ГОСТ 2 .3 1 2 -7 2
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й
С Т А Н Д А Р Т
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
УСЛОВНЫЕ ИЗОБРАЖ ЕНИЯ
И ОБОЗНАЧЕНИЯ Ш ВОВ
СВАРНЫХ СОЕДИНЕНИЙ
Издание официальное
Москва
Стандартинформ
2010
экспертиза здания
Группа Т52
УДК 744:621.791.053:003.62:006.354
М
Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й
С Т А Н Д А Р Т
Единая система конструкторской документации
ГО СТ
2 .3 1 2 - 7 2
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ
ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Взамен
ГОСТ 2.312-68
Unified system for design documentation.
Symbolic designations and representations of welds
and welded joints
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. № 935 дата
введения установлена
с 01.01.73
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соедине­
ний в конструкторских документах изделий всех отраслей промышленности, а также в строительной
документации, в которой не использованы изображения и обозначения, применяемые в строитель­
стве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
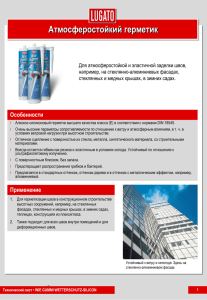
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый — сплошной основной линией (черт. 1а, в);
невидимый — штриховой линией (черт. 1г).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком
«+» (черт. 16), который выполняют сплошными линиями (черт. 2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся одно­
сторонней стрелкой (см. черт. 1). Линию-выноску предпочтительно проводить от изображения видимого
тпва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных
проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт. 3).
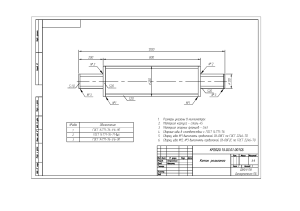
1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандарт­
ный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполне­
ния шва по данному чертежу (черт. 4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок
в границах шва — сплошными тонкими линиями.
Издание официальное
★
Перепечатка воспрещена
* И з д а н и е (и ю л ь 2 0 1 0 г .) с И зм ен ен и ем № 1, у т в ер ж д ен н ы м в и ю л е 1 9 9 1 г. ( И У С 10— 9 1 )
© СТАНДАРТИНФОРМ, 2010
С. 2 ГОСТ 2 .3 1 2 - 7 2
А
А-А
?
у
11
а
А
N
А
А-А
*
6
Черт. 2
6
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ Ш ВО В СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный
знак
Значение вспомогательного
знака
Расположение вспомогательного знака
относительно полки линии-выноски,
проведенной от изображения шва
с лицевой
стороны
XI
с оборотной
стороны
п
_о_
Усиление шва снять
/
VwAwI
Наплывы и неровности шва обработать с плавным переходом к основному металлу
п1
Шов выполнить при монтаже изделия, т. е. при
установке его по монтажному чертежу на месте
применения
/ ~ПГ\
/
/
//
I
ГОСТ 2.312-72 С. 3
Продолжение
Вспомогательный
знак
Расположение вспомогательного знака
относительно полки линии-выноски,
проведенной от изображения шва
Значение вспомогательного
знака
с лицевой
стороны
Ш ов прерывистый или точечный с цепны м рас­
п олож ени ем
Угол наклона линии -6 0 °
г
о
/
/■
z
Ш ов прерывистый или точечный с шахматным
располож ением
с оборотной
стороны
/
/
/
Z
Шов по замкнутой линии.
Диаметр знака — 3 . . . 5 мм
Ш ов по незамкнутой линии.
Знак применяю т, если располож ение шва ясно
из чертежа
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимаю т сторону, с которой п рои з­
водят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кром­
ками принимаю т сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кром­
ками может быть принята любая сторона.
В у с л о в н о м о б о зн а ч е н и и ш ва в сп о м о га тел ь н ы е зн а к и в ы п о л н я ю т с п л о ш н ы м и т о н к и м и л и н и я м и .
В сп о м о га т ел ь н ы е зн а к и д о л ж н ы бы ть о д и н а к о в о й вы соты с ц и ф р а м и , в х о д я щ и м и в о б о з н а ч е н и е
шва.
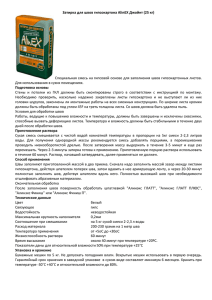
2.2.
С труктура у с л о в н о г о о б о зн а ч е н и я стан д а р тн о го ш в а и л и о д и н о ч н о й с в а р н о й т оч к и п р и в ед ен а
н а с х е м е (черт. 5).
Вспомогательные знаки шда по зам кн утой
прерывистого ш Ва-размер длины продариВаемого
,
у ч а стк а зн ак/и л и I и размер ш ага
Д ля одиночной сВарной точки-разм ер р асч етн о го
диам етра то ч к и
Д ля шда к о н та к тн о й точечной сВарки или электрозакле-
почного -размер расчетного диаметра точки или
электрозаклепки,; з н а к / или I и размер ш ага
Д ля шда к о н та к тн о й шодной сдарки-размер р асчетной
ширины ш Ва
Для прерывистого шВа к о н та к т н о й шодной сВарки-размер
,,
,
расчетной ширины шВа знак умножения размер длины
проВариВаемого у ч а стк а з н а к / и размер ш ага
Знак \ \ и размер к а т е т а согласно с т а н д а р т у на ти п ы и конструктивны е элементы
шВоВ сборных соединений
Условное обозначение способа сдарки по с т а н д а р т у н а т и п ы и к о н стр у к ти в н ы е элем енты
шВод сдарных соединений (допускается не у ка зы в а ть )
БукВенно-цицзроВое обозначение ш да по с т а н д а р т у н а т и п ы и к о н с тр у к ти в н ы е эл е м ен ты
шВоВ сдарных соединений
Обозначение с т а н д а р т а на т и п ы и кон стр укти в н ы е элем енты ш ВоВ сборных соединений
Черт. 5
С. 4 ГОСТ 2 .3 1 2 -7 2
З н ак
вы п ол н я ю т сп л ош н ы м и т о н к и м и л и н и я м и . В ы сота зн ак а д о л ж н а бы ть о д и н а к о в о й с
вы сотой ц и ф р , в ходя щ и х в о б о зн а ч е н и е ш ва.
2.3.
Структура усл ов н ого о б о зн а ч е н и я н естан дар тн ого ш ва и л и о д и н о ч н о й сварн ой точки п р и в е­
д е н а на схем е (черт. 6).
Вспомогательные знаки шда по замкнутой
Вспомогательные
'Для прерыдистого шда-размер длины продаридаемого участки,
знак/или 1 и размер шага
Дпя одиночной сборной точки-размер расчетного диаметра точки
Для шда контактной точечной сборки или злектрозаклепочного-размер
расчетного диаметра точ ки или электрозаклепки; зн а к ! или 2 и размер ш ага
Для шда к о н тактн о й ш одной сварки-размер расчетной ширины ш да
Для прерыдистого шда к о н тактн о й шодной сдарки-размер расчетной
ширины шда знак умножения, размер длины продаридаемого у ч а стк а
знак { и размер ш ага
,
,
Черт. 6
В тех н и ч еск и х тр еб о в а н и я х ч ертеж а и ли табли ц ы ш вов указы ваю т с п о с о б сварк и , к отор ы м д о л ­
ж е н быть вы п ол н ен нестандар тны й ш ов.
2.4. У словн ое обозн ач ен и е шва наносят:
а) н а п ол к е л и н и и -в ы н о с к и , п р о в е д е н н о й от и зо б р а ж е н и я ш ва с л и ц ев о й стор он ы (черт. 7а);
б ) п о д п ол к ой л и н и и -в ы н о ск и , п р о в ед ен н о й от и зо б р а ж ен и я ш ва с о б о р о т н о й стороны (черт. 76).
Условное обозначение
5
Условное
обозначение
Q
Черт. 7
2.5.
О б о зн а ч е н и е ш ер охов атости м ехан и ч еск и о б р а б о т а н н о й п о в ер х н о ст и ш ва н а н о ся т на полк е
и л и п о д п о л к о й л и н и и -в ы н о с к и п о с л е у сл о в н о го о б о зн а ч ен и я ш ва (черт. 8), и л и указы ваю т в табли це
ш вов, или п ри водят в техн и ч еск и х требован и ях чертеж а, наприм ер: «П арам етр ш ероховатости п оверх­
н о ст и сварны х ш вов...»
Примечание.
руются.
Содержание и размеры граф таблицы швов настоящим стандартом не регламенти­
Условное обозначение
ГОСТ 2.312—72 С. 5
2.6. Если для шва сварного соединения установлен
Условное обозначение
контрольный комплекс или категория контроля шва,
то их обозначение допускается помещать под линией выноской (черт. 9).
В технических требованиях или таблице швов на
чертеже приводят ссылку на соответствующий норма­
Обозначение контрольного комплекса
тивно-технический документ.
или категории контроля шва
2.7. Сварочные материалы указывают на чертеже в
технических требованиях или таблице швов.
Черт. 9
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а
от изображений остальных одинаковых швов проводят линии -выноски с полками. Всем одинаковым
швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт. 10 а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с
лицевой стороны (черт. 10 б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с
оборотной стороны (черт. 10 в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с на­
несенным обозначением (см. черт. 10 а).
Условное обозначение
№1
№1
а
5
Черт. 10
П р и м е ч а н и е . Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. У П РО Щ ЕН И Я ОБОЗНАЧЕНИЙ Ш ВО В СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение
стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы...
по...») или таблице.
3.2. Допускается не присваивать порядковый но­
мер одинаковым швам, если все швы на чертеже
одинаковы и изображены с одной стороны (лицевой
или оборотной). При этом швы, не имеющие обо­
значения, отмечают линиями-выносками без полок
(черт. 11).
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускает­
ся отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изобра­
жения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одина­
ковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из
изображений одинаковых частей (предпочтительно у изображения, от которого приведена линиявыноска с номером позиции).
С. 6 ГОСТ 2 .3 1 2 - 7 2
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по
сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места
сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в
поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз
— в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1
Справочное
П Р И М Е Р Ы У С Л О В Н Ы Х О Б О ЗН А Ч Е Н И Й С ТА Н ДА РТН Ы Х Ш В О В С В А РН Ы Х С О Е Д И Н Е Н И Й
Характеристика шва
Форма
поперечного
сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны
с оборотной стороны
Шов стыкового со­
единения с криволиней­
ным скосом
одной
кромки, двусторонний,
выполняемый дуговой
ручной сваркой при мон­
таже изделия.
Усиление снято с
обеих сторон.
Параметр шерохова­
тости поверхности шва:
с лицевой стороны —
Rz 20 мкм;
с оборотной сторо­
ны — Rz 80 мкм
Шов углового соеди­
нения без скоса кромок,
двусторонний, выполня­
емый автоматической
дуговой сваркой под
флюсом по замкнутой
линии
ГОСТ 11533-75-У2-А
ГОСТ 11533-75-У2-А
А
Шов углового соеди­
нения со скосом кро­
мок,
выполняемый
электрошлаковой свар­
кой проволочным элек­
тродом. Катет шва 22 мм
ГОСТ 15164-78-У 2 -ШЭ -Ь 2 2
ГОСТ 15Ш -7в-У2-Ш З-\±22/
ГОСТ 2 .3 1 2 - 7 2 С. 7
Продолжение
Характеристика шва
Шов точечный со­
единения внахлестку,
вы полняем ы й дуговой
сваркой в инертных га­
зах плавящимся электро­
дом. Расчетный диаметр
точки 9 мм.
Ш аг 100 мм.
Расположение точек
шахматное.
Усиление
должно
быть снято.
Форма
поперечного
сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны
с оборотной стороны
Rz40/
ГОСТ U776-79-H1-Mn-9Z100Q V
ysssassa
У \
/ \
/ ч
*
Параметр шерохова­
тости обработанной по­
верхности Rz 40 мкм.
Шов стыкового со­
единения без скоса кро­
м ок, о д н о с то р о н н и й ,
на остающейся подклад­
ке, выполняемый свар­
кой нагретым газом с
присадочным прутком
ГОСТ 16310-В0-СЗ-Г
I
ГОСТ 16310-80-СЗ-Г
Одиночные сварные
точки соединения вна­
хлестку, выполняемые
дуговой сваркой
под
флюсом.
Диаметр электрозак­
лепки 11 мм.
У силение долж но
быть снято.
Параметр шерохова­
тости обработанной по­
верхности Rz 80 мкм.
Шов таврового соеди­
нения без скоса кромок,
двусторонний, прерыви­
стый с шахматным рас­
положением, выполняе­
мый ручной дуговой
сваркой в инертных га­
зах неплавящимся элек­
тродом с присадочным
металлом по замкнутой
линии
Катет шва 6 мм.
Д лина п роваривае­
мого участка 50 мм.
Ш аг 100 мм.
'О С Т 14 6 0 6 -8 0 - Т З - Р И Н п - ^ 6 - 5 0 Z 100
Г О С Т 1 4 8 0 6 -8 0 - T 3 - P M H n - h 6 - 5 0 Z 100
С. 8 ГОСТ 2 .3 1 2 - 7 2
Продолжение
Характеристика шва
Форма
поперечного
сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны
Одиночные сварные
точки соединения вна­
хлестку, выполняемые
контактной
точечной
сваркой. Расчетный диа­
метр литого ядра точки
5 мм
Шов
соединения
внахлестку прерывис­
тый,
выполняемый
контактной
шовной
сваркой.
Ширина литой зоны
шва 6 мм.
Длина проваривае­
мого участка 50 мм.
Шаг 100 мм.
Шов
соединения
внахлестку без скоса
кромок,
односторон­
ний, выполняемый дуго­
вой полуавтоматической
сваркой в инертных га­
зах плавящимся электро­
дом.
Шов по незамкнутой
линии.
Катет шва 5 мм.
ГОСТ 1Ш6-80-Н1-ПИПЪь5 =□
Приложение 1. (И змененная редакция, И зм. № 1).
с оборотной стороны
ГОСТ 2 .3 1 2 - 7 2 С. 9
ПРИЛОЖЕНИЕ 2
Справочное
П Р И М Е Р У С Л О В Н О Г О О Б О ЗН А Ч Е Н И Я Н Е С Т А Н Д А РТ Н О ГО Ш В А С В А РН О ГО С О Е Д И Н Е Н И Я
Условное изображение и обозначение шва на чертеже
Характеристика шва
Шов соединения без скоса кромок, односторонний, выполняе­
мый ручной дуговой сваркой при
монтаже изделия
П р и м е ч а н и е .
дуговая».
А
А-А
В технических требованиях делают следующее указание: «Сварка ручная
Редактор М.И. Максимова
Технический редактор В.Н. Прусакова
Корректор М.В. Бучная
Компьютерная верстка В.И. Грищенко
Подписано в печать 20.08.2010. Формат 60х84‘/ 8. Бумага офсетная. Гарнитура Таймс.
Уел. печ. л. 1,40. Уч.-изд. л. 1,05. Тираж 55 экз.
Зак. 81.
Печать офсетная.
ФГУП «СТАНДАРТИНФОРМ», 123995 Москва, Гранатный пер., 4.
www.gostinfo.ru
[email protected]
Набрано в Калужской типографии стандартов на ПЭВМ.
Отпечатано в филиале ФГУП «СТАНДАРТИНФОРМ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
ГОСТ 2.312-72