Презентация новых видов продукции, освоенных в 2012
реклама

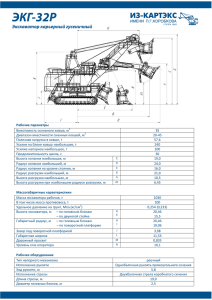
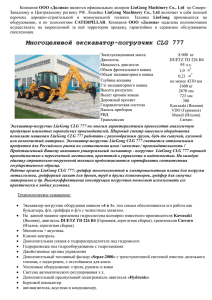
Вентильно-индукторная электрическая машина Начало производства 4 квартал 2013 года Назначение: переход от штатных электрических машин к вентильно-индукторному электроприводу, как наиболее энергоэффективному и перспективному на сегодняшний день До настоящего времени индукторные машины производились исключительно силами ООО «СЭЗ-Энерго» г. Сафоново – единственным производителем данного оборудования в России. Для определения потенциала предприятия в текущем году на ООО «Бородинский РМЗ» осваивается процесс сборки индукторного двигателя -1250 (для конвейера КЛМ-4500) ЗАО «Разрез Березовский». Пооперационный процесс изготовления индукционного мотора выглядит следующим образом 1. В целях минимизации затрат на дальнейшую установку, индукционная машина изготавливается из основных частей подлежащих замене штатных электрических машин – корпуса с подшипниковыми щитами и вала ротора. 2.Проточка при необходимости ротора и статора. Восстановление шейки вала и проточка под посадку внутренней обоймы подшипников. 3.Изготовление листов (сегментов) статора и ротора на установке лазерной резки металла . 4.Установка электроники в дополнительную слаботочную выводную коробку (преобразователи электрического сигнала от датчика положения ротора и датчиков температуры обмоток и подшипников). 5.Пакетирование сердечников статора в статорном каркасе. 6.Установка в крышке с задней стороны на траверсе двух плат оптических датчиков. 7.Балансировка на холостом ходу и номинальной частоте вращения. Капитальный ремонт тепловозаТЭМ-2 Начало производства 4 квартал 2013 года При капитальном ремонте КР-1 тепловоза производятся следующие основные работы: Полная разборка дизеля с проверкой, ремонтом и восстановлением изношенных и заменой негодных узлов и деталей Замена медных, асбостальных, резиновых, паронитовых и других уплотнений и соединений Разборка, очистка, ремонт, сборка и испытание электрических машин и аппаратуры с заменой негодных элементов аппаратов, шунтов, полупроводниковых элементов, датчиков, ламелей, катушек и других деталей Разборка, очистка, ремонт и проверка тележек; ремонт и проверка рамы тележки в соответствии с требованиями чертежей и инструкции по сварочным работам; освидетельствование и ремонт колесных пар Ролик конвейера КЛМ-4500 базальтопластиковый Начало производства 2 квартал 2013 года Основа ролика- базальтопластиковая труба Ø 159 L-750. В качестве подшипников скольжения используются втулки из графита. Подшипниковые буксы изготавливаются из фторопласта. На данный момент ООО «Бородинский РМЗ» выпущена опытная партия в количестве пяти штук, которые в дальнейшем будут проходить испытания на оборудовании ЗАО «Разрез Березовский» Корпус балансира ЭР 1250 При изготовлении корпуса балансира была применена технология плазменной резки, что значительно ускорило процесс изготовления данного изделия. Защита ковша экскаватора P&H 2300 XPS При изготовлении защиты ковша экскаватора P&H 2300 XPS была изготовлена модельная оснастка для литья данного вида продукции . Защита ковша изготавливается из износостойких сталей . Защита ковша экскаватора P&H 2300 XPS. Ковш с упряжью экскаватора ЭШ 10/70. При изготовлении ковша ЭШ-10/70 была применена технология плазменной резки, что значительно ускорило процесс изготовления данного изделия и снижению стоимости ковша на 6 процентов от первоначальной. Детали ковша экскаватора Buсyrus 495 HD. Капитальный ремонт турбокомпрессора ТК-30С-02 тепловоза ТЭМ 7 При ремонте турбокомпрессоров на ООО «Бородинский РМЗ» производится замена лопаток, втулок, замена роторов, опрессовка корпусов. После ремонта производится обкатка и испытания турбокомпрессоров. Изготовление барабанов на конвейер Тугнуйской обогатительной фабрики При изготовлении барабана на ООО «Бородинский РМЗ» были изготовлены фланцы с применением плазменной резки с фаской под углом 45°, буксы изготовлены в механическом участке. После изготовления барабана была произведена центровка. По наружной поверхности производится футеровка резиновыми пластинами. Спасибо за внимание!