3. Новик Ф.С., Арсов Я.Б. ... таллов методами планирования экспериментов. М.: ... София: Техника, 1980. 304 с.
реклама

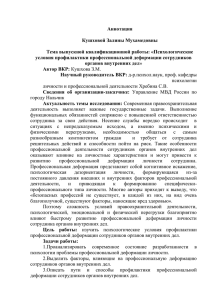
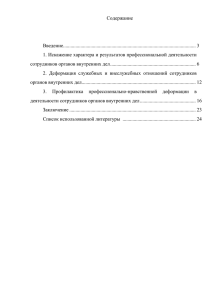
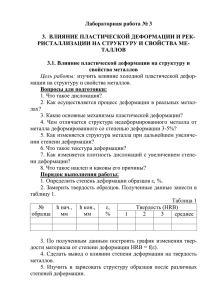
Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 3. Новик Ф.С., Арсов Я.Б. Оптимизация процессов технологии металлов методами планирования экспериментов. М.: Машиностроение; София: Техника, 1980. 304 с. V.I. Petrov Investigation of force parameters of the semi-hot extrusion process There are presented the results of experiments for determining the specific force at semi-hot extrusion of rollers and bushes of chain manufacturing that provide the mathematical model of force tool loading and detect the influence of main technological parameters of the process. Key words: rollers and bushes, semi-hot extrusion, specific force, mathematical model, tool. Получено 28.12.10 г. УДК 621.73.06-52 Я.Н. Бовтало, аспирант, тел. (495)223-05-23(доб.1393), [email protected], (Россия, Москва, МГТУ «МАМИ»), Ю.К. Филиппов, д.т.н., проф., тел. (495)223-05-23 (доб.1393), [email protected], (Россия, Москва, МГТУ «МАМИ»), В.Н. Игнатенко, к.т.н. тел. (495)223-05-23(доб.1393), [email protected], (Россия, Москва, МГТУ «МАМИ») ВЛИЯНИЕ ДЕФОРМАЦИИ И СХЕМЫ НАПРЯЖЁННОГО СОСТОЯНИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ Исследовано изменение механических свойств стали в зависимости от величины деформации и схемы напряжённого состояния при холодной деформации на примере детали «Корпус шарового пальца». Ключевые слова: механические свойства, сталь, деформация, выдавливание, штамп В современной промышленности в большом объёме используются полые осесимметричные детали с высокими эксплуатационными характеристиками. Широко распространены корпусные детали с фланцем, к которым относится деталь «Корпус шарового пальца», входящая в узловое соединение передней подвески легкового автомобиля (шаровую опору). На сегодняшний день её изготавливают из стали 30 листовой штамповкой с последующей сваркой и горячей объёмной штамповкой. Целью данной работы является исследование процесса комбинированного выдавливания детали типа «Корпус шарового пальца» методом холодной объёмной штамповки с учетом влияния механических свойств на формообразование (рис. 1). 108 Технологии и оборудование обработки металлов давлением Рис.1. Чертёж штампованной заготовки детали «Корпус шарового пальца» Для того чтобы повысить производительность процесса и качество изделия, было решено изготавливать эту деталь методами холодной объемной штамповки (рис. 2) с последующей доводкой резанием. Для снижения технологической силы и увеличения пластичности материала было решено заменить исходный материал сталь 30 на более технологичную, с позиции холодной объемной штамповки, сталь 10. Это позволило исключить термомеханическую обработку заготовок и снизить энергосиловые параметры технологического процесса. Известно, что при холодной объемной штамповке различных деталей обеспечиваются высокая точность и хорошее качество поверхности, повышаются прочность, твердость, однако снижается ударная вязкость [1-3]. Технические условия на производство детали «Корпус шарового пальца» требуют определенную величину ударной вязкости и твердости, так как это необходимо для выдерживания ударных нагрузок и сил, воздействующих на опорные поверхности. Из анализа литературных источников был сделан вывод, что в настоящее время влияние накопленной деформации на изменение механических свойств для многих марок сталей (в том числе стали 10) в достаточной мере не изучено [1, 4]. Ударная вязкость измеряется, как правило, только у исходного материала заготовок деталей, причем размеры исходных заготовок должны быть достаточно большими, чтоб из них можно было изготовить образцы. Для проката из стали 10 ударная вязкость не нормируются. Также нет достоверных данных о значении ударной вязкости стали 10 при накопленной деформации при различных схемах нагружения. В связи с этим определить величину ударной вязкости для небольших деталей, полученных методами холодной объемной штамповки, не представляется возможным. 109 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Поэтому главной целью настоящей работы будут повышение качества штампуемой детали, снижение себестоимости и обоснование правомерности замены исходного материала. Для этого необходимо выявить влияние деформации и схемы напряженно-деформированного состояния на изменение твердости и ударной вязкости стали 10. Для выявления зависимости твердости и ударной вязкости от накопленной деформации и от схемы напряженного состояния были проведены две серии экспериментов: - одноосное сжатие цилиндрических образцов. При наличии хорошей смазки на торцах образца (например, периодически заменяемых прокладок из полиэтиленовой пленки) напряженное состояние можно считать линейным. Показатель напряженного состояния K = 0,33, показатель Лодэ - Надаи µσ = 1 ; - осадка в щелевом штампе призматических образцов. По этой схеме деформирования образуются две взаимно перпендикулярные системы плоскостей скольжения; деформация в образце однородна, причем отсутствует даже градиент положения главных осей, наблюдающийся при одноосном растяжении и сжатии цилиндрических образцов. Как и при осадке круглых образцов, необходимо принимать особые меры по уменьшению влияния на результат контактного трения. Реализуется схема плоской деформации (чистый сдвиг). Показатель напряженного состояния K = -0,33, показатель Лодэ - Надаи µσ = 0 . Рис. 2. Штамповочные переходы 110 Технологии и оборудование обработки металлов давлением Для исследования была выбрана сталь 10 (ГОСТ 10702-86). В качестве заготовок использовался калиброванный прокат круглого сечения ∅60 мм (ГОСТ 7417-75). Испытание цилиндрических образцов на одноосное сжатие. Были изготовлены шесть образцов разной высоты: 60, 70, 80, 90, 100 и 110 мм. Образец высотой 60 мм являлся контрольным. Остальные осаживались по упору до высоты H=57 мм. Осадку осуществляли в специальной штамповой оснастке для исключения перекоса инструмента. Для снижения сил трения между образцом и инструментом во время осадки устанавливали прокладки из полиэтиленовой плёнки. Замена пленки проводилась в течение всего процесса осадки через каждые 3 мм движения пуансона. Осаживание призматических образцов в щелевом штампе. Для осадки в щелевом штампе материал брался из той же партии, что и для сжатия. Из проката ∅60 мм вырезали призматические образцы разных размеров и с одинаковой чистотой поверхности – Ra1,25. Было изготовлено 27 образцов (по три на каждую величину деформации) Объем металла у всех образцов одинаковый. Все они осаживались по ограничителю до одной высоты ≈10,5 мм и после деформации образцы получались примерно одинаковых размеров ≈10,1х10,2х58 мм. После деформирования из полученных заготовок были изготовлены стандартные образцы для испытания ударным изгибом (рис. 3). Для исключения влияния старения механическая обработка проводилась практически сразу же после деформирования. Испытания на ударную вязкость проводились по ГОСТ 9454-78 на маятниковом копре МК-30 (ЕMAX=300 Дж) с ценой деления 2 Дж. Если образец не разрушался после удара, то, как предписывает ГОСТ, показания энергии удара не учитывались. На первом этапе эксперимента было испытано 63 образца, из которых пять не разрушились, на втором этапе – 27 образцов, 7 не разрушились. Данные испытаний записывались в протокол, затем обрабатывались. По результатам были найдены средние значения, которые затем аппроксимировались. Статистическая обработка данных проводилась по критерию Стьюдента. При доверительной вероятности 90 %, доверительный интервал средних значений не превышал 10 Дж/см2, что удовлетворяет условиям инженерных расчетов. По результатам были построены график (рис. 4) и поверхность зависимости ударной вязкости от накопленной деформации и показателя Лодэ - Надаи (рис. 5) для прогнозирования свойств материала при различных схемах нагружения. Из рис. 4 и 5 видно, что сжатие оказывает большее влияние на снижение ударной вязкости стали, по сравнению с осадкой в щелевом штампе, т.е. зависит от схемы напряженного состояния. 111 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Рис. 3. Форма и размеры образца для испытания ударным изгибом по ГОСТ 9454-78 Рис. 4. Графики зависимости ударной вязкости от накопленной деформации при испытании сжатием и осадкой в щелевом штампе: - осадка в щелевом штампе призматических образцов; - сжатие цилиндрических образцов 112 Технологии и оборудование обработки металлов давлением Рис. 5. Зависимость ударной вязкости от накопленной деформации и показателя Лодэ - Надаи После испытания на ударный изгиб у всех образцов была замерена твёрдость (тип прибора – Роквелл ТР-5006). Измерение твёрдости проводилось при температуре (23±2) °С. Перед измерением твёрдости поверхности образцов были очищены от посторонних веществ. По результатам были построены картины изменения средних значений твердости в зависимости от величины деформации и схемы нагружения (рис. 6 и 7). Рис. 6. Зависимость твердости от деформации при испытании сжатием и осадкой в щелевом штампе: - осадка призматических образцов в щелевом штампе; - сжатие цилиндрических образцов 113 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 При доверительной вероятности 90 % доверительный интервал данных, полученных измерением твердости, не превышал 1,4 HRB, что удовлетворяет условиям инженерных расчетов. Накопленная деформация в детали «Корпус шарового пальца», полученной с помощью холодной объемной штамповки достигает значения 3, но в среднем не превышает 0,7. Показатель Лодэ - Надаи в разных зонах варьируется от 0 до 3, но в большинстве зон находится в пределах от 0 до 1. Поэтому по полученным данным можно судить о распределении механических свойств в полученной детали. Рис. 7. Поверхность зависимости твердости от деформации и схемы нагружения По техническим требованиям к детали «Корпус шарового пальца» ударная вязкость должна быть не ниже значения 20 Дж/см2; твердость – 85…96 HRB. Из полученных результатов следует, что штампованная деталь из стали 10 удовлетворяет техническим требованиям. Выводы 1. Получены данные об изменении твердости и ударной вязкости в зависимости от накопленной деформации и схемы напряженнодеформированного состояния. 114 Технологии и оборудование обработки металлов давлением 2. Определены погрешности значений твёрдости при одноосном сжатии и осадке в щелевом штампе. При деформации e=0,2 средние значения твёрдости практически совпадают, погрешность составляет ≈1 %, а при значении e=0,55 погрешность ≈3 %. 3. Выявлены зависимости величины ударной вязкости от деформации сжатия. При деформации e=0,2 среднее значение ударной вязкости понижается на ≈40 %, а при деформации до e=0,5 среднее значение ударной вязкости понижается на ≈70%. 4. Выявлены зависимости величины ударной вязкости от деформации в щелевом штампе. При деформации e=0,2 среднее значение ударной вязкости понижается на ≈5 %, а при деформации до e=0,5 среднее значение ударной вязкости понижается на ≈30 %. 5. Обоснован выбор исходного материала заготовки с учетом изменения механических свойств при холодной деформации. Свойства деформированной стали 10 соответствуют по твёрдости и ударной вязкости стали 35 в исходном состоянии. Список литературы 1. Третьяков А.В., Зюзин В.И. Механические свойства металлов и сплавов при обработке давлением. 2-е изд. М.: Металлургия, 1973. С. 202206. 2. Холодная объемная штамповка: справочник /.под ред. Г.А. Навроцкого, В.А. Головина и А.Ф. Нистратова М.: Машиностроение,. 1973.326 с. 3. Ковка и штамповка: справочник в 4 т. Главный редактор Е.И. Семенов. Холодная объемная штамповка. Под ред. Навроцкого Г.А. М: Машиностроение, 1987. Т.1.– 583 с. 4. Сопротивление деформации и пластичность металлов при обработке давлением: учеб. пособие / Ю.Г. Калпин [и др.] М.: МГТУ МАМИ, 2007. 113 с. Y. Bovtalo, Y. Filippov, V. Ignatenko Influence of deformation and the scheme of the strained conditions on mechanical properties of the steel Change of mechanical properties of a steel depending on size of deformation and the scheme of an intense condition is investigated at cold deformation on a detail example «the Case of a spherical finger». Key words: mechanical properties, steel, deformation, expression, stamp. Получено 28.12.10 г. 115