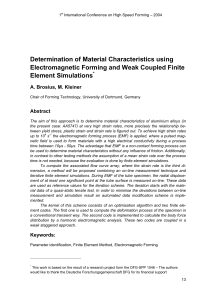
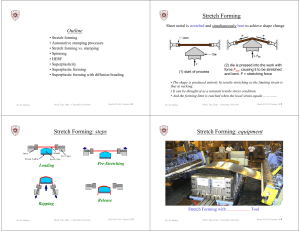
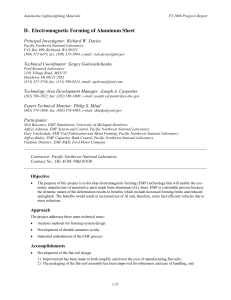
11/22/2006 Electromagnetic Forming Investigation, Research By: Irvin De La Paz, Joan Mojica and Marlene Pujols By: Irvin De La Paz, Joan Mojica and Marlene Pujols Electromagnetic Forming Investigation, Research Abstract: The essay objective is to give a general idea of Electromagnetic Forming and some technical data about it. We expose the pros and cons of using EMF, the equipment necessary and design considerations and restrictions. Introduction Electromagnetic metal forming (EMF) is the use of electromagnetic forces to form metal. There are two very broad implementations. • • Radial forming, in which a round part such as a tube or ring is compressed or expanded. The forming can be done either onto a die to give the tube a more complex shape, or onto a smaller tube to swage the two tubes together. Sheet forming, in which a metal sheet is formed against a die to give it a more complex shape. Briefly, EMF works by the magnetic induction effect. When a coil or solenoid is placed near a metallic conductor and pulsed via an energy store like a capacitor bank, a magnetic field is generated between the coil and the workpiece. If done quickly enough, the magnetic field is excluded from penetrating into the workpiece for a short period of time. During this time, a pressure is generated on the workpiece that is proportional to the magnetic flux density squared. This "magnetic" pressure is what provides the forming energy. The energy is usually supplied to the workpiece in the form of kinetic energy. The magnetic pressure pulse accelerates the workpiece up to a certain velocity (such as 200-300 m/s). This kinetic energy drives the material into the die, causing forming on impact. TECHNOLOGICAL OPPORTUNITIES OF ELECTROMAGNETIC FORMING GENERAL REMARKS 1 By: Irvin De La Paz, Joan Mojica and Marlene Pujols As the experience in introducing this method has indicated, the electromagnetic metal forming has the following advantages compared to other metal forming techniques: 1. High efficiency of the technological process. The major factor limiting the efficiency increase is the very significant time spent on the process preparation (installation of the workpiece, adjustment and taking out the finished part). If necessary electromagnetic equipment can be designed with an output capacity of 3600 operations per hour or even more. 2. The technological process can be easily automated and mechanized. It is possible to control the equipment remotely. The tool (inductor), creating the magnetic field, is not connected to the workpiece mechanically. The forming energy can be dosed precisely up to 1% and with the remote control. 3. The great technological flexibility of the process. The same inductor can be used to form the workpieces of different configurations. 4. Simplicity of the technological equipment. Only one die or plunger is used. 5. Absence of a transfer medium during forming process. This feature allows to form the metallic workpieces through insulating coatings or the wall of a vacuum chamber. 6. The possibility of obtaining high specific pressures. Nowadays the pressures of up to 108 H/m2 can be obtained without destroying the inductor and pressures of up to 109 H/m2 can be obtained with the disposal inductors. 7. High culture of production and simplicity of equipment maintenance. The modern EMF equipment operates noiselessly. The tool and the assemblies of the electromagnetic equipment donít need lubrication. There is no aggressive environment. The equipment is completely automated. The monitoring and control of the operation can be performed by single worker. 8. The improvement of the characteristics of the formed materials. The majority of aluminum alloys formed electromagnetically show an increased ductility when compared to the static deformation. The microstructure of the alloys with the same amount of strain has fewer distortions while formed by EMF if compared to the static deformation. 9. It is possible to perform EMF in hard-to-reach areas. The tool (inductor) can be connected to the capacitor bank by a flexible bus bar, which allows to perform the technological operations far away from the capacitor bank (expanding the long tubes in the central section, corrugation and punching holes in large area metal sheets). EMF disadvantages: 1. It is difficult to obtain parts with deep drawing by using electromagnetic forming procedure. In order to obtain deep drawings it is necessary to form the workpiece by various inductors. Each subsequent operation must be performed by the inductor, the shape of which repeats the shape of the formed workpiece. 2 By: Irvin De La Paz, Joan Mojica and Marlene Pujols 2. Not all metals and alloys can be formed using EMF. Low-conductive materials require high-conductive "drivers" to be formed. 3. Not any shape is suitable for forming electromagnetically. The forming forces are created as a result of the interaction of the current induced in the workpiece with the magnetic field of the inductor. In order to obtain the induced current the defined conditions must be met. 4. Not all the geometries of the workpiece are suitable for EMF. There are some restrictions with respect to thickness and diameter of the tubular workpieces. 5. The low mechanical strength of the inductors in the case of deformation of steel workpieces. The mechanical and electrical characteristics of the modern inductors permit multiple repetition of technological operations without destruction of the inductor during metal forming of relatively light metals and their alloys (aluminum, copper and magnetic alloys). On metal forming of the steel workpieces the strength of the inductor decreases significantly. The presented advantages and disadvantages must be considered when introducing EMF. Considering all those features, it is necessary to remember that the application of EMF is not always economically justified. The significant cost benefits can be obtained in the case where the workpiece is especially designed as applied to the new technique so all the possible advantages can be used. REQUIREMENTS IMPOSED ON THE SHAPES OF THE WORKPIECES Since EMF is performed due to interaction of the magnetic field with the induced current in the forming workpiece, it is necessary that the shape of the workpiece provide for continuity of the path of the induced current. Fig. 20 shows the admissible and the inadmissible versions of the initial workpieces for all types of possible technological operations. It shows that when a cylindrical workpiece is formed with cylindrical inductor, currents leak along its periphery. If the cylindrical workpiece has a through slit along the generatrix of the cylinder or a large number of through openings, the forces acting on the workpiece are weakened and forming is low-effective. Due to low duration of the pressure pulse, it does not appear possible to use EMF for forming of solid metal workpieces. Forming procedure is suitable for sheet and tubular workpieces with the thickness aw up to 5 mm. The lower limit of the thickness is determined by the operating frequency of the discharge circuit aw>=0.5 (1.0) 3 By: Irvin De La Paz, Joan Mojica and Marlene Pujols under the condition of forming of the workpiece in a non-conductive die or a mandrel (compression of metal tube on ceramic mandrel, sheet metal forming in a glass-plastic die, etc.) aw>=2.0 (1.1) under the condition of forming of the workpiece in a die or a mandrel (compression of metal tube on the metal mandrel, sheet metal forming in to metal die, etc.) Note, that the failure to satisfy the condition (1.0) lowers the efficiency of the forming process, and the failure to satisfy the condition (1.1), in addition, leads to the formation of the so-called "magnetic cushion", which prevents filling of the die or the mandrel. The upper limit of the thickness of the workpiece depends on the energy consumption of the magnetic pulse device, material specific density and the strength of the inductor. With the same loading conditions the strength of the inductor decreases if massive workpieces are formed. The geometry of the workpiece (diameter, the machined area) are determined by the energy stored in the capacitor bank, the thickness of the machined material, the structural execution of the inductor and the technological process equipment. The maximum diameter of the workpiece can reach 2 m, and the area - up 1m2. Efficient forming Low-efficient forming Fig. 20 4 By: Irvin De La Paz, Joan Mojica and Marlene Pujols The workpieces for EMF can be welded. The quality of the weld must be high. As a result of the high forming velocities an extra mass of the metal of the weld distorts the symmetry of the deformation. Removing the weld metal it is necessary to preserve its integralness. The destruction of integrity of the weld prevents the induced current from leaking in the workpiece, and hence, lowers the forming efficiency. The dimensions and the shape of the workpiece are established the same way as for the conventional forming. REQUIREMENTS ON THE PROCESS EQUIPMENT The dies used in the high-velocity forming operations must have the holes for exit of the air. In each closed cavity holes must be made, the number of which is selected from the workpiece design and the volume of the closed cavities. The spacing between the holes lp=(20-40)x10-3 m. The holes in the die must be located where the contact of the workpiece with the die in its deformation process takes place in the next turn. The hole diameter is calculated so that d<a3. In order to improve the exit of the air (Fig. 21) the hole with large diameter: D=(2-3)d is made from the outside the die. The depth of the hole l1=(6-10)x10-3 m. The die geometry can be found in [13]. The die must have geometry and shape such as to insure free removal of the formed part. This can be done by placing a small cone along the knockout path. The proper selection of the die material or an insert and their heat treatment is one of the basic factors that determines their productivity. To select the die material one has to consider the production scale (series or experimental), the type of operation, the geometry and the shape of the workpiece, material properties and the depth of penetration of the magnetic field in the workpiece. If magnetic field leaks through the deformed workpiece Æw>aw and the dies made of highly conductive materials are used, then the damping effect can occur because of counterpressure created by the magnetic field between the die and the workpiece. Sometimes this can result in the separation of the deformed material and the distortion of the workpiece shape; arcing can occur in the contact parts of a segment die due to inductive current inside the die, and forming efficiency decreases. 5 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Considering what has been discussed, and when it is possible with the production conditions and the workpiece design, dies made of insulating epoxy-based materials with different fillings or metal alloys with high electrical resistivity are preferred. To form the workpieces of aluminum and copper alloys with the thickness of aw<2mm and large curvature radii >3 different epoxy-based composites can be used as the die and mandrel's materials. Fig. 21 For the forming of solid materials and also materials with relatively small radius of curvature <3, dies made of the following types of steel must be used: a. simple shape - 8XF, X12F1; b. complex shape -X12M, 6XBF; c. dies or mandrels for punching holes of simple shape -X12F1, SHX15, X12M, 6XBF; d. dies or mandrels for punching holes of complex shape -X12M, 6XBF. The hardness of the dies - HRc 56-60. In experimental production of the small quantities (10 pieces) the dies or the mandrels can be made of delta wood, glass textolite and other similar materials. Depending on the shape of the workpiece the dies are divided into integral and sectioned dies. For a convenient removal of tubular workpieces after forming dies are made sectioned. The parting plane can be chosen from the shape of the workpiece. The half-dies can be insuring that they will not come open on the discharge. Because of the short pulse load the number of bolts pulling the die together and also the joining force are inverse proportional to the die mass. Sometimes under unit production conditions it is sufficient to use a heavy weight to avoid opening of the half-dies. If it is necessary to reduce the weight of the large dies and maintain their stiffness, dies can be made with stiffening ribs. 6 By: Irvin De La Paz, Joan Mojica and Marlene Pujols CLASSIFICATION OF THE TECHNOLOGICAL OPERATIONS All of the workpieces formed by EMF technique can be divided into three schematics with respect to the inductor used and technological equipment according to the proposal of the Kharíkov Polytechnical Institute. 1. The helical solenoid with the coaxial tubular workpiece inside. These type operations are called "compression". 2. The helical solenoid with the coaxial workpiece outside. These type operations are called " bulging" operations. 3. The spiral flat inductor (pancake type) or the concentrator located above the flat workpiece ("sheet metal forming"). Depending on the type of technological operation the workpieces are divided in to groups and sub-groups. The first group: workpieces obtained by assembling several parts (the assembly operations); the second group: workpieces obtained with shape changing operations (bending, drawing, dressing, relief stamping, bulging, rifling, etc.); third group: with separating operations. EMF can provide combined operations consisting of all three groups and schematics. "COMPRESSION"-TYPE OPERATIONS (FIG. 22) The workpiece is a cylindrical tube. The pressure is created by a helical solenoid or inductor with magnetic field concentrator. Depending on the energy consumption, the diameter of the workpieces can be in the range of 3x10-3 to 2 m. The thickness of the workpiece can be up to 5x10-3 m. For multi-action inductors with copper concentrators the specific pressure must not exceed 108N/m2. Note that during "compression"-type operations a short pressure pulse can heat the workpiece surface and subsequently cool it down. As a result, additional stresses occur which promote improvement of the compression quality in the assembly operations. When the forming and separation-type operations with metal mandrels are performed, the indicated effect complicates the workpiece removal from the mandrel. The mandrels must be made sectioned or it is necessary to provide a small cone insuring easy removal of the parts from the mandrel. 7 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Due to complexity of the picking up of the finished part from the mandrel and loss of stability of the workpiece wall (buckling) the forming operations of "compression" type have not found broad application. Compression is the most widely accepted in assembly and welding operations. The combined operations made up of any combinations of operations with respect to position 6 to 25 (Fig. 22) are also possible. ELECTROMAGNETIC FORMING EQUIPMENT Irrespective of the purpose and the accepted schematic electromagnetic forming equipment can be interpreted as a complex consisting of technological processes and power equipment. The power equipment (see the functional schematic of EMF Fig. 31) consists of storage capacity C; the charging unit including the step-up device (the high-voltage transformer) PY and the rectifying device BY; the commuting device P; the inductor I; the start regulator PPY; the igniting circuit BPY, the automation module BA and the controller Z; the shielding device made up of the short-circuiting device KS; the blocking and other elements; measuring equipment, including the voltage divider DH. 8 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Fig. 31 C- storage capacity; 3- a controller; BA- the automation module; BP Y- the igniting circuit; DH - the voltage divider; P PY- the start regulator; P Y-the high-voltage transformer; BY- the rectifying device; K3- the short-circuiting device; U - the inductor. Depending on the output capacity, consumed energy, operating conditions and the purpose of EMF equipment, the schematics and design of individual elements making it up and the device as a whole are defined. INDUCTORS CLASSIFICATION According to performed operations inductors can be divided into three groups: 1) designed for compression of workpieces by magnetic field energy (blocks assembly, hood compression, tube reduction); 2) applied for bulging operations by means of magnetic field (assembly, flanging, punching holes in the side wall of the workpiece); 3) flat stamping (flanging, cutting, recessing). According to operating principle inductors are divided into single-stage, multi-stage inductors and inductors with direct feed of the current to the forming workpiece. 9 By: Irvin De La Paz, Joan Mojica and Marlene Pujols The single-stage inductors have an operating winding (single-turn or multi-turn) that creates magnetic field that acts directly on the workpiece. In multi-stage inductors the operating winding does not transfer the pressure directly to the formed workpiece. In this case the deformation the deformation is achieved through the intermediate turn, that is inductively connected to the operating winding and forming workpiece. The forming effect in an inductor with direct current leak is a result of dynamics effect of the current leaking in the current carries and workpiece, that are connected in series. Fig. 53 According to their design all inductors can be divided into the following groups: 1) helical; 2) with magnetic field concentrators; 3) single-turn; 4) single-turn with matching device; 5) coaxial; 6) looptype. 10 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Inductors of the first group can have cylindrical, conical, flat or any other shape according to their technological operation. The operating winding is made of an insulated conductive bus of rectangular cross-section or by machining the helical turns with their subsequent insulation. The design of helical inductors is shown in Fig.53: 1- the inductorís spiral; 2- insulation; 3 workpiece. Fig. 53, a shows the expansion coil; Fig. 53, b - compression coil; Fig. 53.c shows the pancake coil. The magnetic field concentrators for inductors of second group can include concentrators with smooth cylindrical surface with helical turns or annular grooves. The operating winding of the concentrator with smooth surface is performed similarly to the inductorís helix. Magnetic field concentrator is placed inside or outside of the operating winding of inductor. In the remaining cases the winding is laid in the corresponding slots of the concentrator. Fig. 54 shows some examples of inductors+concentrators design, where 1 is a workpiece; 2-is a winding and 3 is a concentrator. Fig. 54 11 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Fig. 54 shows the inductors with magnetic field concentrators with smooth cylindrical surface; inductors with ring and helical-type slots for bulging, inductors for compression and sheet metal forming. Single-turn solenoids (third group) are designed as a massive single turn of cylindrical shape ( for bulging and compression) or as a flat turn (for sheet metal forming). Low energetic characteristics of these systems prevent them from wide application. Single-turn systems are usually used with matching devices. An example of single-turn solenoid is shown in Fig. 55. Fig. 55 Inductors of the fourth group are similar to the magnetic field concentrators, but in those systems there are clamping devices that provide a reliable connection of single-turn inductors. Sometimes the matching device is designed in one with the single-turn solenoid. Different types of single-turn inductors with matching transformers are shown in Fig. 56. Fig. 56, a, b shows the single-turn inductors with matching transformers, where the windings are placed in the helical and ring-type slots ( 1- single-turn inductor with transformer; 2 - workpiece; 3winding). Fig. 57 shows coaxial inductors with direct current access to the workpiece, Fig. 58 shows the loop-type inductor for bulging. Each inductor has a device for connecting the operating winding to the machine, shielding hoop and also the device for mechanical reinforcing of the whole system. 12 By: Irvin De La Paz, Joan Mojica and Marlene Pujols Fig. 56 REFERENCES 1. "Device for Electromagnetic Metal Forming of Metals by Pulse Magnetic Field", USSR author's certificate No 468674 as of March 15th, 1975, BYUL. IZOBRET. [Invention Bulletin], 1975, No 16, 2 pages, authors; Belyy I. V., Konotop V. V., Leont'yev L. B., et al. 2. Belyy I. V.; Corkin L. D.; Khimenko L. T. Inductor for Electromagnetic Metal Forming, USSR author's certificate No 329934 as of September 14th, 1970, BYUL. IZOBRET, 1972, No 8, 2 pp. 3. PRAVILA USTROYSTVA, TEXNICHESKOY EKSPLUATATZII I BEZOPASNOGO OBSLUJIVANIYA MAGNITNO-IMPULíSNIX USTANOVOK [ Maintenance, Operation and Safety Requirements for Magnetic Pulse Devices] Voronej, Izd-vo eksperim. naucno-issled. instituta kuznecno-pressovogo mashinostroeniya, 1972, 29 pp. 4. Stepanov V. G., Shavrov I. A., VISOKOENERGETICHESKIE IMPULíSNIE METODI OBRABOTKI METALLOV [ High-Energy Pulse Metal Forming], Leningrad, Mashinostroyeniye, 1975, 278 pp. 5. "Generator of pulse currents with energy capacitive storage", Authorís certificate N 217444 as of June 5th, 1971, BYUL. IZOBRET. [Invention Bulletin], 1968, N 16, p.p 5-8 13