Балаковский инженерно-технологический институт
реклама

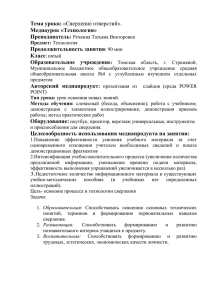
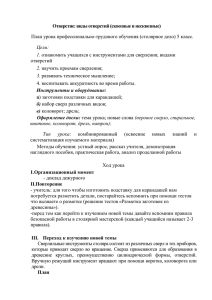
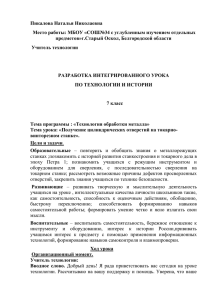
Балаковский инженерно-технологический институт - филиал федерального государственного автономного образовательного учреждения высшего профессионального образования «Национальный исследовательский ядерный университет «МИФИ» ВЛИЯНИЕ ПОГРЕШНОСТИ ИНСТРУМЕНТА И ЗАГОТОВКИ НА ТОЧНОСТЬ ОБРАБОТКИ Методические указания к выполнению лабораторной работы по дисциплине «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ» для студентов специальности «Технология машиностроения» и направлений: «Конструкторско-технологическое обеспечение машиностроительных производств», «Машиностроение» всех форм обучения Балаково 2015 Лабораторная работа Влияние погрешности инструмента и заготовки на точность обработки Погрешности изготовления и установки мерных инструментов (сверл, зенкеров, разверток и т.д.) при жестком (не плавающем) креплении их, а также погрешности заготовки (наклон входного торца исходного отверстия, смещения его и др.) сказываются на точности бескондукторной обработки отверстий, например, на станках с ЧПУ. Целью работы является экспериментальное определение влияния погрешности изготовления мерного инструмента типа сверла при жестком креплении его, а также погрешности исходного отверстия в заготовке (наклона входного торца отверстия) на точность бескондукторной обработки отверстий. ОСНОВНЫЕ ПОНЯТИЯ Бескондукторная обработка мерным концевым многолезвийным инструментом (сверление, зенкерование, развертывание) находит все большее применение в связи с возрастающим использованием станков с программным управлением и станков типа «обрабатывающий центр» для обработки корпусных деталей в условиях мелкосерийного производства, составляющего значительную долю в машиностроении. Сверление применяется для получения отверстий в сплошном материале, а также для рассверливания уже имеющихся отверстий. Сверлением обеспечивается 11..12-й квалитет точности и шероховатость обработанной поверхности ( ). В качестве инструментов используются сверла различных конструкций. Чаше всего используют спиральные сверла. Главное движение при сверлении осуществляется за счет вращения сверла и реже – детали, а движение подачи – перемещением сверла или детали вдоль оси инструмента (рис 1). За скорость резания принимается 2 окружная скорость точки, наиболее удаленной от оси сверла, или скорость, подсчитанная по диаметру сверла: v D PX PX a b SZ S t Pn PT PZ Py A Py PZ PT Рис. 1. Элементы срезаемого слоя и схема сил при сверлении Где – диаметр сверла; тре сверла скорость - частота вращения сверла, об/мин. В цен- равна нулю. 3 Подача – величина перемещения сверла вдоль оси за один его оборот ( ).Так как у сверла два главных режущих лезвия, на каждое из них приходится подача равная В свою очередь минутная подача будет равна Глубина резания при сверлении определяется диаметром сверла, т.е. Толщину и ширину среза при сверлении определяют без учета перемычки по формулам: Толщина среза измеряется в направлении, перпендикулярном к главному режущему лезвию, а ширина – вдоль него. Таблица 1 Увеличение номинальных диаметров осевых инструментов для обеспечения верхнего отклонения диаметра отверстия Допуск на отверстие после сверления 0,12 - 0,28 0,28 - 0,52 0,52 - 0,72 0,09 - 0,20 Размеры, мм Допуск на отверстие после зенкерования 0 0,20 - 0,34 0,1 0,34 - 0,52 0,2 0,52 - 0,72 0 0,72 - 1,00 0,05 0,10 0,15 0,20 Предположим, что равнодействующая сил, действующих на режущее лезвие сверла, приложена в точке А. Разложим ее в трех взаимно перпендикулярных направлениях (рис.1) и получим три составляющие силы, действующие на каждое режущее лезвие. Силы 4 создают крутящий мо- мент , который преодолевается шпинделем станка. Силы радиусам и взаимно уничтожаются. Силы действуют по вместе с силой , действу- ющей на перемычке, образуют осевую силу или силу подачи, которая преодолевается механизмом подачи станка. В итоге на сверло действуют и осевая сила, или сила подачи и - сила трения на ленточках. Выбор метода сверления зависит от диаметра отверстия и расположения его оси, обрабатываемого материала и других факторов. Таблица 2 Скорость резания для спиральных сверл из быстрорежущей стали Обрабатываемый материал Алюминиевый сплав Цинковый сплав (литье под давлением) Магниевый сплав Бронза, латунь Чугун: серый: HB 180 HB 180-280 HB > 280 ковкий Сталь: углеродистая, %: 0,2-0,3 С 0,4-0,5 С инструментальная 1,2% С Сталь: высокопрочная с HRC 35-40 40-45 45-50 50-55 жаропрочная коррозионно-стойкая легкообрабатываемая хромоникелевая хромомартенситная Титан 60-90 90-120 75-120 45-90 22-40 15-30 3-6 24-27 24-30 21-24 15-18 9-12 7-10 4-7 2-4 2-6 9-30 6-18 3-9 5-18 Спиральные сверла обеспечивают при обработке деталей в кондукторах точность расположения отверстий . Применение кондук- торных втулок удлиняет сверла и снижает их стойкость. При достаточной 5 жесткости шпинделей предпочтительно не пользоваться кондукторными втулками, обеспечив минимальный вылет сверл из патронов и регулирование длины инструмента после переточки. Биение режущих кромок, образование нароста, отклонения от соосности инструмента увеличивают диаметр отверстия сверх номинального диаметра инструмента на величину , а истирание ленточек сверла, обратный конус при пере- ( точках и усадка материала детали уменьшают диаметр отверстия. Целесообразно назначать отклонение диаметра отверстия после сверления с допуском нимает , например , для чего номинальный диаметр сверла при- (табл. 1). На станках с ЧПУ и при повышенных требованиях к точности отверстий используют сверла точного исполнения со шлифованными канавками. Режимы резания для спиральных сверл приведены в табл. 2 и табл. 3. Таблица 3 Подача для спиральных сверл из быстрорежущей стали Диаметр сверла, мм До 3 Св. 3 до 6 , мм/об 0,02-0,05 0,05-0,10 0,10-0,18 0,18-0,38 0,38-0,65 Составляющие сил резания, действующие в плоскости, перпендикулярной оси смещения (инструмента на станке сверлильного типа или заготовки на станке токарного типа), не могут смещать (изгибать) инструмент при рассверливании отверстия жесткозакрепленным сверлом или обработке его зенкером, разверткой. То есть считается, что радиальные составляющие сил резания, действующие на каждый зуб инструмента, взаимно уравновешиваются, а тангенциальные составляющие образуют лишь пару сил (крутящий момент). 6 Так было бы, если заготовка (исходное отверстие, включая его торцы) и инструмент не имели бы пространственных погрешностей изготовления, ни погрешностей их установки. А поскольку такие погрешности имеются, то радиальные составляющие сил резания не полностью взаимно уравновешивают друг друга и создают радиальную равнодействующую, а тангенциальные составляющие, помимо пары сил, вызывающей закручивание инструмента, образуют еще вторую равнодействующую силу резания, расположенную нормально к первой. Рис. 2. Образование смещения оси на выходном торце в заготовке с наклонным входным торцем. 7 На рисунке 2 представлена схема врезания сверла в обрабатываемое отверстие, входной торец которого наклонен на угол к оси его. Показан процесс врезания пары противоположенных зубьев с различной шириной среза b1 и b2 на них. Рис. 3. Смещение оси сверления при неправильной заточке сверла Ввиду разности ширины среза на этих зубьях возникают различные по величине как радиальные составляющие ные и и так и тангенциаль- . Под действием этих сил инструмент и ось обработанного отверстия смещаются на входном торце на величину . Пространственные погрешности исходного отверстия (смещение оси в заготовке, наклон оси, неперпендикулярность входного торца к оси вращения) и погрешность установки заготовки вызывают появление неуравновешенной силы резания, неподвижной относительно обрабатываемой детали. Эта сила, ввиду податливости системы, может вызывать смещение 8 на выходном торце и последующий увод оси обработанного отверстия при сверлении глубоких отверстий. Пространственные погрешности изготовления инструмента, т.е. смещение его режущей части относительно хвостовика, осевое биение режущих лезвий, погрешность угла в плане их и др., а также погрешность установки его, приводящая к некоторым аналогичным вышеназванным неточностям его взаимного расположения относительно оси вращения, вызывают появление неуравновешенной силы резания. Эта сила может вызвать разбивку обработанного отверстия, т.е. увеличение его диаметра, если она постоянна по величине, или погрешность геометрической формы его в продольном сечении (конусность, бочкообразность и др.), если она переменна, по мере углубления инструмента в отверстие. Вышеуказанный характер возникающих неуравновешенных сил резания и вызываемых ими погрешностей обработки не зависит от того, что вращается в процессе обработки – обрабатываемая деталь (если обработка производится на токарном станке) или инструмент (если обработка производится на станке сверлильного и расточного типа) Образование разбивки обработанного отверстия при наличии погрешности инструмента показано на рисунке 3 (инструмент имеет разную дину режущих кромок под разными углами и из-за неправильной за- точки сверла). Как видно из рисунка, режущая кромка снимает стружку несколько больше чем режущая кромка и происходит смещение оси См. Если величина См слишком большая, то произойдет поломка сверла. Такова схема разбивки обрабатываемого отверстия при бескондукторной его обработки жестко закрепленным мерным многолезвийным инструментом с наличием погрешностей заготовки и инструмента. 9 Для борьбы с уводом сверла или искривлением оси отверстия применяются следующие способы: - применение малых подач, тщательная заточка сверла; - применение предварительного засверливания (зацентровки); - сверление с направлением спирального сверла с помощью кондукторной втулки; - сверление вращающейся заготовки при невращающемся или вращающемся сверле. Это самый радикальный способ устранения увода сверла, так как создаются условия для самоцентрирования сверла; - сверление специальными сверлами при вращающейся или неподвижной заготовке. ОБОРУДОВАНИЕ И ОСНАЩЕНИЕ Работа выполняется на радиально сверлильном станке 2Е52. Технические характеристики станка приведены в таблице 4. Таблица 4 Технические характеристики станка 2Е52 Характеристика Наибольший диаметр сверления по стали, мм Наибольшее усилие подачи, Н Расстояние от оси шпинделя до колонны А, мм Расстояние от торца шпинделя до плиты Б, мм Конус Морзе шпинделя Наибольшее вертикальное перемещение шпинделя В, мм Число ступеней скоростей Частота вращения шпинделя, Число ступеней подачи Мощность электродвигателя, кВт Габариты станка, мм Высота стола Г, мм Ширина стола Д, мм 1. Для работы необходимо: 10 Значение 50 20 000 400…1600 450…1600 №5 350 21 56, 90, 150, 224, 355, 900, 560, 1400 3 4 2445⤬1000 500 470 2. Два сверла спиральных с цилиндрическими хвостовиками 11- 15мм ГОСТ 10902-77. Первое сверло соответствует нормам точности. Второе имеет разную длину режущих кромок. 3. Три втулки, изготовленные из стали 30, 25÷50мм, высотой 40÷50 мм. Одна из втулок имеет наклон одного торца 25-50 40-50 40-50 5 - 7 25-50 . Рисунок 4. Образцы втулок 4. Штангенциркуль с ценой деления 0,05 мм ШЦ-II-ГОСТ 166-89. 5. Угломер с ценой деления 2 ГОСТ 9038-83 6. Угольник. 7. Патрон для крепления сверла в шпинделе станка. 8. Сверло центровочное ГОСТ 14952-75. МЕТОДИКА И ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Разметить и накернить все заготовки. 2. Получить 2 сверла. Одно нормально заточенное, другое с разной длиной режущих кромок. 3. Замерить у сверла , длину режущих кромок и ре- зультаты измерения занести в таблицу 5. 4. Выбрать режимы резания по таблицам 2 и 3 и результаты записать в таблицу 5. 5. Взять одну заготовку без скоса торцевой поверхности (рис. 4.), установить в тисках по угольнику, закрепить. 11 6. Установить в патрон сверло с разной диной режущих кромок, установить выбранное число оборотов и подачу и просверлить. 7. Снять заготовку, измерить отверстия в 2-х взаимно перпенди- кулярных направлениях измерить толщину стенок на сходе и выходе сверла. Результаты записать в таблицу 6. Таблица 5. № сверла Режимы резания при сверлении мм мм/об м/мин мм об/мин Длина режущих кромок, мм 1 2 8. Взять вторую втулку без скоса торцевой поверхностью (рис. 4.), зажать заготовку, предварительно выровнять ее по угольнику. 9. Закрепить нормально заточенное сверло в патроне, установить выбранные режимы, просверлить. 10. Снять деталь, замерить отверстия в 2-х взаимно перпендику- лярных направлениях, и толщину стенок на входе и выходе. Результаты записать в таблицу 6. 11. Взять заготовку со скошенной поверхностью (рис. 4.), измерить угол , измерить расстояние от закрепленной поверхности до края в сто- рону понижения поверхности, занести результаты в таблицу 6. 12. Закрепить заготовку со скошенной поверхностью в тиски, предварительно выставив ее по угольнику. 13. Закрепить нормально заточенное сверло в патроне, установить выбранные режимы, просверлить. 12 14. Снять заготовку, измерить отверстия в 2-х взаимно перпенди- кулярных направлениях измерить толщину стенок на сходе и выходе в сторону скошенной поверхности. Все данные записать в таблицу 6. 15. Рассчитать величину смещения сверла См, занести в таблицу 6. 16. Провести анализ полученных результатов и сделать вывод по работе. Таблица 6. Диаметр отверстия № втулок Угол наклона торцевой поверхности Толщина стенок на входе, мм Толщина стенок на выходе 1 (сверло с разной длиной кромок) 2 (нормальное сверло) 3 (втулка со скошенной поверхностью) ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА 1. К выполнению лабораторной работы студенты допускаются в надлежащей одежде, с заправленными волосами, убрав развевающие концы одежды – шарфы, рукава, галстуки и т.д. 2. Категорически запрещается пуск оборудования без разрешения преподавателя или учебного мастера. 3. Настройку токарно-винторезного станка и обработку образцов ведет только лаборант. 4. Замер всех необходимых параметров образца выполняют студенты под наблюдением преподавателя или лаборанта. 5. Все замеры производить только после полной остановки станка. 6. О любых замеченных неполадках станка или инструмента немедленно сообщать преподавателю или лаборанту. 13 7. Разрешается выполнять только порученную работу. 8. Использовать инструменты и приспособления только по назначению. 9. Перед включением оборудования необходимо установить щиток – ограждение или надеть защитные очки. Работать внимательно, не отвлекаясь и не вводить руки в опасную зону работающего оборудования. 10. Во время работы станка не допускается производить какие – либо ремонтные работы, смазочные работы, убирать стружку. 11. После работы убрать свое рабочее место. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Когда применяется бескондукторная обработка отверстий? 2. Что является непосредственной причиной образования погрешностей при бескондукторной обработке отверстий? 3. Как влияют погрешности заготовки на точность обработки отверстий? 4. Как влияют погрешности инструмента на точность обработки отверстий? 5. Перечислите параметры режимов обработки при сверлении. 6. Какие силы возникают при сверлении? 7. Какие способы повышения точности сверления Вы знаете? Время, отведенное на работу Подготовка к работе Выполнение работы Обработка результатов работы, оформление отчета 1,5 акад. часа 1,5 акад. часа 3,0 акад. часа ЛИТЕРАТУРА Основная 1. Базров Б.М. Основы технологии машиностроения: учебник. - М: Машиностроение, 2005. – 736с. 14 2. Справочник технолога-машиностроителя: в 2-х т. Т1 / под ред. А.М.Дальского, А.Г.Косиловой, Р.К.Мещерякова, А.Г.Суслова.-5-е изд., испр.- М: Машиностроение-1,2003. - 912с. Дополнительная 1. Технология машиностроения: сборник задач и упражнений: учеб. пособие для вузов. - 2-е изд., перераб. и доп. – М.: Инфра-М, 2005. – 288с. 2. Технология машиностроения. Основы технологии машиностроения: учебник для вузов. / В. М. Бурцев, А. С. Васильев, А. М. Дальский: в 2-х т. – М.: Изд-во МГТУ, 2001. – 564с. СОДЕРЖАНИЕ Основные понятия 2 Оборудование и оснащение 10 Методика и порядок выполнения работы 11 Требования безопасности труда 13 Контрольные вопросы 14 Литература 14 15 ВЛИЯНИЕ ПОГРЕШНОСТИ ИНСТРУМЕНТА И ЗАГОТОВКИ НА ТОЧНОСТЬ ОБРАБОТКИ Методические указания к выполнению лабораторной работы по дисциплине «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ» для студентов специальности «Технология машиностроения» и направлений: «Конструкторско-технологическое обеспечение машиностроительных производств», «Машиностроение» всех форм обучения Составили: ПЕРЕЛЫГИНА Татьяна Ивановна БЕКЕТОВ Александр Валентинович Рецензент И. О. Кудашева Редактор Л. В. Максимова Подписано в печать Формат 60×84 1/16 Бум. тип. Усл. печ. л 1,0 Уч.-изд.л. 0,7 Тираж 100 экз. Заказ Бесплатно 16