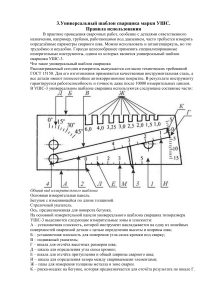
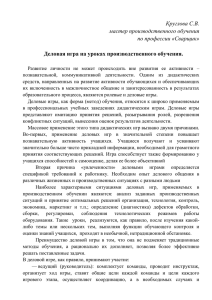
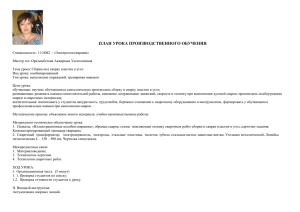
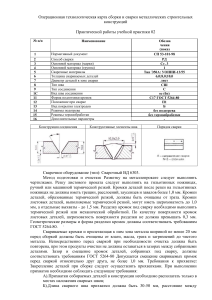
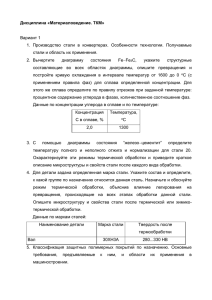
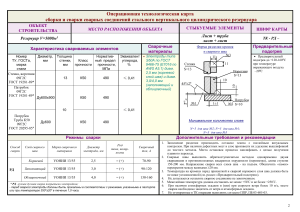
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Сибирский государственный индустриальный университет» Кафедра материаловедения, литейного и сварочного производства Практическая работа: «Расчет параметров режима и размеров шва при дуговой сварке» Выполнил: обучающийся гр. МСП18 Кузьмин Д.Е Проверил: ассистент кафедры МЛСП Шевченко Р.А. Новокузнецк 2021г. Содержание 1. Описание конструкции ......................................................................................... 3 2. Тип и размеры сварного соединения .................................................................. 4 3. Расчет режимов сварки и размеров углового шва при сварке тавровых соединений ........................................................................................................................... 4 4. Режим сварки ......................................................................................................... 7 1. Описание конструкции Настоящий стандарт распространяется на стальные сварные разрезные подкрановые балки пролетами 6 и 12 м, двутаврового поперечного сечения, составленные из трех листов, устанавливаемые на стальные или железобетонные колонны зданий и открытых крановых эстакад, возводимых в районах с расчетной температурой наружного воздуха минус 65°С и выше и сейсмичностью до 9 баллов включительно. Балки предназначаются для мостовых электрических кранов общего назначения грузоподъемностью до 50 т легкого, среднего и тяжелого режимов работы. Балки должны удовлетворять требованиям ГОСТ 23118-78 и требованиям, изложенным в соответствующих разделах настоящего стандарта. Рисунок 1 – Общий вид подкрановой балки На рисунке 2 показаны основные размеры конструкции для расчета размеров шва. Рисунок 2 – Основные размеры конструкции для расчета размеров шва В таблице 1 представлены основные размеры для расчета размеров шва Таблица 1 – Основные размеры для расчета размеров шва Обозначение s t Значение, мм 16 20 2. Тип и размеры сварного соединения Тип сварного соединения – Т3: с двумя симметричными скосами одной кромки. На рисунке 3 показаны размеры подготовленных кромок свариваемых деталей. 4 6 4 +1,5 10 Рисунок 3 – Размеры подготовленных кромок свариваемых деталей На рисунке 4 показаны размеры сварного шва. 4 4 4 Рисунок 4 –Размеры сварного шва 3. Расчет режимов сварки и размеров углового шва при сварке тавровых соединений 3.1 Тавровое соединение без разделки кромок 3.1.1 Выбор диаметра электрода. dэ = мм. 3.1.2 Расчет сварочного тока. 𝜋𝑑э2 𝑖доп 𝐼св = ; 4 где 𝐼св – силс сварочного тока, dэ – диаметр электрода, iдоп – допустимая плотность тока. 𝐼св = 3,14 ∙ 42 мм ∙ 45 А/мм2 = 565 А; 4 3.1.3 Расчет площади поперечного сечения наплавленного металла. Fн = K2/2; где Fн – диаметр электрода, K – катет шва. Fн = 52 мм2/2 = 12,5 мм2; 3.1.4 Расчет скорости сварки. 𝑉св = 𝐼св 𝛼н ; 𝐹н 𝛾 где 𝑉св – скорость сварки, 𝛼н – коэффициент наплавки, 𝛾 – плотность металла. 𝑉св = 565 А ∙ 12 г/А ∙ ч = 69,5 м/ч; 12,5 см2 ∙ 7,8 г/см3 3.1.5 Расчет напряжения на дуге. 𝑈д = 20 + 5 ∙ 10−2 𝐼св /𝑑э0,5 где 𝑈д – напряжение на дуге, 5 ∙ 10−2 ∙ 565 𝐴 𝑈д = 20 + = 34,12 В; 40,5 мм 3.1.6 Расчет коэффициента формы провара. Ψпр = 𝐾 ′ ∙ (19 − 0.01 ∙ 𝐼св ) ∙ 𝑑э ∙ где Ψпр – коэффициент формы провара, 𝑈д ; 𝐼св 𝐾 ′ – коэффициент, зависящий от рода тока и полярности, При сварке на постоянном токе обратной полярности 𝐾 ′ = 0,367 ∙ 𝑖э0,1925 ; 𝐾 ′ = 0,367 ∙ 28780,1925 = 1,70; Ψпр = 1,70 ∙ (19 − 0,01 ∙ 565 А) ∙ 0,4 см2 ∙ 26,7 В = 0,22; 188,4 А 3.1.7 Расчет погонной энергии. 𝑞𝑛 = 𝐼св 𝑈д 𝜇𝑢 ; 𝑉св где 𝑞𝑛 – погонная энергия, 𝜇𝑢 – коэффициент полезного действия. 𝑞𝑛 = 565 А ∙ 34,12 В ∙ 0,8 Дж = 11095,13 ; см см 1,93 с 3.1.8 Расчет глубины провара 𝑞𝑛 𝐻 = 𝐴√ ; Ψпр где 𝐴 – коэффициент равный 0,0076 при сварке под слоем флюса, 11095,13 Дж/см 𝐻 = 0,0076√ = 1,7 см ≈ 7,0 мм; 0,22 3.1.9 Расчет основных размеров шва: ширина e и высота валика q. 𝑒 = Ψпр 𝐻; 𝑞= 𝐹н ; 0,73𝑒 𝑒 = 0,22 ∙ 7,0 мм = 1,54 мм; 12,5 мм2 𝑞= = 0,91 мм; 0,73 ∙ 18,63 мм 3.1.10 Расчет общей высоты шва C. C = H + q; C = 7,0 мм + 0,91 мм = 7,91 мм; 3.1.11 Расчет глубины проплавления. 𝐻0′ = 𝐶 − 𝑞 ′ ; где 𝐻0′ – глубина проплавления, 𝑞 ′ – высота заполнения разделки. При отсутствии зазора получим: 𝑞 ′ = √𝐹н ; 𝑞 ′ = √12,5 мм2 = 3,53 мм. 𝐻0′ = 7,91 − 3,53 = 4,38; 3.1.12 Расчет глубины проплавления вертикальной стенки 𝑆в . 𝑆в = 0,8 ∙ 𝐻0′ ; 𝑆в = 0,8 ∙ 4,38 мм = 3,504 мм; 4. Режим сварки dэ = 4 мм, 𝐼св = 565 А. 𝑈д = 34,12 В; 𝑉св = 69,5 м/ч;