Деградация и восстановление γ`
реклама

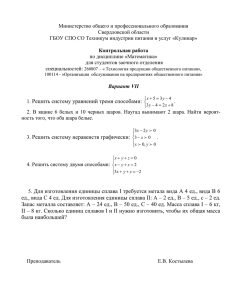
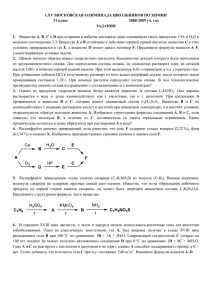
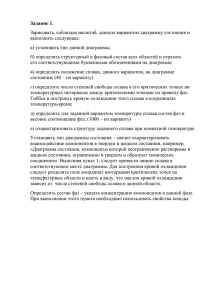
ВИАМ/1994-201716 Деградация и восстановление γ'-фазы в жаропрочных никелевых сплавах Г.И. Морозова Л.П. Сорокина Н.Х. Богина Ноябрь 1994 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем тридцати научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в четырех филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Металловедение и термическая обработка металлов», №4, 1995г. Электронная версия доступна по адресу: www.viam.ru/public Деградация и восстановление γ'-фазы в жаропрочных никелевых сплавах Г.И. Морозова, Л.П. Сорокина, Н.Х. Богина Всероссийский институт авиационных материалов Высоколегированные никелевые сплавы являются основным конструкционным материалом для деталей горячего тракта газотурбинных двигателей (ГТД), способным выдерживать высокие температуры и нагрузки при длительном сроке службы. Высокая жаропрочность достигается комплексным легированием и получением фазового состава, обеспечивающего стабильность структуры сплава в поле высоких температур и напряжений. Особая роль в упрочнении сплава принадлежит γ'-фазе (интерметаллид на основе Ni 3Al), количество которой определяется в основном содержанием Аl и достигает в современных сплавах ~60–65%. В статье представлены результаты исследования фазового состава ряда никелевых жаропрочных сплавов после эксплуатации. При этом оценивали степень деградации γ'-фазы в поле высоких температур и напряжений и степень ее регенерации при действии восстановительной термовакуумной обработки. Известно [1], что дисперсные частицы γ'-фазы, как правило кубической формы, способны тормозить дислокации и препятствовать развитию ползучести. Они обладают большей чувствительностью к изменяющимся факторам внешней среды: укрупняются, сращиваются, вытягиваются в направлении, перпендикулярном деградируют. Эти микроскопии и растягивающим процессы хорошо изучены их интенсивность во многих напряжениям, т.е. методом электронной случаях определяет работоспособность материала [2]. Существует математическая зависимость между скоростью коагуляции контролирующими этот процесс [3]. частиц γ'-фазы и факторами, Часто структурные изменения сопровождаются выделением избыточных фаз неблагоприятной морфологии (М 6 С, ТПУ-фазы и др.), что ускоряет разрушительные процессы в сплавах. Оптимальному структурному состоянию сплава соответствует равномерное распределение в матрице частиц γ'-фазы размером 200–400 нм и отсутствие избыточных фаз. Для определения фазового состава сплавов использовали метод физикохимического фазового анализа [4]. Этот метод основан на изолировании фаз в процессе анодного электрохимического растворения сплава в различных электролитах с последующим химическим и рентгеноструктурным анализом изолята. При этом оценивали кристаллическую структуру фаз, их количество и химический состав. Для изолирования γ'-фазы применяют электролит состава: 10 г сернокислого аммония, 30 г лимонной кислоты, 1 л воды; плотность тока 0,05 А/см2. При длительном воздействии на сплав высоких температур (с нагрузкой или без нее) часть твердого раствора теряет многосвязность (непрерывность) и оказывается окруженной сросшимися колониями частиц γ'-фазы. При этом затрудняется доступ электролита к твердому раствору, снижается скорость растворения сплава, потенциал смещается в область более положительных значений, в которой γ'-фаза теряет пассивность и растворяется в электролите. Уменьшение количества изолируемой γ'-фазы характеризует степень ее деградации (повреждения) и соответствует снижению долговечности сплава в целом. Степень деградации γ'-фазы (С д ) определяется по формуле 𝐶д = 𝑚1 −𝑚2 𝑚1 ∙ 100, где т 1 и т 2 – масса γ'-фазы в сплаве до и после испытания, %, соответственно. Правомерность оценки деградации γ'-фазы методом физико-химического фазового анализа подтверждается результатами исследования фазового состава, микроструктуры и тонкой структуры сплава ЖС6У (табл. 1) на различных стадиях ползучести при 975°С и σ=200 Н/мм2 после 30 и 60 ч испытания, а также после разрушения (τр =79,5 ч). При практически постоянном общем объеме γ'-фазы (~59%) по мере наработки масса изолированной γ'-фазы уменьшается. Это вызывается изменившимися условиями изолирования фазы: уменьшением скорости растворения сплава и смещением потенциала в область положительных значений (табл. 2). Таблица 1. Сталь Со ЖС6У 9,5 ЖС32 9,0 ЖС26 9,0 ВЖЛ12У 14,5 *Остальное Ni. Сr 8,5 5,0 5,0 9,5 Al 5,5 6,0 6,0 5,5 Содержание элементов*, % Ti W Мо Nb 2,5 10 1,8 1 1,0 12,0 1,0 1,5 1,0 12,0 1,0 1,5 4,5 1,4 3 0,8 С 0,16 0,16 0,16 0,16 Другие – 6,0 (Tа, Re) – 0,8V Таблица 2. τ, ч v p ⋅10-3, г/(см2⋅ч) ϕ, в Сд, % 0 30 60 79,5 9,0 9,1 4,8 4,0 +1,2 +1,49 +1,50 +1,70 0 43 50 60 Обозначения: τ – время испытания; v p – скорость растворения сплава ЖС6У; ϕ – потенциал, при котором растворение сплава происходит в течение 30 мин; С д – степень деградации γ'-фазы. Основная масса γ'-фазы деградирует на установившейся стадии ползучести после 30 ч испытания (С д =43%), и ее частицы окружены плотной сеткой дислокаций (рис. 1, а). В дальнейшем изменение морфологии γ'-фазы и условий ее изолирования происходит в меньшей степени. Начиная с середины установившейся стадии ползучести, в частицах γ'-фазы появляются парные дислокации, свидетельствующие о ее разупрочнении (рис. 1, б, показано стрелкой). При этом деградация γ'-фазы в разрушенном образце достигает ~60%. Рисунок 1. Микроструктура сплава ЖС6У после испытаний па длительную прочность (σ=200 H/мм2, t=975°С): а – τ=30 ч, установившаяся стадия ползучести, ×20000; б – τ=60 ч, парные дислокации в частицах γ'-фазы, ×50000 Таким образом, степень деградации характеризует связь кинетики накопления изменений в γ'-фазе с условиями эксплуатации: С д =ƒ(σ, τ, t). В сплаве ЖС6У изменение морфологий γ'-фазы может сопровождаться выделением по плоскостям скольжения карбида М 6 С. Как было показано ранее [5], наиболее интенсивно карбид М 6 С образуется в зонах разрушения и максимальных напряжений. В сплаве ЖС6У, испытанном на усталость, такой зоной являются поверхностные слои металла, которые подвергаются действию высоких знакопеременных нагрузок. Именно в этих зонах наблюдается максимальная деградация γ'-фазы. Лопатки ГТД в процессе работы испытывают сложные термовременные нагрузки. При этом напряжения и температуры распределены неравномерно по перу лопатки, вызывая разную степень повреждения сплава. Особенно значительные структурные изменения происходят при высоких температурах, вызывающих заметные изменения растворимости и коагуляции γ'-фазы. Методом физико-химического фазового анализа получены данные о деградации γ'-фазы в различных сечениях пера лопатки первой ступени ГТД (сплав ЖС6У), проработавшей на двигателе 50 ч с кратковременным перегревом до 1000–1100°С. Перо лопатки разрезали по схеме, показанной на рис. 2. После механического удаления оксидов исследовали глубинные слои сплава. В сечениях I (а–г) частицы фазы скоагулированы и вытянуты, что свидетельствует о действии более высоких температур, чем в сечениях II и III (рис. 3). Фазовые и структурные изменения в лопатке происходят в соответствии с температурными полями и распределением напряжений по лопатке (табл. 3). По-видимому, наиболее активно γ'-фаза деградирует в I сечении пера лопатки на выходной кромке в, г (рис. 2). Однако фактором, определяющим дестабилизацию γ'-фазы, является действие аномально высоких температур. Рисунок 2. Схема сечения лопатки I ступени ГТД Рисунок 3. Микроструктура пера лопатки из сплава ЖС6У (×10000): а – сечение I (рис. 2, в, г); б – сечение III (рис. 2, а, б) Таблица 3. Сечение лопатки I II III Зона σ, Н/мм2 t, °С Сд, % MK, % а 40 1010 12 1,8 б 40 1010 13 1,8 в 38 1020 31 1,7 г 38 1020 53 1,8 а 120 1010 24 1,7 б 120 1010 18 1,8 в 120 1020 30 1,7 г 120 1020 32 1,7 а 140 860 0 1,5 б 140 860 0 1,5 в 165 910 5 1,6 г 165 910 7 1,5 Обозначение. М K – массовая доля карбидов МС+М 6 С. По степени деградации γ'-фазы можно получить сравнительную характеристику долговечности ряда сплавов – аналогов ЖС6У. Так, при одинаковых условиях испытаний на длительную прочность (σ=18,5 Н/мм2 и t=1000°С) время до разрушения сплавов ЖС32 и ЖС26 τр =290 и 111 ч соответственно. Сопротивляемость γ'-фазы деградации и огрублению также более высокая у сплава ЖС32 (табл. 4). Таблица 4. τ/τ р 0,2 0,5 1,0 Степень деградации С д , %, сплавов ЖС26 ЖС32 66,4 0 69,9 18,4 80,7 36,4 Примечание. Испытание на длительную прочность в течение времени τ проводили при t=1000°С и σ=185 Н/мм2. Степень деградации γ'-фазы, контролируемая скоростью диффузионных процессов, существенно ниже для сплава ЖС32. Сплав ЖС32, легированный Та и Re, обладает более низкими диффузионными характеристиками и более высокой фазовой стабильностью и долговечностью по сравнению со сплавом ЖС26, не содержащим этих элементов. Метод физико-химического фазового анализа позволяет получить не только количественную характеристику изменения фазового состава сплава при действии температур и напряжений, но и оценить способность деградированной фазы к регенерации в процессе восстановительной термовакуумной обработки (ВТВО) [6]. Обратимость фазовых реакций определяет принципиальную возможность восстановления механических характеристик до исходных значений с помощью повторного высокотемпературного нагрева сплава и зависит от степени неблагоприятных изменений. Так, после испытания на длительную прочность в течение 40 ч при σ=140 Н/мм2 и t=1025°С в сплаве ЖС6У произошли глубокие изменения: степень деградации γ'-фазы С д =43%, содержание карбида М 6 С составило 2%. Проведение ВТВО при 1210°С, 1 ч частично восстанавливает γ'-фазу, но не растворяет двойной карбид. При более мягком режиме испытания сплава, близком к условиям работы двигателя (975°С, 40 ч, σ=200 Н/мм2), степень деградации С д =18%, а количество двойного карбида не превышает 0,5%. Проведение ВТВО при 1220°С, 4 ч практически полностью восстанавливает фазовый состав сплава до исходного состояния (С д =2%). Таким образом, для сплава ЖС6У фактором, сдерживающим регенерацию структуры, является выделение карбида М 6 С, количество которого зависит в основном от температуры эксплуатации. Такой способ оценки деградации и восстановления γ'-фазы справедлив и для других видов испытаний. На рис. 4 представлены степень деградации и количество γ'-фазы, изолируемой из сплава ВЖЛ12У (см. табл. 1), в зависимости от числа циклов при испытании на усталость по Коффину и при циклическом нагреве образцов по схеме 1001000°С с продолжительностью цикла 3,5 мин. После выдержки в вакууме при 1210°С, 4 ч в образце, прошедшем 150 циклов, происходит почти полное восстановление γ'-фазы. Ее остаточное повреждение С д =4%. С увеличением числа циклов до 500 восстановление γ'-фазы происходит в меньшей степени (С д =10%). Рисунок 4. Степень деградации γ'-фазы (С д ) сплава ВЖЛ12У, испытанного на термоусталость, и ее регенерации после ВТВО (m γ' – масса γ'-фазы): 1 – С д после испытания; 2 – С д после ВТВО при 1210°С, 4 ч; заштрихованные столбики – m γ′ после испытания; светлые столбики – после ВТВО при 1210°С, 4 ч В сплаве ВЖЛ12У, не склонном к карбидным реакциям, факторами, лимитирующими регенерацию структуры, являются ее необратимые изменения, в частности, увеличение плотности дислокаций выше критической, в результате чего образуются микротрещины, не устраняемые ВТВО. Метод физико-химического фазового анализа является интегральным и характеризует фазовые реакции в объеме материала в отличие от электронномикроскопического, который в большей мере отражает локальные изменения морфологии γ'-фазы, а также тонкой структуры сплава. Сочетание обоих методов в практических целях повышает надежность контроля как степени повреждения структуры, так и качества ее восстановления и обратимости фазового состава сплава. Выводы Время эксплуатации, а также состояние материала в процессе работы предлагается оценивать по степени деградации γ'-фазы (С д ) и наличию нежелательных карбидов М 6 С, которые можно определить методом физикохимического фазового анализа изолированного осадка. Проведение повторного высокотемпературного нагрева в вакууме позволяет уменьшить степень неблагоприятных изменений в жаропрочных никелевых сплавах, происходящих при эксплуатации. Список литературы: 1. Симс Ч., Хагель В. Жаропрочные сплавы. М.: Металлургия, 1967. 567 с. 2. Никулина Н.В., дислокационной Усиков структуры М.П., Сорокина никелевых Л.П., сплавов Бронфин в М.Б. процессе Изменение ползучести // Металлофизика. 1991. Т. 13, № 10. С. 22–28. 3. Лифшиц И.М., Слезов В.В. // ЖЭТФ. 1958. № 35. С. 2–8. 4. Лашко Н.Ф., Заславская Л.В., Козлова М.Н. и др. Физико-химический фазовый анализ сталей и сплавов. М.: Металлургия, 1978, 336 с. 5. Кишкин С.Т., Морозова Г.И., Беляев М.С. и др. Фазовые превращения в жаропрочном никелевом сплаве ЖС6У, испытанном на усталость // ФММ. 1984. Т. 58, № 6. С. 1171–1178. 6. Сорокина Л.П., Морозова Г.И., Бронфин М.Б. Влияние восстановительной термовакуумной обработки па структуру, фазовый состав и свойства сплава ЖС6У // МиТОМ. 1987. № 4. С. 40–43.