ИСТОРИЯ РАЗВИТИЯ АВТОМАТИЗАЦИИ Абрамов Д.Е., Краснопёрова А.Г
реклама

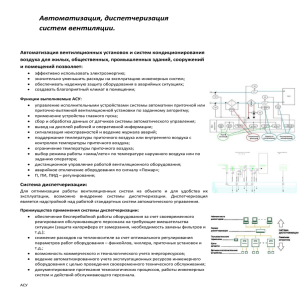
1 ИСТОРИЯ РАЗВИТИЯ АВТОМАТИЗАЦИИ Абрамов Д.Е., Краснопёрова А.Г. Краснодарский технический колледж Краснодар, Россия Процесс автоматизации начался намного раньше чем нам могло бы казаться, автоматизация на самом деле появилась практически сразу же с возникновением производства, а само по себе производство существует уже так давно, что точно никто и не скажет. Мы начнем рассматривать с появления самодействующих устройств. Самодействующие устройства - прообразы современных автоматов появились в глубокой древности . Однако в условиях мелкого кустарного и полукустарного производства вплоть до 18 в. практического применения они не получили и оставаясь занимательными "игрушками", свидетельствовали лишь о высоком искусстве древних мастеров. Совершенствование орудий и приёмов труда, приспособление машин и механизмов для замены человека в производственных процессах вызвали в конце 18 в. - начале 19 в. резкий скачок уровня и масштабов производства, известный как промышленная революция 18-19 вв. Промышленная революция создала необходимые условия для механизации производства в первую очередь прядильного, ткацкого, металло- и деревообрабатывающего. К. Маркс увидел в этом процессе принципиально новое направление технического прогресса и подсказал переход от применения отдельных машин к "автоматической системе машин", в которой за человеком остаются сознательные функции управления: человек становится рядом с процессом производства в качестве его контролёра и регулировщика. Важнейшими изобретениями этого периода стали изобретения русским механиком И. И. Ползуновым автоматического регулятора питания парового котла (1765) и английским изобретателем Дж. Уаттом центробежного 2 регулятора скорости паровой машины (1784), ставшей после этого основным источником механической энергии для привода станков, машин и механизмов. С 60-х гг. 19 в., в связи с быстрым развитием железных дорог, стала очевидна необходимость автоматизации железнодорожного транспорта и прежде всего создания автоматических приборов контроля скорости для обеспечения безопасности движения поездов. В России одними из первых изобретений в этом направлении были автоматический указатель скорости инженера-механика С. Прауса (1868) и прибор для автоматической регистрации скорости движения поезда, времени его прибытия, продолжительности остановки, времени отправления и местонахождения поезда, созданный инженером В. Зальманом и механиком О. Графтио (1878). О степени распространения автоматических устройств в практике железнодорожного транспорта свидетельствует то, что на Московско-Брестской железной дороге уже в 1892 существовал отдел "механического контроля поездов". Учение об автоматических устройствах до 19 в. замыкалось в рамки классической прикладной механики, рассматривавшей их как обособленные механизмы. Основы науки об автоматическом управлении по существу впервые были изложены в статье английского физика Дж. К. Максвелла "О регулировании" (1868) и труде русского учёного И. А. Вышнеградского "О регуляторах прямого действия" (1877), в котором впервые регулятор и машина рассматривались как единая система. А. Стодола, Я. И. Грдина и Н. Е. Жуковский, развивая эти работы, дали систематическое изложение теории автоматического регулирования. С появлением механических источников электрической энергии электромашинных генераторов постоянного и переменного тока (динамомашин, альтернаторов) - и электродвигателей оказалась возможной централизованная выработка энергии, передача её на значительные расстояния и дифференцированное использование на местах потребления. Тогда же возникла необходимость в автоматической стабилизации напряжения генераторов, без которой их промышленное применение было ограниченным. 3 Лишь после изобретения регуляторов напряжения с начала 20 в. электроэнергия стала использоваться для привода производственного оборудования. Наряду с паровыми машинами, энергия которых распределялась трансмиссионными валами и ремёнными передачами по станкам, постепенно распространялся и электропривод, вначале вытеснивший паровые машины для вращения трансмиссий, а затем получивший и индивидуальное применение, т. е. станки начали оснащать индивидуальными электродвигателями. Переход от центрального трансмиссионного привода к индивидуальному в 20-х гг. 20 в. чрезвычайно расширил возможности совершенствования технологии механической обработки и повышения экономического эффекта. Простота и надёжность индивидуального электропривода позволили механизировать не только энергетику станков, но и управление ими. На этой основе возникли и получили развитие разнообразные станки-автоматы, многопозиционные агрегатные станки и автоматические линии. Широкое применение автоматизированного электропривода в 30-е гг. 20 в. не только способствовало механизации многих отраслей промышленности, но по существу положило начало современной А. п. Тогда же возник и сам термин "А. п.". В СССР регулирования освоение автоматизированных производственных процессов средств началось управления и одновременно с созданием тяжёлой промышленности и машиностроения и проводилось в соответствии с решениями Коммунистической партии и Советского правительства об индустриализации и механизации производства. В 1930 по инициативе Г. М. Кржижановского в Главэнергоцентре ВСНХ СССР был организован комитет по автоматике для руководства работами по автоматизации в энергетике. В правлении Всесоюзного электротехнического объединения (ВЭО) в 1932 было создано бюро автоматизации и механизации заводов электропромышленности. Началось применение автоматизированного оборудования в тяжёлой, лёгкой и пищевой промышленности, совершенствовалась транспортная автоматика. В специальном машиностроении 4 наряду с отдельными автоматами были введены в действие конвейеры с принудительным ритмом движения. Организовано Всесоюзное объединение точной индустрии (ВОТИ) по производству и монтажу приборов контроля и регулирования. В научно-исследовательских институтах энергетики, металлургии, химии, машиностроения, коммунального хозяйства создавались лаборатории автоматики. Проводились отраслевые и всесоюзные совещания и конференции по перспективам её применения. Начались технико-экономические исследования значения А. п. для развития промышленности в различных социальных условиях. В 1935 в АН СССР стала работать Комиссия телемеханики и автоматики для обобщения и координации научно- исследовательских работ в этой области. Началось издание журнала "Автоматика и телемеханика". В 1936 Д. С. Хардер (США) определял автоматизацию как "автоматическое манипулирование деталями между отдельными стадиями производственного процесса". По-видимому, вначале этим термином обозначали связывание станков с автоматическим оборудованием передачи и подготовки материалов. Позднее Хардер распространил значение этого термина на каждую операцию производственного процесса. Высокая экономическая эффективность, технологическая целесообразность и часто эксплуатационная необходимость способствовали широкому распространению автоматизации в промышленности, на транспорте, в технике связи, в торговле и различных сферах обслуживания. Её основные предпосылки: более эффективное использование экономических ресурсов энергии, сырья, оборудования, рабочей силы и капиталовложений. При этом улучшается качество и обеспечивается однородность выпускаемой продукции, повышается надёжность эксплуатации установок и сооружений. Социалистическое государство, рассматривая А. п. как один из наиболее мощных факторов развития народного хозяйства, осуществляет её по единому 5 комплексному плану, увязанному с соответствующими ассигнованиями и материально-техническим обеспечением. В ходе выполнения первых трёх пятилетних планов развития народного хозяйства (1928-41) были созданы первые заводы, производящие приборы и аппаратуру автоматики и телемеханики для А. п. Во время Великой Отечественной войны (1941-45) А. п. имела огромное значение в материальнотехническом обеспечении фронта и удовлетворении нужд оборонной промышленности СССР. В первом послевоенном плане восстановления и развития народного хозяйства (1946-50) была предусмотрена дальнейшая автоматизация в энергетике, химической, нефтяной и нефтехимической промышленности, широкое внедрение в производство автоматизированного электропривода. Программа дальнейшего развития А. п. в период 1953-58, принятая на 19-м съезде КПСС, предусматривала, в частности, механизацию работ и А. п. на предприятиях чёрной металлургии, в горной промышленности, в машиностроении, а также полную автоматизацию ГЭС. Практически 50-е гг. явились периодом, когда А. п. начала внедряться во все имеющие значительный удельный вес отрасли народного хозяйства СССР. В машиностроении - производстве тракторов, автомобилей и сельскохозяйственных машин - были пущены автоматические линии; начал работать автоматизированный завод по производству поршней для автомобильных двигателей. Закончен перевод на автоматическое управление агрегатов ГЭС, многие из них были полностью автоматизированы. На ряде крупнейших ТЭЦ металлургической были автоматизированы промышленности около 95% котельные чугуна и цехи. 90% В стали выплавлялось в автоматизированных печах; были введены в эксплуатацию первые автоматизированные прокатные станы. Пущены автоматические установки на нефтеперерабатывающих предприятиях. Осуществлено телемеханическое управление газопроводами. Автоматизированы многие системы водоснабжения. Начали действовать автоматические бетонные заводы. Лёгкая и пищевая промышленность стала широко оснащаться автоматами и 6 полуавтоматами для расфасовки, дозировки и упаковки продукции и автоматическими линиями по производству продуктов. Парк автоматизированного оборудования в 1953 вырос в 10 раз по сравнению с 1940. В металлообрабатывающей промышленности появились станки с программным управлением. Для производства массовой продукции были применены роторные автоматические линии. Во взрывоопасных химических производствах получило широкое распространение телемеханическое управление процессами. Введение в Автоматизацию и общие понятия.Автоматизация производства, процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. А. п. - основа развития современной промышленности, генеральное направление технического прогресса. Цель А. п. заключается в повышении эффективности труда, улучшении качества выпускаемой продукции, в создании условий для оптимального использования всех ресурсов производства. Различают А. п.: частичную, комплексную и полную. Частичная А. п., точнее - автоматизация отдельных производственных операций, осуществляется в тех случаях, когда управление процессами вследствие их сложности или скоротечности практически недоступно человеку и когда простые автоматические устройства эффективно заменяют его. Частично автоматизируется, как правило, действующее производственное оборудование. По мере совершенствования средств автоматизации и расширения сферы их применения было установлено, что частичная автоматизация наиболее эффективна тогда, когда производственное оборудование разрабатывается сразу как автоматизированное. К частичной А. п. относится также автоматизация управленческих работ. При комплексной А. п. участок, цех, завод, электростанция функционируют как единый взаимосвязанный автоматизированный комплекс. Комплексная А. п. охватывает все основные производственные функции предприятия, хозяйства, службы; она целесообразна лишь при высокоразвитом 7 производстве на базе совершенной технологии и прогрессивных методов управления с применением надёжного производственного оборудования, действующего по заданной или самоорганизующейся программе, функции человека при этом ограничиваются общим контролем и управлением работой комплекса. Полная А. п. - высшая ступень автоматизации, которая предусматривает передачу всех функций управления и контроля комплексно- автоматизированным производством автоматическим системам управления. Она проводится тогда, когда автоматизируемое производство рентабельно, устойчиво, его режимы практически неизменны, а возможные отклонения заранее могут быть учтены, а также в условиях недоступных или опасных для жизни и здоровья человека. При определении степени автоматизации учитывают прежде всего её экономическую эффективность и целесообразность в условиях конкретного производства. А. п. не означает безусловное полное вытеснение человека автоматами, но направленность его действий, характер его взаимоотношений с машиной изменяется; труд человека приобретает новую качественную окраску, становится более сложным и содержательным. Центр тяжести в трудовой деятельности человека перемещается на техническое обслуживание машинавтоматов и на аналитически-распорядительную деятельность. Работа одного человека становится такой же важной, как и работа целого подразделения (участка, цеха, лаборатории). Одновременно с изменением характера труда изменяется и содержание рабочей квалификации: упраздняются многие старые профессии, основанные на тяжёлом физическом труде, быстро растет удельный вес научно-технических работников, которые не только обеспечивают нормальное функционирование сложного оборудования, но и создают новые, более совершенные его виды. Автоматизация промышленности является одним из основных факторов современной научно-технической человечеством беспрецедентные революции, возможности открывающей преобразования перед природы, 8 создания огромных материальных богатств, умножения творческих способностей человека. Автоматизация предприятия вчера, сегодня, завтра. Случайно это или закономерно, но охарактеризовать идеологическом, повысился нынешний как период этапный. организационном уровень заказчиков, развития Происходят и автоматизации серьезные техническом формируются плане. новые можно изменения в Существенно требования к автоматизированным системам, появляются принципиально новые технологии, претендующие на роль лидерства в системах автоматизации. Автоматизация вчера. До настоящего времени три типичные уровня автоматизации промышленных предприятий АСУ (системы автоматизации управленческой и финансово-хозяйственной деятельности), САПР (системы автоматизированного проектирования) и АСУТП (системы автоматизации технологических и производственных процессов) развивались обособленно и независимо друг от друга. Они проектировались и создавались, исходя из требований разных подразделений предприятия и в соответствии с различными правилами игры , автономно обслуживая разные органы единого организма, которым, по сути, и является предприятие. И, несмотря на то, что здоровое, полноценное функционирование всякого организма требует взаимоувязанной работы всех его частей, изначально они не были подчинены единым целям и задачам, оставались слабо связанными физически и информационно, а чаще не связанными вовсе. К тому же, каждая из этих систем традиционно строилась по своим внутренним законам. Поэтому они практически не могли общаться между собой, так как разговаривали на разных языках, не понимая друг друга. Ситуация осложнялась еще и тем, что каждая из систем часто реализовывалась на основе стандартов. различных аппаратных, программных и информационных 9 Только в АСУТП наиболее часто используемых стандартов на техническое, программное обеспечение и промышленные сети насчитывается более десятка (а есть ещё и нестандартные решения). Кроме того, не все решения были полностью открытыми, т.е. допускающими использование в рамках одной системы разнотипного оборудования, выпущенного в разное время разными производителями (как отечественными, так и зарубежными). Поэтому потребитель часто попадал в долгосрочную зависимость от одного изготовителя и не имел возможности самостоятельного развивать и модернизировать созданную на его предприятии АСУТП. Аналогичная ситуация создавалась и при внедрении систем других уровней. В этих условиях руководителям предприятий приходилось делать трудный выбор: с чего начинать автоматизацию с АСУ, САПР или АСУТП; на какие стандарты ориентироваться; кого слушать? Естественно, что в условиях неопределенности и ограниченных ресурсов далеко не все находили оптимальное решение и в итоге задавали себе вопрос: А нужно ли вообще было браться за оружие (автоматизацию предприятия)? . Тем не менее, за оружие брались практически все и результаты сражений у большинства получились поразительно похожими. Создававшиеся без комплексного плана, как правило, под требования различных подразделений, участков и процессов, не связанные между собой системы автоматизации очень напоминали лоскутное одеяло . А многообразие используемых стандартных и нестандартных аппаратных и программных средств придавало одеялу разноцветный и разношерстный характер. И как следствие реальная эффективность от внедрения автоматизации на предприятии оказалась совсем не такой, какую ожидали, а у заказчиков и исполнителей остался, мягко говоря, осадок неудовлетворенности. Но всё же думается, что не нужно посыпать голову пеплом . Лоскутная автоматизация это объективный и необходимый этап развития, своего рода болезнь роста. Это лишь означает, что к комплексной автоматизации на предприятии по настоящему не были готовы ни разработчики, ни поставщики, 10 ни потребители. А положительными итогами прошедшего этапа стали накопленный опыт, осознание серьезности задач автоматизации, необходимости их коррекции и дальнейшего развития самого процесса автоматизации на новом качественном уровне. Важно теперь не задержаться на этом этапе, вовремя перейти к следующему, тем более что сейчас для такого перехода появляются все возможности. Вот что, к примеру, думает по этому поводу директор по экономике одного известного химико-фармацевтического комбината: На все участки, которые планируется включить в комплексную автоматизацию предприятия, я сначала посылаю нашего специалиста, и он решает там локальную задачку. Уже при ее постановке много шелухи отпадает, поэтому, когда приходит комплексная система, пользователям проще у них есть навык работы с ней, они ее не боятся, они уже хорошо понимают, что она может и должна делать. А в комплексную систему мы перекладываем (на более высоком уровне) ту локальную задачку, которая уже была отработана. Придти в кабинет, где люди никогда не видели компьютера, и сказать, что завтра у них будет комплексная система, такого мы себе не позволяем . А что же в этом случае делать с одеялом ? Выбрасывать жалко во-первых, не по-хозяйски это, во-вторых, вряд ли это осуществимо практически, многие на предприятии к нему уже привыкли. А может быть, скроить под это одеяло новый, современный и прочный чехол ? Будет красиво, практично и можно пользоваться еще не один год. Автоматизация сегодня. Для пошива такого чехла как раз и нужно использовать появляющиеся новые технологии и материалы. Что же относится к новым, определяющим тенденциям в развитии автоматизации сегодня? Во-первых, все более отчетливо проявляется логическое и информационное взаимопроникновение различных уровней автоматизации бизнес-уровня (АСУ), уровня проектирования (САПР) и производственнотехнологического уровня (АСУТП). Интеграция этих систем позволяет автоматизации стать реальной производительной силой и охватить предприятие 11 в целом, от технологов-операторов до высшего руководства. Предприятие едино и должно функционировать в едином информационном пространстве только в этом случае появляется возможность оптимального и оперативного управления его финансово-хозяйственной и производственной деятельностью (рис.1). Во-вторых, идет интенсивное сближение стандартов и технологий сопряжения (интерфейсов) различных аппаратных и программных средств автоматизации, используемых как в рамках одного уровня автоматизации, так и при связи одного уровня с другими. Это позволяет без существенных дополнительных затрат объединять в одну систему оборудование от различных производителей, как приобретенное ранее, так и современное и планируемое к выпуску в будущем. Например, у Вас где-то уже установлены отечественные контроллеры Р130, а на других участках имеются импортные средства автоматизации фирм Siemens и Modicon. При правильном подходе эти подсистемы один раз можно связать между собой в единую информационную сеть таким образом, чтобы в дальнейшем без дополнительных затрат включать в эту же сеть новое оборудование, выпускаемое этими, а также другими отечественными или зарубежными фирмами. Внедрение подобных открытых технологий позволит предприятию сохранить уже вложенные и вновь вкладываемые в автоматизацию инвестиции в течение длительного срока. В-третьих, наблюдается бурное развитие технологий Интернет и их все более глубокое проникновение во все уровни системы автоматизации предприятий. Это открывает принципиально новые возможности для взаимодействия пользователей с автоматизированной системой. С одной стороны, при работе в единой информационной среде пользователь может обходиться без специалиста-посредника между ним и системой автоматизации. С другой стороны, для приема и передачи компьютерной информации 12 пространство и время сжимаются , доступ к информации становится такой же простой процедурой, как и звонок по телефону. И руководитель высшего звена, и менеджер по продажам, и бухгалтер, и оператор прокатного стана могут самостоятельно, с помощью специально для них разработанных графических панелей на экране дисплея, не только запрашивать и принимать необходимую информацию, но и осуществлять все необходимые настройки различных режимов своего информационного обслуживания. Руководитель без посторонней помощи может установить или изменить последовательность и вид поступления информации на свой компьютер сразу после его включения. Например, сначала из бухгалтерии, затем из отдела сбыта, из участка выходной продукции и т.д. Новые тенденции развития автоматизации позволяют тем, кто уже создал АСУ, в полном объеме или частично, достаточно просто подключить к ней систему АСУТП. Включить в общий процесс электронного документооборота производственную документацию, такую как технологические карты, карты контроля качества, индивидуальные паспорта на изделия и т.п., получить на самом верху оперативную информацию от всех подразделений предприятия, включая и производственно-технологические. Те, кто только приступает к серьезной автоматизации, могут, с учетом особенностей своего предприятия, спокойно начать её с технологического уровня, с АСУТП (раньше было принято начинать с АСУ, теперь это совсем не обязательно). Вложенные в эти мероприятия инвестиции не будут потеряны. Еще одна особенность сегодняшнего дня дальновидные руководители сами пошли навстречу процессам автоматизации и активно участвуют в формулировании требований к ней. В результате опыта работы с системами верхнего уровня они осознают, что информации, существующей на уровне АСУ, явно недостаточно для принятия оптимальных управленческих решений. Серьезный анализ вырождается, когда в него не включены основные технологические процессы, нет информации по надежности, качеству, реальной 13 себестоимости производства единицы продукции. Слой технологических параметров должен обязательно учитываться при выработке управляющих решений, иначе управленцы по-прежнему будут опираться лишь на собственную интуицию и индивидуальный опыт этого мало в условиях глобализации рынка и растущего уровня конкуренции. Сегодня нужно уметь оперативно (конкуренты не дремлют, а клиенты становятся все более требовательными!) просчитывать цену и последствия принимаемых решений. Автоматизация завтра. Поэтому на классический вопрос с чего начинать автоматизацию? отныне можно отвечать однозначно с разработки генерального плана развития информационных технологий предприятия (этот план, вообще говоря, является частью стратегии развития бизнеса в целом с учетом рыночных реалий и перспектив). Этот генеральный план может быть весьма гибким: когда появляются средства выполняется очередной этап работ. Однако в этом процессе очень важна непрерывность, поэтому для поддержания устойчивого финансирования генплана может быть создан специальный фонд развития информационных технологий . Одной из задач такого фонда должно быть страхование инвестиций предприятия в автоматизацию, они не должны быть потеряны, поэтому их нужно четко планировать (в том числе и в долгосрочной перспективе) и контролировать их расходование. Страховкой для вложенных средств должно быть оптимальное проектирование будущей системы, исключение непроизводительных затрат при ее реализации. Например, вместо того, чтобы несколько раз в году тянуть кабели для каждой из подсистем отдельно (кстати, весьма дорогостоящее мероприятие), можно использовать один и тот же кабель для единой системы и снять тем самым лет на 5-7 головную боль с постоянными переделками и перестройками. 14 Еще одно необходимое условие реализуемости такого генплана заключается в том, что в его создании и воплощении должны принимать непосредственное участие первые лица предприятий, особенно на стадии формулирования требований к различным подсистемам единой автоматизированной системы предприятия и при принятии решения по их выбору. До последнего времени, например, для АСУТП эти требования задавались технологами, не знающими досконально сути бизнеса и тенденций его развития и не имеющими поэтому возможности оценить, какая информация и в каком виде должна экспортироваться из АСУТП на верхний уровень. В результате даже уже имеющаяся производственно-технологическая в электронном информация чаще виде в всего АСУТП оставалась невостребованной. Такая ситуация часто приводила к серьезным моральным и материальным потерям. Так на одном известном предприятии, производящем под заказ изделия сложных форм из легких сплавов, сорвался большой зарубежный контракт на поставку продукции в связи с невозможностью обеспечить индивидуальные технологические паспорта на каждое изделие в отдельности. Для этого была необходима автоматическая информационная связь АСУ верхнего уровня с АСУТП с достоверной фиксацией для каждого изделия типа сырья, режимов плавки и дальнейшей обработки. Напротив, на одном из мясоперерабатывающих предприятий процесс взвешивания продукции по мере ее обработки был автоматизирован и информация поступала непосредственно на уровень АСУ. Это позволило, вопервых, обнаружить обеспечить места эффективное непроизводственных планирование выхода потерь, основной а и во-вторых, побочной продукции, повысив тем самым прибыль предприятия более чем на 15%. 15 Автоматизация производства, её цели и задачи. Для оптимизации работы предприятия - изготовителя автоматизация производства является одним из наиболее функциональных и эффективных инструментов. Современные технологии дают возможность повысить качество работы любого предприятия, не зависимо от его направления и отрасли. Комплексная автоматизация производства не только делает предприятие более рентабельным, но и предоставляет возможность различным подразделениям оперативно взаимодействовать друг с другом. Назвать автоматизацией производства можно не только оптимизированный документооборот, но и удобно организованную систему распределения ресурсов. Автоматизация современного производства, её особенности.Основной задачей современного производителя является тщательный расчёт себестоимости продукции и выявление всех затрат на её изготовление. Это позволяет рассчитать цену товара и ожидаемую прибыль. Но не менее важна автоматизация современного производства, направленная на освобождение человека от выполнения рутинных функций за счёт применения машин. Различные станки и прочее оборудование с программным управлением постоянно совершенствуется, производственные происходит процессы. экономия что позволяет Помимо ресурсов автоматизировать сокращения предприятия, временных поскольку многие затрат, появляется возможность сократить число рабочих. Различные программы, заложенные в оборудование, позволяют добиться максимальной точности выполнения операций. Это приводит к улучшению качества продукции фирмы и положительно отражается на репутации производителя. К тому же, автоматизация производства предполагает применение систем, которые безопасны в эксплуатации и снабжены многочисленными механизмами предотвращения аварийных ситуаций. Устройства автоматизации производства, их эксплуатация. В качестве средств автоматизации производства выступает многочисленное оборудование от современных производителей. Компания Siemens выпускает блоки питания, 16 приводную технику и специализированные сенсоры, а также многие другие устройства, призванные облегчить производственный процесс и сделать его более эффективным. Компания Resatron специализируется на выпуске промышленного и вспомогательного оборудования, а фирма Baldor - на светотехнике и двигателях постоянного и переменного тока. Современные устройства автоматизации производства - это качественная и надёжная продукция. Логическое управление оборудованием позволяет минимизировать участие человека в производственном процессе и сделать этот процесс быстрым и безопасным. В целях предотвращения несанкционированного выполнения операций, устройства автоматизации производства снабжены функцией аварийного отключения. Автоматизация производства в СПб. Современный изготовитель нуждается в качественном оборудовании для выполнения производственных процессов. Поскольку каждый производитель заботится о своей репутации, то он не может допускать отклонений и выпуска бракованной продукции. Поэтому автоматизация производства в СПб - это ответственное дело, к которому следует подходить с должным вниманием. Положительно зарекомендовала себя продукция от производителей ControlTechniques, Siemens, Resatron, Baldor и Elmo MC. Их продукция для автоматизации производства производительностью и отличается продолжительным надёжностью, сроком высокой эксплуатации. Оборудование позволяет оптимизировать затраты и сделать предприятие более рентабельным. 17 Автоматическая линия - общие понятия и применения. Автоматическая линия, система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определённой технологической последовательности и с заданным ритмом весь процесс изготовления или переработки продукта производства или части его. Рассмотрим автоматизированное автоматических линий, поточное компоновку, производство, управление, применение производительность, эффективность и стоимость В функции обслуживающего персонала автоматической линии.входят: управление, контроль за работой агрегатов или участков линии, их ремонт и наладка. Линии, которые для выполнения части операций производственного процесса требуют непосредственного участия человека (например, пуск и остановка отдельных агрегатов, закрепление или перемещение продукта переработки), называются полуавтоматическими. На современных А. л. механизированы и автоматизированы многие вспомогательные операции (например, уборка отходов производства), контроль качества продукции, учёт выработки и регулируются др. На параметры многих автоматических технологических линиях процессов, автоматически осуществляются автоматическое перемещение рабочих органов, наладка и переналадка оборудования. Создание и внедрение автоматической линии - один из важнейших этапов автоматизации производства, переход от отдельных автоматов к комплексам, автоматическим часто системам объединяющим машин и автоматизированным разнохарактерные производственные процессы. Автоматизированное поточное производство возникло в некоторых отраслях промышленности (например, в химической и пищевой) уже в начале 20 в. в основном на таких производственных участках, где технология вообще не может быть организована по-другому, например при крекинге нефти. Однако сам термин «Автоматическая линия» появился значительно позже применительно к системам металлообрабатывающих станков и машин. Этим, в 18 частности, объясняется то, что качественные и количественные показатели автоматической линии учитываются главным образом в машиностроении и металлообрабатывающей промышленности. Первые комплексные автоматические линиии. в машиностроении СССР были созданы в 1939 по предложению рабочего-рационализатора Волгоградского тракторного завода И. П. Иночкина. Тогда же на 1-м Государственном подшипниковом заводе в Москве были созданы автоматические линии для токарной обработки и шлифования деталей подшипников. Экспериментальным научно-исследовательским институтом металлорежущих станков в 1936 были разработаны проекты автоматических линий из агрегатных станков. Такие линии для оборонной промышленности строились в годы Великой Отечественной войны. Завод «Станкоконструкция» в 1945-46 изготовил ряд автоматических линий из агрегатных станков для обработки корпусных деталей тракторов и автомобилей. В 1947-50 впервые в мировой практике в СССР было создано комплексно-автоматизированное производство алюминиевых поршней для тракторных двигателей с автоматизацией всех процессов, включая загрузку сырья, плавление металла, дозирование расплавленного металла, отливку заготовок, термическую, механическую, химическую, антикоррозионную обработку, контроль качества и упаковку готовой продукции. В 1953-55 на 1-м Государственном подшипниковом заводе был создан комплексно-автоматизированный цех по изготовлению шариковых и роликовых подшипников, включая их обработку, контроль и сборку. Дальнейшим этапом в развитии автоматических линий явилось создание типовых быстропереналаживаемых многономенклатурных автоматических линий для обработки цилиндрических зубчатых колёс, ступенчатых и шлицевых валов. На таких линиях при незначительных затратах времени на переналадку возможна обработка нескольких однотипных деталей различных размеров; в то же время каждый станок линии может работать самостоятельно. Разработка типовых автоматических линий на базе машин и оборудования 19 широкого назначения создала необходимые условия для серийного изготовления автоматических линий и их внедрения в серийное производство. Автоматические линии широко применяются в пищевой промышленности, производстве бытовых изделий, в электротехнической, радиотехнической и химической отраслях промышленности. Наибольшее распространение автоматические линии получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования. Автоматические линии для обработки строго определённых по форме и размерам изделий называются специальными; при изменении объекта производства такие линии заменяют или переделывают. Более широкими эксплуатационными автоматизированные возможностями линии для обладают обработки специализированные однотипной продукции в определённом диапазоне параметров. При изменении объекта производства в таких линиях, как правило, лишь перенастраивают отдельные агрегаты и изменяют режимы их работы; основное технологическое оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Специальные и специализированные автоматические линии применяются главным образом в массовом производстве. В серийном производстве автоматические линии должны обладать универсальностью и обеспечивать возможность быстрой переналадки для изготовления различной однотипной продукции. Такие А. л. называют универсальными быстропереналаживаемыми, или групповыми. Несколько меньшая производительность универсальных А. л. по сравнению со специальными компенсируется их быстрой переналадкой для производства широкой номенклатуры продукции. 20 Методы автоматизации. Методы автоматизации производства и научные основы автоматизации развиваются главным образом по 3 направлениям. Во-первых, разрабатывают методы эффективного изучения закономерностей объектов управления, их динамики, устойчивости, зависимости поведения от воздействия внешних факторов. Эти задачи решаются исследователями, конструкторами и технологами-специалистами конкретных областей науки и производства. Сложные процессы и объекты изучают методами физического и математического моделирования, исследования операций с использованием аналоговых и цифровых вычислительных машин. Во-вторых, определяют экономически целесообразные методы управления, тщательно обосновывают цель и оценочную функцию управления, выбор наиболее эффективной зависимости между измеряемыми и управляющими параметрами процесса. На этой основе устанавливают правила принятия решений по управлению и выбирают стратегию поведения руководителей производства с учётом результатов экономических исследований, направленных на выявление рациональных закономерностей системы управления. Конкретные цели управления зависят от техникоэкономических, социальных и других условий. Они состоят в достижении максимальной производительности процесса, стабилизации высокого качества выпускаемой продукции, наибольшего коэффициента использования топлива, сырья и оборудования, максимального объёма реализованной продукции и снижении затрат на единицу изделия и др. В-третьих, ставится задача создания инженерных методов наиболее простого, надёжного и эффективного воплощения структуры и конструкции средств автоматизации, осуществляющих заданные функции измерения, обработки полученных результатов и управления. При разработке рациональных структур управления и технических средств их осуществления применяют теорию алгоритмов, автоматов, математическую логику и теорию релейных устройств. С помощью вычислительной техники автоматизируют 21 многие процессы расчёта, проектирования и проверки устройств управления. Выбор оптимальных решений по сбору, передаче и обработке данных основывается на методах теории информации. При необходимости многоцелевого использования больших потоков информации применяются централизованные (интегральные) методы её обработки. Структура управления, оптимально выбранная для выполнения заданных целей, в сочетании с комплексом технических средств (измерительных, регулирующих, исполнительных, по сбору и обработке информации всех видов и т. д.), во взаимодействии с объектом управления и человеком (оператором, диспетчером, контролёром, руководителем участка) на основе рационально построенных форм и потоков информации образует автоматизированную систему управления (АСУ). В СССР системный подход к построению и использованию комплекса средств автоматизации измерения и управления, широкоеагрегатирование этих средств в рамках государственной системы промышленных приборов и средств автоматизации (ГСП) стал основой государственной политики в области А. п. В современную АСУ входят устройства для первичного формирования, автоматического извлечения и передачи, логической и математической обработки информации, устройства для представления полученных результатов человеку, выработки управляющих воздействий и исполнительные устройства. В ГСП все они группируются по функциональному, информационному и конструктивно-технологическому признакам, образуя на унифицированной элементной базе блочные наборы, из которых составляются необходимые агрегатные комплексы средств автоматизации. В настоящее время все эти методы имеют место, а также появилось множество других разновидностей и комбинаций, прежде чем определить подходящий для вашей области или процесса метод следует определиться с техническими средствами автоматизации 22 Системы автоматического управления. Совокупность взаимодействующих управляющего устройства и управляемого объекта образует систему автоматического управления, которая делится на: -Системы автоматического регулирования; -Следящие системы управления; -Адаптивные или самоприспосабливающиеся системы управления; -Специализированные системы автоматического управления. Системы автоматического управления классифицируются в основном по цели управления, типу контура управления и способу передачи сигналов. Первоначально перед системами автоматического управления (САУ) ставились задачи поддержания определённых законов изменения во времени управляемых величин. В этом классе систем различают системы автоматического регулирования (CAP), в задачу которых входит сохранение постоянными значения управляемой величины; системы программного управления, где управляемая величина изменяется по заданной программе; следящие системы, для которых программа управления заранее неизвестна. В дальнейшем цель управления комплексными стала связываться показателями непосредственно качества, с определёнными характеризующими систему (её производительность, точность воспроизведения и т. п.); к показателю качества могут предъявляться требования достижения им предельных (наибольших или наименьших) значений, для чего были разработаны адаптивные, или самоприспосабливающиеся системы. Последние различаются по способу управления: в самонастраивающихся системах меняются параметры устройства управления, пока не будут достигнуты оптимальные или близкие к оптимальным значения управляемых величин; в самоорганизующихся системах с той же целью может меняться и её структура. Наиболее широки, в принципе, возможности самообучающихся систем, улучшающих алгоритмы своего функционирования на основе анализа опыта управления. Отыскание оптимального режима в адаптивных САУ может 23 осуществляться как с помощью автоматического поиска, так и беспоисковым образом. Способ компенсации возмущений связан с типом контура управления системы. В разомкнутых системах автоматического управления наустройство управления не поступают сигналы, несущие информацию о текущем состоянии управляемого объекта, либо в них измеряются и компенсируются главные из возмущений, либо управление ведётся по жёсткой программе, без анализа каких-либо факторов в процессе работы. Основной тип систем автоматического управления - замкнутые, в которых осуществляется регулирование по отклонению, а цепь прохождения сигналов образует замкнутый контур, включающий объект управления иустройство управления; отклонения управляемой величины от желаемых значений компенсируются воздействием через обратную связь, вне зависимости от причин, вызвавших эти отклонения. Объединение принципов управления по отклонению и по возмущению приводит к комбинированным системам. Часто, помимо основного контура управления, замыкаемого автоматического главной управления обратной имеются связью, в системах вспомогательные контуры (многоконтурные системы) для стабилизации и коррекции динамических свойств. Одновременное управление несколькими величинами, влияющими друг на друга, осуществляется в системах многосвязного управления или регулирования. По форме представления сигналов различают дискретные и непрерывные системы автоматического управления. В первых сигналы, по крайней мере в одной точке цепи прохождения, квантуются по времени , либо по уровню, либо как по уровню, так и по времени. Простейший пример системы автоматического управления - система прямого регулирования частоты вращения двигателя. Цель управления поддержание постоянной частоты вращения маховика, управляемый объект двигатель; управляющее воздействие - положение регулирующей заслонки дросселя; устройство управления - центробежный регулятор, муфта которого 24 смещается под действием центробежных сил при отклонении от заданного значения частоты вращения вала, жестко связанного с маховиком. При смещении муфты изменяется положение заслонки дросселя. Структурная схема рассмотренного примера типична для многих систем автоматического управления вне зависимости от их физической природы. Описанная система представляет собой автоматического замкнутую регулирования одноконтурную механического непрерывную действия, систему допускающую линеаризацию при исследовании. Промышленность выпускает универсальные регуляторы, в том числе с воздействием по производной, по интегралу, экстремальные регуляторы, для управления различными объектами. Специализированные системы автоматического управления широко применяются в различных областях техники, например: следящая система управления копировально-фрезерным станком по жёсткому копиру; системы управления металлорежущих станков с программным управлением от магнитной ленты, перфоленты или перфокарты (преимущества такого управления заключаются в относительной универсальности, лёгкости перестройки программы и высокой точности обработки деталей); система программного управления реверсивным прокатным станом, включающая в свой контур управляющую вычислительную машину. В относительно медленных технологических процессах в химической и нефтяной промышленности автоматического управления, распространены многосвязные системы осуществляющие регулирование большого количества связанных величин; так, при перегонке нефти информация о температуре, давлении, расходе и составе нефтепродуктов, получаемая от нескольких сотен датчиков, используется для формирования сигналов управления десятками различных регуляторов. САУ играют важную роль в авиации и космонавтике, например автопилот представляет собой систему автоматического управления самонастраивающуюся связанного систему. В регулирования, военной технике а иногда и применяются 25 высокоточные следящие системы, часто включающие вычислительные устройства. Какие же основные выводы, как нам кажется, должны сделать уважаемые руководители на пороге нового этапа развития автоматизации. Будущее за полной и комплексной автоматизацией предприятия в целом как единого организма. Не надо ждать всеобщей, полной и комплексной автоматизации предприятия завтра, слишком общие подходы обычно долго реализуются и требуют слишком больших затрат, поэтому нужно разрабатывать генеральный план вашей автоматизации с привлечением широкого круга специалистов и при обязательном участии самих заказчиков. Начинать необходимо уже сегодня, независимо от начальных условий и накопленного опыта: - работаете ли вы с собственными программами и базами данных; используете ли стандартные офисные программные средства (типа MS Access или MS Excel); - выбрали ли специализированные программы (1С, Бэст, Парус, AutoCAD, CADelectro и т.п.); - внедрили ли корпоративные информационные системы (BAAN, Renaissance, Галактика и т.п.) А что касается специалистов в области АСУТП, одим из которых является авторы статьи, они снабдят ваши работающие АСУ (или их элементы) производственно-технологической информации с учетом конкретных требований и перспектив развития вашего автоматизированного предприятия и добьются большей эффективности производства.