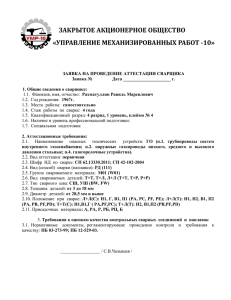
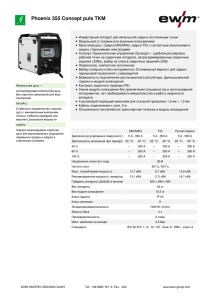
министерство образования и науки РФ ФГБОУ ВО «Брянский Государственный Технический Университет» Кафедра материаловедения, литейного и сварочного производства Отчет по дисциплине Технология обработки металлов и сплавов на тему: «Холодная сварка» Выполнил: ст.гр._О-22-МАШ-ОТСП-Б_______ ______Булычёв Павел________ Проверил: к.т.н., доцент ____________ Брянск 2023 СОДЕРЖАНИЕ ВВЕДЕНИЕ…………………………………………………….3 ВИДЫ ХОЛОДНОЙ СВАРКИ………………………………..3 ХАРАКТЕРИСТИКИ ВИДОВ ХОЛОДНОЙ СВАРКИ…..6-13 ЗАКЛЮЧЕНИЕ……………………………………………….14 СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ………………15 Введение. Холодная сварка — способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды. Вероятно, холодная сварка является самым древним способом сварки. В древние времена этот способ использовался для неразъёмного соединения благородных металлов, которые практически не окисляются. При ударе по сложенным вместе кускам металла удавалось добиться прочного соединения. Виды холодной сварки: o Точечная сварка o Шовная сварка o Тавровая сварка o Сдвиговая сварка o Стыковая сварка При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности). В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь. Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила. Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза. Виды материалов пригодных к свариванию: Алюминий Медь Кадмий Никель Свинец Олово Цинк Титан Серебро Индий Золото Платина и др. Пластичность соединяемых материалов может быть повышена подогревом до соответствующей температуры. Так, например, высокопрочные алюминиевые сплавы при температуре 300-350°С свариваются за счет соответственно направленной пластической деформации подобно чистому алюминию при комнатной температуре. Точечная сварка это способ холодной сварки, при котором свариваемые детали, собранные перед сваркой внахлестку, помещаются между пуансонами, имеющими рабочие выступы, и сжимаются ими с усилием осадки, в результате чего рабочие выступы вдавливаются в металл деталей, производя требуемую пластическую деформацию, и таким образом сваривают детали в отдельных участках касания, называемых сварными точками. В практике применяют следующие виды сварки: без предварительного зажатия свариваемых деталей, с предварительным зажатием свариваемых деталей, с односторонним деформированием свариваемых деталей. 1) Схема точечной сварки без предварительного зажатия деталей приведена на рисунке 1. Рис. 1. Схема сварки без предварительного зажатия свариваемых деталей 2) Точечная сварка с предварительным зажатием детали. Этот способ сварки позволяет устранить основные недостатки, присущие способу сварки без предварительного зажатия деталей Рис. 2.Схема сварки с предварительным зажатием свариваемых деталей Области применения точечной холодной сварки: при оконцевании алюминиевых токопроводящих элементов медными накладками и выводами ("флажками") для обеспечения надежного электрического контакта при армировании алюминиевых токопроводящих шин медью для соединения алюминиевых ребер с радиаторами силовых полупроводниковых приборов взамен литых и прессованных охладителей при изготовлении электрических конденсаторов для стыковки медных и алюминиевых шин Холодная шовная сварка способ соединения деталей посредством вдавливания рабочих выступов вращающихся роликов или же пуансонов с кольцевыми рабочими выступами (подобных пуансонам для холодной точечной сварки) на глубину, при которой вследствие деформации образуется линейный или кольцевой сварной шов. При холодной шовной сварке (холодной роликовой сварке) предварительно подготовленные заготовки помещают между роликами, сдавливают до полного проникновения рабочих выступов роликов в металл, роликам придают вращение. При этом заготовки перемещаются, и происходит их сварка по шву. При односторонней холодной шовной сварке заготовки поддерживаются опорным роликом 9, деформирование заготовок производится роликомпуансоном 8. Рис. 3. Односторонняя холодная шовная сварка 3 – рабочий выступ; 8 – рабочий ролик; 9 – опорный ролик Рис. 4.Двухсторонняя шовная холодная сварка 3 - рабочий выступ; 8 – рабочий ролик Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы. Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов. Для роликовой сварки применяются: металлорежущие станки, например, фрезерные; при сварке тонких пластичных металлов - ручные настольные станки. Холодная сварка тавровых соединений способ получения прочного сварного соединения деталей, расположенных взаимно перпендикулярно, вдавливанием одной детали (прутка, полосы), закрепленной с вылетом в специальных зажимах, в другую плоскую деталь, установленную на опоре. Основными технологическими параметрами холодной сварки тавровых соединений являются: относительный вылет, т. е. отношение вылета к диаметру или толщине свариваемой детали, степень деформации (как и при холодной точечной сварке), усилие осадки. Оптимальные значения вылета одной де тали и ε второй детали близки к тем значениям, которые имеют место при холодной точечной сварке и холодной стыковой сварке. Наиболее благоприятен случай, когда диаметр прутка равен толщине пластины, к которой он приваривается. Возможна сварка и при других соотношениях этих размеров. Рис. 5. Тавровое соединение напоминает и обозначается начальной буквой Т. С его помощью свариваются детали, расположенные плотно и перпендикулярно друг к другу. Чаще всего его применяют для соединения труб, арматуры, уголков и профилей квадратного или прямоугольного сечения. Несмотря на простоту исполнения, надежность таврового примыкания не вызывает сомнений. Оно прекрасно выдерживает расчетную нагрузку. Разумеется, если соблюдена технология сварки. Об особенностях выполнения таврового соединения расскажем далее. Любой тип сварочного шва, в том числе тавровое соединение, имеет свои преимущества для применения в той или иной производственной сфере. К основным его плюсам можно отнести следующее: Обеспечивает монтаж двух элементов в единую конструкцию в местах, куда затруднен доступ и где невозможны другие типы соединений. Зону контакта можно проварить с обеих сторон для увеличения прочности. Тавровым соединением сваривают детали разной толщины. Специальные накладки не требуются, поскольку при наличии хорошей фиксации возможно выполнение соединения встык. Конструкция с тавровыми соединениями способна выдерживать значительные напряжения. У швов этого типа есть и минусы, из-за которых их сложно использовать в некоторых областях, например: Трудности при формировании шва, поскольку привариваемую деталь сначала требуется зафиксировать (если ее плохо закрепить, то могут исказиться параметры конструкции). Если проводить лишь одностороннюю сварку, то шов не будет отличаться надежностью. Работает принцип рычага: при силовом воздействии на противоположную сторону наблюдается излом. Небольшая площадь соприкосновения может привести к тому, что соединение будет ненадежным. Слишком тонкие детали сваривать непросто, особенно двусторонним швом, поскольку это неудобно и имеется большой риск деформирования изделия. Сварщики-профессионалы обязаны точнейшим образом рассчитывать параметры таврового сварного соединения, чтобы избежать разрушения детали. Сдвиговая варка Способ соединения деталей по всей поверхности контакта при одновременном приложении нормального и тангенциального усилий Рис. 6. Холодная сварка сдвигом 1 – свариваемые детали; 10 – матрица; 12 – клин; 13 – выступ клина Также важен способ подготовки поверхностей. Зачистка вращающимися проволочными щетками в данном случае не годится. Рекомендуемый способ подготовки к сварке сдвигом – техническая зачистка ножом или шабером. Оптимальные значения параметров сварки обеспечивают равнопрочность соединения с основным металлом при испытании на срез. Рисунок 7 Холодная сварка сдвигом с совместным деформированием зоны соединения10 – матрица; 17 – сваренные детали; 18 – охватывающая деталь; 19 – охватываемая дет Холодная сварка прокаткой Холодная сварка прокаткой применяется при производстве трубчатых панелей (например, при изготовлении испарителей бытовых холодильников). На очищенную поверхность алюминиевой заготовки (карты) наносится оттиск рисунка будущих каналов. На карту с оттиском накладывают карту без оттиска. Полученный пакет прокатывают. В процессе прокатки алюминий сваривается, а поверхности, закрытые рисунком не свариваются. Сваренный пакет помещают между гладкими параллельно расположенными плитами и в каналы подают воду под давлением 10 МПа. Каналы раздуваются и приобретают требуемые размеры сечения. Стыковая сварка Холодная стыковая сварка - это способ соединения расположенных соосно и закрепленных с вылетом в специальных зажимах деталей посредством деформации (осадки) их свободных концов под действием приложенного осевого усилия с образованием прочного сварного стыка. Холодной стыковой сваркой соединяют стержни по поверхности стыкуемых торцов. Холодной стыковой сваркой соединяют стержни по поверхности стыкуемых торцов. Свариваемые заготовки 1 зажимают с вылетом в соосно расположенных захватах (губках) 11, после чего прикладывают осевое усилие Рос, вызывающее пластическую деформацию (осадку) выпущенных из губок концов заготовок. При этом образуется сварное соединение с образованием облоя. При использовании плоских губок облой необходимо непрерывно расплющивать. Во время деформации площадь облоя увеличивается, следовательно, в конце осадки большая часть приложенного усилия осадки Рос тратится не на сварку, а на расплющивание облоя. Облой так же препятствует полному вытеснению поверхностных пленок из зоны сварки, что ухудшает качество сварного шва. Холодная стыковая сварка применяется: при оконцевании алюминиевых проводов медью при сращивании алюминиевых и медных проводов и шин (безотходная намотка катушек) при соединении медных силовых проводов (на линиях электропередач) при изготовлении алюминиевых колец из полосы, при изготовлении тавровых соединений (ребра радиаторов полупроводниковых приборов). Заключение Холодная сварка - способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Подводя итог исследования, следует обозначить, что сущность холодной сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. В отличие от известных технологий прочного соединения металлических деталей, предусматривающих нагрев до высоких температур, в этом случае такая фаза отсутствует, расплав не образуется. В процессе холодной сварки поверхности металлов подвергаются деформации под давлением, в результате чего разрушаются тонкие оксидные плёнки, в стандартных условиях надёжно защищающие металлические поверхности. Этому способствует продолжительное сильное сжатие. Прочный взаимный контакт приводит к образованию металлических связей (то есть общего электронного облака атомов, находящихся на поверхности свариваемых металлов). ИСПОЛЬЗОВАНЫЕ ИСТОЧНИКИ: weldering.com umelyeruki.ru Юрий Федорович Подольский.Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка