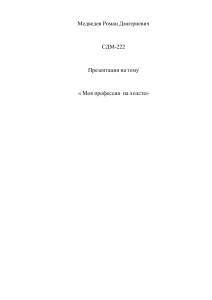
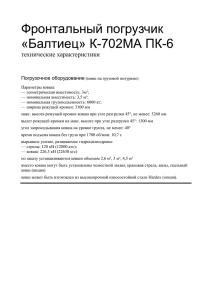
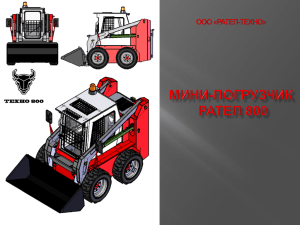
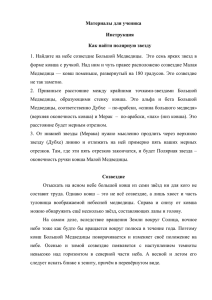
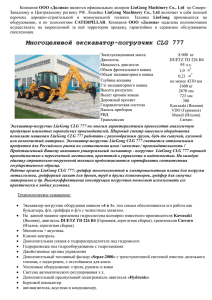
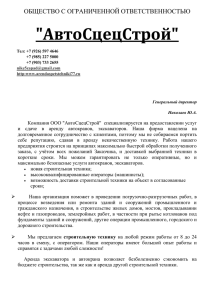
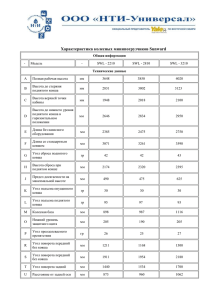
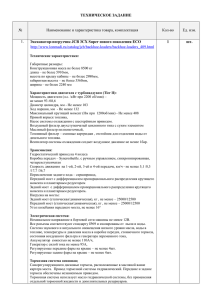
1. Обслуживание и эксплуатация фронтального погрузчика "DRESSTA" ≪ ≫ Восстановление деталей ковша погрузчика Рассмотрим типы ковшов, применяемых на машинах DRESSTA Ковши общего применения Ковш с зубьями Ковш без зубьев Рис. 6.1. Ковши с угловой передней кромкой Емкости ковшей: 5.32 [м3] и 5.73 [м3] Применяемость: для работ в карьерах, каменоломнях. Ковш с зубьями Ковш без зубьев Рис. 6.2. Ковши с прямой передней кромкой Емкости ковшей: 5.35 [м3], 5.73 [м3], 6.5 [м3] и 11.5 [м3] Применяемость: - ковши емкостью 5.35 и 6.5 [м3] для общих погрузочно-перегрузочных работ; - ковш емкостью 11.5 [м3] для переработки легких материалов (уголь, кокс). Рис. 6.3. Ковш для быстроразъемного соединения Емкость ковша : 5,7 м3 Применяемость: для погрузочно-разгрузочных работ. Ремонт и восстановление ковшей Из всех узлов фронтального погрузчика ковш подвергается наибольшему износу. Скорость износа режущих частей и поверхности ковша зависит от типа грунта на котором он работает. Чем больше абразивных и скальных материалов тем быстрее износ.. Наиболее подверженные износу составляющими ковша являются: ѕ зубья ковша ѕ адаптеры зубьев ѕ режущая кромка ножа ѕ боковые стенки ковша ѕ днище ковша (истирание) ѕ кронштейны ковша ѕ разрывы и трещины ѕ выработка посадочных мест под шкворни Чаще всего на поступающих в ремонт погрузчиках уже проводился частичный ремонт ковша на местах. Кроме замены зубьев, как правило, менялось лезвие. Обычно лезвие делается произвольно. В ход идут распущенные рельсы, латки из кусков металла и другие подручные средства. Это помогает на длительное время решить проблему с ремонтом. Но всегда наступает предел и наступает время капитального ремонта. Рецепт пицца-соуса: томаты и специи Настоящая моцарелла в пицце и в рекламе Тесто воздушное, сыр тянется Реклама Капитальный ремонт ковша включает в себя замену днища, боковин, ножа, втулок, зубьев, восстановление геометрии, покраска. Монтаж и демонтаж ковша. Рис.6.4. Монтаж ковша 1. Болты 2. Шкворни 3. Уплотнительные кольца «O-ring» 4. Прокладки регулировочные Для замены ковша необходимо выполнить следующие операции: 1. Установить машину на горизонтальной, лучше с твердым покрытием, площадке или в производственном помещении. 2. Установить ковш в положение, указанное на рис. 6.4. 3. Выкрутить болты (1) и выбить шкворни (2). 4. Отъехать от ковша или приподнять стрелу. 5. Обеспечить сохранность оставшихся после демонтажа ковша уплотнительных колец “O-ring” (3) и регулировочных прокладок (4) толщиной 1,5 [мм]. 6. Монтаж ковша следует производить в обратной последовательности. tmbk.turbo.site РЕКЛАМА Неубиваемые Экскаваторы SANY SY500H При покупке техники Sany, спецодежда в подарок! До 29 февраля Сотрудничаем напрямую с SANY. Японское качество агрегатов! Простота управления |20 лет на рынке |18 |4000+ Узнать больше При этом, допускаемые зазоры между кронштейнами ковша и плечами стрелы - 1,5 [мм]. При увеличении этих зазоров их следует уменьшать (заполнять) за счет симметричной установки регулировочных прокладок. При замене ковша следует проявлять особую осторожность. Разъединяемые тяжелые узлы рабочего оборудования (плечи стрелы и соединительная тяга ковша) при выбивании шкворней должны быть надежно закреплены (заблокированы) для того, чтобы предотвратить их неожиданное падение. Рассмотрим способы восстановления зубьев ковша. Способы восстановления зубьев ковша 1. Известен способ восстановления зубьев методом электрошлаковой наплавки с последующим упрочнением передней поверхности наплавкой порошковой проволокой. При этом наплавка производится не сплошным слоем, а точками диаметром 30-40 мм, высотой 8-10 мм, расположенными на расстоянии 20-30 мм друг от друга Недостатками этого способа упрочнения является невысокое качество многослойного металла наплавки, малая толщина наплавленного слоя, обусловленная низкой прочностью сцепления отдельных валиков наплавленного металла. Кроме того, необходимость последовательного проведения двух операций приводит к повышению себестоимости и снижению производительности наплавки. Подробнее landings.sbermarket.ru Перейти Реклама 2. Известен способ восстановления изношенного режущего инструмента ковша методом электрошлаковой наплавки, при котором расходуемый электрод приваривают к торцу изношенного инструмента, в процессе его перенаплава в медном водоохлаждаемом кристаллизаторе, выполненном по форме рабочей части инструмента, формируют острие последнего, после чего производят оплавление в шлаке торца заготовки и ее стыковку с отлитым острием. Для работы инструмента в условиях ударно-абразивного износа необходимо сочетание высокой износостойкости поверхности с вязкой остальной частью зуба, причем наличие износостойкого слоя только на передней части не обеспечивает сохранение геометрии инструмента в процессе эксплуатации т.е. его самозатачиваемость. Используя составной расходуемый электрод, согласно известному способу. можно наплавить зуб разнородным металлом. Однако такой способ наплавки позволяет получить изменение свойств в направлении оси зуба. Такие зубья имеют низкую стойкость в условиях ударно-абразивного износа и из-за равномерного износа по передней и задней граням быстро тупятся. 3. Для повышения производительности и качества наплавки изношенных зубьев ковша экскаватора применяется более совершенный метод. Поставленная цель достигается тем, что согласно способу электрошлаковой наплавки острия изношенного зуба, включающему оплавление в шлаке торца вертикально расположенной заготовки и их стыковку, отливку начинают с формирования износостойкого слоя при горизонтальном расположении кристаллизатора, после чего в процессе плавления оставшейся части электрода производят поворот кристаллизатора до совмещения осей отливаемого острия и заготовки со скоростью, исключающей износостойкого слоя со шлаковой ванной. контакт закристаллизовавшегося ранее Получение упрочненного слоя на передней грани инструмента методом электрошлаковой наплавки повышает его качество по сравнению с наплавкой порошковой проволокой. Кроме того, предлагаемый способ позволяет нанести толстый износостойкий слой, прочно связанный с основным металлом. Это предотвращает отколы наплавленного металла в процессе работы и повышает долговечность зубьев. В этом случае можно объединить операции восстановления и упрочнения зубьев в одну упрочнительно-восстановительную электрошлаковую наплавку, что повышает производительность и снижает стоимость восстановления инструмента. Пример. Проводим электрошлаковую наплавку зуба ковша. К подрезанному торцу заготовки изношенного зуба привариваем расходуемый электрод, нижняя часть которого выполнена в виде гребенки из высокохромистого чугуна типа сормайт-1, а верхняя представляет собой пластину из стали 110Г13Л сечением 120 60 мм, длиной 345 мм. Вес расходуемого электрода равен 26,5 кг, что соответствует весу наплавляемого острия зуба. Вес чугунной части электрода рассчитывался из, того, чтобы получить износостойкий слой толщиной 20 мм, и равнялся 5,8 кг. Наплавку производим в медном водоохлаждаемом кристаллизаторе. Заготовку изношенного зуба с приваренным к ее торцу расходуемым электродом закрепляем на каретке таким образом, чтобы ее ось была вертикальна. Наплавку начинаем на жидком старте. В качестве флюса используется смесь флюсов АНФ-6 и AH-348А в 65 соотношении 2:1. Перед началом плавки кристаллизатор располагают так, чтобы часть его, формирующая переднюю грань зуба, была горизонтальна. После окончания переплава нижней, чугунной части электрода и получения износостойкого слоя требуемой толщины, не прекращая плавления верхней его части, производим поворот кристаллизатора вокруг оси до совмещения осей отливаемого острия и вертикально расположенной заготовки зуба. Во время поворота контролируется положение зеркала металлической ванны, не допуская понижения его ниже верхней точки ранее закристаллизовавшегося износостойкого слоя, что предотвращает его оплавление шлаком и перемешивание с основным металлом. Скорость поворота при этом составляет около 0,001 с-- в начале поворота и 0,002 с-- в конце. После завершения плавления расходуемого электрода оплавляется в шлаке торец заготовки зуба и проводится его стыковка с отлитым острием. Режимы переплава: напряжение U =40-42 В, ток I=1,2-2,5 кА. Исследование структуры и твердости в продольном сечении наплавленного зуба показало, что ширина зоны перемешивания не превышает 8-10 мм. В этой части зуба металл плотный, без дефектов. Твердость упрочненного слоя на расстоянии до 15-20 мм от передней грани составляет 50-55 HRC, в зоне перемешивания - 25-46 HRC и на оставшейся части наплавленного металла - 180-200 НВ. Этот способ позволяет повысить производительность наплавочных работ благодаря совмещению двух отдельных операций восстановления и упрочнения зуба в одну. За счет сокращения вспомогательного времени наплавочной операции обеспечивает повышение производительности в 1,5 раза. Повышение долговечности наплавленных по предлагаемому способу зубьев за счет увеличения качества упрочненного слоя и его толщины с 8-10 мм до 20 мм составляет около 50%. Предыдущая глава Экология Следующая глава Технический расчет РЕКЛАМА О нас | Пользовательское соглашение | Политика конфиденциальности | Политика Cookies | Контакты ©2013 - 2024 Светлана Помогу написать учебную работу Здравствуйте! Меня зовут Светлана. Хотите узнать стоимость написания работы? 4 минуты назад Это абсолютно бесплатно и ни к чему вас не обязывает ДаНет 4 минуты назад by Edugram Нажимая на кнопку, вы соглашаетесь с политикой обработки персональных данных hoff.ru Перейти Реклама 15 Оcновы Разведения сельскохозяйственные животным и племенной роботы