М.С. ЮРЛОВА Научный руководитель – В.Л. ЯКУШИН, д.ф.
реклама

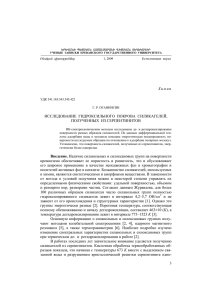
М.С. ЮРЛОВА Научный руководитель – В.Л. ЯКУШИН, д.ф.-м.н, с.н.с. Национальный исследовательский ядерный университет «МИФИ» ВЛИЯНИЕ ОБРАБОТКИ ПОТОКАМИ ИМПУЛЬСНОЙ ГАЗОВОЙ ПЛАЗМЫ НА КОРРОЗИОННУЮ СТОЙКОСТЬ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ Исследовано влияние плакирования быстрозакаленными лентами-припоями и обработки потоками высокотемпературной импульсной плазмы (ВТИП) на структурно-фазовое состояние и коррозионные свойства сталей марок Ст.3, Ст.20 и 20ХГНМ. Показано, что при воздействии ВТИП в приповерхностном слое формируется структура, приводящая к изменению коррозионной стойкости образцов. Целью работы являлось выявление закономерностей повышения коррозионной стойкости мало- и средне- углеродистых и низколегированных сталей применительно к изделиям атомной техники, вследствие плакирования поверхности аморфными металлическими сплавами и последующей обработки потоками высокотемпературной импульсной плазмы. Плакирование образцов из сталей марок Ст.3, Ст.20 и 20ХГНМ проводилось лентами из быстрозакаленного сплава-припоя на основе никеля марки СТЕМЕТ1305 (Ni (основа) – 18% Cr – 10% Si). Исследования микроструктуры и рентгеноспектральный анализ показали, что в результате образуется трехфазная структура: равноосные зерна (1), межзеренная прослойка (2), насыщенная кремнием и мелкодисперсные выделения (3) карбосилицидов хрома и никеля типа (Cr3,Ni2)(Si,C) (Рис. 1). В целом поверхность обогащается железом. Уменьшение времени выдержки при максимальной Рис.1. Микроструктура потемпературе во время плакирования привоверхности стали 20ХГНМ дит к снижению количества хрупких фаз после плакирования сплавом (карбосилицидов и межзеренной прослойСТЕМЕТ 1305 (∆t=1 мин) ки), так у образцов с ∆t=1 мин объем прослойки в 1,5 раза меньше, чем у образцов с ∆t=3 мин. Установлено, что оптимальным является режим плакирования с выдержкой образца при максимальной (1150°С) в течение 1мин для получения наиболее однородных по структуре, составу и практически бездефектных поверхностных слоев с хорошей адгезией с подложкой. Образцы обрабатывались потоками импульсной ( и ~20 мкс) азотной плазмы с плотностью энергии падающего потока q, изменяющейся в интервале от 22 до 31 Дж/с в установке типа типа Z-пинча «Десна-М» [1]. В результате плазменной обработки рельеф значительно сглаживается, происходит плавление поверхностных слоев, образуется ячеистая структура с характерным размером ячеек 100-200 нм. Однако образцы, содержащие большое количество хрупких фаз подвергались интенсивному растрескиванию, обусловленному возникновению термических напряжений. Установлено, что с уменьшением времени выдержки образца при максимальной температуре увеличивается степень разглаживания поверхности и однородность состава по поверхности образца после обработки ВТИП. Плотность потоков энергии и суммарное энерговыделение также влияют на сглаживание рельефа и перемешивание элементов в приповерхностном слое. Показано, что оптимальным является режим обработки с последовательным увеличением плотности энергии потоков по 2 импульса в цикле при каждой плотности энергии: Q1=22 Дж/см2 + Q2=25 Дж/см2 + Q3=28 Дж/см2 образца, плакированного с выдержкой при нагреве ∆t = 1 мин. Коррозионные испытания проводились по модернизированному методу АМУ на основе ГОСТ 6032–2003. Образцы выдерживались в течение 8 ч в кипящем водном растворе, содержащем 120 г/дм3 CuSO4 и 120 см3/дм3 H2SO4. Исследования показали, что коррозионное разрушение плакированных образцов, происходит по межзеренной прослойке (Рис. 2), а при достижении агрессивной средой подложки скорость Рис. 2 Микроструктура образца из стали 20ХГНМ, плакикоррозии значительно возрастает, так как рованного в «пилообразном» происходит отслоение плакированного режиме, после коррозионных слоя. испытаний Экспериментально установлено, что предварительная обработка потоками импульсной плазмы исходных и плакированных сплавом СТЕМЕТ1305 образцов низколегированных сталей вызывает повышение в 2–25 раз их коррозионной стойкости. Список литературы 1. Перспективные радиационно-пучковые технологии обработки материалов / Грибков В.А., Григорьев Ф.И., Калин Б.А., Якушин В.Л. // М.: Круглый год. 2001. 528 с.