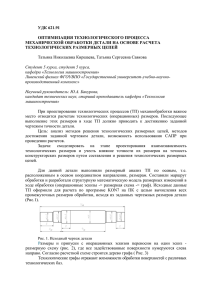
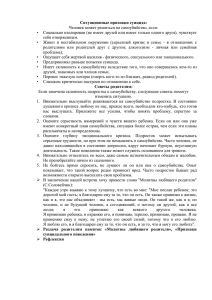
2. Компьютерный размерный анализ технологических процессов изготовления деталей 2.1. Цель работы: ознакомиться с принципами выявления и расчета технологических размерных цепей. Научить студентов строить размерные схемы технологических процессов механообработки, выявлять размерные цепи и производить их расчет с помощью современных компьютерных программ Matlab и MS Excel. 2.2. Исходные данные. Для штампованной поковки необходимо для выбора припусков необходимо определить исходный индекс, который выбирается на основании следующих параметров: 1) Класс точности (Т3); 2) Степень сложности (С2 от 0,32 до 0,63); 3) Группа стали М2. Принимаю вес до 1,8 кг. Принимаю индекс 10. Припуск z1=1,1+0,2=1,3+0,9 −0,5 Z2=1,5+0,2=1,7+1,1 −0,5 2.3. Маршрут обработки детали типа вал Наименование Эскиз Параметры X1=115 мм TX1=0,8 X2=93 мм TX2=0.5 00 Заготовка 05 Фрезерноцентровальная [Y1]=1,5 мм [Y2]=1,5 мм X3=112 мм X4= 20,05 мм TX3=0.8 X5=91.5 мм TX5=0.5 10 Токарная [Y3]=1,5 мм X6=22 мм TX6=0.4 15 Токарная [Y4]=112 мм [Y5]=90 мм Эскиз детали 2.4. Размерная схема технологического процесса изготовления валика 2.5. Проверочный расчёт размерных цепей в MS Excel