СИСТЕМА ЧПУ
OSP-P300S/P300М
OSP-P300S-R/P300M-R
РУКОВОДСТВО ПО
ПРОГРАММИРОВАНИЮ
(1-е издание)
Рег. № 6087-Е
6087-Е
2
СОДЕРЖАНИЕ
Содержание:
Меры предосторожности .................................................7
1. Указания, касающиеся установки............................................................................................ 7
2. Перед включением питания...................................................................................................... 7
3. Меры предосторожности при работе ...................................................................................... 8
4. Меры предосторожности, касающиеся работы устройства автоматической смены
инструментов (АТС)...................................................................................................................... 8
5. По завершении работы.............................................................................................................. 9
6. Меры предосторожности, применяемые во время техобслуживания и в случае
возникновения проблемы ............................................................................................................. 9
7. Основные меры предосторожности....................................................................................... 10
8. Символы, используемые в руководстве ................................................................................ 11
Введение ................................................................. 12
Раздел 1. Конфигурации программы ................................. 14
1-1. Типы и расширения программы ......................................................................................... 15
1-2. Имя программы .................................................................................................................... 16
1-3. Имя последовательности ..................................................................................................... 17
1-4. Формат программы .............................................................................................................. 18
1-4-1. Конфигурация слов .....................................................................................................................18
1-4-2. Конфигурация кадра ...................................................................................................................18
1-4-3. Программа ...................................................................................................................................19
1-4-4. Программируемый диапазон адресных символов...................................................................19
1-5. Функции математических операций .................................................................................. 20
1-6. Дополнительный пропуск кадра......................................................................................... 22
1-7. Функция ветвления программы (опция) ............................................................................ 23
1-8. Функция комментария (управление OUT/IN) ................................................................... 23
1-9. Функция сообщения (опция)............................................................................................... 24
1-10. Способы управления и объем ЗУ для хранения программ ............................................ 24
Раздел 2. Системы координат и команды координат............... 27
2-1. Система координат............................................................................................................... 28
2-1-1. Системы координат и значения...............................................................................................28
2-1-2. Нуль станка и система координат станка ............................................................................28
2-1-3. Система координат заготовки................................................................................................29
2-1-4. Локальная система координат ................................................................................................29
2-2. Команды координат ............................................................................................................. 30
2-2-1. Оси с числовым программным управлением ...........................................................................30
2-2-2. Системы единиц.........................................................................................................................31
2-2-3. Команды предела хода (G22, G23) (опция)...............................................................................36
2-2-4. Команда исходной позиции (G30) ..............................................................................................38
2-2-5. Абсолютные и инкрементные команды (G90, G91)...............................................................39
2-2-6. Команда пересчета координаты (G97) ...................................................................................40
Раздел 3. Функции подачи............................................. 41
6087-Е
3
СОДЕРЖАНИЕ
3-1. Быстрая подача ..................................................................................................................... 42
3-2. Рабочая подача ..................................................................................................................... 42
3-2-1. Подача в минуту (G94)...............................................................................................................42
3-2-2. Подача на оборот (G95).............................................................................................................43
3-2-3. Функция F1-значной подачи (опция)..........................................................................................43
3-2-4. Команда F0 во время рабочей подачи ......................................................................................44
3-3. Функция проверки точной остановки (G09, G61, G64).................................................... 46
3-4. Автоматическое ускорение и замедление.......................................................................... 47
3-5. Проверка ошибки слежения ................................................................................................ 49
3-6. Позиционирование ............................................................................................................... 50
3-6-1. Позиционирование (G00)............................................................................................................50
3-6-2. Однонаправленное позиционирование (G60)...........................................................................51
3-6-3. Метод управления позиционированием ..................................................................................52
3-6-4. Выбор метода управления позиционированием.....................................................................53
3-6-5. Пример операции позиционирования .......................................................................................54
3-7. Линейная интерполяция (G01)............................................................................................ 58
3-8. Выбор плоскости (G17, G18, G19)...................................................................................... 59
3-9. Круговая интерполяция (G02, G03).................................................................................... 61
3-10. Винтовое резание (G02, G03) (опция).............................................................................. 65
Раздел 4. Подготовительные функции............................... 66
4-1. Команда выстоя (G04) ......................................................................................................... 67
4-2. Программируемое зеркальное изображение (G62) (опция)............................................. 68
4-3. Выбор системы координат заготовки (G15, G16) ............................................................. 70
4-4. Изменение системы координат заготовки (G92)............................................................... 71
4-5. Проверка системы единиц (G20, G21) (опция) ................................................................. 71
4-6. Функции преобразования системы координат.................................................................. 72
4-6-1. Параллельный сдвиг и вращение систем координат (G11, G10) ........................................72
4-6-2. Функция копирования (COPY, COPYE) .....................................................................................74
4-7. Функция увеличения/уменьшения геометрии заготовки (G51, G50) (опция)................ 76
Раздел 5. Функции S, T и М .......................................... 79
5-1. Функция S-кода .................................................................................................................... 80
5-2. Функция Т-кода .................................................................................................................... 80
5-3. Функция М-кода................................................................................................................... 81
5-3-1. Примеры М-кодов........................................................................................................................81
Раздел 6. Функции коррекции ......................................... 85
6-1. Функция коррекции на длину инструмента (G53-G59).................................................... 86
6-2. Коррекция на радиус режущего инструмента (G40, G41, G42)....................................... 87
6-2-1. Функция коррекции на радиус режущего инструмента ........................................................87
6-2-2. Перемещение инструмента при запуске ................................................................................89
6-2-3. Перемещение инструмента в режиме коррекции на радиус режущего инструмента ....92
6-2-4. Перемещение инструмента при отмене коррекции на радиус режущего инструмента 97
6-2-5. Изменение направления коррекции в режиме коррекции на радиус режущего
инструмента.......................................................................................................................................101
6-2-6. Коррекция на радиус режущего инструмента типа А ........................................................105
6087-Е
4
СОДЕРЖАНИЕ
6-2-7. Указания, касающиеся коррекции на радиус режущего инструмента ..............................112
6-3. Функция коррекции режима коррекции на радиус режущего инструмента................ 124
6-3-1. Автоматическая коррекция в углах ......................................................................................124
6-3-2. Ручная коррекция внутреннего резания дуги окружности .................................................126
6-4. Команда G39 коррекции на радиус режущего инструмента ......................................... 127
6-4-1. Параметр ..................................................................................................................................127
6-4-2. Круговая интерполяция угла ..................................................................................................128
6-4-3. Автоматическая вставка команды круговой интерполяции угла ....................................130
6-5. Трехмерная коррекция на инструмент (G43, G44) (опция) ........................................... 132
6-5-1. Запуск трехмерной коррекции на инструмент....................................................................132
6-5-2. Вектор трехмерной коррекции на инструмент ..................................................................133
6-5-3. Отмена трехмерной коррекции на инструмент .................................................................135
6-5-4. Отображение данных фактической позиции и скорость подачи ......................................135
6-5-5. Связь с другими G-функциями ................................................................................................136
6-5-6. Связь с другими функциями коррекции на инструмент......................................................136
Раздел 7. Постоянные циклы ........................................ 137
7-1. Таблица функций постоянных циклов............................................................................. 139
7-2. Операции постоянного цикла ........................................................................................... 141
7-2-1. Определение плоскости позиционирования и оси цикла.....................................................142
7-2-2. Контроль уровня возврата .....................................................................................................143
7-2-3. Режим постоянного цикла.......................................................................................................143
7-2-4. Условия работы цикла.............................................................................................................144
7-3. Общие правила программирования постоянных циклов ............................................... 145
7-3-1. Формат программирования (общий формат команд) .........................................................145
7-3-2. Пункты команд, необходимые для команд функции постоянного цикла ..........................147
7-3-3. Режим абсолютного программирования и режим инкрементного программирования ..148
7-3-4. Взаимное расположение уровня точки возврата, уровня точки R и уровня точки Z .....149
7-3-5. Сдвиг оси ...................................................................................................................................149
7-3-6. Функция возврата режима G01 оси Z.....................................................................................151
7-3-7. Соотношение между функциями постоянного цикла и другими функциями ...................152
7-3-8. Указания по программированию постоянного цикла...........................................................153
7-4. Спецификация уровня точки возврата (G71) .................................................................. 155
7-5. Цикл высокоскоростного глубокого сверления (G73) ................................................... 156
7-6. Цикл обратного нарезания резьбы метчиком.................................................................. 157
7-7. Чистовое растачивание (G76) ........................................................................................... 158
7-8. Отмена постоянного цикла (G80) ..................................................................................... 159
7-9. Цикл сверления (G81, G82) ............................................................................................... 160
7-10. Цикл глубокого сверления (G83).................................................................................... 161
7-11. Цикл нарезания резьбы метчиком (G84)........................................................................ 163
7-12. Цикл растачивания (G85, G89) ....................................................................................... 164
7-13. Цикл растачивания (G86) ................................................................................................ 165
7-14. Цикл обратного растачивания (G87) .............................................................................. 166
Раздел 8. Функция вычисления координат (функция шаблона) ... 167
8-1. Таблица функций ............................................................................................................... 168
6087-Е
5
СОДЕРЖАНИЕ
8-2. Общие правила вычисления координат ........................................................................... 169
8-2-1. Формат программирования для вычисления координат ....................................................169
8-2-2. Плоскость, на которой выполняется вычисление координат, и оси движения ..............171
8-2-3. Позиционирование в вычисленных точках шаблона............................................................171
8-2-4. Прочее ........................................................................................................................................171
8-3. Пропуск (OMIT) ................................................................................................................. 172
8-4. Перезапуск (RSTRT) .......................................................................................................... 173
8-5. Линия в углу (LAA) ........................................................................................................... 174
8-6. Сетка (GRDX, GRDY)........................................................................................................ 175
8-7. Двойная сетка (DGRDX, DGRDY) ................................................................................... 176
8-8. Квадрат (SQRX, SQRY) ..................................................................................................... 178
8-9. Окружность болтового отверстия (BHC)......................................................................... 180
8-10. Дуга (ARC)........................................................................................................................ 181
Раздел 9. Функции обработки участка ............................... 182
9-1. Перечень функций обработки участка............................................................................. 183
9-2. Операции обработки участка ............................................................................................ 183
9-2-1. Базовые операции.....................................................................................................................183
9-2-2. Движения инструмента ..........................................................................................................184
9-3. Плоскость обработки участка и ось цикла ...................................................................... 186
9-4. Общие правила ................................................................................................................... 187
9-4-1. Формат программирования (общий формат команд) .........................................................187
9-4-2. Используемые функции обработки участка и команды......................................................188
9-4-3. Ввод данных в инкрементном/абсолютном режиме............................................................189
9-4-4. Взаимосвязь между текущей точкой, уровнем точки R и уровнем чистовой поверхности
...............................................................................................................................................................189
9-4-5. Определение участка обработки (I, J) ..................................................................................190
9-4-6. Указания по обработке участка (I, J) ....................................................................................190
9-5. Функции торцового фрезерования (FMILR, FMILF)...................................................... 191
9-6. Фрезерование глубоких выемок (PMIL, PMILR)............................................................ 196
9-6-1. Функция фрезерования глубоких выемок по зигзагообразному шаблону (PMIL)..............196
9-6-2. Функция фрезерования глубоких выемок по спиральному шаблону (PMILR) ....................200
9-7. Функции кругового фрезерования (RMILO, RMILI)...................................................... 204
Раздел 10. Функции подпрограммы ................................. 211
10-1. Обзор ................................................................................................................................. 212
10-1-1. Вызов подпрограммы .............................................................................................................212
10-2. Простой вызов (CALL) .................................................................................................... 215
10-3. Вызов подпрограммы после движения оси ................................................................... 217
10-4. Функции макрокоманд G- и M-кодов ............................................................................ 222
10-5. Функция вызова программы с помощью переменных ................................................. 225
10-5-1. Обзор ........................................................................................................................................225
10-5-2. Функция вызова программы с помощью переменных ........................................................225
10-5-3. Функция регистрации программы........................................................................................227
Раздел 11. Задача пользователя ..................................... 228
11-1. Задача пользователя 1...................................................................................................... 229
6087-Е
6
СОДЕРЖАНИЕ
11-1-1. Функция ветвления ................................................................................................................229
11-1-2. Функция переменных ..............................................................................................................232
11-1-3. Математические функции....................................................................................................238
11-1-4. Системные переменные........................................................................................................239
11-2. Задача пользователя 2...................................................................................................... 280
11-2-1. Входные/выходные переменные ...........................................................................................280
11-2-2. Математические функции....................................................................................................286
Раздел 12. Программы-графики .................................... 289
12-1. Обзор ................................................................................................................................. 290
12-2. Кадр PSELECT ................................................................................................................. 291
12-3. Кадр ветвления ................................................................................................................. 294
12-4. Кадр установки переменных ........................................................................................... 295
12-5. Кадр конца программы-графика..................................................................................... 295
Раздел 13. Прочие функции ......................................... 296
13-1. Спецификация индексирования стола ........................................................................... 297
13-1-1. Команды индексирования на 5 градусов ..............................................................................297
13-1-2. Команды индексирования на 1 градус ..................................................................................298
13-1-3. Команды 0,001 градуса (опция) .............................................................................................300
13-2. Угловые команды ............................................................................................................. 302
13-3. Команда отмены величины ручного сдвига .................................................................. 303
13-4. Функция формата печати ................................................................................................ 305
Раздел 14. Управление файлами .................................... 307
14-1. Файлы ................................................................................................................................ 308
14-2. Различные файлы ............................................................................................................. 309
Раздел 15. Приложение .............................................. 311
15-1. Таблица G-кодов (включая дополнительные функции)............................................... 312
15-2. Таблица мнемокодов (включая дополнительные функции) ........................................ 316
15-3. Таблица M-кодов.............................................................................................................. 318
15-4. Таблица зарезервированных слов локальных переменных ......................................... 332
15-5. Таблица системных переменных .................................................................................... 333
6087-Е
7
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Меры предосторожности
Станок оснащен защитными устройствами, которые служат для защиты персонала и
станка от опасностей, возникающих в результате непредвиденных обстоятельств.
Однако операторы не должны полагаться только на данные защитные устройства,
они также должны внимательно ознакомиться с нижеприведенными указаниями для
обеспечения безаварийной работы.
Данное руководство по эксплуатации и предупредительные таблички,
прикрепленные к станку, описывают только опасные ситуации, которые Okuma
может предугадать. Учтите, что они не описывают все возможные опасные ситуации.
1. УКАЗАНИЯ, КАСАЮЩИЕСЯ УСТАНОВКИ
(1) Инструкции, касающиеся первичного источника питания:
● Не используйте в качестве первичного источника питания распределительный
щит, который также питает основной источник шума (например,
электрическую сварочную машину или электрический нагнетательный станок),
т.к. это может привести к повреждению устройства ЧПУ.
● По возможности подсоедините станок к заземлению, не используемому
другим оборудованием. Если такой возможности нет и приходится
использовать общее заземление, то другое оборудование не должно
вырабатывать большое количество шума (как, например, электрическая
сварочная машина или электрический нагнетательный станок).
(2) Условия установки
При установке шкафа электроуправления необходимо соблюдать следующие
условия:
● Убедитесь, что устройство ЧПУ не подвержено воздействию прямых
солнечных лучей.
● Убедитесь, чтобы на шкаф электроуправления не попадала стружка, вода или
масло.
● Убедитесь в том, чтобы шкаф электроуправления и панель управления не
подвергались воздействию чрезмерной вибрации или ударов.
● Диапазон внешних температур для шкафа электроуправления должен
варьироваться в пределах от 5 до 40°С (41-104°F).
● Диапазон допустимой влажности для шкафа электроуправления должен
находиться в пределах 50% или меньше при 40°С (104°F) (без конденсации).
● Максимальный уровень высоты для использования шкафа электроуправления
не должен превышать 1000 м (3281 фут).
2. ПЕРЕД ВКЛЮЧЕНИЕМ ПИТАНИЯ
(1)
(2)
Закройте все дверцы шкафа электроуправления и панели управления для
предотвращения попадания на них воды, стружки и пыли.
Перед запуском станка убедитесь в отсутствии людей вблизи движущихся
частей станка, а также в том, что в помещении вокруг станка нет ничего, что
может помешать его работе.
6087-Е
8
МЕРЫ ПРЕДОСТОРОЖНОСТИ
(3)
Перед включением кнопки CONTROL ON на панели управления сначала
необходимо включить основной размыкающий переключатель питания.
3. МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ РАБОТЕ
(1) После включения питания выполните проверку и настройку в соответствии с
процедурой ежедневной проверки, описанной в данном руководстве.
(2) Используйте инструменты, тип и размеры которых соответствуют выполняемой
работе и спецификациям станка. Запрещено использовать сильно изношенные
инструменты, т.к. это может привести к несчастным случаям.
(3) Никогда не дотрагивайтесь до шпинделя или инструмента во время
индексирования шпинделя, так как он может вращаться: это опасно.
(4) Проверьте, прочно ли зафиксирована заготовка и инструмент.
(5) Никогда не касайтесь заготовки или инструмента во время их вращения: это
очень опасно.
(6) Не следует удалять стружку вручную во время выполнения обработки, так как
это опасно. Всегда сначала останавливайте станок, а затем удаляйте стружку с
помощью щетки.
(7) Не работайте на станке, если отсутствуют защитные устройства. Не управляйте
станком при отсутствии защитных крышек, если в этом нет необходимости.
(8) Всегда останавливайте станок, прежде чем выполнять установку или снятие
инструмента.
(9) Не приближайтесь к движущимся частям станка и не касайтесь их во время
работы станка.
(10) Не прикасайтесь к выключателям или кнопкам влажными руками. Это очень
опасно.
(11) Прежде чем приступать к использованию переключателя или кнопки на панели
управления, убедитесь в их корректном назначении.
4. МЕРЫ ПРЕДОСТОРОЖНОСТИ, КАСАЮЩИЕСЯ РАБОТЫ УСТРОЙСТВА
АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ (АТС)
(1)
(2)
(3)
(4)
Резцедержатели магазина, шпинделя и т.п. разработаны для обеспечения
надежности, однако инструмент может быть разжат, что приведет к его
выпадению в случае непредвиденных обстоятельств. Это опасно, поэтому не
следует приближаться к механизму АТС во время его работы.
Всегда выполняйте проверку и замену инструментов в магазине в режиме
ручного прерывания работы магазина.
Регулярно удаляйте стружку с магазина, т.к. она может привести к
неисправности. Не используйте сжатый воздух для удаления стружки, т.к. он
может протолкнуть стружку внутрь магазина.
Если во время работы АТС по какой-либо причине будет остановлено и нужно
будет выполнить его проверку без отключения питания, не прикасайтесь к АТС,
т.к. оно может внезапно начать двигаться.
6087-Е
9
МЕРЫ ПРЕДОСТОРОЖНОСТИ
5. ПО ЗАВЕРШЕНИИ РАБОТЫ
(1) После завершения работы почистите станок.
(2) Верните ATC, APC (устройство автоматической смены палет) и прочее
оборудование в заданную позицию отвода.
(3) Необходимо всегда отключать питание, прежде чем покинуть станок.
(4) Для того, чтобы отключить питание, необходимо сначала отключить CONTROL
ON на панели управления, а затем отключить основной размыкающий
переключатель питания.
6. МЕРЫ ПРЕДОСТОРОЖНОСТИ, ПРИМЕНЯЕМЫЕ ВО ВРЕМЯ
ТЕХОБСЛУЖИВАНИЯ И В СЛУЧАЕ ВОЗНИКНОВЕНИЯ ПРОБЛЕМЫ
Для того чтобы предотвратить непредвиденные несчастные случаи, повреждения
станка и т.д., необходимо соблюдать следующие указания во время
техобслуживания или во время проверки, проводимой после возникновения
проблемы.
(1) При возникновении проблемы остановите станок, нажав аварийный
выключатель на панели управления.
(2) Проконсультируйтесь с ответственным за техобслуживание лицом для того,
чтобы определить, какие меры необходимо предпринять.
(3) Если станком управляют два и более человек, необходимо выработать систему
оповещения, при помощи которой они могли бы общаться, для того чтобы
подтверждать безопасность действий перед началом нового процесса.
(4) Для замены используйте только указанные изготовителем запасные части и
предохранители.
(5) Всегда отключайте питание, прежде чем осуществлять проверку или замену
запасных частей.
(6) Если детали были сняты во время проведения проверки или ремонта, всегда
устанавливайте их в исходное положение и прочно закрепляйте при помощи
подходящих винтов и т.д.
(7) Если при проведении проверки используются измерительные приборы,
например, при измерении напряжения, необходимо проверить их калибровку.
внутри шкафа
(8) Не
храните
взрывчатые
вещества
или
металлы
электроуправления или распределительной коробки.
(9) Проверяйте целостность кабелей и проводов: поврежденные кабели и провода
могут стать причиной утечки тока, а также электрических ударов.
(10) Техобслуживание внутри шкафа электроуправления
a. Прежде чем открыть дверцу шкафа электроуправления, отключите основной
размыкающий переключатель питания.
b. Даже если основной размыкающий переключатель питания отключен, в
приводе MCS (серводвигателе/шпинделе) может находиться остаточный
заряд, поэтому только обслуживающий персонал может работать с данным
блоком. Даже в этом случае обслуживающему персоналу необходимо
соблюдать следующие указания:
• Привод MCS (серводвигатель/шпиндель)
6087-Е
10
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Остаточное напряжение разряжается через две минуты после
отключения главного выключателя.
c. Шкаф электроуправления включает в себя устройство ЧПУ, а в устройство
ЧПУ встроена печатная плата, в память которой заносятся программы
обработки, параметры и т.п. Для того чтобы гарантировать, что содержимое
данной памяти сохранится даже при отключении питания, питание
обеспечивается батареей. В случае некорректного использования печатных
плат содержимое памяти может быть уничтожено, поэтому с данными
платами должен работать только обслуживающий персонал.
(11) Периодическая проверка шкафа электроуправления
a. Чистка охлаждающего блока
Охлаждающий блок, расположенный на дверце шкафа электроуправления,
служит для предотвращения чрезмерного увеличения температуры внутри
шкафа электроуправления и для повышения надежности блока ЧПУ.
Проверяйте следующие пункты каждые три месяца:
• Работает ли двигатель вентилятора внутри охлаждающего блока?
Двигатель исправен в случае, если наблюдается высокая тяга со стороны
блока.
• Заблокировано ли внешнее воздушное отверстие?
В случае если отверстие заблокировано, необходимо почистить его
сжатым воздухом.
7. ОСНОВНЫЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ
(1)
(2)
(3)
(4)
(5)
(6)
(7)
Станок и рабочая зона вокруг станка должны быть чистыми.
Носите соответствующую одежду и следуйте указаниям лица, прошедшего
специальную подготовку.
Следите за тем, чтобы ваша одежда и волосы не запутались в станке.
Операторы станка должны надевать защитную обувь и очки.
Операторы станка должны внимательно ознакомиться с данным руководством
и убедиться в правильности выполнения действий на станке, прежде чем
приступать к работе.
Запомните расположение клавиши аварийной остановки, для того чтобы можно
было немедленно нажать эту клавишу в любое время и из любого положения.
Не прикасайтесь к внутренней части панели управления, преобразователя,
двигателя и т.п., т.к. они могут содержать выходы высокого напряжения и
другие компоненты, которые являются очень опасными.
Если станком управляют два или более человек, необходимо разработать
систему оповещения, при помощи которой они могли бы общаться, для того
чтобы обеспечивать безопасность действий перед началом каждого нового
процесса.
6087-Е
11
МЕРЫ ПРЕДОСТОРОЖНОСТИ
8. СИМВОЛЫ, ИСПОЛЬЗУЕМЫЕ В РУКОВОДСТВЕ
Нижеприведенные предостерегающие указания используются в этом руководстве
для привлечения внимания к информации особой важности. Внимательно прочтите
инструкции, отмеченные данными символами, и следуйте им.
ОПАСНО!
Обозначает неминуемую опасную ситуацию, которая, если ее не избежать,
приведет к смерти или серьезным травмам.
ПРЕДУПРЕЖДЕНИЕ!
Обозначает потенциально опасную ситуацию, которая, если ее не избежать,
может привести к смерти или серьезным травмам.
ВНИМАНИЕ!
Обозначает потенциально опасную ситуацию, которая, если ее не избежать,
может привести к незначительным травмам или травмам средней тяжести.
ВНИМАНИЕ
Обозначает потенциально опасную ситуацию, которая, если ее не избежать,
может привести к повреждению имущества.
ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Обозначает общие инструкции для безопасной работы.
6087-Е
12
ВВЕДЕНИЕ
Введение
Благодарим за приобретение нашей системы ЧПУ. Данная система ЧПУ является
расширяемой и обладает различными свойствами. Основные свойства системы ЧПУ
приведены ниже.
(1) Компактность и высокая надежность
Система ЧПУ является компактной и высоко надежной благодаря
усовершенствованной технологии аппаратного обеспечения, включая расчетные
столы, оснащенные высокоскоростными микропроцессорами, каналом связи
ввода/вывода и вспомогательным каналом связи. “Варьируемое программное
обеспечение” как техническая философия OSP поддерживается флэш-памятью.
В случае необходимости в систему ЧПУ могут быть добавлены функции после
поставки станка.
(2) Панели управления ЧПУ
Для удобства пользователя предлагаются нижеприведенные типы панелей
управления ЧПУ.
y Тонкие цветные панели управления (горизонтальные)
y Тонкие цветные панели управления (вертикальные)
Для некоторых моделей может не использоваться один или более
вышеприведенных типов панелей.
(3) Функции управления обработкой
Данные функции способствуют эффективному управлению системой ЧПУ и
повышают прибыльность мелкосерийного производства множества деталей и
производства варьируемого количества деталей. Основные функции
управления приведены ниже.
a) Сокращение времени установки
С увеличением мелкосерийного производства часто необходим ввод данных
на обработку. Упрощенная процедура управления файлами облегчает эту
трудную операцию. Документы, необходимые для установки, например,
инструкции по эксплуатации, отображаются в системе ЧПУ для устранения
необходимости контролирования чертежей и для дальнейшего сокращения
времени установки.
b) Монитор состояния производства
Состояние выполнения и управления можно проконтролировать в режиме
реального времени на экране системы ЧПУ.
c) Сокращение продолжительности нахождения и устранения неисправности
Осуществляется быстрый доступ к точной информации с целью устранения
неисправностей.
(4) Функции помощи
При возникновении неполадки нажмите клавишу помощи, чтобы просмотреть
содержимое неполадки.
Это поможет предпринять быстрые действия для устранения неполадки.
6087-Е
13
ВВЕДЕНИЕ
Для достижения максимальной производительности ЧПУ следует внимательно
прочесть данное руководство, прежде чем приступать к использованию системы.
Храните руководство в доступном месте, чтобы можно было быстро
воспользоваться им в случае необходимости.
Экраны
Для различных моделей используются разные экраны.
Поэтому экраны, используемые в вашей системе ЧПУ,
могут отличаться от экранов, указанных в настоящем
руководстве.
Раздел 1. Конфигурации
программы
6087-Е
15
Раздел 1. Конфигурации программы
1-1. ТИПЫ И РАСШИРЕНИЯ ПРОГРАММЫ
Для OSP-E100M/E10M используется четыре типа программ: программы-графики,
основные программы, подпрограммы и библиотечные программы. Ниже приведено
краткое объяснение четырех типов программ.
Программа-график
При обработке более одного типа заготовки с использованием устройства смены
палет или другого загрузочного и разгрузочного оборудования используется
множество основных программ. Программа-график используется для указания
порядка выполнения основных программ, а также количества раз выполнения
отдельной основной программы. При использовании программы-графика можно
легко выполнить операцию в автоматическом режиме.
Нет необходимости в указании имени программы. В конце программы-графика
должен указываться код END. Подробная информация приведена в РАЗДЕЛЕ 12,
“ПРОГРАММЫ-ГРАФИКИ”.
Основная программа
Основная программа содержит серию команд для обработки одного типа заготовки.
Для упрощения программирования подпрограммы можно вызывать из основной
программы.
В начале основной программы стоит имя программы, которое начинается с
адресного символа “O”; программа заканчивается символами М02 или М30.
Подпрограмма
Подпрограмма может быть вызвана из основной программы или другой
подпрограммы. Существует два типа подпрограмм: подпрограммы, написанные и
поставляемые компанией Okuma (подпрограмма производителя), и подпрограммы,
написанные покупателем (подпрограмма пользователя).
Имя программы, которое должно начинаться с символа “O”, должно стоять в начале
подпрограммы. Команда RTS должна указываться в конце подпрограммы.
Подробная информация приведена в РАЗДЕЛЕ 10, “ФУНКЦИИ ПОДПРОГРАММ”.
Библиотечная программа
Часто используемые подпрограммы и макрокоманды G-кода могут сохраняться как
библиотечные программы. Т.к. библиотечные программы автоматически
сохраняются в операционной буферной области, когда питание включено, они
доступны в любое время.
При сохранении библиотечной программы в операционной буферной области
сохраняются имя файла и расширение. Формат имени файла указан ниже.
y Формат файла программы
Имя главного файла: начинается с алфавитных знаков (максимум 16 знаков)
Имя главного файла
Расширение
6087-Е
16
Раздел 1. Конфигурации программы
y Расширения
SDF: файл программы-графика
MIN: файл основной программы
MSB: файл подпрограммы производителя
SSB: файл системной подпрограммы
SUB: файл подпрограммы пользователя
LIB: файл библиотечной программы
1-2. ИМЯ ПРОГРАММЫ
Всем программам присваивается имя или номер. Нужная программа может быть
вызвана и выполнена путем простого указания имени или номера программы.
Имя программы, состоящее только из алфавитных знаков, называется программной
меткой, а имя программы, состоящее только из цифр, называется номером
программы. В настоящем руководстве программная метка и номер программы
называются именем программы.
Указание имени программы
y Введите буквы (от А до Z) или цифры (от 0 до 9) после адресного символа "O". Не
ставьте пробел между "O" и буквами и цифрами. Также не допускается
использование пробела между буквами и цифрами.
y Может использоваться до четырех символов.
y Алфавитный знак может использоваться только в имени программы, если оно
начинается с алфавитного знака. Несмотря на то, что программа, начинающаяся
с алфавитного знака, может содержать цифру, программа, начинающаяся с
цифры, не может содержать алфавитный знак.
y Несмотря на то, что все символы могут быть числовыми, нельзя использовать
имена программ типа "ОО***" (***: алфавитно-цифровые символы), т.к. данный
вид имени программы используется для работы системы, автоматических
функций и т.п.
y Кадр, содержащий имя программы, не должен включать другие команды.
y Имя программы не может использоваться для программы-графика.
y Имя программы, присвоенное основной программе/подпрограмме, должно
начинаться с адресного символа "О".
y Т.к. имена программ состоят из символов, нижеприведенные имена
рассматриваются как разные имена программы.
y О0123 и О123
y О00 и О0
y Все имена программ должны быть уникальными.
Если имя программы "О1" используется для более чем одной программы,
операция по запросу программы "О1" может вызвать программу, отличную от
нужной.
6087-Е
17
Раздел 1. Конфигурации программы
1-3. ИМЯ ПОСЛЕДОВАТЕЛЬНОСТИ
Всем кадрам в программе присваивается имя последовательности, начинающееся с
адресного
символа
"N",
за
которым
следует
алфавитно-цифровая
последовательность.
Функции поиска последовательности, остановки последовательности и ветвления
могут использоваться для кадров, которым присвоено имя последовательности.
Имя последовательности, состоящее только из алфавитных знаков, называется
меткой последовательности, а имя последовательности, состоящее только из цифр,
называется номером последовательности. В настоящем руководстве метка и номер
последовательности называются именем последовательности.
Указание имени последовательности
y Введите буквы (от А до Z) или цифры (от 0 до 9) после адресного символа "N".
y В адресе может быть указано до пяти символов.
y В имени последовательности могут использоваться как буквы, так и цифры. Тем
не менее, если в имени последовательности используется буква, имя
последовательности должно начинаться с буквы.
y Несмотря на то, что имя последовательности должно быть указано в начале
кадра,
перед
именем
последовательности
может
быть
установлен
дополнительный код пропуска кадра.
y Номера последовательности могут быть указаны в любом порядке.
y Т.к. имена последовательностей состоят из символов, нижеприведенные имена
рассматриваются как разные имена последовательности.
y N0123 и N123
y N00 и N0
y При использовании метки последовательности установите пробел или символ
табуляции после метки последовательности.
6087-Е
18
Раздел 1. Конфигурации программы
1-4. ФОРМАТ ПРОГРАММЫ
1-4-1. КОНФИГУРАЦИЯ СЛОВ
Слово определяется как адресный символ, за которым следует группа числовых
значений, выражение или имя переменной. Если слово состоит из выражения или
переменной, за адресным символом следует знак равенства "=".
Примеры:
Адрес Числовое значение
Адрес
Слово
Выражение
Адрес
Переменная
Слово
Слово
y Адресный символ представляет собой одну из букв от А до Z и определяет
значение символа, следующего за буквой. Кроме того, также может
использоваться расширенный адресный символ, состоящий из двух букв.
y Дополнительная информация, касающаяся переменных, приведена в РАЗДЕЛЕ
11, "11-1-2. Функция переменной".
y В качестве числовых значений могут использоваться шестнадцатеричные
значения.
Пример: Х#1000Н (то же, что и Х4096)
1-4-2. КОНФИГУРАЦИЯ КАДРА
Вспомогательная функция
Номер инструмента
Скорость шпинделя
Скорость подачи
Координатные значения
Функция подготовки
Номер последовательности
Группа, состоящая из нескольких слов, называется кадром. Кадр выражает команду.
Кадры разграничиваются кода конца кадра.
y Код конца зависит от выбранной кодовой системы, ИСО (ISO) или EIA:
ИСО: LF
EIA: CR
y Кадр включает несколько слов.
y Кадр может содержать 158 символов.
Например, кадр состоит из нижеприведенных команд.
6087-Е
19
Раздел 1. Конфигурации программы
1-4-3. ПРОГРАММА
Программа состоит из нескольких кадров.
1-4-4. ПРОГРАММИРУЕМЫЙ ДИАПАЗОН АДРЕСНЫХ СИМВОЛОВ
Программируемые диапазоны числовых значений отдельных адресных символов
приведены в таблице ниже.
Адрес
Функция
O
Имя программы
N
Имя последовательности
G
Подготовительная функция
X, Y, Z, U, V, W
Координатные значения
(линейная ось)
Координатные значения
центра дуги
Радиус дуги
Координатные значения
поворотной оси
I, J, K
Программируемый диапазон
Метрическая
Дюймовая система мер
система мер
0000-9999
Так же, как и в
метрической системе мер
00000-99999
Так же, как и в
метрической системе мер
0-599
Так же, как и в
метрической системе мер
±99999,999 мм
±9999,9999 дюйма
±99999,999 мм
±9999,9999 дюйма
±99999,999 мм
±360,0000 градусов
±9999,9999 дюйма
Так же, как и в
метрической системе мер
Подача в минуту
Подача на оборот
Период времени простоя
0,1-24000,0 мм/мин
0,001-500,000 мм/об
0,001-99999,999 сек
S
Скорость шпинделя
0-65535
T
Номер инструмента
1-99999999
M
Вспомогательная функция
0-1023
H
Номер коррекции на длину
инструмента
D
Номер компенсации радиуса
режущего инструмента
P
Период времени простоя (во
время постоянного цикла)
Второй период времени
простоя (во время
постоянного цикла)
Глубина резания (во время
постоянного цикла)
Время повторений
(программа-график)
Уровень запуска резания (во
время постоянного цикла)
От А до С
от 1 до максимального
номера данных на
инструмент
От А до С
от 1 до максимального
номера данных на
инструмент
0,001-99999,999 сек
0,01-2400,00 дюйма/мин
0,0001-50,0000 дюйма/об
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
R
A, B, C
F
Q
R
0,001-99999,999 сек
Доступны буквы
Доступны буквы
Доступна
мнемоника
Многооборотная
спецификация
±9999,9999
градуса
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
Так же, как и в
метрической системе мер
0-99999,999 мм
±9999,9999 дюйма
1-9999
Так же, как и в
метрической системе мер
±9999,9999 дюйма
±99999,999 мм
Примечания
*: Неполадка возникает только в случае неоднократного указания любого из
нижеприведенных адресов в кадре: X, Y, Z, U, V, W, A, B, C, F.
6087-Е
20
Раздел 1. Конфигурации программы
1-5. ФУНКЦИИ МАТЕМАТИЧЕСКИХ ОПЕРАЦИЙ
Функции математических операций используются для выражения логических,
арифметических операций и тригонометрических функций. Таблица операционных
символов приведена ниже. Функции операций могут использоваться вместе с
переменными для управления периферийными устройствами или для передачи
результатов операции.
Категория
Логическая операция
Арифметическая
операция
Тригонометрические
функции и т.п.
Скобки
Операция
Исключающее ИЛИ
Логическое ИЛИ
Логическое И
Отрицание
Сложение
Вычитание
Умножение
Деление
Синус
Косинус
Тангенс
Арктангенс (1)
Оператор
EOR
OR
AND
NOT
+
*
/ (косая черта)
SIN
COS
TAN
ATAN
Арктангенс (2)
Квадратный корень
Абсолютная величина
Преобразование из
десятичного числа в
шестнадцатеричное
Преобразование из
шестнадцатеричного
числа в десятичное
Реализация целого
числа (округление)
Реализация целого
числа (усечение)
Реализация целого
числа (увеличение)
Реализация целого
числа единиц
(округление)
Реализация целого
числа единиц
(усечение)
Реализация целого
числа единиц
(увеличение)
Остаток
Открывающая скобка
Закрывающая скобка
ATAN2
SQRT
ABS
BIN
Примечания
0110=1010 EOR 1100 (см. *3).
1110=1010 OR 1100 (см. *3).
1000=1010 AND 1100 (см. *3).
1010=NOT 0101
8=5+3
2=5-3
15=5*3
3=15/5
0,5=SIN [30] (см. *4)
0,5=COS [60] (см. *4)
1=TAN [45] (см. *4)
45=ATAN [1] (диапазон значений: от -90° до
90°)
30=ATAN 2 [1, (квадратный корень 3)] (см. *1)
4=SQRT [16]
3=ABS [-3]
25=BIN [$25]
($ - это шестнадцатеричное число)
BCD
$25=BCD [25]
ROUND
128=ROUND [1,2763 x 102]
FIX
127=FIX [1,2763 x 102]
FUP
128=FUP [1,2763 x 102]
DROUND
13,265=DROUND [13,26462] (см. *2)
DFIX
13,264=DFIX [13,26462] (см. *2)
DFUP
13,265=DFUP [13,26462] (см. *2)
MOD
[
]
2=MOD [17,5]
Определяет порядок вычислений (сначала
вычисляется выражение, стоящее во
внутренних скобках)
*1. Значение ATAN2 [b, a] – это аргумент (диапазон: от -180° до 180°) точки,
выраженной координатными значениями (a, b).
*2. В данном примере единицами установки являются мм.
*3. До и после символов логических операций следует устанавливать пробелы
(EOR, OR, AND, NOT).
6087-Е
21
Раздел 1. Конфигурации программы
*4. Числа, следующие за символами операций функций (SIN, COS, TAN и т.п.),
должны заключаться в скобки "[ ]". ("a", "b" и "c" используются для указания
содержимого соответствующих разрядов).
Логические операции
● Исключающее ИЛИ (EOR) c = a EOR b
Если два соответствующих значения согласуются, EOR выводит 0.
Если два значения не согласуются, EOR выводит 1.
● Логическое ИЛИ (OR) c = a OR b
Если два соответствующих значения равны 0, OR выводит 0.
Если два значения не равны 0, OR выводит 1.
● Логическое И (AND) c = a AND b
Если два соответствующих значения равны 1, AND выводит 1.
Если два значения не равны 1, AND выводит 0.
● Отрицание (NOT) b = NOT a
NOT преобразует значение (0 в 1 и 1 в 0).
6087-Е
22
Раздел 1. Конфигурации программы
● Арктангенс (1) (ATAN)
θ = ATAN [b/a]
Арктангенс (2) (ATAN2)
θ = ATAN2 [b/a]
● Внедрение целого числа (ROUND, FIX, FUP)
Преобразует указанное значение в целое число (единицы измерения: микроны)
путем округления, усечения или увеличения первого числа справа от десятичной
точки.
1-6. ДОПОЛНИТЕЛЬНЫЙ ПРОПУСК КАДРА
[Функция]
Кадры, перед которыми установлено "/n", игнорируются в режиме автоматического
управления, если переключатель BLOCK SKIP (пропуск кадра), расположенный на
панели управления станка, установлен в позицию ON. Если данный переключатель
установлен в позицию OFF, эти кадры выполняются в обычном режиме. Функция
дополнительного пропуска кадра позволяет оператору определять, должен ли
определенный кадр быть выполнен или проигнорирован в режиме автоматического
управления.
При вызове функции пропуска кадра будет проигнорирован весь кадр.
[Подробности]
● В стандартной спецификации может быть указан один дополнительный пропуск
кадра. В качестве опции может быть указано до 9 пропусков. Указание
выполняется следующим образом: "/1", "/2", "/3". Учтите, что "/" имеет то же
значение, что и "/1", при выборе данной опции.
● Косая черта "/" должна устанавливаться в начале кадра. При ее установке в
середине кадра возникает неполадка. Перед косой чертой может стоять имя
последовательности.
● Косая черта "/" не должна указываться в кадре имени программы.
● Кадры, содержащие косую черту "/", также используются при выполнении
функции поиска последовательности, независимо от позиции переключателя
BLOCK SKIP.
● Остановка последовательности не выполняется в кадре, содержащем косую
черту "/" в покадровом режиме работы, если переключатель BLOCK SKIP
установлен в позицию ON. Выполняется следующий кадр, после чего операция
прекращается.
● Данная функция также доступна в программе-графике.
6087-Е
23
Раздел 1. Конфигурации программы
1-7. ФУНКЦИЯ ВЕТВЛЕНИЯ ПРОГРАММЫ (ОПЦИЯ)
[Функция]
Функция ветвления программы выполняет или игнорирует команду ветвления
программы, указанную в программе обработки деталей, в соответствии с установкой
ON/OFF переключателя PROGRAM BRANCH на панели управления станка. Данная
функция относится максимум к двум переключателям ветвления программы,
PROGRAM BRANCH 1 и PROGRAM BRANCH 2 (количество переключателей может
быть увеличено максимум до 9 при использовании дополнительной опции). Если
переключатель установлен в позицию ON, выполняется ветвление программы после
считывания нижеприведенной команды:
● IF VPBR1 N*** Ветвление программы до кадра N***, если переключатель
PROGRAM BRANCH 1 установлен в позицию ON.
● IF VPBR2 N*** Ветвление программы до кадра N***, если переключатель
PROGRAM BRANCH 2 установлен в позицию ON.
Пример:
Ветвление до N100, если переключатель PROGRAM BRANCH 1 установлен в позицию ON.
Ветвление до N200, если переключатель PROGRAM BRANCH 2 установлен в позицию ON.
[Подробности]
● В методе управления В (режим выполнения программы большого объема)
используйте имя метки последовательности, чтобы указать адрес ветвления.
● Функция ветвления программы имеет те же ограничения, что и функция
ветвления Задачи пользователя 1.
● Команда ветвления программы (IF VPBR1 N*** или IF VPBR2 N***) должна
указываться в кадре без других команд.
1-8. ФУНКЦИЯ КОММЕНТАРИЯ (УПРАВЛЕНИЕ OUT/IN)
Программа может быть упрощена путем использования комментариев, указанных в
скобках.
● Комментарий должен быть указан в скобках, чтобы отличать его от общей
информации, касающейся управления. Вся информация, указанная в скобках,
рассматривается станком как комментарий.
● Размер комментариев совпадает с размером обычных символов.
Пример:
Комментарий
6087-Е
24
Раздел 1. Конфигурации программы
1-9. ФУНКЦИЯ СООБЩЕНИЯ (ОПЦИЯ)
[Функция]
Для условного ветвления может понадобиться отображение сообщения, в
зависимости от обработки в адресе ветвления. В таких случаях используется
функция сообщения, которое отображается в виде увеличенных символов.
[Формат]
MSG (сообщение)
[Подробности]
● Размер сообщения, отображенного на экране, вдвое больше размера обычных
символов.
● Если после сообщение не указан код MSG, будет отображен комментарий,
указанный последним перед текущим кадром.
● В сообщении может быть указано до 128 символов.
● Функция сообщения возможна только в режиме управления станком.
● Нижеприведенный код может использоваться в программе для возврата экрана в
состояние, предшествующее отображению сообщения: NMSG.
1-10. СПОСОБЫ УПРАВЛЕНИЯ И ОБЪЕМ ЗУ ДЛЯ ХРАНЕНИЯ
ПРОГРАММ
(1) Операционная емкость
ЧПУ оснащено ЗУ для хранения программ обработки. После выполнения
программы она передается из памяти в операционный буфер (ОЗУ).
Если размер программы больше объема операционного буфера (например,
если размер программы больше 2 МБ, несмотря на то, что объем операционного
буфера равен 2 МБ), программа не может быть передана из памяти в
операционный буфер в виде пакета (одновременно). В таком случае
необходимо изменить способ управления.
В зависимости от размера программы, по сравнению с объемом операционного
буфера, есть три способа управления (способ управления А, способ управления
В и способ управления S). Ограничения применяются при программировании в
соответствии с используемым способом управления (см. таблицу в п. (2)
Способы управления).
Программа обработки
ЗУ
Операционный буфер
(ОЗУ)
Выбор программы
Управление
6087-Е
25
Раздел 1. Конфигурации программы
(2) Способы управления
Выберите способ управления во всплывающем окне MAIN PROGRAM SELECT
(MEMORY MODE) (выбор основной программы (режим памяти)), которое
появляется при вызове программы. Способ управления можно также выбрать
путем установки в дополнительном параметре ЧПУ (слово) №11.
●
●
●
Когда выбран A-mtd
Активируется способ управления программой А.
Программа обработки, которая должна быть выполнена, передается в
операционный буфер в виде пакета.
Данный способ используется, когда размер программы меньше объема
операционного буфера.
Когда выбран В-mtd
Активируется способ управления программой В.
Основная программа, которая должна быть выполнена, запрашивается в
операционном буфере в виде нескольких сегментов.
Данный способ используется, когда основная программа больше объема
операционного буфера.
Т.к. программы-графики, подпрограммы и библиотечные программы обычно
запрашиваются операционным буфером в виде пакета, данные программы
должны создаваться с ограничением их объема.
Когда выбран S-mtd
Активируется способ управления программой S.
Данный способ используется для выполнения основной программы
большого размера, которая не использует функции ветвления или вызова
подпрограммы.
6087-Е
26
Раздел 1. Конфигурации программы
●
При выборе способа управления также выберите размер программы, а
также определите, имеет ли программа ветвление подпрограммы (только в
случае управления А и В). В нижеприведенной таблице показано
соотношение между способом управления и размером программы.
Пункт
Метод запуска программы
Основная программа
Подпрограмма
Предел размера
Библиотечная
программы
программа
Программа-график
Программа
обычного размера
Метод А
Большая программа
Метод В
Общий размер
программы равен 2
МБ.
Общий размер
программы равен
около 1,8 МБ.
Функция подпрограммы
Используется
Используется
Функция ветвления
Используется
Используется
Основная программа
Подпрограмма
Библиотечная
программа
Программа-график
Предел метки последовательности основной
программы
Адрес перехода,
указанного в команде
ветвления
Время выбора программы
Метод S
2 ГБ
Метка
последовательности
или номер
последовательности
Метка
последовательности
или номер
последовательности
Общий размер
программы равен
около 1,8 МБ.
Не используется
(неполадка)
Не используется
(неполадка)
-
Не ограничено
Не ограничено
Не ограничено
*1
*1
Немедленно
завершается
*1 Время зависит от размера выбранной программы.
(3) Ограничения программирования для способа управления
Подробная информация, касающаяся ограничений, которые должны
учитываться при написании программы, приведена в РАЗДЕЛЕ 12, "12-2. КАДР
PSELECT".
(4) Прочее
● Максимальный объем для выполнения основной программы равен около 2
ГБ при выборе способа управления В.
● Объем библиотечной программы эквивалентен размеру буфера заданной
библиотечной программы.
Это значит, что размер буфера библиотечной программы всегда включается
в операционную емкость, даже если библиотечная программа не
зарегистрирована.
● Количество подпрограмм и библиотечных программ, хранящихся в памяти,
не зависит от размера операционного буфера. Данное количество всегда
равно 126 и 65, соответственно.
Раздел 2. Системы
координат и команды
координат
6087-Е
28
Раздел 2. Системы координат и команды координат
2-1. СИСТЕМА КООРДИНАТ
2-1-1. СИСТЕМЫ КООРДИНАТ И ЗНАЧЕНИЯ
Чтобы переместить режущий инструмент в заданную позицию, следует установить
систему координат, чтобы обозначить заданную позицию с помощью координатных
значений в системе координат.
OSP-P200M использует три типа систем координат (систему координат станка,
систему координат заготовки и локальную систему координат). Данные системы
координат кратно разъяснены ниже.
● Система координат станка
Данная система координат устанавливается производителем станка. Несмотря
на то, что установка может быть изменена пользователем, необходимо также
изменить установочные значения, зависимые от станка, такие как данные
компенсации погрешности шага и предельные значения перемещения.
● Система координат заготовки
Данная система координат устанавливается пользователем.
● Локальная система координат
Данная система координат временно устанавливается с помощью команд в
программе.
Пользователь может выбрать систему координат из систем, указанных выше.
Координатное значение представлено компонентами осей, составляющих
систему координат. Обычно используется максимум 6 компонентов (данное
количество меняется, в зависимости от спецификаций устройства ЧПУ).
Пример:
Количество программируемых осей, т.е. количество компонентов осей,
используемых для определения координатного значения, варьируется в
зависимости от спецификаций станка. Поэтому в данном руководстве
используется следующее обозначение координатного значения:
IP_
2-1-2. НУЛЬ СТАНКА И СИСТЕМА КООРДИНАТ СТАНКА
Опорная точка, специфичная для отдельного станка, называется нулем станка, а
система координат, в начале которой установлен нуль станка, называется системой
координат станка.
Нуль станка устанавливается для каждого отдельного станка с помощью системных
параметров.
Т.к. пределы перемещений и исходные положения установлены в системе координат
станка, пользователь не должен менять расположение нуля станка по своему
усмотрению.
Режущий инструмент не всегда может быть перемещен в нуль станка.
6087-Е
29
Раздел 2. Системы координат и команды координат
2-1-3. СИСТЕМА КООРДИНАТ ЗАГОТОВКИ
Система координат, используемая для обработки заготовок, называется системой
координат заготовки.
● Системы координат заготовок устанавливаются и сохраняются под
определенными номерами в памяти до запуска управления. Требуемая система
координат заготовки может быть вызвана во время запуска обработки.
● Системы координат заготовок устанавливаются путем указания расстояния от
нуля станка до начала системы координат заготовки в качестве значения
смещения (смещения нуля заготовки).
● Подробная информация приведена в РАЗДЕЛЕ 4, "4-3. Выбор системы координат
заготовки" и в РАЗДЕЛЕ 4, "4-4. Изменение системы координат заготовки".
2-1-4. ЛОКАЛЬНАЯ СИСТЕМА КООРДИНАТ
Программирование операции обработки заготовки с использованием только системы
координат заготовки иногда может быть трудным на некоторых частях заготовки. В
таких случаях программирование может быть облегчено путем установки новой
системы координат, подходящей для определенной части заготовки.
Новая система координат называется локальной системой координат.
● Требуемая локальная система координат может быть установлена путем
указания начала относительно начала системы координат заготовки, выбранной
в настоящий момент, и угла вращения на заданной плоскости вокруг начала
локальной системы координат, установленного с помощью G11. После установки
локальной системы координат все координатные значения выполняются во вновь
установленной локальной системе координат.
Чтобы заменить локальную систему координат на другую, позиция начала новой
локальной системы координат и угол вращения вокруг начала должны
указываться с помощью G11.
Как было указано выше, локальная система координат может быть установлена
только путем указания координатных значений начала и угла вращения в
программе.
● Чтобы указать координатные значения в системе координат заготовки, отмените
локальную систему координат путем указания G10.
● Подробная информация приведена в РАЗДЕЛЕ 4, "4-6-1. Параллельный сдвиг и
вращение систем координат".
6087-Е
30
Раздел 2. Системы координат и команды координат
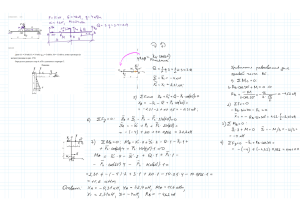
Величина параллельного сдвига системы координат
(указана в программе)
Величина смещения нуля заготовки
(установленная данными нулевой
точки)
Угол вращения локальной системы координат
Нулевая точка локальной системы координат
Величина смещения нуля станка
(установленная системным
параметром)
Нулевая точка системы координат заготовки
Нуль станка
Нулевая точка для кодировщика позиций
2-2. КОМАНДЫ КООРДИНАТ
2-2-1. ОСИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
● В нижеприведенной таблице перечислены адреса, которые должны быть указаны
для контроля осей.
Адрес
Базовая ось
X, Y, Z
Параллельная ось
U, V, W
Поворотная ось
A, B, C
Параметры круговой
интерполяции
I, J, K
R
Содержание
Адреса, относящиеся к трем осям, расположенным под прямым углом друг
к другу
Адреса трех ортогональных осей, параллельных базовым осям
Адреса поворотной оси на плоскости, находящейся под прямым углом к
базовой оси
Адреса, указывающие расстояния, параллельные отдельной оси, от
начальной точки до центра дуги
Адреса, указывающие радиус дуги
● Команда перемещения оси состоит из адреса оси, знака, обозначающего
направление перемещения оси, и числового значения, описывающего
перемещение оси. Указание числовых значений приведено в п. "2-2-5.
Абсолютные и инкрементные команды".
● В данном руководстве для упрощения разъяснения указания осей используются
"Хр", "Yp" и "Zp" вместо фактических адресов осей. Они представляют ось
следующим образом:
Хр Ось Х и ось, параллельная оси Х (ось U)
Yр Ось Y и ось, параллельная оси Y (ось V)
Zр Ось Z и ось, параллельная оси Z (ось W)
● Максимальное количество контролируемых осей – шесть. Данная величина
варьируется в зависимости от модели ЧПУ.
6087-Е
31
Раздел 2. Системы координат и команды координат
● В
нижеприведенной
таблице
приведено
количество
контролируемых осей в каждом из режимов перемещения оси.
Позиционирование
Линейная интерполяция
Круговая интерполяция
Винтовое резание
Ручное управление
Управление с помощью импульсной ручки
одновременно
Количество одновременно контролируемых осей
("n" представляет количество контролируемых осей).
n
n
2
3
1
1
Во время управления с помощью импульсной ручки доступна функция контроля
трех осей.
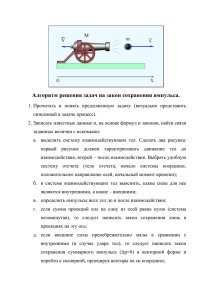
● Положительные направления линейной и поворотной осей определяются
следующим образом:
Определение координатных осей и направления соответствуют ИСО R841.
ИСО: Международная организация по стандартизации
2-2-2. СИСТЕМЫ ЕДИНИЦ
Системы единиц, которые могут использоваться в программе, разъяснены ниже.
Учтите, что система единиц, выбранная для программирования, и система единиц,
используемая для ввода данных, например, нулевой точки, данных на инструмент и
параметров, не зависят друг от друга. Системы единиц, которые могут
использоваться для ввода данных, устанавливаются в дополнительном параметре
ЧПУ (INPUT UNIT SYSTEM) (система единиц ввода).
Минимальная единица ввода
Минимальная единица ввода – это наименьшая единица значения, которое может
быть введено в программу. Для линейной оси минимальная единица ввода
составляет 0,001 мм или 0,0001 дюйма.
Для ЧПУ со спецификацией переключения между метрами и дюймами система
единиц может быть выбрана путем установки в LENGTH UNIT SYSTEM (система
единиц длины) дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
Для поворотной оси минимальная единица ввода составляет 0,001 градуса или
0,0001 градуса. Указание 0,001 градуса или 0,0001 градуса может быть выбрано
путем установки в ANGLE (угол) в дополнительном параметре ЧПУ (INPUT UNIT
SYSTEM).
6087-Е
32
Раздел 2. Системы координат и команды координат
Базовая единица ввода
Единица ввода может быть изменена на "базовую" путем установки в LENGTH
(длина)
дополнительного
параметра
ЧПУ
(INPUT
UNIT
SYSTEM).
Основополагающими единицами являются 1 мм, 1 дюйм, 1 градус и 1 секунда.
Числовые значения (переключение между дюймами и метрами в качестве
опции)
В качестве единиц для указания запрограммированных значений используются "мм",
"градусы", "секунды" и т.п. Для данных единиц может использоваться десятичная
точка.
● Указания относительно использования значения с десятичной точкой
a. Значение с десятичной точкой не должно использоваться для адресов O, N, G
и M.
b. Если десятичная точка не вводится в числовое значение, считается, что
данная точка стоит в конце указанного числового значения.
c. Если значение устанавливается ниже указанного минимального значения
ввода, обработка данных выполняется следующим способом.
● Для адресов S, T, H, D, Q и т.п., которые требуют целочисленного типа
данных, значение ниже минимального значения ввода, усекается.
● Для адресов, которые используют реальные данные, значение ниже
минимального значения ввода округляется.
● Единица ввода команд размеров определяется путем установки в
дополнительном параметре ЧПУ (INPUT UNIT SYSTEM) или в дополнительном
параметре ЧПУ (бите) № 3, от бита 0 до бита 7, и №4, бит 0. Установка значения
ввода с помощью данных битов показана ниже.
● Экран дополнительного параметра ЧПУ (INPUT UNIT SYSTEM)
6087-Е
33
Раздел 2. Системы координат и команды координат
● Дополнительный параметр ЧПУ (бит) №3, от бита 0 до бита 7, и №4, бит 0
Номер
параметра
Номер
бита
С "галочкой"
Без "галочки"
0
Устанавливает систему единиц длины,
"дюймы" или "мм" (*2).
дюймы
мм
1
Устанавливает единицы 1 мм, 1 дюйм, 1
градус и 1 секунда
Выбраны единицы 1
мм, 1 дюйм, 1 градус и
1 секунда.
Соответствует
установке для бита 25 и бита 7 №3 и бита 0
№4
0,01 мм
0,001 мм
0,1 мм/мин
0,01 дюйма/мин
1 мм/мин
0,1 дюйма/мин
0,001 мм/об
0,0001 дюйма/об
0,01 мм/об
0,001 дюйма/об
0,01 сек
0,1 сек
Местоположение
единиц
устанавливается на "1
мм", "1 дюйм", "1
градус" и "1 сек"
Соответствует
установке для бита 1бита 5 и бита 7.
0,001 сек
0,1 сек
0,0001 градуса
0,001 градуса
2
3
3
4
5
6
7
4
Содержание
0
Устанавливает единицы длины "0,01 мм" или
"0,001 мм".
Устанавливает единицы скорости подачи 0,1
мм/мин, 0,01 дюйма/мин или 1 мм/мин, 0,1
дюйма/мин
Устанавливает единицы скорости подачи 0,001
мм/об, 0,0001 дюйма/об или 0,01 мм/об, 0,001
дюйма/об
Устанавливает единицы времени "0,01 сек"
или "0,1 сек".
Устанавливает местоположение единиц на "1
мм", "1 дюйм", "1 градус" и "1 сек", когда
выбран ввод десятичной точки.
Устанавливает единицы времени, "0,001 сек"
или "0,1 сек" (*1).
Устанавливает единицы угла "0,001 градуса"
или "0,0001 градуса".
*1: Единицы времени – всегда "0,01 сек", если "1" установлено для бита 5.
*2: Установка для бита 0 действительна, только когда выбрана спецификация
переключения между дюймами и мм.
6087-Е
34
Раздел 2. Системы координат и команды координат
● Примеры установки параметров приведены ниже.
(●: с "галочкой", О: без "галочки")
● система единиц: мм
Бит параметра №3
№4
Длина
(мм)
Угол
(°)
Скорость
подачи
(мм/мин)
Скорость
подачи
(мм/об)
Время
(сек)
Длина
(дюймы)
Угол
(°)
Скорость
подачи
(дюймы/мин)
Скорость
подачи
(дюймы/об)
Время
(сек)
● система единиц: дюймы
№4
Бит параметра №3
Звездочка (*) в таблице обозначает допустимость установки "0" или "1".
● Система единиц: µм/мм
Система единиц, оперирующая мм (дюймами) для реальных данных и микронами
(1/10000 дюйма) для целочисленных данных, называется системой единиц
"µм/мм". Для данной системы единиц единица определяется в зависимости от
того, используется ли в данных десятичная точка или нет, когда выбрано YES в
REAL NUMBER дополнительного параметра ЧПУ (INPUT UNIT SYSTEM). При
использовании десятичной точки устанавливаются единицы "мм (дюймы)", а если
десятичная точка не используется, устанавливаются единицы "микроны (1/10000
дюйма)".
Пример 1:
100 мм
100 мкм
Если для команды данной системы единиц используется выражение или
переменная, значения всегда рассматриваются как реальные данные.
Пример 2: локальные переменные
100 мм
100 мм
(Значение не равно "100 µм").
6087-Е
35
Раздел 2. Системы координат и команды координат
Ниже приведен способ интерпретации числового значения в соответствии с тем,
используется ли десятичная точка или нет, когда выбрана "система единиц µм/мм".
Элемент команды
Значение
Элемент "системы
единиц мм"
µм
µм
мм
Десятичная точка
мм
Десятичная точка
мм
Выражение
мм
Выражение
мм
Выражение
мм
Выражение
мм
Выражение
мм
Выражение
мм
Переменная
мм
Переменная
мм
Выражение
µм
мм
Десятичная точка
µм
мм
Десятичная точка
мм
Выражение
мм
Выражение
мм
Выражение
µм
µм
µм
мм/мин
Переменная
(*1) Десятичная точка выбрана для указания команды действительного числа
ROUND/FIX/FUP.
(*2) Целое число выбрано для указания команды действительного числа
ROUND/FIX/FUP.
6087-Е
36
Раздел 2. Системы координат и команды координат
2-2-3. КОМАНДЫ ПРЕДЕЛА ХОДА (G22, G23) (ОПЦИЯ)
Т.к. ЧПУ оснащено абсолютными датчиками положения, можно установить
ограничение перемещения с помощью программного обеспечения. Т.е., если
ограничение перемещения установлено как абсолютное значение с помощью
программного обеспечения, концевой выключатель, обычно используемый для
определения ограничения перемещения, не может использоваться. Если
ограничение перемещения устанавливается данным способом, можно изменить
позицию ограничения перемещения путем изменения значения ограничения
перемещения в программе.
Учтите, что есть два ограничения перемещения: одно, установленное
производителем
(ограничение
перемещения,
установленное
на
заводеизготовителе), и другое, установленное пользователем (ограничение перемещения,
установленное пользователем).
(1) Ограничение
перемещения,
установленное
на
заводе-изготовителе
(ограничение с плавно перестраиваемым порогом)
● Ограничение перемещения устанавливается в соответствии с расстоянием
максимального перемещения от нуля станка каждой оси. Ограничения
перемещения устанавливаются в положительном (Р) и отрицательном (N)
направлениях с помощью параметров системы.
● Область в пределах установленных значений (от ограничения перемещения
направления N до ограничения перемещения направления Р) доступна для
управления (доступная область для управления). Внешняя область
называется областью запрещенного управления, и перемещения оси в
данной области недопустимы.
● Функция
ограничения
перемещения
всегда
контролирует
запрограммированную траекторию инструмента. Если траектория попадает в
область запрещенного управления, даже если конечная точка лежит в
области разрешенного управления, данная функция деактивирует
перемещение инструмента.
Область запрещенного управления
Конечная точка
Начальная точка
6087-Е
37
Раздел 2. Системы координат и команды координат
(2) Ограничение перемещения, установленное пользователем (программируемое
ограничение) (опция)
Ограничение перемещения может быть установлено пользователем с помощью
параметров пользователя или с использованием программ с помощью функции
программируемого ограничения перемещения. Т.к. обе установки (параметр
пользователя и запрограммированная команда) устанавливают идентичную
область, а данные сохраняются в одной и той же области, последние введенные
данные становятся действительными, обновляя предыдущие данные.
Например, при установке ограничений перемещения с помощью программы
после их установки с параметрами пользователя, данные установки
ограничения перемещения заменяются данными, установленными в параметрах
пользователя. При установке ограничений перемещения следует ввести данные
ограничения направлений (Р) и (N).
Область между ограничениями перемещения Р и N определяется как область
разрешенного управления, а область за пределами ограничений перемещения
определяется как область запрещенного управления.
● Установка ограничений перемещения с помощью программы
[Формат программирования]
Программируемое ограничение в направлении Р оси Х
Программируемое ограничение в направлении Р оси Y
Программируемое ограничение в направлении Р оси Z
Программируемое ограничение в направлении Р 4-й оси
Программируемое ограничение в направлении Р 5-й оси
Программируемое ограничение в направлении Р 6-й оси
Программируемое ограничение в направлении N оси Х
Программируемое ограничение в направлении N оси Y
Программируемое ограничение в направлении N оси Z
Программируемое ограничение в направлении N 4-й оси
Программируемое ограничение в направлении N 5-й оси
Программируемое ограничение в направлении N 6-й оси
Введенные числовые значения обрабатываются как координатные значения в
системе координат заготовки.
Вышеуказанные символы "α", "β" и "γ" не выражают адрес. При фактическом
программировании используйте адреса с 4-й по 6-ю ось (A, B, C, U, V и W).
[Подробности]
● При выполнении вышеуказанной команды для станка, оснащенного
многооборотной осью, возникает неполадка.
● Данные, введенные с использованием G22, копируются и сохраняются даже
после выключения питания.
● Если установочные данные находятся за пределами плавно перестраиваемого
порога, установленного на заводе-изготовителе, возникает неполадка.
6087-Е
38
Раздел 2. Системы координат и команды координат
● Какие из ограничений перемещения становятся действительными – ограничения,
установленные с помощью системных параметров (плавно перестраиваемый
порог), либо ограничения, установленные с помощью параметров пользователя
или программы (программируемые ограничения) – когда может быть установлена
разрешенная область управления при указании соответствующего G-кода.
G22: Выбирает ограничения перемещения, установленные с помощью
параметров пользователя или ограничения, вновь установленные с помощью
G22, и проверяет программу в соответствии с выбранной разрешенной областью
управления.
G23: Отменяет режим G22 и выбирает ограничения перемещения,
установленные с помощью системных параметров. Программа проверяется в
соответствии с выбранной разрешенной областью управления.
При независимом указании G22 действительными становятся программируемые
ограничения, установленные с помощью параметров пользователя.
● Для установки ограничений перемещения с помощью параметров пользователя
см. Параметр пользователя, РАЗДЕЛ 4 ПАРАМЕТР в III УПРАВЛЕНИЕ
ДАННЫМИ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ.
● Проверяется попадание программируемой траектории инструмента в
запрещенную область управления, если конечная точка находится в пределах
разрешенной области управления.
2-2-4. КОМАНДА ИСХОДНОЙ ПОЗИЦИИ (G30)
[Функция]
Термин "исходная позиция" относится к определенной позиции, которая может быть
установлена для отдельных станков. Команда исходной позиции используется для
перемещения осей в предварительно установленную позицию.
Исходная позиция используется в качестве позиции смены инструмента или позиции
смены палеты.
[Формат программирования]
G30 P_
Р: Номер исходной позиции. Может быть установлено до 32 исходных позиций.
Исходные позиции устанавливаются с координатными значениями в системе
координат станка с использованием системных параметров.
[Дополнение]
Последовательность управления осью в исходной позиции и исходная позиция
каждой оси определяются производителем станка и варьируются в зависимости от
станка. Не изменяйте последовательность управления и исходные позиции. Прежде
чем использовать команду G30, операторы должны полностью понять
последовательность управления осью на основании номера каждой исходной
позиции и начальных позиций оси.
Подробная информация приведена в "РАЗДЕЛЕ 4 ПАРАМЕТР, Исходная позиция в
РУКОВОДСТВЕ ПО ЭКСПЛУАТАЦИИ -УПРАВЛЕНИЕ ДАННЫМИ-".
6087-Е
39
Раздел 2. Системы координат и команды координат
Способ перемещения отдельных осей в исходную позицию определяется в
соответствии с установкой для дополнительного параметра ЧПУ (бит) №46, бит 2.
Выполняется определение того, создается ли траектория вдоль прямой линии
(режим линейной интерполяции) или нет.
[Дополнение]
После выполнения команды установки в исходную позицию необходимо выполнить
позиционирование всех осей в режиме G90 (абсолютная команда), прежде чем
приступать к выполнению следующей операции.
2-2-5. АБСОЛЮТНЫЕ И ИНКРЕМЕНТНЫЕ КОМАНДЫ (G90, G91)
Для обозначения расстояния перемещения оси доступно два типа команд
(абсолютные команды, инкрементные команды).
(1) Абсолютные команды
G90 обозначает режим абсолютного определения размеров.
В данном режиме координатные значения в выбранной системе координат
заготовки используются для указания перемещения осей.
(2) Инкрементные команды
G91 обозначает режим инкрементного определения размеров.
В данном режиме расстояние перемещения оси из текущей в заданную позицию
используется для указания перемещения осей.
[Подробности]
y Недопустимо указание G90 и G91 в одном кадре.
y Всегда действителен код G90 или G91.
y Какой из кодов становится действительным, G90 или G91, после подачи
питания или перезагрузки ЧПУ, определяется установкой для параметра
(дополнительный параметр ЧПУ (бит) №18, бит 4).
y Когда необходимо указать инкрементную команду сразу после завершения
постоянного цикла, укажите перемещение оси постоянного цикла в
абсолютном режиме, прежде чем указать инкрементные команды.
y После выполнения команды, например, G15, G16 или G92, которая изменяет
систему координат, необходимо выполнить позиционирование всех осей в
режиме G90. (После изменения системы координат следует установить
систему координат с помощью абсолютных команд).
6087-Е
40
Раздел 2. Системы координат и команды координат
2-2-6. КОМАНДА ПЕРЕСЧЕТА КООРДИНАТЫ (G97)
[Функция]
После изменения исходной позиции (G30) или системы координат (G15, G16, G92 и
т.п.) обычно необходимо вывести G90 (абсолютную команду), чтобы выполнить
позиционирование каждой оси (для определения координат). Команда пересчета
координат устраняет данную необходимость.
[Формат программирования]
G97
[Дополнение]
1) G97 действителен только в одном кадре.
2) G97 не может быть указан в одном кадре с командой перемещения оси. В
противном случае возникнет неполадка.
Раздел 3. Функции подачи
6087-Е
42
Раздел 3. Функции подачи
3-1. БЫСТРАЯ ПОДАЧА
В режиме быстрой подачи каждая ось перемещается на указанной скорости быстрой
подачи независимо от других осей, перемещаемых одновременно. Учтите, что
скорость быстрой подачи варьируется в зависимости от спецификации станка.
Поэтому отдельные оси достигают заданной точки в разное время. Возможна ручная
коррекция.
3-2. РАБОЧАЯ ПОДАЧА
3-2-1. ПОДАЧА В МИНУТУ (G94)
[Функция]
Данная функция устанавливает скорость подачи режущего инструмента в минуту в
виде числового значения, устанавливаемого после адреса "F".
[Формат программирования]
G94
Единица установки:
Возможен выбор из 1 мм/мин, 0,1 мм/мин, 1 дюйм/мин, 0,1 дюйма/мин и 0,01
дюйма/мин путем установки дополнительного параметра ЧПУ (INPUT UNIT
SYSTEM).
Диапазон установки: 0,1 ~ 24000,0 мм/мин, 0,01 ~ 2400,0 дюйма/мин
[Подробности]
y Максимально допустимая скорость подачи, которая называется "фиксированная
скорость подачи ", устанавливается с помощью дополнительного параметра ЧПУ
(длинное слово) № 10. Если ось перемещается за данное ограничение, скорость
ее подачи фиксируется, и в строке отображения неполадок на экране появляется
следующее сообщение о неполадке:
4204 ALARM-D Feedrate command limit over (replacing) (превышение ограничения
команды скорости подачи (замена))
y Запрограммированная скорость подачи может быть скорректирована вручную.
Фиксированная скорость подачи применяется к фактической скорости подачи или
скорости подачи, скорректированной вручную.
6087-Е
43
Раздел 3. Функции подачи
3-2-2. ПОДАЧА НА ОБОРОТ (G95)
[Функция]
Данная функция устанавливает скорость подачи режущего инструмента на оборот в
виде числового значения, устанавливаемого после адреса "F".
[Формат программирования]
G95
Единица установки:
Возможен выбор из 1 мм/об, 0,01 мм/об, 0,001 мм/об, 1 дюйм/об, 0,001 дюйма/об или
0,0001 дюйма/об путем установки дополнительного параметра ЧПУ (INPUT UNIT
SYSTEM).
Диапазон установки: 0,001 ~ 500,000 мм/об, 0,0001 ~ 50,000 дюйма/об
[Подробности]
y Т.к. фиксированная скорость подачи устанавливается в единицах "мм/мин", ее
значение преобразуется в единицы "мм/об" по следующей формуле:
fm = fr × N
где
N = скорость шпинделя (об/мин)
fm = скорость подачи (мм/мин)
fr = скорость подачи (мм/об)
3-2-3. ФУНКЦИЯ F1-ЗНАЧНОЙ ПОДАЧИ (ОПЦИЯ)
Функция F1-значной подачи имеет два типа контроля:
Контроль с использованием переключателей:
В программе команды скорости подачи записаны с помощью F1 - F8, и фактическая
скорость подачи устанавливается с помощью соответствующих переключателей
установки (до 8 наборов), расположенных на панели управления станка.
Контроль с использованием параметров:
Команды скорости подачи записываются в программе тем же способом, что и в
контроле
типа
переключения.
Фактические
значения
скорости
подачи
устанавливаются для 9 наборов параметров от F1 до F9.
Подробная информация, касающаяся процедуры установки скорости подачи для
контроля с использованием параметров, приведена в РАЗДЕЛЕ 11 Функция команды
F1-значной подачи в Руководстве по специальным функциям.
y Указание F1-значной подачи отличается от указания F4-значной подачи, как
указано ниже.
(1) F1-значная подача
Контроль с использованием переключателей: целое число в диапазоне от 1 до 8
Контроль с использованием параметров: целое число в диапазоне от 1 до 9
6087-Е
44
Раздел 3. Функции подачи
(2) F4-значная подача
Если действительное число (включая переменную) указывается после адреса F
(например, F1), команда скорости подачи интерпретируется как команда F4значной подачи. Поэтому для функции F1-значной подачи переменная не может
использоваться для указания от 1 до 8 (для контроля с использованием
переключателей) или для указания от 1 до 9 (для контроля с использованием
параметров).
Примеры:
Скорость подачи определяется путем установки поворотного переключателя F1.
Скорость подачи = 5 мм/мин
Скорость подачи = 8 мм/мин
y Код выбранной скорости подачи (от F1 до F8 в случае контроля с помощью
переключателей и от F1 до F9 в случае контроля с помощью параметров) не
удаляется даже при сбросе ЧПУ. Данный код удаляется в случае указания
F4-значной команды подачи или в случае отключения и повторного
включения питания.
y Установка ручной коррекции скорости подачи недействительна, если
скорость подачи указывается с помощью команды F1-значной подачи.
y Если команда F1-значной подачи указывается в режиме G95 (подача на
оборот), возникает неполадка.
3-2-4. КОМАНДА F0 ВО ВРЕМЯ РАБОЧЕЙ ПОДАЧИ
Выполняется активация команд F0 во время рабочей подачи. Если указано "F0",
"F0.0" или "F0.", ЧПУ работает с учетом значения установки дополнительного
параметра, длинное слово № 62, в качестве значения команды F. Указанная
команда F0 активируется в последующих кадрах резания.
y Если команды F0 не активированы, появляется следующая неполадка: "2244
ALARM-B Data word: 'F' 2" (слово данных). Даже если команды F0 активированы,
появляется неполадка как текущее состояние в режиме подачи на оборот.
y Если [F0], [F0.] или [F0.0] указано в кадре команды рабочей подачи (включая
режим NURBS, за исключением команды синхронизированного нарезания резьбы
метчиком), значение дополнительного параметра, длинное слово № 62,
принимается за значение F команды. Однако команды F0 доступны, в отличие от
ситуации при указании F-команд напрямую.
y Помимо осей Х, Y и Z, команды выводятся в одном кадре независимо от того,
указана ли команда оси W.
Т.к. скорость верхнего предела оси W довольно низкая по сравнению с базовыми
осями, если команда указывается одновременно с базовыми осями, появляется
нижеприведенная неполадка.
"ALARM-A CON speed over" (превышение скорости) (так же, как обычно).
Если возникает данная неполадка, установите значение ниже значения установки
дополнительного параметра, длинное слово № 62.
y Скорость фиксируется на верхней предельной скорости подачи (в параметре
контроля Super NURBS). Если требуемая скорость не может быть достигнута изза верхней предельной скорости подачи, измените верхнюю предельную
скорость подачи.
6087-Е
45
Раздел 3. Функции подачи
y Скорость изменяется с помощью ручной коррекции рабочей подачи.
Однако, когда значение установки дополнительного параметра, длинное слово №
62, равно 10 м/мин, ручная коррекция фиксируется на 10 м/мин с помощью
максимального значения скорости подачи или верхней предельной скорости
подачи, даже если ручная коррекция установлена на 100% или больше.
а. Дополнительный параметр, длинное слово
Номер
62
Описание
Значение скорости подачи при
указании команды F0
Диапазон
Исходное значение
Единицы
Подробности
от 0 до 10000000
10000000
µм/мин
Установите значение команды F в случае, когда указано F0. Допустима
установка до 10 м/мин.
Если значение установки - "0", исходное значение 10 м/мин устанавливается
автоматически при инициализации.
b. Дополнительный параметр, бит
Номер
Бит
78
1
Описание
Команда F0 не установлена как
неполадка.
Не установлено как
неполадка
Данный параметр недействителен при подаче питания.
Установлено как
неполадка
(исходное значение)
6087-Е
46
Раздел 3. Функции подачи
3-3. ФУНКЦИЯ ПРОВЕРКИ ТОЧНОЙ ОСТАНОВКИ (G09, G61, G64)
[Функция]
y Во время контроля подачи оси вычисленное значение всегда предшествует
фактическому значению, когда ось перемещается к заданной точке. Вследствие
этого, если вычисленное значение находится в заданной точке, фактическое
значение находится за вычисленным значением и не установлено в заданной
позиции. Если следующий кадр выполняется во время достижения вычисленным
значением заданной точки, фактическая позиция следует за вычисленным
значением, что приводит к отклонению траектории инструмента от
запрограммированной траектории на стыке двух кадров.
y Функция
точной
остановки
успешно
устраняет
ошибки,
вызванные
вышеуказанным контролем оси. При использовании функции точной остановки
следующий кадр не выполняется, пока фактическое значение не достигнет
заданной точки, даже если управление текущим кадром завершено, чтобы
траектория инструмента точно совпадала с запрограммированной траекторией.
Состояние, когда текущая позиция достигает заданной точки, называется
состоянием "установки в заданной позиции". Чтобы установить данное состояние,
опорная точка определяется с помощью полосы, устанавливаемой с
использованием параметра системы.
Вычисленное значение
Фактическое значение
y Режим проверки точной остановки может быть разовым (действительным только
для запрограммированного кадра) или модальным, как разъяснено ниже.
Учтите, что в режиме позиционирования (G00, G60) проверка точной остановки
всегда выполняется, независимо от того, указан ли G-код проверки точной
остановки или нет.
[Формат программирования]
y Команда разового режима проверки точной остановки: G09 IP
Проверка точной остановки выполняется только в указанном кадре.
y Команда модального режима проверки точной остановки: G61 IP_
Проверка точной остановки выполняется для всех кадров, пока не будет указан
режим резания (G64).
y Режим резания (отмена G61): G64 IP_
На стыке кадров, содержащих команды резания, команды в следующем кадре
выполняются немедленно, чтобы перемещение осей не было замедлено на
данном стыке кадров.
6087-Е
47
Раздел 3. Функции подачи
Тем не менее, даже в режиме резания проверка точной остановки выполняется в
режиме позиционирования (G00, G60) или в кадре, содержащем команду разовой
точной остановки (G09).
Проверка точной остановки также выполняется в кадрах, где рабочая подача не
продолжается.
3-4. АВТОМАТИЧЕСКОЕ УСКОРЕНИЕ И ЗАМЕДЛЕНИЕ
Скорость подачи
При запуске и по окончании перемещения оси скорость подачи оси автоматически
повышается или снижается.
(1) Автоматическое ускорение/замедление в режиме позиционирования/ручной
подачи
Подача оси ускоряется и замедляется в линейном шаблоне, как показано ниже.
Исходная точка
Конечная точка
Позиция
Скорость подачи
(2) Автоматическое ускорение/замедление в режиме рабочей подачи (G01, G02,
G03)
В режиме рабочей подачи подача оси автоматически ускоряется и замедляется
в соответствующем шаблоне, как показано ниже.
Исходная точка
Конечная точка
Позиция
6087-Е
48
Раздел 3. Функции подачи
(3) Обработка между кадрами
Тип нового кадра
Позиционирование
Рабочая подача
Отсутствие перемещения оси
Тип старого кадра
Позиционирование
Рабочая подача
{
{
{
{
Х
{
Отсутствие
перемещения оси
{
{
{
{: Программа переходит к следующему кадру после выполнения проверки
установки в заданную позицию.
Х: Программа переходит к следующему кадру без выполнения проверки
установки в заданную позицию.
Термин "проверка установки в заданную позицию" обозначает проверку того,
находится ли фактическая позиция оси в пределах предварительно
установленной ширины от указанного координатного значения. Ширина
установки в заданную позицию устанавливается для параметра системы.
(4) Точная остановка (G61, G09)
Как указано в вышеприведенной таблице, т.к. проверка установки в заданную
позицию не выполняется, когда кадры рабочей подачи продолжаются, стык
между кадрами рабочей подачи будет затуплен или округлен. Функция точной
остановки препятствует затуплению или округлению между данными кадрами.
Подробная информация приведена в РАЗДЕЛЕ 3, "3-3. Функция проверки точной
остановки".
6087-Е
49
Раздел 3. Функции подачи
3-5. ПРОВЕРКА ОШИБКИ СЛЕЖЕНИЯ
Расстояние перемещения оси
Ошибка слежения определяется как разница между подачей управляющей команды
от ЧПУ и подачей сигнала датчиком положения. Ошибка превышения DIFF
возникает, если ошибка слежения превышает определенное значение во время
быстрой подачи или рабочей подачи оси.
Заданное положение
Ошибка слежения (ODIFF)
Фактическая позиция станка
Вычисленное значение с обработкой ускорения/замедления
6087-Е
50
Раздел 3. Функции подачи
3-6. ПОЗИЦИОНИРОВАНИЕ
3-6-1. ПОЗИЦИОНИРОВАНИЕ (G00)
[Функция]
Оси перемещаются из текущей позиции в заданную позицию на высокой скорости
подачи. Во время данного перемещения оси ускоряются и замедляются
автоматически.
[Формат программирования]
G00 IP_
При выполнении операции позиционирования в режиме G00 осуществляется
проверка установки в заданную позицию. Команды в следующем кадре выполняются
только после подтверждения состояния установки в заданную позицию (ширина
установки в заданную позицию устанавливается для параметра системы).
[Подробности]
y Выполняется ли позиционирование в линейном или нелинейном шаблоне
определяется установкой для дополнительного параметра ЧПУ (бит) №46, бит 0.
a. Шаблон линейной интерполяции
Траектория инструмента создается вдоль прямой линии из фактической
позиции в заданную позицию. При выполнении данного перемещения
скорости подачи отдельных осей определяются в пределах отдельных
скоростей быстрой подачи, чтобы минимизировать время позиционирования.
Заданная позиция
Фактическая позиция
b. Нелинейная интерполяция
Отдельные оси движутся независимо друг от друга на отдельных скоростях
быстрой подачи. Вследствие этого, траектория инструмента не всегда
представляет собой прямую линию.
Заданная позиция
Фактическая позиция
y Скорость быстрой подачи отдельных осей устанавливается производителем
станка и не может быть изменена.
y Диапазон установки в заданную позицию устанавливается для каждой оси с
помощью параметров системы.
6087-Е
51
Раздел 3. Функции подачи
3-6-2. ОДНОНАПРАВЛЕННОЕ ПОЗИЦИОНИРОВАНИЕ (G60)
[Функция]
y При выполнении позиционирования, запрашиваемого с помощью G00, ошибка
позиционирования неизбежна, если позиционирование выполняется в разных
направлениях вследствие свободного хода в механизме подачи оси. Если
позиционирование всегда выполняется в одном направлении, влияние
свободного хода исключается, и может быть получена высокая точность
позиционирования.
Функция
постоянного
позиционирования
в
одном
направлении называется функцией однонаправленного позиционирования.
y При выполнении позиционирования в направлении, противоположном
направлению,
установленному
для
направления
позиционирования
дополнительного параметра ЧПУ (однонаправленное позиционирование), ось
однократно проходит через заданную точку, а затем возвращается в заданную
точку. Величина, на которую ось перемещается за пределы заданной точки
(величина перебега), устанавливается для величины перебега в G06
дополнительного параметра ЧПУ (однонаправленное позиционирование) или в
параметре пользователя.
[Формат программирования]
G60 IP_
Направление Р
(положительное)
Заданная позиция
Направление N
(отрицательное)
Направление N
(отрицательное)
Заданная позиция
Величина перебега
Направление Р
(положительное)
[Подробности]
y При наличии спецификации позиционирования в режиме линейной интерполяции
определение того, выполняется ли позиционирование в шаблоне линейной
интерполяции, выполняется путем установки для дополнительного параметра
ЧПУ (бит) №46, бит 1.
y Если направление указанного позиционирования совпадает с направлением
позиционирования, установленным в дополнительном параметре ЧПУ
(однонаправленное позиционирование), ось не проходит через конечную точку.
6087-Е
52
Раздел 3. Функции подачи
Начальная точка
Перебег
Конечная точка
Начальная точка
y G60 – это модальная команда.
y Однонаправленное позиционирование недействительно для оси цикла или
сдвига в постоянном цикле.
y Однонаправленное позиционирование недействительно на оси, для которой не
установлена величина обхода.
y Зеркальное отображение не применяется к направлению позиционирования.
3-6-3. МЕТОД УПРАВЛЕНИЯ ПОЗИЦИОНИРОВАНИЕМ
При
подаче
команды,
превышающей
ограничение
перемещения
позиционировании, имеется три нижеприведенных шаблона управления.
при
Метод (1)
y При позиционировании в режиме линейной интерполяции
После подачи команды позиционирования, возникает неполадка В.
y При позиционировании в режиме нелинейной интерполяции
Совпадает с позиционированием в режиме нелинейной интерполяции в Методе
(2).
Метод (2)
y При позиционировании в режиме линейной интерполяции
Управление всеми осями завершается, когда одна из осей достигает ограничения
перемещения.
После этого управление возобновляется из позиции, в которой завершилась
предыдущая операция, что привело к переходу в следующую заданную позицию.
Если траектория не проходит через ограничение перемещения между текущей
позицией и следующей заданной позицией, ось не перемещается.
y При позиционировании в режиме нелинейной интерполяции
Ось, превышающая ограничение перемещения, перемещается до предела хода.
Затем ось перемещается в направлении следующей заданной позиции из
позиции, в которой завершилась предыдущая операция.
Метод (3)
y При позиционировании в режиме линейной интерполяции
Ось, выходящая за пределы ограничения перемещения, перемещается к
ограничению перемещения. ЧПУ виртуально управляет перемещением в
заданную позицию, сохраняя данную позицию. (Во время воображаемого
перемещения выполняется перемещение оси, которая может перемещаться в
пределах диапазона ограничения перемещения.)
Затем управление осью возобновляет виртуальное управление из сохраненной
позиции в направлении следующей заданной позиции. Перемещение оси в
направлении заданной позиции выполняется после того, как данная ось войдет в
диапазон ограничения перемещения. (Во время виртуального перемещения
6087-Е
53
Раздел 3. Функции подачи
выполняется перемещение оси, которая может перемещаться в пределах
диапазона ограничения перемещения.)
* Быстрый ход с наклонной координатой (G69) выполняется посредством
позиционирования режима линейной интерполяции. При подаче команды,
превышающей ограничение перемещения при позиционировании, ось
перемещается в соответствии с ограничением перемещения. Таким образом,
рекомендуется выбрать метод (3) при использовании наклонной координаты
(G69).
y При позиционировании в режиме нелинейной интерполяции
Ось, выходящая за пределы ограничения перемещения, перемещается к
ограничению перемещения. ЧПУ виртуально управляет перемещением в
заданную позицию, сохраняя данную позицию. (Во время воображаемого
перемещения выполняется перемещение оси, которая может перемещаться в
пределах диапазона ограничения перемещения.)
Затем управление осью возобновляет виртуальное управление из сохраненной
позиции в направлении следующей заданной позиции. Перемещение оси в
направлении заданной позиции выполняется после того, как данная ось войдет в
диапазон ограничения перемещения. (Во время виртуального перемещения
выполняется перемещение оси, которая может перемещаться в пределах
диапазона ограничения перемещения.)
3-6-4. ВЫБОР МЕТОДА УПРАВЛЕНИЯ ПОЗИЦИОНИРОВАНИЕМ
y Выбор между линейной и нелинейной интерполяцией
Выберите линейную или нелинейную интерполяцию с помощью параметра.
Метод позиционирования
Линейная интерполяция/нелинейная интерполяция
Позиционирование (G00)
Позиционирование в режиме линейной интерполяции
Позиционирование в режиме нелинейной интерполяции
Позиционирование в режиме линейной интерполяции
Позиционирование в режиме нелинейной интерполяции
Однонаправленное
позиционирование (G60)
Бит дополнительного
параметра ЧПУ
№46 бит 0:1
№46 бит 0:0
№46 бит 1:1
№46 бит 1:0
y Выбор метода
Выберите метод управления позиционированием с помощью параметра.
Подробная информация, касающаяся методов, приведена в п. (1) – (3). См.
подраздел 3-6-3.
Метод
Метод (1)
Метод (2)
Метод (3)
Бит дополнительного параметра ЧПУ
№42 бит 6
0
0
1
Бит дополнительного параметра ЧПУ №46
бит 4
1
0
0 или 1
(неполадка не возникает, даже если выбрано
"1").
6087-Е
54
Раздел 3. Функции подачи
3-6-5. ПРИМЕР ОПЕРАЦИИ ПОЗИЦИОНИРОВАНИЯ
Пример операции 1 … Операция, когда указана команда, начиная с исходной
точки А, точки В и точки С в указанном порядке.
Метод (1)
При позиционировании в режиме линейной интерполяции
Неполадка В возникает при указании точки В в точке А.
Метод (2)
При позиционировании в режиме линейной интерполяции
Ось перемещается в точку В' на пересечении линии АВ с ограничением
перемещения.
Оси Х и Z одновременно перемещаются из точки В' в заданную позицию.
При позиционировании в режиме нелинейной интерполяции
Ось Х перемещается в заданную позицию, а ось Z перемещается к
ограничению перемещения.
Оси Х и Z перемещаются из точки В" в заданную позицию.
* Если значения величины между осями Х и Z различаются, линейное
перемещение не будет выполнено.
Метод (3)
При позиционировании в режиме линейной интерполяции
Ось перемещается в точку В' на пересечении линии АВ с ограничением
перемещения. Ось Х перемещается в запрограммированное значение
В".
После того как ось Х переместится в точку С' на пересечении линии ВС
с ограничением перемещения, оси Х и Z одновременно переместятся в
заданную позицию С.
* Ось перемещается к В" после возврата последовательности в позицию В, а затем
перемещается в порядке
на быстром ходу. * На рабочей подаче (G01)
после быстрого хода в В", выполняется линейное перемещение оси из В" в С.
При позиционировании в режиме нелинейной интерполяции
Ось Х перемещается в заданную позицию, а ось Z перемещается к
ограничению перемещения.
Оси Х и Z перемещаются из точки В" в заданную позицию. Траектория
становится аналогичной, когда точка В является начальной точкой.
* Если величина перемещения между осями Х и Z различается, линейное
перемещение не будет выполнено.
6087-Е
55
Раздел 3. Функции подачи
Метод (3)
Воображаемое перемещение
При перемещении в точку В оставшаяся
величина – это расстояние до точки В.
Ограничение
на оси Z
Позиционирование в
режиме линейной
интерполяции с
помощью метода (3)
Позиционирование в режиме
линейной интерполяции с
помощью метода (2)
6087-Е
56
Раздел 3. Функции подачи
Пример операции 2 … Операция, когда указана команда, начиная с исходной
точки А, точки В, точки С и точки D в указанном порядке.
Метод (2)
При позиционировании в режиме линейной интерполяции
Ось перемещается в точку В' на пересечении линии АВ с
ограничением перемещения.
Отсутствие
Т.к. ось Z находится за пределами диапазона ограничения
перемещения перемещения, точка С не перемещается с командой подачи точки С.
Точка D перемещается, т.к. она находится в пределах ограничения
перемещения.
Метод (3)
При позиционировании в режиме линейной интерполяции
Метод (3)
Воображаемое перемещение
Ограничение
на оси Z
Позиционирование в
режиме линейной
интерполяции с
помощью метода (3)
Позиционирование в режиме
линейной интерполяции с
помощью метода (2)
6087-Е
57
Раздел 3. Функции подачи
Пример операции 3 … Операция, когда указана команда, начиная с исходной
точки А, точки В, точки С и точки D в указанном порядке.
Метод (2)
При позиционировании в режиме линейной интерполяции
Ось перемещается в точку В' на пересечении линии АВ с
ограничением перемещения.
Отсутствие
Т.к. ось Z находится за пределами диапазона ограничения
перемещения перемещения, точка С не перемещается с командой подачи точки С.
Точка D перемещается, т.к. она находится в пределах ограничения
перемещения.
Метод (3)
При позиционировании в режиме линейной интерполяции
Метод (3)
Воображаемое перемещение
Ограничение
на оси Z
Позиционирование в режиме
линейной интерполяции с
помощью метода (3)
Позиционирование в режиме
линейной интерполяции с
помощью метода (2)
6087-Е
58
Раздел 3. Функции подачи
3-7. ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ (G01)
[Функция]
В режиме линейной интерполяции G01 оси напрямую перемещаются из фактической
позиции в заданную точку на указанной скорости подачи.
[Формат программирования]
G01 IP_F_
IP: Заданная точка (конечная точка)
F: Скорость подачи. Указанная скорость подачи остается действительной, пока ее
значение не будет обновлено.
[Подробности]
y Значение скорости подачи, указанное с помощью адреса "F", обнуляется при
перезапуске ЧПУ. Учтите, что значение команды "F" сохраняется при перезапуске
ЧПУ, если скорость подачи указывается в команде символа F1.
y Скорость подачи каждой оси указана ниже. (Следует преобразовать значения X,
Y и Z в виде инкрементного значения).
Вычисление скоростей подачи:
Скорость подачи оси Х:
Скорость подачи оси Y:
Скорость подачи оси Z:
Где
Единицы скорости подачи поворотной оси указаны ниже:
1 мм/мин = 1 град./мин
1 дюйм/мин = 1 град./мин
В линейной интерполяции, включая поворотную ось, скорости подачи определяются
в соответствии с формулами, приведенными выше для отдельных осей.
Пример:
G91 G01 X10 C20 F30.0
<ввод в "мм">
Скорость подачи оси Х
13,41 мм/мин
Скорость подачи оси С
26,83 град./мин
6087-Е
59
Раздел 3. Функции подачи
<ввод в "дюймах">
Скорость подачи оси Х
13,41 мм/мин
Скорость подачи оси С
26,83 град./мин
y При подаче команды F (F=1) для поворотной оси в дюймовой системе единиц
установка того, интерпретируется ли значение "F1" как 1 град./мин или как 25,4
град./мин, выполняется с помощью дополнительного параметра ЧПУ (бита) №15,
бит 7.
3-8. ВЫБОР ПЛОСКОСТИ (G17, G18, G19)
[Функция]
Выбор плоскости необходим для выполнения следующих функций:
y Круговая интерполяция (винтовое резание)
y Команда угла (AG)
y Коррекция на радиус режущего инструмента
y Поворот координат (локальная система координат)
y Постоянный цикл
y Вычисление координат
y Обработка области
Плоскости, которые могут быть выбраны, приведены ниже:
Плоскость Хр-Yp
Плоскость Zр-Xp
Плоскость Yр-Zp
Ось Х или U.
Ось Y или V.
Ось Z или W.
[Формат программирования]
6087-Е
60
Раздел 3. Функции подачи
[Подробности]
y Определение того, выбирается ли базовая ось (X, Y, Z) или параллельная ось (U,
V, W), осуществляется с помощью адресов осей, указанных в кадре с G17, G18
или G19.
Примеры:
Плоскость XY
Плоскость UY
Плоскость ZX
Плоскость WX
Плоскость YZ
Плоскость YW
y В кадрах, где не указан ни один из кодов G17, G18 и G19, выбранная плоскость
остается неизменной даже при изменении адресов оси.
y В кадрах, где указан код G17, G18 или G19, если адрес оси пропущен,
подразумевается, что пропущена базовая ось (X, Y, Z).
Примеры:
Плоскость XY
Плоскость XY
Плоскость UY
Плоскость ZX
Плоскость WX
y В случае подачи команды для оси, не существующей в плоскости, выбранной в
кадре G17, G18 или G19, перемещение оси выполняется независимо от
выбранной плоскости.
y Плоскость, которая должна быть выбрана при подаче питания или переустановке
ЧПУ, может быть указана путем установки в THE G CODE TO BE SET
AUTOMATICALLY (PLANE) (G-код, который должен быть установлен
автоматически (плоскость)) дополнительного параметра ЧПУ (AUTO SET NC
RESET /POWER ON) (автоматическая установка при подаче питания/перезапуске
ЧПУ).
y Неполадка возникает, если базовая ось и ось, параллельная базовой,
указываются в кадре выбора плоскости.
6087-Е
61
Раздел 3. Функции подачи
3-9. КРУГОВАЯ ИНТЕРПОЛЯЦИЯ (G02, G03)
[Функция]
Функция круговой интерполяции перемещает инструмент из фактической позиции в
заданную позицию вдоль дуги на указанной скорости подачи.
[Формат программирования]
Дуга на плоскости Xp-Yp:
Дуга на плоскости Zp-Xp:
Дуга на плоскости Yp-Zp:
Xp = ось Х или ось U
Yp = ось Y или ось V
Zp = ось Z или ось W
y G-коды, используемые для функции круговой интерполяции, приведены ниже.
G17
: Выбор плоскости
: Устанавливает дугу окружности на плоскости
Xp-Yp.
G18
: Выбор плоскости
: Устанавливает дугу окружности на плоскости
Zp-Xp.
G19
: Выбор плоскости
: Устанавливает дугу окружности на плоскости
Yp-Zp.
G02
: Направление вращения
: Устанавливает
стрелке.
G03
: Направление вращения
: Устанавливает направление против часовой
стрелки.
направление
по
часовой
Две оси из Xp, Yp и Zp, режим G90:
Устанавливает конечную точку на системе координат заготовки
Две оси из Xp, Yp и Zp, режим G91:
Устанавливает позицию относительно начальной точки с величинами со знаком.
Две оси из I, J и К:
Устанавливает расстояние от начальной точки до центра дуги с величинами со
знаком.
R: Устанавливает радиус дуги.
F: Устанавливает скорость подачи.
6087-Е
62
Раздел 3. Функции подачи
[Подробности]
y Направление вращения по часовой стрелке или против часовой стрелки
определяется при рассмотрении плоскости из положительного направления оси
Zp (оси Yp, оси Хр) на плоскости Xp-Yp (Zp-Xp, Yp-Zp), как показано на рис. ниже.
y Конечная точка определяется абсолютным значением или инкрементным
значением, в соответствии с G90 или G91.
Центральная точка дуги определяется значениями I, J и К, которые относятся к
Хр, Yp и Zp, соответственно. Их координатные значения всегда указываются как
инкрементные значения, независимо от G90 или G91.
Конечная точка
Центр
Начальная точка
Конечная точка
Центр
Конечная точка
Начальная точка
Центр
Начальная точка
Знак минус должен использоваться для значений I, J и К в случае необходимости.
y Конечная точка дуги может быть задана путем указания координатного значения
на одной из двух осей.
Если указана только одна ось, может быть выбран один из двух методов
обработки.
a. Для осей без команды значение предыдущей команды используется в
качестве конечной точки дуги. (Для данной обработки установите значение
для незапрограммированной оси (круговой, одноосный) дополнительного
параметра ЧПУ (круговая интерполяция) в качестве текущего значения).
6087-Е
63
Раздел 3. Функции подачи
Вертикальная ось
Горизонтальная ось
Начальная точка
Конечная точка
При программировании дуги, как показано на рис. слева,
конечная точка дуги может быть указана только
координатным значением горизонтальной оси, т.к.
координатное значение вертикальной оси одинаковое в
начальной и конечной точках. Ошибка возникает в случае,
если конечная точка не лежит на дуге. В программе слева
указана дуга по часовой стрелке:
Радиус: 100
Центр: (0, 0)
Начальная точка: (-70,711, -70,711)
Конечная точка: (70,711, -70,711)
В программе слева возникнет неполадка, т.к. конечная точка
(10, -70,711) не находится на дуге.
Пример:
b. Для пропущенной оси координатное значение вычисляется с использованием
координатного значения указанной оси. Для выполнения обработки выберите
точку на дуге при заданном значении для незапрограммированной оси
(одноосный) дополнительного параметра ЧПУ (круговая интерполяция).
Конечная точка
При программировании дуги, как показано на рис. слева,
конечная точка может быть указана только координатным
значением горизонтальной оси. Координатное значение
вертикальной оси вычисляется с учетом координатного
значения горизонтальной оси.
Начальная точка
y Если возможно наличие более одной точки пересечения, выбирается первая
достигаемая точка в заданном направлении дуги.
Пример:
Программа, приведенная слева, определяет дугу по часовой стрелке:
Радиус: 100
Центр: (0, 0)
Начальная точка: (-70,711, -70,711)
Конечная точка: (10,99,499)
Вышеприведенные операции также используются при пропуске указания
вертикальной оси.
y Центр дуги может быть определен путем указания радиуса (R) дуги вместо
указания I, J и К. Если дуга указана с помощью радиуса, определяются четыре
дуги, проходящие через одинаковые начальную и конечную точки. Для
определения конкретной дуги из четырех указанных дуг используется значение R
нижеприведенным способом.
6087-Е
64
Раздел 3. Функции подачи
y Дуга по часовой стрелке (G02)
Дуга, центральный угол которой меньше либо равен 180 град.: радиус R>0
Дуга, центральный угол которой больше 180 град.: радиус R<0
y Дуга против часовой стрелки (G03)
Дуга, центральный угол которой меньше либо равен 180 град.: радиус R>0
Дуга, центральный угол которой больше 180 град.: радиус R<0
Конечная точка
Конечная точка
Начальная точка
i) Дуга по часовой стрелке
Начальная точка
ii) Дуга против часовой стрелки
y Скорость подачи в круговой интерполяции – это компонент скорости подачи,
касательный дуги.
[Дополнение]
y Если значение I, J или K пропущено, считается, что указан "0".
y Дуга радиусом 0 (R=0) не может быть указана.
y Если значения для Хр, Yp и Zp пропущены, дуга, начальная и конечная точки
которой находятся в одной точке, определяется следующим способом:
a) Если центр указан с помощью I, J и/или K, образуется дуга в 360 град.
b) Если радиус указан с помощью R, образуется дуга в 0 град.
y Невозможно указать R одновременно с I, J и K.
y Невозможно указать любую ось, параллельную осям, образующим выбранную
плоскость.
Например, указание оси W недопустимо, когда выбрана плоскость Z-X.
y Ошибка возникнет в случае, если разница между начальной и конечной точками
дуги больше либо равна значению, установленному в контрольных данных дуги
(разница радиуса в начале и в конце) дополнительного параметра ЧПУ (круговая
интерполяция).
6087-Е
65
Раздел 3. Функции подачи
3-10. ВИНТОВОЕ РЕЗАНИЕ (G02, G03) (ОПЦИЯ)
[Функция]
Винтовое резание или винтовая интерполяция могут быть выполнены посредством
синхронизации круговой интерполяции с линейной интерполяцией оси, которая
пересекает плоскость, на которой определена дуга, в прямых углах.
[Формат программирования]
Плоскость ХрYp
α: Ось, непараллельная осям, составляющим плоскость дуги
[Подробности]
y Винтовое резание может также быть запрограммировано на плоскостях Zp-Xp
(G18) и Yp-Zp (G19) с использованием формата, схожего с вышеуказанным
форматом.
y Чтобы запрограммировать винтовое резание, просто прибавьте команду оси,
которая пересекает плоскость дуги, к круговой интерполяции.
y Винтовое резание возможно для дуги, центральный угол которой меньше 360
градусов.
y Скорость подачи, указанная F-командой, действительна для круговой
интерполяции. Вследствие этого, скорость подачи в направлении линейной оси
вычисляется по следующей формуле:
Скорость подачи в направлении линейной оси
Расстояние перемещения линейной оси
Длина дуги
y Смещение длины инструмента действительно для оси, расположенной под
прямыми углами к плоскости дуги.
y Компенсация радиуса режущего инструмента действительна только для команд
круговой интерполяции.
Раздел 4.
Подготовительные
функции
6087-Е
67
Раздел 4. Подготовительные функции
G-коды, состоящие из адресного символа G и трехзначного числа (от 00 до 399),
устанавливают режим, который указывает на способ выполнения команд.
Вместо использования адресного символа G, некоторые G-коды выражены
мнемоникой. Мнемонический код включает до восьми алфавитных знаков (от А до
Z).
y Действительный диапазон G-кодов
G-коды в одном кадре:
Действительны только в указанном кадре. Такие G-коды автоматически
отменяются, когда программа переходит к следующему кадру.
Модальные G-коды:
После однократного указания, данные G-коды остаются действительными до
момента указания другого G-кода в одной группе.
y Специальные G-коды
Мнемонические коды, используемые для вызова подпрограммы, и коды,
используемые в качестве команд перехода, называются специальными Gкодами.
Специальные G-коды должны указываться в начале кадра. Ввод данных кодов в
середине кадра недопустим. Однако следует учесть, что косая черта "/" (код
дополнительного пропуска кадра) или имя последовательности могут быть
установлены перед специальным G-кодом.
y Таблицы G-кодов и мнемонические коды приведены в подразделе "15-1. Таблица
G-кодов" и "15-2. Таблица мнемонических кодов" в ПРИЛОЖЕНИИ.
4-1. КОМАНДА ВЫСТОЯ (G04)
[Функция]
В конце указанного кадра функция выстоя приостанавливает выполнение
программы на протяжении указанного отрезка времени, прежде чем перейти к
выполнению следующего кадра.
[Формат программирования]
Два нижеприведенных формата программирования могут использоваться для
указания функции выстоя.
y G04 F_
F: Устанавливает величину отрезка времени выстоя
Единицы времени выстоя могут быть выбраны из 1, 0,1, 0,01 и 0,001 секунды с
помощью дополнительного параметра ЧПУ (INPUT UNIT SYSTEM) (ввод системы
единиц).
Максимальное программируемое время выстоя составляет 99999,999 секунды.
y G04 Р_
Р: Устанавливает величину отрезка времени выстоя
Единицы времени простоя могут быть выбраны тем же способом, что и указано в
п. F.
6087-Е
68
Раздел 4. Подготовительные функции
4-2. ПРОГРАММИРУЕМОЕ ЗЕРКАЛЬНОЕ ИЗОБРАЖЕНИЕ (G62) (ОПЦИЯ)
[Функция]
Функция зеркального изображения создает геометрию, симметричную вокруг
определенной оси. В дополнение к переключателю зеркального изображения,
расположенному на панели управления станком, функция программируемого
изображения создает зеркальные изображения с помощью запрограммированных
команд.
Ось, расположенная в режиме зеркального изображения, определяется на экранном
дисплее. На экране ACTUAL POSITION перед именем оси ставится "тире".
[Формат программирования]
0: Норма (зеркальное изображение выключено)
1: Зеркальное изображение
[Подробности]
y Фактическое состояние функции зеркального изображения, основанное на
спецификации G62 и установке переключателя MIRROR IMAGE (зеркальное
изображение), отображается в нижеприведенной таблице.
G62
Норма
Норма
Зеркальное изображение
Зеркальное изображение
Установка переключателя
Норма
Зеркальное изображение
Норма
Зеркальное изображение
Фактическое состояние
Норма
Зеркальное изображение
Зеркальное изображение
Норма
y Кадр, в котором указан G62, не должен содержать другие команды.
y Функция зеркального изображения является модальной.
y Оси, не указанные в кадре G62, считаются функционирующими в нормальном
режиме.
y Все оси функционируют в нормальном режиме, когда питание включено.
y Будут ли оси установлены в нормальный режим или нет после перезапуска ЧПУ,
может быть установлено в AT AN NC RESET, CLEARS THE G62 MIRROR IMAGE
FOR ALL AXES (удаление G62 зеркального изображения для всех осей)
дополнительного параметра ЧПУ (MIRROR IMAGE).
y Система координат (локальная система координат или система координат
заготовки), в которой будет активна функция зеркального изображения, может
быть выбрана в локальной системе координат/системе координат заготовки
дополнительного параметра ЧПУ (MIRROR IMAGE).
Пример:
6087-Е
69
Раздел 4. Подготовительные функции
(1) При выборе заготовки в локальной системе координат/системе координат
заготовки дополнительного параметра ЧПУ (MIRROR IMAGE).
X-Y: Система координат заготовки
X'-Y': Локальная система координат
(2) При выборе локальной системы координат в локальной системе
координат/системе координат заготовки дополнительного параметра ЧПУ
(MIRROR IMAGE).
6087-Е
70
Раздел 4. Подготовительные функции
4-3. ВЫБОР СИСТЕМЫ КООРДИНАТ ЗАГОТОВКИ (G15, G16)
[Функция]
В качестве стандартной функции поставляется 20 наборов систем координат
заготовки. Данное количество может быть дополнительно увеличено до 50, 100 или
200 наборов.
[Формат программирования]
Модальный G-код: G15 Hn (0≤n≤200)
После установки новой системы координат "n" с помощью модального G-кода,
координатные значения, указанные в том же и последующих кадрах,
интерпретируются как координатные значения в выбранной системе координат
заготовки "n".
G-код в одном кадре: G16 Hn (0≤n≤200)
При установке новой системы координат "n" с помощью G-кода, указанного в одном
кадре, только координатные значения, указанные в одном кадре, интерпретируются
как координатные значения в выбранной системе координат заготовки "n".
[Подробности]
y Для G15 и G16 с помощью "n" указывается номер системы координат заготовки в
диапазоне от 1 до 200. Если для "n" указывается 0, выбирается система
координат заготовки.
y После подачи питания, а также после перезапуска ЧПУ, автоматически
выбирается система координат заготовки, ранее выбранная с помощью G15.
y G15 и G16 могут не указываться в следующих режимах:
y Режим коррекции на радиус режущего инструмента
y Режим трехмерного смещения
y Режим увеличения/сокращения геометрии
y Режим параллельного сдвига/вращения системы координат
[Дополнение]
Команды подачи оси, указываемые сразу после G15, должны указываться в
абсолютном режиме.
6087-Е
71
Раздел 4. Подготовительные функции
4-4. ИЗМЕНЕНИЕ СИСТЕМЫ КООРДИНАТ ЗАГОТОВКИ (G92)
[Функция]
Функция изменения системы координат заготовки предназначена для изменения
системы координат заготовки.
[Формат программирования]
G92 IP_
[Подробности]
y G92 автоматически изменяет значение смещения нуля заготовки системы
координат заготовки, выбранной в текущий момент, таким образом, чтобы
координатное значение текущей позиции инструмента было координатным
значением, указанным как IP_.
y G92 изменяет только систему координат заготовки, выбранную во время ее
выполнения. Он не влияет на любую другую систему координат заготовки.
y Координатное значение Р, указанное в данном кадре, всегда рассматривается
как абсолютное значение, независимо от спецификации G90 (абсолютный режим)
и G91 (инкрементный режим).
y Для оси, не указанной с помощью координатного значения Р, значение смещения
нуля заготовки остается неизменным.
y G92 может не указываться в следующих режимах:
y Режим коррекции на радиус режущего инструмента
y Режим трехмерного смещения
y Режим увеличения/уменьшения геометрии
y Режим параллельного сдвига вращения системы координат
y Режим выбранной системы координат станка
4-5. ПРОВЕРКА СИСТЕМЫ ЕДИНИЦ (G20, G21) (ОПЦИЯ)
[Функция]
Функция проверки системы единиц выполняет проверку системы единиц, выбранной
путем установки в LENGTH UNIT SYSTEM (система единиц длины) дополнительного
параметра ЧПУ (INPUT UNIT SYSTEM). Если выбранная система не согласуется с
системой единиц, указанной с помощью G20/G21, возникает ошибка.
[Формат программирования]
G20: Проверка выбора дюймовой системы
Ошибка возникает при выборе метрической системы путем установки для
параметра.
G21: Проверка выбора метрической системы
Ошибка возникает при выборе дюймовой системы путем установки для параметра.
6087-Е
72
Раздел 4. Подготовительные функции
4-6. ФУНКЦИИ ПРЕОБРАЗОВАНИЯ СИСТЕМЫ КООРДИНАТ
4-6-1. ПАРАЛЛЕЛЬНЫЙ СДВИГ И ВРАЩЕНИЕ СИСТЕМ КООРДИНАТ (G11, G10)
[Функция]
Функция параллельного сдвига/вращения сдвигает или вращает систему координат
заготовки. Новая система координат, определенная путем сдвига или вращения
системы координат заготовки, называется локальной системой координат. Можно
отменить локальную систему координат.
[Формат программирования]
Параллельный сдвиг/вращение системы координат: G11 IP_P_
IP: Величина параллельного сдвига для установки локальной системы координат
Укажите величину сдвига как абсолютное значение относительно начала
системы координат заготовки, независимо от выбранного режима определения
размеров, абсолютного режима (G90), инкрементного режима (G91) или
зеркального изображения (G62).
Р: Величина вращения для установки локальной системы координат
Укажите угол вращения в единицах 1 градус, 0,001 градуса или 0,0001 градуса в
соответствии с выбранной системы единиц (LENGTH UNIT SYSTEM (система
единиц длины) и ANGLE (угол) дополнительного параметра ЧПУ (INPUT UNIT
SYSTEM)).
Если указано значение "Р0" либо не указана команда Р, выполняется только
сдвиг системы координат заготовки, без вращения.
Вращение системы координат заготовки выполняется на плоскости (G17, G18,
G19), активной при указании G11, и данное вращение не влияет на оси, не
включенные в данную плоскость. Направление вращения – против часовой
стрелки при рассмотрении из положительного направления оси, не включенной
в плоскость вращения.
Укажите угол вращения как абсолютное значение, независимо от выбранного
режима определения размеров (G90, G91).
y Отмена локальной системы координат: G10
При указании G10 параллельный сдвиг и угол вращения отменяются.
[Подробности]
y После выполнения G11, ЧПУ входит в состояние, в котором определяется
локальная система координат. При повторном выполнении G11 в данном
состоянии предыдущая система координат будет изменена. При повторном
указании G11, если указание адреса оси пропускается, используется значение,
указанное в первом G11. Установленные значения удаляются при
выключении/включении питания, ЧПУ перезапускается, либо выполняется G10
(отмена локальной системы координат).
y Кадр, содержащий G10 или G11, не должен включать другие G-коды.
y G10 и G11 являются модальными. G10 устанавливается при подаче питания или
перезапуске ЧПУ.
y G11 не должен указываться в следующих режимах:
y Режим увеличения/уменьшения геометрии
y Когда выбрана система координат станка (Н00)
6087-Е
73
Раздел 4. Подготовительные функции
y Режим функции копирования
[Пример программы]
При использовании локальной системы координат будет запрограммирована
нижеприведенная заготовка (пример), как указано в примере программы
Система координат станка
Нулевая точка локальной системы координат
Нулевая точка системы координат заготовки
Выбор системы координат заготовки 1
Установка локальной системы координат
Отмена локальной системы координат
* Значение коррекции на нуль системы координат заготовки 1: х=25, y=15
6087-Е
74
Раздел 4. Подготовительные функции
4-6-2. ФУНКЦИЯ КОПИРОВАНИЯ (COPY, COPYE)
[Функция]
Функция копирования используется для облегчения обработки детали путем
повторения того же шаблона, что и при параллельном сдвиге и вращении.
Сначала укажите параллельный сдвиг и вращение локальной системы координат с
помощью COPY, вместо G11, затем запрограммируйте повторяющийся шаблон.
Затем укажите инкрементное значение параллельного сдвига/вращения.
[Формат программирования]
Параллельный сдвиг/вращение локальной системы координат: COPY IP_P_Q_
IP: Исходное значение компонента параллельного сдвига для установки локальной
системы координат
Укажите как абсолютное значение относительно начала текущей системы
координат заготовки.
Р: Исходное значение компонента вращения для установки локальной системы
координат
Укажите данное значение в единицах 1 градус, 0,001 градуса или 0,0001 градуса
в соответствии с выбранной системы единиц ("LENGTH UNIT SYSTEM" и
"ANGLE" дополнительного параметра ЧПУ (INPUT UNIT SYSTEM)).
Если команда Р не указана в режиме G11, действительна предыдущая
установка.
Q: Количество повторений шаблона.
Диапазон установки: 1-9999
Значение по умолчанию: 1
Программа повторяющегося шаблона: COPYE IP_P_
IP: Инкрементное значение для параллельного сдвига локальной системы
координат.
Значение по умолчанию: 0
Р: Инкрементное значение для вращения локальной системы координат.
Значение по умолчанию: 0
[Подробности]
y Команды G11, G10 и COPY могут быть указаны с локальной системой
координат, определенной с помощью команды G11. Однако при указании
команды G11, G10 или COPY с локальной системой координат, определенной с
помощью команды COPY.
y Локальная система координат будет отменена с кадра, следующего за командой
COPYE.
6087-Е
75
Раздел 4. Подготовительные функции
[Пример программы]
Нулевая точка локальной
системы координат
Нулевая точка системы координат заготовки
Начальная точка дуги
Конечная точка дуги
*:
Команды круговой интерполяции не должны указываться в кадре, следующем за кадром COPY, а
также в кадре, стоящем перед кадром COPYE.
6087-Е
76
Раздел 4. Подготовительные функции
4-7. ФУНКЦИЯ УВЕЛИЧЕНИЯ/УМЕНЬШЕНИЯ ГЕОМЕТРИИ ЗАГОТОВКИ
(G51, G50) (ОПЦИЯ)
[Функция]
Функция увеличения/уменьшения геометрии заготовки увеличивает или уменьшает
геометрию, определенную программой, относительно точки, указанной в локальной
системе координат. Если локальная система координат не указана, для указания
опорной точки увеличения/уменьшения используется система координат заготовки.
[Формат программирования]
Увеличение/уменьшение геометрии: G51 IP_P_
IP: Центр увеличения/уменьшения геометрии
Укажите данную точку в локальной системе координат.
Для осей, не указанных в данном кадре, принимается координатное значение (в
локальной системе координат) точки, в которой указан G51.
Р: Коэффициент умножения для увеличения или уменьшения.
Программируемый диапазон: от 0,000001 до 99,999999
Значение по умолчанию: 1
Р0:
Центр увеличения/уменьшения
Р1-Р4: Запрограммированная геометрия
Р'1-P'4: Сокращенная геометрия
Отмена увеличения/уменьшения: G50
[Подробности]
y Функция увеличения/уменьшения активируется или дезактивируется на
отдельных осях в соответствии с установкой для дополнительного параметра
ЧПУ (увеличение/уменьшение геометрии). Однако возникнет неполадка при
проверке радиуса, если установка параметра отличается среди осей на
плоскости, указанной для круговой интерполяции.
y Функция увеличения/уменьшения не влияет на следующие пункты:
a. Значения установки локальной системы координат (G11)
b. Значения коррекции на радиус режущего инструмента и значения
трехмерного смещения (G41, G42, G43)
c. Значения коррекции на длину инструмента (c G54 по G59)
d. Значения установки системы координат заготовки (G92)
e. Нижеприведенные перемещения оси Z в постоянном цикле:
6087-Е
77
Раздел 4. Подготовительные функции
y Величина врезной подачи и отвода в цикле глубокого сверления (G73,
G83)
y Величины сдвига Х,Y при выполнении чистового или обратного
растачивания (G76, G87)
Пример:
Коррекция на радиус режущего инструмента, а также увеличение и уменьшение
геометрии заготовки
[Пример программы]
Пример
программы
для
установки
локальной
системы
увеличения/уменьшения геометрии заготовки приведен ниже.
Установка локальной системы координат
Уменьшение геометрии
Позиционирование в Р'1
Позиционирование в Р'2
Позиционирование в Р'3
Позиционирование в Р'4
координат
и
6087-Е
78
Раздел 4. Подготовительные функции
Геометрия после установки локальной системы
координат и уменьшения геометрии
Геометрия после установки локальной системы координат
Только уменьшение
Геометрия, определенная программой
Система координат заготовки
Прим. переводчика: "Local coordinate system" – локальная система координат
Раздел 5. Функции S, T и
М
6087-Е 80
Раздел 5. Функции S, Т и М
В данном разделе описываются S-, T- и М-коды, которые определяют необходимые
операции на станке, кроме команд перемещения оси.
S: Скорость шпинделя
Т: Номер инструмента для цикла смены инструмента
М: Включение и выключение соленоидов и других схожих устройств
В одном кадре может указываться только один из вышеприведенных типов кодов.
При подаче одной или более команд с одинаковым типом кода в одном кадре будет
выполнена крайняя правая команда каждого типа кода.
<Пример> будет выполнена М6 Т1 Т2------М6 Т2.
5-1. ФУНКЦИЯ S-КОДА
[Функция]
Функция шпинделя указывает скорость шпинделя в виде числового значения (до
пяти цифр), введенного после адреса S.
[Подробности]
y Требуемая скорость шпинделя (об/мин) напрямую указывается в виде числового
значения, введенного после адреса S.
Программируемый диапазон: от 0 до 65535
y При указании команды S вместе с командами перемещения оси в одном кадре
команда S становится действительной во время выполнения команд
перемещения оси.
y Несмотря на то, что команда S не отменяется после перезапуска ЧПУ, она
удаляется при выключении питания.
y Для выполнения команды вращения шпинделя (М03, М04) команда S должна
указываться в том же или предыдущем кадре.
5-2. ФУНКЦИЯ Т-КОДА
[Функция]
Функция инструмента выбирает инструмент в станке с помощью числового значения
(до восьми цифр), введенного после адреса Т.
[Подробности]
y Программируемый диапазон Т-команды указан ниже.
Программируемый диапазон: от 0 до 99999999
y Во время выполнения Т-кода выполняется подготовка следующего инструмента
(индексирование инструмента в магазине или снятие следующего инструмента из
магазина и установка его в позицию станции готовности).
y Цикл смены фактического инструмента выполняется с помощью М06.
y При указании команды Т вместе с командами перемещения оси в одном кадре
синхронизация выполнения Т-кода может быть выбрана из следующих двух
типов синхронизации:
Выполняемая одновременно с командами перемещения оси
Выполняемая после завершения команд перемещения оси
6087-Е 81
Раздел 5. Функции S, Т и М
5-3. ФУНКЦИЯ М-КОДА
[Функция]
Функция М-кода выводит номер М-кода, состоящий из четырехзначного числа и
адреса М, а также подает строб-импульс к ПЛК. Программируемый диапазон Мкодов: от 0 до 1023.
5-3-1. ПРИМЕРЫ М-КОДОВ
Ниже приведены примеры М-кодов.
(1) М02, М30 (конец программы)
Данные М-коды обозначают конец программы.
После выполнения М02 или М30, основная программа завершается, и
выполняется обработка перезапуска. Программа устанавливается на начало.
(При наличии программы-графика выполнение М02 или М30 в основной
программе не приводит к перезапуску ЧПУ.)
(2) М03, М04, М05 (вращение шпинделя по часовой стрелке/против часовой стрелки
и его остановка)
Данные М-коды управляют вращением шпинделя и его остановкой; вращение
шпинделя по часовой стрелке (М03), вращение шпинделя против часовой
стрелки (М04) и остановка шпинделя (М05).
(3) М19 (ориентация шпинделя)
Команда М19 используется на станках, оснащенных механизмом ориентации
шпинделя. Функция ориентации шпинделя останавливает шпиндель в указанном
угловом положении.
y Многоточечное индексирование шпинделя
Путем указания "RS=угол" после М19 можно выполнить индексирование
шпинделя в указанном угловом положении.
Несмотря на то, что в нижеприведенном разъяснении в качестве примера
используется М19, то же применимо и к М118 и М119.
М19 RS=θ
y θ обозначает требуемый угол индексирования и указывается в единицах
1°. Если значение меньше указанного 1°, оно сокращается.
y Программируемый диапазон θ: от 0 до 360°
y θ обозначает требуемый угол индексирования шпинделя, измеренный в
углу вращения по часовой стрелке относительно позиции ориентации
шпинделя.
[Дополнение]
y Если М19 (М118, М119) указывается без аргумента RS, выполняется обычная
ориентация шпинделя. Т.е., вызванная операция совпадает с операцией,
вызванной "M19 RS=0".
y RS всегда должен указываться в одном кадре с М19 (М118, М119).
(4) М52 (постоянный цикл – возврат к пределу отвода)
В различных постоянных циклах данная команда устанавливает позицию
возврата оси цикла на 0,1 мм от ограничения перемещения оси Z в
положительном направлении.
6087-Е 82
Раздел 5. Функции S, Т и М
Подробная информация приведена в РАЗДЕЛЕ 7, "7-2. Операции постоянного
цикла".
(5) М53 (постоянный цикл – возврат в заданную точку)
В различных постоянных циклах данная команда устанавливает позицию
возврата оси цикла в позиции, указанной G71.
Подробная информация приведена в РАЗДЕЛЕ 7, "7.2. Операции постоянного
цикла".
(6) М54 (постоянный цикл – возврат на уровень точки R)
В различных постоянных циклах данная команда устанавливает позицию
возврата оси постоянного цикла в позицию, указанную командой R.
Подробная информация приведена в РАЗДЕЛЕ 7, "7.2. Операции постоянного
цикла".
(7) М132, М133 (обработка в одном кадре действительна/недействительна)
Данные М-коды определяют, является ли функция обработки в одном кадре
недействительной (М132) или действительной (М133), независимо от установки
переключателя обработки в одном кадре, расположенного на панели
управления станком.
(8) От М201 до М210 (макрокоманда М-кода)
Путем установки имен программ, относящихся к М201 – М210 в параметрах,
подпрограммы могут быть выполнены посредством указания М-кодов.
Подробная информация приведена в РАЗДЕЛЕ 10, "10.4. Функции макрокоманд
G- и М-кодов".
(9) М238, М239 (мягкая ручная коррекция действительна/недействительна)
Данные команды определяют, является ли значение мягкой ручной коррекции
(%), установленное для системных переменных <VFSOV> действительным
(М238) или недействительным (М239) для скорости рабочей подачи (команда F
× значение ручной коррекции).
(10) М00 (остановка программы)
После выполнения М00, программа останавливается. В случае запуска ЧПУ в
состоянии остановки программы выполняется перезапуск данной программы.
(11) М01 (дополнительная остановка)
При выполнении М01 при включенном переключателе дополнительной
остановки, расположенном на панели управления станком, программа
останавливается. В случае запуска ЧПУ в состоянии дополнительной остановки
выполняется перезапуск программы.
(12) М06 (смена инструмента)
Данный М-код используется на станках, оснащенных механизмом смены
инструментов в виде команды запуска цикла смены инструментов.
(13) М15, М16 (четвертая ось – вращение поворотного стола по часовой стрелке,
против часовой стрелки)
Данные М-коды используются на станках, оснащенных поворотным столом в
качестве четвертой оси, для указания направления вращения поворотного
стола; по часовой стрелке (М15), против часовой стрелки (М16).
Подробная информация, касающаяся управления поворотным столом,
приведена в РАЗДЕЛЕ 17, "Функция дополнительной оси (поворотной оси)" в
Руководстве по СПЕЦИАЛЬНЫМ ФУНКЦИЯМ №1.
6087-Е 83
Раздел 5. Функции S, Т и М
(14) М115, М116 (пятая ось - вращение поворотного стола по часовой стрелке,
против часовой стрелки)
Данные М-коды используются на станках, оснащенных поворотным столом в
качестве пятой оси, для указания направления вращения поворотного стола; по
часовой стрелке (М115), против часовой стрелки (М116).
Подробная информация, касающаяся управления поворотным столом,
приведена в РАЗДЕЛЕ 17, "Функция дополнительной оси (поворотной оси)" в
Руководстве по СПЕЦИАЛЬНЫМ ФУНКЦИЯМ №1.
(15) М118, М119 (индексирование шпинделя – против часовой стрелки, более
короткая траектория)
Данные М-коды используются на станках, оснащенных механизмом
индексирования шпинделя в качестве команды указания направления
ориентации шпинделя.
[Формат программирования]
y М118 индексирование шпинделя (против часовой стрелки)
y М119 индексирование шпинделя (более короткая траектория)
(16) М130, М131 (для состояния "действительно/недействительно" рабочей подачи,
вращения шпинделя)
Обычно в режимах G01, G02 и G03 шпиндель должен вращаться для
выполнения подачи оси. Данные М-коды устанавливаются для игнорирования
данного состояния (М130) или его активации (М131).
(17) М134, М135 (ручная коррекция скорости шпинделя действительна/
недействительна)
Даже в состоянии, в котором управление ручной коррекцией скорости шпинделя
с ПЛК действительно, функция ручной коррекции скорости шпинделя может
быть недействительной (М134) или действительной (М135) с помощью данных
команд.
(18) М136, М137 (ручная коррекция подачи оси действительна/недействительна)
Данные М-коды устанавливают, становится ли функция ручной коррекции
подачи оси недействительной (М136) или действительной (М137), независимо
от статуса сигнала ручной коррекции подачи оси с ПЛК.
(19) М138, м139 (холостой ход действителен/недействителен)
Данные М-коды устанавливают, становится ли функция холостого хода
недействительной (М138) или действительной (М139), независимо от установки
переключателя холостого хода, расположенного на панели управления станком.
(20) М140, М141 (задержка действительна/недействительна)
Данные
М-коды устанавливают,
становится
ли
функция задержки
недействительной (М140) или действительной (М141), независимо от установки
переключателя задержки, расположенного на панели управления станком.
(21) М234-М237 (диапазон выбора передачи для синхронизированного нарезания
резьбы метчиком)
Данные
М-коды
устанавливают
диапазон
выбора
передачи
для
синхронизированного нарезания резьбы метчиком.
Подробная информация приведена в "Функции мониторинга крутящего момента"
в разделе Синхронизированное нарезание резьбы метчиком Руководства по
СПЕЦИАЛЬНЫМ ФУНКЦИЯМ.
6087-Е 84
Раздел 5. Функции S, Т и М
(22) М326, М327 (включение/выключение монитора крутящего момента для
синхронизированного нарезания резьбы метчиком)
Данные М-коды включают (М326) и выключают (М327) режим монитора
крутящего момента для синхронизированного нарезания резьбы метчиком.
(23) М331, М332 (шестая ось – вращение поворотного стола по часовой
стрелке/против часовой стрелки)
Данные М-коды используются на станках, оснащенных поворотным столом и
шестой осью, для указания направления вращения поворотного стола; по
часовой стрелке (М331) и против часовой стрелки (М332).
Подробная информация, касающаяся управления поворотным столом,
приведена в РАЗДЕЛЕ 17, "Функция дополнительной оси (поворотная ось)" в
Руководстве №1 по СПЕЦИАЛЬНЫМ ФУНКЦИЯМ.
(24) М396-М399 (выбор позиции передачи для синхронизированного нарезания
резьбы метчиком)
Это команды позиции передачи специально для синхронизированного
нарезания резьбы метчиком, введенные М-кодами указания диапазона выбора
передачи (М234-М237) и командой S. Они создаются ЧПУ автоматически.
y М396: команда 1-й передачи для синхронизированного нарезания резьбы
метчиком
y М397: команда 2-й передачи для синхронизированного нарезания резьбы
метчиком
y М398: команда 3-й передачи для синхронизированного нарезания резьбы
метчиком
y М399: команда 4-й передачи для синхронизированного нарезания резьбы
метчиком
Раздел 6. Функции
коррекции
6087-Е
86
Раздел 6. Функции коррекции
6-1. ФУНКЦИЯ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА (G53-G59)
[Функция]
Функция коррекции на длину инструмента компенсирует позицию режущего
инструмента, чтобы его режущая кромка располагалась в запрограммированной
позиции.
Доступные G-коды.
G-код
Функция
G53
Отмена коррекции на длину инструмента
G54
Коррекция на длину инструмента, ось Х
G55
Коррекция на длину инструмента, ось Y
G56
Коррекция на длину инструмента, ось Z
G57
Коррекция на длину инструмента, 4-ая ось
G58
Коррекция на длину инструмента, 5-ая ось
G59
Коррекция на длину инструмента, 6-ая ось
[Формат программирования]
{G54-G59} IP_H_
IP: Текущая позиция режущей кромки инструмента после коррекции
Н: Номер коррекции на длину инструмента
Стандартные номера коррекции на длину инструмента: от НА до НС и от Н00 до
Н100. Данные диапазоны номеров могут быть расширены до Н200, Н300 или
Н999.
Если указан Н00, величина коррекции всегда становится равной "0".
Данные коррекции на длину инструмента вводятся в режиме установки данных
на инструмент.
Диапазон установки: от 0 до ±999,999 мм (от 0 до ±39,3700 дюйма)
[Подробности]
y Отображенное значение фактической позиции инструмента всегда включает
величину коррекции на длину инструмента.
y Коррекция на длину инструмента не может применяться для двух или более осей
одновременно или для поворотной оси.
y Номера коррекции на длину инструмента могут быть изменены напрямую, без
необходимости отмены предыдущей команды с помощью G53.
y После перезапуска ЧПУ, автоматически устанавливается Н00.
6087-Е
87
Раздел 6. Функции коррекции
6-2. КОРРЕКЦИЯ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА (G40, G41,
G42)
6-2-1. ФУНКЦИЯ КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА
[Функция]
Функция коррекции на радиус режущего инструмента автоматически корректирует
радиус инструмента.
Простое программирование геометрии заготовки не приведет к корректному
результату, т.к. размер (диаметр) инструмента не учитывается. Однако будет очень
сложно создать программу, которая учитывает диаметр инструмента. Данную
проблему можно решить с помощью функции коррекции на радиус режущего
инструмента, которая автоматически корректирует диаметр инструмента. Если
функция коррекции на радиус режущего инструмента используется для
программирования, автоматически создается правильно скорректированная
траектория инструмента путем программирования траектории инструмента вдоль
геометрии обрабатываемой заготовки.
[Формат программирования]
G40: Отмена коррекции на радиус режущего инструмента (режим, который
выбирается автоматически после включения питания).
Подробная информация приведена в подразделе "6-2-4. Перемещение
инструмента, когда коррекция на радиус режущего инструмента отменена".
G41: Резание слева (смещение влево, как видно из направления перемещения
инструмента; нисходящее резание)
Подробная информация приведена в подразделе "6-2-5. Изменение
направления коррекции в режиме коррекции на радиус режущего
инструмента".
G42: Резание справа (смещение вправо, как видно из направления перемещения
инструмента; восходящее резание)
Режим коррекции на радиус режущего инструмента устанавливается путем
указания G41 или G42. Отмена данного режима выполняется путем указания
G40. Подробная информация приведена в подразделе "6-2-5. Изменение
направления коррекции в режиме коррекции на радиус режущего
инструмента".
Выберите плоскость тем же способом, что и в
G17: Выбор плоскости Xp-Yp
режиме G02 или G03.
G18: Выбор плоскости Zp-Xp
Выберите плоскость тем же способом, что и в
режиме G02 или G03.
G19: Выбор плоскости Yp-Zp
Выберите плоскость тем же способом, что и в
режиме G02 или G03.
6087-Е
88
Раздел 6. Функции коррекции
D**:
Номер коррекции на радиус режущего инструмента. (Подробная информация
приведена в подразделе "6-2-7. Указания, касающиеся коррекции на радиус
режущего инструмента".)
[Дополнение]
y В нижеприведенном разъяснении рассматривается G17 (плоскость Xp-Yp),
который автоматически устанавливается после включения питания. Для
плоскостей Zp-Yp и Yp-Zp применимо то же разъяснение.
y Ввод в режиме коррекции на радиус режущего инструмента допустим только в
режиме G00 или G01. В случае вызова режима коррекции на радиус режущего
инструмента в других режимах возникает неполадка.
y Режим изменяется на режим коррекции на радиус режущего инструмента в
первом кадре, содержащем команду, которая фактически вызывает перемещение
оси после указания команды коррекции на радиус режущего инструмента.
y Термины "внутренний" и "внешний" определяются следующим образом:
Угол, образованный между последовательными траекториями инструмента,
измеряется на стороне заготовки, а "внутренний" и "внешний" определяются
увеличением данного угла. Если угол больше 180°, он определяется как
"внутренний", а если угол находится в диапазоне между 0 и 180°, он
определяется как "внешний".
Внутренний
Сторона заготовки
Внешний
Сторона заготовки
y Символы, используемые на рисунках в п. "Перемещение инструмента при
запуске" до "Указания, касающиеся коррекции на радиус режущего инструмента",
имеют следующее значение:
Точка остановки в одном кадре
Линейное движение
Круговое движение
Касательная к дуге
Величина коррекции на радиус режущего инструмента
Угол на стороне заготовки
Точка пересечения, образованная при сдвиге запрограммированной траектории (или касательной к
дуге) на величину коррекции
Запрограммированная траектория инструмента
Центральная траектория инструмента
Вспомогательная линия
6087-Е
89
Раздел 6. Функции коррекции
6-2-2. ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА ПРИ ЗАПУСКЕ
Резание внутреннего угла (θ≥180°)
(1) Прямая линия – Прямая линия
(2) Прямая линия - дуга
Тупой угол – внешнее резание (90°≤θ≤180°)
(1) Прямая линия – Прямая линия
6087-Е
90
Раздел 6. Функции коррекции
(2) Прямая линия - дуга
Острый угол – внешнее резание (0<90°)
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
(3) Исключение
Внешнее резание под острым углом, равным 0,1° или меньше, считается
"внутренним", как показано ниже.
6087-Е
91
Раздел 6. Функции коррекции
Запуск с воображаемым направлением подвода
Если кадр, который запускает коррекцию на радиус режущего инструмента, включает
любой из символов I_, J_ или К_, принадлежащих плоскости смещения (I_, J_ в
случае плоскости G17), оси перемещаются в заданную точку, указанную в данном
кадре, из направления, определенного с помощью I_ и/или J_. В таком случае
следует учитывать, что точка пересечения всегда рассчитывается независимо от
того, является ли резание "внутренним" или "внешним".
Воображаемое
направление подвода
Воображаемое
направление подвода
При отсутствии точки пересечения выполняется позиционирование в точку,
полученную посредством вертикального сдвига на величину коррекции из заданной
точки, указанной в кадре G41.
Воображаемое направление подвода
6087-Е
92
Раздел 6. Функции коррекции
6-2-3. ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕГО ИНСТРУМЕНТА
[Дополнение]
В данном разделе приводится разъяснение операций с операции, которая
начинается после ввода в режиме коррекции на инструмент до отмены режима
коррекции на радиус режущего инструмента.
Режимы рабочего хода, которые могут использоваться в режиме коррекции на
радиус режущего инструмента, представляют собой следующие четыре команды:
G00, G01, G02 и G03. В режиме коррекции на радиус режущего инструмента
команды, не имеющие рабочего хода оси на плоскости, могут быть приняты в
максимум трех последовательных кадрах. Если данная команда указывается в
четырех или более последовательных кадрах, а величина рабочего хода оси
плоскости равна "0" даже в одном кадре, операция рассматривается, как показано на
рисунке. Следует избегать подобных команд, так как они могут привести к
перерезанию или недостаточному резанию.
Пример: 4 последовательных кадра (перемещения нуля осей на выбранной
плоскости)
Перерезание
5 остановок в одном кадре
Пример: один кадр (перемещения нуля осей на выбранной плоскости)
Перерезание
2 остановки в одном кадре
6087-Е
93
Раздел 6. Функции коррекции
Внутреннее резание (θ≥180°)
(1) Прямая линия – прямая линия
(2) Прямая линия – дуга
(3) Дуга - прямая линия
6087-Е
94
Раздел 6. Функции коррекции
(4) Дуга - дуга
(5) Исключение
Существует исключение при обработке, когда внутреннее резание под углом 0,1
градуса или меньше для конфигурации прямая линия – прямая линия
заменяется внешним резанием (будет разъяснено позже), т.к. обычный метод
нахождения точки пересечения будет значительно отклоняться от заданного
значения.
Прямая линия – прямая линия θ≤0,1°
(6) Вышеуказанная обработка ограничивается конфигурацией прямая линия –
прямая линия. В других случаях, например, прямая линия – дуга, как указано
ниже, используется обычный метод.
6087-Е
95
Раздел 6. Функции коррекции
Тупой угол – внешнее резание (90°≤θ≤180°)
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
(3) Дуга – прямая линия
(4) Дуга - дуга
6087-Е
96
Раздел 6. Функции коррекции
Острый угол – внешнее резание (θ<90°)
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
(3) Дуга – прямая линия
6087-Е
97
Раздел 6. Функции коррекции
(4) Дуга - дуга
Внутреннее резание с невозможностью найти точку пересечения
Как показано на рисунке ниже, возникают ситуации, когда имеется точка
пересечения с небольшой величиной коррекции (D1), а не с большой величиной
коррекции (D2). В таком случае возникает неполадка, и обработка прекращается.
В режиме покадровой обработки возникает неполадка в кадре, предшествующем
кадру, который вызовет состояние неполадки. В других режимах неполадка
возникает за несколько кадров до кадра, вызывающего состояние "отсутствия точки
пересечения".
Остановка в результате возникновения
неполадки (в режиме обработки в одном кадре)
6-2-4. ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА ПРИ ОТМЕНЕ КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕГО ИНСТРУМЕНТА
[Функция]
Когда нижеприведенные команды выполняются в режиме коррекции на радиус
режущего инструмента, устанавливается режим отмены коррекции на радиус
режущего инструмента.
[Формат программирования]
G40 G00 (G01) Xp_Yp_
Режим перемещения оси для отмены режима коррекции на радиус режущего
инструмента должен быть G00 или G01.
6087-Е
98
Раздел 6. Функции коррекции
Внутреннее резание (θ≥180°)
(1) Прямая линия – прямая линия
(2) Дуга – прямая линия
Тупой угол – внешнее резание (90°≤θ≤180°)
(1) Прямая линия – прямая линия
(2) Дуга – прямая линия
6087-Е
99
Раздел 6. Функции коррекции
Острый угол – внешнее резание (θ<90°)
(1) Прямая линия – прямая линия
(2) Дуга – прямая линия
(3) Исключение
Внешнее резание под острым углом, равным 1 градус или меньше, считается
"внутренним", как показано ниже.
6087-Е
100
Раздел 6. Функции коррекции
Команда независимого G40
G40 дается независимо с позиционированием осей в точке, смещенной в
вертикальном направлении на величину, эквивалентную величине коррекции (D), из
позиции, указанной в предыдущем кадре.
Прямая линия
2 остановки в режиме
обработки в одном кадре
Отмена с воображаемым направлением подвода
Если кадр, который отменяет коррекцию на радиус режущего инструмента, включает
любой из символов I_, J_ или К_, принадлежащих плоскости смещения (I_, J_ в
случае плоскости G17), оси перемещаются в заданную точку, указанную в данном
кадре, из направления, определенного с помощью I_ и/или J_. В таком случае
следует учитывать, что точка пересечения всегда рассчитывается независимо от
того, является ли резание "внутренним" или "внешним".
Воображаемое
направление подвода
Воображаемое направление подвода
6087-Е
101
Раздел 6. Функции коррекции
При отсутствии точки пересечения выполняется позиционирование в точку,
полученную посредством вертикального сдвига на величину коррекции из заданной
точки, указанной в кадре, расположенном непосредственно перед кадром с G41.
6-2-5. ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ КОРРЕКЦИИ В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕГО ИНСТРУМЕНТА
y Направление коррекции может быть изменено даже в режиме коррекции на
радиус режущего инструмента путем выполнения G41 или G42 или путем
изменения знака (плюс или минус) величины коррекции.
G-код
Положительный знак/отрицательный знак
+
Коррекция влево
Коррекция вправо
(резание с левой стороны)
(резание с правой стороны)
Коррекция вправо
Коррекция влево
(резание с правой стороны)
(резание с левой стороны)
G41
G42
y Условия выполнения
Режим
Команда
G41
G42
G41
G42
G41
G42
G42
G41
Прямая линия –
прямая линия
Прямая линия Дуга – прямая
Дуга - дуга
дуга
линия
Недействительно
(Когда знак плюс или минус величины коррекции не изменяется)
При отсутствии точки пересечения
Выполняемый
возникает неполадка
При изменении направления смещения нет различий между внутренним и внешним
резанием, однако существуют отличия, в зависимости от того, имеется точка
пересечения или нет.
В нижеприведенных описаниях подразумевается, что величина коррекции является
положительной.
6087-Е
102
Раздел 6. Функции коррекции
С точкой пересечения
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
(3) Дуга – прямая линия
6087-Е
103
Раздел 6. Функции коррекции
(4) Дуга - дуга
Без точки пересечения
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
104
Раздел 6. Функции коррекции
Дуга окружности, образующая перекрывающуюся окружность
Если перекрывающаяся окружность (превышающая полный круг) образуется в
результате изменения направления смещения, инструмент будет двигаться вдоль
более короткой дуги до достижения заданной точки. Во избежание этого следует
разделить дугу окружности.
6087-Е
105
Раздел 6. Функции коррекции
6-2-6. КОРРЕКЦИЯ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА ТИПА А
Обзор
Программы часто создаются с помощью гипотетического радиуса режущего
инструмента, который затем используется путем установки коррекции на радиус
режущего инструмента для разницы между гипотетическим и фактическим
радиусами режущего инструмента. В системе OSP направление резания
определяется знаком значения коррекции на радиус режущего инструмента. Однако
может возникнуть ошибка перерезывания, если направление резания будет
отличаться после установки разницы между гипотетическим и фактическим
радиусами режущего инструмента. Данная ошибка перерезывания довольно
очевидна в начале и в конце коррекции. Установите нижеприведенный параметр во
избежание ошибок резания в начале и в конце коррекции.
Параметр
Условное перемещение инструмента в начале коррекции на радиус режущего
инструмента (G41/G42) и в конце коррекции (G40) называется "Типом В".
Перемещение инструмента в начале и в конце коррекции на радиус режущего
инструмента, указанное в данном разделе, называется "Типом А". Разницы между
двумя данными типами не возникает в случае исключения, как, например, при
внешнем резании под острым углом, равным 1° или меньше, и при обработке с
воображаемым направлением подвода. Разницы не возникает также и при
перемещении станка в режиме коррекции на радиус режущего инструмента.
Нижеприведенный дополнительный параметр ЧПУ предназначен для переключения
типов А и В.
№
79
Бит
4
Бит дополнительного параметра ЧПУ
Содержание
Выбирает тип перемещения инструмента в начале
и в конце коррекции на радиус режущего
инструмента.
Тип А
Тип В
(условная
спецификация)
По умолчанию установлен тип В.
6087-Е
106
Раздел 6. Функции коррекции
Перемещение инструмента в начале коррекции на радиус режущего
инструмента
Внутреннее резание θ≥180°
Инструмент перемещается в позицию вектора вертикально началу следующей
команды, независимо от типов коррекции на радиус режущего инструмента.
(1) Прямая линия – прямая линия
Точка остановки в одном кадре
Линейное движение
Круговое движение
Касательная к дуге
Величина коррекции на радиус режущего инструмента
Угол на стороне заготовки
Точка пересечения, образованная при сдвиге запрограммированной траектории (или касательной к
дуге) на величину коррекции
Запрограммированная траектория инструмента
Центральная траектория инструмента
Вспомогательная линия
(2) Прямая линия - дуга
6087-Е
107
Раздел 6. Функции коррекции
Тупой угол – внешнее резание (90°≤θ≤180°)
В типе В, как это обычно делается, инструмент движется в обход путем вычисления
точки расширения, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия – дуга
В типе А инструмент перемещается в позицию вектора вертикально началу
следующей команды, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
108
Раздел 6. Функции коррекции
Острый угол – внешнее резание (θ<90°)
В типе В, как это обычно делается, инструмент движется в обход путем вычисления
точки расширения, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия – дуга
В типе А инструмент перемещается в позицию вектора вертикально началу
следующей команды, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
109
Раздел 6. Функции коррекции
Перемещение инструмента в конце коррекции на радиус режущего
инструмента
Внутреннее резание θ≥180°
Инструмент перемещается в позицию вектора вертикально началу следующей
команды, независимо от типов коррекции на радиус режущего инструмента.
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
110
Раздел 6. Функции коррекции
Тупой угол – внешнее резание (90°≤θ<180°)
В типе В, как это обычно делается, инструмент движется в обход путем вычисления
точки расширения, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия – дуга
В типе А инструмент перемещается в позицию вектора вертикально концу
предыдущей команды, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
111
Раздел 6. Функции коррекции
Острый угол – внешнее резание (θ<90°)
В типе В, как это обычно делается, инструмент движется в обход путем вычисления
точки расширения, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия – дуга
В типе А инструмент перемещается в позицию вектора вертикально концу
предыдущей команды, как показано ниже.
(1) Прямая линия – прямая линия
(2) Прямая линия - дуга
6087-Е
112
Раздел 6. Функции коррекции
6-2-7. УКАЗАНИЯ, КАСАЮЩИЕСЯ КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО
ИНСТРУМЕНТА
Указание величины коррекции на радиус режущего инструмента
y Величина коррекции указывается с помощью команды D. Команда D обычно
указывается с помощью G41 или G42 в одном кадре. Если команда в кадре G41
или G42 отсутствует, используется предыдущая команда D.
y Диапазон номеров коррекции на радиус режущего инструмента выбирается из
DA-DC и D00-D100 для стандартной спецификации. Это может быть расширено
до D200, D300 или D999.
Если указано D00, величина коррекции становится равной "0". Данные коррекции
устанавливаются в режиме ввода данных на инструмент.
Изменение величины коррекции
При изменении величины коррекции в режиме коррекции становится действительной
новая величина коррекции в конце кадра, в котором указана новая величина
коррекции.
Отображение данных фактической позиции
Для отображения текущей позиции отображается координатное значение центра
инструмента.
6087-Е
113
Раздел 6. Функции коррекции
Внутреннее резание дуги меньше радиуса режущего инструмента
Возникает неполадка, и операция прекращается при попытке нарезания внутренней
части дуги, которая меньше радиуса режущего инструмента.
В режиме покадровой обработки операция прекращается в конечной точке,
расположенной через два кадра после кадра, в котором указывается данная
операция. В других режимах операция прекращается спустя несколько кадров.
Подрезание
Подрезание может возникнуть в случае нарезания шага, высота которого меньше
радиуса режущего инструмента.
Подрезание
6087-Е
114
Раздел 6. Функции коррекции
Указания, касающиеся углового резания
y При резании внешнего угла образуется многоугольная траектория инструмента.
Режим перемещения оси и скорость подачи в углах будут указаны после команд,
указанных в следующем кадре. Если режим интерполяции в следующем кадре
G02 или G03, инструмент перемещается в режиме G01 вдоль созданной
многоугольной траектории инструмента.
Перемещение оси для данной вставленной траектории
управляется командой (F800), указанной в N5.
Перемещение оси Z выполняется в точке S
6087-Е
115
Раздел 6. Функции коррекции
y Если траектория инструмента, установленная для резания угла, очень мала
(∆Vx≤∆V и ∆Vy≤∆V на рисунке), вторая точка, определяющая данное
перемещение, игнорируется.
Вторая точка, определяющая дополнительное
перемещение, игнорируется, если ∆Vx≤∆V и
∆Vy≤∆V.
Значение ∆V: установлено для COMPENSATION
VECTOR CHECK (проверка вектора коррекции)
дополнительного параметра ЧПУ (CUTTER R
COMPENSATION) (коррекция на радиус режущего
инструмента)
Данным способом может быть сокращено дополнительное микро-перемещение оси.
Учтите, что такая обработка не выполняется, когда следующий кадр образует
полную окружность.
На вышеприведенном рисунке корректное перемещение должно быть следующим:
1) Р0-Р1-Р2
прямая линия
2) Р2-Р3
прямая линия
3) Из точки Р3 полная окружность
Однако если перемещение из точки Р2 в точку Р3 игнорируется вследствие обработки микро-перемещения, перемещение
до точки Р3 следующее:
1) Р0-Р1-Р2
прямая линия
2) Р2-Р3
дуга
Таким образом, программа создает малую дугу из Р2 в Р3 и игнорирует полную окружность, которая должна быть создана
после Р3.
6087-Е
116
Раздел 6. Функции коррекции
Интерференция
[Дополнение]
Интерференция относится к проблемам, когда режущий инструмент выполняет
перерезание или делает слишком глубокий надрез на заготовке. ЧПУ всегда
контролирует возникновение интерференции.
ЧПУ считает, что произошла интерференция, в следующем случае:
Когда разница между направлением запрограммированной траектории и
направлением траектории, полученным в результате коррекции на радиус режущего
инструмента, находится в диапазоне от 90° до 270°.
Вследствие этого, возможно, что условия, не вызывающие интерференцию,
считаются причиной ее возникновения, а условия, фактически вызывающие
интерференцию, рассматриваются как состояние без интерференции.
При резании угла вдоль многоугольной траектории инструмента, каждый угол может
быть образован с помощью максимум четырех точек.
Для проверки возможного наличия интерференции выполняется оценка двух углов,
Р1, Р2, Р3, Р4 и Р5, Р6, Р7, Р8.
Проверки интерференции выполняются последовательно; первая проверка
интерференции выполняется между последней точкой угла (Р4) и первой точкой
следующего угла (Р5). В случае нахождения интерференции точка игнорируется, и
выполняется проверка следующей точки. При отсутствии интерференции по
прохождении половины процедуры, проверка интерференции не выполняется для
последующих точек. Во время проверки выполняется перемещение по прямой
линии. Для кадра с круговой интерполяцией оси движутся вдоль указанной
многоугольной траектории в режиме круговой интерполяции G01.
Если после проверки всех точек интерференция сохраняется, возникает неполадка
интерференции, но самая последняя точка не игнорируется. В результате может
возникнуть перерезание, если программа выполняется в режиме обработки в одном
кадре.
6087-Е
117
Раздел 6. Функции коррекции
Способ проверки интерференции разъяснен ниже на нескольких примерах.
(1) Интерференция не найдена
В данном примере интерференция не найдена при первой проверке (N4 → N5 и
Р4 → Р5). Вследствие этого, проверка следующих точек не выполняется, и
интерференция не определяется.
Несмотря на то, что направление Р3-Р6
реверсировано, проверка не выполняется изза отсутствия интерференции при проверке
Р4-Р5.
(2) Проверка интерференции, ведущая к изменению траектории
В данном примере выполняется проверка и отклонение нижеприведенных
направлений перемещения вследствие обнаружения интерференции: N4-N5,
P4-P5, P3-P6 и Р2-Р7. Однако т.к. интерференция не найдена при проверке Р1Р8, инструмент перемещается вдоль данной траектории (Р1-Р8) в режиме G01.
6087-Е
118
Раздел 6. Функции коррекции
(3) Проверка интерференции, ведущая к возникновению неполадки
В данном примере каждый угол имеет только одну точку, а точка Р1 остается и
не отклоняется. В режиме покадровой обработки возникает неполадка, и
операция прекращается после выполнения позиционирования в Р1. В других
режимах работы возникает неполадка, и операция прекращается через
несколько кадров после кадра, вызывающего позиционирование в Р1.
(4) Отсутствие интерференции, рассматриваемое как интерференция
Как показано в данном примере, если N4-N5 меньше диаметра режущего
инструмента, интерференции не произойдет. Однако т.к. направление Р4-Р5
противоположно направлению N4-N5, возникнет неполадка интерференции.
6087-Е
119
Раздел 6. Функции коррекции
(5) Микро-дуга и квазиполная окружность
Микро-дуга определяется как дуга, в которой горизонтальные и вертикальные
расстояния от начальной до конечной точки меньше значения, установленного в
ERROR DATA RESULTING FROM CUTTER R COMP. CAL. (ошибочные данные,
полученные в результате вызова коррекции на радиус режущего инструмента)
дополнительного параметра ЧПУ (коррекция на радиус режущего инструмента).
Квазиполная окружность определяется как дуга, приближенная в полной
окружности; горизонтальное и вертикальное расстояния разлома меньше
значения, установленного в ERROR DATA RESULTING FROM CUTTER R COMP.
CAL. дополнительного параметра ЧПУ (коррекция на радиус режущего
инструмента).
Микродуга
Квазиполная окружность
6087-Е
120
Раздел 6. Функции коррекции
Здесь
Предположим, что ∆Х≤∆V и ∆Y≤∆V.
∆V: Установлено в ERROR DATA RESULTING FROM CUTTER R COMP. CAL.
дополнительного параметра ЧПУ (коррекция на радиус режущего инструмента).
Для данных двух типов дуг имеются специальные проверки интерференции.
"Проблемные" состояния, обнаруженные в микро-дугах и квазиполных окружностях с
помощью проверки интерференции не считаются интерференцией, но
рассматриваются как операционные ошибки. В случае микро-дуги конечная точка
отклоняется, а профиль рассматривается как точка; перемещения вдоль дуги не
выполняются. В случае квазиполной окружности конечная точка отклоняется, а
профиль обрабатывается как полная окружность.
Р2 отклоняется, а круговая интерполяция не
выполняется.
Микро-дуга
Квазиполная окружность
Р2 отклоняется, и формируется полная
окружность из Р1.
6087-Е
121
Раздел 6. Функции коррекции
Ручной ввод данных
y Если режим коррекции на радиус режущего инструмента установлен в режиме
ручного ввода данных, либо если режим ручного ввода данных установлен в
режиме коррекции на радиус режущего инструмента, выполнение кадра с
командами, включая команду перемещения оси, недопустимо непосредственно
после их ввода с клавиатуры. В таком случае команды перемещения следующей
оси должны быть введены до выполнения команд, введенных в настоящий
момент. В качестве альтернативы, вместо ввода команд перемещения
следующей оси, ввод четырех последовательных кадров команд, за исключением
перемещений оси, также позволяет выполнять команды, введенные в настоящий
момент.
y Если во время автоматического управления при выключенной функции
покадровой обработки режим меняется на режим ручного ввода данных,
программа выполняется до кадра, расположенного сразу после кадра, считанного
в буфер (строка, обозначаемая символом ">>" на экране), и операция
прекращается. Команды, введенные в режиме ручного ввода данных,
считываются рядом с кадром в буфер, после чего выполняется функция
коррекции на радиус режущего инструмента.
Остановка
Ввод в режиме ручного ввода данных
Пример:
Предположим, что режим ручного ввода данных устанавливается во время
выполнения кадра N1. Если на экране отображается программа, показанная на рис.
1, операция прекращается после выполнения кара N4. После прекращения
операции, на экране отображается программа, как показано на рис. 2.
Рис. 1
Рис. 2
6087-Е
122
Раздел 6. Функции коррекции
После ввода команд кадра N56 с клавиатуры и нажатия кнопки CYCLE START
(запуск цикла), выполняется кадр N5, после чего операция прекращается. После
возврата режима работы в автоматический режим и нажатия кнопки CYCLE START,
кадры выполняются в следующем порядке: N56, N6", затем – N7.
Нулевая величина коррекции на радиус режущего инструмента
(1) Во время запуска
Режим коррекции на радиус режущего инструмента устанавливается, когда
указаны G41 или G42 в режиме отмены, и операция запуска режима коррекции
на радиус режущего инструмента выполняется, когда величина коррекции на
радиус режущего инструмента равна нулю. Однако в этом случае коррекция на
радиус режущего инструмента не выполняется. Если номер коррекции на радиус
режущего инструмента меняется на номер, запрашивающий величину
коррекции, кроме нуля, в режиме коррекции на радиус режущего инструмента
выполняется обработка, описанная в подразделе "Изменение величины
коррекции".
Траектория инструмента
Запрограммированная траектория
Величина коррекции в D01=0
Величина коррекции в D02 0
(2) В режиме коррекции на радиус режущего инструмента
Даже если номер коррекции на радиус режущего инструмента меняется на
номер, запрашивающий величину коррекции, равную "нулю", в режиме
коррекции на радиус режущего инструмента, обработка отмены не выполняется,
и режим отмены не устанавливается. В этом случае выполняется обработка,
описанная в подразделе "Изменение величины коррекции". Если номер
коррекции на радиус режущего инструмента меняется на номер,
запрашивающий величину коррекции, кроме нуля, также выполняется
обработка, описанная в подразделе "Изменение величины коррекции".
6087-Е
123
Раздел 6. Функции коррекции
Запрограммированная траектория
Траектория инструмента
Величина коррекции в D01=0
Величина коррекции в D02 0
6087-Е
124
Раздел 6. Функции коррекции
6-3. ФУНКЦИЯ КОРРЕКЦИИ РЕЖИМА КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕГО ИНСТРУМЕНТА
6-3-1. АВТОМАТИЧЕСКАЯ КОРРЕКЦИЯ В УГЛАХ
[Функция]
В режиме коррекции на радиус режущего инструмента глубина среза может
увеличиться во время резания внутренней стороны угла, что приведет к повышению
нагрузки на инструмент. Чтобы сократить нагрузку на инструмент, скорости подачи
корректируются автоматически.
[Значения установки]
Установите следующие параметры напрямую в режиме PARAMETER SET (установка
параметра).
y Расстояние замедления в конечной точке угла
le: Расстояние замедления в конечной точке дополнительного параметра ЧПУ
(коррекция на радиус режущего инструмента)
Диапазон установки: от 0 до 99999,999 мм или от 0 до 3937,0078 дюйма
По умолчанию: 0
y Расстояние замедления в исходной точке угла
le: Расстояние замедления в исходной точке в диапазоне установки
дополнительного параметра ЧПУ (коррекция на радиус режущего инструмента):
от 0 до 99999,999 мм или от 0 до 3937,0078 дюйма
По умолчанию: 0
y Скорость замедления
γ: Скорость замедления дополнительного параметра ЧПУ (коррекция на радиус
режущего инструмента)
Диапазон установки: от 1 до 100%
По умолчанию: 100%
y Угол внутреннего резания
θ: Идентификация внутреннего угла дополнительного параметра ЧПУ (коррекция
на радиус режущего инструмента)
Диапазон установки: от 1 до 179°
По умолчанию: 90°
6087-Е
125
Раздел 6. Функции коррекции
А: позиция включения (ON)
коррекции
В: позиция, установка в которую
выполняется с помощью
команд в кадре N1
С: позиция выключения (OFF)
коррекции
Запрограммированная траектория
Скорость подачи
Траектория инструмента
Позиция
y Требования к включению функции коррекции
Функция коррекции будет включена, если оба кадра, образующих угол, отвечают
следующим требованиям.
y Кадр указан в режиме коррекции на радиус режущего инструмента.
y Режим перемещения оси: G01, G02 или G03.
y Внутренний угол раствора меньше значения θ, установленного для "угла
внутренней резки".
y Между данными кадрами введено не более трех кадров, запрашивающих
отсутствие перемещения оси.
y В данных двух кадрах не указан G40, G41 или G42.
y Команда поворотной оси не указана в данных двух кадрах.
y Скорость замедления не составляет 100%.
y Направление коррекции не изменяется.
y Расстояние замедления в исходной и конечной точках угла не равно "0".
Функция коррекции также действительна для команды подачи в виде символа F1,
если выполнены вышеприведенные требования.
Функция коррекции недействительна для холостого хода, даже если выполнены
вышеприведенные требования.
6087-Е
126
Раздел 6. Функции коррекции
6-3-2. РУЧНАЯ КОРРЕКЦИЯ ВНУТРЕННЕГО РЕЗАНИЯ ДУГИ ОКРУЖНОСТИ
[Функция]
В режиме коррекции на радиус режущего инструмента скорость подачи обычно
контролируется таким образом, чтобы скорость коррекции на траектории
инструмента (траектории, вдоль которой движется центр инструмента) равнялась
указанной скорости подачи. Однако во время резания внутренней поверхности дуги
окружности скорость подачи корректируется вручную таким образом, чтобы скорость
подачи на запрограммированной траектории равнялась скорости подачи, указанной
в программе.
[Значение установки]
Скорость замедления устанавливается дополнительным параметром ЧПУ (словом)
№5.
Запрограммированная траектория
Траектория
инструмента
[Подробности]
y Во время резания внутренней части дуги, как показано на рисунке выше,
фактическая скорость подачи выражается с помощью нижеприведенных формул.
Установка параметра
Фактическая скорость
подачи
Запрограммированная скорость
подачи
Установка параметра
Фактическая скорость подачи = Запрограммированная скорость подачи × Установка параметра
y Требования к включению функции ручной коррекции внутреннего резания дуги
окружности
Функция ручной коррекции будет включена, когда будут выполнены
нижеприведенные требования.
y Кадр указан в режиме коррекции на радиус режущего инструмента.
y Выполняется внутреннее резание дуги окружности.
y Две вышеуказанные функции ручной коррекции эффективны для команд,
включающих символы F4 и F1, указанных в режиме коррекции на радиус
режущего инструмента.
y Если функции (автоматическая коррекция угла, ручная коррекция внутреннего
резания дуги и ручная коррекция стандартной команды, включающей символ
6087-Е
127
Раздел 6. Функции коррекции
F4) перекрываются, фактическая скорость подачи может быть вычислена
нижеприведенным способом.
Фактическая скорость подачи
Ручная коррекция подачи,
включающей символ F4
Автоматическая коррекция угла
6-4. КОМАНДА G39 КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА
Круговая интерполяция угла, радиус которого является величиной коррекции,
возможна посредством подачи команды G39 в режиме коррекции на радиус
режущего инструмента. Команда G39 может быть создана автоматически в ЧПУ
путем переключения параметра.
6-4-1. ПАРАМЕТР
<<Переключение круговой интерполяции угла>>
"Действительно" или "круговая интерполяция угла" может быть указано с помощью
бита дополнительного параметра ЧПУ.
Номер
Бит
80
0
Бит дополнительного параметра ЧПУ
Описание
Команда G39 (круговая интерполяция угла) в
режиме коррекции на радиус режущего
инструмента действительна.
Действительно
Неполадка
После подачи команды G39, когда данный параметр "недействителен", возникает
неполадка. В спецификации игнорирования команды G39 (опция) команда будет
"проигнорирована", независимо от данного параметра.
<<Переключение автоматической вставки команды круговой интерполяции угла>>
"Действительно" или "автоматическая вставка круговой интерполяции угла" может
быть указано с помощью бита дополнительного параметра ЧПУ.
Номер
Бит
80
1
Бит дополнительного параметра ЧПУ
Описание
Команда G39 (круговая интерполяция угла) в
режиме коррекции на радиус режущего
инструмента вставляется автоматически.
Автоматическая
вставка
Автоматическая
вставка не
выполняется
Данный параметр функционирует независимо, несмотря на параметр "круговой
интерполяции угла".
y Не подвергается влиянию параметра "круговой интерполяции угла".
y Не подвергается влиянию спецификации игнорирования команды G39 (опция).
6087-Е
128
Раздел 6. Функции коррекции
6-4-2. КРУГОВАЯ ИНТЕРПОЛЯЦИЯ УГЛА
Круговая интерполяция угла, радиус которого является величиной коррекции,
возможна путем подачи команды G39. G39 – это G-код в одном кадре.
y Формат
(В режиме коррекции на радиус режущего инструмента)
плоскость
плоскость
плоскость
y G39 без команды I, J, K
После подачи команды G39, дуга окружности угла вычерчивается таким образом,
что ее последний вектор располагается вертикально исходной точке следующего
кадра.
Траектория запрограммированной
команды
Траектория центра инструмента
Вертикальная ось
Горизонтальная ось
Вектор коррекции на радиус
(дуга окружности угла)
y G39 с командой I, J, K
После подачи команды I, J, K, дуга окружности угла вычерчивается таким
образом, что ее последний вектор располагается вертикально вектору,
указанному командой I, J, K.
6087-Е
129
Раздел 6. Функции коррекции
Траектория запрограммированной
команды
Траектория центра инструмента
Вертикальная ось
Горизонтальная ось
Вектор коррекции на радиус
(дуга окружности угла)
Ограничения
y Выполнение команды перемещения невозможно в кадре G39. В случае подачи
данной команды возникнет "Неполадка В 2621 Corner circular interpolation
command 3" (команда круговой интерполяции угла).
y При изменении величины коррекции данная величина станет действительной в
конце кадра после вычерчивания дуги окружности посредством G39.
y Когда величина коррекции равна "0", вычерчивается траектория, как указано в
программе. Круговая интерполяция угла не выполняется.
y Если команда G39 подается в одной точке команды (величина перемещения
равна "0"), G39 игнорируется.
y Если количество кадров, в которых ось плоскости не перемещается, равно
четырем или больше в режиме коррекции на радиус режущего инструмента,
команда G39 игнорируется до достижения кадра, в котором выполняется
перемещение оси плоскости.
y Не включайте команду I, J, K в G39, следующем за кадром подвода или стоящем
перед кадром отмены, при выполнении подвода или отмены во время коррекции
на радиус инструмента, если существует направление подвода к воображаемой
цели/отвода от воображаемой цели, во избежание возникновения неполадки.
y Избегайте подачи команды, которая может рассматриваться как внутренняя
команда, когда включена команда I, J, K.
y Скорость дуги окружности угла
При подаче команды дуги окружности угла посредством G39 в режиме G00
скорость кадра с дугой окружности угла указывается с помощью команды F для
следующего кадра. Если команда G39 подается одновременно с командой F при
программировании, возникает неполадка.
6087-Е
130
Раздел 6. Функции коррекции
y Если вторая фигура – это дуга окружности во время коррекции на радиус
инструмента, команда G39, включающая команду I, J, K, игнорирует команду I, J,
K.
6-4-3. АВТОМАТИЧЕСКАЯ ВСТАВКА КОМАНДЫ КРУГОВОЙ ИНТЕРПОЛЯЦИИ УГЛА
Команда G39 (круговая интерполяция угла) может быть создана автоматически в
ЧПУ в режиме коррекции на радиус инструмента. Последний вектор автоматически
вставляемой дуги расположен вертикально исходной точке следующего кадра, так
же, как и G39, за исключением команды I, J, K.
Условия автоматической вставки круговой интерполяции угла
y Автоматическая вставка не выполняется, если в предыдущем или последующем
кадре указывается команда G39. Круговая интерполяция угла выполняется с
помощью команды G39 в программе. Когда величина коррекции равна "0",
вычерчивается траектория, как указано в программе. Автоматическая вставка не
выполняется.
y Автоматическая вставка не выполняется в команде одной и той же точки.
y Если предыдущий кадр перемещения оси плоскости является кадром подвода
коррекции на радиус инструмента с подводом воображаемой цели,
автоматическая вставка не выполняется.
y Если последующий кадр перемещения оси плоскости является кадром отмены
коррекции на радиус инструмента с отводом воображаемой цели,
автоматическая вставка не выполняется.
y Автоматическая вставка круговой интерполяции не выполняется, если
расстояние от исходной и конечной точек до каждой оси является установленным
значением длинного слова дополнительного параметра ЧПУ №7 или меньше (от
начальной и конечной точек на плоскости инструмента до каждой оси во время
выполнения функции боковой коррекции на инструмент), после вставки команды
G39. В этом случае вместо круговой интерполяции выполняется вставка G01
(линейная интерполяция).
Когда
Установленное значение,
и
Установленное значение,
Круговая интерполяция угла не выполняется. Управляет
точкой коррекции в конце I1 до точки коррекции в конце I2.
y Команда G39 создается автоматически только во время внешнего резания, но не
во время внутреннего резания.
Автоматическое создание G39 не выполняется при подводе и отмене во время
коррекции на радиус инструмента типа А (дополнительный параметр ЧПУ бит
№79 Бит 4: Действительно), т.к. операции подвода и отмены рассматриваются
при выполнении внутреннего резания.
6087-Е
131
Раздел 6. Функции коррекции
y При изменении направления коррекции (G42<=>G41 или изменение знака данных
коррекции на радиус D) автоматическое создание не выполняется, и операция
выполняется тем же способом, что и операция текущей точки пересечения.
Другое
y При изменении величины коррекции оно становится действительным в конце
кадра после вычерчивания дуги окружности с помощью G39.
Вставка G39 в D1
Вставка G39 в D2
y Скорость дуги окружности угла
Скорость автоматически созданной круговой интерполяции угла указывается
командой F для следующего кадра.
y Одиночный кадр запрещен при выполнении автоматически созданной круговой
интерполяции угла. Данный кадр используется совместно с последующим
кадром. Вследствие этого, счет не добавляется в счетчике кадров в
автоматически созданном кадре круговой интерполяции угла.
y Когда G39 создается автоматически, команда G39 отображается в данных кадра.
6087-Е
132
Раздел 6. Функции коррекции
6-5. ТРЕХМЕРНАЯ КОРРЕКЦИЯ НА ИНСТРУМЕНТ (G43, G44) (ОПЦИЯ)
Функция трехмерной коррекции на инструмент выполняет коррекцию на инструмент
в трех измерениях на основании команд перемещения оси и значений I, J и К,
указывающих направление коррекции на инструмент.
6-5-1. ЗАПУСК ТРЕХМЕРНОЙ КОРРЕКЦИИ НА ИНСТРУМЕНТ
[Формат программирования]
Режим трехмерной коррекции будет включен после выполнения нижеприведенной
команды в режиме отмены для коррекции на инструмент (коррекция на радиус
режущего инструмента, трехмерная коррекция на инструмент):
[Подробности]
y Трехмерное пространство, в котором будет выполнена коррекция, определяется
адресами оси (Xp, Yp, Zp), указанными в кадре запуска. Если адреса оси не
указаны в кадре запуска, применяются установки по умолчанию осей Х, Y и/или Z.
Пример:
Пространство X, Y, Z
Пространство U, V, Z
Пространство X, Y, W
Где
Хр – это ось Х или параллельная ей ось U
Yр – это ось Y или параллельная ей ось V
Zр – это ось Z или параллельная ей ось W
y Если не указана ни одна из осей Х, Y и Z, оси перемещаются на величину
коррекции на инструмент.
Траектория инструмента
Запрограммированная траектория
Вектор трехмерной коррекции
y Если при запуске ни одно из значений I, J или К не указано, в качестве адреса
(адресов) принимается "0".
y Номер коррекции на инструмент или величина коррекции указывается командой
D так же, как и в функции коррекции на радиус режущего инструмента.
y Стандартные номера трехмерной коррекции на инструмент – это DA-DC и D00D100. Данные номера могут быть расширены до D200, D300 или D999.
y Если команда D не указана, будет использован ранее указанный номер D. При
отсутствии ранее указанной команды D будет использоваться D00.
6087-Е
133
Раздел 6. Функции коррекции
y Даже если величина коррекции на инструмент равна нулю (D00), будет запущен
режим трехмерной коррекции, однако перемещения коррекции не произойдет.
Вектор трехмерной коррекции
Траектория инструмента
Запрограммированная траектория
6-5-2. ВЕКТОР ТРЕХМЕРНОЙ КОРРЕКЦИИ НА ИНСТРУМЕНТ
В режиме трехмерной коррекции на инструмент вектор трехмерной коррекции
создается в конце каждого кадра, как показано на рисунке ниже.
Траектория инструмента в режиме G44
Вектор трехмерной коррекции
Запрограммированная траектория
[Функция]
Вектор трехмерной коррекции выражается нижеприведенным способом.
Компонент вектора оси Хр:
Компонент вектора оси Yр:
Компонент вектора оси Zр:
i, j, k: Значения, указанные адресами I, J и К.
γ:
Величина коррекции на радиус режущего инструмента, которая относится к
номеру коррекции на радиус режущего инструмента, обозначенному с
помощью D
р:
Значение, установленное для параметра. Если для параметра установлено
значение "0", значение Р может быть получено с помощью следующей
формулы.
6087-Е
134
Раздел 6. Функции коррекции
По умолчанию: 0
Диапазон установки: от 0 до ±99999.999 мм или от 0 до ±3937,0078 дюйма
Параметр: дополнительный параметр ЧПУ (длинное слово) №7
[Подробности]
В кадре, в котором не указано ни одно из значений I, J и К, создается такой же
вектор, как и вектор, созданный в предыдущем кадре.
y В кадре, в котором не указано одно из значений I, J и К, создается вектор с
нулевым компонентом в пропущенном направлении.
y Если ни одна из команд перемещения оси (Хр, Yp и Zp) не указана, несмотря на
то, что указаны I, J и К, выполняется обновление только вектора, и оси
перемещаются в соответствии с изменениями вектора.
Траектория инструмента
Перемещение оси на величину изменения вектора
Запрограммированная траектория
y I, J и К, указанные в кадре G02 или G03 (дуговая или винтовая резка),
используются для обозначения координат центра данной дуги. В этом случае
создается то же вектор, что и вектор, созданный в предыдущем кадре.
Создается то же вектор, что и вектор,
созданный в предыдущем кадре.
Траектория инструмента
Запрограммированная траектория
Вектор, созданный в кадре, следующей
за кадром круговой интерполяции
y Если при запуске трехмерной коррекции имя параллельной оси используется для
имен осей, определяющих трехмерное пространство, трехмерная коррекция
недействительна для базовой оси указанной параллельной оси. Данное
обозначение не вызывает неполадку.
Обозначает пространство XYW
Смещение оси Z не выполняется.
6087-Е
135
Раздел 6. Функции коррекции
6-5-3. ОТМЕНА ТРЕХМЕРНОЙ КОРРЕКЦИИ НА ИНСТРУМЕНТ
G43 используется для отмены режима трехмерной коррекции на инструмент.
а. Отмена в кадре, содержащем команды оси
Траектория инструмента
Запрограммированная траектория
b. Отмена в кадре, не содержащем других команд
Траектория инструмента
Запрограммированная траектория
с. Если команда перемещения оси выполняется путем изменения номера
коррекции на инструмент на D00, который запрашивает величину смещения нуля,
несмотря на то, что оси движутся тем же способом, что и при отмене режима
трехмерной коррекции, отмены режима трехмерной коррекции не происходит.
Траектория
инструмента
Запрограммированная траектория
Если D01 указывается независимо в кадре N5, оси не будут перемещаться.
6-5-4. ОТОБРАЖЕНИЕ ДАННЫХ ФАКТИЧЕСКОЙ ПОЗИЦИИ И СКОРОСТЬ ПОДАЧИ
Координатные значения на дисплейном экране позиции указывают на фактическую
траекторию инструмента после коррекции. Управление скоростью подачи
осуществляется таким образом, что оси перемещаются вдоль траектории
корректируемого инструмента на запрограммированной скорости подачи.
6087-Е
136
Раздел 6. Функции коррекции
6-5-5. СВЯЗЬ С ДРУГИМИ G-ФУНКЦИЯМИ
y G-коды, которые не должны указываться в режиме трехмерной коррекции на
инструмент.
G15, G16, G40, G41, G42, G92
G-коды для обработки области
G-коды для параллельного сдвига/вращения системы координат
G-коды, запрашивающие постоянный цикл
y Команда трехмерной коррекции на инструмент не должна указываться в режиме
постоянного цикла.
6-5-6. СВЯЗЬ С ДРУГИМИ ФУНКЦИЯМИ КОРРЕКЦИИ НА ИНСТРУМЕНТ
(1) Коррекция на длину инструмента (G53-G56)
Режим трехмерной коррекции на инструмент может быть выполнен в режиме
коррекции на длину инструмента, а режим коррекции на длину инструмента
может быть выполнен в режиме трехмерной коррекции на инструмент. В таких
случаях коррекция на длину инструмента и трехмерная коррекция на инструмент
выполняются одновременно.
Пример:
Команда трехмерной коррекции на инструмент указывается в режиме коррекции
на длину инструмента.
Вектор коррекции на длину инструмента
Траектория инструмента
Запрограммированная траектория
Вектор трехмерной коррекции на инструмент
Режим коррекции на длину инструмента
Режим трехмерной коррекции на инструмент
Отменяет режим коррекции на длину инструмента
Отменяет режим трехмерной коррекции на инструмент
(2) Коррекция на радиус режущего инструмента (G40-G42)
Ошибка возникает в случае, если команда коррекции на радиус режущего
инструмента (G41 или G42) указывается в режиме трехмерной коррекции на
инструмент, или если команда трехмерной коррекции на инструмент (G44)
указывается в режиме коррекции на радиус режущего инструмента. Вследствие
этого, две указанные функции коррекции не могут выполняться одновременно.
Раздел 7. Постоянные
циклы
6087-Е
138
Раздел 7. Постоянные циклы
Постоянный цикл относится к функции, которая может определять серию операций,
выполняемых вдоль оси врезной подачи инструмента (далее именуемой как "ось
цикла"), например, сверление, растачивание и нарезание резьбы метчиком, в одном
кадре команд. При повторе одной и той же операции в разных позициях в программе
должны указываться только позиции отверстий. Нижеприведенное разъяснение
подразумевает, что плоскость X-Y является плоскостью позиционирования, а ось Z
является осью цикла. Для операций, осуществляемых в других плоскостях с
помощью другой оси цикла, также применим нижеприведенный принцип.
6087-Е
139
Раздел 7. Постоянные циклы
7-1. ТАБЛИЦА ФУНКЦИЙ ПОСТОЯННЫХ ЦИКЛОВ
Функция
Вращение
шпинделя в точке
позиционирования
Операция
обработки
отверстий
Операция на уровне
нижней части
отверстия
Операция
отвода
Вращение
шпинделя
на уровне
возврата
G71
Указывает
уровень возврата
--
--
--
--
--
G73
Высокоскоростное
глубокое
сверление
По часовой стрелке
Подача для
сверления с
периодическим
выводом
сверла
Выстой
Быстрая
подача
По часовой
стрелке
G74
Обратное
нарезание резьбы
метчиком
Против часовой
стрелки
Рабочая
подача
По часовой стрелке
после выстоя
Рабочая
подача
По часовой
стрелке
после
выстоя
Быстрая
подача
Против
часовой
стрелки
после
сдвига в
направлении
вставного
резца
Gкод
G76
Чистовое
растачивание
По часовой стрелке
Рабочая
подача
После выстоя,
выполняется отвод
вставного резца от
расточенной
поверхности.
Затем шпиндель
останавливается в
заданной позиции и
перемещается в
направлении,
противоположном
направлению
перемещения вставного
резца.
G80
Отмена режима
постоянного цикла
--
--
--
--
--
G81
G82
Сверление
По часовой стрелке
Выстой
Быстрая
подача
По часовой
стрелке
G83
Глубокое
сверление
По часовой стрелке
Выстой
Быстрая
подача
По часовой
стрелке
G84
Нарезание резьбы
метчиком
По часовой стрелке
Против часовой стрелки
после выстоя
Рабочая
подача
G85
G89
Растачивание
По часовой стрелке
G86
Растачивание
По часовой стрелке
G87
Обратное
растачивание
(*)
Рабочая
подача
Подача для
сверления с
периодическим
выводом
сверла
Рабочая
подача
Рабочая
подача
Рабочая
подача
Рабочая
подача
Выстой
Остановка после выстоя
После выстоя,
выполняется отвод
вставного резца от
расточенной
поверхности.
Затем шпиндель
останавливается в
заданной позиции и
перемещается в
направлении,
противоположном
направлению
Рабочая
подача
Быстрая
подача
Быстрая
подача
По часовой
стрелке
после
выстоя
По часовой
стрелке
По часовой
стрелке
По часовой
стрелке
после
сдвига в
направлен
ии
вставного
резца
6087-Е
140
Раздел 7. Постоянные циклы
перемещения вставного
резца.
(*) После ориентации, шпиндель сдвигается в направлении, противоположном
направлению вставного резца, и поднимается на уровень R на высокой скорости
подачи. После сдвига в направлении вставного резца, шпиндель вращается
вперед.
М-коды, используемые для выбора уровня возврата:
М52 Возврат на верхний предельный уровень
М53 Возврат на уровень указанной точки, установленный с помощью G71
М54 Возврат на уровень точки R
6087-Е
141
Раздел 7. Постоянные циклы
7-2. ОПЕРАЦИИ ПОСТОЯННОГО ЦИКЛА
Функции постоянного цикла включают следующие 6 операций:
Операция 1
Позиционирование в позиции обработки отверстий (высокая
скорость подачи)
Операция 2
Быстрая подача на уровень точки R
Операция 3
Обработка отверстий
Операция 4
Операция в позиции нижней части отверстия (уровень точки Z)
Операция 5
Отвод на уровень точки R
Операция 6
Быстрая подача на уровень возврата (верхний край или уровень
заданной точки)
Плоскость позиционирования
Уровень возврата
Операция 1
Операция 6
Операция 2
Скорость быстрой подачи
Операция 3
Операция 5
Рабочая подача
Уровень точки Z (нижняя часть отверстия)
Операция 4
Операция 1 называется операцией позиционирования, а операции 2-6 называются
операциями оси цикла.
Могут быть выполнены постоянные циклы, включая поворотную ось.
6087-Е
142
Раздел 7. Постоянные циклы
7-2-1. ОПРЕДЕЛЕНИЕ ПЛОСКОСТИ ПОЗИЦИОНИРОВАНИЯ И ОСИ ЦИКЛА
(1) Определение плоскости позиционирования и оси цикла с помощью команд
Плоскость позиционирования может быть определена путем выбора плоскости с
помощью G17, G18 и G19. Затем выбирается ось цикла, а также ось,
расположенная вертикально выбранной плоскости позиционирования, или ось,
параллельная выбранной плоскости позиционирования.
G-код
G17
G18
G19
Плоскость позиционирования
Плоскость Xp-Yp
Плоскость Zp-Xp
Плоскость Yp-Zp
Ось цикла
Zp
Yp
Xp
Xp = ось X или U
Yp = ось Н или V
Zp = ось Z или W
С учетом особенности оси цикла, как описано выше, после определения
плоскости позиционирования, в качестве оси цикла могут быть выбраны только
две оси. Для определения оси цикла, которая будет использоваться, укажите
адрес нужной оси в кадре, содержащем G-код постоянного цикла (G73-G89).
(Неверно)
Возникает неполадка, т.к. ось цикла не может быть определена
(указываются две возможных оси: Z и W).
(Верно)
В качестве оси цикла выбрана ось W.
Перемещения на плоскости позиционирования
(2) Метод, определяемый параметром
Можно постоянно устанавливать ось Z в качестве оси цикла с помощью
установки "Ось цикла" дополнительного параметра ЧПУ (постоянный цикл). В
этом случае для плоскости позиционирования действительна только команда,
подаваемая с помощью G17.
6087-Е
143
Раздел 7. Постоянные циклы
7-2-2. КОНТРОЛЬ УРОВНЯ ВОЗВРАТА
Существует три различных уровня возврата инструмента, после окончания операции
одного постоянного цикла. Возврат на верхний предельный уровень (М52), возврат
на уровень указанной точки (М53), возврат на уровень точки R (М54).
Предел хода оси Z
Точка,
указанная G71
Точка R
Точка R
Точка R
Точка Z
Точка Z
Точка Z
Возврат на верхний предельный уровень (М52)
Возврат на уровень указанной точки (М53)
Возврат на уровень точки R (М54)
y Выбор верхнего предельного уровня (М52) возможен только в случае, когда в
качестве оси цикла выбрана ось Z и когда операция выполняется в
отрицательном направлении оси Z. Если в качестве уровня возврата выбран
верхний предел, ось Z возвращается в точку, расположенную на 0,1 мм (0,004
дюйма) от предела хода в положительном направлении.
y Чтобы выбрать уровень указанной точки (М53), необходимо заранее определить
данный уровень с помощью G71.
y Для выполнения обратного растачивания (G87) возврат на уровень точки R (M54)
невозможен. Если в это время выбирается М54, инструмент возвращается в
исходную точку, вместо точки R.
y М52 - это команда одного кадра, которая действительна только в
запрограммированном кадре и является приоритетной по отношению к М53 и
М54. Т.к. М53 и М54 являются модальными, одна из них всегда действительна.
После включения питания или перезапуска ЧПУ, устанавливается режим М54
(возврат на уровень точки R).
7-2-3. РЕЖИМ ПОСТОЯННОГО ЦИКЛА
y Режим постоянного цикла устанавливается путем выполнения команды
определения обработки отверстий (G73-G76 и G81-G89). Режим постоянного
цикла отменяется после выполнения одного из следующих G-кодов: G00, G01,
G02, G03 и G80.
y Если команда определения обработки отверстий выполняется в режиме
постоянного цикла, данные обработки отверстий обновляются в соответствии с
командой вновь обработанных отверстий, и режим постоянного цикла остается
активным.
y Когда режим постоянного цикла отменяется с помощью G80, режим
интерполяции (G00, G01, G02, G03 или G60), который был действительным до
входа в режим постоянного цикла, восстанавливается, и создается М05.
6087-Е
144
Раздел 7. Постоянные циклы
Пример:
Режим постоянного цикла
Отмена режима постоянного цикла
совпадает с
Команды перемещения оси, которые указываются с помощью G80 в одном кадре, выполняются
только после отмены режима постоянного цикла.
7-2-4. УСЛОВИЯ РАБОТЫ ЦИКЛА
Режим постоянного цикла
В режиме постоянного цикла ось цикла функционирует в следующих кадрах:
(1) Кадр команды определения обработки отверстий, который определяет операции
оси цикла.
При пропуске команд позиции отверстия позиция, в которой оси располагаются в
настоящий момент, рассматривается как позиция отверстия, и ось цикла будет
функционировать в данной позиции.
(2) Кадры между кадром команды определения обработки отверстий и кадром G80,
которые содержат данные позиции отверстия, по меньшей мере, одной оси.
Пример:
Данные позиции отверстия отсутствуют, поэтому сверление выполняется в текущей
позиции.
(пустой кадр)
Цикл сверления не выполняется, если не выполнено вышеуказанное условие (2).
Цикл сверления выполняется в данной точке, т.к. вышеуказанное условие (2) не выполняется.
Цикл сверления не выполняется в данном кадре, т.к. режим постоянного цикла отменен.
Даже в кадрах, отвечающих вышеуказанным условиям (1) и (2), ось цикла не
перемещается в следующих случаях:
y NCYL (NO CYCLE) (цикл отсутствует)
Если NCYL указано в режиме постоянного цикла, позиционирование в указанную
позицию отверстия выполняется, но ось цикла не функционирует.
y NOEX (NO EXECUTE) (не выполнять)
Если NOEX указано в режиме постоянного цикла, перемещения оси не могут
быть выполнены. NCYL и NOEX указаны совместно с функцией вычисления
координат.
6087-Е
145
Раздел 7. Постоянные циклы
7-3. ОБЩИЕ ПРАВИЛА ПРОГРАММИРОВАНИЯ ПОСТОЯННЫХ ЦИКЛОВ
В данном разделе описываются общие правила указания данных обработки
отверстий, указанные в кадрах, содержащих G-код вызова постоянного цикла, G73G76 и G81-G89. В нижеприведенном разъяснении подразумевается, что плоскость
позиционирования – это плоскость Xp-Yp, а ось цикла – это ось Zp.
7-3-1. ФОРМАТ ПРОГРАММИРОВАНИЯ (ОБЩИЙ ФОРМАТ КОМАНД)
Данные обработки отверстия
Данные позиции отверстия
G-код для вызова постоянного цикла
(1) G-код для вызова постоянного цикла
Однажды выполненный, G-код режима постоянного цикла остается
действительным до момента его отмены G-кодом отмены цикла (G80, G00-G03)
или его замены другим G-кодом постоянного цикла.
Подробная информация приведена в п. "7-1. Таблица функций постоянных
циклов".
(2) Данные позиции отверстия
Данные позиции отверстия указывают на позицию выполнения постоянного
цикла (обработки отверстия).
Адреса, используемые для указания позиции, определяются G-кодом выбора
плоскости (G17, G18 и G19), который определяет плоскость позиционирования.
Данные позиции отверстия могут быть даны в абсолютном (G90) или
инкрементном режиме (G91).
Оси перемещаются в позицию обработки отверстия в режиме высокой скорости
подачи (G00). Если указан режим G60 (однонаправленное позиционирование),
позиционирование
выполняется
в
режиме
однонаправленного
позиционирования.
(3) Данные обработки отверстий
y После программирования данных обработки отверстий, они остаются
действительными до момента их изменения или отмены режима постоянного
цикла.
y Zp: Указывает позицию нижней части отверстия
В режиме абсолютного программирования (G90) позиция нижней части
отверстия должна указываться как абсолютное значение. В режиме
инкрементного программирования (G91) должно быть указано расстояние
между уровнем точки R и нижней частью отверстия.
y R: Указывает уровень точки R.
В режиме абсолютного программирования (G90) уровень точки R должен
указываться как абсолютное значение. В режиме инкрементного
программирования (G91) должно быть запрограммировано расстояние от
позиции инструмента, в котором выполняется запуск режима постоянного
цикла, до уровня точки R.
y Q:
6087-Е
146
Раздел 7. Постоянные циклы
а.
Режим G73, G83
Указывает глубину движения резания на врезную подачу как
положительное инкрементное значение.
b. Режим G76, G87
Указывает величину сдвига как положительное инкрементное значение.
с. Режим G74, G84
Указывает период выстоя на уровне точки R.
Соотношение между отрезком времени и значением, которые должны
быть указаны, совпадает с соотношением для G04.
Если отрицательное значение устанавливается для вышеуказанного режима а или
b, ЧПУ игнорирует отрицательный знак.
При изменении функции постоянного цикла проверьте, сохраняется ли значение Q,
указанное для другой функции.
I, J, K: Указывает величину сдвига в режиме G76, G87 в качестве инкрементного
значения. Адреса, используемые для указания величины сдвига, зависят от
выбранной плоскости позиционирования, как показано ниже.
G-код
G17
G18
G19
Р:
F:
Плоскость позиционирования
Плоскость Xp-Yp
Плоскость Zp-Xp
Плоскость Yp-Zp
Адреса
I, J
K, I
J, K
Указывает период времени выстоя.
Соотношение между отрезком времени и значением, которое должно
указываться, совпадает с соотношением для G04.
Указывает скорость подачи, используемую для областей рабочей подачи при
управлении осью цикла.
Запрограммированная скорость подачи действительна во всех командах
интерполяции и остается действительной даже после отмены режима
постоянного цикла, пока не будет указана новая скорость подачи.
Дополнение
Взаимное расположение фактической позиции, точки возврата, уровня точки R и
уровня точки Z указано ниже.
y В режимах М52 и М53 направление врезной подачи рассматривается от уровней
точки R и точки Z, и выполняется проверка того, является ли направление отвода
противоположным направлению врезной подачи.
(Отношение к фактической позиции не проверяется.)
y В режиме М54 позиционное соотношение не проверяется.
6087-Е
147
Раздел 7. Постоянные циклы
7-3-2. ПУНКТЫ КОМАНД, НЕОБХОДИМЫЕ ДЛЯ КОМАНД ФУНКЦИИ ПОСТОЯННОГО
ЦИКЛА
В нижеприведенной таблице даны пункты команд, которые должны быть указаны
для отдельных постоянных циклов.
Пункт команды
Функция
Адрес
Позиция
отверстия
Уровень Уровень
точки Z точки R
Величина
сверления с
периодическим
выводом
сверла
Величина сдвига Время выстоя
Скорость
подачи
Величина
отвода
Параметр
Высокоскоростное глубокое сверление
Обратное нарезание резьбы метчиком
Чистовая расточка
Сверление
Глубокое сверление
Нарезание резьбы метчиком
Растачивание
Растачивание
Обратное растачивание
*: Плоскость позиционирования и ось цикла рассматриваются как плоскость X-Y и
ось Z, соответственно.
[Подробности]
y "ABS/INC" обозначает, что для указания значения может быть выбрана
абсолютная (G90) или инкрементная команда (G91).
"INC" обозначает, что значение должно указываться как инкрементная величина
(G91), независимо от указанного режима определения размеров.
y "(A)" обозначает, что пункт команды может быть пропущен с кадра программы
постоянного цикла. Последние введенные значения будут использоваться как
значения по умолчанию.
y "(В)" обозначает, что пункт команды может быть пропущен с кадра программы
постоянного цикла, но должен быть указан в какой-либо точке до операции оси
цикла.
y "(С)" обозначает, что пункт команды может быть пропущен с кадра программы
постоянного цикла. Однако если пункт команды был указан в предыдущем кадре
постоянного цикла, ранее указанное значение будет активным.
y Величина сдвига должна быть указана с помощью Q либо комбинации I, J и/или
К. Величина, указанная с помощью Q, действительна только когда путем
установки параметра в качестве оси цикла была установлена ось Z.
y Если указан адрес пустой колонки, он будет сохранен для его использования в
качестве данных обработки отверстий для других постоянных циклов.
y Все данные, за исключением величин отвода (d1 и d2), установленные для
параметров, и скорость подачи (F) действительны только в режиме постоянных
циклов.
Значения величины отвода, d1 и d2, удаляются после отмены режима
постоянного цикла или перезапуска ЧПУ. Скорость подачи F удаляется после
перезапуска ЧПУ.
6087-Е
148
Раздел 7. Постоянные циклы
y Значения для P, Q, I, J и К должны указываться в кадре, в котором выполняется
операция оси цикла. Если одно из этих значений указывается в кадре без
операции оси цикла, указанное значение не рассматривается как модальные
данные.
y Величина сдвига должна указываться для постоянного цикла, запрашиваемого с
помощью G76 и G87. В противном случае, возникнет неполадка.
7-3-3. РЕЖИМ АБСОЛЮТНОГО ПРОГРАММИРОВАНИЯ И РЕЖИМ ИНКРЕМЕНТНОГО
ПРОГРАММИРОВАНИЯ
(1) Указание точки R и точки Z
Способ определения точек R и Z отличается, в зависимости от выбранного
режима определения размеров, абсолютного (G90) или инкрементного (G91).
Данные обработки отверстий также должны быть запрограммированы согласно
режиму определения размеров.
Точка R
Точка R
Точка Z
Режим абсолютного программирования (G90)
Точка Z
Режим инкрементного программирования (G91)
(2) Интерпретация инкрементных команд
В режиме инкрементного программирования знак значений R и Z имеет большое
значение. Обычно ось цикла сначала перемещается в отрицательном
направлении (врезная подача), а затем – в положительном направлении (отвод).
Однако можно переместить ось Z в противоположном направлении
относительно плоскости позиционирования. При программировании постоянного
цикла в режиме инкрементного программирования направление перемещения
оси цикла может быть определено путем присвоения корректного знака
значениям R и Z.
Пример:
Перемещение оси цикла в режиме инкрементного программирования
6087-Е
149
Раздел 7. Постоянные циклы
Плоскость позиционирования
Точка R
Точка Z
Точка R
Точка Z
Плоскость позиционирования
7-3-4. ВЗАИМНОЕ РАСПОЛОЖЕНИЕ УРОВНЯ ТОЧКИ ВОЗВРАТА, УРОВНЯ ТОЧКИ R И
УРОВНЯ ТОЧКИ Z
Взаимное расположение трех уровней вдоль направления оси цикла должно
соответствовать одному из двух нижеприведенных случаев. (Исключением является
только G87 обратное растачивание, где заменяются уровни точек R и Z.)
Точка Z
Точка возврата
Точка R
Точка R
Точка возврата
Точка Z
7-3-5. СДВИГ ОСИ
В режимах G76 (чистовое растачивание) и G87 (обратное растачивание) сдвиг оси
выполняется на высокой скорости подачи. Величина сдвига и направление могут
быть установлены одним из нижеприведенных методов.
(1) Команда Q
Величина сдвига и направление могут быть установлены с помощью команды Q
только в случае, когда ось Z выбрана в качестве оси цикла в дополнительном
параметре ЧПУ (постоянный цикл).
Значение Q – это положительное инкрементное значение. Команды Q являются
приоритетными по отношению к командам I, J и К, разъясненным в п. (2) ниже.
Вследствие этого, если указана команда Q, величина сдвига, указанная
командами I, J и/или К, игнорируется. Направление сдвига должно быть
установлено заранее в пункте указания направления сдвига и оси в G76, G87
дополнительного параметра ЧПУ (постоянный цикл).
6087-Е
150
Раздел 7. Постоянные циклы
Направление сдвига определяется в системе координат станка и является
противоположным
направлению
вставного
резца,
когда
шпиндель
останавливается в позиции остановки ориентации.
Пример:
В качестве параметра установки направления сдвига установлен "+Х"
Направление вставного резца, когда шпиндель
находится в позиции остановки ориентации
Направление сдвига
(2) Команды I, J и К
Команды I, J и К используются, когда ось цикла не фиксирована параметром.
Величина сдвига и направление инструмента должны указываться с помощью (I,
J), (K, I) или (J, K), в зависимости от выбранной плоскости позиционирования.
Направление сдвига определяется в системе координат станка.
Пример:
Если величина указана для пары команды I, J, К, ЧПУ рассматривает другое
значение команды как 0.
Если указано "I1.0 J1.0", инструмент сдвигается в направлении,
указанном стрелкой, на
Направление сдвига
=1,414.
6087-Е
151
Раздел 7. Постоянные циклы
7-3-6. ФУНКЦИЯ ВОЗВРАТА РЕЖИМА G01 ОСИ Z
В цикле высокоскоростного глубокого сверления (G73) и в цикле глубокого
сверления (G83) операция возврата оси в направлении оси Z может быть выполнена
в режиме G00 или в режиме G01 путем соответствующей установки параметра.
(1) Переключение между G00 и G01
Выберите режим возврата оси Z из G00 и G01 путем установки в Z-AXIS
RETURN OPERATION (операция возврата оси Z) в G73, G83 дополнительного
параметра ЧПУ (FIXED CYCLE) (постоянный цикл).
(2) Скорость подачи для возврата оси Z в режиме G01
Определите скорость подачи для возврата оси Z в режиме G01 путем установки
в FEEDRATE FOR Z-AXIS RETURN IN THE G01 (скорость подачи для возврата
оси Z в G01) дополнительного параметра ЧПУ (FIXED CYCLE).
Диапазон установки:
1-20000
Исходное значение:
20000 (1 мм/мин)
Единицы:
мм/мин
[Дополнение]
Максимальное значение скорости подачи в режиме G01 различается, в зависимости
от спецификации станка. Вследствие этого, может возникнуть нижеприведенная
неполадка, в зависимости от значения, установленного в FEEDRATE FOR Z-AXIS
RETURN IN THE G01 дополнительного параметра ЧПУ (FIXED CYCLE).
4204 ALARM-D Feedrate command limit over (replacing) (НЕПОЛАДКА D Превышение
предела команды скорости подачи (замена))
В случае возникновения данной неполадки повторно установите значение в
FEEDRATE FOR Z-AXIS RETURN IN THE G01 дополнительного параметра ЧПУ
(FIXED CYCLE) для соответствия спецификациям станка.
Т.к. ручная коррекция рабочей подачи является действительной, может также
возникнуть вышеприведенная неполадка, в зависимости от значения ручной
коррекции. Если это произойдет, следует уменьшить значение ручной коррекции.
6087-Е
152
Раздел 7. Постоянные циклы
7-3-7. СООТНОШЕНИЕ МЕЖДУ ФУНКЦИЯМИ ПОСТОЯННОГО ЦИКЛА И ДРУГИМИ
ФУНКЦИЯМИ
(1) Режим вызова перемещения оси (MODIN, MODOUT)
Если режим постоянного цикла и режим вызова перемещения оси
перекрываются, команда MODIN вызовет перемещения оси после завершения
управления осью цикла.
(2) Однонаправленное позиционирование
В режиме однонаправленного позиционирования (G60) управление осью цикла
осуществляется следующим образом:
y Позиционирование на плоскости позиционирования выполняется в режиме
однонаправленного позиционирования.
y Позиционирование оси цикла выполняется в режиме двунаправленного
позиционирования. В отличие от других команд запроса режимов
интерполяции (G00-G03), G60 не отменяет активный режим постоянного
цикла. Однако режим G60, указанный в режиме постоянного цикла,
отменяется одновременно с отменой режима постоянного цикла посредством
G80.
(3) Функция увеличения/уменьшения геометрии
При указании режима постоянного цикла в режиме увеличения/уменьшения
геометрии, нижеприведенные факторы не подвергаются увеличению/
уменьшению.
y Величина сверления с периодическим выводом сверла (Q) и величины
отвода (d1 и d2) в режимах G73 G83
y Величина сдвига (Q или I, J и К) в режимах G76 и G87
(4) Нижеприведенные пункты не могут быть указаны в режиме постоянного цикла:
y Выбор плоскости, который изменяет плоскость позиционирования
y Коррекция на радиус режущего инструмента (G41, G42)
y Трехмерная коррекция на инструмент (G43)
y Смена инструмента (М06)
y Функция обработки области
y Команда установки исходной позиции (G30)
(5) Функция вычисления координат
Если команда функции вычисления координат указана с помощью М52 в режиме
постоянного цикла, ось Z возвращается на верхний предельный уровень в
последней точке, полученной путем вычисления координат.
Пример:
Ось Z возвращается на верхний предельный
уровень в последней точке.
6087-Е
153
Раздел 7. Постоянные циклы
7-3-8. УКАЗАНИЯ ПО ПРОГРАММИРОВАНИЮ ПОСТОЯННОГО ЦИКЛА
y В режиме постоянного цикла (G74, G84, G86), в котором контролируется скорость
вращения
шпинделя,
если
цикл обработки
отверстия
выполняется
последовательно для отверстий, расположенных с короткими интервалами с
небольшим расстоянием между уровнем указанной точки и уровнем точки R,
шпиндель может не достигнуть запрограммированной скорости до запуска
обработки отверстия. В таком случае необходимо ввести команду выстоя (G04)
между операциями обработки отверстия.
y Режим постоянного цикла может быть отменен путем указания G00-G03 без
использования G80. При указании любого из кодов от G00 до G03 режим
постоянного цикла отменяется во время считывания G-кода. Однако если данные
G-коды указываются с командами постоянного цикла, режим постоянного цикла
не отменяется.
Отмена с помощью команд G00-G03
Пример:
(Выполняется указанный постоянный цикл.)
y Режим постоянного цикла и запрограммированные данные обработки отверстия
стираются после перезапуска ЧПУ.
y Если постоянный цикл выполняется в режиме покадровой обработки, цикл будет
остановлен по окончании операций 1-5 (М52, М53) или по окончании операции 6
(М54).
Операция 1
Плоскость позиционирования
Точка возврата
Операция 2
Операция 6
Точка R
Операция 3
Операция 5
Быстрая подача
Рабочая подача
Точка Z
Операция 4
6087-Е
154
Раздел 7. Постоянные циклы
Также можно выполнить остановку цикла после завершения операции 2 на рис.
выше путем соответствующего выбора при остановке в одном кадре на уровне точки
R дополнительного параметра ЧПУ (постоянный цикл). При выборе данного типа
операции следует учитывать нижеприведенные пункты.
а. Уровень точки R, на котором ось Z останавливается при выполнении операции в
режиме обработки в одном кадре, - это уровень точки R, изначально достигнутый
после запуска операции постоянного цикла. Это не уровень точки R, на который
возвращается ось Z при выполнении каждой операции сверления с
периодическим выводом сверла в цикле G83 глубокого сверления, пока не будет
достигнута заданная глубина.
b. В цикле обратного растачивания G87 изначально достигнутый уровень точки R
используется в качестве первой исходной точки для обработки нижней части
отверстия. Ось Z останавливается в данной точке, если цикл выполняется в
режиме обработки в одном кадре.
с. Если уровень точки R находится на плоскости позиционирования, т.е., если точка
позиционирования и уровень точки R находятся в одной точке, ось Z
останавливается в точке позиционирования и на уровне точки R. Это означает,
что ось Z останавливается дважды в одной точке.
y Если функция задержки включается во время выполнения цикла нарезания
резьбы метчиком (G74, G84), цикл не останавливается, пока не будет завершена
операция 5, даже несмотря на то, что лампа SLIDE HOLD (задержка) загорается
сразу после нажатия кнопки SLIDE HOLD. Однако при нажатии данной кнопки во
время выполнения операции 1, 2 или 6, цикл немедленно останавливается.
y Во время выполнения цикла нарезания резьбы метчиком G74 или G84 ручная
коррекции скорости рабочей подачи фиксирована на 100%. Ручная коррекция
быстрой подачи действительна. Для управления шпинделем значение ручной
коррекции также фиксировано на 100%.
6087-Е
155
Раздел 7. Постоянные циклы
7-4. СПЕЦИФИКАЦИЯ УРОВНЯ ТОЧКИ ВОЗВРАТА (G71)
[Функция]
Команда G71 указывает уровень точки возврата, который используется для
выполнения постоянного цикла в режиме М53 (возврат на заданный уровень).
[Формат программирования]
G71 Z_
Z: Обозначает ось цикла.
Координатное значение должно быть указано как абсолютное значение в локальной
системе координат, независимо от выбранного режима G90 или G91 (абсолютный
или инкрементный).
[Дополнение]
1) Уровень точки возврата должен указываться с помощью G71 до указания М53.
2) После перезапуска ЧПУ, точка возврата становится неопределенной.
3) Значение уровня точки возврата является модальным для каждой оси и не
изменяется до момента установки другого значения.
4) Даже если локальная система координат или система координат заготовки
изменяются, заданное значение уровня точки возврата остается прежним.
[Пример программы]
Указанный уровень точки возврата
Уровень точки R
Заготовка
Уровень точки Z
6087-Е
156
Раздел 7. Постоянные циклы
7-5. ЦИКЛ ВЫСОКОСКОРОСТНОГО ГЛУБОКОГО СВЕРЛЕНИЯ (G73)
[Формат программирования]
Уровень точки возврата
Координатные значения позиции отверстия
Уровень точки R
Уровень нижней части отверстия
В режиме G90:
Позиция в выбранной системе координат
В режиме G91:
Расстояние от уровня точки R
Уровень точки R
Время выстоя в нижней части отверстия
Величина сверления с периодическим выводом сверла
(положительное инкрементное значение)
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Возврат оси Z (рабочая подача/быстрая подача)
Выстой в течение Р сек.
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Сверление на величину сверления с периодическим выводом сверла, заданную
с помощью Q на скорости рабочей подачи, когда шпиндель вращается в прямом
направлении.
(4) Отвод режущего инструмента на величину "d" на высокой скорости подачи.
Установите величину отвода "d" при отводе в G73 CYCLE (HIGH-SPEED DEEP
HOLE) OR G83 CYCLE (DEEP HOLE) WITH I, J COMMAND дополнительного
параметра ЧПУ (постоянный цикл).
(5) Сверление до уровня точки Z путем повторения шагов (3) и (4).
(6) Выстой на уровне точки Z с течение Р секунд.
(7) Возврат на уровень точки возврата на высокой скорости подачи.
6087-Е
157
Раздел 7. Постоянные циклы
7-6. ЦИКЛ ОБРАТНОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ
[Формат программирования]
Уровень точки возврата
Координатные значения позиции отверстия
Уровень нижней части отверстия
В режиме G90:
Уровень точки R
Вращение шпинделя
установлено против часовой
стрелки после выстоя в течение
Q секунд.
Позиция в выбранной системе координат
В режиме G91:
Расстояние от уровня точки R
Уровень точки R
Время выстоя в нижней части отверстия
Время выстоя на уровне точки R
Скорость подачи
Уровень точки Z
Вращение шпинделя
установлено по часовой стрелке
после выстоя в течение Р
секунд.
Быстрая подача
Рабочая подача
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Нарезание резьбы метчиком до уровня точки Z на заданной скорости рабочей
подачи, когда шпиндель вращается против часовой стрелки.
(4) Выстой на уровне точки Z в течение Р секунд, а затем – реверсирование
вращения шпинделя в направлении по часовой стрелке.
(5) Возврат на уровень точки R на скорости рабочей подачи.
(6) Выстой на уровне точки R в течение Q секунд, а затем - реверсирование
вращения шпинделя в направлении против часовой стрелки.
(7) Возврат на уровень точки возврата на высокой скорости подачи.
[Подробности]
y Выстой не выполняется, если значение Р и/или Q не указано.
Единицы значений Р и Q совпадают с единицами, используемыми для команды
выстоя режима G04.
y Ручная коррекция подачи игнорируется во время обратного нарезания резьбы
метчиком.
y При нажатии кнопки SLIDE HOLD во время возврата с уровня точки Z на уровень
точки R цикл останавливается по достижении уровня точки R.
y Если позиционирование в следующую точку нарезания резьбы метчиком
выполняется на уровне точки R после запуска вращения шпинделя против
часовой стрелки, но до полного отвода метчика от заготовки, введите выстой на
данном уровне путем указания Q.
y Оба значения ручной коррекции скорости рабочей подачи и скорости шпинделя
фиксированы на 100%. Может быть установлена ручная коррекция быстрой
подачи.
6087-Е
158
Раздел 7. Постоянные циклы
7-7. ЧИСТОВОЕ РАСТАЧИВАНИЕ (G76)
[Формат программирования]
Координатные значения позиции отверстия
Уровень точки возврата
Уровень нижней части отверстия
Уровень точки R
Величина сдвига
Уровень точки R
Величина сдвига
Скорость см. разъяснение ниже.
Время выстоя в нижней части отверстия
Шпиндель
останавливается в
позиции ориентации
Уровень точки Z
Скорость подачи
Быстрая подача
Величина отвода
Рабочая подача
Сдвиг (Q или I и J) и выстой в
течение Р секунд
Величина сдвига: указана Q или I и J
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Растачивание на уровень точки Z на заданной рабочей скорости, когда
шпиндель вращается в прямом направлении.
(4) Выстой на уровне точки Z в течение Р секунд, отвод на величину,
установленную в SHIFT DIRECTION AND AXIS IN G76, G87 дополнительного
параметра ЧПУ (FIXED CYCLE), затем остановка шпинделя в позиции
ориентации. После этого, инструмент сдвигается на величину сдвига Qв
направлении, в котором вставной резец отводится от обработанной внутренней
поверхности заготовки.
(5) Возврат на уровень точки возврата на высокой скорости подачи.
(6) Инструмент сдвигается назад в направлении вставного резца на величину
сдвига Q, после чего шпиндель начинает вращаться по часовой стрелке.
6087-Е
159
Раздел 7. Постоянные циклы
[Подробности]
y Величина отвода на уровне точки Z
Величина, на которую выполняется отвод оси Z вверх от уровня точки Z,
устанавливается в SHIFT DIRECTION AND AXIS IN G76, G87 (направление сдвига
и оси в G76, G87) дополнительного параметра ЧПУ (FIXED CYCLE).
y Величина сдвига
а. Q используется для указания величины сдвига, если ось цикла фиксирована,
как ось Z, путем установки в SHIFT DIRECTION AND AXIS IN G76, G87
дополнительного параметра ЧПУ (FIXED CYCLE). Установлено значение
всегда должно быть положительным. Направление сдвига, +Х, -Y, +Y или –Y
должно быть заранее установлено с помощью параметра. Учтите, что
значение Q является модальными данными, и адрес Q также используется в
циклах G73 и G83. Значение Q является приоритетным по отношению к
значениям I и J.
b. I и J используются для указания величины сдвига, когда плоскость выбрана с
помощью G17, G18 или G19. Соотношение между G-кодом выбора плоскости
и адресами, которые будут использоваться, показаны ниже.
Для адресов I, J и К все значения устанавливаются как инкрементные
значения.
Направление сдвига всегда определяется в системе координат станка.
с. Если величина сдвига не указана с помощью Q или I и J, возникает неполадка.
7-8. ОТМЕНА ПОСТОЯННОГО ЦИКЛА (G80)
[Функция]
G80 отменяет режим постоянного цикла (G73, G74, G76, G81-G87 и G89). После
выполнения G80, все команды определения обработки отверстий, включая точку R и
точку Z, отменяются, и восстанавливается режим интерполяции (G00-G03, G60),
который был действительным до запроса режима постоянного цикла. Одновременно
с этим создается код М05 (команда остановки шпинделя). Однако если G00 или G01
указываются до кадра G80, М05 не создается.
y Пример программы, которая не создает М05
y Пример программы, которая создает М05
[Подробности]
y Режимы постоянного цикла также отменяются при указании G-кода запроса
режима интерполяции (G00, G01, G02, G03), за исключением G60.
y Если команды перемещения оси указываются с помощью G80 в одном кадре,
сначала отменяется режим постоянного цикла, а затем выполняются команды
перемещения оси.
6087-Е
160
Раздел 7. Постоянные циклы
7-9. ЦИКЛ СВЕРЛЕНИЯ (G81, G82)
[Формат программирования]
Координатные значения позиции отверстия
Уровень нижней части отверстия
Уровень точки возврата
Уровень точки R
Время выстоя в нижней части отверстия
Уровень точки R
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Выстой в течение Р секунд
G81 и G82 используются тем же способом.
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Сверление до уровня точки Z на заданной скорости рабочей подачи, когда
шпиндель вращается по часовой стрелке.
(4) Выстой на уровне точки Z с течение Р секунд.
(5) Возврат на уровень точки возврата на высокой скорости подачи.
6087-Е
161
Раздел 7. Постоянные циклы
7-10. ЦИКЛ ГЛУБОКОГО СВЕРЛЕНИЯ (G83)
[Формат программирования]
y Программирование с использованием Q
Уровень точки возврата
Уровень точки R
Координатные значения позиции отверстия
Уровень нижней части отверстия
Уровень точки R
Время выстоя в нижней части отверстия (точка Z)
Величина сверления с периодическим выводом сверла
(положительное инкрементное значение)
Величина сверления с периодическим выводом сверла
Глубина сверления для извлечения инструмента
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Возврат оси Z (рабочая подача/быстрая подача)
Выстой в течение Р секунд
y Программирование с использованием I и J
Уровень точки возврата
Уровень точки R
Уровень точки Z
Выстой в течение Р секунд
Если значение Q запрограммировано в одном кадре со значениями I и J, значение Q
будет приоритетным.
6087-Е
162
Раздел 7. Постоянные циклы
[Значения установки]
Величина отвода d1:
Установите в RETRACTION POSITIONING FROM LEVEL 'R' TO WORK IN G83 CYCLE
(DEEP HOLE) (позиционирование отвода от уровня 'R' до заготовки в цикле G83
(глубокое сверление)) дополнительного параметра ЧПУ (постоянный цикл).
Величина отвода d2:
Установите в RETRACTION IN G73 CYCLE (HIGH-SPEED DEEP HOLE) OR G83
(DEEP HOLE) WITH I, J COMMAND (отвод в цикле G73 (высокоскоростное глубокое
сверление)) дополнительного параметра ЧПУ (постоянный цикл).
Последовательность обработки
(1) Программирование с использованием Q
a. Программирование вдоль оси Х и Y на высокой скорости подачи
b. Позиционирование на уровень точки R на высокой скорости подачи
c. Сверление на величину сверления с периодическим выводом сверла,
указанную с помощью Q, на заданной рабочей скорости, когда шпиндель
вращается в прямом направлении.
d. Возврат на уровень точки R на высокой скорости подачи
e. Во второй и последующих операциях врезной подачи: Позиционирование на
уровень "d1" над ранее обработанной глубиной на высокой скорости подачи и
сверление на "Q+d1".
f. Возврат на уровень точки R на высокой скорости подачи
g. Сверление до уровня точки Z путем повторения шагов e) и f), указанных
выше.
(2) Программирование с использованием I и J
a. Программирование вдоль оси Х и Y на высокой скорости подачи
b. Позиционирование на уровень точки R на высокой скорости подачи
c. Сверление на величину сверления I, а затем отвод на d2. после этого,
сверление на "I+d2". Циклы сверления с периодическим выводом сверла и
отвода повторяются, пока не будет достигнута глубина J (глубина извлечения
инструмента).
d. Возврат на уровень точки R на высокой скорости подачи
e. Позиционирование на уровень "d1" над ранее обработанной глубиной на
высокой скорости подачи и сверление на "I+d1". Шаг с) повторяется для
обработки глубины J.
f. Возврат на уровень точки R на высокой скорости подачи
g. Сверление до уровня точки Z путем повторения шагов e) и f).
h. Выстой на уровне точки Z в течение Р секунд.
i. Возврат на уровень точки возврата на высокой скорости подачи.
6087-Е
163
Раздел 7. Постоянные циклы
[Подробности]
В соответствии со значением I, J, резание выполняется следующим образом. Если
указано любое из значений I или J, второе из данных значений указывается как "0".
y Q не указано
J=0 Выполняется цикл G73 c использование величины сверления с периодически
выводом сверла I.
I≥J
Выполняется цикл G83 c использование величины сверления с периодически
выводом сверла J.
I<J
Выполняются операционные шаги c c) до i), рассмотренные в п. (2) выше.
I=0
Возникает неполадка. (Неполадка "Q")
y Q, указанное с помощью I и J в одном кадре
Выполняются операционные шаги c c) до g), рассмотренные в п. (1) выше, без
учета значений I и J.
7-11. ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ (G84)
[Формат программирования]
Координатные значения позиции отверстия
Уровень точки возврата
Уровень нижней части отверстия
Уровень точки R
Уровень точки R
Время выстоя в нижней части отверстия (точка Z)
Вращение шпинделя
установлено против часовой
стрелки после выстоя в течение
Q секунд.
Время простоя на уровне точки R
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Вращение шпинделя установлено по
часовой стрелке после выстоя в течение Р
секунд.
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Нарезание резьбы метчиком до уровня точки Z на заданной скорости рабочей
подачи, когда шпиндель вращается по часовой стрелке.
(4) Выстой на уровне точки Z с течение Р секунд, а затем – реверсирование
направление вращения шпинделя и установка его против часовой стрелки.
(5) Возврат на уровень точки R на скорости рабочей подачи.
(6) Выстой на уровне точки R с течение Q секунд, а затем – реверсирование
направления вращения шпинделя и установка его по часовой стрелке.
(7) Возврат на уровень точки возврата на высокой скорости подачи.
6087-Е
164
Раздел 7. Постоянные циклы
[Подробности]
y Выстой не выполняется, если значения P и/или Q не указаны.
Единицы значений Р и Q идентичны значениям, используемым для команды
выстоя в режиме Q04.
y Ручная коррекция подачи игнорируется во время операции обратного нарезания
резьбы метчиком.
y При нажатии кнопки SLIDE HOLD во время возврата с уровня точки Z на уровень
точки R цикл останавливается после достижения уровня точки R.
y Если позиционирование в следующую точку нарезания резьбы метчиком
выполняется на уровне точки R после запуска вращения шпинделя по часовой
стрелке, но до того как метчик будет полностью отведен от заготовки, введите
выстой на данном уровне путем указания Q.
y Оба значения ручной коррекции рабочей скорости и скорости шпинделя
фиксированы на 100%. Может быть установлена ручная коррекции быстрой
подачи.
7-12. ЦИКЛ РАСТАЧИВАНИЯ (G85, G89)
[Формат программирования]
Координатные значения позиции отверстия
Уровень точки возврата
Уровень нижней части отверстия
Уровень точки R
Уровень точки R
Время выстоя в нижней части отверстия (точка Z)
Скорость подачи
Скорость обратного хода
Быстрая подача
Рабочая подача
Уровень точки Z
Выстой в течение Р секунд
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Растачивание до уровня точки Z на заданной скорости рабочей подачи, когда
шпиндель вращается по часовой стрелке.
(4) Выстой на уровне точки Z с течение Р секунд.
(5) Возврат на уровень точки R на скорости обратного хода.
(6) Возврат на уровень точки возврата на высокой скорости подачи.
y Если FA не указано, F применяется для операции возврата от уровня точки R
до уровня точки возврата.
6087-Е
165
Раздел 7. Постоянные циклы
7-13. ЦИКЛ РАСТАЧИВАНИЯ (G86)
[Формат программирования]
Координатные значения позиции отверстия
Уровень точки возврата
Уровень нижней части отверстия
Уровень точки R
Уровень точки R
Время выстоя в нижней части отверстия (точка Z)
Шпиндель вращается по
часовой стрелке
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Шпиндель останавливается после выстоя в течение
Р секунд
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи.
(2) Позиционирование на уровень точки R на высокой скорости подачи.
(3) Растачивание до уровня точки Z на заданной скорости рабочей подачи, когда
шпиндель вращается по часовой стрелке.
(4) Выстой на уровне точки Z с течение Р секунд. После этого шпиндель
прекращает вращение.
(5) Возврат на уровень точки возврата на высокой скорости подачи.
(6) Шпиндель начинает вращаться по часовой стрелке.
[Подробности]
Разница между циклом растачивания G86 и циклами сверления G81/G82 – в том, что
шпиндель останавливается в нижней части отверстия в цикле G86.
y Если расстояние от уровня точки возврата, где шпиндель начинает вращаться
по часовой стрелке, до уровня точки R следующего отверстия короткое,
шпиндель может не достичь запрограммированной скорости. Вследствие этого,
рекомендуется ввести команду выстоя (G04) с соответствующим временем
выстоя до момента запуска цикла растачивания следующей точки.
6087-Е
166
Раздел 7. Постоянные циклы
7-14. ЦИКЛ ОБРАТНОГО РАСТАЧИВАНИЯ (G87)
Учтите, что данный цикл отличается от других постоянных циклов.
[Формат программирования]
Ориентация шпинделя
Уровень точки возврата
Выстой в течение Р
секунд
Координатные значения позиции отверстия
Уровень окончания обработки
Уровень точки Z
Величина отвода
Ориентация шпинделя
Уровень запуска обработки
Величина сдвига
Величина сдвига
См. разъяснение для G76.
("7. Чистовое растачивание")
Время выстоя на уровне точки Z
Уровень точки R
Вращение
шпинделя по
часовой стрелке
Скорость подачи
Быстрая подача
Рабочая подача
Сдвиг (Q или I и J)
[Значения установки]
Величина отвода на уровне точки Z: Установите при отводе G76/G87 (чистовое
растачивание/обратное растачивание) до ориентации дополнительного параметра
ЧПУ (постоянный цикл).
Точка возврата может быть указана их трех нижеприведенных уровней с помощью
М-кода.
y М52 Уровень верхнего предела
y М53 Уровень заданной точки (должен быть установлен заранее с помощью G71)
y М54 Уровень исходной точки
Последовательность обработки
(1) Позиционирование вдоль оси Х и Y на высокой скорости подачи. Затем
шпиндель останавливается (ориентация шпинделя).
(2) Сдвиг на величину Q в направлении, противоположном направлению вставного
резца.
(3) Позиционирование на уровень точки R на высокой скорости подачи.
(4) На уровне точки R инструмент сдвигается обратно на величину сдвига. Затем
шпиндель начинает вращаться по часовой стрелке.
(5) Растачивание до уровня точки Z в направлении позиции оси Z на заданной
рабочей скорости.
(6) Выстой на уровне точки Z в течение Р секунд. После этого ось Z перемещается
обратно на величину, установленную для параметра, и шпиндель
останавливается (ориентация шпинделя). Инструмент сдвигается на величину Q
в направлении, противоположном направлению вставного резца.
(7) Возврат на уровень точки возврата на высокой скорости подачи.
(8) Обратный сдвиг на величину Q.
Раздел 8. Функция
вычисления координат
(функция шаблона)
6087-Е
168
Раздел 8. Функция вычисления координат (функция шаблона)
Функция вычисления координат вычисляет значения координат точек на линии,
сетке или окружности с помощью одной команды.
Использование этой функции с функцией постоянного цикла и функцией вызова
движения оси позволяет выполнять обработку отверстия, такую как сверление,
которое должно выполняться в точках на линии, сетке или окружности путем
обозначения одной команды.
8-1. ТАБЛИЦА ФУНКЦИЙ
Пропуск
Пункт
Мнемокод
OMIT
Перезапуск
RSTRT
Линия в углу
Сетка X
Сетка Y
Двойная сетка X
Двойная сетка Y
Квадрат X
LAA
GRDX
GRDY
DGRDX
DGRDY
SQRX
Квадрат Y
SQRY
Окружность болтового
отверстия
Дуга
Описание функций
Удаляет вычисление координат указанной точки.
Начинает вычисление координат из определенной точки на линии, сетке или
окружности.
Выводит значения координат точек на линии, которая имеет угол.
Выводит значения координат точек на сетке.
(Последовательность вычисления различается с помощью X и Y.)
Выводит значения координат точек на двух сетках.
(Последовательность вычисления различается с помощью X и Y.)
Выводит значения координат точек на четырех сторонах прямоугольника,
окружающего сетку.
(Последовательность вычисления различается с помощью X и Y.)
BHC
Выводит значения координат точек на окружности.
ARC
Выводит значения координат точек на дуге.
6087-Е
169
Раздел 8. Функция вычисления координат (функция шаблона)
8-2. ОБЩИЕ ПРАВИЛА ВЫЧИСЛЕНИЯ КООРДИНАТ
8-2-1. ФОРМАТ ПРОГРАММИРОВАНИЯ ДЛЯ ВЫЧИСЛЕНИЯ КООРДИНАТ
Ниже указан формат программирования
(Мнемокод)
Hp__ Vp__ I__ J__ K__ P__ Q__ R__
Hp, Vp: Обозначают значения опорной точки, где начинается вычисление координат.
I, J, K, P, Q, R: Параметры, используемые для вычисления координат
(1) Опорная точка для начала вычисления координат
Опорная точка указана с помощью названий осей, которые составляют текущую
выбранную плоскость. Если значение координат опорной точки не указано,
значение текущей позиции принимается за значение координат опорной точки.
Соотношение выбора плоскости Hp (горизонтальной оси) и Vp (вертикальной оси)
представлено ниже.
Плоскость
Ось
Hp
(горизонтальная ось)
Vp
(вертикальная ось)
Опорная точка указана в локальной системе координат. Указываемые значения
координат варьируются в зависимости от выбранного режима измерения
перемещений – режим измерения перемещений в абсолютной (G90) или
инкрементной системе (G91).
Например:
Режим измерения перемещений в абсолютной системе
Режим измерения перемещений в инкрементной системе
Опорная
точка
Фактическая
позиция
Локальная система координат
Система координат заготовки
6087-Е
170
Раздел 8. Функция вычисления координат (функция шаблона)
(2) Параметры, используемые для вычисления координат
Параметры, используемые функцией вычисления координат, должны
обозначаться в том же кадре, что и мнемокод, который указывает функцию
вычисления специальных координат. Эти параметры действительны только в
кадре, где они указаны, и стираются после завершения вычисления координат.
Соотношение между функцией вычисления координат и параметрами
представлено ниже.
Опорная точка
Hp
Vp
Параметр
K
P
Пункт
Мнемокод
Пропуск
OMIT
(B)
Перезапуск
RSTRT
(B)
Линия в углу
LAA
(A)
(A)
(B)
(B)
(A1)
Дуга
ARC
(A)
(A)
(B)
(B)
(A1)
Сетка
Двойная сетка
Квадрат
Окружность
болтового отверстия
I
J
Q
R
(B)
GRDX
GRDY
DGRDX
DGRDY
SQRX
SQRY
(A)
(A)
(B)
(B)
(B)
(B)
(A)
(A)
(B)
(B)
(B)
(B)
(A)
(A)
(B)
(B)
(B)
(B)
BHC
(A)
(A)
(B)
(B)
(B)
(A2)
Примечания
Можно указать больше
одной точки пропуска.
Можно указать только
одну точку перезапуска.
I и K должны
указываться в паре.
Если "K = 1", K можно
опустить.
Q и K должны
указываться в паре.
Если "K = 1", K можно
опустить.
(A3)
(A): Можно опустить. Если ее опустить, фактическая позиция рассматривается как
опорная точка.
(B): Нельзя опустить. Если ее опустить, возникает сообщение о неполадке.
(C): Можно опустить.
Если ее опустить, для (A1) принимается "1", для (A2) принимается I/2, а для (A3)
принимается J/2.
Данные, установленные для параметра, показанного в виде пустого столбца (см.
выше), игнорируются.
6087-Е
171
Раздел 8. Функция вычисления координат (функция шаблона)
8-2-2. ПЛОСКОСТЬ, НА КОТОРОЙ ВЫПОЛНЯЕТСЯ ВЫЧИСЛЕНИЕ КООРДИНАТ, И
ОСИ ДВИЖЕНИЯ
Значения координат вычисляются на плоскости, которая выбрана, когда обозначена
команда шаблона, и позиционирование на каждой вычисленной точке выполняется с
помощью осей, которые определяются в соответствии с выбором плоскости.
Например:
Развертывание шаблона на плоскости WX
a. Когда функция вычисления координат используется в сочетании с функцией
постоянного цикла, значение координат оси, перпендикулярной плоскости в конце
операции шаблона, не всегда идентично значению координат, которое было
активно непосредственно перед обозначением шаблона.
b. Когда указан возврат к верхнему пределу (M52), ось цикла возвращается на этот
уровень, только после того как будет обработана последняя точка шаблона.
8-2-3. ПОЗИЦИОНИРОВАНИЕ В ВЫЧИСЛЕННЫХ ТОЧКАХ ШАБЛОНА
Позиционирование в вычисленной точке выполняется в режиме G00, G60 или G01
или в режиме, определенном командами постоянного цикла. Если предпринята
попытка выполнить позиционирование в режиме G02 или G03, возникает неполадка.
8-2-4. ПРОЧЕЕ
(1) Обработка для управления в режиме обработки в одном кадре
Если функция шаблона выполняется в режиме обработки в одном кадре,
управление приостанавливается, после завершения позиционирования в
вычисленных точках шаблона.
(2) С помощью одной команды шаблона можно вычислить максимум 65535 точек.
(3) Команду шаблона нельзя обозначить, когда действителен один из следующих
режимов:
• Режим круговой интерполяции (G02, G03)
• Режим коррекции на радиус режущего инструмента (G41, G42)
• Режим трехмерной коррекции на инструмент
• Во время вычисления координат
Если вывод значений координат последней точки удаляется с помощью команды
OMIT, возврат на уровень верхнего предела не выполняется.
6087-Е
172
Раздел 8. Функция вычисления координат (функция шаблона)
8-3. ПРОПУСК (OMIT)
[Функция]
Эта функция обычно используется в сочетании с другими функциями вычисления
координат. Она удаляет вывод значения координат, вычисленного с помощью
функции вычисления координат.
[Формат программирования]
OMIT Rn1__ Rn2__ Rn3__............Rnm__
R: Удаляемый номер точки координат (n) (m ≤ 30)
(1) Для одной команды шаблона можно указать максимум 30 пропускаемых номеров
точек.
(2) Максимальное используемое число с R – 65535.
Если пункты 1 и 2 не выполнены в шаблоне, шаблон нужно поделить на два
шаблона и более.
[Подробности]
• Укажите OMIT перед указанием команды шаблона. Она стирается, после того
как она будет выполнена в команде шаблона, которая появляется следующей.
• Определите пропускаемые номера в соответствии с порядком точек, в которых
вычисляются значения координат. В кадре OMIT эти номера не обязательно
указывать в порядке возрастания. Если указанный пропускаемый номер
больше, чем максимальный номер точки из точек, вычисленных с помощью
следующей указанной команды шаблона, этот пропускаемый номер
игнорируется.
[Пример программы]
• В данном примере цикл сверления, вызываемый с помощью G81,
выполняется в позициях на окружности (BHC), принимая (X0, Y0) как опорную
точку. Цикл сверления не выполняется в 3-й и 7-й точках из-за обозначения R3
и R7.
6087-Е
173
Раздел 8. Функция вычисления координат (функция шаблона)
8-4. ПЕРЕЗАПУСК (RSTRT)
[Функция]
Эта функция перезапускает обработку с требуемой точки из точек, для которых
значения координат вычисляются с помощью функции вычисления координат.
[Формат программирования]
RSTRT Rn
R: Номер точки координат (n), где перезапускается обработка.
[Подробности]
• Если указанный пропускаемый номер больше максимального номера точек,
вычисленных с помощью команды шаблона, указанной следующей,
следующая команда шаблона игнорируется.
• Если обозначено более одной команды перезапуска, действительной
становится последняя команда перезапуска или, другими словами, команда
перезапуска, обозначенная непосредственно перед командой шаблона,
указанной следующей.
10 мм
Начальная точка (X0, Y0)
20 мм
[Пример программы]
N011
G81 G56 Xo Yo R__Z__F__H
RSTRT
R12 ← Введите команду в режиме MDI.
N012
GRDX I20 J10 K4 P3
• В данном примере цикл сверления, вызываемый с помощью G81,
выполняется в позициях, расположенных в шаблоне сетки (GRDX), принимая
(X0, Y0) за опорную точку. Обозначение "RSTRT R12" запускает сверление с
отверстия №12, пропуская отверстия № 1 – №11.
6087-Е
174
Раздел 8. Функция вычисления координат (функция шаблона)
8-5. ЛИНИЯ В УГЛУ (LAA)
[Функция]
Эта функция вычисляет значения координат точек, расположенных с нерегулярными
интервалами (d1, d2 и т.д.) на линии, которая образует угол θ к горизонтальной оси.
Здесь фактическая позиция или точка, определенная указанными значениями
координат, принимается за опорную точку.
Когда точки расположены с постоянными интервалами, обозначьте номер этих точек
(n).
[Формат программирования]
LAA Hp__Vp__I ± d1Kn1 ± d2 Km2 ...... J ± θ
Hp: Значение координат опорной точки на горизонтальной оси
Vp: Значение координат опорной точки на вертикальной оси
I:
Интервал (d). Когда указано отрицательное число, значения координат
вычисляются на линии, которая тянется в симметричном направлении
относительно начальной точки.
K: Количество точек (n), расположенных с постоянными интервалами (d).
Максимальное число – 65535.
J: Угол линии относительно горизонтальной оси (θ).
Угол устанавливается в единицах 1°, 0,001° или 0,0001°, в соответствии с
выбранной системой единиц измерения. Угол измеряется против часовой
стрелки.
15 мм
15 мм
15 мм
25 мм
20 мм
20 мм
Начальная точка (X0, Y0)
Можно пропустить
[Подробности]
• Если адрес K пропущен, то считается, что установлено I.
• В одном кадре можно указать до десяти интервалов.
• Когда одна пара I и K обозначена с J, команду LAA можно использовать как
линию с единичным шагом в команде угла.
• Значения координат опорной точки не выводятся.
• Порядок обозначения I, J и K должен быть либо J, I, K, I, K…, либо I, K, I, K… J.
6087-Е
175
Раздел 8. Функция вычисления координат (функция шаблона)
8-6. СЕТКА (GRDX, GRDY)
[Функция]
Эта функция вычисляет значения координат точек, расположенных в шаблоне сетки,
состоящем из точек (nx), которые размещены с интервалом (dx) параллельно
горизонтальной оси, и из точек (ny), которые размещены с интервалом (dy)
параллельно вертикальной оси. Здесь фактическая позиция или точка,
определенная указанными значениями координат, принимается за опорную точку.
• GRDX: Значения координат вычислены вдоль горизонтальной оси, начиная с
опорной точки.
• GRDY: Значения координат вычислены вдоль вертикальной оси, начиная с
опорной точки.
[Формат программирования]
GRDX(GRDY) Hp__Vp__I ± dx J ± dy Knx Pny
Hp: Значение координат опорной точки на горизонтальной оси
Vp: Значение координат опорной точки на вертикальной оси
I:
Интервал вдоль горизонтальной оси (dx)
Когда для "dx" указано положительное число, вычисление координат
выполняется в положительном направлении горизонтальной оси.
Когда для "dx" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении горизонтальной оси.
J: Интервал вдоль вертикальной оси (dy)
Когда для "dy" указано положительное число, вычисление координат
выполняется в положительном направлении вертикальной оси.
Когда для "dy" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении вертикальной оси.
K: Количество точек, расположенных вдоль горизонтальной оси (nx)
(Положительное целое число).
P: Количество точек, расположенных вдоль вертикальной оси (ny) (Положительное
целое число).
Начальная точка (X0, Y0)
15 мм
25 мм
6087-Е
176
Раздел 8. Функция вычисления координат (функция шаблона)
[Подробности]
• Максимальное число точек на сетке ((nx + 1) x (ny + 1) - 1) – 65535.
• Номер последней точки – (nx + 1) x (ny + 1) – 1.
• Значения координат опорной точки не выводятся.
8-7. ДВОЙНАЯ СЕТКА (DGRDX, DGRDY)
[Функция]
Эта функция вычисляет значения координат точек, расположенных в шаблоне
двойной сетки, состоящем из опорной сетки и другой сетки, которая определена
путем сдвига опорной сетки. Шаблон опорной сетки состоит из точек (nx), которые
размещены с постоянными интервалами (dx1) параллельно горизонтальной оси, и из
точек (ny), которые размещены с постоянными интервалами (dy1) параллельно
вертикальной оси. Шаблон второй сетки определен путем сдвига опорной сетки в
направлениях оси X и Y с помощью "dx2" и "dy2", соответственно. Здесь фактическая
позиция или точка, определенная указанными значениями координат, принимается
за опорную точку.
• DGRDX: Значения координат вычислены вдоль горизонтальной оси, начиная с
опорной точки.
• DGRDY: Значения координат вычислены вдоль вертикальной оси, начиная с
опорной точки.
[Формат программирования]
Hp: Значение координат опорной точки на горизонтальной оси
Vp: Значение координат опорной точки на вертикальной оси
I:
Интервал вдоль горизонтальной оси (dx1)
Когда для "dx1" указано положительное число, вычисление координат
выполняется в положительном направлении горизонтальной оси.
Когда для "dx1" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении горизонтальной оси.
J: Интервал вдоль вертикальной оси (dy1)
Когда для "dy1" указано положительное число, вычисление координат
выполняется в положительном направлении вертикальной оси.
Когда для "dy1" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении вертикальной оси.
K: Количество точек, расположенных вдоль горизонтальной оси (nx)
(Положительное целое число).
P: Количество точек, расположенных вдоль вертикальной оси (ny) (Положительное
целое число).
Q: Интервал сдвига в направлении горизонтальной оси (dx2)
Знак, используемый для "dx2" имеет то же значение, что и для "dx1".
R: Интервал сдвига в направлении вертикальной оси (dy2)
Знак, используемый для "dy2" имеет то же значение, что и для "dy1".
6087-Е
177
Раздел 8. Функция вычисления координат (функция шаблона)
[Подробности]
• Когда "dx2" равно "dx1/2", обозначение Q можно пропустить. Аналогично, когда
"dy2" равно "dy1/2", обозначение R можно пропустить. Учтите, что знак такой
же, как и dx1, dy1.
• Максимальное число точек на двойной сетке (2(nx + 1) x (ny + 1) - 1) – 65535.
• Количество точек на сетке сдвига такое же, как и на опорной сетке (nx, ny).
• В одном кадре можно установить до 10 интервалов.
• Значения координат опорной точки не выводятся.
[Пример программы]
Пример 1:
Порядок вычисления значения координат для двойной сетки, определенной с помощью DGRDX
20 мм
Начальная точка (X0, Y0)
13 мм
15 мм
-8 мм
-15 мм
6087-Е
178
Раздел 8. Функция вычисления координат (функция шаблона)
Пример 2:
Порядок вычисления значения координат для двойной сетки, определенной с помощью DGRDY
15 мм
8 мм
13 мм
20 мм
8-8. КВАДРАТ (SQRX, SQRY)
[Функция]
Эта функция вычисляет значения координат точек, расположенных в шаблоне
квадрата, состоящем из точек (nx), которые размещены с интервалом (dx)
параллельно горизонтальной оси, и из точек (ny), которые размещены с
постоянными интервалами (dy) параллельно вертикальной оси. Здесь фактическая
позиция или точка, определенная указанными значениями координат, принимается
за опорную точку.
• SQRX: Значения координат вычислены вдоль горизонтальной оси, начиная с
опорной точки.
• SQRY: Значения координат вычислены вдоль вертикальной оси, начиная с
опорной точки.
6087-Е
179
Раздел 8. Функция вычисления координат (функция шаблона)
[Формат программирования]
Hp: Значение координат опорной точки на горизонтальной оси
Vp: Значение координат опорной точки на вертикальной оси
I:
Интервал вдоль горизонтальной оси (dx1)
Когда для "dx" указано положительное число, вычисление координат
выполняется в положительном направлении горизонтальной оси.
Когда для "dx" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении горизонтальной оси.
J: Интервал вдоль вертикальной оси (dy)
Когда для "dy" указано положительное число, вычисление координат
выполняется в положительном направлении вертикальной оси.
Когда для "dy" указано отрицательное число, вычисление координат
выполняется в отрицательном направлении вертикальной оси.
K: Количество точек, расположенных вдоль горизонтальной оси (nx)
(Положительное целое число)
P: Количество точек, расположенных вдоль вертикальной оси (ny) (Положительное
целое число)
8 мм
12 мм
[Подробности]
• Максимальное число точек на квадрате (2(nx + ny) - 1) – 65535.
• Значения координат опорной точки не выводятся.
6087-Е
180
Раздел 8. Функция вычисления координат (функция шаблона)
8-9. ОКРУЖНОСТЬ БОЛТОВОГО ОТВЕРСТИЯ (BHC)
[Функция]
Эта функция вычисляет значения координат точек, расположенных по длине
окружности, центр которой находится в фактической позиции или в точке,
определенной с помощью указанных значений координат. Радиус окружности – "r", и
"n"-ное количество точек размещены с постоянными интервалами, начиная от
позиции в углу θ до горизонтальной оси.
[Формат программирования]
BHC Hp__Vp__ IrJθ Kn
Hp: Значение координат центра (горизонтальная ось)
Vp: Значение координат центра (вертикальная ось)
I:
Радиус окружности (r) (Положительное значение)
J: Начальный угол (θ)
Угол устанавливается в единицах 1°, 0,001° или 0,0001°, в соответствии с
выбранной системой единиц измерения.
Угол измеряется против часовой стрелки.
K: Количество точек (n)
Значения координат вычисляются против часовой стрелки, когда для "n"
установлено положительное значение.
Значения координат вычисляются по часовой стрелке, когда для "n"
установлено отрицательное значение.
Максимальное количество точек – 65535.
50 мм
6087-Е
181
Раздел 8. Функция вычисления координат (функция шаблона)
8-10. ДУГА (ARC)
[Функция]
Эта функция вычисляет значения координат точек, расположенных по длине
окружности, центр которой находится в фактической позиции или в точке,
определенной с помощью указанных значений координат. Радиус окружности – "r", и
"n"-ное количество точек размещены с нерегулярными интервалами (∆θ1, ∆θ2…),
начиная от позиции в углу θ до горизонтальной оси.
Если последовательно расположено более двух точек с постоянными интервалами
(∆θ), необходимо указать количество таких точек.
[Формат программирования]
ARC Hp__Vp__ Ir Q∆ θ1 Kn1 Q∆ θ2 kn2 Jθ
Hp: Значение координат центра (горизонтальная ось)
Vp: Значение координат центра (вертикальная ось)
I:
Радиус окружности (r) (Положительное значение)
Q: Непостоянный угловой интервал (∆θ) (n)
Угол устанавливается в единицах 1°, 0,001° или 0,0001°, в соответствии с
выбранной системой единиц измерения. Угол измеряется против часовой
стрелки.
K: Количество точек в той же угловой последовательности (∆θ) (n)
Максимальное количество точек – 65535.
J: Начальный угол (θ)
Угол устанавливается в единицах 1° или 0,001°, в соответствии с выбранной
системой единиц измерения. Угол измеряется против часовой стрелки.
50 мм
[Подробности]
• Если адрес K пропущен, считается, что установлено I.
• В одном кадре можно установить до 10 команд Q, указывая нерегулярный
угловой интервал.
• Когда одна пара Q и K указана с I и J, команду ARC можно использовать как
команду линии с единичным шагом.
Раздел 9. Функции
обработки участка
6087-Е
183
Раздел 9. Функции обработки участка
Функции обработки участка используются для обработки верхней, наружной и
внутренней поверхности прямоугольного участка с помощью одиночной команды.
Обрабатываемый участок должен быть образован четырьмя прямыми линиями,
которые пересекаются под прямыми углами. Направление резания прямоугольного
участка – продольное.
В нижеприведенном разъяснении предполагается, что плоскость X-Y – это плоскость
обработки, а ось Z – это ось цикла. Объяснение аналогично для других плоскостей.
9-1. ПЕРЕЧЕНЬ ФУНКЦИЙ ОБРАБОТКИ УЧАСТКА
Функция
Мнемокод
Торцовое
фрезерование
Фрезерование
глубоких выемок
Круговое
фрезерование
FMILR
FMILF
PMIL
PMILR
RMILO
RMILI
Обрабатываемый
участок
Верхняя поверхность
участка (поверхность)
Внутри
Направление резания
Примечания
Продольное направление
прямоугольной области
Tool-ON
Tool-OFF
Зигзаг
Спиральный
-
Внешняя область
Внутренняя область
9-2. ОПЕРАЦИИ ОБРАБОТКИ УЧАСТКА
9-2-1. БАЗОВЫЕ ОПЕРАЦИИ
Обработка участка состоит из базовых операций, описанных ниже.
Операция 1: Позиционирование в текущей выбранной плоскости в
позиции рядом с опорной точкой
Операция 2: Позиционирование оси резания на уровне точки R
Операция 3: Врезание оси цикла
Операция 4: Обработка участка
Операция 5: Отвод режущего инструмента от обрабатываемой
поверхности на уровень точки R
Операция 1
Операция 2
Операция 5
Уровень точки R
Операция 4
Обрабатываемая
поверхность
Операция 3
Опорная точка
Рабочая подача
Быстрая подача
• Операции 3, 4 и 5 повторяются по мере необходимости, в зависимости от
величины удаляемого припуска. Врезная подача для обработки на следующем
уровне всегда выполняется в первой точке позиционирования.
• Обработка участка выполняется в текущей выбранной плоскости, и ось,
вертикальная относительно плоскости обработки, выбирается как ось цикла.
• Если в программе выбрано M52 во время выполнения обработки участка с осью
Z в качестве оси цикла, ось Z вернется на уровень верхнего предела после
чистового резания.
6087-Е
184
Раздел 9. Функции обработки участка
9-2-2. ДВИЖЕНИЯ ИНСТРУМЕНТА
(1) Торцовое фрезерование (FMILR)
Уровень точки
R
Опорная точка
(2) Торцовое фрезерование (FMILF)
Уровень точки
R
Опорная точка
(3) Круговое фрезерование (RMILO)
Уровень точки
R
Опорная точка
6087-Е
185
Раздел 9. Функции обработки участка
(4) Круговое фрезерование (RMILI)
Опорная точка
(5) Фрезерование глубоких выемок (PMIL)
Опорная точка
(6) Фрезерование глубоких выемок (PMILR)
Опорная точка
6087-Е
186
Раздел 9. Функции обработки участка
9-3. ПЛОСКОСТЬ ОБРАБОТКИ УЧАСТКА И ОСЬ ЦИКЛА
• Плоскость, в которой выполняются операции 1 и 4, определенные в п. "Базовые
операции", определяется путем обозначения G17, G18 или G19 для выбора
плоскости. Здесь и далее выбранная плоскость называется плоскостью
обработки участка.
• Ось цикла – это ось, вертикальная плоскости обработки участка, и она
представлена осью X, Y, Z или осью, параллельной им.
Код выбора
плоскости
G17
G18
G19
Плоскость
обработки участка
Плоскость Xp-Yp
Плоскость Zp-Xp
Плоскость Yp-Zp
Ось цикла
Zp
Yp
Xp
Оси, составляющие плоскость
Горизонтальная ось
Вертикальная ось
Xp
Yp
Zp
Xp
Yp
Zp
Xp: Ось X или U
Yp: Ось Y или V
Zp: Ось Z или W
• Код выбора плоскости автоматически определяет две оси цикла; адрес,
указанный в кадре команды обработки участка для определения уровня
чистовой поверхности, определяет фактическую ось цикла.
6087-Е
187
Раздел 9. Функции обработки участка
9-4. ОБЩИЕ ПРАВИЛА
В следующих объяснениях предполагается, что плоскость обработки участка – это
плоскость XY, и что ось врезной подачи – это ось Z. Для других плоскостей данное
объяснение аналогично.
9-4-1. ФОРМАТ ПРОГРАММИРОВАНИЯ (ОБЩИЙ ФОРМАТ КОМАНД)
(Мнемокод)
Xp__ Yp__ Zp__ l__ J__ K__ P__ Q__ R__ D__ F__ FA =__ FB =__
Мнемокод: Код функции обработки участка
Xp: Значение координат X опорной точки (Значение координат горизонтальной оси)
Yp: Значение координат Y опорной точки (Значение координат вертикальной оси)
Zp: Значение координат Z уровня чистовой поверхности (Значение координат оси
цикла)
I:
Длина от опорной точки по оси X (Длина по горизонтали от опорной точки)
J: Длина от опорной точки по оси Y (Длина по вертикали от опорной точки)
K: Допуск на чистовую обработку
P: Процентное соотношение ширины резания
Q: Глубина резания каждого цикла
R: Позиция быстрого отвода (для оси цикла)
D: Номер коррекции на радиус режущего инструмента
F, FA, FB: Скорость подачи
[Подробности]
• Xp, Yp и Zp представляют ось X или U, ось Y или V и ось Z или W,
соответственно.
• FA и FB используются в циклах кругового фрезерования и фрезерования
глубоких выемок.
• Xp и Yp должны обозначать оси, которые определяют плоскость обработки
участка.
• Zp должна обозначать ось цикла, которая вертикальна плоскости,
определенной с помощью Xp и Yp.
• Значение K должно быть таким, чтобы допуск на обработку был
положительным. Необходимо соблюсти нижеприведенные требования. В
противном случае возникнет сообщение о неполадке:
В режиме G90: |K| < |Z|
В режиме G91: |K| < |R – Z|
6087-Е
188
Раздел 9. Функции обработки участка
9-4-2. ИСПОЛЬЗУЕМЫЕ ФУНКЦИИ ОБРАБОТКИ УЧАСТКА И КОМАНДЫ
Пункт
Адрес
Опорная
точка
Уровень
Определение
чистовой
участка
поверхности
Допуск на
чистовую
обработку
Глубина
№ коррекции на
Уровень
Ширина
резания на
радиус режущего
R
резания (%)
цикл
инструмента
Скорость
подачи
Торцовое фрезерование
Фрезерование глубоких
выемок
Круговое фрезерование
[Объяснение вышеуказанной таблицы]
• Адреса, обозначенные одним кружком (A), можно пропустить. Если они
пропущены, используется значение координат текущей позиции.
• Адреса, обозначенные двойным кружком (B), необходимо всегда указывать.
Если какой-либо из этих адресов не указан, возникает сообщение о неполадке.
Однако F можно пропустить, если она была указана в предыдущем кадре.
• Адреса, обозначенные треугольником (C), можно пропустить. Если какой-либо
из этих адресов не указан, рассматривается значение, указанное ниже.
Адрес
Описание
По умолчанию
0: Без допуска на чистовую
обработку
70: 70 процентов
Уровень "чистовая поверхность +
допуск на чистовую обработку"
достигается одним резанием.
K
Допуск на чистовую обработку
P
Соотношение ширины резания (%)
Q
Глубина врезания на цикл
FA
Скорость подачи
4xF
FB
Скорость подачи
F/4
Примечания
Когда K так же пропущено, резание
выполнятся до уровня чистовой
обработки.
Применимо только к фрезерованию
глубоких выемок и круговому
фрезерованию.
Применимо только к фрезерованию
глубоких выемок.
• Что касается D, для номера коррекции на радиус режущего инструмента
нельзя указывать D00 или номер, который вызывает нулевой радиус режущего
инструмента.
• Диапазон установки ширины резания P составляет от 1 до 100. Любое
значение за пределами этого диапазона приводит к неполадке.
• Если значение указано для адреса в пустой ячейке, оно игнорируется.
6087-Е
189
Раздел 9. Функции обработки участка
9-4-3. ВВОД ДАННЫХ В ИНКРЕМЕНТНОМ/АБСОЛЮТНОМ РЕЖИМЕ
Необходимо указывать четыре адреса для функции обработки участка, в
зависимости от выбранного режима измерения перемещений, инкрементного или
абсолютного. Это: значения координат опорной точки (Xp, Yp), уровень чистовой
поверхности (Zp) и уровень быстрого отвода (R). На рисунке ниже показано, как эти
значение различаются, в зависимости от режима измерения перемещений.
Текущая точка
Текущая точка
Система координат
Система координат
Абсолютный режим (G90)
Инкрементный режим (G91)
В инкрементном режиме направление врезной подачи оси цикла определяется
знаком, указанным перед R и Z. На рисунке выше показана операция, когда для R и
Z указано отрицательное значение (R < 0, Z < 0).
9-4-4. ВЗАИМОСВЯЗЬ МЕЖДУ ТЕКУЩЕЙ ТОЧКОЙ, УРОВНЕМ ТОЧКИ R И УРОВНЕМ
ЧИСТОВОЙ ПОВЕРХНОСТИ
• Взаимное расположение текущей точки, уровня точки R и уровня чистовой
поверхности соответствует одному из двух ситуаций, показанных ниже.
• Уровень поверхности, на котором остается допуск на чистовую обработку,
должен находиться между уровнем точки R и уровнем чистовой поверхности.
Текущая точка
Уровень чистовой поверхности
Допуск на чистовую обработку
Уровень точки R
Допуск на чистовую обработку
Уровень
точки R
Текущая точка
Уровень чистовой поверхности
Врезная подача оси цикла в отрицательном (-) направлении
Врезная подача оси цикла в положительном (+) направлении
6087-Е
190
Раздел 9. Функции обработки участка
9-4-5. ОПРЕДЕЛЕНИЕ УЧАСТКА ОБРАБОТКИ (I, J)
Участок обработки определяется значениями I и J и знаками значений I и J. Ниже
показано, как участки определяются в соответствии со знаками, указанными перед
значениями I и J.
Участки определяются независимо от направления врезной подачи оси цикла,
описанной в п. "Взаимосвязь между текущей точкой, уровнем точки R и уровнем
чистовой поверхности".
Опорная точка
9-4-6. УКАЗАНИЯ ПО ОБРАБОТКЕ УЧАСТКА (I, J)
• Первая точка позиционирования будет расположена рядом с указанной
опорной точкой (Xp, Yp). Позиция варьируется в зависимости от указанного
режима обработки участка. См. п. "9-5. Функции торцового фрезерования", п.
"9-6. Фрезерование глубоких выемок" и п. "9-7. Функции кругового
фрезерования".
• Допуск на чистовую обработку может быть идентичным для боковой и для
верхней поверхности.
• Цикл обработки участка всегда выполняется, когда шпиндель вращается
вперед (M03). Если шпиндель остановлен или вращается в обратную сторону,
когда указан цикл обработки участка, M03 автоматически создается и
выполняется, чтобы шпиндель вращался вперед. Обратите внимание, что
даже в этом случае режим M03 остается действительным после завершения
цикла.
• Диаметр режущего инструмента вычисляется как двойное значение коррекции
на радиус режущего инструмента. Так как это значение обрабатывается как
фактический диаметр режущего инструмента, когда выполняется цикл
обработки участка, необходимо быть особенно внимательным, если значение
коррекции, хранящееся в "Dnn", отличается от фактического радиуса
режущего инструмента.
• Ограничения
Функцию обработки участка нельзя указывать в следующих режимах:
• Круговая интерполяция или режимы винтового резания (G02, G03)
• Режим коррекции на радиус режущего инструмента (G41, G42)
• Режим трехмерной коррекции на инструмент (G44)
6087-Е
191
Раздел 9. Функции обработки участка
• Режим вызова движения оси (MODIN)
• Режим постоянного цикла (G73 – G89)
9-5. ФУНКЦИИ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ (FMILR, FMILF)
[Функция]
Функция торцового фрезерования использует указанные значения координат как
опорную точку и циклически обрабатывает поверхность заготовки на определенной
глубине резания (Q) в диапазоне, указанном длинами осей X и Y (I и J), пока на
уровне чистовой поверхности (Z) не останется конечный допуск на чистовую
обработку (K). Существует два типа функции торцового фрезерования, в
зависимости от движения инструмента:
• FMILR, в котором инструмент остается на заготовке во время операции
• FMILF, в котором инструмент смещается с заготовки, чтобы переместиться к
следующей траектории резания
[Формат программирования]
X:
Y:
Z:
I:
J:
K:
P:
Q:
Значение координат X опорной точки (x)
Если оно пропущено, значение координат X текущей точки рассматривается как значение
координат опорной точки.
Значение координат Y опорной точки (y)
Если оно пропущено, значение координат Y текущей точки рассматривается как значение
координат опорной точки.
Позиция чистовой поверхности (z)
В режиме G90: Высота от нуля программирования до уровня чистовой поверхности
В режиме G91: Расстояние от уровня точки R до уровня чистовой поверхности
Длина прямоугольника, нарезаемого вдоль оси X (dx)
Длина относится к опорной точке (x).
Длина прямоугольника, нарезаемого вдоль оси Y (dy)
Длина относится к опорной точке (y).
Допуск на чистовую обработку (fl)
Если он пропущен, рассматривается "fl = 0".
Ширина резания, выраженная в процентах (%)
Соотношение, выраженное в процентах, ширины резания к диаметру режущего инструмента.
Хотя соотношение выражено в процентах, знак (%) указывать не нужно.
Если она пропущена, считается, что используется "P70" (70%).
Как будет указано далее, значение команды немного отличается от фактической ширины
резания.
Глубина резания (dp)
Если она пропущена, резец достигает поверхности "позиция чистовой поверхности + допуск на
чистовую обработку (K)" за одно резание.
Количество резаний: Количество резаний, повторяемое для достижения указанного выше
уровня, вычисляется следующим образом:
Короткая сторона + 5 мм
R:
D:
F:
*: Fup указывает обработку для округления
десятичных дробей.
Уровень быстрого отвода (rz)
Номер коррекции на радиус режущего инструмента
(nn)
Скорость подачи
Когда вычисляется глубина резания,
значение, установленное в номере
коррекции на радиус режущего
инструмента, удваивается.
6087-Е
192
Раздел 9. Функции обработки участка
Тип Tool-ON (Инструмент остается на заготовке) (FMILR)
5 мм
Ширина резания
Начальная точка (X0,Y0)
5 мм
5 мм
Быстрая подача
P = 70% (соотношение ширины резания)
Рабочая подача
DA = 75 (радиус режущего инструмента)
Допуск на чистовую обработку = R – (Z + K)
FMILR X0 Y0 Z0 I500 J300 K0.2 P70 Q5 R12 DA F400
Движения режущего инструмента:
1. Опорная точка установлена на (X0,Y0).
2. Резец имеет радиус, указанный с помощью DA.
3. Уровень быстрой подачи установлен с помощью R12.
4. Врезная подача режущего инструмента выполняется на величину Q = 5 мм (0,20 дюйма)
5. На этом уровне обработка участка выполняется с соотношением ширины резания (J + 5)/n на
скорости подачи F400.
6. После каждого цикла обработки поверхности выполняется врезная подача режущего инструмента
на величину Q = 5 мм (0,20 дюйма).
Обработка повторяется, пока уровень, где допуск на чистовую обработку, K = 0,2 мм (0,008 дюйма)
остается на уровне чистовой поверхности.
Подробнее движения оси будут описаны далее.
*: Припуск (допуск на чистовую обработку) = R – (Z + K)
Тип Tool-OFF (Инструмент смещается с заготовки) (FMILF)
5 мм
Начальная точка (X0,Y0)
5 мм
5 мм
FMILF X0 Y0 Z I0 J0 K P Q R D F
В режиме FMILF, хотя ось Z движется так же, как и в режиме FMILR, на поверхности
обработки режущий инструмент подается в точку, где он отделяется от заготовки,
прежде чем он позиционируется на следующей траектории инструмента.
6087-Е
193
Раздел 9. Функции обработки участка
Позиционирование режущего инструмента
(1) Первое позиционирование
Ширина резания
Опорная точка X, Y
5 мм
• На узкой стороне заготовки режущий инструмент позиционируется таким
образом, чтобы указанная ширина резания* соответствовала заготовке.
Ширина резания = (более короткая сторона + 5 мм / n)
• На широкой стороне заготовки режущий инструмент позиционируется таким
образом, чтобы его внешняя сторона находилась в 5 мм (0,20 дюйма) от
заготовки.
(2) Траектория резания в продольном направлении
Ширина резания
• FMILR (Тип Workpiece-ON)
Обработка продолжается, пока центр режущего инструмента не
переместится на 5 мм (0,20 дюйма) от заготовки.
• FMILF (Тип Workpiece-OFF)
Обработка продолжается, пока внешний диаметр режущего инструмента не
переместится на 5 мм (0,20 дюйма) от заготовки.
• I=J
Ширина резания
5 мм
Для обеих функций, FMILR и FMILF, резание выполняется в направлении X,
когда I равно J.
6087-Е
194
Раздел 9. Функции обработки участка
(3) Траектория резания вдоль короткой стороны заготовки (от опорной точки)
Короткая сторона + 5 мм
Значение коррекции на радиус режущего инструмента
число резаний)
(4) Траектория чистового резания
5 мм
5 мм
Для обеих функций, FMILR и FMILF, режущий инструмент позиционируется таким
образом, чтобы его внешняя сторона выступала на 5 мм (0,20 дюйма) от
заготовки. Обработка продолжается, пока внешняя сторона режущего
инструмента не будет находиться в 5 мм (0,20 дюйма) от заготовки.
(5) Глубина резания по оси Z
Уровень точки R
Q = Врезная подача (глубина резания)
Уровень 3-го цикла
K = Допуск на чистовую обработку
Z = Уровень чистовой поверхности
Чистовая поверхность
• Начиная с указанного уровня точки R, операция торцового фрезерования
продолжается путем повторения врезной подачи (указанная глубина резания
(Q)) и цикла торцового фрезерования на каждом уровне, пока не будет
достигнут уровень "чистовой поверхности (Z) + допуск на чистовую
обработку (K)".
• Если глубина резания (Q) больше удаляемого припуска (R – (Z + K), резание
выполняется за одну врезную подачу.
6087-Е
195
Раздел 9. Функции обработки участка
(6) Траектория инструмента для заготовки с шириной меньше ширины резания
5 мм
Начальная точка X, Y
5 мм
5 мм
• Точка позиционирования
• Вдоль короткой стороны заготовки позиционирование выполняется так, что
внешняя сторона режущего инструмента выступает на 5 мм (0,20 дюйма) от
заготовки.
• Вдоль длинной стороны заготовки позиционирование выполняется так, что
внешняя сторона режущего инструмента находится в 5 мм (0,20 дюйма) от
заготовки.
• Точка конца обработки
Обработка продолжается, пока внешняя сторона режущего инструмента не
достигнет точки расположения в 5 мм (0,20 дюйма) от заготовки.
6087-Е
196
Раздел 9. Функции обработки участка
9-6. ФРЕЗЕРОВАНИЕ ГЛУБОКИХ ВЫЕМОК (PMIL, PMILR)
Функция фрезерования глубоких выемок подразделяется на два
зигзагообразный (PMIL) и спиральный (PMILR). Эти типы описаны ниже.
типа:
9-6-1. ФУНКЦИЯ ФРЕЗЕРОВАНИЯ ГЛУБОКИХ ВЫЕМОК ПО ЗИГЗАГООБРАЗНОМУ
ШАБЛОНУ (PMIL)
[Функция]
Функция фрезерования глубоких выемок по зигзагообразному шаблону использует
указанные значения координат как опорную точку и циклически обрабатывает
диапазон прямоугольной выемки, указанный длинами осей X и Y (I и J) на
определенной глубине резания (Q), пока конечный допуск на чистовую обработку (K)
не останется на уровне чистовой поверхности (Z). В операции фрезерования
глубоких выемок допуск на чистовую обработку (K) также остается на боковых
торцах выемки по осям X и Y.
• Операция
Допуск на чистовую обработку
Допуск на чистовую обработку
1 мм
1 мм
Глубина резания
Допуск на чистовую обработку
a. Врезная подача режущего инструмента выполняется на глубину резания Q.
b. Режущий инструмент движется внутри диапазона прямоугольной выемки,
указанного с X и Y в зигзагообразном шаблоне.
c. Шаги 1) и 2) повторяются, пока не останется только допуск на чистовую
обработку на чистовой поверхности в направлении Z. Затем
обрабатывается прямоугольник, на 1 мм (0,04 мм) больше прямоугольника,
обработанного в шаге 2).
[Формат программирования]
PMIL X__ Y__ Z__ I__ J__ K__ P__ Q__ R__ D__ F__ FA =__ FB =__
X: Значение координат X начальной точки
Если оно пропущено, значение координат X текущей точки рассматривается как
значение координат начальной точки.
Y: Значение координат Y опорной точки
Если оно пропущено, значение координат Y текущей точки рассматривается как
значение координат начальной точки.
Z: Значение координат чистовой поверхности
В режиме G90: Высота от нулевой точки выбранной системы координат до
уровня чистовой поверхности (нижний торец выемки)
6087-Е
197
Раздел 9. Функции обработки участка
В режиме G91: Расстояние от уровня точки R до уровня чистовой поверхности
(нижний торец выемки)
I:
Длина выемки, обрабатываемой вдоль оси X
Длина относится к начальной точке.
J: Длина выемки, обрабатываемой вдоль оси Y
Длина относится к начальной точке.
K: Допуск на чистовую обработку (действителен во всех направлениях, X, Y и Z)
Если он пропущен, рассматривается "0".
P: Ширина резания, выраженная в процентах (%)
Соотношение, выраженное в процентах, ширины резания к диаметру режущего
инструмента. Хотя соотношение выражено в процентах, знак (%) указывать не
нужно.
Если она пропущена, считается, что используется "P70" (70%).
Q: Глубина резания
Если она пропущена, глубина резания определяется так, что ось цикла
достигает уровня "чистовой поверхности + допуск на чистовую обработку (K)" за
одно резание.
R: Значение координат Z уровня, на который выполняется позиционирование при
быстрой подаче или путем быстрого возврата
D: Номер коррекции на радиус режущего инструмента
F: Скорость рабочей подачи
Эта скорость подачи используется для обработки по зигзагообразному шаблону
и конечной внешней обработки.
FA: Скорость подачи после уровня точки R
После каждого цикла обработки по зигзагообразному шаблону, режущий
инструмент один раз возвращается на уровень точки R, а затем перемещается
в точку в 1 мм от предыдущего обработанного уровня. Эта скорость подачи
используется для движения оси цикла до этой точки от уровня точки R. Если
она пропущена, считается, что используется "FA = 4 x F".
FB: Скорость подачи для врезной подачи оси Z
Если она пропущена, считается, что используется "FB = F / 4".
Обратите внимание, что FA и FB действительны только в указанном кадре.
Последовательность обработки
Перед
началом
операции
PMIL
функция
проверяет,
возможна
ли
запрограммированная операция на базе запрограммированной формы выемки и
указанного диаметра режущего инструмента. Если следующее условие не
соблюдено, возникает сообщение о неполадке:
Короткая сторона – (1 мм + Допуск на чистовую обработку + Радиус режущего
инструмента) x 2 > 5 мм
(1) В плоскости X-Y режущий инструмент позиционируется в начальной точке.
Принимая начальную точку, указанную с помощью X и Y в программе, за
опорную, система позиционирует резец внутрь прямоугольника, учитывая допуск
на чистовую обработку (K) и величину остаточной чистовой обработки для
направлений по оси X и Y. То есть режущий инструмент позиционируется внутри
6087-Е
198
Раздел 9. Функции обработки участка
на величину допуска на чистовую обработку (K), добавляя 1 мм для указанного
значения X и Y. Учтите, что рассматривается величина остаточной чистовой
обработки, чтобы определить начальную точку, так что оставшуюся часть можно
в конце удалить, как показано на рисунке ниже. Эта величина установлена на 1
мм (0,04 дюйма).
Допуск на чистовую
обработку 1 мм
Фактическая начальная точка фрезерования
глубоких выемок по зигзагообразному шаблону
Допуск на чистовую
обработку: 1 мм
Начальная точка, указанная в программе
(2) Ось врезной подачи Z позиционируется на уровне точки R на высокой скорости
подачи.
Допуск на чистовую
обработку
(Скорость подачи: FB)
Допуск на чистовую
обработку
(3) Начиная на уровне точки R, ось Z подается на указанную глубину резания Q со
скоростью подачи, указанной с помощью FB.
Допуск на чистовую
обработку
1 мм
(Скорость подачи: F)
(4) Внутренняя сторона прямоугольника цилиндрически обрабатывается по
зигзагообразному шаблону со скоростью подачи, указанной с помощью F.
Обратите внимание, что ширина резания отличается от указанного значения, как
указано ниже:
Фактическая ширина резания
Короткая сторона – 2 (K + Величина коррекции на радиус режущего инструмента + 1 мм)
n: Количество резаний; получается путем округления десятичной дроби значения, вычисленного с помощью
следующей формулы.
Короткая сторона – 2 (K + Величина коррекции на радиус режущего инструмента + 1
Величина коррекции на радиус режущего
(5) Резец возвращается в исходную точку позиционирования (X, Y, R) на высокой
скорости подачи. Затем он позиционируется от уровня точки R до точки в 1 мм
(0,04 дюйма) над уровнем поверхности, обработанной в предыдущем цикле
обработки со скоростью подачи FA. Затем выполняется врезная подача
режущего инструмента на величину "Q + 1 мм (0,04 дюйма) со скоростью подачи
FB". Следующий цикл обработки выполняется по зигзагообразному шаблону со
скоростью подачи F.
6087-Е
199
Раздел 9. Функции обработки участка
(6) Шаг (5) повторяется, пока на уровне чистовой поверхности не останется
конечный допуск на чистовую обработку. В конце режущий инструмент
обрабатывает прямоугольную выемку на 1 мм (0,04 дюйма) шире обработанной
выемки. В конечном цикле используется скорость подачи, указанная с помощью
F.
1 мм
1 мм
(7) После завершения цикла, оси позиционируются в точке в 5 мм (0,20 дюйма) от
заготовки в направлении каждой оси.
6087-Е
200
Раздел 9. Функции обработки участка
9-6-2. ФУНКЦИЯ ФРЕЗЕРОВАНИЯ ГЛУБОКИХ ВЫЕМОК ПО СПИРАЛЬНОМУ ШАБЛОНУ
(PMILR)
[Функция]
Функция фрезерования глубоких выемок по спиральному шаблону использует
указанные значения координат как опорную точку и циклически обрабатывает
диапазон прямоугольной выемки, указанный длинами осей X и Y (I и J) по
спиральному шаблону на определенной глубине резания (Q), пока конечный допуск
на чистовую обработку (K) не останется на уровне чистовой поверхности (Z). В
операции фрезерования глубоких выемок допуск на чистовую обработку (K) также
остается на боковых торцах выемки по осям X и Y.
• Операция
Допуск на чистовую обработку K
Опорная точка (X,Y)
Глубина резания
Допуск на чистовую обработку K
a. Врезная подача режущего инструмента выполняется на глубину резания Q.
b. Резец движется внутри указанного диапазона прямоугольной выемки в
спиральном шаблоне.
c. Шаги a. и b. повторяются, пока не останется только допуск на чистовую
обработку K на чистовой поверхности в направлении Z.
[Формат программирования]
PMILR X__ Y__ Z__ I__ J__ K__ P__ Q__ R__ D__ F__ FA =__ FB =__
X: Значение координат X начальной точки
Если оно пропущено, значение координат X текущей точки рассматривается как
значение координат начальной точки.
Y: Значение координат Y опорной точки
Если оно пропущено, значение координат Y текущей точки рассматривается как
значение координат начальной точки.
Z: Значение координат чистовой поверхности
В режиме G90: Высота от нулевой точки выбранной системы координат до
уровня чистовой поверхности (нижний торец выемки)
В режиме G91: Расстояние от уровня точки R до уровня чистовой поверхности
(нижний торец выемки)
6087-Е
201
Раздел 9. Функции обработки участка
I:
Длина выемки, обрабатываемой вдоль оси X
Длина относится к начальной точке.
J: Длина выемки, обрабатываемой вдоль оси Y
Длина относится к начальной точке.
K: Допуск на чистовую обработку (действителен во всех направлениях, X, Y и Z)
Если он пропущен, рассматривается "0".
P: Ширина резания, выраженная в процентах (%)
Соотношение, выраженное в процентах, ширины резания к диаметру режущего
инструмента. Хотя соотношение выражено в процентах, знак (%) указывать не
нужно.
Если она пропущена, считается, что используется "P70" (70%).
Q: Глубина резания
Если она пропущена, глубина резания определяется так, что ось цикла
достигает уровня "чистовой поверхности + допуск на чистовую обработку" за
одно резание.
R: Значение координат Z уровня, на который выполняется позиционирование при
быстрой подаче или быстром возврате
D: Номер коррекции на радиус режущего инструмента
F: Скорость рабочей подачи
Эта скорость подачи используется для обработки по спиральному шаблону и
конечной внешней обработки.
FA: Скорость подачи после уровня точки R
После каждого цикла обработки по спиральному шаблону резец один раз
возвращается на уровень точки R, а затем перемещается в точку,
расположенную на 1 мм от предыдущего обработанного уровня. Эта скорость
подачи используется для движения оси цикла до этой точки от уровня точки R.
Если она опущена, считается, что используется "FA = 4 x F".
FB: Скорость подачи для врезной подачи оси Z
Если она пропущена, считается, что используется "FB = F / 4".
Обратите внимание, что FA и FB действительны только в указанном кадре.
6087-Е
202
Раздел 9. Функции обработки участка
Последовательность обработки
Перед
началом
операции
PMILR
функция
проверяет,
возможна
ли
запрограммированная операция на базе запрограммированной формы выемки и
указанного диаметра режущего инструмента. Если следующее условие не
соблюдено, возникает сообщение о неполадке:
Короткая сторона – (Допуск на чистовую обработку + Радиус режущего инструмента)
x 2 > 5 мм
(1) В плоскости X-Y резец позиционируется в начальной точке.
Допуск на чистовую обработку K
Начальная точка
Опорная точка (X,Y)
Принимая начальную точку, указанную с помощью X и Y в программе, за опорную
точку, система определяет прямоугольник от длин, указанных с помощью I и J. В
этом прямоугольнике система определяет другой прямоугольник, оставляя
допуск на чистовую обработку K с четырех сторон; затем она определяет
начальную точку на базе ширины резания. Резец позиционируется в этой
начальной точке.
Начальная точка
(При обработке нечетного числа спиральных циклов)
(При обработке четного числа спиральных циклов)
(2) Ось врезной подачи Z позиционируется на уровне точки R на высокой скорости
подачи.
Уровень точки R
Допуск на чистовую
обработку
(3) Начиная с уровня точки R, ось Z подается на указанную глубину резания Q со
скоростью подачи, указанной с помощью FB.
(4) Внутренняя сторона прямоугольника цилиндрически обрабатывается по
спиральному шаблону на скорости подачи, указанной с помощью F.
Обратите внимание, что ширина резания отличается от указанного значения, как
указано ниже:
6087-Е
203
Раздел 9. Функции обработки участка
Фактическая ширина резания
Короткая сторона – 2 (K + Величина коррекции на радиус режущего инструмента)
n: Количество резаний; получается путем округления десятичной дроби значения, вычисленного с помощью
следующей формулы.
Короткая сторона – 2 (K + Величина коррекции на радиус режущего инструмента)
Величина коррекции на радиус режущего инструмента
Для скорости подачи F при диагональном резании к углу можно выполнить
ручную коррекцию с помощью установки ручной коррекции в OVERRIDE IN PMLR
CORNER CUTTING (ручная коррекция в угловом резании PMLR) дополнительного
параметра ЧПУ (AREA NACHINING).
(5) Резец возвращается в исходную точку позиционирования (X, Y, Z) на высокой
скорости подачи. Затем он позиционируется от уровня точки R до точки,
расположенной на в 1 мм (0,04 дюйма) над уровнем поверхности, обработанной в
предыдущем цикле со скоростью подачи FA. Затем выполняется врезная подача
режущего инструмента на величину "Q + 1 мм (0,04 дюйма) со скоростью подачи
FB". Следующий цикл обработки выполняется по спиральному шаблону со
скоростью подачи F.
Уровень точки R
Допуск на чистовую
обработку
(6) Шаг (5) повторяется, пока на уровне чистовой поверхности не останется
конечный допуск на чистовую обработку.
(7) После завершения цикла, оси позиционируются в точке, расположенной на 5 мм
(0,20 дюйма) от заготовки в направлении каждой оси.
6087-Е
204
Раздел 9. Функции обработки участка
9-7. ФУНКЦИИ КРУГОВОГО ФРЕЗЕРОВАНИЯ (RMILO, RMILI)
[Функция]
Функция кругового фрезерования использует указанные значения координат как
опорную точку и циклически обрабатывает прямоугольник, указанный длинами осей
X и Y (I и J), который имеет припуск Q. Данный припуск нужно удалять при допуске
на чистовую обработку уровня (K), выше уровня допуска на чистовую обработку (Z).
Существует два типа функции кругового фрезерования, в зависимости от движения
инструмента:
• RMILO, в котором обрабатывается внешняя сторона определенного
прямоугольника
• RMILI, в котором обрабатывается внутренняя сторона определенного
прямоугольника
[Формат программирования]
X:
Y:
Z:
I:
J:
K:
P:
Q:
Значение координат X опорной точки (x)
Если оно пропущено, значение координат X текущей точки рассматривается как значение
координат опорной точки.
Значение координат Y опорной точки (y)
Если оно пропущено, значение координат Y текущей точки рассматривается как значение
координат опорной точки.
Позиция чистовой поверхности (z)
В режиме G90: Высота от нуля программирования до уровня чистовой поверхности
В режиме G91: Расстояние от уровня точки R до уровня чистовой поверхности
Длина прямоугольника, нарезаемого вдоль оси X (dx)
Длина относится к опорной точке (x).
Длина прямоугольника, нарезаемого вдоль оси Y (dy)
Длина относится к опорной точке (y).
Допуск на чистовую обработку (fl)
Если он пропущен, рассматривается "fl = 0".
Ширина резания, выраженная в процентах (%)
Соотношение, выраженное в процентах, ширины резания к диаметру режущего инструмента.
Хотя соотношение выражено в процентах, знак (%) указывать не нужно.
Если она пропущена, считается, что используется "P70" (70%).
Как будет указано далее, значение команды немного отличается от фактической ширины
резания.
Глубина резания (dp)
Если она пропущена, резец достигает поверхности "позиция чистовой поверхности + допуск на
чистовую обработку (K)" за одно резание.
Количество резаний: Количество резаний, повторяемое для достижения указанного выше
уровня, вычисляется следующим образом:
Величина коррекции на радиус режущего инструмента
R:
D:
F:
Уровень быстрого отвода (rz)
Номер коррекции на радиус режущего инструмента (nn)
Скорость подачи
*: Fup указывает обработку для округления
десятичных дробей.
6087-Е
205
Раздел 9. Функции обработки участка
FA:
Скорость подачи, используемая для обработки внешней или внутренней окружности
определенного прямоугольника.
Скорость подачи
Скорость подачи, используемая при врезной подаче оси Z от уровня точки R до чистовой
поверхности (+ допуск на чистовую обработку K).
Если она пропущена, считается, что используется "FA = 4 x F".
RMILO – Внешнее резание
• Первая точка позиционирования (A) – это точка, в которой внешняя сторона
режущего инструмента находится в 5 мм (0,20 дюйма) в продольном
направлении, а в поперечном направлении врезная подача режущего
инструмента выполняется на указанную ширину резания от края заготовки.
• Перед началом операции RMILO, функция проверяет взаимосвязь между
допуском на чистовую обработку и удаляемый припуск. Если следующее
условие не соблюдено, возникает сообщение о неполадке:
Q≥K
Опорная точка
(X0, Y0)
D: № коррекции на радиус режущего инструмента = A
(Величина коррекции = 40/2)
5 мм
(0,20 дюйма)
Ширина резания
RMILO X0 Y0 Z-50 I500 J300 K0.2 P70 Q40 R2 DA F400 FA=800
Ниже приводится описание выполнения операции RMILO с помощью
вышеуказанных команд.
Опорная точка принимается за X0, Y0.
Прямоугольник указан с I и J, 500 мм (19,69 дюймов) по оси X и 300 мм (11,81
дюймов) по оси Y.
Используется резец с указанным диаметром DA.
Уровень позиционирования на высокой скорости подачи – R (2 мм (0,078 дюйма)).
Допуск на обработку – Q (40 мм (1,57 дюйма)).
6087-Е
206
Раздел 9. Функции обработки участка
Уровень обработки цикла – "уровень чистовой обработки (Z)" + "допуск на чистовую
обработку (K)".
Для данного примера: -50 мм (-1,97 дюйма) + 0,2 мм (0,008 дюйма).
Резец подается на величину
от края заготовки, и обработка цикла
выполняется со скоростью подачи F.
Обработка цикла выполняется, пока на поверхности не останется указанный допуск
на чистовую обработку.
RMILI – Внутреннее резание
• Первая точка позиционирования (A) – это точка, в которой внешняя сторона
режущего инструмента находится в 5 мм (0,20 дюйма) от края заготовки.
• Перед началом операции RMILI, функция проверяет взаимосвязь между
определенной формой и указанными значениями. Если следующее условие не
соблюдено, возникает сообщение о неполадке:
• (Величина коррекции на радиус режущего инструмента + Q + 5 мм) x 2 <
более короткая сторона
Если это неравенство не соблюдено, возникает неполадка Alarm B 2315
Area machine: area command (обработка участка: команда участка).
• Q≥K
Если это неравенство не соблюдено, возникает неполадка Alarm B 2319
Area machine: large finish allowance (обработка участка: большой допуск на
чистовую обработку).
Ширина резания
5 мм (0,20 дюйма)
5 мм (0,20 дюйма)
Опорная точка (X0, Y0)
D: № коррекции на радиус режущего
инструмента = A
6087-Е
207
Раздел 9. Функции обработки участка
RMILI X0 Y0 Z-50 R2 I500 J400 K0.2 P70 Q40 DA F400 FA=800
Ниже дается описание того, как выполняется операция RMILI с помощью
вышеуказанных команд.
Опорная точка принимается за X0, Y0.
Прямоугольник указан с I и J, 500 мм (19,69 дюймов) по оси X и 400 мм (15,75
дюймов) по оси Y.
Используется режущий инструмент с указанным диаметром DA.
Уровень позиционирования на высокой скорости подачи – R (2 мм (0,08 дюйма)).
Допуск на обработку – Q (40 мм (1,57 дюйма)).
Уровень обработки цикла – "уровень чистовой обработки (Z)" + "допуск на чистовую
обработку (K)", которая в данном примере составляет -50 мм + 0,2 мм (01,97 дюйма
+ 0,008 дюйма), соответственно.
Резец подается на величину
от края заготовки, и обработка цикла
выполняется со скоростью подачи F.
Обработка цикла выполняется, пока на поверхности не останется указанный допуск
на чистовую обработку.
Позиционирование в цикле кругового фрезерования
(1) Первое позиционирование
Позиционирование выполняется в следующей позиции.
• Внешнее резание (RMILO):
Опорная точка X, Y
Удаляемый припуск
Ширина резания
5 мм (0,20 дюйма)
Вдоль короткой стороны режущий инструмент подводится к заготовке на
ширину резания (диаметр режущего инструмента x P).
Вдоль длинной стороны внешняя сторона режущего инструмента
расположена в 5 мм (0,20 дюйма) от края заготовки.
• Внутреннее резание (RMILI):
5 мм (0,20 дюйма)
5 мм (0,20 дюйма)
Удаляемый припуск
Опорная точка (X0, Y0)
6087-Е
208
Раздел 9. Функции обработки участка
По осям X и Y режущий инструмент позиционируется в точке, где внешняя
сторона режущего инструмента расположена в 5 мм (0,20 дюйма) от
заготовки.
(2) Позиционирование по оси Z
Допуск на чистовую обработку
Резец подается от уровня точки R до уровня чистовой поверхности (Z) плюс
допуск на чистовую обработку (K) со скоростью подачи, указанной с помощью FA.
По оси Z обработка до указанного уровня (Z + K) выполняется за одну операцию
врезной подачи.
(3) Первая врезная подача до поверхности фрезерования
5 мм (0,20 дюйма)
5 мм (0,20 дюйма)
Опорная точка (X, Y)
• Внешнее резание (RMILO):
Так как в первом позиционировании режущий инструмент устанавливается в
точке, где он подводится к заготовке на указанную ширину резания, цикл
кругового фрезерования можно начать с первой точки позиционирования.
• Внутреннее резание (RMILI):
Режущий инструмент движется к опорной точке, так что его внешняя сторона
контактирует с заготовкой (5 мм (0,20 дюйма) по оси X и Y) из первой точки
позиционирования.
Затем
выполняется
врезная
подача
режущего
инструмента на ширину подачи вдоль короткой стороны. После этого цикл
кругового фрезерования выполняется из этой точки.
(4) Первая врезная подача до поверхности фрезерования
Опорная точка
(X, Y)
Ширина резания
Опорная точка (X, Y)
6087-Е
209
Раздел 9. Функции обработки участка
1-я врезная подача
2-я и последующая
врезная подача
Конечная
врезная подача
(5) Конечная врезная подача
Когда выполняется только функция RMILI, конечная врезная подача выполняется
так, как показано ниже.
• Обработка более чем за одно резание
5 мм (0,20
дюйма)
5 мм (0,20
дюйма)
5 мм (0,20 дюйма)
5 мм (0,20
дюйма)
5 мм (0,20 дюйма)
Ширина резания
5 мм (0,20 дюйма)
Опорная точка X0, Y0
• Обработка за одно резание
5 мм (0,20 дюйма)
Опорная точка X0, Y0
• Без команды Q (припуск)
5 мм (0,20 дюйма)
Опорная точка X0, Y0
6087-Е
210
Раздел 9. Функции обработки участка
(6) Отвод от заготовки
В режиме RMILI (внутреннее резание) режущий инструмент отводится внутрь от
заготовки, так как он контактирует с заготовкой в конце цикла. Величина отвода: 5
мм (0,20 дюйма) вдоль обеих осей.
В режиме RMILO (внешнее резание) отвод режущего инструмента не
выполняется.
Раздел 10. Функции
подпрограммы
6087-Е
212
Раздел 10. Функции подпрограммы
10-1. ОБЗОР
В программировании шаблоны, уже запрограммированные для других операций,
иногда используются несколько раз. Функция подпрограммы допускает хранение
таких шаблонов как подпрограмм, так что их можно вызывать по мере
необходимости.
Поэтому
функция
подпрограммы
не
только
упрощает
программирование,
но
также
позволяет
быстро
и
точно
выполнить
программирование.
10-1-1. ВЫЗОВ ПОДПРОГРАММЫ
• Подпрограмму можно вызывать не только из основной программы, но также из
другой подпрограммы; можно вложить до 16 подпрограмм.
• Ниже показано, что доступны три режима вызова подпрограммы. Обратите
внимание, что команду вызова подпрограммы нужно указывать отдельно.
Соответственно, если команда вызова подпрограммы указана в одном кадре с
командами движения оси, то команда вызова подпрограммы игнорируется.
Подробнее см. следующие подразделы.
a. Простой вызов (CALL)
b. Вызов после движения оси (MODIN, MODOUT)
c. Макрокоманды G/M-кодов
• Простые вызовы (G111 – G120, M201 – M210)
• Вызов после движения оси (G100 – G110)
• Вызовы макрокоманд изготовителя (только для простых вызовов)
• Вызываемые подпрограммы можно сгруппировать по трем типам:
Пункт
Мнемокод
Расширение файла
Подпрограмма пользователя
(Системная подпрограмма)
Подпрограмма изготовителя
MD1:
MD1:
Системная память
.SUB
.SSB
.MSB
Используемое имя
подпрограммы
Кроме O
• Когда выполняется команда вызова подпрограммы, выполняется поиск
подпрограммы из файлов подпрограмм, которые отображаются при
выполнении команды папки в режиме EDIT/AUX. Метод выполнения поиска
указанной подпрограммы различается, в зависимости от типа подпрограммы:
подпрограмма пользователя или подпрограмма изготовителя. Однако если
подпрограмма стоит сразу после основной программы, поиск выполняется с
этой подпрограммы.
a. Подпрограммы пользователя
Первый поиск указанной подпрограммы выполняется в файле, где указана
команда выбора программы. Если в этом файле подпрограмма не найдена,
поиск выполняется во всех файлах, чье название устройства MD1: с
расширением .SSB.
b. Подпрограмма изготовителя
Поиск выполняется во всех файлах в системной памяти: с расширением
MSB.
• Если в файле подпрограмм содержится более одной подпрограммы с
одинаковым именем, то действительной становится подпрограмма, найденная
первой.
6087-Е
213
Раздел 10. Функции подпрограммы
Пример 1:
Указана команда выбора программы без имени файла подпрограммы.
Действительна
Имя файла MD1: A.SSB
Недействительна
Недействительна
Имя файла MD1: B.SSB
Пример 2:
Если у обнаруженной программы есть имя.
* Если указано имя программы, отличающееся от вызванной
программы, используйте оператор GOTO, чтобы пропустить его.
Игнорируется
Действительна
* Если одно и то же имя программы используется более одного раза,
действительно только первое имя программы.
Пример 3:
Если у обнаруженной программы имеется RTS более чем в одном месте.
Действительна
Недействительна
Эти кадры программы не загружаются.
6087-Е
214
Раздел 10. Функции подпрограммы
[Прочее]
• Максимально допустимое количество подпрограмм, которое можно
использовать или вызывать для одной подпрограммы, - 126.
• В кадре, который содержит команду вызова подпрограммы, перед командой
вызова программы можно указать только имя программы, "/" (пропуск кадра)
и/или название последовательности. Если перед ней записаны другие
команды, возникает сообщение о неполадке.
Команды, введенные после имени программы, указанного после команды
вызова программы и до конца кода кадра в этом кадре, игнорируются.
Приводят к неполадке
Игнорируются
• В методе управления A
Программой-графиком,
основной
программой,
подпрограммами
и
библиотечными программами можно управлять, пока их объем не достигнет
максимальной емкости буфера управления.
• В методе управления B
Программой-графиком, библиотечной программой и подпрограммами можно
управлять, пока их объем не достигнет максимальной емкости буфера
управления.
Когда дополнительный код S указан с командой PSELECT, возникнет
сообщение о неполадке, так как выдана команда вызова подпрограмма
вызова (CALL; вызов после движения оси; макрокоманда G-кода).
Однако подпрограммы, зарегистрированные в библиотеке, могут работать,
даже когда указан дополнительный код S.
• Команда вызова подпрограммы может выполняться или не выполняться в
режиме ручного ввода данных, в зависимости от типа команды вызова
подпрограммы. Сообщение о неполадке возникает, если команда вызова
после движения оси (MODIN, MODOUT, G100 – G110) выполняется в режиме
ручного ввода данных. Команду простого вызова можно выполнить, если она
указана с именем подпрограммы, установленным с помощью команды выбора
программы, или с именем подпрограммы, зарегистрированным в библиотеке.
• Между оператором CALL и именем программы нельзя использовать
комментарии.
Пример: CALL (**) OTEST
6087-Е
215
Раздел 10. Функции подпрограммы
10-2. ПРОСТОЙ ВЫЗОВ (CALL)
[Функция]
Функция простого вызова выполняет указанную подпрограмму, где указана команда
CALL.
[Формат программирования]
CALL O__ Q__ Установка-переменной (переменная = выражение, переменная =
выражение, ...)
O: Вызываемое имя программы
Q: Количество повторений (Макс. 9999)
Если Q не указано, считается, что используется "1".
Установка переменной
• Установите данные и переменные, которые нужно передать в вызываемую
подпрограмму.
• В выражении установки переменной введите переменную, используемую в
вызываемой подпрограмме, с левой стороны. Вводимая переменная может
быть локальной, общей, системной или входной/выходной.
• С правой стороны введите переменную вызова подпрограммы или данные.
[Пример программы]
Пример 1:
В следующих случаях числовые значения LB, LC и LD:
LB = 10, LC = 10, LD = 20
*:
Локальная переменная O1
Локальная переменная O2
Когда количество повторений подпрограммы, указанных с помощью слова Q, два или больше,
текущие аргументы не перезапускаются, а выполняются.
6087-Е
216
Раздел 10. Функции подпрограммы
Пример 2:
Конечная точка
• Основная программа:
• Подпрограмма (позиционирование):
Функция OSUB
Позиционирование по оси X
Позиционирование по оси Y
Направление, реверсированное на оси X
• Подпрограмма (резание):
6087-Е
217
Раздел 10. Функции подпрограммы
Программисты должны записать следующее:
• Имя программы: OSUB
• Количество повторений: № элементов по оси Y
• Передаваемые элементы
LX: Расстояние резания шаблона (по оси X)
LY: Расстояние резания шаблона (по оси Y)
LZ: Глубина резания
LI: Расстояние до следующего шаблона (по оси X)
LJ: Расстояние до следующего шаблона (по оси Y)
LP: № элементов по оси X
10-3. ВЫЗОВ ПОДПРОГРАММЫ ПОСЛЕ ДВИЖЕНИЯ ОСИ
[Функция]
Команда вызова после движения оси устанавливает режим вызова после движения
оси. В этом режиме указанная подпрограмма выполняется при каждом выполнении
команды движения оси.
Когда команда вызова после движения оси указана в одном кадре с командой
движения оси, команда движения оси игнорируется, хотя установлен режим вызова
после движения.
[Формат программирования]
Вызов после движения оси:
MODIN O__ Q__ Установка-переменной (переменная = выражение, переменная =
выражение, ...)
O: Вызываемое имя программы
Q: Количество повторений (Макс. 9999)
Если Q не указано, считается, что используется "1".
Установка переменной:
Подробнее об этом см. в п. "10-2. Простой вызов". Установка переменной
выполняется при каждом вызове указанной подпрограммы после выполнения
команды движения оси. Однако если подпрограмма выполняется неоднократно, в
соответствии с установкой для Q, переменные не сбрасываются при последующих
выполнениях.
Отмена режима вызова после движения оси: MODOUT
Команда MODOUT отменяет команду MODIN, указанную последней, однако это не
относится к командам MODIN, которые уже были отменены.
Команду MODOUT нужно всегда указывать в программе, которая содержит
соответствующую команду MODIN.
Сообщение о неполадке возникает в следующих случаях:
Неполадка
Неполадка
6087-Е
218
Раздел 10. Функции подпрограммы
[Подробности]
Вызов подпрограммы вложения в режиме вызова после движения оси.
Можно вызывать подпрограммы до восьми уровней без отмены команды вызова
после движения оси. Это называется "вложением": ниже описывается, как
выполняется команда вызова после движения оси.
(1) Когда команда MODIN указана в подпрограмме, которая вызывается
выполнением другой команды MODIN, указанной в основной программе,
подпрограммы выполняются следующим образом:
(2) После указания команды MODIN, если в той же программе указана другая
команда MODIN, или если команда MODIN указана в подпрограмме, которая
вызывается путем выполнения команды вызова подпрограммы, кроме первой
команды MODIN, подпрограммы выполняются следующим образом:
• За командой MODIN следует другая команда в одной и той же программе.
• После указания команды MODIN указана другая команда MODIN в
подпрограмме (O3), которая вызывается с помощью команды вызова
подпрограммы, кроме первой команды MODIN.
a. Подпрограмма O3 вызывается командой CALL.
6087-Е
219
Раздел 10. Функции подпрограммы
b. Подпрограмма O3 вызывается другой командой MODIN.
В пункте (2) взаимосвязь между O3 и O2 – это ситуация, описанная в п. (1),
а взаимосвязь, между O1 и O2 – это ситуация, описанная в п. (2).
Пример:
Порядок выполнения вызовов вложенной подпрограммы и уровня вложенности
Основная программа
Подпрограмма
Уровень
вложенности
Режим
Порядок выполнения
6087-Е
220
Раздел 10. Функции подпрограммы
• При установке переменных после команды MODIN, если локальная
переменная используется с правой стороны установки, необходимо принять
во внимание следующую точку, когда подпрограмма вызывается с помощью
команд движения оси, указанных в программе, кроме той, которая содержит
соответствующую команду MODIN.
O2 вызывается путем выполнения команд движения оси в N3, затем O1
вызывается путем выполнения команд движения оси в N10 O2. Хотя
переменные установлены в то время, когда вызвано O1, возникает сообщение
о неполадке, так как LA не определено в O2.
Пример:
Неопределенная ошибка LA
Кадр O2 должен быть указан следующим образом:
То же самое применимо к команде CALL:
• Разница между функцией вызова подпрограммы после движения и
постоянными циклами
a. Когда цикл сверления выполняется с помощью команды MODIN, сверление
не выполняется в точках N2 и N3.
6087-Е
221
Раздел 10. Функции подпрограммы
b. Когда цикл сверления выполняется с помощью функции постоянного
цикла, сверление выполняется в точках N2 и N3.
c. Можно опустить сверление в кадрах N2 и N3 путем указания NCYL.
Вышеуказанные подпрограммы OCYC и OFXC следующие:
• Можно запрограммировать постоянный цикл в подпрограмме, вызываемой с
помощью команды MODIN.
Пример:
Основная программа
Подпрограмма
Команду постоянного цикла
нельзя указывать в этих
кадрах.
Если постоянный цикл указан в подпрограмме, G-код отмены постоянного
цикла (G80) необходимо указать в той же подпрограмме перед указанием
команды RTS.
6087-Е
222
Раздел 10. Функции подпрограммы
10-4. ФУНКЦИИ МАКРОКОМАНД G- И M-КОДОВ
Функция макрокоманды G-кода
[Функция]
Подпрограмму можно вызвать с помощью G-кода, вместо команды CALL или
MODIN/MODOUT. Свойство вызова подпрограммы с помощью G-кода называется
функцией макрокоманды G-кода.
Так как для установки переменных используются символы адреса, макрокоманда Gкода поможет программистам освоиться со стандартным программированием ЧПУ,
чтобы легко использовать подпрограммы.
[Формат программирования]
G__ Установка-переменной (<Адрес> <Выражение>, <Адрес> <Выражение>, ...... )
G100:
То же, что и MODOUT; установка переменной не обязательна.
G101 – G110:
То же, что и MODIN O__
G111 – G120:
То же, что и CALL O__
Можно вызывать только подпрограммы в файле подпрограмм
пользователя.
• Имена программ, которые соответствуют G101 – G120, устанавливаются с
помощью параметров. Обратите внимание, что имена программ OO000 –
OO999 использовать нельзя.
G300:
То же, что и MODOUT; установка переменной не обязательна.
G301 – G310:
То же, что и MODIN O__
G350 – G399:
То же, что и CALL O__
Можно вызывать только подпрограммы в файле подпрограмм
изготовителя.
• Для G300 – G399, вызываемые подпрограммы определяются системой, и
пользователь не может присвоить имя программы этим G-кодам.
Установки переменной: <Адрес> <Выражение>, <Адрес> <Выражение> …
Здесь
можно
использовать
символы
адреса,
за
исключением G, M, N и O, и символы расширенного адреса.
Значение команды проверяется при фактическом указании
переменной.
Для ссылки/обновления переменной используется имя
локальной переменной (перед символом адреса идет "P").
Если команда не указана, ссылка на эту команду не
приводит к неопределенной ошибке, но команда
обрабатывается как "EMPTY (undefined)" (ПУСТАЯ
(неопределенная)).
6087-Е
223
Раздел 10. Функции подпрограммы
Функция макрокоманды M-кода
[Функция]
Подпрограмму можно вызвать с помощью M-кода, вместо команды CALL. Эта
характеристика называется функцией макрокоманды M-кода.
Функция макрокоманды M-кода не устанавливает переменные. Функцию нужно
указывать в кадре без других команд.
[Формат программирования]
M__
M201 – M210: То же, что и CALL O__
Можно вызывать только подпрограммы в файле подпрограмм пользователя.
• Имена программ, которые соответствуют M201 – M210, устанавливаются с
помощью параметров. Обратите внимание, что имена программ OO000 –
OO999 использовать нельзя.
Общие свойства
• Неполадка возникнет, если установка параметра не включает в себя имя
программы, которое соответствует указанной макрокоманде G- или M-кода,
или если это имя не определено системой. Неполадка также возникнет, если
программа не включена в файл подпрограмм. В этом случае неполадка
возникает во время выполнения команды выбора программы. Однако если
указанная программа не выбрана с помощью команды выбора программы, так
как, например, имя программы изменено установкой параметра после
выполнения команды выбора программы, то неполадка возникает, когда
выполняется макрокоманда G- или M-кода.
• Для "G" и "M", используемых как макрокоманда G- или M-кода, значения
нельзя передать с помощью переменной.
• Для "G" и "M", загружаются только числовые значения, когда выполняется
команда выбора программы, а другие данные, если таковые указаны,
приведут к возникновению неполадки.
Пример:
Не загружаются; когда они выполняются, возникает
сообщение о неполадке (ошибка G-кода).
Загружается программа с именем G112.
[Пример программы]
Линия в углу
[Формат программирования]
G111 X__ Y__ I__ J__ K__
X, Y: Опорная точка (Абсолютная)
I
: Интервал
J
: Угол
K
: Количество точек
6087-Е
224
Раздел 10. Функции подпрограммы
Этот пример может быть выражен с помощью нижеприведенной подпрограммы,
которая предполагает, что OLAA установлено для G111 с помощью установки
параметра.
Команда "G111 X30 Y20 I10 J30 K5" дает следующий результат:
6087-Е
225
Раздел 10. Функции подпрограммы
10-5. ФУНКЦИЯ ВЫЗОВА ПРОГРАММЫ С ПОМОЩЬЮ ПЕРЕМЕННЫХ
10-5-1. ОБЗОР
Эта функция состоит из двух следующих функций.
Пункты, не описанные ниже, совпадают с пунктами для стандартной функции
подпрограммы. Поэтому внимательно прочитайте это руководство, также п.
"Функция подпрограммы" в Руководстве программирования.
• Функция вызова программы с помощью переменных
Эта функция дает возможность вызвать программу путем обозначения
выражения, а также номера программы. Однако эту функцию нельзя
полностью использовать в методе управления S, в дистанционной буферной
операции или операции DNC-DT.
• Функция регистрации программы
Программы, используемые в основной программе, предварительно записаны
в программе обработке деталей и зарегистрированы после выбора
программы. Эту функцию нельзя использовать в методе управления S, в
дистанционной буферной операции или операции DNC-DT.
10-5-2. ФУНКЦИЯ ВЫЗОВА ПРОГРАММЫ С ПОМОЩЬЮ ПЕРЕМЕННЫХ
Эта функция позволяет вам вызывать программу путем обозначения номера
программы с помощью выражения.
Диапазон применения
Существует пять следующих команд вызова программы:
a. CALL
b. MOD IN
c. Макрокоманды G-кода (G101 – G120/G300 – G399)
d. Макрокоманды M-кода (M201 – M210)
e. Вызов макрокоманды изготовителя (PCIR, TAPR и т.д.)
Эта функция становится эффективной путем обозначения следующих двух команд:
a. CALL
b. MOD IN
В этом руководстве описание "вызов программы" относится только к вызову
программы с помощью вышеуказанных команд.
Эта функция становится эффективной со всеми методами управления. Однако в
управлении S, в дистанционной буферной операции или операции DNC-DT
вызываемые программы нужно сначала зарегистрировать в библиотеке, а команда
"PN" не имеет значения номера программы.
Эта функция также становится эффективной даже в библиотечной программе.
6087-Е
226
Раздел 10. Функции подпрограммы
Формат команды программы
CALL O= [Выражение] Q___ [Установка аргумента] (PN = ____)
MODIN O= [Выражение] Q___ [Установка аргумента] (PN = ____)
Указание должно быть выполнено в этом порядке, за исключением "PN".
"PN" можно указать внутри установки аргумента или перед ней.
o: Имя (номер) вызываемой программы
• Можно добавить "=" и обрабатывать его как "выражение".
"Выражение" образуется с помощью "o", а затем "=" (между "o" и "="
допускается пробел). "Выражение" рассматривается как таковое, даже если
после "=" указано значение (Пример: o = 100).
• В выражении нельзя указать имя программы. Допускается только номер
программы.
• В выражении номер программы округляется до ближайшего целого числа (с
округленными долями после десятичной точки) и обрабатывается как
четырехзначное число. Подразумевается, что "0" – это 0000. Диапазон должен
быть от 0000 до 9999.
• В выражении подпрограмма автоматически не регистрируется после выбора
программы. Поэтому обозначьте номер программы, используемый с командой
"PN" или командой "PREG" (см. далее), либо предварительно зарегистрируйте
номер программы в библиотеке. В этом случае обратите внимание, что
команду "PN" можно использовать с методом управления A и B.
• В [Выражении] пробел использовать нельзя.
• Пробел допустим между "0" и "=" или "=" или [Выражением].
Q: Количество повторений (в пределах 9999 раз)
Когда команда Q пропущена, автоматически устанавливается частота Q1.
Аргумент: переменная = выражение, переменная = выражение,
Устанавливаются данные или переменные, передаваемые между программами. Эти
установки можно пропустить.
PN: Используемый номер программы
• Команду "PN" можно пропустить.
Пробел допустим между "PN" и "=" или "=" или [числом].
• Команда "PN" используется для обозначения используемого номера
программы, а не для управления.
• В вызванной программе можно обратиться к значению, вызванному с
помощью "PN".
• Команда PN в кадре команды CALL или MODIN автоматически регистрируется
после выбора программы для метода управления A или B. (Это также
выполняется, даже когда имя программы не обозначено "выражением".)
6087-Е
227
Раздел 10. Функции подпрограммы
• Для команды "PN" можно указать только значения (целые числа без знака).
Переменные или арифметические выражения использовать нельзя. Ошибка
возникает, когда значение команды выходит за пределы диапазона от 0 до
9999.
• Команда "PN" обрабатывается как четырехзначное число. Если PN = 1,
зарегистрируйте O0001.
• "PN" – это локальная переменная. "PN" можно использовать в вызванной
программе.
• Если "PN" уже использовалась для других целей, установите "1" в
дополнительном параметре ЧПУ (бит) №69, бит 4.
Эту функцию, относящуюся к "PN", можно сделать недействительной.
• Эта функция становится эффективной только в методе управления A или B.
10-5-3. ФУНКЦИЯ РЕГИСТРАЦИИ ПРОГРАММЫ
Подпрограммы,
используемые
в
основной
программе,
предварительно
записываются в программе обработки деталей, и эти подпрограммы регистрируются
после выбора основной программы
Диапазон применения
Эта функция становится эффективной только в методе управления A или B.
Она также становится эффективной в библиотечной программе.
Когда выбран другой метод управления, кроме A и B, эта функция не работает, и ее
команды игнорируются.
Формат команды программы
PREG O____, O____, ....
Запятую "," можно заменить пробелом или "/". Регистрируются имя программы и
прочее (за исключением строки, начинающейся с 0 или :). Сообщение об ошибке или
неполадке не возникает, даже если после PREG не указано имя программы.
• Имя программы обрабатывается как строка символов. Поэтому O1 и O0001 –
это разные программы.
• Можно указать номер и имя программы.
• Для номера программы нельзя использовать выражение.
• PREG должно быть указано в заголовке кадра (название последовательности
можно пропустить).
• G0, X или Y не выполняются, даже если одна из них обозначена в кадре
команды PREG.
• Также регистрируется программа, вызываемая программой, которая
обозначена с помощью PREG.
Раздел 11. Задача
пользователя
6087-Е
229
Раздел 11. Задача пользователя
11-1. ЗАДАЧА ПОЛЬЗОВАТЕЛЯ 1
Задача пользователя 1 была разработана, чтобы позволить пользователям
самостоятельно применять функцию высокоскоростной обработки. Задача
пользователя 1 состоит из трех следующих функций:
• Функция ветвления
• Функция переменных
• Математическая функция
11-1-1. ФУНКЦИЯ ВЕТВЛЕНИЯ
• Функция ветвления контролирует порядок выполнения последовательностей в
пределах программ. В ней есть оператор перехода, который приводит к
безусловному переходу, и условный оператор для условного перехода.
• Неполадка возникает, если обозначение перехода не принадлежит программе,
где указана команда ветвления. При наличии более одного названия
последовательности в качестве назначения перехода, происходит переход к
названию последовательности ближе к началу программы.
• В методе управления A команда ветвления выполняет поиск назначения
перехода с начала программы. Соответственно, чем ближе назначение к концу
программы, тем больше времени займет выполнение команды ветвления.
Напротив, местонахождение пункта назначения не влияет на время
выполнения команды ветвления, когда используется метод управления B.
• Кадр, который включает в себя команду ветвления, не может содержать
ничего кроме имени программы, "/" (пропуск кадра) и названия
последовательности.
Неполадка
• Все команды, запрограммированные после назначения перехода до конца
кода кадра в этом кадре, зарегистрированы.
Игнорируется
• Неполадка возникает, если команда ветвления выполняется в режиме ручного
ввода данных.
6087-Е
230
Раздел 11. Задача пользователя
• Если метод управления A выбран с помощью установки параметра, ветвление
можно быстро выполнять путем указания меток последовательности в
качестве назначения команды ветвления. Однако это быстрое ветвление
возможно только до 30 меток последовательности с начала программы. Для
меток последовательности после 30 поиск назначения команды ветвления
выполняется с начала программы, как это обычно происходит.
Пример:
1-я метка последовательности
Быстрое ветвление
2-я метка последовательности
Условное ветвление
30-я метка последовательности
Можно быстро выполнить ветвление до
кадра, который присвоен метке
последовательности в пределах этого
диапазона.
51-я метка последовательности
* Метка последовательности: Название последовательности, которое содержит буквенно-числовые символы.
• Если метод управления B выбран с помощью установки параметра, к
основной программе применяются следующие ограничения.
a. Когда в команде выбора программы указана опция S, выполнение команды
ветвления приводит к неполадке.
b. Название последовательности назначения перехода должно быть меткой,
которая является буквенно-числовой строкой. Номер последовательности,
который является числовой строкой, приводит к "неопределенной" ошибке.
c. Можно использовать до 30 меток последовательности, включая те, которые
не указаны в качестве назначения перехода. Если число используемых
меток последовательностей превышает этот предел, возникает неполадка в
выборе программ. Рекомендуется использовать метки последовательности
только для кадров, которые будут назначением перехода.
(1) Оператор перехода (GOTO)
[Функция]
Это функция ветвления, которая приводит к безусловному переходу.
[Формат программирования]
N: Укажите название последовательности или метку последовательности
назначения перехода.
Оператор перехода и название (метка) последовательности должны быть
разделены пробелом.
(2) Условный оператор (IF)
[Функция]
Это функция ветвления, которая приводит к условному переходу. Если это
условие удовлетворено, последовательность выполнения переходит к
указанному назначению. Если это условие не выполнено, последовательность
выполнения переходит к следующему назначению.
6087-Е
231
Раздел 11. Задача пользователя
[Формат программирования]
<квалификация>
<квалификация>
Существуют три следующих доступных типа квалификаций.
Оператор
Значение
Пример оператора
LT
Меньше, <
IF [VC1 LT 5] N100
LE
Меньше или равно, ≤
IF [VC1 LE 5] N100
EQ
Равно, =
IF [VC1 EQ 5] N100
NE
Не равно, ≠
IF [VC1 NE 5] N100
GT
Больше, >
IF [VC1 GT 5] N100
GE
Больше или равно, ≥
IF [VC1 GE 5] N100
Содержание
Переход на N100, когда VC1
меньше 5.
Переход на N100, когда VC1
меньше или равно 5.
Переход на N100, когда VC1
равно 5.
Переход на N100, когда VC1 не
равно 5.
Переход на N100, когда VC1
больше 5.
Переход на N100, когда VC1
больше или равно 5.
Правило
Поставьте пробел с
любой стороны
оператора.
6087-Е
232
Раздел 11. Задача пользователя
11-1-2. ФУНКЦИЯ ПЕРЕМЕННЫХ
[Функция]
Функция переменных позволяет использовать переменные в секции данных
выражения, такого как X = VC1, вместо того, чтобы напрямую указывать числовое
значение, такое как X100. Это придает программам гибкость и универсальность, так
как присвоение числовых значений переменным позволяет использовать ту же
программу для обработки аналогичных типов заготовок.
Пример:
Использование следующей программы упростит обработку геометрической формы,
как показано ниже.
Перед запуском операции установите переменные с помощью
следующих параметров:
VC1 = 60 … Радиус первой обрабатываемой поверхности
VC1 = -5 … Относительное значение сокращения радиуса (шаг радиуса)
VC3 = 10 … Количество обрабатываемых окружностей.
[Подробности]
• Переменные могут быть присвоены адресам (за исключением O и N) и
расширенным адресам. В качестве разграничителя между адресом и
переменной нужно использовать знак "=", пробел или табулятор.
При присвоении переменной коду G или расширенному адресу всегда
используйте знак "=".
Например: G – VC1 (Если VC1 = 1, оно истолковывается как G1.)
• Если присвоено значение вне допустимых пределов отдельного адреса,
возникает сообщение о неполадке. Для адресов, которые требуют
использования целого числа, десятичная дробь округляется, если
используется действительное число.
• EMPTY
Значение неопределенной переменной представлено с помощью "EMPTY". В
частности, для локальных переменных, начиная с "P", присваивается
"EMPTY", если установлено значение по умолчанию. Прочим локальным
переменным, не начинающимся с "P", не присвоены исходные значения, если
они не определены.
6087-Е
233
Раздел 11. Задача пользователя
• Как истолковывается "EMPTY":
a. Когда переменная присвоена адресу
Присвоение неопределенной переменной эквивалентно пропуску адреса.
Использование неопределенной переменной в правой части приводит к
возникновению неполадки.
b. Когда неопределенная переменная используется в операционном
выражении, "EMPTY" истолковывается как 0, за исключением случаев,
когда операционные символы не используются.
c. Когда неопределенная переменная используется в квалификации,
"EMPTY" не равно 0, только когда используется EQ или NE.
Ветвление до N10
К следующему N2
Ветвление до N10
К следующему N2
Ветвление до N10
Ветвление до N10
К следующему N2
К следующему N2
6087-Е
234
Раздел 11. Задача пользователя
• Переменные типа "массив"
Массив устанавливается для данных, имеющих аналогичные элементы. Сразу
после названия массива должен следовать субиндекс, заключенные в [ ],
чтобы представить специальный элемент.
Переменные, которые позволяют использовать массив.
• Массив может не использоваться для локальных переменных:
a. Общие переменные VC[n]
b. Некоторые системные переменные; например: VZOFX [n] и т.д. (задача
пользователя 2)
c. Переменные ввода/вывода VDIN[n] или VDOUT[n] (задача пользователя
2)
*: "n" – это нижний индекс
Предположим, что используется арифметическое выражение. Нижний
индекс, используемый в арифметическом выражении, называется
выражением нижнего индекса. Если переменная типа "массив"
используется в выражении нижнего индекса, возникает сообщение о
неполадке.
6087-Е
235
Раздел 11. Задача пользователя
Общие переменные
Переменные, которые можно совместно использовать для программ-графиков,
основных программ и подпрограмм, называются общими переменными. На них
можно ссылаться или можно их обновлять в любой из этих программ.
Общие переменные
Программыграфики
Основные
программы
Подпрограммы
[Формат программирования]
Тип 1:
Числовой
Числовой: 1 – 200 (стандартная спецификация)
1 – 1000 (дополнительная спецификация)
Тип 2:
Выражение
Результат выражения:
1 – 200 (стандартная спецификация)
1 – 1000 (дополнительная спецификация)
[Подробности]
• В стандартной спецификации существует 200 общих переменных от VC1 до
VC200; дополнительно это количество общих переменных можно увеличить до
1000, от VC1 до VC1000. VC001 и VC01 истолковываются как VC1.
• Общие переменные можно установить с помощью параметров.
• В типе 1, напрямую укажите номер общей переменной. В типе 2 укажите
номер общей переменной с помощью выражения, в соответствии с форматом
массива.
Пример обозначения типа 2:
VC[1] истолковывается как VC1
VC[VC1 + 1] истолковывается как VC11, где VC1 = 10
• Если результат выражения выходит за пределы от 1 до 200 в стандартной
спецификации или от 1 до 100 в дополнительной спецификации, возникает
сообщение о неполадке.
6087-Е
236
Раздел 11. Задача пользователя
• Резервный диапазон можно указать с помощью следующих параметров.
<Дополнительный параметр ЧПУ (слово).>
№
74
75
Описание
Первый копируемый номер общей переменной
(Нуль (0) рассматривается как один (1).)
Последний копируемый номер общей переменной
(Нуль (0) рассматривается как максимальная общая
переменная.)
Диапазон установки
0 – 10000
По умолчанию
0
0 – 10000
0
Все общие переменные нужно копировать, если указано "Первый = Последний
= 0" (По умолчанию). Общие переменные не нужно копировать, если первый
номер, указанный для резервной копии, больше последнего номера (Первый >
Последний). Общие переменные, которые не копируются, стираются (EMPTY)
при сбросе системы.
• С помощью следующего параметра можно установить, нужно ли стирать
скопированные переменные после сброса.
<Дополнительный параметр ЧПУ (бит).>
№
72
Бит
4
77
4
Описание
Стереть (EMPTY) не скопированные переменные в
области перед скопированной областью.
Стереть (EMPTY) не скопированные переменные в
области после скопированной области.
Стирать
Стирать
Не стирать
(По умолчанию)
Не стирать
(По умолчанию)
6087-Е
237
Раздел 11. Задача пользователя
Локальные переменные
Локальные переменные можно использовать в основной программе или
подпрограмме. Они действительны только для конкретной программы. Их можно
устанавливать, обновлять, либо можно ссылаться на них только в конкретной
программе. Поэтому не допускается ссылка на локальную переменную или ее
обновление, если она была установлена в определенной программе из других
программ.
Когда переменная установлена с помощью аргумента, вызывающего подпрограмму,
локальную переменную в левой части, которая является переменной вызванной
подпрограммы, можно установить путем вызова подпрограммы, ссылки на нее или
ее обновления с помощью вызванной подпрограммы. Эту переменную можно
использовать для передачи аргументов.
Программаграфик
Основная
программа
Локальная переменная
в основной программе
Подпрограмма A
Аргумент
Локальная переменная
в подпрограмме A
Подпрограмма B
Аргумент
Локальная переменная
в подпрограмме B
[Формат]
Тип 1:
Буквенный Буквенный Буквенно-числовой (1 или 2 символа)
Буквы кроме O, N, V и P
Тип 2:
Буквенный Буквенно-числовой (1 или 2 символа)
[Подробности]
• Локальную переменную можно установить путем определения менее 5
символов, за исключением зарезервированных слов слева от символа "=".
Локальные переменные для подпрограмм стираются, после того как
подпрограмма была выполнена указанное количество раз. Всего можно
указать 255 локальных переменных, включая типы 1 и 2. Все локальные
переменные стираются с помощью включения/выключения питания, сброса
ЧПУ и т.д.
• Локальные переменные устанавливаются или обновляются тем же способом,
независимо от типа 1 или 2. Однако при ссылке (определяемой в правой части
"=") обработка между этими двумя типами локальных переменных
различается, если ссылаемая локальная переменная не была установлена.
Хотя неполадка возникает с локальными переменными типа 1, когда
используется локальная переменная типа 2, устанавливается локальная
переменная с "EMPTY", определенная как значение.
6087-Е
238
Раздел 11. Задача пользователя
• Адреса, указанные для присвоения аргументов макрокоманд G-кода,
установлены с помощью имени переменной с "P" в начале и рассматриваются
как локальная переменная для типа 2.
Пример:
Указание "G111 X100 Y200 P5"
Установите локальные переменные как PX = 100, PY = 200 и PP = 5. Если для
пропущенного адреса требуется специальная обработка, запрограммируйте
требуемую обработку в подпрограмме, которая вызывается макрокомандой Gкода.
Специальная обработка, выполняемая, если адрес I пропущен
Подпрограмма, вызываемая
макрокомандой G-кода
Специальная обработка, выполняемая, если адрес J пропущен
11-1-3. МАТЕМАТИЧЕСКИЕ ФУНКЦИИ
Математические функции позволяют устанавливать арифметические выражения (+,
-, *, /) напрямую при указании переменных и символов адреса (X, Y, Z, I, K…)
[Формат программирования]
Символ адреса или переменная = Выражение
Выражение
Оператор
+
-
Математическое название
Знак плюс
Знак минус
Пример
+1234
–1234
+
*
/
Сложение
Вычитание
Умножение
Деление
X = 12,3+VC1
X = 12,3–VC1
X = VC1*10
X = VC1/10
Пример:
Стандартное программирование:
X135
Программирование с математической функцией: X = 100 + XP2
XP2 = 35
6087-Е
239
Раздел 11. Задача пользователя
11-1-4. СИСТЕМНЫЕ ПЕРЕМЕННЫЕ
Переменные, определенные системой, называются системными переменными, и на
них можно ссылаться или обновлять в программах-графиках, основных программах
и подпрограммах. Ссылка или обновление системной переменной происходит после
выполнения последовательности, сразу перед которой указана ссылка или
обновление последовательности.
Системные переменные
Программаграфик
Основная
программа
Подпрограмма
[Формат программирования]
Тип 1:
Буквенный Буквенно-числовой (До 6 символов)
Тип 2:
Буквенный Буквенно-числовой (До 6 символов)
Выражение
Второй буквенный символ, который следует за V, не должен быть "C".
[Подробности]
• Тип каждой системной переменной определяется, и если тип, используемый
для указания специального параметра, отличается от заданного типа,
возникает сообщение о неполадке.
• Некоторые системные переменные можно установить в режиме нулевой
установки, ввода данных и/или параметра инструмента.
• Системные переменные подразделяются на три следующих типа:
a. Системные переменные чтения и записи
b. Системные переменные чтения и записи, требующие внимания при записи
c. Системные переменные только для чтения
Ниже дано подробное описание этих системных переменных.
6087-Е
240
Раздел 11. Задача пользователя
Системные переменные чтения/записи
(1) Смещение нуля
VZOF* [выражение]
*: Имя оси X – Z, U – W, A – C
Выражение: Номер системы координат заготовки
Допустимый диапазон: 1 – количество наборов системы координат заготовки
Можно считывать и записывать значения смещения нуля для системы координат
заготовки, указанные выражением. Для этой операции установлена система
единиц измерения с помощью дополнительного параметра ЧПУ (INPUT UNIT
SYSTEM) (ввод системы единиц). Ось определяется обозначенным названием
оси.
• Пример 1:
Запись значения смещения нуля по оси X на №10
VZOFX[10] = 20
• Система единиц мкм
Значение смещения нуля на №10 = 20 мкм
• Система единиц мм
Значение смещения нуля на №10 = 20 мм
• Пример 2:
Считывание значения смещения нуля по оси X на №10
VC1 = VZOFX[10] = 20 (Значение смещения нуля на №10 = 20 мм)
• Система единиц мкм
VC1 = 20000
• Система единиц мм
VC1 = 20
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
(2) Значение коррекции на длину инструмента
a. VTOFH[выражение]
Выражение: Номер коррекции на длину инструмента
Допустимый диапазон: 1 – 999
Можно считывать и записывать значения коррекции на длину инструмента для
номера коррекции на длину инструмента, указанные выражением. Для этой
операции установлена система единиц измерения с помощью дополнительного
параметра ЧПУ (INPUT UNIT SYSTEM).
• Пример 1:
Запись значения коррекции на длину инструмента на №10
VTOFH[10] = 20
• Система единиц мкм
Значение коррекции на длину инструмента на №10 = 20 мкм
• Система единиц мм
6087-Е
241
Раздел 11. Задача пользователя
Значение коррекции на длину инструмента на №10 = 20 мм
• Пример 2:
Считывание значения коррекции на длину инструмента на №10
VC1 = VTOFH[10] (Значение коррекции на длину инструмента на №10 = 20
мм)
• Система единиц мкм
VC1 = 20000
• Система единиц мм
VC1 = 20
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
b. VTOHT[выражение 1, выражение 2] (поддержка OSP-P300)
Выражение 1: Номер инструмента
Выражение 2: Номер коррекции на длину инструмента
Допустимый диапазон (выражение 1): 1 – 99999999
Допустимый диапазон (выражение 2): 10001(HA), 10002(HB), 10003(HC)
Можно считывать и записывать значения коррекции на длину инструмента для
номера коррекции на длину инструмента, указанные "выражением 2" и
"выражением 1". Для этой операции установлена система единиц измерения с
помощью дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
• Пример 1:
Запись 1-го значения коррекции на длину инструмента (HA) номера
инструмента "10"
VTOHT[10, 10001] = 100
• Система единиц мкм
1-е значение коррекции на длину инструмента (HA) номера инструмента
"10" 100 мкм
• Система единиц мм
1-е значение коррекции на длину инструмента (HA) номера инструмента
"10" 100 мм
• Пример 2:
Считывание 1-го значения коррекции на длину инструмента (HA) номера
инструмента "10"
Запись 1-го значения коррекции на длину инструмента (HA) номера
инструмента "10"
VC1 = VTOHT[10, 10001] (установленное значение 1-го значения коррекции
на длину инструмента (HA) равно 100 мм)
• Система единиц мкм
VC1 = 100000
• Система единиц мм
VC1 = 100
6087-Е
242
Раздел 11. Задача пользователя
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
(3) Значения коррекции на радиус режущего инструмента
a. VTOFD[выражение]
Выражение: Номер коррекции на радиус режущего инструмента
Допустимый диапазон: 1 – 999
Можно считывать и записывать значения коррекции на радиус режущего
инструмента для номера коррекции на радиус режущего инструмента,
указанные выражением. Для этой операции установлена система единиц
измерения с помощью дополнительного параметра ЧПУ (INPUT UNIT
SYSTEM).
• Пример 1:
Запись значения коррекции на радиус режущего инструмента на №10
VTOFD[10] = 20
• Система единиц мкм
Значение коррекции на радиус режущего инструмента на №10 = 20 мкм
• Система единиц мм
Значение коррекции на радиус режущего инструмента на №10 = 20 мм
• Пример 2:
Считывание значения коррекции на радиус режущего инструмента на №10
VC1 = VTOFD[10] (Значение коррекции на радиус режущего инструмента на
№10 = 20 мм)
• Система единиц мкм
VC1 = 20000
• Система единиц мм
VC1 = 20
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
b. VTODT[выражение 1, выражение 2] (поддержка OSP-P300)
Выражение 1: Номер инструмента
Выражение 2: Номер коррекции на длину инструмента
Допустимый диапазон (выражение 1): 1 – 99999999
Допустимый диапазон (выражение 2): 10001(DA), 10002(DB), 10003(DC)
Можно считывать и записывать значения коррекции на радиус режущего
инструмента для номера коррекции на радиус режущего инструмента,
указанные "выражением 2" и "выражением 1". Для этой операции установлена
система единиц измерения с помощью дополнительного параметра ЧПУ
(INPUT UNIT SYSTEM).
6087-Е
243
Раздел 11. Задача пользователя
• Пример 1:
Запись 1-го значения коррекции на радиус режущего инструмента (DA)
номера инструмента "10"
VTODT[10, 10001] = 50
• Система единиц мкм
1-е значение коррекции на радиус режущего инструмента (DA) номера
инструмента "10" 50 мкм
• Система единиц мм
1-е значение коррекции на радиус режущего инструмента (DA) номера
инструмента "10" 50 мм
• Пример 2:
Считывание 1-го значения коррекции на радиус режущего инструмента (DA)
номера инструмента "10"
Запись 1-го значения коррекции на радиус режущего инструмента (DA)
номера инструмента "10"
VC1 = VTODT[10, 10001] (установленное значение 1-го значения коррекции
на радиус режущего инструмента (DA) равно 50 мм)
• Система единиц мкм
VC1 = 50000
• Система единиц мм
VC1 = 50
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
(4) Положительный программируемый предел хода
VPPL*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать программируемый предел хода в положительном
направлении для оси, указанной с помощью названия. Так устанавливаются
данные для параметра пользователя "P PROG LIMIT WRK", который доступен в
режиме установки параметров. Для этой операции установлена система единиц
измерения с помощью дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
Устанавливаемое значение определяется в текущей выбранной системе
координат заготовки.
[Дополнение]
Не допускается установка положительного программируемого предела хода выше
позиции, установленной как предел конца хода в положительном направлении.
• Пример 1:
Запись программируемого предела конца хода (+) оси X
VPPLX = 500
• Система единиц мкм
Программируемый предел конца хода (+) = 500 мкм
6087-Е
244
Раздел 11. Задача пользователя
• Система единиц мм
Программируемый предел конца хода (+) = 500 мм
• Пример 2:
Считывание программируемого предела конца хода (+) оси X
VC1 = VPPLX (Программируемый предел конца хода (+) равен 500 мм)
• Система единиц мкм
VC1 = 500000
• Система единиц мм
VC1 = 500
Подробности см. в п. "Общее правило преобразования между дюймовой и
метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
[Дополнение]
Хотя программируемый предел конца хода (+) установлен в системе координат
заготовки, предел конца хода (+) устанавливается в системе координат станка.
(5) Отрицательный программируемый предел хода
VNPL*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать программируемый предел хода в отрицательном
направлении для оси, обозначенной именем. Так устанавливаются данные для
параметра пользователя "N PROG LIMIT WRK", который доступен в режиме
установки параметров. Для этой операции установлена система единиц
измерения с помощью дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
Устанавливаемое значение определяется в текущей выбранной системе
координат заготовки.
[Дополнение]
Не допускается установка отрицательного программируемого предела хода выше
позиции, установленной как предел конца хода в отрицательном направлении.
• Пример 1:
Запись программируемого предела конца хода (-) оси X
VNPLX = 500
• Система единиц мкм
Программируемый предел конца хода (-) = 500 мкм
• Система единиц мм
Программируемый предел конца хода (-) = 500 мм
• Пример 2:
Считывание программируемого предела конца хода (-) оси X
VC1 = VNPLX
Если программируемый предел конца хода (-) равен 500 мм,
• Система единиц мкм
6087-Е
245
Раздел 11. Задача пользователя
VC1 = 500000
• Система единиц мм
VC1 = 500
Подробности см. в п. "Общее правило для преобразования между дюймовой
и метрической системой измерения".
(Примечание: "дюймовая система" относится к английской системе
измерения.)
[Дополнение]
Хотя программируемый предел конца хода (-) установлен в системе координат
заготовки, предел конца хода (-) устанавливается в системе координат станка.
(6) Управление принтером
VPCNT
Диапазон установки: двоичный, 8 бит (1 байт); 0 – 255
Используется с оператором печати.
Например, чтобы поменять страницу, установите код "change page" и выведите
его на принтер вместе с оператором печати.
Если эта системная переменная распечатана с помощью оператора печати,
выводится значение, установленная для VPCNT. Когда RS232C не выбрано с
помощью переменной управления принтером VPRT, ничего не выводится.
Когда дополнительный параметр (бит) №8 (8-битовый JIS) выключен, выводятся
данные от 0 до 127 ($00 – $7F) с битом четности (бит 7).
Когда выполняется команда "PRINT VPCNT", выводится команда перевода
строки после вывода кода управления принтером. Поэтому чтобы вывести только
код управления принтером, выполните команду "SPRINT VPCNT".
• Пример:
Чтобы вывести только "код 31 (1F в десятичных числах)" на принтер без
перевода строки, введите следующее:
VPCNT=31
SPRINT VPCNT
(7) Результат 1 оценки автоматизированной спецификации
VOK1
Диапазон установки: двоичный, 8 бит (1 байт); 0 – 6, 10 – 16
Используется с оператором печати.
Удобно использовать эту системную переменную для печати результата
измерения.
Взаимосвязь между значением установки для VOK1 и выводом печати указана
ниже. В любом случае, вывод состоит из трех символов.
6087-Е
246
Раздел 11. Задача пользователя
Установленное
значение
Содержание и изображение печати
или
или
или
или
или
или
или
(три пробела)
(три пробела)
(три пробела)
С установкой от "10" до "16", вывод выполнен в увеличенных символах.
На экране дисплея результат отображается в символах одного размера, когда
установка равна 0 – 6 или 10 – 16.
Когда установка вызывает вывод в увеличенных символах, выводится
следующее:
Спецификация Epson
$0E
Спецификация Okuma PP-5000
$1E
Прочие спецификации
Нет специальных результатов
(8) Результат 2 оценки автоматизированной спецификации
VOK2
Диапазон установки: двоичный, 8 бит (1 байт); 0 – 6, 10 – 16
Используется с оператором печати.
Удобно использовать эту системную переменную для печати общего результата
измерения.
Взаимосвязь между значением установки для VOK2 и выводом печати указана
ниже. В любом случае, вывод состоит из восьми символов.
Установленное
значение
Содержание и изображение печати
[Дополнение]
Диапазон установки от 0 до 255, если установка выполняется только для VOK2. Для
использования в сочетании с оператором PRINT, установка должна быть "1" или "2";
установка другого значения приведет к возникновению сообщения о неполадке.
(9) Номер измерения
VNUM
Диапазон установки: 0 – 9999
Используется с оператором печати.
Традиционно эта системная переменная используется для печати номера точки
измерения.
Взаимосвязь между значением установки для VNUM и выводом печати указана
ниже. В любом случае, вывод состоит из семи символов.
6087-Е
247
Раздел 11. Задача пользователя
Установленное
значение
Содержание и изображение печати
(10) Управление принтером
VINTG
Диапазон установки: 0 – ±99999,999
Используется с оператором печати.
Все выводы данных в ответ на оператор печати обрабатываются как
переменная с плавающей точкой; в системе единиц мм данные выводятся до
третьей позиции справа от десятичной точки, а в дюймовой системе единиц
данные выводятся до четвертой позиции справа от десятичной точки.
Традиционно эта системная переменная используется для отображения данных
в виде целых чисел.
Взаимосвязь между значением установки для VINTG и выводом печати указана
ниже. В любом случае, вывод состоит из двенадцати символов.
Установленное
значение
Содержание и изображение печати
Когда выполняется PRINT XX, отображенные данные будут [0,000] в системе
единиц мм.
(11) Управление принтером
VPRT
Диапазон установки: двоичный, 8 бит (1 байт); 0 – 255
Укажите назначение и единицу вывода, чтобы вывести строку символов,
установленную с оператором печати.
Назначение вывода
Нет вывода
Только RS232C
Только экран дисплея
RS232C и экран дисплея
Единица переменной
Минимальная система единиц
Стандартная система единиц
VPRT = 0
VPRT = 4
VPRT = 1
VPRT = 5
VPRT = 2
VPRT = 6
VPRT = 3
VPRT = 7
Экран дисплея указывает персональный экран в режиме управления.
Вывод в RS232C действителен только тогда, когда дополнительный параметр
ЧПУ (бит) №2, бит 4 включен.
При включении питания установка обнуляется. Однако операция сброса не
влияет на установленные данные.
Что касается "минимальной системы единиц" и "стандартной системы единиц"
для вывода, выбор системы действителен только для переменных с плавающей
точкой, и те же данные выводятся в различных форматах, в соответствии с
выбранной системой единиц. В любом случае количество символов – "12".
Некоторые данные, которые можно отобразить с выбором минимальной
6087-Е
248
Раздел 11. Задача пользователя
системы единиц, нельзя отобразить в стандартной системе единиц, так как
количество цифр превышает восемь. В этом случае на экране появляется
"+OVERFLOW" или "-OVERFLOW".
• Пример:
Установленное
значение
Изображение
Система единиц "мм"
Система единиц "дюймы"
Система единиц "мм"
Система единиц "дюймы"
(12) Флажок переключения длины инструмента/поломки инструмента
VFST
Диапазон установки: двоичный, 8 бит (1 байт); 0 – 255
Можно обозначить основной режим управления для автоматической коррекции
на длину инструмента и автоматическое обнаружение поломки инструмента.
Взаимосвязь между каждым битом и режимами управления указана ниже.
№ бита
Бит 7
Бит 6
Бит 5
Бит 4
Бит 3
Бит 2
Бит 1
Бит 0
Режим управления
1: Длина инструмента, относящаяся к торцу шпинделя, используется как значение коррекции на длину
инструмента.
0: Длина отдельных инструментов относительно стандартного инструмента, используемого для установки
системы координат заготовки, используется как значение коррекции на длину инструмента.
Должно быть "0".
Должно быть "0".
Должно быть "0".
1: Ось X не движется при позиционировании в позиции тактильного датчика. Установите "1", когда позиция
тактильного датчика установлена независимо для оси X.
1: Автоматическая коррекция на длину инструмента/обнаружение поломки инструмента непрерывно
выполняется по оси Z, а затем по оси Y.
1: Автоматическая коррекция на длину инструмента/обнаружение поломки инструмента выполняется по
оси Y.
1: Выполняется автоматическая коррекция на длину инструмента
0: Выполняется автоматическое обнаружение поломки инструмента.
(13) Спецификация цвета графического изображения
VGCLR
Можно обозначить цвет для цветного графического изображения
Обозначение цвета:
VGCLR = n
n: Целое число (от 0 до 9)
Эта системная переменная используется для обозначения
изображения траектории инструмента.
n = 0: Отмена обозначенного цвета
n = 1: Синий
n = 2: Зеленый
n = 3: Голубой
n = 4: Красный
n = 5: Фиолетовый
n = 6: Желтый
цвета
для
6087-Е
249
Раздел 11. Задача пользователя
n = 7: Белый
n = 8: Черный
n = 9: Не отображается
(14) № параметра контроля крутящего момента при синхронном нарезании резьбы
метчиком
VTMNO
Диапазон установки: 1 – 5
Можно считывать/записывать номер параметра контроля крутящего момента во
время синхронного нарезания резьбы метчиком. Так как VTMNO копируется,
предыдущее используемое значение остается действительным, если не указано
новое значение.
• Пример 1:
Запись параметра контроля крутящего момента при синхронном нарезании
резьбы метчиком №3
VTMNO = 3
• Пример 2:
Считывание параметра контроля крутящего момента при синхронном
нарезании резьбы метчиком №3
VC1 = VTMNO
(15) № параметра контроля перегрузки шпинделя
VSLNO
Диапазон установки: 1 – 5
Для функции контроля перегрузки шпинделя можно считывать/записывать
номер параметра контроля перегрузки шпинделя путем указания номера
параметра. Так как VSLNO копируется, предыдущее используемое значение
остается действительным, если не указано новое значение.
• Пример 1:
Запись параметра контроля перегрузки шпинделя №3
VSLNO = 3
• Пример 2:
Считывание параметра контроля перегрузки шпинделя №3
VC1 = VSLNO
(16) F1-значная скорость подачи в параметре
VPF1F[выражение]
Выражение: Указанный номер для F1-значной подачи в параметре
Допустимое значение: 1 – 9
Можно считывать/записывать скорость подачи для указанного F1-значного числа
подачи в параметре.
• Пример 1:
Запись скорости подачи для F1-значной подачи в параметре №3
VPF1F[3] = 20
• Система единиц мкм
Скорость подачи 20 мкм установлена для параметра №3.
6087-Е
250
Раздел 11. Задача пользователя
• Система единиц мм
Скорость подачи 20 мм установлена для параметра №3.
• Пример 2:
Считывание скорости подачи, установленной для F1-значной подачи в
параметре №3
Предположим, что скорость подачи, установленная для F1-значной подачи в
параметре №3, равна 20 мм.
VC1 = VPF1F[3]
• Система единиц мкм
VC1 = 20000
• Система единиц мм
VC1 = 20
(17) F1-значное максимальное значение параметра
VPF1M[выражение]
Выражение: Указанный номер для F1-значной подачи в параметре
Допустимое значение: 1 – 9
Можно считывать/записывать максимальную скорость подачи для указанного
F1-значного числа подачи в параметре.
• Пример 1:
Запись максимальной скорости подачи для F1-значной подачи в параметре
№3
VPF1M[3] = 20
• Система единиц мкм
Максимальная скорость подачи 20 мкм установлена для параметра №3.
• Система единиц мм
Максимальная скорость подачи 20 мм установлена для параметра №3.
• Пример 2:
Считывание максимальной скорости подачи, установленной для F1-значной
подачи в параметре №3
Предположим, что максимальная скорость подачи, установленная для F1значной подачи в параметре №3, равна 20 мм.
VC1 = VPF1M[3]
• Система единиц мкм
VC1 = 20000
• Система единиц мм
VC1 = 20
(18) F1-значные данные ускорения/торможения в параметре
VPF1C
Диапазон установки: 0 – 4000000
Можно считывать/записывать данные ускорения/торможения F1-значного
параметра.
Данные ускорения/торможения обычно установлены для дополнительного
параметра ЧПУ (длинное слово) №32.
6087-Е
251
Раздел 11. Задача пользователя
Данные считываются или записываются в минимальной системе единиц.
• Пример 1:
Запись данных ускорения/торможения F1-значного параметра
VPF1C = 20
• Пример 2:
Считывание данных ускорения/торможения F1-значного параметра
VC1 = VPF1C
Предположим, что данные ускорения/торможения, установленные для этого
параметра, равны 20 мкм.
VC1 = 20 мкм
(19) Данные контроля инструмента
VTLD*[выражение]
*: 1 – 4, 7, 8
Выражение: Номер инструмента
Диапазон установки: 1 – 99999999
Можно указать считывание/запись данных контроля инструмента с помощью
выражения. Если в таблице соответствия инструментов в гнездах не существует
номера инструмента, указанного в выражении, возникает сообщение о
неполадке. Цель считывания и записи обозначается с помощью "*".
Ниже приводится разъяснение того, как обрабатываются данные:
a. VTLD1: Номер группы инструмента
b. VTLD2: Режим контроля износа инструмента
Режим
1
2
3
4
5
6
0
Критерий для оценки износа инструмента
Износ инструмента оценивается на базе
накопленного времени резания, в течение
которого режущий инструмент подается с
рабочей скоростью подачи.
Износ инструмента оценивается на базе
данных счетчика, таких как общее число
обработанных отверстий.
Оценка износа инструмента не проводится.
Замена на запасной инструмент после истечения
ресурса инструмента
Когда следующей указана команда T, вызывающая
инструмент с истекшим ресурсом.
Не используется
Инструмент не заменяется на запасной, и продолжает
использоваться инструмент с истекшим ресурсом.
Когда следующей указана команда T, вызывающая
инструмент с истекшим ресурсом.
Не используется
Инструмент не заменяется на запасной, и продолжает
использоваться инструмент с истекшим ресурсом.
-
c. VTLD3: Флажок OK/NG
Бит 0 – 4: Используется для других функций (Никогда не меняйте)
5: NG1
6: NG2
7: NG3
d. VTLD4: Флажок ресурса инструмента
Бит 0: Ресурс инструмента
1: Износ инструмента
2: Перегрузка
3: Крутящий момент
6087-Е
252
Раздел 11. Задача пользователя
4:
5: Поломка
6:
7: Пользователь
e. VTLD5: Номер коррекции на второй инструмент
Эту системную переменную нельзя использовать в OSP-P300S/M.
f. VTLD6: Номер коррекции на третий инструмент
Эту системную переменную нельзя использовать в OSP-P300S/M.
g. VTLD7: Значение установки для контроля износа инструмента
h1: 2-байтные данные
• Когда износ инструмента оценивается на базе накопленного времени
резания (режим ресурса инструмента: 1 – 3):
0 ≤ h1 ≤ 32767 (единицы: мин.)
• Когда износ инструмента оценивается на базе данных счетчика (режим
ресурса инструмента: 4 – 6):
0 ≤ h1 ≤ 32767
• Когда контроль износа инструмента не выполняется (режим ресурса
инструмента: 0):
Нет ограничений
h. VTLD8: Значение оставшегося ресурса инструмента
h2: 2-байтные данные
• Когда износ инструмента оценивается на базе накопленного времени
резания (режим ресурса инструмента: 1 – 3):
-32768 ≤ h2 ≤ 32767 (единицы: мин.)
• Когда износ инструмента оценивается на базе данных счетчика (режим
ресурса инструмента: 4 – 6):
-32768 ≤ h2 ≤ 32767
• Когда контроль износа инструмента не выполняется (режим ресурса
инструмента: 0):
Нет ограничений
(20) Номер инструмента MOP
VMPT
Диапазон установки: 0 – 9 (целое число)
Эта системная переменная устанавливает классификационный номер данных
инструмента MOP-TOOL.
При использовании одного и того же инструмента для черновой и чистовой
обработки выбор данных инструмента MOP-TOOL можно изменить путем
установки различных номеров для VMPT.
• Пример:
Введите VMPT = 0 в программе ЧПУ для черновой обработки и VMPT = 1 для
чистовой обработки с помощью следующего номера инструмента,
установленного как данные инструмента для MOP-TOOL.
6087-Е
253
Раздел 11. Задача пользователя
Номер инструмента в данных MOP-TOOL = 50-0 Данные инструмента для
черновой обработки
Номер инструмента в данных MOP-TOOL = 50-1 Данные инструмента для
чистовой обработки
(21) Номер инструмента контроля/управления MOP
VIDT
Диапазон установки: 1 – 999
Если текущий номер инструмента 1000 и больше, укажите номер инструмента,
контролируемого/управляемого с MOP-TOOL.
• Пример:
Если выполняется контроль/управление MOP номера инструмента 200,
рассматривая текущий номер инструмента 12345:
VIDT = 200
(22) Управление 1 MOP
VMPC1
Можно обозначить выборку данных без нагрузки (для данных, собранных
методом совокупного сбора).
Выборка данных без нагрузки действительна, только когда VMCP2 = 1, а режим
управления MOP-TOOL – "контроль".
• Бит 7
1: Выборка данных без нагрузки включена
0: Выборка данных без нагрузки выключена
• Бит 0 – 3
Обозначьте номер данных нагрузки, для которого нужно выполнить выборку
данных без нагрузки.
• Пример:
VMPC1 = #80H… Выборка данных при условиях без нагрузки для данных
нагрузки №1
VMPC1 = #10H… Выборка данных при условиях без нагрузки для данных
нагрузки №2
VMPC1 = #82H… Выборка данных при условиях без нагрузки для данных
нагрузки №3
:
VMPC1 = #8FH… Выборка данных при условиях без нагрузки для данных
нагрузки №16
VMPC1 = #00H… Выборка данных без нагрузки выключена
(23) Управление 2 MOP
VMPC2
Обозначает включенное/выключенное состояние MOP-TOOL.
0: MOP выключено
1: MOP включено
(24) Управление 3 MOP
VMPC3
Можно включить/выключить функцию контроля перегрузки.
6087-Е
254
Раздел 11. Задача пользователя
• Бит 7
1: Контроль перегрузки данных нагрузки № 1 включен
0: Контроль перегрузки данных нагрузки № 1 выключен
• Бит 6
1: Контроль перегрузки данных нагрузки № 2 включен
0: Контроль перегрузки данных нагрузки № 2 выключен
• Бит 5
1: Контроль перегрузки данных нагрузки № 3 включен
0: Контроль перегрузки данных нагрузки № 3 выключен
• Бит 4
1: Контроль перегрузки данных нагрузки № 4 включен
0: Контроль перегрузки данных нагрузки № 4 выключен
• Бит 3
1: Контроль перегрузки данных нагрузки № 5 включен
0: Контроль перегрузки данных нагрузки № 5 выключен
• Бит 2
1: Контроль перегрузки данных нагрузки № 6 включен
0: Контроль перегрузки данных нагрузки № 6 выключен
• Бит 1
1: Контроль перегрузки данных нагрузки № 7 включен
0: Контроль перегрузки данных нагрузки № 7 выключен
• Бит 0
1: Контроль перегрузки данных нагрузки № 8 включен
0: Контроль перегрузки данных нагрузки № 8 выключен
(25) Управление 4 MOP
VMPC4
Можно включить/выключить функцию сокращения подвода.
• Бит 7
1: Сокращение подвода для данных нагрузки № 1 включено
0: Сокращение подвода для данных нагрузки № 1 выключено
• Бит 6
1: Сокращение подвода для данных нагрузки № 2 включено
0: Сокращение подвода для данных нагрузки № 2 выключено
• Бит 5
1: Сокращение подвода для данных нагрузки № 3 включено
0: Сокращение подвода для данных нагрузки № 3 выключено
• Бит 4
1: Сокращение подвода для данных нагрузки № 4 включено
0: Сокращение подвода для данных нагрузки № 4 выключено
• Бит 3
1: Сокращение подвода для данных нагрузки № 5 включено
6087-Е
255
Раздел 11. Задача пользователя
0: Сокращение подвода для данных нагрузки № 5 выключено
• Бит 2
1: Сокращение подвода для данных нагрузки № 6 включено
0: Сокращение подвода для данных нагрузки № 6 выключено
• Бит 1
1: Сокращение подвода для данных нагрузки № 7 включено
0: Сокращение подвода для данных нагрузки № 7 выключено
• Бит 0
1: Сокращение подвода для данных нагрузки № 8 включено
0: Сокращение подвода для данных нагрузки № 8 выключено
(26) Управление 5 MOP
VMPC5
Используется для включения/выключения функцию адаптивного управления.
• Бит 7
1: Адаптивное управление для данных нагрузки № 1 включено
0: Адаптивное управление для данных нагрузки № 1 выключено
• Бит 6
1: Адаптивное управление для данных нагрузки № 2 включено
0: Адаптивное управление для данных нагрузки № 2 выключено
• Бит 5
1: Адаптивное управление для данных нагрузки № 3 включено
0: Адаптивное управление для данных нагрузки № 3 выключено
• Бит 4
1: Адаптивное управление для данных нагрузки № 4 включено
0: Адаптивное управление для данных нагрузки № 4 выключено
• Бит 3
1: Адаптивное управление для данных нагрузки № 5 включено
0: Адаптивное управление для данных нагрузки № 5 выключено
• Бит 2
1: Адаптивное управление для данных нагрузки № 6 включено
0: Адаптивное управление для данных нагрузки № 6 выключено
• Бит 1
1: Адаптивное управление для данных нагрузки № 7 включено
0: Адаптивное управление для данных нагрузки № 7 выключено
• Бит 0
1: Адаптивное управление для данных нагрузки № 8 включено
0: Адаптивное управление для данных нагрузки № 8 выключено
6087-Е
256
Раздел 11. Задача пользователя
Системные переменные чтения/записи, требующие особого
внимания при записи
ВНИМАНИЕ
Системные переменные ((1) – (9)), описанные ниже, оказывают особо важное
влияние на операции станка. В случае переустановки записанных значений на
исходные значения обработанная поверхность ухудшится, либо возникнет
неожиданный результат. Поэтому не пытайтесь записывать значения, если в этом
нет крайней необходимости.
(1) Значение предела конца положительного хода
VPSL*
*: Имя оси X – Z, U – W, A – C
Можно считывать/записывать предел хода в положительном направлении для
оси, указанной названием оси. Это устанавливает данные для параметра
пользователя "P PROG LIMIT MC", который доступен в режиме установки
параметров. Для этой операции система единиц соответствует системе,
установленной в дополнительном параметре ЧПУ (INPUT UNIT SYSTEM).
Устанавливаемое значение определяется в системе координат станка.
[Дополнение]
Предел конца хода (+) установлен как значение в системе координат станка, но если
эта системная переменная перезаписывается, то это значение, преобразованное в
значение в системе координат заготовки, одновременно устанавливается как
программируемый предел конца хода (+).
• Пример 1:
Считывание предела конца хода по оси X (+)
Предположим, что:
Предел конца хода (+) составляет 500 мм (19,69 дюйма) в системе координат
заготовки.
Нуль заготовки текущей выбранной системы координат заготовки №2
составляется X = 150 мм (7,09 дюйма)
VC1 = VPSLX ......................... Считывание предела конца хода (+) в системе
координат станка
VC1 = VPSLX ......................... Считывание номера текущей системы координат
VC3 = VC1 – VZOFX [VC2].... Преобразование считанного предела конца хода
(+) в значение в системе координат заготовки
• Система единиц мкм
VC1 = 650000 VC2 = 2 VC3 = 500000
• Система единиц мм
VC1 = 650 VC2 = 2 VC3 = 500
(2) Значение предела конца отрицательного хода
VNSL*
*: Имя оси X – Z, U – W, A – C
Можно считывать/записывать предел хода в отрицательном направлении для
оси, указанной названием оси. Это устанавливает данные для параметра
6087-Е
257
Раздел 11. Задача пользователя
пользователя "N PROG LIMIT MC", который доступен в режиме установки
параметров. Для этой операции система единиц соответствует системе,
установленной в дополнительном параметре ЧПУ (INPUT UNIT SYSTEM).
Устанавливаемое значение определяется в системе координат станка.
[Дополнение]
Предел конца хода (-) установлен как значение в системе координат станка, но если
эта системная переменная перезаписывается, то это значение, преобразованное в
значение в системе координат заготовки, одновременно устанавливается как
программируемый предел конца хода (-).
• Пример:
Считывание предела конца хода по оси X (-)
Предположим, что:
Предел конца хода (-) составляет -500 мм (19,69 дюйма) в системе координат
заготовки.
Нуль заготовки текущей выбранной системы координат заготовки №2
составляется X = 150 мм (7,09 дюйма)
VC1 = VNSLX.........................Считывание предела конца хода (2) в системе
координат станка
VC1 = VNSLX.........................Считывание номера текущей системы координат
VC3 = VC1 – VZOFX[VC2].....Преобразование считанного предела конца хода
(2) в значение в системе координат заготовки
• Система единиц мкм
VC1 = -650000 VC2 = 2 VC3 = -500000
• Система единиц мм
VC1 = -650 VC2 = 2 VC3 = -500
(3) Значение компенсации зазора
VBLC*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать значение компенсации зазора оси, указанной
названием оси. Это устанавливает данные для параметра пользователя
"BACKLASH" (зазор), который доступен в режиме установке параметров. Для этой
операции система единиц соответствует системе, установленной в
дополнительном параметре ЧПУ (INPUT UNIT SYSTEM).
• Пример:
Считывание значения компенсации зазора по оси X
Предположим, что значение компенсации зазора по оси X составляет 0,05 мм
(0,002 дюйма)
• Система единиц мкм
VC1 = 50
• Система единиц мм
VC1 = 0,05
6087-Е
258
Раздел 11. Задача пользователя
(4) Ширина в заданном положении
VINP*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать значение ширины в заданном положении оси,
указанной названием оси. Это устанавливает данные для системного параметра
"IN POSITION" (установка в заданном положении), который доступен в режиме
установки параметров. Для этой операции система единиц соответствует
системе, установленной в дополнительном параметре ЧПУ (INPUT UNIT
SYSTEM).
• Пример:
Считывание ширины в заданном положении по оси X
Предположим, что ширина в заданном положении по оси X составляет 0,003
мм
VC1 = VINPX
• Система единиц мкм
VC1 = 3
• Система единиц мм
VC1 = 0,003
(5) Ширина в заданном положении для исходной позиции
VHNP*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать значение ширины в заданном положении для
исходной позиции оси, указанной названием оси. Это устанавливает данные для
системного параметра "IN POSITION (H)", который доступен в режиме установке
параметров. Для этой операции система единиц соответствует системе,
установленной в дополнительном параметре ЧПУ (INPUT UNIT SYSTEM).
• Пример:
Считывание ширины в заданном положении для исходной позиции по оси X
Предположим, что ширина в заданном положении для исходной позиции по
оси X составляет 0,020 мм
VC1 = VHPIX
• Система единиц мкм
VC1 = 20
• Система единиц мм
VC1 = 0,020
(6) Начало системы координат станка
VMOF*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать нулевую точку системы координат станка оси,
указанной названием оси. Это устанавливает данные для системного параметра
"ZERO OFFSET (MACHINE)", который доступен в режиме установки параметров.
Для этой операции система единиц соответствует системе, установленной в
дополнительном параметре ЧПУ (INPUT UNIT SYSTEM).
6087-Е
259
Раздел 11. Задача пользователя
• Пример:
Считывание начала системы координат станка по оси X
Предположим, что нулевая точка системы координат станка по оси X
составляет 2675,632 мм
VC1 = VMOFX
• Система единиц мкм
VC1 = 2675632
• Система единиц мм
VC1 = 2675,632
(7) Размещение в исходной позиции
VHPP*[выражение]
*: Имя оси X – Z, U – W, A – C
Выражение: Номер исходной позиции
Допустимое значение: 1 – 32
Размещение в исходной позиции можно считывать и записывать путем указания
номера исходной позиции с выражением, а также путем указания названия оси.
Исходная позиция относится к позиции нуля станка. Это устанавливает данные
для системного параметра "HOME POSITION 1 – 32", который доступен в режиме
установки параметров. Для этой операции система единиц соответствует
системе, установленной в дополнительном параметре ЧПУ (INPUT UNIT
SYSTEM).
• Пример:
Считывание размещения в исходной позиции №3 по оси X
Предположим, что размещение в исходной позиции №3 (ось X) составляет
457,987 мм
VC1 = VHPPX[3]
• Система единиц мкм
VC1 = 457987
• Система единиц мм
VC1 = 457,987
(8) Значение контакта датчика
VSAP*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать контактную точку датчика или контактного
датчика после выполнения подпрограммы изготовителя (MSB) для цикла
автоматического измерения. Значение координат контактной позиции оси,
обозначенной с помощью названия оси, считывается или записывается. Для этой
операции система единиц соответствует системе, установленной в
дополнительном параметре ЧПУ (INPUT UNIT SYSTEM). Ссылка на значение
осуществляется из нулевой точки кодировщика положений.
6087-Е
260
Раздел 11. Задача пользователя
• Пример:
Считывание значения контактной точки датчика по оси X
Предположим, что:
• Значение контактной точки датчика из нулевой позиции кодировщика
положений: 3500 мм
• Начало системы координат станка: 2000 мм
• Текущая выбранная система координат заготовки: №2
• Нулевая точка (X) в системе координат заготовки: 700 мм
VC1 = VSAPX .......................Считывание контактной точки датчика, ссылка на
которую осуществляется из нулевой точки
кодировщика положений
VC2 = VC1 – VMOFX ...........Считанное значение преобразуется в значение в
системе координат станка
VC3 = VACOD ......................Считывание номера текущей системы координат
заготовки
VC4 = VC2 – VZOFX[VC3] ...Значение, преобразованное в значение в
системе координат заготовки
• Система единиц мкм
VC1 = 3500000 VC2 = 1500000 VC3 = 2 VC4 = 800000
• Система единиц мм
VC1 = 3500 VC2 = 1500 VC3 = 2 VC4 = 800
(9) Номер активного инструмента
VTLCN
Можно считывать и записывать номер текущего установленного инструмента в
шпинделе.
• Пример:
Считывание номера активного инструмента
VC1 = VTLCN
[Дополнение]
Считывание только со станка с ATC.
(10) Номер следующего инструмента
VTLNN
Можно считывать и записывать номер следующего инструмента.
• Пример:
Считывание номера следующего инструмента
VC1 = VTLNN
[Дополнение]
Считывание только со станка с ATC.
6087-Е
261
Раздел 11. Задача пользователя
Системные переменные только для считывания
(1) Вычисленное значение
VRCO*
*: Имя оси X – Z, U – W, A – C
Можно считывать и записывать вычисленное значение (CON) оси, обозначенной
с помощью названия оси. Для этой операции система единиц соответствует
системе, установленной в дополнительном параметре ЧПУ (INPUT UNIT
SYSTEM). Ссылка на значение осуществляется из нулевой точки кодировщика
положений.
• Пример:
Считывание вычисленной позиции по оси X
Предположим, что:
• Вычисленное значение: 3750 мм
• Нуль в системе координат станка: 2500 мм
• Система координат заготовки: №2
• Нуль заготовки (X): 800 мм
VC1 = VRCOX ......................Считывание вычисленного значения (ссылка на
которое осуществляется из нулевой точки
кодировщика положений)
VC2 = VC1 – VMOFX ...........Считанное значение преобразуется в значение в
системе координат станка
VC3 = VACOD ......................Считывание номера текущей системы координат
заготовки
VC4 = VC2 – VZOFX[VC3] ...Значение, преобразованное в значение в
системе координат заготовки
• Система единиц мкм
VC1 = 3750000 VC2 = 1250000 VC3 = 2 VC4 = 450000
• Система единиц мм
VC1 = 3750 VC2 = 1250 VC3 = 2 VC4 = 450
(2) Данные фактической позиции
VAPA*
*: Имя оси X – Z, U – W, A – C
Можно считывать фактическое значение (APA) оси, обозначенной с помощью
названия оси. Для этой операции система единиц соответствует системе,
установленной в дополнительном параметре ЧПУ (INPUT UNIT SYSTEM). Ссылка
на значение осуществляется из нулевой точки кодировщика положений.
• Пример:
Считывание фактической позиции по оси X
Предположим, что:
• Вычисленное значение: 3750 мм
• Нуль в системе координат станка: 2500 мм
• Система координат заготовки: №2
• Нуль заготовки (X): 800 мм
6087-Е
262
Раздел 11. Задача пользователя
VC1 = VAPAX .......................Считывание фактического значения (ссылка на
которое осуществляется из нулевой точки
кодировщика положений)
VC2 = VC1 – VMOFX ...........Считанное значение преобразуется в значение в
системе координат станка
VC3 = VACOD ......................Считывание номера текущей системы координат
заготовки
VC4 = VC2 – VZOFX[VC3] ...Значение, преобразованное в значение в
системе координат заготовки
• Система единиц мкм
VC1 = 3750000 VC2 = 1250000 VC3 = 2 VC4 = 450000
• Система единиц мм
VC1 = 3750 VC2 = 1250 VC3 = 2 VC4 = 450
(3) Номер активной системы координат заготовки
VACOD
Можно считывать номер текущей выбранной системы координат заготовки.
• Пример:
Номер 2 текущей выбранной системы координат заготовки
VC1 = VRCOX
VC2 = VC1 – VMOFX
VC3 = VACOD
VC4 = VC2 – VZOFX [VC3]
VC3 = 2.
(4) Номер активного инструмента
VATOL
Можно считывать номер управления (вид инструмента + номер инструмента)
инструментом, установленным на данный момент в шпинделе. Данные двухбайтные; верхние шесть битов показывают вид, а нижние десять битов
представляют номер инструмента. Если текущий номер инструмента - 1000 или
больше, появляется сообщение о неполадке B.
Вид инструмента (Некоторые виды инструментов нельзя установить, в
соответствии со спецификациями станка.)
бит
бит 15
0: Нормальный инструмент
1: Инструмент большого диаметра (L)
*: 0 или 1
бит 14 – бит 11
0: Нормальный инструмент
(4) Насадка (A)
1: Тяжелый инструмент (M)
(5) Насадка с тяжелым инструментом (AM)
2: Строгальный резец (P)
(6) Инструмент по оси U (U)
3: Тяжелый строгальный резец (PM)
6087-Е
263
Раздел 11. Задача пользователя
Номер инструмента
бит
*: 0 или 1
• Пример 1:
Считывание номера управления активным инструментом (Нормальный
инструмент с номером 10)
VC1 = VATOL
VC1 = 10 (#0000000000001010)
• Пример 2:
Считывание номера управления активным инструментом (Инструмент
большого диаметра с номером 10)
VC1 = VATOL
VC1 = 32778 (#1000000000001010)
• Пример 3:
Считывание номера активного инструмента (Тяжелый инструмент с номером
1)
VC1 = VATOL
VC2 = VATOL AND #03FFH
VC1 = 2049 (#0000100000000001)
VC2 = 1 (#0000000000000001)
(5) Номер следующего инструмента
VNTOL
Можно считывать номер управления (вид инструмента + номер инструмента)
инструментом, используемым следующим. Данные - двухбайтные; верхние шесть
битов показывают вид, а нижние десять битов представляют номер инструмента.
Если текущий номер инструмента - 1000 или больше, появляется сообщение о
неполадке B.
Вид инструмента (Некоторые виды инструментов нельзя установить, в
зависимости от спецификаций станка.)
бит
бит 15
0: Нормальный инструмент
1: Инструмент большого диаметра (L)
*: 0 или 1
бит 14 – бит 11
0: Нормальный инструмент
(4) Насадка (A)
1: Тяжелый инструмент (M)
(5) Насадка с тяжелым инструментом (AM)
2: Строгальный резец (P)
(6) Инструмент по оси U (U)
3: Тяжелый строгальный резец (PM)
Номер инструмента
бит
*: 0 или 1
6087-Е
264
Раздел 11. Задача пользователя
• Пример 1:
Считывание номера управления следующим инструментом (Нормальный
инструмент с номером 10)
VC1 = VNTOL
VC1 = 10
• Пример 2:
Считывание номера управления следующим инструментом (Инструмент
большого диаметра с номером 10)
VC1 = VNTOL
VC1 = 32778
• Пример 3:
Считывание номера управления только следующим инструментом (Тяжелый
инструмент с номером 1)
VC1 = VNTOL
VC2 = VNTOL AND #03FFH
VC1 = 2049
VC2 = 1
(6) Количество систем координат и наборов данных на инструмент (код
спецификации ЧПУ №2)
VSPCO
Можно считывать однобайтные данные кода спецификации, которые указывают
количество систем координат и наборов данных на инструмент. Взаимосвязь
между битовыми данными и спецификациями указана в следующей таблице.
№ бита
Бит 7
Бит 6
Бит 5
Бит 4
Бит 3
Бит 2
Бит 1
Бит 0
Спецификации
100 наборов данных на инструмент
300 наборов данных на инструмент
200 наборов данных на инструмент
50 наборов систем координат
20 наборов систем координат
Функция хранения больших программ
(7) Атрибут активного инструмента
VATLB[выражение]
Выражение: Атрибут инструмента
Допустимый диапазон: 1 – 6
1. Вид инструмента, 2. Вид радиуса, 3. Вид веса, 4. Вид длины, 5.
Сквозная подача СОЖ, 6. ATC
Считайте атрибут активного инструмента (вид инструмента, вид радиуса, вид
веса, вид длины, сквозная подача СОЖ, ATC).
В зависимости от опции, существуют атрибуты инструмента, которые нельзя
использовать.
6087-Е
265
Раздел 11. Задача пользователя
Ниже приведена таблица соответствия считанного значения и вида инструмента.
Атрибут
Вид
инструмента
Вид веса
Вид длины
Вид радиуса
Сквозная
подача СОЖ
ATC
Вид
Нормальный инструмент
Инструмент, который нельзя указывать (строгальный резец)
Насадка
Инструмент по оси U
Покрытый инструмент
Токарный инструмент
Шлифовальный инструмент
Датчик
Стандартный инструмент
Не тяжелый инструмент
Тяжелый инструмент
Легкий инструмент
Не длинный инструмент
Длинный инструмент
Инструмент с одинаковым радиусом
Инструмент с большим радиусом
Инструмент со сверхбольшим радиусом
Стандартная расточная оправка
Инструмент со средним радиусом
Расточная оправка со средним радиусом
Большая расточная оправка с одной режущей кромкой
Большая расточная оправка с двойной режущей кромкой
Инструмент с маленьким радиусом
Невозможна
Возможна
Возможна
Невозможна
Считанное значение
00
01
02
03
05
07
08
09
10
00
01
02
00
01
00
01
04
06
07
08
09
10
11
00
06
00
04
(8) Код спецификации для подпрограммы изготовителя (код спецификации ЧПУ
№24)
VSPSB
Можно считывать однобайтные данные кода спецификации, которые указывают
спецификации подпрограммы изготовителя. Взаимосвязь между битовыми
данными и спецификациями указана в следующей таблице.
№ бита
Бит 7
Бит 6
Бит 5
Бит 4
Бит 3
Бит 2
Бит 1
Бит 0
Спецификации
Подпрограмма изготовителя, создающая подпрограмму, стандартный инструмент 150 мм
Подпрограмма контактного датчика типа FM
Подпрограмма автоматического смещения нуля
Подпрограмма проверки размеров
Подпрограмма оптического контактного датчика
Подпрограмма автоматического обнаружения поломки инструмента
Подпрограмма автоматической коррекции на радиус режущего инструмента
Подпрограмма автоматической коррекции на длину инструмента
(9) Блокировка станка
VMLOK
Можно считывать, находится ли ЧПУ в состоянии блокировки станка.
• Пример 1:
Когда ЧПУ находится в состоянии блокировки станка
VC1 = VMLOK
VC1 = 128.
• Пример 2:
Когда ЧПУ не находится в состоянии блокировки станка
6087-Е
266
Раздел 11. Задача пользователя
VC1 = VMLOK
VC1 = 0.
(10) Значение фиксации скорости подачи
VFDMX
Можно считывать значение фиксации скорости подачи (данные, установленные
для дополнительного параметра ЧПУ (длинное слово) №10).
• Пример:
Считывание значения фиксации скорости подачи
VC1 = VFDMX
(11) Система единиц программы
VINCH
Можно считывать систему единиц (установленную для дополнительного
параметра ЧПУ (INPUT UNIT SYSTEM) (ввод системы единиц) или
дополнительного параметра ЧПУ (бит) №3, бит 0 – бит 7 и №4, бит 0),
используемую для программы.
• Пример:
Если единица установки для "LENGTH UNIT SYSTEM" (система единиц
длины) дополнительного параметра ЧПУ (INPUT UNIT SYSTEM) – "дюйм"
(inch), а длина "1", установите следующее:
VC1 = VINCH
VC1 = 3
Далее приведены пункты установки на экране дополнительного параметра
ЧПУ (INPUT UNIT SYSTEM) и пункты установки дополнительного параметра
ЧПУ (бит).
• Экран дополнительного параметра ЧПУ (INPUT UNIT SYSTEM)
6087-Е
267
Раздел 11. Задача пользователя
• Дополнительный параметр ЧПУ (бит) №3, бит 0 – бит 7 и №4, бит 0
№ параметра
№ бита
0
1
2
3
3
4
5
6
7
4
0
(*1)
(*2)
Содержание
Единицы для расстояния "мм" или
"дюймы". (*2)
Единицы "1 мм" или "1 дюйм", "1 градус"
или "1 сек.".
С галочкой
Без галочки
дюймы
Мм
То же, что и указанное
слева
Соответствует
установкам битов 2 –
5, бита 7 №3 и бита 0
№4
Единицы для расстояния "0,01 мм" или
0,01 мм
0,001 мм
"0,001 мм".
Единицы для скорости подачи "0,1 мм/мин.,
0,1 мм/мин., 0,01
1 мм/мин., 0,1
0,01 дюйма/мин." или "1 мм/мин., 0,1
дюйма/мин.
дюйма/мин.
дюйма/мин."
Единицы для скорости подачи "0,001
0,001 мм/об., 0,0001
0,01 мм/об., 0,001
мм/об., 0,0001 дюйма/об." или "0,01 мм/об.,
дюйма/об.
дюйма/об.
0,001 дюйма/об."
Единицы для времени 0,01 сек. или 0,1 сек.
0,01 сек.
0,1 сек.
Соответствует
Для данных с десятичной точкой,
То же, что и указанное
установкам битов 1 –
положение десятичной точки указывает 1
слева
5 и бита 7
мм, 1 дюйм, 1 градус или 1 сек.
Единицы для времени 0,001 сек. или 0,1
0,01 сек.
0,1 сек.
сек. (*1)
Единица для угла 0,001 градуса или 0,0001
0,0001 градуса
0,001 градуса
градуса.
Если установка для бита 5 равна "1", единица времени всегда 0,01 сек.
Установка для бита 0 действительна только тогда, когда выбрана спецификация с переключением
дюймов/мм.
* Область операций считывания и записи системы единиц, включенная путем установки данных
дополнительного параметра ЧПУ (бит) №34, бит 4.
(12) Флажок перезапуска последовательности
VRSTT
Может быть считан флажок, который включается, когда выполняется команда
поиска перезапуска (RS) в автоматическом режиме и выключается после
нахождения обозначенной последовательности.
Диапазон установки: Двоичный, 8 битов (1 байт)
• Пример 1:
Во время перезапуска последовательности
VC1 = VRSTT
VC1 = 128
• Пример 2:
Нет перезапуска последовательности
VC1 = VRSTT
VC1 = 0
(13) Счетчик времени срабатывания
VDTIM[α, β]
α=
1: Время включения питания
4: Время резания
2: Время срабатывания ЧПУ
5: Время внешнего ввода
β=
1: Значение счетчика
2: Установленное значение
3: Время вращения шпинделя
6087-Е
268
Раздел 11. Задача пользователя
Считывается время, вычисленное счетчиками, и их установленные значения.
• Пример:
Последовательность переходит на N010, когда время резания достигает 10
секунд.
(14) Счетчик заготовок
VWRKC[α, β]
α=
1: Счетчик заготовок A
3: Счетчик заготовок C
2: Счетчик заготовок B
4: Счетчик заготовок D
β=
1: Значение счетчика
2: Установленное значение
Считываются значения, вычисленные счетчиками, и их установленные значения.
• Пример:
Последовательность переходит на N010, когда значение счетчика на счетчике
заготовок A достигает 5.
(15) G-код
VGCOD[выражение]
Выражение: Номер группы G-кода
Допустимый диапазон: 1 – 96
Можно считывать режим текущих групп G-кода.
Считываемое значение является числовым значением G-кода. Однако в G00
или G60 считывается "10000", вместо "0" или "60".
Группа
G-код
Группа
G-код
6087-Е
269
Раздел 11. Задача пользователя
• Пример 1:
В режиме G00
VC1 = VGCOD[1]
VC1 = 10000.
• Пример 2:
В режиме G1 в относительном режиме
VC1 = VGCOD[1]
VC1 = VGCOD[12]
VC1 = 1, VC2 = 91.
(16) S-код
VSCOD
Значение текущей команды скорости шпинделя (S) можно считывать, как
запрограммировано. Установка шкалы ручной коррекции скорости шпинделя
считывается, как запрограммировано.
• Пример:
S1200
VC1 = VSCOD
VC1 = 1200
(17) F-код
VFCOD
Можно считывать значение команды текущей скорости шпинделя (F).
Установка шкалы ручной коррекции скорости шпинделя игнорируется, и единица
считываемых данных составляет 0,1 мм/мин. (для режима подач в минуту) или 1
мкм/об. (для режима подач на оборот).
Обратите внимание, что преобразование в английскую систему измерения не
выполняется.
• Пример 1:
Считывание скорости подачи в единицах мм/мин. в переменную VFCOD/10,
когда активна система единиц программирования - "мм" и режим G94.
VC1 = VFCOD/10
• Пример 2:
Считывание скорости подачи в единицах дюйм/мин. в переменную VC1, когда
активна система единиц программирования - "дюймы" и режим G95.
VC = VFCOD/[1000 x 25,4]
Обратите внимание, что VFCOD считывает только четырехзначные команды F
и не меняется с помощью F1-значных команд.
6087-Е
270
Раздел 11. Задача пользователя
(18) D-код
VDCOD
Можно считывать текущий номер коррекции на радиус режущего инструмента.
Текущий № коррекции на радиус режущего
инструмента
DA
DB
DC
D0
:
D999
Загружаемое значение
10001
10002
10003
0
:
999
• Пример:
Предположим, что текущий номер коррекции на радиус режущего инструмента
равен "5".
VC1 = VDCOD
VC1 = 5.
(19) H-код
VHCOD
Можно считывать текущий номер коррекции на длину инструмента.
Текущий № коррекции на длину инструмента
HA
HB
HC
H0
:
H999
Загружаемое значение
10001
10002
10003
0
:
999
• Пример:
Предположим, что текущий номер коррекции на длину инструмента равен "5".
VC1 = VHCOD
VC1 = 5.
(20) Зеркальное изображение
VMRI
Можно считывать текущее состояние функции зеркального изображения.
Данные составляют однобайтную длину, и каждая ось соответствует каждому
биту.
Зеркальное изображение ВКЛ.: 0
Зеркальное изображение ВЫКЛ.: 1
Ось X
Ось Y
Ось Z
4-я ось
5-я ось
6-я ось
бит
*: 0 или 1
• Пример:
Процедура для проверки, активна ли функция зеркального изображения для
осей X и Z.
VC1 = 1 + 4 Маска оси X (2) + Маска оси Z (2)
6087-Е
271
Раздел 11. Задача пользователя
VC2 = VMRI AND VC1
IF [VC2 EQ 0] N1
(21) Внутренние часы
VPMNT: Можно считывать "счетчик минут", который ежечасно обнуляется.
Допустимый диапазон: 0 – 59 (единицы: минута)
VRMNT: Можно считывать 4-байтный независимый "счетчик минут".
VPHUR: Можно считывать "счетчик часов", который ежедневно обнуляется.
Допустимый диапазон: 0 – 23 (единицы: час)
VRHUR: Можно считывать 4-байтный независимый "счетчик часов".
VQDAT: Можно считывать 2-байтный независимый счетчик дней.
Независимый счетчик обнуляется путем включения/выключения
питания
• Пример:
Чтобы включить таймер на 60 минут
В примере ниже предполагается, что период после включения питания
гораздо меньше двух минут.
VC1 = VRMNT
NA1 VC2 = VRMNT - VC1
IF [VC2 GE 60] NA2
GOTO NA1
(22) Величина сдвига ручного вмешательства
VMSF*
*: Имя оси X – Z, U – W, A – C
Можно считывать величину сдвига ручного вмешательства для оси, указанной с
помощью имени оси. Для этой операции установлена система единиц
измерения с помощью дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
• Пример:
Считывание величины сдвига ручного вмешательства
Предположим, что величина сдвига ручного вмешательства (X) равна 150 мм
(5,91 дюймов).
VC1 = VMSFX
• Система единиц мкм
VC1 = 150000
• Система единиц мм
VC1 = 150
(23) Контроль крутящего момента при синхронном нарезании резьбы метчиком
VTMDT[выражение]
Выражение: № параметра контроля крутящего момента при синхронном
нарезании резьбы метчиком
Диапазон установки: 1 – 5
Можно считывать установленное значение для номера параметра контроля
крутящего момента во время синхронного нарезания резьбы метчиком. Номер
обозначается выражением.
6087-Е
272
Раздел 11. Задача пользователя
• Пример:
Считывание значения параметра контроля крутящего момента при
синхронном нарезании резьбы метчиком №3
(Предположим, что установленное значение параметра контроля крутящего
момента при синхронном нарезании резьбы метчиком №3 равно 100 кг-сил*м)
VC1 = VTMDT[3]
VC1 = 100
(24) Параметр контроля перегрузки шпинделя
VSLDT[a,b]
a: № параметра контроля перегрузки шпинделя
Диапазон установки: 1 – 5
b: Тип параметра контроля перегрузки шпинделя
Диапазон установки: 1 – 3
1… Максимальное значение нагрузки (%) для параметра контроля перегрузки
шпинделя
2… Время непрерывной перегрузки (сек.) для параметра контроля перегрузки
шпинделя
3… Режим контроля (уровень неполадки) для параметра контроля перегрузки
шпинделя
Можно считывать установленное значение для номера параметра контроля
перегрузки шпинделя. Номер обозначается с помощью "a".
• Пример:
Считывание значения для времени непрерывной нагрузки параметра №3
перегрузки шпинделя
(Предположим, что время непрерывной нагрузки параметра №3 перегрузки
шпинделя равно 10 сек.)
VC1 = VTLDT[3, 2]
VC1 = 10 сек.
(25) Количество инструментов в ATC
VSPTN
Можно считывать количество гнезд инструментов в магазине ATC.
• Пример:
Считывание количества гнезд инструментов в магазине ATC
(Предположим, что количество гнезд инструментов в магазине ATC равно
"50".)
VC1 = VSPTN
VC1 = 50.
(26) Номер поддона PPC (для спецификации PPC)
VPLNO
Можно считывать номер поддона, в настоящий момент установленного на столе
станка.
При обработке идентичных заготовок с использованием нескольких поддонов
используется системная переменная VPLNO, чтобы присвоить разные системы
6087-Е
273
Раздел 11. Задача пользователя
координат заготовки отдельным поддонам, если значения смещения немного
различаются между используемыми поддонами.
• Пример:
Предположим, что на поддонах №1 и №2 установлено #1000 заготовок, и что
системы координат заготовки, используемые для этих поддонов, указаны
ниже:
Система координат заготовки №11 для поддона №1
Система координат заготовки №12 для поддона №2
N010 До N010 для поддона №1
N020 До N020 для поддона №2
Отображает сообщение "PALLET NO NG", не
выполняет цикл резания для этого поддона
и обрабатывает следующий поддон.
Выбирает систему координат H11 для поддона №1
Выбирает систему координат H12 для поддона №2
Программа обработки деталей для заготовки #1000
(27) Параметры PPC (для спецификации PPC)
VPPCP
Данные параметра PPC (слово)
VPLDT[выражение] Данные параметра PPC (бит)
Когда большое число заготовок установлено на поддоне с включенным PPC, эта
системная переменная используется, чтобы указать позиции, где установлены
заготовки. Параметр необходимо заранее установить с панели PPC.
VPPCP используется для полного считывания параметров.
VPLDT используется для считывания данных позиции, указанной с помощью
обозначенного бита.
Можно использовать до 12 позиций (12 битов) для обозначения позиции
монтажа заготовки (параметр PPC) на одном поддоне.
• Пример:
Позиция
монтажа 1
Позиция
монтажа 2
Позиция
монтажа 3
Позиция
монтажа 4
Заготовка
#1000
Заготовка
#1000
Заготовка
#1000
Заготовка
#1000
Позиция
монтажа 5
Позиция
монтажа 6
Позиция
монтажа 7
Позиция
монтажа 8
Заготовка
#2000
Заготовка
#2000
Нет
монтажа
Нет
монтажа
Позиция
монтажа 9
Позиция
монтажа 10
Позиция
монтажа 11
Позиция
монтажа 12
Заготовка
#700
Заготовка
#700
Нет
монтажа
Заготовка
#800
Предположим, что заготовки смонтированы на поддоне, как показано выше.
6087-Е
274
Раздел 11. Задача пользователя
Системные переменные VPLDT[1] – VPLDT[12] и VPPCP установлены, как
показано ниже, когда выполняются отдельные программы. На эти установки
можно ссылаться из программ обработки деталей.
Выполняется O1000 Выполняется O2000 Выполняется O0700 Выполняется O0800
Пример программы
(28) M-код автоматического позиционирования поперечины
VECWM
Можно считывать номер M-кода, соответствующий текущей позиции
поперечины, в которой она была установлена с помощью M-кода
автоматического позиционирования поперечины.
Спецификация уровня позиционирования 5 поперечин 81 – 85
Спецификация уровня позиционирования 10 поперечин 190 – 199
• Пример:
Чтобы проверить позицию поперечины с помощью команд в заголовке
программы
Проверка позиции поперечины
Обработка с поперечиной, позиционированной
на уровне M85
Обработка неполадки
(Если уровень не M85)
(29) Номер активной насадки
VATNT
Можно считывать номер текущей установленной насадки.
Считанный номер заменяется номером насадок (≥1).
6087-Е
275
Раздел 11. Задача пользователя
• Пример:
Когда номер активной насадки – 301
VC1 = VATNT
VC1 = 1.
(30) Значение Год/Месяц/День/Час/Минута/Секунда
VTIME[Формула]
Формула
1
2
3
4
5
6
Дата
Год
Месяц
День
Час
Минута
Секунда
Диапазон значений
1980 –
1 – 12
1 – 31
0 – 23
0 – 59
0 – 59
Когда выполняется VTIME[1], считывается значение "Год", а значения "Месяц/
День/Час/Минута/Секунда" сохраняются. Когда выполняется VTIME[Формула]
(формула = 2 – 6), можно считывать сохраненные значения.
Если VTIME[Формула] (формула = 2 – 6) выполняется вместо выполнения
VTIME[1], будут считываться значения, сохраненные ранее.
• Пример: Если выполняется VC1 = VTIME [1] для "2003 (год)/4 (месяц)/9
(день)/10 (час)/18 (минута)/54 (секунда)", значение возвращается как VC! =
2003.
VC2 = VTIME [2]
VC3 = VTIME [3]
VC4 = VTIME [4]
VC5 = VTIME [5]
VC6 = VTIME [6]
Каждое значение становится следующим: VC2 = 4, VC3 = 9, VC4 = 10, VC5 =
18, а VC6 = 56.
(31) Текущая позиция системы координат заготовки
Существует два типа системных параметров для системы координат заготовки:
VWKA* и VWKB*.
VWKA*
Может считывать текущую позицию системы координат заготовки со значением
коррекции текущей длины инструмента, вращения насадки и вращающейся
головки шпинделя. Значок * обозначает имя оси.
VWKB*
Может считывать текущую позицию системы координат заготовки без значения
коррекции текущей длины инструмента, вращения насадки и вращающейся
головки шпинделя. Значок * обозначает имя оси.
• Пример:
VC1 = VWKA
VC2 = VWKB
Это не зависит от локальных систем координат, используемых в функциях,
включая функцию преобразования координат (Параллельный/вращательный
сдвиг системы координат (G11/G10); копирование (COPY; COPYE)). Это также
6087-Е
276
Раздел 11. Задача пользователя
не зависит от преобразованного значения координат во время наклонной
обработки (не значение координат на наклоне, а фактически выбранная
позиция координат заготовки). Величина, сдвинутая вручную, находится вне
диапазона. Значение системной переменной становится равной нулю (0),
когда считывается позиция системы координат заготовки удаленной оси.
(32) Номер инструмента (Обозначение гнезда)
VPTNO[выражение]
Выражение: Номер гнезда
Диапазон установки: 1 – максимальное количество гнезд
Можно считывать номер инструмента, хранящегося в гнезде, указанном в
выражении.
• Пример 1: Считывание номера инструмента в номере гнезда 3 (предположим,
что номер инструмента в номере гнезда 3 равно 10).
VC1 = VPTNO [3]
VC1 = 10
• Пример 2: Считывание номера инструмента в номере гнезда 5 (предположим,
что в гнезде № 5 нет инструмента).
VC1 = VPTNO [5]
VC1 = 0
(33) Номер инструмента (Обозначение инструмента)
VTPNO[выражение]
Выражение: Номер инструмента
Допустимое значение: 1 – 99999999
Можно считывать номер гнезда, указанного в выражении.
• Пример 1: Считывание номера гнезда, хранящего инструмент №10
(предположим, что номер гнезда, хранящего инструмент №10 равен 3)
VC1 = VTPNO [10]
VC1 = 3
• Пример 2: Считывание номера гнезда, хранящего инструмент №12
(предположим, что инструмента №12 нет ни в одном гнезде).
VC1 = VTPNO [12]
VC1 = 0
(34) M-коды
VMCD9
Можно считывать M-код, заданный в предыдущем кадре.
• Когда предыдущая команда M-кода равна "M230", значение "VMCD9" равно
"230".
(35) Номера последовательностей
VSEQN
Номер последовательности в предыдущем кадре можно считывать как
значение.
Так как номер последовательности считывается как значение, и N1, и N0001
будут считываться как 1.
6087-Е
277
Раздел 11. Задача пользователя
Любое название последовательности (состоящее из буквенно-числовых
символов) будет считываться как 0.
• Когда предыдущий номер последовательности - "N123", значение "VSEQN"
равно "123".
• Когда предыдущий номер последовательности - "N0123", значение "VSEQN"
равно 123.
(36) Номера программ
VPRGN
Текущий номер программы можно считывать как значение.
Так как номер программы считывается как значение, и O1, и O0001 будут
считываться как 1.
Любое имя программы (состоящее из буквенно-числовых символов) будет
считываться как -1.
• Когда текущий номер программы "O123", значение "VPRGN" равно "123".
• Когда текущий номер программы "O0123", значение "VPRGN" равно 123.
(37) Количество дней
VQDAT
VQDAT – для считывания дней, учитывая то, что 1 января 1980 года – это один
(1).
(38) Количество секунд
VRTIM
VQDAT – для считывания секунд, учитывая то, что "0:00:00 am" – это нуль (0).
(39) Текущая позиция системы координат станка
VMCA*
Можно считывать "Значения для команды системы координат кодировщика
(VRCO*) – Нулевой точки системы координат станка (VMOF*) –
Смоделированного начала многооборотной оси".
(40) Текущая позиция, включая величину сдвига
VMSC*
Введите имя оси в позиции установки звездочки (*).
(41) Значение пропуска наклонной системы координат
VSCC*
Можно считывать значение пропуска наклонной системы координат.
Значение будет значением пропуска на системе координат заготовки не во
время преобразования в трехмерные координаты.
Эта переменная применима только к осям X, Y и Z, а значение для
дополнительных осей всегда равно "0".
Введите имя оси в позиции звездочки (*).
(42) Позиция конца кадра
VACP*
Можно считывать текущую позицию выбранной системы координат.
Это значение соответствует зеркальным изображениям и наклону.
Введите имя оси в позиции звездочки (*).
6087-Е
278
Раздел 11. Задача пользователя
(43) После следующего номера инструмента
VNNTL
Можно считывать номер после следующего номера инструмента.
Общее правило для автоматического преобразования между
дюймами и миллиметрами
После установок в дополнительном параметре ЧПУ (UNIT INPUT SYSTEM),
выполняется автоматическое преобразование.
(1) Дополнительный параметр ЧПУ (UNIT INPUT SYSTEM), система единиц
программы обработки деталей "LENGTH UNIT SYSTEM" (система единиц длины)
• Пример:
VC1 =VTOFH[1] (“LENGTH UNIT SYSTEM” = “inch”) (дюйм))
Значение коррекции на длину инструмента, установленное в номере 1
коррекции на инструмент, устанавливается в VC1 в дюймах.
(2) Дополнительный параметр ЧПУ (UNIT INPUT SYSTEM), система единиц
программы обработки деталей "LENGTH" (длина)
• Если установка в “LENGTH UNIT SYSTEM” = “mm” (мм), а установка в
"LENGTH" – "1 (mm), единицы длины – "мм".
• Пример 1:
VC1 = VTOFH[1] (LENGTH = “1” (mm))
VC1 = 2,5, когда VTOFH[1] равно 2,5 мм (0,098 дюйма).
• Пример 2:
VTOFH[1] = VC1 (LENGTH = “1” (mm))
VTOFH[1] = 5,5 мм, (0,22 дюйма), когда VC1 is 5,5.
• Если установка в “LENGTH” = “0,01 (mm)”, единица длины – "0,01 mm (1/100
mm)".
• Пример 1:
VTOFH[1] = 100 (LENGTH = “0,01” (mm))
Значит VTOFH[1] = 1,0 мм
• Пример 2:
VC1 = VTOFH[1] (LENGTH = “0,01” (mm))
VC1 = 520, когда VTOFH[1] = 5,2 мм, (0,20 дюйма).
(3) Дополнительный параметр ЧПУ (UNIT INPUT SYSTEM), система единиц
программы обработки деталей "REAL NUMBER" (действительное число)
Если в REAL NUMBER стоит YES (да), значения системных переменных всегда
обрабатываются в миллиметрах или дюймах, независимо от того, используется
ли десятичная точка.
Если в REAL NUMBER стоит NO (нет), значения автоматически преобразуются, в
соответствии с установкой LENGTH.
• Пример 1:
VTOFH[1] = 4 (REAL NUMBER = YES)
Значит VTOFH[1] = 4 мм (0,16 дюйма)
6087-Е
279
Раздел 11. Задача пользователя
• Пример 2:
VTOFH[1] = 4.0 (REAL NUMBER = YES)
Значит VTOFH[1] = 4 мм (0,16 дюйма)
• Пример 3:
VC1 = VTOFH[1] (REAL NUMBER = YES)
VC1 = 5,2, когда VTOFH[1] = 5,2 мм (0,20 дюйма)
(4) В таблице ниже указано, как интерпретируются числовые значения в
соответствии с установкой для дополнительного параметра ЧПУ (UNIT INPUT
SYSTEM).
Переменные (локальные переменные, общие переменные, системные
переменные) в правой части выражения обрабатываются так же, как и данные с
десятичной точкой.
№
Установка
1.
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 0,001 (мм)
“REAL NUMBER” = NO
2.
“LENGTH UNIT SYSTEM” = дюйм
“LENGTH” = 0,0001 (дюйм)
“REAL NUMBER” = NO
3.
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 1 (мм)
“REAL NUMBER” = NO
4.
“LENGTH UNIT SYSTEM” = дюйм
“LENGTH” = 0,001 (дюйм)
“REAL NUMBER” = NO
5.
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 0,01 (мм)
“REAL NUMBER” = NO
6.
7.
8.
9.
10.
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 0,001 (мм)
“REAL NUMBER” = YES
“LENGTH UNIT SYSTEM” = дюйм
“LENGTH” = 0,0001 (дюйм)
“REAL NUMBER” = YES
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 1 (мм)
“REAL NUMBER” = YES
“LENGTH UNIT SYSTEM” = дюйм
“LENGTH” = 1 (дюйм)
“REAL NUMBER” = YES
“LENGTH UNIT SYSTEM” = мм
“LENGTH” = 0,01 (мм)
“REAL NUMBER” = YES
Пример
• Предположим, что VTOFH[1] = 4,2 мм
Если VC1 = VTOFH[1],
VC1 = 4200
• Предположим, что VTOFH[1] = 5 (или 5,0)
VTOFH[1] = 0,005 мм
• Предположим, что VTOFH[1] = 1,5 дюйма
Если VC1 = VTOFH[1],
VC1 = 15000
• Предположим, что VTOFH[1] = 1 (или 1,0)
VTOFH[1] = 0,0001 мм
• Предположим, что VTOFH[1] = 4,2 мм
Если VC1 = VTOFH[1],
VC1 = 4,2
• Предположим, что VTOFH[1] = 2 (или 2,0)
VTOFH[1] = 2 мм
• Предположим, что VTOFH[1] = 1,5 дюйма
Если VC1 = VTOFH[1],
VC1 = 1,5
• Предположим, что VTOFH[1] = 2 (или 2,0)
VTOFH[1] = 2 мм
• Предположим, что VTOFH[1] = 4,2 мм
Если VC1 = VTOFH[1],
VC1 = 420
• Предположим, что VTOFH[1] = 5 (или 5,0)
VTOFH[1] = 0,05 мм
То же, что и 3.
То же, что и 4.
То же, что и 3.
То же, что и 4.
• Предположим, что VTOFH[1] = 4,2 мм
Если VC1 = VTOFH[1],
VC1 = 4,20
• Предположим, что VTOFH[1] = 5 (или 5,0)
VTOFH[1] = 5 мм
6087-Е
280
Раздел 11. Задача пользователя
Дополнения
• Если указать системную переменную только для чтения с левой стороны,
возникнет неполадка.
• Если для системных переменных установить EMPTY, установится "0".
• Системные переменные можно считывать и записывать даже в режиме
блокировки станка.
• Не используйте системные переменные в режиме коррекции на радиус
режущего инструмента.
Коррекция на радиус режущего инструмента выполняется на основе данных для
трех точек – фактической позиции, запрограммированной заданной точки и
следующей запрограммированной заданной точки. Поэтому кадр, следующий за
выполненным кадром, считывается заранее. Функция переменной выполняется,
когда считывается кадр команд, то есть перед выполнением позиционирования на
запрограммированной заданной точке. Однако это не всегда применимо, так как
буферное считывание может быть отменено из-за установки параметра.
11-2. ЗАДАЧА ПОЛЬЗОВАТЕЛЯ 2
Задача пользователя 2 позволяет использовать системные переменные, а также
логические и функциональные операции, в дополнение к функциям, доступным в
задаче пользователя 1. Также можно выбирать функцию входных/выходных
переменных.
11-2-1. ВХОДНЫЕ/ВЫХОДНЫЕ ПЕРЕМЕННЫЕ
Основная
программа
[Формат]
Входная переменная: VDIN[выражение]
Номер входной переменной
Выходная переменная: VDOUT[выражение]
Номер выходной переменной
Подпрограмма
Внешнее устройство
Программаграфик
Выходная переменная
Входная
переменная
Входные/выходные переменные могут делать ссылку или обновлять входной/
выходной сигнал, внешний для системы, в то время как системные переменные
используются как внутренние данные.
• Входные/выходные переменные также определяются системой, на них можно
ссылаться (входная переменная) или их можно обновлять (выходная
переменная) в программе-графике, основной программе или подпрограмме.
• Использование
программы
управления,
составленной
с
помощью
входных/выходных переменных и логических и функциональных операций,
дает возможность контролировать внешние устройства.
6087-Е
281
Раздел 11. Задача пользователя
[Подробности]
• Также добавляется функция системных переменных (контроль таймера,
создание сообщений о неполадках пользователя), которые эффективны для
использования входных/выходных переменных.
• Входная/выходная переменная делает ссылку или обновляется после того,
как выполнена предыдущая последовательность.
• При обновлении (определение слева от знака равно "=") входной переменной
или при ссылке (определение справа от знака равно "=") выходной
переменной возникает сообщение о неполадке.
Входные переменные (VDIN)
№ входной
переменной
Содержание данных
Устройство ввода
Считывание битовых данных 16 входных точек
1: ВКЛ 0: ВЫКЛ.
1 – 16
бит
Номер (n) соответствует "биту".
17
Считывание 1-байтных данных; n = 9 – 16 соответствует битам от 0 до 7
18
Считывание 1-байтных данных; n = 1 – 8 соответствует битам от 0 до 1
20
1000
1001
1002
1003
1004
Считывание данных из одного слова; n = 1 – 16 соответствует битам от 0
до 15
Несинхронизированный счетчик времени; 0,001 сек.
Несинхронизированный счетчик времени; 1 сек.
Несинхронизированный счетчик времени; мин сек.
Несинхронизированный счетчик времени;1 час
Несинхронизированный счетчик времени; 1 день
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
*: Данные в 1000 – 1004 обнуляются (0) при включении питания; они не обнуляются
при операции сброса ЧПУ.
6087-Е
282
Раздел 11. Задача пользователя
Выходные переменные (VDOUT)
№ входной
переменной
Содержание данных
Устройство ввода
Считывание битовых данных 16 входных точек
1: ВКЛ 0: ВЫКЛ.
1 – 16
бит
Номер (n) соответствует "биту".
17
Выводит 1-байтные данные; n = 9 – 16 соответствует битам от 0 до 7
18
Выводит 1-байтные данные; n = 1 – 8 соответствует битам от 0 до 1
20
Выводит данные из одного слова; n = 1 – 16 соответствует битам от 0 до 15
990 – 993
998
Используется для создания следующего сообщения о неполадке:
№ сообщения о неполадке
990: Alarm D 4209
991: Alarm C 3220
992: Alarm B 2395
993: Alarm A 1244
Выводит на экран коды сообщений о неполадках пользователя в следующем
формате:
VDOUT[n] = XXXX
Здесь "n" означает номер выходной переменной для уровня неполадки (A – D).
"XXXX" означает код сообщения о неполадке пользователя.
Здесь XXXX – это десятичное число от 0 до 9999 с подавленными лидирующими
нулями.
Пример: VDOUT[992] = 2
означает 2395 Alarm B User reserve code 2
Отменяет неполадку D4209, появившуюся из-за номера выходной переменной 990.
Изображение неполадки D стирается.
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
Ввод устройства
ввода/вывода
6087-Е
283
Раздел 11. Задача пользователя
Сообщение о неполадке
На экран можно вывести обозначенные пользователем подсообщения для
неполадок, определенных пользователем.
Обозначения подсообщения можно установить в системной переменной VUACM.
VUACM
[Формат]
VUACM[n]
n: Выражение нижнего индекса в диапазоне от 1 до 16.
VUACM[n] = 'строка символов (в пределах 16 символов)' Опишите строку символов
между апострофами.
[Подробности]
• Когда в VUACM установлено подсообщение, оно отображается на экране в
строке сообщения о неполадке, когда возникает неполадка, обозначенная
пользователем.
• VUACM стирается с помощью операции сброса ЧПУ. Если данные символа
установлены в VUACM с присвоенным номером половины нижнего индекса
при стертом VUACM, доступного дисплея нет.
Сразу после сброса ЧПУ,
VUACM [3] = 'ABC'… Номер нижнего индекса должен начинаться с "1".
• Допустимый диапазон нижнего индекса – от "1" до "16", и если указан нижний
индекс вне этого диапазона, возникает сообщение о неполадке.
• Символы, превышающие 16, игнорируются.
• Данные в конце: последний набор данных обозначают конец всех данных.
VUACM[1] = ‘ABCDEFG’
VUACM[3] = ‘123’
С указанной выше установкой, дисплей будет "AB123".
VUACM[1] = '^строка символов'
Символ "^" (циркумфлекс) в начале строки символов между апострофами
преобразует прописные буквы в строчные.
• Чтобы вставить апостроф в строке символов, поставьте друг за другом два
апострофа.
• Символ "^" и один из двух апострофов, стоящих друг за другом, не считаются
за символ.
6087-Е
284
Раздел 11. Задача пользователя
Дополнения
• Переменные VDIN можно указывать только в правой части команды
управления. Если их указать с левой стороны, возникнет неполадка. (См. п.
11-2-2 о математических функциях.)
• Переменные VDOUT можно указывать только в левой части команды
управления. Если их указать с правой стороны, возникнет неполадка.
Поэтому если требуется ссылка на предыдущее состояние вывода, выведите
его с помощью другого типа переменной, такой как локальная или общая
переменная, затем войдите в эту переменную.
Числовые значения справа от десятичной точки округляются.
• Если в выходной переменной используется значение, больше допустимого
размера отдельных переменных, возникает неполадка.
Бит: 0 или 1
Байт: 0 – 255
Слово: 0 – 65535
• EMPTY считается нулем (0).
• Операции ввода/вывода выполняются с входными/выходными переменными
даже во время режима блокировки станка.
• Операции сброса ЧПУ не влияют на состояние ввода и вывода. Выходные
сигналы стираются, если питание выключить, а затем снова включить.
• Выходные переменные выводятся на внешний интерфейс в течение 25,6 мсек.
после выполнения команды.
Это значит, что два выходных сигнала можно выводить одновременно, если
они обозначены друг за другом.
VDOUT[1] = 1
VDOUT[2] = 1
• Не используйте системные переменные в режиме коррекции на радиус
режущего инструмента.
Коррекция на радиус режущего инструмента выполняется на основе данных
для трех точек – фактической позиции, запрограммированной заданной точки
и следующей запрограммированной заданной точки. Поэтому кадр,
следующий за выполненным кадром, считывается заранее. Функция
переменной выполняется, когда считывается кадр команд, то есть перед
выполнением позиционирования в запрограммированной заданной точке.
Однако это не всегда допустимо, так как буферное считывание может быть
отменено из-за установки параметра.
6087-Е
285
Раздел 11. Задача пользователя
Пример применения входных/выходных переменных
Предположим, что информация относительно вида данных выводится из ЧПУ во
внешнее устройство, а соответствующие однобайтные данные вводятся в ЧПУ из
внешнего устройства. Этот процесс ввода и вывода требует нижеприведенной
процедуры:
Вид данных
Внешнее
устройство
ЧПУ
Строб чтения данных
1-байтные данные
Строб чтения данных
Процедуру, указанную выше, можно выполнить путем записи подпрограмм.
Вид данных
VDOUT[17]
Строб чтения данных
(из ЧПУ во внешнее устройство)
VDOUT[1]
1-байтные данные из внешнего устройства
VDOUT[17]
Строб чтения данных
(из внешнего устройства в ЧПУ)
VDOUT[1]
Основная программа
Подпрограмма
Таймер: 1 сек.
Таймер: 5 сек.
(*) Этот кадр команд создает сообщение о неполадке, если строб чтения данных из внешнего
устройства не включается в течение 5 секунд.
6087-Е
286
Раздел 11. Задача пользователя
11-2-2. МАТЕМАТИЧЕСКИЕ ФУНКЦИИ
Возможны различные типы операций с использованием переменных. Эти функции
можно программировать тем же способом, что и общие вычисления.
[Формат программирования]
Символ адреса, Переменные = Выражение
В дополнение к математическим функциям, доступным с задачей пользователя 1,
математическая функция задачи пользователя 2 поддерживает логические и
функциональные операции.
Математические функции задачи пользователя 1 см. в п. "11-1-3. Математические
функции".
Логические операции
Операция
Матем. название
Пример операции
VDOUT[17]
Логическое ИЛИ
Логическое И
Исключающее ИЛИ
Отрицание
* 1: Вышеуказанные примеры предназначены для входных и выходных переменных.
2: Поставьте пробел (указанный в таблице знаком ) перед символом логических операций и
после него.
3: Значения в столбце VDOUT указывают значения VDOUT[17] для VDIN[17] = 01101010 и VDIN[18]
= 00011100.
6087-Е
287
Раздел 11. Задача пользователя
Функции
Операция
Математическое название
Пример операции
Примечание
Синус
Косинус
Тангенс
Арксинус
Арккосинус
Арктангенс (1)
Диапазон значений: -90° 90° (*4)
Арктангенс (2)
Квадратный корень
Абсолютное значение
Преобразование десятичных
данных в двоичные
4 байта
Преобразование двоичных
данных в десятичные
4 байта
Ввод целого числа
(округление)
Ввод целого числа
(усечение)
Ввод целого числа
(увеличение)
Ввод целого числа
единицы
(округление)
Ввод целого числа
единицы
(усечение)
Ввод целого числа
единицы
(увеличение)
Остаток
(*1) Переменные и номера после символов функциональной операции должны быть
заключены в квадратные скобки. Они также используются для указания
приоритета порядка выполнения операции.
(*2) Когда в квадратных скобках указаны два элемента, их нужно разделить запятой.
(*3) Столбец VC1 указывает значение, полученное операции слева, когда VC2 равно
60.
6087-Е
288
Раздел 11. Задача пользователя
(*4) Арктангенс (1) (ATAN)
θ = ATAN[b/a]
Арктангенс (2) (ATAN)
θ = ATAN2[b/a]
(*5) Значение ATAN2[b/a] представляет угол точки, определенной значениями
координат (a,b). Его диапазон от -180° до 180°.
Пример:
VC2 = ATAN2[1, [-SQRT[3]]]
(*6) Если значение VDIN[17] – "01011001" (BCD), результат операции VC1 = 59.
(*7) Если значение VC1 равно 59, результат VDIN[17] = "01011001".
(*8) В этом примере единица измерения установки – мм.
Если в качестве единиц измерения выбраны дюймы, значения будут усечены,
округлены в бóльшую или в меньшую сторону до четвертой позиции справа от
десятичной точки.
Раздел 12. Программыграфики
6087-Е
290
Раздел 12. Программы-графики
12-1. ОБЗОР
Программы-графики позволяют непрерывно обрабатывать различные типы
заготовок без вмешательства оператора с помощью устройства смены поддонов и
других устройств автоматической загрузки или разгрузки.
• Программа-график указывает порядок выполнения нескольких основных
программ.
• Программа-график – это набор следующих пяти кадров.
Если указаны другие кадры, возникает сообщение о неполадке.
Программа должна завершаться кадром END.
a. Кадр PSELECT выбирает и выполняет основную программу.
b. Кадр GOTO выполняет безусловный переход.
c. Кадр IF выполняет условный переход.
d. Кадр VSET устанавливает переменные.
e. Кадр END завершает программу-график.
• Эти команды должны быть указаны в начале и сразу после названия
последовательности.
• Комментарии, указанные между круглыми скобками и непрерывными линиями,
указанными с помощью '$', действительны.
• Размер программы-графика имеет ограничения, как показано в таблице в п.
"1-10. Методы управления и объем ЗУ для хранения программ" в Разделе 1.
a. Для метода A, общий размер для основных программ, подпрограмм,
библиотечных программ и программ-графиков находится в пределах
объема операционного буфера.
b. Для метода B, общий размер для разделенных основных программ,
подпрограмм, библиотечных программ и программ-графиков находится в
пределах объема операционного буфера. (Основная программа вызывается
для операционного буфера после разделения.)
c. Для метода S, общий размер для разделенных основных программ,
библиотечных программ и программ-графиков находится в пределах
объема операционного буфера. (Основная программа вызывается для
операционного буфера после разделения.)
Операции программы-графика, такие как выбор программы, см. в "Функции
программы-графика", Раздел 5 "Управление в автоматическом режиме в главе "II.
Управление" Руководства по эксплуатации.
Ниже описаны кадры, указываемые в программе-графике.
6087-Е
291
Раздел 12. Программы-графики
12-2. КАДР PSELECT
[Функция]
Кадр PSELECT выбирает и выполняет основные программы для обрабатываемой
заготовки.
• Эта функция ищет указанный файл для указанной основной программы,
выбираемой в качестве программы обработки. Эта функция также ищет
указанный файл подпрограммы или файл системной подпрограммы и файл
подпрограммы изготовителя для требуемых подпрограммы и автоматически
выбирает их.
• После завершения выбора начинается выполнение программы, если
покадровая функция выключена, либо выполнение программы не начинается
сразу, а приостанавливается, пока не будет дан сигнал запуска цикла, если
покадровая функция включена. Выбранные программы повторно выполняются
так, как они указаны.
• Если система находится не в автоматическом режиме, выбор и выполнение
основной программы откладываются, пока система не будет установлена в
автоматическом режиме.
[Формат программирования]
Команды должны быть указаны в следующем порядке:
PSELECT [fm], [pm], [fs] [;OP ], [n] (CR) или (LF)
Команды, заключенные в [ ], можно опустить. Обратите внимание, что "," также
можно опустить, если все пункты после нее опущены.
(1) fm: Имя файла основной программы
3 символа
В пределах 16 символов
Название устройства
Имя файла
3 символа
Расширение
* Введенные данные, заключенные в [ ], можно пропустить.
• Если название устройства, имя файла и/или расширение опущены,
считается, что используются введенные данные, "MD1", "A" и "MIN",
соответственно. Если все введенные данные для "fm" опущены, считается,
что используется "MD1:A.MIN".
• Сообщение о неполадке возникает, если в имени файла основной
программы используется "*" или "?".
• Сообщение о неполадке возникает, если указанного файла не существует.
(2) pm: Имя основной программы
В пределах 5 символов
• Если ввод "pm" пропущен, считается, что установлено имя первой
программы в файле, установленном с помощью "fm".
• Сообщение о неполадке возникает, если в выбранном файле основной
программы указанной программы не существует, fm.
6087-Е
292
Раздел 12. Программы-графики
• Сообщение о неполадке возникает, если в указанной основной программе
не указаны M02 или M30, обозначающие конец программы.
(3) fs: Имя файла подпрограммы
3 символа
В пределах 16 символов
3 символа
Имя файла
Расширение
Название устройства
* Введенные данные, заключенные в [ ], можно пропустить.
• Введенные данные "fs" можно опустить, когда:
a. В основной программе команда вызова подпрограммы не указана.
b. Подпрограмма, вызываемая из основной программы или подпрограммы,
существует в MD1:*.SSB (системная подпрограмма) или в MD1:*.MSB
(подпрограмма изготовителя).
c. Требуемые подпрограммы, кроме SSB и MSB, содержатся в файле
основной программы. Если указано fs, название устройства и расширение
можно пропустить. Значения по умолчанию для названия устройства и
расширения "MD1" и "SUB", соответственно. Поэтому если все
пропущено, считается, что файл не указан.
• Сообщение о неполадке возникает, если общее количество используемых
подпрограмм превышает 126.
• Сообщение о неполадке возникает, если "RTS", который означает конец
подпрограммы, не указан.
• Сообщение о неполадке возникает, если имя требуемой подпрограммы в
диапазоне от OO000 до OO999 не существует в файле подпрограммы
изготовителя.
• Сообщение о неполадке возникает, если имя требуемой подпрограммы вне
диапазона от OO000 до OO999 не существует в файле, указанном с
помощью "fs", или в файле системной подпрограммы.
• Сообщение о неполадке возникает, если файл, указанный с помощью "fs",
не существует.
(4) n: Счетчик повторений
Выражение
Q: Количество повторений (указывается адресом)
Диапазон установки от 1 до 9999, и если ввод "n" пропущен, считается, что
используется "1".
Сообщение о неполадке возникает, если указано число вне диапазона от 1 до
9999.
=: Вместо "=" можно использовать символ " ". "=" можно пропустить, если сразу
после него стоит числовое значение.
6087-Е
293
Раздел 12. Программы-графики
(5) OP: Спецификации опций
a. Спецификация опции S
Эта команда не для поиска подпрограмм.
Опция S существенно сокращает время, требуемое для выполнения команды
PSELECT.
Эта функция эффективна только для основных программ. Если используется
функция подпрограммы или функция ветвления, возникает сообщение о
неполадке.
Опция S действительна только в методе управления B, а в методе управления
A она недействительна.
Разницу между методом A и методом B, со спецификацией опции S и без нее,
см. далее в таблице "Требования к программе в каждом методе выполнения
программы".
b. Спецификация опции A
Спецификация опции A всегда выбирает метод A выполнения программы,
независимо от метода выполнения программы, выбранного на экране MAIN
PROGRAM SELECT (MEMORY MODE) (выбор основной программы (режим
памяти)).
c. Спецификация опции B
Спецификация опции B всегда выбирает метод B выполнения программы,
независимо от метода выполнения программы, выбранного на экране MAIN
PROGRAM SELECT (MEMORY MODE).
6087-Е
294
Раздел 12. Программы-графики
• Требования к программе в каждом методе выполнения программы
Пункт
Метод выполнения программы
Основная программа
Ограничение
Подпрограмма
размера
Библиотечная
программы
программа
Программа-график
Функция подпрограммы
Функция ветвления
Основная программа
Назначение
перехода,
Подпрограмма
указанного в
Библиотечная
команде
программа
ветвления
Программа-график
Ограничение метки последовательности
основной программы
Время выбора программы
Программа
нормального размера
Метод A
Большая программа
Метод B
Метод S
Общий размер
программы 1,8 МБ
Общий размер
программы 1,8 МБ
2 ГБ
Общий размер
программы 2 МБ
Не применяется
(неполадка)
Не применяется
(неполадка)
Применяется
Применяется
Применяется
Применяется
Метка
последовательности
или номер
последовательности
Метка
последовательности
или номер
последовательности
-
Без ограничений
Без ограничений
Без ограничений
*1
*1
Полностью завершена
*1. Время варьируется в зависимости от размера выбранной программы
12-3. КАДР ВЕТВЛЕНИЯ
Функция ветвления программы-графика, которая идентична Разделу 11, п. 1-1.
"Функции ветвления", попадает в кадры GOTO и IF, которые обеспечивают
безусловное и условное ветвление, соответственно.
(1) Кадр GOTO
[Функция]
Кадр GOTO выполняет безусловное изменение последовательностей программы.
Назначение перехода указано с помощью названия последовательности сразу
после команды GOTO.
[Формат программирования]
Команды должны быть указаны в следующем порядке:
Указывает назначение перехода
6087-Е
295
Раздел 12. Программы-графики
(2) Кадр IF
[Функция]
Кадр IF выполняет условное изменение последовательностей программы. Если
условие "истинное", последовательность ветвится на назначение перехода. Если
условие "ложное", оно переходит к следующей последовательности.
[Формат программирования]
Команды должны быть указаны в следующем порядке:
Выражение
Оператор сравнения
Выражение
Указывает назначение перехода
Операторы сравнения включают LT (<), LE ( ), EQ (=), NE ( ), GE ( ), GT (>).
Подробнее см. в таблице в п. "11-1-1. Функция ветвления" в разделе 11.
12-4. КАДР УСТАНОВКИ ПЕРЕМЕННЫХ
[Функция]
Команда 'VSET' используется для установки переменных в программе-графике.
[Формат программирования]
Команды должны быть указаны в следующем порядке:
Переменная
Выражение
Переменная
Выражение
Переменная в левой части:
Укажите
общую,
системную
или
выходную
переменную. Если в левой части указана другая
переменная, возникает сообщение о неполадке.
Правая часть:
Сообщение о неполадке возникает, если указана
выходная переменная.
12-5. КАДР КОНЦА ПРОГРАММЫ-ГРАФИКА
[Функция]
В конце программы-графика нужно всегда указывать кадр "END". Все кадры,
указанные после "END", недействительны.
[Формат программирования]
END
Раздел 13. Прочие
функции
6087-Е
297
Раздел 13. Прочие функции
13-1. СПЕЦИФИКАЦИЯ ИНДЕКСИРОВАНИЯ СТОЛА
Для дополнительной спецификации индексирования оси существуют спецификации
индексирования на 5 градусов и на 1 градус.
Следующее объяснение предполагает, что ось B установлена как четвертая ось.
13-1-1. КОМАНДЫ ИНДЕКСИРОВАНИЯ НА 5 ГРАДУСОВ
[Формат программирования]
или
.
: Команды можно указывать в единицах 5 градусов (десятичные доли округляются в меньшую
сторону), а запрограммированный диапазон - от 0 до 360 градусов.
Обратите внимание, что система единиц для этой команды не соответствует системе единиц,
выбранной для программирования.
[Подробности]
• Команды выполняются как абсолютные даже в инкрементном режиме.
• Направление вращения поворотного стола указывается с помощью M15 и M16.
M15: Направление вперед (по часовой стрелке)
M16: Направление назад (против часовой стрелки)
Пример:
На рисунке ниже индексирование до торца (b), а затем индексирования обратно до
торца (a) указывается серией команд, указанных ниже.
M15
B90
M16
B0
6087-Е
298
Раздел 13. Прочие функции
• В режиме G01, команду B нужно программировать в кадре, не содержащем
другие команды движения осей. В этом случае команда B выполняется на
высокой скорости подачи (режим G00). В режиме G00 ее можно
запрограммировать с другими командами движения осей в том же кадре.
Пример:
Перемещение оси B в режиме постоянного цикла
Поворотный
стол
13-1-2. КОМАНДЫ ИНДЕКСИРОВАНИЯ НА 1 ГРАДУС
[Формат программирования]
или
.
: Команды можно указывать в единицах 1 градус (десятичные доли округляются в меньшую
сторону), а запрограммированный диапазон - от 0 до 360 градусов.
Обратите внимание, что система единиц для этой команды не соответствует системе единиц,
выбранной для программирования.
[Подробности]
• Команды выполняются как абсолютные даже в инкрементном режиме.
• Направление вращения поворотного стола указывается с помощью M15 и M16.
M15: Направление вперед (по часовой стрелке)
M16: Направление назад (против часовой стрелки)
Пример:
На рисунке ниже индексирование до торца (b), а затем индексирования обратно до
торца (a) указывается серией команд, приведенных ниже.
M15
B90
M16
B0
6087-Е
299
Раздел 13. Прочие функции
• В режиме G01, команду B нужно программировать в кадре, не содержащем
другие команды движения осей. В этом случае команда B выполняется на
высокой скорости подачи (режим G00). В режиме G00 ее можно
запрограммировать с другими командами движения осей в том же кадре.
Пример:
Перемещение оси B в режиме постоянного цикла
Поворотный
стол
6087-Е
300
Раздел 13. Прочие функции
13-1-3. КОМАНДЫ 0,001 ГРАДУСА (ОПЦИЯ)
Со спецификацией команды 0,001° можно выбрать, обрабатывается ли ось как
вращающаяся, что позволяет обозначать операцию в пределах диапазона до 360
градусов, либо она обрабатывается аналогично линейной оси (многооборотной оси),
диапазон управления для которой не ограничен.
Команда вращающейся оси
[Формат программирования]
или
Единица 0,001° (0,0001°): –360,000 ≤ B ≤ 360,000 (–360,0000 ≤ B ≤ 360,0000)
Система единиц соответствует установке LENGTH и ANGLE дополнительного
параметра ЧПУ (INPUT UNIT SYSTEM).
Программирование возможно в единицах 0,001°, 0,0001° или 1°.
[Подробности]
• Направление вращения поворотного стола указывается с помощью M15 и M16.
M15: Направление вперед (по часовой стрелке)
M16: Направление назад (против часовой стрелки)
В относительном режиме направление вращения стола определяется так, как
указано ниже.
Положительное значение команды: Направление вперед (по часовой стрелке)
Отрицательное значение команды: Направление назад (против часовой стрелки)
• Как и с линейными осями (X, Y и Z), возможны рабочая подача в режиме G01, а
также обозначение линейной интерполяции в сочетании с линейной осью.
Однако в этой операции необходимо учитывать следующее при определении
скорости подачи.
В кадре, где указана только ось B, F100 значит "100 градусов/мин.". Однако если
команда оси B указана в одном кадре с другими командами оси, F100
интерпретируется как "100 мм/мин." или "100 дюймов/мин.".
• Пример 1:
Предположим, что "r" на рисунке слева равно 100 мм,
тогда ось B вращается со скоростью 100 градусов/мин.,
когда запрограммировано "G91 G01 B100 F100".
Фактическая скорость резания (окружная скорость на заготовке в точке
резания) равна:
100 x 2 x 3,14 x (100/360) = 174 мм/мин.
6087-Е
301
Раздел 13. Прочие функции
• Пример 2:
Если указано “G91 G01 B360 Z-50 F100”.
Расстояние движения оси вычисляется как:
363,456 мм
Скорость подачи равна 100 мм/мин.
Время, требуемое для перемещения осей на запрограммированное
расстояние, равно:
363,456/100 = 3,6 мин.
Команда многооборотной оси
[Формат программирования]
или
Единица 0,001° (0,0001°): –9999,999 ≤ B ≤ 9999,999 (–9999,9999 ≤ B ≤ 9999,9999)
Система единиц соответствует установке LENGTH и ANGLE дополнительного
параметра ЧПУ (INPUT UNIT SYSTEM).
Программирование возможно в единицах 0,001°, 0,0001° или 1°.
[Подробности]
• Направление вращения определяется в соответствии с относительной позицией
заданной точки относительно фактической позиции, независимо от режима
определения размеров (абсолютный или относительный).
Когда заданная точка расположена в направлении, в котором значения координат
увеличиваются относительно фактической позиции, ось вращается вперед. Если
она находится в направлении, в котором значения координат уменьшаются, ось
вращается назад.
Обозначение M15/M16 игнорируется.
• Пределы хода (положительный/отрицательный) фиксированы.
Предел хода (положительный): 9720,000 (9720,0000)
Предел хода (отрицательный): -9720,000 (-9720,0000)
При сбросе ЧПУ значение координат заготовки текущего стола можно установить
на значение диапазона от 0 до 359,999 градуса путем использования пункта "Set
the current workpiece coordinate value of multi-turn axis within 360° when resetting the
NC" (Установите текущее значение координат заготовки многооборотной оси в
пределах 360° при сбросе ЧПУ" в параметре вращающейся оси.
6087-Е
302
Раздел 13. Прочие функции
13-2. УГЛОВЫЕ КОМАНДЫ
[Формат]
Угловая команда позволяет определять заданную точку значением координат одной
оси в указанной плоскости и углом, который образует линия с горизонтальной осью.
[Формат программирования]
: Угол (единица: градус)
Единицу команды угла можно изменить с помощью установки LENGTH и ANGLE
дополнительного параметра ЧПУ (INPUT UNIT SYSTEM).
Можно указывать отрицательное значение.
• В плоскости XY
Эквивалентно командам
"N2 G01 X200 Y157.735".
[Дополнение]
Если угловая команда используется для определения точки, не указывайте обе оси
указанной плоскости. Указывайте только одну ось.
6087-Е
303
Раздел 13. Прочие функции
13-3. КОМАНДА ОТМЕНЫ ВЕЛИЧИНЫ РУЧНОГО СДВИГА
[Формат]
Команда отмены величины ручного сдвига отменяет общее расстояние, смещенное
при ручном вмешательстве во время автоматического управления, с помощью
команды в программе без использования переключателей на панели управления.
Функция отмены величины ручного сдвига обновляет значения координат без
фактического перемещения осей.
[Формат программирования]
MITCAN
Существуют два шаблона программирования. Обратите внимание, что можно
указывать команду пропуска кадра.
• Без номера (метки) последовательности
MITCAN
• C номером (меткой) последовательности
N***MITCAN
Управление
(1) Когда выполняется команда отмены величины ручного сдвига (MITCAN),
величина ручного сдвига отменяется, и данные фактической позиции станка
принимаются как вычисленное значение. В этой обработке фактическое
движение оси не выполняется.
• Пример:
• Перед отменой величины ручного сдвига
(Величина ручного сдвига) (Вычисленное значение) (Данные фактической позиции)
• После отмены величины ручного сдвига
(Величина ручного сдвига)
(Вычисленное значение) (Данные фактической позиции)
(2) Если команда движения оси указана в относительно режиме (G91) сразу после
отмены величины ручного сдвига, она выполняется как инкрементное значение
относительно предыдущей указанной команды.
• Пример 1: Предположим, что величина ручного сдвига равна X = 50, Y = 50, а Z
= 0.
• Движения оси
6087-Е
304
Раздел 13. Прочие функции
• Операции
N100
N101
N102
N103
Позиционирование выполняется на (X, Y, Z) = (450, 350, 0) в системе координат
заготовки.
И значение команды, и вычисленное значение (X, Y, Z) = (400, 300, 0).
Вычисленное значение обновляется до (X, Y, Z) = (450, 350, 0).
Позиционирование выполняется на (X, Y, Z) = (420, 350, 0) в системе координат
заготовки.
Значение команды (X, Y, Z) = (420, 300, 0).
Вычисленное значение (X, Y, Z) = (420, 350, 0).
Позиционирование выполняется на (X, Y, Z) = (420, 310, 0) в системе координат
заготовки.
Значение команды (X, Y, Z) = (420, 310, 0).
Вычисленное значение (X, Y, Z) = (420, 310, 0).
Выполняется позиционирование в позиции, в которой величина ручного
сдвига прибавляется к вычисленному значению. То есть, оси перемещаются
из предыдущей вычисленной позиции, в соответствии с указанной командой,
с величиной ручного сдвига, прибавленной к значению команды.
• Пример 2: Предположим, что
Величина ручного сдвига равна X = 50, Y = 50, а Z = 0.
Позиция смены инструмента равна X = 700, Y = 0, Z = 0.
• Движения оси
• Операции
N100
N101
N102
N103
Позиционирование выполняется на (X, Y, Z) = (450, 350, 0) в системе координат
заготовки.
И значение команды, и вычисленное значение (X, Y, Z) = (400, 300, 0).
Вычисленное значение выполняется до позиции смены инструмента (X, Y, Z) = (700, 0,
0).
Значение команды (X, Y, Z) = (400, 300, 0).
Вычисленное значение (X, Y, Z) = (650, -50, 0).
Вычисленное значение обновляется до (X, Y, Z) = (700, 0, 0).
Позиционирование выполняется на (X, Y, Z) = (420, 310, 0) в системе координат
заготовки.
Значение команды (X, Y, Z) = (420, 310, 0).
Вычисленное значение (X, Y, Z) = (420, 310, 0).
6087-Е
305
Раздел 13. Прочие функции
[Подробности]
• Сообщение о неполадке возникает, если команда отмены величины ручного
сдвига (MITCAN) выполняется в режиме коррекции на радиус режущего
инструмента или в режиме 3D-коррекции.
• Перед выполнением перезапуска последовательности величину ручного сдвига
необходимо отменить. Обратите внимание, что величину ручного сдвига нельзя
отменить, если команда MITCAN указана в кадре в операции перезапуска
последовательности или в кадре для перезапуска последовательности.
• Перед
командой
MITCAN
можно
указать
только
номер
(метку)
последовательности и команду пропуска кадра.
• Команду MITCAN нужно указывать без других команд в одном кадре.
Пример:
Эти команды игнорируются.
13-4. ФУНКЦИЯ ФОРМАТА ПЕЧАТИ
[Функция]
С помощью этой функции можно указать формат печати при выполнении оператора
печати.
Распечатывание с помощью команд печати со спецификацией формата (PRINTF и
SPRINTF), печать в соответствии с форматом, указанным системной переменной
VFMT [α,β] для спецификации формата печати. Следующие системные переменные,
которые зафиксированы с помощью PRINT и SPRINT, не являются исключением при
печати с помощью PRINTF и SPRINTF. Не используйте команды печати со
спецификацией формата при выполнении печати с фиксированным форматом для
следующих переменных.
VRBDG
VINTG
VNUM
VOK
VOK2
VPCNT
(1) Системная переменная формата печати VFMT
Это переменная для задания формата печати данных при выпуске команды
печати со спецификацией формата (PRINTF и SPRINTF). Эта переменная
используется только в операторе PRINTF или SPRINTF.
VFMT [α,β]
α: Количество цифр перед десятичной точкой (0 – 8)
β: Количество цифр после десятичной точки (0 – 8)
Значение должно быть 8 ≥ α + β.
Если десятичная точка включена в α, β, цифры после десятичной точки
усекаются, и значение рассматривается как целое число.
Если значение больше отображенного числа цифр, замените его на
максимально возможное значение.
При сбросе ЧПУ и включении питания оно устанавливается как VFMT [5, 3].
VFMT [0, 0] того же формата, что и оператор PRINT.
6087-Е
306
Раздел 13. Прочие функции
• Пример) Когда VC1 = -12,35
Если VFMT [1,1], значение равно "-9,9".
(2) Системная переменная контроля принтера VPRT
Эффективность функции блокировки ведущего пробела с помощью команды
печати с командой формата BIT3
Удалите пробелы перед номерами.
0… Функция блокировки ведущего пробела эффективна Пример) X-12,345
1… Функция блокировки ведущего пробела неэффективна Пример) X__-12,345
• Пример) Когда VC1 = -1234,5678, VC2 = -1,3
PRINTF "AAA =" VFMT [3,5] VC1 "__BBB=" VFMT [2,2] "_END"
Если BIT3 VPRT равно "1"
Если BIT3 VPRT равно "0"
AAA=1234,568__BBB=-1,30_END
AAA=_1234,568__BBB=-1,30_END
Раздел 14. Управление
файлами
6087-Е
308
Раздел 14. Управление файлами
14-1. ФАЙЛЫ
(1) Программы выполняются, после того как они были сохранены в памяти ЧПУ.
(2) Память имеет объем хранения 2 ГБ и может одновременно хранить несколько
программ.
(3) Чтобы упростить обработку сохраненных программ, каждая сохраняется в
соответствующих файлах под разными именами. Это аналогично хранению
документов в файлах в отдельных ячейках или шкафчиках.
На следующем рисунке показана схема системы управления файлами.
Конструкция системы
[Объяснения]
Память (банк данных)
Ящики или
шкафчики
Ящики или
шкафчики
Различные файлы
Файл осн.
программы
Файл подпрограммы
Основная программа
Файл
сист.подпрограммы
Файл программыграфика
Файлы документов или
журнал
Файлы документов
Файл
Подпрограмма
Название компании
Имя или номер
программы
Имя или
номер осн.
программы
Имя или
номер подпрограммы
Имя или номер
сист. подпрограммы
Программаграфика
Операционная карта MCV
Операционная карта
программы обработки
Система управления файлами
(4) Система управления файлами состоит из следующих трех видов:
• Память (банк данных)
Соответствует ячейке или шкафчику, где данные хранятся в файлах.
• Различные файлы
Каждый файл состоит из документов или журналов.
• Имя или номер программы
Номера и имена программы соответствуют отдельным документам
(операционная карта)
6087-Е
309
Раздел 14. Управление файлами
14-2. РАЗЛИЧНЫЕ ФАЙЛЫ
Файлы могут быть эквивалентны файлам документов или журналов, и каждому
файлу одного типа заготовки присваивается имя (имя файла), которое состоит из
главного имени файла и расширения.
Имя файла должно состоять максимум из 16 буквенно-числовых символов, включая
знак минус, начиная с буквенного символа. Расширение должно состоять из 3
символов, начиная с буквенного, и отделяться от имени главного файла точкой (.)
Типы файлов:
• Файл основной программы: [Имя главного файла].MIN
• Файл подпрограммы: [Имя главного файла].SUB
• Файл системной подпрограммы: [Имя главного файла].SSB
• Файл подпрограммы изготовителя: [Имя главного файла].MSB
• Файл библиотечной программы: [Имя главного файла].LIB
• Файл программы-графика: [Имя главного файла].SDF
(1) Файл основной программы
Это файл, который формирует основные программы.
Файл основной программы можно использовать, чтобы регистрировать
подпрограммы, которые вызываются из основной программы, сформированной
в нем.
(2) Файл подпрограммы
Это файл подпрограмм.
Когда цикл обработки нужно выполнить с программами в этом файле,
необходимо указать имя подпрограммы при выборе программ.
(3) Файл системной подпрограммы
При вызове и использовании подпрограмм, они всегда должны указываться с
помощью выбора программы. Однако при использовании подпрограммы в
системной подпрограмме, не нужно указывать подпрограмму путем выбора
программ.
(4) Файл подпрограммы изготовителя
Этот файл обрабатывается тем же путем, что и файл системной подпрограммы.
В этом файле формируются подпрограммы, созданные фирмой-изготовителем
станка для автоматизации.
(5) Файл библиотечной программы
В основном, для использования подпрограммы в режиме ручного ввода данных
при вводе нужного номера подпрограммы, такого как CALL O100, основную
программу, которая вызывала эту подпрограмму, нужно выбирать заранее.
Путем формирования подпрограмм, которые часто вызываются в режиме
ручного ввода данных в файле библиотечной программы, их можно легко
запросить.
6087-Е
310
Раздел 14. Управление файлами
(6) Файл программы-графика
Программа-график автоматически выполняет обработку различных видов
заготовок, последовательно используя устройство смены поддонов или другие
автоматические устройства, без изменения настройки, выполняемой
оператором. В этой программе-графике вы можете указывать порядок
выполнения нескольких основных программ.
Раздел 15. Приложение
6087-Е
312
Раздел 15. Приложение
15-1. ТАБЛИЦА G-КОДОВ (ВКЛЮЧАЯ ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ)
G-код
G00***
G01***
G02
G03
G04**
G09**
G10*
G11
G14**
G15
G16**
G17***
G18***
G19***
G20**
G21**
G22***
G23***
G30**
G31**
G33
G37
G38
G39**
G-группа
1
2
18
3
64
4
5
15
6
16
17
1
22
84
G40*
7
G41
G42
G41*
G42
G45
G46
G47
G50*
G51
G53***
G54
G55
G56***
G57
G58
G59
G60
G61
G62**
G64*
G68
G69
G71**
G72**
G73
G74
G76
G79
G80*
8
7
9
10
1
14
19
14
24
21
23
11
Функции
Позиционирование
Линейная интерполяция
Круговая интерполяция – Винтовое резание (по часовой стрелке)
Круговая интерполяция – Винтовое резание (против часовой стрелки)
Выстой
Точная остановка
Отмена G11
Параллельный и вращательный сдвиг системы координат
Обозначение имени оси
Выбор системы координат заготовки (модальная)
Выбор системы координат заготовки (однократная)
Выбор плоскости: XY
Выбор плоскости: ZX
Выбор плоскости: YZ
Подтверждение дюймового ввода
Подтверждение метрического ввода
Предел программируемого шага включен
Отмена предела программируемого шага
Позиционирование в исходной позиции
Функция пропуска
Непостоянный цикл для нарезания резьбы
Отмена G38
Режим уменьшения подвода включен
Команды I, J, K и G39 игнорируются в угловой круговой интерполяции (с вектором)
Отмена коррекции на радиус режущего инструмента (G41, G42)
Отмена коррекции на сторону инструмента (G45, G46)
Отмена коррекции на переднюю кромку (G47)
Коррекция на радиус режущей кромки, слева
Коррекция на радиус режущей кромки, справа
Отмена 3D-коррекции (G44)
3D-коррекция включена
Коррекция на сторону инструмента для обработки по 5 осям, слева
Коррекция на сторону инструмента для обработки по 5 осям, справа
Коррекция на переднюю кромку включена
Отмена увеличения и уменьшения геометрической формы
Включение увеличения и уменьшения геометрической формы
Отмена коррекции на длину инструмента
Коррекция на длину инструмента, ось X
Коррекция на длину инструмента, ось Y
Коррекция на длину инструмента, ось Z
Коррекция на длину инструмента, 4-я ось
Коррекция на длину инструмента, 5-я ось
Коррекция на длину инструмента, 6-я ось
Однонаправленное позиционирование
Режим точной остановки включен
Режим программируемого зеркального изображения
Режим резания включен
Наклонная координата выключена
Наклонная координата включена
Обозначение уровня возврата для M53
Обозначение опорной точки шаблона (позиция запуска) для функции вычисления координат
Постоянный цикл, цикл скоростного сверления
Постоянный цикл, цикл обратного нарезания резьбы метчиком
Постоянный цикл, чистовое растачивание
Постоянный цикл, цикл изменяемого шага
Постоянный цикл, модальная отмена
6087-Е
313
Раздел 15. Приложение
G-код
G81
G82
G83
G84
G85
G86
G87
G88
G89
G90***
G91***
G92**
G93
G94***
G95***
G96**
G97**
G100***
G101**
G102**
G103**
G104**
G105**
G106**
G107**
G108**
G109**
G110**
G111**
G112**
G113**
G114**
G115**
G116**
G117**
G118**
G119**
G120**
G130*
G131
G133*
G134
G137*
G138
G139*
G140
G141*
G142
G143
G145
G146
G147
G148*
G149
G150
G151*
G152**
G153**
G154*
G-группа
12
20
13
20
74
32
Функции
Постоянный цикл, центровочное растачивание
Постоянный цикл, зенкование по цилиндру
Постоянный цикл, цикл сверления глубоких отверстий
Постоянный цикл, цикл нарезания резьбы метчиком
Постоянный цикл, цикл растачивания
Постоянный цикл, цикл растачивания
Постоянный цикл, цикл обратного растачивания
Постоянный цикл, цикл многопроходного растачивания
Постоянный цикл, цикл растачивания
Режим абсолютного определения размеров
Режим относительного определения размеров
Установка системы координат заготовки
Обратнозависимая подача
Режим "подач в минуту"
Режим "подач на оборот"
Установка локальной системы координат
Функция пересчета координат
Отмена режима MODIN макрокоманды, выбранного с помощью G101 – G110
Тип MODIN макрокоманды G-кода
32
Тип CALL макрокоманды G-кода
92
89
61
90
91
66
93
1
91
89
91
Контроль скоростной контурной обработки выключен
Контроль скоростной контурной обработки включен
Контроль постоянной окружной скорости выключен
Контроль постоянной окружной скорости включен
Режим контурной обработки выключен
Режим контурной обработки включен
Специальная линейная интерполяция G00 выключена
Специальная линейная интерполяция G00 включена
Проточка канавок инструмента выключена
Проточка канавок инструмента включена
Команда позиции вращающейся оси (под контролем вращающейся оси с помощью Super Hi-NC)
Режим возврата в опорную точку шаблона
Режим возврата в конечную точку шаблона
Команда позиции системы координат станка
Функция продольного точения выключена
Функция продольного точения включена
Автоматическое ускорение/торможение включено
Отмена автоматического ускорения/торможения
Автоматическое ускорение
Автоматическое торможение
Контроль траектории шпинделя выключен
6087-Е
314
Раздел 15. Приложение
G-код
G155
G159**
G164**
G165**
G166**
G167*
G168
G169
G170*
G171
G172
G173
G174*
G175
G176*
G177
G178*
G179
G180*
G181
G182*
G183
G184
G185
G186*
G187
G188*
G189
G192*
G193
G194*
G195
G196
G197
G256
G260*
G261
G266*
G267
G272
G273
G274
G281
G282
G283
G284
G296*
G297
G300**
G336**
G337**
G414
G415
G424**
G429**
G430
G431
G432
G-группа
50
95
91
90
1
78
72
1
65
66
70
68
69
81
79
81
83
11
61
33
100
98
60
54
55
Функции
Контроль траектории шпинделя включен
Команда отключения проверки в заданной позиции
Команда остановки непрерывного кругового движения в продольном точении
Команда запуска непрерывного кругового движения (по часовой стрелке) в продольном точении
Команда запуска непрерывного кругового движения (против часовой стрелки) в продольном точении
Контроль поворотного стола и шпинделя выключен
Контроль поворотного стола и шпинделя включен
Коррекция на длину инструмента на режущей кромке включена
Отмена коррекции на длину инструмента на режущей кромке и в аксиальном направлении
Коррекция на длину инструмента в аксиальном направлении включена
3D-дуга окружности, произвольная
3D-дуга окружности, последовательность
Нарезание цилиндрической стороны выключено
Нарезание цилиндрической стороны включено
Отмена игнорирования F-, S-кодов
Игнорирование F-, S-кодов
Постоянный цикл нарезания резьбы в направлении 1-й оси на плоскости
Постоянный цикл нарезания резьбы в направлении 2-й оси на плоскости
Отмена коррекции на вращение насадки
Коррекции на вращение насадки; вперед
Коррекции на вращение насадки; влево
Коррекции на вращение насадки; назад
Коррекции на вращение насадки; вправо
Коррекции на вращение насадки; вниз
Отмена режима контроля допустимых значений
Режим контроля допустимых значений включен
Отмена коррекции на длину 2-го инструмента
Коррекция на длину 2-го инструмента включена
Постоянный цикл; отмена обнаружения верхней поверхности
Постоянный цикл; обнаружение верхней поверхности включено
Постоянный цикл; отмена обнаружения поломки инструмента
Постоянный цикл; обнаружение поломки инструмента включено
Контроль постоянной окружной скорости включен
Контроль постоянной окружной скорости выключен
Спецификация плоскости проекции 3D-дуги окружности
Коррекция на отклонение шпинделя выключена
Коррекция на отклонение шпинделя включена
Концевой выключатель отмечен
Концевой выключатель не отмечен
Постоянный цикл; Нарезание резьбы метчиком в глубоких отверстиях
Постоянный цикл; Скоростное нарезание резьбы метчиком в глубоких отверстиях и обратное
нарезание резьбы метчиком
Постоянный цикл; Синхронное нарезание резьбы метчиком, обратное нарезание резьбы метчиком
Постоянный цикл; Сверление малых диаметров и глубоких отверстий
Постоянный цикл; Синхронное нарезание резьбы метчиком в глубоких отверстиях
Постоянный цикл; Скоростное синхронное нарезание резьбы метчиком в глубоких отверстиях
Постоянный цикл; Синхронное нарезание резьбы метчиком
Отмена G297
Команда S в режиме оси С (команда S рассматривается как позиция шпинделя.)
Отмена MODIN макрокоманды G301 – G349 (ЧПУ P. B №34 бит 3:1)
Функция I-MAP-A; Постоянный цикл резания по кругу (по часовой стрелке)
Функция I-MAP-A; Постоянный цикл резания по кругу (против часовой стрелки)
Отвод выключен
Отвод включен
Запуск измерения ошибки индуктосина (триггер запуска создания данных)
Команда изменения параметра для тяжелой заготовки
Режим токарной обработки выключен
Режим токарной обработки включен
Коррекция на токарный инструмент выключена
6087-Е
315
Раздел 15. Приложение
G-код
G433
G434
G435
G436
G437
G438**
G442
G443
G444
G445
G448
G450
G452
G453
G467
G468
G469
G480
G481
G482
G483
G484
G485
G486
G487
G488
G501 –
G580
*:
**:
***:
G-группа
97
99
101
104
108
110
85
109
106
105
111
112
113
77
Функции
Коррекция на токарный инструмент включена
Резание без эффекта с предварительным обнаружением интерференции выключено
Резание без эффекта с предварительным обнаружением интерференции включено
Отмена спецификации оси стационарной регулировки
Спецификация оси стационарной регулировки
Сброс текущей позиции многооборотного поворотного стола
Автоматический контроль обработки Navi M-I выключен
Автоматический контроль обработки Navi M-I включен
Контроль коррекции на позицию инструмента выключен
Контроль коррекции на позицию инструмента включен
Функция автоматической установки параметра веса
Команда максимальной скорости с функцией токарной обработки
Коррекция ошибки геометрической формы, Режим коррекции на опорную точку выключен
Коррекция ошибки геометрической формы, Режим коррекции на опорную точку включен
Команда индексирования по направлению оси инструмента, функция обработки наклонной
поверхности по 5 осям
Функция обработки наклонной поверхности по 5 осям, наклонная поверхность выключена
Функция обработки наклонной поверхности по 5 осям, наклонная поверхность включена
M-LAP, Конец определения контура
M-LAP, Начало определения контура, продольное (1-я ось)
M-LAP, Начало определения контура, поперечное (2-я ось)
M-LAP, Начало определения формы заготовки
M-LAP, Изменение условий резания в цикле токарной обработки прутка
M-LAP, Цикл токарной обработки прутка
M-LAP, Копирование цикла токарной обработки
M-LAP, Цикл чистовой токарной обработки
M-LAP, Цикл непрерывного нарезания резьбы
Макрокоманда G-кода, переключаемая между MODIN и CALL
Уже установлено, после включения питания.
Действительно только в указанном кадре.
Исходное состояние можно установить соответствующим параметром.
6087-Е
316
Раздел 15. Приложение
15-2. ТАБЛИЦА МНЕМОКОДОВ (ВКЛЮЧАЯ ДОПОЛНИТЕЛЬНЫЕ
ФУНКЦИИ)
Мнемокод
EIN
DIN
RTI
READ
WRITE
FOPENA
FOPENB
FWRITC
CLOSE
NURBS
NOINC
MITCAN
CALIN
CALOUT
TRDL
TRDT
OMIT
RSTRT
LAA
ARC
GRDX
GRDY
DGRDX
DGRDY
SQRX
SQRY
BHC
GRON
GROF
GRSK
GRER
GRST
Группа
73
63
88
1
40
26
27
71
29
30
56
57
58
GRCI
GRCV
RTMCR
NOEX
CALL
RTS
MODIN
MODOUT
GOTO
IF
DEF
DELETE
SAVE
PMIL
PMILR
FMILR
FMILF
RMILO
RMILI
COPY
COPYE
59
38
34
27
28
62
31
39
Функции
Функция прерывания программы; Действительна
Функция прерывания программы; Недействительна
Функция прерывания программы; Код конца
Функция READ/WRITE GET/PUT; Считывание с внешнего устройства
Функция READ/WRITE GET/PUT; Запись на внешнее устройство
Функция READ/WRITE GET/PUT; Файл A открыт
Функция READ/WRITE GET/PUT; Файл B открыт
Функция READ/WRITE GET/PUT; Запись в файл
Функция READ/WRITE GET/PUT; Закрывание файла
Круговая интерполяция NURBS
G90 эффективна в команде одного кадра (абсолютной) (используется только для системы)
Отмена ручного сдвига
Вызов кадра для каждой подпрограммы включен
Отмена вызова кадра для каждой подпрограммы
Сложный постоянный цикл; Нарезание резьбы в направлении 1-й оси на плоскости
Сложный постоянный цикл; Нарезание резьбы в направлении 2-й оси на плоскости
Функция вычисления координат; Пропуск
Функция вычисления координат; Перезапуск
Функция вычисления координат; Линия на углу
Функция вычисления координат; Дуга
Функция вычисления координат; Сетка X
Функция вычисления координат; Сетка Y
Функция вычисления координат; Двойная сетка X
Функция вычисления координат; Двойная сетка Y
Функция вычисления координат; Квадрат X
Функция вычисления координат; Квадрат Y
Функция вычисления координат; Окружность отверстия под болты
Графическая траектория инструмента; Скоростное рисование включено
Графическая траектория инструмента; Скоростное рисование выключено
Графическая траектория инструмента; Пропуск траектории инструмента (не отображается)
Графическая траектория инструмента; удаление траектории инструмента
Графическая траектория инструмента; Установка данных траектории инструмента
Графическая траектория инструмента; Графическое рисование системы координат
недействительно (координата заготовки)
Графическая траектория инструмента; Графическое рисование системы координат действительно
(указанная координата)
Конец обработки макрокоманды (создается в системе)
Указывает последовательность, которая только считывается, но не выполняется.
Подпрограмма; Простой вызов
Подпрограмма; Код конца простого вызова
Подпрограмма; Вызов после режима позиционирования включен
Подпрограмма; Вызов после режима позиционирования выключен
Команда ветвления; Безусловный переход
Команда ветвления; Условный переход
Функция анимации UGC (команда графики пользователя); Объявление регистрации
Функция анимации UGC (команда графики пользователя); Оператор для удаления
Функция анимации UGC (команда графики пользователя); Резервное копирование банка
Обработка участка; Фрезерование глубоких выемок (зигзагообразное)
Обработка участка; Фрезерование глубоких выемок (спиральное)
Обработка участка; Торцовое фрезерование (черновое)
Обработка участка; Торцовое фрезерование (чистовое)
Обработка участка; Круговое фрезерование (Снаружи)
Обработка участка; Круговое фрезерование (Внутри)
Параллельный/вращательный сдвиг локальной системы координат включен (начальная
установка)
6087-Е
317
Раздел 15. Приложение
Мнемокод
CLEAR
DRAW
MOPLD
MSG
NMSG
PRINT
LPRINT
SPRINT
CHFC
CHFR
LMW
LMV
MHPS
Группа
58
60
35
41
76
25
61
RQNFL
60
NCYL
RTMDI
PREG
PRINTF
SPRINTF
TPRF
PRMDO
PRMDI
CONEO
CAMCV
PGEND
PCIR
RCIRO
RCIRI
RSQRO
RSQRI
RSQCO
36
37
60
TAPR
PRSOL
HORN
BOUNS
CONEI
SPHRO
SPHRI
LCONO
LCONI
RLDPN
TLFON
TLFOFF
41
85
33
43
TLFR
44
TLOK
TLCO
TLID
TLDC
DA
DB
DC
HA
HB
HC
44
46
86
87
47
48
Функции
Параллельный/вращательный сдвиг локальной системы координат выключен (величина
приращения)
Функция анимации; Удаление графики
Функция анимации; Рисование заготовки
Функция MOP-TOOL; Запрос на считывание файла данных инструмента
Индикатор сообщения
Возврат в предыдущее изображение
Функция печати
Функция печати (Обозначение двухбайтных символов)
Функция печати (Нет построчной подачи)
Функция снятия фаски с произвольным углом (Снятие фаски)
Функция снятия фаски с произвольным углом (Закругление)
Значение коррекции на погрешность шага резьбы: Автоматически установлено
Значение коррекции на погрешность шага резьбы: Ссылка
Выбор программы робота/загрузчика
Запрос на выбор следующей программы из многотомных файлов (используется только для
системы)
Постоянный цикл; Нет движения оси цикла
Код конца MDI (используется только для системы)
Регистрация подпрограмм
Функция отформатированной печати
Функция отформатированной печати (Нет построчной подачи)
Постоянный цикл; Скоростное профилирование (функция обработки спиральной нарезкой)
Функция I-MAP-B; Обработка цельной формы (выпуклая пирамида)
Функция I-MAP-B; Обработка цельной формы (вогнутая пирамида)
Функция I-MAP-B; Обработка цельной формы (выпуклый конус)
Функция I-MAP-B; Обработка цельной формы (круговая интерполяция кулачков)
Функция I-MAP-B; Обработка выступа (конечная установка)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование глубоких выемок)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование: Внешнее)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование: Внутреннее)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование для радиуса угла: Внешнее)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование для радиуса угла: Внутреннее)
Функция I-MAP-A; Цикл обработки участка (Круговое фрезерование для снятия фаски с угла:
Внешнее)
Функция I-MAP-B; Обработка выступа (линейная)
Функция I-MAP-B; Обработка выступа (выпуклая дуга)
Функция I-MAP-B; Обработка выступа (вогнутая дуга)
Функция I-MAP-B; Обработка выступа (прямая линия, касательная верхней стороны окружности)
Функция I-MAP-B; Обработка цельной формы (вогнутый конус)
Функция I-MAP-B; Обработка цельной формы (выпуклая полусфера)
Функция I-MAP-B; Обработка цельной формы (вогнутая полусфера)
Функция I-MAP-B; Обработка цельной формы (выпуклый горизонтальный конус)
Функция I-MAP-B; Обработка цельной формы (вогнутый горизонтальный конус)
Функция I-MAP-B; Обработка цельной формы (наклонная 3D-интерполяция)
Контроль износа инструмента включен
Контроль износа инструмента выключен
Контроль износа инструмента; Передача всего оставшегося времени ко всем номерам
инструментов
Контроль износа инструмента; Изменение NG на OK
Контроль износа инструмента; Команда номера счетчика
Контроль износа инструмента; Счетчик использованных инструментов
Контроль износа инструмента; Сброс счетчика использованных инструментов
Номер коррекции на радиус 1-го режущего инструмента
Номер коррекции на радиус 2-го режущего инструмента
Номер коррекции на радиус 3-го режущего инструмента
Номер коррекции на 1-й инструмент
Номер коррекции на 2-й инструмент
Номер коррекции на 3-й инструмент
6087-Е
318
Раздел 15. Приложение
Мнемокод
CASCME
CASCTL
Группа
102
Функции
Спецификация файла модели заготовки (Система предупреждения столкновений)
Спецификация файла модели инструмента (Система предупреждения столкновений)
15-3. ТАБЛИЦА M-КОДОВ
M-код
Группа
M00
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Остановка программы
После
Однократный
Дополнительная остановка
После
Однократный
Конец программы
После
Однократный
Запуск шпинделя заготовки (по
часовой стрелке)
Одновременно
Модальный
Запуск шпинделя заготовки (против
часовой стрелки)
Одновременно
Модальный
После
Модальный
После
Однократный
Одновременно
Одновременно
Модальный
Модальный
После
Модальный
После
После
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
После
После
После
После
После
После
После
После
После
После
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Однократный
Одновременно
Модальный
Одновременно
Модальный
Функция
1
01
02
18
03
04
2
05
Остановка шпинделя
06
3
07
08
8
10
09
24
10
11
30
12
22
15
5
16
17
19
20
21
22
23
24
25
26
27
30
32
33
2
31
32
33
35
18
Замена инструмента вертикального
шпинделя
Масляный туман СОЖ включен
Насос для СОЖ включен
Система для СОЖ выключена
(M07, 08, 12, 50, 51, 59 выключены)
Зажим оси A
Разжим оси A
Продувка стружки воздухом
включена
Поворотное индексирование стола
по 4-й оси по часовой стрелке
Поворотное индексирование стола
по 4-й оси против часовой стрелки
Индексирование индексирующей
головки против часовой стрелки
Ориентирование шпинделя (вперед)
Зажим оси B
Разжим оси B
Зажим оси Y
Разжим оси Y
Зажим оси Z
Разжим оси Z
Зажим оси C
Разжим оси C
Конец ленты
Защитное ограждение от
разбрызгивания закрыто
Защитное ограждение от
разбрызгивания открыто
Примечания
Шпиндель и остановка
СОЖ
(Можно выбирать с
помощью установки
параметра)
Сброс ЧПУ
Вращает шпиндель
заготовки против
часовой стрелки, если
смотреть со стороны
заготовки.
Вращает шпиндель
заготовки по часовой
стрелке, если смотреть
со стороны заготовки.
Команда эффективна
только для M73-M76
6087-Е
319
Раздел 15. Приложение
M-код
Группа
40
41
11
42
43
44
45
46
47
48
49
50
23
51
52
53
12
13
54
57
58
34
59
25
60
4
62
63
64
65
66
67
68
69
70
71
72
3
Функция
Диапазон высокий/средний –
высокий/средний – низкий/низкий
Диапазон высокий/средний –
высокий/средний – низкий
Диапазон высокий/средний –
высокий
Диапазон высокий
AAC (F) 1 Сброс следующей насадки
AAC (F) 1 Подготовка к смене
насадки
AAC (F) 1 Нет следующей насадки
AAC (F) 1 Нет следующей насадки
AAC (T) 1 Сброс следующей насадки
AAC (T) 1 Подготовка к смене
насадки
Сквозная подача СОЖ через
инструмент, низкое давление
включено
Сквозная подача СОЖ через
инструмент, высокое давление
включено
Уровень возврата в постоянном
цикле, Верхний предел
Уровень возврата в постоянном
цикле, Указанный уровень
Уровень возврата в постоянном
цикле, Уровень точки R
Зажим оси W
Разжим оси W
Продувка стружки воздухом
включена
Команда смены поддона
Подготовка к замене инструмента
вертикального шпинделя
Нет следующего инструмента для
ATC
Цикл возврата к следующему
инструменту
Подготовка ATC
Непрерывная смена инструмента
между вертикальным и
горизонтальным шпинделями (тот же
инструмент)
Непрерывная смена инструмента
между вертикальным и
горизонтальным шпинделями (другой
инструмент)
Зажим инструмента вертикального
шпинделя
Разжим инструмента вертикального
шпинделя
Ручная смена инструмента
Ручная смена инструмента в насадке
Подготовка к смене инструмента
горизонтального шпинделя
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Однократный
Одновременно
Однократный
Одновременно
Одновременно
Одновременно
Однократный
Однократный
Однократный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
После
После
Модальный
Модальный
Одновременно
Модальный
После
Однократный
После
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
После
Модальный
После
Модальный
После
После
Однократный
Однократный
После
Модальный
Примечания
ЗК на шпинделе
автоматически
определяются с
помощью команды
скорости шпинделя.
F: Напольный тип
T: Настольный тип
6087-Е
320
Раздел 15. Приложение
M-код
Группа
73
74
75
76
15
77
78
79
81
82
83
84
85
87
88
89
90
91
93
94
95
3
98
101
102
103
104
105
106
107
108
109
110
111
112
115
6
116
118
119
2
Функция
Поворотная головка, передняя
позиция
Поворотная головка, левая позиция
Поворотная головка, задняя позиция
Поворотная головка, правая позиция
Смена инструмента горизонтального
шпинделя
Зажим инструмента горизонтального
шпинделя
Разжимание инструмента
горизонтального шпинделя
Автоматическое позиционирование 1
на оси W
Автоматическое позиционирование 2
на оси W
Автоматическое позиционирование 3
на оси W
Автоматическое позиционирование 4
на оси W
Автоматическое позиционирование 5
на оси W
Масляный туман/продувка воздухом
включены
Пылеуловитель включен
Пылеуловитель выключен
Режим цикла масляного тумана для
вертикального шпинделя включен
Режим цикла продувки стружки
воздухом в просверленном под
резьбу отверстии включен
Подача СОЖ через шпиндель под
средним давлением/2-я СОЖ
включена
Индексирование насадки вперед
Индексирование насадки назад
Режим цикла масляного тумана для
горизонтального шпинделя включен
Выбор поддона 1
Выбор поддона 2
Выбор поддона 3
Выбор поддона 4
Выбор поддона 5
Выбор поддона 6
Выбор поддона 7
Выбор поддона 8
Выбор поддона 9
Выбор поддона 10
Выбор поддона 11
Выбор поддона 12
Поворотный стол 5-й оси по часовой
стрелке
Поворотный стол 5-й оси против
часовой стрелки
Ориентирование шпинделя (назад)
Ориентирование шпинделя (вперед/
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
После
Однократный
После
После
После
Однократный
Однократный
Однократный
После
Однократный
После
Модальный
После
Модальный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
Одновременно
Однократный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Однократный
Однократный
Одновременно
Модальный
После
После
После
После
После
После
После
После
После
После
После
После
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Одновременно
Модальный
Одновременно
Модальный
После
После
Модальный
Модальный
Примечания
Действительно для M90,
91 и 98
Выключается с помощью
M90
6087-Е
321
Раздел 15. Приложение
M-код
Группа
Функция
назад)
Душ для заготовок включен
Продувка насадки воздухом
включена/продувка воздухом
режущей кромки включена
Насос для СОЖ 2 включен
Контактный датчик включен
120
121
125
127
130
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Условие для вращения шпинделя
для рабочей подачи выключено
Одновременно
Модальный
Условие для вращения шпинделя
для рабочей подачи включено
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
После
Модальный
Модальный
После
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
После
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
Модальный
После
Модальный
После
Однократный
9
131
132
133
134
37
16
135
136
17
137
138
139
140
141
35
39
142
143
144
145
19
146
147
148
149
150
151
152
153
154
155
157
20
Одиночный кадр недействителен
Одиночный кадр действителен
Ручная коррекция скорости
шпинделя недействительна
Ручная коррекция скорости
шпинделя действительна
Ручная коррекция скорости подачи
недействительна
Ручная коррекция скорости подачи
действительна
Холостой ход недействителен
Холостой ход действителен
Задержка недействительна
Задержка действительна
Обнаружение перегрузки шпинделя
недействительно
Обнаружение перегрузки шпинделя
действительно
Подвод тактильного датчика
Отвод тактильного датчика
Продувка заготовки воздухом
выключена
Продувка заготовки воздухом
включена
Зажим заготовки (крепление 1)
Разжим заготовки (крепление 1)
Спецификация группы СОЖ,
Вертикальный шпиндель
Спецификация группы СОЖ,
Горизонтальный шпиндель
Спецификация группы СОЖ, 3-я
группа
Спецификация группы СОЖ, 4-я
группа
Продувка датчика воздухом
выключена
Продувка датчика воздухом
включена
AAC (2 ст.), Нет следующего
инструмента
Примечания
Рабочая подача (G01,
G02, G03) включена,
даже если шпиндель не
вращается.
Рабочая подача (G01,
G02, G03) выключена,
даже если шпиндель
вращается.
6087-Е
322
Раздел 15. Приложение
M-код
Группа
AAC (2 ст.), Сброс следующего
инструмента
AAC (2 ст.), Подготовка к
следующему инструменту
Загрузка поддона PPC
Разгрузка поддона PPC
Длинный инструмент, Нет
следующего инструмента
Длинный инструмент, Подготовка к
следующему инструменту
Спецификация режима возврата
активного инструмента ATC
AAC (F), Смена насадки
AAC (Е), Смена насадки
Длинный инструмент, Команда
смены инструмента
AAC (2 ст.), Команда смены насадки
Режим пылеулавливания, продувка
воздухом
Угловая насадка, Смена инструмента
Режим пылеулавливания, включен
Режим пылеулавливания, выключен
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Внешний сигнал M
Автоматическое позиционирование 1
на оси W
Автоматическое позиционирование 2
на оси W
Автоматическое позиционирование 3
на оси W
Автоматическое позиционирование 4
на оси W
Автоматическое позиционирование 5
на оси W
Автоматическое позиционирование 6
на оси W
Автоматическое позиционирование 7
на оси W
Автоматическое позиционирование 8
на оси W
Автоматическое позиционирование 9
на оси W
Автоматическое позиционирование
10 на оси W
158
159
160
161
163
165
166
170
171
172
173
176
177
178
179
181
182
183
184
185
186
187
188
190
191
192
193
194
195
196
197
198
199
201
202
203
204
205
Функция
26
Макрокоманда M-кода
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
После
Однократный
После
Однократный
После
После
Однократный
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
После
После
Однократный
Однократный
После
Однократный
После
Однократный
Одновременно
Однократный
После
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Однократный
Модальный
Модальный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
Одновременно
Однократный
Примечания
Спецификация
защитного кожуха для
следующего
инструмента
F: Напольный тип
T: Настольный тип
Стоечный тип
AT-ATC
Когда для параметра
пользователя станка
(бит) №3, бит 1
установлен "1", внешний
сигнал M выводится
после завершения
движения оси.
Для спецификации 10-го
уровня автоматического
позиционирования по
оси W
6087-Е
323
Раздел 15. Приложение
M-код
Группа
Функция
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Однократный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
230
42
231
232
41
233
234
235
51
236
237
238
239
278
279
280
281
282
283
284
285
286
287
40
Направление коррекции на длину
инструмента; Используется, как есть
Направление коррекции на длину
инструмента; Используется после
изменения направления на обратное
Направление 3D-коррекции на длину
инструмента; Используется, как есть
Направление 3D-коррекции на длину
инструмента; Меняется на обратное
и используется
Выбор ЗК для синхронного
нарезания резьбы метчиком: Низкий,
средний-низкий, средний-высокий,
высокий
Выбор ЗК для синхронного
нарезания резьбы метчиком:
Средний-низкий, средний-высокий,
высокий
Выбор ЗК для синхронного
нарезания резьбы метчиком:
Средний-высокий, высокий
Выбор ЗК для синхронного
нарезания резьбы метчиком:
Высокий
Ручная коррекция программного
обеспечения недействительна
Ручная коррекция программного
обеспечения действительна
Транспортер для удаления стружки
выключен
Транспортер для удаления стружки
включен
Счетчик заготовок, увеличение счета
Зажим заготовок (крепление 2)
Разжим заготовок (крепление 2)
Полусухой сквозной, мин.
Полусухой, форсунка, мин.
Полусухой сквозной, макс.
Полусухой, форсунка, макс.
Зажим заготовок (крепление 3)
Примечания
6087-Е
324
Раздел 15. Приложение
M-код
288
289
292
293
Группа
45
294
295
44
296
297
55
298
299
300
301
46
302
306
309
310
311
312
313
314
315
316
4
317
318
319
53
320
321
326
52
327
328
329
331
332
333
57
Функция
Разжим заготовок (крепление 3)
Идентификация поддона
Снятие фаски выключено
Снятие фаски включено
Постоянный сложный цикл; шаблон
резания 1
Постоянный сложный цикл; шаблон
резания 2
Постоянный сложный цикл; шаблон
резания 3
Команда передачи величины
температурной деформации
Обратное вращение шпинделя
выключено
Обратное вращение шпинделя
выключено
Игнорирование ответа вращения
сигнала
Игнорирование ответа M-кода кроме
вращения сигнала
Подтверждение ответа M-кода
Индексирование насадки оси B
Закрывание 2-й автоматической
дверцы
Открывание 2-й автоматической
дверцы
Запрос робота 1
Запрос робота 2
Запрос робота 3
Запрос робота 4
Соединение оси U выключено
Соединение оси U включено
Продувка воздухом по оси U
выключена
Продувка воздухом по оси U
включена
Команда передачи рабочего времени
(DNC-C)
Подвод задней бабки
Отвод задней бабки
Контроль синхронного нарезания
резьбы метчиком выключен
Контроль синхронного нарезания
резьбы метчиком включен
Блокировка шпинделя без
инструмента действительна
Блокировка шпинделя без
инструмента недействительна
6-я поворотная ось по часовой
стрелке
6-я поворотная ось против часовой
стрелки
Команда для передачи следующего
инструмента, указанного командой
TN
Время
выполнения
(относительно
команды
движения оси)
Одновременно
Одновременно
Одновременно
Одновременно
Модальный/
Однократный
Модальный
Однократный
Модальный
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Одновременно
Однократный
Однократный
Одновременно
Модальный
Одновременно
Модальный
После
После
После
После
После
После
Однократный
Однократный
Однократный
Однократный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
Однократный
Примечания
6087-Е
325
Раздел 15. Приложение
M-код
Группа
334
339
340
341
342
343
346
347
351
352
354
355
356
358
359
366
367
368
369
374
375
378
379
385
393
406
407
408
409
440
441
59
Функция
Настройка заготовки завершена
Продувка воздухом сквозь шпиндель
включена
Контроль размещения заготовки
включен
Контроль размещения заготовки
выключен
Подтверждение воздуха при
размещении заготовки включено
Подтверждение воздуха при
размещении заготовки включено
Блокировка вращения по оси B
действительна
Блокировка вращения по оси B
недействительна
Отвод AT в верхнюю часть магазина
(MCV-A II упрощенный 5-торцевой
MC)
Отвод адаптера в верхнюю часть
магазина (MCV-A II упрощенный 5торцевой MC)
Устройство для смыва стружки
выключено
Устройство для смыва стружки
включено
Колебание гнезда магазина в
позицию смены инструмента
Запрос выема поддона из кранаштабелера не допустим
Запрос выема поддона из кранаштабелера допустим
Команда смены инструмента (не в
исходной позиции)
Контактный датчик выключен
Туманоуловитель выключен
Туманоуловитель включен
Бесконтактный датчик; Лазер
выключен
Бесконтактный датчик; Лазер
включен
Обнаружение расхода СОЖ; Режим
контроля включен
Обнаружение расхода СОЖ; Режим
контроля выключен
Зажим заготовки под низким
давлением (крепление 1)
Низкое давление задней бабки
Полусухой сквозной, средн.
Полусухой, форсунка, средн.
Продувка воздухом выключена
Продувка воздухом включена
Вилка APC, душ ниже выключен/
Устройство промывки заслонки APC
выключено
Вилка APC, душ ниже включен/
Время
выполнения
(относительно
команды
движения оси)
Одновременно
Модальный/
Однократный
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Примечания
6087-Е
326
Раздел 15. Приложение
M-код
442
443
444
445
446
447
448
449
450
451
452
453
454
455
456
457
458
459
460
461
462
463
464
465
466
467
468
469
470
471
472
473
Группа
Функция
Устройство промывки заслонки APC
включено
Высокое давление воздушной
завесы датчика включено
Низкое давление воздушной завесы
датчика включено
Выбор 1 режима лазерного датчика
включен
Выбор 1 режима лазерного датчика
выключен
Выбор 2 режима лазерного датчика
включен
Выбор 2 режима лазерного датчика
выключен
Промывочный насос загрузочной
станции выключен
Промывочный насос загрузочной
станции включен
Зажим крепления 4
Разжим крепления 4
Зажим крепления 5
Разжим крепления 5
Зажим крепления 6
Разжим крепления 6
Зажим крепления 7
Разжим крепления 7
Зажим крепления 1 под средним
давлением
Зажим крепления 2 под низким
давлением
Зажим крепления 2 под средним
давлением
Промывка оправки выключена
Промывка оправки включена
Встроенная промывка включена
Сторона станка, соединение
соединителя
Сторона станка, разъединение
соединителя
Продувка соединителя воздухом
выключена
Продувка соединителя воздухом
включена
Зажим торцового зубчатого
соединения по оси A
Разжим торцового зубчатого
соединения по оси A
Зажим торцового зубчатого
соединения по оси B
Разжим торцового зубчатого
соединения по оси B
Зажим торцового зубчатого
соединения по оси C
Разжим торцового зубчатого
соединения по оси C
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
Примечания
6087-Е
327
Раздел 15. Приложение
M-код
474
475
476
477
478
479
480
481
482
483
484
485
486
487
488
489
490
492
493
494
495
496
497
498
499
500
501
503
504
505
506
Группа
Функция
Режим контроля обнаружения уровня
СОЖ включен
Режим контроля обнаружения уровня
СОЖ выключен
Режим вращения шпинделя с очень
медленной скоростью включен
Режим вращения шпинделя с очень
медленной скоростью выключен
Тормоз под низким давлением по оси
A включен
Тормоз под низким давлением по оси
A выключен
Тормоз под низким давлением по оси
B включен
Тормоз под низким давлением по оси
B выключен
Тормоз под низким давлением по оси
C включен
Тормоз под низким давлением по оси
C выключен
Контроль установки заготовки (2-й)
включен
Контроль установки заготовки (2-й)
выключен
Маслоотделитель включен
Маслоотделитель включен
Вращение шпинделя воздушной
турбины
Остановка шпинделя воздушной
турбины
Насос для автоматической смазки
маслом включен
Режим скоростного обнаружения
поломки инструмента выключен
Режим скоростного обнаружения
поломки инструмента включен
Режим затвора выключен
Режим затвора выключен
СОЖ для промывки каретки
выключена
СОЖ для промывки каретки
включена
СОЖ для промывки крышки
выключена
СОЖ для промывки крышки
включена
Подвод задней бабки 2
Отвод задней бабки 2
Вращение шпинделя токарного
станка по часовой стрелке
Вращение шпинделя токарного
станка против часовой стрелки
Остановка шпинделя токарного
станка
Ручная коррекция скорости
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
Модальный
Одновременно
Модальный
Примечания
6087-Е
328
Раздел 15. Приложение
M-код
Группа
507
508
509
510
56
511
56
512
513
514
515
516
517
519
520
521
522
523
524
525
526
527
528
529
532
533
534
535
536
537
538
539
540
541
542
543
544
545
548
Функция
шпинделя токарного станка
недействительна
Ручная коррекция скорости
шпинделя токарного станка
действительна
Блокировка шпинделя
Разблокировка шпинделя
Предупреждение столкновений
выключено
Предупреждение столкновений
включено
Запуск выталкивания стружки
Остановка выталкивания стружки
Зажим крепления 8
Разжим крепления 8
Зажим задней бабки
Разжим задней бабки
Ориентирование шпинделя
токарного станка (по часовой
стрелке)
Зуммер завершения операции
выключен
Зуммер завершения операции
включен
2-й щиток ограждения от брызг
закрыт
2-й щиток ограждения от брызг
открыт
Полузажим по оси Y выключен
Полузажим по оси Y включен
Полузажим по оси Z выключен
Полузажим по оси Z включен
Зажим вакуумного патрона
Разжим вакуумного патрона
Крышка устройства смены больших
инструментов закрыта
Крышка устройства смены больших
инструментов открыта
M-код измерительного устройства 1
M-код измерительного устройства 2
M-код измерительного устройства 3
M-код измерительного устройства 4
M-код измерительного устройства 5
M-код измерительного устройства 6
ЗК с низкой скоростью шпинделя
токарного станка
ЗК с высокой скоростью шпинделя
токарного станка
Общая крышка открыта
Общая крышка закрыта
Общая продувка воздухом
выключена
Общая продувка воздухом включена
Контроль установки заготовки (3-й)
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
После
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
После
После
После
После
Одновременно
Одновременно
Модальный
Модальный
Модальный
Модальный
Модальный
Модальный
После
Модальный
После
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Модальный
Модальный
После
Модальный
После
Одновременно
Модальный
Модальный
Примечания
6087-Е
329
Раздел 15. Приложение
M-код
Группа
549
550
551
552
553
554
555
556
557
558
559
560
561
566
567
568
569
570
67
571
67
572
573
574
575
580
581
582
583
584
585
586
Функция
включен
Контроль установки заготовки (3-й)
выключен
Автоматическое позиционирование
11 на оси W
Автоматическое позиционирование
12 на оси W
Автоматическое позиционирование
13 на оси W
Автоматическое позиционирование
14 на оси W
Автоматическое позиционирование
15 на оси W
Автоматическое позиционирование
16 на оси W
Автоматическое позиционирование
17 на оси W
Автоматическое позиционирование
18 на оси W
Автоматическое позиционирование
19 на оси W
Автоматическое позиционирование
20 на оси W
Автоматическое позиционирование
21 на оси W
Автоматическое позиционирование
22 на оси W
Обнаружение поломки инструмента
(Обучение: Память)
Конечное подтверждение
обнаружения поломки инструмента
Крышка поперечины разблокирована
из открытого зафиксированного
состояния
Крышка поперечины в открытом
зафиксированном состоянии
Функция контроля колебания
скорости шпинделя выключена
Функция контроля колебания
скорости шпинделя включена
Зажим крепления 3 под низким
давлением
Зажим крепления 4 под низким
давлением
Зажим крепления 5 под низким
давлением
Зажим крепления 6 под низким
давлением
Внешний сигнал M-кода 10
Внешний сигнал M-кода 11
Внешний сигнал M-кода 12
Внешний сигнал M-кода 13
Внешний сигнал M-кода 14
Внешний сигнал M-кода 15
Внешний сигнал M-кода 16
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
Одновременно
Модальный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
После
Однократный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Одновременно
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Однократный
Примечания
6087-Е
330
Раздел 15. Приложение
M-код
587
588
589
590
591
592
593
Группа
Функция
Продувка датчика воздухом
выключена
Продувка датчика воздухом
включена
Продувка датчика 2 воздухом
выключена
Продувка датчика 2 воздухом
включена
Регистрация обнаружения износа
инструмента
Проверка обнаружения износа
инструмента
Неполадка – обнаружен износ
инструмента
Время
выполнения
(относительно
команды
движения оси)
Модальный/
Однократный
После
Модальный
После
Модальный
После
Модальный
После
Модальный
Одновременно
Однократный
Одновременно
Однократный
Одновременно
Однократный
Примечания
6087-Е
331
Раздел 15. Приложение
Заданное состояние следующих M-кодов может быть отображено на экране в поле
M-кодов (BLOCK).
Примечание: В столбце M-кодов отображается модальное состояние до 26 M-кодов.
6087-Е
332
Раздел 15. Приложение
15-4. ТАБЛИЦА ЗАРЕЗЕРВИРОВАННЫХ СЛОВ ЛОКАЛЬНЫХ
ПЕРЕМЕННЫХ
6087-Е
333
Раздел 15. Приложение
15-5. ТАБЛИЦА СИСТЕМНЫХ ПЕРЕМЕННЫХ
Системная переменная
Формат
Диапазон
установки
От 0 до
±99999,999
Нижний индекс
Преобразование
дюймы/мм
Автоматическое
преобразование
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Данные коррекции на
нуль
Данные коррекции на
длину инструмента
VZOF*
[выражение]
VTOFH
[выражение]
Значение коррекции на
длину инструмента
VTOHT
[a, b]
От 0 до ±999,999
Данные коррекции на
радиус режущего
инструмента
VTOFD
[выражение]
От 0 до ±999,999
Значения коррекции на
радиус режущего
инструмента
VTODT
[a, b]
От 0 до ±999,999
VPSL*
От 0 до
±99999,999
Чтение/
запись
Автоматическое
преобразование
VNSL*
От 0 до
±99999,999
Чтение/
запись
Автоматическое
преобразование
VBLC*
От 0 до 1,000
VINP*
От 0 до 1,000
VHPI*
От 0 до 1,000
VMOF*
От 0 до
±99999,999
Чтение/
запись
Чтение/
запись
Чтение/
запись
Чтение/
запись
Автоматическое
преобразование
Автоматическое
преобразование
Автоматическое
преобразование
Автоматическое
преобразование
VPPL*
От 0 до
±99999,999
Чтение/
запись
Автоматическое
преобразование
VNPL*
От 0 до
±99999,999
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Чтение/
запись
Автоматическое
преобразование
Автоматическое
преобразование
Чтение/
запись
Не изменяется
Значение предела хода
(положительное
направление) (Параметр
пользователя)
Значение предела хода
(отрицательное
направление) (Параметр
пользователя)
Данные компенсации
зазора
Ширина установки в
заданную позицию
Ширина установки в
исходную позицию
Нулевая точка системы
координат станка
Программируемый
предел хода
(положительное
направление)
(Параметр пользователя)
Программируемый
предел хода
(отрицательное
направление)
(Параметр пользователя)
Исходная позиция
Данные точки контакта с
датчиком
Для коммуникаций с
автоматическим
оборудованием
Вычисленное значение
Данные фактической
позиции
Номер активной системы
координат
Номер фактического
инструмента
VHPP*
[выражение]
VSAP*
VNCOM
[выражение]
VRCO*
VAPA*
VACOD
VATOL
От 0 до ±999,999
От 0 до
±99999,999
От 0 до
±99999,999
8 двоичных
разрядов
(1 байт)
Номер рабочей
системы координат
Номер коррекции на
длину инструмента
а: Номер инструмента
b: Номер коррекции на
длину инструмента
(10001-10003)
Номер коррекции на
радиус режущего
инструмента
а: Номер инструмента
b: Номер коррекции на
длину инструмента
(10001-10003)
Чтение/
запись
Чтение/
запись
Чтение/
запись
От 1 до 32
От 1 до 4
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Автоматическое
преобразование
Автоматическое
преобразование
Не изменяется
Не изменяется
6087-Е
334
Раздел 15. Приложение
Системная переменная
Номер следующего
инструмента
Атрибут текущего
инструмента
Номер систем координат,
наборов данных на
инструмент
(код 2 спецификации
ЧПУ)
Код спецификации для
подпрограмм
(код спецификации ЧПУ
№24)
Формат
Диапазон
установки
Нижний индекс
VNTOL
VATLB
[выражение]
1-6
Чтение/
запись
Только
чтение
Только
чтение
Преобразование
дюймы/мм
Не изменяется
Не изменяется
VSPCO
Только
чтение
Не изменяется
VSPSB
Только
чтение
Не изменяется
Блокировка станка
VMLOK
Только
чтение
Не изменяется
Управление принтером
VPCNT
Чтение/
запись
Не изменяется
Чтение/
запись
Не изменяется
Чтение/
запись
Не изменяется
Результат 1
автоматической оценки
спецификации
Результат 2
автоматической оценки
спецификации
VOK1
VOK2
Номер измерения
VNUM
Управление принтером
VINTG
Управление принтером
VPRT
Номер фактического
инструмента
Номер следующего
инструмента
Флаг выбора
обнаружения длины
инструмента/поломки
инструмента
Значение фиксации
скорости подачи
(дополнительный
параметр ЧПУ (длинное
слово) №10)
Графическое
обозначение цвета
VTLCN
VTLNN
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
Чтение/
запись
Чтение/
запись
От 0 до 9999
От 0 до
±99999,999
8 двоичных
разрядов (1
байт)
От 0 до
99999999
От 0 до
99999999
Чтение/
запись
Чтение/
запись
Чтение/
запись
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
VFST
8 двоичных
разрядов (1
байт)
Чтение/
запись
Не изменяется
VFDMX
От 0 до 20000
Только
чтение
Не изменяется
VGCLR
От 0 до 9
Чтение/
запись
Не изменяется
Чтение/
запись
Не изменяется
Только
чтение
Не изменяется
Система единиц
программы
VINCH
Флаг возврата
последовательности
VRSTT
Счетчик часов (часы
работы)
VDTIM [a, b]
Счетчик заготовок
VWRKC [a,
b]
Номер параметра
мониторинга крутящего
VTMNO
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
a. от 1 до 5
b. от 1 до 2
a. от 1 до 4
b. от 1 до 2
От 1 до 5
Только
чтение
Только
чтение
Чтение/
запись
Не изменяется
Не изменяется
Не изменяется
6087-Е
335
Раздел 15. Приложение
Системная переменная
момента
синхронизированного
нарезания резьбы
метчиком
Параметр мониторинга
синхронизированного
нарезания резьбы
метчиком
Номер параметра
мониторинга перегрузки
шпинделя
Параметр мониторинга
ручной коррекции
шпинделя
Скорость подачи,
заданная параметром
символа F1
Максимальное значение
установки символа F1
Данные ускорения/
замедления параметра
символа F1
Выполнение G-кода
Выполнение М-кода
Формат
Диапазон
установки
VTMDT
[выражение]
VSLNO
Нижний индекс
От 1 до 5
От 1 до 5
a: от 1 до 5
VSLDT
[a, b]
b: от 1 до 3
Чтение/
запись
Преобразование
дюймы/мм
Только
чтение
Не изменяется
Чтение/
запись
Не изменяется
Только
чтение
Чтение/
запись
Автоматическое
преобразование
Не изменяется
VPF1F
[выражение]
От 0 до 4000,000
От 1 до 9
Чтение/
запись
Автоматическое
преобразование
VPF1M
[выражение]
От 0 до 4000,000
От 1 до 9
Чтение/
запись
Не изменяется
VPF1C
От 0 до 4000,000
Только
чтение
Не изменяется
VGCOD
[выражение]
VMCOD
[выражение]
Выполнение S-кода
VSCOD
Выполнение F-кода
VFCOD
Выполнение D-кода
VDCOD
Выполнение H-кода
VHCOD
Статус зеркального
изображения
VMRI
Минутный счетчик часов
VPMNT
Минутный счетчик
VRMNT
Счетчик часов для даты
VPHUR
Счетчик часов
VRHUR
Счетчик дней
VQDAT
Величина ручного сдвига
VMSF*
Количество инструментов
АТС
VSPTN
Параметр РРС
VPPCP
Номер поддона РРС
VPLNO
Битовые данные
параметра РРС
М-код автоматического
VPLDT
[выражение]
VECWM
От 1 до 96
От 1 до 64
От 1 до 12
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Автоматическое
преобразование
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
6087-Е
336
Раздел 15. Приложение
Системная переменная
позиционирования
поперечины
Фактический номер
накладной головки
Данные управления
инструментом
Номер группы
инструментов
Данные управления
инструментом
Режим управления
сроком службы
инструмента
Данные управления
инструментом
ОК/флаг NG
Данные управления
инструментом
Флаг срока службы
инструмента
Данные управления
инструментом
Данные установленного
срока службы
инструментом
Данные управления
инструментом
Данные подсчета срока
службы инструмента
Формат
Диапазон
установки
Нижний индекс
VATNT
Чтение/
запись
чтение
Преобразование
дюймы/мм
Только
чтение
Не изменяется
VTLD1
[выражение]
От 0 до 255
Номер управления
инструментом
Чтение/
запись
Не изменяется
VTLD2
[выражение]
От 0 до 9
Номер управления
инструментом
Чтение/
запись
Не изменяется
VTLD3
[выражение]
От 0 до 255
Номер управления
инструментом
Чтение/
запись
Не изменяется
VTLD4
[выражение]
От 0 до 255
Номер управления
инструментом
Чтение/
запись
Не изменяется
VTLD7
[выражение]
От 0 до 32767
Номер управления
инструментом
Чтение/
запись
Не изменяется
VTLD8
[выражение]
От -32768 до
32767
Номер управления
инструментом
Чтение/
запись
Не изменяется
Номер инструмента МОР
VMPT
От 0 до 9
Чтение/
запись
Не изменяется
Номер монитора
МОР/управления
инструментом
VIDT
От 1 до 999
Чтение/
запись
Не изменяется
Управление МОР 1
VMPC1
Чтение/
запись
Не изменяется
Управление МОР 2
VMPC2
Чтение/
запись
Не изменяется
Управление МОР 3
VMPC3
Чтение/
запись
Не изменяется
Управление МОР 4
VMPC4
Чтение/
запись
Не изменяется
Управление МОР 5
VMPC5
Чтение/
запись
Не изменяется
Данные ввода-вывода
(ввод)
Данные ввода-вывода
(вывод)
Тип поддона,
расположенного спереди
станка
Бит дополнительного
параметра
VIRD
[выражение]
VORD
[выражение]
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
8 двоичных
разрядов (1
байт)
Идентификатор
Идентификатор
VPLTK
0: Нет
1: L (А)
2: R (B)
VOPRB
От 0 до 255
От 1 до 64
Только
чтение
Только
чтение
Не изменяется
Не изменяется
Только
чтение
Не изменяется
Чтение/
запись
Не изменяется
6087-Е
337
Раздел 15. Приложение
Системная переменная
Формат
Диапазон
установки
Нижний индекс
Ветвление программы 1
VPBR1
Ветвление программы 2
VPBR1
Дата, время
VTIME
[выражение]
От 1 до 6
Номер инструмента
VPTNO
Номер гнезда
Номер гнезда
VTPNO
Номер инструмента
Шпиндель накладной
головки; Параметр
контроля перегрузки
Шпиндель накладной
головки; Параметр
контроля перегрузки
Шпиндель накладной
головки;
Номер параметра
контроля крутящего
момента
синхронизированного
нарезания резьбы
метчиком
Шпиндель накладной
головки;
Параметр контроля
крутящего момента
синхронизированного
нарезания резьбы
метчиком
Вертикальный угол
накладной головки оси ВС
Горизонтальный угол
накладной головки оси ВС
Степень износа длины
инструмента
Степень износа радиуса
режущего инструмента
Позиция А на рабочей
системе координат
Позиция В на рабочей
системе координат
Величина коррекции на
профиль длины
инструмента
VSLNB
От 1 до 5
а = от 1 до 5
b = от 1 до 3
VSLDB [a, b]
VTMNB
От 1 до 5
VTMBD
[выражение]
От 1 до 127
VUNVB
От 0 до 3600
VUNVC
От 0 до 3600
VTWOH
От 0 до ±999,999
VTWOD
От 0 до ±999,999
От 1 до 5
Номер коррекции на
длину инструмента
Номер коррекции на
радиус режущего
инструмента
VWKA*
VWKB*
VTFGH
От 0 до ±999,999
Величина коррекции на
профиль длины
инструмента
VTOHG
[a, b]
От 0 до ±999,999
Величина коррекции на
профиль радиуса
режущего инструмента
VTFGD
От 0 до ±999,999
Величина коррекции на
профиль радиуса
режущего инструмента
VTODG
[a, b]
От 0 до ±999,999
Номер коррекции на
длину инструмента
a: номер инструмента
b:номер коррекции на
длину инструмента
(10001-10003)
Номер коррекции на
радиус режущего
инструмента
a: номер инструмента
b:номер коррекции на
радиус режущего
инструмента (10001-
Чтение/
запись
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Только
чтение
Преобразование
дюймы/мм
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Не изменяется
Чтение/
запись
Не изменяется
Только
чтение
Не изменяется
Чтение/
запись
Не изменяется
Только
чтение
Не изменяется
Только
чтение
Только
чтение
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Только
чтение
Только
чтение
Автоматическое
преобразование
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Чтение/
запись
Автоматическое
преобразование
Не изменяется
Не изменяется
6087-Е
338
Раздел 15. Приложение
Системная переменная
Формат
Диапазон
установки
Нижний индекс
10003)
*: Представляет имя оси, например, Х, Y и Z
Перевели: Кузнецова С.А., Савченкова Е.Б.
Чтение/
запись
Преобразование
дюймы/мм