ОО ПРИМЕНЕНИЕ БИОКАТАЛИЗА В ПРОИЗВОДСТВЕ
реклама

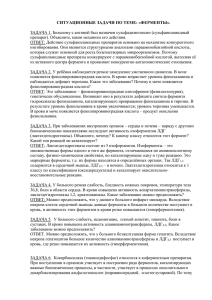
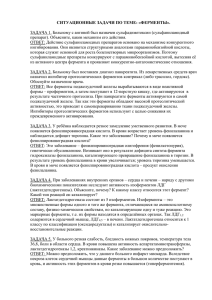
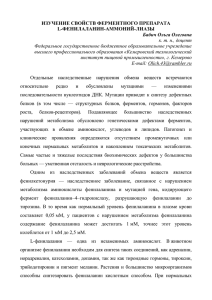
Технология переработки ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ А.Ю. Просеков, О.О. Бабич УДК 641.56 : 66.081 ПРИМЕНЕНИЕ БИОКАТАЛИЗА В ПРОИЗВОДСТВЕ ПРЕПАРАТОВ ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ В статье представлена общая характеристика заболевания фенилкетонурии. По результатам проведенных исследований определены рациональные условия проведения ферментативного гидролиза белков молока с помощью энзиматической системы, состоящей из трех ферментов: химотрипсина, карбоксипептидазы А и лейцинаминопептидазы: температура 37±1°С, концентрация ферментов 0,01% от массы белка и продолжительности процесса 8±0,5 часов, По результатам экспериментальных исследований наилучшей адсорбционной способностью по отношению к фенилаланину обладает активированный уголь марки Carbo Medicinalis, степень извлечения фенилаланина составляет 98 % по отношению к начальной концентрации, что позволяет рекомендовать его для практического использования при разработке технологии биокаталитической сорбции аминокислот из белков при создании продуктов, предназначенных для питания больных фенилкетонурией. Одним из важных аспектов поддержания здоровья ребенка на необходимом уровне является питание. Это необходимое условие обеспечения его здоровья, устойчивости к действию инфекций и других неблагоприятных факторов и способности к обучению во все возрастные периоды. Наследственные нарушения обмена аминокислот – большая группа заболеваний, обусловленных энзимными дефектами метаболизма указанных соединений. Клинические проявления этих состояний в первую очередь характеризуются тяжелым поражением нервной системы у детей раннего возраста и нередко угрожают жизни пациентов. Основной биохимический признак заболеваний – накопление аминокислот в биологических жидкостях. Фенилкетонурия относится к наследственным заболеваниям, связанным с нарушением обмена аминокислот. Единственным эффективным методом лечения заболевания является диетотерапия, построенная по принципу резкого ограничения количества фенилаланина, поступающего с пищей. Из рациона исключаются продукты с высоким содержанием соответствующих аминокислот. Адекватной заменой их служат специализированные продукты на основе смеси аминокислот с исключением фенилаланина или гидролизатов белка с минимальным ее содержанием. Фенилаланин в своей структуре имеет ароматический радикал и две функциональные группы – карбоксильную и аминогруппу, расположенные таким образом, что молекулу можно разделить на гидрофильную и гидрофобную структуру, т.е. фенилаланин по своей природе является дифильным (малополярным) и должен адсорбироваться гидрофобными адсорбентами. Целью данной научно-исследовательской работы является разработка способов биокаталитической сорбции аминокислот из белков в связи с созданием продуктов питания для больных фенилкетонурией. В ходе исследований выяснено, что наиболее эффективным способом удаления фенилаланина является адсорбция, заключающаяся в концентрировании молекулы фенилаланина на поверхности селективного адсорбента. Процесс биокаталитической сорбции аминокислот из белков состоит из нескольких взаимосвязанных этапов, включает в себя биотехнологическую обработку белков молока с помощью энзиматической системы, состоящей из трех ферментов, с последующим удалением фенилаланина из полученной смеси аминокислот и пептидов методом адсорбции на селективных адсорбентах Carbo Medicinalis, CH-2, CZ-2. Эти угли обладают наилучшими адсорбционными свойствами по отношению к ароматическим аминокислотам и, в частности, к фенилаланину. С целью изучения закономерностей адсорбции фенилаланина исследования 166 Вестник КрасГАУ. 2008. № 6 проводили в модельных условиях, позволяющих наиболее полно исследовать процесс адсорбции фенилаланина на активированном угле. При создании продуктов для детей, больных фенилкетонурией с ограниченным содержанием фенилаланина, важным является вопрос определения рациональных параметров целенаправленного гидролиза белков молока, обеспечивающих максимальное освобождение фенилаланина из полипептидной цепи, который затем удаляют из полученных гидролизатов путем адсорбции на селективных адсорбентах. Существует два типа гидролиза белка: химический (кислотный, щелочной) и биокаталитический (ферментативный и с помощью микроорганизмов) [1–2]. Преимущество химического способа – достаточная глубина расщепления белка и исключение бактериального (в т.ч. продуктами метобализма) загрязнения гидролизата. Однако его недостатки существенны: частичное разрушение аминокислот, витаминов и образование гуминовых веществ, хлоридов и сульфатов (образующихся при нейтрализации), являющихся токсичными для организма. В работе гидролиз проводили ферментативным способом, так как он является щадящим процессом по сравнению с кислотным гидролизом. В результате не происходит распада и превращения каких-либо аминокислот. Кроме того, ферментативный гидролиз позволяет получить хорошо растворимые многокомпонентные смеси: олигопептиды различных размеров, смеси пептидов с аминокислотами, свободные аминокислоты [3]. Для осуществления ферментативного гидролиза использовали химотрипсин, карбоксипептидазу А и лейцинаминопептидазу. Химотрипсин относится к числу эндопептидаз, катализирующих расщепление внутренних пептидных связей в белках и пептидах. Химитрипсин расщепляет белки по месту пептидных связей, в образовании которых участвуют карбоксильные группы ароматических аминокислот, таких, как фенилаланин, тирозин и триптофан. Кроме того, гидролизу химотрипсином могут подвергаться связи, образованные лейцином, валином, метионином, аспарагином, глютамином, гистидином. Карбоксипептидаза А и лейцинаминопептидаза относятся к экзопетидазам, катализирующим отщепление аминокислотных остатков с карбоксильного и аминного конца молекулы белка [4]. Для осуществления наиболее полного гидролиза и максимального освобождения фенилаланина из полипептидной цепи все три ферментных препарата применяли совместно (в равных долях). Результаты экспериментов по влиянию температуры, концентрации препаратов и продолжительности процесса на степень извлечения фенилаланина из полипептидной цепи белков молока показаны в табл. 1. Таблица 1 Влияние температуры, концентрации ферментных препаратов и продолжительности процесса на степень извлечения фенилаланина Степень извлечения фенилаланина, % при температуре ферментации и продолжительности гидролиза, ч Концентрация ферментов, % от массы белка 30±1°С 37±1°С 44±1°С 2 4 6 8 2 4 6 8 2 4 6 8 0,0025 6 18 32 35 10 25 40 45 8 23 37 42 0,0050 21 32 45 48 30 55 78 85 25 48 67 75 0,0100 30 55 76 82 50 75 92 98 42 67 82 85 Анализ данных, представленных в табл. 1, показал, что рациональной температурой, при которой наблюдается максимальная степень извлечения фенилаланина, является температура 37±1°С независимо от концентрации ферментов. При указанной температуре активность ферментов максимальная, и процесс ферментации протекает достаточно интенсивно, в результате чего происходит активное расщепление полипептидной цепи молекулы белка. При повышении температуры на 7±1°С наблюдается некоторое ослабление действия ферментов, в результате чего их каталитическая активность снижается. По-видимому, температура 44±1°С приводит к 167 Технология переработки частичной инактивации ферментов. При температуре 30±1°С наблюдается снижение скорости реакции за счет снижения активности ферментов, в результате чего наблюдается незначительное увеличение степени извлечения фенилаланина. Наиболее рациональной концентрацией ферментативных препаратов является концентрация 0,01% от массы белка. При указанной концентрации ферментов биокаталитический процесс имеет необходимую и достаточную направленность, в результате чего степень извлечения фенилаланина из полипептидной цепи достигает своих максимальных значений и составляет 98%. При снижении концентрации ферментов отмечено их недостаточное количество (для повышения степени гидролиза и степени извлечения фенилаланина), при котором разрыв полипептидных связей в молекуле белка возможно является незначительным (недостаточен для более глубокой модификации белковой молекулы). В результате ферментативный гидролиз протекает с меньшей скоростью. Увеличение концентрации ферментов выше 0,01% от массы белка является нецелесообразным, что связано с их высокой стоимостью. Анализируя влияние продолжительности ферментативной реакции на степень извлечения фенилаланина из полипептидной цепи, установлено, что при рекомендуемой нами температуре 37±1°С и концентрации ферментов 0,01% от массы белка за 2 часа извлекается 50%, за 4 – 75%, за 6 – 92% фенилаланина, а за 8 часов степень извлечения фенилаланина достигает своего максимального значения и составляет 98%. Таким образом, по результатам проведенных исследований определены рациональные условия проведения ферментативного гидролиза белков молока с помощью энзиматической системы, состоящей из трех ферментов: химотрипсина, карбоксипептидазы А и лейцинаминопептидазы: температура 37±1°С, концентрация ферментов 0,01% от массы белка и продолжительности процесса 8±0,5 часов. На наш взгляд, степень гидролиза является объективной характеристикой, отражающей совокупные изменения аминокислотного состава белков молока. В связи с этим актуальным является изучение аминокислотного состава полученного гидролизата белков молока с целью разработки на его основе полуфабриката для продукта специального назначения, предназначенного для питания больных фенилкетонурией. Аминокислотный состав гидролизата белка представлен в табл. 2. Таблица 2 Аминокислотный состав гидролизата белка (г) в пересчете на 100 г белка Аминокислота Сухое обезжиренное молоко Незаменимые, всего В т. ч.: валин изолейцин лейцин лизин метионин треонин триптофан фенилаланин Заменимые, всего В т.ч.: аланин аргинин аспарагиновая кислота гистидин глицин глутаминовая кислота пролин серин тирозин цистеин Всего 37,5 4,6 5,1 9,4 5,7 2,4 4,5 1,1 4,7 62,8 3,2 2,6 8,2 2,0 2,0 21 11,4 6,1 5,5 0,8 99,4 168 Ферментативный гидролизат белка 35,2 4,2 4,8 9,0 4,8 2,1 4,5 1,1 4,7 56,1 2,8 1,9 7,8 1,8 1,7 19 10,2 4,9 5,5 0,5 91,3 Вестник КрасГАУ. 2008. № 6 Анализ данных, представленных в табл. 2, показал, что полученные нами оптимальные параметры ферментативного гидролиза белков молока обеспечивают достаточно полное расщепление полипептидной цепи молекулы белка на свободные аминокислоты (90%) с максимальным освобождением фенилаланина (98%). Адсорбция фенилаланина активированными углями марок Carbo Medicinalis, CH-2, CZ-2 исследована на модельных растворах с концентрацией фенилаланина в интервале 0,05–0,3 моль/л. По полученным экспериментальным данным построены изотермы адсорбции (рис. 1–2), которые являются одним из основных критериев оценки адсорбционных свойств исследуемых адсорбентов и позволяют определить зависимость адсорбционной емкости от концентрации адсорбата в условиях равновесия. Анализ изотерм адсорбции фенилаланина в области низких концентраций (рис. 1) показал, что для всех изотерм адсорбции характерен линейный участок, свидетельствующий о том, что максимальная адсорбционная емкость ещё не достигнута. Вероятно, это связано с тем, что в области низких концентраций адсорбтива структура адсорбентов не оказывает какого-либо значительного влияния на степень извлечения фенилаланина. Однако даже в указанной области концентраций наблюдаются значительные различия величин удельных адсорбции фенилаланина на активированных углях марок Carbo Medicinalis, CH-2, CZ-2. Адсорбционная емкость, ммоль/г 6 1 5 4 2 3 3 2 1 0 0 1 2 3 4 5 6 7 8 9 10 11 Равновесная концентрация, ммоль/дм3 Рис. 1. Изотерма адсорбции илаланина в области низких концентраций на активированных углях марок: 1 – Carbo Medicinalis; 2 – CH-2; 3 – CZ-2 Выяснено, что в области низких концентраций адсорбционная емкость изученных адсорбентов по отношению к фенилаланину уменьшается в ряду Carbo Medicinalis, CH-2, CZ-2. Различия в избирательной способности активированных углей по отношению к фенилаланину, очевидно, обусловлены их различными физико-химическими свойствами (способом получения, строением пор, объемом адсорбционного пространства). 8 1 7 Адсорбционная емкость, ммоль/г 6 2 5 4 3 3 2 1 0 0 10 20 30 40 50 60 70 3 Равновесная концентрация, ммоль/дм Рис. 2. Изотерма адсорбции фенилаланина в области высоких концентраций на активированных углях марок: 1 – Carbo Medicinalis; 2 – CH-2; 3 – CZ-2 Анализ изотерм адсорбции фенилаланина в области высоких концентраций (рис. 2) показал, что изотермы адсорбции имеют классический вид и наибольшая величина удельной адсорбции, отнесенная к массе адсорбента, при равновесной концентрации, равной 80 ммоль/дм3, наблюдается у активированного угля марки 169 Технология переработки Carbo Medicinalis и составляет 7,37 ммоль/г. То есть на 1 г активированного угля марки Carbo Medicinalis может быть адсорбировано 1217,5 мг фенилаланина. Для аналитического описания изотермы адсорбции и расчета адсорбционных параметров использовали эмпирическое уравнение Фрейндлиха и Ленгмюра, а также уравнения Дубинина-Радушкевича и БЭТ. Все изотермы адсорбции фенилаланина из водных растворов проанализированы в соответствующих координатах линеаризации данных уравнений. Рассчитанные значения адсорбционных параметров для всех активированных углей приведены в табл. 3. Таблица 3 Параметры адсорбции фенилаланина на активированных углях Уравнение Ленгмюра Марка угля БАУ АГ-ОВ-1 АГ-3 ам ммоль г 7,69 5,49 4,8 Уравнение Фрейндлиха Уравнение БЭТ b, К 1 n 0,59 0,34 0,26 0,36 0,39 0,47 ам , Q, ммоль ммоль г г 1,94 1,45 1,08 Уравнение Дубинина-Радушкевича Е0 ам дм 3 W ммоль кДж кг г моль 8,43 6,2 5,4 К кДж моль 52,1 38,3 33,3 9,68 8,94 8,61 8,69 6,4 5,6 25,8 20,7 19,9 0,98 0,82 0,74 Анализ экспериментальных и теоретически рассчитанных по уравнению Ленгмюра изотерм адсорбции показал, что все изотермы адсорбции имеют близкие значения с экспериментальными данными в изучаемом интервале концентраций (рис. 3–5). Следовательно, уравнение Ленгмюра может быть использовано при расчете адсорбционных параметров изучаемых адсорбентов. А д с о р б ц и о н н а я ем к о с т ь , м м о л ь /г 10 1 2 3 4 5 9 8 7 6 5 4 3 2 1 0 0 10 20 30 40 50 60 70 80 3 Равновесная концентрация, ммоль/дм Рис. 3. Изотермы адсорбции фенилаланина на активированном угле Carbo Medicinalis, расчетные по уравнениям Фрейндлиха (1), БЭТ (2), Ленгмюра (3), Дубинина-Радушкевича (4), и экспериментальная (5) Сравнительный анализ экспериментальных и теоретически рассчитанных по уравнению Фрейндлиха изотерм адсорбции (рис. 3–5) показал, что совпадение изотерм отмечено в интервале концентраций 0,2710-3–0,03 моль/дм3. Следовательно, уравнение Фрейндлиха может быть применено для расчета констант только в данном интервале концентраций, так как при повышении концентрации фенилаланина до 0,08 моль/ дм3 наблюдается значительное расхождение экспериментальной и теоретически рассчитанной изотермой адсорбции. Этот вывод не противоречит приведенным в литературе данным, связанным с ограниченным применением уравнения Фрейндлиха. Кроме того, данное уравнение можно использовать только в случае мономолекулярного заполнения адсорбционного слоя адсорбента. Сравнительный анализ экспериментальных и теоретически рассчитанных по уравнению БЭТ изотерм адсорбции, приведенных на рис. 3–5, показал, что изотермы адсорбции фенилаланина на активированных 170 Вестник КрасГАУ. 2008. № 6 углях практически совпали. Следовательно, уравнение БЭТ может быть использовано для расчетов адсорбционных параметров. 1 Адсорбционная емкость, ммоль/г 8 7 2 3 4 5 6 5 4 3 2 1 0 0 10 20 30 40 50 60 Равновесная концентрация, ммоль/дм 70 80 3 Рис. 4. Изотермы адсорбции фенилаланина на активированном угле CH-2, расчетные по уравнениям Фрейндлиха (1), БЭТ (2), Ленгмюра (3), Дубинина-Радушкевича (4), и экспериментальная (5) Адсорбционная емкость, ммоль/г 9 1 8 7 6 2 3 4 5 5 4 3 2 1 0 0 10 20 30 40 50 60 70 80 Равновесная концентрация, ммоль/дм3 Рис. 5. Изотермы адсорбции фенилаланина на активированном угле CZ-2, расчетные по уравнениям Фрейндлиха (1), БЭТ (2), Ленгмюра (3), Дубинина-Радушкевича (4), и экспериментальная (5) Анализ экспериментальных и теоретически рассчитанных данных по уравнению ДубининаРадушкевича показал, что эта теория удовлетворительно описывает процесс адсорбции фенилаланина активированными углями в широком диапазоне концентраций. Следовательно, эти данные могут быть использованы при расчете эффективных параметров сорбентов. Комплексная оценка адсорбционных параметров использованных активированных углей позволила расположить их по эффективности извлечения фенилаланина в равновесных условиях в ряде Carbo Medicinalis>CH-2>CZ-2. По результатам экспериментальных исследований наилучшей адсорбционной способностью по отношению к фенилаланину обладает активированный уголь марки Carbo Medicinalis, степень извлечения фенилаланина составляет 98 % по отношению к начальной концентрации, что позволяет рекомендовать его для практического использования при разработке технологии биокаталитической сорбции аминокислот из белков при создании продуктов, предназначенных для питания больных фенилкетонурией. Литература 1. 2. Филиппович, Ю.Б. Биохимия белка и нуклеиновых кислот: учеб. пособие / Ю.Б. Филиппович. – М.: Просвещение, 1978. – 192 с. Филиппович, Ю.Б. Основы биохимии: учеб. пособие / Ю.Б. Филиппович. – М.: Агор, 1999. – 512 с. 171 Технология переработки 3. 4. Ферментные способы приготовления белковых гидролизатов с использованием препаратов различной специфичности / Т.Н. Пивненко, Л.М. Эпштейн, Ю.М. Позднякова [и др.] // Вопросы питания. – 1997. – №5. – С. 34–38. Мощинский, П. Получение энзиматических гидролизатов казеина, обедненных фенилаланином / П. Мощинский, Я. Издяк // Прикладная биохимия и микробиология. – 1993. – Т. 29. – Вып. 3. – С. 398–403. УДК 664.346 [664.7 : 633.814] А.Ю. Просеков, М.А. Субботина ИСПОЛЬЗОВАНИЕ КЕДРОВОЙ МУКИ В ПРОИЗВОДСТВЕ МАЙОНЕЗА Применение растительных белков в жировых эмульсионных продуктах позволяет создавать диетические продукты функционального назначения. Кедровая мука характеризуется высоким содержанием белка (до 48 %) хорошо сбалансированного по аминокислотному составу, содержит витамины группы В, пищевые волокна, микро- и макроэлементы, необходимые для жизнедеятельности организма человека. Кедровая мука обладает хорошими функциональными и технологическими свойствами. В результате исследований авторами статьи показана возможность использования кедровой муки в качестве биологически активной эмульгирующей и стабилизирующей добавки в майонезах с низким содержанием жира и яичного порошка. Разработана рецептура диетических майонезов 30–35 %-й жирности. Современные тенденции формирования здорового рациона питания диктуют необходимость создания диетических продуктов с пониженной калорийностью, низким уровнем холестерина, обогащенных специальными пищевыми добавками натурального, предпочтительно растительного происхождения. Учитывая это, а также узость ассортимента отечественной майонезной продукции, при разработке новых видов майонезов перспективным является создание средне- и низкокалорийных диетических майонезов, не содержащих холестерина, обогащенных витаминами и необходимыми организму биологически активными веществами. Необходимо отметить, что успешное создание майонезов требуемой пищевой и физиологической ценности может быть осуществлено только при комплексном решении данной задачи с технологической задачей получения майонеза в виде высококачественной, устойчивой эмульсии с высокими органолептическими и необходимыми физико-химическими свойствами. Необходимость комплексного подхода в решении указанных задач обусловлена рядом причин, одной из них является то, что в отличие от высококалорийных майонезов средне- и низкокалорийные майонезы представляют собой достаточно разбавленные низковязкие эмульсии, создание и стабилизация которых требует использования специальных нетрадиционных методов и средств. Среди последних одним из наиболее важных является применение эмульгаторов и стабилизаторов. Современная пищевая промышленность располагает широким выбором эмульгаторов и стабилизаторов эмульсий. Однако необходимо учитывать, что при разработке рецептур диетических майонезов наряду с решением технологической задачи – получения устойчивой эмульсии – необходимо помнить об основной цели – обеспечении высокой физиологической ценности продукта. Последняя будет неизбежно определяться физиологической и пищевой ценностью используемых рецептурных компонентов. Поэтому при выборе нетрадиционных эмульгаторов в первую очередь необходимо руководствоваться их безвредностью и физиологической ценностью для организма. С этих позиций безусловное предпочтение должно быть отдано природным эмульгатором растительного происхождения. При разработке рецептур майонезов, как за рубежом, так и в отечественной практике, широко используют натуральные вещества белковой природы растительного и животного происхождения [1–3]. 172