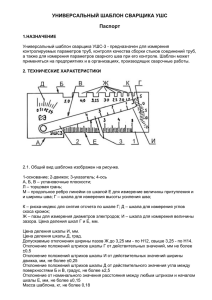
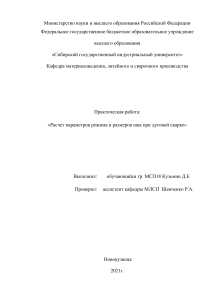
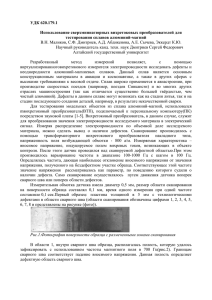
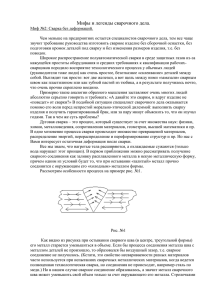
3.Универсальный шаблон сварщика марки УШС. Правила использования В практике проведения сварочных работ, особенно с деталями ответственного назначения, например, трубами, работающими под давлением, часто требуется измерить определённые параметры сварного шва. Можно использовать и штангенциркуль, но это трудоёмко и неудобно. Гораздо целесообразнее применять специализированные измерительные инструменты, одним из которых является универсальный шаблон сварщика УШС-3. Что такое универсальный шаблон сварщика Рассматриваемый сегодня измеритель выпускается согласно технических требований ГОСТ 15150. Для его изготовления применяется качественная инструментальная сталь, а все детали имеют износостойкое антикоррозионное покрытие. В результате инструменту гарантируется работоспособность и точность даже после 10000 измерительных циклов. В УШС-3 универсальном шаблоне сварщика используются следующие составные части: Общий вид измерительного шаблона Основная измерительная панель. Бегунок с изменяющейся по длине толщиной. Стрелочный указатель. Ось, предназначенная для поворота бегунка. На основной измерительной панели универсального шаблона сварщика типоразмера УШС-3 выделяются следующие измерительные зоны и плоскости: А – установочная плоскость, которой инструмент накладывается на одну из линейных поверхностей сваренной детали с целью определения высоты и ширины шва; Б – установочная плоскость для измерения угла скоса кромки под сварку; В – подвижный указатель; Г – шкала для отсчёта высотных размеров шва; Д – шкала для определения угла скоса кромки; Е – шкала для отсчёта притупления и общей ширины сварного шва; И – шкала для определения зазора между свариваемыми элементами; Ж – пазы для измерения толщины металла в зоне сварки. К – риска-индекс на бегунке, которая предназначается для отсчёта результата по шкале Г. На измерительной панели не допускаются вмятины и погнутости. Поворотная ось должна позволять плавное перемещение бегунка без заеданий. Работоспособность инструмента гарантируется в диапазоне температур ±45°С. При условии приобретения шаблона в специализированном магазине и выполнении периодических поверок точности, данный шаблон обеспечивает точность измерений в следующих пределах и диапазонах: По всем линейным глубинным размерам, включая подрезы и глубинные дефекты готового шва: 0…15,0±0,5 мм. По всем угловым размерам: 0…450±2,50. По всем высотным размерам: 0…4,0±0,5 мм. По величине притупления шва в месте выполнения сварки: 0…50,0±0,25 мм. По зазорам: 1,0…4,0±0,25 мм. По толщине смежных свариваемых деталей (ступенчато, с применением пазов Ж), мм: от 1,0 до 5,0 мм. По величине вогнутости шва в месте проведения сварки: 0…15,0±2,50. Универсальным шаблоном сварщика такого типа можно пользоваться при проведении сварочных работ электродами диаметром 1…5 мм, при этом погрешность измерений колеблется в пределах от ±0,1 мм (для электродов, диаметр которых не превышает 3 мм) до ±0,12…±0,3 мм – для электродов с диаметром соответственно менее 3,25 мм, и свыше 3,25 мм. Как пользоваться шаблоном сварщика? Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис.), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е. Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности. Измерения с применением установочной плоскости А инструмента Определение абсолютного смещения скосов и/или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г. Измерение смещений свариваемых деталей Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей. Измерение величины зазора между соединяемыми изделиями Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис.). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д. Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки. Измерение углов скоса сварочных кромок После использования УШС-3 необходимо обезжирить и протереть мягкой фланелью. Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.