***** 1 - танеко
реклама

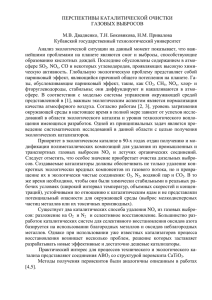
КАТАЛИЗАТОРЫ И КАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ ОСНОВА ГЛУБОКОЙ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ академик В.Н. Пармон, проф. А.С. Носков ИНСТИТУТ КАТАЛИЗА СО РАН – один из крупнейших в России научноисследовательских центров (около 1000 сотрудников). Более 80 разработок Института (катализаторы, сорбенты и каталитические технологии) успешно эксплуатируются на отечественных заводах (Газпром нефть, Сибур, Газпром и др.) и за рубежом (США, Япония, Нидерланды, Китай, Франция и др.). Институт владеет более чем 400 российскими и зарубежными патентами. МЕЖДУНАРОДНАЯ НАУЧНО-ПРАКТИЧЕСКАЯ КОНФЕРЕНЦИЯ «Развитие глубокой переработки углеводородного сырья в Российской Федерации» 8-9 октября 2015 г., г. Нижнекамск КАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ являются определяющими при глубокой переработке углеводородного сырья Индекс технологической сложности НПЗ («индекс Нельсона») показывает совершенство анализируемого завода, относительно завода, осуществляющего исключительно перегонку сырой нефти Индекс Нельсона Глубина переработки, % НПЗ России ~ 5,0 70-72 НПЗ США 9-10 95-96 Использование Значение индекса катализатора сложности Атмосферная перегонка нет 1 Термические процессы (крекинг, висбрекинг) нет 2÷3 Каталитический крекинг да 5÷6 Алкилирование да 10÷11 Производство ароматических углеводородов (бензол, толуол, ксилол) да 20 Полимеризация да 9÷10 Технологический процесс 2 Производство катализаторов ведущими компаниями в области нефтепереработки и нефтехимии (данные 2012 г.) № пп. 1. Exxon Mobil США Собственное производство катализаторов, млн.$ /год 280,0 2. Chevron США 235,0 3. Royal Dutch Shell Нидерланды 600,0 4. PetroChina, Sinopec Китай 115,0 Компания Страна 5. 120,0 Petrobras Бразилия (Совместные производства с Albemarle Corporation и Evonik Degussa) 6. BP Великобритания 7. Роснефть Россия 8. PdVSA Венесуэла 9. Total Франция 10. Газпромнефть Россия Собственное производство отсутствует 20,0 (2011 г.) Собственное производство отсутствует н.д. 4-5 (2013 г.) 3 Основные производственные мощности по выпуску катализаторов нефтепереработки и нефтехимии в России № п.п. Предприятие ОАО «Ангарский завод катализаторов и органического синтеза», г. Ангарск 1 2 ЗАО «Промышленные катализаторы», г. Рязань 3 ЗАО «Новокуйбышевский завод катализаторов», г. Новокуйбышевск 4 ЗАО «Нижегородские сорбенты», г. Нижний Новгород 5 ООО «Салаватский катализаторный завод», г. Салават 6 7 ОАО «Газпромнефть-Омский НПЗ», г. Омск KNT Group, Башкортостан - «Стерлитамакский завод катализаторов», г. Стерлитамак -«Ишимбайский специализированный завод катализаторов», г. Ишимбай Собственник Установленная мощность, тонн/год Основная номенклатура катализаторов и сорбентов Катализаторы риформинга и изомеризации; Катализаторы гидроочистки и гидрокрекинга; Катализаторы для нефтехимии; Адсорбенты-осушители; Цеолиты Бета и ZSM ОАО «НК «Роснефть» 1000 Частный 1600 ОАО «НК Роснефть» 600 Частный 600 Катализаторы гидроочистки; Катализаторы гидрирования; Адсорбенты-осушители; Цеолиты NaX, Бета, ZSM ОАО «Газпром» 6000 Шариковый катализатор крекинга; Адсорбенты-осушители силикагелевые; Цеолиты NaX ОАО «Газпромнефть» 3500 Катализаторы риформинга и изомеризации; Катализаторы гидроочистки; Катализаторы гидрирования; Адсорбенты-осушители В настоящее время ведется модернизация завода 4000 Частный Катализаторы крекинга (FCC) Катализаторы гидроочистки; Цеолиты(NaX, NaY); Оксид алюминия Катализаторы крекинга (FCC) 20000 4 Основные производственные мощности по выпуску катализаторов нефтепереработки и нефтехимии в России № п.п. 8 Предприятие ООО «НПК «Синтез», г. Барнаул 9 ОАО «Новосибирский завод химических концентратов», г. Новосибирск 10 ОАО «СКТБ «Катализатор», г. Новосибирск 11 ОАО «Синтез-Каучук», г. Стерлитамак Собственник Установленная мощность, тонн/год 2500 Частный 1500 ГК «Росатом» 150 Основная номенклатура катализаторов и сорбентов Катализаторы дегидрирования на основе оксида алюминия Катализаторы гидроочистки Высококремнеземные цеолиты ZSM 2500 Катализаторы дегидрирования на основе оксида алюминия; Катализаторы очистки газов; Адсорбенты-осушители на основе оксида алюминия ОАО «Объединенная нефтехимическая компания» 10000 Катализаторы дегидрирования (ИМ-2201) 12 ООО «Новокуйбышевский катализаторный завод» (ОАО «САНОРС»), г. Новокуйбышевск ОАО «НК «Роснефть» 10000 Катализаторы дегидрирования (ИМ-2201) 13 ОАО «Менделеевский химический завод», г. Менделеевск Республика Татарстан 1000 Катализаторы дегидрирования на основе оксида алюминия 14 ООО «Новомичуринский катализаторный завод», г. Новомичуринск Частный 5000 Катализаторы процесса Клауса и «Сульфрен» (очистка от сероводорода) 15 ООО «НИАП-катализатор», г. Новомосковск Частный 1000-1500 Катализаторы для азотной промышленности и металлургии Частный 5 Потребление отечественных и импортных катализаторов на нефтеперерабатывающих предприятиях России (по данным опроса нефтяных компаний) Российские катализаторы ПРОЦЕСС 2013 г. (факт) 2020 г. (цель) Каталитический крекинг (FCC и движущийся слой) 22% 75% Риформинг 22% 60% Гидроочистка дизельного топлива и вакуумного газойля 5% 70% Гидроочистка бензиновых фракций вторичного происхождения – 50% Гидрокрекинг – 25% 54% 55% - 80% Изомеризация бензиновых фракций Полимеризация олефинов 6 Оценка состояния обеспечения катализаторами предприятий нефтепереработки и нефтехимии № Катализатор п.п. 1 2 Надежность обеспечения катализаторами российских заводов Катализаторы риформинга бензиновых фракций: – в стационарном слое Надежное обеспечение российскими катализаторами. – в движущемся слое Полная зависимость от импорта. Каталитический крекинг вакуумного газойля: – в стационарном слое Возможно обеспечение заводов российскими катализаторами с показателями близкими к среднемировым. – в кипящем слое Надежное обеспечение российскими катализаторами. 3 Катализаторы изомеризации бензиновых фракций Надежное обеспечение российскими катализаторами. 4 Катализаторы гидроочистки дизельного топлива, вакуумного газойля и бензина каталитического крекинга Критическая зависимость от импорта. Возможно обеспечение российскими катализаторами после промышленных испытаний вновьсозданных промышленных катализаторов. 5 Катализаторы гидрокрекинга вакуумного газойля Полная зависимость от импорта. Необходима разработка российских катализаторов, технологий синтеза и создание производств. 6 Катализаторы гидроизодепарафинизации дизельного топлива Полная зависимость от импорта. Необходима разработка российских катализаторов, технологий синтеза и создание производств. 7 Полимеризация олефинов Полная зависимость от импорта. Необходимо создание отечественного производства катализаторов. 7 Готовность российских научно-технических разработок к ликвидации импортозависимости в области промышленных катализаторов первоочередной степени важности по предприятиям нефтепереработки и нефтехимии Ущерб в получении конечной продукции (ВВП) при объявлении эмбарго на поставки катализаторов: – в краткосрочной перспективе (через 4 месяца) – до 250 млрд.руб./год – в среднесрочной перспективе (2–3 года) – до 500 млрд.руб./год Назначение катализаторов Предприятия-потребители Годовая потребность, тонн/год Разработчики российских технологий Крекинг вакуумного газойля (FCC) * ОАО «Роснефть» ОАО «Газпромнефть» ПАО «Лукойл» и др. нефтяные компании Производство полиэтилена и полипропилена *** ПАО «Сибур Холдинг» ОАО «Нижнекамскнефтехим» ПАО «Лукойл» Гидрокрекинг для производства дизельного топлива и керосина*** ОАО «Роснефть» ОАО «Газпромнефть» ПАО «Лукойл» и др. нефтяные компании 2000 – 3000 ИК СО РАН ИНХС РАН Гидроочистка дизельного топлива ** ОАО «Роснефть» ОАО «Газпромнефть» ПАО «Лукойл» и др. нефтяные компании 3000 – 4000 ИК СО РАН ОАО «ВНИИНП» КНТ Групп Риформинг с движущимся слоем *** ОАО «Роснефть» ОАО «Газпромнефть» ПАО «Лукойл» и др. нефтяные компании 200 – 250 10000 – 15000 100 – 150 ИППУ СО РАН ИНХС РАН КНТ Групп ИК СО РАН ИППУ СО РАН ИК СО РАН * Необходима модернизация и расширение мощностей ** Имеется техническая документация для производства катализаторов, создана технологическая линия мощностью до 1000 тн/год *** Требуется создание новых промышленных производства 8 СХЕМА производства катализаторов крекинга, гидроочистки и гидрокрекинга (ОАО «Газпромнефть-Омский НПЗ») Плановая мощность – 25 тыс. тонн/год (4 тыс.т/год) (4 тыс.т/год) (15 тыс.т/год) (2 тыс.т/год) 9 Опытно-промышленное инновационное производство катализаторов глубокой гидроочистки нефтяных фракций В Алтайском крае (г. Яровое) на основе исследований и разработок Института катализа СО РАН в 2014 году создано первое в России производство мощностью 1500 тонн/год катализатора гидроочистки нефтяных фракций в соответствии с нормами Евро-4 и Евро -5 Технические характеристики продукции превосходят известные промышленные образцы Назначение катализатора Схема промышленной установки Остаточное содержание серы, ppm Гидроочистка дизельного топлива 8-10 Гидроочистка вакуумного газойля 200-300 Исполнители: - ОАО «НПК «Синтез», - Институт катализа СО РАН 10 Остаточное содержание S в продукте, ppm Мониторинг работы катализатора НИКА 01-01 на установке Л-24-6 ОНПЗ 14.0 Требуемый уровень по содержанию S в продукте 12.0 10.0 8.0 6.0 4.0 Среднее значение 6,2 ppm 2.0 0.0 10 20 30 40 50 Количество дней работы 60 70 80 Перспективный алюмосиликатный катализатор гидрокрекинга ВГО Содержание Ni и Mo(W) в 1,5 разаВГО ниже, чем в импортном гидрокрекинга катализаторе. Трилистник Ø 1,5 мм. Механическая прочность >1,5 МПа Shell SMS 1471. Частицы ASA декорированы кристаллами Al2O3 → оптимальная текстура и высокая прочность. Отношение Si/Al=0,9 в ASA обеспечивает мягкую кислотность высокую селективность по дизельному топливу. Активный компонент – высокоактивная NiMo(W)S фаза Тип II, локализована на Al2O3. Кислотные центры ASA для крекинга тяжёлых молекул. Не доступны доработанный!!!! При равных условиях прохода гидрокрекинга на катализаторе ИК СО РАН выход дизельной фракции на 4-5% выше, чем на импортном катализаторе. Газообразование на катализаторе ИК СО РАН менее 3%. Катализатор Конверсия ВГО, % Выход среднедистиллятных фракций ИК СО РАН более 90,0 более 75,0 Импортный 85,0 70 - 72 12 Перспективный катализатор и процесс селективной гидроочистки бензина каталитического крекинга Существующий уровень • Содержание S<10 ppm • Раздельная гидроочистка легкой и тяжелой фракции БКК • Падение ИОЧ на 1,5 пункта Подходы к решению: Достигнутый уровень • Содержание S<10 ppm • Гидроочистка всего БКК без фракционирования • Падение ИОЧ менее чем на 1 пункт Сульфидированный катализатор 1. Сульфидный активный компонент – CoMoS фаза без примесей индивидуальных сульфидов; Заданная морфология частиц CoMoS фазы 2. Наличие в катализаторе «мягких» кислотных центров 3. Минимизация доли октанопонижающих реакций гидрирования олефинов 4. Превращение низкооктановых компонентов в высокооктановые Решение: Область требуемых параметров БКК Катализатор: CoMo/ASA-Al2O3 Носитель: Алюмосиликат-содержащий 1. Частицы CoMoS фазы>3 nm при среднем количестве слоёв ≈ 2 – максимальная активность в гидрообессеривании 2. Концентрация мягких ЛКЦ 250-300 мкмоль/г Сила БКЦ <1190 кДж/моль; 3. Миграция двойной связи в олефинах в среднее положение 4. Скелетная изомеризация олефинов и н-парафинов 13 Гидрогенизационное получение синтетических нефтей из нефтесодержащих пород Подход: Использование собственных каталитических свойств минеральной матрицы битумонасыщенных песчаников и горючих сланцев для гидрокрекинга органической составляющей Превращение горючих сланцев Показатель Извлечение орг. углерода, % Селективность по синтетической нефти, мас.% Содержание в нефти, мас.% серы азота кислорода Гидропереработка Пиролиз 91 45 84 42 3,9 1,3 2,1 6,2 1,4 3,4 Гидрогенизационная переработка Преимущества гидрогенизационной переработки по сравнению с традиционными технологиями пиролиза: • • • • Более высокая степень извлечения органического вещества Более высокий выход синтетической нефти Меньшее содержание S, N, O Возможность работы при более низких температурах 14 Российские титанмагниевые катализаторы полимеризации олефинов Результаты: Разработана российская технология промышленного производства катализаторов Катализаторы по российской технологии производятся за рубежом На основе созданных российских катализаторов на ОАО «Томскнефтехим» произведено около 1000 тонн полипропилена ZN-512 ИК-8-21 Порошки полимеров, полученные на импортном ( ZN-512) и российском (ИК-8-21) катализаторах Основные потребители: ПАО «Нижнекамскнефтехим» ОАО «Сибур Холдинг» ОАО «Лукойл» ОАО «Газпромнефть-МНПЗ» Преимущества российских катализаторов: Производительность выше на 25% Узкий гранулометрический состав Большой насыпной вес полимера Задача: Создание в России производства титанмагниевых катализаторов полимеризации 15 мощностью 120-150 тонн/год (ООО «Томский катализаторный завод») Научно-техническое сотрудничество с предприятиями Республики Татарстан 16 Каталитическая очистка «кислых» попутных нефтяных газов от сероводорода Две стадии: аминовое концентрирование H2S, каталитическое окисление H2S до элементной серы Каталитический реактор с псевдоожиженным слоем В РФ на факелах ежегодно сжигается до 1 млрд.нм3 сероводородсодержащих попутных нефтяных газов (ПНГ). Выброс в атмосферу до 60 тысяч тонн H2S,SO2, SO3 сажи, угарного газа и до 3 млн.тонн углекислого газа. Консервация месторождений из-за отсутствия компактной технологии очистки ПНГ в местах добычи. Потенциальный дебит месторождений до 20 млн.тонн нефти и до 0,6 млрд.м3 газа ежегодно. Технология реализована на Бавлинском ГПЗ ОАО «Татнефть» (2011 г.) Результаты промышленной эксплуатации: Степень очистки газа от сероводорода > 99 % с 10.05. 2011 по 01.05.2012: получено 10 млн. м3 товарного газа Разработка Института катализа утилизировано 120 тонн сероводорода в виде элементарной серы СО РАН совместно предотвращен выброс в атмосферу свыше 200 тонн диоксида серы, серной кислоты с ОАО «ВНИИУС» (г. Казань) сумма предотвращенного экологического ущерба ~ 8 млн. руб. 17 Разработка и промышленное освоение нового поколения катализаторов процесса Клауса H2S + 0,5SO2 S + H2O Условия испытаний: 1,5% об. H2S + 0,75 % об. SO2 + 30% об. H2O + инертный газ. Т – 220оС Сравнительная активность катализаторов процесса Клауса Внешний вид катализатора нового поколения процесса Клауса ПРЕДЛОЖЕНИЕ: Применение данного катализатора на предприятиях Татарстана (ТАНЕКО, ТАИФ-НК, Миннибаевский ГПЗ,…) Катализатор нового поколения эксплуатируется с сентября 2013 г. на ООО «Газпромдобыча Оренбург» (реактор Р1, 180 тонн). Степень очистки газов от H2S, COS и CS2 соответствует максимально возможной в течение всего срока эксплуатации (более 2,5 лет). Разработчик катализатора: Институт катализа СО РАН Промышленное производство: ООО «Новомичуринский катализаторный завод» 18 Предложения по развитию глубокой переработки углеводородного сырья в Республике Татарстан Создание парка пилотных установок для разработки инновационных процессов нефтепереработки и нефтехимии на базе ПАО «Татнефть» (I очередь – пилотная установка для процессов с движущимся слоем катализатора) Создание опытно-промышленного производства сверхвысокомолекулярного полиэтилена (СВМПЭ) на ОАО «Казаньнефтеоргсинтез» (I очередь – мощностью до 2 тыс.тонн/год на базе титан-магниевых катализаторов) Создание совместного инжинирингового центра по обработке инновационных технологий извлечения и переработки тяжелого и нетрадиционного углеводородного сырья на базе полигона ПАО «Татнефть» 19 20 Катализатор гидроочистки ВГО – сырья каталитического крекинга Преимущества по сравнению с современным импортным катализатором: -Меньшее содержание активных металлов (меньшая себестоимость) -Повышенная механическая прочность (увеличенный срок службы) -Увеличенный диаметр пор (лучший доступ сырья к активному компоненту) -Повышенная активность и селективность в гидроочистке: -Снижение температуры достижения заданного остаточного содержания серы в гидрогенизате на 6-12оС -Увеличение выхода малосернистой целевой фракции >360оС на 8-12% Показатель CoNiMo (ИК) CoNiMo (импортный) Co 1,7; Ni 1,1; Mo 9,7 Co 1,8; Ni 1,2; Mo 10,9 Механическая прочность Shell SMS 1471, МПа 1,55 1,30 Средний диаметр пор, Å 103 95 Содержание активных металлов, % Катализатор CoNiMo (импортный) CoNiMo (ИК) Выход сырья КК , масс.% T достижения 200 ppm S, oC 4,5 МПа 6,0 МПа 9,0 МПа 4, 5 МПа 6,0 МПа 9,0 МПа 388/+6 387/+12 383/+12 65,1/-8,3 65,9/-12,9 68,8/-10,8 382 375 371 73,4 78,8 79,6 21 Технология полного восстановления активности катализаторов глубокой гидроочистки дизельного топлива 1. Окислительная регенерация при минимальном спекании катализатора 2. Реактивация органическими комплексообразователями Степень гидрообессеривания, % 10 ppm S 100 150 ppm S 99 98 Свежий катализатор 10 ppm S 99,9 300 ppm S 97 96 Дезактивированный катализатор 98,5 99,9 97,0 Свежий Дезактивированный После регенерации После активации Данные для промышленных катализаторов Сульфидирование Окислительная регенерация Активация После регенерации После активации Температура достижения остаточного содержания серы 10 ppm, оС Свежий №1 353 Реактивированный №1 357 Свежий №2 360 Реактивированный №2 358 ГО смесевого ДТ (5% газойля кат. крекинга), 2 ч-1; 3,8 МПа; 400 нм3 H2/м3 сырья 22 Проблемы взаимоотношения Бизнеса и Науки Интерес крупного бизнеса: Рост прибыли, в том числе, за счет снижения издержек, расширения производства и захвата новых ниш рынка Интерес науки: Генерация новых идей, их экспериментальная проверка и реализация, в том числе, для расширения финансовой базы поисковых исследований ЗАДАЧА: Совместить эти интересы! 23