it llllM
I IШ Ш
II HillHij— —
—
■
№ иА|аш
C-X-4
ТЕХНОЛОГИЯ
М ЕТАЛЛООБРАБАТЫ ВАЮ Щ ЕГО
ПРОИЗВОДСТВА
ПРИЖОГИ
ПРИ ШЛИФОВАНИИ
шт
ШШ
шшшш
МОСкВА
vr
1 97 4
шш
S i i
■' 4
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИНФОРМАЦИИ
ПО МАШИНОСТРОЕНИЮ
(НИИМАШ)
УДК 621.923.019:620.191.35
Сгрия С-Х-4
ПРИЖОГИ
ПРИ ШЛИФОВАНИИ
ОБЗОР
МОСКВА
19 7 4
4 *
Гос. п бяичная
\Ч
1
:а и о - 7 с<ническая
С блиа ска ; С С Р
^ акзЕ.мпля.0
итально го за д а
f
>
I
Канд. техн. наук В. Д. ЭЛЬДНОВ (МСКБ АЛ и СС),
В. Н. КУЛИКОВ (Станкин)
В настоящем обзоре анализируется влияние процесса теп­
лообразования на структурные изменения поверхностного слоя
при шлифовании закаленных сталей и сплавов; исследованы
основные закономерности, связанные с возникновением прижогов; на примерах из производственной практики показаны
характер и причины прижога; даны рекомендации по опреде­
лению причин прижогов и улучшению условий бесприжогового
шлифования для высокопроизводительных процессов.
Обзор предназначен для технологов, конструкторов, налад­
чиков и исследователей, занимающихся созданием, внедрением
и эксплуатацией шлифовального оборудования.
ВВЕДЕНИЕ
Прижоги — одна из наиболее распространенных и сложных
«болезней» абразивной обработки закаленных сталей и сплавов.
Они наблюдаются на операциях круглого, плоского, внутреннего и
других видов шлифования; при обработке прямолинейных и фасон­
ных поверхностей; при изготовлении деталей машин и лезвийного
инструмента из жаропрочных сплавов, инструментальных и конст­
рукционных сталей. Их появление может привести к значительному
снижению твердости обработанной поверхности, усталостной проч­
ности, износоустойчивости и, как следствие, долговечности деталей
машин. Известно, что прижоги, возникающие на рабочих поверх­
ностях зубчатых колес, снижают в ряде случаев усталостную проч­
ность на 20—30% и долговечность зубчатых колес — до пяти раз
[14, 66]. Прижоги могут возникать систем этически или случайно, на
нескольких деталях или на всей партии. Образование одного и того
же характера прижога (по внешнему виду) на одинаковых станках
и операциях может быть результатом влияния абсолютно разных
факторов-причин. Так например, штриховые прижоги на шлифу­
емой поверхности возникают из-за повышенной твердости абразив­
ного инструмента, увеличенной рабочей подачи, загрязнения СОЖ
и т. д.
Образование прижогов при шлифовании является одним из
основных качественных показателей обработки, который определя­
ет построение рабочего цикла, назначение режимов резания, произ­
водительность.
Опыт внедрения современных отечественных и импортных авто­
матов для производства колец подшипников показывает, что из-за
отсутствия реальных предложений по устранению прижогов в ряде
случаев вынуждены снизить производительность в 1,5—2 раза отно­
сительно возможностей, заложенных в станках [63]. В связи с этим
на современном этапе развития машиностроения, при возрастаю­
щих требованиях к производительности, качеству и долговечности
машин, обеспечение бесприжогового шлифования является одной
из главных задач.
Образование прижогов связано с тепловыми явлениями, возни­
кающими в процессе шлифования металлов. Как известно, процесс
3
шлифования характеризуется повышенным тепловыделением, обра­
зованием значительных контактных температур в зоне резания,
мгновенностью нагрева и высокой концентрацией теплоты в тончай­
ших поверхностных слоях шлифуемых деталей. Результаты исследо­
ваний [1, 2, 18, 20, 23, 55] показали, что температура в зоне резания
колеблется в широких пределах, примерно от 250° до 1600° С, при
этом нагрев металла достигает критических точек аллотропических
изменений. Нагретый металл, взаимодействуя с охлаждающей сре­
дой, приобретает повышенную или пониженную твердость поверх­
ностного слоя. Данный качественный дефект в технической литера­
туре и производственной практике называют «ожогом» или «нрижогом».
Температура в зоне резания и шлифуемой поверхности зависит
от условий контакта множества одновременно работающих абра­
зивных зерен с обрабатываемым металлом. Условия контакта су­
щественно зависят от взаимного воздействия большого количества
факторов. Помимо выбора металла и абразивного^инструмента, эти
условия определяются скоростью резания, скоростью вращения
детали, величиной снимаемого припуска, интенсивностью съема
металла, составом СОЖ и методом ее подвода и т. д. При этом из­
менение одного из них может иривести к резкому ухудшению каче­
ства обработки. Например, на некоторых операциях замена масля­
ной СОЖ водной при прочих равных условиях приведет не только к
образованию прижогов, но даже к появлению трещин на шлифуе­
мых поверхностях [43]. Следовательно, для повышения качества
обработки необходимо знать, как тот или иной фактор (отдельно и
в сочетании с другими) влияет на процесс теплообразования.
Бесприжоговому шлифованию посвящено большое количество
исследований, разработаны рекомендации, некоторые из них опуб­
ликованы и многие внедрены в промышленности. Анализ этих работ
показывает, что ряд факторов оказывает определенное и законо­
мерное влияние на процесс теплообразования. Знание этих законо­
мерностей позволяет управлять ими, подбирая наиболее благо­
приятные условия для уменьшения вероятности появления прижо­
гов, что приобретает особое значение при освоении современных
прогрессивных методов, обработки, в которых предусматриваются
значительное увеличение интенсивности съема металла, скорости
шлифования, одновременная обработка нескольких поверхностей и
т. д.
Многие рекомендации по устранению прижогов имеют частное
применение, использование их в иных условиях обработки не всегда
дает эффект; они даже могут быть вредны или экономически неоправданы. Чтобы определить целесообразность внедрения пред­
лагаемых мероприятий, первоначально необходимо установить
истинную причину возникновения прижога в каждом конкретном
случае.
Причина прижога может быть связана, например, с неправиль­
ным выбором абразивного инструмента, СОЖ или режимов реза­
4
ния. Это происходит из-за отсутствия достаточного опыта или
незнания тонкостей новых процессов. В Московском специальном
конструкторском бюро автоматических линий и специальных стан­
ков (МСКБ АЛ и СС) почти два года не могли устранить прижог,
возникающий из-за неравномерного вращения детали при ее шли­
фовании на врезном'круглошлифовальном автомате модели 3474НВ
[64]. К решению этой проблемы были подключены многие ученые и
специалисты научных и учебных институтов, КБ и других предприя­
тий. В результате поисков было установлено, что для устранения
данного дефекта при бесцентровом методе шлифования с базирова­
нием детали по обрабатываемой поверхности на жестких твердо­
сплавных опорах необходимо применять специальную СОЖ с по­
верхностно-активными веществами.
Прижоги возникают и на операциях, для которых технологи­
ческие процессы были разработаны с учетом особенностей обеспе­
чения бесприжогового шлифования. В этом случае появление прижога вызвано отклонениями одного или нескольких факторов от
предусмотренных условий обработки. Тогда, как правило, на опре­
деление истинной причины прижога затрачивается больше времени,
чем на устранение дефекта. При этом сложность поиска причины
и ее устранение возрастают с повышением производительности
обработки. Определение причины прижога, в основном, базируется
на опыте специалистов, занимающихся исследованием и эксплуата­
цией аналогичных технологических операций.
Применяемые методы устранения прижогов предусматривают
усовершенствование конструкции шлифовальных станков, повыше­
ние качества поступающего на обработку металла, абразивного
инструмента, СОЖ, выбор оптимальных режимов резания и по­
строений рабочих циклов. Прогрессивные мероприятия позволяют
не только снизить вероятность прижогов, но также одновременно
увеличить производительность, улучшить шероховатость и другие
показатели обработки. Иногда для устранения массовых прижогов
требуются элементарные и давно известные мероприятия, а глав­
ное, соблюдение технологического процесса.
ВЛИЯНИЕ ОСНОВНЫХ ФАКТОРОВ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА НА ТЕМПЕРАТУРУ ШЛИФУЕМОЙ ПОВЕРХНОСТИ
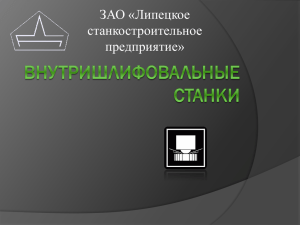
Тепловая напряженность процесса шлифования может быть оха­
рактеризована мощностью, затрачиваемой при обработке. В реаль­
ных условиях шлифования более 80% затрачиваемой мощности
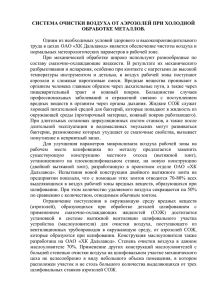
переходит в тепло [62, 69]. Источником тепла являются абразивные
зерна, которые по характеру участия в процессе обработки разде­
ляются на режущие 2, давящие 3 и нережущие 1 (рис. 1, а).
Режущие абразивные зерна участвуют в процессе снятия струж­
ки [44, 62]. Механизм воздействия этих зерен на обрабатываемую
поверхность сводится к следующему (рис. 1, б). Первоначально
5
абразивное зерно производит упругую деформацию металла
(зона I), затем пластическую (зона II). По достижении контактных
напряжений, превышающих предел прочности металла, наступает
III этап — снятия стружки (зона III). При работе режущих зерен
Рис. 1. Взаимодействие' шлифовального круга
поверхностью:
с обрабатываемой
а — характер участия абразивных зерен в процессе обработки металла; б —
зоны воздействия абразивного зерна на обрабатываемую поверхность
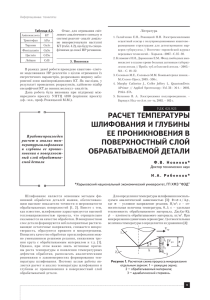
Рис. 2. Результаты расчета температуры в поверхност­
ном слое заготовки для процесса плоского шлифования.
. (Скорость круга о к =100 м/сек; скорость съема металла .
Q '= 20 ммъ/мм'Сек; глубина
шлифования а= 0 ,2 мм;
^кр.экв =500 мм):
/ — шлифовальный
круг; 2 —заготовка;
<3— предполагаемые
кривые; 4 — область вычисленных' кривых
тепло образуется, в основном, за счет.^грения абразивных'зерен по
ювенильной поверхности только что обработанного металла и
энергии, расходуемой на упругую и пластическую деформации.
На основании экспериментальных и расчетных данных [75] установ­
лено, что на первых двух этапах контакта зерна с металлом темпе­
ратура шлифуемой поверхности даже выше, чем при снятии струж­
6
ки (рис. 2). Это можно объяснить тем, что энергия, затрачиваемая
на упругие деформации и преодоление сил трения абразивных зерен
по обрабатываемой поверхности, целиком переходит в тепло. Под
действием сил трения металл нагревается и, размягчаясь, вдавли­
вается во все неровности зерна. Создается пластический контакт
зерна с металлом, увеличивается его сцепление с обрабатываемой
поверхностью, в результате повышаются коэффициент трения и
выделение тепла [44].
Разновысотность расположения абразивных зерен, на поверх­
ности шлифовального круга [15] приводит к тому, что часть их не
может внедряться в поверхность металла на глубину, достаточную
для снятия стружки, и лишь скользит по ранее обработанной по­
верхности, вызывая дополнительные упругие и пластические дефор­
мации. Как показано в работе [31], при царапании металлов единич­
ным конусом с радиусом закругления 6 мк, толщина слоя металла,
при котором происходит не резание, а скольжение с пластическим
сжатием его, для закаленных сталей ШХ-10 и стали 40 составляет
1—1,2 мк. Следовательно, вторая груша абразивных зерен (давя­
щие) также участвует в трении и в образовании тепла.
Некоторые авторы [19] считают, что в трении участвуют не
только зерна, но и связка, а поэтому с повышением количества
связки в круге увеличивается ее контакт с металлом, возрастает
трение, что дополнительно влияет на температуру в зоне резания.
Условия контакта абразивного зерна с металлом зависят от
большого количества факторов, поэтому замеры температуры шли­
фуемой детали имеют значительные расхождения. Исследователи,
изучая структуру и микротвердость закаленных колец шарикопод­
шипников из стали ШХ15 [56] и сталей У10, Р 18, ЭИ 184 [23], показа­
ли, что при шлифовании систематически возникают температуры
свыше 800°С, а при неблагоприятной форме абразивных зерен тем­
пература доходит до 1600° С. Теоретические исследования темпера­
турных полей при шлифовании [18] показали, что в зависимости от
глубины резания контактная температура может колебаться от
340° до 1100° С.
Для расчета температуры, возникающей при шлифовании метал­
лов, предложены [15, 18, 20, 36, 44, 46, 61] ряд условных схем и рас­
четных формул. Формулы авторов отличаются по структуре, коли­
честву учитываемых 'факторов и оценке их влияния. Однако исполь­
зование этих формул для различных случаев шлифования может
привести к существенным погрешностям в определении температу­
ры. Как показано в работе [61], значения температур, полученные
по формулам некоторых авторов, могут составить 3000—5000°С, что,
без сомнения, является преувеличением. Кроме того, для расчета
температуры шлифования требуется учитывать силу резания, кото­
рая определяется из эмпирических уравнений. По данным [15],
значения силы резания, вычисленные по различным формулам- для
одинаковых условий, существенно различаются. Поэтому существу­
ющие- формулы, видимо, могут быть применены лишь к конкретным
7
условиям обработки. Тем не менее общее влияние основных фак­
торов процесса шлифования на теплообразование во всех формулах
совпадает, что дает возможность определить основные направления
снижения температуры шлифуемой поверхности.
Ниже приведено несколько зависимостей (1, 2, 4), анализ кото­
рых дает представление об основных причинах теплообразования,
раскрывает взаимосвязь факторов, влияющих на образование теп­
ла, указывает пути снижения тепловой напряженности шлифования.
R-f-P-(l-vк)0,5
(1)
(Х.с-7)0*6
где 0„ — мгновенная температура в зоне контакта, °С;
- R — постоянный коэффициент;
/ — коэффициент трения абразивного зерна по шлифуемому
металлу;
Р — удельное давление в точке контакта, кгс/см2;
I
— длина дуги контакта, мм;
ук — скорость .вращения круга, м/сек;
д — коэффициент теплопроводности металла, кал/см-сек-град;
у — удельный вес обрабатываемого металла, г/смъ\
с — теплоемкость обрабатываемого металла, кал/г-град.
[61] ©и
120 vK-Zfo-qi■У^бО а/
ГЛ41 Т
141
п_
^-в.л .ут
/ п\
’
( '
где Тп — температура шлифуемой поверхности, °С;
а — толщина слоя, снимаемого одним абразивным зерном, мк;
2ф — число зерен, участвующих в работе на 1 см2, или количест­
во тепловых импульсов;
Од — скорость вращения детали, м/мин;
Pi — средняя напряженность теплового потока, создаваемого
единичным зерном, кал/сек; причем
_f-g-L-Pyg
1-х
(3)
где g — ускорение силы тяжести, м/сек2-,
Руд — удельная нагрузка при вдавливании абразивного зерна,
г/см2-,
L — длина источника тепла, см;
I — механический эквивалент тепла, кгм/ккал;
х — время действия источника тепла, сек.
0.5
1.128.g0.f>0.5
' -<7о
[36] т:
(4)
(*-с-Т <5-(1+Ю
где Г° — максимальная температура в зоне контакта, °С;
К — параметр теплораспределения;
К = l/~ (х'с~'1,°)к
(5 )
У {'t-c-vv )д ’
т0 — масса удаляемых из зоны резания отходов, кг;
8
с0 — теплоемкость отходов, ккал/кг-град',
а к — коэффициент теплообмена в зоне контакта, кал/см2-секград;
q0 — интенсивность теплового потока, ккал/м2-час, причем
п-Рг-ак
( 6)
427 - F T
где п — коэффициент, показывающий долю общей подводимой
мощности, переходящей в тепло (обычно п = 0,85—0,99);
P z — тангенциальная составляющая силы резания, кгс;
FT — «тепловая» площадь контакта круга и детали, м2.
Исследования, выполненные отечественными и зарубежными
учеными, показали, что до 98% затрачиваемой на резание мощности
Л^эф переходит в тепло [46]. Поэтому в нормативных материалах и
многими исследователями, кроме непосредственного расчета темпе­
ратуры, в качестве критерия тепловой напряженности процесса
принимается требуемая мощность шлифования [8, 18, 22, 35, 46, 47].
[69] Мэф =
, кет
[64] Азф = 0,0067.ц°'5.£ й 63.5°’96.Вш.Я 0-72, кет,
(7)
(8)
где Dm — диаметр шлифования, мм;
Вт — ширина шлифования, мм.
Основное преимущество приблизительной оценки температуры
шлифования по АЭф связано с тем, что мощность можно контроли­
ровать в процессе эксплуатации оборудования (не прибегая к слож­
ной аппаратуре, в частности, с помощью установленных на станке
амперметров).
Если сопоставить формулы для определения температуры (1, 2,
4) и мощности Л'эф (7, 8), то можно заметить, что они учитывают в
основном одни и те же факторы. Так например, все формулы учи­
тывают скорость резания ок, интенсивность съема металла (выра­
женную через силу резания Р г , поперечную подачу s или толщину
слоя, снимаемого одним абразивным зерном а), продолжительность
шлифования (определяемую через время т или припуск П), условия
контакта (через длину дуги контакта / или диаметр шлифования
Dm) и т. д.
Анализ приведенных выше формул позволяет все факторы
влияющие на температуру в зоне резания (шлифуемой поверхно­
сти) и на потребляемую мощность шлифования, условно разделить
на четыре группы:
I — связана с теплофизическими свойствами обрабатываемого
металла (в формулах учитываются теплоемкость с, удельный вес у
и теплопроводность X) и его структурой.
2-2338
9
II — зависит от характеристики шлифовального круга (в
формулах это выражено через число зерен, участвующих в рабо­
те 2ф, радиус закругления вершин абразивного зерна г, параметр
теплораспределения К) и других факторов.
III — определяется режимами резания (скоростью резания
vK, скоростью вращения детали од, интенсивностью съема металла
(7, s), длиной дуги контакта I и т. д.).
IV — связана с применением смазочно-охлаждающей жидкости
(коэффициентом теплообмена а к, коэффициентом трения f и др.).
Ниже подробно рассматривается влияние составляющих каждой
группы на процесс теплообразования.
Влияние теплофизических свойств обрабатываемого металла и
его структуры.
Удельный вес у и теплоемкость с различных /металлов меняются
в значительно меньших пределах, чем теплопроводность Я (табл. 1),
поэтому некоторые авторы учитывают только теплопроводность.
Таблица I
Марка стали
45
50Г
ШХ15
1X13
IX18H9
7 , г (с м ь
7,814
7,800
7,800
7,750
7,900
с , к а л /г - г р а д
(при 100°С)
0,112
0,113
0,122
0,168
0,124
X,
к а л /с м с е к -гр а д ,
(при 100°С)
0,161
0,091
0,087
0,055*
0,04**
* при 29°С;
** при 20°С
Средние значения Я для различных обрабатываемых и инстру­
ментальных материалов в диапазоне температур, характерных для
резания, приведены в работе [46].
Из формул (1, 2, 4) видно, что с уменьшением коэффициента
теплопроводности возрастает температура шлифуемой поверхности,
ухудшается обрабатываемость металла [19] и снижается стойкость
абразивного инструмента [59], что влечет за собой уменьшение
удельной производительности. Так, при шлифовании сплава
ХН77ТЮ с Я=0,023 кал/см-сек-град при 300° С удельная производи­
тельность была в десять раз ниже, чем при обработке стали 45, у
которой Я = 0,11 кал/см-сек-град [19]. Это объясняется тем, что чем
ниже теплопроводность, тем больше тепла концентрируется на по­
верхностном слое металла, ухудшается отвод тепла из зоны контак­
10
та абразивного зерна с деталью, возрастает адгезионный износ
шлифовального круга и налипание мелких частиц металла на режу­
щие зерна (рис. 3). Последнее еще более усугубляет вероятность
появления прижогов. Поэтому по мере уменьшения теплопроводно­
сти обрабатываемой стали или сплава возрастает сложность обес­
печения условий бесприжогового шлифования.
7, %
Рис. 3. Изменение коэффициента налипания rq при круглом на­
ружном шлифовании электрокорундовыми кругами различных
сталей:
1 — Р18 при ^,=0,065 кал/см-сек-град; 2 — ЭИ417 при Х-0,079 кал/см-сек-град;
3 — стали 45 при Х=0,096 кал/см-сек-град
Кроме теплофизических свойств, исследователи связывают обра­
батываемость металла и склонность к прижогам с количеством
остаточного аустенита в его структуре. В работе [23] показано, что
при шлифовании в поверхностных слоях металла неизбежно обра­
зуется остаточный аустенит, количество и глубина которого может
быть различной. При этом считается, что чем больше процент оста­
точного аустенита, тем хуже обрабатываемость металла, так как из
всех структурных составляющих стали теплопроводность аустенита
самая низкая. Структурные составляющие стали в порядке возрас­
тания теплопроводности располагаются следующим образом: аусте­
нит, мартенсит закалки, мартенсит отпуска, троостит, сорбит,
перлит [33].
Отмечается [13], что при шлифовании меньше дефектов возника• ет в поверхностном слое отпущенной, а не закаленной стали, так
как отпущенная сталь обладает большей теплопроводностью. Выяв­
лена зависимость, что с повышением температуры отпуска тепло­
проводность увеличивается, так как усиливается распад мартенсита
закалки, который переходит в мартенсит отпуска.
Влияние характеристики шлифовального круга на процесс теп­
лообразования подробно рассмотрено в работе [44].
На температуру шлифуемой поверхности Тл влияет радиус
закругления вершин абразивного зерна г (см. формулы 2 и 3) и
число абразивных зерен, участвующих в работе 2ф, т. е. количество
тепловых импульсов. При изменении радиуса г меняется площадь
контакта абразивного зерна с металлом (sK= « r2-sin2<p), определяю­
щая количество тепла, выделяемого одним зерном, q{ и температу­
ру Тп. Следует отметить, что увеличение г приводит к уменьшению
угла контакта абразивного зерна с металлом <р. Число зерен 2ф.
И
непосредственно влияет на изменение Тп, согласно формуле (2), а
также на толщину слоя а снимаемого металла.
Изменение характеристики шлифовального круга или состояние
его режущей кромки в процессе эксплуатации может повлиять
одновременно на величины г и 2ф или в отдельности на каждую.
Например, пористость шлифовального круга уменьшает число
зерен 2ф, что приводит к увеличению толщины слоя а. Однако, если
2ф пропорционально влияет на температуру, а — в степени 0,5;
поэтому температура в этих условиях будет снижаться. При затуп­
лении режущей кромки возрастает г, но уменьшается угол контак­
та ф, однако в совокупности это приведет к увеличению sK и Ти. По
расчетам [44] при увеличении радиуса вершин абразивного зерна с 9
до 25 мк в результате затупления режущей кромки температура
шлифуемой 'поверхности возрастает от 720 до 1190°С, т. е. в
~ 1,7 раза.
Изменение зернистости шлифовального круга одновременно
влияет на величину 2ф и г. С увеличением размера зерна 2ф умень­
шается. Влияние зернистости абразивного инструмента на темпер атуру Тп в этом случае может быть различным, так как значения 2ф
и г зависят и от глубины шлифования. Сравнение кругов различной
зернистости [44] показало, что с изменением глубины шлифования
произведение Сф-^i для крупнозернистых кругов в некоторых случаях
может оказаться меньшим, чем для мелкозернистых, так как прева­
лирующее значение в изменении температуры при малой глубине
шлифования с увеличением зернистости круга будет иметь возрас­
тание радиуса г, а при увеличении глубины шлифования — умень­
шение числа зерен 2ф. Таким образом, при малой глубине шлифо­
вания крупнозернистым кругом температура обрабатываемой по­
верхности может быть выше, чем мелкозернистым, а при большей
глубине шлифования мелкозернистые круги дают более высокую
температуру. Этим объясняется существующая практика примене­
ния крупнозернистых кругов вместо мелкозернистых с целью
уменьшения прижогов на шлифуемой поверхности.
Существует много объяснений влияния характеристики круга на
процесс теплообразования и прижоги, которые развивают и допол­
няют теоретические исследования [44].
Различают [29] нормальный и аварийный характер износа абра­
зивного зерна. При нормальном характере изнашивание абразивно­
го зерна происходит в виде увеличения износных площадок и по­
верхностного выкрашивания (рис. 4, а, б). Этот этап характеризует­
ся работой круга в условиях затупления абразивного зерна, что
приводит к увеличению радиуса закругления его вершины. На вто­
ром этапе (аварийном) — износ увеличивается за счет объемного
разрушения зерна и вырыва зерен из связки (рис. 4, в, г). Этот про­
цесс в литературе и на производстве называют самозатачивани­
ем [8]. Самозатачивание шлифовального круга приводит к обновле­
нию зерен, участвующих в работе, и обеспечивает минимальное за­
12
тупление абразивных зерен к конечному моменту шлифования, т. е.
незначительно увеличивает радиус закругления зерен.
Переход от одного этапа к другому зависит от критических
нагрузок, приходящихся на абразивные зерна. Б зависимости от
материала зерна и его величины (рис. 5), связки и твердости круга
могут быть разные критические нагрузки [30]. По данным [32] опти­
мальная нагрузка на одно абразивное зерно находится в пределах
Рис. 4. Виды износа абразивного зерна:
появление износных площадок; б — поверхностное выкрашивание; в - объемное
разрушение зерна; г — вырыв зерна из связки
0,5—1 кг. Увеличение нагрузки и разрушение абразивного зерна
могут быть результатом увеличения рабочей подачи s, толщины
слоя а, снимаемого одним зерном, длительности шлифования тш и
т. д. При затуплении зерен возрастают нагрузки, силы резания Pz
Рис. 5. Критические нагрузки Р для аб­
разивных зерен в зависимости от их зер­
нистости (в 0,01 мм):
1 — для зерен электрокорунда (в начале по­
верхностного выкрашивания); 2 — для зерен
электрокорунда
(при объемном разрушении);
3 — для зерен карбида кремния (при объемном
разрушении)
Рис. 6. Изменение условного на­
пряжения при возрастании нагруз­
ки на контактирующий-царапающий элемент
и потребляемая мощность шлифования (рис. 6 и 7, участок кривой
АВ), при наступлении объемного разрушения зерен и их вырыве
(см. рис. 6 и 7, участок кривой ВС) — Pz и Naф снижаются [32, 64].
13
Исследования, приведенные выше, показывают, что при рассмот­
рении влияния того или иного фактора на процесс теплообразова­
ния необходим комплексный и всесторонний анализ.
. Зерна электрокорунда, монокорунда, карбида кремния и других
абразивных материалов различаются по твердости, остроте кромок,
Рис. 7. Влияние длительности шлифования на характер износа круга
(начальный — /,
нормальный — II и аварийный — (II) и прирост
мощности при внутреннем
шлифовании
кругом с керамической
связкой
износоустойчивости, сродству с обрабатываемым металлом, склон­
ности к самозатачиванию. Так, зерна электрокорунда белого по
сравнению с нормальным имеют более высокую твердость и более
острые кромки, они легче внедряются в твердые металлы, что умень­
шает деформации поверхностного слоя металла и его нагрев.
Кроме того, в кругах из электрокорунда белого содержится меньше
примесей железа, которые способствуют налипанию металлических
частиц на поверхность зерна. Зерна из монокорунда по сравнению
с электрокорундовыми имеют повышенную механическую проч­
ность, лучше сохраняют острые кромки и вершины, а также облада­
ют хорошими свойствами самозатачивания. Применение их позво­
ляет снизить температуру шлифования ц прижоги [19, 30].
Налипание частичек металла на вершины режущих кромок аб­
разивного инструмента («засаливание» круга) считается [59] одной
из основных причин повышения мгновенной температуры в зоне
резания и появления прижогов.. Происходит оно, как правило, уже
на затупленных режущих кромках. Интенсивность налипания зави­
сит прежде всего от продолжительности шлифования и химического
сродства абразивного и обрабатываемого материалов. Карбид
кремния имеет относительно небольшое химическое сродство с
металлокерамикой, твердым сплавом и жаропрочным чугуном, что
обусловливает стойкость зерен карбида по отношению к диффузи­
онным и адгезионным видам износа при обработке этих материа­
лов [8]. Кроме того, эти зерна обладают высокой твердостью и со­
противлением к истиранию, что позволяет им дольше других мате­
14
риалов сохранять исходный радиус при вершине [30]. Поэтому абра­
зивный материал из карбида кремния широко используется при об­
работке твердых и жаропрочных сплавов, которые также имеют
повышенную склонность к теплообразованию из-за низкого коэффи­
циента теплопроводности.
З е р н и с т о с т ь ш л и ф о в а л ь н ы х к р у г о в в зависимос­
ти от условий обработки может дать различный эффект на процесс
теплообразования. Выше было показано, что при большей глубине
шлифования крупнозернистые круги снижают температуру, при
малой глубине шлифования более эффективны мелкозернистые.
При шлифовании жаропрочных сплавов и сталей ряд авторов для
повышения режимов резания рекомендуют работать кругами мень­
шей зернистости — 8, 12, 16, вместо 25, 40. Для уменьшения темпе­
ратуры в зоне контакта исследователи стремятся снизить интенсив­
ность теплового импульса каждого зерна за счет уменьшения г и а,
так как увеличение контактной температуры может привести к
оплавлению тонкого поверхностного слоя режущей кромки абразив­
ных.зерен и налипанию металлических частиц [61].
Т в е р д о с т ь шлифовального круга в значительной степени
определяет тепловую напряженность процесса шлифования: увели­
чение твердости приводит к увеличению температуры.
Влияние твердости круга на теплообразование в работе [44]
объясняется следующим образом. Мостики связки, скрепляющие
отдельные зерна, упруго деформируются. Но у мягких кругов это
происходит в большей степени, чем у твердых, содержащих больше
связки. Такое свойство связки позволяет выступающим зернам во
время работы частично вдавливаться в шлифовальный круг, и тогда
в работу может вступить дополнительно еще некоторое число разно­
высотных зерен. Поэтому мягкими кругами, как имеющими более
тонкие и эластичные мостики связки по сравнению с твердыми,
припуск на обработку снимается большим числом абразивных зе­
рен, но меньшими частями. Поэтому уменьшается слой металла,
снимаемый одним зерном, глубина вдавливания каждого зерна,
интенсивность тепловых импульсов и температура.
Следует заметить, что твердость круга влияет также на харак­
тер износа абразивных зерен [8], т. к. изменение упругой деформа­
ции мостиков связки и силы, удерживающей зерно от разрушения,
меняет нагрузки, определяющие этапы износа. У мягких кругов
самозатачивание наступает при меньших нагрузках, чем у кругов
повышенной твердости. А это значит, что с увеличением твердости
крута возрастает величина затупления зерна (радиус г его верши­
ны) и количество зерен 2ф. В результате этого повышается темпе­
ратура в зоне контакта.
В нормативах [35] приведены поправочные коэффициенты,
характеризующие влияние твердости круга на потребляемую мощ­
ность в зависимости от вида шлифования (табл. 2). Эти данные
можно рассматривать и как показатели влияния твердости круга
на температуру и образование прижогов.
15
Таблица 2
Поправочный коэффициент
твердость круга
Вид шлифования
со
1
с м I—СМ2
C1-C2
CT1—СТ2
Круглое
—
1 ,0
1,16
1,36
Плоское
0,9
1,0
1,16
*,30
Внутреннее
0,9
1,0
1,12
—
П о р и с т о с т ь к р у г а влияет на температуру шлифования;
при ее увеличении уменьшается содержание зерен в абразивном
инструменте, что приводит к уменьшению количества тепловых
импульсов, получаемых обрабатываемой поверхностью. Наличие
пор способствует лучшему самозатачиванию круга, уменьшает за­
саливание его поверхности, увеличивает интенсивность воздушного
потока, который образуется за счет вращения круга [19, 44, 59].
Связка шлифовальных кругов существенно влияет на характер
износа абразивных зерен. Круги на вулканитовой связке, в основ­
ном, работают в условиях самозатачивания, керамической — более
склонны к режиму затупления. Бакелитовая связка является проме­
жуточной. Как отмечалось выше, от характера износа круга во
многом зависит температура шлифуемой поверхности, поэтому при
использовании вулканитовых кругов она будет ниже, чем у керами­
ческих [19]. Сопоставление экспериментальных данных [6, 8] показы­
вает, что примерно в равных условиях шлифования дорожек каче­
ния колец подшипников из стали ШХ15 (HRC 61—65), глубина
прижога на керамических кругах была выше на 30—40%, чем на
вулканитовых. Эта величина возрастала с -увеличением твердости
круга и поперечной подачи.
Разновидности керамической связки также существенно отли­
чаются по своему влиянию на характер износа круга. Например,
керамическая связка № 1 (круги красного цвета)' обеспечивает
лучшие условия по самозатачиванию, чем •№ 5 — бсросодержащая
(белые круги), поэтому и различна склонность кругов к образова­
нию прижогов.
Импрегнирование (пропитка) кругов в последние годы все шире
внедряется в промышленности. Для улучшения эксплуатационных
свойств абразивного инструмента шлифовальные круги пропиты­
вают различными импрегнаторами: бакелитом, серой, парафином,
стеаринам и др. [24, 37, 66]. О влиянии пропитки на теплообразова­
ние и прижата в технической литературе и производственной -прак­
тике имеется несколько суждений:
16
легкоплавкие импрегнаторы, расплавляясь в зоне резания,
уменьшают трение между абразивным материалом и обрабатывае­
мой поверхностью;
сера в контакте с металлом образует на поверхностном слое ме­
талла сульфиды, что облегчает условия резания;
импрегнатор, заполняя поверхность, не допускает проникновения
шлама в поры круга, снижая «засаливание» абразивных зерен;
пропитанные круги имеют больший коэффициент теплопровод­
ности, что улучшает условия теплораспределения;
импрегнаторы являются как бы дополнительной связкой, удер­
живающей абразивные зерна от разрушения и выпадания. Это при­
водит к увеличению площадки затупления зерен;
бакелизация абразивного инструмента повышает их твердость;
заполнение пор импрегнатором затрудняет проникновение в
зону резания воздушного потока и СОЖ.
Анализ результатов внедрения кругов, пропитанных различными
импрегнаторами, позволяет авторам сделать следующий вывод.
Если импрегнаторы предусматривают только повышение твердости
круга, то они способствуют увеличению температуры шлифования
и прижогов, если позволяют одновременно улучшить условия
резания, активно участвуя в процессе, — возможность появления
прижогов уменьшается.
П р а в к а ш л и ф о в а л ь н о г о к р у г а предусматривает вос­
становление режущей способности и формы абразивного инстру­
мента. При работе круга в условиях затупления правка не только
устраняет износные площадки, но также уменьшает количество
зерен 2ф, участвующих в работе при затупленном круге, т. е. число
тепловых импульсов. Одновременное уменьшение г и z<j, способствует
снижению температуры шлифуемой поверхности {1, 15, 19, 23]. По
данным [1] температура в зоне шлифования после правки круга
составляет 250° С, а при работе затупившимся инструментом дости­
гает 1200е С. В связи с этим в ряде случаев правку шлифовального
круга предусматривают и для уменьшения прижогов.
Число тепловых импульсов после правки круга зависит от его
зернистости и рода применяемого правящего инструмента (рис. 8).
По сравнению с разрушающими методами правки абразивного
инструмента (карбидокремниевыми кругами II, твердосплавными
роликами III, шарошкой IV и др.) правка алмазом/ сохраняет наи­
большее количество зерен на поверхности, круга, обеспечивает
минимальный съем абразива, но увеличивает температуру шлифу­
емой поверхности [44].
В последние годы в промышленности применяется правящий
инструмент из нового материала «Славутич» [3]. Однако использо­
вание «Славутича» увеличивает вероятность появления прижогов
при шлифовании закаленной стали ШХ15, что может быть связано
с изменением условий правки круга, так как зерна «Славутича»
расположены слоями и на поверхности карандаша может быть
разное количество рабочих кромок в различном сосстоянии.
|
Гос. л "£ личная
научи о-техи и ” еская ■
библиотека с.С С Р
При правке круга единичным алмазом температура шлифуемой
поверхности во многом зависит от скорости правки и состояния
правящего инструмента. С уменьшением скорости правки или за­
туплением алмаза вершины абразивных зерен сглаживаются, воз­
растает площадь контакта зерна с металлом, что приводит к увели­
чению мощности шлифования (рис. 9) [64].
7Ф.
f
1'пр,
Рис. 8.
ловых
ваемых
ментом
^ 46,
няемых
(при
Зависимость числа теп- Рис. 9. Зависимость потребляемой мощности
импульсов 2 ф , созда- дгэф от скорости правки о По при.внутреншлифовальным инстру- нем шлифовании
(о* = 4 0 м/сек,
ал =
зернистостью 1 — 60,
= 8 0 м/мин, £>ОбР = 8 0 ,5 мм):
3 36 От рода приме- / _ при s= l,2 мм/мин; П = 0,21 мм; 2 — при
правящих инструментов 5 = 1.2 мм/мин; П = 0,1 мм; 3 — при 5=0,6 мм/мин;
глубине
шлифования
Я = 0 , 1 2 л<л
0,02 мм)
В работе [31] показано, что температура шлифуемой детали
зависит от времени шлифования, т. е. величины снимаемого слоя
металла (припуска) между двумя правками (рис. 10). Поэтому в
Рис. 10. Зависимость средней установившейся температуры шлифуемой дета­
ли Т д от времени шлифования т ш(5 = 3 0 мм!об; п и =52 об/мин; п кр= 20,8 об/сек):
/ — при /=0,025 мм; 2 —при /=0,02 мм; 3 — при /=0,015 мм; 4 — при /=0,01 мм; 5 — при
/=0,005 мм; 6 — при /=0,005 мм (с охлаждением 14 л/мин)
18
автоматическом цикле врезного шлифования, где предусматривает­
ся работа круга в режиме затупления, на теплообразование влияет
как место правки, так и величина снимаемого припуска между
двумя правками. Например, исследование врезного бесцентрового
шлифования желобов колец подшипников показало [64], что при
работе кругами на керамической связке с применением в качестве
СОЖ 5% водного раствора эмульсола НГЛ-205 место правки опре­
деляет только появление прижогов. Так, при круглом шлифовании
прижоги появляются на четвертом-пятом кольце, а при внутрен­
нем — на первом после правки круга. В то же время профиль кру­
га сохраняется до 8-15-го и 3-6-го кольца соответственно. В связи
с этим при внутреннем шлифовании желобов правку круга произ­
водили в середине цикла (перед чистовой подачей), а при круг­
лом — через три-четыре кольца. Это исключило появление прижо­
гов, но снизило производительность обработки.
Влияние режимов резания на процесс теплообразования и мощ­
ность шлифования. Из формул (1—8) видно, что увеличение скорос­
ти резания, интенсивности съема металла (s, а, Р 2, qt) и припуска
дают повышение температуры и только увеличение скорости враще­
ния детали од снижает ее. В. то же время некоторые опубликован­
ные исследования расходятся в оценке влияния факторов, связан­
ных с режимами резания, на процесс теплообразования.
С к о р о с т ь р е з а н и я vK оказывает сложное воздействие на
процесс теплообразования: увеличение ее в одних случаях вызывает
повышение температуры, в других — снижение. Увеличение ои
уменьшает толщину слоя снимаемого металла а [31], что влечет за
собой уменьшение силы Pz , повышение стойкости инструмента [59],
уменьшение износа абразивного зерна и радиуса его вершины.
Поэтому можно предположить, что увеличение vK должно способст­
вовать снижению температуры в зоне шлифования. В то же время
возрастает количество стружки, снимаемой в единицу времени [19],
увеличивается число тепловых импульсов 2ф [44] и, главное, работа,
затрачиваемая на преодоление сил трения и создание упругой и
пластической деформации металла. Поэтому с повышением ок
контактные температуры в зоне резания увеличиваются [9, 19, 44].
Повышение температуры с увеличением vKобъясняют также воз­
растанием воздушного потока у периферии круга, затрудняющего
подвод охлаждающей жидкости в зону резания [62]. В работе [71]
показано, что при вращении шлифовального круга со скоростью
33 м/сек, воздух от периферии отбрасывается с такой же скоростью
и на расстоянии 12,5 мм скорость воздушного потока составляла
19,2 м/сек. При этом непосредственно над зоной контакта создается
«воздушный клин», давление в котором достигает 8,4 кгс/смг.
Исследования [70] аэро- и гидродинамических процессов, происхо­
дящих при шлифовании, показали, что круг ПП 70X50X20, вра­
щаясь со скоростью 35,7 м/сек, за 1 час перекачивает 13,5 м3 возду­
ха. Создаваемый турбулентный воздушный поток отбрасывает
19
СОЖ от обрабатываемой поверхности. При этом с увеличением vK
затрудняется проникновение СОЖ в зону контакта.
Увеличение скорости резания, способствующее в одних случаях
повышению температуры, в других — ее снижению, зависит от того,
какой из теплообразующих факторов при увеличении vK станет пре­
валирующим. Так, например, в работе [6] приведена эксперимен­
тальная зависимость (рис. 11), которая показывает, что при шлифо­
вании вулканитовыми кругами 1, работающими в условиях самоза­
тачивания, с увеличением vK глубина прижога h возросла. Это
Рис. 11. Зависимбсть глубины прижогов h от скорости
круга ак :
вращения
1 — при шлифовании вулканитовыми кругами желоба кольца шарикоподшип­
ника Ni 309/01 методом качения (сталь
ШХ15, ИКС 61—64, од =105 м/мин,
snon=0,94 мм/мин. СОЖ —2%-ный водный раствор кальцинированной соды;
2 — при внутреннем врезном шлифовании
керамическими кругами
кольца
шарикоподшипника
О0$р=95 мм; высота 14 мм,
сталь ШХ15 ИКС 61—64
(од = 102 MiMUH; snon =0,94 m m Im u h , СОЖ — 1%-ный водный раствор кальци­
нированной соды +0,15—0,2%-ный NaN0 3
может быть связано со снижением самозатачиваемости круга, уве­
личением площадок затупления зерен и повышением температуры.
При обработке этой же стали керамическими кругами 2, работаю­
щими в условиях затупления [7], увеличение ик помогло снизить
износные площадки, что оказало решающее влияние на снижение
температуры и глубины прижога.
Некоторые, казалось бы противоречивые, сведения о влиянии нк
на Тп можно встретить и в иностранной технической литературе;
они приведены в обзоре [10]. Эти расхождения несколько объясняет
исследование [75], в котором рассмотрена зависимость температуры
от скорости шлифовального круга при плоском шлифовании раз­
личных марок сталей. Установлено, что с повышением vK при обра­
ботке одних металлов температура увеличивается (из восьми
образцов — у пяти), других — остается постоянной или несколько
снижается. Указанная зависимость сохранилась и при замене вод­
ной СОЖ маслом. По данному эксперименту был сделан вывод:
при обработке хорошо шлифуемых материалов с увеличением vK
температура уменьшается за счет того, что силы резания снижаются
больше, чем механическая мощность; при обработке трудношлифуемых вязких материалов сила резания снижается значительно
20
меньше, чем возрастает механическая мощность шлифования,
вследствие чего возрастает и тепловыделение в поверхностном слое
заготовки. Однако в большинстве опубликованных исследований
авторы приходят к выводу, что с увеличением скорости резания
температура шлифования возрастает.
С к о р о с т ь в р а щ е н и я д е т а л и од влияет на изменение
толщины слоя металла, снимаемого за один оборот детали, длину
контакта и интенсивность отвода тепла от шлифуемой поверхности.
Рис. 12. Зависимость средней контактной температуры
шлифования Т к от скорости детали о д (обрабаты­
ваемый материал сталь 45 нормализованная, шлифо­
вальный круг 24А16М37К5 Q'=2 ммг1ммсек), получен­
ные при различных скоростях вращения круга:
/ — при а к= 20 м/сек; 2 — при t>K=40 м/сек-, 3 — при
а к ==80 м/сек
Рис. 13. Зависимость средней температуры
Т п от скорости детали од, полученная при
различных глубинах резания (шлифоваль­
ный круг ЕКЮОРВа, о к = 6 0 м/сек, мате­
риал С15, сухое шлифование):
/ — при а = 0 ,0 3 мм; 2 — при а = 0 ,0 5 мм; 3 — при
а = 0 ,1 мм; 4 — при а = 0 ,2 5 мм; б — при а= 0,5 мм
С увеличением од температура в зоне резания снижается, как это
видно из формул (2, 3) и по результатам исследований, данные из
которых представлены на рис. 12, 13, 14. Однако в количественной
21
оценке влияния ид на температуру Тп и глубину прижогов h, авторы
несколько расходятся, что, очевидно, связано с условиями проведе­
ния каждого эксперимента [66, 44, 54, 73, 75].
Рис. 14. Зависимость общей
глубины структурно-измененно­
го слоя h от скорости враще­
ния детали v д при шлифова­
нии:
/ — вулканитовыми кругами жело­
ба
кольца
шарикоподшипника
Ns 309/01 методом качения (сталь
ШХ15. HRC 61—64,
=105 м[мин;
s
=0,94 m m Im u h ; СОЖ —2 %-ный
поп
водный раствор кальцинированной
соды); 2 — керамическими кругами
кольца шарикоподшипника (сталь
ШХ15, H R C 61—64, 0 ^ = 9 5 мм,
высота 14 мм; од =102 м/мин,
*
“ 0,94 мм/мин, СОЖ 1%-ный водпоп
ный раствор кальцинированной соды
+0,15-0,2% NaNOa
Повышение ия при бесцентровых методах обработки может
привести к появлению на базовых поверхностях детали специфич­
ных лишь для этого метода обработки прижогов — продольных по­
лосовых (при внутреннем шлифовании) или продольных и попереч­
ных полос (при наружном шлифовании).
Рис. 15. График зависимости коэффициента трения f от
v д при бесцентровом шлифовании
Появление поперечных полос связано с неравномерностью вра­
щения детали на жестких опорах [65], что приводит к повышенному
местному нагреву детали. Равномерность вращения зависит от
коэффициента трения детали по жестким опорам, который возрас­
тает с увеличением скорости скольжения (рис. 15) из-за схватыва­
ния ювенильной поверхности свежеобработанного металла с мате­
22
риалом опор [28]. Экспериментальные исследования показали, что
при скорости изделия 10—50 м/мин сохраняется постоянный коэф­
фициент трения (0,2), а явление схватывания выражено очень
слабо. Начиная со скорости 50 м/мин возникают очаги схватыва­
ния, количество которых увеличивается пропорционально скорости
скольжения. В диапазоне скоростей 50—85 м/мин коэффициент
трения скольжения возрастает до 0,8.
Продольные полосовые натиры на базовой поверхности детали
образуются в местах контакта детали с опорами из-за тепловыделе­
ний, возрастающих с увеличением скорости скольжения [60].
Глубина
шлифования t и р а бо ча я
подача s
определяют интенсивность съема металла Q. С их увеличением воз­
растает толщина слоя металла, снимаемого одним зерном, дуга
Рис. 16. Зависимость глубины прижога h от величины рабочей пода­
чи при шлифовании (сталь ШХ15,
HRC 60—65, круг 24А40СМ2К5
vK = 35 м/сек; ид =136 м/мин):
У— правленым кругом;
2 — затупленным кругом
Рис. 17. Зависимость средней температуры
Т п от интенсивности резания, полученная
при различных скоростях круга (шлифо­
вальный круг ЕК 80 Jot 7VX материал
Ск 45N, ид =30 м/мин, съем v =500мм*/мм):
I, 3 — при ик= 20 м/сек; 2, 4 — при о = 80 м/сек.
---------------сухое ш л и ф о в ан и е-----шлифование
с охлаждением маслом
контакта, число абразивных зерен, участвующих в работе, силы ре­
зания, потребляемая мощность и температура шлифуемой поверх­
ности [6, 8, 20, 23, 44, 48]. Следует отметить, что интенсивность съема
металла в значительно большей степени влияет на Тп и УЭф, чем vK
и Уд (см. рис. 13, 16‘,- 17), поэтому назначение величин t и s во
многом определяют условия обеспечения бесприжогового шлифо­
вания.
23
Смазывающе-охлаждакнцие жидкости (СОЖ) при шлифовании
сталей и сплавов существенно влияют на интенсивность теплообра­
зования, распределение тепла, температуру в зоне контакта, рабо­
тоспособность абразивного инструмента. В зависимости от режима
и метода охлаждения в деталь уходит 60—80% тепла, в шлифо­
вальный круг — 9—13%, в стружку — до 8% и в СОЖ — До 15%.
В воздушную среду уходит ничтожная часть общего тепла, пример­
но 0,07% [44]. Незначительный поток тепла, отводимый шлифоваль­
ным кругом, объясняется низкой теплопроводностью абразивного
инструмента, которая в десятки раз ниже, чем у металла [19]. Как
видно, значительная доля тепла распространяется в маЪсе обраба­
тываемого металла, который является первой охлаждающей средой.
Попадающая на деталь СОЖ отводит от металла тепло со скорос­
тью, значительно меньшей, чем скорость теплообразования.
Однако охлаждение позволяет снизить общую температуру нагрева
детали, а также уменьшить интенсивность тепловыделения .в зоне
резания. Например, в работе [62, 74] показано, что применение ох­
лаждения снизило контактную температуру на 150°—170° С, причем
избыточная температура изделия не превышала 7° С (при достаточ­
но жестких режимах обработки) и 12° С при затупленном круге
(см', рис. 17).
В настоящее время доказано [17, 62], что улучшение охлаждаю­
щей способности жидкости не является основным фактором для
уменьшения тепловых явлений. Так, например, вода обладает луч­
шими охлаждающими способностями, чем масло, но при использо­
вании в качестве СОЖ масла образуется меньше прижогов. Это
объясняется тем, что уменьшение температуры в зоне резания свя­
зано со снижением коэффициента трения между абразивным зерном
и обрабатываемой поверхностью. При использовании СОЖ обра­
зуются граничные смазочные пленки на поверхностях шлифоваль­
ного круга и обрабатываемой детали. Смазочное воздействие СОЖ
может проявиться лишь в том случае, когда СОЖ проникает в зону
контакта шлифовального круга с обрабатываемым металлом.'При
этом происходит уменьшение работы трения давящих и режущих
абразивных зерен, связки, стружки и отходов шлифования.
Огромную роль в создании граничных смазочных пленок играют
поверхностно-активные вещества (ПАВ), проявляющие адсорбци­
онную активность на поверхностях раздела при шлифовальной об­
работке. К активным присадкам СОЖ относятся ПАВ органичес­
кого происхождения, молекулы которых состоят из углеводородного
радикала и одной или нескольких полярных групп, а также хими­
чески активные компоненты органического и неорганического
происхождения, которые при взаимодействии с металлом образуют
химические соединения [25]. Толщина граничной пленки в некото­
рых случаях доходит до 0,1 мк, а скорость образования адсорб­
ционного слоя зависит от вида присадок и составляет порядка
10-io сек [26], т. е. на несколько порядков выше скоростных харак­
теристик процесса шлифования.
24
Механизм действия ПАВ при образовании поверхностных пле­
нок достаточно подробно рассмотрен в работе [72]. Водные растворы
обеспечивают смазку благодаря образованию пленки между двумя
трущимися поверхностями. При увеличении температуры и давле­
ния между этими поверхностями пленка разрушается. В этом слу­
чае необходимая смазка может быть обеспечена применением
специальных присадок для высоких давлении. Реакция серы и хло­
ра на только что обработанную поверхность металла заключается
в образовании сульфидов и (или) хлоридов металла. Хлориды пла­
вятся при температурах 370—704° С, а сульфиды — 1000—1200° С.
Следовательно, когда температура в зоне резания приближается к
точке плавления хлорида, образуется жидкая пленка, способная
выдержать относительно высокие нагрузки. Однако при большей
нагрузке и температуре пленка хлорида разрушается, в результате
снова увеличивается трение. По мере возрастания температуры
расплавляются сульфиды, и снова образуется смазывающая пленка.
Важное значение имеет правильное соотношение активных приса­
док в каждом конкретном случае. Слишком большая активность
сульфидов может быть вредна: если температура при шлифовании
недостаточна для их расплавления, образовавшиеся сульфиды пе­
реходят в твердое состояние, что приводит к увеличенному износу
круга.
Насколько велико значение активных свойств СОЖ, показывает
пример, приведенный ниже. Замена водного раствора с 5%-ным
содержанием НГЛ-205 на водный раствор СОЖ с поверхностно­
активными веществами — «Чимпериал Т-20» (США) позволила
увеличить интенсивность съема металла почти втрое, без опасения
появления прижогов. Бели при внутреннем шлифовании стали
ШХ15 (HRC 61—65) для диаметра 50 мм предельная чистовая по­
дача на сторону составляла 0,3—0,4 мм/мин, то при использовании
СОЖ с ПАВ — около 1,0 мм!мин [64].
. Наиболее высокими смазывающими свойствами обладают мас­
ляные СОЖ. Они существенно снижают температуру в зоне шли­
фования и глубину прижога. В работе [40] представлен график
(рис. 18), показывающий влияние различных СОЖ на степень
прижога при шлифовании стали 12Х2Н4А кругом ЭБ25СМ2К. Из
графика видно, что лучшие результаты получены при шлифовании
с охлаждающей смесью вазелинового масла (75%) и масла для
гипоидных передач (25%). Водные же растворы, несмотря на высо­
кий коэффициент теплоотдачи, не позволяют заметно снизить тем­
пературу в зоне резания. Это еще раз показывает, что интенсив­
ность образования прижогов уменьшается в большей степени не
за счет теплоотвода, а за счет улучшения условий резания и умень­
шения сил трения.
Следующее важное качество прогрессивных водных СОЖ с
ПАВ и масел связано с их влиянием на уменьшение износа абра­
зивных зерен и налипания частиц металла на износные площадки.
Как показано в работе [61], износ круга в зависимости от состава
4—2338
25
СОЖ может существенно меняться (рис. 19). При врезном шлифо­
вании увеличение критических площадок износа, определяемых
появлением прижогов, снижает стойкость абразивного инструмен­
та — длительность шлифования между двумя правками.
СМ3/мин
Рис. 18. Влияние СОЖ на глубину h
отпущенного слоя и степень отпуска
N (7=0,02 мм; о д = 8 м/мин; и к =
=28 м/сек):
А _ шлифование без охлаждения; Б, В,
Г — шлифование с охлаждением соответст­
венно водным раствором, веретенным мас­
лом, смесью из вазелинового масла (75%)
и маслом для гипоидных передач (25%)
Рис. 19. Зависимость износа круга
при
шлифовании сплава ЭИ437Б
кругом М16МЗК от состава СОЖ:
1 — сульфофрезол с 10% дизельного топли­
ва; 2 — 0,35% сульфонала, 0,5% нитрита
натрия, 0,5% соды; 3 — 2,5% эмульсола, 0,5%
соды, 0,3% сульфонала, 0,5% сульфофрезола; 4 — 0,3%хлористого бария, 0,3% нит­
рита натрия, 1% триэтаноламина; 5 — 1%
кальцинированной соды; 6 — 2,5% эмульсо­
ла, 0,5% соды; 7 — вода
Экспериментальное исследование влияния СОЖ на длительность
шлифования, приведенное в работе (74], показало следующее: с уве­
личением твердости круга и скорости резания стойкость шлифо­
вального круга, определяемая числом проходов, снижается
(табл. 3). Применение СОЖ, в особенности масла, способствовало
Таблица
3
Число проходов до появления прижогов
твердость круга 32A46-8BE
сож
<3
Воздух
Вода
Масляный раствор
Масло
I
К
200/100
180/40
120/20
НП*/120
НП*
НП*
200/100
200/100
180/60
160/100
НП* */260
НП*
П р и м е ч а н и я : 1. В числителе дроби указано число проходов при о к =•
= 30 м/сек, в знаменателе — число проходов при о к = 6 0 м/сек;
2. НП* означает отсутствие прижога после 200 проходов; НП** — отсутствие
прижога после 400 проходов.
Условия плоского врезного шлифования: сталь 52100; HRC 60; габаритные
размеры детали 100X6X50 мм; скорость стола
0,5—1 м/мин; размер круга
150 x 450 мм.
26
уменьшению площадки износа, т. е. снизило затупление абразивно­
го зерна, уменьшило трение, налипание и поэтому сделало возмож­
ным значительно большее число проходов до появления прижогов.
Из примеров, приведеных в технической литературе, следует,
что температура шлифования и образование прижогов зависят от
взаимного воздействия всех факторов на условия обработки. По­
этому влияние одних и тех же факторов на температуру и прижоги
в разных условиях может быть различным. С увеличением интен­
сивности съема и ухудшением обрабатываемости материалов роль
каждого фактора возрастает.
ХАРАКТЕР ПРИЖОГОВ И ИХ ПРИЧИНЫ
Структурные изменения поверхностного слоя металла являются
результатом температурных явлений, протекающих в зоне резания
и распространяемых вглубь обрабатываемой поверхности. При этом
характер и глубина структурных изменений определяются величи­
ной температуры и интенсивностью охлаждения детали. Принци­
пиальная схема теплопередачи в поверхностных слоях металла пред­
ставлена на рис. 20 [23]. Из схемы следует, что если температура в
зоне шлифования превысит температуру фазовых превращений ста­
ли (~ 7 3 0 °С ), под влиянием обильного охлаждения появится слой
вторичной закалки. Если нагрев будет меньшим, поверхностный
слой получит вторичный отпуск.
h ) ММ
Рис. 20. Распределение тепла вглубь образца:
I — слой вторичной закалка; 2 — слой вторичного отпуска; 3 —
исходное состояние закаленной стали.
Встречающиеся в практике шлифования прижоги [2, 23, 29] по
своей структуре могут быть в виде: отпущенного слоя металла, по­
степенно переходящего в исходную структуру (рис. 21, а); приняв27
шего вторичную закалку слоя металла, расположенного на мягкой
основе отпущенного слоя, переходящего в нормальную структуру
(рис. 21, б); отпущенного слоя на слое вторичной закалки, в свою
очередь лежащего на размягченном слое, переходящем в структуру
исходной стали (рис. 21, в).
Рис. 21. Виды структурных превращений поверхностного
Слоя шлифуемого металла:
— слой вторичной закалки;
— слой вторичного отпуска;
— исходное состояние закаленной стали
Для зоны вторичной закалки, по сравнению с исходной структу­
рой, характерно увеличение твердости и количества остаточного
аустенита. Для отпущенных слоев типичны структуры троостита,
троостомартенсита и снижение твердости. Значительные по глубине
слои вторичного отпуска уменьшают твердость от 61—64 до 45—44
HRC (67].
Глубина структурно-измененного слоя h по данным различных
авторов может составлять: ~ 5 мк для слоя вторичной закалки [2],
для закаленного слоя — 30—50 мк [13], до 13 мк [48] и 20 мк [7] и
для отпущенного слоя — 200 мк [13], до 90 мк [48], до 60 мк [7].
Расхождения в оценке глубины прижога можно объяснить разными
условиями шлифования и выбором способа определения глубины
структурно-измененного слоя.
При проведении экспериментальных исследование глубину
структурных изменений определяли непосредственным измерением
микротвердости косых шлифов образцов на приборе ПМТ-3 при
нагрузке 5—10 гс, а их вид — изучением структуры, полученной
по-сле травления [7]. Косые шлифы с углом скоса от 10' до 1°30' поз­
воляют искусственно увеличить ширину структурно-измененного
слоя и тем самым повысить точность замеров. Другой способ опре­
деления h —методом многократного травления с промежуточным
съемом металла по 2—5 мк ручной полировкой [6]. В производст­
венной практике структурные изменения обычно выявляют методом
холодного травления детали в 5%-ном водном или спиртовом раст­
воре азотной кислоты с последующим их осветлением в 10%-ном
28
водном растворе хромового ангидрида. Метод основан на различ­
ной (по цвету) травимости структурно-измененных зон и нормально
обработанной стали.
Типовой технологический процесс холодного травления по нор­
мали ВНИПП № И101—65 состоит из следующих операций: раз­
магничивание колец (при необходимости); обезжиривание деталей
в водно-щелочных растворах или бензине; промывка их в горячей
воде (с применением щелочных растворов); последующая промывка
в холодной проточной воде (с применением щелочных растворов);
травление в 5%-ном водном или спиртовом растворе азотной кисло­
ты или спиртовом растворе пикриновой кислоты (выдержка в ванне
до 2 мин); промывка в холодной проточной воде; осветление дета­
лей в 10%-ном водном растворе хромового ангидрида с добавлени­
ем серной кислоты 4—6 г/л (выдержка до 2 мин); промывка в хо­
лодной проточной воде; дополнительное осветление в водном раст­
воре соляной кислоты 40—50 г/л (выдержка до 2 мин) ; промывка
в холодной проточной воде; нейтрализация в содовом растворе;
промывка в холодной проточной воде; антикоррозионная обработка;
контроль глазным осмотром.
На протравленной поверхности глазным осмотром можно обна­
ружить:
зоны вторичного отпуска, представляющие собой участки повы­
шенной травимости, которые проявляются в виде тонких темныхштрихов на сером фоне (иногда в виде полос и пятен). В техничес­
кой литературе и практике их называют прижогами вторичного
отпуска;
зоны вторичной закалки, представляющие собой участки пони­
женной травимости в виде белых штрихов, полос или пятен, ограни­
ченных темной оторочкой; их принято называть прижогами вторич­
ной закалки;
мягкие троостичные пятна (темного цвета с размытыми грани­
цами);
обезуглероженные участки — светлые пятна с размытыми грани­
цами без темной оторочки.
Следует отметить, что травление в спиртовых растворах кислот
более контрастно выявляет прижоги, чем травление в водных раст­
ворах. Поэтому спиртовые растворы применяют, например, при
травлении колец подшипников, прошедших высокотемпературный
отпуск, после которого они обладают пониженной травимостью в
водных средах.*Для контроля жаропрочных и нержавеющих сталей
следует применять спиртовые растворы пикриновой кислоты вместо
азотной.
К преимуществам холодного травления следует отнести простоту
и оперативность процесса, а также наглядность дефекта; к недо­
статкам — субъективность оценки качества поверхности, зависящей
от квалификации контролера; удаление с детали слоя металла, тол­
щина которого зависит от условий и продолжительности травления,
что может привести к появлению брака; пониженная усталостная
29
прочность рабочих поверхностей деталей, подвергнутых травлению.
В связи с этим исследователи ведут поиск более совершенных, не­
разрушающих способов контроля прижогов, один из которых был
разработан в Ростовском институте сельскохозяйственного маши­
ностроения (РИСХМ) [50]. Метод основан на измерении удельного
сопротивления металла, которое возрастает при появлении прижо­
гов вторичной закалки и уменьшается при появлении прижогов вто­
ричного отпуска. На основании теоретических и экспериментальных
исследований был разработан автоматический быстродействующий
электромагнитный дефектоскоп модели АСКО-Р-01 для контроля
качества поверхности роликов, прошедший испытание на 10 ГПЗ.
Подавляющее большинство прижогов и дефектов 'поверхности
(похожих на прижог), которые появляются на сером фоне травле­
ной поверхности, могут быть в виде одиночных точек и рисок; свет­
лых и темных пятен с размытыми границами; одиночных штрихов;
штрихов но краю обработанной поверхности; штрихов по всей по­
верхности; вибрационных штрихов и пятен; поперечных (по отноше­
нию к направлению вращения шлифовального круга) темных полос
или полос, состоящих из штрихов; пятен и штрихов на отдельных
участках; продольных полосовых натиров.
Возможны также и варианты, например, штрихи и поперечные
полосы, одиночные точки и штрихи по краю обрабатываемой по­
верхности и т. п.
Появление характерного вида прижога обычно связано с откло­
нением одного или нескольких факторов, влияющих на температуру
шлифования. При этом внешний вид прижога может служить до­
статочно надежным «компасом» в установлении истинной причины
нарушений технологического процесса или условий обработки.
Ниже рассматриваются характерные виды прижогов и причины,
вызывающие их появление. Приведенные примеры в основном
взяты из производственной практики.
Од и но ч н ые точки и риски, а т а к ж е с в е т л ы е и
т е м н ы е п я т н а с р а з м ы т ы м и г р а н и ц а м и являются
дефектами метального и травильного происхождения. Эти прижоги
похожи на круглые и продолговатые чернильные «кляксы» или
риски неправильной формы. Крупные пятна имеют светло-серый
цвет. Несмотря на существенное внешнее отличие этих точек и пя­
тен от штриховых шлифовальных прижогов, в производственных
условиях часто возникает спор об их природе. Комплексная брига­
да сотрудников I ГПЗ и ВНИППа изучала природу возникнове­
ния часто наблюдаемых дефектов в виде так называемых «черных
точек» [16]. Результаты исследования показали, что на рабочих
поверхностях колец подшипников при травлении могут быть выяв­
лены:
единичные точки площадью 0,2—0,6 мм2 и глубиной от 1 до
20 мк, представляющие собой газовые пузырьки и микротрещины
(точки метального происхождения);
30
точки травильного происхождения, небольшие по площади, но
глубокие и значительно "более многочисленные, чем точки первого
типа, образующиеся за счет растравления стали вокруг неметалли­
ческих включений. Следует отметить, что газовые пузыри и неме­
таллические включения в определенных количествах допускаются
ГОСТ 801—60. Следовательно, возможность появления дефектов
' подобного рода не исключается полностью и их природа не связана
с нарушением процесса шлифования.
Как установили исследователи, появление «черных точек»
зависит от способа плавки стали и метода получения заготовок
(из труб, прутка,
поковки),
что определяет
склонность
стали к растравлению. Так, например, у колец, изготовленных из
обычной стали ШХ15, глубина залегания «черных точек» в три-че­
тыре раза больше, чем у колец, изготовленных из стали электрошлакового переплава.
Другие довольно часто встречающиеся дефекты стали — мягкие
трооститные пятна и обезуглероженные
места. Эти дефекты
являются прямым следствием нарушения рекомендуемых режимов
закалки [17]. Мягкие пятна образуются из-за малого прогрева или
недостаточно интенсивного охлаждения заготовок при закалке, что
затрудняет образование мартенсита. Иногда мягкие пятна появ­
ляются из-за неоднородностей структуры, например, скоплений
феррита. В этих местах при нагреве до температуры закалки может
сохраниться феррит или получиться аустенит с недостаточной кон­
центрацией углерода. Естественно, что в этих местах даже при пра­
вильно проведенной закалке твердость снижена. Обезуглерожива­
ние поверхности часто происходит в пламенных или электрических
печах с неконтролируемой, атмосферой.
Появление на поверхности точек и пятен связано иногда с нару­
шением процесса холодного травления. Например, на плохо обез­
жиренных поверхностях появляются светлые точки и риски, пред­
ставляющие собой зоны непротравленного металла. Кроме этого,
при одновременном травлении нескольких деталей возможно слипа­
ние их поверхностей. В этом случае в местах контакта появляются
светлые пятна.
О д и н о ч н ы е ш т р и х о в ы е п р и ж о г и являются дефекта­
ми шлифовального происхождения. Штрихи более темны по фону,
чем точки; появление их связано с повышенным затуплением
отдельных зерен абразивного инструмента и загрязнением СОЖПопадание шлама в зону резания приводит к возникновению мел­
ких и светлых штрихов. Одиночные штрихи могут быть результа­
том наличия металлических включений в абразивном инструменте
или повышенной твердости какого-то участка круга, образованного
блоком зерен со связкой. Возможно также налипание частиц метал­
ла на отдельные абразивные зерна из-за повышенного их затупле­
ния. Такой прижог может появиться в различных местах обрабо­
танной поверхности и не на всех деталях.
31
Шт р и х и по к р а ю о б р а б о т а н н о й п о в е р х н о с т и в
основном связаны с повышенными отклонениями в точности посту­
пающей заготовки, неисправностью оборудования и нарушением
параметров рабочего цикла.
В работе {44] приводится пример появления прижога такого ха­
рактера. Из-за разности радиусов точения и смещения оси профиля
желоба относительно базируемого торца может образовываться
клиновая форма припуска (рис. 22, а). Если путь рабочего хода /рх
Рис. 22. Схема образования прижогов по краю
шлифуемой поверхности:
а ~ врезание круга в желоб из-за погрешностей формы припуска и его положения;
6 — врезание круга в местный припуск «заусенец»; в — «засаливание» круга на участ­
ке Б из-за неправильной установки хода. осцилляции
будет меньше местного максимального припуска Пт, то круг при
быстром подводе к припуску врезается в край желоба, осыпается,
создавая полосовой прижог. В зависимости от величины врезания
и снимаемого припуска на крае шлифуемой поверхности может
сохраниться прижог различной интенсивности. Обнаружить вреза­
ние круга во время подскока можно по густому пучку искр, появив­
шемуся в момент подвода круга к изделию, или резкому повыше­
нию мощности (по показаниям амперметра).
Аналогичная картина отмечена и при шлифовании отверстий
■из-за повышенной конусности заготовки или большого местного
припуска. Так, на 8 ГПЗ при токарной отработке дорожки качения
наружных колец железнодорожных подшипников производили
неправильную установку проходного резца, и у галтели оставался
«заусенец» (рис. 22, б). При шлифовании дорожки качения быстро
подведенный круг врезался в «заусенец», осыпался, образовывая
полосовой прижог на участке А. На этой же операции была уста­
новлена и другая причина появления полосового прижога по краю
дорожки качения. Из-за неправильной установки хода осцилляции
круг был смещен относительно дорожки качения, т. е. в среднем
положении не перекрывал ее с одного края. Поэтому во время
32
осцилляции один край круга производил съем металла кромкой, что
привело к повышенному затуплению, ее засаливанию и появлению
прижога. Данный прижОг был только на деталях, у которых вели­
чина галтели b была минимальной (рис. 22, в). В этом примере
внешним признаком, позволившим обнаружить истинную причину
прижога, была светлая кромка у одного края и засаленная на
участке Б у другого, которая к тому же недостаточно освежалась
во время правки.
Сильный полосовой прижог у базового торца при шлифовании
отверстия может явиться результатом неисправности системы ох­
лаждения станка. Например, при обильной подаче СОЖ ее поток,
ударяясь, разбрызгивается и не попадает в дальнюю зону резания.
Неудобство подачи СОЖ в зону резания, особенно на автоматах,
где шлифуемая поверхность заслонена деталями механизма загруз­
ки, наконечниками измерительного прибора и кругом, часто приво­
дит к появлению таких видов прижогов.
Шт р и х и по в с е й ш л и ф у е м о й п о в е р х н о с т и часто
появляются на больших партиях деталей и связаны с изменением
структуры поступающего металла, нарушением режима термообра­
ботки, повышенной твердостью абразивного инструмента, затупле­
нием алмаза, увеличением интенсивности съема металла в конечный
момент шлифования, обеднением или засорением СОЖ. недостаточ­
ным подводом жидкости в зону резания.
Дефектами металла, увеличивающими вероятность появления
прижогов во время шлифования, являются повышенная твердость
и увеличенное количество остаточного аустенита в деталях с нор­
мальной твердостью. Повышенная твердость деталей появляется
из-за нарушения режима термообработки — отпуска. При этом в
стали сохраняется остаточный аустенит, что снижает ее теплопро­
водность и создает условия для концентрации тепла в поверхност­
ном слое при шлифовании. Увеличенное количество остаточного
аустенита может быть также и результатом нарушений режимов
закалки. >В производственных условиях обычно затруднительно
быстро провести анализ качества структуры поступающего метал­
ла, поэтому при появлении прижогов по всей поверхности в первую
очередь проверяют соблюдение хода технологического процесса на
операции шлифования. Начинают с величин рабочих подач и
характеристики шлифовального круга.
При выборе круга определенной характеристики для конкретной
производственной операции ошибаются редко. Однако статистичес­
кие данные наблюдения за характером прижогов свидетельствуют
о том, что дефекты изготовления самих кругов оказывают исключи­
тельно большое влияние на качество поверхностного.слоя металла.
Например, абразивные круги одних и тех же маркировок, размеров
и назначения, но изготовленные различными заводами имеют раз­
ные характеристики [40]. Кроме того, измерения твердости кругов
на приборе «Звук 1» показали, что в партии одного выпуска можно
обнаружить круги с разбросом по твердости в семь степеней. Поэто­
33
му появление прижогов не исключено, а их предупреждение
затруднительно. Из-за повышенной твердости круга или затупления
алмаза в основном появляются яркие штриховые прижоги. Одно­
временно возрастает потребляемая мощность шлифования и появ­
ляется характерный резкий звук, который усугубляется с затуп­
лением абразивных зерен.
Штриховые прижоги различной длины в большинстве своем
связаны с недостаточной подачей жидкости в зону резания (засо­
рилось сопло или неправильно направлена струя, уменьшилась
подача СОЖ ). Мелкие светлые штрихи, небольшие по своим разме­
рам, появляются из-за обеднения СОЖ или ее засорения. Такие
прижоги часто возникают на операциях тонкого- шлифования, где
применяются мелкозернистые вулканитовые круги К36В ТКН
320—360. Это явление усугубляется при использовании в качестве
СОЖ масел («Индустриальное-12» и др.), которые плохо очищают­
ся с помощью стандартных магнитных сепараторов, так как даже
незначительное засорение жидкости приводит к появлению прижо­
гов. Глубина таких прижогов обычно незначительна, примерно
2—5 мк,
Одновременное появление прижогов на всех станках, работаю­
щих в одинаковых условиях от централизованной системы охлаж­
дения, в большинстве случаев связано с качеством поступающей
СОЖ или заготовок. Прижоги по всей шлифуемой поверхности,
различающиеся по интенсивности и густоте расположения, могут
быть вызваны увеличением рабочей подачи в конечный период
шлифования. Этот дефект связан с разладкой или неисправностью
механизмов и систем станка, обеспечивающих движение подачи.
При шлифовании детали в несколько операций или в одну, но с
делением на черновой и чистовой переходы, прижоги могут воз­
никнуть из-за. значительного снижения припуска (пути) на чистовое
шлифование; завышенной подачи на этапе чернового шлифования
с образованием прижога, глубина которого больше припуска на
чистовую обработку. В этом случае прижоги имеют не столь интен­
сивную окраску и четкую форму, как это характерно для штрихо­
вых прижогов при завышенной подаче или твердости круга.
Увеличение скорости вращения круга приводит к увеличению
"скорости воздушного потока у периферии круга, затрудняющего
подвод охлаждающей жидкости в зону резания [59]. В этом случае
образуются прижоги в виде светлых мелких вытянутых точек. Они
более четко видны при травлении детали в спиртовом растворе.
Глубина такого прижога составляет несколько микрон и зависит от
способа подачи СОЖ и ее качества.
В и б р а ц и о н н ы е ш т р и х и и п я т н а. Основной причиной
вибрационных прижогов являются различного рода вибрации в
системе СПИД при шлифовании. Они имеют характерный внешний
вид (рис. 23, а, б, в), что позволяет легко отличить их от дефектов,
имеющих иную природу возникновения. Вибрационные прижоги
состоят из циклически повторяющихся пятен, групп или отдельных
34
штрихов, количество которых кратно отношению числа оборотов
круга к числу оборотов детали. Грубые вибрационные прижоги
видны без травления и промеряются приборами ручного контроля
как повышенная волнистость шлифуемой поверхности.
1
В
Рис. 23. Вибрационные прижоги:
а — циклически повторяющиеся пятна на торце борта наружного кольца цилиндри­
ческого подшипника; б — групповые штрихи; в — пунктирный штрих
Вибрационные прижоги могут быть вызваны различными фак­
торами. Так, в частности, опытами установлено, что темные штри­
ховые полоски на рабочей поверхности зуба повторяются через
один оборот шлифовального круга. Причиной появления таких цик­
лических прижогов является дисбаланс шлифовального круга
вследствие неравномерной плотности [40] или пропитки различными
импрегнаторами. Например, при пропитке кругов серой вес их
увеличивается до 30%. Наличие отдельных непропитанных участ­
ков вызывает дисбаланс круга, биение периферии на внутришлифовальных станках после правки, доходившее до 50 мк, в то время
как при работе хорошо пропитанных кругов и кругов без пропитки
биение не превышает 3—5 мк [66].
Зачастую появление вибрационных прижогов связано с затуп­
лением шлифовальных кругов или их «пятнистой» твердостью.
Затупление режущих кромок круга, налипание металла на его
вершины и образование волн на его поверхности приводят к изме­
нению силовой и тепловой нагрузок на шлифуемые поверхности:
увеличивается работа трения и контактная температура, появляют­
ся вибрации, вызывающие колебание силы резания, температура
шлифования и прижоги при каждом врезании круга в деталь [59].
С увеличением скорости резания происходит рост центробежных
сил в системе «шпиндель—круг» пропорционально квадрату ско­
рости вращения круга, что вызывает увеличение напряжений в
теле круга и интенсивность вибраций из-за неуравновешенности
вращающихся масс, в результате иногда появляются следы от
«дробления» и полоски прижогов.
35
Кроме причин, связанных с качеством шлифовальных кругов и
степенью их затупления, на образование вибрационных прижогов
влияют повышенное биение или дисбаланс шпинделя (оправки),его
привода, а также резонансные явления.
Поперечные темные пол ос ы или
поперечные
п о л о с ы, с о с т о я щ и е из ш т р и х о в, характерны для опера­
ций внутреннего и особенно круглого бесцентрового шлифования
на жестких опорах. Они появляются
из-за неравномерного вращения дета­
ли вплоть до кратковременного ее ос­
танова. Поэтому такие прижоги иног­
да называют «остановами» (рис. 24).
В ряде случаев из-за недостаточного
крутящего момента магнитного патро­
на, связанного с неравномерностью
вращения, в процессе шлифования за­
медляется скорость вращения детали;
при последующем восстановлении ско­
рости мгновенно увеличивается глуби­
на шлифования, что и приводит к появ­
лению поперечных прижогов.
При
круглом бесцентровом шлифовании с
базированием детали по обрабатывае­
мой поверхности «остановы» могут по­
явиться в результате увеличения коэф­
фициента трения между опорами и ба­
Рис. 24. Поперечные темные зовой поверхностью, что связано с
полосовые
прижоги — «оста­
обеднением СОЖ, повышенным изно­
новы»
сом опор или налипанием на них час­
тиц металла. Увеличение усилий резания усугубляет неравномер­
ность вращения [28, 65]. Кроме этого, появление поперечных полос
может быть связано с неправильной установкой - эксцентриситета
оси врещения детали относительно оси шпинделя изделия, преду­
сматривающего прижим детали к жестким опорам [60]. Нарушение
заданной величины и положения эксцентриситета может привести
к отрыву детали от опор. При этом на обрабатываемой поверхности
образуются поперечные зарезы-прижоги.
На шлифуемой поверхности может быть один поперечный прижог или несколько, расположенных неравномерно. В этом их отли­
чие от вибрационных. Если поперечный прижог появится в начале
или середине цикла (во время ускоренной или в начале черновой
подачи), то в период последующих этапов шлифования он может
быть частично снят. Тогда на поверхности могут остаться только
штриховые участки. «Остановы» на этапе чистового шлифования —
в основном темные сплошные полосы.
«Остановы» обнаруживают по резкому уменьшению пучка искр
и их появлению вновь с повышенной интенсивностью, а также уве­
личению в этот момент мощности шлифования. Неравномерность
36
вращения кольца дает повышенную погрешность обработки по
овальности, гранности, волнистости.
Иногда значительное замедление скорости вращения детали
может вызвать прижог на большой дуге окружности, но в виде
пятна или штрихов.
П я т н а и шт р и х и н а о т д е л ь н ы х у ч а с т к а х шли­
фуемой поверхности имеют локальный характер. Их появление
связано с нарушением припуска или геометрической точностипоступающей заготовки, внезапным увеличением врезания круга в
шлифуемую поверхность; погрешностями в работе станка или его
наладки и другими причинами.
При отладке опытных образцов внутришлифовальных автоматов
модели 3484ГВ при обработке желобов наружных колец шарико­
подшипников исследователи столкнулись с появлением на желобе
местного прижога в виде пятна (рис. 25, а). Чтобы установить'
момент образования прижога, на шлейфовом осциллографе произ­
водили запись прироста тока электродвигателя шлифовального
а
Г
Рис. 25. Пятнистые местные прижоги, появившиеся в результате:
о. — внезапного перемещения круга на деталь из-за неисправности станка (на желобе
наружного кольца шарикоподшипника); б — погрешности базовой поверхности — обрыв
детали от торцовой опоры (на торце борта наружного кольца цилиндрического роли­
кового подшипника); в — повышенного припуска на торце детали
круга и перемещения пиноли шлифовальной бабки. Было зафикси­
ровано, что иногда, в момент отвода круга, происходит резкое уве­
личение силы тока, при этом пиноль шлифовальной бабки совер­
шает продольное перемещение еще до начала отскока круга от
изделия. Следовательно, кромка шлифовального круга срезала
часть желоба. Глубина «вырыва» составляла около 2 мк, а время
перемещения пиноли 0,02 сек, т. е. подача в момент отвода была
равна б мм/мин, или в три раза превышала величину черновой
подачи. Ясно, что образование прижога в этом случае было неиз­
бежным, а его внешний вид определялся моментом начала обнару­
женного перемещения. Другой причиной прижога аналогичного
характера явилось резкое изменение давления в гидросистеме
37
ста.нка во время шлифования. При этом шлифовальный крут пере­
мещался на небольшую величину (2—4 мк), но с большой ско­
ростью— около 15 м/мин («рывок»), образовывая пятнистый прижог. Для поддержания постоянного давления в гидродилиндре
пиноли шлифовального круга на станке был специально установлен
второй гидронасос.
Появление местного прижога на одном из участков внутреннего
торца борта при одновременном врезном шлифовании торцов и
роликовой дорожки наружных колец цилиндрических подшипников
было связано с качеством поступающей заготовки и условием по­
дачи СОЖ. На автомате обработка детали производилась с бес­
центровым базированием, вращение — от магнитного
патрона
(рис. 25, б). Охлаждение (веретенное масло № 2) обильно
подавалось через шпиндель изделия. Полость патрона во время
шлифования полностью заполнялась маслом. При повышенной неплоскостности базового торца детали шлам, попадая с маслом в
зазор между патроном и деталью ( в местах неплоскостности тор­
ца), отжимал ее от патрона. При этом внутренний торец переме­
щался на круг, вызывая прижог. Появление такого прижога одно­
временно приводило к повышенной непараллельности торца борта
относительно базового торца. Опытные специалисты обнаружива­
ли местные «зарезы» при визуальном осмотре без травления или
при замере непараллельности торца на приборе ручного контроля.
Прижоговые пятна часто наблюдаются при шлифовании торцов
на двухшпиндельных плоскошлифовальных станках модели 3772Б.
Они являются результатом увеличенного припуска или завышенной
твердости шлифовального круга, а также недостаточности поступ­
ления СОЖ в зону резания. Если прижог такого характера появ­
ляется после установки нового круга, причина — в последнем; если
в процессе шлифования — завышенный припуск.
П р о д о л ь н ы е п о л о с о в ы е н а т и р ы являются одним из
дефектов бесцентрового метода базирования при шлифовании на
твердосплавных опорах [60]. Следы от твердосплавных опор визу­
ально можно обнаружить почти на всех шлифуемых деталях. По
характеру световых бликов их можно условно разбить на три вида:
надранные полосы с углублениями различной ширины, в этих
местах шероховатость несколько хуже основного фона;
матовые полосы, полученные в результате уплотнения гребешков
в местах контакта базовой поверхности с опорами;
блестящие, ярко выделяющиеся полосы шириной до 2 мм.
Блестящие полосы при травлении зачастую проявляются как про­
дольные полосовые прижоги (рис. 26). В равных условиях-шлифо­
вания они возникают не на всех деталях, а потому предупреждение
их затруднительно. Например, обработанные 500 внутренних колец
железнодорожных подшипников на внутри- и круглошлифовальных
автоматах с базированием по дорожке качения после визуального
осмотра рассортировали на две партии: имеющие надранные и
матовые полосы — 474 шт. и блестящие полосы — 26 шт. Затем все
38
кольца были протравлены. В первой партии прижогов от твердо­
сплавных опор обнаружено не было. Во второй партии 11 колец
имели прижоговые натиры на дорожке качения. После тонкого шли­
фования дорожки со съемом металла 5—7 мк на сторону и повтор­
ного травления прижоговый натир остался только на одном кольце.
Появление прижоговых натиров различной глубины на 11 кольцах из.
500 обработанных указывает на вероятностный характер появления
данного дефекта, обусловленного сочетанием случайных погреш­
ностей. Иногда они приводят к кромоч­
ному контакту опоры с базовой поверх­
ностью детали, что резко увеличивает
удельную нагрузку в местах контакта.
Это происходит из-за повышенной ко­
нусности; случайного разворота пла­
вающих твердосплавных опор; попада­
ния шлама между опорой и базовой
поверхностью; неправильной установ­
ки башмачной скобы; образования лун­
ки на опорной поверхности твердо­
сплавных пластин. Другие погрешнос­
ти ухудшают условия контакта базовой
поверхности и опор, что приводит к
увеличению коэффициента трения.
Причины: ухудшение шероховатости
опор с v 9 —10 до 6—7, обеднение
26. Продольные полосовые
СОЖ, налипание металла на твердо­ Рис.натиры
после травления
сплавную пластину, трещины и сколы
на ней. Опыты показали, что в ряде случаев натиры на детали по­
являются даже при ее вращении на опорах без шлифования.
Количество прижоговых натиров возрастает при увеличении
скорости вращения изделия, интенсивности съема металла и несвоевременном устранении перечисленных выше дефектов.
Рассмотренные прижоги и причины их появления являются наи­
более характерными, но они не охватывают всех отклонений про­
цесса обработки, которые встречаются в производстве. Это связано
с тем, что изменения в качестве металла, характеристики шлифо­
вального круга, СОЖ, интенсивности съема металла и работоспо­
собности оборудования может проявляться различным образом,
непосредственно или косвенно влияя на процесс теплообразования.
Кроме этого, одна и та же причина может привести к образованию
прижога или не вызвать его. Дело в том, что при разработке техно­
логического процесса и назначении режимов резания не всегда воз­
можность появления прижогов ограничивает выбор круга опреде­
ленной характеристики, величины рабочих подач, СОЖ и т. д.
Иногда ограничивающими параметрами являются шероховатость,
волнистость и другие качественные показатели обработки- Поэтому,
если по условию бесприжогового шлифования будет значительный
резерв, то прижог может не появиться при увеличении твердости
39
круга, подачи, обеднения СОЖ « т. .д. И наоборот, если построение
техпроцесса произведено по предельным значениям условий бесприжогового шлифования, даже незначительное отклонение от них дает
прижог.
Вот почему в каждом конкретном случае необходимо произво­
дить подробный анализ для определения истинной причины прижога. Сложность поиска причины возрастает, если одновременно
действуют несколько факторов или появляются случайные откло­
нения, такие как попадание шлама; единичные отказы в работе
механизмов и систем станка; поступление отдельных деталей с за­
вышенным местным припуском и т. п. Правильно установленная
причина прижога в большинстве случаев позволяет быстро устра­
нить дефект.
Анализируя опыт специалистов по определению истинной при­
чины прижогов можно отметить следующее:
1) многие прижоги имеют своих «спутников», которые указы­
вают на другие отклонения процесса шлифования или качествен­
ных показателей обработки. Из примеров, приведенных выше, таки­
ми «спутниками» были:
при врезании круга в местный припуск наблюдались резкие ко­
лебания стрелки амперметра, густой пучок искр, повышенное
осыпание кромки круга, появление «выступа» на шлифуемой по­
верхности;
неправильное крепление башмачной плиты приводило к прижоговым натирам и одновременно к повышенной неперпендикулярности отверстия к базовому торцу;
при затуплении алмаза одновременно с появлением прижогов
можно обнаружить улучшение шероховатости обрабатываемой по­
верхности, увеличение потребляемой мощности шлифования, изме­
нение звука, сопровождающего процесс резания, и т. д.;
2) поиск причины прижога ведется на основании анализа фак­
тов, полученных, зачастую, с помощью секундомера, магнитной
стойки с индикатором, амперметра, измеряющего ток электродвига­
теля шлифовального круга. Лишь в некоторых случаях приходится
обращаться за помощью к специалистам заводских лабораторий.
Такая необходимость возникает, например, при анализе структуры
металла, концентрации СОЖ и степени ее загрязнения, при провер­
ке твердости шлифовального круга и т. п. Поэтому решающее зна­
чение в поиске имеет наблюдательность специалиста, способность
его к анализу и обобщению производственного опыта, точность при
проведении контрольных экспериментов.
На основании проведенного анализа авторами составлен клас­
сификатор причин прижогов при шлифовании (табл. 4), в котором
приведены часто повторяющиеся отклонения и характер прижога,
ими вызываемый.
40
Таблица 4
КЛАССИФИКАТОР ПРИЧИН ПРИЖОГОВ ПРИ ШЛИФОВАНИИ
Структурные изменения поверхност­
ного слоя закаленного и шлифован­
ного металла
1
На шлифуемой
поверхности
На базовой поверхности при бесцентровом методе базирования
МЕРОПРИЯТИЯ ПО УЛУЧШЕНИЮ УСЛОВИИ БЕСПРИЖОГОВОГО
ШЛИФОВАНИЯ
В современных процессах шлифования повышение производи­
тельности в основном достигается за счет увеличения интенсивности
съема металла, скорости резания, стойкости абразивного инстру­
мента между правками, одновременной обработки нескольких по­
верхностей и т. п. Все эти направления усугубляют вероятность
появления прижогов. Поэтому от решения вопросов по обеспечению
бесприжогового шлифования и от соблюдения этих условий на про­
изводстве во многом зависит эффективность новых, прогрессивных
технологических процессов и видов . оборудования. В настоящее
время известно много мероприятий, предусматривающих снижение
влияния различных факторов на процесс теплообразования. Однако
ни одно из них не является универсальным и даже самые эффек­
тивные не могут исключить появления прижогов от случайных от­
клонений условий обработки.
Большое влияние на качество обработки оказывает повышение
стабильности структуры поступающего металла, уменьшение в нем
инородных включений и снижение его склонности к образованию
прижогов. Например, стали электрошлакового . переплава менее
склонны к появлению прижогов, трещин и растравливанию, чем
обычные.
Для устранения дефектов — мягких пятен, появляющихся в ре­
зультате неоднородности структуры металла, рекомендуют преду­
сматривать предварительную термическую обработку стали (нор­
мализацию), что стабилизирует исходную структуру. Применение
искусственной атмосферы при термической обработке деталей яв­
ляется радикальным способом уменьшения такого дефекта, как
обезуглероживание поверхностного слоя металла [13, 17].
Отпуск стали устраняет хрупкость мартенсита, но одновременно
преобразует остаточный аустенит в новый неотпущенный мартенсит.
При этом чувствительность стали к трещинообразованию не умень­
шается. Поэтому при термообработке высокоуглеродистых инстру­
ментальных сталей для устранения хрупкости мартенсита нужен
второй отпуск, а для некоторых сталей — и третий [67]. Уменьше­
нию прижогов способствует также высокотемпературный . отпуск,
благодаря которому увеличивается теплопроводность стали [13,
17, 33].
Обработка стали холодом приводит к стабилизации структуры
и уменьшению количества остаточного аустенита [17]. Этот процесс
находит все более широкое применение еще и потому, что позволяет
сохранять точностные параметры обрабатываемых деталей во
времени.
Во многих работах указывается, что существенного снижения
прижогов можно добиться благодаря рациональному выбору харак­
теристики шлифовального круга, повышению его качества и совер­
шенствования технологии изготовления. Особо отмечается влияние
41
материала зерна [19, 30, 59, 69]. Для снижения прижогов рекомен­
дуют применять шлифовальные круги из белого электрокорунда
вместо нормального, и из карбида осремяия зеленого вместо черного.
Зерна из белого электрокорунда имеют меньше механических при­
месей, более высокую режущую способность и лучшую самозата­
чиваемость. Зерна из карбида кремния зеленого по сравнению с
черным обладают более высокой твердостью и сопротивлением
истиранию, имеют меньше примесей и более высокую хрупкость.
Кроме этого, белый электрокорунд и кремний зеленый менее
склонны к «засаливанию». Круги из монокорунда относительно
электрокорундовых уменьшают глубину отпущенного слоя примерно
на 30% или позволяют увеличить интенсивность съема металла в
1,5 раза при сохранении равных условий по бесприжоговому шли­
фованию. Это происходит, по-видимому, вследствие более свободно­
го врезания кристаллов монокорунда в обрабатываемый материал.
По данным ВНИИАШа, ценными свойствами обладают круги из
хромистого электрокорунда в сочетании с боросодержащей связкой.
По сравнению с кругами из электрокорунда белого, они обеспечи­
вают повышение производительности без прижогов до 20% при
чистовом шлифовании и 20—30%' при обдирочном.
Как известно, по ГОСТ 3647—59 в шлифовальных кругах клас­
са Б допускается содержание 40—45% основной фракции зерново­
го состава. Для прецизионного шлифования ВНИИАШ рекомендует
увеличивать содержание основной фракции до 70%, так как это
способствует снижению вероятности появления прижогов. Эту
рекомендацию используют даже в абразивных цехах машинострои­
тельных и других заводов. Так например, на 4 ГПЗ для
шлифования колец подшипников качения предусматривают изго­
товление кругов из абразивных зерен, прошедших «спецрассев».
При этом содержание основной фракции зерен составляет ~ 7 0 % .
Исследователи Загорского филиала ВНИППа производят
сортировку зерен по форме, что также улучшает условия по беспри­
жоговому шлифованию [12]. Зерна изометрической формы облада­
ют высокой механической прочностью, мало дробятся, не возобнов­
ляют своих режущих кромок и затупляются. Процесс протекает с
возрастающим «засаливанием» круга.
Иные показатели работы обеспечивают круги из зерен пластин­
чатой формы. Процесс износа происходит сравнительно равномер­
но с самозатачиванием, вследствие чего возобновляются режущие
кромки зерен. Работа показала, что форма зерна является одним из
существенных факторов, определяющих эксплуатационные свойства
круга.
Для чистового шлифования на многих предприятиях производят
сортировку кругов по твердости. Так, в частности, на 4 ГПЗ сорти­
руют круги по твердости на приборе «Звук 1», передавая на произ­
водство инструмент с разбросом по твердости в пределах двух сте­
пеней. При сортировке отбраковывается почти 50% кругов с более
высокой твердостью. Однако эту операцию считают экономически
42
выгодной, так как брак из-за прижогов, вызванных качеством кру­
га, снизился с 13 до 2%,
Одним из средств повышения стойкости круга на операциях, где
особо опасны прижоги, является применение высокопористых кру­
гов на керамической связке. Эти круги работают с более интенсив­
ным самозатачиванием и снижают «засаливание». По данным [59],
высокопористые круги при испытании в условиях производства на
операциях плоского шлифования оказались более стойкими, а в
некоторых случаях повысили производительность. В настоящее
время высокопористые круги применяются при шлифовании инст­
румента и деталей из инструментальных сталей, для различных
видов фасонного шлифования (зубошлифование, резьбошлифование, заточка фасонных режущих инструментов и т. п.).
Для уменьшения прижогов некоторые исследователи рекомен­
дуют пропитку кругов различными импрегнаторами [37], которая
меняет характер воздействия абразива на обрабатываемый металл.
Практическим результатом такого воздействия является уменьше­
ние и даже ликвидация схватывания абразивного и обрабатывае­
мого материалов, которое часто .приводит к «засаливанию» и прижогам. Имеющийся опыт по внедрению кругов, пропитанных серой,
показывает, что сернистые круги могут способствовать снижению
прижогов. Уменьшение прижогов было зафиксировано в том слу­
чае, когда условия шлифования оставались неизмененными, а круги
под пропитку брали по твердости на одну или две степени ниже
относительно применяемых ранее. Так, например, ранее на опера­
ции одновременного шлифования донышка и дорожки качения
кольца карданного подшипника (сталь 15Г, цементированная,
HRC 62—65) применяли, круги М16С26К5, а для пропитки — круги
24А16СМ26К5. На этой операции количество колец с прижогами по
донышку снизилось почти на 50% благодаря возросшей стойкости
круга [4, 66].
На операциях внутреннего шлифования и зубошлифования
закаленных сталей марок 12ХНЗА, 18ХНВА применение кругов,
обработанных жидким азотом, позволило стабильно повысить стой­
кость инструмента в два-—четыре раза и снизить число правок [37].
Критерием стойкости служило появление прижогов.
Одной из особенностей эльборовых и алмазных шлифовальных
кругов является значительно меньшая их склонность к «засалива­
нию». Это позволило существенно увеличить стойкость кругов без
опасения появления прижогов [39, 58, 59]. При обработке кругами
из эльбора и алмаза температура шлифования ниже, чем обычным
абразивным инструментом, благодаря чему эльборовые круги полу­
чают широкое применение в промышленности, на операциях, где
требуется высокая стойкость режущего инструмента и предъявля­
ются повышенные требования к бесприжоговому шлифованию.
В частности, круги из эльбора применяются на операциях оконча­
тельного шлифования посадочных отверстий и дорожек качения
приборных подшипников; чистового шлифования и доводки режу­
43
щего инструмента из инструментальных сталей; окончательной
обработки направляющих станин; шлифования магнитных сталей,
чувствительных к термическим напряжениям, и т. д.
Исследователи Пермского политехнического института выпол­
нили большой комплекс работ по внедрению в. промышленность
кругов с прерывистой поверхностью (более 50 предприятий своими
силами изготовляют такие шлифовальные круги), обеспечивающие
снижение температуры в зоне резания на 30% и более, и как след­
ствие исключающие появление трещин и уменьшающие прижоги
даже при шлифовании на высоких режимах быстрорежущей стали
Р18 и твердых сплавов Т15К6, Т6КЮ, Т30К4. Особенности и преи­
мущества эксплуатации шлифовальных кругов с прерывистой
поверхностью подробно рассмотрены в работе [68].
Достижение эффекта при работе этими кругами связано, в част­
ности, с улучшением подвода СОЖ в зону резания и условий само­
затачиваемости абразивных зерен, что позволяет, кроме устранения
прижогов, в ряде случаев одновременно повысить и производитель­
ность обработки. Так, например, по предложению сотрудников
московского завода «Спецстанок» и МСКБ на двустороннем торце­
шлифовальном автомате модели СА-ЗМ было предусмотрено одно­
временное шлифование двух торцов наружного и внутреннего
кольца шарик’оподшипника по схеме «кольцо в кольце». Это позво­
лило повысить производительность обработки вдвое и снизить
потери времени на переналадку автомата. Для уменьшения прижо­
гов проектанты предусмотрели круги с прерывистой поверхностью.
СОЖ поступала через внутреннее отверстие круга и прорези на
нем, что обеспечило охлаждение торцов колец. В этом случае
основное влияние на устранение прижогов было связано с поступ­
лением СОЖ в зону шлифования внутреннего кольца. Эффектив­
ность действия смазочно-охлаждающих жидкостей на качество об­
работки может быть осуществлено путем: отвода выделяемого
тепла и уменьшения тем самым местного перегрева детали; умень­
шения трения между абразивными зернами и стружкой, что снижа­
ет тепловыделение в зоне резания; предохранения круга от «засали­
вания»; удаления стружки и мелких частиц абразива из зоны шли­
фования.
Для лучшего отвода тепла от обрабатываемой детали и проник­
новения СОЖ в зону резания на внутришлифовальных станках
предусматривают: подачу СОЖ не только через сопла, но также
и через шпиндель изделия; использование конструкций спецсопел,
которые охватывают шлифовальный круг, входя с ним в отверстие
детали; шлифование в закрытой спецкожухами «ванне», заполнен­
ной СОЖ (автоматы фирмы UVA, Швеция).
В последние годы на кругло- и плоскошлифовальных автоматах,
кроме подачи охлаждения поливом, предусматривают специальные
способы подвода СОЖ.
В работе [62] предложен струйно-напорный внезонный способ
подачи СОЖ- Жидкость под давлением подается на рабочую по­
44
верхность шлифовального круга вне зоны резания через одно или
несколько сопел (рис. 27). Струи СОЖ, вырывающиеся из сопла_ 1
с большой скоростью, пробивают воздушный поток, окружающий
круг 3, омывают его рабочую поверхность и очищают ее от отходов
шлифования. Оптимальное положение сопла (определяемое угла­
ми а и р) подбирается экспериментально, в зависимости от конст­
рукции защитных кожухов 2 станка, скорости круга и его диаметра,
необходимого расхода СОЖ и т. д. Кроме того, на периферии кру­
га образуются смазочные пленки эффективной толщины. Охлаж­
дение детали 4 может осуществляться дополнительно поливом, если
расход СОЖ через сопло недостаточен.
Рис. 27. Схема подачи СОЖ струйно-напорным внезонным способом через
неподвижное многоканальное сопло
Для снижения вероятности появления прижогов и повышения
интенсивности съема метала применяется также гидроаэродинами­
ческий способ подачи СОЖ [63] (рис. 28), Удлиненное клиновидное
сопло 1, в нижней части имеющее П-образную форму, охватывает
по торцам шлифовальный круг 2. В нижней части сопла плоской
пружиной 3 крепится пористая эластичная заслонка 4, свободный
конец которой при настройке слегка прижимается к поверхности
н©вращающегося шлифовального круга. П-образяая часть сопла
может выполняться сменной. Для предотвращения разбрызгивания
СОЖ, выносимой из-под кожуха шлифовальным кругом, на кожухе
устанавливается отражатель 5. Насос подает СОЖ в сопло, где
она захватывается воздушным потоком. На выходе из сопла поток
жидкости встречает препятствие — эластичную заслонку, резко из­
меняет направление движения и ударяется о поверхность круга,
смачивая и очищая ее от отходов шлифования и налипших частиц
металла. Далее СОЖ проходит через небольшой зазор, образую­
щийся под давлением потоков жидкости и воздуха между заслонкой
45
и кругом, снова смачивая и очищая его поверхность. Подача СОЛС
наиболее эффективна, если угол расположения сопла относительно
линии центров круга и изделия находится в пределах а =75-^95°,
а угол 0=60°. При шлифовании со скоростью 30—35 м/сек раз­
мер В должен быть на 4—5 мм меньше высоты круга. Размер Ь не
должен превышать 1—1,5 мм. Результаты испытания предложен­
ного способа по сравнению с подачей поливом в качестве СОЖ
4-/1
/
Рис. 28. Схема устройства для подачи СОЖ гидроаэродинамическим спосо­
бом при круглом шлифовании
2,5% эмульсии ЭТ-2 +0,6% кальцинированной соды показали,
что при обработке сталей ЗОХНЗ и 18ХГТ кругом ЭБ24СМ2К
(врезная подача s = 0,45 мм/мин, од=38 м/мин) стойкость круга до
момента появления прижогов возрасла в два раза.
Фирма Deflection Grinding Sistems Ltd. (Англия) предложила
устройство для подвода СОЖ, эффективно использующее воздуш­
ные потоки, окружающие вращающийся круг (рис. 29). СОЖ
подается к насадке-башмаку 1 через трубу 2, которая составляет с
насадкой одно целое и позволяет устанавливать устройство в
нужном положении. Жидкость проходит через узкую полость 3 и,
попадая через щели 4 на поверхность круга 5, с большей скоростью
отбрасывается в радиальном направлении центробежной силой.
46
На внутренней поверхности башмака имеется большое количество
(до 30) поперечных ребер, во впадины которых и попадает отбра­
сываемая жидкость. Форма впадин такова, что жидкость в резуль­
тате возрастания турбулентности под высоким гидродинамическим
давлением направляется на поверхность круга, интенсивно очищая
его поверхность и отводя с нее тепло. Ширина башмака должна
Ti
'
Рис. 29. Башмак-насадка для подачи СОЖ
перекрывать высоту круга, а зазор А должен находиться в преде­
лах 1,6—6,3 мм. Применение устройства, по заявлению фирмы,
позволяет приблизительно в три раза сократить машинное время
на шлифование, существенно снизить износ круга, увеличить коли­
чество деталей между правками (в два-три раза), исключить прижоги и трещины. Отмечается, что шероховатость поверхности
несколько ухудшается, поэтому необходимо применять более мяг­
кие и мелкозернистые круги [78].
С повышением интенсивности шлифования, кроме спецсопел,
предусматривают подачу СОЖ под давлением и увеличение ее
расхода. Так, например, для скоростного и силового шлифования
устанавливают расход СОЖ примерно 200 л/мин (на круглошлифо­
вальные станки) [76], и около 600 л/мин на плоскошлифовальные
[77]. Считается, что расход СОЖ для этих условий должен быть
равен 10 л/мин на каждый кет мощности электродвигателя
главного привода [10]. С увеличением расхода СОЖ иностранные
фирмы предусматривают и повышение ее давления на выходе до
7—20 ати.
Существенное снижение температуры в зоне резания может быть
обеспечено в основном при улучшении качественных характерис­
тик СОЖ, из которых важнейшим является смазочное действие
жидкости. В настоящее время иностранные фирмы широко исполь­
зуют СОЖ с присадками для высоких давлений (ПВД, в отечест­
венной литературе ПАВ). К таким водным СОЖ относятся: «Чим47
периал» Т-10 и Т-20 фирмы Cincinnati (США), «Миллойд МДМ
25LF» (Италия), «Синтонцент А» (Англия), марки WE150 с до­
бавкой КС-20 (ГДР) и другие, отличающиеся по своему химическо­
му составу, но имеющие одинаковую эффективность.
МСКБ АЛ и СС провело широкие испытания СОЖ — «Чимпериал Т-20» 7% концентрации на операциях круглого шлифования
и 3 % — на операциях внутреннего шлифования колец шарикопод­
шипников [65]. При этом были установлены ее следующие преиму­
щества относительно растворов соды, триэтаноламина, НГЛ-205 и
им подобных: не наблюдалось налипание стружки на вершины аб­
разивных зерен, что позволило почти вдвое увеличить количество
деталей, обрабатываемых между правками; появилась возмож­
ность увеличить черновую и чистовую подачи более чем в два раза
при улучшении условий по бесприжоговому шлифованию. Кроме
того, снизились шероховатость, мощность шлифования и умень­
шился износ абразивного инструмента; при увеличении скорости
круга до 60 м/сек отсутствовали точечные прижоги, которые появ­
лялись при использовании обычных СОЖ, плохо проникающих в
зону резания; при бесцентровом шлифовании желоба с базирова­
нием по обрабатываемой поверхности практически были ликвиди­
рованы остановы кольца (неравномерность вращения его на жест­
ких опорах).
В настоящее время для опытного автоматического потока по
производству колец шариковых подшипников, генеральным проек­
тантом которого является МСКБ, в Бакинском институте химии и
присадок АН АзССР созданы отечественные СОЖ .с ПАВ типа
ИХП-45Э, ИХП-130 и др. Аналогичные СОЖ «Аквол 2» изготовле­
ны киевским институтом «Нефтехим». Эти СОЖ еще не прошли
промышленные испытания, но в экспериментальных условиях пока­
зали результаты примерно равные «Чимпериал Т-20».
Водные СОЖ отбирают тепло быстрее масла, но масло умень­
шает тепло благодаря значительно большему смазочному дейст­
вию. Поэтому для металлов с низкой теплопроводностью целесооб­
разнее снижать температуру в зоне резания, т. е. применять в ка­
честве СОЖ масло, которое, снижая температуру, покрывает деталь
защитной пленкой, способствующей равномерному распределению
тепла. Это может уменьшить опасность возникновения прижоговых
трещин, которые появляются из-за быстрых изменений температу­
ры, вызываемых водными растворами [72]. В массовом производстве
масляные СОЖ применяют при шлифовании канавок сверл (по
целому), клапанов, колец подшипников и других деталей. В част­
ности, для'одновременного шлифования двух торцов бортов наруж­
ных колец цилиндрических подшипников используется «веретенное
масло» № 2 с добавлением 2% олеиновой кислоты. Попытки заме­
ны масла на отечественные водные СОЖ не дали положительного
результата, в основном, из-за появления прижогов по торцам [43].
Следует также учесть, что применение в качестве СОЖ масла дает
одновременно повышение стойкости круга до 40%, снижение, мощ48
пости шлифования на 30%, улучшение шероховатости. Эти качества;
масляных СОЖ используются при силовом шлифовании для
съема больших припусков без предварительной токарной обработки,
в сложных условиях шлифования [77]. При шлифовании желобов,
резьб, метчиков и калибров из инструментальных, науглероженных
сталей и других материалов, прошедших закалку, использование
химически активных масел иногда приводит к прижогу на шлифуе­
мой поверхности или появлению тонких поверхностных трещин от
перегрева. В этом случае дает эффект применение минеральных
масел повышенной вязкости в смеси с большим количеством
жиров [72]. По данным работы [43], на операциях шлифования зубь­
ев колес абразивными червяками и на операциях одновременного
шлифования двух торцов бортов и роликовой дорожки колец ци­
линдрических подшипников замена «Индустриального масла-20» с
добавкой олеиновой кислоты на специальную СОЖ СПИ-5, состоя­
щую из базового масла с добавлением ПАВ, позволило снизить ко­
личество прижогов при одновременном увеличении производитель­
ности.
Несмотря на значительное влияние прогрессивных СОЖ на сни­
жение температуры в зоне резания, их широкое внедрение в'Настоя­
щее время ограничивается более высокой стоимостью по сравне­
нию с обычными водными растворами, нобходимостью специаль­
ной переработки отработанных СОЖ с ПАВ для их слива, создания
насосных станций и станков с высокой герметизацией, кожухов, а
в некоторых случаях, монтажа вентиляционных установок.
Поэтому внедрение новых СОЖ (водных или масляных), а
также специальных методов ее подвода экономически целесообраз­
но только в тех случаях, когда существенно повышается произво­
дительность обработки и снижается процент брака. Следует учесть,
что какая бы эффективная СОЖ не применялась, она не решает
вопросы по бесприжоговому шлифованию при нарушении техноло­
гического процесса, обеднении или засорении СОЖ и других откло­
нений. В частности, масляные СОЖ очень быстро засоряются при
методах очистки, принятых для водных СОЖ.
Обычные методы тонкой очистки водных растворов основаны на
применении магнитных сепараторов, которые позволяют довести
содержание механических примесей в СОЖ до 0,03—0,05% по весу
[42, 69]. Повысить эффективность очистки СОЖ можно при модер­
низации магнитного сепаратора типа МС по рекомендациям, при­
веденным в работе [52]. Более тонкая очистка осуществляется ком­
бинированными установками, в которых наряду с сепаратором ис­
пользуется фильтровальная бумага, совершающая периодические
перемещения по мере загрязнения. Новые внутришлифовальные
Автоматы некоторых иностранных фирм поставляются с индиви­
дуальной установкой для комбинированной очистки. В последние
годы для тонкой очистки находят применение гидроциклоны, обла­
дающие высокой надежностью, достаточной эффективностью дейст­
вия и обеспечивающие степень очистки жидкости до 95% с тон­
49
костью 10—15 як. Эффективность применения гидроциклона и схе­
ма его установки рассмотрены в работах [34, 53].
В обеспечении бесприжогового шлифования одним из ответст­
венных этапов является назначение режимов резания и построение
рабочего цикла. При выборе режимов резания общемашинострои­
тельные нормативы [35] предусматривают поверочные расчеты по
предельным значениям
удельной мощности шлифования Иуя
(табл. 5).
Таблица
5
Удельная мощность ЛГуд , кет/мм
Вид шлифования
Плоское
Круглое
Внутреннее
Скорость детали и
Твердость
круга
до 12,5
20
М2—М3
0,10
0,12
____
СМ!—СМ2
C l—С2
0,09
0,08
0,11
0,10
СТ1—СТ2
0,07
0,09
36
м/мин
63
85
____
____
—
—
—
—
—
—
—
—
—
0,22
СМ 1—СМ2
C l—С2
—
0,11
0,135
0,175
—
0,10
0,20
—
0,09
0,125
0,115
0,160
С И —СТ2
1,150
0,18
М2—М3
__
0,10
0,125
СМ 1—СМ2
—
0,09
0,115
0,160
0,145
0,18
C l—С2
—
0,08
0,10
0,130
0,16.
0,20
Потребляемая мощность шлифования рассчитывается по таб­
лицам, формулам или номограммам.
В массовом производстве для шлифования деталей в автомати­
ческом цикле режим обработки ограничивается несколькими пара­
метрами. Так, например, для внутреннего шлифования колец под­
шипников из стали ШХ15 (HRC 61—65) при работе керамическими
кругами с применением в качестве СОЖ НГЛ-205 необходимо
соблюдать величины черновой и чистовой подач, путь чистового
шлифования и место правки [64]. В этом случае потребляемая мощ­
ность чернового шлифования не должна превышать 0,25 кет на 1 мм
ширины обрабатываемой поверхности, а величина и путь чистовой
подачи должны соответствовать данным, приведенным на графике
(рис. 30). Правку круга, в основном, рекомендуется производить
в середине цикла перед чистовой подачей, что уменьшает влияние
затупления и «засаливания» абразивного инструмента на образо­
50
вание прижогов. Приведенные рекомендации, как и другие, не явля­
ются универсальными. Они разработаны для конкретных условий
шлифования и могут существенно меняться, даже при обработке
одних и тех же деталей, в зависимости от конструкторских возмож­
ностей станка, качества кругов, СОЖ и т. д.
Рис. 30. Значения
чистовой
подачи s4 (1) и пути шлифования
/ч при обработке стали ШХ15 для обеспечения бесприжогового
шлифования в зависимости от диаметра обрабатываемой детали £>ш
В современных прогрессивных технологических процессах стре­
мятся устранить ограничения по бесприжоговому шлифованию или
снизить их влияние на выбор скорости резания, глубины шлифова­
ния, подачи и построение рабочего цикла.
Чтобы уменьшить до минимума влияние скорости резания на
появление прижогов, снижают уровень вибраций шлифовального
круга, предусматривают установку автоматических балансирован­
ных устройств, применяют шпиндели на гидростатических опорах,
охлаждающую жидкость подают с помощью специальных сопел,
под давлением, а также используют водные СОЖ с ПАВ и масла
[10, 29, 59]. Эти мероприятия себя оправдывают, так как увеличение
скорости резания позволяет повысить стойкость абразивного инстру­
мента, увеличить интенсивность съема металла, улучшить шерохо­
ватость обработки. Даже для шлифования жаропрочных сталей
рекомендуется [61] увеличить скорость резания до 50 м/сек, что
одновременно улучшает обрабатываемость сплавов. Внедрение
высокоскоростного шлифования и применение таких активных фак­
торов, как подача СОЖ на масляной основе под давлением, позво­
51
ляют при увеличении vK вдвое повысить интенсивность съема ме­
талла более чем в 3,5 раза без прижогов (рис. 31) [73].
Уменьшить влияние скорости резания на прижоги можно также
путем выбора оптимальной величины скорости вращения изделия.
Опыт, проведенный фирмой Diskus Werke (ФРГ), показал, что с
Q ,мм 3/мм-сен
Рис. 31. Влияние состава СОЖ h<l
предельную скорость съема метал­
ла при условии шлифования без
прижогов. Обрабатываемый мате­
риал: сталь 45 нормализованная,
шлифовальный круг 24А25М37К.
ок /од =60, давление СОЖ —
20 ати:
i — при охлаждении эмульсией; 2 —
при охлаждении жидкостью на маслч
ной основе
увеличением vK необходимо одновременно повысить и од[77]. Из лриведенной ниже табл. 6 видно, что при скорости резания 45 я 60 м!сек
прижогов не было, если q = — =30, (од=90—120 м/мин). В то же
время при ук=30 м/сек, q = 90 (ид = 20 м/мин).
Таблица 6
ьд
120
90
°к
30
36
Легкие
38
28
Средние
60
30
43
45
38
31
30
30
52
Характер прижогов
см*/мин
45
60
60
Производи-*
тельность
шлифования,
45
60
41
34
36
30
53
45
60
45
35
Сильные
■ Отсутствуют
Легкие
Сильные
Отсутствуют
Легкие
Средние
•
Отсутствуют
Опыты проводились на образцах размерами 100x50X200 мм из
стали 37. Крутящий 'момент составил 25 кгс-м. 'Охлаждающая жид­
кость <— на базе солевого раствора, расход 400 л/мин, давление
струи 2 кгскм2. Характеристика
шлифовальных
сегментов
ЕК36Н7КС (ЭБ50М17К).
По выбору скорости вращения детали существует много реко­
мендаций. Показывая эффективность увеличения од на снижение
глубины прижогов, исследователи Куйбышевского политехническо­
го института предлагают установить q= — =60—80 для ок= 30—
»д
40 м/сек и q = 6—10 для ок= 50—60 м/сек. Следовательно, при ско­
рости резания 60 м/сек од=300—500 м/мин [54]. Такое увеличение
скорости вращения изделия рекомендуют и ряд иностранных иссле­
дователей, как это отмечено в обзоре [10]. Однако во многих рабо­
тах указывается, что оптимальная величина q = 60 [19], так как при
меньших значениях q возрастает износ круга.
Особое значение величина од имеет при бесцентровом методе
базирования на жестких опорах, получившем широкое распростра­
нение в подшипниковой промышленности. В справочных пособиях
для круглого шлифования дорожек качения внутренних колец с
базированием по обрабатываемой поверхности на жестких опорах
рекомендуется од~50 м/мин [28, 65], для других видов бесцентрово­
го метода обработки од»6 0 —90 м/мин. В первом случае при ис­
пользовании обычных СОЖ ограничение по выбору од связано с
неравномерным вращением детали. Этот дефект устраняется при
использовании СОЖ с ПАВ, как отмечалось выше, поверхностно­
активные вещества позволяют резко снизить коэффициент трения
твердого сплава по стали. Для других операций бесцентрового
метода шлифования на жестких опорах указанное значение од
ограничивает появление прижоговых натиров от твердосплавных
пластин. Они не устраняются даже при использовании СОЖ с
ПАВ. Исследователи ведут работы по замене в этих случаях твер­
досплавных пластин другими материалами (текстолит, феррадо,
эпоксидная смола с графитовым наполнителем и др.), которые
имеют более низкий коэффициент трения по стали. Эти материалы
мягче твердых сплавов, и поэтому на базовой поверхности детали
в местах контакта не возникают значительные нагрузки (приводя­
щие к прижогам), так как происходит смятие опор и их повышен­
ный износ. Указанный недостаток опор из этих материалов ограни­
чивает область их применения.
Обычно снижения прижогов добиваются за счет уменьшения
глубин шлифования или рабочих подач. Однако исследователи
фирмы «Norton» (США) на бесцентровошлифовальных станках при
обработке труб 0 41 мм добились снижения прижогов за счет
увеличения интенсивности съема металла. Этот эффект они
объясняют тем, что круг, как правило, работал в условиях затупле­
ния на специально подобранных режимах резания — в условиях
самозатачивания [79]. Назначая глубину шлифования или рабочую
53
подачу, трудно заранее предусмотреть возможные отклонения от
условий обработки, которые могут привести к прижогам. В связи
с этим ведутся работы по созданию систем автоматического управ­
ления ходом технологического процесса, которые позволяют учесть
возникшие отклонения и за счет изменения одного или нескольких
параметров режима резания стабилизировать процесс обработки
детали. Такая задача решается с помощью адаптивного управле­
ния, идея которого была выдвинута в 40-х годах советским иссле­
дователем проф. Б. С. Балакшиным [5, 47]. Так, например, система
адаптивного управления (САУ) процессом зубошлифования [22]
обеспечила снижение максимальной глубины прижога от 150 до
60 мк, колебания глубины прижога по зубьям колеса в шесть раз,
а колебания микротвердости в пять раз. Этот эффект был достигнут
на операции обработки колес т = 6 из стали 12Х2Н4А, цементи­
рованной и закаленной до HRC—61, при использовании шлифо­
вальных кругов различных характеристик и колебаний припуска.
Поддержание в процессе шлифования заданной величины эффек­
тивного крутящего момента достигнута при этом за счет регулиро­
вания скорости обката при изменении припуска, радиуса кривизны
зуба или режущих свойств абразивного инструмента. На операции
заточки инструмента из быстрорежущей стали применение САУ
позволило снизить брак по прижогам и повысить производитель­
ность на 25% [18]. В этом случае была внедрена система адаптив­
ного управления приращением тока фазы электродвигателя шлифо­
вального круга, которая в зависимости от условий обработки изме­
няла величину продольной подачи стола заточного станка.
В Пермском политехническом институте разработан и испытан
специальный прибор, позволяющий оценить теплонапряженность в
зоне резания по цветовому табло. Прибор фиксирует мощность
резания в зависимости от изменения условий на операции шлифо­
вания торца детали. При повышении температуры в зоне резания
сверх определенного уровня загорается табло, сигнализирующее о
необходимости уменьшения продольной подачи или очередной
правки шлифовального круга. Предложенная система проверялась
на круглошлифовальном станке модели ЗБ151 при обработке стали
16ХГТЛ (H RC=60) на режимах с vK=32 м/сек, ид=25 м/мин,
Snp = 0,004 мм/об, круг 24А25С2К6, охлаждение — поливом эмуль­
сии. При шлифовании торцом круга заданная теплонапряженность
процесса поддерживалась за счет изменения продольной подачи.
Результаты испытаний показали, что данная система регулирования
позволяет полностью устранить прижоги и трещины [11].
Для определения момента прекращения шлифования кругом,
требующим правки, имеются специальные устройства, которые из­
меряют амплитуду колебаний, растущую с износом и затуплением
круга, так как этот процесс оказывает отрицательное действие на
качество шлифуемой поверхности, увеличиваются шероховатость
и волнистость, появляется штриховой прижог. Применение такого
54
устройства на круглошлифовальном станке способствовало сниже­
нию прижогов [59].
Как отмечалось выше, для устранения прижога в каждом кон­
кретном случае в первую очередь необходимо установить истин­
ную причину его возникновения. Иногда для устранения прижога
требуется проведение целого комплекса работ. Такая комплексная:
Рис. 32. Схема одновременного шлифования роликовой дорожки и донышка
карданного подшипника:
а — старая схема, б — новая схема
работа была, в частности, выполнена конструкторами и исследова­
телями МСКБ АЛ и СС при создании нового специального внутришлифовального автомата модели Л211С1, предназначенного для
одновременного шлифования торца донышка и роликовой дорожки
кольца карданного подшипника из цементируемой стали 15Г HRC
61—65. Схема представлена на рис. 32. Следует заметить, что при
освоении данного процесса в 1965 г. на автомате модели Л54СЗ не
удалось устранить прижоги по торцу донышка. При отладке усо­
вершенствованной модели (1970—1971 гг.) для устранения прижогапо торцу донышка были проведены следующие работы: уменьшено
биение оправки шлифовального круга посадкой ее в шпиндель на
конус; увеличена плавность подачи круга на донышко благодаря
усовершенствованию кинематической схемы механизма продольной
подачи; повышена износоустойчивость кромки абразивного инстру­
мента за счет применения кругов 39А16СМ17К, пропитанных серой;
внедрена новая схема шлифования.
Недостатком схемы, предусмотренной для выполнения на авто­
мате, был кромочный контакт круга с торцом дна на большой дуге
шлифования ВС- (см. рис. 32, а), ухудшение условий поступления
СОЖ в зону резания, а также необходимость применения кругов
с уменьшенным начальным размером. Новая схема обработки (см.
рис. 32, б) предусматривала увеличение исходного диаметра круга
и замену кромочного контакта линейным. Это дало возможность
при шлифовании карданных подшипников № 804704КЗ по новой
схеме увеличить в 3,4 раза число зерен, участвующих в резании,
в 70 раз уменьшить дугу контакта В\С\ и время теплового воздейст­
вия круга на деталь, в два раза снизить максимальную температуру
55
в зоне резания, улучшить условия охлаждения и практически лик­
видировать массовый прижог по торцу донышка [4].
Комплексное решение вопроса по устранениюприжогов позволлет
в ряде случаев, даже при той же интенсивности съема металла,
увеличить производительность обработки в 1,5—2 раза. Изучение
возможности повышения производительности шлифования желобов
наружных колец шарикоподшипников диаметром 45—50 мм на ав­
томате модели 3484ГВ показало, что почти 40% оперативного вре­
мени цикла затрачивалось на обеспечение условий бесприжогового
шлифования:
выхаживание для уменьшения глубины прижога после черновой
подачи;
построение рабочего цикла с правкой круга перед чистовой
подачей для устранения затупления и «засаливания» абразивного
инструмента;
осуществление реверса подачи для исключения врезания круга
при вводе его в деталь после правки, что увеличивало путь чистово­
го шлифования.
Кроме этого, правка круга производилась с повышенной компен­
сацией износа, что снизило его стойкость (в деталях) и увеличило
штучное время [64].
Для обеспечения условий бесприжогового шлифования при повы­
шенной производительности необходимо было: производить подачу
охлаждения через шпиндель изделия; в качестве охлаждающей
жидкости использовать СОЖ с ПАВ; применять круги, пропитан­
ные серой; усовершенствовать механизм правки для сокращения
длины оправки и увеличения скорости правки круга до 0,04 мм/об.
Перечисленные мероприятия позволили вести обработку с прав­
кой круга в начале цикла, повысить производительность до 50%
и увеличить период стойкости круга в деталях почти в два раза.
ВЫВОДЫ
Шлифование закаленных сталей и сплавов показывает, что
интенсивность выделения тепла зависит от сочетания ряда факто­
ров, действие которых в основном сводится к следующему:
1. С уменьшением теплопроводности обрабатываемого металла
и увеличением содержания в нем аустенита склонность шлифуемой
поверхности к прижогам возрастает; кроме этого, уменьшение теп­
лопроводности металла приводит к повышенному «засаливанию»
абразивных зерен, что дополнительно усугубляет возможность
появления прижогов.
2.. С увеличением твердости шлифовального круга, уменьшением
56
зернистости структуры, пористости, применением кругов на кера­
мической связке вместо вулканитовой или бакелитовой — интенсив­
ность теплообразования возрастает.
3. С повышением интенсивности съема металла (глубины шли­
фования или подачи), скорости резания, величины снимаемого
припуска и длительности шлифования, а также с уменьшением
скорости вращения изделия обеспечение условий бесприжогового
шлифования усложняется.
4. С уменьшением смазывающих свойств охлаждающих жид­
костей увеличивается коэффициент трения между абразивным инст­
рументом и шлифуемой поверхностью, возрастает «засаливание»
круга и, как следствие, склонность процесса к появлению прижогов.
5.
' Большое влияние на тепловую напряженность шлифовани
оказывают характер1 износа абразивного инструмента и взаимное
воздействие различных факторов. При работе шлифовального круга
в условиях затупления вероятность появления прижогов выше, чем
при работе его в режиме самозатачивания. Поэтому при обработке
вулканитовыми кругами в режиме самозатачивания длительность
шлифования или увеличение припуска практически не ухудшают
условия по бесприжоговому шлифованию. В то же время для кера­
мических кругов, работающих в условиях затупления, увеличение
припуска или длительности шлифования является одной из основ­
ных причин образования прижога. В связи с этим для каждого
конкретного случая обработки существуют свои оптимальные соче­
тания составляющих технологического процесса. Однако в настоя­
щее время нет универсальной теории, на основании которой эти
сочетания могли бы быть получены расчетным путем. Условия побесприжоговому шлифованию определяются, как правило, на осно­
вании экспериментальных данных или исходя из производственного
опыта.
6. В большинстве случаев появление прижогов связано с нару­
шением технологического процесса, а именно: отклонениями в
структуре металла или качестве его термообработки, изменениями
характеристики шлифовального круга, ухудшением качества СОЖ
или степени ее очистки, применением завышенных режимов резания,
несоблюдением межоперационных припусков, неправильной налад­
кой станка, неисправностями оборудования и т. д. Устранение ука­
занных дефектов не вызывает особых затруднений, если установле­
на истинная Причина появления прижога. Пользуясь приведенным
в обзоре классификатором, можно по внешнему виду определить
характерные причины прижога. Существенное снижение прижогов
в основном зависит от организации и культуры производства, так
как для этого необходимо постоянно и строго контролировать
соблюдение технологического процесса, следить за качеством посту­
пающего металла, абразивного, правящего инструмента, СОЖ,
производить профилактический ремонт оборудования, принудитель­
ную проверку наладки станка, постоянно совершенствовать квали­
57
фикацию обслуживающего персонала. Выполнение этих условий
не умалиет важность периодической проверки деталей на прижоги.
Условия бесприжогового шлифования в ряде случаев сущест­
венно ограничивают величину рабочих подач и глубину резания,
сокращают стойкость шлифовального круга из-за введения допол­
нительной правки, требуют увеличения пути чистового шлифования
и времени обработки.
Значительному снижению влияния режимов резания и стой­
кости круга на появление прижогов и, как следствие, повышению
производительности процесса шлифования способствуют приведен­
ные рекомендации:
по обрабатываемому металлу — введение предварительной тер­
мической обработки стали (нормализации) для улучшения одно­
родности структуры металла; нагрев и закалка деталей в печах с
искусственной контролируемой атмосферой для уменьшения дефек­
тов по обезуглероживанию поверхностного слоя; второй и даже
третий отпуск, высокотемпературный отпуск, обработка деталей
холодом для уменьшения количества остаточного аустенита;
по абразивному инструменту — подбор шлифовальных кругов,
менее склонных к образованию прижогов, с малым содержанием
механических примесей (электрокорунд белый и карбид кремния
зеленый) и с содержанием основной зерновой фракции до 70% (для
чего предусматривают «спецрассев»); проведение сортировки кру­
гов по твердости; применение для отдельных операций монокорундовых кругов, хромистых с пропиткой серой и другими импрегнаторами; кругов с прерывистой рабочей поверхностью, а также кругов
из эльбора.
по стабилизации процесса шлифования — применение систем
адаптивного управления, позволяющего учитывать и “корректиро­
вать режимы шлифования в зависимости от изменений условий об­
работки;
I
по смазывающе-охлаждающим жидкостям — использование в
качестве охлаждения СОЖ с поверхностно-активными веществами,
обладающими хорошими смазочными свойствами; применение для
труднообрабатываемых сталей и сплавов масляных СОЖ и даже
жиров, а также внедрение подачи СОЖ через специальное сопло и
внезонная очистка шлифовальных кругов, что дает возможность
значительно снизить температуру в зоне резания, уменьшить коэф­
фициент трения, ликвидировать «засаливание» абразивного инстру­
мента и тем самым повысить производительность и одновременно
стойкость кругов.
Следует отметить, что в современных прогрессивных технологи­
ческих процессах в целях повышения производительности шлифо­
вания более чем в два-три раза, а также обеспечения высоких ка­
чественных показателей обработки рекомендуют предусматривать
внедрение комплекса мероприятий: повышение жесткости техноло­
58
гической системы СПИД и надежности соблюдения рабочего цикла,
применение СОЖ с ПАВ и улучшение условий подвода ее в зону
резания, подбор высококачественных кругов и тщательный их
контроль перед установкой на станок. Однако эффект может быть
достигнут только в том случае, если рост производительности сдер­
живало появление прижогов, а внедряемые мероприятия решили
проблему бесприжогового шлифования. Если же внедряемые реко­
мендации общего или частного характера не устранили причины
появления прижогов, нельзя ждать эффекта в повышении произво­
дительности. Поэтому каждой работе должен предшествовать
анализ конкретных условий обработки с выявлением ограничиваю­
щих факторов.
ЛИТЕРАТУРА
1. А л я б ь е в А. Я. Исследование тепловых явлений при шлифовании метал­
лов. Киевский институт гражданского воздушного'флота, г. Киев, 1959.
2. А л ь т ш у л е р Л. В., С п е р а н с к а я М. П. Структурные превращения
в поверхностных слоях закаленной стали под влиянием шлифования.— «Вестник
металлопромышленности». 1940, № 1.
3. Б а й к а л о в А. К. Основные этапы и эффективность работы правящего
инструмента из «Славутича».— Сб. № 1 «Техническое обеспечение точности и на­
дежности деталей машин и приборов». М., МДНТП, 1970.
4. Б а й о р Б. Н.,
Э л и с м а н Ю. Л.
Внутришлифовальный автомат.—
«Станки и инструмент». № 5, 1973.
5. Б а л а к ш и н Б. С. Основы технологии машиностроения. М., «Машиност­
роение», 1969.
6. Б а т а л о в X. X. Экспериментальное исследование сферического шлифо­
вания подшипниковых колец методом качения.— «Станки и инструмент» N° 1,
1956.
7. Б е с с е р М. Р., Б а с к о в ' Л . В. Глубина и характер изменения структуры
закаленной легированной стали при ее шлифовании.— «Вестник машиностроения».
1963, № 9.
в.
Б е с с е р М. Р. Исследование некоторых вопросов повышения производи­
тельности при внутреннем врезном шлифовании. Автореферат канд. дисс., г. Сара­
тов, 1964.
9. Б о к у ч а в а Г. В. Износ абразивных зерен шлифовального круга. Высо­
копроизводительное шлифование. М., Изд. АН СССР, 1962.
10. Б о л о н о в а Е. В. Силовое и скоростное шлифование. — Сб. «Итоги
науки и техники. Резание металлов, Станки и инструмент». М„ ВИНИТИ, 1970.
11. Б о я р н и к о в Ю. А. и др. Устройство для предотвращения прижатое- при
шлифовании.— «Станки и инструмент», 1972, № 3.
12. В у л ь ф А. М., М у р д а с о в А. В. Особенности работы шлифовальных
кругов из абразивного зерна разной формы.— Науч.-техн. реф. сб. «Абразивы».
Вып. 4, 1967.
13. Г е л л е р Ю. А. Инструментальные станки. М., «Металлургия», 1968.
14. Г е н к и н М. А., Р ы ж о в М. Н. Некоторые пути снижения црижогов при
шлифовании зубчатых колес. — «Вестник машиностроения», 1964, № 7.
15. Г л е й з е р Л. А. О сущности процесса круглого шлифования. Авторефе­
рат докт. дисс. М., Станкин, 1956.
16. Г о х в а т Л. Я. Черные точки на рабочих поверхностях колец подшипни­
ков. Труды семинара по вопросам прогрессивных методов шлифования и доводки
деталей подшипников качения. М., Изд. АН СССР, 1964.
17. Г у л я е в А. П. Металловедение. М., «Металлургия», 1966.
18. З а в ь я л о в а Т. В. Исследование возможности уменьшения прижогов
при заточке режущего инструмента. Автореферат канд. дисс. М., Станкин, 1972.
19. И п п о л и т о в Г. М. Абразивно-алмазная обработка. М., «Машинострое­
ние», 1969.
20. И с а е в А. И., С и л и н С. С. Методика расчета температур при шлифо­
вании. — «Вестник машиностроения». 1957, № 5.
21. К а ч а н о в Н. Н., С п р и ш е в с к и й А. И. и др. О процессах, протекаю­
щих при плоском шлифовании. Труды ВНИИПП, 1963, N° 4.
60
22. Ко в а л ь ч у к Е. Р. Повышение качества поверхностного слоя зубьев ци­
линдрических колес и производительности при зубошлифовании путем адаптив' ного управления. Автореферат канд. дисс". М , Станкин, 1972.
23. К о с т е ц к и й Б . И. Шлифование закаленной стали. Гостехиздат Украины,
1949.
24. К р е м е н ь 3. И. и др. Эффективность применения абразивных кругов,
пропитанных серой при внутреннем врезном шлифовании колец подшипников.—
Науч.-техн. реф. сб. «Абразивы». Вып. 3, М., НИИМАШ, 1972.
25. К у л а к о в Ю. М„ Х р у л ь к о в В. А. Изменение характеристики шли­
фовальных кругов и процесса шлифования под воздействием смазывающе-охлаждающих жидкостей. М., — Труды НИИ технологии и организации производства,
М„ 1964, № 191.
26. К у р ч и к Н. Н., В а й н ш т о к В. В., Ш е х т е р Ю. Н. Смазочные мате­
риалы для обработки металлов резанием. М., «Химия», 1972.
27. Л а н д а В. А. Исследование структурных превращений, возникающих при
шлифовании стали. Автореферат, канд. дисс. М., Станкин, 1961.
28. Л е й к а х Л. М., К о п ы л е н к о Ю. В., А л ь п е р о в и ч Т. А. Исследо­
вание процесса трения скольжения детали по опорам при бесцентровом шлифо­
вании. — Труды института ВНИПП. М„ 1971, № 1.
29. Л у р ь е Г. Б. Шлифование металлов. М., «Машиностроение», 1969.
30. Л у р ь е Г. Б., К о м и с с а р ж е в с к а я В. Н. Шлифовальные станки и
их наладка. М., «Высшая школа», 1972.
31. М а с л о в Е. Н. Основы теории шлифования металлов. М., Машгиз, 1951.
32. М а с л о в Е. Н. Основные закономерности высокопроизводительного шли­
фования. Высокопроизводительное шлифование. М., Изд. АН СССР, 1962.
33. Металловедение и термическая обработка. Справочник под ред. акад.
Гудцова Н. Т. и др. М., «Металлургия», 1956.
34. М о р о з о в В. Г., Р е д ь к о С. Г. Тонкая очистка смазочно-охлаждающих
жидкостей в гидроциклонах. — «Станки и инструмент». 1973, № 11.
35. Общемашиностроительные нормативы режимов резания для технологи­
ческого нормирования работ на шлифовальных и доводочных станках. М., 1967.
36. О с т р о в с к и й В. И. Практическая методика оценки контактных тем­
ператур и выбор режимов резания по температурному критерию при шлифова­
нии. — Науч.-техн. реф. сб. «Абразивы», Вып. 4, М., НИИМАШ, 1967.
37. О с т р о в с к и й В. И. Улучшение свойств шлифовальных кругов путем
пропитки. Экономичность и точность абразивно-алмазной обработки. М., Общество
«Знание». 1971.
38. П е т р у с е в и ч А. И., Г е н к и н М. Д., Р ы ж о в Н. М. Влияние шли­
фовальных прижогов на контактную выносливость цементованных и закаленных
зубчатых колес. — «Вестник машиностроения», 1965, № 6.
39. П о д з е й В. А. О качестве поверхностного слоя закаленных сталей после
алмазного шлифования. — Науч.-техн. реф. сб. «Алмазы». Вып. I. М., НИИМАШ.
1970.
40. П о д з е й А. В., Я к и м о в А. В. Шлифовальные дефекты и пути их уст­
ранения. — «Вестник машиностроения», 1972, № 3.
41. П о д з е й А. В., Я к и м о в А. В., Б о я р н и к о в Ю. А. О работе шлифо­
вальных кругов с прерывистой рабочей поверхностью,— «Вестник машинострое­
ния», 1969, № 9.
. 42. Применение смазочно-охлаждающих жидкостей для обработки металлов
реянием в станкостроительной и инструментальной промышленности. М., НИИ­
МАШ, 1971.
43. Р е д ь к о С. Г., Т е п л о е В. Б. Смазочно-охлаждающая жидкость для
сложных условий абразивной обработки. — «Вестник машиностроения», 1973,
№
11.
44. Р е д ь к о С. Г. Процессы теплообразования при шлифовании металлов.
Изд. Саратовского университета. Саратов, 1962.
45. Р ы ж о в М. А., Р ы ж о в - М. Н. Оценка способов шлифования зубчатых
колес по тепловому воздействию на поверхностный слой зубьев.—«Станки и инст­
румент», 1971,'№ 6.
61
46. Р е з н и к о в А. И. Теплофизика резания. М., «Машиностроение», 1969.
47. Самоподнастраивающиеся станки. Под ред. Балакшина Б. С. М., «Маши­
ностроение», 1970.
48. С а ю т и н Г. И. и др. Влияние поперечной подачи и затупления круга на
качество поверхностных слоев стали ШХ15.—’«Станки и инструмент», 1971, № 1.
49. С е л е з н е в Н. Н. и др. О природе светлой зоны в слое, прилегающем к
поверхности трения стали. — «Вестник машиностроения», 1967, № 3.
150. С е м к о И. А. Исследование возможности и разработка автоматического
электромагнитного контроля ожогов шлифования на стали ШХ15. Автореферат
канд. дисс., г. Ростов-на-Дону, РИСХМ, 1971.
51. С и п а й л о в В. А., Я к и м о в А. В., П о т е м к и н В. И., И в а н о в С- А.
О явлениях, происходящих в поверхностном слое при шлифовании. — «Вестник
машиностроения», 1966, № 3.
52. С м е р т и н В. С. Повышение качества очистки СОЖ магнитными сепара­
торами. — «Вестник машиностроения», 1973, № 10.
53. С м е р т и н В. С. Устройство для очистки СОЖ в шлифовальных стан­
к ах .— «Станки и инструмент», 1973, № И.
54. С о в к и н В. Ф., Н и к о л а е в А. И. Особенности внутреннего сферическо­
го шлифования подшипниковых колец методом качения. Высокопроизводительное
шлифование. М., Изд. АН СССР, 1962.
55. С о в к и н В. Ф., Ш а т у н о в М. П. К расчету температур при шлифова­
нии. Известия высших учебных заведений. МВО СССР. Машиностроение. № 1
(МВТУ им. Баумана), 1959.
56. С л е к т о р А. Г., С и д о р о в , Г. Н. Структура шлифовальных ож огов.—
«Вестник металлопромышленности», 1940, № 1.
57. Т в е р с к о й М. М., К а л е н и к Д. В. Динамика процесса шлифования с
регулируемой радиальной составляющей силы резания. — «Вестник машинострое­
ния», 1972, № 8.
58. Т и щ е н к о В. В., Ш п о т а к о в с к к й Д. Ф. Профильное врезное шли­
фование стали ЭИ 347 кругами из эльбора.— Науч.-техн. реф. сб. «Абразивы».
Вып. 3. М„ НИИМАШ, 1973.
59. Ф и л и м о н о в Л. Н. Стойкость шлифовальных кругов. М., «Машино­
строение», 1973.
60. Ф и л ь к и н В. П., К о л т у н о в И. Б. Прогрессивные методы бесцентрово­
го шлифования. М., «Машиностроение», 1971.
61. Х р у л ь к о в В. А. Шлифование жаропрочных сплавов. М., «Машино­
строение», 1964.
62. Х у д о б и н Л. В. Пути совершенствования технологии шлифования,
г. Саратов. Приволжское книжное изд-во, 1969.
63. Х у д о б и н Л. В., Г у р ь я н и х и н В. Ф. Гидроаэродинамичеокий способ
подачи СОЖ при круглом наружном шлифовании. — «Вестник машиностроения»,
1973, № 7.
64. Э л ь я н о в В. Д., Б а й о р Б. Н. Пути повышения точности и производи­
тельности шлифования желобов наружных колец шарикоподшипников. М.,
НИИНавтопром, 1972.
65. Э л ь я н о в В. Д., К о т о в Л. Ф., К у л и к о в В. Н. Особенности расчета
пути и подачи при шлифовании изделий с базированием по обрабатываемой по­
верхности. «Подшипниковая промышленность». М., 1972, № 2.
66. Э л ь я н о в В. Д., С а р у х а н о в а А. Н. Испытания шлифовальных
кругов, пропитанных серой. М., «Подшипниковая промышленность», 1972 № 8.
67. Я к и м о в А. В. Пути устранения прижогов и трещин при шлифовании.
Экономичность и точность абразивно-алмазной обработки. М., Общество «Знание»,
1971.
68. Я к и м о в А. В., П о т е м к и н В. И., Б о я р ш и н о в Ю. А. Шлифование
абразивными кругами с прерывистой рабочей подачей. ГОСИНТИ № 1/6—72. М.,
1972.
69. Я Щ е р и ц и н П. И., Ж а л п е р о в и ч Е. А. Шлифование металлов,
г. Минск, «Беларусь», 1963.
70. Я Щ е р и ц и н П. И. Повышение эксплуатационных свойств шлифованной
поверхности, г. Минск, «Наука и техника», 1966.
62
71. F i s h e r R. C. Grinding dry with water? — «Grinding and Finishing»,
1965, N 3.
72. F o i t l R. I. Grinding Fluids. «Mach, and Prod. Eng.» 1968, v. 16, N 175,
p. 42—43, 46—47.
73. G ii h r i n g K. Hochgeschwindingkeitsschleifen, ein Verfahren der Zukunft. — «Fachber Oberflachentechn», 1969, 7, N 5, 6.
74. O s m a n M., M a l k i n S. Lubrication by grinding fluids at normal and
high wheel speeds. — «ASLE Trans», 1972, 15, N 4, p. 261—268.
75. W e r n e r G., De d e r i c h s M. Spanbildungsproiess und Temperatur-beeinflussung des Werkstiicks beim Schleifen. «Ind.-Anz.».1972, 94, N 98, S. 2348—
2352.
76. M a г к 1e w I. I. Newall plans for developing the high speed grinding pro­
cess.— «Mach, and Prod. Eng.» 1969, 115, N 2961, p. 259—269.
77. K r u g H. Das fntegralschleifen Analyse eines neuen Schleifverfahren.—
«Werkstattstechnik», 1968, 58, N 11, p. 528—533 (См. также: Автом. линии и
металл, станки, Э-И, № 12, 1969, реф. 5).
78. Deflection grinding. «Mach, and Prod. Eng.», 1972, 121, N 3130, p. 660—663
(См. также: Технол. и оборуд. механосбор, пр-ва, Э-И, 1973, № 5.
79. Н a g g е t 1. Е. Abrasive machining in fokus. «American Machinist». 1968.
v. 110, N 18, p. 70—71 (См. также: Технол. и оборуд. механосбор, пр-ва, Э-И,
1966, № 44, реф. 406).
СОДЕРЖАНИЕ
В в е д е н и е .......................................................... ...... ........................................................3
Влияние основных факторов технологического процесса на температуру
шлифуемой п о в е р х н о с т и .........................................................................................5
Характер прижогов и их п р и ч и н ы ........................................................................... 2'
Мероприятия по улучшению условий бесприжогового шлифования . . .
4
В ы в о д ы ............................................................................................................................с
© НИИМАШ, 1974
Редактор Г. П. Евланова
Технический редактор Н. Д. Пятакова
Корректор Ф. М. Еникеее
Т-13962
Сдано в набор 5/VII 1974 г.
Подписано в печать 25/IX 1974 1
Формат бумаги бОХЭО'/ы
Печ. лист. 4,0+1 вкл.
Уч.-изд. л. 4,1
Тираж 3300 экз.
Изд. № 286
Заказ № 2338
Цена 49 koi
НИИМАШ
Москва, Е-264, 9-я Парковая, 37
Типография НИИМАШ, ст. Щербинка
■з
Цена 49 коп.