вальцы ювелирные механические вмн-52
advertisement

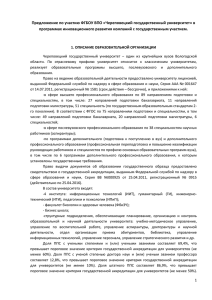
ВАЛЬЦЫ ЮВЕЛИРНЫЕ МЕХАНИЧЕСКИЕ ВМН-52 1.НАЗНАЧЕНИЕ ИЗДЕЛИЯ. Вальцы используют в ювелирном производстве для прокатки металлически заготовок с целью придания им необходимой формы. Наиболее распространенными операциями, выполняемыми на вальцах, являются: -прокатка плоских заготовок; -прокатка проволоки. По назначению изготавливаются следующие исполнения вальцов: ВМН52-1ВУ-вальцы настольные универсальные односторонние с одним блоком прокатки. Предназначены для прокатки как плоских заготовок, так и проволоки. ВМН52-1ВПл-вальцы настольные односторонние с одним прокатным блоком для прокатки только плоских заготовок. . ВМН52-1ВПр-вальцы настольные односторонние с одним прокатным блоком для прокатки только проволоки. ВМН52-1Л - вальцы настольные лабораторные с одним прокатным блоком. Применяются в лабораториях для подготовки металла при определении пробы. ВМН52-2ВУ - вальцы настольные двухсторонние с двумя прокатными блоками для прокатки плоских заготовок и проволоки. Все вальцы оснащены механическим приводом. 2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ. Диаметр валков 52 мм Длина валков 100 мм Максимальный развод валков 3,5 мм Максимальная толщина плоской заготовки 4 мм Максимальный диаметр заготовки под проволоку 6 мм Размер ручьев под проволоку 6...1 мм Скорость прокатки 4 м/мин. Питание: эл. сеть 220/380 В, 3-х фазн. Габаритные размеры: односторонних вальцов 440х500х380 мм двухсторонних вальцов 670х500х380 мм Масса: односторонних вальцов 45 кг двухсторонних вальцов 65 кг. 3.УСТРОЙСТВО И ПРИНЦИП РАБОТЫ. 3.1. Узлы и детали всех исполнений унифицированы. 3.2. На Рис.1 и 2 показаны компоновки односторонних и двухсторонних вальцов. На Рис .3 показана компоновка лабораторных вальцов. 3.3. На основании 1 смонтирован привод 2 (червячный мотор – редуктор). На этом же основании установлен плунжерный насос 5 для смазки блоков прокатки, а внутри основания смонтировано электрооборудование и бак 6 для масла. 3.3. Вращение блоки получают от привода через муфту 4. Рис.1 Рис.2 Блок прокатки лабораторных вальцов (Рис. 3) для удобства в работе установлен на наклонном кронштейне 7 и снабжён рабочим столом 8. Для сбора прокатанных заготовок предусмотрен лоток 9. Рис.3 Учитывая специфику работы, а также небольшую загруженность, лабораторные вальцы масляным насосом не комплектуются. 3.4.Конструкция блока прокатки показана на Рис.4. 3.4.1.Прокатные валки 1,2 смонтированы на подшипниках скольжения в корпусе 3. Вращение вала 1 осуществляется от мотор-редуктора через муфту. Верхний вал 2 получает вращение от нижнего вала через зубчатую передачу 5. Регулировка зазора между валами осуществляется перемещением верхнего вала с помощью маховичка 6 через зубчатую передачу 7 и винты 8. Для смазки опор в подшипниках предусмотрены карманы 9, заполненные войлоком. Смазка в карманы подаётся от насоса, а в лабораторных вальцах смазка подаётся с помощью ручной маслёнки. Свободные шейки прокатных валов с торца вальцов предназначены для установки прокатных роликов с канавками необходимых профилей. Ролики в комплект поставки не входят, изготавливаются по отдельному заказу. Рис.4 3.5.Насос установлен на столешнице слева от редуктора. Привод насоса осуществляется качающимся рычагом от вала редуктора. Устройство насоса показано на Рис.4. Рис.4 В корпусе 1 смонтированы: плунжер 2, два обратных клапана 3, предохранительный клапан 4. Масло засасывается из бака через трубопровод, соединённый с полостью 5, и через полость 6 нагнетается к маслораспределителям. Предохранительный клапан разгружает насос в случае засорения точек смазки. Изготовителем клапан настроен на давление 8 атм. Обращаем внимание, что увеличение давления настройки предохранительного клапана выше 8 атм. недопустимо. Это может вызвать разрыв трубопровода. Бак для масла установлен внутри основания. Объём бака – 2 литра. Масло ТАД-17и ТУ У23.2-00152365-142-2001 и масло И-40А ГОСТ20799-75 смешать в пропорции 1:1. Обращаем внимание на необходимость соблюдения указанной пропорции. Замену масла следует производить через каждые полгода. Регулировка объёма подаваемого к каждой точке смазки масла производится иглами на маслораспределителях. Смазка редуктора-ЦИАТИМ 203 добавлением масла И-20. 4.ПОДГОТОВКА К РАБОТЕ. Вальцы поставляются отрегулированными и готовыми к эксплуатации. Вальцы установить на рабочем столе. Подключить к эл. сети. ВЫПОЛНИТЬ ЗАЗЕМЛЕНИЕ. Проверить наличие масла в баке. Визуально проверить исправность узлов, удалить с рабочих поверхностей грязь, пыль. В случае необходимости отрегулировать параллельность валков. Для этого необходимо снять центральную шестерню зубчатой передачи 7 и, вращая винты, опустить верхний вал до плотного соприкосновения с нижним валом. Ввести шестерни в зацепление. Проверить наличие масла в парах трения. Учитывая, что подача масла от насоса начнёт поступать только после включения эл. двигателя, желательно перед пуском подшипники смазать вручную из маслёнки. Для смазки зубчатой передачи 6 и редуктора применять солидол УС-1 или УС-2. Зубчатую передачу 7 смазывать не нужно. 5.ПОРЯДОК РАБОТЫ. Во избежание порчи валов на прокатку подают заготовки после отжига, травления и очищенные от флюсов и шлаков. Заданный размер заготовки получают обычно в несколько проходов. Процесс прокатки листов и проволоки из сплавов драгоценных металлов мало чем отличается один от другого. Характерная особенность прокатки проволоки заключается в том, что заготовка испытывает наряду с вертикальным ещё и боковое давление. После каждого очередного прохода заготовку поворачивают на 90 град. и чуть уменьшают зазор между валками. Степень обжатия регулируют визуально. Обжатие не должно быть сильным. В противном случае по ребрам заготовки появляется заусенец. Деформация металла в процессе прокатки вызывает наклёп заготовок увеличивая их жёсткость. Для уменьшения наклёпа необходимо своевременно производить отжиг. 6. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. Гарантийный срок эксплуатации 12 месяцев со дня продажи. Дата продажи____________________________________ 200__ г. Подпись ___________________________________