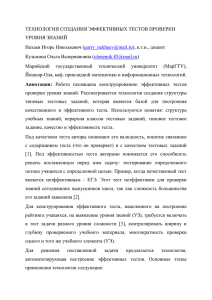
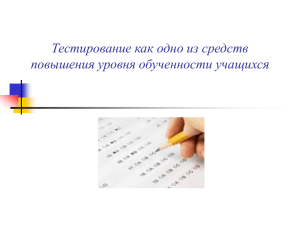
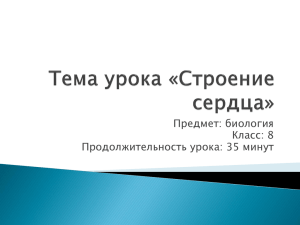
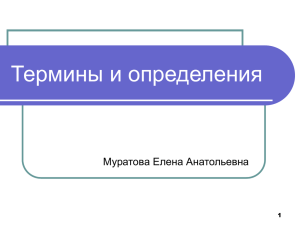
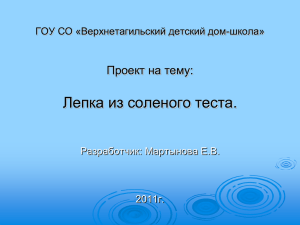
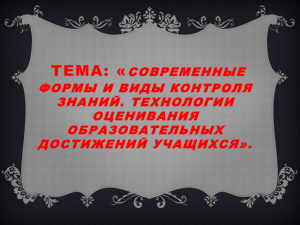
Глава 1 ОБЩИЕ СВЕДЕНИЯ О МАШИНАХ, МЕХАНИЗМАХ, ЭЛЕКТРООБОРУДОВАНИИ И ТЕПЛОТЕХНИКЕ На современных хлебопекарных предприятиях используется большое количество оборудования: машины, механизмы и аппараты. В зависимости от назначения оборудование делится на технологическое, вспомогательное, транспортирующее, энергетическое и санитарно-техническое. Т е х н о л о г и ч е с к о е оборудование — это машины и аппараты для переработки муки и дополнительного сырья в хлебобулочные и кондитерские изделия; в с п о м о г а т е л ь н о е оборудование — машины и механизмы, предназначенные для очистки и смазки листов и форм, санитарной обработки хлебных лотков и т.д.; т р а н с п о р т и р у ю щ е е оборудование — машины и механизмы, применяемые для перемещения внутри предприятия сырья, полуфабрикатов и готовой продукции. К э н е р г е т и ч е с к о м у оборудованию относятся машины и механизмы для выработки электроэнергии, к с а- н и т а р н о - т е х н и ч е с к о м у — машины, механизмы и устройства для обеспечения санитарно-технических работ (канализации, вентиляции и т.д.). Машины и механизмы Машиной называется механическое устройство с согласованно работающими частями, которое осуществляет определенные целесообразные движения для преобразования энергии, материалов или информации. Основное назначение машины — частичная или полная замена производственных функций человека с целью труда и повышения его производительности. Машиной осуществляется механическое воздействие на продукт, при котором его свойства или материал не меняют - редлеров, которые происходят при неправильной загрузке когда подача муки превышает ее расход. Завалы и пробки не обходимо прочищать механическим дротиком. Очистку норий необходимо производить специальным скребками, поскольку при загруженной рабочей ветви возмо жен ее обратный ход. В случае неисправности машину следует остановить и вы звать дежурного слесаря. Необходимо также проверять исправ ность заземления. Контрольные вопросы и задания Назовите способы хранения сырья на хлебопекарных предприяти ях. В чем их различия? Перечислите оборудование склада тарного хранения муки. Каков его назначение? Каково назначение оборудования склада бестарного хранения мую Как классифицируются машины Ьля просеивания муки? Каки процессы происходят при просеивании? Для чего применяют магнитную защиту просеивателей? Каков! правила эксплуатации магнитов? Назовите порядок очистки самотаски (нории) при ее остановке. Каковы назначение и конструкция производственного силоса? Назовите правила техники безопасности при работе внутри емко стей склада бестарного хранения муки. Глава 3 (>БОРУДОВАНИЕ И ДОЗИРОВОЧНАЯ АППАРАТУРА ДЛЯ ПОДГОТОВКИ СЫРЬЯ К ПРОИЗВОДСТВУ I Дежеопрокидыватели применяются для выгрузки теста из дежи при периодическом способе замеса теста. Тесто из дежей сгружается на столы для ручной разделки или в тестоспуски, в ином случае применяют дежеопрокидыватели с подъемом. Для выгрузки теста в тестоспуски используют дежеопрокидыватели без подъема дежи. В тестоспуски подают тесто преимущественно для механизированной разделки. I Правильная дозировка сырья при замесе полуфабрикатов Ценимся одним из важнейших этапов технологического производства хлебобулочных и кондитерских изделий. I Оборудование для дозировки сырья — дозаторы — классифицируют по следующим признакам: • по назначению: >- для сыпучих компонентов (мука, сахар, соль и т.п.); •- для жидких компонентов (вода, сахарный и солевой ра- рннры и т.п.); густых масс (опара, закваска и т.п.); по принципу действия: непрерывного действия; периодического действия; по принципу дозирования: - весовые; - объемные. Дозаторы сыпучих компонентов Сыпучие компоненты дозируются периодически и непременно. Для периодического дозирования сыпучих компонентов ( используют автомукомеры МД-100 и МД-200, рассчитанные на взвешивание 100 и 200 кг муки. Они представляют собой товарные весы, у которых вместо платформы установ- лен цилиндрический бункер. В настоящее время автомукоме- ры промышленностью уже не выпускаются, но еще эксплуатируются на ряде заводов. Широко применяется дозатор сыпучих компонентов Ш2-ХДА (рис. 3.1), который позволяет ввести набор дозы по заранее заданной программе в зависимости от рецептуры замешиваемого теста. Он работает вместе с тес- томесительными машинами периодического действия со шнековыми питающими устройствами для подачи компонента в дозатор. Предел дозирования — 20—100 кг, погрешность измерения — 1%, длительность цикла дозирования — 5 мин, время опорожнения — 3 мин. Состоит из бункера 7, подвешенного с помощью весового рычага 4 и подвески 3 к раме 2, досыпочного устройства 7 и отдельно монтируемого навесного ящика управления 9. К ящику управления крепится стойка для дублирующего циферблатного указателя 12 и весового циферблатного указателя 13, для компенсации массы тары и установки стрелки циферблата в нулевое положение на весовом рычаге, соединенного тягой 10 с весовым рычагом, предназначены тарные грузы 5. 90—95% сыпучего компонента (муки, сахара и др.) поступает в бункер при помощи производственного питателя, остальные 5—10% досыпаются устройством, производительность которого в 3—4 раза меньше производительности питателя. Отключение питателя и одновременное включение досыпоч- 42 ного устройства производятся автоматически по команде указателя 12. Бункер предназначен для набора заданной дозы муки и выгрузки ее в тестомесительную машину. В нижней части бункера имеется заслонка 8 с исполнительным механизмом. Для создания лучших условий при выгрузке муки из бункера и разрушении сводов муки к бункеру крепится вибратор 6, который автоматически включается при открытии заслонки и выключается при ее закрытии. Дозаторы монтируются над тестомесительной машиной, поэтому весовой циферблатный указатель 13 расположен высоко, что затрудняет его обслуживание. С помощью циферблатного указателя осуществляется определение доз и визуально контролируется масса муки, находящейся в бункере. Перед пуском дозатора в эксплуатацию необходимо подсоединить патрубок досыпочного устройства и патрубок основного питателя к производственному питателю и установить на шкале указателя требуемую дозу компонента. Дозатор может работать в ручном и автоматическом режимах. Основной режим работы — автоматический. В ручном режиме дозатор работает при проведении наладочных регулировочных работ и при поломке системы автоматического управления дозатора. Дозатор РТ-ДВ-01 (рис. 3.2) предназначен для весового дозирования сыпучих, гранулированных и мелкоштучных пищевых продуктов (макаронные изделия, крупы, сахарный песок) и непищевых продуктов подобной структуры. Дозатор может применяться как самостоятельно, так и в составе фасовочно-упаковочных машин в качестве весового дозирующего устройства. Рис. 3.2. Дозатор РТ-ДВ-01 4 Яак. 115 4 1 Производительность дозатора зависит от дозы и вида продукта и определяется после испытаний продукта заказчика. Дозировка массы продукта осуществляется в диапазоне от 25 до 100 г. Точность дозирования уменьшается с увеличением геометрических размеров дозируемого продукта. Дозатор весовой марки РТ-ДВ-01 состоит из сварного каркаса 8, на котором жестко зафиксированы: загрузочный бункер 5, весовое устройство 1 с приемным бункером 2, блоком управления 6, вибролотком 4 с выравнивателем 3, установленным посредством специальных амортизирующих пружин. Ножная педаль управления 6 подсоединена к блоку управления посредством электрического шнура. На дозаторе установлены ножки 8, обеспечивающие устойчивую установку дозатора на горизонтальную рабочую поверхность (столешница и т.д.). Конструкция, на которой установлен дозатор, должна быть жесткой, исключающей вибрацию столешницы при работе дозатора. Дозатор работает в автоматическом режиме. Рассмотрим дозаторы сыпучих компонентов непрерывного действия. Барабанный дозатор (рис. 3.3) состоит из корпуса 4, в котором размещен ротор 3 с желобами. Мука из приемного патрубка 1 поступает в выпускной патрубок 2. Производительность барабанного дозатора регулируют изменением скорости вращения ротора. Шнековый дозатор (рис. 3.4) состоит из корпуса 5, в который вмонтирован шнек 4. Мука из приемной горловины 1 захватывается и дозируется шнеком в выпускной патрубок 3. Для равномерного уплотнения муки и повышения точности дозирования установлена решетка 2. Производительность регулируют изменением скорости вращения шнека. I Рис. 3.3. Барабанный дозатор Рис. 3.4. Шнековый дозатор 42 Рис. 3.5. Тарельчатый дозатор Тарельчатый дозатор (рис. 3.5) состоит из приемного бункера 4, откуда мука поступает через цилиндрический патрубок 3, задерживается на диске 6 в виде усеченного конуса. При вращении диска-тарелки мука снимается с него скребком 2 и поступает в приемный патрубок 1. Производительность регулируется вертикальным перемешиванием цилиндрического патрубка 5 по горловине цилиндрического бункера, при этом изменяется объем муки, поступающий на диск, и передвижением скребка в направлении радиуса диска, при этом также изменяется объем муки, снимаемой скребком с диска. Ленточный дозатор (рис. 3.6) состоит из вертикального бункера 1 без дна, откуда мука поступает на ленточный транспортер 4, расположенный под его открытым концом, и выносится через щель между бункером и ленточным транспортером. Производительность дозатора регулируется увеличением площаци щели за счет перемещения заслонки 3 при помощи винта 2. Дозаторы жидких компонентов и густых полуфабрикатов Дозаторы воды предназначены для смешивания горячей и холодной воды и ее дозирования. Температуру смеси регулируют автоматически с помощью регуляторов или вручную путем изменения положения вентилей на кранах горячей и холодной воды. При непрерывном дозировании подача жидких компонентов в месильную машину осуществляется непрерывной струей или частыми малыми дозами; при периодическом — заданными порциями. 45 Рис. 3.7. Дозатор со свободным истечением жидкости Рис. 3.8. Автоматический дозатор Дозатор со свободным истечением жидкости (рис. 3.7) состоит из бачка 1 и постоянного уровня с шаровым краном 2. Жидкость из бачка вытекает по трубе 3 через кран 4 с рукояткой 6, шкалой 5 и указателем для регулирования величины выходного сечения, т.е. количества жидкости, вытекающей из бачка. Автоматический дозатор (рис. 3.8) с ныряющим мерником дозирует жидкость из бачка 7 с шаровым краном / для поддерживания постоянного уровня. Кривошипно-шатунный механизм 4 приводит в качательное движение трубку 3 вместе с мерником 8 и трубами 5 и 6. При погружении в жидкость мерник заполняется, при подъеме жидкость вливается по трубам. Регулировка дозы производится путем изменения объема мерника при перемещении в нем винтового вкладыша 2. Дозатор с вращающимся стаканом (рис. 3.9) состоит из неподвижного корпуса 3 с входным и выходным 7 отверстиями и непрерывно вращающегося полого стакана 6 с пробкой 5. Пробка при перемещении вдоль оси с помощью винта 4 изменяет объем мерного стакана. Поперек стакана размещено эллиптическое окно 2, через которое мерный стакан заполняется при его верхнем положении и опорожняется при нижнем. Дозатор поршневого типа (рис. 3.10) состоит из корпуса и поршня 7, работает по принципу поршневого насоса. 6 5 Изменение производительнос ти осуществляется измененное. 3.9. Дозатор с вращающимся ем хода поршня. Всасывание стаканом жидкости производится через всасывающий клапан 1, выдача дозы — через нагнетательный клапан 8. Возвратнопоступательное движение поршню передается от электродвигателя при помощи рычага 3, тяги 4 и кривошипа 5 с пальцем 6. Для порционного дозирования воды используются водомерно-смесительные бачки ХВБ и автоматические водомерные бачки АВБ-100М, АВБ-200М, /kc. j?./ft Дозатор поршневого типа водосмесительный бачок Ш2-УВИ. Автоматический водомерно-смесительный бачок ХВБ состоит из емкости, выполненной из нержавеющей стали со шкалой, на которой нанесены деления в литрах. К бачку присоединен и угловой термометр в металлической оправе. К бачку подведена холодная и горячая вода. Для лучшего смешивания горячей и холодной воды холодную воду подают на некотором расстоянии от крышки, а горячую — у дна бачка. При переполнении бачка излишки воды отводятся через переливную трубу в канализацию. Подача и регулирование температуры воды осуществляется вручную путем увеличения или уменьшения подачи горячей воды. Автоматические водомерные бачки АВБ-100М и АВБ-200 имеют одинаковую конструкцию, отличаются емкостью. АВБ- 100М имеет емкость 100 л, АВБ-200 — 200 л. Автоматический водомерный бачок АВБ-100М (рис. 3.11) состоит из прямоугольного металлического сосуда из нержавеющей стали, помещенного на стальном сварном каркасе. На лицевой стороне бачка укреплены: терморегулятор 4 для регулирования температуры воды, водомерное стекло 2 для показателя уровня воды в бачке, установочный винт 5 с указателем 1 для регулирования уровня воды в бачке. К крышке водомерного стекла и установочного винта прикреплена шкала, градуированная в литрах. К задней стенке бачка прикреплены два электромагнитных выпускных мембранных клапана, приводимых в действие электромагнитами. Нижний клапан предназначен для выпуска горячей воды, верхний — холодной. Подготовленная вода сливается в бачок через электромагнитный клапан. 47 Внутри бачка расположен поплавок 6, который свободно поднимается и опускается по направляющей трубе 12 в зависимости от уровня воды в бачке. Направляющая труба имеет по своей длине два паза для упорных пальцев гайки 7, сидящей на ходовом винте 10. Ходовой винт расположен внутри направляющей трубы и связан установочным винтом 5 при помощи горизонтального передающего валика 11 и двух пар спиральных шестеренок 9. Ходовой винт может вращаться от установочного винта и перемещаться кверху при помощи поплавка 6. В верхнем положении поплавок упирается в упорные пальцы гайки 7, поднимает ходовой винт, который своим верхним концом выключает конечный выключатель 8. Для дозировки опары и густой закваски используется дозатор И8-ХТА-12-14 (рис. 3.12, а). Он установлен на плите 4 и состоит из силоса 1, выполненного в виде бронзового кожуха, в котором вращается ротор с выдвигающимися шиберами, привода 3, закрытого кожухом 2. Опара подается сверху в загрузочный патрубок, заполняет внутреннюю часть корпуса насоса, захватывается выдвигающимися шиберами ротора и нагнетается в выпускной патрубок. Частота вращения ротора регулируется вариатором скорости, при этом изменяется количество подаваемой опары в единицу времени. Включение и остановка дозатора опары осуществляются с пульта управления бункера брожения опары. Опару и густую закваску можно дозировать и шнековым дозатором (рис. 3.12, б), который присоединяется ко дну корыта для брожения 1. Опара или закваска поступает на шнек 2 и по трубе 3 через мундштук 4 подается в тестомесительную машину. Скорость потока опары 48 регулируется пластиной 5. В 49 шнековых дозаторах используют ступенчатые вариаторы скорости, что позволяет изменять дозировку за счет изменения скорости вращения шнека. Оборудование для подготовки солевого раствора На хлебопекарные предприятия небольшой мощности соль поступает в мешках. Хранится она в отдельных помещениях как в мешках, так и насыпью или в ларях. Соль нельзя хранить из-за гигроскопичности с другими продуктами. Дозировка осуществляется в виде раствора концентрацией 23—26%. Солевой раствор готовят в солерастворителях системы Лифенце- ва, ВНИИХП, ХСР 3/2 и др. Устройство и принцип их действия аналогичны. Солерастворитель ХСР 3/2 (рис. 3.13) нашел наиболее широкое применение. Он служит для непрерывного приготовления солевого раствора постоянной плотности. Представляет собой бак 2 из нержавеющей стали, разделенный перегородками на три отсека, сообщающихся между собой при помощи переливных трубок 4. На переливных трубках установлены капроновые сита-фильтры 5 для фильтрации солевого раствора. Для слива отстоя при чистке бака в днище отсеков имеются патрубки 8 с заглушками. В нижней части первого отсека смонтирован коллектор 7 из труб, по которым в соль подается вода. В верхней части отсека имеется патрубок для слива пены и избытка солевого раствора. Бак закрывается двумя откидными крышками с рукоятками 3. 3456 Соль засыпают в первый отсек и подают в его нижнюю часть воду. Вода проходит через столб соли, насыщается, и полученный солевой раствор через переливные патрубки переливается во второй, а затем в третий отсеки. Солевой раствор отбирается из третьей секции при помощи крана 1. Производительность составляет 10 л/мин, вместимость — 0,6 м3, загрузка соли — 130 кг. Наиболее перспективным является хранение соли в ра- Рис. 3.13. Солерастворитель ХСР 3/2 50 Рис. 3.14. Установка для «мокрого» хранения соли Т1-ХСТ створе («мокрое» хранение соли). Применение этого способа позволяет избежать погрузочно-разгрузочных работ при поступлении соли на хлебозавод и подготовить ее к пуску в производство, соблюдать санитарные нормы, стабилизировать плотность солевого раствора. Для «мокрого» хранения соли используют специальные установки Т1-ХСТ (рис.3.14), представляющие собой железобетонные бункеры, углубленные на 2,8—3,5 м от отметки пола. Состоят они из приемного отсека, в котором одновременно происходит прием и растворение соли, и двух-трех отстойных отделений. Соль, доставленную на хлебозавод самосвалом, высыпают в приемный отсек 7, куда для ее растворения подают воду через трубы 2 с отверстиями (барботерами), расположенными на высоте 200 мм от днища емкости. Вода, проходя через слой соли, насыщается ею и поступает в отстойник 3. Затем фильтруется через фильтр 4 и поступает в секцию 5 чистого раствора, откуда насосом 6 подается в расходный бак 7, дозатор раствора 8 и дежу 9. Концентрацию раствора периодически контролируют, измеряя его плотность. При получении раствора низкой плотности раствор из секции чистого раствора подают в барботеры 2 вместо воды и повторно насыщают солью до заданной плотности. При эксплуатации солерастворителей необходимо следить за исправностью фильтров. Появившийся в приемных и отстойных отсеках нерастворимый осадок необходимо удалять. При подаче солевого раствора на производство перед расходными бачками устанавливают дополнительные матерчатые фильтры. Оборудование для подготовки сахара, жиров и дрожжей Для просеивания сахара используют те же просеивательные машины, что и для муки (в основном просеиватели типа П-2П). Для приготовления сахарно-солевых растворов с концентрацией до 65—70% и сахарных растворов с концентрацией до 50% применяется пневматическая установка Т1-ХСП (рис. 3.15). Основным элементом установки является горизонтально расположенная емкость 2 с теплообменной рубашкой, на которой имеется легко закрывающаяся крышка 3. Для загрузки смонтирован пневматический подъемник 7, который опрокидывает мешки с сахаром в емкость. Солевой раствор и вода в аппарат подаются из бака для солевого раствора 4, представляющего собой прямоугольный резервуар с указателем уровня и мерной шкалой для определения количества раствора. Готовый раствор хранится в 51 расходных баках 6 — емкостях с теплообменной рубашкой, крышками, двойными фильтрами, указателями уровня с мерной шкалой, термометрами и поплавковыми устройствами. Раствор, хранимый в баках, можно нагревать или охлаждать при помощи теплообменной рубашки. В аппарате, расходных баках и бачке имеются сливные краны для обеспечения их санитарной обработки. Мешки с сахаром подаются к аппарату, вручную устанавливаются на нижнюю часть подъемника. Последний поднима ние. 3.15. Пневматическая установка для приготовления сахаросолевых и сахарных растворов Т1-ХСП 52 14 их, открывая при этом крышку, и ставит в наклонное понижение над горловиной аппарата, что обеспечивает опорожнение мешков. ( ахар высыпается в аппарат, куда предварительно залива- цеи из бака 4 необходимое количество воды для растворения ОИХара и солевого раствора, служащего для предохранения от |'металлизации сахарного раствора. Вода, поступающая в аппарат, при необходимости может подогреваться в бачке электрическими тэнами. После залива воды, солевого раствора, засыпки сахара на Нинели пневмоаппаратуры открывают кран с надписью «Барбо- iep* и подают воздух от передвижной компрессорной установ- IU 7, который, проходя через раствор, способствует быстрому рис творению сахара. Для предотвращения остывания раствора М> время его растворения включают обогрев при помощи теп- лпобменной рубашки, в которую подают горячую воду и пар. После полного растворения сахара крышка люка закрывайся и воздух, поступающий через барботер, подает раствор но трубопроводам 5 в один из расходных баков 6, после заполнения которого поплавок, имеющийся в баке, поднимается и Ирм помощи конечного выключателя и электромагнитного к мпана перекрывает подачу воздуха в аппарат. После этого необходимо открыть кран на аппарате и выпустить из него Во 1дух. Производительность установки составляет 700 кг/ч, вмес- I и мость аппарата — 0,25 м3. Для растапливания жира (маргарин, сливочное масло) применяются жирорастопители различной конструкции, выполненные в виде бачков цилиндрической формы, имеющие вопи |ую рубашку. Для сокращения времени растапливания жира ИИутри бачка дополнительно устанавливается пропеллерная мешалка. Наиболее широко применяемый на хлебопекарных предприятиях жирорастопитель Х-15Д (рис. 3.16) состоит из бачка 1 С коническим днищем и рубашкой, через которую пропускается горячая вода. Внутри бачка установлен вертикальный иращающийся вал 2 с конусным пропеллером. Вал приводит- i и во вращение от электродвигателя 4. Для растапливания жир ифужается в бачок на металлическую решетку 3, после чего икнючается электродвигатель, а через рубашку пропускается I орячая вода. Растопленный жир выпускается из бачка через I ройник и пробковый кран 5. Во избежание расслаивания жира мешалка не выключается до полного выпуска растопленного жира. Наиболее производительны игольчатые маслотопил- ки (плавители). Твердый жир помещается на заостренные элементы, внутри которых циркулирует пар или горячая вода. Расплавленный жир стекает вниз через сито в сборник. Производительность такой маслотопилки до 300 кг/ч. Вместо заостренных элементов можно использовать обыкновенную трубчатую отопительную батарею. Трубопроводы для подачи растопленного жира во избежание его застывания снабжают паровыми рубашками. Установка для приготовРис. 3.16. Жирорастопитель Х-15Д ления жировой эмульсии (рис. 3.17), которая состоит из бачка 6 с мешалкой для смешивания растительного масла и лецитина, куда заливаются жир, вода и эмульгатор лецитин, после чего насосом 4 по трубопроводу 8, на котором установлен манометр 7, подаются в бак 9 для приготовления эмульсии с помощью гидродинамического вибратора 1. Готовая эмульсия (?) >8 9 насосом продвигается по трубопроводу 2, проходит через фильтр 3, фильтруется и отбирается через кран отбора. Насос приводится в действие при помощи электродвигателя 5. Для предупреждения расслаивания маргарина используется установка для эмульгирования твердых жиров ХЭЖ (рис. 3.18). Состо- Рис. 3.17. Установка для приготовления ит из аппарата 2 для жировой эмульсии приготовления эмуль- 54 гии, который представляет собой цилиндрический бачок вме- 1 шмостью 250 л с рубашкой и двумя гидродинамическими иибраторами 4, расположенными в центре. Для перекачивания смеси жира, лецитина и воды предусмотрен вихревой насос 5. Вибратор при помощи патрубка присоединен к нагнетательному трубопроводу насоса. Пневмопереключатель 8, предназ- НВченный для подачи готовой эмульсии в расходные баки, t т:тоит из металлического бака и компрессорной установки 9. Растопленный подогревателем жир из бочки насосом 3 пода- #Тся в смеситель 6, туда же добавляется лецитин согласно репс птуре. При помощи мешалки жир смешивается с лецитином к течение 15—20 мин. Одновременно из водомерного бачка 7 в (мульгатор заливается потребное по рецептуре количество воды i.iманной температуры и насосом через гидродинамический виб- Iin юр перекачивается из смесителя смесь жира с лецитином. После перекачивания смесь пропускают через вибратор в н-чение 10—15 мин до получения готовой эмульсии, которая нмевмопереключателем подается в производство. Для поддержания в бачках необходимой температуры в рубашки поступает горячая вода. Для растворения прессованных дрожжей и сахара использу- rmi пропеллерная мешалка Х14, состоящая из бачка цилин- дрической формы, установленного на четырех опорах. Внутри кто расположен вертикальный вал с лопастью, который при- модится в движение при помощи электродвигателя с редуктором. Сахар, дрожжи и вода загружаются через верхнюю крышку. Готовый раствор сливается из бачка через сетчатый фильтр и пробковый кран. Оборудование для приготовления заварок и жидких заквасок Для приготовления заварок и водно-мучной смеси, для заквасок, используют тестомесильные машины с подкатными дежами, заварочные чаны с мешалками различных конструкций, заварочные машины X3M-300 (емкость — 300 л), ХЗМ-600 (емкость — 600 л), установки для приготовления заварки элек- троконтактным нагревом и т.д. Наиболее широкое распространение получили заварочные машины X3M-300, ХЗМ-600, которые имеют аналогичную конструкцию. Заварочная машина X3M-300 (рис. 3.19) состоит из горизонтального цилиндрического корпуса 4 с водяной рубашкой, внутри которого расположен вал 5 с винтовыми месильными лопастями 8 и крышкой 9 корпуса, состоящей из двух откидывающихся частей, в одну из которых вварена приемная горловина 10 для загрузки муки. 55 Через крышку внутри машины проходит труба 7, по которой подается горячая вода. Внутри машины находятся четыре барботера 6, подводящие пар. Движение валу сообщается электродвигателем 3, установленным на раме 2. Готовая заварка охлаждается водой, поступающей через трубу в водяную рубашку, и откачивается в емкость через выпускную трубу, снабженную вентилем 11. Для подведения заземления используется болт 1. 56 В корпус заливается часть горячей воды, включается при- иод машины нажатием кнопки «Пуск» и при непрерывно вращающихся лопастях постоянно засыпается мука. Доливается остаток горячей воды, включается подача охлажденной воды и рубашку корпуса. По угловому техническому термометру определяется температура готовой заварки. Готовая заварка самотеком или при помощи насоса подается в соответствующую емкость. При отсутствии горячей воды заваривание производится при помощи пара, который подается через барботирующие устройства. Производительность машины — 200 кг/час. Для приготовления жидких дрожжей применяют металлические емкости из нержавеющей стали или обыкновенной стами, покрытой внутри эмалью, прямоугольной или цилиндрической формы, вместимостью от 300 до 3000 л. Емкости устанавливают на круглые стойки (лапы). Автоматические дозировочные станции Автоматические дозировочные станции представляют собой ряд дозаторов, объединенных в одной упаковке, и предназначаются для дозирования жидких компонентов. По принципу дозирования дозировочные станции подразделяются на весовые и объемные, непрерывного и периодического действия. Для непрерывного дозирования приготовления воды заданной дозировочные станции иания четырех компонентов) и дозирования двух время для дозирования пяти применяется станция Ш2-ХДМ. объема жидких компонентов и температуры используются ВНИИХП-06 (для дозироМНИИХП-05 (для компонентов). В настоящее компонентов широко Дозировочная станция состоит из основания 1, для наблюдения за работой закрытыми оргстеклом, ВНИИХП-06 (рис. 3.20) имеющего открытый проем дозаторов 2 с указателями 6, терморегулятора 3 с тер Рис. 3.20. Дозировочная станция ВНИИХП-06 57S мометром 4 для приготовления воды заданной температуры, питающего блока 5 с впускными патрубками для каждого компонента. Отделения для жира имеют двойные стенки, отделения для воды — переливную трубу. В каждом отделении внизу имеются патрубки с пробковыми кранами для сливания промывных вод при санитарной обработке станции. Четыре дозатора 2 привод. Слив компонентов коллектор 8. Управление камерного типа имеют общий осуществляется через ведется с пульта управления 7. Станция оборудована систеки, которая автоматически случае непоступления в нее мой сигнализации и блокировостанавливает станцию в какого-либо компонента. Рис. 3.21. Дозатор станции Дозатор станции ВНИИХП06 (рис. 3.21) состоит из питаВНИИХП-06 ющего бака 1 с впускным патрубком 4, поплавкового регулятора уровня жидкости с поплавком 2, рычага 3, противовеса клапана 12 и мерной камеры 9. Уплотненный шток 8 имеет трубу 7 для выхода воздуха и указатель объема порции 6. Для впуска жидких компонентов в мерную камеру служат клапаны 11, а для их слива — клапаны 10. Жидкие компоненты по магистральным трубопроводам поступают в питающий бак станции, а из него — через открытый клапан впуска в мерную камеру, заполняя ее воздухоотводную трубку до тех пор, пока уровень жидкости в ней не сравняется с уровнем жидкости в баке. После этого клапан впуска закрывается, а клапан слива открывается, и порция жидких компонентов выливается из мерной камеры. Дозировочная станция Ш2-ХДМ (рис. 3.22) дозирует пять компонентов: воду, солевой и сахарный растворы, жир и дрожжевую суспензию, могут дозироваться и другие компоненты. Состоит из основания 7, на котором установлен питающий бак 4, разделенный на пять отделений перегородками. В каждом отделении бака снизу находятся патрубки с вентилями для слива остатков компонента и промывки станции. На задней стенке каждого отделения установлено по два датчика уровня, а на отделении для воды кроме них — термодатчик, 58 I'uc. 3.22. Дозировочная станция Рис. 3.23. Дозатор станции Ш2-ХДМ Ш2-ХДМ ип отделении для жира — термоэлектронагреватель (тэн) для Подогрева жира. Станция обеспечивает два режима работы: непрерывный и дискретный (при заданном количестве сливов). Регулирование температуры воды осуществляется попеременной подачей холодной и горячей воды в соответствии с пока- •ш I иями на шкале терморегулятора 2 и его командами на открытие клапанов горячей и холодной воды. И каждом отделении имеется шкала 5 настройки дозы. Изменение показаний на шкале осуществляется при помощи рукоятки 6. Электрооборудование смонтировано в шкафу 3. Для пуска станции служит выключатель 1. Дозаторы станции Ш2-ХДМ (рис. 3.23) смонтированы под каждым отделением бака. При включении станции открывает- t я электромагнитный клапан 3 и жидкие компоненты поступают в питающий бак 4, откуда через наливную трубу 6 в мерный стакан изменяющегося объема 1 жидких компонента. После набора заданной дозы мотор-редуктор через цепную передачу и кулачковый вал при помощи кулачка 2 перемещает клапан 7 в положение «Слив», и она сливается в напитую трубу 8, а оттуда — в тестомесильную машину. Затем напан перемещается в положение «Набор», и цикл повторяется. Уровень жидких компонентов в питающем баке поддерживается при помощи датчиков 5. Система автоматизации и блокировки обеспечивает автоматическую остановку станции и может быть использована для остановки тестомесильной машины в случае отсутствия какого-либо компонента. 59 Рис. 3.24. Дозатор жидких компонентов Ш2-ХДБ Диапазоны дозирования жидких компонентов за 6 сливов (в литрах): вода — 1 — 6; раствор соли — 0,3—1; раствор сахара — 0,3—2; жир — 0,3—2,7; дрожжевой концентрат — 0,3—2. Диапазон температуры воды после дозирования — 20—50 °С. Для периодического дозирования жидких компонентов по массе используется дозатор жидких компонентов Ш2-ХДБ (рис. 3.24), который осуществляет дозирование жидкого жира, закваски, растворов соли, сахара, дрожжей, воды и других компонентов для приготовления теста. Дозатор состоит из бункера 5, подвешенного с помощью весового рычага 3 к раме 1 и предназначенного для последовательного набора заданных доз жидких компонентов согласно рецептуре и одновременного их слива через сливной клапан 6, отдельно установленного навесного ящика управления 11, в котором размещается пускорегулирующая и сигнальная аппаратура, необходимая для дистанционного управления работой дозатора и блока клапанов 7. Последний имеет шесть соленоидных клапанов, предназначенных для подачи жидкого жира, дрожжевой суспензии, закваски, раствора сахара, раствора соли и воды в количествах, предусмотренных рецептурой. На раме установлен циферблатный указатель массы 8 марки УЦК-400-ЗВД6. С помощью подвесок 2 к раме крепится рычаг, связанный тягой с циферблатным указателем массы. Для компенсации массы тары и установки стрелки циферблатного указателя в нулевое положение на рычаге размещены тарные грузы 4. Для удобства обслуживания циферблатный указатель массы VHK-400-ЗВД 6 связан дистанционной передачей с дублирующим циферблатным указателем 9, смонтированным на стойке Ю рядом с ящиком управления. С помощью последнего осуществляются задание доз и визуальный контроль находящихся в бункере дозируемых компонентов. На шкале циферблатного указателя с помощью ручек уста- н.ишивают дозы компонентов, требуемые по рецептуре, в следующей последовательности: жидкий жир, дрожжевая суспен- 1Ии, закваска, раствор сахара, раствор соли, вода. Положение киждого датчика компонентов определяется суммированием количества дозы компонента с предыдущей дозой. Дозатор может работать в двух режимах — автоматическом и ручном. Основным режимом работы является автоматический. В ручном режиме дозатор работает при проведении наладочных и регулировочных работ и в случае выхода из строя .ж соматического управления. 60 Установки для бестарного хранения вспомогательного сырья Применение установок для бестарного хранения основно- |о и вспомогательного сырья (сахар, жидкий жир, дрожжевое молочко, сыворотка) дает большой экономический эффект, поскольку ликвидируются погрузочно-разгрузочные работы и уменьшается площадь складов для хранения сырья. Бестарное хранение сахара осуществляется тремя способами: доставка в мешках с последующим растворением и храпением в емкостях; доставка бестарным способом в виде сиропа с хранением в емкостях; доставка и хранение в сухом виде в специальной установке. Специальная установка для хранения сахара в сухом виде (рис. 3.25) функционирует следующим образом. Сахар посту- пиет в мешках или сахаровозах 1, шнеком 2 засыпается в 1мшмак нории 3 и подается при помощи нории и шнека 4 в емкости для хранения 5. Из последних питающим шнеком 6 и норией 7 сахар подается в бункер автовесов 8, которые перемещаются по рельсам и дозируют сахар в одну из тестомесильных машин или емкостей для растворения 9. Очистка от мегаллопримесей происходит при помощи блока магнитов, установленного в головке нории. Рис. 3.25. Установка для хранения сахара в сухом виде Бестарное хранение дрожжевого молока позволяет полностью механизировать все операции по хранению и подготовке дрожжей к пуску на производство. Кроме того, на дрожжевом заводе отпадает необходимость в прессовании и упаковке дрожжей. Для приемки и бестарного хранения дрожжевого молока на хлебозаводе используется специальная установка (рис. 3.26). Дрожжевое молоко доставляют на хлебозавод в термоизолированных цистернахмолоковозах 7, откуда оно самотеком поступает в приемные емкости 8, в которых поддерживается температура от О °С до 4 °С. Приемные емкости снабжены водяными рубашками и мешалками. Из приемных емкостей дрожжевое молоко идет в расходную 61 емкость 7, насосом 6 по трубопроводу 5 подается в производственные емкости 4, фильтруется через сетчатый фильтр, установленный на расходном трубопроводе, поступает в бачок постоянного уровня 2 и дозируется в тестомесильный агрегат 2. Для механизированной растопки маргарина, масла и других твердых жиров, поступающих в деревянных бочках или картонной таре, используется установка Т1-ХУЖ. Она состоит из бака для растапливания жира с подъемником-опрокидывателем для бочек и выдвижным нагревателем, воздушного компрессора и двух расходных баков с мешалками и подогревом. Открытую бочку с твердым жиром располагают на платформе с помощью подъемникаопрокидывателя и закрепляют 7 62 В канализацию Рис. 3.26. Установка для бестарного хранения дрожжевого молока i исциальным приспособлением. Подъем бочки и установку ее МИЛ загрузочным отверстием аппарата против выдвижного по- лпгревателя, который, соприкасаясь с твердым жиром, рас- шлиляет его, осуществляют подачей сжатого воздуха в цилиндр подъемника. Расплавленный жир поступает в емкости ДЛИ хранения. Постоянная температура хранения и перемеши- млние обеспечивают его однородность. Для предотвращения Истывания жира трубопроводы обогреваются паром. Для бестарного приема, хранения и перекачивания жидко- |и жира, поступающего на предприятие, используется уста- иопка Т1-ХУБ. Она состоит из двух баков с мешалками и подогревом для хранения жира, устройства для перекачивания и днух расходных баков, также с мешалками и подогревом. Жидки ii жир доставляют на хлебозавод в автоцистернах, откуда перекачивают в баки для хранения (температура 40—45 °С). Правила безопасности труда К обслуживанию дозировочных устройств и оборудования для подготовки сырья производственный персонал (слесарей- механиков и электриков) допускают только после ознакомления с действующей инструкцией. Необходимо помнить: соприкосновение с токоведущими частями, находящимися под напряжением, представляет собой в условиях хлебозавода (повышенная температура и влажность) большую опасность. Площадка обслуживания должна быть чистой и освобожденной от посторонних предметов. Ремонтные работы проводятся только при выключенном дозаторе и застопоренном весовом рычаге. Дозаторы, стаканы из органического стекла, воздухоотводные трубки, сливные воронки и коллектор очищаются не реже одного раза в 5—7 дней. Перед чисткой бак освобождается от жидкости, а дозаторы демонтируются; при проведении санитарной очистки обязательно выключается сетевой выключатель на ящике управления. По окончании каждой смены производится чистка наружных поверхностей дозатора от мучной пыли и других загрязнений. Внутренняя поверхность бака станции промывается ежедневно. Перед промывкой краны на питающих и сливном трубопроводах закрываются. Работа весоизмерительной системы, плавность хода весового рычага, точность дозирования, корректировка датчика нулевого положения проверяются один раз в месяц. Профилактический ремонт и поверка метрологических характеристик — один раз в год. Контрольные вопросы и задания Для чего предназначены дозаторы сыпучих компонентов? Назовите способы дозирования воды. В каких случаях применяют непрерывный и периодический способ дозирования воды? Какие существуют солерастворители? Назовите наиболее прогрессивный способ хранения и подготовки к производству соли. Объясните предназначение и принцип действия заварочных машин. Что собой представляют автоматические дозировочные станции непрерывного и периодического действия? Какие существуют способы бестарного хранения сахара? В каких случаях применяют каждый из способов? Какие установки используют для растворения сахара? Укажите принцип их действия. Какие дозаторы используют для дозирования опары и густой закваски? За счет чего увеличивается или уменьшается дозировка? ОБОРУДОВАНИЕ ДЛЯ ЗАМЕСА И БРОЖЕНИЯ ТЕСТА Щамес теста заключается в смешивании муки, воды, дрож- Ifcrft, соли, сахара и других компонентов в однородную массу, придании ей необходимых физических и механических tиойств, а также в насыщении воздухом с целью создания ■ЮГоприятных условий для брожения. Существует два способа приготовления теста: порционный и непрерывный. Для п о р ц и о н н о г о замеса применяются тестомесильные машины периодического действия, замешивающие отдельные порции I»*» гл через определенные промежутки времени; для н е п р е р ы в н о г о — машины непрерывного действия, где дозировсырья, замес и выгрузка теста происходят непрерывно (попито). Преимущества непрерывного способа замеса и приготовлении геста состоят в повышении производительности труда, фошании предпосылок для обеспечения параметров теста на «ил.шном уровне. Непрерывные процессы проще автоматизируются. При порционном замесе легко регулируется техноло- шчсский режим, исправляются ошибки в замесе и приготов- МНИи теста, осуществляется переход от выработки одного I'hii.i изделия к другому. (амес теста может производиться с различной интенсив- •кн гью механической обработки теста в месильной машине. При интенсивном замесе химический состав теста и его свой1И.1 близки к выброженному тесту, поэтому он применяется мри ускоренных способах тестоприготовления, особенно для Пупочных и сдобных изделий. Оборудование для замеса теста Тестомесильные машины периодического действия выпустимся со стационарно закрепленными и подкатными дежами К машинам со стационарно закрепленными дежами 64 отно- Глава 4 65 <) делительно-укладочные машины — для деления и ук- III/IKH тестовых заготовок. ки «Вверх» включают привод. Каретка с площадкой поднимав ется вверх, ролик попадает в паз головки, и площадка с дс« жой поворачивается на 110 °. При помощи верхнего конечной го выключателя выключается привод. Тесто выгружается из дежи. Нажатием кнопки «Вниз» каретка возвращается в исходное! положение. Привод выключается при помощи нижнего конем» ного выключателя. Открывают ограждение, нажимают на neJ даль, отпускающую пружинный фиксатор, и выкатывают дежу. Для нормальной работы необходимо накатывать дежи II;I площадку дежеопрокидывателей осторожно, без ударов и до | упора. Перед работой проверяют закрепление дежи на подъем^ ной площадке. н Тестоспуски Тестоспуск (рис. 5.2.) предназначен для приема и перемер щения теста к делительной машине. Он представляет собой металлический бункер с наклоном к горизонтальной плоско-1 сти не менее 45 ° для хорошего вытекания теста; обслуживает! одну или несколько тестомесильных машин. Тестоспуск состоит из бункера 2 с приводом 3, в верхней части форма бункера прямоугольная, в нижней — усеченный конус, имеющий наклонное от-1 верстие. Последнее перекрывает-1 ся наклонной заслонкой 8, ко-1 торая перемещается в направля-1 ющих 1 при помощи ходового I винта 4. К заслонке приварена труба 7 с двумя упорами 6, воздейству- ■ ющими на конечный выключа-1 тель 5, который работает в схеме ■ с двумя металлическими датчиками-стержнями, установлен- j ными в приемной воронке тес- тоделителя. При достижении тестом верхнего уровня в приемной воронке тестоделителя датчик- стержень замыкает цепь питания электродвигателя, который приводит в движение ходовой винт. Последний опускает заслонку до тех пор, пока упор не нажмет на |м точный выключатель и не отключит питание от электро- мин i ателя. Заслонка опускается и перекрывает выпускное от- ■и'рстие тестоспуска. Мри снижении уровня теста в приемной воронке тестоде- Иинеля нижний стержень освобождается и включает электро- /ншгатель. Заслонка поднимается до тех пор, пока упор не наймет на ролик конечного выключателя. Тесто из тестоспуска (mi гупает в приемную воронку делителя до тех пор, пока не йимкнется верхний стержень и не включится привод на опустите воронки. Далее технологический цикл повторяется. Классификация тестоделительных машин I естоделительные машины служат для отделения кусков Они паковой массы от всего количества теста или разделения ♦ирлнее взвешенных кусков на несколько равных частей. Гестоделительные машины подразделяются на три группы: тестоделители — для деления теста на куски определенной массы; делительно-формующие машины — для деления и фор- Мпиания тестовых заготовок (делительно-округлительные, дени ельно-закаточные и др.); Основным качественным показателем работы тестоделии.пых машин является точность массы кусков теста. Допускаемое отклонение от нормы составляет +-2,5%. 11о способу отмеривания объемов кусков теста тестоделите- 'IH классифицируются на: отсекающие куски теста от жгута мри выходе его с постоянной скоростью; разделяющие тесто на Куски с помощью мерных карманов; штампующие куски заушного объема из общей, заранее отмеренной порции теста. Мо способу предварительного сжатия теста тестоделители и |ится на машины со шнековым, валковым, поршневым, ишлстным, пневматическим и комбинированным нагнетанием теста. Шнековое нагнетание применяют при делении тема из ржаной, ржано-пшеничной муки, пшеничной обойной, пшеничной муки второго сорта, а поршневое, валковое, юпастное и пневматическое нагнетание — из пшеничной муки первого и высшего сортов. 11о способу кинематической связи делительного механиз- ч,1 с общим механизмом машинытестоделители могут быть i фиксированным и нефиксированным ритмом отделения I \ |'ков теста. В первом случае механизм работает с постоян7Q ным заданным ритмом в определенной последовательности о| остальными рабочими органами машины; во втором — каж-; дый кусок теста отделяется по достижении им заданных параметров (объем, длина, масса), а затем включается механизм, отделяющий кусок теста. Машины с фиксированным ритмом работают с постоянной производительностью, машины с нефиксированным ритмом обеспечивают более высокую точность! деления заготовок. Из-за непостоянства производительности: машин с нефиксированным ритмом работы их применение м автоматизированном производстве ограничено. Тестоделительные машины, отсекающие куски теста от жгута (рис. 5.3, а), имеют валковое и шнековое нагнетание теста. Их применяют для деления на куски теста из ржаной, ржанопшеничной, пшеничной обойной муки и пшеничной муки! второго сорта. Машины с нефиксированным ритмом работы! оборудованы специальным стабилизатором давления (им являются нагнетающие механизмы — шнеки, валки). Из приемной воронки 1 тесто захватывается одним или двумя шнеками 2 и проталкивается через мундштук 3 наружу в виде жгута, от которого качающимся ножом 4 отсекаются куски теста! заданной массы. В тестоделительных машинах, разделяющих тесто на куски с помощью мерных карманов (рис. 5.3,6), тесто нагнетается j шнеком, валками, поршнями, лопастями или пневматически, Они могут быть с фиксированным ритмом работы и исполь- j зуются для деления теста из пшеничной и ржаной муки. Из приемной воронки 10 под действием собственной массы и питающих валков 9 тесто поступает в рабочую камеру 6 при открытой заслонке 8. Последняя, двигаясь вправо вместе] с нагнетающим поршнем 7, опережает его и перекрывает каа б Рис. 5.3. Тестоделительные машины: а — отсекающие тесто от жгута; б — разделывающие тесто на куски с помощью мерных карманов 65 4 меру. Поршень, сжимая пружину 2, нагнетает тесто в мерный карман 5делительной головки 1 и перемещается вправо. Дели- гсльная головка поворачивается на 90 0 и перемещает поршень 3 в мерном кармане, выталкивая кусок теста на транс- ■ портер 4. Затем делительная головка возвращается в исходное I положение, и цикл повторяется. Тестоделительные машины со шнековым нагнетанием теста Тсстоделительные машины со шнековым нагнетателем те- I era используются для деления 80 пшеничного теста с высокой книжностью, ржаного и ржано-пшеничного теста на заготовки массой 0,3—2 кг. Они имеют один или два нагнетающих шнека с параллельными осями и с постоянным или уменьшенным в сторону нагнетания шагом. Тесто разделяется на куски с помощью мерных карманов. Па хлебозаводах широко применяются тестоделительные машины «Кузбасс», РЗ-ХРС, ТП1, ХДМ-2М, ТД-30 и дени ель-укладчик ШЗЗ-ХДЗ-У. Тестоделительная машина «Кузбасс» (рис. 5.4) предназначена для деления теста из ржаной, ' ржано-пшеничной и пшеничной муки. Ее модификациями являются: «Кузбасс-68-2М», Кузбасс-2М-1, «Кузбасс-2М-2». Тесто поступает в воронку 1 машины, захватывается шнеком 7 и нагнетается в мерный карман делительной головки 5, имеющий угловой отвод 6. При этом поршень делительной I Головки, состоящий из двух плавающих поршней 8 и 12, 81 соединенных винтом 77 с амортизационной пружиной 9, находится в крайнем нижнем положении. Затем делительная головка поворачивается на 180 ° и останавливается. Шнек, вращающийся непрерывно, продолжает нагнетать тесто, которое давит на поршень делительной головки, и последний перемещается в крайнее положение: кусок отмеренного теста выталкивается поршнем на транспортер 4, а мерный карман заполняется новой порцией теста. Для предотвращения выпадения поршней из мерного кармана установлены шпильки 10. Масса тестовой заготовки регулируется изменением объема мерного кармана за счет сближения и раздвижения плавающих поршней. Тестоделитель для удобства перемещения имеет катки 3, привод осуществляется от электродвигателя 2. Шнековые тестоделительные машины РЗ-ХРС и ТП-1 аналогичны по конструкции и принципу действия машинам «Кузбасс». Тестоделительная машина ХДФ-2М также аналогична тестоделительной машине «Кузбасс», но для нагнетания теста установлены два ленточных шнека. Тестоделитель-укладчик ШЗЗ-ХДЗ-У (рис. 5.5) используется для деления теста и автоматического укладывания заготовок в формы люлек расстойного шкафа. Он устанавливается непосредственно на посадочную часть каркаса расстойно-печ- ного агрегата над расстойной люлькой; перемещается по раме с направляющими так, чтобы поставленный на направляющие тестоделитель при перемещении укладывал куски теста по всему фронту расстойной люльки (от первой до последней формы). Тестоделительная машинаГ 5 шнекового типа установлена на станине /и состоит из корпуса с приемной воронкой Тм ленточным шнеком ^делительной головки: 2 с приводным валом. Приемная воронка 7 и корпус выполнены из нержавеющей стали. Укладчик-делитель передвигается по раме, приводится в действие при помощи эл ектр од в и гател^аГ) Делительная головка имеет два барабана: наружный, выполненный из нержавеющей стали, и внутренний делительный барабан с одним эллипсообразным мерным карманом. Внутри последнего свободно перемещается поршень, изготовленный из бронзы, состоящий из двух половин, соединенных между собой двумя шестернями. Массу тестовых заготовок можно регулировать с помощью маховичка. Тесто поступает из бункера 4 В приемную воронку 3, захватывается шнеком и подается в мерный карман делительного барабана. При вращении последнего тесто постоянно заполняет объем мерного кармана. Как только мерный карман окажстся в крайнем нижнем положении, поршень под давлением непрерывно нагнетаемого теста выталкивает отмеренную Дозу, а тестом заполняется верхняя половина мерного карма- пн. За один оборот внутреннего барабана делительной головки отмериваются две дозы теста. Возвратно-поступательное перемещение укладчика-делителя осуществляется с помощью непрерывно движущегося цепного конвейера. Делитель-укладчик передвигается вдоль люльки по направляющим рамы, усни ювленной над передней зоной люлечного конвейера рае- c. гойного шкафа агрегата, и при делении теста на куски укла- нЫвает их в формы. После отрезания последнего куска сраба 82 тывает выключатель, делитель-укладчик перемещается в левую сторону (холостой ход) и движение прекращается. Производительность делителя-укладчика составляет 30 шт./ мин, масса куска теста — 0,45—1,2 кг. Для пуска машины ручка пакетного выключателя «Цепь управления» на щите управления устанавливается в положение «Включено». Дальнейшая работа делителя-укладчика происходит автоматически. Тестоделительные машины с валковым и поршневым нагнетанием теста Тестоделительные машины с валковым нагнетанием предназначены для деления теста из загрузочной воронки и подачи его в нагнетательную камеру, благодаря непрерывно или периодически вращающимся валкам. К тестоделительным машинам с валковым нагнетанием теста относятся машины РЗ-ХДП, РЗ-ХМД, РТ-2, РТ-201, Ш-24-ХДА. Все они имеют аналогичную конструкцию и принцип действия. Тестоделительная машина РЗ-ХДП (рис. 5.6) предназначена для деления теста из высших сортов пшеничной муки на равные куски массой 0,04—0,34 кг. Она состоит из станины 7, камеры нагнетания 4, откуда тесто подается двумя валками 5 в цилиндрический карман делительной головки 6. При повороте последней на 180 ° тесто под давлением поршня выдавливается и, подхватываемое отрезным валиком сбрасывается на движущийся транспортер 2. За один оборот делительной головки отмеривается два куска теста. Производительность составляет 40—65 кусков в минуту. ние. 5.6. Тестоделительная машина РЗ-ХДП Тестоделительные машины с поршневым нагнетанием теста служат для деле Рис. 5.5. Тестоделитель-укладчик ШЗЗ-ХДЗ-У 83 Рис. 5.7. Тестоделительная машина РМК-60 ция пшеничного теста высшего, первого и второго сортов крупных и мелких масс. Нагнетание теста в мерные карманы делительной головки производится нагнетающим поршнем, который движется воз- ирлтно-поступательно. Наиболее широко распространены машины РМК-60 и «Кооператор». Тестоделительная машина РМК-60 (рис. 5.7) состоит из привода 7, станины и приемной воронки 6. Из последней тес- го под действием собственной массы поступает в рабочую камеру 7, а затем поршнем 4 с пружинным стабилизатором дав- нения 2 и подающим механизмом 3 нагнетается в мерные карманы 11 делительной головки 8. Во время рабочего цикла поршень и задвижка 5 начинают одновременно двигаться вправо, вытесняя часть теста из рабочей камеры в приемную воронку. Задвижка движется быстрее и, обгоняя поршень, перекрывает отверстие, отделяя рабочую камеру от приемной воронки. Поршень, продолжая движение, нагнетает тесто в мерные карманы делительной го- ловки. Последняя, непрерывно вращаясь, занимает положение, при котором поршни 9 выталкивают из мерных камер 36S куски теста. Рифленым валиком 10 тесто сбрасывается на ленточный транспортер 12. При дальнейшем вращении делитель-] ной головки поршень и задвижка отходят назад. Цикл работы машины повторяется. Для надежного заполнения мерных камер тестом делительная головка вращается с переменной скоростью, которая замедляется на позиции нагнетания теста в мерные камеры. Регулирование необходимой массы кусков теста производится регулировочным винтом в результате соответствующего поворота вала с выталкивающими рычагами. Производительность такой тестоделительной машины составляет 54 куска в минуту при трех мерных карманах. Масс;) тестовых заготовок — 0,05—0,2 кг. Тестоделительная машина «Кооператор» применяется для деления теста из ржаной, ржанопшеничной и пшеничной муки на куски массой 0,05—2,5 кг. Имеет тестоделительную головку со сменными поршнями для различных масс изделий. Тестоделительные машины с лопастным нагнетанием теста и штампующие равные части из кусков равного объема Тестоделители с лопастным нагнетанием теста предназначены для деления пшеничного, ржаного и ржано-пшеничного теста на заготовки массой от 0,2—0,4 кг до 1,2—3,4 кг. Производительность машин — 8—60 кусков в минуту. Нагнетание теста осуществляется вращающейся или качающейся лопастью. В настоящее время серийно выпускаются тестоделите- j ли А2-ХТ1-Н. Тестоделители изготавливаются четырех модификаций ХТ1-Н, А2-ХТ1-Н-02 и А2-ХТ1-Н03. Тестоделительная машина А2-ХТ1-Н (рис. 5.8) является модернизацией конструкции тестоделителя А2-ХТН, который в настоящее время промышленностью не выпускается, но эксплуатируется на многих хлебозаводах. Состоит из основания 6, станины 7, установленной на верхней плоскости основания, в которой расположены механизмы, передающие движение ротору 28, делительной головке 8, заслонке 27, сбрасывателю 19. К станине крепится тестовая камера 9 с расположенными в ней ротором, двумя лопастями 29 и заслонкой, закрываемой крышкой 10. Над тестовой камерой установлена приемная воронка 11 с датчиком уровня 12. 86 Рис. 5.8. Тестоделительная машина А2-ХТ1-Н С тестовой камерой связан козырек 26, охватывающий де- нительную головку 8. В корпусе 17 головки расположена гиль1 21, внутри которой находится поршень, состоящий из двух ршдвижных головок 20 и 25 с винтами, связанными стенкой 04 22. Механизм раздвижения головок зак-1 лючен в корпус 24 и состоит из конической зубчатой пары и втулки 23. К делительной головке примыкасч сбрасыватель со скребком 18. В корпусе 1 двухканальной головки имеются дно I гильзы, в каждой из которых разме-1 щено поршневое устройство. Транспортер 4 имеет индивидуаль-1 ный привод. У машин А2-ХТ1-Н, А2-1 ХТ1-Н-01 и А2-ХТ1-Н-02 транспортер I состоит из двух ветвей 1 и 5, снабжен I устройством 2 для обдувки тестовых I заготовок и прижимным Рис. 5.9. устройством I 3 для устранения скатывания заго-1 товок малой массы. Тестоделительная машина, штампующая Транспортер 14 машины А2-ХТ1-Н-03 имеет одну ветвь 15 и мукопосыпа-1 равные части теста из тель 16. 4 кусков равного объема Деление теста производится по объемному принципу. Ич I приемной воронки тесто поступает в тестовую камеру и лопа-1 стью вращающегося ротора перемещается в сторону заслонки, которая взаимодействует с другой лопастью ротора, обра-1 зуя зону нагнетания. При непрерывном встречном движении ротора и заслонки тесто нагнетается в мерный карман враща-И ющейся делительной головки. При повороте делительной го-1 ловки на 180 0 тесто нагнетается в мерный карман с противо-И положной стороны, перемещает поршень до упора; при этоми происходит выталкивание ранее отмеренной тестовой заготов-Я ки, которая отделяется вращающимся сбрасывателем и падает 1 на ленту транспортера. Скребок очищает сбрасыватель от при-1 ставшего теста. Массу заготовок регулируют изменением объема мерного ■ кармана (раздвигают или сближают головки поршня). Управ-1 ление осуществляется с пульта 13. Производительность 20—601 шт./мин. Тестоделительные машины, штампующие равные части тес-1 та из кусков равного объема (рис. 5.9), делят периодически отвешиваемый и укладываемый в чашу кусок теста на равные I по объему кусочки мелкой массы. Кусок теста укладывается в чашу 1, при помощи рукоятки 4 опускается прижимная плита ■ 2 со штампующими ножами 3, которые разрезают тесто на I мелкие кусочки. в 88 Тестоокруглительные машины Куски теста после деления имеют неровную поверхность и неправильную форму. Для переработки кусков теста и придания им необходимой формы применяют тестоформующие машины, последние придают шарообразную, цилиндрическую и in специальную форму. Для придания кускам шарообразной формы используются |1ч:гоокруглительные машины, при выпечке круглых подовых И Щелий округление является операцией окончательного фор- Моиания теста. При производстве теста многих видов изделий из пшенич- iinii муки округление — промежуточная операция, после ко- юрой следуют предварительная расстойка и окончательное формование. Процесс округления теста заключается в проработке тесто- Hi.ix заготовок для создания однородной структуры — равномерного распределения и частичного удаления пузырьков газа, Получения однородной гладкой газоудерживающей оболочки. При этом поры на поверхности теста закрываются, и газопроницаемость поверхностного слоя заготовки уменьшается. Примите куску теста круглой формы способствует оптимальному протеканию процесса расстойки и дальнейшей обработке тес- 10И0Й заготовки. Тестоокруглительные машины подразделяются на три ос- Мовпые группы: с вращающейся конической несущей поверхностью; с прямолинейно движущимся несущим органом; с плоскопараллельным движущимся несущим органом. 11аиболее широкое распространение получили тестоокруг- |||пельные машины с конической несущей поверхностью 9Т1- XI H, Т1-ХТС, КУМ-2000, «Восход ТО-04». Тестоокруглительная машина Т1-ХТН (рис. 5.10) состоит из корпуса 77 с конической чашей 4, приводимой в движение от шектродвигателя 9 через клиноременную и червячную перегну. Червячное колесо 10 закреплено на ступице <? конической чаши, неподвижная формующая спираль 5 — на верти- к;пп>ной оси 7. Регулирование червячной передачей произво- 111 гея при помощи гайки 6. Спираль устанавливают в месте иыхода заготовки с помощью неподвижного диска 3 с шест- нл/щатью отверстиями, в которые входит фиксатор 2 спирали. Дня регулирования зазора между неподвижной спиралью и прлщающейся чашей служит винт 7. Для предотвращения залипания тестовые заготовки при округлении обдуваются воздухом, поступающим из воздухоот- иодов. Рис. 5.10. Тестоокруглительная машина Т1-ХТН Куски теста поступают от тестоделителя по транспортеру, падают на дно чаши, захватываются ее несущей поверхностью и приобретают круглую форму, перемещаясь по спиральному желобу на выходе из округлителя. Предусмотрены дв скорости чаши; производительность составляет 63 кус./мин, масса округляемых кусков — 0,2—1,1 кг. Тестоокруглительная машина Т1-ХТС (рис. 5.11) может использоваться как самостоятельная машина в линии разделки или совместно с делителем A2-XJ12-C9 на одной станине и представлять в комплексе делительно-округлительный автомат. Он состоит из корпуса 75, вертикальной неподвижной оси неподвижного спирального формующего желоба 7, загрузочной воронки 3, вращающейся конической чаши 9, приводимой в движение от электродвигателя 2 при помощи клино89 ременной передачи и червячной пары 3. Червячное колесо 14 закреплено на ступице 77 в конической чаше. При помощи гайки 10 осуществляется регулировка специальной пары округлителя. Для установки неподвижной спирали в месте выхода заготовок из машины имеется неподвижный диск 6, с тридпатью шестью отверстиями, в которые входит фиксатор 5 спирали. Для регулировки зазора между спиралью и внутренней несущей чашей предусмотрен винт 4; для предотвращения шлипания теста при округлении — обдувка воздухом, который подается через приемный патрубок 1 и три расходных патрубка 8. Куски из тестоделителя через загрузочную воронку падают на дно чаши, подхватываются несущей поверхностью чаши, обкатываются по желобу и выдаются из округлителя для дальнейшей обработки. Тестоокруглитель Т1-ХТС имеет следующие преимущества: спиральный формующий желоб выполнен из чугуна; конст 11 10 90 рукция привода обеспе чивает бесшумную на дежную работу машины и удобство в эксплуата ции; применена нова система обдувки возду хом; обеспечены дн ступени скорости вра шения конической ча ши и полная совмести мость с делительно формующим агрегатом A2-XJI2-C9. Произво дительность машины до 100 кусков в мину ту; масса округляемых кусков теста — 0,055— 0,22 кг. К тестоокруглитель- ным машинам с прямолинейно движущимся несущим органом относятся пластинчатые и ленточные машины, в которых округление происходит при перемещении куска теста по неподвижной поверхности между движущимися в противоположном направлении с различной скоростью пластинчатыми или ленточными транспортерами. В тестоокруглителе фирмы «Полин» округление куска теста осуществляется при его перемещении между двумя ленточными транспортерами, расположенными под углом друг к другу. Угол и ширина канала между транспортерами могут регулироваться в зависимости от массы кусков теста, поступающих в машину. Для изменения продолРис. 5.12. Тестоокруглительная машина КУМ-2000 июльности округления регулируются скорости формующих ф.шспортеров. Для подсыпки теста мукой используется муко1ЮЦСЫПНИК. Тестоокруглительные машины с плоскопараллельным движением несущего органа имеют несущие и формующие органы , выполненные в виде дисков, желобов и колпачковых поме рхностей. Тестоокруглительная машина КУМ-2000 (рис.5.12) состоит п I корпуса 1, желоба 3, опоясывающего конус 2, обшивки 5, и,шели управления 8. Для удобства перемещения машины слу- *.и колеса 6. Для предотвращения прилипания тестовых заго- юиок служит механизм встряхивания 7, подающий муку на желоб. Остатки муки собираются в бункере для сбора муки 9. Конус и рабочее колесо вентилятора приводятся в движение При помощи привода 4. вращательное движение конуса перемещает тестовую заго- юнку по желобу. В результате такого процесса происходит обитание тестовой заготовки и ей придается округлая форма. Масса обрабатываемой заготовки — 150—160 г, техническая производительность — 2000 шт./ч. Тестозакаточные машины Тестозакаточные машины предназначены для придания кус- K,IM теста цилиндрической формы, проработки теста для со- l/iiiiiия поверхностной пленки и получения более равномерной пористости мякиша за счет распределения газов в куске iccra. Машины для закатки ржаного (рис. 5.13, а) и пшеничного Гсста (рис. 5.13, б) значительно отличаются, поскольку тесто и I ишеничной муки обладает большей упругостью и эластичностью. Закатку кусков ржаного теста производят в зазоре между диижущейся лентой 1 и неподвижной доской 2 или между дпижущимися бесконечными лентами 3 и 4, перемещающимися одна относительно другой. При формировании теста из пшеничной муки округленный кусок сначала раскатывается в блин с помощью одной ими двух пар валков 1 к 2, вращающихся навстречу друг дру- IV. Затем при помощи гибкого фартука с грузом 3 или рифленого закатывающего валка 4 кусок теста завертывается в ру- юп. Последний прокатывается (для придания формы батона) при помощи барабанов 5 с установленными под ними форму- 92 Рис. 5.13. Тестозакаточные машины: а — для формования ржаного теста; б — для формования пшеничного теста ющими неподвижными кожухами 6 или при помощи ленточных транспортеров 7 с установленными над ними неподвижными плитами 8. Придание тестовым заготовкам формы батона без раскатки в блин ухудшает структуру мякиша, его пористость и однородность. При прокатке между двумя парами валков качество продукции наиболее высокое, так как пористость мякиша на 2% выше, чем в изделиях без прокатки между валками, и на 1% выше, чем в изделиях при прокатке между одной парой вал ков. В хлебопекарной промышленности используются барабанные и ленточные закаточные машины. Наибольшее распространение получили ленточные закаточные машины Т1-ХТ2-3 и Т1-ХТ2-3-1, И8-ХТЗ, УЗМ-2000. Тестозакаточная машина Т1-ХТ2-3-1 (рис. 5.14) служит для закатки тестовых заготовок массой 0,055—0,22 кг, Т1-ХТ2-3-1 — 45—1,1 кг. Устройство и принцип их действия аналогичны. Основными частями тестозакаточной машины Т-ХТ2-3-1 являются подающий транспортер 13, станина 18 с приводом, раскатывающие валки 14, 15, 16, 17, решетка 6. Зазор между раскатывающими валками можно изменять при помощи механизмов регулирования при перемещении валков 15, 17. Машина имеет дополнительный прокатывающий валок 11, регулируемый рукояткой 10. 11ентрующее устройство 9 служит для точного направления Ичтовых заготовок. Формующая доска 2 и закатывающий транспортер 4 прикрепляются к несущему транспортеру 3 с помо- IUI.IO стержней. Для обработки торцов тестовых заготовок служит направляющие 5, закрепленные на транспортере. В передней части расположен приводной барабан 7. Все рабочие органы машины покрыты антиадгезионным покрытием, предотвращающим прилипание теста. Для сохранения анпмдгезионного покрытия применяется обдувка воздухом, ко- Горый подается через насадки 7, 8, 12. Гестовые заготовки поступают на подающий транспортер, Слегка расплющиваются валком и центрующим устройством, а иггем направляются в зазор между раскатывающими валками, раскатываются в блин и движутся по ленте несущего транспортера. Продвигаясь под решеткой, блин сворачивается в ру- к >п, который, перемещаясь между лентами несущего и зака- ГЫнаюшего транспортеров, уплотняется и удлиняется, а кон- нм его заглаживаются направляющими. Под формующей доской заготовка приобретает окончательную форму и размеры. При необходимости машина может работать как обычный Транспортер: заготовка перемещается от округлителя, не изменяя формы. Для этого формующие валки раздвигаются на предельную величину, а закатывающий транспортер и формующая доска поднимаются до предела. Производительность машины Т1-ХТ2-3 — 100 шт./мин, Т1-ХТ23-1-3 — 65 шт./мин. Тестозакаточная машина И8-ХТЗ (рис. 5.15) состоит из подающего транспортера 5 (каркас и закрепленный на нем на тяжной барабан 6), раскатывающих валков 4 и закатывающего транспортера 2 (каркас, приводной 3 и натяжной 1 барабаны, транспортерная лента). Несущий транспортер 9 крепится к станине консольно с помощью четырех болтов. Две формующие доски устанавливаются на несущем транспортере с помощью механизма подъема, который позволяет плавно регу лировать расстояние и угол наклона. Направляющие /закреплены на несущем транспортере. Расстояние между ними регу лируется винтами 8. Для направления тестовых заготовок слу жит центрирующее устройство. Тестовая заготовка поступает на подающий транспортер, проходит под валком и слегка расплющивается. Двигаясь меж ду щеками центрирующего устройства, она направляется и щель между вращающимися валками. Минуя последовательно верхнюю и нижнюю пары раскатывающих валков, заготовка раскатывается в блин толщиной 6—14 мм (в зависимости от массы), который ложится на ленту несущего транспортера. Пол гибкой решеткой блин сворачивается в рулон и направляется в щель между несущим и закатывающим транспортерами, которая уменьшается в направлении движения заготовки. Про двигаясь дальше и одновременно вращаясь вокруг своей оси рулон закатывается, а его торцы при помощи направляющих заглаживаются. Образованная заготовка (цилиндрической фор мы) поступает под формующую доску, где получает оконча 96 Гсльную форму и размеры, а затем несущим транспортером Подается на следующую машину в тесторазделочной линии. Тестозакаточная машина УЗМ-2000 (рис. 5.16) состоит из корпуса 1, на котором установлены элементы кинематической Схемы, обшивки 3, привода 2, опорных колес 8, подающего кчпочного конвейера 4, системы формующих валков 5, лотки 7, ленточного конвейера, окончательной формовки 6, механизма встряхивания, органов управления. Система формующих валков, состоящая из пары валков предварительной рас- к.мки и пары валков окончательной раскатки, значительно уисличивает пористость мякиша, что позволяет получить качественную тестовую заготовку и впоследствии готовое изделие. Схема работы машины УЗМ-2000 следующая: округлая те- С юная заготовка попадает на ленточный конвейер и подается m i я раскатки к волкам, формируется «блин» толщиной от 5 до М мм, далее, проходя под гибкой формующей цепью, тесто- II,г,I блинообразная заготовка скатывается в трубочку, после- дующее прохождение тестовой заготовки между формующими и н итами и ленточным конвейером окончательно формирует пролоиговатую форму тестовой заготовки для батонных изделий. Машина УЗМ-2000 рекомендуется к эксплуатации в комплекте с тестоокруглительной машиной КУМ-2000 и машиной предварительной расстойки АДМ-2000, а также с обору/юпанием подобной производительности. Масса обрабатываемой заготовки составляет 150—600 г, техническая производи- it' и ьность — 2000 шт./ч. f 1,1 к us 97 Применяются для выработки специальных сортов хлебобулочных изделий: рогаликов, батонов особых, сдобных изделий и т.д. Для формования батонов особых используются машины фирмы «Полин» (рис. 5.17) для резки и формовки с автоматической укладкой батонов в формы. Тесто по транспортеру 1 поступает в приемную воронку 2 тестоделительной машины, валками раскатывается в пласт одинаковой толщины и величины, делится на куски и по ленточному транспортеру подается в закаточную машину 3 для закатки в рулон и формовки. Сформованные заготовки автоматически укладываются в формы 4, которые поступают по транспортеру из накопителя. Машина может формовать не только длинные батоны, но 5.9. и Тестоформующие небольшие батонообразные изделия, для чего в тестоделителе машины специального назначения устанавливается дополнительное устройство для резки пласта теста поперек на равные куски. Для формования рогаликов используется тестоформующая машина РМ-80 (рис. 5.18). Она состоит из передвижной на четырех колесах 1 станины 4 с размещенным в ней приводом. На станине смонтирована формующая головка, которая представляет собой раскаточнозакаточное устройство, состоящее из правой и левой щек, верхнего 13 и нижнего 9 раскатывающих барабанов, захватывающего рифленого барабана 11 и приемной воронки 12. У двух закатывающих транспортеров (верхнего 20 и нижнего 22) фетровые ленты движутся навстречу друг другу. Лента верхнего транспортера огибает приводной барабан 21 и эксцентриковый валик 15 и поддерживается в Рис. 5.17. Машины для резки, формовки с автоматической укладкой батонов особых в формы (фирма «Полин») натянутом положении двумя валиками 19, снабженными регулировочными ручками 18\ лента нижнего — 13 14 15 16 17 18 19 18 20 21 приводной барабан 23, передний валик 14 и натяжной валик 5. Щеки соединены тремя стяжками. На верхней стяжке 17 расочистки верхнего нижней стяжке 7 крепится тестовых заготовок, не танные заготовки очистки нижнего между щеками установлен приводится в движение от клиноременную передачу 3. осуществляется с помощью положен скребок 16 для раскатывающего барабана. К приемный лоток 6 для приема прошедших закатку. Закапоступают в лоток 24. Для раскатывающего барабана нижний скребок 8. Машина электродвигателя 2 через Управление работой машины кнопочной станции 10. Кусок округленного теста воронку, с помощью барабана попадает в зазор раскатывающими удлиненный блин. движении упирается в ленту, захватывается ее движется с большей рулон. подается в приемную захватывающего рифленого (0,7—0,8 мм) между барабанами и раскатывается в Передний конец блина при верхнюю транспортерную нижней частью, которая скоростью, и заворачивается в Рис. 5.18. Машина для формования рогаликов РМ- Расстояние между верхней и нижней транспортерными лентами к выходу заготовки увеличивается, что предотвращает сильное давление на тестовой рулон. При выходе он имеет слоистую веретенообразную форму. Для предотвращения прилипания тестовых заготовок ленты посыпают мукой с помощью верхнего натяжного валика, который выполнен желобчатым и при вращении захватывает муку из мукопосыпателя. Сформованные заготовки движутся на приемный лоток и вручную укладываются на листы. Производительность машины — 50—100 заготовок в минуту; масса тестовых заготовок 40—200 г. 99 Способы устранения налипания теста в тестоформующих машинах Одним из основных условий нормальной является эффективность методов борьбы органам машин. Во избежание налипания рабочие поверхности тесторазделочных снабжены мукопосыпателями. безаварийной работы тестоформующих машин с прилипанием тестовых заготовок к рабочим куски пшеничного и ржаного теста, а иногда и машин посыпают мукой, для чего машины Для посыпки используют муку тех же сортов, из которых приготовлено тесто. На посыпку расходуется около 1,5% муки от общего ее расхода на выработку изделий, что существенно увеличивает ее потери и снижает выход изделий. Для уменьшения или полного исключения расхода муки на разделку теста на хлебопекарных предприятиях применяются следующие приемы: обдувка подогретым воздухом рабочих поверхностей машин и тестовых заготовок или опыление их крахмалом; обработка рабочих поверхностей тесторазделочных машин синтетическими смолами, фторопластом, тефлоном и др.; использование сетчатых транспортеров с масляными ваннами для перемещения кусков теста от одной машины к другой. Наиболее широко распространена обдувка тестовых заготовок и рабочих поверхностей машин подогретым воздухом. В последнее время промышленностью выпускаются специальные ленты с фторопластовым и другими видами покрытий, а также резиновые ленты Из пищевой маслостойкой резины. Для избежания попадания посторонних предметов в тесто необходимо соблюдать следующие правила: запрещается пускать в производство упавшее на пол тесто; по окончании смены тестомес обязан провести полную уборку тестоприготовительного агрегата или тестомесильной машины с подкатными дежами; скребки и сметки следует хранить в специально отведенном месте; запрещается использовать непрошитые волосяные сметки или щетки. При пуске после ремонта тестоприготовительных агрегатов, опрокидывателей и делительных машин необходимо проверить, нет ли посторонних предметов во всех емкостях. Первые куски при делении теста следует относить к санитарному браку; 100 тесто, возвращенное в бункера с транспортеров, надо подвергать тщательному осмотру; для проверки массы готовых изделий необходимо применять циферблатные весы, а при отсутствии — настольные, при сдаче-приемке смены — проверять наличие гирь; обязательно осматривать секции форм, листы и рассто- ечные доски перед их загрузкой в целях предотвращения попаданий посторонних предметов и нагара; при обнаружении постороннего предмета в полуфабрикате (опаре, закваске, тесте и т.д.) или готовой продукции задержать его и сообщить для принятия мер мастеру или начальнику смены; перед посадкой тестовых заготовок в печь необходимо удалить с пола остатки сгоревшей муки и корок; материал для смазывания форм, тестоспусков и другого оборудования (промышленные отходы, марля и др.) должен выдаваться работающему начальником смены или бригадиром непосредственно на участке под расписку; при обнаружении на тесте пятен смазочных материалов следует немедленно ставить в известность мастера, начальника смены и дежурного слесаря для принятия мер; рабочие с бинтовыми повязками на руках, работающие с мукой и тестом, не допускаются к работе в цехе; выдаваемый в пользование рабочих мелкий инвентарь подлежит учету и передаче смене; водонапорную вышку, баки горячей и холодной воды необходимо держать закрытыми, ключи хранить у дежурного слесаря и механика завода; у тестоделительных машин в мундштуках должны быть установлены сетки; экскурсантам, посещающим предприятие, запрещается прикасаться к полуфабрикатам и готовой продукции; деревянные ящики, используемые для производственных целей, должны иметь соединения на клею, а не на гвоздях. Правила безопасности при эксплуатации оборудования для выгрузки теста из дежей, его деления и формования К обслуживанию оборудования допускаются лица, обученные методам безопасной работы и прошедшие инструктаж. На видном месте рядом с оборудованием должна быть вывешена инструкция по его обслуживанию. Регулировка и ремонт должны производиться слесарями- электриками. Оборудование должно быть заземлено, все вращающиеся части ограждены щитками. Перед началом работы на тестоспуске следует убедиться в отсутствии в бункере посторонних предметов и в чистоте его внутренних поверхностей. При необходимости, и особенно при переходе с выработки одного сорта теста на другой, скребком с длинной рукояткой тщательно счищают внутренние стенки бункера от остатков теста. Особенно тщательно вычищают направляющие бункера, в которых перемещается заслонка. Для 101 улучшения работы электродвигателя после очистки направляющие следует смазать пищевым жиром (маргарином). Так как точность работы тестоделителей зависит от постоянства уровня теста в приемной воронке, необходимо своевременно очищать от налипающего теста поверхности стержней, с помощью которых происходит включение и выключение привода заслонки. Для стабильной работы т е с т о д е л и т е л ь н ы х машин необходимо: поддерживать постоянный уровень теста в приемной воронке, что обеспечит надежное заполнение рабочей камеры и точность деления; вести общее наблюдение за машиной, периодически контролировать режим работы, следить за ее санитарным состоянием, массой куска теста и по мере надобности регулировать ее; по окончании работы тщательно очищать от теста рабочие органы с помощью деревянных скребков, промывать их горячей водой и смазывать растопленным маргарином или жидким жиром. Во время работы запрещается: ремонтировать, чистить, смазывать и регулировать машину; оставлять ее без присмотра; проталкивать тесто руками через приемную воронку в шнековую или рабочую камеру; трогать руками поверхность делительного барабана при его работе, снимать с него тесто до полной остановки; зачищать воронку тестоделителя. При повышенном шуме и вибрации, появлении напряжения на корпусе, возникновении поломок тестоделительную машину следует немедленно остановить и вызвать дежурного слесаря; при остановке машины на длительное время — выключить электропитание. Для стабильной работы т е с т о о к р у г л и т е л ь н ы х и з а к а т о ч н ы х машин необходимо следить: за равномерным поступлением кусков теста в центр приемной воронки (увеличение скорости приведет к сдваиванию, слипанию и образованию кома); за наличием муки в мукопосыпателях и регулировкой количества ее на посыпку (недостаточная посыпка приводит к прилипанию тестовых заготовок к рабочим поверхностям, а излишняя — к увеличению потерь муки и ухудшению санитарного состояния); за поступлением и температурой воздуха на обдувку (недостаток его способствует прилипанию тестовых заготовок к рабочим поверхностям машин, а излишне горячий или холодный воздух — к ухудшению расстойки теста); за формой кусков, выходящих из машины; за установкой спирали по отношению к чаше (в конических чашеобразных округлителях), поскольку неправильная установка может привести к трению и загрязнению теста, а излишний зазор — к затягиванию кусочков теста между чашей и спиралью и отрыву кусочков теста; за санитарным состоянием машин и своевременной очисткой рабочих поверхностей от налипшего теста. Контрольные вопросы и задания Какие существуют способы выгрузки теста из дежей и какое оборудование применяется для этой цели? Для чего предназначены тестоспуски и каково их устройство? Какие существуют меры по предупреждению попадания посторонних предметов при замесе и разделке теста? По каким признакам классифицируют тестоделительные машины? Назовите основные рабочие органы тестоделителей, отсекающих куски теста от жгута. Как они взаимодействуют? Назовите основные рабочие органы тестоделителей с валковым нагнетанием теста, делящих тесто на куски мерными карманами. Как они взаимодействуют? Чем отличаются машины, делящие тесто на куски мерными карманами с валковым нагнетанием, от машин такого же типа со шнековым нагнетанием теста (с поршневым нагнетанием теста; с лопастным нагнетанием теста)? Какие тестоделительные машины применяются для деления теста из пшеничной муки и из ржаной муки? Назовите правила обслуживания тестоделительных машин. и безопасности труда при эксплуатации Для чего предназначены тестоокруглительные машины? Чем отличается округление ржаного теста от пшеничного? Можно ли округлять тестовые заготовки из ржаной муки на тестоокругли- теле Т1-ХТС? Для чего предназначены тестозакаточные машины? Для каких изделий применяют тестозакаточные машины? Чем отличаются закаточные машины для теста из ржаной и пшеничной муки? Какие процессы происходят при формовке изделий из пшеничной тестозакаточных машинах? Для чего необходима раскатка в блин? муки на Каково назначение делительно-закаточных машин? Назовите их марки. Какие существуют способы предотвращения налипания тестовых заготовок к рабочим поверхностям формующих машин? Для чего предназначена машина марки РМ-80? Объясните ее устройство, принципы действия. Назовите основные правила эксплуатации и меры безопасности при работе на тестоформующих машинах. 103 ОБОРУДОВАНИЕ ДЛЯ РАССТОЙКИ ТЕСТА После округления теста предусматривается его предварительная расстойка, а после формования перед посадкой в печь — окончательная расстойка. Если куски теста после округления не подвергаются формованию, то предварительная расстойка исключается. Расстойка тестовых заготовок осуществляется в конвейерных шкафах, которые подразделяются на у н и в е р с а л ь н ы е с ручной укладкой тестовых заготовок в люльки шкафа и ручной пересадкой их на под печи (для выработки широкого ассортимента хлебобулочных изделий) и спец и а л ь н ы е с механической посадкой тестовых заготовок в люльки шкафа и механизированной пересадкой на под печи (для выработки определенного ассортимента изделий). На предприятиях небольшой мощности расстойка тестовых заготовок производится на листах и в формах, установленных на вагонетки или этажерки. Автопосадчики для тестовых заготовок Глава 4 Механическая посадка тестовых заготовок в люльки рас- стойного шкафа осуществляется автопосадчиками. Для посадки тестовых заготовок круглого подового хлеба применяется автопосадчик конструкции Д.Я. Примака и ВЛ. Мо- гилянского (рис. 6.1). Он представляет собой ленточный транспортер 10, смонтированный на поворотной раме 14, которая вместе с транспортером поворачивается в цапфах 11, укрепленных на стойках. Транспортер приводится в периодическое движение от электродвигателя 2 через редуктор 1, цепную передачу 3 и однообразную муфту 5. Поворот транспортера производится отдельным приводом 13 через передачу 12, а угол его наклона регулируется изменением плеч кривошипноползунного механизма. 8. Зак. 115 10 5 Рис. 6.1. Автопосадчик конструкции Д.Я. Примака и В.Л. Могилянского Ведущий барабан транспортера соединен с рычагом 4, включающим однообразную муфту, а следовательно, и привод транспортера. На большом зубчатом колесе последнего укреплен диск 6 с упором. Число зубцов на колесе подобрано таким образом, что, когда на ленте транспортера укладывается заданное количество тестовых заготовок, большая шестерня делает оборот и упор диска включает контакт 7 пуска электродвигателя механизма наклона транспортера. Зубчатое колесо червячного редуктора, двигателя поворота транспортера, выполнив один оборот, отключает двигатель узла поворота. После возврата транспортера в горизонтальное положение упор диска 6 включает контакт 8 пуска электродвигателя привода расстойного конвейера. При одном обороте однооборотной муфты лента транспортера перемещается на заданный шаг укладки тестовых заготовок. Посадочный механизм работает следующим образом. Поступающие из округлителя тестовые заготовки попадают на шарнирно подвешенный лоток 9. Последний, наклоняясь под действием массы тестовой заготовки, нажимает на рычажную систему 15 и включает однооборотную муфту 5, которая делает один оборот и автоматически отключается — при этом ленга продвигается на заданный, заранее рассчитанный шаг размещения тестовых заготовок. При заданном числе тестовых заготовок (по количеству мешочков в люльке расстойного конвейера) включается механизм наклона транспортера (на 60— i 90 °) и тестовые заготовки скатываются в люльки расстойного шкафа. Затем транспортер возвращается в исходное положение, и цикл работы повторяется. Работа посадчика синхронизирована с работой тестодели- теля, расстойного шкафа и печи. Автопосадчик овальных тестовых заготовок (рис. 6.2) состоит из ленточного транспортера 77, расположенного параллельно люльке, роторного пятикамерного барабана 9, получающего вращение через коническую передачу 16, сбрасывающей лопасти 5 с двумя направляющими пальцами 4 и кулачково-рычажного механизма 6, 7 и 8. Посадчик приводится в [ действие электродвигателем 13 через клиноременную и цепную передачи 14 и 15. Обработанные закаткой тестовые заготовки поступают на наклонный лоток 10, по которому последовательно скатываются в карманы постоянно вращающегося барабана 9, соответствующие по размерам и форме тестовым заготовкам. Барабан снабжен двумя фартуками 3 и 11, предохраняющими заготовки от преждевременного выпадания их из карманов. Когда заготовка достигает нижнего положения, фартук 77 с помощью кулачкового диска 12 последовательно сбрасывает заготовки на беспрерывно движущуюся ленту транспортера. 106 13 14 15 65432 Рис. 6.2. Автопосадчик овальных тестовых заготовок При полном обороте барабана на ленту транспортера укладывается пять заготовок. При дальнейшем вращении барабана лопасть под действием кулачка 8 поворачивается вправо вместе с движущейся лентой и сбрасывает находящиеся на ней заготовки на двухлопастный накопитель 2. В следующий момент лопасть под действием груза принимает исходное положение, заготовки из барабана снова поступают на накопитель I и укладываются в подошедшую люльку 1. Работа автопосадчика синхронизирована с работой тесто- делителя, расстойного шкафа и печи. Для приема, переориентации, накопления и отсчета заданного числа тестовых заготовок круглой и овальной формы и передачи их в люльки шкафа окончательной расстойки при- I меняются манипуляторы-укладчики А20ШЗ, А2-ХПЗ-01, А2- ХПЗ-ОЗ. Принцип действия их аналогичен, они отличаются рабочими органами в зависимости от назначения: А2-ХПЗ, А2-ХПЗ-01— для тестовых заготовок круглого подового хлеба из пшеничной муки массой 0,7—1 кг; А2-ХПЗ-С2 — для тестовых заготовок круглой формы массой 0,2 кг; А2-ХПЗ-0Э — для тестовых заготовок батонов массой 0,4—0,5 кг. Манипулятор-укладчик А2-ХПЗ (рис. 6.3) представляет собой раму, на которой смонтированы питатель, состоящий из подающего лотка 13 с фартуком 3, четырехлопастной крыльчатки 15, барабана 12 с одним карманом. Горизонтальный ковшовый кон- : вейер с приводом — это бесконечная цепь 5, на которой закреплены несколько групп ковшей 4 (со съемными тканевыми чехла- | ми), поворачивающихся вокруг горизонтальной оси. Число ковшей одной группы соответствует числу накапливаемых тестовых j заготовок для одновременной укладки в расстойную люльку. Крыльчатка 15 устанавливается с незначительным зазором над рольгангом и может поворачиваться вокруг своей оси, ' параллельной оси барабана; ее лопасти 2 взаимодействуют с фиксатором 1, смонтированным на пути их движения. Для I 107 предотвращения поворота крыльчатки в сторону, противоположную основному движению, служит храповое фиксирующее устройство 14. На корпусе питателя закреплен датчик 16, с которым взаимодействуют тестовые заготовки, поступающие на манипулятор-укладчик. Натяжение цепи конвейера осуществляется звездочками 6. Барабан, кулачок и конвейер связаны жесткой кинематической цепью и приводятся в движение от электродвигателя 8 через клиноременной вариатор 9, червячный редуктор 7, цепные передачи 11 и 10. Тестовые заготовки после тестоокругли- тельной или тестозакаточной машины по одной поступают на приемный лоток питателя и скатываются к барабану. Первая 108 из группы заготовок и включает привод Встречая на пути заготовка поворачицилиндрическую его кармана, затем редается на ковш конвейера. удерживаются в ступенчатой надываются достижения их ро- взаимодействует с датчиком манипулятора-ук- ладчика. лопасть крыльчатки, вается на 80 ° и упирается в часть барабана до подхода поступает в карман и пенепрерывно движущегося Загруженные ковши горизонтальном положе- иии правляющей и опрокиодновременно после ликами края ступенек. Далее заготовки пой люльки, а упор лючает привод поступают в карман расстойковшевого конвейера выкманипулятора-укладчика. регулируется с вариатора и 12 шт./мин, для А2- Производительность помощью клиноременного составляет: для А2-ХГГЗ — ХПЗ-01 - 12- 24 шт./мин. МанипуляторА2-ХГО укладывает Укладчик-марис укладчик А2-ХПЗ пипулятор 7, а А2-ХПЗ-01 — 8 заготовок. Манипуляторыукладчики А2-ХПЗ-02 и А2ХПЗ-03 состоят из тех же основных частей, что и А2-ХПЗ, однако четырехлопастная крыльчатка и фиксатор отсутствуют; питатель А2-ХШ-03 имеет удлиненный барабан, 6 рабочих ковшей удлинены под заготовку батона, 8 ковшей А2-ХПЗ-02 увеличены по размерам. Производительность А2-ХПЗ-02 — 12—24 шт./мин, а А2-ХПЭ-03 — 22—46 шт./мин. 109 Конвейерные шкафы для предварительной и окончательной расстойки тестовых заготовок Конвейерные шкафы для предварительной расстойки тестовых заготовок предназначены для механизации процесса предварительной расстойки тестовых заготовок хлеба, хлебобулочных изделий непосредственно после их округления перед операцией окончательного формования. В процессе предварительной расстойки, после механических воздействий на тесто при давлении и округлении, заготовки находятся в состоянии покоя, при этом: I снимаются внутренние напряжения; частично восстанавливаются разрушенные звенья структуры теста; подсушивается поверхность заготовок, в результате чего улучшается их газоудерживающая способность; увеличивается объем готовых изделий; улучшаются структура и характер пористости мякиша. Простейшей конструкцией устройства для предварительной расстойки тестовых заготовок является система ленточных транспортеров (рис. 6.4). Тестовые заготовки из округлитель- ной машины наклонным транспортером или элеватором / подаются на верхнюю ленту 2 конвейерного шкафа и последовательно передаются на нижние ленты 3. После прохождения расстойки тестовые заготовки поступают в закаточные машины. Используются также люлечные шкафы (рис. 6.5), которые состоят из каркаса 1, цепного конвейера 6, огибающего звездочки 2, с подвешенными на нем люльками 3. Тестовые заготовки поступают из округлителя в питатель 7, ■ последний укладывает их в люльки 3 расстойного шкафа. 2 После прохождения расстой- ] ки люльки при помощи разгру- j зочных звездочек 5 опрокидыва- I ются, и тестовые заготовки по- j падают на поперечный транс- I портер 4, который подает заго- 1 товки для дальнейших операций . формовки. Количество люлек выбирает- ] ся в зависимости от производи- | тельности. Время расстойки со- I ставляет примерно 10 мин. Рис. 6.4. Система ленточных транспортеров для предварительной расстойки тестовых заготовок Шкаф предварительной ставляет собой камеру, в вейер с 50 кассетами по 6 загрузке в работе 42 до 252 ячеек с расстойки «Бриз-плюс» предкоторой движется цепной конячеек в каждой. При полной находится 42 кассеты, т.е. от тестовыми заготовками. В ячейки кассет раздатчик ство тестовых заготовок тестоокруглителя. В расстойки перегрузка в кассету не происходит. заготовки выгружаются на укладывает заданное количе(от 1 до 6), поступающих из процессе предварительной тестовых заготовок из кассеты После расстойки тестовые ленту транспортера, который подает их машины. в приемный Рис. 6.5. Люлечный шкаф для предварительной расстойки тестовых заготовок бункер тестозакаточнои Многофункциональная система управления «Бризплюс» на базе промышленного контроллера позволяет работать в одном из трех режимов: синхронная работа: загрузка тестовых заготовок происходит непрерывно со скоростью, определяемой производительностью тесТоделигеля, а скорость выдачи тестовых заготовок, прошедших расстойку, синхронизируется со скоростью загрузки; автоматическая выгрузка: загрузки нет, а выгрузка тестовых заготовок происходит со скоростью, заданной на пульте управления «Бриз-плюс»; ручная выгрузка: включается при отсутствии загрузки нажатием и удержанием соответствующей кнопки на пульте управления, цепной конвейер и транспортер движутся безостановочно. Предусмотрена возможность: установки транспортера для выдачи тестовых заготовок как «вправо», т^к и «влево»; выдачи тестовых заготовок в тестозакаточные машины с низкой приемной зоной, например «Восход-ТЗ-ЗМ», а также высокой приемной зоной, например «Восход-ТЗ-4»; обеззараживания и удаления излишней влаги из внутреннего объема шкафа с помощью бактерицидной лампы и вытяжного вентилятора; 111 подачи / отключения напряжения питания, контроля работы тестоделителя, тестоокруглителя, тестозакаточной машины, входящих в линию, и остановки линии в случае аварии; функция возможна при наличии в тестоделителе, тестоокруг- лителе, тестозакаточной машине соответствующих устройств. Для окончательной расстойки теста используются универсальные шкафы Т1-ХР-2А-30, Т1ХР-2А-48, Т1-ХР-2А-72, Т1-ХР-2Г-30, Т1-ХР-2Г-48, Т1-ХРГ-30, Т1-ХРГ-50, Х4-ХРГ, Х4ХРП, Г4-РШВ. Широкое распространение получили расстойные шкафы (агрегаты) с комплектом оборудования для укладки тестовых заготовок в люльки расстойного шкафа и механической пересадки на под печи (для круглого хлеба — Т1-ХРЗ-80, Т1-ХРЗ-120, Т1-ХРЗ-140, Т1-ХР23-60, Т1-ХР2-3-120, РЗ-ХРБ, РЗ-ХРВ, для батонообразных изделий — J1A-23M первой и второй модификации). Универсальный конвейерный шкаф Т1-ХРГ-30 (Т1-ХРГ-50) представляет собой каркас Г-образной формы (рис. 6.6), облицованный теплоизоляционными щитами 5, состоящий из секций (промежуточная секция 6 является базовой). В вертикаль- ной секции 14 установлен главный вал 11 с ведущими звездочками 10. К боковым уголкам концевых секций 3 и 7 прикреплены поворотные звездочки 2 и две натяжные станции 4. Внутри конвейера на двух параллельных цепях 1 шарнирно подвешены трехполочные люльки 9, две верхние полки которых выполнены съемными. Расстойка подовых изделий производится на листах или платках на всех трех полках, расстойка формового хлеба — на нижней полке, две верхние полки при этом снимаются. Загрузка и выгрузка тестовых заготовок производятся вручную через окно в вертикальной секции. Двигатель привода запускается вручную (нажатием кнопки «Пуск», установленной на механизме включения 12) или от реле времени 13. При отсутствии кондиционера для поддержания необходимой температуры и влажности в шкафу предусмотрены паровая гребенка и калорифер. Для контроля температуры и влажности воздуха в шкафу установлены приборы 8. Конвейерный шкаф Т1-ХРГ-50 в отличие от Т1-ХРГ-30 имеет две дополнительные промежуточные секции с 20 люльками. Производительность (по формовому хлебу) шкафа Т1-ХРГ-30 — 15,6, Т1-ХРГ-50 — 26 т/сут; общее число люлек: в шкафу Т1-ХРГ-30 — 33, в шкафу Т1-ХРГ-50 — 50 шт. Универсальные агрегаты Т1-ХР-2А представляют собой секционный каркас Г-образной формы (облицован теплоизоляционными щитами с дверью), внутри которого смонтирован четырехниточный конвейер. Каркас агрегата Т1-ХР-2А состоит из объемных секций: вертикальной, лобовой и концевой, а в агрегатах марок Т1-ХР-2А-48 и Т1-ХР-2А-72 — также промежуточных. В вертикальной секции установлен приводной вал с ведущими звездочками, а в лобовой и концевой секциях — оси с поворотными звездочками и натяжные станции. Ведущие, поворотные и натяжные звездочки огибаются цепями с шагом 100 мм. Для подвешивания люлек в цепи предусмотрены специальные пальцы. Цепи перемещаются по направляющим, установленным в промежутках между поворотными звездочками. Двухполочные люльки закреплены шарнирно на пальцах цепи с шагом 500 мм. Верхние полки люлек легко снимаются, что позволяет использовать агрегаты для расстойки тестовых заготовок широкого ассортимента хлебобулочных изделий. Облицовочные щиты и дверки горизонтальной части агрегата выполнены двойными с проложенным внутри теплоизоляционным материалом. По контуру дверей закреплены уплог няющие резиновые прокладки. Для регулирования длительности расстойки в автоматическом режиме имеется устройство с дистанционным управлением. Система кондиционирования воздуха создает внутри агрегата необходимый климатический режим (температуру и от- j носительную влажность). Расстойка тестовых заготовок подовых изделий осуществ- I ляется на листах, расположенных на двух полках люльки. При выработке формового хлеба верхняя полка снимается, и формы с тестом устанавливаются только на нижнюю полку. Загружают и выгружают люльки вручную через окна вертикальной секции. Пуск электродвигателя привода конвейера может осуществляться вручную при помощи пульта управления или непосредственно от печи с помощью механизма включения. Для выключения агрегата в аварийных случаях имеется пульт управления. 113 Агрегаты универсальные Т1-ХР-2А-30, Т1-ХР-2А-48 и Т1- ХР-2А-72 по конструкции и работе идентичны и отличаются только количеством секций каркаса и люлек. Агрегат Т1-ХР-2А-30 комплектуется механизмом включения от печи марки ФТЛ-2, а Т1ХР-2А-48 и Т1-ХР-2А-72 — • также механизмом включения от тоннельной печи. Агрегаты Т1-ХРЗ-80, Т1-ХРЗ-120 и Т1-ХРЗ-140 применяются для окончательной расстойки тестовых заготовок круглой формы. Операции укладки тестовых заготовок, расстойки и разгруз- ' ки на под ленточной печи механизированы. Агрегаты имеют одинаковую конструкцию и отличаются только числом горизонтальных секций и люлек. & Шкафы расстойные Г4-ХРГ (Г4-ХРП) для окончательной расстойки широкого ассортимента хлебобулочных изделий имеют следующие отличительные особенности: содержат цепной конвейер с шагом 140 мм, на котором закреплены люльки со съемными поддонами шириной 350 мм; контроль температуры и влажности осуществляется комбинированным электронным прибором; обогрев и влажность обеспечиваются паровыми трубами; панели теплоизолированы; поставляются секциями в разобранном виде, легко монтируются в помещениях с соответствующими размерами; в шкафах Г4-ХРП конструкция люлек позволяет механизировать процесс загрузки и выгрузки тестовых заготовок; расстойка батонообразных изделий может производиться на платках, формового хлеба — в секциях форм. Шкаф Г4-ХРГ производится Г-образной формы, шкаф Г4-ХРП — Т-образной формы. Агрегат для окончательной расстойки Т1-ХРЗ-80 (рис. 6.7) состоит из подающего транспортера 4, укладчика 6 тестовых заготовок в расстойные люльки, расстойного шкафа 9, вентилятора 8 камеры сушки и пульта управления 3. Подающий транспортер служит для подачи тестовых заготовок от делителя 7 и округлителя 2 на укладчик. Над подающим транспортером установлены мукопосыпатель и кантователь 5. Расстойный шкаф имеет каркас из сборных секций, в котором смонтирован четырехниточный конвейер 8, на цепях последнего шарнирно подвешены люльки с восьмикарманными поворотными кассетами. В месте разгрузки люлек установлены два упора, наталкиваясь на которые кассеты люльки переворачиваются, и заготовки поступают на под печи. Продолжительность времени расстойки регулируется с помощью диска с 114 десятью выдвижными упорами (путем изменения количества загруженных люлек). При прохождении люльками холостого участка конвейера карманы подсушиваются воздухом от вентилятора, что предотвращает налипание теста. Укладчик тестовых заготовок Т1-ХРЗ (рис. 6.8) состоит из каркаса 4, распределительной коробки 5, двух наклонных лотков 7 с поворачивающимися шиберами\? и противовесами 2, Рис. 6.8. Укладчик тестовых заготовок Т1-ХРЗ механизма 6 возврата шиберов в исходное положение и наклонного бункера 7 с направляющими перегородками 8. Тестовые заготовки поступают в распределительную коробку укладчика и поочередно направляются на наклонные лотки. Скатываясь по лотку, заготовки достигают нижнего шибера, который под действием их массы поворачивается и занимает вертикальное положение. Заготовки попадают в наклонный бункер и направляются в карман 9 расстойной люльки. Агрегаты окончательной расстойки компоновкой и производительностью. Т1-ХР2-3-120 унифицированы и отличаются Агрегат окончательной расстойки Т1-ХР2-3-120 состоит из конвейера подачи, предназначенного для транспортирования тестовых заготовок от тестоокруглительной машины к манипулятору-укладчику, представляет собой металлоконструкцию, на которой смонтированы привод, ведущий и натяжной барабаны, мукопосыпатель, кантователи и мукосборник, манипулятор-укладчик. Манипулятор-укладчик — это рама, на которой смонтированы питатель, горизонтальный конвейер и привод, снабженный клиноременным вариатором, позволяющим изменять его производительность; механизм включения; механизм остановки; механизм окончательной расстойки; щит управления. Шкафы Т1-ХР2-3-60/2 и Т1-ХР2-3-120/2 предназначены для окончательной расстойки тестовых заготовок круглого подового хлеба массой 0,7—1 кг из пшеничной муки. Отличаются количеством рабочих люлек и конфигурацией конвейера и представляют собой каркас, состоящий из унифицированных секций, внутри которого смонтирован четырехниточный люлечный конвейер. Последний состоит из двух параллельных тяговых пластинчатокатковых цепей с шагом 100 мм, охватывающих ведущие, поворотные и натяжные звездочки. Через каждые три звена цепи конвейера шарнирно подвешены люльки с восьмикарманными кассетами. Для натяжения цепей предусмотрены натяжные станции. В разгрузочной секции установлено устройство для поворота кассет люлек и их разгрузки, а также копир для предотвращения раскачивания люлек при повороте кассет. Привод конвейера расстойки смонтирован на раме и состоит из электродвигателя, закрепленного на шарнирно-подвижной плите, клиноременной передачи и редуктора. В передней части рамы на плите электродвигателя имеется электромагнитный тормоз, который предупреждает движение расстойного шкафа по инерции после выключения электродвигателя. Остановка конвейера осуществляется механизмом остановки, который одновременно служит и для регулирования длительности расстойки путем пропуска части люлек без загрузки и разгрузки. Для предотвращения сдваивания рядов тестовых заготовок на поду печи при разгрузке люлек агрегат снабжен блокирующим устройством, которое контролирует наличие тестовых заготовок в люльках. Стабильный климатический режим внутри агрегата обеспечивает система кондиционирования воздуха, которая находится в лобовой секции шкафа. В шкафу расстойки происходит выравнивание температуры внутри тестовых заготовок и их расстойка в наиболее благоприятных условиях. Регулирование температуры и влажности осуществляется автоматически. Для уменьшения налипания тестовых заготовок к кассетам люлек и улучшения их санитарного состояния предусмотрена камера сушки, в которой установлены инфракрасные 115 нагреватели. Длительность расстойки тестовых заготовок регулируется изменением количества загружаемых люлек. Включение и выключение шкафа осуществляются автоматически. Тестовые заготовки из тестоокруглительной машины поступают на непрерывно движущуюся ленту конвейера, опыляются мукой с помощью мукопосыпателя и кантователей и подаются на манипулятор-укладчик. Последний группирует тестовые заготовки (по восемь штук) и укладывает их в люльку неподвижного конвейера шкафа окончательной расстойки. Затем с помощью рычажного устройства и бесконтактного датчика дается импульс на выключение привода манипулятора- укладчика. Механизм включения от печи включает привод конвейера расстойки, который перемещает конвейер на один шаг и подает очередную люльку на позицию загрузки. Расстойка тестовых заготовок проходит в наиболее благоприятных условиях, создаваемых системой кондиционирования воздуха. Производительность агрегата — Т1-ХР2-3-60 — 575 кг/ч; длительность расстойки 35—55 мин, число рабочих люлек — 60 шт.; производительность агрегата Т1-ХР2-3-120 — 1230 кг/ч, длительность расстойки — 35—55 мин, число рабочих люлек — 128 шт. Расстойный агрегат JIA-23M (рис. 6.9) применяют для расстойки батонообразных изделий с автоматической загрузкой тестовых заготовок в люльки расстойного шкафа, пересадкой на под печи и механизированной надрезкой. Он имеет две модификации: I — для печей БН-25 и ПХС-25, II — для печей БН-50 и ПХС50, которые отличаются производительностью и количеством люлек. Расстойный аппарат JIA-23M состоит из выравнивателя шага загрузчика 5, расстойного шкафа 7, разгрузчика 4, посадчи- ка-опрыскивателя 2 с ножами 3. Тестовые заготовки из тестоокруглителя при помощи транспортера подаются на питатель, который равномерно загружает каждую люльку выравнивателя шага загрузчика. После укладки шести заготовок цепной конвейер выравнивателя шага загрузчика останавливается. В это время направляющие поворачиваются, и тестовые заготовки перекладываются из люлек загрузчика в люльку расстойного шкафа. Направляющие с люльками возвращаются в исходное положение, а цепной конвейер выравнивателя шага загрузчика начинает двигаться, и цикл загрузки повторяется. Рис. 6.9. Расстойный агрегат ЛА-23М За цикл укладки упор кулачка привода делает один оборот и после возвращения пустых люлек загрузчика в исходное положение включает двигатель привода расстойного шкафа. Под загрузку подается очередная люлька. Расстойка регулируется в диапазоне 1:2 (с помощью диска регулировки времени). Люлька с расстоявшимися тестовыми заготовками подходит к месту разгрузки на под печи, и рычаг люльки попадает под опрокидывающуюся лопатку разгрузчика. Люлька с тестовыми заготовками переворачивается, и заготовки падают на под печи. При дальнейшем движении опрокинутая люлька возвращается в исходное положение с помощью копира. Надрезчик-опрокидыватель автоматически включается в момент подхода ряда тестовых заготовок на позицию надрез- ки. Сигнал на включение поступает от фотоэлектрического датчика при116пересечении заготовками светового луча. Каретка посадчика начинает двигаться, и ножи нарезают заданное число надрезов. Одновременно с надрезкой заготовки опрыскиваются насыщенным паром из форсунки, который подается по гибкому шлангу. Для поддержания в расстойных шкафах необходимой температуры и относительной влажности воздуха устанавливают кондиционеры. Регулирование температуры и относительной влажности воздуха осуществляется автоматически. Периодический контроль за температурой и влажностью в расстойном шкафу осуществляется с помощью психрометра, устанавливаемого непосредственно в шкафу. После измерений прибор снимается и хранится в цеховой лаборатории. Производительность агрегата ЛА-23М: I модификация — 19—24 куска в минуту, II — 38— 48 кусков в минуту. Конвейерный шкаф РШВ (рис. 6.10) предназначен для окончательной расстойки тестовых заготовок массой 0,2—0,4 кг в автоматизированных поточных линиях с печами, имеющими ленточный под площадью 25, 40 и 50 м2. Изготавливается в трех модификациях (РШВ, РШВ-2, РШВ-3) и устанавливается на предприятиях с тесторазделочными линиями: РШВ — линия расположена на одном этаже с туннельными печамй (площадь пода 25 м2); РШВ-3 — площадь пода 40 и 50 м2; РШВ -2 — линия расположена на двух этажах с туннельными печами (площадь пода 25 м2). Различаются шкафы производительностью, числом рабочих люлек и числом тестовых заготовок на люльке. В комплект шкафа входят роторно-ленточный посадчик 1 и погрузочно-пересадочный ленточный транспортер 11, пред- 117