Министерство образования и науки Республики Казахстан Павлодарский государственный университет им. С. Торайгырова
реклама

Министерство образования и науки Республики Казахстан
Павлодарский государственный университет
им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра металлургии
КРИСТАЛЛОГРАФИЯ И
МЕТАЛЛОГРАФИЯ
Методические указания к лабораторным занятиям
Павлодар
Кереку
2008
3
УДК 620.18 (07)
ББК 34.2 я7
К 82
Рекомендовано к изданию заседанием кафедры металлургии
факультета металлургии, машиностроения и транспорта
ПГУ им. С. Торайгырова
Рецензент:
кандидат технических наук, доцент Биякаева Н.Т.
Составители:
Тусупбекова М.Ж., Быков П.О., Богомолов А.В.
К 82 Кристаллография и металлография : методические указания к
лабораторным занятиям / сост. М.Ж. Тусупбекова, П.О. Быков,
А.В. Богомолов – Павлодар : Кереку, 2008. – 84 с.
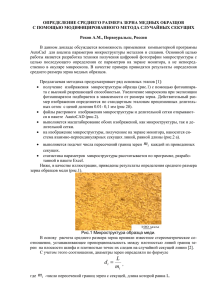
В методических указаниях приводятся рекомендации по
выполнению лабораторных работ по дисциплине «Кристаллография и
металлография».
Приведены описания работ по изучению микроструктуры
однофазных металлических сплавов в литом, деформированном и
рекристаллизованном состояниях, многофазных сплавов после
кристаллизации и фазовых превращений в твердом состоянии,
технических сплавов на основе железа. Также представлены работы
по изучению металлографического микроскопа
Методическое указание разработано в соответствии с
государственными
стандартами
специальностей:
050709
«Металлургия» ГОСО РК 3.08.335 - 2006.
УДК 620.18 (07)
ББК 34.2 я7
© Тусупбекова М.Ж., Быков П.О., Богомолов А.В., 2008
© ПГУ им. С. Торайгырова, 2008
4
УТВЕРЖДАЮ
Проректор по УР
ПГУ им. С. Торайгырова
_________ Н. Э. Пфейфер
(подпись)
«____» ________200__г.
Составители: ст. преподаватель М.Ж. Тусупбекова,
ст. преподаватель П.О. Быков,
ст. преподаватель А.В. Богомолов
Кафедра металлургии
Кристаллография и металлография. Методические указания к
лабораторным занятиям
Утверждено на заседании кафедры «___»_____200_г. Протокол №___
Заведующий кафедрой ____________ М. М. Суюндиков
Одобрено учебно-методическим советом факультета металлургии,
машиностроения и транспорта «___»_________200_г. Протокол №___
Председатель УМС ______________ Ж. Е. Ахметов
СОГЛАСОВАНО
Декан ФММиТ __________ Т. Т. Токтаганов «___» ________200__г.
(подпись)
Н/к ОМК
____________ Г. С. Баяхметова «___»________200__г.
(подпись)
ОДОБРЕНО ОПиМО
Начальник ОПиМО _________ А.А. Варакута «___»_______200__г.
(подпись)
5
Введение
Металлография является одним из разделов науки о металлах –
металловедения.
Металловедение – наука, изучающая связь между составом,
строением и свойствами металлов и сплавов и закономерности их
изменения при воздействии различных факторов (механических,
химических, тепловых, электромагнитных, радиоактивных и др.).
Металлография изучает влияние химического состава и различных
видов обработки на структуру металлов.
Первые металлографические исследования железа и ее сплавов
были проведены в России П.П. Аносовым (1799-1851 гг.). Работая на
Златоустовском металлургическом заводе (1830-1835 гг.), П.П.
Аносов применил микроскоп для изучения структуры стали и ее
изменений после ковки и термообработки и установил существование
связи между строением и свойствами стали. Значительно позднее, в
60-х годах XIX в. Видманштеттен и Сорби применили микроскоп для
исследования строения железа метеоритов.
Основы научного металловедения были заложены русским
металлургом Д.К. Черновым (1839-1921 гг.), который открыл
зависимость свойств стали от температуры нагрева и охлаждения,
выявил взаимосвязь структуры и свойств стали. В 1978 г. Д.К. Чернов
изложил свои представления о механизме кристаллизации стали.
Работы Д.К. Чернова являются основой современного металловедения
и теории термической обработки стали.
Широкое применение металлов в промышленности обусловило
дальнейшее быстрое развитие металловедения. Большой вклад в
развитие науки о металлах внесли русские ученые. Вначале XX в.
Н.С. Курнаков применил для исследования металлов методы физикохимического анализа. Н.С. Курнаков вместе с учениками провел
исследования многих сплавов, построил их диаграммы состояния и
установил зависимости между составом, структурой и свойствами
различных сплавов.
Развитие науки и техники позволило создать богатый арсенал
средств им методов изучения структуры и свойств металлов. В
настоящее время в распоряжении исследователей имеются световые (с
увеличением до ×2000)и электронные (с увеличением до ×150000)
микроскопы, позволяющие изучать структуру металлов при
комнатной температуре. Для исследования изменений структуры
металлов в процессе нагрева до высоких температур (3000°С)
применяют специальные высокотемпературные микроскопы.
6
Широкое применение находят различные физические методы
исследования металлов. С их помощью определяют теплоемкость,
теплопроводность, электросопротивление, тепловое расширение,
магнитные свойства. Изучение взаимосвязи структуры металлов с их
механическими и физическими свойствами позволило разработать и
внедрить в промышленность неразрушающие методы контроля
заготовок и изделий, например рентгеновскую, магнитную и
ультразвуковую дефектоскопию.
Постоянное развитие техники требует создания новых
металлических материалов, обладающих комплексом различных
физических, химических и механических свойств. В связи с этим
разработка, внедрение и применение современных методов и
приборов для исследования и контроля свойств металлов
продолжается.
7
Лабораторная работа № 1 Изучение металлографического
микроскопа
1.1 Цель работы
1.1.1 Ознакомление с устройством и оптической схемой
металлографического микроскопа.
1.1.2 Освоение методов выбора оптики, настройки микроскопа,
исследования микроструктуры.
1.2 Основные теоретические сведения
Металлографический микроскоп предназначен для изучения
внутреннего строения (структуры) объекта в отраженном свете.
Свойства металлических изделий зависят не только от
химического состава материала, но и от его структуры, под которой
понимают внутреннее строение, характеризуемое формой, размерами
и взаимным расположением кристаллитов разных твердых фаз. Для
описания структуры, наблюдаемой под микроскопом, используют
термин «структурная составляющая». Это – часть сплава, которая на
шлифе имеет характерное и однообразное строение и повторяется во
всех частях изучаемого объекта. Структурных составляющих может
быть одна или несколько, причем каждая из них может состоять из
кристаллитов одной или нескольких фаз. Образование той или иной
структурной составляющей зависит как от состава, так и от
предыстории материала. При изучении структуры преследуют
следующие цели:
а) установить связь между структурой и свойствами изучаемого
материала;
б) убедиться в получении структуры, обеспечивающей
необходимый уровень свойств;
в) установить предысторию материала для выявления причин,
вызвавших формирование той или иной структурной составляющей.
1.2.1 Схема формирования изображения в микроскопе
На рисунке 1.1 приведена схема формирования изображения
структуры образца Х в световом микроскопе. Его основными
элементами являются объектив (ОБ) и окуляр (ОК), которые
представляют собой сложную систему линз, осветитель S и конденсор
С. Конструкция микроскопа такова, что изучаемый объект
размещается перед объективом на расстоянии от одного до двух
фокусных расстояний объектива fоб, а свет от источника падает на
образец вертикально. Отраженные от поверхности образца световые
лучи попадают в объектив и далее в окуляр ОК. Объектив формирует
8
действительное перевернутое и увеличенное изображение на
расстоянии, превышающем 2 fок. Окуляр находится на таком
расстоянии от объектива, чтобы изображение располагалось на
расстоянии, меньшем фокусного расстояния окуляра (fок). Окуляр
формирует действительное прямое и увеличенное изображение. Его и
наблюдает исследователь. Для создания наилучшего изображения
применяют специальные диафрагмы, ограничивающие световые лучи,
– апертурную (АДО) и полевую (ПДО).
Рисунок
1.1
–
Принципиальная
металлографического светового микроскопа
оптическая
схема
1.2.2 Разрешающая способность и увеличение микроскопа
Разрешающая способность любой оптической системы – это
способность различать две точки, находящиеся на минимальном
расстоянии d. Предельное разрешаемое расстояние d для светового
микроскопа можно определить из соотношения (1.1)
d
(1.1)
2A
где λ – длина волны света;
А = nsinα – числовая апертура объектива;
п – коэффициент преломления среды, по которой
9
распространяется свет от объектива до образца;
α – половина отверстого угла фронтальной линзы объектива.
Из приведенной формулы можно оценить предельное
разрешение светового микроскопа и максимальное полезное
увеличение.
Наибольший отверстный угол объектива не превышает 140°. В
этом случае максимальная апертура иммерсионного объектива
составляет А = 1,52 ∙ 0,94 ≈ 1,43. При использовании синего света с
λ=450 нм величина d=0,16 мкм. Применение темно-зеленого света с
λ=550 нм позволит получить d=0,20 мкм.
Существование предела разрешения у объектива позволяет
ввести понятие предельного или полезного увеличения микроскопа.
Полезное увеличение микроскопа Nпол – это такое увеличение, при
котором может быть достигнут предел разрешения объектива. По
определению
N пол d гл / d ,
(1.2)
где dгл – предел разрешения глаза человека.
Подставив в (1.2) выражение (1.1) для d и заменив dгл и λ
соответствующими числовыми значениями (dгл = 200 мкм, λ = 0,589
мкм при использовании белого света), получим
N пол (500 1000) А
(1.3)
Эта формула выведена Аббе и часто выражается в виде
500 А N пол 1000 А.
Применение увеличения N<500A не позволит рассмотреть все
детали объекта, так как предел разрешения глаза в этом случае
меньше разрешения, обеспечиваемого микроскопом. Увеличение
N>1000A не позволяет выявить новые детали объекта, так как
разрешающая способность оптики использована полностью. Из
формулы (1.3) следует, что максимальное полезное увеличение
max
1000Аmax , где Аmax – максимальная величина
микроскопа: N пол
числовой апертуры объектива.
В световых микроскопах средой между объективом и
фронтальной линзой объектива может быть воздух либо жидкость
(иммерсия). Иммерсионные объективы имеют А>1, у остальных А<1.
10
1.2.3 Глубина резкости, яркость и контрастность
изображения
Кроме
величины
разрешения
качество
изображения
микроструктуры определяют глубиной резкости, яркостью и
контрастностью изображения. Глубина резкости – способность
прибора давать сфокусированное изображение выступов и впадин на
поверхности объекта одновременно. Контрастность изображения
характеризуется отношением разности яркостей объекта и фона к их
сумме. Глубина резкости зависит от характеристик используемого
объектива (она обратно пропорциональна его апертуре А и прямо
пропорциональна фокусному расстоянию fоб) и от раскрытия
апертурной диафрагмы. Яркость изображения определяется (помимо
конструктивных
особенностей
микроскопа)
интенсивностью
светового потока, создаваемого осветителем и раскрытием
апертурной диафрагмы. Контрастность изображения зависит (помимо
качества подготовки объекта) от раскрытия полевой диафрагмы, от
применяемого способа освещения, используемого света и других
специальных способов усиления контраста.
Из этого краткого описания следует, что яркость, контрастность
и глубина резкости изображения могут регулироваться путем
настройки апертурной и полевой диафрагмы и выбором способа
освещения. Апертурная диафрагма ограничивает входящий в
оптическую систему пучок лучей. Чем больше раскрыта апертурная
диафрагма, тем интенсивнее световой поток, падающий на образец, и
тем больше яркость изображения. Раскрытие апертурной диафрагмы
одновременно уменьшает глубину резкости. Диаметр полевой
диафрагмы определяет поле зрения микроскопа, т.е. величину
наблюдаемого участка объекта. Закрытие полевой диафрагмы,
уменьшая размеры поля зрения, увеличивает контрастность
изображения, так как при этом отсекаются рассеянные световые лучи.
В световой микроскопии используют два метода освещения: методы
светлого и темного поля. При светлопольном освещении светлые
участки изображения формируются лучами, отраженными от
поверхности объекта и попавшими в объектив. Темные участки в этом
случае соответствуют областям поверхности, которые отражают
падающие лучи так, что они не попадают в объектив. При
темнопольном освещении контраст на изображении заметно
усиливается, так как превращается в противоположный по сравнению
со случаем светлопольного освещения: светлые участки оказываются
темными, а темные – светлыми. Светлопольное освещение создается
при падении светового пучка по нормали к поверхности объекта,
11
темнопольное – путем создания светового пучка, падающего на
поверхность объекта по конической поверхности, ось которой
совпадает с нормалью к поверхности объекта, а угол при вершине
превышает отверстный угол фронтальной линзы объектива. В этом
случае световые лучи отражаются в объектив не всеми участками
поверхности объекта, а только теми, которые наклонены по
отношению к его поверхности; остальные участки будут темными.
Поэтому исследование в темное поле не характеризует структуру
полностью и является дополнительным методом. Темнопольное
изображение применяют при изучении микроструктур, в которых
имеются структурные составляющие с различной рассеивающей
способностью. Контрастность изображения можно повысить также,
используя косое освещение, что достигается смещением апертурной
диафрагмы или источника света с оптической оси прибора.
Наклонные участки на микрошлифе окажутся более светлыми, а
остальная поверхность будет в меньшей степени отражать свет по
сравнению со светлопольным освещением. Косое освещение выгодно
использовать при изучении рельефных структур.
В ряде случаев объект исследуют в поляризованном свете. Для
этого при светлопольном методе освещения в ход падающего пучка
вставляют поляризатор, а в ход отраженного – анализатор, плоскость
поляризации которого может составлять угол от 0 до 90° с плоскостью
поляризации поляризатора. Если на поверхности объекта имеются
участки, по-разному поворачивающие плоскость поляризации
отраженных лучей, то эти участки будут иметь неодинаковый
контраст.
1.2.4 Выбор оптики, настройка микроскопа и методика
исследования микроструктуры
Для выбора оптики (объектива и окуляра) необходимо
предварительно определить требуемое полезное увеличение
микроскопа Nм = 200 нм/d, где 200 нм – расстояние, разрешаемое
глазом человека; d – минимальное разрешаемое расстояние, которое
необходимо получить с помощью оптики.
Затем по формуле Аббе находят значение апертуры объектива
для верхнего и нижнего пределов полезного увеличения: Nм/1000 ≤А
≤N/500 и выбирают объектив, числовая апертура которого
удовлетворяет приведенному неравенству. Наконец, зная увеличение
объектива, находят увеличение окуляра по формуле: Nок= Nм/Nоб.
Характеристики некоторых объективов (числитель) и окуляров
(знаменатель) приведены ниже:
12
А
f, мм
N
0,17
23,2/36
8/7
0,30
13,9/25
14/10
0,37
8,2/20
24/12,5
0,65
8,2/16,7
32/15
0,95
4,3/12,5
47/20
1,25
2,8/8,9
70/28
После того как оптика выбрана и установлена на микроскопе, на
предметный столик прибора устанавливают микрошлиф, включают
осветитель и производят фокусировку изображения. Вслед за этим
необходимо произвести настройку осветителя и диафрагмы
микроскопа. При настройке микроскопа для работы в светлом поле
необходимо:
а) отцентрировать источник света относительно отверстия
апертурной диафрагмы. Для этого необходимо добиться, чтобы
отверстие полностью открытой диафрагмы было заполнено
равномерным световым потоком. Возникающую за счет хроматизма
коллекторной линзы цветную каемку следует вывести за пределы
отверстия диафрагмы, регулируя положение коллектора;
б) настроить апертурную диафрагму, для чего сначала снять
окуляр и, наблюдая за взаимным расположением светового поля
объектива и изображения диафрагмы, отцентрировать положение
диафрагмы. Затем открыть диафрагму таким образом, чтобы ее
изображение занимало 3/4 площади поля объектива;
в) настроить полевую диафрагму, для чего сначала вставить
окуляр и отцентрировать положение полностью закрытой диафрагмы.
Затем раскрыть диафрагму таким образом, чтобы ее изображение
совпало с полем зрения окуляра. Рекомендуется следующая методика
изучения микроструктуры. Изготовленный микрошлиф необходимо
предварительно изучить при малом увеличении (×70–100) или даже
визуально для того, чтобы иметь представление об однородности его
структуры; выбрать участки для последующего более детального
исследования. Исследование при средних (~×400) и больших (~×800)
увеличениях ведут после тщательной настройки осветителя и
диафрагм и подбора объектива с необходимой апертурой при
светлопольном освещении. В связи с тем, что с возрастанием
увеличения уменьшается величина поля зрения, изучение структуры
при средних и особенно больших увеличениях необходимо проводить
в нескольких полях зрения. Это особенно важно, когда
предварительный осмотр образца выявил неоднородность его
структуры. Для усиления контраста изображения и выявления деталей
структуры используют специальные методы световой микроскопии:
косого освещения, темнопольного освещения, поляризованного света
и др.
13
Поскольку ахроматические объективы корригированы только
для средних цветов области спектра, при работе в белом свете
получают изображение объекта с размытыми и окрашенными по
краям контурами. Для гашения всех цветов, в отношении которых
объектив некорригирован, применяют желто-зеленый светофильтр.
Наибольшую контрастность изображения обеспечивает светофильтр,
цвет которого дополняет цвет объекта. Фокусировка микроскопа
должна производиться только с тем светофильтром, с которым будет
исследоваться структура. Фотографирование микроструктуры ведут
как в отдельных полях зрения, так и панорамным способом, когда
отдельные поля зрения частично перекрываются. В последнем случае
из отдельных снимков можно составить монтаж, характеризующий
микроструктуру
большого
участка
образца.
Перед
фотографированием необходимо проверить равномерность освещения
снимаемого поля и точность фокусировки изображения на экране
либо в фотокамере.
1.2.5 Определение цены деления шкалы или сетки окулярмикрометра
Для определения цены деления шкалы окуляр-микрометра его
вставляют в тубус микроскопа и, наблюдая в окуляр, получают резкое
изображение его шкалы, перемещая главную линзу окуляра. На
предметный столик помещают объект-микрометр шкалой к объективу
и фокусируют микроскоп на резкое изображение шкалы объект
микрометра в плоскости шкалы окуляра. Затем поворотом окуляра
добиваются параллельности штрихов обеих шкал. Подсчитывают
число делений n шкалы или сетки окуляра, попавших на отрезок L
шкалы объект-микрочетра. Цену деления шкалы окуляра определяют
следующим образом: Е = L/п.
1.3 Порядок выполнения работы:
1) рассчитать (по величине d, заданной преподавателем)
необходимое увеличение микроскопа, подобрать объектив и окуляр.
Изучить микроструктуру образца №1, для чего:
а) изучить устройство микроскопа и его оптическую схему;
б) научиться фокусировать изображение, настраивать
освещение, полевую и апертурную диафрагму;
2) образец №1 (сталь У8) рассмотреть при косом освещении.
Зарисовать изображение структуры;
3) образец №2 (сталь У12) рассмотреть в светлом и темном
поле. Зарисовать структуру и описать различие в двух изображениях;
14
4) образец № 3 (химически полированный цинк) рассмотреть в
поляризованном свете. Зарисовать полученную структуру;
5) определить цену деления окуляр-микрометра.
1.4 Содержание отчета:
1) описать устройство и привести основные характеристики
микроскопа. Зарисовать его принципиальную оптическую схему и
указать назначение основных узлов;
2) изложить методику выбора оптики, наладки освещения и
диафрагм, специальные методы исследования;
3) привести зарисовки структуры и объяснения наблюдаемого
контраста, количественные расчеты по выбору оптики и определению
цены деления окуляр-микрометра.
Контрольные вопросы
1 Чем отличаются изображения объекта, наблюдаемого с
помощью микроскопа и невооруженным глазом?
2 От чего зависит разрешающая способность световой оптики?
3 Как определяют полезное увеличение микроскопа?
4 Как выбирают оптику для наблюдения микроструктуры?
5 Для чего предназначена апертурная диафрагма? Как ее
настраивают?
6 Для чего предназначена полевая диафрагма? Как проводят ее
настройку?
7 Как устанавливают и для чего используют темнопольное и
косое освещение?
8 В каких случаях используют поляризованный свет?
9 Для чего применяют светофильтры?
10 Как найти цену деления окуляр-микрометра?
Лабораторная работа № 2 Приготовление образца для
изучения микроструктуры с помощью светового микроскопа
2.1 Цель работы
2.1.1 Освоить основные методы подготовки образцов для
исследования микроструктуры на световом микроскопе.
2.1.2 Ознакомиться с методами выявления микроструктуры.
15
2.2 Основные теоретические сведения
Образец для микроскопического исследования структуры
металла называют микрошлифом. Поскольку микроструктуру
металла изучают в отраженном свете, поверхность микрошлифа
должна удовлетворять двум требованиям:
1) она должна иметь максимальную отражающую способность;
2) разные участки поверхности должны по-разному отражать
свет, чтобы различить элементы микроструктуры.
Первое достигается путем получения плоской и гладкой
поверхности, второе – либо благодаря неодинаковому отражению
света (поляризованного или неполяризованного, моно- или
полихроматического) от плоской поверхности, либо вследствие
образования рельефа на поверхности путем травления, либо, наконец,
из-за создания на поверхности пленок толщина и, следовательно,
окраска которых зависят от природы либо ориентировки
кристаллитов, на которых они возникли.
Микрошлиф должен иметь микроструктуру, характерную для
всего изучаемого изделия или его части, Поэтому имеет значение, вопервых, выбор участка изделия, из которого вырезают образец, и, вовторых, выбор расположения исследуемой поверхности на образце.
Например, микроструктуру прокатанной полосы обычно изучают на
ее продольном сечении. Поскольку микроструктура в разных участках
полосы может быть неодинаковой, образцы для изготовления
микрошлифов вырезают из центра и у кромок полосы, а также в
нескольких местах по ее длине.
Площадь поверхности микрошлифа обычно составляет около
2
1см , высота образца для удобства обращения с ним должна быть не
менее 10 мм. Для изготовления шлифов на образцах меньших
размеров (лента, проволока и т.д.) их после вырезки помещают в
цилиндрическую обойму или заливают пластмассой. В некоторых
случаях для закрепления мелких образцов применяют металлические
винтовые зажимы.
2.2.1 Подготовка плоской поверхности
Подготовка плоской поверхности микрошлифа включает:
1) вырезку и выравнивание поверхности;
2) шлифование;
3) полирование.
Все перечисленные операции должны проводиться таким
образом, чтобы они не изменили микроструктуру металла. В этом
отношении особенно ответственны первая и вторая операции, которые
не должны сопровождаться деформацией поверхностных слоев
16
(толщина деформированного слоя может в 3–10 раз превышать размер
зерна абразива) и нагревом образца. Поверхность подготовленного
шлифа должна быть зеркально гладкой, плоской по всей его площади,
не иметь царапин, ямок и загрязнений.
Вырезку образца для изготовления микрошлифа обычно
проводят абразивными кругами, выравнивание поверхности – на
токарных, фрезерных или шлифовальных станках либо опиливанием.
На этой стадии подготовки образца необходимо свести к минимуму
деформацию поверхности и нагрев образца, что достигается
надлежащим выбором инструмента и режима обработки, а также
интенсивным охлаждением обрабатываемой поверхности и
инструмента.
Шлифование проводят с целью уменьшения неровностей на
поверхности образца. При этом используют шлифовальную шкурку
Различных номеров, которые обозначают размер зерен абразивного
порошка, прикрепленного к бумажной основе шкурки. Абразивом
могут быть электрокорунд, карбид кремния и другие твердые
вещества; размер зерен абразива на различных номерах шкурки может
составлять от 250 до 4 мкм. При шлифовании вручную шкурку
помещают на стекло, образец прижимают обрабатываемой
поверхностью к шкурке и перемещают возвратно-поступательными
движениями. Шлифование можно проводить также на станке с
горизонтально расположенным вращающимся кругом, на котором
закрепляют шкурку. Образец прижимают к кругу вручную или
фиксируют в специальном приспособлении. Перед шлифованием
обрабатываемую поверхность очищают от частиц металла и абразива.
Движение образца при шлифовании вручную производят под
углом 90° к направлению царапин от предшествовавшей обработки.
Шлифуют до тех пор, пока полностью не исчезнут все следы царапин
от предыдущей операции. Затем образец вновь очищают от налипшей
наждачной пыли и переходят к шлифованию шкуркой с более мелким
абразивом. Обычно оказывается достаточным использовать
шлифовальные шкурки 4–5. После завершения шлифования образец
тщательно промывают под струей воды.
Полирование
служит
для
дальнейшего
уменьшения
неровностей на плоской поверхности образца, Полирование
заканчивают, когда на поверхности исчезнут всякие риски, а сама
поверхность станет зеркально гладкой. Полирование проводят
механическим, электролитическим либо химическим методами.
Для механического полирования используют станок с
вращающимся кругом, который обтянут тканью (фетром, сукном,
17
драпом и др.). В качестве абразива чаще всего применяют
тонкоизмельченный оксид хрома, который в виде взвеси в воде
наносят на поверхность круга во время его вращения. Образец
шлифованной поверхностью слегка прижимают к поверхности круга.
Во время полировки образец перемещают от периферии к центру
круга (чтобы обеспечить равномерное распределение абразива) и
периодически поворачивают (чтобы исключить образование
«хвостов» около включений на поверхности образца). Для получения
хороших результатов при полировании необходимо, чтобы образец и
руки оператора были очищены от шлифовального абразива. Круг во
время полирования должен быть влажным. Механическое
полирование можно производить также с помощью алмазных паст, в
которых размеры зерен абразива могут доходить до 1 мкм. Пасту
наносят на ватман тонким слоем, и полирование проводят так же, как
и шлифование образца.
В способе электролитического полирования используют эффект
растворения анода. На поверхности образца-анода при пропускании
тока через электролит происходит растворение и выравнивание
выступов. По-видимому, это – результат образования у поверхности
образца вязкого слоя, состоящего из продуктов реакции металла и
электролита. Толщина слоя над выступами и, следовательно, его
электросопротивление в этих местах меньше, чем над впадинами.
Поэтому во время электролитического полирования происходит
преимущественное растворение выступов, и поверхность микрошлифа
становится гладкой. Качество полирования зависит от исходного
состояния поверхности образца, расстояния между образцом и
катодом, плотности тока, температуры (вязкости) и перемешивания
электролита. Преимущество электролитического полирования перед
механическим состоит в том, что электролитическое полирование
удаляет деформированный слой, образовавшийся на поверхности
образца при шлифовании, тогда как при механическом полировании
этого не происходит. Поэтому при изготовлении образцов из мягких
материалов
электрополирование
оказывается
практически
незаменимым. Недостатки электрополирования – ускоренное
растворение металла вблизи неметаллических включений (это
приводит к образованию ямок и выкрашиванию включений) и
возникновению «завала» (скругления) кромок образца.
В некоторых реактивах взаимодействие с неровной
поверхностью образца дает эффект выглаживания поверхности и в
отсутствие тока. Такое полирование называется химическим. После
18
полирования шлиф промывают в воде либо, если металл окисляется, –
в этиловом спирте и просушивают фильтровальной бумагой.
2.2.2
Выявление
микроструктуры.
Выявление
микроструктуры в большинстве случаев сводится к созданию на
полированной поверхности неглубокого рельефа, в котором
конфигурация неровностей повторяет расположение и очертания
отдельных кристаллитов. Иногда такой рельеф создается при
полировании образца. Например, на поверхности шлифа,
полированного механическим способом, твердые кристаллиты
несколько выступают, а мягкие – углублены. Во всех остальных
случаях рельеф создают с помощью травления. Обычно используют
химическое, электролитическое и термическое травление.
При химическом или электролитическом травлении, во-первых,
образуются канавки на границах между зернами и, во-вторых,
создается неодинаковая шероховатость поверхности зерен разных фаз
или даже одной фазы (последнее имеет место в том случае, если у
разных зерен одной и той же фазы с плоскостью шлифа совпадают
разные плоскости кристаллической решетки). Канавки на границах
образуются из-за того, что атомы в этих участках обладают
повышенной энергией и поэтому легче вступают в химическую
реакцию растворения. Неодинаковая шероховатость на поверхности
зерен разных фаз или даже одной и той же фазы обусловлена той же
причиной – неодинаковой химической активностью из-за различных
свойств фаз или различающейся плотности упаковки атомов на
разных плоскостях кристаллической решетки зерен одной и той же
фазы. Поскольку атомы в сердцевине зерен имеют меньшую энергию,
чем на их границах, рельеф на поверхности менее глубок, чем на
границах. При наблюдении в отраженном свете максимальный
оптический контраст создается между участками рельефа разной
глубины, т.е. между границами и телом зерен. Контраст между
разными зернами значительно слабее благодаря меньшему различию в
глубине неровностей на их поверхности.
Контраст изображения структуры может быть усилен путем
«окрашивания» зерен в разные цвета. Это достигается путем создания
на поверхности шлифа прозрачной оксидной пленки, толщина
которой на разных зернах неодинакова. При наблюдении в белом
свете участки пленки разной толщины окрашиваются в разные цвета
благодаря эффекту интерференции. Оксидные пленки получают путем
нагрева полированного или слабо травленного шлифа в
окислительной атмосфере. Для ряда сплавов подобраны реактивы,
которые при взаимодействии с образцом создают на поверхности
19
зерен разных фаз окрашенные пленки из продуктов химической
реакции. Термическое травление производят путем нагрева
полированного шлифа в неокисляющей атмосфере, предпочтительно в
вакууме. Создание рельефа на поверхности, в первую очередь канавок
термического травления на границах зерен, – результат удаления
атомов из тех участков поверхности шлифа, где они имеют
повышенную энергию. Это происходит вследствие увеличенной
подвижности атомов при высоких температурах (не менее 0,6Тпл).
Перед выявлением структуры методом термического травления
полирование шлифа следует производить электролитическим или
химическим способом.
2.3 Порядок проведения работы:
1) изготовить микрошлиф углеродистой стали с использованием
шлифования, механического полирования и химического травления в
3 %-ном растворе азотной кислоты в спирте; время травления 10–20 с.
После травления шлиф следует промыть под струей воды и быстро
высушить фильтровальной бумагой;
2) изготовить микрошлиф легированной нержавеющей стали с
использованием шлифования, электролитического полирования и
электролитического травления. Электролит – концентрированная
азотная кислота. Режим полирования: температура электролита 20–
50°С, плотность тока 3–5А/см2, время полировки 10–30 с; режим
травления: температура электролита 20–50°С плотность тока 0,1А/см2,
время травления 20–60с. После травления шлиф промыть под струей
воды и высушить фильтровальной бумагой;
3) изучить под микроскопом поверхность каждого шлифа после
окончания полирования и проведения травления, просмотрев образец
в нескольких полях зрения при увеличении около х 100. На столик
микроскопа ставить только сухие шлифы.
2.4 Содержание отчета:
1) краткое введение;
2) анализ полученных результатов (причины возникновения
дефектов на полированной поверхности, причины выявления
микроструктуры);
3) вводы по работе (сравнение трудоемкости и качества
полирования и травления использованными методами, анализ
недостатков изготовленного шлифа);
4) зарисовать и описать изображения поверхности образца после
полировки и травления по приведенной схеме (таблица 2.1).
20
Таблица 2.1 – Результаты изучения поверхности образцов
Материал
Схематическая
зарисовка
изображения
Стадия
обработки
указанием
режимов
Описание
с изображения
Контрольные вопросы
1 Как обеспечивается соответствие структуры шлифа и изделия?
2 Какие требования предъявляют к поверхности шлифа?
3 Из каких стадий состоит подготовка поверхности
микрошлифа?
4 Какие требования предъявляют к режимам вырезки и
шлифования образца для исследования микроструктуры?
5 Как проводят ручное шлифование образца для исследования
микроструктуры?
6 Как проводят механическое полирование.
7 Почему поверхность образца при электролитическом
полировании становится зеркально гладкой?
8 В чем преимущества и недостатки электролитического
полирования по сравнению с механическим?
9 Какие дефекты недопустимы на полированной поверхности
микрошлифа?
10 В каких случаях обязательно применять не механическое, а
электролитическое или химическое полирование?
11 Можно ли (и в каких случаях) наблюдать микроструктуру на
полированном микрошлифе?
12 Почему при травлении микрошлифа на границах зерен
образуются канавки?
13 Почему зерна одной фазы после травления могут выглядеть
темнее зерен другой фазы?
14 Почему неодинаково могут травиться разные зерна одной и
той же фазы?
15 Каковы возможные причины «окрашивания» зерен после
операции выявления структуры?
16 Почему выявляется микроструктура образца после нагрева
полированного шлифа в вакууме?
21
Лабораторная
работа
металлографический анализ
№
3
Количественный
3.1 Цель работы
3.1.1 Освоить основные методы количественной металлографии:
визуальный метод оценки величины зерна; построение и анализ
распределения зерен по размерам; определение объемной доли
структурных составляющих.
3.2 Основные теоретические сведения
Количественная
металлография
(стереометрическая
металлография, стереология) – система методов исследования,
количественно
оценивающих
геометрические
параметры
пространственного микроскопического строения металлов и сплавов
по измерениям на плоских сечениях.
При металлографическом анализе структуры ее можно
охарактеризовать одним из трех методов: описательным;
полуколичественным (с помощью условных чисел – баллов) и
количественным. В настоящей работе рассматриваются два последних
метода. Наиболее часто в практике встречаются две задачи
количественной металлографии: определение размеров зерен и
определение относительного объема структурных составляющих в
материале. За пределом настоящей работы остаются другие
стереологические задачи: реконструкция пространственной формы
зерен или выделений по их плоским сечениям; определение кривизны
поверхностей раздела; определение расстояний между элементами
структуры; определение параметров топологической связности;
определение двугранных углов между внутренними поверхностями
раздела.
3.2.1 Определение размера кристаллитов. Основные
параметры
В однофазной структуре поликристаллического металла
кристаллиты (зерна) имеют величину, которая определяется числом
зародышей (например, центров кристаллизации) и линейной
скоростью их роста. Если центры кристаллизации равномерно
распределены в объеме и скорости их роста в разных направлениях
одинаковы, то образующиеся зерна окажутся выпуклыми
многогранниками, по форме близкими к кубическому октаэдру
(рисунок. 3.1, а). При этом средний угол между гранями в плоском
сечении равен 120°, а число зерен, имеющих общее ребро, равно трем.
22
Это означает, что плоское сечение зерен чаще всего имеет форму
более или менее правильного шестиугольника.
а)
б)
а – типичная объемная форма зерна;
б – сечение зеренной структуры случайного плоскостью
(шлифа) по А-А
Рисунок 3.1
Для количественной оценки металла с такой структурой
используют следующие параметры:
1) средний поперечник (условно – диаметр) зерна на плоскости
шлифа d (мкм или мм);
2) средний объемный поперечник (объемный диаметр) – DV
(мкм или мм);
3) удельная поверхность границ зерен (в единице объема) – SV
2
(мм /мм3);
4) число зерен в единице объема – NV, (1/мм3);
5) балл (номер) зерна – условное число, возрастающее при
измельчении зерна.
Все перечисленные характеристики суть средние величины и не
описывают изменчивость размеров зерен. Для учета изменчивости
используют распределение зерен по размерам – функцию NV (D) и ее
характеристики:
а) моду распределения наиболее часто встречающийся размер
зерен Dm (Dm общем случае не равно D );
б) среднее квадратичное отклонение размера зерна от среднего –
QD (мкм или мм).
В дальнейшем будет последовательно рассмотрена связь между
этими величинами, указана область их использования и описаны
основные экспериментальные методы их определения
Наиболее простые величины это d и D. При этом следует
учитывать, что объемный диаметр D всегда больше, чем плоский
диаметр d, так как плоскость шлифа лишь в редких случаях проходит
23
через центр зерна (рисунок 3.1, б). Величины DV, и d связаны
приблизительным соотношением
d
8
D 0,85 D ,
3
(3.1)
причем часто величины d и D принимают равными друг другу.
Легко установить связь между удельной поверхностью границ
зерен SV и их поперечником (d или D). Поверхность сферы диаметром
D равна πD2, а с учетом того, что каждая граница относится к двум
зернам, – равна πD2/2. Разделив эту поверхность на объем зерна πD3/6,
Получим удельную поверхность
SV 3 / D
(3.2)
Многие физические и механические свойства простым образом
связаны с SV. Так, например, твердость, прочность, коэрцитивная сила
линейно зависят от SV в широком интервале ее изменения. Удельная
поверхность границ SV, является более удобной (хотя и менее
привычной) характеристикой структуры, чем поперечник зерен, так
как d и D теряют смысл, если форма зерна существенно отличается от
сферической. Поэтому методы, основанные на прямом определении
SV, т.е. методы, не использующие формулу (3.2), являются
предпочтительными. Зная удельную поверхность границ, можно
определить условную характеристику поперечник зерна D, обращая
формулу (3.2) в D = 3/ SV.
3.2.2 Распределение зерен по размерам
Введенные выше величины являются средними, и поэтому не
дают представления о пределах изменения соответствующей
характеристики, например размера зерна. В реальной структуре всегда
встречаются зерна крупнее или мельче некоторого среднего. Более
полную информацию о структуре дает распределение зерен по
размерам, показывающее относительное число зерен в К–размерных
группах, т.е. долю зерен, имеющих размер в некотором интервале
значений, например от Di, до Di +H, где Н – шаг разбивки, а Di –
номер размерной группы. Типичная кривая распределения зерен по
размерам для образца отожженного железа показана на рисунок 3.2.
Распределение на рисунок 3.2 является одномодальным, причем
наиболее часто встречаются зерна, размер которых находится в
размерной группе с пределами от 5 до 7,5 мкм (их более 30 % от
24
общего числа зерен), однако из-за того, что распределение не
подчиняется закону Гаусса, средний размер зерна составляет 9,1 мкм.
а)
б)
а – типичная кривая распределения зерен по размерам в
обычных координатах;
б – типичная кривая распределения зерен по размерам в
полулогарифмических координатах
Рисунок 3.2
Отклонение размеров зерен Di от среднего D характеризуется
средним квадратичным отклонением σD, равным (если измерено n
зерен)
D
n
1
n 1
(D
i 1
i
D )2
(3.3)
или безразмерным отношением σD/D, которое называется
коэффициентом изменчивости или вариации зерен
C
D
(3.4)
D
Для распределения, изображенного на рисунок 3.2, σD = 4 мкм,
С = 0,44. Эксперименты показывают, что в отожженных металлах и
сплавах распределение зерен по размерам близко к нормальному, если
по оси абсцисс откладывают не диаметр, а логарифм диаметра частиц
(рисунок 3.2, б). Такое распределение называют логарифмически
нормальным.
3.2.3 Описание экспериментальных методов
Метод балловой оценки является простейшим методом
определения величины зерна. В этом методе некоторой структуре со
25
средней площадью зерна А0 = 0,128 мм2 (средним поперечником
d=0,38 мм) приписывают номер (балл) В = 0. Балл зерна В со средней
площадью А по определению есть двоичный логарифм отношения
А0/А, т.е.
2
A
D
D
В lg 2 0 lg 2 0 2 lg 2 0 .
A
D
D
Балловую
оценку
производят
следующим
образом.
Исследуемую структуру сравнивают с табличными фотографиями
(или их идеализированными схемами) и выбирают наиболее близкую
по размеру зерна фотографию. Указанный на этой фотографии балл
(номер) зерна принимают за балл зерна исследуемой структуры. Если
балл зерна в исследуемом образце лежит между целыми величинами,
приведенными в таблице, разрешается использовать промежуточные
(дробные) величины с шагом 0,5. В дальнейшем из таблицы (таблица
3.1) можно выписать характеристики структуры (среднюю площадь
зерна и т.п.) или рассчитать их по формулам для В.
Таблица 3.1 – Характеристики структуры зерна
№ балла Средняя площадь Поперечник
зерна
зерна А, мкм2
зерна d, мкм
0
1280000
380
1
64000
250
2
32000
180
3
16000
130
…
…
…
7
1000
30
Число зерен зерна NV мм3
46
128
360
1020
…
23000
Поскольку
табличные
фотографии
составлены
для
определенного увеличения (×100), то при использовании другого
увеличения необходимо соответственно изменить балл зерна (таблица
3.2).
Таблица 3.2 – Пересчет
нестандартного увеличения
Увеличение
200
400
3
1
-1
номера
зерна
при
использовании
Действительный балл зерна
Балл зерна при стандартном увеличении
4
5
6
7
8
9
2
3
4
5
6
7
0
1
2
3
4
5
26
10
8
6
Балловая оценка весьма субъективна, а количественные
характеристики (А, d, NV), которые она дает, относятся не к
исследуемому образцу (строго говоря), а к табличной структуре. С
другой стороны, балловая оценка наиболее проста и не требует
больших затрат времени.
Методы количественной оценки средних размеров зерна
существенно точнее балловой оценки и очень распространены. В этих
методах изображение исследуемой структуры проектируется на
матовое стекло микроскопа (можно использовать и фотографию), на
котором очерчен прямоугольник известной площади F. Площадь
шлифа, соответствующая этому прямоугольнику, равна F/N2 (N –
увеличение микроскопа).
Подсчитав среднее число зерен внутри прямоугольника п, легко
определить среднюю площадь одного зерна А
A
F
N 2n
В методе Джеффриса число зерен п,
прямоугольник (квадрат), подсчитывают по формуле
n p
1
g 1,
2
(3.5)
попавших
в
(3.6)
где р – число зерен, целиком находящихся в квадрате;
g – число зерен, пересекаемых стороной квадрата (в среднем
можно считать, что половина зерна находится в квадрате); единица
учитывает четыре зерна, находящихся в углах квадрата и в среднем на
1/4 принадлежащих ему (рисунок 3.3)
Рисунок 3.3 – Схема определения числа зерен, попавших в
прямоугольник (метод Джеффриса)
27
По методу Салтыкова подсчитывают число узлов NV, т.е.
число стыков трех границ зерен. Из простых соображений следует,
что
n
1
Nу
2
(3.7)
При подсчете зерен или стыков следует выбирать увеличение
микроскопа таким, чтобы в прямоугольник попадало 10–20 зерен. В
противном случае результаты окажутся неточными: при большом п –
из-за трудности счета при утомлении зрения оператора, а при малом п
– из-за неприменимости формул (3.6) и (3.7) вследствие
непредставительности выборки.
Определение удельной площади границ зерен SV методом
случайной секущей. В этом методе на изображение структуры
проектируется секущая – линия любой формы (обычно прямая) с
известной длиной на плоскости шлифа L (L равна видимой длине
линии l, деленной на увеличение микроскопа или фотографии N).
Подсчитывают число пересечений секущей с границами зерен Р и
вычисляют число пересечений на единицу длины секущей РL
PL
P
l/N
Независимо от формы зерен выполняется равенство
SV 2 PV .
(3.8)
Если L измерено в мм, то РL, в мм-1, а SV – в мм2/мм3. В частном
случае «почти» сферических зерен формулу (3.8) можно получить без
особого труда, так как величина l/РL представляет собой среднее
расстояние между границами зерен – длину случайно проведенной в
окружности хорды. Средняя длина хорды l/РL равна площади круга
(πd2/4), деленной на его диаметр (d), т.е. πd/4, откуда с учетом (3.1) и
(3.2) следует формула (3.3).
Построение распределения зерен по размерам методом хорд.
Универсальным и простым методом нахождения распределения зерен
по размерам является модификация метода случайных секущих –
метод хорд А.Г. Спектора. В этом методе последовательно
измеряются длины хорд li, образованных пересечением случайной
секущей с границами зерен (рисунок 3.4). Затем разбивают хорды на
размерные группы с шагом Н, равным обычно округленной длине
28
самой большой хорды, деленной на выбранное число групп разбиения
К
H
l max
K
Рисунок 3.4 – Случайная секущая, наложенная на зеренную
структуру, и длины хорд отдельных зерен l1-l5
Поскольку при большом К объем вычислительной работы очень
велик, то К берут в пределах 8–15, но не более 3 Р , где Р – общее
число измеренных хорд.
В первую группу относят все хорды длиной от 0 до Н; во
вторую – длиной от H до 2Н и. далее, в i-тую группу – хорды длиной
от Н(i – 1) до Нi. К последней, К-й группе относят хорды длиной от
Н(К–1) до КК, т.е. до lmax. Затем определяют число хорд в каждой
размерной группе Рi и плотность числа хорд РLi= Рi/1. По формуле,
полученной А.Г. Спектором, число зерен в единице объема NVi,
которые относятся к i-той размерной группе (т.е. имеют размер от
Н(i–1) до Нi), равно
N Vi
P 1
4 PLi
Li
2
H 2i 1 2i 1
(3.9)
Следует отметить, что РL1 + РL2 + . . . + РLK = РL. Это позволяет
получить величину SV=2РL. В свою очередь сумма всех NVi позволяет
найти общее число всех зерен в единице объема
K
NV NV i
При К=1 и в случае, когда все зерна одинаковы, формула А.Г.
Спектора просто дает связь между средней длиной случайной хорды l,
29
проведенной в шаре диаметром DV, и числом шаров в единице объема
NV (которое по определению есть величина обратная объему шара)
NV
4 1
DV2 l
Если в структуре имеются зерна двух размерных групп с
диаметром D и 2D (т.е. шаг разбивки Н = D), то очевидно, что хорды
длиной больше D (i = 2) принадлежат большим зернам, в то время как
короткие хорды длиной меньше D (i = 1) принадлежат как маленьким
зернам, так и большим. Вычислив долю хорд, имеющих длину меньше
D, среди всех хорд больших зерен (второе слагаемое в скобках
формулы А.Г. Спектора), можно найти число коротких хорд,
принадлежащих маленьким зернам, которое меньше общего числа
коротких хорд. После обобщения на произвольное число групп полу
чаем формулу А.Г. Спектора. Расчеты по методу хорд можно
запрограммировать для ЭВМ таким образом, что, вводя данные –
длины хорд li каждого из измеренных зерен, после расчетов получают
таблицу распределения зерен по размерам и по их логарифмам. В той
же программе можно предусмотреть определение параметров
распределения.
3.2.4
Определение
объемной
доли
структурной
составляющей
Относительное
количество
структурной
составляющей
выражают или в объемных долях VV
VV i
Vi
V
где Vi – объем структурной составляющей;
V – объем образца; или в массовых долях МM
M Mi
Mi
M
где Мi – масса структурной составляющей;
М – масса образца.
Связь между VVi и MMi можно найти, зная из справочников
плотность ρi, структурной составляющей и плотность образца ρ0
30
M Mi
iVV i
0
(3.10)
Если значение ρ0 неизвестно, то его можно найти из
соотношения
Nc
0 iVV i
(3.11)
i 1
где Nc – число структурных составляющих в сплаве.
Для вычисления ρ0 надо знать плотность и объемную долю всех
структурных составляющих. Плотность обычно дается в
справочниках, а долю структурных составляющих VVi находят
методом количественной металлографии.
Если определить экспериментально VVi, то можно рассчитать
MMi и затем определить химический состав сплава СА. Достаточно
лишь знать состав каждой из Nс структурных составляющих
NC
С AO C Ai M Mi
i 1
где СА0 – массовая концентрация элемента А во всем сплаве;
СА – массовая концентрация элемента А в отдельных
структурных составляющих.
По принципу Кавальери относительный объем структурной
составляющей (VV) равен относительной площади, занимаемой ею на
плоскости шлифа (АА), или, в свою очередь, относительной длине
занимаемой ею на случайно проведенной секущей (LL), т.е.
VV AA LL или VV
Vi Ai Li
V
A
L
(3.12)
где Аi – площадь i-той структурной составляющей на шлифе
площадью А;
Li – суммарная длина отрезков, попавших на i-тую
структурную составляющую;
L – общая длина проведенной секущей.
Поскольку прямое определение объема, как правило,
невозможно, то определение VVi проводят или путем измерения
площадей Аi (точечный метод Глаголева), или путем измерения длин
Li (линейный метод Розиваля).
31
Точечный метод Глаголева основан на том, что точки,
случайно спроектированные на изображение структуры, попадают на
структурную составляющую с вероятностью, пропорциональной
площади, занимаемой ею на шлифе. Поэтому если общее число точек
равно п, причем на i-тую структурную составляющую попало п, то
объемная доля VVi равна
VVi AAi
ni
n
(3.13)
В том случае, когда точка попадает на границу между
структурными составляющими, ее считают за 1/2 (рисунок 3.5). В
качестве случайных точек удобно брать перекрестия квадратной
сетки, вставленной в окуляр.
В линейном методе Розиваля определяют суммарную длину
хорд Li (в делениях шкалы), попавших на интересующую
структурную составляющую (рисунок 3.6). Тогда
VVi
Li
,
L
(3.14)
где L – общая длина случайно проведенной секущей в делениях.
Погрешность определения VVi складывается в линейном методе
из погрешности определения длины каждой хорды ∆Li (одно деление
шкалы окуляр-микрометра) и статистической ошибки ∆Vi. Для
уменьшения ошибки L/L следует выбирать увеличение таким, чтобы
каждое L равнялось 5–10 дел.
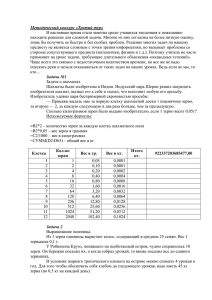
Рисунок 3.5 – Схема определения объемной доли темной
структурной составляющей: всего 25 перекрестий (точек); из них 4
попали на темную составляющую (метод Глаголева)
32
Рисунок 3.6 – Схема определения объемной доли структурной
составляющей в виде включений (метод Розиваля). (Из общей длины
секущей L на включения приходится длина L1+L2+L3+L4)
3.2.5 Автоматизация измерений в количественной
металлографии (автоматический анализ изображения)
Принцип работы большинства существующих автоматических
приборов состоит в поочередном анализе телевизионных строк
(рисунок 3.7, а), из которых складывается изображение. Дискретные
импульса формирующиеся электронной схемой (рисунок 3.7, б, в),
поступают на вход микропроцессора, так как представляют собой
последовательный двоичный код. Контроль вводимого изображения
проводится так же с помощью телеэкрана. При этом оператор может и
должен определить уровень «серого», т.е. определить границу между
«темным» и «светлым»; определить оптимальное увеличение
микроскопа и т.д.
Легко видеть, что с теоретической точки зрения работа
автоматического анализатора построена на линейных методах типа
случайной секущей и метода хорд, где масштаб длины секущей
определяется скоростью движения электронного луча по экрану и
частотой заполняющих импульсов.
Анализаторы, работающие в диалоговом режиме, позволяют про
водить и более подробную классификацию изображения, например
отделять границы зерен от включений (рисунок 3.7) по яркости и
длине соответствующего элемента; приписывать сигналам различной
интенсивности условные цвета и тем самым использовать несколько
уровней «серого»; классифицировать элементы структура по
размерам, форме, яркости и т.д. с помощью соответствующей логики.
Наиболее совершенные компьютерные анализаторы изображения
позволяют «исправлять» его, убирая, например, дефект изображения.
Для автоматического анализа необходима подготовка
высококачественных, однородных по параметрам микрошлифов или
их изображений.
33
а)
б)
в)
а – изображение структуры и линия сканирования
(телевизионной развертки);
б – профиль интенсивности света или сигнала I вдоль этой
линии;
в – минимумы соответствуют «темным» участкам, или границам
зерен: та же кривая в «оцифрованном» виде как последовательность
«нулей» и «единиц». (При постоянной скорости сканирования
координата х пропорциональна времени τ)
Рисунок 3.7
3.3 Порядок выполнения работы:
1) определить средний размер (d и D) в однофазном материале:
а) полуколичественным методом;
б) одним из методов количественной металлографии (по
указанию преподавателя);
2) определить удельную поверхность границ зерен SV и средний
поперечник зерна d методом случайной секущей;
3) найти объемную долю графитных включений в чугуне (метод
по указанию преподавателя) и рассчитать массовую долю графита;
4) найти распределение зерен по размерам методом хорд
Спектора с последующим расчетом на ЭВМ параметров
распределения и его статистических оценок.
3.3.1 Методика выполнения работы
3.3.1.1 Для оценки номера зерна студент получает стандартную
таблицу. Перед проведением оценки следует рассмотреть структуру
образца в нескольких полях зрения и выбрать характерный участок.
34
Путем сравнения со стандартной таблицей определить номер зерна.
Если зерно слишком мелкое, можно воспользоваться увеличением,
отличающимся от стандартного (×100). В этом случае действительный
номер зерна пересчитывается с помощью таблица 3.2. После
проведения полуколичественной оценки зарисовать микроструктуру
образца, указан рядом с зарисовкой номер зерна и его средние
площадь и поперечник (таблица 3.1).
Определение размера зерна методом Джеффриса или Салтыкова
производится на том же образце, на котором находили номер зерна.
Для проведения измерений необходимо перевести изображение на
экран микроскопа и подобрать удобное для подсчетов увеличение.
Первичные результаты занести в таблицу (таблица 3.3 и 3.4).
Под таблицей оставить свободное место для записи величин А и d и их
стандартных отклонений.
Таблица 3.3 – Результаты определения среднего размера зерен
методом Джеффриса
№
поля
зрения
Площадь на Увеличение
экране
микроскопа
микроскопа N
F, см2
Число в поле зрения
тройных зерен
всего
стыков
n=0,5Ny n
Nу
Средняя
площадь
зерна в
поле
зрения
A=F/N2,
мкм2
Таблица 3.4 – Результаты определения среднего размера зерен
методом Салтыкова
№
Площадь
Увеличение Число в поле зрения
поля
на экране микроскопа «целых» «половинчатых» q
зрения микроскопа N
Р
F, см2
Средняя
площадь
зерна в
поле
зрения
A=F/N2n,
мкм2
Суммарное число подсчитанных зерен должно быть не менее 60,
число полей зрения – не менее трех.
3.3.1.2 Для определения удельной поверхности границ зерен
методом случайной секущей необходимо воспользоваться окулярмикрометром – линейкой, вставленной в окуляр 7х или 10х.
Предварительно следует с помощью объект–микрометра найти длину
35
этой линейки. Результаты занести в таблицу (таблица3.5). Под
таблицей оставить место для записи средних значений SV и l с их
стандартными отклонениями.
Таблица 3.5 – Результаты определения удельной поверхности границ
SV и средней хорды l методом случайной секущей
Длина
№ поля
секущей,
зрения
мм
Число
пересечений
секущей
границами Р
РL=Р/L,
с мкм-1
Удельная
поверхность
SV мкм-1
Средняя
хорда
l-l/PL
мкм
3.3.1.3 Определение объемной доли включений графита в
чугуне проводят на нетравленых шлифах чугуна с шаровидным
графитом. Для выполнения необходимых подсчетов следует наложить
на структуру изображения сетки (метод Глаголева) или линейки
(метод Розиваля). Затем проводят зарисовку микроструктуры
Первичные результаты заносят в таблицу (таблица 3.6 и 3.7),
под которой оставляют место для записи среднего значения VV с
указанием отклонений и результатов расчета массовой доли графита.
Таблица 3.6 – Результаты определения объемной доли графита
методом Глаголева
№ поля зрения
Общее
число Число
перекрестий
перекрестий,
сетки n
попавших
графит n i
Объемная доля
графита в поле
на зрения VVi= n i/ n
Таблица 3.7 – Результаты определения объемной доли графита
методом Розивеля
№ поля зрения
Общая
дина Суммарная
Объемная доля
длина
хорд, графита VVi= L i/ L
линейки L, дел
попавших
на
графит, Li, дел
3.3.1.4 Для нахождения функции распределения зерен по
размерам измерения хорд проводят либо на микрофотографиях
соответствующей структуры, либо на образце непосредственно под
микроскопом. Для каждого поля зрения следует записывать деления
секущей (линейки), соответствующие точкам ее пересечения с
границами зерен. Так как на микроструктуре видна, строго говоря, не
36
граница зерен, а канавка, образованная на границе (работа № 1),
границы могут выглядеть как темные линии разной толщины. Если
эта линия широкая, за положение границы принимают – единообразно
во всей серии измерений – положение либо левого, либо правого края
этой линии. Общее число точек пересечения по измерениям во всех
полях зрения должно быть не менее 500.
В ЭВМ вводятся координаты точек пересечения границ с
секущей, причем порядок ввода должен соответствовать порядку
записи Измерений, в программе для ЭВМ предусмотрено
автоматическое разделение серий данных для разных полей зрения.
После ввода результатов измерений, в ЭВМ необходимо ввести цену
деления секущей. Программа находит длины хорд, группирует
результаты и выдает данные о функциях распределения зерен по
размерам в линейном и логарифмическом масштабе и их
статистические характеристики (средние значения и средние
квадратичные отклонения).
Таблицы, выводимые ЭВМ на дисплей, необходимо полностью
переписать в тетрадь. Если результаты выводятся в виде распечатки, в
тетрадь следует вклеить распечатку.
3.3.2 Обработка результатов измерений
Все результаты измерений должны быть подвергнуты
статистическому анализу с учетом того, что наблюдаемый разброс
значений в количественной металлографии связан не только с
экспериментальными ошибками, но и с изменчивостью самих
измеряемых величин.
При методе балловой оценки статистический анализ
практически невозможен, однако можно считать, что, например,
средняя площадь зерна № 6,5 находится в пределах от значений,
соответствующих зерну № 5,5, до зерна № 6,5, т.е. от 15000 до 3000
мкм2.
Точность определения средних значений в большинстве случаев
достаточно характеризовать средним квадратичным отклонением
среднего σХ. При п измерениях величины Х, имеющей среднее
значение, имеем
n
X Xi / n
(3.15)
среднее квадратичное отклонение среднего σХ находят по
формуле
37
n
2
(Xi X )
X
n( n 1)
1/ 2
,
(3.16)
а значение результата следует записывать в виде
X X t X ,
(3.17)
где t – коэффициент Стьюдента, который для различных п имеет
следующие значения:
n…………………………………. 3
5
10
10
t(для надежности вывода 0,95… 3,18 2,57 2,23 1,96
При записи результата в формуле (3.17) необходимо указывать
принятое значение уровня надежности.
Для методов количественной металлографии уже проделаны
расчеты числа измерений, которые необходимо провести для
получения результата с некоторой заданной относительной ошибкой
н. Например, число измеряемых точек пересечения Р для расчета
удельной поверхности границ SV, при надежности 0,9 зависит от
величины ε следующим образом:
ε ………………………. 1
3
5
10
20
Р………………………. 27000 19000 1000 270 60
3.4 Содержание отчета:
1) формулировку цели работы;
2) теоретическое введение и описание применяемых
экспериментальных методов;
3) результаты измерений и их обработки:
а) зарисовку микроструктуры образцов и записи результатов
измерений (в виде таблиц 3.3–3.7), рассчитанные значения средних
квадратичных отклонений;
б) таблицы расчетов, полученных на ЭВМ, а также графики
функций распределения зерен по размерам в линейном и
логарифмическом масштабах (по абсциссе);
4) сравнительную таблицу результатов измерения среднего
зерна, полученных разными методами, с указанием пределов их
варьирования (при надежности 0,95). Результаты расчета массовой
доли графита в чугуне.
38
Контрольные вопросы
1 Какими величинами характеризуется однофазовая структура?
Каковы преимущества и недостатки каждой характеристики?
2 В чем принцип визуального определения размера зерна?
3 Выведите формулу для определения величины зерна методами
Джеффриса и Салтыкова.
4 В чем состоит метод случайной секущей? Какие параметры
определяются этим методом?
5 Какие параметры характеризуют распределение зерен по
размерам? Как они определяются?
6 Как оценить ошибку определения размера зерна? От чего она
зависит?
7 Какие существуют методы определения содержания второй
фазы? На чем они основаны? Какова область их применения? В чем
преимущества и недостатки каждого метода?
8 Как оценить ошибку определения количества второй фазы? От
чего она зависит?
Лабораторная работа № 4 Микроструктура и твердость
пластически деформированного и рекристаллизованного металла
4.1 Цель работы
4.1.1 Изучить влияние холодной деформации на твердость и
микроструктуру металла.
4.1.2 Сопоставить твердость металла после холодной и горячей
деформации.
4.1.3 Изучить влияние отжига на твердость и микроструктуру
деформированного металла.
4.1.4 Ознакомиться с методикой измерения твердости.
4.2 Основные теоретические сведения
Различают холодную и горячую пластическую деформацию;
последнюю проводят при температурах, превышающих 0,5Тпл (Тпл –
абсолютная температура плавления). В обоих случаях пластической
деформации металл упрочняется (т.е. повышается его сопротивление
пластической деформации), но величина упрочнения и ее зависимость
от степени деформации неодинаковы, При холодной деформации
твердость, которая характеризует сопротивление металла большим
пластическим деформациям, непрерывно возрастает с увеличением
степени деформации ε (рисунок 4.1), т.е. металл непрерывно
39
упрочняется. При горячей деформации, как видно из рисунка 4.1,
упрочнение тоже происходит, но в меньшей мере, и лишь до
некоторой степени деформации εс. При ε>εс твердость металла не
возрастает, т.е. упрочнение отсутствует. Это объясняет широкое
распространение горячей деформации в практике обработки металлов
давлением. Величина εс зависит от температуры и скорости
деформации, схемы деформации (волочение, прокатка, прессование и
т.д.) и природы металла. Упрочнение при горячей деформации
ослабляется с повышением температуры и уменьшением скорости
деформации. Описанные различия в поведении металла при холодной
и горячей деформации связаны со структурными изменениями в
материале во время деформации.
Рисунок 4.1 – Сопротивление алюминия деформации при 20 (1)
и 200° (2)
Пластическая деформация металла происходит главным
образом путем сдвига отдельных частей зерен друг относительно
друга. Сдвиг осуществляется по определенным плоскостям
кристаллической решетки, которые называют плоскостями сдвига, и
вдоль определенных направлений – направлений сдвига. Как правило,
плоскости сдвига – наиболее плотноупакованные плоскости
кристаллической решетки, а направления сдвига – наиболее
40
плотноупакованные атомные ряды. Плоскость и направление сдвига
образуют систему сдвига. Деформация по какой-либо системе
начинается, когда сдвиговая составляющая напряжения от внешних
сил, действующая в этой системе, превысит критическую величину.
Поэтому при нагружении поликристаллического материала сдвиговая
деформация начинается раньше в тех зернах, где напряжение сдвига
хотя бы в одной из систем превысит эту величину. При увеличении
внешней силы в деформацию будут вовлекаться и другие зерна, по
мере того как в системах сдвига этих зерен действующее напряжение
достигнет критического значения. В ходе деформации в каждом зерне
поликристалла может действовать до 3–5 систем сдвига. При этом
число систем, действующих у границ зерен, больше, чем в теле зерна,
так как на приграничную область помимо напряжений от внешней
силы «давят» соседние зерна, деформирующиеся каждое по-своему.
Сдвиг в зерне осуществляется путем скольжения дислокаций по
плоскостям сдвига. Скольжение дислокаций сопровождается их
размножением, так что плотность дислокаций возрастает от 10 7–108
см/см3 в недеформированном металле до 1011–1012 см/см3 при
больших степенях холодной деформации. При малых степенях
деформации дислокации распределены в зернах довольно равномерно,
при больших ε дислокации образуют сплетения, которые разбивают
объем деформированного зерна на отдельные ячейки поперечником
<0,5 мкм. Увеличение плотности и неоднородности распределения
дислокаций затрудняет их дальнейшее перемещение, поскольку
скопления дислокаций создают внутри зерен дальнодействующие
поля упругих напряжений. Из-за этого для продолжения пластической
деформации необходимо увеличивать внешнюю силу. Последнее
означает, что металл во время деформации упрочняется.
Различный характер упрочнения при холодной и горячей
деформации связан с тем, что тепловое воздействие на металл при
горячей деформации изменяет распределение и уменьшает плотность
дислокаций внутри зерен. Благодаря этому, упрочнение при больших
ε в процессе горячей деформации меньше, чем в процессе холодной
деформации.
4.2.1
Изменения
микроструктуры
при
холодной
пластической деформации
При наблюдении структуры металла с помощью светового
микроскопа
по
мере
возрастания
степени
деформации
обнаруживаются следующие изменения. При малых ε (до ~10 %)
форма зерен не изменяется: они остаются равноосными. Протекание
сдвиговой деформации обнаруживается по следам деформации:
41
полосам сдвига и (или) двойникам деформации. Полосы сдвига имеют
вид прямых либо искривленных штрихов в зависимости от того, как
движутся дислокации при скольжении. Если движение происходит по
одной и той же плоскости сдвига, полосы прямые (это характерно для
большинства металлов с ГЦК решеткой и для металлов с ГП
решеткой). Если же при своем скольжении дислокации переходят с
одной плоскости сдвига на другую, полосы сдвига извилистые (это
характерно для ОЦК металлов и алюминиевых сплавов). На
микрошлифе деформированного металла, изготовленного после
проведения деформации, полосы сдвига видны только в том случае,
если использованный для выявления структуры реактив приводит к
образованию ямок на дислокациях. В плоскостях, по которым идет
скольжение дислокаций, их количество увеличено. Поэтому ямки
травления по линии пересечения таких плоскостей с поверхностью
образца расположены чаще, чем в других, и при травлении они
сливаются в линии (рисунок 4.2, а). Двойник деформации
представляет собой пластину, кристаллическая решетка которой
определенным образом повернута относительно решетки исходного
зерна. Такие двойники образуются при деформации ГП металлов и в
ОЦК металлах (при больших скоростях деформации). Двойниковые
пластины лежат вдоль определенных плоскостей сдвига и имеют
характерное заостроение на концах (рисунок 4.2, б).
Средние и большие степени деформации приводят к изменению
формы зерен, отвечающему удлинению при растяжении,
сплющиванию при сжатии и т.п. Наряду с этим увеличение степени
деформации сопровождается нарастанием количества и плотности
расположения следов деформации в зернах. Уже при средних
степенях деформации они становятся неразличимыми и внутри зерна
травление шлифа выявляет лишь полосчатый сильно травящийся
рельеф (рисунок 4.3). При больших степенях деформации увеличение
плотности следов скольжения приводит к тому, что тело зерен
травится реактивом почти так же сильно, как и границы зерен.
42
а)
б)
а – микроструктура слабодеформированной легированной стали
×200;
б – крупнозернистого железа после слабой высокоскоростной
деформации ×100
Рисунок 4.2
Рисунок 4.3 – Микроструктура технического железа после
деформации со степенью обжатия 60% ×340
4.2.2
Изменение
микроструктуры
при
нагреве
холоднодеформированного металла
Металл, в котором деформация привела к повышению
плотности дислокаций и возрастанию внутренних упругих
напряжений, находится в термодинамически нестабильном состоянии.
Поэтому
при
нагреве
холоднодеформированного
металла
самопроизвольно протекают процессы, переводящие его в более
стабильное состояние.
Эти
процессы
вызывают
изменения
структуры,
сопровождающиеся разупрочнением металла. Характер структурных
изменений и степень разупрочнения связаны с интенсивностью
43
диффузионных процессов в металле и, следовательно, с температурой
и продолжительностью нагрева. Обработку деформированного
металла путем его нагрева до некоторой температуры и выдержки при
ней называют отжигом.
При отжиге происходит (по мере повышения температуры)
возврат (до ~ 0,4 Тпл), первичная рекристаллизация (0,4–0,5 Тпл) и
рост зерен.
Возврат и первичная рекристаллизация приводят к уменьшению
плотности дислокаций в деформированном металле. При возврате
наблюдаемые в световой микроскоп изменения микроструктуры
незначительны: зерна, оставаясь вытянутыми, выглядят более
светлыми, чем в деформированном металле. При первичной
рекристаллизации в структуре появляются недеформированные зерна.
Эти новые зерна в микроструктуре заметно отличаются от
деформированных: они имеют равноосную форму и значительно
светлее деформированных (рисунок 4.4). По мере развития первичной
рекристаллизации новые зерна увеличиваются в размерах, постепенно
поглощая окружающие их деформированные зерна. Первичная
рекристаллизация оканчивается, когда деформированные зерна будут
полностью съедены новыми зернами (рисунок 4.5). Рост зерен – это
укрупнение недеформированных кристаллитов путем поглощения их
друг другом. Причина этого процесса – уменьшение удельной
протяженности границ зерен SV, благодаря чему уменьшается
суммарная энергия этих поверхностей. Таким образом, при первичной
рекристаллизации происходит замена структуры деформированного
металла на структуру металла недеформированного, а при росте зерен
– укрупнение зерен в металле, структура которого состоит из
недеформированных кристаллитов.
При первичной рекристаллизации новые зерна возникают в тех
участках деформированного металла, которые были сильно искажены
при пластической деформации. Поэтому:
а) новые зерна образуются чаще всего у границ
деформированных зерен, где при деформации действовало несколько
систем сдвига и где ячеистая структура мельче и неоднороднее;
б)
температура
начала
первичной
рекристаллизации
уменьшается с увеличением степени деформации (до ~ 0,4 Тпл после
больших ε);
в) число возникающих при первичной рекристаллизации зерен
возрастает с увеличением степени деформации.
При отжиге после малых (до ~ 10 %) степеней деформации
зарождение новых зерен не наблюдается, а происходит лишь рост
44
наиболее слабо деформированных исходных зерен. С увеличением
степени деформации в указанном диапазоне (< 10 %) число растущих
зерен уменьшается.
Рисунок 4.4 – Начальная стадия первичной рекристаллизации в
деформированном техническом железе. ×340
Рисунок 4.5 – Микроструктура технического железа после
завершения первичной рекристаллизации. ×100
Из сказанного следует, что зависимость от степени деформации
среднего размера зерна после отжига при одной и той же температуре
изображается восходящим участком при ε < 10 % и нисходящим при
ε> 10 % (рисунок 4.6). Из таких зависимостей, полученных для разных
температур отжига, строят трехмерную диаграмму в координатах
«средний размер зерна (ордината) – степень деформации (абсцисса) –
температура отжига (аппликата)». Такую диаграмму называют
диаграммой рекристаллизации и используют для выбора условий
получения металла с заданным размером зерна.
45
Рисунок 4.6 – Диаграмма рекристаллизации для технического
железа (отжиг при 815 °С, 1ч)
Рисунок 4.7
– Изменение твердости
холоднодеформированной меди технической чистоты
при
отжиге
Разупрочнение при отжиге холоднодеформированного металла
происходит в ходе возврата и при первичной рекристаллизации
(рисунок 4.7) При возврате твердость уменьшается на 10–30 % (в
некоторых сплавах – на 80–90 %). Протекание первичной
рекристаллизации приводит к падению твердости до уровня,
характерного для недеформированного металла. Рост зерен
практически не изменяет твердость, достигнутую при первичной
рекристаллизации.
Понижение
твердости
при
отжиге
холоднодеформированного металла обусловлено изменением его
субструктуры. При возврате происходит перераспределение
дислокаций внутри деформированных кристаллитов, при котором
средняя плотность дислокаций уменьшается вследствие их
аннигиляции. Последнее, как следует из сказанного выше, приводит к
уменьшению внутренних упругих напряжений и разупрочнению
46
металла. При первичной рекристаллизации возникают новые зерна,
плотность дислокаций в которых понижена до величины 10 7–108
см/см3, характерной для недеформированного металла. Эта величина
намного ниже, чем в холоднодеформированном металле (1011–1012
см/см3) и в деформированном металле, испытавшем возврат (109– 1010
см/см3). Поэтому возникновение и рост новых зерен при первичной
рекристаллизации приводят к резкому понижению твердости, которое
происходит до тех пор, пока не будут поглощены все
деформированные зерна.
4.2.3 Изменения микроструктуры и твердости при горячей
пластической деформации
Горячая деформация проводится в условиях, когда
одновременно с упрочнением, обусловленным размножением
дислокаций при скольжении, происходит разупрочнение, вызванное
протеканием возврата и первичной рекристаллизации. Стадия
упрочнения при горячей деформации (при степенях деформации ε<ε с)
связана с увеличением плотности дислокаций и возрастанием
внутренних упругих напряжений. Стадия установившегося течения
(ε>εс) отвечает динамическому равновесию процессов возрастания
плотности дислокаций (путем размножения при скольжении) и ее
уменьшения (путем частичного уничтожения при возврате либо в
результате
возникновения
и
роста
новых
зерен
при
рекристаллизации).
Следовательно, твердость металла, подвергавшегося горячей
деформации не зависит от степени деформации ε при ε>ε с и всегда
ниже твердости металла, деформированного вхолодную на ту же
степень.
Возврат и рекристаллизацию, идущие одновременно с
деформацией, называют динамическим возвратом и динамической
рекристаллизацией. В некоторых металлических сплавах, например
в сплавах алюминия, при горячей деформации обычно происходит
только динамический возврат. В сплавах железа, которые при
температуре деформации имеют ГЦК решетку, и в сплавах меди
протекает динамическая рекристаллизация.
Микроструктура и свойства горячедеформированного металла
могут измениться после прекращения деформации, во время паузы
между последовательными этапами пластической деформации или во
время остывания металла после завершения деформации. Вследствие
этого после охлаждения материала, в котором во время обработки
проходила
динамическая
рекристаллизация,
наблюдается
микроструктура из равноосных зерен. В металле, испытавшем в ходе
47
деформации динамический возврат, после его охлаждения может
наблюдаться структура, состоящая из мелких рекристаллизованных
зерен (обычно в поверхностных слоях изделия) и вытянутых
деформированных зерен.
Твердость металла, подвергавшегося горячей деформации,
несколько
больше
твердости
металла,
прошедшего
рекристаллизационный отжиг. При протекании динамического
возврата это объясняется сохранением повышенной плотности
дислокаций в деформированных зернах. При протекании
динамической рекристаллизации в части рекристаллизованных зерен,
образовавшихся в ходе деформации, успевает пройти скольжение,
вызывающее повышение в них плотности дислокаций и, как
следствие, увеличение твердости материала.
4.3 Порядок выполнения работы:
1) измерить твердость и размер (толщину) образцов железа,
подвергнутых холодной деформации, разной по величине. Измерить
твердость образца горячедеформированного железа. Результаты
измерений занести в таблицу 4.1;
Таблица 4.1 – Результаты измерения твердости деформированных
образцов
№
образца
Исходная
толщина
Н0, мм
Толщина
Степень
Твердость
после
деформации HRB
деформации ε, %
Hi, мм
Твердость
HB
2) провести отжиг при 5–6 различных температурах образцов
железа и меди, подвергнутых одинаковой холодной деформации.
Измерить твердость до и после отжига. Результаты занести в таблицу
4.2;
Таблица 4.2 – Результаты измерения твердости образцов,
подвергнутых отжигу (степень деформации ε=..., время отжига...мин)
№ образца
Материал
Температура Твердость
отжига, °С
HRB
Твердость
HB
3) изучить на коллекции микрошлифов микроструктуру железа
после холодной и горячей пластической деформации и
48
рекристаллизационного отжига. Если работа проводится за два
занятия, на первом выполняются пп. 1 и 2, на втором – п. 3.
4.3.1 Обработка результатов эксперимента:
1) по первичным результатам Измерения твердости найти
средние значения и их средние квадратичные отклонения
(предварительно перевести измеренные значения в шкалу Бринелля);
2) построить зависимость твердости железа от степени холодной
деформации ε. Величина
( H 0 H i ) / H 0 100% ,
где Н0 и Hi – исходная (до деформации) и фактическая толщина
образца соответственно
На
тот
же
график
нанести
величину
твердости
горячедеформированного образца;
3) построить графики зависимости твердости от температуры
отжига холоднодеформированных железа и меди (время отжига 30
мин). По этим графикам найти температуры начала и конца
рекристаллизации и выразить их в долях от температуры плавления;
4) при изучении микроструктуры деформированных и
отожженных образцов указать (для каждого образца):
а) форму зерен (равноосные, вытянутые, степень вытянутости) и
их размер;
б) наличие следов деформации в зернах, вид и расположение
этих следов внутри одного зерна и в разных зернах;
в) травимость зерен.
Провести сравнение этих показателей для образцов с разной
степенью деформации или после отжига при различных температурах.
4.4 Содержание отчета:
1) краткое изложение введения. Если работа проводится за два
занятия, то конспект должен содержать теоретический материал к
каждому занятию отдельно: на одном изучается влияние деформации
и отжига на упрочнение и разупрочнение металла, на втором –
изменения микроструктуры при пластической деформации и отжиге;
2) краткое описание методики измерения твердости по Роквеллу
и таблица 4.3;
3) результаты измерений твердости (таблица 4.1 и 4.2) и
описание микроструктур образцов;
4) графики зависимости твердости от степени деформации для
железа и меди;
49
5) обсуждение результатов эксперимента: сопоставление
измерений твердости с микроструктурой образцов при холодной
деформации и отжиге; сравнение твердости холодно- и
горячедеформированного и полностью рекристаллизованного железа;
сопоставление температур начала первичной рекристаллизации
железа и меди;
6) выводы:
а) о причинах упрочнения при холодной деформации и
разупрочнения при рекристаллизации;
б) о причинах пониженного упрочнения при горячей
деформации;
в) о причинах различия (или сходства) нормированных на Тпл
температур начала рекристаллизации железа и меди.
Контрольные вопросы
1 Как и почему изменяется прочность металла при холодной
пластической деформации?
2 Почему в разных зернах поликристалла сдвиг начинается при
разной величине внешней силы?
3 Одинаково ли расположены полосы сдвига (двойники
деформации) в разных зернах поликристалла?
4 Как изменяется микроструктура металла при холодной
пластической деформации?
5 Почему упрочнение при горячей деформации меньше, чем при
холодной?
6 Почему при больших степенях горячей деформации
упрочнение отсутствует?
7 Какова микроструктура горячедеформированного металла?
8 Чем отличается твердость горячедеформированного металла
от твердости рекристаллизованного металла?
9 Как изменяется прочность холоднодеформированного металла
при отжиге?
10 Какие изменения микроструктуры наблюдаются при возврате
в холоднодеформированном металле?
11 При каких температурах начинается и завершается первичная
рекристаллизация?
12 Чем отличаются изменения твердости при первичной
рекристаллизации и при возврате?
13 В чем состоят изменения микроструктуры при первичной
рекристаллизации?
50
14 Какие изменения микроструктуры происходят при отжиге
после завершения первичной рекристаллизации?
Лабораторная работа № 5 Микроструктура сплавов
двойных систем с эвтектическим, перитектическим или
монотектическим превращениями
5.1 Цель работы
5.1.1 Научиться распознавать структурные составляющие в
сплавах после завершения их затвердевания.
5.1.2 Научиться предсказывать морфологию первичных
кристаллов и эвтектики в зависимости от условий охлаждения и
состава сплава.
5.1.3 Освоить метод оценки состава двойного сплава по
количественному соотношению структурных составляющих (с учетом
их плотности).
5.1.4 Закрепить навыки анализа фазовых и структурных
изменений при охлаждении двойных сплавов разных систем.
5.2 Основные теоретические сведения
Диаграмма равновесия не дает представления о микроструктуре
сплава, а характеризует лишь равновесие фаз при разных
температурах. При формировании микроструктуры решающее
значение имеют кинетика фазового превращения, определяемая
скоростью диффузии атомов компонентов, скоростью охлаждения
сплава, и механизм фазового превращения, определяемый
строением и свойствами поверхностей раздела между твердыми и
жидкой фазами.
5.2.1
Микроструктура
сплавов
с
эвтектическим
превращением
В диаграмме Рb–Sb (рисунок 5.1) компоненты ограниченно
раствор мы в твердом состоянии. Твердыми фазами в сплавах этой
системы являются кристаллы твердого раствора α (на основе Рb) и
твердого раствора β (на основе Sb). Сплав с 11 % Sb (и 89 % Рb) имеет
одну критическую точку (243°С); в нем жидкая фаза затвердевает с
одновременным образованием кристаллов α и β. Такое превращение
называется эвтектическим, а образующаяся при этом микроструктура
– эвтектикой (рисунок 5.2, а). Эвтектическое превращение обратимо
и записывается следующим образом
L11 3 97
51
Рисунок 5.1 – Диаграмма фазового равновесия системы Рb–Sb
а – 11% Sb + 89% Рb; б – 5% Sb + 95 % Рb;
в – 25% Sb + 75% Рb; г – 60% Sb + 40% Рb
Рисунок 5.2 – Микроструктура сплавов (×100) системы Рb–Sb
(% по массе)
В записи реакции указаны не только фазы, находящиеся в
равновесии, но и их состав [содержание Sb в % (по массе)]. Последнее
обязательно, так как, согласно правилу фаз Гиббса, двухкомпонентная
система при трехфазном равновесии нонвариантна. Согласно
экспериментальным исследованиям и теории кристаллизации сплавов
эвтектического типа, разработанной А.А. Бочнаром и уточненной
52
последующими исследователями, в жидкости эвтектического состава
зарождается кристалл металлической фазы (обычно фазы с более
высокой температурой плавления), который является подложкой для
зарождения второй эвтектической фазы.
С момента появления двух соприкасающихся кристаллов
начинается совместное сопряженное врастание их в эвтектический
расплав. В результате совместного роста образуются эвтектические
колонии, каждая из которых представляет собой два разветвленных,
взаимопронизывающих кристалла эвтектических фаз. Такие колонии
в эвтектических сплавах являются аналогами кристаллитов
однофазных сплавов. На произвольном сечении колония
воспринимается как упорядоченная тонкодисперсная смесь двух
эвтектических фаз. Эвтектика является одной структурной
составляющей вследствие ее однообразного строения и равномерного
распределения фазовых составляющих.
Сплавы Рb–Sb, содержащие менее 11 % сурьмы, называются
доэвтектическими, более 11 % сурьмы – заэвтектическими. В
первом случае кристаллизация начинается образованием первичных
(избыточных) кристаллов α1, во втором – кристаллов β1. Жидкая фаза,
находящаяся в равновесии с кристаллами α1или β1, при охлаждении
меняет свой состав по линии ликвидус, стремясь к эвтектическому
составу. При достижении некоторого переохлаждения относительно
эвтектической температуры жидкость эвтектического состава
затвердевает, образуя эвтектику из кристаллов α и β.
Микроструктура доэвтектических сплавов характеризуется
первичными (избыточными) кристаллами α1 – темного цвета и
эвтектикой, состоящей из кристаллов α и β (рисунок 5.2, б).
Количественное соотношение структурных составляющих, т.е.
первичных кристаллов α1 и эвтектики, зависит от состава сплава и
определяется по правилу рычага. Структура заэвтектических
сплавов характеризуется ярко-белыми ограненными первичными
кристаллами и эвтектикой (рисунок 5.2, в). Чем больше в сплавах
сурьмы, т.е. чем дальше находится сплав от эвтектического состава,
тем меньше в нем эвтектики и тем больше первичных кристаллов β1
(рисунок 5.2, г).
По наблюдаемой структуре можно оценить состав сплава.
Одним из методов количественного металлографического анализа
определяют долю площади, занимаемую каждой структурной
составляющей, и тем самым ее объемное содержание. Если допустимо
считать плотности всех структурных составляющих одинаковыми, то
состав сплава может быть рассчитан по правилу рычага. В противном
53
случае, как, например, в сплавах системы Рb–Sb, где плотность
структурных составляющих сильно различается, состав сплава
рассчитывают по следующим формулам:
а) для доэвтектических сплавов
QPb
(V 1 VэвтVэвт )
V 1 Vэвт эвт
б) для заэвтектических сплавов
QSb
(V 1 VэвтVэвт )
V 1 Vэвт эвт
где QPb и QSb– содержание свинца и сурьмы в сплаве, %
(по массе);
Vα1, Vβ1 и Vэвт – объемные доли первичных кристаллов α1,
первичны кристаллов β1 и эвтектики
соответственно;
γα, γβ и γэвт – их плотности; Vэв т , Vэвт – объемные доли α и β–
фазы в эвтектике системы Рb–Sb.
Из-за малой растворимости сурьмы в α-фазе и свинца в β-фазе
плотность α-фазы можно принять равной плотности свинца (11,3
г/см3), а плотность β-фазы – плотности сурьмы (6,6 г/см3). Плотность
эвтектики в таком случае приближенно вычисляют по формуле
эвт
эвт
эвт Pb Sb /( SbQPb
PbQSb
где QPbэв т и QSbэв т – содержание свинца и сурьмы в эвтектике
соответственно определяемое из диаграммы
равновесия, % (по массе).
Объемную долю α -фазы в эвтектике находим по формуле
эвт
Vэвт QPb
эвт / Pb
Расчет дает Vэв т = 0,82 и Vэвт = 0,18.
В до- или заэвтектических сплавах с большим количеством
первичных кристаллов и малым количеством эвтектики последняя
часто не образуется. Это связано с тем, что кристаллы одной из фаз
эвтектики присоединяются к одноименным первичным кристаллам.
Так, на рисунок 5.2, г тонкие прослойки, разделяющие первичные
54
кристаллы β1, состоят из одной α-фазы, и только достаточно
протяженные участки структуры между первичными кристаллами
имеют характерную двухфазную структуру, т.е. являются эвтектикой.
Часть β-фазы из эвтектической составляющей присоединилась к
первичным кристаллам β1, и поэтому тонкие прослойки оказались
однофазными.
5.2.2 Морфология первичных кристаллов
В до- и заэвтектических сплавах системы Рb–Sb присутствуют
первичные кристаллы α1 или β1 виде дендритов, однако форма у них
различная: у ветвей дендритов α-фазы округлая форма (рисунок 5.2,
б), в то время как дендриты β -фазы (рисунок 5.2, в) на многих
участках имеют плоские грани. Это различие формы дендритов
отражает различие строения поверхности растущего кристалла.
Ограненные
кристаллы
образуются
предпочтительно,
если
поверхность раздела кристалл – расплав является атомно-гладкой,
округлые кристаллы растут с атомно-шероховатой поверхностью.
Склонность фаз к образованию кристаллов округлых или ограненных
форм оценивают по величине энтропии плавления S L0 / Tпл (L0 –
теплота плавления, Тпл – температура плавления). Если энтропия
плавления фазы больше ~17 Дж∙моль-1К-1, то кристаллы стремятся
принять ограненную форму; если энтропии плавления меньше ~17
Дж∙моль-1К-1, то кристаллы принимают округлую форму. Для
кристаллов чистой сурьмы ∆S= 22,8 Дж∙моль-1К-1, а для кристаллов
свинца ∆S= 8,0 Дж∙моль-1К-1. Поэтому кристаллы b -фазы выделяются
в виде ограненных дендритов, а кристаллы α -фазы – в виде округлых
дендритов.
Округлая или ограненная форма дендритов первичных
кристаллов зависит не только от энтропии плавления, но и от
температурно-временных
условий
охлаждения
сплава
при
затвердевании. Рост кристалла с плоскими гранями в большинстве
случаев происходит по механизму послойного роста: образование
ступеньки на растущей грани и последующее тангенциальное
движение ступеньки. Лимитирующей стадией является образование
ступеньки на атомно-гладкой плоскости. При увеличении
переохлаждения частота образования ступенек увеличивается, и при
достаточном переохлаждении на растущей поверхности в единицу
времени образуется такое количество ступенек, что поверхность
становится атомно-шероховатой. Следовательно, при увеличении
скорости охлаждения (что приводит к большому переохлаждению при
росте) ограненные формы кристалла должны заменяться округлыми.
На рисунок 5.3 показана микроструктура образцов сплава сурьмы с 15
55
% Сu, охлажденных при затвердевании с различными скоростями
(рисунок 5.4). При малой скорости охлаждения первичные кристаллы
сурьмы имеют вид ограненных дендритов (сравните с морфологией
первичных кристаллов сурьмы в сплавах системы Рb–Sb), при
большей скорости охлаждения - округлых или частично ограненных
дендритов. Обратите внимание на то, что величина первичных
кристаллов при увеличении скорости охлаждения уменьшилась. Это
свидетельствует об увеличении скорости образования зародышей.
а – охлаждение в тигле;
б – охлаждение на медной пластине
Рисунок 5.3 – Микроструктура сплава 85 % (по массе) Sb 15 % Сu
Рисунок 5.4 – Диаграмма фазового равновесия системы Sb – Сu
56
Рисунок 5.5 – Диаграмма фазового равновесия системы Al-Sn
Диаграмма фазового равновесия системы Al-Sn (рисунок 5.5)
подобна диаграмме Рb–Sb (рисунок 5.1), но эвтектический состав в
системе Al-Sn сильно смещен в сторону олова. Поэтому в
доэвтектических сплавах первичные кристаллы твердого раствора на
основе алюминия могут выделяться из расплавов, очень сильно
отличающихся по составу (от 0 до 99,5% олова), что также может
привести к изменению морфологии первичных кристаллов в сплавах
разного состава. На рисунок 5.6 показана микроструктура двух
доэвтектических сплавов системы Al-Sn. В сплаве с 80% Sn
образовались округлые первичные кристаллы алюминия, в сплаве с
97% Sn они имеют огранку. Упрощенное объяснение этому можно
дать с помощью анализа изменения энтропии плавления первичных
кристаллов при кристаллизации из расплавов разного состава, если
при расчете энтропии плавления вместо температуры плавления
чистого компонента использовать температуру начала выделения
первичных кристаллов, т.е. температуру ликвидус сплава. По этой
методике в сплаве с 80% Sn для первичных кристаллов алюминия
получим
S
10800 Дж моль 1
12,7 Дж∙моль-1∙К-1
850 К
где 10800 Дж∙моль-1 – теплота плавления алюминия;
850 К (577°С) – температура ликвидус сплава.
Энтропия плавления первичных кристаллов в этом сплаве
оказалась меньше 17 Дж∙моль-1∙К-1, поэтому следует ожидать
57
образования округлых форм дендритов алюминия. В сплаве с 97 % Sn
температура ликвидус принята равной эвтектической температуре, так
как первичных кристаллов алюминия очень мало и для первичных
кристаллов в этом сплаве
S
10800 Дж моль 1
21,6 Дж∙моль-1∙К-1,
501К
что больше граничного значения. Поэтому вероятна ограненная
форма первичных кристаллов алюминия, что и наблюдается в
эксперименте (рисунок 5.6).
а – 80% Sn; б – 97% Sn
Рисунок 5.6 – Микроструктура сплавов (×100) системы Al-Sn
(по массе)
5.2.3 Строение эвтектик
Исследование микроструктуры позволяет выявить характерные
особенности формирования эвтектик.
Эвтектическая колония очень часто имеет в центре кристалл
зарождающей фазы (иногда это – первичный кристалл).
Связь первичных кристаллов зарождающей фазы и кристаллов
той же фазы в эвтектической колонии можно наблюдать в сплаве Sb –
Cu при наблюдении в поляризованном свете. Диаграмма Sb – Cu (см.
рисунок 5.4) показывает ограниченную растворимость компонентов в
твердом состоянии. В системе имеется нестойкое химическое
соединение Cu2Sb.
На рисунок 5.7 показана микроструктура сплава с 30 и 70% Sb.
В ней наблюдаются первичные кристаллы Cu2Sb и эвтектика,
состоящая из кристаллов Cu2Sb и β - фазы (твердого раствора меди в
сурьме). В сплавах Cu – Sb при кристаллизации эвтектики
58
зарождающей фазой является Cu2Sb. Тетрагональная решетка фазы
Cu2Sb обладает оптической анизотропией, благодаря чему разные
кристаллы по-разному поворачивают плоскость поляризации
падающего светового луча. Из-за этого при наблюдении в
поляризованном белом свете при скрещенных николях ветви разных
дендритов Cu2Sb окрашиваются по-разному, а одного дендрита –
одинаково. При наблюдении в поляризованном свете видно, что
первичные кристаллы Cu2Sb и кристаллы этой фазы в эвтектической
колонии, окружающей первичный кристалл, вспыхивают и гаснут при
одних и тех же положениях анализатора микроскопа. Это
свидетельствует о единстве кристаллографической ориентировки
первичного кристалла Cu2Sb и разветвленного кристалла той же фазы
в эвтектической колонии и, следовательно, о зарождении последнего
на первичном кристалле.
Если кристаллы двух эвтектических фаз одновременно врастают
в расплав и образуют, в макроскопическом смысле, плоский фронт
кристаллизации, то кристаллы могут расти только в направлении,
перпендикулярном к фронту кристаллизации. Эвтектика в этом случае
является дисперсной структурной составляющей, имеет характерное
регулярное строение и при массовой кристаллизации сплавов состоит
из колоний. Такая эвтектика называется нормальной (рисунок 5.7).
По микроструктуре такой эвтектики могут быть найдены
последовательные положения фронта кристаллизации (фронт
перпендикулярен длинной оси эвтектических частиц). Если же
кристаллы двух эвтектических фаз не образуют плоского фронта
кристаллизации, то эвтектика не имеет характерного регулярного
строения и в предельном случае представляет грубый конгломерат
кристаллов эвтектических фаз. Такая эвтектика называется
аномальной (рисунок 5.2, а).
Для образования нормальной эвтектической структуры
необходим сопряженный рост кристаллов двух эвтектических фаз.
Сопряженный рост требует взаимного подстраивания кристаллов этих
фаз на каждом участке фронта кристаллизации, что достигается
ветвлением кристаллов и их взаимным огибанием друг друга. Для фаз,
растущих в виде ограненных кристаллов, ветвление и огибание
затруднено. На основе анализа величины энтропии плавления можно
предсказать структуру эвтектики. К нормальным эвтектикам
относятся эвтектики, образованные фазами, кристаллы которых
растут с округлой формой, т.е. для каждой эвтектической фазы
энтропия плавления меньше 17 Дж моль-1К-1. В таких эвтектиках
практически при любых условиях затвердевания реализуется
59
сопряженный рост. Если энтропия плавления одной или обеих
эвтектических фаз больше 17 Дж моль-1К-1, то образуются аномальные
эвтектики. Аномальные эвтектики также способны к сопряженному
росту, но чем больше отношение энтропии плавления эвтектических
фаз отличается от 1, тем жестче становятся условия кристаллизации,
при которых возможен сопряженный рост.
Дисперсность эвтектики увеличивается с увеличением скорости
охлаждения расплава. Это видно из сравнения структур эвтектики в
сплавах Sb + 15% Cu (рисунок 5.3), охлажденных с разными
скоростями.
Рисунок 5.7 – Микроструктура сплава 70% (по массе) Sb+30%
Cu. ×100
5.2.4 Микроструктура сплавов с перитектическим и
монотектическим превращениями
В системе Sb – Sn (рисунок 5.8) компоненты ограниченно
растворимы в твердом состоянии. На диаграмме видны четыре
однофазные области, разделенные двухфазными. Фазы α и β –
твердые растворы на основе сурьмы и олова, α и β – промежуточные
фазы. Структура сплавов этой системы может состоять из одной либо
из двух структурных составляющих.
Кристаллизация сплава с 65% Sb и 35% Sn начинается примерно
при 480°С выпадением из жидкости первичных кристаллов δ. В
процессе охлаждения состав жидкой фазы меняется по линии
ликвидус до 52 % Sb, а состав кристаллов δ – по линии солидус до
86% Sb. При 427°С происходит перитектическое превращение.
Первоначально выпавшие кристаллы твердого раствора δ,
взаимодействуя с жидкостью, образуют новую твердую фазу γ.
Реакция записывается так
86 L52 62 [% (по массе) Sb].
60
Рисунок 5.8 – Диаграмма фазового равновесия система Sb–Sn
Так же как при эвтектическом, при перитектическом
превращении в равновесии находятся три фазы: жидкая, кристаллы δ твердого раствора и кристаллы γ -фазы. По правилу фаз Гиббса
система нонвариантна. В рассматриваемом сплаве имеется избыток
кристаллов δ-твердого раствора. Поэтому после превращения, кроме
образовавшейся γ-фазы, в структуре сохраняются неизрасходованные
первичные кристаллы δ1. На рисунок 5.9 приведена микроструктура
сплава с 65% Sb и 35% Sn, в которой наблюдаются кристаллы
твердого раствора δ (светлые участки) и γ-фазы (темные участки).
Фазы δ и γ представляют собой две разные структурные
составляющие.
При
кристаллизации
сплавов
перитектического
типа
наблюдается значительное отклонение от равновесия. Зарождение
новой γ -фазы в рассмотренном сплаве может происходить разными
путями. Чаще всего кристаллы γ -фазы зарождаются на поверхности
первоначально выпавших кристаллов δ -твердого раствора, изолируя
их от жидкости. Дальнейший рост γ -фазы должен обеспечиваться диф
фузионным переносом атомов Sn из жидкости от поверхности γ/L к
поверхности γ/δ и атомов Sb из δ-твердого раствора – в
противоположном направлении. Диффузия в твердой фазе происходит
медленно, поэтому перитектическое превращение не успевает
завершиться при обычных скоростях охлаждения сплава и сплав
переохлаждается: происходит выделение γ-фазы из расплава. Наличие
сильной зависимости температуры солидус от состава сплава
приводит к ликвации в пределах зерен γ-фазы.
61
Рисунок 5.9 – Микроструктура сплава 65 % (по массе)
Sb + 35 % Sn
В системе Cu–Рb, в отличие от рассмотренных ранее,
наблюдается ограниченная растворимость компонентов в жидком
состоянии и практически полная нерастворимость их в твердом. В
этой системе наблюдается расслоение жидкости, т.е. в равновесии при
определенных температурах находятся две жидкости разного состава,
разделенные поверхностью раздела. На рисунок 5.10 приведена
диаграмма фазового равновесия системы Cu–Рb, в которой при
температуре выше 954°С в определенной области составов в
равновесии находятся жидкие фазы L1 и L2, содержащие при 954°С 41
и 92,5% Рb соответственно. При температуре 954°С в системе
происходит монотектическое превращение: при охлаждении жидкость
L1 состава 41% Рb и 59% Cu распадается на кристаллы меди и
жидкость L2 состава 92,5% Рb и 7,5% Cu. При дальнейшем
охлаждении жидкости L2 из нее выпадают кристаллы меди, и она
обогащается свинцом до 99,5 %. При температуре 326 °С затвердевает
эвтектика из кристаллов меди и свинца. На рисунок 5.11 приведена
микрофотография структуры сплава меди с 30% Рb, испытавшего
монотектическое превращение. Видны кристаллы меди в виде
светлых зерен и кристаллы свинца – в виде темных участков, часто
имеющих округлую форму. Кристаллы свинца образовались при
эвтектической реакции, а кристаллы меди, выделяющиеся также при
этой реакции, присоединились к первичным кристаллам. Поэтому
эвтектика в микроструктуре не видна.
62
Рисунок 5.10 – Диаграмма фазового равновесия системы Cu–Рb
Рисунок 5.11 – Микроструктура сплава 70% (по массе) Cu + 30%
Рb
5.3 Порядок проведения работы
Работа проводится на световом микроскопе, имеющем
приспособления для просмотра в поляризованном свете. Необходимо:
1) изучить микроструктуру образцов систем Рb–Sb (в порядке
повышения содержания Sb), Аl–Sn (в порядке повышения содержания
Sn), Cu–Sb (в светлом поле и в поляризованном свете), Sb–Sn и Cu–Рb.
Просмотр микрошлифов производить в нескольких полях
зрения, сначала при малом увеличении (х100), чтобы получить
впечатление о характере микроструктуры в целом, затем при большом
(х200–400) – для изучения деталей строения отдельных структурных
составляющих;
2) на одном из образцов сплава системы Рb–Sb (по указанию
преподавателя)
определить
объемные
доли
структурных
составляющих (для последующего расчета состава сплава);
63
5.3.1Обработка результатов эксперимента:
1) зарисовать микроструктуру образцов и кратко описать ее,
указав
наименование
каждой
структурной
составляющей,
морфологию первичных кристаллов и эвтектики;
2) определить по диаграмме равновесия и химическому составу
фазовые составляющие сплава после окончания затвердевания.
Результаты пп. 1 и 2 представить в форме таблицы (таблица 5.1);
3) определить состав сплава системы Рb–Sb, для которого
найдены объемные доли структурных составляющих;
4) Пользуясь поляризованным светом, определить, совпадает ли
ориентировка первичных кристаллов Cu2Sb и кристаллов той же фазы
в эвтектике сплава системы Sb–Cu. Результаты занести в колонку
«описание микроструктуры» (таблица 5.1);
Таблица 5.1
Зарисовка
Система
микроструктуры
Описание
Фазы т их
микроструктуры, состав после
структурные
затвердевания
составляющие, %
(объемн)
Состав
сплава,
%
(по
массе)
5) построить схематические кривые охлаждения для всех
изученных сплавов с указанием критических точек.
5.4 Содержание отчета по работе:
1) цель работы;
2) краткое изложение введения (типы структурных
составляющих и условиях их возникновения в сплавах изучаемых
систем; факторы, влияющие на морфологию первичных кристаллов;
описание структуры эвтектик и механизма их образования);
3) диаграммы равновесия сплавов изученных систем;
4) результаты эксперимента (данные таблицы 5.1, расчет состава
сплава Рb–Sb, схематические кривые термического анализа);
5) анализ полученных результатов (возможные причины
различий в морфологии первичных кристаллов изученных сплавов;
классификация наблюдавшихся эвтектик с указанием отличительных
признаков; наличие связи между ориентировкой первичных
кристаллов и кристаллов той же фазы в эвтектических колониях;
возможные причины отклонения состава наблюдаемых составляющих
от равновесного);
6) выводы по работе (на основе проведенного анализа).
64
Контрольные вопросы
1 Что такое структурная составляющая?
2
Какое
превращение
называется
эвтектическим?
перитектическим?
монотектическим?
Как
записываются
соответствующие реакции?
3 Как определить относительное количество эвтектики по
диаграмме равновесия?
4. Как происходит процесс эвтектической кристаллизации по
А.А. Бочвару?
5 Какие выделяют типы эвтектик? Чем отличается их строение?
6 Влияют ли первичные кристаллы на формирование
эвтектической колонии?
7 Что такое эвтектическая колония?
8 В чем отличие микроструктур до- и заэвтектических сплавов в
системе Рb–Sb?
9 Какую структурную составляющую называют «первичные
кристаллы»?
10 Какие факторы определяют морфологию первичных
кристаллов?
11 Как и почему скорость охлаждения влияет на морфологию
первичных кристаллов?
12 Почему первичные кристаллы одной и той же фазы могут
иметь разную морфологию (на примере системы Аl–Sn)?
13 Почему в сплаве Cu–Рb на месте эвтектики находятся только
кристаллы свинца?
14 Сколько фаз входит в структурную составляющую,
образующуюся при перитектической реакции?
Лабораторная работа № 6 Макро- и микроструктура литой и
горячедеформированной углеродистой стали
6.1 Цель работы
6.1.1 Ознакомиться с особенностями макро- и микроструктуры
ли- той стали.
6.1.2 Уяснить связь структуры горячедеформированной стали со
структурой литой стали.
6.1.3 Ознакомиться со способом оценки загрязненности стали
неметаллическим
включениями.
65
6.2 Основные теоретические сведения
Макроструктурой тела называют его внутреннее строение,
особенности которого различимы невооруженным глазом либо с
помощью лупы. Макроструктуру изучают на специально
подготовленном образце (макрошлифе), поверхность которого
выровнена путем фрезерования и шлифования. На нетравленом
макрошлифе можно наблюдать усадочные раковины, газовые пузыри,
трещины. Травление макрошлифа создает на его поверхности рельеф,
поскольку участки, имеющие разный состав из-за ликвации,
растворяются в реактив с неодинаковой скоростью. После травления
на макрошлифе выявляются: первичная зеренная структура (так
называется структура, образовавшаяся при затвердевании сплава);
дендритное строение крупных зерен; зоны, обогащенные примесями.
В некоторых случаях распределение какой-либо примеси выявляют с
помощью отпечатков с поверхности макрошлифа. Так поступают,
например, при изучении распределения серы в стали (метод
Бауманна).
Анализ макроструктуры позволяет получить сведения о
строении изделия в целом. Такой анализ широко используют в
заводской практике как способ контроля качества металла и в
научных исследованиях. По макроструктуре можно в известной
степени восстановить технологическую предысторию изделия. Изучая
макроструктуру, осуществляют выбор участков образца для
последующего исследования его микроструктуры. В настоящей
лабораторной работе, в отличие от предыдущих, особое внимание
обращено на роль примесей, которые всегда имеются в материале
технической чистоты. Зональная и дендритная ликвации приводят, как
известно, к неоднородному распределению примесей. Последнее, в
свою очередь, создает неоднородность микроструктуры изделий и
ухудшает их механические свойства.
6.2.1 Макро- и микроструктура литой стали
Макроструктура литой стали в принципе не отличается от
макро-структуры любого другого сплава в литом состоянии, В
настоящей работе обращено внимание на особенности структуры,
свойственные стали.
По характеру затвердевания металла в изложнице различают
спокойную, полуспокойную и кипящую стали. Макроструктура
слитка спокойной (хорошо раскисленной) стали показана на рисунке
6.1, а. Для слитка такой стали характерна концентрированная
усадочная раковина, которая расположена в верхней (головной)
части слитка; перед пластической деформацией слитка эта часть
66
обрезается. Кипящая сталь раскислена недостаточно, и поэтому при
заливке металла в изложницу из него интенсивно выделяется СО, что
и вызывает кипение. При затвердевании кипящей стали часть газовых
пузырей остается в слитке.
а – спокойная сталь; б – кипящая сталь
Рисунок 6.1 – Макроструктура продольного сечения стального
слитка. х 0,5
Во-первых, это вытянутые пузыри между первичными
кристаллами в столбчатой зоне слитка; их называют подкорковыми
или «сотовыми» пузырями (рисунок 6.1, б).
Во-вторых, это – равноосные «вторичные» пузыри,
располагающиеся в центральной зоне слитка (рисунок. 6.1, б).
Концентрированной усадочной раковины в слитках кипящей стали
нет: усадочные полости совмещены с газовыми пузырями. Слиток
полуспокойной стали по своему строению близок к слитку кипящей
стали, но в верхней части имеет небольшие рассредоточенные
усадочные раковины.
Газовые пузыри сами по себе не ухудшают качество слитка,
если их стенки не окислены (т.е. пузырь не сообщается с атмосферой),
так как при последующей пластической деформации слитка
изолированные пузыри завариваются. Газовые пузыри появляются не
только вследствие выделения СО при раскислении стали, но и
вследствие уменьшения растворимости газов в металле при его
переходе из жидкого в твердое состояние. Уменьшение
газонасыщенности расплава достигается разливкой в вакууме или
продуванием жидкого металла в разливочном ковше инертным газом.
Для слитков и крупных отливок характерна химическая
неоднородность (ликвация). Макроскопическая ликвация проявляется
67
в следующем: фосфор, сера и углерод обогащают ту часть слитка
(отливки), где затвердевание происходит позднее всего. Для
спокойной стали это – головная часть слитка. В слитке полуспокойной
стали макроскопическая ликвация выражена слабее, чем в спокойной
и кипящей. Эта ликвация усиливается с увеличением времени
застывания металла и расширением температурного интервала
кристаллизации. В соответствии со сказанным слитки малого сечения,
разлитые в изложницы либо полученные в водоохлаждаемых
кристаллизаторах (на машинах непрерывного литья заготовок),
обладают уменьшенной зональной ликвацией. Зональная ликвация,
как правило, вредна, так как приводит к различию свойств металла в
разных частях слитка или отливки.
Для первичной микроструктуры литой углеродистой стали
характерны: присутствие неметаллических включений, крупное зерно
аустенита и неоднородность состава зерен аустенита вследствие
дендритной ликвации фосфора и углерода.
Неметаллическими включениями называют выделения фаз,
образованные неметаллическими примесями стали при ее
затвердевании: сульфиды, оксиды, силикаты и др. В зависимости от
своего состава неметаллические включения образуются как в начале,
так и в конце процесса затвердевания жидкого металла. Включения с
низкой температурой затвердевания всегда располагаются между
первичными зернами аустенита. Однако в этих же участках (между
первичными зернами) часто встречаются и тугоплавкие включения.
По-видимому,
они
оттесняются
растущими
дендритами
металлической фазы и скапливаются там, где кристаллизуются
последние порции расплава.
С помощью светового микроскопа различимы неметаллические
включения размером более 1–2 мкм. Наблюдают неметаллические
включения на тщательно отполированных микрошлифах.
Сульфиды в литой стали присутствуют обычно в виде
соединения (Мn, Fe)S, выделения которого при увеличенном
количестве марганца окрашены в серо-голубой цвет. При высоких
содержаниях марганца в стали (Мn : S> 10:1) сульфиды выделяются
из расплава до начала кристаллизации твердого раствора и поэтому
располагаются в литой стали беспорядочно. При недостаточном
количестве марганца в стали сульфиды образуют с FeО эвтектику,
которая затвердевает при ~950°С и располагается поэтому между
первичными кристаллами аустенита (рисунок 6.2, а). Если такой
металл нагревать под горячую прокатку (температура нагрева
1200°С), эта эвтектика плавится, что вызывает разрушение металла во
68
время деформации (красноломкость металла). Сульфиды марганца
(при Мn : S≥ 10), напротив, пластичны и легко деформируются.
Оксиды образуются при раскислении стали еще в жидком
металле, и имеют поэтому шаровидную форму (рисунок 6.2, б). При
этом FeО встречается только в недостаточно раскисленной стали.
Обычно наблюдаются оксиды кремния (SiО2), марганца (МnО),
алюминия (Аl2О3) и их соединения – силикаты (соединения с другими
оксидами) или шпинели (соединения с Аl2О3).
а – сталь 45; б – опытный образец стали с 0,2 %С
Рисунок 6.2 – Неметаллические включения в литой стали;
нетравленые шлифы. х200
Силикаты – наиболее часто встречающиеся в стали
неметаллические включения, Они имеют сложный состав и обычно
содержат фаялит (2FeО∙SiО2) и силикат марганца (2МnО∙SiО2).
Силикаты, содержащие фаялит, имеют темно-серый цвет. Из-за своей
аморфной (стеклообразной) структуры они прозрачны при
наблюдении в темном поле. Силикаты железа и марганца довольно
пластичны, остальные — хрупки.
Шпинели имеют высокую температуру кристаллизации и
выделяются в жидкой стали в виде ограненных кристаллов, В
зависимости от состава шпинели меняют свою окраску.
Тип неметаллических включений определяют обычно по их
расположению, форме, окраске, прозрачности в светлом и темном
поле и оптической анизотропии при освещении поляризованным
светом. Современные методы локального анализа с применением
электронного зонда позволяют быстро определять состав отдельных
включений размером до ~1 мкм.
69
Микроскопическая ликвация аустенита проявляется в
обогащении растворенным фосфором приграничных зон дендритов
аустенита. Фосфор имеет очень низкую диффузионную подвижность,
и поэтому за время охлаждения аустенита после затвердевания состав
твердого раствора по сечению зерна не выравнивается. Углерод,
растворенный в аустените, так же как и фосфор, должен был бы
обогащать приграничные зоны зерен аустенита. Однако фосфор,
растворенный в аустените, повышает активность углерода. Поэтому в
присутствии растворенного фосфора углерод перераспределяется в
твердом растворе и обогащает центральные части дендритов
аустенита. Вследствие неоднородности состава первичного аустенита
вторичная структура, образующаяся в результате фазовых
превращений в твердом состоянии, также оказывается неоднородной.
В центральных частях дендритов из-за обогащения их углеродом
образуется больше перлита, чем в периферийных. Это приводит к
образованию вторичной структуры стали, отражающей характерное
дендритное строение первичного аустенита: ферритные зерна,
располагающиеся на месте межосных пространств дендритов
аустенита, образуют сетку, в ячейках которой находятся участки
перлита (рисунок 6.3). При пониженном содержании фосфора и
правильно выбранной термической обработке такая структура
устраняется. Большой размер зерна первичного аустенита
(характерный для слитков и крупных отливок) приводит к появлению
еще одной аномалии во вторичной микроструктуре углеродистой
стали – образованию видманштеттовой структуры (рисунок. 6.4). Эта
структура
характеризуется
пластинчатыми
образованиями
доэвтектоидного феррита или игольчатыми – вторичного цементита,
ориентированно располагающимися на темном фоне перлита.
Возникновение видманштеттовой структуры связано с тем, что,
например, в доэвтектоидной стали избыточный феррит выделяется не
только на границах, но и внутри крупных зерен аустенита. Кристаллы
избыточного феррита, возникшие внутри аустенитного зерна,
приобретают пластинчатую форму, причем пластины лежат вдоль
плоскостей {111} решетки аустенита. Помимо большого размера
зерна аустенита, образованию видманштеттовой структуры
способствует ускоренное охлаждение стали от высоких температур.
Сталь с видманштеттовой структурой обладает повышенной
хрупкостью. Для устранения такой структуры применяют
термическую обработку.
70
Рисунок 6.3 – Микроструктура отливки из стали 35. х150
Рисунок 6.4 – Видманштеттова структура в отливке из стали 35.
х200
6.2.2 Макро- и микроструктура горячедеформированной
стали
Для получения изделий или полуфабрикатов стальные слитки и
литые заготовки подвергают горячей деформации. Углеродистые
стали деформируют вгорячую чаще всего в аустенитном состоянии,
прекращая деформацию при 850–900 °С. При горячей деформации
завариваются неокисленные газовые пузыри и другие несплошности,
благодаря чему заготовка становится более плотной. Однако
зональная и даже дендритная ликвации не устраняются ни нагревом
под: деформацию, ни горячей деформацией. Из-за этого
горячедеформированный металл «наследует» особенности макро- и
микроструктуры литого металла, связанные с неоднородностью его
химического состава.
Макроструктура стали, подвергнутой горячей деформации,
характеризуется волокнистым строением (рисунок 6.5). Оно
71
выявляется при травлении макрошлифа и обусловлено неоднородным
распределением неметаллических включений и растворенных
примесей. Во время горячей деформации первичные зерна аустенита
вытягиваются вдоль направления течения металла. Из-за этого
неметаллические включения, расположенные на границах этих зерен,
вытягиваются в том же направлении, сохраняя свою сплошность, если
включения пластичны (рисунок 6.6), либо образуя цепочки, если
включения недеформируемы (рисунок 6.7). В связи с тем, что
первичные аустенитные зерна изменяют свою форму, в результате
горячей деформации ориентируются в направлении течения металла и
приграничные зоны, обогащенные растворенным фосфором.
Несмотря на то, что деформированные зерна аустенита во время
горячей деформации испытывают рекристаллизацию, в металле
сохраняется
преимущественная
ориентация
неметаллических
включений и участков, обогащенных фосфором (из-за его низкой
диффузионной подвижности). Поэтому при травлении макрошлифа
участки, где располагались границы деформированных первичных
зерен аустенита, а также где остались неметаллические включения и
области обогащения фосфором, травятся сильнее по сравнению с
центральными частями зерен деформированного аустенита. Благодаря
этому на макрошлифе выявляется волокнистая структура.
Рисунок 6.5 – Макроструктура горячедеформированной стали. х0,5
Рисунок 6.6 – Вытянутые неметаллические включения в
деформированной стали; нетравленый шлиф. х100
72
Из сказанного следует, что при уменьшении загрязненности
стали неметаллическими включениями и фосфором волокнистость
макроструктуры будет ослабляться. Механические свойства
горячедеформированной стали вдоль и поперек волокна существенно
различаются. Эта анизотропия свойств ослабляется с уменьшением
содержания примесей в стали.
Для вторичной микроструктуры горячедеформированной
углеродистой стали характерны: строчечное расположение
неметаллических включений (рисунки 6.6 и 6.7) и полосчатое
расположение доэвтектоидного феррита и перлита (полосчатая
структура, рисунок 6.8).
Образование полосчатой структуры обусловлено уже
упоминавшейся неоднородностью распределения фосфора в
аустените. В участках аустенита, обогащенных фосфором, которые
вытянуты в направлении течения металла при горячей деформации и в
которых
уменьшено
содержание
растворенного
углерода,
формируются полосы, состоящие из зерен доэвтектоидного феррита.
Участки аустенита между этими полосами, которые имеют
повышенную
концентрацию
углерода,
при
эвтектоидном
превращении формируют полосы перлита.
Вытянутые включения сульфида марганца располагаются по
границам исходных деформированных зерен аустенита, как бы «на
фоне» участков, обогащенных растворенным фосфором. Эти
включения облегчают зарождение доэвтектоидного феррита и
способствуют тем самым образованию полосчатой структуры.
Полосчатая структура обусловливает анизотропию механических
свойств горячедеформированных изделий и заготовок. Ослабить
Склонность к образованию полосчатой структуры можно путем
уменьшения содержания фосфора и серы в стали и путем специальной
термической обработки.
Рисунок 6.7 – Цепочки недеформируемых включений в
деформированной стали; нетравленый шлиф. ×100
73
Рисунок 6.8 – Микроструктура стали 35 после горячей
деформации. ×200
6.3 Порядок выполнения работы:
1)
изучить
макроструктуру
образцов
литой
и
горячедеформированной стали (3–4 образца по указанию
преподавателя);
2) изучить характер неметаллических включений в образцах
горячедеформированной стали и загрязненность металла одним из
видов неметаллических включений (по указанию преподавателя)
методом сравнения с эталонными шкалами;
3) изучить микроструктуру литой и горячедеформированной
стали.
6.3.1 Обработка результатов эксперимента:
1) при изучении макрошлифов выявить характерные
особенности макроструктуры: форму, размеры и расположение
усадочной раковины, наличие и форму газовых пузырей, характер
зеренной структуры в слитке, расположение и густоту волокон в
горячедеформированном
изделии,
однородность
травимости
макрошлифа. Результаты изучения занести в таблице 6.1;
Таблица 6.1 – Результаты изучения макроструктуры
Зарисовка
макроструктуры
Описание особенностей Причина
макроструктуры
возникновения
наблюдаемых
особенностей структуры
2) при изучении микроструктуры: зарисовать характерную
структуру; описать форму, расположение, цвет и природу
неметаллических включений; определить загрязненность стали
неметаллическими включениями по методу, описанному в
Приложении; указать характерные особенности расположения и
74
форму структурных составляющих в литой и горячедеформированной
стали. Результаты занести в таблицу 6.2.
Таблица 6.2 – Результаты изучения микроструктуры
Зарисовка
макроструктуры
Описание
Причина
неметаллических
возникновения
включений
(балл наблюдаемых
загрязненности)
и особенностей структуры
структурных
составляющих
6.4 Содержание отчета по работе:
1) цель работы;
2) краткое изложение введения (формирование макро- и микро
структуры литой и горячедеформированной стали; описание связи
структуры горячедеформированной стали со структурой литой стали);
3) описание объектов и результаты исследования (таблицы 1 и
2);
4) анализ полученных результатов (возможные причины
образования тех или иных особенностей макро- и микроструктуры;
заносятся в последнюю колонку таблицы 1 и 2);
5) выводы по работе (возможное влияние и его причины
обнаружения особенностей структуры на механические свойства
стали).
Контрольные вопросы
1 Что такое макроструктура?
2 Для чего используют анализ макроструктуры?
3 Какие дефекты встречаются в слитке кипящей стали?
4 В какой стали можно получить плотный слиток с
концентрированной усадочной раковиной?
5 Какие газовые пузыри и пустоты в стальном слитке
завариваются при горячей деформации?
6 Какие примеси растворимы в стали и какие образуют
самостоятельные фазы?
7 Как распределяются примеси по высоте и поперечному
сечению стального слитка?
8 Какие элементы ликвируют в стальном слитке сильнее
других?
75
9 Какие растворимые примеси находятся в осях и какие – в
приграничных зонах дендритов аустенита?
10 Где располагаются неметаллические включения: в межосных
пространствах или равномерно по телу первичных зерен? От чего это
зависит?
11 Почему неметаллические включения исследуют на
нетравленых микрошлифах?
12 Какие неметаллические включения обычно встречаются в
стали?
13 Как располагаются сульфиды и оксиды в микроструктуре
литой стали? Какие из этих включений пластичнее?
14 В чем причины образования видманштетговой структуры в
литой стали? Каковы ее характерные признаки?
15 Как формируется волокнистая макроструктура в
горячедеформированной стали? Какие дефекты стального слитка она
наследует?
16
Как
располагаются
сульфиды
марганца
в
горячедеформированной стали?
17
Почему
формируется
полосчатая
структура
в
горячедеформированной стали?
18 Как влияют на механические свойства стали зональная
ликвация в слитке, видманштеттова структура, волокнистая и
полосчатая структуры?
Лабораторная работа № 7 Изменение твердости при
старении дуралюминия и технического железа
7.1 Цель работы
7.1.1 Изучить влияние температуры и продолжительности
старения на твердость алюминиевого сплава.
7.1.2 Ознакомиться с влиянием температуры закалки на
интенсивность старения технического железа.
7.2 Основные теоретические сведения
Старение – это термическая обработка сплава, прошедшего
закалку без полиморфного превращения. Поскольку с понижением
температуры содержание растворенного компонента в твердом
растворе должно уменьшаться, закалка, предотвращая диффузионное
перераспределение атомов, создает состояние пересыщенного
твердого раствора. Старение проводят путем нагрева пересыщенного
твердого раствора ниже температуры, характеризуемой линией
76
ограниченной растворимости на диаграмме состояния. Основной
процесс фазовых превращений при старении – распад
пересыщенного раствора.
Изменения микроструктуры при старении сводятся к
образованию выделений разной формы, дисперсности и взаимного
расположения, в зависимости от условий старения и типа сплава.
Размеры выделений обычно таковы (10÷100 нм), что выделения не
разрешаются при наблюдении в световой микроскоп. Наблюдать
изменения микроструктуры при старении можно только с помощью
электронного микроскопа.
Образование дисперсных выделений при старении приводит к
существенному упрочнению сплава. Повышение прочности вызывает
уменьшение пластичности и неоднородное развитие пластического
течения металла при его деформации. В одних случаях (например, в
алюминиевых сплавах) старение используют как способ повышения
эксплуатационных свойств материала (в данном случае – его
прочности). В других (как, например, в листовом техническом железе)
– эффект старения стремятся уменьшить, поскольку оно ухудшает
поведение листа при вытяжке и его магнитные свойства.
Распад пересыщенного твердого раствора при старении
происходит в несколько стадий, в зависимости от температуры и
продолжительности.
7.2.1
Изменение
микроструктуры
при
распаде
пересыщенного твердого раствора
Образование зон Гинье–Престона. В сплавах, где в результате
закалки образуется пересыщенный твердый раствор замещения,
старение при температурах около 20 °С приводит к образованию
микроскопических областей, обогащенных атомами растворенного
компонента. Размеры этих областей невелики (1÷10 нм), и их
обнаруживают дифракционными методами и по изменению
физических свойств материала. Указанные области называют зонами
Гинье–Престона (зоны ГП). Решетка у зон ГП такая же, что и у
твердого раствора. При различии в размерах атомов растворителя и
растворенного компонента образование зон ГП приводит к
возникновению упругих напряжений вокруг каждой области,
обогащенной атомами растворенного компонента. Зоны ГП
равномерно распределены по объему зерен твердого раствора; их
количество доходит до ~1018 см-3.
Старение, приводящее к образованию зон ГП, называют
естественным. Оно наблюдается, в частности, в алюминиевых
сплавах.
77
Выделение метастабильных и стабильных фаз. В
пересыщенных твердых растворах любого типа (и замещения и
внедрения) старение при повышенных температурах приводит к
выделению кристаллов новой фазы. Из пересыщенного раствора
выделяется метастабильная фаза, которая может отличаться от
стабильной составом и (или) строением кристаллической решетки.
Решетка метастабильной фазы лучше сопрягается с решеткой
пересыщенного твердого раствора, чем решетка стабильной фазы.
Благодаря этому вероятность образования кристаллов метастабильной
фазы оказывается выше, и они возникают раньше кристаллов
стабильной фазы.
По мере увеличения количества и размеров выделений
метастабильной фазы пересыщение твердого раствора уменьшается, и
параметр его кристаллической решетки изменяется. В конце концов
эти изменения оказываются такими, что сопряжение решеток твердого
раствора и метастабильной фазы больше поддерживаться не может:
возникающие упругие напряжения разрывают связь между
решетками.
Уничтожение
сопряженности
решеток
делает
термодинамически
невыгодным
дальнейшее
существование
кристаллов метастабильной фазы. Они либо растворяются (при этом в
других местах образуются выделения стабильной фазы), либо
превращаются в кристаллы стабильной фазы.
Кристаллы метастабильных фаз выделяются при старении
внутри зерен, главным образом на дислокациях, на границах зерен,
субграницах.
Старение
алюминиевых
сплавов
при
повышенных
температурах (>100 °С) называют искусственным.
Коалесценция выделений. Распадом пересыщенного твердого
раствора с образованием выделений стабильной фазы изменения
структуры при старении не завершаются: образовавшиеся выделения
стабильной фазы в ходе старения укрупняются. Процесс укрупнения
выделившихся частиц называют коалесценцией.
Причина развития коалесценции – уменьшение суммарной
энергии границ между выделениями и твердым раствором вследствие
уменьшения площади этих границ. Атомный механизм укрупнения –
растворно-осадительный:
мелкие
частицы
растворяются
в
окружающем твердом растворе, а «освободившиеся» атомы, входящие
в их состав, диффузионным путем переносятся к крупным частицам.
Присоединение этих атомов к крупным частицам увеличивает
размеры последних.
78
Укрупнение частиц (при неизменном суммарном объеме
выделений) сопровождается увеличением среднего расстояния между
частицами.
7.2.2 Изменение твердости при старении
Закалка без полиморфного превращения, в отличие от закалки
на мартенсит в сталях, не приводит к заметному изменению
твердости, так как пересыщение твердого раствора и связанные с ним
искажения решетки невелики. Образование зон и выделение
дисперсных частиц вызывает упрочнение материала (в последнем
случае его называют дисперсионным твердением). Упрочнение на
зонной стадии старения связано с возникновением полей упругих
напряжений около зон ГП. Упрочнение при выделении дисперсных
частиц обусловлено упругими напряжениями, необходимыми для
сопряжения решеток частицы и твердого раствора (если сопряжение
имеется) и скоплением дислокаций около выделений. Величина
упрочнения при дисперсионном твердении зависит от расстояния
между выделениями, сопряженности решеток выделения и твердого
раствора и величины возникающих при сопряжении упругих
напряжений, а также от других факторов.
На рисунке 7.1 показана зависимость прочности алюминиевого
сплава от продолжительности естественного (а) и искусственного (б)
старения. Видно, что зонная стадия старения приводит сначала к
возрастанию прочности и при продолжении старения достигнутый
уровень прочности не изменяется, так как образовавшиеся зоны ГП
при температуре старения устойчивы неопределенно долгое время.
При
искусственном
старении
зависимость
прочности
от
продолжительности обработки имеет вид кривой с максимумом.
Возрастание прочности объясняется выделением мелких частиц
метастабильной фазы и увеличением их числа с течением времени,
благодаря чему уменьшается расстояние между частицами.
Последующее уменьшение прочности связано с превращением
метастабильной фазы в стабильную, из-за чего: а) снимаются
напряжения,
обеспечивавшие
сопряжение
решеток,
и
б)
увеличивается расстояние между частицами благодаря быстрой
коалесценции выделений стабильной фазы. Как видно из рисунка 7.1,
б, повышение температуры старения приводит к понижению
максимального значения прочности, достигаемого при старении, и
смещению точки максимума к меньшей продолжительности старения.
Это объясняется повышением диффузионной подвижности атомов,
что приводит к выделению более крупных частиц метастабильной
фазы (из-за этого расстояние между ними возрастает, а уровень
79
упрочнения снижается) и к более
метастабильной фазы в стабильную.
раннему
превращению
а – изменение свойств при естественном старении
алюминиевого сплава;
б – при искусственном старении алюминиевого сплава
Рисунок 7.1
Для каждого промышленного сплава режим старения
подбирается эмпирически, в зависимости от сочетания значений
требуемых свойств.
В случае, когда старение ухудшает свойства материала, его
стремятся либо предотвратить (см. ниже), либо, если это
экономически неоправданно, уменьшить отрицательный эффект,
проводя, например, перед штамповкой листов малоуглеродистой
стали слабую деформацию (дрессировка).
7.2.3 Старение алюминиевых сплавов
Дисперсионнотвердеющие сплавы на основе алюминия
распространены весьма широко. Типичный представитель – сплав Д16
на основе системы Аl – Сu – Мg. Он содержит 4,3% Сu; 0,6% Мg;
0,6% Мn; до 0,7% Si и Fе. Как видно из диаграммы состояния
(рисунки 7.2 и 7.3), независимо от соотношения легирующих
компонентов общим для сплавов на основе алюминия в этой системе
является
следующее
фазовое
состояние
в
равновесии:
низколегированный твердый раствор меди и магния в алюминии (αфаза) и фазы Аl2Сu (θ), Аl2СuМg (S-фаза) и (или) Аl6СuМg4 (Т-фаза).
С понижением температуры растворимость меди и магния в α-фазе
понижается. По этой причине при закалке может быть получен
пересыщенный твердый раствор, а при последующем старении – зоны
ГП или дисперсные выделения, приводящие к упрочнению.
Нагрев сплава Д16 под закалку проводят при температуре
~500°С. После выдержки, продолжительность которой определяется
временем прогрева изделия и временем растворения интерметаллидов
80
(θ- и S-фазы), сплав охлаждают в воде (для других сплавов применяют
охлаждение на воздухе). Старение проводят при комнатной
температуре или при 100–250 °С.
При искусственном старении в сплаве Аl + 4,5 % Сu, близком по
составу к Д16, образуются: а) сначала метастабильная θ”-фаза (состав
Аl2Сu) с тетрагональной решеткой, которая полностью сопрягается с
ГЦК решеткой α-фазы по плоскостям {100}; б) затем метастабильная
θ‘-фаза (Аl2Сu) с тетрагональной решеткой, сопряжение которой с
решеткой α -фазы полное по плоскости (001) и частичное по (010) и
(100); в) стабильная θ -фаза (Аl2Сu), тетрагональная решетка которой
не сопрягается с решеткой (α-фазы).
7.2.4 Старение технического железа
Техническое железо содержит, кроме примесей, 0,02–0,05 % С.
Согласно диаграмме равновесия, растворимость углерода с
понижением температуры уменьшается (рисунок 7.4). Это же
относится и к азоту, содержание которого составляет ~ 0,01 %.
Рулоны технического железа и низкоуглеродистой стали после
рекристаллизационного отжига в промышленных условиях с ~ 400 °С
охлаждают ускоренно, из-за чего феррит оказывается пересыщенньм
по содержанию углерода и азота.
В ходе вылеживания металла при комнатной температуре в нем
происходит старение, поскольку скорость диффузии углерода и азота
в железе при этой температуре достаточно высока. Распад
пересыщенного твердого раствора углерода в железе приводит
сначала к выделению метастабильного ε-карбида, решетка которого
полностью сопрягается с решеткой феррита. Позднее ε-карбид
сменяется более стабильным цементитом Fe3C. В твердом растворе
азота в железе ситуация аналогична: на начальных стадиях распада
выделяется метастабильный нитрид Fe16N2, на более поздних – его
сменяет стабильный нитрид Fe4N.
Рисунок 7.2 – Диаграмма равновесия Аl–Сu
81
а – изотермический разрез при 200 °С;
б – фазовые равновесия при достижении максимальной
растворимости медь и магния в α-фазе
Рисунок 7.3 – Диаграмма равновесия Аl–Сu–Mg
Выделение карбидов и нитридов из пересыщенного твердого
раствора резко ухудшает пластические и магнитные свойства
материала. Поэтому для его предотвращения в металл вводят добавки
(например, ванадий, алюминий и др.). В противном случае стараются
вести технологический процесс таким образом, чтобы уменьшить
пересыщение феррита углеродом и азотом, например понижая
температуру, от которой металл охлаждается быстро. Металл,
предназначенный для ряда ответственных применений, подвергают
испытаниям на склонность к старению. Для этого в некоторых
случаях строят зависимость твердости от продолжительности
выдержки при 100–200 °С.
Рисунок 7.4 – Диаграмма равновесия Fе–Fе3С при малом
содержании углерода
82
7.3 Порядок проведения работы:
а) изучить влияние режима старения (температура и
продолжительность выдержки) на твердость закаленного сплава Д16;
б) определить склонность к старению низкоуглеродистой стали
в зависимости от температуры закалки.
В соответствии с учебным планом выполняется одна или обе
задачи. В последнем случае работу проводят на двух занятиях.
7.3.1 Для выполнения первой задачи:
1) определить твердость образцов перед закалкой;
2) провести закалку образцов от температуры 500°С в воду и
определить твердость после закалки;
3) провести старение образцов при 20°С (продолжительность до
5–7 дней) и при 75–350°С (продолжительность от 10 мин до 1 ч).
Измерить твердость образцов после старения. Результаты занести в
таблицу.
Таблица 7.1 - Влияние старения на твердость
Температура
нагрева, °С
Время выдержки
Твердость
Роквеллу
по
НВ±σ
7.3.2 Для выполнения второй задачи:
1) определить твердость образцов в исходном состоянии;
2) закалить образцы от 350 и 600°С в воде и измерить твердость;
3) провести старение при одной температуре в интервале 100–
250 °С (продолжительность от 10 мин до 1 ч).
4) определить твердость после старения. Результаты занести в
таблицу 7.1.
При изучении старения сплава Д16 необходимо измерять
твердость HRF; при изучении склонности к старению
низкоуглеродистой стали – НRВ. Перед измерением твердости
очистить образцы стали от окалины шлифовальной бумагой. После
каждой обработки производить не менее трех измерений твердости.
7.3.3 Обработка результатов эксперимента:
1) полученные значения твердости по Роквеллу перевести в
шкалу НВ. По найденным значениям твердости вычислить среднее НВ
и среднеквадратическое отклонение σ. Полученные данные внести в
таблицу;
2) построить графики:
а) зависимости твердости НВ сплава Д16 от времени старения
при разных температурах;
83
б) зависимости твердости НВ сплава Д16 от температуры
старения (при выбранном времени старения);
в) зависимости твердости HВ низкоуглеродистой стали от
времени старения (для образцов, закаленных от разных температур).
7.4 Содержание отчета по работе:
1) краткое введение с изображением диаграмм Аl–Сu, Аl–Сu–
Мg и Fе–Fе3C;
2) схему проведения эксперимента и экспериментальные данные
(таблицы 7.1) и графики;
3) обсуждение экспериментальных данных (сравнение
твердости исходных и закаленных образцов и объяснение различий,
если они имеются; сравнение хода кривых твердости при разных
температурах старения и объяснение возможных причин их различия;
объяснение зависимости твердости от температуры старения;
объяснение влияния температуры закалки на развитие старения);
4) выводы (влияние режима старения на твердость сплава Д16,
влияние температуры закалки на склонность к старению
низкоуглеродистой стали).
Контрольные вопросы
1 В каком фазовом состоянии должен находиться сплав,
подвергаемый старению?
2 Как проводят старение?
3 Какие изменения фазового состояния имеют место при
старении?
4 Что происходит на зонной стадии распада пересыщенного
твердого раствора?
5 Почему при распаде пересыщенного раствора выделению
стабильной
фазы
предшествует
образование
кристаллов
метастабильной фазы?
6 Почему при старении возрастает твердость сплава?
7 Как зависит твердость сплава от продолжительности
естественного старения?
8 Почему зависимость твердости от времени искусственного
старения описывается кривой с максимумом?
9 Почему при старении происходит укрупнение частиц
стабильной фазы? Как это сказывается на величине твердости?
10 Какие фазы выделяются при искусственном старении в
сплавах Аl–Сu?
84
11 Какие стабильные фазы могут выделяться из пересыщенного
твердого раствора в сплаве Аl – 4,3% Сu – 0,6% Mg?
12 Что общего в фазовых изменениях при старении сплава Д16 и
технического железа? В чем состоят различия?
13 Почему закалка без полиморфного превращения не приводит
к заметному упрочнению сплава, как это имеет место при закалке
стали на мартенсит?
85
Литература
1 Банн Ч. Кристаллы. Их роль в природе и науке. – М. : Мир,
1970. – 312 с.
2 Батти Х., Принг А. Минералогия для студентов. – Пер. с англ.
– М. : Мир, 2001. – 429 с.
3 Богомолова Н.А. Практическая металлография: учебник для
технических училищ. – М. : Высш. школа, 1978. – 272 с.
4 Васильев Д.М. Физическая кристаллография: учебное пособие
для вузов. – М. : Металлургия, 1972. – 279 с.
5 Гавриленко В.В. Экологическая минералогия и геохимия
месторождений полезных ископаемых. – Спб.: Изд-во СПбГИ, 1993. –
252 с.
6 Гаранин В.К., Кудрявцева Г.П. Применение электроннозондовых приборов для изучения минерального вещества. – М. :
Недра, 1983. – 211 с.
7 Гинзбург К.И., Кузьмин В.И., Сидоренко Г.Д.
Минералогические исследования в практике геологоразведочных
работ. – М. : Недра, 1981. – 214 с.
8 Годовиков А.А. Минералогия. – М. : Недра, 1975. – 520 с.
9 Гумилевский С.А. и др. Кристаллография и минералогия:
учебное пособие для вузов /Гумилевский С.А., Луговский Г.П.,
Киршон В.М., Гинзбург А.И. – М. : Высш. школа, 1972. – 280 с.
10 Гуляев А.П. Металловедение. – М. : Издательство
«Металлургия», 1978. – 646 с.
11 Грум-Гржимайло С.В. Приборы и методы для оптического
исследования кристаллов. – М. : «Наука», 1972. – 128 с.
12 Кленов А.С. Занимательная минералогическая энциклопедия.
– М. : Педагогика-Пресс, 2000. – 224 с.: ил.
13 Лазаренко Е.К. Курс минералогии: учебник для студентов
геологических специальностей университетов. – 2-е изд. – М. :
Высшая школа, 1971. – 607 с.
14 Лившиц Б.Г. Металлография. – М. : «Металлургия», 1990. –
334 с.
15 Мейер К. Физико-химическая кристаллография /Пер. с нем.:
Под ред. Щукина Е.Д. – М. : Металлургия, 1972. – 480 с.
16 Миловский А.Б. Минералогия и петрография: учебник для
техникумов. – 3-е изд., перераб. и доп. – М. : Недра, 1973. – 368 с.
17 Стойбер Р., Морзе С. Определение кристаллов под
микроскопом. – Пер. с англ. / Под ред. Петрова В.П. – М. : Мир, 1974.
– 281 с.
86
18 Торопов Н.А., Булак Л.Н. Кристаллография и минералогия.
3-е третье, перераб. и доп. – Ленинград, 1972. – 504 с.
19 Торопов Н.А., Булак Л.Н. Лабораторный практикум по
минералогии. – Стройиздат, Ленинградское отделение, 1969. – 240 с.
20 Штрюбел Г., Циммер З.Х. Минералогический словарь. – М. :
Мир, 1987. – 250 с.
21 Юшкин Н.П. Топоминералогия. – М. : Недра, 1982. – 281 с.
87
Содержание
Введение…………………………………………………………3
Лабораторная работа № 1……………………………………....4
Лабораторная работа № 2……………………………………....12
Лабораторная работа № 3………………………………………19
Лабораторная работа № 4………………………………………36
Лабораторная работа № 5………………………………………48
Лабораторная работа № 6………………………………………62
Лабораторная работа № 7………………………………………73
Литература ………………………………………………………83
88