Магнитоимпульсная обработка материалов (МИОМ)
реклама
")
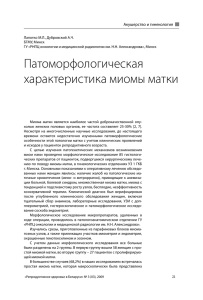
«Основы электротехнологий. Электротехнологические процессы и аппараты» Магнитоимпульсная обработка материалов (МИОМ) Магнитоимпульсная обработка материалов (МИОМ) Литература 1. Высоковольтные электротехнологии : Учебное пособие для втузов по курсу Основы электротехнологии / Московский энергетический институт (технический университет); Под ред. И. П. Верещагина. — М. : Изд-во МЭИ, 2000. — 204 с. : ил. — Библиогр.: с. 201. — ISBN 5-7046-0535-4. 2. Синебрюхов А.Г. Магнитоимпульсная обработка металлов. Учебное пособие. – Томск.: Изд. ТПУ, 1996. – 46 с. 2 Магнитоимпульсная обработка материалов (МИОМ) Высокоскоростные (высокоэнергетические) методы деформирования: 1. Взрывная штамповка волной давления, возникающей при взрыве бризантных ВВ, пороха и газовых смесей. 2. Штамповка волной давления при электровзрыве в жидкой конденсированной среде (ЭГШ). 3. Штамповка волной давления при взаимодействии импульсного магнитного поля с металлический заготовкой (МИОМ). 3 Магнитоимпульсная обработка материалов (МИОМ) Магнитно-импульсная обработка материалов основана на использовании электродинамических сил, которые в импульсных режимах могут достигать гигантских значений. Если давления, создаваемые электродинамическими силами, превышают предел прочности, то происходит деформация заготовки. 4 Магнитоимпульсная обработка материалов (МИОМ) Электрическая энергия, запасенная в конденсаторной батарее С Энергия импульсного магнитного поля LI Wm 2 2 Работа деформирования электропроводной заготовки 5 Магнитоимпульсная обработка материалов (МИОМ) I1 r I2 F F l 0 I1I 2 F 2 r (4) 6 Магнитоимпульсная обработка материалов (МИОМ) a a HI a (5) Давление магнитного поля на шины: H2 p 0 2 δ ∆ (6) δ 7 Магнитоимпульсная обработка материалов (МИОМ) Заготовка F H1 F H2 Индуктор Давление магнитного поля на заготовку: H12 H 22 p 0 2 (9) 8 Магнитоимпульсная обработка материалов (МИОМ) Электродинамический способ МИОМ З Р С а) 9 Магнитоимпульсная обработка материалов (МИОМ) Электродинамический способ МИОМ С Р З б) 10 Магнитоимпульсная обработка материалов (МИОМ) Индукционный способ МИОМ И С Р З в) 11 Магнитоимпульсная обработка материалов (МИОМ) Индукционный способ МИОМ И Р З г) 12 Магнитоимпульсная обработка материалов (МИОМ) Индукционный способ МИОМ З И Р Обработка плоских заготовок С е) 13 Магнитоимпульсная обработка материалов (МИОМ) Индукционный способ МИОМ с концентраторами К З И Р С д) 14 Магнитоимпульсная обработка материалов (МИОМ) Электрические схемы замещения разрядных установок Rу Rу Lу Lу Rз Rи С Ми,з С Lз а) Rу Lи Lз Rз б) Lу Rи Ми,к Rк Мк,з С Lи Lк,з Lи,к Lз Rз Lк в) 15 Магнитоимпульсная обработка материалов (МИОМ) Разрядный ток 2 R C 2L i e sin(t 1 ) 2 4L R C L 1 4L где 1 LC U Rt Электродинамические силы U 2C 2 R C L 2 L F e sin (t 1 ) 2 4 L x R C 2 L(1 ) 4L Rt 16 Магнитоимпульсная обработка материалов (МИОМ) Изменение разрядного тока и электродинамической силы во времени Imax I t Fmax F t 17 Магнитоимпульсная обработка материалов (МИОМ) Пластическое течение заготовки возможно, если Fe тек Энергия, расходуемая на разогрев заготовки 2 B Wн S 8 где В – магнитная индукция, ρ – уд. эл. сопротивление материала заготовки, S – сечение заготовки. 18 Технологические возможности МИОМ Преимущества 1. Высокая производительность технологического процесса. Основной сдерживающий фактор при повышении производительности магнитоимпульсной установки - весьма значительное время, расходуемое на технологическую подготовку (установка заготовки, съем готовой детали). Однако в настоящее время созданы установки с производительностью 3600 операций в час. 2. Возможность легкой автоматизации и механизации технологического процесса. Инструмент (индуктор), создающий магнитное поле, механически не связан с обрабатываемой заготовкой. Энергия, затрачиваемая на формообразование, может дозироваться с точностью до 1% и задаваться дистанционно. 19 Технологические возможности МИОМ Преимущества 3. Большая технологическая гибкость процесса - одним и тем же индуктором можно формовать детали различных конфигураций. 4. Простота технологической оснастки. Используется только одна матрица или пуансон. 5. Отсутствие передаточной среды при формообразовании. Это позволяет формовать металлические заготовки через изоляционные покрытия, перегородки, стенку вакуумной камеры. 6. Возможность получения больших удельных давлений. В настоящее время получают давления до 108 Н/м2 без разрушения индуктора и до 109 Н/м2 при использовании одноразовых индукторов. 20 Технологические возможности МИОМ Преимущества 7. Высокая культура производства и простота обслуживания оборудования МИОМ. Нет необходимости иметь мощное и тяжелое прессовое оборудование. Инструмент и узлы установки не нуждаются в смазке. Установки полностью автоматизированы. Легко встраиваются в поточные линии. 8. Улучшение характеристик обрабатываемого материала. Большинство алюминиевых сплавов при деформации с помощью МИОМ повышает пластические свойства по сравнению со статическим деформированием. 9. Возможность выполнения технологических операций в труднодоступных местах. 21 Технологические возможности МИОМ Недостатки 1. Не высокий КПД установок из-за потерь на нагрев и рассеивание. 2. Трудно получить с помощью МИОМ детали с глубокой вытяжной поверхностью обрабатываемого материала. Для получения глубоких вытяжек необходимо последовательно деформировать заготовку разными индукторами, причем каждая последующая операция должна выполняться индуктором, форма которого повторяет форму обрабатываемой заготовки. 3. Не все металлы и их сплавы могут деформироваться с помощью МИОМ. Материалы с низкой электропроводностью для деформирования требуют промежуточных хорошо проводящих ток металлических прокладок - "спутников". 22 Технологические возможности МИОМ Недостатки 4. Не любая форма обрабатываемой заготовки пригодна для формообразования с помощью МИОМ. Возникают затруднения при обработке заготовок с пазами и отверстиями, мещающими протеканию тока. 5. Не все геометрические размеры обрабатываемых заготовок пригодны для МИОМ. Имеются определенные ограничения по толщине и диаметру обрабатываемых трубчатых заготовок. 6. Низкая стойкость индукторов при деформировании стальных заготовок. При деформировании стальных заготовок механическая стойкость индуктора значительно снижается. 23 Технологические возможности МИОМ 24 Технологические возможности МИОМ 25 Магнитоимпульсная обработка материалов (МИОМ) 26 Магнитоимпульсная обработка материалов (МИОМ) 27 Магнитоимпульсная обработка материалов (МИОМ) 28 Магнитоимпульсная обработка материалов (МИОМ) 29