Технологический процесс механической обработки детали Корпус клапана - StudentLib.com
реклама

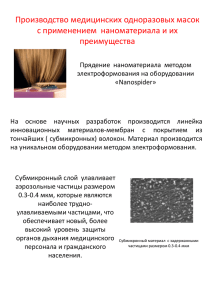
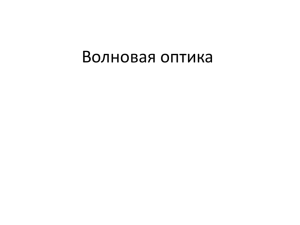
Введение Современный уровень технического прогресса, непрерывное создание новых совершенных высокопроизводительных, автоматизированных и высокоточных машин, основанных на привлечении высококвалифицированных инженеров, обладающих глубокими теоретическими знаниями и хорошо владеющих новой техникой и технологией производства. Выполнение курсового проекта способствует развитию самостоятельной творческой работы, закреплению умения навыков работать с научно-технической и справочно-методической литературой, применению полученных знаний в области вычислительной техники для инженерных расчетов и технико-экономического обоснования применяемых решений. В ходе выполнения данного курсового проекта были применены знания, полученные во время обучения, для разработки технологического процесса механической обработки деталей машин. В данном курсовом проекте разработан технологический процесс механической обработке детали Корпус клапана с ВРД Чита, на основе базового. предложен способ получения заготовки для данной детали. Составлены операционные эскизы и технологическая схема сборки, а так же спроектировано приспособление для закрепления и установки детали для обработки группы отверстий. Исходными данными использовали сведения, полученные на заводе изготовителе (технологический процесс механической обработки и сборки, рабочие чертежи детали и узла). Все предложенное нами, предложено для идеальных условий, не опираясь на возможности и условия предприятия. 1. Технологическая часть .1 Назначение машины и сборочной единицы, в которую входит заданная деталь Автоцистерна (рисунок 1) предназначена для транспортирования светлых нефтепродуктов плотностью не более 0,86 г/см3 по дорогам с твёрдым покрытием в условиях умеренного климата. Автоцистерна может применяться в качестве транспортной меры вместительностью в размере полной через штуцер, вместительностью цистерны, установленной при калибровки. Автоцистерна может выполнять следующие операции: 1. Заполняются цистерны горючим своим насосом; 2. Заполнение цистерны посторонним насосом унифицированный с наконечником напорных шлангов перекачивающих установок (закрытая заправка); . Заполнение цистерны через заливной люк (открытая заправка); . Перекачивание горючего из одного резервуара в другой, минуя цистерны, автоцистерны работает как передвижная насосная станция; . Выдача горючего своим насосом; . Выдача горючего посторонним насосом; . Слив горючего самотёком; . Перемешивание горючего в цистерне своим насосом; . Отсос горючего из шланга для перекачки; . Работа в составе автопоезда с прицеп-цистерной ПЦ-6,7-5207В-М; . Буксирование прицеп-цистерны общей массы не более 12000 кг; . Специальная обработка техники с помощью комплекта ДК-2. Клапан дыхательный предназначен для выравнивания давления в цистерне с атмосферным при наполнении и выдаче горючего из цистерны, а также для уменьшения потерь лёгких фракций горючего при испарении. В Корпусе клапана I (рисунок 2) имеются впускные и выпускные каналы, которые закрыты свободно лежащими в гнездах шариками: диаметром 14 мм - 2 и диаметром 16 мм - 3. Корпус клапана подвержен атмосферному воздействию, а также паров углеводородов. При наполнении цистерны приподнимается верхние шарики, стравливая избыточное давление, при выдаче горючего из цистерны приподнимаются нижние шарики, пропуская воздух внутрь цистерны. 1-корпус; 2-шарик; 3- шарик; 4- прокладка; 5- прокладка; 6- фильтр; 7-каркас внутренний; 8- каркас наружный; 9- прокладка; 10- колпак; 11- втулка Рисунок 2- Клапан дыхательный Схема работы клапана дыхательного показана на рисунке стрелками. Светлые стрелки показывают движение воздуха при наполнении цистерны, темные - при выдаче. При выравнивании давления в цистерне с атмосферным, шарики под своей тяжестью опускаются в гнёзда и закрывают каналы клапана. Работа дыхательных клапанов проверяется по стуку шариков о седле. Клапан дыхательный закрыт колпаком 10 с прокладками 4, 5 и 9. Для очистки от пыли поступающего в цистерну воздуха служит фильтр 6, состоящий из свернутой в рулон латунной сетки, помещенной в каркасы 7 и 8. Фильтры перед постановкой промываются в авиационном бензине и просушиваются. Затем фильтры погружаются в авиамасло на 7-10 мин. Когда масло стечет, фильтр устанавливается в клапан Чистота фильтров в зависимости от условий работы проверяется: - при сильно запыленной атмосфере - каждый день; - при. работе в не запыленной атмосфере - еженедельно[12, стр. 15]. .1 Конструкторско-технологическая характеристика детали Деталь относится к классу - корпусные, цилиндрического типа. Габаритные размеры детали: Ø52×70 мм. Материал латунь ЛС59-1 ГОСТ 2060-73. В корпусе (рисунок 3) имеются впускные и выпускные каналы, которые закрыты свободно лежащими в гнёздах шариками. С противоположных сторон корпуса нарезана резьба М45×1,5, посредствам которой клапан крепится на горловине, а со второй стороны собирается фильтрующий элемент с колпаком. Точность размеров поверхности “K” выполнена по 7 квалитету, шероховатость поверхности Ra 1,25 мкм. Точность размеров поверхности “Г” выполнена по 8 квалитету, шероховатость поверхности Ra 6,3 мкм. Точность остальных обрабатываемых поверхностей выполнена по 12 квалитету, шероховатость Ra 12,5 мкм. Положение граней шестигранника относительно оси отверстий безразлично. С точки зрения удобства механической обработки деталь имеет следующие недостатки: торцовые поверхности требующие подрезки торцов с внутренней стороны, отверстия расположенные не под прямым углом и плоскость входа и выхода. Остальные поверхности с точки зрения обеспечения точности обработки и шероховатости не представляют технологических трудностей. Для установки и закрепления имеется протяжённая поверхность, которую возможно использовать в качестве установочной базы. Остальные поверхности представлены лишь не большими участками. M45• 1,5- 8g (+0,025) З 52 70±0,6 З 38H7 К 8 Г +0,62 З 42h8(- 0,039) +0,62 M45• 1.5- 8g З 38 З 40 Рисунок 3 -Корпус клапана Химический состав и механические свойства материала приведены в таблицах 1 и 2. Пруток тянутый, круглый, прессованный, твёрдый, диаметром 55мм[13, стр. 419-431]. Таблица 1-Химический состав материала детали Марка латуни Состояние материала Временное сопротивление разрыву МПа Относительное удлинение ЛС59-1 Мягкое Твёрдое 350 470 25 5 ,% Таблица 2-Механические свойства материала детали Материал детали ЛС59-1 ГОСТ 2060-73 Содержание элементов, % Pb 0,8-2.0 Si 0,2 Mn 0,2 Аl 0,2 Su 0,05 Cu остальное 1.3 Технический контроль чертежа Рабочий чертеж детали “Корпус клапана” выполнен на бумаге формата А1 (594×841мм) имеет шифр “КП. ТМ. 120100. 022. 29. 01. 07.”. Заполняемость чертежа удовлетворяет требованиям, не менее 75%. Выполнение чертежа производилось на компьютере в программе КОМПАС с соблюдением правил черчения и ГОСТов. Он содержит все необходимые виды, разрезы, проекции и сечения, которые дают полное представление о детали. На чертеже указаны все размеры с необходимыми отклонениями, требуемая точность и шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм, а также взаимного расположения поверхностей. Над основной надписью указаны технические требования, которые отражают каким способом получают заготовку для данной детали, точность заготовки, твердость материала заготовки и т.д. Содержание графы «Обозначение документа» было изменено в соответствии с принятыми в учебных целях: КП. ТМ. 120100. 022. 29. 01. 07. .4 Анализ технологичности конструкции детали в зависимости от ее обработки в различных типах производства Анализ производится на основе количественной и качественной оценки с учетом установленного объема выпуска и типа производства. В качестве количественных показателей рассматриваются: коэффициент использования материала; коэффициент точности обработки; коэффициент шероховатости поверхности[11, стр. 32]. Коэффициент использования материала определяется по формуле Ким = Мд / Mз, (1) где Mд - масса материала детали, кг;з - масса заготовки, кг. Ким = 0,4 / 0,6 = 0,66. Коэффициент определяется точности обработки и из расчета средней точности коэффициент и средней шероховатости шероховатости обрабатываемых поверхностей. Данные по детали сведены в таблице 3 и 4. Таблица 3 - Определение коэффициента точности, Кт Ti 7 8 10 12 Tср = 11,71 ni 1 1 2 41 Ti * ni 7 8 20 492 Кт = 0,915 Таблица 4 - Определение коэффициента шероховатости, Кш Шi 12,5 6,3 1,25 Шср = 11,844 ni 41 3 1 Шi * ni 513 18,9 1,25 Кш = 0,916 Расчёт средней точности и средней шероховатости производится по формулам: Ti * ni Тср= ni (2) 527 11,71 Тср = 45 ; 1 Кт = 1- Тср ; (3) 1 0,915 К = 1- 11,71 ; т Шi * ni ni ; (4) Шср = 533 11,844 Шср = 45 ; 1 Кш = 1- Шср ; (5) 1 0,916 11 , 844 К = 1. ш Руководствуясь базовым вариантом конструкции детали, проводим оценку технологичности конструкции детали по точности, шероховатости обрабатываемых поверхностей. Результаты отображены в таблице 5. Таблица 5 - Оценка технологичности конструкции детали по точности и шероховатости Наименование поверхнос-тей Об щее кол иче ств о Количество и доля поверхностей (%) с требованиями точности размеров и шероховатости высо-кими квалите т 5… 7 Наружные цилиндри-чес кие Внутренни цилиндри-чес кие Плоские % сред- ними низ- кими сред- ними - высо-ким и 0,32 % …1, 6 мкм - % % 20 квали тет 13…1 7 - 1,6…1 2,5 мкм % 9 20 низкими 12,5 % …5 0 мкм - 9 - - квал итет 8…1 2 9 14 1 2,2 13 28,8 - - 1 2,2 13 28,8 - - 17 - - 17 37,8 - - - - 17 37,8 - - Прочие 5 5 11,2 5 11,2 Всего 45 1 2,2 44 97,8 1 2,2 44 97,8 Заключение: доля поверхностей с высокими требованиями к точности размеров составляет 2,2%; шероховатости 2,2%; со средними - 97,8% и 97,8%; с низкими 0% и 0% соответственно. - - Таблица 6 - Общая оценка технологичности конструкции детали Содержание требований к технологичности Физико-механические и механические свойства материала детали Характеристика технологичности Свойства: латунь ЛС59-1 ГОСТ2060-73 отличается высокой коррозионной стойкостью и прочностью [13, стр. 419, 427, 428]. Механические свойства: σв=600 МПа [13, стр. 427] δ=5% [13, стр. 428] НВ=6О...9О [13, стр. 428] Шероховатость и точность обрабатываемых Шероховатость и точность обрабатываемых поверхностей: поверхностей соответствует требованиям, предъявляемым к детали. Количественная оценка Коэффициент использования 0,66 0,9 0,9 Соответствует нормам согласно материала Ким Коэффициент точности Кт. то справочной литературе [8, стр. 94-95] Коэффициент шероховатости Кш. ср Вывод: В результате полученных данных можно дать положительную оценку технологичности конструкции детали “ Корпус клапана” .5 Последовательность разработки технологических процесс В курсовом проекте на базе существующего технологического процесса механической обработки детали “ Корпус клапана”, полученного на ВРД г.Чита, разрабатывается единичный технологический процесс. В следующем пункте для определение типа производства и метода работы, а так же для расчета величины партии деталей необходим технологический процесс изготовления детали. На предприятии технологический процесс разными технологами может бать выполнен по разному. Из нескольких черновых вариантов выбирается наиболее производительный и рентабельный. При анализе базового маршрута обработки детали можно определить, что механическая обработка распределена по операциям, определено число и последовательность их, а также подобрано необходимое оборудование, инструмент. Базовый технологический процесс обработки детали “Корпус клапана” состоит из следующих операций: токарно-винторезная; токарно-винторезная; токарно-винторезная; горизонтально-фрезерная; горизонтально-фрезерная; настольно-сверлильная. .6 Определение типа производства и метода работы, расчет величины партии деталей Тип производства характеризуется коэффициентом закрепления операций [11, стр. 42-47] Кз.о , (6) где О - число различных операций; Р - число рабочих мест с различными операциями. Кз.о = 6/3 =2 Производство на участке крупносерийное, так как 1< Кз.о<10. В данном случаи так как у нас принятая программа выпуска 500 деталей в год, среднесерийное производство, для избегания простоя оборудования применяем условную дозагрузку оборудования аналогичными операциями по обработки других деталей до нормативного коэффициента загрузки н=0,8 Тогда Кз.о = 36/3 =12 Производство на участке среднесерийное, так как 10< Кз.о<20. Число операций, закрепленных за одним рабочим местом можно определить по формуле О р. м 60 Fм К в н Т шт.к N м , (7) где Fм - месячный фонд времени работы оборудования при двухсменном режиме; Fм =4015/12=334,5 ч;в - средний коэффициент выполнения норм времени; Kв =1,3; н - нормативный коэффициент загрузки рабочего места всеми закрепленными за ним операциями; н = 0,8 для серийного производства при двухсменной работе; Тшт-к - штучно-калькуляционное время выполнения проектируемой операции на данном станке, мин; Тшт-к1=10,32, Тшт-к2=3,9, Тшт-к3=1,51м месячная программа выпуска детали, Nм=42 шт. Ор. м1 О р. м 2 Ор. м 3 60 334,5 1,3 0,8 31,6 10,32 42 ; 60 334,5 1,3 0,8 56,5 3,9 42 ; 60 334,5 1,3 0,8 27,6 1,51 42 ; Форма организации технологического процесса зависит от установленного порядка выполнения операций, расположения технологического оборудования, количества изделий и направления их движения при изготовлении. Решение о целесообразности организации поточной формы производства принимается на основании сравнения заданного суточного выпуска изделий и расчетной суточной производительности поточной линии при двухсменном режиме работы и ее загрузке на 65…75%. Заданный выпуск изделий определяется по формуле = N / F, (8) где N - годовая программа выпуска изделий;- количество рабочих дней в году, F =253. = 500 / 253 = 1,97 (шт). Суточная производительность поточной линии определяется по формуле Qc Fc з Tср , (9) где Fc - суточный фонд времени работы оборудования, Fc =960 мин=16 ч для двухсменного режима работы; з - коэффициент загрузки оборудования, з = 0,7; Тср - средняя станкоемкость основных операций, мин; Средняя станкоемкость операций определяется по формуле Т шт.i n К в , (10) Т ср где Тшт i - штучное время основной i-й операции, Тшт i=15,73(нормо-мин);- количество основных операций, n=6; Кв - средний коэффициент выполнения норм времени, Кв. 15,73 3,05 6 1,3 (ст.мин)=0,05(ст.ч.) Т ср Тогда QС 16 0,7 224 0,05 (шт.) Такт производства определяется по формуле tв Fд 60 N , (11) где Fд - действительный фонд времени в планируемый период, Fд=4060 ч;- программа выпуска изделия в планируемом периоде, 500 шт. tв 4060 60 487,2 500 (мин)=8,1 (ч). В данном подразделе определён тип производства (среднесерийное) и предварительно определена программа выпуска базовой детали (500шт.). 1.7 Выбор вида заготовки Общие рекомендации по выбору способа изготовления заготовки в зависимости от масштаба производства Современные способы получения заготовок достаточно широко обеспечивают заданные точность, параметры шероховатости поверхности, физические и механические свойства заготовок. Поэтому при выборе способа получения заготовки необходимо оценивать все преимущества и недостатки каждого варианта. Для данной детали сравниваются два метода получения заготовок: - прокат; - штамповка. Прокат В машиностроении применяют сортовые и фасонные профили общего, отраслевого назначения, трубный прокат, гнутые, горячепрессованные и периодические профили. Во многих случаях, когда требуются высокие прочность и плотность, применяют заготовки из сортового и специального проката. В процессе проката раскалённые литые болванки подвергаются многократному уплотнению между валками прокатных станов. Это придаёт заготовкам из проката высокую прочность и герметичность даже при небольшой их толщине. Штамповка Задачей штамповочного производства является получение деталей необходимой формы и точных размеров и с чистой поверхностью и заданными механическими свойствами в определённых направлениях. Поэтому для получения более прочных изделий часто приходится усложнять технологический процесс штамповки. Основными методами штамповки являются объёмный и листовой, штамповка бывает горячей или холодной. Экономическое обоснование выбора заготовки Себестоимость заготовки, полученной Штамповкой рассчитывается по формуле [4, стр. 62-68] S ( Cm Q Kn Kc Ko Kb Km (Q Q1 ) Cоот ) 1000 1000 , (12) где Сm - базовая стоимость 1 тонны заготовок, р.;масса заготовки, кг;m,Kc,KВ,КМ,Кn - коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок;1 - масса детали; Сотх - цена 1 т отходов. Масса заготовки и масса детали взяты из технологического процесса: М з= 0,54 кг; Мдет = 0,4 кг. Заготовительные цены за 1 т стружки и базовая стоимость 1 т заготовок, исходя из учебного пособия, равны: Сотх = 3400 руб.; Сi = 12454 руб. Значение коэффициентов: КТ = 1, КС = 1,18, КВ = 0,74, КМ = 1, КП = 1,1 12454 0.54 1 1,18 0,74 1,05 1 (0.8 0.4) 3400 S ( ) 7.77( руб ) 1000 1000 Себестоимость детали из Проката определяется по формуле 2=Q Спр- (Q-Q1) Сотх, (13) где, Q - масса заготовки; Q =0,6кг Спр- цена материала заготовки; Спр =9.6руб1- масса готовой детали; Q1 =0.4кг С отх- цена 1кг отходов; С отх =1,4руб. Заготовительные цены за 1 т стружки и базовая стоимость 1 т заготовок, исходя из учебного пособия, равны: Сотх = 3400 руб.; Сi = 12256 руб.2=0.749.6- (0,6-0.4) 1,4=6.62руб. Экономическая эффективность для сопоставления способов получения заготовок рассчитывается по формуле Эз (S S1 ) N , (14) где S и S1-стоимость сопоставляемых заготовок, руб.;годовая программа, N=240 шт. По формуле (2) Эз (7.77 6.62) 500 575( руб ) Результаты расчетов сведены в таблицу 7. Таблица 7 - Сопоставление и выбор варианта получения заготовки Показатели Вид заготовки Класс точности Группа сложности Масса заготовки, кг. Стоимость 1 тонны заготовок, принятых за базу (усл. р.) Стоимость 1 тонны стружки (усл. р.) Себестоимость изготовления (усл. р.) Вывод Заготовка Штамповка 1 2 0,54 12454 3400 7,77 Пруток 1 1 0,6 12256 3400 6,62 Предпочтительно Стоимость заготовки, получаемой прокатом ниже стоимости заготовки получаемой штамповкой. Учитывая то, что штамповке объем механической обработки меньше чем при прокате, но тем не менее выбираем прокат, так как он является более экономически выгодным и мене трудоемким. Этот расчет нельзя считать точным, так как при выборе способа получения заготовки не были учтены затраты на технологическую оснастку, на зарплату станочникам, затраты по эксплуатации рабочего места, удельные капитальные вложения в станок и здание. По результатам произведённых расчётов можно сделать вывод, что прокат - наиболее экономически выгодный способ получения заготовки при серийном типе производства. Краткая характеристика процесса изготовления заготовки При прокате первичная заготовка получена способом непрерывного литья с помощью машин непрерывного литья заготовок. Слитки, выходящие из машины непрерывного литья заготовок, разрезают на мерные длины (6000-12000 мм) и направляют для дальнейшей прокатки. Преимущество процесса непрерывного литья заключается в сокращении цикла металлургического производства, а в прокатном производстве отпадает необходимость в использовании обжимных и заготовительных станов. Повышается качество заготовок за счёт высокой степени их однородности. В нашем случаи первичную заготовку (рисунок 4) на отрезном станке режут на мерные заготовки Ø55×75 мм. Вторичная заготовка используется для изготовления детали. 6000 75 5,5 З 5,5 З Рисунок 4- Пруток .8 Выбор технологических баз Принятые решения по выбору технологических баз обработки приведены в таблице 8. Таблица 8 - Выбор технологических баз обработки № Название операции Схема установки Базирование 4 5 3 А 1 Б 3 3 2 005 Токарно-винторезная обрабатываемые поверхности; А - технологическая двойная опорная скрытая база; Бтехн олог ичес кая уста ново чная явна я база. 3 2 1, 2, 3,4,5 - 6 1 Б 5 А 4 3 3 010 Токарно-винторезная обрабатываемая поверхность; А - технологическая двойная опорная скрытая база; Бтехн олог ичес кая уста ново чная явна 1,2,3,4,5,6 - я база. 4 3 Б 3 1 А 3 6 2 015 Токарно-винторезная поверхности; А - технологическая двойная опорная скрытая база. Бтех но лог иче ска я уст ано воч ная явн ая баз а. 3 1,2,3,4,5 - обрабатываемые А 1 Б 3 020 Горизонталь-но-фрезерная поверхности; А - технологическая установочная явная база; Бтех но лог иче ска 1 - обрабатываемые я дво йн ая оп ор ная явн ая баз а. 1 3 А Б В 025 Горизонталь-но-фрезерная - технологическая установочная явная база; Бтех нол оги чес кая дво йна я опо рна я явн ая баз а; В тех нол оги чес кая опо рна я явн ая баз а. 1- обрабатываемая поверхность; А А Б 1 3 3 2 030 Настольно- сверлильная А - технологическая установочная явная база; Б -тех нол оги чес кая опо рна я явн ая баз а. 1, 2, 3 - обрабатываемые поверхности; .9 Составление маршрута механической обработки, выбор структуры операции и необходимого оборудования Последовательность и содержание операций базового технологического процесса оформлены в таблице 9. Таблица 9 - Последовательность и содержание операций базового технологического процесса Номер операции Наименование операции Оборудование Оснастка Режущий инструмент Контрольно-измер итель-ные средства 005 Токарно-винторез ная Токарно-винторез ная Токарно-винторез ная Горизонталь-фрез ерная Горизонталь-фрез ерная Настольно-сверли льная 16К20 Стандарт- ная Стандарт- ная Стандартные 16К20 Стандарт- ная Стандарт- ная Стандартные 16К20 Стандарт- ная Стандарт- ная Стандартные 6Р81Г Стандарт- ная Стандарт- ная Стандартные 6Р81Г Стандарт- ная Стандарт- ная Стандартные НС-12Б Стандарт- ная Стандарт- ная Стандартные 010 015 020 025 030 Предложения по модернизации базового маршрута обработки. На основании таблицы 9 пооперационно проверено соответствие технологического оснащения заданному качеству и точности обработки, согласно существующим условиям производства, а именно: правильность установленной последовательности и содержание операций, соответствие технических данных применяемого оборудования требованиям операций, правильность назначения технологической оснастки, правильность выбора режущего инструмента, выбор контрольно-измерительных средств На операции 005 исключаем переход 11-отрезать деталь в размер, так как заготовку используем мерную, в результате этого сокращается основное время обработки. Операция 015, токарная, заменяем четырёхкулачковый патрон на трёхкулачковый самоцентрирующийся патрон, применяем дополнительно специальное приспособление. Приспособление представляет собой планшайбу, в которой расточены два глухих отверстия Ø42 мм со смещением от оси планшайбы на 10 мм и 13 мм. В основании отверстий подпружиненные пальцы. Использование пальцев позволяет быстро выставить деталь и выдержать координаты расположения отверстий. Это позволит значительно сократить вспомогательное время при обработке отверстий “П”, “О”, “М”, “Л”, “Н” (рисунок 5). При обработке отверстий “Н” и “М” используем комбинированный инструмент, что уменьшает основное время обработки и снижает номенклатуру инструмента. В операции 025 дополнительно используем специальное приспособление для ориентации поверхности “С” относительно отверстий “П”, “Н”, “М”, “О”. Приспособление состоит из угловой плиты зажимающего элемента. На плите параллельно основанию расположены два пальца. Деталь базируется по плоскости и двум пальцам. При обработке второго паза деталь повернуть на 180. Таким образом приспособление позволяет сократить вспомогательное время на фрезеровку пазов. К Н И Г З Т Р Д П М З О С Г В Л Е Ж Рисунок 5 - Корпус клапана На всех операциях используем стандартную, специальную оснастку и контрольно-измерительные средства, специальный режущий инструмент. Маршрут обработки разработанного технологического процесса сведен в таблицу 10. Таблица 10 - Разработанный маршрут механической обработки детали “Корпус клапана дыхательного” Номер операции 1 2 3 Содержание операции Оборудование Токарно-винторезная Горизонтально-фрезерная Настольно-сверлильная Станок токарно- винторезный Станок горизонтально- фрезерный Станок настольно- сверлильный Модернизированный технологический процесс оформлен в таблице 11. Таблица 11 - Последовательность и содержание операций модернизированного технологического процесса Номер операции Наименование операции 005 Токарно-винторез Стандарт-но Стандартная ная е Токарно-винторез Стандарт-но Стандартная ная е Токарно-винторез Стандарт-но Специальная ная е Горизонтально- Стандарт-ное Стандартная фрезерная Горизонтально- Стандарт-ное Специальная фрезерная НастольноСтандарт-ное Специальная сверлильная 010 015 020 025 030 Оборудование Оснастка Режущий инструмент Стандартный Контрольно-изм еритель-ные средства Стандартные Стандартный Стандартные Стандартный Стандартные Стандартный Стандартные Стандартный Стандартные Стандартный Стандартные .10 Расчёт припусков на механическую обработку корпус клапан механическая обработка деталь Припуски на обработку поверхностей детали могут быть назначены по соответствующим справочным таблицам, определены опытно-статистическим методом или рассчитаны на основе расчетно-аналитического метода определения припусков. Для детали «Корпус клапана» произведём расчёт припусков на две из основных поверхностей: наружную цилиндрическую поверхность и внутреннюю цилиндрическую поверхность. Рассчитаем припуск на наружную цилиндрическую поверхность 42 мм, в исполнении по 8 квалитету точности с полем допуска H. Минимальный припуск на диаметр рассчитаем по формуле [3] 2Z bmin = 2 (Rza + ha) +2, a b 2 2 , (15) где Rza - высота микронеровностей профиля на предшествующем переходе, мкм; ha - глубина дефектного поверхностного слоя на предшествующем переходе, мкм; ∆а - суммарное значение пространственных отклонений в направлении, нормальном к обрабатываемой поверхности, полученные на предшествующем переходе, мкм; εb - погрешность установки в направлении, нормальном к обрабатываемой поверхности, полученная на выполняемом технологическом переходе, мкм. По справочным данным принимаем Rzа и hа:zа = 100 мкм;a = 250 мкм; εb = 250 мкм. Суммарное значение пространственных отклонений найдём по формуле: ∆а = ∆к*L *Ky, (16) где ∆к = 1 мкм / мм; Ку - коэффициент уточнения; Ку = 0,06;= 25мм. ∆а= 1* 25* 0,06 = 1,5 (мкм). Тогда минимальный припуск на предварительное точение будет равен 2Z b min = 2*(100+250) +2 1,5 250 = 1200 (мкм). Минимальный припуск на предварительное точение определим по формуле (15). Значения параметров определены по справочным данным:z a = 50 мкм;a = 50 мкм; КУ = 0,05; εb = 120 мкм; ∆а = 1,25 мкм 2 2 Z b min = 2*(50+50)+2 1,25 120 =440(мкм). Минимальный припуск на окончательное точение определим по формуле 2 2 (15). Значения параметров определены по справочным данным:za = 25 мкм;a = 30 мкм; Ку = 0,04; εb = 50 мкм; ∆а = 1мкм; Z b min = 2*(25 + 30) + 2 1 50 = 210 (мкм). Остальные расчёты сведены в таблицу 12. 2 2 Таблица 12 - Расчёт припусков промежуточных размеров заготовки по технологическим переходам для случая обработки наружной цилиндрической поверхности Обрабатываемый элемент-наружная цилиндрическая поверхность № Технологические опе переходы рац обработки ии элементарной поверхности Размеры: 42,8h8(-0,039); L=25 мм Допуск, мкм 2 Z min на диаметр, мкм Наименьший предельный размер, мм Наибо льший предел ьный размер , мм Промежуто чный размер заготовки, мм 2Z max на диам етр, мкм По При Расч При Расчёт Приня норм няты ётны няты ный тый атив й й й ам 005 005 005 Заготовка -прокат Точение: черновое получистовое чистовое 1000 250 100 39 1000 250 100 39 1200 440 103 1200 450 210 44,650 43,450 42,971 44,700 0 ,1 43,450 43,000 42,761 45,700 43,700 43,100 42,839 45,2±0,5 43,6 0 ,15 43+0, 1 42,8 ±0,0 39 245 0 800 349 Рассчитаем припуск на механическую обработку внутренней цилиндрической поверхности в исполнении по 7 квалитету точности. Минимальный припуск на обработку рассчитаем по формуле 2 2 2Z bmin = 2 (Rza + ha) +2, a b , (17) где Rzа - высота микронеровностей поверхности, мкм;a - глубина дефектного поверхностного слоя, мкм; ∆a - суммарное значение пространственных отклонений в направлении, нормальном к обрабатываемой поверхности, мкм; b - погрешность установки в направлении, нормальном к обрабатываемой поверхности, полученная на выполняемом технологическом переходе, мкм. Суммарное значение пространственных отклонений найдем по формуле (16) ∆a = ∆k *L* Кy, где ∆k = 1 мкм/мм; Кy - коэффициент уточнения, Кy = 0,06; = 16 мм. ∆a = 1 *16* 0,06 = 0,96 (мкм). По справочным данным принимаем Rzа и hа:zа = 100 мкм;a = 250 мкм; εb = 250 мкм. Тогда минимальный припуск при предварительном растачивании будет равен 2Z b min = 2*(100 + 250) + 2 0,96 250 = 1100 (мкм). Минимальный припуск на предварительное развёртывание определим по 2 2 формуле (16). Значения параметров определены по справочным данным: za = 25 мкм; a = 50 мкм; КУ = 0,05; εb = 120 мкм; ∆а = 0,8 мкм. 2Z b min = 2*(25 + 50) + 2 0,8 120 = 270 (мкм). Определим минимальный припуск при окончательном развёртывании по 2 2 формуле (16) По справочным данным принимаем Rzа и hа:zа = 6,3 мкм; a = 20 мкм; εb = 50мкм. 2Z b min = 2*(6,3 + 20) + 2 0,64 50 = 102 (мкм). Остальные расчеты сведены в таблицу 13. 2 2 Таблица 13 - Расчет промежуточных размеров заготовки для случая обработки внутренней цилиндрической поверхности Обрабатываемый элемент-внутренняя цилиндрическая поверхность № Технологические опер переходы аци обработки и элементарной поверхности Размеры: 38H7(-0,025); L=16 мм Допуск, мкм 2 Z min на диаметр, мкм Наибольший предельный размер, мм Наиме ньший предел ьный размер , мм Промежут очный размер заготовки, мм 2Z max на диам етр, мкм По При Расч При Расчёт Приня норм няты ётны няты ный тый атив й й й ам 010 010 010 Заготовка -прокат Точение: черновое получистовое чистовое 1000 250 62 25 1000 250 80 25 1200 270 102 1250 300 120 35,050 37,530 37,898 0 ,12 35,000 37,500 37,880 38,025 34,000 37,250 37,800 38,000 34,5±0,5 37,4 0 ,13 37,8 4±0, 4 38+0, 025 2450 620 205 .11 Расчет режимов резания и техническое нормирование Расчёт режимов резания для обработки отверстия. На токарно-винторезном станке 16К20 растачивается отверстие диаметром D = 38(+0,025) мм, операция выполняется в три перехода: черновой, получистовой и чистовой. [6, стр. 265-275] Параметр шероховатости обрабатываемой поверхности Ra = 1,25мкм. Для растачивания латуни ЛС59-1 выбираем резец токарный расточной для глухих отверстий с МНП ГОСТ 26612-85, материал режущей части - ВК4, α=α=10, γ=0, λ=0, φ=φ=90. Первый переход. Выбор подачи. Для растачивания латуни ЛС59-1 резцом токарным расточным выбираем подачу S = 0,12…0,2 мм/об. Расчетные величины подач: S = 0,17…0,28 мм/об. По паспорту станка устанавливаем ближайшую подачу к расчетной S = 0,2 мм/об. Выбор скорости и числа оборотов. Скорость резания определим по формуле [7, стр. 79-85] V Cv m T *t Xv * S Уv * Кv , (18) где Сv = 263; xv = 0,14; уv = 0,18; m = 0,18; Т = 60 мин; t = 1,5 мм; Кv Kmv * Knv * Kuv * Kv * Krv 1*1* 0,6 * 0,9 *1 0,54 . С учетом найденных коэффициентов: V 60 0,18 17,1 * 0,54 85,6( м / мин.). *1,5 0,14 * 0,2 0,18 Частоту вращения шпинделя определим по формуле 1000 * V * D , (19) 1000 * 85,6 n 778,2(об / мин ). 3,14 * 35 n Корректируем частоту вращения шпинделя по паспортным данным станка:= 800 об/мин. Действительную скорость резания определим по формуле Vд Vд * D * nд 1000 , (20) 3,14 * 35 * 800 87,9( м / мин.). 1000 Мощность резания определим по формуле N 221,6 * 87,9 Pz *V 0,32(кВт ) 1020 * 60 , (21)= 1020 * 60 Силу резания определим по формуле: =10Cp*tx*Sy*Vn*Kr (22) где Cp=55, x=1, y=0,66, n=0 Учитываем поправочный коэффициент на силу резания: Kr=Kµ*Kφp*Kλp*Kzp*Kγp (23) где Kµp=0,75, Kφp=0,98, Kλp=1, Kzp=0,93, Kγp=1,15 Kp=0,75*0,98*1*0,93*1,15=0,79=10*55*1,51*0,20,66*87,90*0,79=221,6 H=0.32кBт Проверка мощности привода станка. По паспорту станка мощность на шпинделе определим по формуле:э = Nд*η; (24) э = 0,32*0,8 = 0,26 (кВт).э = 0,32 > N = 0,26 кВт. Следовательно, станок не лимитирует выбранного режима резания. Второй переход. Выбор подачи. Для получистового выбираем подачу S = 0,12…0,2 мм/об. Ближайшая подача по паспорту станка S = 0,15 мм/об. Выбор скорости резания и числа оборотов. Скорость резания определим по формуле (18): Сv = 263; xv = 0,14; уv = 0,18; m = 0,18; Т = 60 мин; t = 0,35 мм; Кv Kmv * Knv * Kuv * Kv * Krv 1*1* 0.6 * 0.9 *1 0,54 . С учетом найденных коэффициентов: V 0.18 60 263 * 0,54 110.9( м / мин.). * 0,350,14 * 0,150,18 Частоту вращения шпинделя определим по формуле (19) n 1000 *110.9 948(об / мин). 3,14 * 37.3 Корректируем частоту вращения шпинделя по паспортным данным станка:= 1000 об/мин. Действительную скорость резания определим по формуле(20) Vд 3,14 * 37.3 *1000 117.1( м / мин.). 1000 Третий переход. Выбор подачи. Выбираем подачу S = 0,12 мм/об. Выбор скорости резания и числа оборотов. Скорость резания определим по формуле (18) Сv = 263; xv = 0,14; уv = 0,18; m = 0,18; Т = 60 мин; t = 0,1 мм; Кv Kmv * Knv * Kuv * Kv * Krv 1*1* 0.6 * 0.9 *1 0,54 . С учетом найденных коэффициентов V 60 0 ,18 263 * 0,54 139,2( м / мин.). * 0,10,14 * 0,120,18 Частоту вращения шпинделя определим по формуле (19) n 1000 *139,2 1169(об / мин). 3,14 * 37,8 Корректируем частоту вращения шпинделя по паспортным данным станка:= 1250 об/мин. Действительную скорость резания определим по формуле(20) Vд 3,14 * 37,8 *1250 148,4( м / мин.). 1000 Определим основное время по формуле То L *i S * n , (25) где L - длина прохода, мм; i = 1; Длина прохода резца L=l+y+∆ мм, l=15 мм, ∆=1,2 мм Величина врезания y y=t*ctgφ (26) =1,5*ctg60=0,87 Т 01 Т 02 15 0,87 1,2 *1 0,1 0,2 * 800 (мин); 15 0,87 1,2 *1 0,11 0,15 *1000 (мин); Т 03 15 0,87 1,2 0,11 0,12 *1250 (мин). Основное время операции ТО = ТО1 + ТО2 + ТО3, ТО = 0,1 + 0,11 + 0,11 = 0,32 мин. Аналогичным способом рассчитываются остальные показатели для последующих переходов. Полученные результаты сведены в таблицу 14 Таблица 14 - Расчет режимов резания и техническое нормирование № операции 005 010 015 020 025 030 Содержание операции Токарновинторезная Токарновинторезная Токарновинторезная Горизонтальнофрезерная Горизонтальнофрезерная Настольносверлильная Режимы резания V, м/мин 39,2172,7 39,25172,7 37,652,3 31,4 S, мм/об 0,11,5 0,1-1,5 n, об/мин t, мм 0,1 0,35-1 2,5 0,15-1 2,5 1,06,0 1,5 25,12 0,4 7,85 0,1 0,1-0,3 N, кВт 125- 1200 Нормирование, мин t осн t всп 2,77 1,2 2,64 1,14 1,35 1,22 1000 0,18-1,0 2 0,27-1,0 2 1,021,06 0,29 0,5 1,2 5,5 1000 1,85 1,0 1,2 1 1250 0,01 0,21 1,3 125- 1250 1000 .12 Расчет технологического процесса на точность Погрешность механической обработки представлена следующей функциональной зависимостью [6, стр. 42-44] ∆∑= f(∆Е+∆н+∆y+∆и+∆т+∑∆ф), (27) где ∆Е - погрешность установки заготовки в приспособлении, ∆Е=30; ∆н - погрешность настройки станка; ∆y - погрешность от отжатий системы СПИД, ∆y=20 мкм; ∆и - погрешность, вызываемая размерным износом режущего инструмента; ∆т - температурные погрешности системы СПИД, ∆т=10 мкм; ∑∆ф - сумма погрешностей формы обрабатываемой поверхности. Расчет точности механической обработки проводится для отверстия, которое является самой точной поверхностью детали. Проверка на точность ведется на токарно-винторезной операции 010. Размер отверстия Ø38Н7(+0,025) мм. Суммирование погрешностей обработки по закону теории вероятности определим по формуле [6, стр. 42-44] 2 2 2 2 2 2 K1 E K 2 H K 3 Y K 4 u K 5 T , (28) где К1…К5 - коэффициенты, зависящие от формы кривых распределения первичных погрешностей; К1=К2=К3=1/9; К4=К5=1/3. Погрешность настройки станка на размер определяется по формуле: ∆н=К эт в 2 2 , (29) где К - коэффициент, учитывающий отклонение закона распределения погрешностей от закона нормального распределения; К=1,4; ∆эт=5…10 мкм; ∆в=10…30 мкм. ∆н=1,4 5 10 =15,6 (мкм). Погрешность обработки, вызываемые размерным износом инструмента, определяется по формуле: 2 и 2 Ll 1000 U 0 (30) где uо - величина относительного износа инструмента, uо=0,9;д - расчётная длина обрабатываемой поверхности определяется по формуле: д = l + l1 + l2 (31) где l - чертёжная длина обрабатываемой поверхности, l=70 мм;1 величина врезания, l1=2 мм;2 - величина перебега, 2 - 4мм.д = 70 + 2 + 4 = 76 (мм); и 76 0.61( мкм ) 1000 0.9 2 2 2 2 2 2 0,11 30 0,11 15,6 0,11 20 0,61 0,03 0,33 10 14,2( мкм ) В результате расчетов технологического процесса на точность погрешность механической обработки составляет ∆∑=14,2 мкм, что является удовлетворительным, так как допуск на отверстие δ= 25 мкм. Разработанный технологический процесс обеспечивает точность обработки детали. .13 Разработка технологического процесса сборки Сборка - это образование разъемных и не разъемных соединений составных частей изделия. Для сборки Корпуса клапана применяют узловую стационарную поэлементную сборку, объектом которой является составная часть изделия, т.е. сборочная единица. Последовательность сборки определяется, прежде всего, конструкцией собираемого изделия или его основных частей и степенью разделения сборочных работ. Технологическая схема сборки (рисунок 5) отражает 1 Прокладка 11 1 5 Прокладка 2 Шарик 4 Шарик 2 3 1 Заглушка 2 Клапан дыхательный Корпус 0202- 220 сб Пропитать маслом 2 1 Фильтр 10 Колпак Осадить пристукиванием технологическим шариком 12 1 Фильтр в сборе 221СБ 1 1 1 Каркас внутренний 9 1 Каркас наружный 8 1 Прокладка 1 1 6 Втулка 7 Рисунок - 5 Технологическая схема сборки Клапана дыхательного структуру и порядок комплектования изделия и его узлов по времени позволяет из множества вариантов сборки выбрать оптимальный Технологический процесс сборки приведен в таблице 15. Таблица 15 - Технологический процесс сборки клапана дыхательного № операц. 005 № пере-хо да. 1 Содержание сборочной операции (перехода) 2 Гнёзда под шарики 3 и 4 осадить пристукиванием технологическим шариком, обеспечив поясок шириной не менее 0,3 мм. Установить шарики 3, 4 и прокладку 5 в корпус На втулку 6 собрать прокладку 7, наружный каркас 8, внутренний каркас 9, фильтр 10. установить втулку на корпус 1 Прокладку 11 установить в колпак 12 Колпак 12 закрутить на корпус 1 Контроль ОТК. Проверить правильность сборки клапана. Испытать клапан воздухом на работоспособность давлением 0,01 МПа 3 4 5 6 Дополнитель- ные работы Корпус 1 закрепить в тисах, запрессовать заглушку 2 Оборудо-вание Пресс ручной 7810-0395 ГОСТ24437-80 Молоток 7850 0056 Оправка специальная Фильтр пропитать маслом На рисунке 6 приведен эскиз сборочной операции. Ключ специальный Приспособление контрольное З 76 11 73 12 М45• 1,5- 8g 10 8 9 7 6 5 70 З 38H7 4 3 (+0,025) 1 M45• 1.5- 8g 2 З 42h8(- 0,039) Рисунок 6 - Операция 005 - Слесарно-сборочная Технологическая схема сборки включает полный цикл сборочных операций по изготовлению узла «Клапан дахательный». Сборка стационарная. Сборочное отделение будет представлено в дальнейшем дипломном проекте, как часть необходимых площадей для изготовления детали «Клапан дыхательный». 2. Конструкторская часть 2.1 Назначение и описание приспособления Приспособления составляют около 50% в общем объеме средств технологического оснащения производственных процессов. Наиболее многочисленную группу составляют станочные приспособления, к которым относятся устройства для установки и закрепления заготовки и устройств для закрепления и установки режущего инструмента (вспомогательный инструмент). Станочные приспособления позволяют обеспечить высокое качество обрабатываемых поверхностей независимо от квалификации рабочего, повышать производительность труда, расширять технологические возможности оборудования [10]. Станочными приспособлениями в машиностроении называют дополнительные устройства к металлорежущим станкам, применяемые для установки и закрепления деталей, обрабатываемых на станках. Выбор станочных приспособлений зависит от формы, габаритных размеров и технических требований, предъявляемых к обрабатываемым деталям, а также от типа производства и программы выпуска изделий. Разрабатываемое приспособление применяется на операции 015, токарно-винторезная, станок модели 16К20. На данной операции производится обработка Н, М, О, Л, П (рисунок 5) и достигается шероховатость поверхности Ra 12,5 мкм. Обработка производится центровочным сверлом Ø2 мм, свёрлами Ø12 мм, Ø14 мм и расточным резцом, контроль осуществляется штангенциркулем ШЦ-160-0,05 ГОСТ166-80 Эскиз приспособления приведён на рисунке 7. В качестве технологической направляющей базы используются два расточенных отверстия, глубиной 25 мм и Ø42,8 мм, в корпусе приспособления, основание расточенных отверстий - в качестве технологической упорной базы, два пальца - в качестве технологической З 250 245 Рисунок 7 - Приспособление станочное установочной базы На первом переходе обрабатываются два отверстия Ø12 мм. На следующем переходе по этим отверстиям базируется деталь, что позволяет выдержать координаты расположения отверстий, согласно требований конструкторской документации. Зажим заготовки осуществляется качающимися рычагами от стандартной пневмокамеры. При подаче сжатого воздуха в рабочую полость камеры, шток перемещается вдоль оси, поворачивает рычаги, происходит зажим заготовки. 2.2 Силовой расчет приспособления Исходя из выбранной схемы базирования расставляем все силы действующие на деталь (рисунок 8). Расчёт пневматического привода [9, стр. 297-298] Усилие передаваемое штоком рассчитывается по формуле Pшток=0,15*(D+d1)2*p-q (32) где D - диаметр мембраны D=125 мм1 - диаметр шайбы d1=75 мм- давление в сети P=450 МПа- сопротивление возвратной пружины Сопротивление возвратной пружины определяется по формуле =k*(δ+S) (33) где S - допускаемый ход штока S=8 мм δ - предварительное сжатие пружины δ=50 мм- коэффициент жёсткости возвратной пружины k=0,3=0,3(5+0,8)=2 (кг)шток=0,15*(12,5+7,5)2*4,5-2=268 (кг) Зажимающее усилие определяется по формуле =Pшток*a/b (34) где a - плечё рычага a=30 мм- плечё рычага b=70 мм=268*30/70=114,8 кг Крутящий момент определяется по формуле =Cm*Dq*Sy*Kp (35) где Cm - коэффициент учитывающий обрабатываемый материал и материал режущей части инструмента Cm=0,012p - коэффициент учитывающий отличия механических свойств обрабатываемого материала от табличных Kp=2- диаметр сверла D=16 мм- подача S=0,1 мм/об m - показатель степени qm=2 m - показатель степени ym=0,8=0,012*162*0,10,8*2=1 (кг/м) Осевое усилие определяется по формуле q y 0=Cp*D *S *Kp (36) где Cp - постоянный коэффициент Cp=31,5- диаметр сверла D=16 мм- подача S=0,1 мм/об- коэффициент учитывающий отличия механических свойств обрабатываемого материала от табличных Kp=20=31,5*161*0,10,8*2=159,7 (кг) Зажимное усилие достаточно для закрепления детали. 3 P М P Рисунок 8 - Расчетная схема 2.3 Расчёт на точность Для нахождения отдельных элементов разрабатываемого приспособленья необходимо найти суммарную погрешность, которую можно допустить в собранном приспособлении, для обеспечения точности заданного размера. ∑∆ε этих погрешностей не должна превышать величину заданного допуска δ детали [11, стр. 71-78]. ∑ε< δ, мкм; Допуск размера 26±0,5, 20±0,5 равен δ=0,5-(-0,5)=1 (мм) Суммарная погрешность обработки определяется по формуле [11, стр. 74] ∑ε=Кεбаз + ε зак.+ ε об.+ ε пр., мкм; (37) где К - Коэффициент учитывающий погрешности εбаз вследствие того, что действительные размеры установочной поверхности редко равны предельным. К=0,8 ε баз- погрешность базирования, мкм; ε зак.- погрешность закрепления, мкм; ε об- погрешность обработки, мкм; ε пр- погрешность приспособления. Погрешность базирования εбаз=0 Погрешность закрепления возникает в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы. В ряде случаев при перемещении пневматических зажимных устройств, обеспечивающие постоянное усилие зажима погрешность закрепления можно исключить из расчетов. Но так как курсовой проект делаем в учебных целях, то погрешность закрепления выбирается из таблиц εзак= 20 мкм. Погрешность обработки [11, стр. 75] εоб= К1* W, мкм; (38) где К1= 0,6 - коэффициент уменьшения величины, которому учитывается изменения табличных данных.- табличное значение средней экономической точности, 46 мкм εоб =0,6*46=27,6 (мкм). Погрешность приспособления: εпр< δ- (Кεбаз + ε зак+К1* W), мкм.; (39) εпр<1000-(20+27,6)=952,4 (мкм) С другой стороны ) где δз=10 мкм [6]; δп=2,4 мкм δуп=1,2 мкм δз=952,4-(10+2,4+1,2)= 938,8 (мкм). На сборочном чертеже должен быть проставлен размер 26±0,06, 10±0,06 На рисунке 9 приведена схема размерной цепи. 26±0,06 26±0,06 10±0,06 Рисунок 9- Размерная цепь 3. Организационно-экономическое обоснование Для достижения требуемого результата с минимальными затратами необходимо на каждом этапе разработке технологического процесса стремиться к выбору наиболее рациональных решений, с применением прогрессивных режущих инструментов и режимов резания. На стадии проектирования конструкции изделия нужно стремиться к более рациональным формам для соответствующего способа получения заготовки. Так же необходимо учитывать удобство механической обработки поверхностей. В ходе выполнения курсового проекта по технологии машиностроения в очередной раз была проанализирована деталь ВРД Чита - Корпус клапана дыхательного уже с другой, технологической точки зрения изготовления детали. Наряду с оценкой технологичности, расчётом припусков, режимов резания и т. д., был проработан базовый технологический процесс. На стадии выбора способа получения заготовки было проведено сравнение двух альтернативных способов, учитывая при этом особенности конструкции детали и материал, из которого требуется ее изготовить (прокат и штамповка). На основании проведенных грубых экономических расчетов было предложено получение заготовки прокатом. Предложенный способ нельзя считать окончательным. Более подробные расчеты, необходимые для выбора способа получения заготовки будут приведены в дальнейшем дипломном проекте. При разработки технологического процесса механической обработки детали, все принятые решения по выбору оборудования, режущего инструмента, приспособлений для механической обработки и сборке не опирались на возможность конкретного предприятия, а использовалось наиболее подходящее из того, что возможно применить на «идеальном» современном предприятии. Заключение При выполнении самостоятельной творческой научно-технической полученные курсового знания, и работы, проекта мы закрепили справочно-методической полученные во время приобрели умение работать литературой, обучения, навыки для с применили разработки технологического процесса механической обработки деталей машин. В ходе выполнения данного курсового проекта был предложен экономически обоснованный, более выгодный вариант метода получения заготовки для изготовления детали корпус клапана дыхательного, был модернизирован базовый технологический процесс механической обработки детали, а так же рассчитаны припуски на механическую обработку на две самые точные поверхности. В конструкторской части курсового проекта было спроектировано приспособление для обработки отверстий. Составлен технологический процесс и схема сборки клапана дыхательного. Оформлении пояснительной записки и графической части курсового проекта проводилось при помощи ЭВМ.