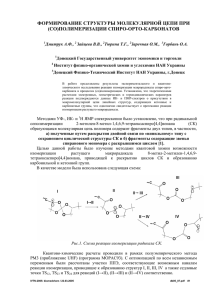
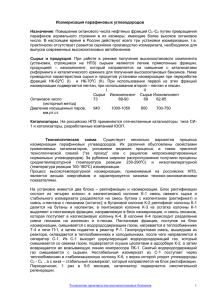
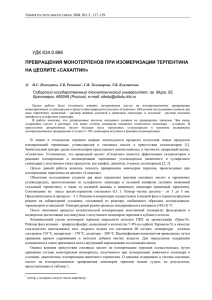
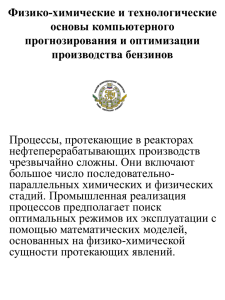
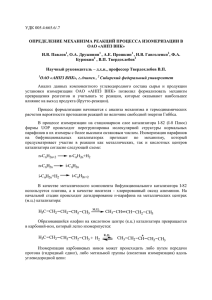
Минобрнауки России федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Санкт-Петербургский государственный технологический институт (технический университет)» УГНС 18.03.01 химическая технология Направление подготовки бакалавра (Специальность) Химическая технология неорганических веществ Факультет Химической технологии неорганических веществ Кафедра ОХТиК Учебная дисциплина ОХТ Курс 3 Группа 181 КУРСОВОЙ ПРОЕКТ Тема Студент Изомеризация пентан-гексановой фракции углеводородов __________________ М.С. Шейкина Руководитель __________________ Оценка за курсовой проект________ _________________________ Санкт-Петербург 2020 Введение Изомеризацией называется процесс превращения одного изомера в другой; он приводит к получению соединения с иным расположением атомов или групп, но при этом не происходит изменение состава и молекулярной массы соединения. В литературе изомеризацию часто называют перегруппировкой. Реакции изомеризации широко используются для получения дефицитных изомеров низших и высших парафинов (изоалканов). В частности, разветвлённые парафины С5–С6 имеют высокие октановые числа (ОЧ) и являются хорошими компонентами автомобильных бензинов, что обосновывает актуальность темы данной работы. Изомеризация высших алканов (пентана) способствует снижению температуры застывания дизельного топлива, моторных масел. Изопентан является ценным сырьём для получения синтетических каучуков. Актуальность установок изомеризации лёгких бензиновых фракций состоит в том, что процесс изомеризации пентана является одним из самых рентабельных способов получения высокооктановых компонентов бензинов с улучшенными экологическими свойствами. Необходимость установок изомеризации также возросла с введением новых сверхжёстких ограничений на экологические свойства автомобильных бензинов, включая ограничение по фракционному составу, содержанию ароматических соединений и бензола. Установки изомеризации позволяют получить топливо с характеристиками, отвечающими жёстким стандартам ЕВРО-4 и ЕВРО-5. Интенсивное наращивание мощностей процесса изомеризации осуществляется за счёт реконструкции существующих и строительства новых установок. Одновременно проводятся модернизация и интенсификация действующих установок изомеризации под процессы с рециркуляцией непревращённых нормальных парафинов. Аналитический обзор 1) В качестве сырья [2] взяли гидроочищенную бензиновую фракцию с пределами выкипания 62–70 оС, содержащую в основном пентан и гексан. Плотность сырья при 20 0С, по ГОСТ Р 51069, 653.6 кг/м3, октановое число (ГОСТ 8226) – 67. Фракционный состав, 0С (ГОСТ 2177) [2, 740] начало кипения 90% выкипает 42 62 97% выкипает конец кипения Компонент 2,2-ДМС4 2,3-ДМС4 2-МС5 3-МС5 Бензол Изопентан Метилциклопентан Н-гексан Н-пентан 64 65 Состав сырья % масс. 0.36 2.15 19.32 14.73 1.25 10.75 2.7 18.19 30.8 Подготовка сырья: Она, как правило, включает гидроочистку сырья, стабилизацию гидрогенизата в отпарной колонне, а также может включать адсорбционную очистку сырья на молекулярных ситах. На блоке гидроочистки удаляются компоненты, являющиеся каталитическими ядами для дорогостоящих катализаторов изомеризации: влага, сернистые (наличие серы отравляет бифункциональный Pt-катализатор), азотистые, металлоорганические соединения непредельные углеводороды. Бензиновая фракция НК с температурой 70 оС поступает в ёмкость прямого питания. После чего с помощью насоса подается на смешение с водородсодержащим газом (ВСГ). В межтрубном пространстве теплообменников осуществляется подогрев газосырьевой смеси с помощью потока газопродуктовой смеси до температуры 180 оС. В печи производится нагрев смеси до требуемых условий процесса гидроочистки. В реакторе при давлении 35 кгс/см2 и температуре 280-360 оС на поверхности катализатора проходит процесс гидроочистки. Происходит реакция гидрогенизации, в ходе которой соединяются сера, азот и кислород. В результате получается: сероводород аммиак вода углеводороды. После реактора смесь охлаждается до температуры 40 оС в воздушных и водяных холодильниках. После охлаждения газопродуктовая смесь разделяется в сепараторе. Водородсодержащий газ (ВСГ) направляется на циркуляцию, либо в заводскую газовую сеть низкого давления. Нестабильный гидрогенизат из сепаратора направляется в теплообменник, где с помощью тепла от гидроочищенной фракции, нагревается до температуры 1000 оС. После чего направляется в отпарную колонну. Подача питания в колонну осуществляется на три тарелки. В колонне происходит отпарка воды, сероводорода и углеводородных газов. Рис. 1 – технологическая схема блока гидроочистки фракции С5-С6 2) Для продукта, согласно [2, 740], плотность при 20 0С, по ГОСТ Р 51069, 643.2 кг/м3, октановое число (ГОСТ 8226) – 81. Фракционный состав, 0С (ГОСТ 2177) [2] начало кипения 36 90% выкипает 59 97% выкипает 63 конец кипения 64 Компонент 2,2-ДМС4 2,3-ДМС4 2-МС5 3-МС5 Бензол Изопентан Метилциклопентан Н-гексан Н-пентан Изобутан н-Бутан Состав продукта [2, 740] % масс. 21.13 6.57 19.58 11.23 23.56 0.12 7.27 7.80 1.04 0.87 Пропан Этан Метан 0.61 0.13 0.09 3) Физико-химические характеристики исследуемого процесса Реакции изомеризации парафиновых углеводородов являются равновесными и проходят без изменения объема, с небольшим экзотермическим эффектом 6-8 кДж/моль, поэтому термодинамическое равновесие зависит только от температуры: низкая температура благоприятствует образованию более разветвлённых изопарафиновых углеводородов (а, следовательно, и повышения ОЧ), однако, с повышением температуры скорость изомеризации возрастает. Вероятность протекания реакций при технологических условиях процесса каталитической изомеризации пентан-гексановой фракции (температура – 150 °С (423 К) и давление – 3.2 МПа) была оценена по значению энергии Гиббса ΔG. (Рис. 2) [2,741]. Рис. 2 – Уравнения реакций процесса каталитической изомеризации пентангексановой фракции и значения термодинамических характеристик Механизм Реакции в процессе изомеризации в присутствии бифункциональных катализаторов протекают по карбоний-ионному механизму. На бифункциональных катализаторах, обладающих дегидро-гидрирующей и кислотной активностями, изомеризация протекает по следующей схеме[7, 35]: 1) Вначале происходит дегидрирование н-парафина на металлических центрах катализатора. 2) Образовавшийся олефин на кислотном центре превращается в карбонийион. 3) Карбоний-ион легко изомеризуется. 4) Изомеризация карбониевых ионов может происходить либо путем передачи протона (гидридный сдвиг), либо метильной группы (скелетная изомеризация) вдоль углеводородной цепи: 5) Изомерные карбоний ионы, возвращая протон кислотному центру катализатора, превращаются в соответствующие олефины, которые затем гидрируются на металлических центрах катализатора изомеризации: Однако наряду с основной реакцией в условиях изомеризации возможны следующие побочные реакции: Реакция гидрокрекинга (парафины С5-С6 в некоторой степени ей подвергаются. В результате образуются метан, этан, пропан и бутан); реакции коксообразования; реакции дегидрирования с образованием алкенов. Также изомеризации подвергаются и другие углеводороды в смеси. Рис. – кинетические уравнения процесса каталитической изомеризации пентан-гексановой фракции При низких конверсиях н-гексана, когда можно не учитывать протекание обратной реакции, было получено следующее кинетическое уравнение [6,327]: 𝑟= 𝑘 ∗ 𝑃н−𝐶6𝐻14 𝑃𝐻2 + 𝑘1 ∗ 𝑃н−С6𝐻14 Анализ экспериментальных данных показывает, что в общем виде скорость изомеризации н-гексана должна описываться следующим кинетическим уравнением [6,331]: где Рис. – значения констант кинетического уравнения Рис. - Значения констант скоростей основных реакций изомеризации пентангексановой фракции на катализаторе СИ-2 С повышением температуры скорость реакции изомеризации возрастает до ограничиваемого равновесием предела. Дальнейшее повышение температуры приводит лишь к усилению реакций гидрокрекинга с образованием лёгких газов, при этом ещё падает ОЧ, возрастает расход водорода, а выход изомеров снижается. Давление. Хотя давление не оказывает влияние на равновесие реакции изомеризации n-парафинов, оно существенно влияет на кинетику целевых и побочных реакций процесса. Повышение давления при прочих идентичных условиях снижает глубину, но повышает селективность изомеризации. Увеличение парциального давления водорода снижает скорость дезактивации катализатора в результате торможения коксообразования. Однако повышение давления свыше 4 МПа нецелесообразно, так как при этом коксообразование практически не меняется. Расход водорода – 0,1-0,3 % масс. на сырье Катализаторы Активные центры как металлические, так и кислотные в отсутствие водорода быстро отравляются в результате закоксовывания катализатора. Для подавления побочных реакций крекинга процесс проводится под повышенным давлением при циркуляции водород-содержащего газа. В современных бифункциональных катали заторах изомеризации н-алканов в качестве металлического компонента используются платина и палладий, а в качестве носителя - фторированный или хлорированный оксид алюминия, а также алюмосиликаты или цеолиты, внесенные в матрицу оксида алюминия. - Алюмоплатиновые фторированные катализаторы (отечественные ИП-62 с содержанием 0,5 % Pt) - процесс изомеризации при 360...420 °С и называются высокотемпературными. - Металцеолитные катализаторы (отечественный ИЦК-2, содержащий 0,8 % Рt на цеолите CaY) - используются при 230-380 °С и называются среднетемпературными. - Алюмоплатиновые катализаторы, промотированные хлором (НИП-66 и НИП-74) - применяют при 100-200 °С и называются низкотемпературными. На шести российских установках используют катализатор для изомеризации по технологии Изомалк-2 – СИ-2 (оксидно-циркониевый платиносодержащий), он предпочтительнее для сырья, обогащённого пентаном. Также известны катализаторы, содержащие сульфатированные оксиды металлов (оксидные катализаторы), они в последние годы получили повышенный интерес, так как они сочетают в себе высокую активность и устойчивы к действию каталитических ядов, способны к регенерации. Так же как и для цеолитных катализаторов, существует необходимость в компрессоре для подачи циркулирующего ВСГ, однако отсутствует потребность в подаче хлора, адсорбционной осушке сырья и защелачивании УВ газов. Оксидные катализаторы характеризуются способностью к регенерации и длительным сроком службы. А также катализаторы на основе хлорированной окиси алюминия наиболее активны и обеспечивают высокий выход и октановое число изомеризата. Следует отметить, что в ходе изомеризации такие катализаторы теряют хлор, в результате активность снижается. Поэтому, предусматривается введение в сырье хлорсодержащих соединений (обычно CCl4) для поддержания высокой активности катализатора, после чего необходима щелочная промывка от органического хлора в специальных скубберах. Существенным недостатком является то, что данный тип катализатора очень чувствителен к каталитическим ядам (кислородсодержащие соединения, вода, азот, сера, металлы) и требует очень тщательной подготовки сырья. Хлорированные катализаторы не регенерируются, а срок их службы составляет 3-5 лет. 4) Технологические схемы Наибольшее распространение получили следующие схемы изомеризации [4, 63]: Рис. – «однопроходная» схема изомеризации, где Р1,Р2 – реакторы изомеризации, К1 – стабилизационная колонна Рис. – схема с деизопентановой колонной (ДИП) В данной схеме из сырья перед изомеризацией выделяют высокооктановый изопентан, который смешивают с изомеризатом. Рис. – схема с ДИП и пентановой колоннами (ПК) Рис. – схема с колонной деизогексанизации (ДИГ) Рис. – схема с колонной ДИП и рециркуляцией н-С5 и н-С6 на молекулярных ситах Рис. – процесс Hexorb фирмы Axens Известна также установка изомеризации С5-С6 углеводородов с подачей очищенного циркулирующего потока [5] Рис. – установка изомеризации С5-С6 углеводородов с подачей очищенного циркулирующего потока Технологическая схема конкретной установки изомеризации будет зависеть непосредственно от типа катализатора изомеризации, планируемого к загрузке в реакторный блок. Выводы: Таким образом, сырьём изомеризации являются лёгкие бензиновые фракции с концом кипения от 62°С до 85°C. Повышение октанового числа достигается за счёт увеличения доли изопарафинов. Процесс осуществляется, как правило, в одном или двух реакторах при температуре, в зависимости от применяемой технологии, от 110 до 380°C и давлении до 35 атм. Список литературы 1) [Электронный ресурс] https://nefthim.ru/spravochnik/protsess-izomerizatsii 2)Фасхутдинов, А. Г. Математическое моделирование процесса каталитической изомеризации пентан-гексановой фракции / А. Г. Фасхутдинов, И. В. Ахметов, И. М. Губайдуллин, А. Е. Мусина // Вестник Башкирского университета. – 2018. – Т. 23, №3. – С. 739-744. 3) [Электронный ресурс] https://pronpz.ru/ustanovki/kat-izomerizatsiya.html 4) Исследование влияния структуры химико-технологической системы на эффективность изомеризации пентан-гексановой фракции с использованием математической модели процесса / Е. И. Литвак, [и др.] // Известия Томского политехнического университета. – 2010. – Т.316, № 3. – С. 63-67. 5) Пат. 2 540 404 Российская Федерация МПК C07C 5/27(2006.01), C07C 9/14(2006.01), C07C 9/16(2006.01). Способ и установка изомеризации С5-С6 углеводородов с подачей очищенного циркулирующего потока / И. А. Мнушкин, Минибаева Л. К., Ибрагимова Р. Ф.; патентообладатель Мнушкин Игорь Анатольевич. - № 2013131739/04; заявл. 09.07.2013; опубл. 10.02.2015, Бюл. № 4. – 22с. 6) Кинетика изомеризации н-гексана на нанесённых палладиевых катализаторах / Лыу Кам Лок, [и др.] // Кинетика и катализ. – 2017. – Т.58, №3. – С. 327–337. 7) Чеканцев, Н. В. Формализованный механизм превращений углеводородов пентан-гексановой фракции на поверхности бифункциональных Pt- катализаторов изомеризации / Н.В. Чеканцев, А.В. Кравцов, Т.В. Дуброва // Известия Томского политехнического университета. – 2008. – Т. 312, № 3. – С. 34-37. 8) Чеканцев, Н. В Оптимизация реакторного оборудования и условий промышленной эксплуатации процесса изомеризации пентан-гексановой фракции: автореф. дис. … канд. хим. наук / Н. В. Чеканцев; ТПУ. –Томск: ОАО «ТомскНИПИнефть», 2009. – 24 с.