р серии 51000, взаимодействующих с руководствами
ИСО/МЭК, европейскими стандартами серии Е45000, положениями Международной конференции по аккредитации испытательных лабораторий (ИЛАК). Общее руководство и координация деятельности по аккредитации возложены на Отдел по аккредитации при Госстандарте.
Российская система аккредитации (РОСА) представляет собой совокупность организаций, участвующих в деятельности по
аккредитации, аккредитованных органов по сертификации, испытательных лабораторий, других объектов, а также установленных
норм, правил, процедур, которые определяют действие этой системы (рис. 35).
339
Пользователи услуг аккредитованных организаций
Организациизаявители
Организации, получившие сертификат
или протоколы испытаний
Лица-заявители, получившие сертификат
или протоколы испытаний
А К К Р Е Д И Т У Ю Щ ИЕ О Р Г А Н Ы
В обязательной (законодательно регулируемой) сфере. В
добровольной (законодательно регулируемой) сфере
Госстандарт России
Другие федеральные
органы исполнительной власти
ОБЪЕКТЫ АККРЕДИТАЦИИ
Испытательные лаборатории
Измерительные лаборатории
Метрологические службы юридических
лиц
Органы по сертификации
Контролирующие организации
Организации подготовки экспертов
Испытательные лаборатории
Органы по сертификации
Организации подготовки экспертов
Контролирующие организации
Рис. 35. Российская система аккредитации (Гост Р 51000. 1 95)
Объектами аккредитации являются организации, осуществляющие деятельность в области оценки соответствия: испытательные лаборатории; органы по сертификации; контролирующие организации; метрологические службы юридических лиц;
организации осуществляющие специальную подготовку экспертов.
340
Процедура аккредитации состоит из последовательно выполняемых действий:
1. Представление заявителем заявки на аккредитацию;
2. Экспертиза документов по аккредитации;
3. Аттестация заявителя;
4. Анализ всех материалов и принятие решений об аккредитации;
5. Выдача аттестата об аккредитации;
6. Проведение инспекционного контроля аккредитованной
организации.
Регламентация всех составляющих процедуры аккредитации
установлена в ГОСТ Р 51000.1–95, который предназначен для
применения аккредитующими органами и организациями, подлежащими аккредитации. Система аккредитации предусматривает повторную аккредитацию и доаккредитацию.
На основании Закона «О защите прав потребителей», постановлений Правительства РФ «О маркировке товаров и продукции
на территории Российской Федерации знаками соответствия, защищенными от подделок» и о внесении изменений В это постановление на территории РФ введены знаки соответствия для маркировки товаров, подлежащих обязательной сертификации. Положения этих документов относятся как к производимой в России, так и к импортируемой продукции. Ответственность за соблюдение правил маркировки возложена на предприятияизготовители, организации-импортеры, торговые организации, а
также на индивидуальных предпринимателей. Все вопросы организационно-методического характера, относящиеся к знакам соответствия, находятся в ведении Госстандарта и Министерства по
антимонопольной политике и поддержке предпринимательства
РФ,
До 1998 г. действовал один знак соответствия системы обязательной сертификации ГОСТ Р (рис. 36).
Согласно российскому законодательству, каждая система
сертификации имеет право на свой знак соответствия. Системы
обязательной сертификации однородной продукции, входящие
структуру ГОСТ Р, имеют право применять указанный выше
знак, но им не запрещено вводить и собственные знаки. Зареги-
341
стрированы собственные знаки соответствия некоторых российских систем обязательной сертификации (рис. 37).
Рис. 36. Знак соответствия системы обязательной сертификации
Рис. 37. Зарегистрированы собственные знаки соответствия некоторых российских систем обязательной сертификации
342
Знаки соответствия несут в себе полезную информацию, которая убеждает потребителя в надлежащем качестве товара, в его
безопасности, может использоваться изготовителем в рекламных
целях и помогает органам госнадзора принять решение о возможности реализации продукции, а для страховых компаний является одной из гарантий безопасности товара.
19.2. Международная сертификация
Деятельность ИСО в области сертификации. Создание организационно-методического обеспечения в области сертификации
поручено международной организации по стандартизации. Единые организационно-методические документы по сертификации,
которые разработаны и разрабатываются ИСО, содействуют гармонизации процедуры сертификации, что в свою очередь делает
возможным взаимное признание результатов сертификации даже
при различиях в национальных законодательных положениях.
ИСО содействует в методическом плане также созданию систем
сертификации в тех странах, где они пока отсутствуют.
В области сертификации ИСО сотрудничает с Международной электротехнической комиссией, о чем говорят многие совместные руководства. Основополагающим руководством в области сертификации считается Руководство 28 ИСО/МЭК «Общие
правила типовой системы сертификации продукции третьей стороной», содержащее рекомендации по созданию национальных
систем сертификации. При разработке этого документа были
"приняты во внимание Руководства 38—40, в которых изложены
общие требования к органам сертификации и надзора, а также к
испытательным лабораториям. Одно из серьезных требований к
лаборатории — наличие системы обеспечения качества работы.
По заказу Международной конференции по аккредитации
испытательных лабораторий (ИЛАК) ИСО/МЭК разработано Руководство 43 «Квалификационные испытания лабораторий», которое применяется как основополагающий методический документ всеми странами при решении таких вопросов, как оценка
уровня работы испытательной лаборатории, определение технической компетентности и области деятельности, оценка эффек-
343
тивности применяемых методов испытаний, аккредитация лаборатории и пр.
В области сертификации ИСО занимается исключительно
методологическими проблемами, в то время как МЭК разработала международные системы сертификации и разрабатывает стандарты. Общим в деятельности ИСО и МЭК является направленность на содействие заключению многосторонних соглашений о
взаимном признании в целях развития международной торговли.
На основании созданных ими принципов гармонизации национальных систем сертификация может быть достигнута присоединением страны к международным системам сертификации МЭК
либо широким использованием единых организационнометодических принципов сертификации, предлагаемых ИСО.
Деятельность МЭК в области сертификации. Сформулирована международная система сертификации электротехнических изделий МЭК по испытаниям электрооборудования на соответствие стандартам безопасности — МЭКСЭ, созданная в 1935
г. и объединяющая 34 страны. Цель системы — содействие международной торговле электрооборудованием, эксплуатация которого осуществляется обычными потребителями, а не специалистами в области электротехники. Сертификация таких изделий на
безопасность почти во всех странах мира предусмотрена законодательными положениями по защите прав потребителей.
Россия является членом МЭКСЭ, и в рамках ее системы
сертификации действует национальная сертификация электрооборудования в ГОСТ Р.
Создана международная система сертификации электронной
техники (ИЭТ), инициированная обострившейся конкуренцией на
рынках этих товаров между европейскими и американскими
фирмами. Региональная сертификация ИЭТ на соответствие европейским стандартам стимулировала правительственные решения западноевропейских стран о предпочтительных закупках сертифицированных изделий. Создание Системы сертификации ИЭТ
содействовало международной торговле изделиями электронной
техники посредством установления единых требований к этим
товарам, методам оценки их соответствия, чтобы эти изделия были одинаково приемлемы во всех странах–участницах системы
344
без проведения повторных испытаний. Россия участвует в системе сертификации ИЭТ МЭК.
Деятельность МГС стран–участниц СНГ в области сертификации. Стандартизация, сертификация и метрология в рамках СНГ осуществляются в соответствии с «Соглашением о проведении согласованной политики в области стандартизации, метрологии и сертификации», которое является межправительственным и действует с 1992 г. Создан Межгосударственный совет
(МГС) стран–участниц СНГ, в котором представлены все национальные организации этих государств по стандартизации. МГС
принимает межгосударственные стандарты.
В области сертификации принят Перечень межгосударственных нормативных документов, устанавливающих единые
порядки сертификации приоритетных групп продукции и услуг.
В МГС рассмотрен вопрос об условиях прямого применения европейских стандартов в качестве межгосударственных для стран
СНГ.
19.3. Сертификация в различных сферах
К сферам сертификации относят сертификацию систем
обеспечения качества и экологическую сертификацию.
Сертификация систем обеспечения качества. Серьезная
конкурентная борьба в условиях рыночной экономики привела к
сертификации систем обеспечения качества на соответствие
стандартам ИСО 9000. Такая сертификация дает предприятиям
много выгод и преимуществ.
Практическая деятельность по сертификации систем качества в России регламентируется основополагающими государственными стандартами: ГОСТ Р 40.001–95 «Правила по проведению сертификации систем качества в Российской Федерации»;
ГОСТ Р 40.002–96 «Система сертификации ГОСТ Р. Регистр систем качества. Основные положения»; ГОСТ Р 40.003–96 «Система сертификации ГОСТ Р. Порядок проведения сертификации
производств»; ГОСТ Р 40.005–96 «Система сертификации ГОСТ
Р. Регистр систем качества. Инспекционный контроль за сертифицированными системами качества и производствами».
345
В качестве нормативных документов, на соответствие которым проводится сертификация, в Регистре используются государственные стандарты, представляющие собой принятые международные стандарты ИСО: ГОСТ Р ИСО 9000–2001 «Системы
менеджмента качества. Основные положения и словарь»; ГОСТ Р
ИСО 9001–2001 «Системы менеджмента качества. Требования»;
ГОСТ Р ИСО 9004–2001 «Системы менеджмента качества. Рекомендации по улучшению деятельности».
Перечисленные ГОСТ Р относятся к взаимодействию органов по сертификации и заявителей в период, предшествующий
сертификации; проведению проверок, принятию решений о сертификации систем качества, оформлению сертификатов соответствия, инспекционному контролю за сертифицированными системами качества, взаимодействию органов по сертификации с
Техническим центром Регистра Госстандарта РФ.
19.4. Методы мотивации
Мотивация – это процесс побуждения человека к деятельности для достижения поставленных целей. Влияние мотивации
на поведение зависит от множества факторов, оно очень индивидуально и может меняться под воздействием мотивов и обратной
связи с деятельностью человека. Мотив – это то, что вызывает
определенные действия человека, его внутренние движущие силы. Мотив определяет, что и как надо делать для удовлетворения
потребностей человека. Мотивы поддаются сознанию, и человек
может воздействовать на них, усиливая или приглушая их действие, а в некоторых случаях устранения их из своих движущих
сил.
Имеется много теорий мотивации, например теория потребностей Маслоу, теория существования, связи и роста Альдерфера,
теория приобретенных потребностей Макклелланда, теория двух
факторов Герцбергера и др. Вместе с этим мотивация к качественному труду имеет свою специфику, накопленную и проверенную многолетним опытом поведения работника в процессах
производства продукции и услуг.
Большое значение для динамики мотиваций оказала стратегия TQM. Мотивация к качественному труду является одной из
346
главных проблем менеджмента качества в целом для любого
предприятия. Особенно остро эта проблема стоит перед российскими предприятиями, где персонал, за редким исключением, не
вовлечен в процессы управления и улучшения качества [22].
Известный американский экономист Дж. Гэлбрейт выделил
четыре основных метода мотивации:
1)принуждение;
2)вознаграждение;
3)солидарность (или отождествление);
4)приспособление.
Три последних метода основаны на договорной основе, что
позволяет взаимовыгодно увеличить направления воздействия на
личность работника.
Принуждение. Этот метод основан на страхе работника
подвергнуться наказанию и испытать при этом отрицательные
чувства и эмоции. В материальной сфере принуждение связано со
штрафами, увольнениями, переводом на другую, низкооплачиваемую работу. В социально-психологической сфере управления
метод принуждения чаще всего использует формы, связанные со
страхом публичного унижения, оскорбления и стресса. Человек,
боясь потерять работу, быть оскорбленным или беспокоясь за
свое здоровье, становится покорным.
Метод принуждения ведет не к согласованию целей и интересов организации и ее работников, а лишь к усилению их покорности. Но покорность – это совсем не то свойство, которое способствует эффективности труда. Главное в покорности – не возражать, каким бы абсурдным, по мнению работника, ни был приказ. Практика показала что такие приказы можно не выполнять,
так как чаще всего они сделаны в эмоциональном порыве начальника. Но если выполнение приказов зависит от мнения работника, то такое производство не может быть эффективным.
Вот почему все передовые страны отказались от метода
принуждения. Хотя американские и европейские компании и
сейчас применяют угрозу увольнения сотрудника, которая мало
чем отличается от принуждения.
В то же время японские корпорации стараются не использовать этот метод воздействия. Они первые (и практически единственные) пошли по пути заключения пожизненного контракта с
347
работником. Японская практика показала исключительную эффективность такого шага в 50—80-х гг. XX в., о чем свидетельствует небывалый взлет качества продукции и работ.
В советской практике сложился репрессивный механизм
управления, основанный на предположении, что каждое несоответствие является результатом ошибки, нежелания или халатности того или иного работника. Подобный механизм предполагает
очень простые действия: в случае обнаружения несоответствия
(или дефекта) нужно найти виновника, т.е. работника, которому
можно приписать данное несоответствие, и наказать. Считалось,
что наказание автоматически заставит виновника исключить возможность повторения ошибки.
Роль мастеров или инженеров вместо установления причин
проблемы и их устранения уродливо трансформировалась в систему поиска виновных и соответствующих репрессий. Формы
репрессий зачастую выходили за рамки нравственных и этических категории, когда публично на заводскую доску «бракоделов» заносили фамилии работников, якобы допустивших брак.
Однако персональная ошибка может быть связана с общими
проблемами, вызываемыми:
наличием системных проблем;
внешними причинами;
незнанием;
неумением;
халатным нежеланием;
злым умыслом.
Только наличие двух последних проблем можно отнести к
истинному виновнику. Во всех остальных случаях нужно использовать термин «причины несоответствия».
Рассмотрим конкретный пример допущения брака при работе на станке. Допустим, что рабочий не выдержал точность диаметра шейки обтачиваемого вала. Станок – это не просто оборудование, это важный элемент технологической системы, в которую также входят режущий инструмент, оснастка, режимы обработки, температура окружающей среды.
Процесс резания динамичен. Он вызывает вибрации, повышение температуры режущих кромок, износ инструмента, изме-
348
нение жесткости станины и др. Каждый из этих факторов может
привести к выходу параметра за пределы технической документации, если технологическая система не аттестована на точность
обработки. И, конечно, свою лепту вносит квалификация и состояние организма станочника, которые влияют на вероятность допущения ошибки.
По какой причине допущен брак, т.е. несоответствие диаметра шейки вала чертежу? Вот здесь и надо группе специалистов разобраться, в чем причина дефекта и как ее искоренить.
Практика показывает, что в 80 % случаев рабочий не виноват (это
для не аттестованных технологических систем). В случае аттестации вероятность ошибки за счет рабочего резко возрастает,
так как инструментальные погрешности этого станка не выходят
за пределы допустимых.
Нельзя сказать, что в нынешних условиях на наших предприятиях можно полностью отказаться от метода принуждения.
За долгие годы работы по принуждению сформировалась рабочая
прослойка, которая другого языка, кроме наказания, не понимает.
Таких рабочих надо или перевоспитывать, или увольнять. В современном производстве от людей с психологией раба не следует
ждать большого толка.
Большую работу по мотивации к качественному труду может сыграть внедрение принципов менеджмента качества в производство, внедрение системы менеджмента качества предприятия. Философия TQM к методу принуждения, основанному на
страхе, грубости, штрафах, относится крайне отрицательно.
Однако корректное применение методов принуждения, характерных для административных систем, основанных на приказах и распоряжениях, необходимо. Методы принуждения должны
носить пограничный характер, т.е. устанавливать зоны действий,
переступать которые не допускается. Это похоже на роль закона
в обычной жизни людей. Не переступая границы закона, человек
может быть уверен, что методы принуждения к нему неприменимы. Принуждение может касаться производственной дисциплины, в том числе, распорядка работы, соблюдения требований
нормативных актов и т.п.
В сфере производства продукции меры принуждения должны быть исключены, так как это безнравственно и может оказать-
349
ся препятствием к вовлечению всех работников к управлению
предприятием.
Вознаграждение. Этот метод может выражаться в денежной
форме, в форме подарка, дополнительного отпуска, а также в нематериальной форме – награда, благодарность, популяризация
работника через средства массовой информации (газеты-, радио,
телевидение), приглашение на обед с руководством и т.д. Вознаграждение всегда должно быть связано с приятными эмоциями и
чувствами работника.
Сочетание денежных и нематериальных вознаграждений
особенно эффективно для российской текущей ситуации, поскольку большинство работников наших предприятий недостаточно обеспеченные люди и для них вознаграждение является
важной прибавкой к зарплате, позволяющей то, что при обычной
зарплате невозможно (новые вещи, поездки на курорт или дом
отдыха, возврат задолженности и др.).
Однако при этом не следует забывать об ограниченных возможностях и подводных камнях материального стимулирования.
В экономике известно такое понятие, как полезность денег. Суть
его в том, что с увеличением суммы денег, имеющейся у человека, прирост полезности денежной единицы уменьшается
(рис. 38). Особенно это ощущается в России при громадной дифференциации оплаты труда. По мере увеличения доходов у людей
уменьшается мотивация к денежному поощрению. Значит, чем
лучше живут люди, тем меньше у них мотивационная роль денег.
Сумма денег
Рис. 38 Функция полезности денег
350
Внедрение системы материального стимулирования основывается фактически на договоре купли-продажи труда в зависимости от его эффективности, в том числе качества. Обычно при
этом преследуются три основные цели:
1) усиление контроля над расходованием фонда заработной платы;
2) поддержание заинтересованности работников в необходимых для компании результатах своего труда;
3) повышение гибкости стимулирования труда в зависимости от изменения целей и задач компании.
При одних формах оплаты (например, сдельной и премиальной) стимулируется повышение эффективности индивидуального труда, при других – долевое участие в прибыли и премирование коллективного труда. Однако наиболее прогрессивные системы материального стимулирования исходят из того, что к повышению эффективности труда должно стремиться большинство
работников независимо от того, каков вклад каждого из них. Этот
подход получает все большее распространение во всем мире.
Например, если в 1979 г. 8% британских фирм выплачивало годовые премии своим сотрудникам (от рабочих до руководителей), то в 1993 г. уже более 75% фирм выплачивали премии по
итогам работы за год. Такого рода материальное вознаграждение
способствует вовлечению большинства служащих в работу по
достижению поставленных компанией целей, реализация которых приносила каждому работнику большие вознаграждения, чем
работа по индивидуальной цели.
В последние годы отдельные специалисты в области управления оспаривают, и не без оснований, эффективность Систем
материального стимулирования по результатам труда. В Великобритании на основе научных исследований, проводившихся независимыми группами ученых, отмечалось даже дестимулирующее
воздействие оплаты по результатам труда. В доказательство этого
ими приводились следующие основные аргументы:
результаты труда трудно поддаются оценке. Практически невозможно рассчитать долю каждого члена коллектива в
общем вкладе всех членов. Если опираться на объективные показатели, такие как доход всего коллектива, то о точности оценки
индивидуального вклада не может быть и речи. А если исходить
351
из субъективного мнения руководителей и коллег, то оценки могут быть противоречивы и отражать не деловые качества, а личные отношения;
денежное вознаграждение не является идеальным стимулом. Здесь оппоненты оплаты труда по результатам труда придерживаются двух противоположных точек зрения. Одни утверждают, что на работника значительно большее воздействие оказывает мнение коллег и удовлетворенность работой, чем материальное вознаграждение, и что с помощью материальных' стимулов можно побудить работника выполнять определенные требования в краткосрочном плане, но нельзя рассчитывать на долгосрочный эффект. Другая группа оппонентов оплаты по результатам труда считает, что денежное вознаграждение не всегда оказывает желаемое воздействие. Оно побуждает, например, торговых агентов идти на все, чтобы увеличить объемы сбыта даже в
ущерб репутации фирмы;
системы материального стимулирования труда нередко снижают эффективность управления. В лучшем случае все
сводится к тому, что управляющие расходуют больше времени на
манипулирование стимулами, а не на выявление и использование
способностей своих работников. Теперь, когда широкое распространение имеют горизонтальные структуры управления с передачей полномочий по принятию решений на самый нижний уровень иерархии, а фирмы внедряют командные методы организация труда добиваясь, чтобы все работники были ответственны за
конечные результаты, системы материального стимулирования
результатов индивидуального труда выглядят несколько устаревшими:
системы материального стимулирования результатов
труда поглощают значительные средства. Это в какой-то части
имеет место: требуются расходы на переподготовку управляющих, дорого оплачивается и оценка результатов труда. Кроме того, системы материального стимулирования не всегда позволяют
контролировать рост заработной платы.
Сторонники материального стимулирования результатов
труда признают, что многое из этих критических замечаний верно, но при этом утверждают, что виной тому неумелое применение систем материального стимулирования, а не сама концепция.
352
По их мнению, с внесением определенных изменений системы
оплаты по результатам труда по-прежнему способны обеспечить
наиболее благоприятные условия для найма и закрепления ценных кадров.
Лучшие управляющие используют новые подходы к стимулированию труда, стремясь добиться не столько личных достижений работников, сколько улучшения результатов целых коллективов, делая упор не на количественные, а на качественные
показатели. Так, в некоторых американских компаниях премии
выплачиваются руководителям высшего звена управления лишь
тогда, когда выявлен их вклад по нескольким направлениям деятельности, включая разработку и выпуск новых изделий.
За всеми изложенными выше противоречивыми подходами
к использованию материальных стимулов просматривается общая тенденция: фирмы постепенно отходят от доминирующей
системы количественной оценки труда. В настоящее время они
все чаще внедряют методы, специально разрабатываемые для
каждой конкретной фирмы.
Солидарность (или отождествление). В рамках этого метода через убеждение, воспитание, обучение, а также путем создания определенного климата в коллективах у работников организации развивают цели, устремления, совпадающие или близкие к
целям организации. В результате работники начинают рассматривать благополучие организации как основу своего благополучия, успехи и неудачи организации – как личные.
Это очень эффективный современный метод, в основе которого – знание социальной психологии, создание атмосферы единой команды, семейного стиля менеджмента и т.п. Этот стиль
особенно распространен в Японии благодаря кружкам качества.
Установление стиля солидарности, «семейственности» во
многом зависит от психологии и поведения членов коллектива.
Английский специалист С. Кови различает два типа поведения:
реактивный и проактивный. В рамках реактивной модели поведение действия человека являются реакцией на внешнее воздействие. При этом реакция во многом детерминированная и однозначная. Модель реактивного поведения предполагает, что если
людей за ошибки наказывать, то они будут стараться не повторять свои ошибки, если им обещать премию, то они будут рабо-
353
тать качественно. Но может быть и обратная реакция. Вместо
улучшения качества они начинают скрывать свои ошибки, чтобы
понравиться руководству.
В рамках проактивной модели реакция людей на раздражители не является реактивной, она представляет собой результат
сложного процесса выбора, на который влияют многие внутренние факторы, такие как самосознание, жизненные ценности и
принципы, воображение, интуиция, воля и совесть.
Главное воздействие на поведение человека в организации
начинают оказывать результаты согласования целей, ценностей и
принципов организации и отдельных людей и групп. Если люди
соединяют свои личные цели с соответствующими задачами компании, то они ощущают солидарность с ней, рассматривают свою
жизнь и свои поступки как часть жизни и деятельности компании.
Проактивная позиция появляется у людей при определенном уровне образования: чем оно выше, тем больший процент
людей с проактивным поведением.
Вместе с тем солидарность не обязательно связана с проактивным поведением людей, она может быть и реактивной, основанной, например, на страхе потерять работу или страхе банкротства компании.
Солидарность наиболее часто проявляется при групповой
организации, так как формируется на основе взаимовлияния членов группы, хорошо знающих и доверяющих друг другу, что
важно, поскольку высшие менеджеры, как правило, не являются
близкими знакомыми работников и воспринимаются ими весьма
отстраненно.
Если согласованные цели, ценности и принципы компании
люди считают справедливыми, то они стремятся их принять.
Справедливая цель может не совпадать с целью работников, но
под справедливые цели они готовы перестроиться.
Приспособление. Этот метод более характерен для менеджеров среднего эшелона. Он позволяет сотрудникам влиять на цели
и задачи самой организации, приспосабливая их частично к своим целям.
Люди охотнее следуют своим установкам, чем чужим. Мотивация сильнее у тех работников, которые оказывают влияние
354
на цели и задачи фирмы. Тогда у них появляется ощущение соучастия в важнейших стратегических вопросах фирмы и своего
подразделения.
Метод «приспособление» сопровождается делегированием
полномочий на те уровни управления, где они необходимы, что
способствует более эффективному решению задач и проблем организации.
Формирование общих ценностей и руководящих принципов,
а также соответствующего стиля менеджмента является частью
корпоративной культуры компании. Поэтому сегодня компании
так много внимания уделяют развитию корпоративной культуры
как основы мотивации своих работников. При этом управление
качеством значительно упрощается, так как нет разногласий
между работниками и компанией.
19.4.1. Факторы мотивации
Все факторы, влияющие на направленность и энергичность
действий работников, можно разделить на три группы (рис. 39):
внешние, внутренние, социальные.
Рис. 39. Факторы, влияющие на направленность и энергичность
действий работников
355
Первая группа – внешние факторы по отношению к компании (внешнефирменные факторы). Работник рассматривается как
продавец своего труда, его личные интересы лежат вне компании: в семье, в peaлизации своих потребностей и нужд (питание,
одежда, жилье), в своих развлечениях и удовольствиях, получаемых в обмен за свой труд.
Труд (а значит, и его оплата) – это главное, ради чего приходит 1 человек на работу. Но здесь заложено и главное противоречие: работник – компания. Работник изначально заинтересован
дать поменьше, а взять побольше. Компания через условия зарплаты, надбавок, премирования и других материальных эквивалентов затраченного труда, а также методов принуждения старается направить интересы работника в сторону интересов предприятия.
Таким образом, внешнефирменные факторы мотивации составляют следующие элементы, связанные с условием работы и с
вознаграждением:
стабильная работа;
комфортность и безопасность условий работы;
контрактные условия;
направление карьеры (как способ увеличить свои доходы);
размер зарплаты;
надбавки, премии (бонусы);
административные наказания (замечания, выговоры);
штрафы, увольнение.
Руководство компании постоянно ищет баланс между интересом предприятия и персонала, так как главное противоречие
остается – компания дает больше тому, кто дал больше ей. Непрочность, неповоротливость, неэффективность такой мотивации
хорошо известны. Например, сдельная оплата труда приводит к
тому, что качество продукции не интересует работника, и чтобы
он работает качественно, нужны дополнительные условия и действия: платить только за правильно сделанную работу, вычитать
за брак.
Но даже в этом случае противоречия не устраняются. Так,
американские рабочие считают, что достаточно попасть в допуск
356
размера, остальное их не волнует. Японские рабочие, в мотивации которых используются другие принципы, стараются попасть
точно в целевое значение размера.
Вторая группа – факторы внутреннего характера по отношению к компании (внутрифирменные факторы). Эти факторы
учитывают, что работа – это часть жизни, которая связана с эмоциями и чувствами работников, что работник начинает себя чувствовать членом команды, объединенной общими целями, интересами и использующей взаимоподдержку, взаимозаменяемость
и групповые добровольные формы работы. Данные факторы
названы внутрифирменными по отношению к интересам компании, так как они связаны с мотивами жизни, существования работника внутри компании.
Работник зачастую проводит большую часть своей жизни на
работе, и работа становится основной частью его жизни. Его
эмоционально-психологическое восприятие жизни смещается в
сторону трудовой деятельности. И здесь на первый план выходят
такие факторы, как:
получение удовольствия и радости от работы и ее результатов;
отношение руководства, старших товарищей, коллег и
подчиненных к самому работнику;
признание заслуг и достоинств работника;
внимание и восхищение коллег, в том числе, что особенно ценно, другого пола;
самовыражение;
лидерство;
карьера как стремление к лидерству;
личный авторитет и репутация.
Сюда же надо отнести и ощущение принадлежности к команде, компании, фирменный патриотизм, преданность идеалам
и интересам фирмы. Все внутрифирменные факторы, особенно
последние из перечисленных, создаются не только сами по себе, а
за счет построения определенного социально-психологического
климата в организации.
Для рыночных отношений, которым присуще волнообразное изменение конъюнктуры рынка, конкурентная борьба, гонка
357
за удержание доли рынка, смена профиля деятельности, вторая
группа факторов (внутренних) становится особенно важной. В
этой части система мотивации является частью корпоративной
культуры компании, включающей:
поведенческие стереотипы и правила;
ценности (нравственные, этические, производственные) и
принципы;
кодексы писаных и неписаных правил;
образованность персонала;
правила продвижения, перемещения (ротации) сотрудников и их карьеры.
Третья группа – факторы, относящиеся к социальностраховым условиям работы. Эти факторы связаны с ситуациями, когда работник теряет полностью или частично (временно
или постоянно) трудоспособность либо возникают внешние обстоятельства, влияющие на его жизнь или условия жизни. Болезнь, стихийные бедствия – во всех случаях компания может
взять на себя определенные компенсации. Но главное – пенсионные пособия, обеспечение и страхование здоровья служащих, медицинское обслуживание.
Если все перечисленные группы факторов согласованы с
интересами компании, то они являются сильными мотивами к
улучшению работы служащих, особенно людей среднего возраста.
Социально-страховые факторы являются факторами мотивации, основанной на договоре между работником и компанией,
суть которого такова: руководство берет на себя социальностраховые заботы о работниках, а те, в свою очередь, преданно и
верно служат целям и интересам компании.
Когда за плечами служащего, отдающего все силы задачам
компании, имеется гарантия предприятия о его социальноэкономической поддержке, труд становится не в тягость, а в удовольствие и радость, так как работник уверен в своем будущем и
в будущем своей семьи. В этих условиях не только можно, но и
нужно работать с полной отдачей и с качественными показателями.
358
19.5. Общие положения и организационно-методические
направления улучшения обучения и повышения квалификации кадров по управлению качеством
Достижение целей управления качеством и обеспечения на
этой основе требуемого потребителями качества продукции и
услуг невозможно без соответствующих знаний, умений и навыков. Справедливо гласит мудрость: «Чем больше знаешь, тем
больше можешь». Объективным и настоятельным требованием
времени является непрерывность образовательного цикла. Примером постановки относительно непрерывного образования по
управлению качеством может служить Япония, где вопросам качества и управления им начинают уделять внимание с дошкольного возраста, буквально внедряя в сознание на протяжении всей
жизни каждого человека: «Японец плохо работать не может».
Объективным и настоятельным требованием времени является непрерывность дошкольного, школьного, послешкольного и
т.д., в том числе вузовского и послевузовского образования.
«Надо учиться в школе, – писал русский публицист, философ, революционный демократ Д,И. Писарев, – но еще гораздо больше
надо учиться по выходе из школы, и это второе ученье по своим
последствиям, по своему влиянию на человека и на общество неизмеримо важнее первого». Как бы развивая эту мысль, А.В. Луначарский отмечал: «Образование не есть только школьное дело.
Школа дает ключи к этому образованию. Внешкольное образование есть вся жизнь! Всю жизнь человек должен себя образовывать». Это в полной мере относится к непрерывности обучения и
повышения квалификации персонала в области управления качеством.
В России по многим причинам объективного и субъективного характера непрерывность в изучении основ обеспечения и
управления качеством до сих пор не сложилась, и работы в этом
направлении проводятся бессистемно, без учета современных
требований. Эти причины являются первичными, а среди других,
относящихся к производным, можно выделить следующие:
1)в начальных профессиональных образовательных учреждениях, а тем более в общеобразовательных учреждениях практически не изучаются даже основополагающие элементы систем-
359
ного управления качеством со всеми вытекающими последствиями, что не позволяет говорить о каком-либо непрерывном профессиональном образовании в целом и воспитании добросовестного отношения к качеству работы в частности;
2)многие руководители и организаторы непрерывного образования еще не прониклись пониманием исключительной важности, приоритетности и особой роли в производительном труде
высококачественной работы, выражающейся в создании продукции со стабильным уровнем качества в соответствии с требованиями потребителей;
3)во всех образовательных учреждениях на изучение вопросов управления качеством выделяется недопустимо мало времени, что не формирует целостного восприятия и понимания всех
аспектов управления и решения проблемы качества;
4)многие работники слабо проявляют целеустремленность к
систематическому непрерывному профессиональному образованию как в части повышения своей квалификации, так и в области
системного управления качеством;
5)очень мало готовится специалистов непосредственно по
управлению качеством, что ведет к дефициту квалифицированных преподавателей на всех ступенях непрерывного профессионального и экономико-управленческого образования.
Следует также отметить, что на предприятиях и в организациях для повышения профессионального уровня работников
практически не используется кассовые формы обучения (школы
передового опыта, университеты качества, семинары, целевое
обучение и т.п.), где можно было бы изучать вопросы УК, прогрессивные методы обеспечения и повышения качества, воспитывать добросовестное отношение к труду и уважительное отношение к потребителям, удовлетворению их требований.
Наибольшего внимания требуют вопросы opгaнизации обучения
групп качества. Одним из недостатков работы групп качества являлась эпизодичность обучения методам обеспечения и повышения, качества конкретной продукции, а также вопросам управления качеством. Более того, до 1991 г. обучением были охвачены
всего лишь 20 - 24 % всех групп качества, причем вопросам
управления качеством должного внимания нигде практически не
уделялось. Такое положение было связано с отсутствием доста-
360
точно доходчивых специальных учебных пособий для групп качества. В последующие годы эта работа не только не получила
развития, но и остановилась. В отношении работ за рубежом следует отметить их неполный учет системного подхода при изучении вопросов управления качеством.
Ранее при внедрении на отечественных предприятиях комплексных систем управления качеством рекомендовалось разрабатывать реализовывать в рамках ЦПК мероприятия специального раздела «Организация обучения и повышения квалификации в
области качества». Анализ накопленного опыта позволил определить следующие типичные недостатки:
1) не все плановые задания обеспечивались необходимыми pресурсами;
2) во многих случаях не предусматривались мероприятия
по прерывности образования и повышению квалификации руководящих работников в области системного управления качеством;
3) недостаточно полно планировалась подготовка специалистов-организаторов управления качеством;
4) мероприятие данного раздела слабо увязывались с аналогичными мероприятиями одноименных разделов других программ «Качество»;
5) при разработке программ недостаточно обоснованно
прогнозировались потребности и квалификационный уровень руководящих работников и специалистов;
6) мероприятие программ раздела по качеству не имели
целевую направленность, способную повысить эффективность
предприятия;
7) при оценке качества подготовки и повышения квалификации мало использовались количественные показатели;
8) учебные планы и программы курсов, применяемые при
подготовке и повышении квалификации, были оторваны от ЦПК
и носили, как правило, общий характер;
9) методическое и профессиональное обеспечение учебного процесса при повышении квалификации имело невысокий
уровень качества;
361
10) при разработке мероприятий недостаточно использовался передовой опыт обучения системному управлению качеством;
11) среди всех разделов программ «Качество» разделу по
обучению, подготовке и повышению квалификации по управлению качеством уделялось меньше всего внимания.
Работа предприятий и организаций в условиях рынка объективно должна воспитывать и закреплять в сознании каждого работника стремление к повышению своей профессиональной квалификации, обеспечивающей выполнение обязанностей с высоким уровнем качества. Однако независимо от методов побуждения и воспитания роль планирования в этом деле нельзя переоценить.
В годы существования СССР в отечественной промышленности по вопросам управления качеством сложился определенный порядок планирования обучения, подготовки и повышения
квалификации всех категорий работников. Реализацией этого
процесса занимался Всесоюзный институт повышения квалификации в области стандартизации, качества продукции и метрологии (ВИСМ) Госстандарта СССР (ныне Академия стандартизации, сертификации и метрологии — учебная). Однако его роль в
последние годы существенно уменьшилась, как и Госстандарта
России, осуществлявшего ранее методическое руководство работами по управлению качеством (ныне данный комитет ликвидирован, а часть его функций передана другой структуре — Федеральному агентству по техническому регулированию и метрологии). Многие вопросы по этому направлению децентрализованы
и их решение передано соответствующим министерствам, непосредственно предприятиям и организациям, ответственным за качество изготавливаемой продукции. Такие условия и рыночные
отношения существенно меняют механизм планирования подготовки и повышения квалификации руководящих и инженернотехнических работников по управлению качеством. Он становится более демократичным и позволяет руководителям полнее использовать свои права.
При системном подходе к планированию обучения, подготовки и повышению квалификации в области управления качеством эта функция объективно может входить в комплекс других
362
специальных функций подсистемы «Организация обучения, подготовки и повышения квалификации персонала в области улучшения качества продукции» системы управления качеством соответствующего уровня. Для совершенствования и развития такого
подхода следует использовать программно-целевые методы, разрабатывать ЦПК, а в их составе – раздел по обучению, подготовке и повышению квалификации. Использование программноцелевого метода планирования увеличивает значимость выбора
целей повышения квалификации на конкретный плановый период, будет служить исходной базой планирования, что обеспечит
составление целевой программы на любом уровне управления
обучением и повышением квалификации. Главной целью такой
подсистемы должно быть получение, обновление и систематизация знаний, приобретение навыков и умений современного системного управления качеством; а также формирование новых
знаний по этим проблемам для эффективного применения по созданию и выпуску продукции, удовлетворяющей требованиям
потребителей.
Разработка раздела по обучению и квалификации проводится та же, как и вся ЦПК. При этом на этапе формирования целей
и зада программы повышения квалификации необходимо предусмотреть: анализ состояния дел по обучению и повышению квалификации кадров управления качеством на рассматриваемом
иерархическом уровне; выявление проблемы по данному направлению; обоснование возможности и целесообразности использования программно-целевого метода планирования для решения
рассматриваемой проблемы; определение главной цели и ее места в системе целей управления качеством; построение «дерева
целей» и определение задач.
При создании проектной разработки необходимо: определить параметры, раскрывающие систему целей программы; выявить и обосновать пути достижения поставленных целей; разработать
мероприятия;
определить
организационноисполнительскую структуру органов управления; установить и
указать необходимые ресурсы для выполнения; установить сроки
выполнения; установить предпочтения для лиц, принимающих
решения, правил и процедур выбора принятия решений; оформить программу. При этом необходимо учитывать требования
363
современных нормативных документов (в частности, ГОСТ Р
ИСО серии 9000-2001).
Особенно важно при составлении раздела ЦПК, связанного
обучением и повышением квалификации работников в области
качества, провести предварительный анализ подготовки и компетентности персонала. Естественно, что это должно осуществляться в сравнении фактической компетентности с теми требованиями, которые предъявляются к персоналу в этом отношении (выполнение функций, нормативные документы, культура организации, запросы потребителей, понимание последствий недостаточной компетенции и т.п.). Следует учитывать при проведении этой
работы опыт работников, их знания, умения и навыки по менеджменту; коммуникабельность, общую культуру и социальное
поведение. Наличие творческих новаторских свойств.
На этапе организации, управления и реализации выполнения
программы следует утвердить программу и довести программные
задания до исполнителей; решать организационные и экономические вопросы; выполнять мероприятия, учитывать, контролировать, анализировать и оценивать ход реализации программы; регулировать и координировать реализацию программы.
19.6. Функции и структура программы обучения и повышения квалификации в области управления качеством
В области управления качеством в обучении и повышении
квалификации следует выполнять следующие специальные функции: прогнозирование, установление перспективных потребностей в персонале и их планирование; нормирование требований,
установление параметров качества и методов оценки; организация, выполнение учебных планов, в том числе готовность образовательных учреждений к ведению учебного процесса; обеспечение стабильности проведения учебного процесса, увязка всех организационных, идеологических, экономических, методических и
технических мероприятий; методическое обеспечение учебного
процесса, использование высокого качества взаимосвязанных
учебно-методических материалов; подготовка высококвалифицированных преподавательских кадров; контроль, выявление отклонений показателей качества обучения и повышения квалифи-
364
кации от установленных требований; информационное обеспечение.
На основе анализа и накопленного опыта обучения в вузах и
системе повышения квалификации персонала по управлению качеством можно рекомендовать, чтобы конкретные программы
обучения включали следующие разделы:
1. Базовый раздел, содержащий темы по методологии системного управления качеством.
2. Раздел, содержащий темы по квалиметрии как науки и
ее практическому использованию в управлении качеством.
3. Раздел, охватывающий темы по обеспечению управления качеством (организационно-проектному, сертификационному
и др.).
При составлении структуры и конкретного содержания программ необходимо использовать экспертный метод с привлечением преподавателей. Следует учитывать предложения заказчиков, отдельных экспертов и обучающихся. Для оценки структуры
содержания и качества такой программы целесообразно применять системный подход. Результативность обучения и повышения квалификации специалистов в значительной мере зависит от
используемых методов обучения. Только традиционными методами (лекциями, семинарами и т.п.) основных целей учебного
процесса достичь практически невозможно. Наибольший эффект,
как известно, дает сочетание традиционных занятий с активными
методами обучения.
Группы специалистов и студентов, повышающих свою квалификацию или изучающих вопросы управления качеством,
имеют как правило, определенные знания и опыт обеспечения
качества и управления им. Эффективное изучение специальных
дисциплин, в том числе курса «Управление качеством», как показывают исследования и подтверждает практика организации
учебного процесса, реально может быть достигнуто проведением
(на семинарских занятиях) тематических дискуссий по наиболее
актуальным проблемам и вопросам управления качеством. Очевидно, что в условиях рыночных отношений и децентрализованного управления экономикой центр тяжести всех работ по организации обучения и квалификации кадров но управлению качеством находится на предприятиях, но нельзя недооценивать воз-
365
можность районных, городских, и других вышестоящих органов
управления по оказанию помощи в вопросах организации этих работ. Примером тому могла бы служит, деятельность, осуществляемая территориальными и центральными государственными органами Японии (особенно в 1950-е гг.); полезно использовать
также отечественный теоретический и практический опыт.
Для студентов, изучающих учебную дисциплину «Управление качеством», структура курса, безусловно, может быть различной и зависеть от получаемой во время обучения специальности. В частности, для обучающихся по специальностям «Менеджмент организации» и «Управление инновациями» тематический план рассматриваемой учебной дисциплины может соответствовать оглавлению данного учебника.
Независимо от структуры программы изучаемой дисциплин
методов и форм обучения и повышения квалификации в учебном
процессе, необходимо опираться на действующее законодательство, подзаконные акты и другие нормативные и методические
документы в области управления качеством, в частности Федеральные законы о защите прав потребителей», «О техническом
регулировании», ГК РФ, ГОСТ Р ИСО серии 9000, 14 ООО и др.
В последние годы в российское образование широко стали
внедрять метод тестирования. При изучении вопросов управления качеством данный способ также можно применять, используя
для этого различного вида тесты.
Основные принципы определения эффективности управления качеством
По вопросам определения и оценки эффективности как
управления качеством, так и управления производством в целом
известны различные методические подходы. При этом все они на
первом этапе учитывали, в основном, только экономические последствия управленческих решений. На таком подходе базировались практически все традиционные методики (их условно можно
отнести к первому поколению). Однако начиная примерно с 1950–
1960-х гг. ученые и практики пришли к выводу о необходимости
учета, помимо экономического эффекта, сначала социальных, а
затем и экологических последствий. На устранение их воздей-
366
ствий в расчетах стали учитывать дополнительные затраты. При
невозможности полностью ликвидировать последствия в расчеты
закладывали затраты на их компенсацию. Именно этот подход
суммирования всех затрат и компенсаций на социальные и экологические последствия был положен в модернизированные методики определения эффективности.
Попытки выразить различные виды экономической, социальной, экологической и научно-технической эффективности в
универсальных единицах измерения (в данном случае в стоимостных) определили бесперспективность такого подхода. Это
связано с игнорированием качественной противоречивости и
неравнозначной приоритетности рассматриваемых сторон эффективности.
При определении эффективности системного управления качеством следует учитывать, в первую очередь, общечеловеческие требования, направленные на обеспечение необходимой безопасности каждого потребителя, всего общества,
их экологического благополучия и научно-технического развития человечества. Данные стороны результатов системного
управления должны стать приоритетными по сравнению с экономической эффективностью. Вместе с тем в условиях рыночных
отношений, при невозможности обеспечить преимущества перед
конкурентами в части экономического эффекта (при бесспорном
выполнении требований по безопасности, экологичности, социальной и научно-технической направленности), следует принимать более рациональные решения по управлению.
Определение эффективности управления качеством должно
основываться на принципах, учитывающих приоритетные общечеловеческие ценности и адаптированные к условиям рыночных
отношений. В соответствии с таким подходом рассматриваемая
задача может решаться на базе определенных принципов.
Принцип приоритетности социальных и экологических
эффектов, который означает, что при оценке эффективности
управления качеством необходимо учитывать в первую очередь
социальные и экологические эффекты с одновременной их проверкой по критериям безопасности и экологичности.
Принцип комплексного подхода, определяющий необходимость учета при определении эффективности всех возможных за-
367
трат и ресурсов при системном управлении качеством, а также
все возникающие результаты (последствия) создания и использования продукции и предоставляемых услуг (результатов деятельности организации) на всех стадиях их жизненного цикла и уровнях управление. При этом необходимо учитывать все эффекты,
получаемые не только во внутренней, но и внешней среде. Таким
образом, расчет эффектов в результате реализации системного
управления качеством необходимо проводить относительно всей
системы организации и внешней среды. Не следует забывать о
том, что в рамках конкретной подсистемы, как правило, выполняется только определенная технологическая операция, составляющая всего лишь часть общей работы по удовлетворению
определенной потребности. Эта потребность полностью удовлетворяется лишь в результате совместного действия всех подсистем, т.е. в рамках всей системы управление качеством. Кроме
того, надо иметь в виду эффекты получаемые за счет решений по
управлению во всех элементах, а также в других взаимосвязанных с ними системах (например, выполнения плана ' поставок,
охраны окружающей среды и др.). Реализация принципа комплексного подхода при определении эффективности системного
управления качеством требует рассмотрения всего состава подсистем системы управления организации в целом и комплекса
компонентов внешней среды.
Принцип обеспечения минимального воздействия неполноты и недостоверности имеющейся информации, означающий снижение до возможного минимума отрицательного ее влияния на принимаемые решения по управлению качеством и результаты деятельности всей; социально-экономической системы.
Принцип сопоставимости результатов, означающий
необходимость обеспечения сравнимости достигаемых социальных, экологических и экономических эффектов за счет функционирования системы управления качеством по следующим признакам:
социальным последствиям;
экологическим последствиям;
объемам удовлетворения потребностей разработчиков
и изготовителей (продавцов) продукции;
368
объемам и диапазонам (взаимозаменяемости) удовлетворения потребностей потребителей продукции;
признаваемости и авторитетности сертификатов на системы управления качеством и продукцию;
временному фактору, приводя разновременные эффекты к условиям их соизмеримости и ценности к определенному
времени (с учетом инфляции и т.п.);
неопределенности и рисков, связанных с достижением
эффектов.
Оценка эффективности управления качеством должна
производиться сопоставлением данных с учетом принимаемых и
реализованных мер и без них.
Принцип обязательного учета и анализа затрат на обеспечение и управление качеством. Без реализации данного принципа практически невозможно определить экономическую эффективность управления качеством. Основные положения проведения учета и анализа затрат на качество на предприятии целесообразно регламентировать, например, в методической инструкции «Учет и анализ затрат на качество на предприятии».
Помимо указанных правил определения эффективности
следует учитывать ряд других принципов:
прогрессивности и максимума эффекта, т.е. при обосновании эффективности того или иного мероприятия по управлению качеством предпочтение следует отдавать тому, который
позволяет получить наибольшее значение положительного эффекта;
учет фактора времени; это обусловливает обязательность учета изменения эффектов с течением времени, стоимости
разновременных результатов и затрат с предпочтением получения более быстрых результатов и поздних затрат, влияния на них
инфляции и возможности использования в расчетах нескольких
валют;
учет эффектов, получаемых только от рассматриваемых
мер по УК, то есть прошлые или настоящие, но не связанные с
ними результаты и затраты не должны учитываться;
многоэтапность определения эффективности управления качеством, что означает необходимость расчета (с различной
369
глубиной) на каждой стадии разработки, внедрения и реализации
мер по системному УК;
количественный учет влияния неопределенностей и рисков реализации мер по управлению качеством.
19.7. Основные источники эффектов и показатели расчета
эффективности управления качеством
Функционирование системы управления качеством может
создать разнообразные источники эффектов, определяющие эффективность этой системы. Каждый из эффектов может носить
реальный или потенциальный характер. Реальными, как правило,
являются экономические виды эффектов. Остальные же виды
эффектов несут, в основном, в себе только потенциальный экономический эффект. Например, разработанное изобретение как
новшество высшего уровня может дать экономический эффект
либо после его продажи, либо после его реализации. Или, например, повышение степени удовлетворения физиологических потребностей управленческих работников может сократить потери
рабочего времени по болезням, повысит производительность
труда, качество воспроизводства трудовых ресурсов и т.д., что не
рассчитаешь сразу в форме экономического эффекта. Снижение
выбросов вредных компонентов в атмосферу, почву, воду сохраняет экосистему, увеличивает продолжительность жизни человека и т.д. Этот эффект невозможно сразу перевести в стоимостные
категории (доход, прибыль и т.п.).
Приведенные примеры позволяют сделать следующий вывод: экономический эффект разработки и внедрения каких-либо
мер по улучшению качества и управления (по существу новшеств
и инноваций) может быть потенциальным или фактическим
(реальным, коммерческим), а научно-технический, социальный и
экологический эффекты могут иметь форму, как правило, только потенциального экономического эффекта. По сути, если принимать в расчет только конечные результаты внедрения мер по
улучшению системы управления качеством, то любой результат
можно оценить в стоимостном выражении. Критериями конечной
оценки здесь являются: время получения фактического по; повы-
370
шению экономического эффекта и степень неопределенности его
получения (или уровень риска вложения инвестиций в качество
результатов предприятия).
Среди всех видов эффектов можно выделить несколько
наиболее типичных.
Так источниками социальных эффектов при проведении
работ уровня и совершенствованию управления качеством могут
быть:
повышение качества принятия управленческих решений
и их реализации;
повышение оперативности управленческого аппарата;
повышение квалификации управленческого и производственного персонала;
повышение безопасности продукции, услуг и работ;
улучшение условий и организации труда (влияние на
изменение условий труда работников может быть оценено,
например, отдельными санитарно-гигиеническим и психофизиологическим показателями, но не исключается также оценка, измеряемая в натуральном или в стоимостном выражении);
повышение безопасности труда:
повышение степени безопасности работников:
прирост дохода работников;
сокращение рабочего времени персонала;
повышение степени удовлетворения физиологических
потребностей работников (например, в повышении надежности
обеспечения теплом, электроэнергией, продуктами питания и
т.п.);
повышение степени удовлетворения социальных и духовных потребностей;
увеличение продолжительности жизни работников и
членов их семей;
изменение количества рабочих мест;
улучшение жилищных и культурно-бытовых условий
работников, включая улучшение условий и возможностей отдыха;
улучшение структуры управленческого и производственного персонала (может оцениваться показателями измене-
371
ния численности работников с тяжелым физическим и вредным
для, здоровья трудом, увеличение доли работников с высшим или
средним специальным образованием; сотрудников, подлежащих
обучению, переподготовке, требующих повышения квалификации);
экономия свободного времени работников вне предприятия и потребителей.
Следует отметить, что в экономической оценке социальных
результатов учитывается только их самостоятельная значимость.
Затраты, которые необходимы для достижения социальных эффектов или обусловленные социальными последствиями реализации результатов улучшения управления качеством (например,
затраты на предоставление бесплатного или льготного жилья, повышение затрат на выплату пособий по временной нетрудоспособности или по безработице), обычно учитываются в расчетах
эффективности в общем порядке. Возможные доходы от реализации этих мер (например, часть стоимости жилья, возмещаемая
работником или другой организацией; выручка предприятий бытового обслуживания и т.п.) учитываются в расчетах экономических эффектов.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Адлер, Ю. П. Чего же мы ждем от системы экономики
качества ? / Ю. П. Адлер, С. Е. Щепетова // Стандарты и качество. 2002. № 1.С. 50-53;
2. Адлер, Ю.П Процессное описание бизнес-основ для
системы экономики качества / Ю. П. Адлер, С. Е. Щепетова
//Стандарты и качество. 2002. № 2. С. 66-69;
3. Алексеев, В. Г. Корректирующие и предупреждающие
действия / В. Г. Алексеев // Методы менеджмента качества. 2005.-№ 8.-С. 40-43;
4. Аудит: учеб. пособие / под ред. С. М. Бычковой. - 1999.-С.
20-22;
5. Афанасьева, П. А. Применение экономических методов в
системе качества / П. А. Афанасьева, К. А. Рахлин // Стандарты и
качество. 2000. № 10. С. 24-25;
372
6. Басовский, Л. Е. Управление качеством: учебник для ВУЗов / Л. Е. Басовский, В. Б. Протасьев. - М. : ИНФРА-М, 2002;
7. Боков, В. А. Проблема «качество» / В. А. Боков, В. И. Гаяев // Стандарты и качество. 1996. № 8. С. 49-51;
8. Версан, В. Г. Стандарты ИСО 9000 версии 2000 года:
стратегия внедрения / Пичугин К. В. Принцип «постоянного
улучшения» в стандартах ИСО 9000 версии 2000 года // Сертификация. 2001. №4. С. 11-16;
9. Гличев, А. В. Современные методы управления качеством
/ А. В. Гличев // Стандарты и качество. 1996. № 4. С. 24-26;
10. Гольдштейн, Г. Я. Инновационный менеджмент: учеб.
пособие / Г. Я. Гольдштейн. - Таганрог: ТРТУ, 1998. - 132 с.