Лекция 11 от 28.04
advertisement

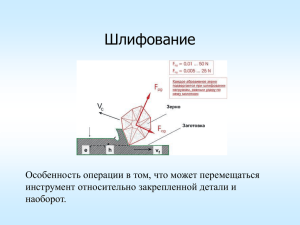
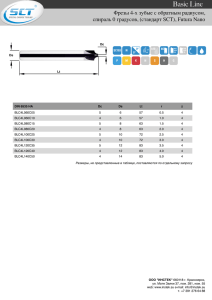
Методы формообразования деталей ЭВС Формообразование деталей ЭВС методами удаления материала Лекция №11 от 28.04.05 • 5. Сверление на станках с ЧПУ. В этом случае заготовка либо инструмент (головка со сверлом) перемещается с помощью координатного устройства по заданной программе. Участок станков с ЧПУ. Возможна обработка деталей по трем осям с погрешностью до 0,025 мм. Инструменты для обработки отверстий: Сверло Зенкер Развертка черновая Развертка чистовая Основным параметром процесса сверления является скорость резания v = πDn/1000 м/мин, где D - диаметр сверла, мм; n частота вращения, об/мин. Скорость резания вдоль кромок сверла неодинакова и зависит от расстояния каждой точки режущей кромки от оси вращения; на диаметре D скорость резания максимальная. Подача s - это скорость поступательного перемещения сверла вдоль оси вращения в направлении обрабатываемого материала. Различают подачу s за один оборот сверла, мм/об, и подачу sм за одну минуту, мм/мин. Основное технологическое время t0 = l/sn где l - длина рабочего хода в направлении подачи, мм. Сверла с цилиндрическим хвостовиком Сверла с коническим хвостовиком Сверла центровочные Зенкеры трехзубые с коническим хвостовиком Сверла твердосплавные Наборы сверл Горизонтальный станок для сверления длинномерных деталей Обработка на фрезерных станках • На фрезерных станках обрабатывают плоскости и криволинейные поверхности, не являющиеся телами вращения. • Фрезерование выполняют многолезвийным режущим инструментом – фрезой, которая вращается со скоростью резания v. • В зависимости от конструкции станков поступательное перемещение – подача может сообщаться либо фрезе, либо обрабатываемой детали. Фреза представляет собой тело вращения, несущее режущие зубья. Геометрия режущей Спираль части зубьев фрезы Архимеда подобна геометрии резцов и определяется углами α и γ. Форма зубьев остроконечная Форма зубьев – затылованная по спирали Передние и задние поверхности образованы плоскостями При заточке α = const для всего срока службы Задние поверхности являются криволинейными и выполнены по спирали Архимеда Схема обработки плоскости на горизонтальнофрезерном станке цилиндрической фрезой ν– скорость резания вращающейся фрезой; S – подача детали; t - глубина резания; а1 , а2 , а3 – толщина слоев, срезаемых работающими зубьями фрезы. Скорость резания, м/мин, определяют по формуле v Dn 1000 , где D – диаметр фрезы, мм; n – частота вращения фрезы, об/мин. Основное технологическое время при фрезеровании определяют по формуле: L где L = (l + l1 + l2) - полная длина t0 прохода фрезы, мм; l1 - глубина врезания s z zn (для фрез цилиндрического типа определяется по чертежу: l1 t ( D t ) l2 - перебег, принимаемый 2÷5 мм; - подача на один зуб фрезы; число зубьев фрезы. sz z- Типы фрез и виды формообразующих операций Цилиндрическая фреза Торцевая фреза Представленные фрезы применяют для обработки плоских поверхностей Различные варианты дисковых фрез Представленные фрезы применяются для обработки пазов, канавок, а также отрезки частей заготовок Различные варианты фрез для обработки сложных поверхностей Угловая фреза Концевая фреза Фасонная фреза Концевые фрезы Фрезы концевые с цилиндрическим хвостовиком сталь Р6М5 Фрезы концевые с коническим хвостовиком сталь Р6М5 Фрезы концевые твёрдосплавные ВК8 Фрезы шпоночные Фрезы отрезные Фрезы модульные червячные Фрезы модульные дисковые (модуль из 8 шт) Фрезы 3-х сторонние со вставными ножами Станки для фрезерования деталей Фрезерный станок с числовым программным управлением (ЧПУ) Цех фрезерования Обработка на протяжных станках • Протягиванием называют процесс обработки поверхностей деталей многолезвийным режущим инструментом-протяжкой. • Протягиванием обрабатывают фасонные поверхности отверстий и наружные плоские и фасонные поверхности. Протяжные станки Для обработки отверстий Для обработки наружных поверхностей По расположению штока силового цилиндра Горизонтальные Вертикальные Горизонтальные Вертикальные Схема процесса резания и геометрические элементы зубьев протяжки Основное технологическое время протягивания: tосн. Lp k 1000v , где L p L l p lk l L - длина протягиваемого отверстия; lp - длина режущей части протяжки; lk - длина калибрующей части протяжки; l - длина перебега (10÷20 мм); k - коэффициент, учитывающий время обратного хода протяжки в исходное положение (k=1,15÷1,5). 3 -1 классы размеров 6 - 9 классы шероховатости Фасонные поверхности отверстий Наружные фасонные поверхности Схема протягивания отверстия на горизонтально-протяжном и вертикально-протяжном станках Шлифование деталей На шлифовальных станках обрабатывают поверхности деталей из твердых материалов (закаленной стали, твердых сплавов, керамики, кварца, стекла и др). Обработку производят шлифовальным кругом. Шлифовальный круг состоит из твердых абразивных зерен, скрепленных связкой. Для изготовления абразивных кругов применяют наждак, корунд, окись алюминия, алмаз, кварц и др. Из искусственных материалов применяют карбид кремния, карбид бора, синтетические минералы. Характеристики шлифовального круга: - зернистость абразивных зерен - материал связки - твердость По мере затупления режущих кромок абразивные зерна выкрашиваются из шлифовального круга и выносятся из зоны резания силами инерции или СОЖ, а в работу вступают новые абразивные зерна. Происходит процесс самозатачивания шлифовального круга. Шлифование поверхности Схема распределения нагрузок в абразивном зерне в процессе шлифования Шлифование поверхности Круги для шлифования Шлифование деталей после литья Шлифование поверхности Насадки для шлифования Универсальный станок для сухого и мокрого шлифования Шлифование поверхности Рабочее место шлифовщика Алмазная головка D 450 мм с разреженной рабочей поверхностью (для чистового шлифования камня) См. текстовый файл См. текстовый файл Полирование Полируют поверхность инструментом, аналогичным шлифовальному— кругами с применением абразивных паст меньшей зернистости и на более мягких режимах обработки. Круги могут быть из фланели, мягкой шерсти. Цель операции — повышение качества поверхности путем диспергирования частиц материала с микровыступов поверхности и пластического течения поверхностного слоя материала с заполнением микроуглублений. Частота вращения полировальника — 1500-1800 об/мин. Полирование Пневматическая пальцевая шлифовальная машинка повышенной мощности. Применяется для финишных работ на инструментах для шлифования, снятия заусенец, фрезерования и полирования деталей. Полирование Комплект предназначен для резки листовых неметаллических материалов, заточки инструмента, полирования различных предметов и точения деталей из дерева. Конец лекции № 11