< Robot ARC Mate 100+D
< Robot M-10+D
MECHANICAL UNIT
MAINTENANCE MANUAL
B-83945EN/03
© FANUC CORPORATION, 2018
•
Original Instructions
Thank you very much for purchasing FANUC Robot.
Before using the Robot, be sure to read the "FANUC Robot series SAFETY HANDBOOK
(B-80687EN)" and understand the content.
• No part of this manual may be reproduced in any form.
• All specifications and designs are subject to change without notice.
The products in this manual are controlled based on Japan’s “Foreign Exchange and
Foreign Trade Law”. The export from Japan may be subject to an export license by the
government of Japan.
Further, re-export to another country may be subject to the license of the government of
the country from where the product is re-exported. Furthermore, the product may also be
controlled by re-export regulations of the United States government.
Should you wish to export or re-export these products, please contact FANUC for advice.
In this manual, we endeavor to include all pertinent matters. There are, however, a very
large number of operations that must not or cannot be performed, and if the manual
contained them all, it would be enormous in volume. It is, therefore, requested to assume
that any operations that are not explicitly described as being possible are "not possible".
SAFETY PRECAUTIONS
B-83945EN/03
SAFETY PRECAUTIONS
This chapter describes the precautions which must be followed to enable the safe use of the robot. Before
using the robot, be sure to read this chapter thoroughly.
For detailed functions of the robot operation, read the relevant operator's manual to understand fully its
specification.
For the safety of the operator and the system, follow all safety precautions when operating a robot and its
peripheral equipment installed in a work cell.
For safe use of FANUC robots, you must read and follow the instructions in “FANUC Robot series
SAFETY HANDBOOK (B-80687EN)”.
1
PERSONNEL
Personnel can be classified as follows.
Operator:
•
Turns the robot controller power ON/OFF
•
Starts the robot program from operator panel
Programmer or Teaching operator:
•
Operates the robot
•
Teaches the robot inside the safeguarded space
Maintenance technician:
•
Operates the robot
•
Teaches the robot inside the safeguarded space
•
Performs maintenance (repair, adjustment, replacement)
-
-
The operator is not allowed to work in the safeguarded space.
The programmer or teaching operator and maintenance technician are allowed to work in the
safeguarded space. Works carried out in the safeguarded space include transportation, installation,
teaching, adjustment, and maintenance.
To work inside the safeguarded space, the person must be trained on proper robot operation.
Table 1 (a) lists the work outside the safeguarded space. In this table, the symbol “{” means the work
allowed to be carried out by the specified personnel.
Table 1 (a) List of work outside the Safeguarded Space
Programmer or
Operator
Teaching operator
{
Turn power ON/OFF to Robot controller
Select operating mode (AUTO/T1/T2)
Select remote/local mode
Select robot program with teach pendant
Select robot program with external device
Start robot program with operator’s panel
Start robot program with teach pendant
Reset alarm with operator’s panel
Reset alarm with teach pendant
Set data on teach pendant
{
s-1
{
{
{
{
{
{
{
{
{
{
Maintenance
technician
{
{
{
{
{
{
{
{
{
{
SAFETY PRECAUTIONS
B-83945EN/03
Operator
Teaching with teach pendant
Emergency stop with operator’s panel
Emergency stop with teach pendant
Operator’s panel maintenance
Teach pendant maintenance
Programmer or
Teaching operator
Maintenance
technician
{
{
{
{
{
{
{
{
{
{
During robot operation, programming and maintenance, the operator, programmer, teaching operator and
maintenance technician take care of their safety using at least the following safety protectors.
•
•
•
Use clothes, uniform, overall adequate for the work
Safety shoes
Helmet
2
DEFINITION OF SAFETY NOTATIONS
To ensure the safety of users and prevent damage to the machine, this manual indicates each precaution
on safety with "Warning" or "Caution" according to its severity. Read the contents of each "Warning",
"Caution" before attempting to use the robot.
Symbol
Definitions
WARNING
Used if hazard resulting in the death or serious injury of the user will be expected to
occur if he or she fails to follow the approved procedure.
Used if a hazard resulting in the minor or moderate injury of the user, or equipment
damage may be expected to occur if he or she fails to follow the approved procedure.
Used if a supplementary explanation not related to any of WARNING and CAUTION
is to be indicated.
CAUTION
NOTE
s-2
SAFETY PRECAUTIONS
B-83945EN/03
3
PROCEDURE TO MOVE ARM WITHOUT
DRIVE POWER IN EMERGENCY OR
ABNORMAL SITUATIONS
(1) For emergency or abnormal situations (e.g. persons trapped in or sandwiched by the robot), brake
release unit can be used to move the robot axes without drive power.
Please order following unit and cable.
Name
Brake release unit
Robot connection cable
Power cable
Specification
A05B-2450-J350 (Input voltage AC100-115V single phase)
A05B-2450-J351 (Input voltage AC200-240V single phase)
A05B-2525-J047 ( 5m)
A05B-2525-J048(10m)
A05B-2525-J010 ( 5m) (AC100-115V Power plug) (*)
A05B-2525-J011(10m) (AC100-115V Power plug) (*)
A05B-2450-J364 ( 5m) (AC100-115V or AC200-240V No power plug)
A05B-2450-J365(10m) (AC100-115V or AC200-240V No power plug)
(*) These do not support CE marking.
(2) Please make sure that adequate numbers of brake release units are available and readily accessible
for robot system before installation.
(3) Regarding how to use brake release unit, please refer to Robot controller maintenance manual.
CAUTION
Robot systems installed without adequate number of brake release units or
similar means are neither in compliance with EN ISO 10218-1 nor with the
Machinery Directive and therefore cannot bear the CE marking.
WARNING
Robot arm would fall down by releasing its brake because of gravity. Therefore,
it is strongly recommended to take adequate measures such as supporting the
robot arm by a crane before releasing a brake.
s-3
SAFETY PRECAUTIONS
B-83945EN/03
In case
of releasing the J2-axis motor brake
J2軸モータブレーキを解除する場合
Fall落下
down
In J3軸モータブレーキを解除する場合
case of releasing the J3-axis motor brake
Fall落下
down
Fall落下
down
Method ofアーム支持方法
supporting the robot arm
Sling
スリング
(*) This figure is an example of floor mount.
図は床置き設置時の例です。
(*)direction
The
of fall is different according
設置角度によっては落下方向が異なり
to theますので重力の影響を考慮し適切に支
installation angle, so support
えてください。
the robot
appropriately in consideration
of the influence of the gravity.
Fig. 3 (a) Releasing J2 and J3 motor brake and measures
s-4
SAFETY PRECAUTIONS
B-83945EN/03
4
(1)
WARNING & CAUTION LABEL
Greasing and degreasing label
1)
必ず排脂口を開けて給脂して下さい。
Open the grease outlet
at greasing.
1) 必ず排脂口を開けて給脂してください。
Be sure to open the grease outlet
at greasing.
必须在排脂口打开的状态下供脂。
必须在排脂口打开的状态下供脂。
2)
手動式ポンプを使用して給脂を行って
下さい。
2) 手動式ポンプを使用して給脂してください。
Use a hand pump at greasing.
请使用手动式供脂泵进行供脂。
Use a hand pump at
greasing.
3) 必ず指定グリースを使用してください。
Be sure to use designated grease.
必须使用指定的润滑脂。
请使用手动式供脂泵进行供脂。
3)
必ず指定グリスを使用して下さい。
Use designated grease
at greasing.
必须使用指定的润滑脂。
Except ARC Mate 100iD/16S, M-10iD/16S
ARC Mate 100iD/16S, M-10iD/16S
Fig. 4 (a) Greasing and degreasing label
Description
When greasing and degreasing, observe the instructions indicated on this label.
(1) Open the grease outlet at greasing.
(2) Use a hand pump at greasing.
(3) Use designated grease at greasing.
CAUTION
See Section 2.2 Maintenance for explanations about specified greases, the
amount of grease to be supplied, and the locations of grease and degrease
outlets for individual models.
(2)
Step-on prohibitive label
Fig. 4 (b) Step-on prohibitive label
Description
Do not step on or climb the robot or controller as it may adversely affect the robot or controller and
you may get hurt if you lose your footing as well.
s-5
SAFETY PRECAUTIONS
(3)
B-83945EN/03
High-temperature warning label
Fig. 4 (c) High-temperature warning label
Description
Be cautious about a section where this label is affixed, as the section generates heat. If you have to
inevitably touch such a section when it is hot, use a protective provision such as heat-resistant
gloves.
(4)
Transportation label
300kg
250kg×2
150kg×2
Except ARC Mate 100iD/16S, M-10iD/16S
ARC Mate 100iD/16S, M-10iD/16S
Fig. 4 (d) Transportation label
Description
When transporting the robot, observe the instructions indicated on this label. The above label indicates
the following:
Using a crane
•
Use a crane with a load capacity of 300kg or greater.
•
Use two slings with each load capacity of 250 kg or greater, sling the robot as shown Chapter 1
of operator’s manual.
•
Use two M10 eyebolts with each load capacity of 1470 N (150 kgf) or greater.
CAUTION
See Section 1.1 TRANSPORTATION of the mechanical unit operator’s manual
(B-83944EN) for explanations about the posture a specific model should take
when it is transported.
s-6
SAFETY PRECAUTIONS
B-83945EN/03
(5)
High current attention label
接触注意
溶接中、内部は高電流が流れます。
DO NOT ACCESS
DURING ENERGIZED
HIGH CURRENT INSIDE
禁止触摸
焊接时内部有大电流。
Fig. 4 (e) High current attention Label
Description
Do not access during energized high current inside.
(6)
Operating space and payload label
Below label is added when CE specification is specified.
Except ARC Mate 100iD/16S, M-10iD/16S
ARC Mate 100iD/16S, M-10iD/16S
Fig. 4 (f) Operating space and payload label
s-7
PREFACE
B-83945EN/03
PREFACE
This manual explains the maintenance procedures for the mechanical units of the following robots:
Model name
FANUC Robot ARC Mate 100iD
FANUC Robot ARC Mate 100iD
FANUC Robot M-10iD/12
FANUC Robot M-10iD/12
FANUC Robot ARC Mate 100iD/10L
FANUC Robot M-10iD/10L
FANUC Robot ARC Mate 100iD/16S
FANUC Robot M-10iD/16S
FANUC Robot ARC Mate 100iD/8L
FANUC Robot M-10iD/8L
Mechanical unit
specification No.
A05B-1227-B201
A05B-1227-B221
A05B-1227-B251
A05B-1227-B271
A05B-1227-B202
A05B-1227-B222
A05B-1227-B252
A05B-1227-B272
A05B-1227-B301
A05B-1227-B321
A05B-1227-B302
A05B-1227-B322
A05B-1227-B421
A05B-1227-B422
A05B-1227-B521
A05B-1227-B522
p-1
Maximum
load
Remarks
12kg
With all axes brakes
12kg
With J2 to J5 axes
brakes
12kg
With all axes brakes
12kg
With J2 to J5 axes
brakes
10kg
With all axes brakes
10kg
With all axes brakes
16kg
16kg
8kg
8kg
With all axes brakes
With all axes brakes
With all axes brakes
With all axes brakes
PREFACE
B-83945EN/03
The label stating the mechanical unit specification number is affixed in the position shown below. Before
reading this manual, verify the specification number of the mechanical unit.
(1)
TYPE
NO.
DATE
WEIGHT
(2)
(3)
(4)
(5)
kg
(1)
TYPE
NO.
DAT E
WEIGHT
(2)
(3)
(4)
(5)
kg
Position of label indicating mechanical unit specification number
TABLE 1)
CONTENTS
(1)
(2)
(3)
(4)
(5)
Model name
TYPE
No.
DATE
WEIGHT kg
(Without
controller)
FANUC Robot
ARC Mate 100iD
FANUC Robot
ARC Mate 100iD
FANUC Robot
M-10iD/12
FANUC Robot
M-10iD/12
LETTERS
FANUC Robot
ARC Mate 100iD/10L
FANUC Robot
M-10iD/10L
FANUC Robot
ARC Mate 100iD/16S
FANUC Robot
M-10iD/16S
FANUC Robot
ARC Mate 100iD/8L
FANUC Robot
M-10iD/8L
A05B-1227-B201
A05B-1227-B221
A05B-1227-B251
A05B-1227-B271
A05B-1227-B202
A05B-1227-B222
A05B-1227-B252
A05B-1227-B272
A05B-1227-B301
A05B-1227-B321
A05B-1227-B302
A05B-1227-B322
145
145
145
145
SERIAL NO.
IS PRINTED
PRODUCTION
YEAR AND
MONTH ARE
PRINTED
150
150
A05B-1227-B421
140
A05B-1227-B422
140
A05B-1227-B521
180
A05B-1227-B522
180
p-2
PREFACE
B-83945EN/03
RELATED MANUALS
For the FANUC Robot series, the following manuals are available:
SAFETY HANDBOOK B-80687EN
All persons who use the FANUC Robot and system
designer must read and understand thoroughly this
handbook
Intended readers:
Operator, system designer
Topics:
Safety items for robot system design, operation,
maintenance
Intended readers:
Operator, programmer, maintenance technician,
system designer
Topics:
Robot functions, operations, programming, setup,
interfaces, alarms
Use:
Robot operation, teaching, system design
R-30iB Plus/
OPERATOR’S MANUAL
R-30iB Mate Plus (Basic Operation)
controller
B-83284EN
OPERATOR’S MANUAL
(Alarm Code List)
B-83284EN-1
OPERATOR’S MANUAL
(Optional Function)
B-83284EN-2
ARC WELDING FUNCTION
OPERATOR’S MANUAL
B-83284EN-3
Spot WELDING FUNCTION
OPERATOR’S MANUAL
B-83284EN-4
DISPENSE FUNCTION
OPERATOR’S MANUAL
B-83284EN-5
MAINTENANCE MANUAL
R-30iB Plus :
B-83195EN
R-30iB Mate Plus:
B-83525EN
FANUC Robot
ARC Mate 100iD
M-10iD
Mechanical unit
Intended readers:
Maintenance technician, system designer
Topics:
Installation, start-up, connection, maintenance
Use:
Installation, start-up, connection, maintenance
Intended readers:
System designer, Maintenance technician
Topics:
Installation, connection to the controller, maintenance
Use:
Installation, start-up, connection, maintenance
Operator’s manual
B-83944EN
This manual uses following terms.
Name
Terms in this manual
Connection cable between robot and controller
Robot mechanical unit
Robot connection cable
Mechanical unit
p-3
TABLE OF CONTENTS
B-83945EN/03
TABLE OF CONTENTS
SAFETY PRECAUTIONS............................................................................s-1
PREFACE ....................................................................................................p-1
1
CHECKS AND MAINTENANCE ............................................................. 1
1.1
PERIODIC MAINTENANCE .......................................................................... 1
1.1.1
1.1.2
1.2
CHECK POINTS............................................................................................ 4
1.2.1
1.2.2
1.2.3
1.2.4
1.3
2
2.2
MAINTENANCE TOOLS ............................................................................... 9
REPLACING THE BATTERIES
(1 YEAR (3840 HOURS) CHECKS) ............................................................ 12
REPLACING THE GREASE AND OIL OF THE DRIVE MECHANISM
(3 YEARS (11520 HOURS) CHECKS) ........................................................ 13
2.2.1
2.2.2
2.2.3
2.2.4
2.2.5
2.2.6
2.2.7
Grease Replacement Procedure for the Reducer (J2/J3-axis).................................13
Procedure for Releasing Remaining Pressure from the Grease Bath (J2/J3-axis)..16
Oil Replacement Procedure for the J1-axis Gearbox .............................................16
Oil Replacement Procedure for the J4-axis Gearbox .............................................19
Oil Replacement Procedure for the J5/J6- axis Gearbox
(ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L) ....................22
Oil Replacement Procedure for the J5/J6- axis Gearbox
(ARC Mate 100iD/16S, M-10iD/16S) ...................................................................25
Procedure for Releasing Remaining Pressure from the Oil Bath (J1/J4/J5/J6-axis)28
TROUBLESHOOTING .......................................................................... 29
3.1
3.2
4
Confirmation of Oil Seepage....................................................................................4
Confirmation of the Air Control Set (option)...........................................................5
Check the Mechanical Unit Cables and Connectors ................................................6
Check of Fixed Mechanical Stopper and Adjustable Mechanical Stopper ..............8
CHECKS AND MAINTENANCE ........................................................... 12
2.1
3
Daily Checks ............................................................................................................1
Periodic Checks and Maintenance............................................................................2
TROUBLESHOOTING................................................................................. 29
BACKLASH MEASUREMENT..................................................................... 38
REPLACING PARTS ............................................................................ 42
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
DRIVE MECHANISM................................................................................... 43
REPLACING THE J1-AXIS MOTOR (M1) ................................................... 45
REPLACING THE J1 UNIT.......................................................................... 46
REPLACING THE J2-AXIS MOTOR (M2) ................................................... 49
REPLACING THE J2-AXIS REDUCER ....................................................... 50
REPLACING THE J3-AXIS MOTOR (M3) ................................................... 53
REPLACING THE J3-AXIS REDUCER ....................................................... 55
NOTES OF ATTACHING THE GEAR TO THE J3-AXIS REDUCER........... 58
REPLACING THE J4-AXIS MOTOR (M4) ................................................... 59
c-1
TABLE OF CONTENTS
4.10
4.11
4.12
4.13
4.14
5
REPLACING THE J4-AXIS GEARBOX
(ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L)................ 60
REPLACING THE J4-AXIS GEARBOX
(ARC Mate 100iD/16S, M-10iD/16S)........................................................... 62
REPLACING THE J5/J6-AXIS MOTOR (M5, M6)
(ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L)................ 64
REPLACING THE J5/J6-AXIS MOTOR (M5, M6)
(ARC Mate 100iD/16S, M-10iD/16S)........................................................... 67
REPLACING THE J5/J6-AXIS GEARBOX
(ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L)................ 69
4.15
REPLACING THE J5/J6-AXIS GEARBOX
4.16
4.17
4.18
4.19
(ARC Mate 100iD/16S, M-10iD/16S)........................................................... 71
REPLACING THE J3 ARM UNIT................................................................. 74
REPLACING THE J2 COVER (OPTION) .................................................... 75
REPLACING THE J3 COVER (OPTION) .................................................... 76
REPLACING THE M/H CONDUIT (OPTION) .............................................. 77
REPLACING CABLES .......................................................................... 79
5.1
5.2
5.3
5.4
6
B-83945EN/03
CABLE WIRING........................................................................................... 80
CABLE DRESSING ..................................................................................... 81
REPLACING THE J1 TO J4 CABLE............................................................ 88
REPLACING S J5 AND J6 CABLES ........................................................... 94
MASTERING ......................................................................................... 98
6.1
6.2
6.3
6.4
6.5
OVERVIEW ................................................................................................. 98
RESETTING ALARMS AND PREPARING FOR MASTERING ................. 101
FIXTURE POSITION MASTER ................................................................. 102
SINGLE AXIS MASTERING (FOR PARTS REPLACING)......................... 107
VERIFYING MASTERING ......................................................................... 110
APPENDIX
A
MAINTENANCE PARTS ..................................................................... 113
B
MECHANICAL UNIT CIRCUIT DIAGRAM.......................................... 117
C
PERIODIC MAINTENANCE TABLE ................................................... 124
D
STRENGTH OF BOLT AND BOLT TORQUE LIST............................ 126
E
INSULATION ABOUT ARC WELDING ROBOT................................. 127
E.1
E.2
INSULATION AT THE WRIST ................................................................... 127
INSULATION AT THE ADDITIONAL AXIS ................................................ 128
c-2
1. CHECKS AND MAINTENANCE
B-83945EN/03
1
CHECKS AND MAINTENANCE
Optimum performance of the robot can be maintained by performing the checks and maintenance
procedures presented in this chapter. (See the APPENDIX C PERIODIC MAINTENANCE TABLE.)
NOTE
The periodic maintenance procedures described in this chapter assume that the
FANUC robot is used for up to 3840 hours a year. In cases where robot use
exceeds 3840 hours/year, adjust the given maintenance frequencies
accordingly. The ratio of actual operation time/year vs. the 3840 hours/year
should be used to calculate the new (higher) frequencies. For example, when
using the robot 7680 hours a year with a recommended maintenance interval of
3 years or 11520 hours, use the following calculation to determine the
maintenance frequency: 3 years / 2 = perform maintenance every 1.5 years.
1.1
PERIODIC MAINTENANCE
1.1.1
Daily Checks
Clean each part, and visually check component parts for damage before daily system operation. Check the
following items when necessary.
Check items
Oil seepage
Air control set
Vibration, abnormal
noises
Positioning accuracy
Peripheral equipment
for proper operation
Brakes for each axis
Warnings
Check points and management
Check to see if there is oil on the sealed part of each joint. If there is an oil seepage,
clean it.
⇒”1.2.1 Confirmation of Oil Seepage”
( When air control set is used)
⇒”1.2.2 Confirmation of the Air Control Set”
Check whether vibration or abnormal noises occur.
When vibration or abnormal noises occur, perform measures referring to the following
section:
⇒”3.1 TROUBLESHOOTING”(symptom : Vibration, Noise)
Check that the taught positions of the robot have not deviated from the previously taught
positions. If displacement occurs, perform the measures as described in the following
section:
⇒”3.1 TROUBLESHOOTING”(symptom : Displacement)
Check whether the peripheral equipment operate properly according to commands from
the robot and the peripheral equipment.
Check that the end effector drops 5 mm or less when the servo power is turned off. If the
end effector (hand) drops more than the prescribed amount, perform the measures as
described in the following section:
⇒”3.1 TROUBLESHOOTING”(symptom : Dropping axis)
Check whether unexpected warnings occur in the alarm screen on the teach pendant. If
unexpected warnings occur, perform the measures as described in the following manual:
⇒”CONTROLLER OPERATOR’S MANUAL (Alarm Code List)(B-83284EN-1)”
-1-
1. CHECKS AND MAINTENANCE
1.1.2
B-83945EN/03
Periodic Checks and Maintenance
Check the following items at the intervals recommended below based on the period or the accumulated
operating time, whichever comes first. (○ : Item needs to be performed.)
Check and maintenance
intervals
(Period, Accumulated
operating time)
1
3
1
month months year
320h
960h
3840h
○
○
Cleaning the
controller
ventilation
system
Check for
external
damage or
peeling paint
Only
1st
check
○
○
○
Check for water
○
Only
1st
check
○
○
Only
1st
check
○
○
Only
1st
check
○
○
Only
1st
check
○
Only
1st
check
2
3
4
years
years years
7680h 11520h 15360h
Check and
maintenance
item
○
Check for
damages
to the teach
pendant cable, the
operation box
connection cable
or the robot
connection cable
Check for
damage to the
mechanical unit
cable (movable
part) and
welding cable
Check for
damage to the
end effector
(hand) cable
Check the
connection of
each axis motor
and other
exposed
connectors
Retightening the
end effector
mounting bolts
Check points, management and
maintenance method
Confirm the controller ventilation system is not
dusty. If dust has accumulated, remove it.
Check whether the robot has external damage or
peeling paint due to the interference with the
peripheral equipment. If an interference occurs,
eliminate the cause. Also, if the external damage is
serious, and causes a problem in which the robot
will not operate, replace the damaged parts.
Check whether the robot is subjected to water or
cutting oils. If water is found, remove the cause and
wipe off the liquid.
Check whether the cable connected to the teach
pendant, operation box and robot are unevenly
twisted or damaged. If damage is found, replace
the damaged cables.
Observe the movable part of the mechanical unit
cable and welding cable, and check for damage.
Also, check whether the cables are excessively
bent or unevenly twisted.
⇒”1.2.3 Check the Mechanical Unit Cables and
Connectors”
Check whether the end effector cables are
unevenly twisted or damaged. If damage is found,
replace the damaged cables.
Check the connection of each axis motor and other
exposed connectors.
⇒”1.2.3 Check the Mechanical Unit Cables and
Connectors”
Retighten the end effector mounting bolts.
Refer to the following section for tightening torque
information:
⇒”4.1 END EFFECTOR INSTALLATION TO
WRIST of the mechanical unit operator’s
manual (B-84944EN)”
-2-
Periodic
maintenance
table No.
20
1
2
19
3
4
5
6
1. CHECKS AND MAINTENANCE
B-83945EN/03
Check and maintenance
intervals
(Period, Accumulated
operating time)
1
3
1
month months year
320h
960h
3840h
○
2
3
4
years
years years
7680h 11520h 15360h
○
Check and
maintenance
item
Retightening the
external main
bolts
Only
1st
check
○
○
Check the fixed
mechanical
stopper and the
adjustable
mechanical
stopper
Only
1st
check
○
○
Clean spatters,
sawdust and
dust
Only
1st
check
○
Replacing the
mechanical unit
batteries
○
○
○
○
○
Replacing cable
of Mechanical
unit welding
power
Replacing the
grease and oil of
J2, J3- axis
reducer and J1.
J4 to J6-axis
gearbox
Replacing the
mechanical unit
cable
Replacing the
Material
handling (M/H)
conduit
Replacing the
controller
batteries
Check points, management and
maintenance method
Retighten the robot installation bolts, bolts to be
removed for inspection, and bolts exposed to the
outside. Refer to the recommended bolt tightening
torque guidelines at the end of the manual. An
adhesive to prevent bolts from loosening is applied
to some bolts. If the bolts are tightened with greater
than the recommended torque, the adhesive might
be removed.
Therefore, follow the recommended bolt tightening
torque guidelines when retightening the bolts.
Check that there is no evidence of a collision on the
fixed mechanical stopper, the adjustable mechanical
stopper, and check that the stopper mounting bolts
are not loose.
⇒”1.2.4 Check of Fixed Mechanical Stopper and
Adjustable Mechanical Stopper”
Check that spatters, sawdust, or dust does not exist
on the robot main body. If dust has accumulated,
remove it.
Especially, clean the robot movable parts well (each
joint, J1 base inside and surroundings, around the
welding torch, conduit part, wrist axis hollow part)
Insulation failure might occur when the spatter has
collected around the wrist flange or welding torch,
and there is a possibility of damaging the robot
mechanism by the welding current. (See Appendix C)
Replace the mechanical unit batteries. Regardless of
operating time, replace batteries at 1 year.
⇒”2.1 REPLACING THE BATTERIES”
Replace the cable of Mechanical unit welding.
⇒”5 REPLACING CABLES”
Replace the grease and oil of each axis reducer and
gearbox.
⇒”2.2 REPLACING THE GREASE AND OIL OF
THE DRIVE MECHANISM”
Replace the mechanical unit cable.
⇒”5 REPLACING CABLES”
Replace the Material handling (M/H) conduit
⇒”4.15 REPLACING M/H CONDUIT”
Replace the controller batteries. Regardless of
operating time, replace batteries at 4 years.
⇒Chapter 7 Replacing batteries of
R-30iB/R-30iB Plus CONTROLLER
MAINTENANCE MANUAL (B-83195EN) or
R-30iB Mate/R-30iB Mate Plus CONTROLLER
MAINTENANCE MANUAL (B-83525EN)”
-3-
Periodic
maintenance
table No.
7
8
9
10
17
11 to 15
16
18
21
1. CHECKS AND MAINTENANCE
B-83945EN/03
1.2
CHECK POINTS
1.2.1
Confirmation of Oil Seepage
Check items
Check there is oil on sealed part of each joint parts. If there is oil seepage, clean them.
Oil
seal
オイルシール
(J3)
Oil
seal
オイルシール
(J6)
(J6)
G
D
F
詳細DD
Detail
Oil seal
オイルシール
(J5)
(J5)
Oil
seal
オイルシール
(J2)
(J2)
C
Detail
詳細GG
E
Detail
詳細CC
Detail
詳細FF
オイルシール
Oil
seal
(J1)
(J1)
Oil
seal
オイルシール
(J4)
(J4)
A Detail
詳細A
A
詳細 EE
Detail
B
Detail
詳細 BB
Fig. 1.2.1 (a) Check parts of oil seepage
Management
x
Oil might accumulate on the outside of the seal lip depending on the movement condition or
environment of the axis. If the oil viscosity changes, the oil might drip depending on the axis
movement. To prevent oil spots, be sure to wipe away any accumulated oil under the axis
components in Fig. 1.2.1 (a) before you operate the robot.
x
In case of oil seepage, please consider replacing the grease and the oil altogether. This replacement
potentially can help improve the seepage situation.
x
Also, motors might become hot and the internal pressure of the grease bath or oil bath may increase
by frequent repetitive movement and use in high temperature environments. In these cases, normal
internal can be restored by venting the grease outlet. (When opening the grease outlet of J2 and
J3-axis, refer to Subsection 2.2 and ensure that grease is not expelled onto the machine or tooling.
When opening the oil outlet of J1 and J4 to J6-axis, put a oil pan under the oil outlet or place the oil
outlet at the upper side.)
WARNING
Hot grease might eject suddenly when you open the grease outlet. Attach bags
for collecting grease, and use appropriate protective equipment such as
heat-resistant gloves, protective glasses, a face shield, or a body suit if
necessary.
x
If you must wipe oil frequently, and opening the grease outlet does not stop the seepage, perform the
measures below.
⇒”3.1 TROUBLESHOOTING”(symptom : Grease leakage, Oil leakage)
-4-
1. CHECKS AND MAINTENANCE
B-83945EN/03
1.2.2
Confirmation of the Air Control Set (option)
When an air control set is used, check the items below.
Item
Check items
1
Air pressure
2
Lubricator oil mist quantity
3
Lubricator oil level
4
Leakage from hose
5
Drain
Check points
Check the air pressure using the pressure gauge on the air regulator as shown
in Fig. 1.2.2 (a). If it does not meet the specified pressure of 0.49 to 0.69 MPa
(5-7 kgf/cm2), adjust it using the regulator pressure-setting handle.
Check the number of oil drops during operation. If it does not meet the
specified value (1 drop/10-20 sec), adjust it using the lubricator control knob.
Under normal usage, the lubricator will be empty in about 10 to 20 days.
Check to see that the air control set oil level is within the specified level.
Check the joints, tubes, etc. for leaks. Retighten the joints or replace parts, as
required.
Check the drain and release it. If the quantity of the drained liquid is significant,
examine the setting of the air dryer on the air supply side.
Handle
for lubricator adjustment
ルブリケータ調整ハンドル
ルブリケータオイル滴下量確認
Lubricator
oil drop amount check
Pressure
gauge
圧力計
Lubricator
oil inlet
ルブリケータ給油口
Lubricator
ルブリケータ
Air filter
エアフィルタ
Regulator
pressure
レギュレータ
setting
handle
圧力設定
ハンドル
Drain
port
ドレインポート
Fig. 1.2.2 (a) Air control set (option)
-5-
1. CHECKS AND MAINTENANCE
1.2.3
B-83945EN/03
Check the Mechanical Unit Cables and Connectors
Inspection points of the mechanical unit cables and welding cables
Check the cables for visible damage that has been exposed. Closely inspect movable parts.
Clean any spatter that might be found.
Fig. 1.2.3 (a) Inspection points of the mechanical unit cables
-6-
1. CHECKS AND MAINTENANCE
B-83945EN/03
Inspection points of the connectors
x
Power/brake connectors of the motor exposed externally
x
Robot connection cables, earth terminal and user cables
Check items
x
Circular connector: Check the connector for tightness by turning it manually.
x
Square connector: Check the connector for engagement of its lever.
x
Earth/Ground terminal: Check the terminal for tightness.
Fig. 1.2.3 (b) Connector Inspection points
-7-
1. CHECKS AND MAINTENANCE
1.2.4
x
x
x
B-83945EN/03
Check of Fixed Mechanical Stopper and Adjustable
Mechanical Stopper
Check that there is no evidence of a collision on the fixed mechanical stopper and the adjustable
mechanical stopper. If there is evidence of a collision on the stopper, replace the parts.
Check the tightness of the stopper mounting bolts. If they are loose, retighten them.
Be sure to check the tightness of the mounting bolts of the J1-axis swing stopper.
Refer to Section 6.2 of the mechanical unit operator’s manual (B-83944EN) for details regarding the
adjustable mechanical stopper.
J3-axis
mechanical stopper B
J3軸機械式ストッパB
Spec.:
仕様
Bolt
: A6-BA-10X16
ボルト : A6-BA-10X16
J3軸機械式ストッパA
J3-axis
mechanical stopper A
J2-axis mechanical stopper B
J2軸機械式ストッパB
Spec.:
Bolt仕様
: A6-BA-16X30
ボルト : A6-BA-16X30
J2-axis mechanical
stopper
A
J2軸機械式ストッパA
J1-axis mechanical
stopper A
J1軸機械式ストッパA
(When J1-axis
(機械式ストッパ指定時)
mechanical stopper is
specified)
A
J1-axis mechanical
J1軸機械式ストッパB
stopper
B
(機械式ストッパ指定時)
(When
J1-axis mechanical
stopper is specified)
仕様
Spec.:
ストッパ : A290-7227-X367
Stopper : A290-7227-X367
ボルト : A6-BA-8X16
Bolt
:A6-BA-8X16 56Nm)
(締め付けトルク
(Tightening torque 56Nm)
Detail
詳細AA
Fig. 1.2.4 (a) Check of fixed mechanical stopper and adjustable mechanical stopper
-8-
1. CHECKS AND MAINTENANCE
B-83945EN/03
1.3
MAINTENANCE TOOLS
You should have the following instruments and tools ready for maintenance.
a)
b)
Measuring instruments
Instrument
Condition
Dial gauge
Vernier calipers
1/100mm
150mm
Use
For positioning precision and backlash measurement
Tools
Name
Cross-head screwdriver
Straight-head screwdriver
Nut driver
Hexagonal wrench sets
Torque wrench
Long T wrenches
Adjustable wrenches
Pliers
Long-nose pliers
Cutting pliers
Both-ended wrench
Grease gun
Vacuum cleaner
C-ring pliers
J1/J2/J3-axis reducer rigging fixture
Mounting fixture for gear of J3-axis motor
Adapter
Flashlight
LOCTITE 243,263,518,675
Three bond TB1133G
Oil injection gun
Oil injection nipple with valve
Oil tray with valve
J3 arm maintenance fixture kit
Wrench
Wrench
Remarks
(Large, medium, and small sizes)
(Large, medium, and small sizes)
Width across flats 7, 10 (for grease nipple)
Width across flats 2.5, 3, 4, 5, 6, 8, 10, 12 (for replacing parts)
Width across flats 2.5, 3, 4, 5, 6, 8, 10, 12 (for replacing parts)
Width across flats 2.5, 3, 4, 5, 6, 8, 10, 12 (for replacing parts)
(Medium and small sizes)
A290-7227-X940 (Fig.1.3 (a))
A290-7227-X971 (Fig.1.3 (b))
A290-7227-X972 (Fig. 1.3 (c))
A98L-0040-0238
A05B-1221-K005
A05B-1224-K006
A05B-1227-K007
A05B-1227-K901
A05B-1227-K008 (For replacing the J1 unit)
A05B-1227-K009 (For replacing the J1 unit)
-9-
1. CHECKS AND MAINTENANCE
B-83945EN/03
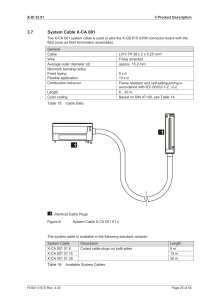
208
7.7
46.8
139.5
135
65
C2
118
44.3
13.5
0
76
13
46.2
37
50
刻印"J1"
MARK
16
45
3-M12 THRU
刻印"J2"
MARK
刻印"J3"
MARK
THRU
4-O6.6 THRU
65
質量
WEIGHT
貫通
2-
13
C3
2.15Kg
A290-7227-X940
Fig. 1.3 (a) J1/J2/J3-axis reducer rigging fixture
6.5
(
15
1
G
)
70
4R
6.5
108
r 0.01
90
P
G
45
7 9
A
R
RELIEF
0 .5 8 5
R
12
.5
C0
2R
G
Q
A
( 70 )
O
( 15 )
0
12
n 0.01 P
a 0.01 Q
78
90
G
O 80 0
+0.010
45
RELIEF
3
O 20
O 78
G
R
11.4
3
+0.020
O 22 0
O 86
O 32
14 0
+0.010
n 0.01 P
SECTION A-A
RELIEF
逃げ
SECTION 断面
A290-7227-X971
Fig. 1.3 (b) Mounting fixture for gear of J3-axis motor
- 10 -
1
1. CHECKS AND MAINTENANCE
B-83945EN/03
(
-0.025
X
C0
.3
.3
C0
C0
.5
A
G
G
G
)
O 22 -0.035
.5
C0
O 14 0
O 7.1 0
.5
C0
+0.010
10.6
G
+0.010
13.6
a 0.01 X
SECTION A-A
逃げ
RELIEF
A
a 0.01 X
注)
NOTE)
1)バリ無きこと。
NO BURR.
2)全周糸面取りのこと。(C0.2~C0.3)
ALL EDGE SHOULD BE CHAMFERED
C0.2~C0.3.
3)寸法は表面処理後のものとする
Dimension is for after surface treatment.
SECTION 断面
A290-7227-X972
Fig. 1.3 (c) Mounting fixture for gear of J3-axis motor
- 11 -
2. CHECKS AND MAINTENANCE
2
2.1
B-83945EN/03
CHECKS AND MAINTENANCE
REPLACING THE BATTERIES
(1 YEAR (3840 HOURS) CHECKS)
The position data of each axis is preserved by the backup batteries. The batteries need to be replaced
every year. Also, use the following procedure to replace when the backup battery voltage drop alarm
occurs.
Procedure for replacing the battery
1
Press the EMERGENCY STOP button to prohibit the robot motion.
CAUTION
Be sure to keep controller power turned on. Replacing the batteries with the
power turned off causes all current position data to be lost. Therefore, mastering
will be required again.
2
3
4
5
Remove the battery case cap. (Fig. 2.1 (a)) If it cannot be removed, tap it on its side with a plastic
hammer to loosen the cap before you remove it.
Take out the old batteries from the battery case. At this time, the battery can be taken out by pulling
the stick in the center of the battery box.
Insert new batteries into the battery case. Pay attention to the direction of the batteries.
Close the battery case cap.
Battery can be taken out
この棒を引っ張ると
by
pulling this stick
バッテリが取り出せます。
Battery
case
バッテリケース
Battery spec. :A98L-0031-0027
バッテリ仕様:A98L-0031-0027
(C
battery 4 pcs)
(単二アルカリ電池 4本)
Fig. 2.1 (a) Replacing the battery
- 12 -
Case
cap
ケースキャップ
2. CHECKS AND MAINTENANCE
B-83945EN/03
2.2
REPLACING THE GREASE AND OIL OF THE DRIVE
MECHANISM (3 YEARS (11520 HOURS) CHECKS)
According to below, replace the grease and the oil of the reducers of J2 and J3-axes and the J1,
J4/J5/J6-axis gearbox at the intervals based on every 3 years or 11520 hours, whichever comes first.
Upside-down
mount
天吊設置の
場合
wall mount
-90°-90º
壁掛
け設置の場合
+90º
mount
掛けwall
設置
の場合
+90°壁
Fig. 2.2 (a) Installation method
2.2.1
1
2
3
4
5
6
Grease Replacement Procedure for the Reducer (J2/J3-axis)
CAUTION
Failure to supply grease correctly may cause an increase of the internal
pressure of the grease bath. Such pressure increase will then damage the seal,
which in turn leads to grease leakage and abnormal robot operation.
When performing greasing, therefore, observe the following precautions.
Before starting to grease, remove the seal bolt of the grease outlet to allow the
grease to come out.
Supply grease slowly, using a manual pump. (once per two seconds)
Whenever possible, avoid using an air pump, which is powered by the factory air
supply.
If the use of an air pump is unavoidable, supply grease with the pump at a
pressure lower than or equal to the gun tip pressure (see Table 2.2.1 (a)).
Use grease only of the specified type. Grease of a type other than that specified
may damage the reducer or lead to other problems.
After greasing, release remaining pressure from the grease bath using the
procedure given in Subsection 2.2.2, and then close the grease outlet.
To prevent slipping accidents and catching fire, completely remove any excess
grease from the floor or robot.
- 13 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Table 2.2.1 (a) Grease name and amount to be replaced at regular intervals of three years (11520 hours)
Amount of grease to be
Greasing points
Gun tip pressure
Specified grease
applied
Kyodo Yushi
250g(280ml)
J2-axis reducer
VIGOGREASE RE0
0.1MPa or less (NOTE)
(Specification:
200g(220ml)
J3-axis reducer
A98L-0040-0174)
NOTE
When a manual pump is used for greasing, the standard rate is one pumping
cycles per two seconds.
WARNING
Hot grease might eject suddenly when you open the grease outlet. Attach bags
for collecting grease, and use appropriate protective equipment such as
heat-resistant gloves, protective glasses, a face shield, or a body suit if
necessary.
For grease replacement or replenishment, use the Postures indicated below.
Consider relative angle of from posture of floor mount when robot is angle mount.
Table 2.2.1 (b) Grease supplying posture (J2/J3-axis reducer)
Posture
Grease supplying position
J1
J2
J3
J4
J5
Floor mount
0°
J2-axis reducer
Upside-down
-90°
grease supplying mount
Arbitrary
Wall mount -90º
90°
posture
Wall mount +90º
-90°
Arbitrary
Arbitrary
Arbitrary
Floor mount
0°
0°
J3-axis reducer
Upside-down
0°
180°
grease supplying mount
Wall
mount
-90º
0°
0°
posture
Wall mount +90º
0°
0°
- 14 -
J6
Arbitrary
2. CHECKS AND MAINTENANCE
B-83945EN/03
1
2
3
4
5
6
Move the robot to the greasing Posture described in Table 2.2.1 (b).
Turn off controller power.
Remove the bolt and the seal washer from grease outlet. (Fig. 2.2.1 (a))
Remove the bolt and the seal washer from grease inlet and attach grease nipple.
Keep greasing until the new grease pushes out the old grease and comes out from each grease outlet.
Release remaining pressure using the procedure given in Subsection 2.2.2.
J3-axis
reducer grease inlet
J3軸減速機給脂口
ボルトM6X10
シールワッシャ
Bolt
M6 x10 & +seal
washer
J3-axis
reducer grease outlet
J3軸減速機排脂口
Bolt
M6 x10 & seal
washer
ボルトM6X10
+ シールワッシャ
J2-axis
reducer grease inlet
J2軸減速機給脂口
Bolt
M6 x10 &+seal
washer
ボルトM6X10
シールワッシャ
J2-axis
reducer grease outlet
J2軸減速機排脂口
Bolt
M6 x10 &+seal
washer
ボルトM6X10
シールワッシャ
Fig. 2.2.1 (a) Greasing point of J2/J3-axis reducer
Table 2.2.1 (c) Specification of taper plug and seal washer
Parts name
Specification
taper plug
seal washer
(R1/8)
(M6)
A97L-0001-0436#1-1D
A30L-0001-0048#6M
- 15 -
2. CHECKS AND MAINTENANCE
2.2.2
B-83945EN/03
Procedure for Releasing Remaining Pressure from the
Grease Bath (J2/J3-axis)
After applying grease, operate the robot more than 10 minutes as instructed below with the taper plug and
seal bolt of the grease inlet and outlet uncapped to release the remaining pressure within the grease bath.
Attach a recovery bag below the grease inlet and outlet to prevent output grease from splattering.
Operating axis
Grease
replacement part
J2-axis reducer
J3-axis reducer
J1-axis
J2-axis
Arbitrary
Axis angle of
60° or more
OVR 100%
Arbitrary
J3-axis
J4-axis
J5-axis
J6-axis
Arbitrary
Axis angle of
60° or more
OVR 100%
Arbitrary
If the above operation cannot be performed due to the environment of the robot, adjust the operating time
according to the operating angle. (When the maximum allowable axis angle is 30 degrees, perform the
twice operation for 20 minutes or more.) If you grease multiple axes, you can exercise multiple axes at
the same time. After completion of the operation, attach the taper plug and seal bolts to the grease inlets
and outlets. When reusing the seal bolts, be sure to seal them with seal tape.
After replacing grease or oil, the internal pressure of the grease bath or oil bath may rise if the robot is
operated again under frequent inversion movement or a high temperature environment. In these cases,
you can return to normal internal pressure by releasing the grease outlet or oil outlet just after robot
operation. (When opening grease outlet or oil outlet, be sure that grease or oil is not spattered.)
2.2.3
Oil Replacement Procedure for the J1-axis Gearbox
CAUTION
1 There is severe risk of gear damage in case robot is operated with oil shortage.
Please make sure the gearbox is always filled with correct amount of oil.
2 Failure to supply oil correctly may cause damage to the seal, which would in turn
lead to oil leakage and abnormal operation. When performing oiling, therefore,
observe the following cautions.
(1) Use specified oil. Use of non-approved oil may damage the reducer or lead to
other problems.
(2) After oiling, release remaining pressure from the grease bath using the
procedure given in Subsection 2.2.6, and then close the grease outlet.
(3) To prevent slipping accidents and catching fire, completely remove any
excess oil from the floor or robot.
Table 2.2.3 (a) Oil name and amount of oiling of standard to be replaced at regular intervals of three years
(11520 hours)
Amount of oil to be
Gun tip pressure
Specified oil
Oiling points
applied
NOTE)
JXTG Nippon Oil & Energy
2040g(2400ml)
Corporation
(except +90º wall mount)
BONNOC AX68
J1-axis gearbox
0.1MPa or less
1360g(1600ml)
(Specification:
(+90º wall mount)
A98L-0040-0233)
- 16 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
NOTE
1 In case of +90º wall mount, 800 ml remains at oil drainage in the J1 gearbox, so
oil supply amount is 1600 ml. The total amount of oil is 2400ml.
2 It is not a regulated amount injection.
For oil replacement or replenishment, use the arbitrary postures.
BB
テーパプラグ
R1/8
taper
plug R1/8
CC
テーパプラグ
R1/8
taper
plug R1/8
AA
テーパプラグ
R1/8
taper
plug R1/8
Fig. 2.2.3 (a) Greasing point of J1-axis gearbox
Table 2.2.3 (b) Oiling points
A
B
Installation
Floor mount
Upside-down mount
Wall mount -90º
Wall mount +90º
Oil inlet/outlet
Ventilator hole
Oil inlet
Oil inlet
Parts name
Ventilator hole
Oil inlet/outlet
Oil outlet
Ventilator hole
Table 2.2.3 (c) Specification of taper plugs
Specification
taper plug (R1/8)
A97L-0001-0436#2-1D
- 17 -
C
Ventilator hole
Oil outlet
2. CHECKS AND MAINTENANCE
B-83945EN/03
Exhausting oil method
1
2
Turn off controller power.
Put the oil pan under the oil outlet. Then remove the plug or the seal bolt of the oil inlet/outlet and
ventilator hole, and discharge the oil.
Oiling method
Supply oil according to the description below.
1
2
3
Install oil injection nipple with a valve (A05B-1224-K006) to oil inlet.
Install the oil tray with a valve (A05B-1227-K007) to the J1-axis gearbox ventilator hole.
Confirm the valve is open, according to Fig.2.2.3 (b), supply oil by using oil injection gun
(A05B-1221-K005). In this time, install adapter for keeping of oiling posture. (It is appendix of
A05B-1224-K006).
except +90º wall mount
If oil comes out to oil tray from ventilator hole, stop supplying oil, close the valve of the oil injection
nipple, then remove the oil gun.
+90º wall mount
Supply 1600ml oil, then stop the valve of the oil injection nipple, then remove the oil gun.
4
5
6
Attach seal bolt to the ventilator hole. Replace seal bolt by new one. When reusing it, be sure to
wind it with seal tape.
Remove the oil injection nipple, attach the taper plug to oil inlet.
In this time, oil may drop. Set the oil pan under it and attach the seal bolts immediately.
Replace the taper plug by new one. When reusing it, be sure to wind it with seal tape.
Release the remaining pressure using the procedure given in Subsection 2.2.7.
CAUTION
If supplying oil forcibly when valve is closed, internal pressure of oil bath rise
abnormally and cause oil leak from seal part or oil seal falling out. Be careful.
Adapter
for holding oiling posture
給油姿勢保持アダプタ
(Appendix
of A05B-1224-K006)
(A05B-1224-K006に添付)
Oil
tray with a valve
バルブ付オイル受け皿
A05B-1227-K007
A05B-1227-K007
Oil injection
nipple with a valve
バルブ付オイル注入ニップル
A05B-1224-K006
A05B-1224-K006
Oil オイル注入ガン
injection gun
A05B-1221-K005
A05B-1221-K005
Fig. 2.2.3 (b) Oil injection by oil gun (oiling of J1-axis gearbox)
- 18 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
2.2.4
Oil Replacement Procedure for the J4-axis Gearbox
CAUTION
1 There is severe risk of gear damage in case robot is operated with oil shortage.
Please make sure the gearbox is always filled with correct amount of oil.
2 Failure to supply oil correctly may cause damage to the seal, which would in turn
lead to oil leakage and abnormal operation. When performing oiling, therefore,
observe the following cautions.
(1) Use specified oil. Use of non-approved oil may damage the reducer or lead to
other problems.
(2) After oiling, release remaining pressure from the grease bath using the
procedure given in Subsection 2.2.6, and then close the grease outlet.
(3) To prevent slipping accidents and catching fire, completely remove any
excess oil from the floor or robot.
Table 2.2.4 (a) Oil name and amount of oiling of standard to be replaced
at regular intervals of three years (11520 hours)
Amount of oil to be
applied
NOTE)
Oiling points
670g(790ml)
J4-axis gearbox
NOTE)
Gun tip pressure
Specified oil
0.1MPa or less
JXTG Nippon Oil & Energy
Corporation
BONNOC AX68
(Specification:
A98L-0040-0233)
It is not a regulated amount injection.
For oil replacement or replenishment, use the Postures indicated below.
Consider relative angle of from posture of floor mount when robot is angle mount.
Supply position
J4-axis gearbox
Table 2.2.4 (b) Oiling posture (J4-axis gearbox)
Posture
J1
J2
J3
J4
Floor mount
Upside-down mount
Wall mount -90°
Wall mount +90°
Arbitrary
Arbitrary
0°
- 19 -
0°
180°
-90°
90°
Arbitrary
J5
J6
Arbitrary
Arbitrary
2. CHECKS AND MAINTENANCE
B-83945EN/03
J4-axis
gearbox ventilator hole
J4軸ギヤボックス空気抜き穴
taperテーパプラグ
plug R1/8 R1/8
J4-axis
gearbox oil inlet & outlet
J4軸ギヤボックス給排油口
taper
plug R1/8
テーパプラグ
R1/8
Fig. 2.2.4 (a) Greasing point of J4-axis gearbox
Table 2.2.4 (c) Specification of taper plugs
Parts name
Specification
taper plug (R1/8)
A97L-0001-0436#1-1D
Exhausting oil method
1
2
3
Move the robot to the oil discharge Posture for J4-axis gearbox described in Table 2.2.4 (b).
Turn off controller power.
Put the oil pan under the oil outlet. Then remove the plug or the seal bolt of the oil inlet/outlet and
ventilator hole, and discharge the oil. (See Fig. 2.2.4 (b).)
- 20 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Oiling method
Supply oil according to the description below.
1
2
3
4
5
6
Install oil injection nipple with a valve (A05B-1224-K006) to oil inlet.
Install the oil tray with a valve (A05B-1227-K007) to the J4-axis gearbox ventilator hole.
Confirm the valve is open, according to Fig. 2.2.4 (b), supply oil by using oil injection gun
(A05B-1221-K005). In this time, install adapter for keeping of oiling posture. (It is appendix of
A05B-1224-K006). If oil comes out to oil tray from ventilator hole, stop supplying oil, close the
valve of the oil injection nipple, then remove the oil gun.
Attach seal bolt to the ventilator hole. Replace seal bolt by new one. When reusing taper plugs, be
sure to wind it with seal tape.
Remove the oil injection nipple, attach the taper plug to oil inlet.
In this time, oil may drop. Set the oil pan under it and attach the seal bolts immediately.
Replace the taper plug by new one. When reusing taper plugs, be sure to wind it with seal tape.
Release the remaining pressure using the procedure given in Subsection 2.2.7.
CAUTION
If supplying oil forcibly when valve is closed, internal pressure of oil bath rise
abnormally and cause oil leak from seal part or oil seal falling out. Be careful.
Oil
tray with a valve
バルブ付オイル受け皿
A05B-1227-K007
A05B-1227-K007
Oil injection gun
オイル注入ガン
A05B-1221-K005
A05B-1221-K005
Oil
injection nipple with a valve
バルブ付オイル注入ニップル
A05B-1224-K006
A05B-1224-K006
Adapter
for holding oiling posture
給油姿勢保持アダプタ
(Appendix
of A05B-1224-K006)
(A05B-1224-K006に添付)
White白線
line
Valve is open
Valve is closed
バルブが開いた状態 バルブが閉じた状態
Fig. 2.2.4 (b) Oil injection by oil gun (oiling of J4-axis gearbox)
- 21 -
2. CHECKS AND MAINTENANCE
2.2.5
B-83945EN/03
Oil Replacement Procedure for the J5/J6- axis Gearbox
(ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L)
CAUTION
1 There is severe risk of gear damage in case robot is operated with oil shortage.
Please make sure the gearbox is always filled with correct amount of oil.
2 Failure to supply oil correctly may cause damage to the seal, which would in turn
lead to oil leakage and abnormal operation. When performing oiling, therefore,
observe the following cautions.
(1) Use specified oil. Use of non-approved oil may damage the reducer or lead to
other problems.
(2) After oiling, release remaining pressure from the grease bath using the
procedure given in Subsection 2.2.7, and then close the grease outlet.
(3) To prevent slipping accidents and catching fire, completely remove any
excess oil from the floor or robot.
Oiling points
Table 2.2.5 (a) Oil name and amount of oiling of standard to be replaced
at regular intervals of three years (11520 hours)
Amount of oil to be applied
Gun tip
Specified oil
(total capacity of the oil bath)
pressure
NOTE)
J5/J6-axis
gearbox
NOTE)
280g(330ml)
0.1MPa or less
JXTG Nippon Oil & Energy Corporation
BONNOC AX68
(Specification: A98L-0040-0233)
It is not a regulated amount injection.
For oil replacement or replenishment, use the Postures indicated below.
Consider relative angle of from posture of floor mount when robot is angle mount.
Oiling points
J5/J6-axis
gearbox
J5/J6-axis
gearbox
releasing
remaining
pressure
Table 2.2.5 (b) Oiling posture (J5/J6-axis gearbox)
Posture
J1
J2
J3
J4
Floor mount
Upside-down
mount
Wall mount -90°
Wall mount +90°
Floor mount
Upside-down
mount
Wall mount -90°
Wall mount +90°
Arbitrary
0°
Arbitrary
Arbitrary
0°
0°
0°
0°
180°
90°
90°
20° to 90°
0°
180°
-90°
-20° to -90°
-90°
0° to 70°
110° to 180°
90°
-90°
J5
J6
0°
Arbitrary
Arbitrary
Arbitrary
(NOTE) Choose the one of the posture taken easily when there is two or more posture.
- 22 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Exhausting oil method
1
2
3
4
5
Move the robot to the posture of J5/J6-axis gearbox described in Table 2.2.5 (b).
Turn off controller power.
Put the oil pan under the oil outlet.
Remove two bolts and washer of oil outlet. Then remove the taper plug of the oil inlet. (See Fig.
2.2.5 (a)) In this time, if you remove bolt of oil inlet firstly, you can prevent spilling oil on
surroundings.
Install the bolt and the seal washer to the oil outlet (lower side) after all oil is exhausted.
J5/J6-axis
gearbox oil outlet
(upper side)
J5/J6軸ギヤボックス排油口
(上側)
ボルトM6X8
シールワッシャ
Bolt
M6 x8 &+ seal
washer
J5/J6-axis
gearbox oil outlet
(lower side)
J5/J6軸ギヤボックス排油口
(下側)
Bolt
M6 x8 &+ seal
washer
ボルトM6X8
シールワッシャ
J5/J6-axis
gearbox oil inlet
J5/J6軸ギヤボックス給油口
テーパプラグR1/8
taper
plug R1/8
Fig. 2.2.5 (a) Oil inlet and outlet
Table 2.2.5 (c) Specification of seal washer and taper plug
Parts name
Specification
Seal washer (M6)
Taper plug
(R1/8)
A30L-0001-0048#6M
A97L-0001-0436#1-1D
- 23 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Injecting oil method
(1) Install oil injection nipple with valve (A05B-1224-K006) to oil inlet (Fig.2.2.5 (c)) referring to
Fig.2.2.5 (b).
(2) Confirm valve of oil inlet and oil outlet are open referring to Fig.2.2.5 (b). Supply oil to J5/J6-axis
gearbox by oil injection gun (A05B-1221-K005). If oil comes out in oil tray from oil outlet (upper
side), stop supplying oil, close the valve oil injection nipple, and remove oil gun
(3) Attach the bolt and the seal washer to oil outlet (upper side).
(4) Remove the oil injection nipple with a valve, attach the taper plug to the oil inlet. In this time, oil
may drop. Set a oil pan under the oil inlet and attach the taper plug immediately. Replace the taper
plug with a new one. When reusing it, wind it with seal tape.
(5) Release the remaining pressure using the procedure given in Subsection 2.2.7.
CAUTION
If supplying oil forcibly when valve is closed, internal pressure of oil bath rise
abnormally and cause oil leak from seal part or oil seal falling out. Be careful.
Oil
injection gun
オイル注入ガン
A05B-1221-K005
A05B-1221-K005
Oil
injection nipple with a valve
バルブ付オイル注入ニップル
A05B-1224-K006
A05B-1224-K006
White
line
白線
Valve
is open
Valve
is closed
バルブが開いた状態
バルブが閉じた状態
Fig. 2.2.5 (b) Oil injection by oil gun
Fig. 2.2.5 (c) Oil injection nipple with valve (A05B-1224-K006)
- 24 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
2.2.6
Oil Replacement Procedure for the J5/J6- axis Gearbox
(ARC Mate 100iD/16S, M-10iD/16S)
CAUTION
1 There is severe risk of gear damage in case robot is operated with oil shortage.
Please make sure the gearbox is always filled with correct amount of oil.
2 Failure to supply oil correctly may cause damage to the seal, which would in turn
lead to oil leakage and abnormal operation. When performing oiling, therefore,
observe the following cautions.
(1) Use specified oil. Use of non-approved oil may damage the reducer or lead to
other problems.
(2) After oiling, release remaining pressure from the grease bath using the
procedure given in Subsection 2.2.7, and then close the grease outlet.
(3) To prevent slipping accidents and catching fire, completely remove any
excess oil from the floor or robot.
Oiling points
Table 2.2.6 (a) Oil name and amount of oiling of standard to be replaced
at regular intervals of three years (11520 hours)
Amount of oil to be applied
Gun tip
Specified oil
(total capacity of the oil bath)
pressure
NOTE)
J5/J6-axis
gearbox
NOTE)
680g(800ml)
0.1MPa or less
JXTG Nippon Oil & Energy Corporation
BONNOC AX68
(Specification: A98L-0040-0233)
It is not a regulated amount injection.
For oil replacement or replenishment, use the Postures indicated below.
Consider relative angle of from posture of floor mount when robot is angle mount.
Oiling points
J5/J6-axis
gearbox
J5/J6-axis
gearbox
releasing
remaining
pressure
Table 2.2.6 (b) Oiling posture (J5/J6-axis gearbox)
Posture
J1
J2
J3
J4
Floor mount
Upside-down
mount
Wall mount -90°
Wall mount +90°
Floor mount
Upside-down
mount
Wall mount -90°
Wall mount +90°
Arbitrary
0°
Arbitrary
Arbitrary
0°
0°
0°
0°
180°
-90°
90°
0°
0°
0°
-90°
0°
90°
-90°
90°
-90°
-90°
J5
J6
0°
Arbitrary
Arbitrary
Arbitrary
(NOTE) Choose the one of the posture taken easily when there is two or more posture.
- 25 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Exhausting oil method
1
2
3
4
5
Move the robot to the posture of J5/J6-axis gearbox described in Table 2.2.6 (b).
Turn off controller power.
Put the oil pan under the oil outlet.
Remove two bolts and washer of oil outlet. Then remove the taper plug of the oil inlet. (See Fig.
2.2.6 (a)) In this time, if you remove bolt of oil inlet firstly, you can prevent spilling oil on
surroundings.
Install the bolt and the seal washer to the oil outlet (lower side) after all oil is exhausted.
J5/J6-axis
gearbox oil outlet (upper
side)
J5/J6軸ギヤボックス排油口
(上側)
Bolt
M8 x10 & seal
washer
ボルトM8X10
+ シールワッシャ
J5/J6-axis
gearbox oil outlet (lower
side)
J5/J6軸ギヤボックス排油口
(下側)
Bolt
M8 x10 & seal
washer
ボルトM8X10
+ シールワッシャ
J5/J6-axis
gearbox oil inlet
J5/J6軸ギヤボックス給油口
Bolt
M8 x 10 & seal
washer
ボルトM8X10
+ シールワッシャ
Fig. 2.2.6 (a) Oil inlet and outlet
Table 2.2.6 (c) Specification of seal washer
Parts name
Specification
Seal washer
(M8)
A30L-0001-0048#8M
Injecting oil method
(1) Install oil injection nipple with valve (A05B-1224-K006) to oil inlet (Fig.2.2.6 (c)) referring to
Fig.2.2.6 (b).
(2) Confirm valve of oil inlet and oil outlet are open referring to Fig.2.2.6 (b). Supply oil to J5/J6-axis
gearbox by oil injection gun (A05B-1221-K005). If oil comes out from oil outlet (upper side), stop
supplying oil, close the valve oil injection nipple, and remove oil gun
(3) Attach the bolt and the seal washer to oil outlet (upper side).
(4) Remove the oil injection nipple with a valve, attach the taper plug to the oil inlet. In this time, oil
may drop. Set a oil pan under the oil inlet and attach the taper plug immediately. Replace the taper
plug with a new one. When reusing it, wind it with seal tape.
(5) Release the remaining pressure using the procedure given in Subsection 2.2.7.
CAUTION
If supplying oil forcibly when valve is closed, internal pressure of oil bath rise
abnormally and cause oil leak from seal part or oil seal falling out. Be careful.
- 26 -
2. CHECKS AND MAINTENANCE
B-83945EN/03
Oil
injection gun
オイル注入ガン
A05B-1221-K005
A05B-1221-K005
Oil
adapter
給油アダプタ
A290-7228-X568
A290-7228-X568
A
Oil injection
nipple with a valve
バルブ付オイル注入ニップル
A05B-1224-K006
A05B-1224-K006
Detail
詳細 AA
White白線
line
Valve is open
バルブが開いた状態
Valve
is closed
バルブが閉じた状態
Fig. 2.2.6 (b) Oil injection by oil gun
Fig. 2.2.6 (c) Oil injection nipple with valve (A05B-1224-K006)
- 27 -
2. CHECKS AND MAINTENANCE
2.2.7
B-83945EN/03
Procedure for Releasing Remaining Pressure from the Oil
Bath (J1/J4/J5/J6-axis)
After replacing oil, please do the following operation to adjust the amount of oil properly.
In case of J1-axis gearbox
Operate robot J1 axis during 10 minutes or more, at 100% override, making 90 degrees motion (or more).
Keep the taper plug attached during this operation. Remaining pressure release at once if the ventilator
hole is opened. After operation, wipe the oil that adheres to the surface of the robot off when confirming
it and close the oil inlet/outlet completely.
In case of J4-axis gearbox
If confirmed then please operate robot J4 axis during 10 minutes or more, at 100% override, making 90
degrees motion (or more). Keep the taper plugs attached during this operation. When completed, move
the robot posture so that J4-gearbox oil outlet is right above. (In case of floor mount, J3=0°.)Remaining
pressure release at once if oil inlet/outlet is opened. After operation, wipe the oil that adheres to the
surface of the robot off when confirming it and close the oil inlet/outlet completely.
In case of J5/J6-axis gearbox
Move the robot to posture for releasing the remaining pressure. Operate robot J5 and J6 axis during 10
minutes or more, at 100% override, making 90 degrees motion (or more) on both axis. When completed,
move the robot posture so that the oil outlets is right above. (In case of floor mount, J3=0° and J4=-90º.)
Remaining pressure release at once if one of oil outlet is opened. (Be careful that oil is not spattered when
opening the oil outlet.)
Wipe the oil that adheres to the surface of the robot off when confirming it and tighten bolts of oil inlet
completely.
If the above operation cannot be performed due to the environment of the robot, adjust the operating time
according to the operating angle. (When the maximum allowable axis angle is 45 degrees, perform the
twice operation for 20 minutes or more.) After completion of the operation, attach the taper plug to the oil
inlets. When you supply grease or oil to plural axes, you can run the plural axes at the same time.
After replacing grease or oil, the internal pressure of the grease bath or oil bath may rise if the robot is
operated again under frequent inversion movement or a high temperature environment. In these cases,
you can return to normal internal pressure by releasing the grease outlet or oil outlet just after robot
operation. (When opening grease outlet or oil outlet, be sure that grease or oil is not spattered.)
CAUTION
When reusing seal bolt and taper plug, be sure to seal the thread part with seal
tape.
As for the seal washer, In one side, rubber sticks to the entire and the other side,
rubber sticks to only around hole and rubber sticks is incomplete state, Attach
later face to bolt side. Confirm seal washer by viewing. If it is damaged
obviously, replace it by new one.
See Table 2.2.5 (c) and Table 2.2.6 (c) about specification of seal bolts and seal
washer.
- 28 -
3. TROUBLESHOOTING
B-83945EN/03
3
TROUBLESHOOTING
The source of mechanical unit problems may be difficult to locate because of overlapping causes. Problems
may become further complicated, if they are not corrected properly. Therefore, you must keep an accurate
record of problems and to take proper corrective actions.
3.1
TROUBLESHOOTING
Table 3.1 (a) shows the major troubleshooting symptoms that may occur in the mechanical unit and their
probable causes. If you cannot pinpoint a failure cause or which measures to take, contact your local
FANUC representative. For troubleshooting except the mechanical unit, refer to “CONTROLLER
MAINTENANCE MANUAL (B-83195EN etc.)” and Alarm Code List (B-83284EN-1).
Symptom
Vibration
Noise
Table 3.1 (a) Troubleshooting
Cause
The J1 base lifts off the floor [J1 base fastening]
It is likely that the robot J1
plate as the robot operates. base is not securely
There is a gap between the
fastened to the floor plate.
J1 base and floor plate.
Probable causes are a
A J1 base retaining bolt is
loose bolt, an insufficient
loose.
degree of surface flatness,
or contamination caught
between the J1 base and
floor plate.
If the robot is not securely
fastened to the floor plate,
the J1 base lifts the floor
plate as the robot operates,
allowing the base and floor
plates to strike each other,
which, in turn, leads to
vibration.
[Rack or floor]
The rack or floor plate
It is likely that the rack or
vibrates during operation of floor is not sufficiently rigid.
the robot.
If the rack or floor is not
sufficiently rigid, reaction
from the robot deforms the
rack or floor, leading to
vibration.
Description
-
-
- 29 -
-
-
-
-
Measure
If a bolt is loose, apply
LOCTITE and tighten it to
the appropriate torque.
Adjust the floor plate
surface flatness to within
the specified tolerance.
If there is any
contamination, remove it.
Reinforce the rack or floor
to make it more rigid.
If it is impossible to
reinforce the rack or floor,
modify the robot control
program; doing so might
reduce the amount of
vibration.
3. TROUBLESHOOTING
Symptom
Vibration
Noise
(Continued)
Description
-
-
-
-
-
-
-
-
Vibration becomes more
serious when the robot
adopts a specific posture.
If the operating speed of the
robot is reduced, vibration
stops.
Vibration is most noticeable
when the robot is
accelerating.
Vibration occurs when two
or more axes operate at the
same time.
Vibration was first noticed
after the robot collided with
an object or the robot was
overloaded for a long
period.
The grease or oil of the
vibrating axis has not been
replaced for a long period.
There is vibration or
unusual sound just after
replacing grease or oil or
parts.
Periodic vibration and noise
occur.
B-83945EN/03
Cause
[Overload]
It is likely that the load on
the robot is greater than the
maximum rating.
It is likely that the robot
control program is too
demanding for the robot
hardware.
It is likely that the
ACCELERATION value is
excessive.
[Gear, bearing, or reducer]
It is likely that collision or
overload applied an
excessive force on the drive
mechanism, thus damaging
the tooth surface or rolling
contact surface of a
bearing, or reducer.
Prolonged overloaded use
may cause fretting fatigue
on the gear tooth surface or
the rolling surface of
bearing and reducer.
It is likely that contamination
caught in a gear, bearing, or
within a reducer caused
damage on the tooth
surface or rolling contact
surface of the bearing, or
reducer.
It is likely that contamination
caught in a gear, bearing, or
within a reducer caused
vibration.
- It is likely that, because the
grease has not been
replaced for a long period,
fretting occurred on the
gear tooth surface or rolling
surface of a bearing, or
reducer due to metal
fatigue.
There is a possibility of
grease or oil has not been
replaced accurately.
The amount of grease or oil
may be insufficient.
- 30 -
-
-
-
-
-
-
-
Measure
Check the maximum load
that the robot can handle
once more. If the robot is
found to be overloaded,
reduce the load, or modify
the robot control program.
Vibration in a specific
portion can be reduced by
modifying the robot control
program while slowing the
robot and reducing its
acceleration (to minimize
the influence on the entire
cycle time).
Operate one axis at a time
to determine which axis is
vibrating.
Remove the motor, and
replace the gear, the
bearing, and the reducer.
For the spec. of parts and
the method of replacement,
contact your local FANUC
representative.
Using the robot within its
maximum rating prevents
problems with the drive
mechanism.
Regularly changing the
grease with a specified type
can help prevent problems.
Supplying the specified
grease or oil at the
recommended interval will
prevent problems
3. TROUBLESHOOTING
B-83945EN/03
Symptom
Vibration
Noise
(Continued)
Description
-
The cause of problem
cannot be identified from
examination of the floor,
rack, or mechanical section.
Cause
[Controller, cable, and motor]
If a failure occurs in a
controller circuit, preventing
control commands from
being supplied to the motor
normally, or preventing
motor information from
being sent to the controller
normally, vibration might
occur.
Pulsecoder defect may be
the cause of the vibration as
the motor cannot propagate
the accurate position to the
controller.
If the motor becomes
defective, vibration might
occur because the motor
cannot deliver its rated
performance.
If a power line in a movable
cable of the mechanical unit
has an intermittent break,
vibration might occur
because the motor cannot
accurately respond to
commands.
If a Pulsecoder wire in a
movable part of the
mechanical unit has an
intermittent break, vibration
might occur because
commands cannot be sent
to the motor accurately.
If a connection cable
between the mechanical
unit and the controller has
an intermittent break,
vibration might occur.
If the power supply cable is
about to be snapped,
vibration might occur.
If the power source voltage
drops below the rating,
vibration might occur.
It may vibrate when the
invalid value parameter was
set.
- 31 -
-
-
-
-
-
-
-
-
Measure
Refer to the Controller
Maintenance Manual for
troubleshooting related to
the controller and amplifier.
Replace the motor of the
axis that is vibrating, and
check whether vibration still
occurs. To replace the
motor, Contact your local
FANUC representative.
If vibration occurs only
when the robot assumes a
specific posture, it is likely
that a cable in the
mechanical unit is broken.
Shake the movable part
cable while the robot is at
rest, and check whether an
alarm occurs. If an alarm or
any other abnormal
condition occurs, replace
the mechanical unit cable.
Check whether the jacket of
the cable connecting the
mechanical unit and
controller is damaged. If so,
replace the connection
cable, and check whether
vibration still occurs.
Check whether the jacket of
the power cable is
damaged. If so, replace the
power cable, and check
whether vibration still
occurs.
Check that the robot is
supplied with the rated
voltage.
Check that the robot control
parameter is set to a valid
value. If it is set to an invalid
value, correct them.
Contact your local FANUC
representative for further
information if necessary.
3. TROUBLESHOOTING
Symptom
Vibration
Noise
(Continued)
B-83945EN/03
Description
Cause
Measure
-
There is some relationship
between the vibration of the
robot and the operation of a
machine near the robot.
[Noise from a nearby machine]
If the robot is not grounded
properly, electrical noise is
induced on the grounding
wire, preventing commands
from being transferred
accurately, thus leading to
vibration.
If the robot is grounded at
an unsuitable point, its
grounding potential
becomes unstable, and
noise is likely to be induced
on the grounding line, thus
leading to vibration.
-
Connect the grounding wire
firmly to ensure a reliable
ground potential and
prevent extraneous
electrical noise.
-
There is an unusual sound
after replacement of
grease.
There is an unusual sound
after a long period.
There is an unusual sound
during operation at low
speed.
-
There may be an unusual
sound when using other
than the specified grease.
Even for the specified
grease, there may be an
unusual sound during
operation at low speed
immediately after
replacement or after a long
period.
-
Use the specified grease.
When there is an abnormal
noise even when using the
specified grease, operate
for one or two days as an
experiment. Generally, any
abnormal noise will
disappear.
-
There is an unusual sound
when operating right
immediately the replacing
part, grease or oil.
-
There is a possibility of
Grease or oil has not been
replaced accurately. The
amount of grease or oil may
be insufficient.
-
Stop the robot, and confirm
the damage situation at
once.
Replenish grease or oil
when they are insufficient.
-
The movement speed of
robot is not constant
-
Sludge may be generated
by the deterioration of the
oil, and it may be attached
to bearing etc.
-
Perform running and
destroy the sludge. Then
replace oil.
-
-
- 32 -
3. TROUBLESHOOTING
B-83945EN/03
Symptom
Rattling
-
-
-
Description
Cause
While the robot is not
supplied with power,
pushing it with the hand
causes part of the
mechanical unit to wobble.
There is a gap on the
mounting face of the
mechanical unit.
[Mechanical section coupling
bolt]
It is likely that overloading
or a collision has loosened
a mounting bolt in the robot
mechanical section.
-
Measure
Backlash is greater than the
allowance stated in the
applicable maintenance
manual.
(See Section 3.2.)
[Increase in backlash]
It is likely that excessive
force applied to the drive
mechanism, due to a
collision or overloading, has
broken a gear or the inside
of the reducer, resulting in
an increase in the amount
of backlash.
It is likely that prolonged
use has caused the tooth
surfaces of a gear and the
inside of the reducer to
wear out, resulting in an
increase in the amount of
backlash.
It is likely that prolonged
use without changing the
grease has caused the
tooth surfaces of a gear and
the inside of the reducer to
wear out, resulting in an
increase in the amount of
backlash.
-
-
-
-
-
-
-
- 33 -
Check that the following
bolts for each axis are tight.
If any of these bolts is loose,
apply LOCTITE and tighten
it to the appropriate torque.
Motor retaining bolt
Reducer retaining bolt
Reducer shaft retaining
bolt
Base retaining bolt
Arm retaining bolt
Casting retaining bolt
End effector retaining
bolt
Operate one axis
individually to determine
which axis has the
increased backlash.
Remove the motor, and
check whether any of its
gears are broken. If any
gear is broken, replace it.
Check whether any other
gear of the drive
mechanism is damaged. If
there are no damaged
gears, replace the reducer.
If the reducer is broken, or if
a gear tooth is missing,
replace the relevant
component. Also, remove
all the grease or oil from the
gearbox and wash the
inside of the gearbox.
After replacing the gear or
reducer, add an appropriate
amount of grease or oil.
Using the robot within its
maximum rating prevents
problems with the drive
mechanism.
Regularly applying the
grease or oil with a specified
type can help prevent
problems.
3. TROUBLESHOOTING
Symptom
Motor
overheating
B-83945EN/03
Description
-
-
-
The ambient temperature of
the installation location
increases, causing the
motor to overheat.
After a cover was attached
to the motor, the motor
overheated.
After the robot control
program or the load was
changed, the motor
overheated.
Cause
[Ambient temperature]
It is likely that the motor
overheated along with the
ambient temperature rose,
and could not release heat.
[Operating condition]
It is likely that the
overcurrent above the
specified permissive
average current.
Measure
-
-
-
-
-
-
After a robot control
parameter (load setting
etc.) was changed, the
motor overheated.
-
Symptom other than stated
above
[Parameter]
If data input for a workpiece
is invalid, the robot cannot
be accelerated or
decelerated normally, so
the average current
increases, leading to
overheat.
[Mechanical section problems]
It is likely that problems
occurred in the mechanical
unit drive mechanism, thus
placing an excessive load
on the motor.
[Motor problems]
It is likely that a failure of the
motor brake resulted in the
motor running with the
brake applied, thus placing
an excessive load on the
motor.
It is likely that a failure of the
motor prevented it from
delivering its rated
performance, thus causing
an excessive current to flow
through the motor.
- 34 -
-
-
-
-
Reducing the ambient
temperature is the most
effective means of
preventing overheat.
Having the surroundings of
the motor well ventilated
enables the motor to
release heat efficiently, thus
preventing overheat.
If there is a source of heat
near, it is advisable to install
shielding to protect the
motor from heat radiation.
Relaxing the robot control
program and load condition
is effective to reduce the
average current. Thus,
prevent overheat.
The teach pendant can
monitor the average
current. Check the average
current when the robot
control program launched.
As for load setting, Input an
appropriate parameter
referring to Section 4.3 of
the mechanical unit
operator’s manual
(B-83944EN).
Repair the mechanical unit
while referring to the above
descriptions of vibration,
noise, and rattling.
Check that, when the servo
system is energized, the
brake is released.
If the brake remains applied
to the motor all the time,
replace the motor.
If the average current falls
after the motor is replaced,
it indicates that the first
motor was faulty.
3. TROUBLESHOOTING
B-83945EN/03
Symptom
Grease
leakage
Oil
leakage
Description
-
Grease or oil is leaking from
the mechanical unit.
Cause
[Poor sealing]
Probable causes are a
crack in the casting, a
broken O-ring, a damaged
oil seal, or a loose seal bolt.
A crack in a casting can
occur due to excessive
force that might be caused
in collision.
An O-ring can be damaged
if it is trapped or cut during
disassembling or
re-assembling.
An oil seal might be
damaged if extraneous dust
scratches the lip of the oil
seal.
A loose seal bolt or a taper
plug might allow grease to
leak along the threads.
-
-
-
-
Dropping axis -
An axis drops because the
brake does not function.
An axis drops gradually
when it should be at rest.
[Brake drive relay and motor]
It is likely that brake drive
relay contacts are stuck to
each other to keep the
brake current flowing, thus
preventing the brake from
operating when the motor is
reenergized.
It is likely that the brake
shoe has worn out or the
brake main body is
damaged, preventing the
brake from operating
efficiently.
It is likely that oil or grease
has entered the motor,
causing the brake to slip.
- 35 -
-
-
-
Measure
If a crack develops in the
casting, sealant can be
used as a quick-fix to
prevent further grease or oil
leakage. However, the
component should be
replaced as soon as
possible, because the crack
might extend.
O-rings are used in the
locations listed below.
Motor coupling section
Reducer (case and
shaft) coupling section
Wrist connection
section
J3 arm coupling section
Inside the wrist
Oil seals are used in the
locations stated below.
Inside the reducer
Inside the wrist
Seal bolts and taper plugs
are used in the locations
stated below.
Grease inlet or outlet
Oil inlet or outlet
Cover fixation
Check whether the brake
drive relay contacts are
stuck to each other. If they
are found to be stuck,
replace the relay.
If the brake shoe is worn
out, if the brake main body
is damaged, or if oil or
grease has entered the
motor, replace the motor.
J4-axis cable has movable
part .So if robot exceeds
stroke limit, load depends
on cable and it may cause
damage of cables. If robot
exceeds stroke limit,
remove plate of back of J4,
return axis to motion range
during checking condition of
cables. (See Section 6.1).
3. TROUBLESHOOTING
Symptom
Displacement
Description
-
-
-
-
CLALM alarm occurred.
Move error
excess alarm
occurred.
-
The robot operates at a
point other than the taught
position.
The repeatability is not
within the tolerance.
Displacement occurs only in
specific peripheral
equipment.
Displacement occurred
after a parameter was
changed.
Ambient temperature of the
robot installation location is
low, CLALM alarm is
displayed on the teach
pendant screen.
Ambient temperature of the
robot installation position is
low,
“Move error excess” alarm
is displayed on the teach
pendant screen.
B-83945EN/03
Cause
[Mechanical section problems]
If the repeatability is
unstable, probable causes
are a failure in the drive
mechanism or a loose bolt.
If the repeatability becomes
stable, it is likely that a
collision imposed an
excessive load, leading to
slipping on the base surface
or the mating surface of an
arm or reducer.
It is likely that the
Pulsecoder is faulty.
[Peripheral equipment
displacement]
It is likely that an external
force was applied to the
peripheral equipment, thus
shifting its position relative
to the robot.
[Parameter]
It is likely that the mastering
data was rewritten in such a
way that the robot origin
was shifted.
[Peripheral temperature]
When the robot is used in a
low temperature
environment that is near to
0ºC, or the robot is not
operated for a long time in
an environment that is less
than 0ºC, there will be a
large viscous resistance of
the drive train immediately
after starting which will
cause the alarm.
- 36 -
Measure
-
-
-
-
-
-
-
-
If the repeatability is
unstable, repair the
mechanical section by
referring to the above
descriptions of vibration,
noise, and rattling.
If the repeatability is stable,
correct the taught program.
The problem will not occur
unless another collision
occurs.
If the Pulsecoder is faulty,
replace the motor.
Correct the setting of the
peripheral equipment
position.
Correct the taught program.
Re-enter the previous
mastering data, which is
known to be correct.
If correct mastering data is
unavailable, perform
mastering again.
Perform a warm up
operation or a low speed
operation for several
minutes.
3. TROUBLESHOOTING
B-83945EN/03
Symptom
CLALM alarm occurred.
Move error
excess alarm
occurred.
-
-
BZAL alarm
occurred
-
Description
Cause
After changing the motion
program or the load
condition, the CLALM alarm
is displayed.
After changing the motion
program or the load
condition, the “Move error
excess” alarm is displayed.
None of the symptoms
stated above are the
problem.
BZAL is displayed on the
teach pendant screen
-
It is likely that a robot
collision occurred.
[Overload]
It is likely that load
exceeded the permissible
value.
It is likely that the motion
program is too severe for
the robot.
x
Excessive motion due
to a large “ACC
(value)”.
x
Tight motion such as
reverse motion using
“CNT”.
x
Linear motion occurs
near singularity point
where axes revolve in
high speed.
It is likely the vibration
occurred.
- It is likely that rated voltage
is not supplied due to the
voltage drop.
It is likely that the voltage of
the memory backup battery
is low.
It is likely that the
Pulsecoder cable is
defective.
Measure
-
-
-
-
-
-
-
If a robot collision has
occurred, press the
[RESET] key while pressing
the [SHIFT] key.
Then, jog the robot in the
opposite direction while
pressing the [SHIFT] key.
Check the motion program.
Check the permissible
value of the robot payload.
If the load exceeds the
permissible value, reduce
the load or change the
motion program.
Consider minimizing the
influence on cycle time by
reducing the speed or
acceleration, and changing
the motion program.
Check that the load setting
is performed correctly.
Refer to the Symptoms:
Vibration, Noise section of
this troubleshooting for
more information.
Check that the robot is
supplied with the proper
rated voltage.
Replace the battery.
Replace the cable.
Table 3.1 (b) End effector mounting face allowable drops
At power off
At emergency stop
5mm
5mm
NOTE
Each value indicates the amount by which an end effector mounting face may fall.
- 37 -
3. TROUBLESHOOTING
3.2
B-83945EN/03
BACKLASH MEASUREMENT
Measurement method
1
2
3
Put the robot in a specified posture. (See Fig. 3.2 (b) to (d).)
Apply positive and negative loads to each axis as shown in Fig. 3.2 (a).
Remove the loads and measure the displacement.
Measure backlash by applying positive and negative loads to each axis three times. Average the values
measured in the last two measurements for each axis, and use the averages as a measured backlash for the
respective axes.
Stop position
0
+10kgf (J1 to J3-axis)
+ 3kgf (J4 to J6-axis)
First step
(Do not measure)
-10kgf (J1 to J3-axis)
- 3kgf (J4 to J6-axis)
+10kgf (J1 to J3-axis)
+ 3kgf (J4 to J6-axis)
-10kgf (J1 to J3-axis)
- 3kgf (J4 to J6-axis)
0kg
L2
-10kgf (J1 to J3-axis)
- 3kgf (J4 to J6-axis)
0kg
L1
Second step
(B2 =L1+ L2)
0kg
+10kgf (J1 to J3-axis)
+ 3kgf (J4 to J6-axis)
0kg
L3
Third step
(B3=L3+ L4)
L4
Fig. 3.2 (a) Backlash measurement method
Backlash B is calculated using the following expression: B=
- 38 -
B2 + B3
2
3. TROUBLESHOOTING
B-83945EN/03
Loading
position
負荷をかける位置
Loading
position
負荷をかける位置
J1
J1任意
Arbitrary
J2
J2 80° 80º
J3
0°
J3
0º
J4
J4 0° 0º
J5 0°
J5
0º
J6 90°
1615
J6
±90º
Measured
測定位置 position
<J1-axis
measuring posture>
<J1軸測定姿勢>
Measured
測定位置 position
Loading position
負荷をかける位置
640
550
Measured
position
測定位置
J1
J1 Arbitrary
任意
J2 0° 0º
J2
J3 71°71º
J3
J4 0° 0º
J4
J5 0° 0º
J5
Loading position
J6 0° 0º負荷をかける位置
J6
<J2-axis measuring posture>
<J3-axis measuring
posture>
<J3軸測定姿勢>
<J2軸測定姿勢>
Fig. 3.2 (b) Backlash measured posture (1/3)
CAUTION
Please be careful so that the robot does not collide with the floor.
- 39 -
J1 任意
J1
Arbitrary
J2 40° 40º
J2
J3 -110°
J3
-110º
J4 -90°
J4
-90º
J5
90°
J5
J6
0° 90º
J6
0º
3. TROUBLESHOOTING
B-83945EN/03
J1 Arbitrary
任意
J2 J1
40º
J2 40°
J3 J3 -90°
-90º
J4 J4 90°
90º
J5 J5 -90°
-90º
J6 J6 -90°
-90º
Loading position
負荷をかける位置
測定位置 position
Measured
95
95
<J4-axis<J4軸測定姿勢>
measuring posture>
A
Loading position
負荷をかける位置
Loading position
負荷をかける位置
62
※J6のバックラッシの影響を
(Loading
should be aligtned
受けない様にJ6の回転中心
に負荷を掛けること
In
the direction of the rotation
of the rotation of J6-axis)
測定位置 position
Measured
Detail
詳細AA
任意
J1J1 Arbitrary
J2J2 0° 0º
J3J3 0° 0º
90°
J4J4
90º
J5 90°
J5J6 -90°
90º
J6
-90º
<J5-axis<J5軸測定姿勢>
measuring posture>
Fig. 3.2 (c) Backlash measured posture (2/3)
CAUTION
Please be careful so that the robot does not collide with the floor.
- 40 -
3. TROUBLESHOOTING
B-83945EN/03
B
Loading position
負荷をかける位置
Measured
測定位置 position
100
任意
J1J1 Arbitrary
J2J2 0° 0º
J3J3 0° 0º
J4J4 0° 0º
J5J5 90°90º
J6J6 0° 0º
Detail
詳細BB
<J6-axis <J6軸測定姿勢>
measuring posture>
Fig. 3.2 (d) Backlash measured posture (3/3)
Angle conversion (arc-min)
Displacement conversion (mm)
Distance between the rotation
center and dial gauge (mm)
Table 3.2 (a) Backlash allowance
J1-axis
J2-axis
J3-axis
J4-axis
J5-axis
J6-axis
2.50
1.17
2.50
0.47
2.50
0.40
4.00
0.11
4.00
0.07
4.00
0.12
1615
640
550
95
62
100
NOTE
When measuring backlash in cases where the distance between the rotation
center and the dial gauge is different from those in the above table, make angle
and displacement conversions according to the table.
- 41 -
4. REPLACING PARTS
4
B-83945EN/03
REPLACING PARTS
Once motors, reducers, gearbox and wrist unit are replaced, mastering becomes necessary, perform
mastering according to Chapter 6 after any of these parts are replaced.
NOTE
1 Be very careful when dismounting and mounting the heavy components that are
listed below.
2 This Chapter assumes that robot is floor mount. If other installation is adopted,
consider relative angle of from posture of floor mount.
Part
Mass (approximate)
J1 unit
(See Fig. 4.3 (a))
J2 base to wrist unit
(See Fig. 4.3 (b))
All components from J2 arm to wrist unit
(The J2-axis reducer is not included)
(See Fig. 4.5 (b))
All components from J3 casing to wrist unit
(See Fig. 4.7 (b))
J3 arm unit
(See Fig. 4.10 (a), Fig. 4.16 (a))
J5/J6-axis gear box
(See Fig. 4.13 (a), Fig. 4.14 (a))
60kg
90 kg
55 kg
25 kg
10 kg
5 kg
NOTE
1 When applying LOCTITE to a part, spread the LOCTITE on the entire length
area of the engaging part of the female thread. If applied to the male threads,
poor adhesion can occur potentially loosening the bolt. Clean the bolts and the
threaded holes and wipe off the oil on the engaging section. Make sure that
there is no solvent left in the threaded holes. In this case, remove all the excess
LOCTITE when you are finished screwing the bolts into the threaded holes.
2 Description of [LT243] means LOCTITE 243.
3 Description of [LT263] means LOCTITE 263.
4 Description of [LT518] means LOCTITE 518.
5 Description of [LT675] means LOCTITE 675.
- 42 -
4. REPLACING PARTS
B-83945EN/03
4.1
DRIVE MECHANISM
The drive mechanisms of each axis are shown in the following.
ギヤ
Gear
AC servo motor
J1軸モータ
(M1)
for J1-axis (M1)
ギヤ
Gear
Fig. 4.1 (a) Drive mechanism of J1-axis
J2アーム
J2
arm
J2軸減速機
J2-axis
reducer
J2
base
J2ベース
AC servo motor
J2軸モータ
(M2)
for J2-axis (M2)
Gear
ギヤ
Fig. 4.1 (b) Drive mechanism of J2-axis
J3-axis
reducer
J3軸減速機
J3 arm
J3アーム
Gear
ギヤ
AC servo motor
J3軸モータ
for
J3-axis (M3)
(M3)
Fig. 4.1 (c) Drive mechanism of J3-axis
- 43 -
4. REPLACING PARTS
B-83945EN/03
ギヤ
Gear
Gear
ギヤ
J4軸モータ
AC servo
motor(M4)
for J4-axis (M4)
Fig. 4.1 (d) Drive mechanism of J4-axis
Gear
ギヤ
Drive
shaft
ドライブシャフト
AC
servo motor(M5)
J5軸モータ
for J5-axis (M5)
Gear
ギヤ
Gear
ギヤ
Fig. 4.1 (e) Drive mechanism of J5-axis
AC
servo motor
J6軸モータ
(M6)
for J6-axis (M6)
Gear
ギヤ
Gear
ギヤ
Hollow
flange
中空フランジ
Gear
ギヤ
Fig. 4.1 (f) Drive mechanism of J6-axis
- 44 -
4. REPLACING PARTS
B-83945EN/03
4.2
1
2
3
4
5
6
7
8
9
10
11
12
REPLACING THE J1-AXIS MOTOR (M1)
Set a dial gauge at the J1-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Pull out oil of the J1-axis gearbox referring to Section 2.2.
Remove the J1-axis motor connector.
Remove the motor mounting bolts (1). Dismount the motor (2) from the J1 base.
Loosen the M10 hexagonal nut (5) from the motor shaft, remove the gear (3) from the taper surface,
and pull out it with the hexagonal nut (5) and the washer (4).
Attach the gear (3) to a new motor (2).
Attach an M10 spring washer (4), apply LOCTITE 243 to the M10 threaded n of the nut (5), and
tighten the M10 nut with a specified torque of [20 Nm].
Replace the O-ring (6) by a new one and put it into the J1 base where the J1-axis motor is to be
mounted, and fasten them with bolt (1).
Connect cable connectors to the J1-axis motor.
According to Section 2.2, supply the J1-axis gearbox with the specified oil.
Perform single axis mastering. Refer to Section 6.4.
NOTE
If there is a danger that the J1-axis section may rotate, fix the J1-axis section
during replacement work, for example, by pushing the J1-axis mechanical
stopper against the J1-axis section.
6
5
4
3
2
1
Fig. 4.2 (a) Replacing the J1-axis motor
Parts name
1
BOLT
2
MOTOR
3
GEAR
WASHER (Attached to
motor)
NUT (Attached to motor)
O-RING
4
5
6
Specification
Q’ty
A6-BA-8X20
With brake
A06B-2235-B605
Without brake
A06B-2235-B005
A290-7227-X211
3
A6-WB-10S-M-NI
1
A6-N1-10X1.25S-M-NI
JB-OR1A-G105
1
1
- 45 -
Locking
Torque (N-m)
LT243
20
1
1
4. REPLACING PARTS
4.3
B-83945EN/03
REPLACING THE J1 UNIT
NOTE
Wrenches A05B-1227-K008 and A05B-1227-K009 are necessary for replacing
the J1 unit.
1
2
3
4
5
6
7
8
9
10
Set a dial gauge at the J1-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Set the Quick Master Reference Position. Refer to the QUICK MASTERING sections of the
mechanical unit Operator’s Manual (B-83944EN). (All the axes are set to 0º before shipment.)
Put the robot in such a position that the J2 base and the portions above it can be suspended with a
crane or the like (hereafter abbreviated as a crane), and then turn off controller power. (See Fig. 4.3
(a))
While referencing Section 5.3, pull out the cables below the J3 casing from the J1 connector panel.
As shown in Fig. 4.3 (b), remove the bolts (1) that fasten the J2 base to the J1 unit (2) using the
wrench (A05B-1227-K009).
While referencing Section 4.3 (a), hoist the J2 base and portions above it slowly.
Replace the J1 unit (2) by new one using the wrench (A05B-1227-K008). Then assemble it in the
reversed sequence.
According to Section 5.3 mount the cables.
According to Section 2.2, supply the J1-axis gearbox with the specified oil.
Perform quick mastering and perform single axis mastering of J1-axis. Refer to the QUICK
MASTERING section of the mechanical unit operator’s Manual (B-83944EN) and Section 6.4 of
this manual.
- 46 -
4. REPLACING PARTS
B-83945EN/03
Position for hanging the J2 base
J2ベース吊上げ時の姿勢
Rigging
fixture
吊治具
A290-7227-X940
A290-7227-X940
Bolts
ボルト
M8
x 25 (4)
J1: 0°
J2:-30°
J3:-45°
J4: 0°
J5:-55°
J6: 0°
M6X25 (4)
M12
M12eyebolt
アイボルト
A290-7227-X940
A290-7227-X940
(Refer to Section 1.3)
(1.3節参照)
(Position
for J1)
(J1の場合の位置)
When
the fixture is used
治具を使用する場合
Eyebolt
Mounting
アイボルト
position
取り付け位置
M10
eyebolt (M10)
アイボルト
A
View
矢視
AA
When
the fixture is not used
治具を使用しない場合
Fig. 4.3 (a) Sling the J2 base unit
- 47 -
4. REPLACING PARTS
B-83945EN/03
1
2
Fig. 4.3 (b) Replacing the J1 unit
Parts name
1
2
BOLT
J1 UNIT
Specifications
A6-BA-12X25
With brake
A290-7227-T221
Without brake
A290-7227-T271
- 48 -
Q’ty
Locking
Torque (N-m)
12
LT263
128
1
4. REPLACING PARTS
B-83945EN/03
4.4
1
REPLACING THE J2-AXIS MOTOR (M2)
Set a dial gauge at the J2-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Push the J2-axis section against the mechanical stopper, or refer to Fig .4.5 (a), fix it in such a way
that it will not swivel when the motor is dismounted.
2
NOTE
If the J2-axis section is not pushed against the stopper correctly, or it is not
placed in the direction of gravity, there is a danger that the J2-axis section will
swivel when the J2-axis motor is removed.
3
4
5
6
7
8
9
10
11
12
13
14
Turn off controller power.
When the J2 cover (option) is attached, remove it referring to Section 4.17.
Remove the J2-axis motor connector.
Remove the motor mounting bolts (1), and dismount the motor from the J2 base.
Loosen the bolt (5) that fastens the gear (4), and dismount the gear (4) and the bolt (5). Also, remove
the draw nut (3) from the motor shaft.
Apply LOCTITE 243 to the threaded portion of the new motor (2) shaft and tighten the draw nut to
shaft of new motor (2) with a torque of [20.0 Nm].
Put the gear (4) over the draw nut (3), apply LOCTITE 243 to the M5 threaded portion of the draw
nut (3), and tighten the bolt (5) with a torque of [6.8 Nm].
Replace the O-ring (6) with a new one and put it into the J2 base portion where the motor is to be
mounted, and fasten the motor to the J2 base with bolts (1). Do not force in the motor. Otherwise,
the gear may not settle in the correct place, possibly causing vibration (if the gear is engaged
correctly, the motor will be mounted smoothly).
Connect cable connectors to the J2-axis motor.
When the J2 cover (option) was attached, attach it referring to Section 4.17.
According to Section 2.2, supply the J2-axis reducer with the specified grease.
Perform single axis mastering. Refer to Section 6.4.
6
5
4
3
2
1
Fig. 4.4 (a) Replacing the J2-axis motor
1
2
3
4
5
6
Parts name
BOLT
MOTOR
DRAW NUT
GEAR
BOLT
O-RING
Specifications
A6-BA-8X20
A06B-2235-B605
A290-7221-X321
A290-7227-X311
A6-BA-5X45
JB-OR1A-G115
- 49 -
Q’ty
4
1
1
1
1
1
Locking
Torque (N-m)
28
LT243
20.0
LT243
6.8
4. REPLACING PARTS
4.5
1
2
3
4
5
6
7
8
9
10
11
12
13
B-83945EN/03
REPLACING THE J2-AXIS REDUCER
Set a dial gauge at the J2-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Put the robot in such a posture that the J2 arm and the components on it can be suspended with a
crane.
Turn off controller power.
Suspend the J2 arm and the components on it as shown Fig. 4.5 (a) with a crane so that they will not
drop when the J2 arm is dismounted. (If there is the fixture shown in Fig. 4.5 (a), work improves.
Use the eyebolts delivered with the J2 base when robot is shipped.)
Remove the J2-axis motor as described in Section 4.4. (If the reducer is replaced while the motor is
still mounted, the gear may be damaged.)
Suction the grease with a vacuum cleaner to prevent grease from splattering.
Remove the bolts (1) that fasten the reducer (4) to J2 base and remove bolts (2) that fasten the
reducer (4) to J2 arm .Be careful not to allow an excessive load to be put on the cables (because the
cables are left attached when the reducer is dismounted).
Insert new O-ring (5) to the J2 arm reducer mounting part referring to Fig. 4.5 (c), then insert the
new reducer (4), and fasten them with bolts (3) (by applying LOCTITE 263 and tightening with a
torque of [15.6 Nm]).
Degrease both the J2 base and the J2-axis reducer surfaces that are to meet each other, and as shown
in Fig. 4.5 (c), install the O-ring (3) into the reducer groove.
Mount the reducer to the J2 base with bolts (1) (by applying LOCTITE 263 and tightening with a
torque of [73.5 Nm]) then fix the J2 arm.
Mount the J2-axis motor as described in Section 4.4.
According to Section 2.2, supply the J2-axis reducer with the specified grease.
Perform single axis mastering. Refer to Section 6.4.
NOTE
When the influence of the damaged pieces generated from broken reducer is
concerned about, exchange gear of J2-axis motor shaft.
- 50 -
4. REPLACING PARTS
B-83945EN/03
A290-7227-X940
A290-7227-X940
(See
Section 1.3)
(1.3節参照)
M12
eyebolt
M12 アイボルト
Wind a sling to the
ruggedness
手首先端の凹凸部分に
partスリングを巻きつけること
of the writ tip
Wind a sling so that
the sling goes around
J3軸減速機を一周するよう
the
J3-axis reducer
にスリングを巻きつけること
Rigging fixture
吊治具
A290-7227-X940
A290-7227-X940
Bolt
ボルト
M8
x 25(4)
(4)
M6X25
(Position
for J2)
(J2の場合の位置)
J2=-45°
J3= 0°
J2=-45°
J3= 0°
When
fixture is not used
治具を使用しない場合
When
fixture is used
治具を使用する場合
Fig. 4.5 (a) Sling to the J2 and the J3 arm
5
4
3
2
1
Fig. 4.5 (b) Replacing the J2-axis reducer
Parts name
1
2
3
4
5
BOLT
BOLT
O-RING
REDUCER
O-RING
Specifications
Q’ty
Locking
Torque (N-m)
A6-BA-10X20
A6-BA-6X22
JB-OR1A-G110
A97L-0318-0239#430Z-126
A98L-0040-0041#050
12
18
1
1
1
LT263
LT263
73.5
15.6
- 51 -
4. REPLACING PARTS
B-83945EN/03
O-ring (5) (5)
Oリング
O-ring
(3) (3)
Oリング
J2J2アーム側
arm side
J2J2ベース側
base side
Fig. 4.5 (c) Inserting position of the O-ring (5)
- 52 -
4. REPLACING PARTS
B-83945EN/03
4.6
REPLACING THE J3-AXIS MOTOR (M3)
NOTE
Fixtures are necessary for replacing J3-axis motor and reducer. See Section1.3.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Set a dial gauge at the J3-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Place the robot in the posture J2=0°. At this chance, confirm J1 base is fixed to prevent from falling.
Put the robot in such a posture that the J3-axis section and the components on it can be suspended
with a crane, (If there is the fixture shown in Fig. 4.6 (a), work improves.)
Turn off controller power.
When the J3 cover (option) is attached, remove it referring to Section 4.18.
Remove the connector of a cable leading to the J3-axis motor.
Remove the bolts (1) that fasten the J3-axis motor to the J3 casing, and dismount the motor (2) and
gasket (7).
Remove the bolt (6) from the motor shaft, and dismount the gear (5) and draw nut (4).
Apply LOCTITE 243 to the threaded portion of draw nut (4) and tighten it to the new motor with a
torque of [3.1 Nm].
Put the gear (5) over the draw nut (4), apply LOCTITE 243 to the M5 threaded portion of the draw
nut (4), and tighten the bolt (6) with a torque of [3.4 Nm]. In this time, be sure to attach key (3), too.
Refer to Section 4.8 about mounting gear to J3-axis motor.
Attach new gasket (7), and insert the motor into the reducer. Keep the J3-axis degrease outlet on
the J2 arm side open (see Fig. 2.2.1 (a)), and look into the outlet to make sure that the gear has
settled in the correct place. Even one tooth of a shift in engagement can cause vibration. (If the
gear (5) is engaged correctly, the motor can get in the reducer smoothly.)
Fasten the motor to the J3-axis reducer with bolts (1). Be sure to use a new gasket to prevent
grease leakage. Refer to Section 4.7 about mounting J3-axis motor to reducer.
Connect cable connectors to the J3-axis motor.
When the J3 cover (option) was attached, attach it referring to Section 4.18.
According to Section 2.2, supply the J3-axis reducer with the specified grease.
Perform single axis mastering. Refer to Section 6.4.
M12 アイボルト
M12 eyebolt
A290-7227-X940
A290-7227-X940
(See(1.3節参照)
Section 1.3)
(Position
for J3)
(J3の場合の位置)
Rigging fixture
A290-7227-X940
吊治具
A290-7227-X940
Bolt
ボルト
M6
x 25
M6X25
(4) (4)
Wind a sling to
手首先端の凹凸部分に
スリングを巻きつけること
the ruggedness
part of the writ tip
治具を使用する場合
When
fixture is used
When fixture
is not used
治具を使用しない場合
Fig. 4.6 (a) Hanging method of the J3 arm
- 53 -
4. REPLACING PARTS
B-83945EN/03
7
6
2
5
3
4
1
Fig. 4.6 (b) Replacing the J3-axis motor
Parts name
1
2
3
4
5
6
7
BOLT
MOTOR
KEY
DRAW NUT
GEAR
BOLT
GASKET
Specifications
A6-BA-6X16
A06B-2212-B605
Motor appendix
A290-7221-X421
A290-7227-X411
A6-BA-4X70
A98L-0040-0042#03
Q’ty
4
1
1
1
1
1
1
- 54 -
Locking
Torque (N-m)
10.0
LT243
3.1
LT243
3.4
4. REPLACING PARTS
B-83945EN/03
4.7
REPLACING THE J3-AXIS REDUCER
NOTE
Fixtures are necessary for replacing the J3-axis reducer. See Section 1.3.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Set a dial gauge at the J3-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Put the robot in such a posture that the J3-axis section and the components on it can be suspended
with a crane, (If there is the fixture shown in Fig. 4.7 (a), work improves.)
Turn off controller power.
While referencing Section 5.3, remove the cable from the J2 arm section. While referencing Fig. 4.7
(a), suspend the J3-axis section and the components on it with a crane so that they will not drop
when the reducer is dismounted from the J2 arm. Be careful not to allow an excessive load to be put
on the cable assembly (because the cables are left attached when the reducer is dismounted).
While referencing Section 4.6, dismount the J3-axis motor from the J3 arm unit. (If the reducer is
replaced while the motor is still mounted, the gear may be damaged.)
Suction the grease with a vacuum cleaner to prevent grease from splattering.
Remove bolts (3) which fix the J3-axis reducer (4) on the J3 casing, then remove the J3-axis reducer
(3) from the J3 casing.
As shown in Fig. 4.7 (b), suspend the J3-axis section and the components on it with a crane, then
remove the bolts (3) which fix the J3-axis reducer (4) on the J2 arm, then remove the J3-axis reducer
from the J2 arm.
Attach new O-ring (5) on the groove of the J3-axis reducer referring to Fig. 4.7 (c).
Attach the J3-axis reducer on the J2 arm with bolts (3) (by applying LOCTITE 263 and tightening
with a torque of [10.8Nm]) and fix it.
Degrease both the J3-axis reducer and the J3 casing surfaces that are to meet each other, then attach
the O-ring (2) on the J3-axis reducer (4), then fix the J3 casing on the J2 arm with bolts (1). (by
applying LOCTITE 263 and tightening with a torque of [73.5Nm])
While referencing Section 4.6, mount the J3-axis motor on the J3 arm unit. .
While referencing Section 5.3, dress the cable into the previous form.
According to Section 2.2, supply the J3-axis grease bath with the specified grease.
Perform single axis mastering. Refer to Section 6.4.
NOTE
When the influence of the damaged pieces generated from broken reducer is
concerned about, exchange gear of J3-axis motor shaft. In this time, confirm
sitting sate of gear referring to Section 4.8.
- 55 -
4. REPLACING PARTS
M12
eyebolt
M12 アイボルト
B-83945EN/03
A290-7227-X940
A290-7227-X940
(See
Section 1.3)
(1.3節参照)
(Position
for J3)
(J3の場合の位置)
Rigging fixture
A290-7227-X940
吊治具
A290-7227-X940
Bolt
ボルト
M8
x 25(4)(4)
M6X25
手首先端の凹凸部分に
Wind
a sling to the
スリングを巻きつけること
ruggedness
part of the writ tip
When
fixture is not used
治具を使用しない場合
When
fixture is used
治具を使用する場合
Fig. 4.7 (a) Hanging method of the J3 arm
- 56 -
4. REPLACING PARTS
B-83945EN/03
5
4
2
J3 casing
J3ケーシング
3
1
J2
arm
J2アーム
Fig. 4.7 (b) Replacing the J3 –axis reducer
Parts name
1
2
3
4
5
BOLT
O-RING
BOLT
REDUCER
O-RING
Specifications
Q’ty
Locking
Torque (N-m)
A6-BA-10X30
A98L-0040-0041#153
A6-BA-5X20
A97L-0318-0240#265Z-145
A98L-0040-0041#046
9
1
18
1
1
LT263
LT518
LT263
73.5
10.8
O-ring
(5) (5)
Oリング
O-ring (2)
Oリング (2)
J2
arm side
J2アーム側
J3 casing side
J3ケーシング側
Fig. 4.7 (c) Inserting position of the O-ring
- 57 -
4. REPLACING PARTS
B-83945EN/03
4.8
NOTES OF ATTACHING THE GEAR TO THE J3-AXIS
REDUCER
1
Apply LOCTITE 243 to thread the Draw Nut (A290-7227-X411) and mount it to the motor shaft by
using torque wrench with regulated torque set at 3.1Nm.
Attach the woodruff key to motor shaft, confirm there is no dust on taper shaft of motor and insert
gear to motor shaft.
Mount fixture to motor as Fig.4.8 (a) for centering.
While referencing Fig. 4.8 (a), apply LOCTITE 243 to thread and tighten bolt (M4 x 70) with
regulated torque 3.4Nm while supporting gear with spanner wrench preventing the gear from
rotating.(to prevent motor brake slips) If you hear the ratchet sound of the torque wrench then, turn
the torque wrench until the next ratchet sound or until the bolt head is completely past the motor
gear. This completes setting of the gear on the motor taper shaft.
Remove the Fixture from the Motor Shaft.
2
3
4
5
Fixture
治具
A290-7227-X972
A290-7227-X972
Fixture
治具
A290-7227-X971
A290-7227-X971
Insert
a spanner
ギヤ回り止めのため、
to
prevent the
モンキスパナなど
gear
from rotating
を差し込んで支持する。
Bolt
ボルト
A6-BA-4X70
A6-BA-4X70
Tightening
torque
締付トルク 3.4
Nm 3.4Nm
LOCTITE
243
ロックタイト243塗布
J3-axis
motor gear
J3軸モータギヤ
Draw nut
ドローナット
A290-7227-X411
A290-7227-X411
Tightening
torque
締付トルク 3.1 Nm
3.1Nm
ロックタイト243
LOCTITE
243
Fixture
治具
A290-7227-X971
A290-7227-X971
J3-axis
motor
J3軸モータ
J3-axis
motor
J3軸モータ
Fig. 4.8 (a) Attaching the gear on the J3-axis motor
- 58 -
4. REPLACING PARTS
B-83945EN/03
4.9
1
2
3
4
5
6
7
8
9
10
11
12
13
REPLACING THE J4-AXIS MOTOR (M4)
Pull out oil of J4-axis gearbox referring to Subsection 2.2.4.
Set a dial gauge at the J4-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Remove bolts (1), and then remove the J4 cover (2) and the gasket (3).
Remove the connector of a cable leading to the J4-axis motor.
As shown in Fig. 4.9 (a), remove the three bolts (4) that fasten the J4-axis motor to the J3 casing,
and dismount the motor (5).
Remove the bolt (9) that fastens the gear (7) to the motor shaft, and dismount the washer (8), gear
(7) and key (6).
Mount the gear (7) to a new motor, apply LOCTITE 243 to the threaded portion of the motor shaft,
and fasten them with a bolt by tightening with a torque of [1.3 Nm]. (Ensure the specified torque is
achieved otherwise, the J4-axis may get out of place.)
Replace the gasket (10) with a new one and put it in the J3 casing portion where the motor is to be
mounted accurately, and fasten the motor to the J3 casing with bolts (4).
Attach the J4 cover (2) and the gasket (3) with bolts (1).
Connect cable connectors to the J4-axis motor.
According to Section 2.2.4, supply the J4-axis gearbox with the specified oil.
Perform single axis mastering. Refer to Section 6.4.
9
10
8
7
6
5
4
3
2
1
Fig. 4.9 (a) Replacing the J4-axis motor
Parts name
1
2
3
4
5
6
7
8
9
10
BOLT
J4 COVER
GASKET
SEAL BOLT
MOTOR
KEY
GEAR
WASHER
BOLT
GASKET
Specifications
A97L-0218-0496#M5X16BC
A290-7227-X482
A290-7227-X447
A97L-0218-0621#051616
A06B-0114-B855#0048
A97L-0118-0402#3X3X12BQ
A290-7227-X412
A290-7210-X532
A6-BA-3X8
A98L-0040-0042#07
- 59 -
Q’ty
5
1
1
4
1
1
1
1
1
1
Locking
Torque (N-m)
5.6
6.8
LT675
LT243
1.3
4. REPLACING PARTS
4.10
1
B-83945EN/03
REPLACING THE J4-AXIS GEARBOX
(ARC Mate 100iD, ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L)
Set dial gauges at the J3/J4-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Set the Quick Master Reference Position. Refer to the QUICK MASTERING sections of the
mechanical unit Operator’s Manual (B-83944EN). (All the axes are set to 0º before shipment.)
Turn off controller power.
Pull out all oil of J4-axis gearbox referring to Section 2.2.
Wrap and hang Sling in two places of the J3 arm referring to Fig.4.10 (a).
Referring to Section 5.3, remove the wiring and piping between J3-axis and wrist. When cable
installed in M/H conduit is removed, refer to Section 4.19.
Remove option cables from the J3 casing.
Referring to Section 4.9, remove J4-axis motor.
Remove bolts (1), the J3 arm and the O-ring (2).
2
3
4
5
6
7
8
9
2
1
Fig. 4.10 (a) Replacing the J4-axis gearbox unit (1/2)
Parts name
1
2
10
11
12
13
14
BOLT
O-RING
Specifications
A6-BA-6X115
A290-7227-X444
Q’ty
Locking
Torque (N-m)
9
1
LT263
15.6
When the J3 cover (option) is attached, remove it referring to Section 4.18.
Referring to Section 4.6, remove J3-axis motor.
Remove bolts (6) which fix the J4-axis gearbox (7) on the J2 arm, then remove the J4-axis gearbox
(7) from the J3-axis reducer.
Remove bolts (3), the J4 cover (4) and J4-axis motor with gear referring to Section 4.9.
Attach the removed motor on the new J4-axis gearbox. In this time, replace gaskets by new articles.
- 60 -
4. REPLACING PARTS
B-83945EN/03
7
5
8
4
3
6
Fig. 4.10 (b) Replacing the J4-axis gearbox unit (2/2)
Parts name
3
4
5
6
7
8
15
16
17
18
19
20
21
22
BOLT
J4 COVER
GASKET
BOLT
J4-AXIS GEARBOX
O-RING
Specifications
Q’ty
A97L-0218-0496#M5X16BC
A290-7227-X482
A290-7227-X447
A6-BA-10X30
A05B-1227-K421
A98L-0040-0041#153
5
1
1
9
1
1
Locking
Torque (N-m)
5.6
LT263
73.5
LT518
Attach the new J4-axis gearbox on the J2 arm. Please spread LOCTITE according to the table of this
paragraph, and tighten by the regulated tightening torque when you install the bolt.
Apply LOCTITE 518 on the new O-ring (8), and then install it to the J3-axis reducer. Then attach
the J3-axis reducer on the J4-axis gearbox (7) with bolts (6).
Referring to Section 4.6 and 4.9 attach J3/J4-axis motor. In this time replace gasket and seal bolt to
new one.
When the J3 cover (option) was attached, attach it referring to Section 4.18.
Referring to Section 5.3 and 5.4, attach cables to the J3 arm and the J3 casing.
According to Section 2.2, supply grease to J3-axis reducer with specified grease and supply oil to
J4-axis gearbox with specified oil.
Attach the J4 cover (4) and the gasket (5). In this time, replace the gasket by new one.
Perform quick mastering and perform single axis mastering of J3 and J4-axis. Refer to the QUICK
MASTERING section of the mechanical unit operator’s Manual (B-83944EN) and Section 6.4 of
this manual.
NOTE
When the influence of the damaged pieces generated from broken reducer is
concerned about, exchange gear (A290-7227-X412) of J4-axis motor shaft.
The following service parts are appended to J4-axis gearbox (A05B-1227-K421) for maintenance. Please
replace these with the J4-axis gearbox.
Parts name
GASKET
GASKET
BOLT
BOLT
SEAL BOLT
TAPER PLUG
SEAL WASHER
GASKET
GASKET
Specifications
Q’ty
A98L-0040-0042#03
A98L-0040-0042#07
A6-BA-10X30
A6-BA-6X8
A97L-0218-0621#051616
A97L-0001-0436#2-1D
A30L-0001-0048#6M
A290-7227-X441
A290-7227-X443
1
1
9
1
4
1
1
1
1
- 61 -
Used place
J3-axis motor
J4-axis motor
J3-axis reducer to J3 casing
J3-axis grease inlet
J4 -axis moto
J4-axis oil inlet/outlet
J3-axis grease inlet
J3 casing backside
J3 casing pipe
4. REPLACING PARTS
4.11
1
B-83945EN/03
REPLACING THE J4-AXIS GEARBOX
(ARC Mate 100iD/16S, M-10iD/16S)
Set dial gauges at the J3/J4-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Set the Quick Master Reference Position. Refer to the QUICK MASTERING sections of the
mechanical unit Operator’s Manual (B-83944EN). (All the axes are set to 0º before shipment.)
Turn off controller power.
Pull out all oil of J4-axis gearbox referring to Section 2.2.
Wrap and hang slings in two places of the J3 arm referring to Fig.4.10 (a).
Referring to Section 5.3, remove the wiring and piping between J3-axis and wrist. When cable
installed in M/H conduit is removed, refer to Section 4.19.
Remove option cables from the J3 casing.
Referring to Section 4.9, remove the J4-axis motor.
Remove bolts (1), the J3 arm and the O-ring (2).
2
3
4
5
6
7
8
9
2
1
Fig. 4.11 (a) Replacing the J4-axis gearbox unit (1/2)
Parts name
1
2
10
11
12
13
14
BOLT
O-RING
Specifications
A6-BA-6X115
A290-7227-X444
Q’ty
Locking
Torque (N-m)
9
1
LT263
15.6
When the J3 cover (option) is attached, remove it referring to Section 4.18.
Referring to Section 4.6, remove J3-axis motor.
Remove bolts (6) which fix the J4-axis gearbox (7) on the J2 arm, then remove the J4-axis gearbox
(7) from the J3-axis reducer.
Remove bolts (3), the J4 cover (4) and J4-axis motor with gear referring to Section 4.9.
Attach the removed motor on the new J4-axis gearbox. In this time, replace gaskets by new articles.
- 62 -
4. REPLACING PARTS
B-83945EN/03
7
8
5
4
3
6
Fig. 4.11 (b) Replacing the J4-axis gearbox unit (2/2)
Parts name
3
4
5
6
7
8
15
16
17
18
19
20
21
22
BOLT
J4 COVER
GASKET
BOLT
J4-AXIS GEARBOX
O-RING
Specifications
Q’ty
A97L-0218-0496#M5X16BC
A290-7227-X482
A290-7227-X447
A6-BA-10X30
A05B-1227-K441
A98L-0040-0041#153
5
1
1
9
1
1
Locking
Torque (N-m)
5.6
LT263
73.5
LT518
Attach the new J4-axis gearbox on the J2 arm. Please spread LOCTITE according to the table of this
paragraph, and tighten by the regulated tightening torque when you install the bolt.
Apply LOCTITE 518 on the new O-ring (8), and then install it to the J3-axis reducer. Then attach
the J3-axis reducer on the J4-axis gearbox (7) with bolts (6).
Referring to Section 4.6 and 4.9 attach J3/J4-axis motor. In this time replace gasket and seal bolt to
new one.
When the J3 cover (option) was attached, attach it referring to Section 4.18.
Referring to Section 5.3 and 5.4, attach cables to the J3 arm and the J3 casing.
According to Section 2.2, supply grease to J3-axis reducer with specified grease and supply oil to
J4-axis gearbox with specified oil.
Attach the J4 cover (4) and the gasket (5). In this time, replace the gasket by new one.
Perform quick mastering and perform single axis mastering of J3 and J4-axis. Refer to the QUICK
MASTERING section of the mechanical unit operator’s Manual (B-83944EN) and Section 6.4 of
this manual.
NOTE
When the influence of the damaged pieces generated from broken reducer is
concerned about, replace the gear (A290-7227-X412) of J4-axis motor shaft.
- 63 -
4. REPLACING PARTS
B-83945EN/03
The following service parts are appended to J4-axis gearbox (A05B-1227-K441) for maintenance. Please
replace these with the J4-axis gearbox.
Parts name
GASKET
GASKET
BOLT
BOLT
SEAL BOLT
TAPER PLUG
SEAL WASHER
GASKET
GASKET
4.12
Specifications
Q’ty
A98L-0040-0042#03
A98L-0040-0042#07
A6-BA-10X30
A6-BA-6X8
A97L-0218-0621#051616
A97L-0001-0436#2-1D
A30L-0001-0048#6M
A290-7227-X441
A290-7227-X443
1
1
9
1
4
1
1
1
1
Used place
J3-axis motor
J4-axis motor
J3-axis reducer to J3 casing
J3-axis grease inlet
J4 -axis motor
J4-axis oil inlet/outlet
J3-axis grease inlet
J3 casing backside
J3 casing pipe
REPLACING THE J5/J6-AXIS MOTOR (M5, M6)
(ARC Mate 100iD, ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L)
NOTE
1 If you remove only one of the motors (J5 or J6) you will not have to drain the oil
from the J5/J6-axis gearbox. However, the J5/J6 gearbox will drain automatically
if both motors and drain plugs are removed at one time.
Remove J5 and J6 motors, only one at a time. Replace motor prior to removing
other one. This enables you to do so without loosening the oil in the arm. All
drain and fill plugs must remain sealed in position.
(Note: J3 must be at -90 degrees for this to work properly)
2 Since J5-axis moves according to J6-axis, mastering for both of the J5-axis and
the J6-axis is necessary when replacing the J5-axis motor.
1
2
3
4
5
6
7
8
9
10
11
12
Place the robot in a posture of J3 = -90°. If it is impossible to make the posture in the on-site
environment, put the collection bottle under the robot.
Set dial gauges at the J5/J6-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Remove bolts (1), and then remove the J3 arm cover (2).
Remove the cables which are attached on the motor.
Remove bolt (4) and motor (5) that gear (7) attaches.
Remove bolt (10) and motor (11) that gear (13) attaches.
Replace motor new one and assemble it applying the steps above in reverse sequence. Replace the
O-ring (9) or (15) by new article. Apply LOCTITE 675 on the key.
In case of the J5-axis motor, When assembling the motor (5) with bolts (4), adjust the backlash of
the gear (7) and the gear (A290-7227-X512) referring to Fig. 4.12 (b).
In case of the J6-axis motor, When assembling the motor (11) with bolts (10), adjust the backlash of
the gear (13) and the gear (A290-7227-X522) referring to Fig. 4.12 (c).
According to Section 2.2, supply the J5/J6-axis gearbox with the specified oil.
Perform single axis mastering for J5/J6-axis. Refer to Section 6.4.
- 64 -
4. REPLACING PARTS
B-83945EN/03
11
10
3
12 13
4
6
7
5
2
14
15
8
9
J6
J5
1
Fig. 4.12 (a) Replacing the J5/J6-axis motor
Parts name
Specifications
Q’ty
1
2
3
4
5
6
7
8
9
10
BOLT
J3 ARM COVER
GASKET
BOLT
MOTOR
KEY
GEAR
BOLT
O-RING
BOLT
6
1
1
3
1
1
1
1
1
3
11
MOTOR
A97L-0218-0496#M5X12BC
A290-7227-X504
A290-7227-X562
A6-BA-5X12
A06B-0114-B855#0048
A97L-0118-0402#3X3X12BQ
A290-7227-X511
A6-BA-3X25
JB-OR1A-G45
A6-BA-5X12
With brake
A06B-0114-B855#0048
12
13
14
15
KEY
GEAR
BOLT
O-RING
Without brake
A06B-0114-B205#0048
A97L-0118-0402#3X3X12BQ
A290-7227-X511
A6-BA-3X25
JB-OR1A-G45
- 65 -
Locking
Torque (N-m )
LT675
LT243
2.0
1
1
1
1
1
LT675
LT243
2.0
4. REPLACING PARTS
B-83945EN/03
Gear
ギヤ
A290-7227-X512
A290-7227-X512
A
A
When assembling the motor (5),
fix
it during pushing it toward the arrow
モータ(5)を組み付ける際、モータ(5)を矢印方向へ
18Nの力で押し付けながら固定してください。
direction
with force of 18N.
その際ボルト(4)は均等に少しずつ締め付け、
At
this chance, equally tighten bolts (4)
モータ(5)が傾かないように注意してください。
little
by little , prevent the motor (5) inclines.
5
7
Gear
ギヤ
A290-7227-X512
A290-7227-X512
7
5
4
断面A-A
Section
A-A
Fig. 4.12 (b) Assembling the J5-axis motor
モータ(11)を組み付ける際、モータ(11)を矢印方向
When
assembling the motor (11),
fix へ13Nの力で押し付けながら固定してください。
it during pushing it toward the arrow
その際ボルト(10)は均等に少しずつ締め付け、
direction
with force of 13N.
モータ(11)が傾かないように注意してください。
At this chance, equally tighten bolts (10)
little by little , prevent the motor (11) inclines.
A
11
13
A
10
Gear
ギヤ
A290-7227-X522
A290-7227-X522
13
11
断面 A-A
Gear
Section
A-A
ギヤ
A290-7227-X522
A290-7227-X522
Fig. 4.12 (c) Assembling the J6-axis motor
- 66 -
4. REPLACING PARTS
B-83945EN/03
4.13
REPLACING THE J5/J6-AXIS MOTOR (M5, M6)
(ARC Mate 100iD/16S, M-10iD/16S)
NOTE
1 If you remove only one of the motors (J5 or J6) you will not have to drain the oil
from the J5/J6-axis gearbox. However, the J5/J6 gearbox will drain automatically
if both motors and drain plugs are removed at one time.
Remove J5 and J6 motors, only one at a time. Replace motor prior to removing
other one. This enables you to do so without loosening the oil in the arm. All
drain and fill plugs must remain sealed in position.
(Note: J3 must be at -90 degrees for this to work properly)
2 Since J6-axis moves according to J5-axis, mastering for both of the J5-axis and
the J6-axis is necessary when replacing the J5-axis motor.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Place the robot in a posture of J3 = -90°. If it is impossible to make the posture in the on-site
environment, put the collection bottle under the robot.
Set dial gauges at the J5/J6-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Remove bolts (1), and then remove the J3 arm cover (2).
Remove the cables which are attached on the motor.
Remove bolt (4) and motor (5) that gear (7) attaches.
Remove the bearing (8) from the gear (7).
Remove the bolt (10) and the set screw (9), then remove the gear (7) from the motor (5).
Replace motor (5) by new one and assemble it applying the steps above in reverse sequence. Replace
the O-ring (11) by new article. Apply LOCTITE 675 on the key.
Remove bolt (12) and motor (13) that gear (15) and other parts attaches.
Remove the bearing (16) from the gear (15).
Remove the bolt (18) and the set screw (17), then remove the gear (15) from the motor (13).
Replace motor (13) by new one and assemble it applying the steps above in reverse sequence.
Replace the O-ring (19) by new article. Apply LOCTITE 675 on the key.
According to Section 2.2, supply the J5/J6-axis gearbox with the specified oil.
Perform single axis mastering for J5/J6-axis. Refer to Section 6.4.
- 67 -
4. REPLACING PARTS
B-83945EN/03
19
13
5
6
7
12
8
10 11
15
16 18
14 17
3
2
9
4
1
Fig. 4.13 (a) Replacing the J5/J6-axis motor
Parts name
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
BOLT
J3 ARM COVER
GASKET
BOLT
MOTOR
KEY
GEAR
BEARING
SET SCREW
BOLT
O-RING
BOLT
MOTOR
KEY
GEAR
BEARING
SET SCREW
BOLT
O-RING
Specifications
A97L-0218-0496#M5X12BC
A290-7227-X505
A290-7227-X564
A6-BA-5X12
A06B-0115-B855#0048
A97L-0118-0402#3X3X12BQ
A290-7228-X511
A97L-0001-0193#0400000
A6-SAKT-3X3
A6-BA-3X30
JB-OR1A-G45
A6-BA-5X12
A06B-0114-B855#0048
A97L-0118-0402#3X3X12BQ
A290-7228-X511
A97L-0001-0193#0400000
A6-SAKT-3X3
A6-BA-3X30
JB-OR1A-G45
- 68 -
Q’ty
6
1
1
3
1
1
1
1
1
1
1
3
1
1
1
1
1
1
1
Locking
Torque (N-m)
5.6
LT675
LT243
LT243
0.69
2.0
LT675
LT243
LT243
0.69
2.0
4. REPLACING PARTS
B-83945EN/03
4.14
1
2
3
4
5
6
7
8
9
10
11
12
13
14
REPLACING THE J5/J6-AXIS GEARBOX
(ARC Mate 100iD, ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L)
Place the robot in a posture of J3 = -90° and J4 = J5 =0°.
Remove the end effector, the M/H conduit, etc. Refer to Section 4.19 about removing of the M/H
conduit.
Release all oil of J5/J6 gearbox referring to Section 2.2.
Set dial gauges at the J5/J6-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Remove the J6-axis motor as described in Section 4.12.
Remove bolts (1) and (4), and then remove the J5/J6-axis gearbox (2) and the gasket (3).
When using the fixture (A05B-1227-K901), attach the plate with two M5 bolts referring to Fig. 4.14
(c).
Confirm there is 1 parallel φ5 pins for the positioning on the J3 arm. Then replace the J5/J6-axis
gearbox (2) by new one and assemble it applying the procedure in reverse sequence. At this chance,
remove the gasket (3) by new one.
When mounting the J5/J6-axis gearbox (2) with bolts (1) and (4) in case of not using the fixture,
refer to Fig. 4.14 (b), adjust the backlash of the gear (A290-7227-X513) and the gear
(A290-7227-X514). When using the fixture (A05B-1227-K911), put the J3 arm to the arrow
direction. Turn the plunger till it touches the wrist, then twist it 540° in that state.
Mount the J6-axis motor as described in Section 4.12.
When using the fixture (A05B-1227-K911), remove the fixture from the robot.
According to Section 2.2, supply the J5/J6-axis gearbox with the specified oil.
Perform single axis mastering for J5/J6-axis. Refer to Section 6.4.
NOTE
1 Remaining oil in the J5/J6-axis gearbox may drop when removing the wrist unit.
2 When adjusting backlash, pushing force is 25N. Be careful to the pushing force
and direction. If pushing force is insufficient, it may cause large backlash. If
pushing force is too large, it may cause vibration or premature failure.
4
3
2
平行ピン pin
pararrel
1
Fig. 4.14 (a) Replacing the J5/J6-axis gearbox
- 69 -
4. REPLACING PARTS
1
2
3
4
B-83945EN/03
Parts name
BOLT
J5/J6-AXIS GEARBOX
GASKET
BOLT
Specifications
A97L-0218-0496#M6X16BC
A290-7227-V525
A290-7227-Y561
A97L-0218-0496#M6X25BC
Q’ty
5
1
1
4
Locking
LT263
Torque (N-m )
15.6
LT263
15.6
When assembling the wrist unit (2), connect
the手首ユニット(2)を組み付ける際、手首ユニット(2)とJ3
wrist unit (2) and the J3 arm with φ5 parallel.
J3 arm
J3アーム
アームをφ5平行ピンで接続し、φ5平行ピンを回転
Make
the φ5 parralel pin as rotation axis,]
軸として手首ユニット(2)を矢印方向へ25Nの力で押し
付けながら固定してください。
direction
with force of 25N.
その際ボルト(1)、(4)は均等に少しずつ締め付け、
At 手首ユニット(2)が傾かないように注意してください。
this chance, equally tighten bolts (1) and (4)
fix the wrist unit during pushing it toward the arrow
little by little , prevent the wrist unit (2) inclines.
Gear
ギヤ
A290-7227-X513
A290-7227-X513
Gear
ギヤ
A290-7227-X513
A290-7227-X513
φ5 O
Parallel
pin
5 平行ピン
φ5OParallel
pin
5 平行ピン
Gearギヤ
A290-7227-X514
A290-7227-X514
2
2
Fig. 4.14 (b) Assembling the J5/J6-axis gearbox
Plateプレート
A290-7227-X901
A290‐7227‐X901
Bolt
ボルト
M5
x 16 (2)
(2)
M5X16
Plunger
プランジャ
Fig. 4.14 (c) Assembling the J5/J6-axis gearbox (when using the A05B-1227-K911)
- 70 -
4. REPLACING PARTS
B-83945EN/03
4.15
REPLACING THE J5/J6-AXIS GEARBOX
(ARC Mate 100iD/16S, M-10iD/16S)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Place the robot in a posture of J3 = -90° and J4 = J5 =0°.
Remove the end effector, the M/H conduit, etc. Refer to Section 4.19 about removing of the M/H
conduit.
Release all oil of J5/J6 gearbox referring to Section 2.2.
Set dial gauges at the J5/J6-axes, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Turn off controller power.
Remove the J6-axis motor as described in Section 4.13.
Remove bolts (1) and (4), and then remove the J5/J6-axis gearbox (2) and the gasket (3).
When using the fixture (A05B-1228-K901), attach the bracket with two M5 bolts with referring to
Fig. 4.15 (c).
Attach the new J5/J6-axis gearbox (2) by the reversed sequence. In this time, replace the gasket (3)
by new one.
All nine bolts (1), (4) until those contact the surface, then loosen those 90º.
Put the J5/J6-axis gearbox to the arrow direction with referring to Fig. 4.15 (b). When using the
fixture, put the J3 arm to the arrow direction. Turn the plunger till it touches the wrist, then twist it
540º in that state. When not using the fixture put the J5/J6-axis gearbox to the arrow direction.
Tighten bolts until those hit the surface, the loosen 20º. Perform this procedure. In A→B→C→D→
E order one by one. Refer to Fig. 4.15 (d).
Final Tighten all bolts in A→B→C→D→E→F→G→H→I order with referring to Fig. 4.15 (d).
Mount the J6-axis motor as described in Section 4.13.
Adjust backlash using a dial gauge.
When using the fixture (A05B-1228-K901), remove the fixture from the robot.
According to Section 2.2, supply the J5/J6-axis gearbox with the specified oil.
Perform single axis mastering for J5/J6-axis. Refer to Section 6.4.
NOTE
1 Remaining oil in the J5/J6-axis gearbox may drop when removing the J5/J6-axis
gearbox.
2 When adjusting backlash, be careful to the pushing force and direction. If
pushing force is insufficient, it may cause large backlash. If pushing force is too
large, it may cause vibration or premature failure.
- 71 -
4. REPLACING PARTS
B-83945EN/03
4
2
3
1
Fig. 4.15 (a) Replacing the J5/J6-axis gearbox
Parts name
1
2
3
4
BOLT
J5/J6-AXIS
GEARBOX
GASKET
BOLT
Specifications
Q’ty
Locking
Torque (N-m )
A97L-0218-0496#M6X25BC
5
LT263
15.6
A290-7228-V505
1
A290-7228-X561
A97L-0218-0496#M6X25BC
1
4
LT263
15.6
J3 arm
J3アーム
When assembling the J5/J6-axis gearbox (2), connect
the
J5/J6-axis gearbox (2) and the J3 arm with the
手首ユニット(2)を組み付ける際、手首ユニット(2)とJ3
アームをカラーで接続し、カラーを回転軸として
collar.
手首ユニット(2)を矢印方向へ25Nの力で押し
Make
the collar as rotation axis,fix the wrist unit during
付けながら固定してください。
その際ボルト(1)、(4)は均等に少しずつ締め付け、
pushing
it toward the arrow direction with force of 25N.
手首ユニット(2)が傾かないように注意してください。
At this chance, equally tighten bolts (1) and (4)
little by little , prevent the wrist unit (2) inclines.
Collar
カラー
2
2
Fig. 4.15 (b) Assembling the J5/J6-axis gearbox
- 72 -
4. REPLACING PARTS
B-83945EN/03
Bracket ブラケット
A290-7228-X911
A290-7228-X911
回転軸
Rotation
axis
Bolt ボルト
(2)
M5 M5X12
x 12 (2)
Stop pin
ストップピン
プランジャ
Plunger
Fig. 4.15 (c) Assembling the J5/J6-axis gearbox (when using the A05B-1228-K901)
D
B
G
E
H
F
I
A
C
Wrist unit side
手首ユニット側
J3
arm side
J3アーム側
Fig. 4.15 (d) Tightening order of the bolts
- 73 -
4. REPLACING PARTS
4.16
1
B-83945EN/03
REPLACING THE J3 ARM UNIT
Set a dial gauge at the J5/J6-axis, and prepare for single axis mastering after replacement. Refer to
Section 6.4.
Set the Quick Master Reference Position. Refer to the QUICK MASTERING sections of the
mechanical unit Operator’s Manual (B-83944EN). (All the axes are set to 0º before shipment.)
Turn off controller power.
Pull out all oil of J4-axis gearbox referring to Section 2.2.
Wrap and hang Sling in two places of the J3 arm referring to Fig.4.16 (a).
Referring to Section 5.3, remove the wiring and piping between J3-axis and wrist. When cable
installed in M/H conduit is removed, refer to Section 4.19.
Remove option cables from the J3 casing.
Referring to Section 4.9, remove J4-axis motor.
Remove bolts (1), the J3 arm and the O-ring (2).
Attach the new J3 arm unit (3) and the new O-ring (2).
According to Section 2.2, supply the J5/J6-axis gearbox with the specified oil.
Perform single axis mastering for J5/J6-axis. Refer to Section 6.4.
2
3
4
5
6
7
8
9
10
11
12
3
2
1
Fig.4.16 (a) Replacing the J3 arm unit
Parts name
1
2
BOLT
O-RING
3
J3 ARM
Specifications
A6-BA-6X115
A290-7227-X444
A05B-1227-K521#12 (*1)
A05B-1227-K521#LG (*2)
A05B-1227-K541 (*3)
Q’ty
Locking
Torque (N-m )
9
1
LT263
15.6
1
(*1) ARC Mate 100iD, M-10iD/12
(*2) ARC Mate 100iD/10L/8L, M-10iD/10L/8L
(*3) ARC Mate 100iD/16S, M-10iD/16S
- 74 -
4. REPLACING PARTS
B-83945EN/03
4.17
1
2
3
REPLACING THE J2 COVER (OPTION)
Remove bolts (1) and washers (2).
Remove the J2 cover (3).
Replace J2 cover (3) by new one. For its assembly, please apply the steps above in reverse sequence
1
2
3
Fig. 4.17 (a) Replacing the J2 cover
Parts name
1
2
3
BOLT
WASHER
J2 COVER
Specifications
Q’ty
A97L-0218-0502#M6X12
A97L-0318-0430#06012516
A290-7227-X381
3
3
1
- 75 -
Locking
Torque (N-m)
4. REPLACING PARTS
4.18
1
2
3
B-83945EN/03
REPLACING THE J3 COVER (OPTION)
Remove bolts (1), (3) and washers (2), (4).
Remove the J3 cover (5).
Replace the J3 cover (5) by new one. For its assembly, please apply the steps above in reverse
sequence
1
2
5
4
3
Fig. 4.18 (a) Replacing the J3 cover
Parts name
1
2
3
4
5
BOLT
WASHER
BOLT
WASHER
J3 COVER
Specifications
Q’ty
A97L-0218-0502#M8X12
A97L-0318-0430#08018016
A97L-0218-0502#M6X12
A97L-0318-0430#06012516
A290-7227-X481
2
2
1
1
1
- 76 -
Locking
Torque (N-m)
4. REPLACING PARTS
B-83945EN/03
4.19
REPLACING THE M/H CONDUIT (OPTION)
(When replacing the unit)
1
2
3
Remove all cables, the air tubes, and the cable clamping, etc. that go in M/H conduit.
Remove M4 x 10 bolts (2 pcs) in Fig. 4.19 (a) and remove unit of M/H conduit.
Attach new M/H conduit applying reverse sequence. In this time, according to Fig. 4.19 (a) apply
LOCTITE 243 to internal thread and tighten by regulated torque. Assemble them while paying
attention that circumference of adapter does not interfere inside of out shaft of J6 hollow part.
(Otherwise abnormal noise occurs.) Confirm there is a clearance between them. Pay attention that
ring does not protrude from circumference of adapter, too.
1
Fig. 4.19 (a) Replacing the M/H conduit (1/2)
Parts name
1
BOLT
Specifications
Q’ty
Locking
Torque (N-m)
A97L-0218-0496#M4X10TC
2
LT243
4.5
- 77 -
4. REPLACING PARTS
B-83945EN/03
(When replacing only the conduit)
1
2
3
4
5
Remove all cables, the air tubes, and the cable clamping, etc. that go in M/H conduit.
Remove M4 x 10 bolts (2 pcs) in Fig. 4.19 (a) and remove unit of the M/H conduit.
Remove set screws that fix the ring.
Remove the conduit from the adapter.
Attach new M/H conduit applying reverse sequence. In this time, according to Fig. 4.19 (b) apply
LOCTITE 243 to internal thread and tighten by regulated torque. If you cut conduit, be sure to refer
NOTE in Appendix A. Assemble them while paying attention that circumference of adapter does not
interfere inside of out shaft of J6 hollow part. (Otherwise abnormal noise occurs.) Confirm there is a
clearance between them. Pay attention that the ring does not protrude from circumference of adapter,
too.
A
A
Plate
A290-7227-X632
プレート
A290-7227-X632
Bolt
Conduit
M-10iD/12 :
A98L-0040-0331#42M-0062
M-10iD/10L : A98L-0040-0331#42M-0082
コンジット
M-10iD/8L : M-10
A98L-0040-0331#42M-0102
iD/12 A98L-0040-0331#42M-0062
M-10iD/7L A98L-0040-0331#42M-0082
M-10iD/16S : A98L-0040-0331#42M-0062
ボルト
A97L-0218-0496#M4X10TC (2) LT243
A97L-0218-0496#M4X10TC(2)
LT243
(締め付けトルク 4.5Nm)
Tightening torque 4.5Nm
Ring
A290-7227-X633
リング
Set screw
A290-7227-X633
A6-SAKT-3X14SUS (2)
セットスクリュー
A6-SAKT-3X14SUS (2)
Tightening 75cNm)
torque 75cNm
(締め付けトルク
LT243
LT243
アダプタ
A290-7227-X631
ボルト
Adapter
A97L-0218-0496#M4X8TC (3)LT243
(締め付けトルク 4.5Nm)
A290-7227-X631
Bolt
A97L-0218-0496#M4X8TC (3)
LT243
Tightening torque 4.5Nm
B
Section
A-A
断面A-A
詳細B
Detail
B
Fig. 4.19 (b) Replacing the M/H conduit (2/2)
- 78 -
5. REPLACING CABLES
B-83945EN/03
5
REPLACING CABLES
Replace the welding power cables every two years or 7680 hours, whichever comes first. Replace the
other cables every four years or 15360 hours, whichever comes first. If a cable is broken or damaged,
replace it according to the procedure described in this chapter.
Cautions in handling the Pulsecoder cable
When transporting, installing, or maintaining the robot, do not detach the Pulsecoder cables carelessly.
The cables are provided with the marking tie shown below. If you detached any cable with the marking
tie, you need to perform mastering for the robot.
Do not detach any connector unless you replace a motor, Pulsecoder, reducer, gearbox or cable.
BATTERY BACKUP
DON'T
DISCONNECT
コネクタ取外不可
Fig. 5 (a) Wire mark
If there is a break in or any other damage to a cable, replace the cable according to the procedure
described in this chapter. If the connector of a motor cable is detached, the data about the absolute
position of the robot is lost. Once any of these cables is replaced, perform quick mastering while
referencing Chapter 8 of the Operator’s Manual. If the data is lost because of a break in a cable, also
perform mastering to calibrate the robot into the previous absolute position.
- 79 -
5. REPLACING CABLES
5.1
B-83945EN/03
CABLE WIRING
Fig. 5.1 (a) is the routing of the robot cables. See Chapter 5 of the mechanical unit operator’s manual
(B-83944EN) for option cable interface.
K102
M6 Pulsecoder,power,brake)
K102(M5,
(M5、M6
パルスコーダ、パワー、ブレーキ)
K104
M6 Pulsecoder,power,brake
(J5-axis))
K104(M5,
(M5、M6
パルスコーダ、パワー、ブレーキ
(J6軸))
(M1 to M6 Pulsecoder,power,brake) (RI/RO*1))
K101 (M1~M6K101
パルスコーダ、パワー、ブレーキ、EE
(M1 to M6 Pulsecoder,power,brake
(J2 to J5-axis). (RI/RO*1))
EE(RI/RO*1))
K103 (M1~M6K103
パルスコーダ、パワー、ブレーキ
(J2~J5軸)、EE
(M1 to M6 Pulsecoder,power,brake, (RI/RO*8))
EE(RI/RO*8))
K105 (M1~M6K105
パルスコーダ、パワー、ブレーキ、EE
K108 (M1 to M6 Pulsecoder,power,brake, EE(RI/RO*8))
For severe dust/lquid protection option
K301 (FANUC製ワイヤ送給装置ケーブル)
K301 Wire feeder cable for FANUC
K302 (リンカーン製ワイヤ送給装置ケーブル)
K302 Wire feeder cable for LINCOLN
K303 (ダイヘン製ワイヤ送給装置ケーブル)
K303 Wire feeder cable for DAIHEN
K304 (溶接パワーケーブル)
K304 Welding power cable
K305 (カメラケーブル)
K305 Camera cable
K306 (ユーザケーブル(力センサ・立体センサ対応信号線)
K306 User cable (signal usable to force sensor
K307 (イーサネットケーブル
(信号線))
and 3D Laser
Vision senro)
K308 (イーサネットケーブル
(信号線)用アース)
K307 Ethernet cable
(signal)
K308 Earth for Etherner cable (singal)
Fig. 5.1 (a) Routing of the robot
- 80 -
5. REPLACING CABLES
B-83945EN/03
5.2
CABLE DRESSING
After a cable is replaced individually rather than in a bundle, clamp it with cable ties (cable ties) at the
specified positions listed in Table 5.2 (a) to (f). Otherwise, the cable might sag or become too tight,
leading to a break in the cable.
Clamp position of Table 5.2 (a) to (f) mean position in Fig.5.2 (a).
Clamp position 2
J3ケーシング
of J3
casing
クランプ位置2
Clamp position of J2 arm
J2アーム上部クランプ位置
upper
side
Clamp
position 1 of J3 casing
J3ケーシングクランプ位置1
Clamp
position of J2 arm
J2アーム下部クランプ位置
lower side
Clamp
position 1 of J2 base
J2ベースクランプ位置1
ClampJ2ベースクランプ位置2
position 2 of J2 base
Clamp position in J1
J1ベース内クランプ位置
base
Fig. 5.2 (a) Clamp position of motor cable
1 to 7 in Table 5.2 (a) to (e) imply below clamp position.
1
Clamp position of inside of the J1 base
2
Clamp position 1 of the J2 base
3
Clamp position 2 of the J2 base
4
Clamp position of lower side of the J2 arm
5
Clamp position of upper side of the J2 arm
6
Clamp position 1 of J3 casing
7
Clamp position 2 of J3 casing
- 81 -
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (a) Cable pattern diagram (1)
Cable
Stamp
捺印 ケーブル
番号
No.
Cable
pattern diagram
ケーブル模式図
Stamp
捺印
1
2
3
+
GB1
M1 P
-
M1P
BA TTER Y BA CKUP
D ON'T
DIS CONN ECT
R l NŽ
^æŠO s Â
4
M2P
M2P
BA TTER Y BA CKUP
D ON'T
DIS CONN ECT
5
R l NŽ
^æŠO s Â
6
M3P
7
M3P
BA TTER Y BA CKUP
D ON'T
DIS CONN ECT
R l NŽ
^æŠO s Â
M4P
RMP
M4P
BATTE RY B ACKU P
DON 'T
DISCO NNEC T
K101
Rl N ^ŽæŠO s Â
M56
M56
BAT TERY BAC KUP
DO N'T
DIS CONN ECT
R l N ^ŽæŠO s Â
M3M
M3M
M4M
M4BK
M4BK
EE
M4M
EE
M1M
M1M
M1BK
M2M
M1BK
M2M
M2BK
M2BK
- 82 -
K101
K105
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (b) Cable pattern diagram (2)
Cable
Stamp
捺印 ケーブル
番号
No.
Cable pattern diagram
ケーブル模式図
Stamp
捺印
M5P
BATTERY BACKUP
DON'T
M5P
DISCONNECT
R l N ^Žæ ŠO s Â
M6P
BATTERY BACKUP
M6P
DON'T
DISCONNECT
M56
K102
M56
R l N ^Žæ ŠO s Â
M6M
M6M
K102
M6BK
M5M
M5BK
- 83 -
M6BK
M5M
M5BK
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (c) Cable pattern diagram (3)
Stamp
捺印
Cable
pattern diagram
ケーブル模式図
Stamp
捺印
Cable
ケーブル
番号
No.
1
2
3
+
GB1
M1P
-
M1P
BA TTER Y BA CKUP
D ON'T
DI SCON NECT
R l N ^ŽæŠO s Â
4
M2P
M2P
BA TTER Y BA CKUP
D ON'T
DI SCON NECT
5
R l N ^ŽæŠO s Â
6
M3P
7
M3P
BA TTER Y BA CKUP
D ON'T
DI SCON NECT
R l N ^ŽæŠO s Â
M4P
RMP
M4P
BATT ERY BACK UP
DON 'T
DISC ONNE CT
K101
R l N ^ŽæŠO s Â
M56
M56
BAT TERY BAC KUP
DO N'T
DIS CONN ECT
R l NŽ
^æŠO s Â
M3M
M3M
M4M
M4BK
M4BK
EE
M4M
EE
M1M
M1M
M2M
M2M
M2BK
M2BK
- 84 -
K103
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (d) Cable pattern diagram (4)
ケーブル
Stamp
捺印 Cable
番号
No.
Cable
pattern diagram
ケーブル模式図
Stamp
捺印
M5P
BATTERY BACKUP
DON'T
M5P
DISCONNECT
R l N ^Žæ ŠO s Â
M6P
BATTERY BACKUP
M6P
DON'T
DISCONNECT
M56
K102
M56
R l N ^Žæ ŠO s Â
M6M
M6M
K104
M5M
M5BK
- 85 -
M5M
M5BK
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (e) Cable pattern diagram (5)
Cable
Stamp
捺印 ケーブル
番号
No.
Cable
pattern diagram
ケーブル模式図
Stamp
捺印
1
2
3
+
GB1
M1P
-
M1P
B ATTER Y BA CKUP
D ON'T
D ISCON NECT
R l N ^Žæ ŠO s Â
4
M2P
M2P
B ATTER Y BA CKUP
D ON'T
D ISCON NECT
5
R l N ^Žæ ŠO s Â
6
M3P
7
M3P
B ATTER Y BA CKUP
D ON'T
D ISCON NECT
R l N ^Žæ ŠO s Â
M4P
RMP
M4P
BATT ERY BACK UP
DO N'T
DISC ONNE CT
K101
R l N ^Žæ ŠO s Â
M56
M56
BA TTER Y BA CKUP
D ON'T
DI SCON NECT
R l N ^Žæ ŠO s Â
M3M
M3M
M4M
M4BK
M4BK
EE
M4M
EE
M1 M
M1M
M1BK
M2M
M1BK
M2M
M2BK
M2BK
- 86 -
K108
5. REPLACING CABLES
B-83945EN/03
Table 5.2 (f) Cable pattern diagram (6)
Cable
Stamp
捺印 ケーブル
番号
No.
Cable
pattern diagram
ケーブル模式図
Stamp
捺印
1 23456 7
W/F2
K302 W/F1
W/F1
K301
W/F2 K302
K303
1 2 3 4 5 6 7
W/P2
CAM2 K305
CAM2
K305 CAM1
K306 ASi1
ASi1
3
4
5
6
(without
(捺印
stamp)
なし)
ASi2
K306
ES2
K307
7
ES2
ES1
2
K307 ES1
1
ASi2
CAM1
K304
K304 W/P1
W/P1
W/P2
K308
- 87 -
5. REPLACING CABLES
5.3
1
2
3
4
B-83945EN/03
REPLACING THE J1 TO J4 CABLE
Place the robot in a posture of J1 to J4 = 0°
Set the Quick Master Reference Position. Refer to the QUICK MASTERING section of the
mechanical unit Operator’s Manual (B-83944EN). (The Quick Master Reference is set with all
axes at 0º before shipment.)
Before replacing cables, turn off controller power and remove all cables between robot and
controller from the robot.
Remove bolts M5 x 16 (5), then remove the J4 cover.
Gasket
ガスケット
A290-7227-X447
A290-7227-X447
J4
cover
J4カバー
Bolt
ボルト
M5
x 16 (5)
M5X16 (5)
Fig. 5.3 (a) Replacing cable kit
- 88 -
5. REPLACING CABLES
B-83945EN/03
5
6
7
Remove cable from the J1 to J4-axis motors.
Remove the cable from the connectors of the cable on the J3 casing. (See Fig. 5.3 (b))
Remove bolts M6 x 12 and the washer, and then pull out cable with the clamp from the robot. (See
Fig. 5.3 (b))
A
A
Bolt
ボルト
M6M6X12(2)
x 12 (2)
Bolt
ボルト
M6
x 12
M6X12
Washer
ワッシャ
Tie
M56 with cable ties
M56をケーブルタイで縛ること。
(when
assembling)
(組み付け時)
Section
A-A
断面 A-A
Fig. 5.3 (b) Replacing cable kit
- 89 -
5. REPLACING CABLES
8
B-83945EN/03
Remove bolts M6 x12 which fix the clamps of the J2 arm upper side and lower side. Then remove
the cable kit from the J2 arm. (Refer to Fig. 5.3 (c))
Bolt
ボルト
M6
x 12 (2)
M6X12(2)
Apply
LOCTITE 263 (when assembling)
ロックタイト263塗布のこと
(組み付け時)
Bolt
ボルト
M6 x 12 (2)
M6X12(2)
Apply LOCTITE 263 (when assembling)
ロックタイト263塗布のこと (組み付け時)
Fig. 5.3 (c) Replacing cable kit
- 90 -
5. REPLACING CABLES
B-83945EN/03
9
Remove bolts M6 x 12 which fix the clamps of the J2 base (2 places). Then remove the cable kit
from the J2 base. (Refer to Fig. 5.3 (d))
Bolt
ボルト
M6 x 12 (2)
M6X12(2)
Apply LOCTITE 263 (when(組み付け時)
assembling)
ロックタイト263塗布のこと
Cable
tie
ケーブルタイ
Bolt
ボルト
M6
x 12 (2)
M6X12(2)
Apply
LOCTITE 263
ロックタイト263塗布のこと
(組み付け時)
(when assembling)
Fig. 5.3 (d) Replacing cable kit
- 91 -
5. REPLACING CABLES
10
11
12
13
14
B-83945EN/03
Remove bolts M6 x 12 (4 pcs) which fix the J1 connector plate to the J1 base. Then remove the J1
connector plate from the J1 base. (See Fig. 5.3 (e))
Remove bolts M4 x 10 (2 pcs), then remove the battery box.
Remove the terminal from the battery box.
Remove the earth terminal (2 places) which is fixed to the J1 base.
If option cables are attached, remove those from the J1 connector plate and the J1 base.
Washer
ワッシャ(2)(2)
Bolt
ボルト
M6
x 12 (2)
M6X12
(2)
J1
connector plate
J1分線板
Bolt
ボルト
M6
x 12 (4)
M6X12
(4)
Earth
terminal
アース端子
Bolt
ボルト
M4
x 10 (2)
M4X10
(2)
Battery
box
バッテリボックス
-
Tie
up with cable ties.
ケーブルタイで固定のこと。
-
+
+
Tightening
torque 0.50Nm
締め付けトルク
0.50Nm
Battery
box terminal side
バッテリボックス端子面
Fig. 5.3 (e) Replacing cable kit
15
16
17
Pull out whole of the cable kit from the J1 connector plate position.
Assemble the cable in the reversed sequence.
Perform quick mastering. Refer to the QUICK MASTERING section of the mechanical unit
Operator’s Manual (B-83944EN).
- 92 -
5. REPLACING CABLES
B-83945EN/03
18
When the welding cable is specified, remove bolts, washes and the nut, then disassemble the
terminal part. When assembling, wind the acetate tape as Fig. 5.3 (f).
A
B
B
A
Wind the acetate tape
toアセテートテープを巻き
insulate the terminal
端子部を絶縁すること。
part.
Washer
ワッシャ
W/P 2
W/P 1
Section
A-A
断面 A-A
Terminal
端子
A97L-0218-0737
A97L-0218-0737
Bolts
M4M4X10(2)
x 10 (2)
ボルト
Washers
ワッシャ (2)
(2)
Nut
ナット
ワッシャ
Washer
Bolt
M8 x 25
ボルトM8X25
Washer
ワッシャ
Section
B-B
断面 B-B
Fig. 5.3 (f) Replacing cable kit
- 93 -
5. REPLACING CABLES
5.4
1
2
3
B-83945EN/03
REPLACING S J5 AND J6 CABLES
Place the robot in a posture of J4 = 0°
Set the Quick Master Reference Position. Refer to the QUICK MASTERING section of the
mechanical unit Operator’s Manual (B-83944EN). (The Quick Master Reference is set with all
axes at 0º before shipment.)
Remove bolts M5 x 12 (6), then remove the J3 arm cover.
ガスケット
Gasket
A290-7227-X562
A290-7227-X562
J3J3アームカバー
arm cover
Bolt
ボルト
M5
x 12(6)(6)
M5X12
Fig. 5.4 (a) Replacing cable kit (J3 arm part 1)
4
Remove bolts which fix clamp in the J3 arm, then remove the cable from the motor.
Slack
cable as well as shape of U to direction
板金と同じ方向にケーブルをU字にたるませること(矢印参照)
of (組み付け時)
plate. (refer to arrow)
(When assembling)
C
C
Section
B-B
断面 B-B
Two
cable shold be slacked to
2本のケーブルは互い違いのU字とすること。
(組み付け時)
different
direction.
(When assembling)
Bolt
ボルト
M3M3X6
x6
Bolt
ボルト
M5M5X8(2)
x 8 (2)
B
B
TieM5M,M5P,M6M,M6Pをケーブルタイで縛ること。
up M5M, M5P, M6M, M6P with cable ties
(組み付け時)
(when
assembling)
Bolt
ボルト
M5X8(2)
M5
x 8 (2)
Section
断面C-C
C-C
Fig. 5.4 (b) Replacing cable kit (J3 arm part 2) (ARC Mate 100iD, M-10iD/12)
- 94 -
5. REPLACING CABLES
B-83945EN/03
Slack
cable as well as shape of U to direction
板金と同じ方向にケーブルをU字にたるませること(矢印参照)
of (組付け時)
plate. (refer to arrow)
(When assembling)
2本のケーブルは互い違いのU字とすること。
Two
cable shold be slacked to
different direction.
(When assembling)
Section
断面 A-A
A-A
Bolt
ボルト
M3 x 6 M3X6
Boltボルト
M5 M5X8(2)
x 8 (2)
A
A
Tie up M5P, M5M,M5BK, M6P, M6M, M6BK with
M5P,M5M,M5BK,M6P,M6M,M6BKをケーブルタイで縛ること。
cable
ties
(when assembling)
Fig. 5.4 (c) Replacing cable kit (J3 arm part 2) (ARC Mate 100iD/10L, M-10iD/10L)
Slack
cable as well as shape of U to direction of plate. (refer to arrow)
板金と同じ方向にケーブルをU字にたるませること(矢印参照)
(When assembling)
B
B
断面 A-AA-A
Section
2本のケーブルは互い違いのU字とすること。
Two cable
shold be slacked to
different direction.
(When assembling)
Bolt
ボルト
M5X8(2)
M5 x 8 (2)
Section
断面B-B
B-B
Boltボルト
M3 xM3X6
6
Bolt
M5ボルト
x 8 (2)
M5X8(2)
A
A
Bolt
ボルト
M3 xM3X6
6
Bolt
Tie
up M5M, M5P, M6M, M6P with cable ties
ボルト
M5M,M5P,M6M,M6Pをケーブルタイで縛ること。
M5 x 8M5X8(2)
(2)
(when assembling)
Bolt
ボルト
M5X8(2)
M5
x 8 (2)
Fig. 5.4 (d) Replacing cable kit (J3 arm part 2) (ARC Mate 100iD/16S, M-10iD/16S)
- 95 -
5. REPLACING CABLES
B-83945EN/03
Slack cable as well as shape of U to direction
板金と同じ方向にケーブルをU字にたるませること(矢印参照)
of plate. (refer to arrow)
(When assembling)
Section
A-A
断面 A-A
Two cable shold be slacked to
2本のケーブルは互い違いのU字とすること。
different direction.
(When assembling)
Bolt
M3 x 6
ボルト
M3X6
ボルト
Bolt
M5X8(2)
M5 x 8 (2)
A
A
Tie
up M5P, M5M,M5BK, M6P, M6M, M6BK
M5P,M5M,M5BK,M6P,M6M,M6BKをケーブルタイで縛ること。
with cable ties
(when assembling)
Fig. 5.4 (e) Replacing cable kit (J3 arm part 2) (ARC Mate 100iD/8L, M-10iD/8L)
5
6
Remove bolts M4 x 8 (4), then remove the pipe.
Remove bolts M6 x 16 (7), then remove the plate.
Gasket
ガスケット
A290-7227-X441
A290-7227-X441
Plate
プレート
Bolt
M6ボルト
x 16 (7)
M6X16 (7)
Gasket
A290-7227-X443
ガスケット
A290-7227-X443
Plate
パイプ
Bolt
M4 x 8 (4)
ボルト
M4X8 (4)
Fig. 5.4 (f) Replacing cable kit (J3 casing 1)
7
Remove bolts M3 x 8 (4) on the J3 casing backside.
- 96 -
5. REPLACING CABLES
B-83945EN/03
A
A
Boltボルト
M3M3X8(4)
x 8 (4)
Tie
up M56 with cable ties
M56をケーブルタイで縛ること。
(組み付け時)
(when
assembling)
Section
A-A
断面 A-A
Fig. 5.4 (g) Replacing cable kit (J3 casing 2)
8
Push the connector from the lower side so that the connector tab is pressed in the J3 casing, and then
remove the cables from the connector.
Wrist
side
手首側
Tab
爪
Fig. 5.4 (h) Replacing cable kit (J3 casing connector)
9
10
11
Pull out cables from the J3 casing lower side and the J3 arm side to the J3 casing side.
Assemble the cable in the reversed sequence.
Perform quick mastering. Refer to the QUICK MASTERING section of the mechanical unit
Operator’s Manual (B-83944EN).
- 97 -
6. MASTERING
6
B-83945EN/03
MASTERING
Mastering associates the angle of each robot axis with the pulse count value supplied from the absolute
Pulsecoder connected to the corresponding axis motor. To be specific, mastering is an operation for
obtaining the pulse count value; corresponding to the zero position.
CAUTION
1 In case of ARC Mate 100iD, M-10iD series, mastering is performed with gravity
compensation function enabled in our factory before shipment. Please refer to
Chapter 11 of Controller optional function operator’s manual (B-83284EN-2) for
details of the gravity compensation function.
2 In case of performing mastering with gravity compensation is enabled, if load
setting (See Section 4.3 of the mechanical unit operator’s manual (B-83944EN))
is not correct, it will influence the precision of the mastering.
6.1
OVERVIEW
The current position of the robot is determined according to the pulse count value supplied from the
Pulsecoder on each axis.
Mastering is factory-performed. It is unnecessary to perform mastering in daily operations. However,
mastering becomes necessary after:
Motor replacement
Pulsecoder replacement
Reducer replacement
Cable replacement
Batteries for pulse count backup in the mechanical unit have gone dead.
WARNING
Robot data (including mastering data) and Pulsecoder data are backed up by
their respective backup batteries. Data will be lost if the batteries die. Replace
the batteries in the controller and mechanical units periodically. An alarm will
alert you when battery voltage is low.
- 98 -
6. MASTERING
B-83945EN/03
Mastering method
Table 6.1 (a) describes the following mastering methods.
Table 6.1 (a) Mastering method
Fixture position
mastering
Zero-position mastering
(witness mark
mastering)
Quick mastering
Quick mastering for
single axis
Single axis mastering
Mastering data entry
Mastering performed before shipping using the mastering fixture. .
Mastering performed with all axes set at the 0-degree position. A zero-position mark
(witness mark) is attached to each robot axis. This mastering is performed with all axes
aligned to their respective witness marks.
Mastering performed at a user-specified position. The corresponding count value is
obtained from the rotation count of the Pulsecoder connected to the relevant motor and
the rotation angle within one rotation. Quick mastering uses the fact that the absolute
value of a rotation angle within one rotation will not be lost. (All axes at the same time)
Mastering performed at a user-specified position for one axis. The corresponding count
value is obtained from the rotation count of the Pulsecoder connected to the relevant
motor and the rotation angle within one rotation. Quick mastering uses the fact that the
absolute value of a rotation angle within one rotation will not be lost.
Mastering performed for one axis at a time. The mastering position for each axis can be
specified by the user. This is useful when performing mastering on a specific axis.
Enter the Mastering data directly.
This MAINTENANCE MANUAL describes fixture position mastering and single axis mastering those
are mainly required during replacement of parts. For other mastering methods, refer to the OPERATOR'S
MANUAL.
Once mastering is performed, you must carry out positioning (calibration). Positioning is an operation in
which the controller reads the pulse count value to sense the current position of the robot.
CAUTION
1 If mastering is performed incorrectly, the robot may behave unexpectedly. This is
very dangerous. So, the Master/Cal screen is designed to appear only when the
$MASTER_ENB system variable is 1 or 2. After performing positioning, press F5
[DONE] on the Master/Cal screen. The $MASTER_ENB system variable is reset
to 0 automatically, thus hiding the Master/Cal screen.
2 Before mastering is performed, it is recommended that the current mastering
data be backed up.
3 When the motion range is mechanically 360 degrees or more, turning any of the
axes (J1-axis and J4-axis) to which the cables are connected one turn in the
correct mastering position will damage the cables in the mechanical unit. If the
correct rotation position is not clear because the axis is moved too much during
mastering, remove the connector panel or cover, check the states of the internal
cables, and perform mastering in the correct position. For the checking
procedure, see Fig. 6.1 (a) and (b).
- 99 -
6. MASTERING
B-83945EN/03
J1=0
vの時
Check
that the cables are
ケーブルが捻れていないか
not
twisted
with the
確認してください
J1-axis placed in 0º
J1
connector panel
J1分線盤
Bolt
ボルト
M6X10 (4)
M6
x10 (4)
Fig. 6.1 (a) Confirming the state of cable (J1-axis)
Gasket
(*)
ガスケット(*)
A290-7227-X441
A290-7227-X441
Gasket
cannot be reused.
(*)ガスケットは再利用できません。
プレートを外した際はガスケット
Replace
it when removing the plate.
を新品に交換してください。
Check that the cables are
プレート
Plate
J4=0
vの時 with the
not
twisted
ケーブルが4周巻いてある
J4-axis
placed in 0º
状態か確認してください
Fig. 6.1 (b) Confirming the state of cable (J4-axis)
- 100 -
Bolt
ボルト
M6 x16
M6X16
(7) (7)
tightening torque
締付けトルク
4.5Nm 4.5Nm
ロックタイト243塗布
Apply LOCTITE 243
6. MASTERING
B-83945EN/03
6.2
RESETTING ALARMS AND PREPARING FOR
MASTERING
Before performing mastering because a motor has been replaced, it is necessary to release the relevant
alarm and display the positioning menu.
Alarm displayed
“SRVO-062 BZAL” or “SRVO-075 Pulse not established”
Procedure
1
Display the positioning menu by following the steps 1 to 6.
1
Press the [MENU] key.
2
Press [0 NEXT] and select [6 SYSTEM].
3
Press F1 ([TYPE]), and select [Variable] from the menu.
4
Place the cursor on $MASTER_ENB, then key in “1” and press the [ENTER] key.
5
Press F1 ([TYPE]), and select [Master/Cal] from the menu.
6
Select the desired mastering type from the [Master/Cal] menu.
2
To reset the “SRVO-062 BZAL” alarm, follow steps 1 to 5.
1
Press the [MENU] key.
2
Press [0 NEXT] and select [6 SYSTEM].
3
Press F1 ([TYPE]), and select [Master/Cal] from the menu.
4
Press F3 ([RES_PCA]), then press F4 ([YES]).
5
Cycle power of the controller.
3
To reset the “SRVO-075 Pulse not established” alarm, follow the steps 1 to 2.
1
After cycling controller power, the message “SRVO-075 Pulse not established” appears again.
2
Move the axis for which the message mentioned above has appeared in either direction till the
alarm disappears when you press the [RESET] key.
- 101 -
6. MASTERING
6.3
B-83945EN/03
FIXTURE POSITION MASTER
Fixture position mastering is performed using a mastering fixture. This mastering is carried out in the
predetermined fixture position.
Fixture position mastering is accurate because a dedicated mastering fixture is used.
When mastering the robot, arrange the robot to meet the following conditions.
Make the robot mounting base horizontal.
(The overall levelness of the robot mounting surface shall be 1 mm or less.)
Remove the hand and other parts form the wrist.
Set the robot in the condition protected from an external force.
Assembling the fixture base
1
Assemble the fixture base as shown in Fig. 6.3 (a).
Bolt
ボルト
M5
x 20 (4)
M5X20
(4)
Plate
プレート
A290-7221-X953
A290-7221-X953
Mastering
fixture B
マスタリング治具B
A290-7227-X952
A290-7227-X952
Bolt
ボルト
M5
x 20 (3)
M5X20
(3)
Plate
プレート
A290-7221-X957
A290-7221-X957
Fig. 6.3 (a) Assembling the fixture base
- 102 -
6. MASTERING
B-83945EN/03
2
Adjust the dial gauge to 3.00 mm using the calibration block, and tighten it with M5 bolt as shown
in Fig. 6.3 (b). (Do not tighten the bolt too strongly or the dial gauge will be broken.)
較正ブロック
Calibration
block
Bolt
ボルト
M5X16
M5
x 16(6)
(6)
プレート
Plate
E
A
B
F
C
ダイヤルゲージ
Dial gauge
(全てのダイヤルゲージが較正ブロック突き当て時に
(All dial gauge indicate 3mm in calibration.)
目盛りの読みが3mmになるよう調整)
Assembling
method of the dial gauge
ダイヤルゲージの組付け方
20 mm
ボルトM5
Bolt
M5
クランプ
Clamp
較正ブロック
Calibration
block
Fig. 6.3 (b) Mounting dial gauge
3
Remove the cover that protects the fixture mounting face of the J1 base. (Upon the completion of
mastering, attach this cover to the original position.) Mount the fixture to the J1 base as shown Fig.
6.3 (c). When assembling pin A290-7329-X093, pay attention to the direction of the pin refer to
Fig.6.3 (c).
Pin
ピン
A290-7329-X092
A290-7329-X092
A290-7329-X093
A290-7329-X093
Bolt
ボルト
M6X20
M6
x 20(2)(2)
Diamond locating
ダイヤピンの向き
pin direction
ロボット
Robot
正面
front
Fig. 6.3 (c) Assembling the fixture base
- 103 -
6. MASTERING
4
B-83945EN/03
Assemble the fixture to the wrist flange as shown in Fig. 6.3 (d). When assembling the diamond
locating pin, pay attention the parallel pin turn to radial part of hollow flange. Refer to Fig. 6.3 (d).
Face for the dial
ダイヤルゲージ
gauges
D and F
D,Fを当てる面
Bolt
ボルト
M4X12
M4
x 12(4)(4)
Mastering
fixture A
マスタリング治具A
A290-7227-X951
A290-7227-X951
Face for the dial
ダイヤルゲージA,Bを
gauges
A and B
当てる面
Face for the dial
ダイヤルゲージCを
gauge
C
当てる面
Face
for the dial
ダイヤルゲージE
gauge
E
を当てる面
ピン
Pin
A290-7227-X953
A290-7227-X953
Diamond
locating pin direction
ダイヤピンの向き
Wrist
center
手首中心
Fig. 6.3 (d) Assembling the fixture to the wrist flange
Mastering
1
2
3
4
Press the [MENU] key to display the screen menu.
Select [0 NEXT] and press [6 SYSTEM].
Press F1 [TYPE]. Then select [Variables] from the menu.
If $DMR_GRP[group].$GRAV_MAST=1, set the gravity compensation to enabled, if it is 0, set the
gravity compensation to disabled. In addition release the brake control.
NOTE
Gravity compensation can be set to enabled/disabled by setting the system
variables as follows:
$PARAM_GROUP[group].$SV_DMY_LNK[8] : FALSE(disabled) or TRUE
(enabled)
Brake control can be released by setting the system variables as follows:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (for all axes)
After changing the system variables, cycle power of the controller.
(Mastering can be performed without setting of gravity compensation. However,
it will affect precision.)
5
If mastering is performed with gravity compensation is enabled, Set the wrist side fixture payload as
the following table. Refer to “4.3 LOAD SETTING” of operator’s manual (B-83944EN).
PAYLOAD
PAYLOAD CENTER X
PAYLOAD CENTER Y
PAYLOAD CENTER Z
PAYLOAD INERTIA X
PAYLOAD INERTIA Y
PAYLOAD INERTIA Z
[kg]
[cm]
[cm]
[cm]
[kgfcms2]
[kgfcms2]
[kgfcms2]
- 104 -
2.45
-2.01
0.52
1.24
0.05
0.04
0.08
6. MASTERING
B-83945EN/03
6
7
8
9
Press the [MENU] key to show screen menu.
Press [0 NEXT] and select [6 SYSTEM].
Press F1 [TYPE] to show screen switch menu.
Select Master/Cal. Master/Cal screen will be displayed.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
10
11
LOAD
RES_PCA
DONE
Jog the robot into a posture for mastering. A to F (see Fig. 6.3 (b)) of the fixture attached to the wrist
are dial gauges A to F (see Fig. 6.3 (d)) and make adjustments so that dial gauges A to F indicate 3
mm. The posture as shown in Fig. 6.3 (e) should be used. See this figure for reference.
Select “1 FIXTURE POSITION MASTER” and Press F4, YES.
"MASTER POSITION" shown in Fig. 6.3 (e) is set in this position.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Mastered! Mastering Data:
<0> <11808249> <38767856>
<9873638> <12200039> <2000319>
[ TYPE ] LOAD RES_PCA
DONE
12
Select “7 CALIBRATE“ and press F4 [YES]. Position arrangement will be performed.
Alternatively, cycle power of the controller to perform position arrangement.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Robot Calibrated! Cur Jnt Ang(deg):
<0.000><46.4556><-107.057>
<0.000><-72.9430><-90.000>
- 105 -
6. MASTERING
13
B-83945EN/03
After positioning has completed, press F5 [DONE].
DONE
F5
14
15
Return the setting of the gravity compensation.
Return brake control to the original setting, and cycle power of the controller.
CAUTION
No check is made on the axis movable range during mastering. Be very careful
when running the robot. Continuing axis movement may result in the mechanical
stopper being bumped.
ARC Mate 100iD/12
M-10iD/12
ARC Mate 100iD/10L
M-10iD/10L
Mastering position
Mastering
position
マスタリング角度
マスタリング角度
J1 0.00000
J2 46.4556
J3 -107.057
J4 0.00000
J5 -72.9430
J6 -90.0000
J1 0.00000
J2 19.1043
J3 -87.40583
J4 0.00000
J5 -92.59417
J6 -90.0000
ARC Mate 100iD/16S
M-10iD/16S
ARC Mate 100iD/8L
M-10iD/8L
Mastering
position
マスタリング角度
Mastering
position
マスタリング角度
J1 0.00000
J2 48.9977
J3 -96.7975
J4 0.00000
J5 -83.2025
J6 -90.0000
J1 0.00000
J2 15.4674
J3 -88.6438
J4 0.00000
J5 -91.3562
J6 -90.0000
Fig. 6.3 (e) Mastering posture
- 106 -
6. MASTERING
B-83945EN/03
6.4
SINGLE AXIS MASTERING (FOR PARTS REPLACING)
Single axis mastering is performed for one axis at a time. The mastering position for each axis can be
specified by the user. Perform single axis mastering when parts are replaced.
NOTE
There is a possibility that you cannot perform the procedure in this section due to
the backlash or the motor failure. In that case, contact your local FANUC
representative.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
AUTO
(MSTR POS)
(
0.000)
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
(
0.000)
(
0.000)
(
0.000)
JOINT 10%
1/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
Item
Current position
(ACTUAL AXIS)
Mastering position
(MSTR POS)
SEL
ST
Table 6.4 (a) Items set in single axis mastering
Description
The current position of the robot is displayed for each axis in degree units.
A mastering position is specified for an axis to be subjected to single axis mastering. It would
be convenient if it is set to 0 degree position.
This item is set to 1 for an axis to be subjected to single axis mastering. Usually, it is 0.
This item indicates whether single axis mastering has been completed for the corresponding
axis. It cannot be changed directly by the user.
The value of the item is reflected in $EACHMST_DON (1 to 9).
0 : Mastering data has been lost. Single axis mastering is necessary.
1 : Mastering data has been lost. (Mastering has been performed only for the other
interactive axes.) Single axis mastering is necessary.
2 : Mastering has been completed.
Procedure of Single axis mastering
1
2
3
4
Press the [MENU] key to display the screen menu.
Select [0 NEXT] and press [6 SYSTEM].
Press F1 [TYPE]. Then select [Variables] from the menu.
If $DMR_GRP[group].$GRAV_MAST=1, set the gravity compensation to enabled, if it is 0, set the
gravity compensation to disabled. In addition release the brake control.
NOTE
Gravity compensation can be set to enabled/disabled by setting the system
variables as follows:
$PARAM_GROUP[group].$SV_DMY_LNK[8] : FALSE(disabled) or TRUE
(enabled)
Brake control can be released by setting the system variables as follows:
$PARAM_GROUP.SV_OFF_ALL
: FALSE
$PARAM_GROUP.SV_OFF_ENB[*]
: FALSE (for all axes)
After changing the system variables, cycle power of the controller.
(Mastering can be performed without setting of gravity compensation. However,
it will affect precision.)
- 107 -
6. MASTERING
5
B-83945EN/03
Prepare a mark (witness mark, scribe mark, point for check or temporarily set dial gauge)for single
axis mastering before parts replacing, then record all axis position of this posture.
*
The reproducibility after replacing parts varies depending on the mark’s accuracy.
*
When you can use a dial gauge, set the dial gauge as shown in the figure, then record the scale
reading of the dial gauge and the angle of the axis.
Fig. 6.4 (a) Setting of the dial gauge
6
7
8
9
10
Move the robot to the posture when the parts are replaced, so replace the parts.
After replacing parts, move the robot the marked position in step 5. At this time, move the axis
except the replaced axis correctly, match the replaced axis to the marked positon (in case of the dial
gauge : scale reading).
Clear an alarm that occurs as described in Section 6.2. Then prepare for the mastering.
Select [6 SYSTEM].
Select [Master/Cal]. The positioning screen will be displayed.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
11
LOAD
RES_PCA
DONE
Select [5 SINGLE AXIS MASTER]. The following screen will be displayed.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
AUTO
(MSTR POS)
0.000)
(
0.000)
(
(
0.000)
0.000)
(
0.000)
(
0.000)
(
(
0.000)
(
0.000)
(
0.000)
JO INT 10%
1/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
- 108 -
6. MASTERING
B-83945EN/03
12
13
14
Move the cursor to the [SEL] column for the unmastered axis and press the numeric key [1].
Setting of [SEL] is available for one or more axes.
Input the position data (recorded position in step 5) of the axis mastering is done.
Press F5 [EXEC]. Mastering is performed. So, [SEL] is reset to 0, and [ST] is re-set to 2 or 1.
SINGLE AXIS MASTER
J1
J2
J3
J4
J5
J6
E1
E2
E3
ACTUAL POS
0.000
0.000
0.000
0.000
0.000
90.000
0.000
0.000
0.000
AUTO
(MSTR POS)
0.000)
(
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
(
0.000)
JOINT 10%
6/9
(SEL)
[ST]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(0)
[2]
(1)
[0]
(0)
[0]
(0)
[0]
(0)
[0]
EXEC
15
When single axis mastering is completed, press the [PREV] key to resume the previous screen.
SYSTEM Master/Cal
AUTO JOINT 10 %
TORQUE = [ON ]
1 FIXTURE POSITION MASTER
2 ZERO POSITION MASTER
3 QUICK MASTER
4 QUICK MASTER FOR SINGLE AXIS
5 SINGLE AXIS MASTER
6 SET QUICK MASTER REF
7 CALIBRATE
Press 'ENTER' or number key to select.
[ TYPE ]
16
17
LOAD
RES_PCA
DONE
Select [7 CALIBRATE], then press F4 [YES]. Positioning is performed. Alternatively, turn off the
controller power and on again. Positioning is performed.
After positioning is completed, press F5 [DONE].
DONE
F5
18
19
Return the setting of the gravity compensation.
Return brake control to original setting, and cycle power of the controller.
- 109 -
6. MASTERING
6.5
B-83945EN/03
VERIFYING MASTERING
1
How to verify that the robot is mastered properly:
Usually, positioning is performed automatically when the power is turned on. To check whether
mastering has been performed correctly, examine if the current displayed position meets the actual
robot position by using the procedure described below:
(1) Reproduce a particular point in a program. Check whether the point agrees with the specified
position.
(2) Set all axes of the robot to their 0-degree (0 rad) positions. Check that the zero-degree position
marks indicated in ZERO POSITION MASTERRING Section of OPERATOR’S MANUAL
are aligned. There is no need to use a visual aid.
(3) Using fixtures, set the robot to the mastering position in the same way as when performing
mastering. Check that the displayed current position agrees with the actual mastering
position.
If the displayed and actual positions do not match, the counter value for a Pulsecoder may have been
invalidated as a result of an alarm described in 2 in this section. Alternatively, the mastering data in
system variable $DMR_GRP.$MASTER_COUN may have been overwritten as a result of an
operation error or some other reason.
Compare the data with the values indicated on the supplied data sheet. This system variable is
overwritten whenever mastering is performed. Whenever mastering is performed, record the value of
the system variable on the data sheet.
2
Alarm type displayed during mastering and their solution method:
(1) BZAL alarm
This alarm is displayed if the Pulsecoder's backup battery voltage decreases to 0 V while the
power to the controller is disconnected. Furthermore, if the Pulsecoder connector is removed
for cable replacement, etc. this alarm is displayed as the voltage decreases to 0. Confirm if the
alarm will disappear by performing a pulse reset (See Section 6.2.). Then, cycle power of the
controller to check if the alarm disappears or not.
The battery may be drained if the alarm is still displayed. Perform a pulse reset, and turn off
and on the controller power after replacing the battery. Note that, if this alarm is displayed, all
the original data held by the Pulsecoder will be lost. Mastering is required.
(2) BLAL alarm
This alarm is displayed if the voltage of the Pulsecoder's backup battery has fallen to a level
where backup is no longer possible. If this alarm is displayed, replace the battery with a new
one immediately while keeping the power turned on. Check whether the current position data is
valid, using the procedure described in 1 in this section.
(3) Alarm notification like CKAL, RCAL, PHAL, CSAL, DTERR, CRCERR, STBERR, and
SPHAL may have trouble with Pulsecoder, contact your local FANUC representative.
- 110 -
APPENDIX
APPENDIX
B-83945EN/03
A
MAINTENANCE PARTS
Cable No.
Specifications
K101
A660-8020-T704#12
K101
A660-8020-T704#SH
K101
A660-8020-T704#EL
K102
K102
K102
K102
K103
A660-8020-T705#12
A660-8020-T705#LG
A660-8020-T705#SH
A660-8020-T705#EL
A660-8020-T706#12
K104
A660-8020-T707#12
K105
A660-8020-T841#12
K108
Cable No.
A660-8021-T503#12
Specifications
K301
K302
K303
K304
K304
K304
K305
A660-2008-T370#12
A660-2008-T371#12
A660-2008-T372#12
A660-8040-T051#12H
A660-8040-T051#12L
A660-8040-T051#12D
A05B-1227-D001#12
K306
A660-8020-T934#12
K307
K308
A660-2008-T373#12
A660-8020-T935
Axis
J1, J2
J1
J3
J4
J5
J6
A. MAINTENANCE PARTS
Specifications
A06B-2235-B605
A06B-2235-B005
A06B-2212-B605
A06B-0114-B855#0048
A06B-0114-B855#0048
A06B-0114-B855#0048
A06B-0114-B205#0048
Table A (a) Cables (basic cable)
Function
J1 to J6 MOTOR+EE(RI/O x 1)
(For 6 axes brake type)
J1 to J6 MOTOR+EE(RI/O x 1)
(For 6 axes brake type)
J1 to J6 MOTOR+EE(RI/O x 1)
(For 6 axes brake type)
Wrist cable (For 6 axes brake type)
Wrist cable (For 6 axes brake type)
Wrist cable (For 6 axes brake type)
Wrist cable (For 6 axes brake type)
J1 to J6 MOTOR+EE(RI/O x 1)
(For 4 axes brake type)
Wrist cable (For 4 axes brake type)
J1 to J6 MOTOR+EE(RI/O x 8)
(For 6 axes brake type)
J1 to J6 MOTOR+EE(RI/O x 8)
(For 6 axes brake type)
(For severe dust/liquid protection option)
Table A (b) Cables (option cable)
Function
Wire feeder power cable for FANUC
Wire feeder power cable for LINCOLN
Wire feeder power cable for DAIHEN
Welding power cable for FANUC (60SQ)
Welding power cable for LINCOLN (60SQ)
Welding power cable for DAIHEN (60SQ)
Camera cable
User cable (signal usable to force sensor
and 3D Laser Vision sensor)
Ethernet cable (signal)
Earth Ethernet cable (signal)
Table A (c) Motor
Remarks
αiS8/4000-B (with brake)
αiS8/4000-B (without brake)
αiS2/5000-B
βiSR0.4/6000
βiSR0.4/6000
βiSR0.4/6000 (with brake)
βiSR0.4/6000 (without brake)
- 113 -
Models
ARC Mate 100iD,
ARC Mate 100iD/10L,
M-10iD/12/10L
ARC Mate 100iD/16S,
M-10iD/12/16S
ARC Mate 100iD/8L
M-10iD/8L
ARC Mate 100iD
M-10iD/12
ARC Mate 100iD/10L
M-10iD/10L
ARC Mate 100iD/16S
M-10iD/16S
ARC Mate 100iD/8L
M-10iD/8L
All models
ARC Mate 100iD,
ARC Mate 100iD/10L,
M-10iD/12/10L
Models
All models
Models
All models
A. MAINTENANCE PARTS
APPENDIX
Table A (d) Reducer
Specifications
Parts name
J2-axis reducer
J3-axis reducer
B-83945EN/03
A97L-0318-0239#430Z-126
A97L-0318-0240#265Z-145
NOTE
Specify the following draw nut for the J2, J3-axes reducer.
Parts name
Table A (e) Gear, draw nut, gear and key
Specifications
Location of use
J1-axis gear
J2-axis gear
J3-axis gear
Draw nut
Draw nut
A290-7227-X211
A290-7227-X311
A290-7227-X411
A290-7221-X311
A290-7221-X421
J1-axis motor
J2-axis motor
J3-axis motor
J2-axis motor
J3-axis motor
Gear
A290-7227-X412
J4-axis motor
Gear
A290-7227-X511
J5, J6-axis motor
(2 pcs/per 1 robot)
Gear
A290-7228-X511
Key
A97L-0118-0402#3X3X12BNQ
J5, J6-axis motor
(2 pcs/per 1 robot)
J5, J6-axis motor
pcs/per 1 robot)
Table A (f) Other (mechanical unit)
Specifications
Parts name
J1 unit
With brake
Without brake
J4-axis gearbox
A05B-1227-K421
J4-axis gearbox
A05B-1227-K441
J5/J6-axis gearbox
A290-7227-V525
J5/J6-axis gearbox
A290-7228-V505
J3 arm unit
A05B-1227-K521#12
J3 arm unit
A05B-1227-K521#LG
J3 arm unit
A05B-1227-K541
A290-7227-T221
A290-7227-T271
Models
All models
ARC Mate 100iD,
ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L
ARC Mate 100iD/16S,
M-10iD/16S
All models
Models
All models
ARC Mate 100iD,
ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L
ARC Mate 100iD/16S,
M-10iD/16S
ARC Mate 100iD,
ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L
ARC Mate 100iD/16S,
M-10iD/16S
ARC Mate 100iD
M-10iD/12
ARC Mate 100iD/10L/8L
M-10iD/10L/8L
ARC Mate 100iD/16S
M-10iD/16S
- 114 -
A. MAINTENANCE PARTS
APPENDIX
B-83945EN/03
The following service parts are appended to J4-axis gearbox (A05B-1227-K421, K441) for maintenance.
Please exchange these with the J4-axis gearbox.
Parts name
GASKET
GASKET
BOLT
BOLT
SEAL BOLT
TAPER PLUG
SEAL WASHER
GASKET
GASKET
Parts name
Specifications
A98L-0040-0042#03
A98L-0040-0042#07
A6-BA-10X30
A6-BA-6X8
A97L-0218-0621#051616
A97L-0001-0436#2-1D
A30L-0001-0048#6M
A290-7227-X441
A290-7227-X443
Q’ty
1
1
9
1
4
1
1
1
1
Used place
J3-axis motor
J4-axis motor
J3-axis reducer to J3 casing
J3-axis grease inlet
J4 -axis moto
J4-axis oil inlet/outlet
J3-axis grease inlet
J3 casing backside
J3 casing pipe
Table A (g) Battery, grease, oil, and sealant
Specifications
Remark
Battery
A98L-0031-0027
Grease
A98L-0040-0174#16KG
Oil
A98L-0040-0233#20L
C battery 1.5V (4pcs/ per 1 robot)
Kyodo Yushi VIGOGREASE RE0
Refer to Section 2.2 for required grease amount.
JX Nippon Oil & Energy Corporation
BONNOC AX68
Refer to Section 2.2 for required grease amount.
Table A (h) O-ring
Parts name
O-ring
O-ring
O-ring
O-ring
O-ring
O-ring
O-ring
O-ring
Specifications
JB-OR1A-G105
JB-OR1A-G115
JB-OR1A-G110
A98L-0040-0041#050
A98L-0040-0041#153
A98L-0040-0041#046
A290-7227-X444
JB-OR1A-G45
Parts name
Specifications
Gasket
Gasket
Gasket
Gasket
A98L-0040-0042#03
A290-7227-X447
A98L-0040-0042#07
A290-7227-Y561
Parts name
Stopper
J1-axis motor
J2-axis motor
J2-axis reducer
J2-axis reducer
J3 -axis reducer
J3-axis reducer
J3 arm to J3 casing
J5, J6-axismotor (2 pcs)
Table A (i) Gasket
Location of use
J3-axis motor
J4 cover
J4-axis motor
J5/J6-AXIS GEARBOX
Specifications
A290-7215-X323
Location of use
Models
All Models
All Models
All Models
All Models
Table A (j) Stopper
Used place
J2-axis
Models
All Models
Table A (k) M/H conduit (M-10iD/12/10L/16S/8L option)
Parts name
M/H conduit
Conduit
Specifications
A05B-1227-J701#12
A05B-1227-J701#LG
A05B-1227-J701#SH
A05B-1227-J701#EL
FANUC Specifications: A97L-0118-0734#E36-0062 (NOTE)
REIKU Specifications: PU R B-4219
FANUC Specifications: A97L-0118-0734#E36-0082 (NOTE)
REIKU Specifications: PU R B-4219
FANUC Specifications: A97L-0118-0734#E36-0102 (NOTE)
REIKU Specifications: PU R B-4219
- 115 -
Models
M-10iD/12
M-10iD/10L
M-10iD/16S
M-10iD/8L
M-10iD/12/16S
M-10iD/10L
M-10iD/8L
A. MAINTENANCE PARTS
Parts name
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
Bolt
APPENDIX
Table A (l) Bolt
Specifications
A6-BA-12X25
A6-BA-5X45
A6-BA-10X20
A6-BA-6X22
A6-BA-5X45
A6-BA-10X30
A6-BA-5X20
A6-BA-3X8
A6-BA-6X115
A6-BA-3X25
A97L-0218-0496#M6X16BC
A97L-0218-0496#M6X25BC
B-83945EN/03
Qty.
12
1
12
18
1
9
18
1
9
2
5
4
Location of use
J1 unit to J2 base
J2-axis motor
J2 base to J2-axis reducer
J2 -axis reducer
J3-axis motor
J3 casing to J3-axis reducer
J3 -axis reducer
J4-axis motor
J3 arm to J3 casing
J5/J6-axis motor
Wrist unit to J3 arm
Wrist unit to J3 arm
NOTE
1 When a bolt with instructions to apply Loctite is removed, it is recommended to
replace it with the new one. In case that a washer is attached, replace it at the
same time.
2 Please cut it in the convex part when you cut Conduit. The cable might be
damaged in the edge part of Conduit when cutting it in the concave portion.
Good cutting
example
A
DETAIL A
B
Bad cutting
example
DETAIL B
Fig. A (a) Cutting example of conduit
- 116 -
B-83945EN/03
B
APPENDIX
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
MECHANICAL UNIT CIRCUIT DIAGRAM
- 117 -
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
APPENDIX
BASIC AXIS CABLE
ARC Mate 100iD, M-10iD/12
ARC Mate 100iD/10L, M-10iD/10L
K101(A660-8020-T704#12)---RI/O*1
K105(A660-8020-T841#12)---RI/O*8
B-83945EN/03
J1 MOTOR (αiS8/4000)
A63L-0002-0128#810SL3SJ
M1BK 10SL-3P(1.25SQ 13A)
A BK(J1)
C
B BKC(J1)
M1M
ARC Mate 100iD/8L, M-10iD/8L
K101(A660-8020-T704#EL)---RI/O*1
K105(A660-8020-T841#EL)---RI/O*8
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0001-0648#81810SB
ARC Mate 100iD/16S, M-10iD/16S
K101(A660-8020-T704#SH)---RI/O*1
K105(A660-8020-T841#SH)---RI/O*8
A66L-0001-0770
(0.2SQ*3P)Φ6.9
A63L-0001-0848#B10SL1
A63L-0001-0850
18-10P
C J1W1
D J1G1
A J1U1
B J1V1
M1P
8
9
4
5
6
7
5V(J1)
10 0V(J1)
10SL1(0.3SQ 3A)
6V(BT1)
1
XPRQJ1
2
PRQJ1
3 FG
0V(BT1)
J2 MOTOR (αiS8/4000)
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0002-0128#810SL3SJ
M2BK 10SL-3P(1.25SQ 13A)
A BK(J2)
C
B BKC(J2)
M2M
A63L-0001-0648#81810SB
A J2U1
B J2V1
M2P
A63L-0001-0848#B10SL1
A63L-0001-0850
A66L-0001-0770
(0.2SQ*3P)Φ6.9
8
9
18-10P
C J2W1
D J2G1
10SL1(0.3SQ 3A)
6V(BT2)
1
XPRQJ2
2
6 PRQJ2
3 FG
7 0V(BT2)
4
5
5V(J2)
10 0V(J2)
J1 CONNECTOR PANEL
Han 72DD
(2.5SQ 10A)
RMP
1 BK(J1) 13 BK(J2) 25 BK(J3) 37 BK(J4) 49 BK(J5) 61 BK(J6)
BKC
2
J1U1 14 J2U1 26 J3U1 38 (200V) 50
(0V)
3
J1V1 15 J2V1 27 J3V1
39 J4U1 51
J5U1 63 J6U1
4
J1W1 16 J2W1 28 J3W1 40 J4V1 52
J5V1 64 J6V1
5
62 (J1,J2,J3,
J4,J5,J6)
J1G1 17 J2G1 29 J3G1 41 J4W1 53 J5W1 65 J6W1
24VF
6
XROT 18 (OT,A1,A2, 30 XHBK 42 J4G1 54 J5G1 66 J6G1
7
RI1
19
RI2
31
8
RO1
20
RO2
9
RI7
21
RI8
A3,A4)
5V
10 (J1,J2) 22
0V
(A1,A2)
RI4
55
RI5
67
44
RO4
56
RO5
68
RI6
45
RO8
RI9 69
57 (XPPABN)
RO6
RI3
43
32
RO3
33
RO7
A63L-0002-0244#J32
A63L-0002-0244#T32SK
A63L-0002-0066#CTM
M56
A66L-0001-0769
(0.2SQ*12P,0.2SQ*24C,0.4SQ*24C)Φ19.0
A63L-0002-0244#P32
A63L-0002-0244#R32SK
A63L-0002-0066#CRM
BUSH
A290-7227-X491
NUT
A290-7227-X492
D8 J6W1
D7
D6 J6U1
D5
C8
C7 J6V1
C6
C5 BK(J6) C4
B8 J5W1
B7
B6 J5U1
B5
A8
A7 J5V1
A6
A5 BK(J5) A4
D4
D2
0V
6V
D1
(BT5,BT6) (BT5,BT6)
C3 J6G1
C2
0V
5V
(J5,J6) C1 (J5,J6)
B3
B2 XPQRJ6 B1 PRQJ6
BKC D3
(J5,J6)
B4 J5G1
A3
A2 XPRQJ5 A1 PRQJ5
FG
PACKING
A290-7227-X493
0V
0V
5V 34 5V 46 0V 58
(J1,J2)
(J3,J4) 70 (J5,J6)
(J3,J4)
(J5,J6)
11 PRQJ1 23 PRQJ2 35 PRQJ3 47 PRQJ4 59 PRQJ5 71 PRQJ6
12 XPRQJ1 24 XPRQJ2 36 XPRQJ3 48 XPRQJ4 60 XPRQJ5 72 XPRQJ6
G
FG
IN CASE OF K101
1 RO1
6V
(BT1,BT2,BT3,
BT4,BT5,BT6)
3 0V(A1)
2 XHBK
4 RI1
5 24VF(A1)
+
BATTERY
0V
(BT1,BT2,BT3,
BT4,BT5,BT6)
A63L-0001-0234#W1305F
(0.5SQ 5A)Φ3-Φ8
EE
EE
IN CASE OF K105
1
2
3
4
5
6
7
8
RO1
RO2
RO3
RO4
RO5
RO6
XHBK
0V(A1)
A63L-0001-0234#W2524F
(0.5SQ 5A)Φ9.6-Φ15
17 24VF(A1)
9 RI1
18 24VF(A2)
10 RI2
11 RI3
19 24VF(A3)
12 RI4
20 24VF(A4)
13 RI8
21 RO7
14 RI(XPPABN) 22 RO8
15 RI5
23 0V(A2)
16 RI6
24 RI7
:可動部用
MOVABLE
Fig. B (a) Mechanical unit circuit diagram (Basic cable 6-axes brake type)
- 118 -
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
APPENDIX
B-83945EN/03
J3 MOTOR (αiS2/5000)
M3M
A63L-0001-0875#SC
1 J3U1
2 J3V1
A63L-0001-0848#B10SL1
A63L-0001-0850
8 5V(J3)
9
10 0V(J3)
A63L-0001-0874
5 BK(J3)
6 BKC(J3)
3 J3W1
4 J3G1
M3P
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT3)
1
XPRQJ3
2
PRQJ3
3 FG
0V(BT3)
J4 MOTOR (βiSR0.4/6000)
M4BK
A63L-0001-0865#2
A63L-0001-0864#CS
1 BK(J4)
2 BKC(J4)
M4M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J4U1
MOLEX 55618-0401
4 J4G1
3 J4W1
2 J4V1
M4P
A63L-0001-0848#E10SL1
A63L-0001-0850
MOLEX 55619-0401
4
3
8 5V(J4)
9
10 0V(J4)
CABLE CLAMP
A63L-0002-0178#2052DP13
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT4)
1
XPRQJ4
2
PRQJ4
3 FG
0V(BT4)
J5 MOTOR (βiSR0.4/6000)
M5BK
A63L-0001-0865#2
A63L-0001-0864#CS
A66L-0001-0287#030RDXWH
(0.3SQ*6P)
1 BK(J5)
2 BKC(J5)
M5M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J5U1
2 J5V1
MOLEX 55618-0401
4 J5G1
3 J5W1
M5P
A63L-0001-0848#E10SL1
A63L-0001-0850
MOLEX 55619-0401
4
3
8 5V(J5)
9
10 0V(J5)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT5)
1
XPRQJ5
2
PRQJ5
3 FG
0V(BT5)
J6 MOTOR (βiSR0.4/6000)
M6BK
A63L-0001-0865#2
A63L-0001-0864#CS
1 BK(J6)
2 BKC(J6)
M6M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J6U1
2 J6V1
MOLEX 55618-0401
4 J6G1
3 J6W1
M6P
A66L-0001-0287#020BUXWH
(0.2SQ*8P)
A63L-0001-0848#E10SL1
A63L-0001-0850
MOLEX 55619-0401
4
3
8 5V(J6)
9
10 0V(J6)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT6)
1
XPRQJ6
2
PRQJ6
3 FG
0V(BT6)
WRIST CABLE
ARC Mate 100iD, M-10iD/12
K102(A660-8020-T705#12)
ARC Mate 100iD/10L, M-10iD/10L
K102(A660-8020-T705#LG)
ARC Mate 100iD/8L, M-10iD/8L
K102(A660-8020-T705#EL)
ARC Mate 100iD/16S, M-10iD/16S
K102(A660-8020-T705#SH)
- 119 -
ARC Mate 100iD, M-10iD/12
ARC Mate 100iD/10L, M-10iD/10L
ARC Mate 100iD/8L, M-10iD/8L
ARC Mate 100iD/16S, M-10iD/16S
6BK
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
APPENDIX
B-83945EN/03
J1 MOTOR (αiS8/4000)
BASIC AXIS CABLE
ARC Mate 100iD, M-10iD/12
K103(A660-8020-T706#12)---RI/O*1
M1M
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0001-0648#81810SB
A66L-0001-0770
(0.2SQ*3P)Φ6.9
A63L-0001-0848#B10SL1
A63L-0001-0850
A J1U1
B J1V1
18-10P
C J1W1
D J1G1
M1P
8
9
4
5
6
7
5V(J1)
10 0V(J1)
10SL1(0.3SQ 3A)
6V(BT1)
1
XPRQJ1
2
PRQJ1
3 FG
0V(BT1)
J2 MOTOR (αiS8/4000)
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0002-0128#810SL3SJ
M2BK 10SL-3P(1.25SQ 13A)
A BK(J2)
C
B BKC(J2)
M2M
A J2U1
B J2V1
A63L-0001-0648#81810SB
M2P
A66L-0001-0770
(0.2SQ*3P)Φ6.9
A63L-0001-0848#B10SL1
A63L-0001-0850
8
9
18-10P
C J2W1
D J2G1
10SL1(0.3SQ 3A)
6V(BT2)
1
XPRQJ2
2
6 PRQJ2
3 FG
7 0V(BT2)
4
5
5V(J2)
10 0V(J2)
J1 CONNECTOR PANEL
Han 72DD
(2.5SQ 10A)
RMP
1 BK(J1) 13 BK(J2) 25 BK(J3) 37 BK(J4) 49 BK(J5) 61 BK(J6)
J1U1 14 J2U1 26 J3U1
3
J1V1
39
J4U1 51
J5U1 63 J6U1
4
J1W1 16 J2W1 28 J3W1 40
J4V1 52
J5V1 64 J6V1
15 J2V1
27 J3V1
38 (200V) 50
(0V)
BKC
2
62 (J1,J2,J3,
J4,J5,J6)
5
J1G1 17 J2G1
6
XROT 18 (OT,A1,A2, 30 XHBK 42 J4G1 54 J5G1 66 J6G1
7
RI1
19
RI2
31
RI3
43
RI4
55
RI5
0V
67 (A1,A2)
8
RO1
20
RO2
32
RO3
44
RO4
56
RO5
68
RI6
57 (XPPABN) 69
RO6
9
29 J3G1
41 J4W1 53 J5W1 65 J6W1
24VF
A3,A4)
RI7
21
RI8
33
RO7
45
RO8
RI9
A63L-0002-0244#J32
A63L-0002-0244#T32SK
A63L-0002-0066#CTM
M56
A66L-0001-0769
(0.2SQ*12P,0.2SQ*24C,0.4SQ*24C)Φ19.0
A63L-0002-0244#P32
A63L-0002-0244#R32SK
A63L-0002-0066#CRM
BUSH
A290-7227-X491
NUT
A290-7227-X492
D8 J6W1
D7
D6 J6U1
D5
C8
C7 J6V1
C6
C5 BK(J6) C4
D4
B8 J5W1
B7
B6 J5U1
B5
A8
A7 J5V1
A6
A5 BK(J5) A4
BKC D3
(J5,J6)
C3 J6G1
B4 J5G1
0V
6V
D1
(BT5,BT6) (BT5,BT6)
C2
0V
5V
(J5,J6) C1 (J5,J6)
B2 XPQRJ6 B1 PRQJ6
B3
A3
D2
FG
A2 XPRQJ5 A1 PRQJ5
PACKING
A290-7227-X493
0V
5V
5V 34 5V 46
58 0V
70 0V
10 (J1,J2) 22 (J3,J4)
(J1,J2)
(J3,J4)
(J5,J6)
(J5,J6)
11 PRQJ1 23 PRQJ2 35 PRQJ3 47 PRQJ4 59 PRQJ5 71 PRQJ6
12 XPRQJ1 24 XPRQJ2 36 XPRQJ3 48 XPRQJ4 60 XPRQJ5 72 XPRQJ6
G
FG
A63L-0001-0234#W1305F
(0.5SQ 5A)Φ3-Φ8
EE
1 RO1
6V
(BT1,BT2,BT3,
BT4,BT5,BT6)
3 0V(A1)
2 XHBK
5 24VF(A1)
4 RI1
+
BATTERY
0V
(BT1,BT2,BT3,
BT4,BT5,BT6)
-
:可動部用
MOVABLE
Fig. B (b) Mechanical unit circuit diagram (Basic cable 4-axes brake type)
- 120 -
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
APPENDIX
B-83945EN/03
J3 MOTOR (αiS2/5000)
M3M
A63L-0001-0875#SC
1 J3U1
2 J3V1
A63L-0001-0874
5 BK(J3)
6 BKC(J3)
3 J3W1
4 J3G1
M3P
A63L-0001-0848#B10SL1
A63L-0001-0850
10SL1(0.3SQ 3A)
6V(BT3)
1
XPRQJ3
2
PRQJ3
3 FG
0V(BT3)
4
5
6
7
8 5V(J3)
9
10 0V(J3)
J4 MOTOR (βiSR0.4/6000)
A63L-0001-0865#2
A63L-0001-0864#CS
A63L-0001-0865#1
A63L-0001-0864#CS
M4BK
1 BK(J4)
2 BKC(J4)
M4M
1 J4U1
2
J4V1
8
9
5V(J4)
MOLEX 55619-0401
4
3
4
3
MOLEX 55618-0401
J4G1
J4W1
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT4)
1
XPRQJ4
2
PRQJ4
3 FG
0V(BT4)
M4P
A63L-0001-0848#E10SL1
A63L-0001-0850
10 0V(J4)
CABLE CLAMP
A63L-0002-0178#2052DP13
J5 MOTOR (βiSR0.4/6000)
M5BK
A63L-0001-0865#2
A63L-0001-0864#CS
A66L-0001-0287#030RDXWH
(0.3SQ*6P)
1 BK(J5)
2 BKC(J5)
M5M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J5U1
2 J5V1
MOLEX 55618-0401
4 J5G1
3 J5W1
M5P
A63L-0001-0848#E10SL1
A63L-0001-0850
MOLEX 55619-0401
4
3
8 5V(J5)
9
10 0V(J5)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT5)
1
XPRQJ5
2
PRQJ5
3 FG
0V(BT5)
J6 MOTOR (βiSR0.4/6000)
M6M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J6U1
2 J6V1
MOLEX 55618-0401
4 J6G1
3 J6W1
M6P
A66L-0001-0287#020BUXWH
(0.2SQ*8P)
A63L-0001-0848#E10SL1
A63L-0001-0850
8 5V(J6)
9
10 0V(J6)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT6)
1
XPRQJ6
2
PRQJ6
3 FG
0V(BT6)
WRIST CABLE
ARC Mate 100iD, M-10iD/12
K104(A660-8020-T707#12)
ARC Mate 100iD, M-10iD/12
4BK
- 121 -
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
APPENDIX
B-83945EN/03
BASIC AXIS CABLE WITH SDLP
A05B-1227-H223#**
ARC Mate 100iD, M-10iD/12
ARC Mate 100iD/10L, M-10iD/10L
K108(A660-8021-T503#12)---RI/O*8
A66L-0001-0723
(1.25SQ*6C)Φ8.8
ARC Mate 100iD/8L, M-10iD/8L
K108(A660-8021-T503#EL)---RI/O*8
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0001-0648#81810SB
A66L-0001-0770
(0.2SQ*3P)Φ6.9
A63L-0001-0848#B10SL1
A63L-0001-0850
J1 MOTOR (αiS8/4000)
A63L-0002-0128#810SL3SJ
M1BK 10SL-3P(1.25SQ 13A)
A BK(J1)
C
B BKC(J1)
M1M
18-10P
C J1W1
D J1G1
A J1U1
B J1V1
M1P
8
9
5V(J1)
10 0V(J1)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT1)
1
XPRQJ1
2
PRQJ1
3 FG
0V(BT1)
J2 MOTOR (αiS8/4000)
A66L-0001-0723
(1.25SQ*6C)Φ8.8
A63L-0002-0128#810SL3SJ
M2BK 10SL-3P(1.25SQ 13A)
A BK(J2)
C
B BKC(J2)
M2M
A66L-0001-0771
(1.25SQ*6C)Φ8.8
A63L-0001-0648#81810SB
A66L-0001-0770
(0.2SQ*3P)Φ6.9
A63L-0001-0848#B10SL1
A63L-0001-0850
A J2U1
B J2V1
18-10P
C J2W1
D J2G1
M2P
8
9
5V(J2)
10 0V(J2)
10SL1(0.3SQ 3A)
6V(BT2)
1
XPRQJ2
2
6 PRQJ2
3 FG
7 0V(BT2)
4
5
A66L-0001-0532
(0.5SQ*24C)Φ10.6
A66L-0001-0770
(0.2SQ*3P)Φ6.9
CON. BOX
A290-7227-X681
PLATE
A290-7227-X683
A66L-0001-0400#2
(0.5SQ*6P,0.2SQ*4P)Φ12.1
J1 CONNECTOR PANEL
Han 72DD
(2.5SQ 10A)
RMP
1 BK(J1) 13 BK(J2) 25 BK(J3) 37 BK(J4) 49 BK(J5) 61 BK(J6)
2
J1U1 14 J2U1 26 J3U1 38 (200V) 50
3
J1V1
15 J2V1
(0V)
27 J3V1 39 J4U1 51 J5U1
BKC
62 (J1,J2,J3,
J4,J5,J6)
4
J1W1 16 J2W1 28 J3W1 40
5
J1G1 17 J2G1 29 J3G1 41 J4W1 53 J5W1 65 J6W1
6
XROT 18 (OT,A1,A2, 30 XHBK 42 J4G1 54 J5G1 66 J6G1
7
RI1
19
RI2
8
RO1
20
RO2
9
RI7
21
RI8
J4V1 52 J5V1 64 J6V1
24VF
A3,A4)
5V
10 (J1,J2) 22
31
RI4
55
RI5
0V
67 (A1,A2)
44
RO4
56
RO5
68
RI6
45
RO8
RI9 69
57 (XPPABN)
RO6
RI3
43
32
RO3
33
RO7
EE
63 J6U1
1 RO1
2 RO2
3 RO3
4 RO4
5 RO5
6 RO6
7 XHBK
8 0V(A1)
(SOLDERING
OR CRIMPING)
A66L-0001-0769
(0.2SQ*12P,0.2SQ*24C,0.4SQ*24C)Φ19.0
A63L-0001-0463#R2424S
(0.5SQ 5A)Φ9.6-Φ15
17 24VF(A1)
9 RI1
10 RI2
18 24VF(A2)
19 24VF(A3)
11 RI3
12 RI4
20 24VF(A4)
13 RI8
21 RO7
14 RI9(XPPABN) 22 RO8
15 RI5
23 RI7
16 RI6
24
A63L-0002-0244#J32
A63L-0002-0244#T32SK
A63L-0002-0066#CTM
M56
5V 34
5V 46 0V 58 0V 70 0V
(J1,J2)
(J3,J4)
(J5,J6)
(J3,J4)
(J5,J6)
D8 J6W1
D7
D6 J6U1
D5
11 PRQJ1 23 PRQJ2 35 PRQJ3 47 PRQJ4 59 PRQJ5 71 PRQJ6
C8
C7 J6V1
C6
C5 BK(J6) C4
12 XPRQJ1 24 XPRQJ2 36 XPRQJ3 48 XPRQJ4 60 XPRQJ5 72 XPRQJ6
B8 J5W1
B7
B6 J5U1
B5
A8
A7 J5V1
A6
A5 BK(J5) A4
G
6V
(BT1,BT2,BT3,
BT4,BT5,BT6)
+
BATTERY
0V
(BT1,BT2,BT3,
BT4,BT5,BT6)
-
FG
A66L-0001-0400#2
(0.5SQ*6P,0.2SQ*4P)Φ12.1
D2
0V
6V
D1
(BT5,BT6) (BT5,BT6)
C3 J6G1
C2
0V
5V
(J5,J6) C1 (J5,J6)
B3
B2 XPQRJ6 B1 PRQJ6
D4 BKC D3
(J5,J6)
B4 J5G1
A3
A63L-0002-0244#P32
A63L-0002-0244#R32SK
A63L-0002-0066#CRM
A63L-0002-0066#CR2L
BUSH
A290-7227-X494
NUT
A290-7227-X492
A66L-0001-0163#5
(1.25SQ*5C)Φ7.7)
CABLE CLAMP
A63L-0002-0178#1650DP9
:可動部用
MOVABLE
Fig. B (c) Mechanical unit circuit diagram (Basic cable 6-axes brake type)
(severe dust/liquid protection option)
- 122 -
FG
A2 XPRQJ5 A1 PRQJ5
PACKING
A290-7227-X493
APPENDIX
B-83945EN/03
J3 MOTOR (αiS2/5000)
M3M
A63L-0001-0875#SC
1 J3U1
2 J3V1
A63L-0001-0848#B10SL1
A63L-0001-0850
8 5V(J3)
9
10 0V(J3)
A63L-0001-0874
5 BK(J3)
6 BKC(J3)
3 J3W1
4 J3G1
M3P
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT3)
1
XPRQJ3
2
PRQJ3
3 FG
0V(BT3)
J4 MOTOR (βiSR0.4/6000)
M4BK
A63L-0001-0865#2
A63L-0001-0864#CS
1 BK(J4)
2 BKC(J4)
M4M
A63L-0001-0865#1
A63L-0001-0864#CS
1 J4U1
2
J4V1
8
9
5V(J4)
CABLE CLAMP
A63L-0002-0178#2052DP13
4
3
MOLEX 55618-0401
J4G1
J4W1
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT4)
1
XPRQJ4
2
PRQJ4
3 FG
0V(BT4)
M4P
A63L-0001-0848#E10SL1
A63L-0001-0850
10 0V(J4)
MOLEX 55619-0401
4
3
J5 MOTOR (βiSR0.4/6000)
A63L-0001-0865#2
A63L-0001-0864#CS
A66L-0001-0287#030RDXWH
(0.3SQ*6P)
A63L-0001-0865#1
A63L-0001-0864#CS
M5BK
1 BK(J5)
2 BKC(J5)
M5M
1 J5U1
2 J5V1
MOLEX 55618-0401
4 J5G1
3 J5W1
M5P
A63L-0001-0848#E10SL1
A63L-0001-0850
MOLEX 55619-0401
4
3
8 5V(J5)
9
10 0V(J5)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT5)
1
XPRQJ5
2
PRQJ5
3 FG
0V(BT5)
J6 MOTOR (βiSR0.4/6000)
A63L-0001-0865#2
A63L-0001-0864#CS
A63L-0001-0865#1
A63L-0001-0864#CS
A66L-0001-0287#020BUXWH
(0.2SQ*8P)
M6BK
1 BK(J6)
2 BKC(J6)
M6M
MOLEX 55618-0401
4 J6G1
3 J6W1
1 J6U1
2 J6V1
M6P
A63L-0001-0848#E10SL1
A63L-0001-0850
WRIST CABLE
ARC Mate 100iD, M-10iD/12
K102(A660-8020-T705#12)
MOLEX 55619-0401
4
3
8 5V(J6)
9
10 0V(J6)
4
5
6
7
10SL1(0.3SQ 3A)
6V(BT6)
1
XPRQJ6
2
PRQJ6
3 FG
0V(BT6)
ARC Mate 100iD, M-10iD/12
ARC Mate 100iD/10L, M-10iD/10L
ARC Mate 100iD/8L, M-10iD/8L
6BK
ARC Mate 100iD/10L, M-10iD/10L
K102(A660-8020-T705#LG)
ARC Mate 100iD/8L, M-10iD/8L
K102(A660-8020-T705#EL)
- 123 -
B. MECHANICAL UNIT
CIRCUIT DIAGRAM
C. PERIODIC MAINTENANCE TABLE APPENDIX
C
B-83945EN/03
PERIODIC MAINTENANCE TABLE
FANUC Robot ARC Mate 100iD, ARC Mate 100iD/10L/8L/16S, M-10iD/12/10L/8L/16S
Periodic Maintenance Table
Accumulated operating
Check
time (H) time
Items
-
○
○
○
○
○
○
○
○
○
○
○
2 Check for water
0.1H
-
○
○
○
○
○
○
○
○
○
○
○
0.1H
-
○
○
○
0.1H
-
○
○
○
0.1H
-
○
○
○
6 Tighten the end effector bolt 0.1H
-
○
○
○
1.0H
-
○
○
○
0.1H
-
○
○
○
○
○
○
●
●
○
○
○
Mechanical unit
Tighten the cover and main
7 bolt
Check the fixed mechanical
8 stopper and adjustable
mechanical stopper
Remove spatter and dust
9 etc.
10 Replacing battery *3
Replacing oil of J1 axis
11 gearbox
Controller
18 Replacing the M/H conduit
*4
*5
*6
*7
1.0H
0.1H
-
0.5H
2400ml (*4)
1600ml (*5)
0.5H
280ml
0.5H
220ml
0.5H
790ml
0.5H
330ml (*6)
800ml (*7)
4.0H
-
4.0H
-
●
1.0H
-
●
Check the robot cable, teach
19 pendant cable and robot
0.2H
connecting cable
Cleaning the controller
20 ventilation system
0.2H
21 Replacing battery *1 *3
*3
7680 8640 9600 10560
0.1H
Replacing grease of J2 axis
12 reducer
Replacing grease of J3 axis
13 reducer
Replacing oil of J4 axis
14 gearbox
Replacing oil of J5 and J6
15 axis gearbox
Replacing cable of
16 mechanical unit
Replacing Mechanical unit
17 welding power cable
*2
2
years
Check for external
1 damage or peeling paint
Check the mechanical cable
3 and welding power cable
(Damaged or twisted)
Check the end effector
4 (hand) cable
Check the motor connector.
5 (Loosening)
*1
Oil
3
First
6
9
1
Grease check months months months year
amount 320
960 1920 2880 3840 4800 5760 6720
0.1H
○
-
○
○
○
○
○
○
○
○
○
○
○
-
Refer to “REPLACING UNITS Chapter of MAINTENANCE ” of the following manuals.
R-30iB/R-30iB Plus CONTROLLER MAINTENANCE MANUAL (B-83195EN),
R-30iB Mate/R-30iB Mate Plus CONTROLLER MAINTENANCE MANUAL (B-83525EN)
●: requires order of parts
○: does not require order of parts
Regardless of the operating time, replace the mechanical unit batteries at 1 year, replace controller
batteries at 4 years.
except +90º wall mount
+90º wall mount
ARC Mate 100iD, ARC Mate 100iD/10L/8L, M-10iD/12/10L/8L
ARC Mate 100iD/16S, M-10iD/16S
- 124 -
APPENDIX
B-83945EN/03
C. PERIODIC MAINTENANCE TABLE
3
4
5
6
7
8
years
years
years
years
years
years
Item
11520 12480 13440 14400 15360 16320 17280 18240 19200 20160 21120 22080 23040 24000 24960 25920 26880 27840 28800 29760 30720
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
1
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
2
○
○
○
○
3
○
○
○
○
○
4
○
○
○
○
○
5
○
○
○
○
○
6
○
○
○
○
○
7
○
○
○
○
○
8
○
○
○
○
○
9
●
●
●
●
●
10
Overhaul
○
●
●
●
●
12
●
●
13
●
●
14
●
●
15
●
○
○
16
●
●
17
●
●
18
○
○
○
○
11
○
○
○
○
○
○
○
○
○
○
●
○
○
○
○
○
○
19
○
○
○
20
21
- 125 -
D. STRENGTH OF BOLT AND
BOLT TORQUE LIST
D
APPENDIX
B-83945EN/03
STRENGTH OF BOLT AND BOLT TORQUE
LIST
NOTE
When applying LOCTITE to a part, spread the LOCTITE on the entire length of the
engaging part of the female thread. If applied to the male threads, poor adhesion
can occur, potentially loosening the bolt. Clean the bolts and the threaded holes
and wipe off any oil on the engaging section. Make sure that there is no solvent left
in the threaded holes. When finished, remove all the excess LOCTITE when you
are finished screwing the bolts into the threaded holes.
Use the following strength bolts. Comply with any bolt specification instructions.
Hexagon socket head bolt made of steel:
Size M22 or less:
Tensile strength 1200N/mm2 or more
Size M24 or more:
Tensile strength 1000N/mm2 or more
All size plating bolt:
Tensile strength 1000N/mm2 or more
Hexagon bolt, stainless bolt, special shape bolt (button bolt, low-head bolt, flush bolt .etc.)
Tensile strength 400N/mm2 or more
Refer to the following tables if the bolts tightening torque are not specified.
Recommended bolt tightening torques
Unit: Nm
Hexagon socket head
button bolt
Hexagon socket head
Hexagon bolt
Hexagon socket head
Hexagon socket head
bolt
(steel)
flush bolt
bolt (stainless steel)
Nominal
(steel)
Low-head bolt
diameter
(steel)
Tightening torque
Tightening torque
Tightening torque
Tightening torque
Upper limit Lower limit Upper limit Lower limit Upper limit Lower limit Upper limit Lower limit
――――
――――
――――
―――
M3
1.8
1.3
0.76
0.53
M4
4.0
2.8
1.8
1.3
1.8
1.3
1.7
1.2
M5
7.9
5.6
3.4
2.5
4.0
2.8
3.2
2.3
M6
14
9.6
5.8
4.1
7.9
5.6
5.5
3.8
M8
32
23
14
9.8
14
9.6
13
9.3
M10
66
46
27
19
32
23
26
19
――――
――――
M12
110
78
48
33
45
31
――――
――――
(M14)
180
130
76
53
73
51
――――
――――
M16
270
190
120
82
98
69
――――
――――
(M18)
380
260
160
110
140
96
――――
――――
M20
530
370
230
160
190
130
――――
――――
――――
――――
――――
――――
(M22)
730
510
――――
――――
――――
――――
――――
――――
M24
930
650
――――
――――
――――
――――
――――
――――
(M27)
1400
960
――――
――――
――――
――――
――――
――――
M30
1800
1300
――――
――――
――――
――――
――――
――――
M36
3200
2300
- 126 -
APPENDIX
B-83945EN/03
E
E. INSULATION ABOUT
ARC WELDING ROBOT
INSULATION ABOUT ARC WELDING
ROBOT
The arc welding robot performs welding, using a welding torch attached to its end effector mounting face
via a bracket. Because a high welding current flows through the welding torch, the insulating material
must not permit bolting directly from the welding torch bracket to mounting face plate.
If no due consideration is taken, a poor insulation caused by a pileup of spatter can allow the welding
current to leak into robot mechanical units, possibly damaging the motor or melting the mechanical unit
cable jackets.
E.1
INSULATION AT THE WRIST
Please be careful to the following contents.
-
-
-
Insulate the end effector mounting surface. Insulation material which is inserted between the end
effector mounting surface and the welding torch bracket must be different, and bolt them separately
referring to Fig. E.1 (a).
Insert the insulating material between the torch bracket and faceplate to ensure the two are
electrically isolated. When installing the insulating material, be sure to set the crack in the torch
holder away from that of the insulating material to prevent spatter from getting in the cracks.
Allow a sufficient distance (at least 5 mm) at the insulating materials in case a pileup of spatter
should occur.
5mm5mm以上
or more
Torch
bracket
トーチブラケット
トーチ
Torch
ロボット手首
Robot
wrist
Insulation material
絶縁部材固定ボルト
mounting
bolts
Torch
bracket mounting bolts
トーチブラケット固定ボルト
Bad 悪い例
example
Insulation
絶縁部材 material
(ベークライト等)
(bakelite
etc.)
Fig. E.1 (a) Insulation at the wrist
-
Even after the insulation is reinforced, it is likely that, if a pileup of spatter grows excessively,
current may leak. Periodically remove the spatter.
- 127 -
E. INSULATION ABOUT
ARC WELDING ROBOT
E.2
APPENDIX
B-83945EN/03
INSULATION AT THE ADDITIONAL AXIS
If welding fixtures are installed to the additional axis, Perform insulation against between welding
fixtures and the additional axis to prevent welding electric current intrusion. If the follower unit is used,
perform insulation against between welding fixtures and follower unit to prevent welding electric current
intrusion into the housing.
Points that need
絶縁必要箇所
the
insulation
Fig. E.2 (a) Insulation at the additional axis
- 128 -
INDEX
B-83945EN/03
INDEX
<B>
<P>
BACKLASH MEASUREMENT ...................................38
Periodic Checks and Maintenance ...................................2
PERIODIC MAINTENANCE .........................................1
PERIODIC MAINTENANCE TABLE .......................124
PREFACE .................................................................... p-1
Procedure for Releasing Remaining Pressure
from the Grease Bath (J2/J3-axis) ..............................16
Procedure for Releasing Remaining Pressure
from the Oil Bath (J1/J4/J5/J6-axis) ...........................28
<C>
CABLE DRESSING ......................................................81
CABLE WIRING...........................................................80
Check of Fixed Mechanical Stopper and
Adjustable Mechanical Stopper....................................8
CHECK POINTS .............................................................4
Check the Mechanical Unit Cables and
Connectors....................................................................6
CHECKS AND MAINTENANCE .............................1,12
Confirmation of Oil Seepage............................................4
Confirmation of the Air Control Set (option)...................5
<R>
REPLACING CABLES .................................................79
REPLACING PARTS....................................................42
REPLACING S J5 AND J6 CABLES ...........................94
REPLACING THE BATTERIES (1 YEAR
(3840 HOURS) CHECKS).........................................12
REPLACING THE GREASE AND OIL OF THE
DRIVE MECHANISM (3 YEARS (11520
HOURS) CHECKS) ...................................................13
REPLACING THE J1 TO J4 CABLE ...........................88
REPLACING THE J1 UNIT..........................................46
REPLACING THE J1-AXIS MOTOR (M1) .................45
REPLACING THE J2 COVER (OPTION)....................75
REPLACING THE J2-AXIS MOTOR (M2) .................49
REPLACING THE J2-AXIS REDUCER ......................50
REPLACING THE J3 ARM UNIT................................74
REPLACING THE J3 COVER (OPTION)....................76
REPLACING THE J3-AXIS MOTOR (M3) .................53
REPLACING THE J3-AXIS REDUCER ......................55
REPLACING THE J4-AXIS GEARBOX (ARC
Mate 100iD, ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L)....................................................60
REPLACING THE J4-AXIS GEARBOX (ARC
Mate 100iD/16S, M-10iD/16S) ..................................62
REPLACING THE J4-AXIS MOTOR (M4) .................59
REPLACING THE J5/J6-AXIS GEARBOX
(ARC Mate 100iD, ARC Mate 100iD/10L/8L,
M-10iD/12/10L/8L)....................................................69
<D>
Daily Checks ....................................................................1
DRIVE MECHANISM ..................................................43
<F>
FIXTURE POSITION MASTER.................................102
<G>
Grease Replacement Procedure for the Reducer
(J2/J3-axis) .................................................................13
<I>
INSULATION ABOUT ARC WELDING
ROBOT ....................................................................127
INSULATION AT THE ADDITIONAL AXIS...........128
INSULATION AT THE WRIST .................................127
<M>
MAINTENANCE PARTS ...........................................113
MAINTENANCE TOOLS...............................................9
MASTERING ................................................................98
MECHANICAL UNIT CIRCUIT DIAGRAM ............117
<N>
REPLACING THE J5/J6-AXIS
GEARBOX (ARC Mate 100iD/16S,
NOTES OF ATTACHING THE GEAR TO THE
J3-AXIS REDUCER ..................................................58
M-10iD/16S) ..............................................................71
REPLACING THE J5/J6-AXIS MOTOR (M5,
M6) (ARC Mate 100iD, ARC Mate
100iD/10L/8L, M-10iD/12/10L/8L)...........................64
REPLACING THE J5/J6-AXIS MOTOR (M5,
M6) (ARC Mate 100iD/16S, M-10iD/16S)................67
REPLACING THE M/H CONDUIT (OPTION) ...........77
RESETTING ALARMS AND PREPARING
FOR MASTERING..................................................101
<O>
Oil Replacement Procedure for the J1-axis
Gearbox ......................................................................16
Oil Replacement Procedure for the J4-axis
Gearbox ......................................................................19
Oil Replacement Procedure for the J5/J6- axis
Gearbox (ARC Mate 100iD, ARC Mate
100iD/10L/8L, M-10iD/12/10L/8L)...........................22
Oil Replacement Procedure for the J5/J6- axis
Gearbox (ARC Mate 100iD/16S, M-10iD/16S)
....................................................................................25
OVERVIEW ..................................................................98
<S>
SAFETY PRECAUTIONS ........................................... s-1
SINGLE AXIS MASTERING (FOR PARTS
REPLACING) ..........................................................107
i-1
INDEX
B-83945EN/03
STRENGTH OF BOLT AND BOLT TORQUE
LIST .........................................................................126
<T>
TROUBLESHOOTING .................................................29
<V>
VERIFYING MASTERING ........................................110
i-2
REVISION RECORD
B-83945EN/03
REVISION RECORD
Edition
03
02
01
Date
Contents
・ Addition of ARC Mate 100iD/16S, M-10iD/16S
Dec., 2020
・ Correction of errors
・ Addition of ARC Mate 100iD/8L, M-10iD/8L and new spec. (A05B-1227-B221, B222, B271,
Feb., 2020
B272, B321, B322)
・ Correction of errors
Oct, 2018
r-1
B-83945EN/03
*
B -
8 3 9 4 5 E N /
0 3 *