НАПРАВЛЕННОЕ РЕГУЛИРОВАНИЕ СВОЙСТВ
реклама

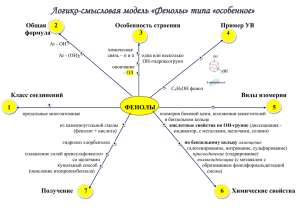
УДК 678.6 О. Н. Кузнецова, В. П. Архиреев НАПРАВЛЕННОЕ РЕГУЛИРОВАНИЕ СВОЙСТВ ТЕРМОРЕАКТИВНЫХ СМОЛ И МАТЕРИАЛОВ НА ИХ ОСНОВЕ Ключевые слова: регулирование, термореактивные смолы. Показана возможность направленного регулирования свойств полимерных материалов на основе термореактивных (фенол-, ацетон- и мочевиноформальдегидных) смол путем управления процессами их синтеза и отверждения. На протяжении пятидесяти лет существования кафедра технологии пластических масс Казанского государственного технологического университета огромное внимание уделяла вопросам синтеза полимеров с заранее заданными свойствами. В настоящее время эти вопросы являются по-прежнему весьма актуальными. Ведь в технологической цепочке получения полимерного материала важны все стадии: подготовка и качество исходного сырья, синтез полимера, его переработка. От технологических параметров проведения процесса зависит его эффективность и эксплуатационные характеристики конечного продукта. Термореактивные смолы, такие как фенолформальдегидная и мочевиноформальдегидная, по праву можно отнести к старейшим и наиболее изученным. Однако, как показали проведенные нами исследования, необходимо в зависимости от области дальнейшего применения этих смол знать, как влияют условия получения на физико-химические свойства смол, стабильность этих показателей и какие характеристики материала можно получить после переработки смол в композиции или изделия. На основе резольных фенолформальдегидных смол были разработаны пенофенопласты [1], пенококсы, теплоизоляционные материалы типа керамзита [2], конструкционные материалы с использованияем таких наполнителей как кварцевый песок, монтморрилонит, вермикулит и др. [3-5], а также композиции для гидроизоляции нефтедобывающих скважин [6, 7] и для склеивания блоков подины электролизеров при получении алюминия. При получении резольной фенолформальдегидной смолы с целью удешевления полимерного материала использовались отходы производства фенола, содержащие в своем составе фенол, кумилфенол, метилфенилкарбинол, ацетофенон, смоляные фракции и пр. Одновременно со снижением стоимости продукции решалась проблема утилизации отходов фенольного производства, поскольку такой метод как захоронение отходов на отчужденных территориях наносит серьезный урон экологии, поскольку добавляются все новые и новые партии отходов, возникает угроза размывания вредных веществ с поверхности почвы, земля становится безжизненной. Сжигание отходов увеличивает выбросы углекислого газа в атмосферу («парниковый эффект») и не дает абсолютной гарантии, что в выбросах не содержатся вредные компоненты. Был предложен способ получения фенолформальдегидных смол с использованием отходов фенольного производства [8], который мало отличался от способа получения резольной фенолформальдегидной смолы [9]. Работы проводились совместно с ОАО «Казаньоргсинтез». В реактор при комнатной температуре загружали отходы фенольного производства с определенным содержанием фенола и кумилфенола, далее вводили раствор формальдегида и катализатор - едкий натр. Смесь нагревали при постоянном перемешивании до температуры синтеза, после чего поддерживали температуру на заданном уровне в течение 3090 60минут. Время синтеза и температура различны и зависят от того, для каких целей в дальнейшем будет использована смола. Далее смесь нейтрализовали доводя значение рН до 6-7 с помощью борной кислоты. Продукт подвергали вакуумной сушке (при получении гидроизолирующих композиций эта стадия может быть опущена), длительность которой также зависит от дальнейшего применения смолы. Были разработаны временный технологический регламент, технологическая карта, технические условия на смолу и исходные данные на проектирование производства фенолформальдегидной смолы с использованием отходов, образующихся в производстве ацетона и фенола кумольным способом. Была проведена апробация технологии на опытном производстве ОАО «Казаньоргсинтез», и выпущены опытные партии резольной фенолформальдегидной смолы, которая имела следующие характеристики: - вязкость ФФС от 20 с (для невакуумированной смолы) и от 120 с (для смолы после вакуумной сушки); - содержание фенола от 0,05 мас.% , содержание формальдегида от 0,2 мас.%, содержание ацетофенона от 0,11 мас.%. Технология приготовления пенофенопластов, конструкционных материалов и пористых заполнителей типа керамзита отличается простотой, не требует больших энергетических затрат. При использовании в качестве наполнителей отходов горнодобывающей промышленности значительно снижается стоимость материалов. При получении искусственных пористых заполнителей не требуется проводить обжиг при температурах 105012500С, который имеет место в технологии изготовления традиционного керамзита на основе глины, глинистых сланцев и т.д. Искусственные пористые заполнители типа керамзита (соответствующие по насыпной плотности керамзиту определенной марки) имеют прочность при сжатии в 2-3 раза выше, а водопоглощение в 20-30 раз ниже, чем традиционные керамзиты. Работы проводились совместно с ВНИИгеолнеруд. Пенофенопласты характеризуются низкой кажущейся плотностью (80-150 кг/м3), хорошими теплоизоляционными свойствами, огнестойкостью. Последнее свойство является серьезным преимуществом по сравнению с пенополиуретаном и пенополистиролом. Возможно регулирование свойств: плотности, теплоемкости, теплопроводности, физикомеханических свойств, - путем изменения кратности вспенивания образцов. Конструкционные фенопласты обладают высокой прочностью и огнестойкостью. Высокотемпературные клеи на основе фенолформальдегидной смолы апробированы на Братском алюминиевом заводе при склеивании подин электролизеров. В процессе эксплуатации электролизеров происходит разрушение (растрескивание) швов между подовыми угольными блоками катодного устройства, что связано с различием в значениях коэффициентов теплового расширения угольных блоков и швов (подовой набивочной массы, заполняющей пространство между блоками). Образование трещин приводит к контакту алюминия с катодом, последний подвергается электролизу и загрязняет алюминий примесью железа. Применение высокотемпературных клеев на основе фенолформальдегидной смолы, наполненной техническим углеродом, и новой технологии монтажа (склеивания) блоков подины позволило обеспечить высокую сортность производимого алюминия. Гидроизолирующие композиции на основе фенолформальдегидных смол были рекомендованы при ремонте нефтяных скважин для регионов с давно используемым фондом скважин, каким в частности является Урало-Поволжский регион. Важное значение приобретают ремонтные работы для сохранения скважин в рабочем состоянии и снижения обводненности нефти. В республике Татарстан работы по повышению нефтеотдачи пластов и капитальному ремонту скважин являются неотъемлимой частью комплекса геолого91 технических мероприятий, направленных на стабилизацию уровня добычи нефти и повышение ее качества. Исследования проводились совместно с ТатНИПИнефть, ОАО «Татнефть», ООО НПП «Нефтегеотехнология». При разработке гидроизолирующих композиций на основе фенолформальдегидных смол был проведен анализ влияния условий получения на свойства синтезируемых продуктов конденсации фенола с формальдегидом. Показано, что в зависимости от температуры, длительности процесса, молярного соотношения исходных мономеров находятся значение такого важного показателя как вязкость фенолформальдегдной смолы. Проведена оптимизация количества добавляемого в смолу отвердителя с целью достижения приемлемых для условий проведения ремонтно-изоляционных работ времен потери текучести и отвеждения композиций. Разработанные гидроизолирующие композиции для нефтедобывающей промышленности отвечают требованиям, предъявляемым к тампонажным материалам, а именно: до отверждения имеют низкую вязкость, что обеспечивает невысокие энергозатраты при закачке в пласт, оптимальные времена гелеобразования и отверждения; после отверждения обеспечивают высокую степень водоизоляции вплоть до полной 100% изоляции [10]. Перспективной для применения в качестве тампонажного материала на нефтедобывающих скважинах является ацетонформальдегидная смола (АЦФ). Она обладает - малой вязкостью и хорошей фильтруемостью в пористую породу, что важно для создания непроницаемых оторочек заданных размеров; - малой усадкой при отверждении, прочностью и адгезией к поверхности породы, что не позволяет выдавить отвержденную смолу из трещин при ремонте скважин. С помощью методов ИК- и ЯМР 13С –спектроскопии был изучен механизм отверждения АЦФ в присутствии щелочного катализатора [11]. Полоса поглощения карбонильной С=О группы при увеличении содержания едкого натра исчезает в ИК спектрах, что свидетельствует об участии данной группы в процессе отверждения ацетоноформальдегидной смолы. Это связано с протеканием процесса альдольной конденсации при отверждении ацетоноформальдегидной смолы (1). В спектрах ЯМР 13С отверждающегося образца АЦФ помимо факта закономерного уменьшения интенсивности сигнала углерода карбонильной группы (альдольная конденсация) зафиксировано образование сигналов в области 160-175 м.д, что соответствует сигналам атомов углерода при двойной связи и является индикатором образования в реакционной смеси продукта кротоновой конденсации (2). (1) (2) 92 В качестве тампонирующего материала для нефтяных скважин может быть использована карбамидоформальдегидная смола (КФЖ). Смола имеет низкую стоимость и выпускается в России, характеризуется простой технологией приготовления гидроизолирующей композиции, которая обладает хорошей фильтруемостью в поры и каналы пласта и позволяет регулировать время отверждения. Однако смола обладает существенными недостатками, такими как: нестабильность при хранении, усадка композиции после отверждения, хрупкость образующегося тампонажного камня. С целью улучшения свойств смолы была проведена ее модификация ацетонформальдегидной смолой. В смеси смол АЦФ и КФЖ в отсутствии катализатора отверждения В ИК-спектрах наблюдается возникновение новых межмолекулярных водородных связей (увеличение ширины полосы в области 30003600 см-1). Это свидетельствует об образовании комплекса АЦФ с КФЖ (3). (3) Исследования смеси АЦФ:КФЖ (1:1) в процессе отверждения в присутствии едкого натра с помощью методов ИК- и ЯМР 13С- спектроскопии показали, что происходит сшивка молекул по механизмам альдольной и кротоновой конденсации (4), характерным для отверждения ацетонформальдегидной смолы. Конечным продуктом также является не альдоль, а продукт кротоновой конденсации. Следует отметить исчезновение сигнала карбонила ацетоноформальдегидной смолы – реакция идет именно по этому центру, если в качестве катализатора используется щелочь. Смеси этих смол могут отверждаться и в присутствии кислого катализатора. В качестве катализатора были использованы отходы производства алюмохлорида, гидролизующегося в водной среде с образованием соляной кислоты, под действием которой происходит сшивка смол в результате взаимодействия аминогрупп карбамидоформальдегидной смолы с метилольными группами ацетоноформальдегидной смолы и метилольных групп карбамидоформальдегидной и ацетоноформальдегидной смол. (4) 93 Изучение механизма отверждения АЦФ и КФЖ позволило в дальнейшем управлять процессом отверждения путем выбора катализаторов отверждения и изменения соотношения смол в композиции. Добавление КФЖ к АЦФ позволяет достичь стабильности процесса отверждения, что важно при проведении ремонтно-изоляционных работ на скважинах, а также получить тампонажные материалы с эффектом гидроизоляции 98,2-100 %. Поскольку стоимость КФЖ не высока, то введение добавки КФЖ в АЦФ позволит также удешевить композицию для гидроизоляции нефтедобывающих скважин. В настоящее время на кафедре совместно с ООО «Изомин» (г. Ступино, Московская обл.) проводятся исследования по оптимизации технологического процесса получения теплоизоляционных материалов на основе базальтового волокна с использованием фенолформальдегидного связующего: выявлена корреляционная зависимость свойств исходной фенолформальдегидной смолы со свойствами премикса и пропиточной композиции, проведена оптимизация технологических параметров получения премикса, оптимизирован состав пропиточной композиции. Предлагается в рамках создания системы качества вести тотальный контроль качества на всех стадия производства, который состоит из входного контроля фенолформальдегидной смолы, аммиака; промежуточного контроля технологических параметров синтеза и показателей свойств премикса; контроля свойств пропиточной композиции и выявления влияния параметров формования минераловатного теплоизоляционного материала на показатели свойств готовой продукции. Литература 1. Патент РФ № 2001063 «Композиция для пенопласта», 1993 . 2. Патент РФ № 2083613 «Композиция для получения искусственных пористых заполнителей», 1997. 3. Патент РФ №2109777 «Состав для композиционного материала», 1997. 4. Патент РФ №2110538 «Состав для композиционного материала», 1998. 5. Патент РФ №2156780 «Состав для вспененного композиционного материала», 2000. 6. Патент РФ №2259469 «Полимерный тампонажный состав», 2005. 7. Заявка на патент РФ № 2006144030/03(048078) от 11.12.2006 «Полимерный состав», положительное решение от 4.02.08 г. 8. Патент РФ №2038357. Способ утилизации отходов ацетонфенольного производства, 1995. 9. Технология пластических масс / Под ред. В.В.Коршака. – М.: Химия, 1985. – 560 с. 10. Кузнецова, О.Н. Гидроизолирующие композиции на основе фенолформальдегидных олигомеров / О.Н. Кузнецова, В.П. Архиреев, Ю.В. Баранов // Пластмассы. – 2005. - №4. - С. 31-34. 11. Архиреев, В.П. Тампонажные материалы на основе ацетонформальдегидных смол /В.П. Архиреев [и др.]// Пластмассы. – 2007. - №8. - С. 49-52. © О. Н. Кузнецова - доц. каф. каф. технологии пластических масс КГТУ; В. П. Архиреев - – д-р техн. наук, в течение 20 лет возглавлял каф. технологии пластических масс КГТУ, ныне – проф. каф. технологии пластических масс КГТУ. 94