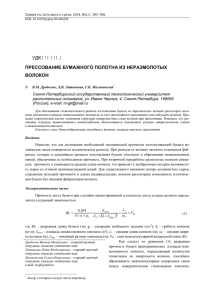
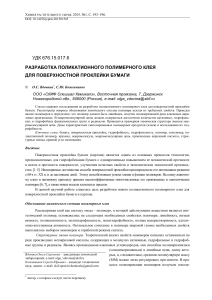
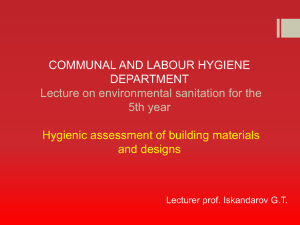
CHAPTER ELECTROSPINNING: A FIBER FABRICATION TECHNIQUE FOR WATER PURIFICATION 11 Maria Wasim, Aneela Sabir, Muhammad Shafiq, Tahir Jamil Department of Polymer Engineering and Technology, University of the Punjab, Lahore, Pakistan 1 INTRODUCTION To comprehend the electrospinning process, one can depict it as involving the formation of polymeric fibers. It gained worldwide attention during last few decades [1–3]. The traditional method employs tugging a molten form of polymer, withdrawing it through the dye. The lengthened melted polymers will stand as individual fibers on drying. Correspondingly, the electrospinning process can be a technique employed for producing the polymeric fibers from either synthetic or natural polymers in the nanometer to few micrometers range by using an electrical field instead of using an external mechanical force to pull the polymeric jet through the dye, in the case of the conventional method. The electrospinning process takes advantage of the charges that are exerted on the melt to dispense the force required for stretching to the collector, acting as a potential gradient. On applying the critical high voltage, the polymeric jet goes off from the polymer solution source. The polymeric structural entanglements act in the favor of jet, thus avoiding the jet form splitting up. However, the molten polymeric form dries to stand as an individual fiber in both the conventional method and the electrospinning process [4–6]. The model of electrospinning apparatus is shown in Fig. 1. As the mechanism involved in electrospinning is a simple drawing technique, several types of polymers and precursors can be employed to form fibers. The type of material to be used can be determined by the application. However, the polymer can be subjected directly to the electrospinning process, while other classes, such as carbon nanotubes or ceramics, demand a postprocessing step. This chapter attempts to explain the fiber fabrication technique via the electrospinning process. It embraces some elementary features of the electrospinning process initially by reviewing the different classes of materials that can be employed such as polymers, composites, and ceramics. Then solution properties, such as surface tension, viscosity, and conductivity, and the electrospinning processing factors, including temperature, feed rate, distance between source and conductor, and so on, are discussed, providing some basic information relating to the electrospinning process. In addition, the uses of electrospun membranes for various applications, mainly water purification, are also covered. Nanoscale Materials in Water Purification. https://doi.org/10.1016/B978-0-12-813926-4.00016-1 # 2019 Elsevier Inc. All rights reserved. 289 290 CHAPTER 11 ELECTROSPINNING Syringe with polymer solution Needle Taylor cone Fiber formation Collector High voltage power supply FIG. 1 Model of electrospinning apparatus. 2 CLASSES OF MATERIALS Owing to the variety of material and applications, the material properties should be considered before implementation. To obtain the expected properties and fiber morphology, the electrospinning technique can be tailored accordingly. Nanofibers can be employed as a sole composite material or may act as a reinforcing filler in a polymer matrix. To form ceramic material into fibers, the material requires a postproduction process [7]. Therefore, having the fundamental knowledge of the different classes of materials prior to the selection of material for the particular practice is a predominant feature. 2.1 POLYMERS Polymers are a class of materials that are synthesized by repeating units and each particular unit is obtained from the monomer. The quantity of monomers covalently attached is a distinct feature of each polymer and can vary from polymer to polymer type. Each monomer has a specific reactive functional group or a double bond that, under specific conditions, form a covalent bond between monomeric units. This forms the backbone of the polymeric structure. In the early 1930s the theory of molecules being linked to form long chains was suggested by Staudinger; owing to his work on polymers, he attained the Nobel Prize in Chemistry [8]. It is typical for polymeric structures to have weak secondary forces between the monomers, which allows the chain’s molecules to glide over each other. The unique properties of polymers attract worldwide attention for various applications. Because the physiochemical characteristics of polymers can be modified by changing the structure simply by varying the synthesis process, this feature makes it a promising material [9]. The increasing demand for polymers is also mainly due to the ease of its fabrication, its low cost, and the medication flexibility nature. Apart from polymers, other classes are also emerging. At the moment, researchers are synthesizing polymers that can be environmentally friendly or be obtained from a natural source [10]. 2 CLASSES OF MATERIALS 291 2.1.1 Classification of polymers The most common way to classify polymers is how it responds to heat. There are two main types of polymers that fall under this classification: • • Thermoset Thermoplastic For thermoset polymers, the polymer is subjected to heat, which leads to the cross-linking between polymeric chains. Later, heating the polymer would only cause the degradation of the structure. Such a polymer has a high upper-limit temperature. Examples of such polymers are epoxy, urea, and phenolic, among others. For thermoplastic polymers, the linear polymeric structure melts when heated and solidifies on cooling. The heating and cooling cycle can be repeated many times without altering the polymer’s characteristics. Examples of thermoplastic polymers include poysulphone, poly vinyl, and polystyrene, among others. Although such polymers have a limited temperature range, employing temperatures above the limited range can alter the polymer’s structure [11, 12]. 2.1.2 Crystallinity A polymer structure conventionally composed of amorphous and crystalline regions is shown in Fig. 2. The relative proportions of these two regions will govern the characteristics of the polymers. The polymer is assumed to be amorphous when the arrangement of the linear molecules is totally unsystematic. A crystalline polymer has all the linear chains aligned systematically. The universally acknowledged theory of crystalline polymer is the folded chain theory. According to this theory, the polymeric chains are primarily pleated, then loaded on top of one another, and seized together by the tie molecules of the amorphous region to form crystallites. FIG. 2 Model of structure of partially crystalline polymer. 292 CHAPTER 11 ELECTROSPINNING FIG. 3 Structure of spherulites. Occasionally the chain can be twisted and turned to form ribbon like supramolecular structures termed spherulites, as shown in Fig. 3. A higher crystallinity of polymers leads to an increase in yield strength, hardness, and modulus. When crystalline polymers are subjected to stretching beyond the critical range, the polymeric chains that are aligned in the direction of the applied stress destroy the spherulites’ structure, which leads to the necking phenomena. Such polymers have excellent chemical and thermal resistance. Although crystalline polymers are brittle by nature, it can affect their optical properties. A polymer with a higher crystallinity has a high refractive index, thus making them translucent in nature, whereas the amorphous polymer can be entirely transparent [13]. 2.1.3 Molecular weight As the polymeric structure is composed of recurring monomeric units, the molecular weight of the polymer is the sum of the molecular weights of a single monomeric unit. Usually, a polymer with a high molecular weight has an enhanced resistance toward solvent dissolution. The molecular weight determines the viscosity of the solution. A variety of methods can be employed to determine the molecular weight, Mv (viscosity average), Mn (number average), Mw (weight average), and Mz (z average). Here the Mn represents the total weight of monomer molecular weight by the number of molecules present. It is autonomous to the size of the molecule but is highly dependent on the small molecules present in the system. In the case of heterogeneous molecular weight system, it shows the following trend: Mz > Mw > Mn With heterogeneity declines, the numerous molecular weights combine to form a homogenous mixture: Mz ¼ Mw ¼ Mn 2 CLASSES OF MATERIALS 293 2.1.4 Glass transition temperature (Tg) One of the most important characteristics of polymers, the glass transition temperature describes the freedom of movement present within polymeric molecules. Polymers above the Tg are ductile in nature, and molecular chains have the ability to slide over each other because of the sufficient thermal energy. However, polymers above Tg range do not show any movement of the molecules; they are amorphous, making them brittle and thus causing them to have low elastic modulus by several orders of magnitude while above Tg temperature. It is crucial to note that the mechanical performance of a polymer is influenced by the loading rate above the Tg temperature. Because the mobility of molecules is governed by the glass transition temperature, however, the mobility of molecular chains is not immediate. In the case of slow loading rate, the chains have time to move nearer to Tg; however, in the case of fast loading, the decreased time therefore enhances the effective Tg. It can be demonstrated as the temperature below the Tg; the composure time of the molecule is too much for the equilibrium stage to occur. At Tg, the molecular motion in the polymer is temperature-dependent, also termed “cooperatively rearranging.” The span of the cooperatively rearranging region is governed by the configurational hindrance attributed to the amorphous nature [14]. A number of aspects can influence the bulk glass transition temperature of polymers. As the polymeric compounds have free volume that permits the free mobility of molecular chains, ultimately decreasing the Tg, the presence of secondary forces, such as hydrogen bonding (intra- or inter H-bonding), can enhance the Tg. As the chain length of molecules increases, so do the entanglements present within the polymeric structure. Several experimental studies have shown that in a polymer membrane, the motion of molecules is higher at the surface than in the rest of the bulk because of significantly reduced Tg at the surface of membrane. However, the bulk present beneath the surface can retard the motion of molecular chain at the surface, causing a high Tg. However, if the membrane thickness is reduced (to approximately 14 nm), the Tg will be the same for both the surface and the bulk [15]. According to studies, a polymeric membrane’s Tg is greatly influenced by the mobility of the surface. It has been experimentally illustrated that a nanofiber having a large surface area than the membrane shows a lower Tg than does a casted membrane [16]. 2.2 CERAMICS Distinct to polymers, ceramics need a posttreatment step to be employed in the electrospinning process; their nanofibers can be prepared by using the melt from ceramic precursors. The resulting product should be subjected to a sintering process to achieve ceramic nanofibers [17–19]. Ceramics consist of both metallic and nonmetallic elements and generally occur as compounds of nitrides, sulfides, oxides, and carbides. Although most ceramic materials are crystalline in nature, noncrystalline, such as glass composed of silicon dioxide, also exist. The ceramic structure consists of an ionic or covalent bond, only with no free electron, thus making ceramics outstanding insulators. The strong bonding structure of ceramics allows them to withstand extremely high temperatures and makes them chemical resistant. But such a configuration makes them brittle by nature. Because of rapid technological progress, ceramics are now being applied to biomaterials because of their unique properties. Ceramic materials, like hydroxyapatite and calcium carbonate-based ceramics, are most important. The use of nanoscale ceramics shows great potential in many applications because of their high surface area-to-volume ratio [20]. 294 CHAPTER 11 ELECTROSPINNING 2.2.1 Ceramics biomaterials Ceramics comprising glass have been extensively employed in biomedical fields, including the use of porous glass as a carrier for antibodies, for diagnostic implements, and for restorative dental implants. With their exceptional biocompatibility and corrosion resistivity, they are widely employed in loadbearing prosthetic implants. For the last two decades, alumina has been employed in orthopedic surgery. Lately, zirconia oxide has been used as an articulating ball implant for hip prostheses. The application of porous ceramic material as an implant reassure bone growth inside the interconnecting pores, with the pore size beyond 100 μm. This type of ceramics is employed for nonloadbearing functions, while the porous ceramic materials have been synthesized from the microstructures of various corals [21]. Additional methods for synthesizing porous ceramic implants for biomedical applications, such as the formation of bacterial threads penetrated with silica nanoparticles to prepare porous the ceramic structure, have also been studied [22]. 2.2.2 Structure of crystallite In most ceramic material the bonding is mostly ionic; the crystallite structure is made up of electrically charged ions. The metal ions are generally positive in nature, termed cation when they lose the electron, while nonmetallic ions are negatively charged, termed anion. In the crystallite structure, the overall charge should be balanced by the number of cations and anions. The equilibrium position of the crystal is governed by anions and cations as the particles have the capability of upholding a specific spatial configuration depending on the interactional forces [23](Fig. 4). FIG. 4 Illustration of cation and anion in crystallite structure. 2 CLASSES OF MATERIALS 295 2.3 COMPOSITES The class composite comprises two distinctive phases: the massive phase, termed as the matrix, and the reinforcement phase. The coalescence of durability of the reinforcement phase and the firmness of the matrix provide the composite its ultimate properties that cannot be achieved by using a single material. The material for both phases can be a polymer, a ceramic, or a metal. Commonly, the function of the matrix phase is to bind the reinforcing agents, and collectively they provide the resulting form, surface morphology, and resistivity toward environmental damage. In most cases, the matrix phase is ductile in nature; the reinforcement phase provides strength as composites have low density. The main function of reinforcement is to bear the major applied load, hence providing the composite its strength and toughness. It is possible to synthesize transparent composites using fibrous reinforcement of less than 100 nm [24], even though they are mostly opaque because of light-scattering phenomena. Composites are frequently used for their load-bearing applications, even though other classes of composite materials are employed because of their magnetic, electric, and thermal characteristics. 2.3.1 Classes of reinforcement There are conventionally two main classes of reinforcement material in composites: particulate reinforcement and fibrous reinforcement. The fibers can be organized in various ways. The most basic fibrous setting in the matrix phase is to align the fiber in a definite direction to build a laminate composite. The fibers can be aligned in unidirectional composite at an angle of 0-, 45-, and 90-degrees directions. Such composites are strong in all directions; within a plane, enclosing fibers, however, are weak in the direction normal to the plane of the composite. Further classes of fiber arrangements are composed of interknitting to form fabric of various shapes and interknitting configuration, weaving, and braiding, as shown in Fig. 5. Determined by the use of composite, various fibrous arrangement can be employed. In an application where high torsional stiffness is required, a braided fibrous arrangement is used. The random distribution of fibers to form nonwoven fabrics can also be used. To the contrary, the particular reinforcement has a coarsely equal dimension in all directions. Such a composite is termed an aggregate composite. Also, the particles size does not need to be equal in size. As in the case of concrete composition, the volume section of particulates can be greater than the matrix FIG. 5 Types of composite reinforcements. 296 CHAPTER 11 ELECTROSPINNING phase. The presence of asymmetrically shaped particulates gives mechanical strength via mechanical interlocking phenomena. A new class of aggregate composite is termed a particulate composite. In this instance, the volume section of particulates is less than that of the matrix phase. In the case of a traditional composite, the unequal thermal expansion of particulates and the matrix phase will produce a high dislocation density in the matrix phase during the cooling period in the fabrication process. The ended strain toughens the composite, which ultimately increases the mechanical strength of the composite. In the case of nanofiber composite made of nylon, Closite 30B [25] and polyimide, along with single-walled nanotubes [26], were prepared via the electrospinning process. 3 FACTORS AFFECTING THE ELECTROSPINNING PROCESS 3.1 PROPERTIES OF THE SOLUTION The electrospinning process involves applying charged fluid to form desired properties for a desired application. It involves a high voltage be applied to polymeric solution or melt. When the charge reaches a threshold point, the solution flow develops at the source tip in the form of a Taylor cone. So the jet flows from a high-potential to a low-potential area termed a collector. The morphological structure of fibers can be varied because of the influence of physical and chemical parameters. The polymeric melt was first employed in early 1980 to form fibers through the electrospinning process [27–29]. However, today polymeric solutions are widely employed because of their applications and ease of use. The role of factors governing electrospinning is vital as the polymeric solution plays an important role. The characteristics of the solution greatly influence the electrospinning process and the morphology of fibers. Throughout the electrospinning process, the polymeric solution is dragged from the tip of the needle. The stretching phenomena of melt, or polymer, are largely governed by properties such as electrical property, viscosity, and surface tension. Also, the evaporation rate of the fiber will be affected by solution viscosity as it is dragged. The viscosity is determined by the solubility of the polymer in a solution. 3.1.1 Surface tension The charge present in the polymeric solution should be critical enough to overpower the surface tension of the polymer solution. The jet of solution moves forward from the tip of the source toward the collector base. The surface tension may cause the stretched jet to break into drops [30, 31]. When forming droplets, the technique is called electrospraying rather than electrospinning [32]. Consequently, understanding the part surface tension plays in a solution is vital because a change in surface tension may cause the bead formation instead of the fiber formation. The formation of spherical-shaped water droplets when it falls through the air is due to the liquid property, or surface tension. In the case of liquid state, the molecules present within the solution have equal forces exerted on them from equal directions by other molecules around them, whereas the molecules present on the surface only have downward force exerted on them from fluid molecules, which is greater than that exerted by the gas molecules of air, as shown in Fig. 6. As a consequence, the surface is in tension, and that ultimately effects a contraction at the surface of the fluid that is equalized by the repulsive forces because of the collision of molecules surrounding the fluid. The ultimate effect of all the downward forces acting at the surface becomes the ground reason for the liquid to reduce its surface area. Thus, a water droplet is formed as a spherical shape that has a 3 FACTORS AFFECTING THE ELECTROSPINNING PROCESS 297 FIG. 6 The forces present between liquid molecules are stronger than forces between air molecules. minimum surface-to-volume ratio [33]. To suppress the effect of surface tension, ethanol and a surfactant can be added to ensure the formation of smooth fibers. The addition of a surfactant allows the formation of more fibers; it can also be added in the form of filler in a solution [34, 35]. 3.1.2 Temperature effect on surface tension In the case of a pure liquid system, the surface tension of the liquid system tends to drop with a hike in temperature. With an increase in temperature, the equilibrium rate between vapor pressure and surface tension decreases. Once it reaches the critical stage, the boundary between liquid and gas diminishes [36]. The increase in temperature enhances the motion of liquid molecules because of a gain in energy. As a consequence, because of the rapid motion of molecules, they do not settle for any strong bonding to occur, thus causing the decline in surface tension. The different types of mixtures behave differently than pure liquid does. For a methane and nonane mixture, the increase in temperature causes a boost in surface tension, excluding the low pressure. Thus, the composition at low temperature is a dependent factor because of the increased solubility of methane compared to nonane, and it can greatly determine the behavior [37]. 3.1.3 Synergistic effect of molecular weight and viscosity The viscosity of the solution is largely determined and influenced by the molecular weight of the polymer. A larger molecular weight ensures the high viscosity of the polymeric solution when dissolved and vice versa, with low molecular weights indicating low viscosity. For the fiber formation through the electrospinning process, the viscosity should be sufficient as the polymeric jet has to travel from the source to the collector. Throughout its travel, the jet is being stretched, and the polymeric entanglements present in the structure ensure it to happen without breaking the jet. Because of this, monomers cannot be used for electrospinning process [38]. The total length of entanglement present in the polymeric structure is regulated by the molecular weight of the polymer involved, thus controlling the viscosity of the solution. By increasing the polymeric content the viscosity can be increased up to a certain limit. Molecular weight has the same effect: as it increases, the viscosity of the solution is enhanced, which ensures the continuous flow of the jet. The complexity of the polymeric structure can affect the type of jet formed or whether the jet may break halfway and form droplets or beads. The critical viscosity is mandatory for the electrospinning 298 CHAPTER 11 ELECTROSPINNING FIG. 7 (A) At high viscosity, the solvent molecules are distributed over the entangled polymer molecules. (B) With a lower viscosity, the solvent molecules tend to congregate under the action of surface tension. process; a viscosity that is too high or too low can become a problem for pumping the solution through the tip, or it may clot the tip, making it problematic for starting the process, as shown in Fig. 7. [16]. The presence of low-viscous liquid can cause a change in fiber shape. As soon the viscosity increases, the electrospun product changes from beads to spherical to spindle shapes and finally into a fibrous form. A low viscosity solution means a low content of solvent molecules and poor entanglement. In this case, the surface tension becomes a prime factor for bead formation. The increase in viscosity means that when stretched for the electrospinning process, the polymeric content has also increased and spread throughout the solvent molecules [39]. 3.1.4 Solution conductivity During the electrospinning process, an electric field is applied that will stretch the polymeric jet, which is caused by the repulsive forces that exist on the surface’s jet. A higher conductivity of the polymeric solution increases the concentration of the charge being stretched. The conductive nature of any solution or fluid can be improved by introducing ionic species. Incorporating a minute amount of salt or polyelectrolyte into the bead-forming electrospun solution will increase its conductivity. The resultant product will be small cylindrical fiber with a diameter smaller than the beads [16]. A rise in ion concentration increases the conductivity of solution at the expense of a decline in the critical voltage of the process and enhances the deposition rate on the collector. Also, using a high conductive solution also decreases the beads’ formation during the electrospinning process. The thickness of fiber forming can also be influenced by the ion size present in the polymer solution. The greater the size of the ions, the thicker the diameter of the fiber, whereas a lesser size yields fibers with a small diameter [40]. 3.1.5 Dielectric effect of solvent The main characteristic of the solvent is dielectric, which has a large impact on the electrospinning process. The larger dielectric ensures a finer fiber formation without any beads in it. Incorporating solvents, such as dimethylformamide (DMF), can improve the morphology of the fibers and the deposition rate on the collector [41]. 4 PROCESSING CONDITIONS 299 4 PROCESSING CONDITIONS The significant factors that can affect the performance of the electrospinning process are the external forces acting on it. They have certain effects on the morphology of fibers and, less important, correspond to other factors. 4.1 TEMPERATURE A change in temperature can alter the viscosity, as well as the evaporation rate, of the fibers formed. At elevated temperatures, the molecules’ motion increases, and as a consequence, this leads to enhanced stretching of the solution [42]. 4.2 EXTERNAL VOLTAGE APPLIED The fiber fabrication technique requires a high voltage to induce a charge on the solution or melt sufficient enough to get over the surface tension by the electrostatic force. Typically a voltage greater than 6 kV is needed to form a Taylor cone or to permit the polymeric jet to travel from tip source to the collector [43]. The extent of voltage necessary to hold a Taylor cone stable can be determined by the rate of feed of the polymeric solution. Voltage applied and the generated electric field can modify the stretching of the solution. By applying a greater voltage, the stretching of the polymer increases, resulting in the decreased diameter of the fiber that forms, thereby also enhancing the rate of evaporation and ensuring dried fibers. When high voltage is applied to a low-viscous solution, often two Taylor cones are formed, ultimately reducing fiber thickness. Hence, the morphology of fibers can be influenced by the time it takes the jet to reach the collector. The longer it takes causes increased stretching, leading to finer fibers with smaller diameters [44]. 4.3 FEED RATE The volume of the solution for electrospinning can be determined by the rate of feed of the polymeric solution. The definite feed rate should be attuned with the applied voltage to stabilize the Taylor cone. The fiber thickness increases with the increase the voltage applied but up to certain limit. After that, the charge of the solution should also be increased to achieve better results. The drying of fibers will also become difficult if the feed rate is increased because it causes the solvent molecules to attach to the fibers, ultimately forming the web structure [45]. 4.4 EFFECT OF THE COLLECTOR PLATE For the electrospinning process, the electric field should be generated between the source and the collector. To ensure the formation of the electric field, the collector plate should be formed of a conductive material or be covered with conductive material, such as aluminum foil. The use of nonconductive material causes the quick, low fiber formation [46]. The fibers formed on nonconductive collector plates, compared to fibers formed on conductive material, are fibers of low density for packing material because of the repulsive forces collected on the deposited fibers. In this three-dimensional structure of 300 CHAPTER 11 ELECTROSPINNING the same charge, fibers are formed on the plate. If there is a sufficient charge on initial fibers, then a huge honeycomb-like mass structure is formed. It can also happen with conductive material if there is the high feed rate and the diameter of fibers are larger; then the thick mass is deposited on the collector plate, forming pores. The porosity rate is also influenced by the type of collector used during the process. If a paper mesh-type collector is used, then the fibers have low packing density compared to fibers formed on aluminum foil [47]. 4.5 DIAMETER OF NEEDLE OF SYRINGE The diameter of the orifice present in the syringe tip can also somewhat affect the performance of the electrospinning process. The effect of beads being present can be lessened by reducing the diameter of the syringe orifice that forms cylindrical fibers of small diameter. As the diameter decreases, the tension created on the surface of the droplets increases, so high voltage is required in such cases to decrease the accelerating force [48]. 4.6 DISTANCE BETWEEN SOURCE AND COLLECTOR PLATE The distance between the collector plate and that of the syringe greatly affects the power of the generated electric field and the time required for the polymeric jet to travel to the collector plate. For adequate fibers, the distance should be sufficient enough so that when the fibers fall onto the plate, it must dry out, or the solvent should evaporate during its travel; otherwise, the solvent does not evaporate, resulting to the formation of web structure on the plate and the strength of electric field increases with increase in accelerating force [49]. 5 WATER PURIFICATION Currently, the major concern is the access to pure drinking water. The problem is arising more and more with the increased population of the world and decline of freshwater reservoirs throughout the world [50, 51]. It is likely that the half the world’s population will be facing water scarcity by 2025, which will cause serious troubles relating to food availability, the ecosystem, and, most important, human health [52]. Besides the scarcity of water, in particular, the availability of fresh, hygienic water is quite low in many regions of the world. Approximately 1.2 billion people do not have access to fresh, hygienic drinking water, and about 2.6 billion people have little or no sanitation. Because of poor sanitation, the death rate is quite high because of unhygienic water that transfers diseases. Each day, 3900 children die because of toxic water. Mostly in the developing countries, the budding number of contaminants that enter the freshwater supply is increasing the health concerns that compel efforts to purify the water. The need of more effective, cheap, and robust processes requires decontaminating the water from the source to the point where it is to be used so that the treatment does not affect the environmental conditions and human health [53, 54]. Mainly, the demand for fresh, clean water in the current century is greater than ever. In particular, the remaining reservoirs require fortification, along with the development of the new reservoirs, to cover the growing demand for water around the world. To achieve this target, a better water treatment is required. 5 WATER PURIFICATION 301 Electrospun nanofibers are widely used for the separation phenomena. Nanofibrous membranes can be employed in traditional filtration processes with a high performance rate, predominantly because of their high porosity rate with adjustable pore size, even though they lack the required mechanical strength and durability. Nonwoven electrospun textiles have a high surface area and a small pore size, in the submicron range, making them favorable for filtration processes. Many scientists have suggested that incorporating an electrospun membrane as a layer within several substrate layers improves the filtration performance without a dominant change in pressure decline [3]. It has been reported that the thickness of the membrane can affect its performance properties; thin fibers provide high flux and excellent separation efficiency, while thicker fibers act as a supporting material [55]. Using electrospun material as an active layer also provides a high flux rate as well as a high separation of divalent ions [56]. In recent years, a range of research has been conducted for the preparation of various materials for the filtration process. The remarkable generated results can progress the class of filtration. Ghaly et al. [57] performed a test filtrating greasy wash water by using aluminum sulfate as a chemical coagulant. The efficiency of the aluminum sulfate was evaluated in terms of optical density, pH, and total solids. The research data showed that the removal of turbidity was 89.6% with effective coagulant dosage of 2 g/L. Konieczny et al. [58] conducted a filtering experiment employing the coagulation process without the sedimentation process. The two main coagulants employed were aluminum sulfate and iron chloride, and polypropylene and polyether sulfate membranes were used for filtration process. The benefits achieved using this approach were improved water quality along with a decline in fouling intensity. The data illustrated that the overall quality of filtered water yielded iron and aluminum traces of 0.2 mg/dm3, which is lower than the regulation for drinking water. Heavy metals, such as copper, chromium, and cadmium, among others, in water are toxic to aquatic life because they can easily accumulate in the body, therefore causing a serious threat to biological life; they should be harshly controlled at the level of few tenths of parts per billion or less [59, 60]. The most conventional processes for eradicating heavy metals from water are the adsorption and filtration processes. Remarkably, electrospun nanofibrous material can be used for both techniques because of their tunable pore size and high surface-to-volume ratio [60]. Silk fibroin and its blending with the wool keratose have shown a remarkable separation efficiency for heavy metals in comparison to wool silver and filter paper [61]. Organic materials, such as humic acid, protein, oil, and so on, are other toxic pollutants, and they need to be eliminated from drinking water. Functionalized electrospun nanofibrous membranes can be used to separate out such organic matter [60]. For example, a nanofibrous membrane of poly(methyl methacrylate) functionalized via phenylcarbamylated and azido phenyl carbamylated β-cyclodextrins demonstrated the removal of phenolphthalein from water [62]. Functionalized electrospun membranes can also be employed for disinfecting, as well as removing, bacteria from water [60]. The addition of silver or its salts, silver-TiO2, and quaternary ammonium salt consisting cationic polymers can bring excellent antimicrobial properties to the membranes. Owing to nanofibrous membranes’ having a high surface-to-volume ratio, they can provide a better efficiency for the removal of such contaminations [59]. Lala et al. [63] fabricated such electrospun membranes using silver-consisting polymer membranes and tested for Gram-negative bacterial groups, including Escherichia coli and Pseudomonas aeruginosa. The data obtained showed promising results in terms of antimicrobial activity. In a recent study 302 CHAPTER 11 ELECTROSPINNING [64] the performance properties of electrospun polyvinylideine fluoride (PVDF) membrane was compared with commercial ones. To study the filtration phenomena in equal conditions, the pore size of the electrospun nanofibrous membrane was reduced via grafting with methacrylic acid up to the range of its commercial counterpart. The results showed that the water flux of the electrospun membrane was two times higher than that of the commercial one when performing at the same pressure and having the same pore-size distribution. This result confirms these membranes’ better efficiency with low energy consumption. Electrospun fibrous membranes can be employed as ultrafiltration membranes if they have a pore size of less than 0.1 μm. However, such types of membranes with high surface area are susceptible to the fouling process, with, ultimately, a decline in permeation flux during the filtration process, except they can be employed with a thin-film coating [59]. Such an ultrafiltration membrane composed of a microfibrous substrate with a middle barrier layer of electrospun nanofibrous. The electrospun fibrous layer, with its high porosity, provides a higher flux rate than does a conventional membrane. This theory was proved in a recent study [65] that used cross-linked polyvinyl alcohol (PVA) electrospun nanofibrous scaffold having a fiber diameter in the range of 130–300 nm, with 83% porosity used as a mid-layer in a thin-film composite membrane (TFC). The results illustrated the high flux rate (10 times) that of a conventional TFC membrane [65]. 6 OTHER APPLICATIONS Today, scientists are researching numerous applications of fibers and mats synthesized by electrospinning as they can offer various benefits, including high porosity, high surface area-to-volume ratio, and improved physical and chemical characteristics as the factors can easily govern the fibers’ strength along with the surface morphology. Also, the electrospinning process is a highly versatile process that can provide fibers in any shape and morphology, and because of they are nanosized, the amount required is also reduced [66, 67]. The electrospun fibers are broadly used in the biomedical field, such as in wound dressing, scaffold formation for tissue engineering, filtration media, vascular graft implants, energy storage, immobilization of enzymes, and in various ongoing research [68–71]. For more than a decade, polymeric nanofibrous mats have been employed for air filtration. To filter the elements, the pore size or channels should be matched with the material to be filtered. Therefore, one can apply very fine fibers into use. The electrospinning process can provide a pore size up to several microns, thus providing the solution for the removal of toxic or desired material. Usually, because of the high surface cohesion resulting from high surface-to-volume ratio, minute particles (order of <0.5 mm) can be trapped in electrospun fibrous membranes, thus enhancing the membranes’ performance. Nonwoven mats produced by electrospinning have been successfully employed for the development of an efficient air filter. Such nanofibrous membranes have shown a 100% selectivity rate, having the diameter in the range of 1–5 μm via physical entrapment, as well as through electro-kinetic capture in the air filter membrane [69, 72]. Tissue engineering is a multidisciplinary field that includes engineering principles and that of life science for the production of bio-substitutes required for repairing, preserving, and upgrading tissues. Biomaterials that act as a matrix for cell growth, proliferation, and then the formation of fresh tissues having three-dimensional structures are an emerging research field [73–75]. Compared with other fiber-forming technologies, such as the phase-separation technique and self-assembly, electrospinning 8 CONCLUSION 303 is a simple, cost-effective technique that produces fibers with interconnected pores that have diameters in the nanometer range. Immobilizing enzymes on an inactive, unsolvable material is currently a progressive area of research for successfully enhancing the performance and functionality of enzymes for a biological processing purpose. Immobilized enzymes provide several benefits rather than soluble ones, such as better control, reusability, and high stability [76–80]. Their performance characteristics are largely determined by the structure and the character of the carrying material or by the modification applied to the material, such as hydrophilicity, rendering, biocompatibility, and so on [81]. Electrospun nanofibers have also been employed in cosmetic industry, with or without the addition of any fillers, such as for a skin care mask used for healing purposes, cleansing, and other therapeutic and medical purposes. The fibrous mask provides benefits, including high surface area, increasing its utilization, and swiftly enhancing the transfer rate of additives to the skin. For healing purposes, the fibrous mat can be applied with causing any pain, providing the three-dimensional topography [82]. Biosensors that conventionally composed of a transducer and a biologically active membrane are widely employed for clinical purposes, environmental use, and for food. Several factors can alter the performance properties of a sensor. Selectivity, response time, sensitivity, aging, and reproducibility are all direct dependent factors. Sensitivity plays an important role in the case of detecting a gas leakage or any other substance as it can be detected in very low concentrations. The accuracy of modern techniques is improving day by day through the use of advanced biomedical sensors [83]. 7 FUTURE RECOMMENDATIONS OR PROSPECTS To avail the applicability of nanofibers, abundant alterations in the electrospinning apparatus are being employed. These changes comprise mixed and multiplex apparatus, blow-assisted, coaxial or coreshell electrospinning, and various others. Among them, the coaxial apparatus utilizes the synthesis of nanofibers by employing two different polymers, of which one forms the core while other uses as shell, or coating, on the core polymer [84]. This equipment can be employed to co-electrospin the polymers that are difficult to be processed individually. This method can revolutionize the electrospinning technique by providing the novel properties and modifications at the nanoscale. This new method allows nanofiber formation with controlled pore structure because of its distinctive properties [85, 86]. In the case of drug delivery, the bust release often observed is due to the large surface-tovolume ratio and high porosity. The coaxial method is widely employed as polymer layer that acts as a diffusion barrier for drug release. Further new technologies can also provide numerous benefits. High molecular-weight polymers are often difficult to electrospin; for this, blow-assisted electrospinning can be employed. Recently, research has been conducted regarding the production of nanowires using nanofibers by adding carbon nanotubes inside the fibrous network that can provide characteristics such as electrical and thermal conductivity [3]. 8 CONCLUSION Electrospinning is a simple yet versatile and cost-effective technique for producing nonwoven nanofibers that have a high surface-to-volume ratio with tunable porosity. Because of these characteristics, it is considered one of the most favorable candidates for numerous applications. The polymeric solution 304 CHAPTER 11 ELECTROSPINNING and processing factors include molecular weight, viscosity, applied voltage, tip-to-collector distance, and conductivity, among others, and these factors can considerably affect the morphological structure of fibers. Modifying these factors can provide desired characteristics. Electrospun nanofibers are widely being used in a number of applications, includes for scaffold formation for tissue engineering, the formation of wound-healing mats, drug delivery, biosensors, the immobilization of enzymes, cosmetics, filtration purposes, and so on. Regardless of numerous benefits and accomplishments of electrospinning process, some acute limitations include small pore size and a lack of proper cellular infiltration inside of the fibers. Several attempts are ongoing for improving the design. In general, the electrospinning process has an outstanding application in the field of biomedical applications. REFERENCES [1] Y.C. Ahn, S.K. Park, G.T. Kim, Y.J. Hwang, C.G. Lee, H.S. Shin, J.K. Lee, Development of high efficiency nanofilters made of nanofibers, Curr. Appl. Phys. 6 (6) (2006) 1030–1035, https://doi.org/10.1016/j. cap.2005.07.013. [2] J. Lannutti, D. Reneker, T. Ma, D. Tomasko, D. Farson, Electrospinning for tissue engineering scaffolds, Mater. Sci. Eng. C 27 (3) (2007) 504–509, https://doi.org/10.1016/j.msec.2006.05.019. [3] M.T. Hunley, T.E. Long, Electrospinning functional nanoscale fibers: a perspective for the future, Polym. Int. 57 (3) (2008) 385–389. [4] C. Burger, B.S. Hsiao, B. Chu, Nanofibrous materials and their applications, Annu. Rev. Mater. Res. 36 (2006) 333–368. [5] A. Frenot, I.S. Chronakis, Polymer nanofibers assembled by electrospinning, Curr. Opin. Colloid Interface Sci. 8 (1) (2003) 64–75, https://doi.org/10.1016/S1359-0294(03)00004-9. [6] Z.-M. Huang, Y.Z. Zhang, M. Kotaki, S. Ramakrishna, A review on polymer nanofibers by electrospinning and their applications in nanocomposites, Compos. Sci. Technol. 63 (15) (2003) 2223–2253, https://doi.org/ 10.1016/S0266-3538(03)00178-7. [7] I.S. Chronakis, Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process—a review, J. Mater. Process. Technol. 167 (2) (2005) 283–293, https://doi.org/10.1016/j. jmatprotec.2005.06.053. [8] R.O. Ebewele, Polymer Science and Technology, CRC Press, New York, 2000. [9] J. Gilron, S. Belfer, P. V€ais€anen, M. Nystr€om, Effects of surface modification on antifouling and performance properties of reverse osmosis membranes, Desalination 140 (2) (2001) 167–179, https://doi.org/10.1016/ S0011-9164(01)00366-6. [10] M. Elimelech, W.A. Phillip, The future of seawater desalination: energy, technology, and the environment, Science 333 (6403) (2011) 712–717. [11] M. Biron, Detailed accounts of thermoplastic resins, in: Thermoplastics and Thermoplastic Composites, Elsevier, Oxford, 2007, pp. 217–714 (Chapter 4). [12] D.N. Saheb, J.P. Jog, Natural fiber polymer composites: a review, Adv. Polym. Technol. 18 (4) (1999) 351–363. [13] M.M. Farag, Selection of Materials and Manufacturing Processes for Engineering Design, Prentice Hall, New York, 1989. [14] G. Adam, J.H. Gibbs, On the temperature dependence of cooperative relaxation properties in glass-forming liquids, J. Chem. Phys. 43 (1) (1965) 139–146. [15] C.J. Ellison, J.M. Torkelson, The distribution of glass-transition temperatures in nanoscopically confined glass formers, Nat. Mater. 2 (2003) 695–700. REFERENCES 305 [16] X. Zong, K. Kim, D. Fang, S. Ran, B.S. Hsiao, B. Chu, Structure and process relationship of electrospun bioabsorbable nanofiber membranes, Polymer 43 (16) (2002) 4403–4412, https://doi.org/10.1016/S00323861(02)00275-6. [17] H. Dai, J. Gong, H. Kim, D. Lee, A novel method for preparing ultra-fine alumina-borate oxide fibres via an electrospinning technique, Nanotechnology 13 (5) (2002) 674–677. [18] S. Madhugiri, B. Sun, P.G. Smirniotis, J.P. Ferraris, K.J. Balkus, Electrospun mesoporous titanium dioxide fibers, Microporous Mesoporous Mater. 69 (1) (2004) 77–83, https://doi.org/10.1016/j. micromeso.2003.12.023. [19] C. Shao, H. Guan, Y. Liu, X. Li, X. Yang, Preparation of Mn2O3 and Mn3O4 nanofibers via an electrospinning technique, J. Solid State Chem. 177 (7) (2004) 2628–2631, https://doi.org/10.1016/j.jssc.2004.04.003. [20] L.E. Niklason, Engineering of bone grafts, Nat. Biotechnol. 18 (2000) 929–930. [21] J. Jamison, Engineering of bone grafts, Nat. Biotechnol. 18 (2000) 914. [22] S.A. Davis, S.L. Burkett, N.H. Mendelson, S. Mann, Bacterial templating of ordered macrostructures in silica and silica-surfactant mesophases, Nature 385 (1997) 420–423. [23] R. Pampuch, Constitution and Properties of Ceramic Materials, Elsevier Science Publishing Co., Inc, 1991. [24] M.M. Bergshoef, G.J. Vancso, Transparent nanocomposites with ultrathin electrospun nylon-4,6 fiber reinforcement, Adv. Mater. 11 (16) (1999) 1362–1365. [25] H. Fong, W. Liu, C.-S. Wang, R.A. Vaia, Generation of electrospun fibers of nylon 6 and nylon 6-montmorillonite nanocomposite, Polymer 43 (3) (2002) 775–780, https://doi.org/10.1016/S0032-3861 (01)00665-6. [26] C. Park, Z. Ounaies, K.A. Watson, K. Pawlowski, S.E. Lowther, J.W. Connell, E.J. Siochi, J.S. Harrison, T.L. S. Clair, Polymer-single wall carbon nanotube composites for potential spacecraft applications, Paper Presented at the Material Research Society Symposium Proceedings, 2002. [27] J. Lyons, C. Li, F. Ko, Melt-electrospinning part I: processing and geometric properties, Polymer 45 (22) (2004) 7597–7603. [28] L. Larrondo, R. St. John Manley, Electrostatic fiber spinning from polymer melts. I. Experimental observations on fiber formation and properties, Polymer Phys. 19 (6) (1981) 909–920, https://doi.org/10.1002/ pol.1981.180190601. [29] L. Larrondo, R. St. John Manley, Electrostatic fiber spinning from polymer melts. III. Electrostatic deformation of a pendant drop of polymer melt, Polymer Phys. 19 (6) (1981) 933–940. [30] Y. Christanti, L.M. Walker, Surface tension driven jet break up of strain-hardening polymer solutions, J. NonNewton. Fluid Mech. 100 (1) (2001) 9–26, https://doi.org/10.1016/S0377-0257(01)00135-5. [31] P. Sch€ummer, K.H. Tebel, A new elongational rheometer for polymer solutions, J. Non-Newton. Fluid Mech. 12 (3) (1983) 331–347, https://doi.org/10.1016/0377-0257(83)85006-X. [32] V. Morozov, T. Morozova, N. Kallenbach, Atomic force microscopy of structures produced by electrospraying polymer solutions, Int. J. Mass Spectrom. 178 (3) (1998) 143–159, https://doi.org/10.1016/S1387-3806 (98)14083-6. [33] B.E. Poling, J.M. Prausnitz, O.’.C. John P., The Properties of Gases and Liquids, fourth ed., McGraw-Hill Book Company, Singapore, 1998. [34] H. Fong, I. Chun, D.H. Reneker, Beaded nanofibers formed during electrospinning, Polymer 40 (16) (1999) 4585–4592, https://doi.org/10.1016/S0032-3861(99)00068-3. [35] J. Zeng, X. Xu, X. Chen, Q. Liang, X. Bian, L. Yang, X. Jing, Biodegradable electrospun fibers for drug delivery, J. Control. Release 92 (3) (2003) 227–231, https://doi.org/10.1016/S0168-3659(03)00372-9. [36] A.L. Clark, The critical state of pure fluids, Chem. Rev. 23 (1) (1938) 1–5. [37] R. James, R.N.M. Deam, Interfacial tension in hydrocarbon systems, J. Chem. Eng. Data 15 (2) (1970) 216–222. [38] C.J. Buchko, L.C. Chen, Y. Shen, D.C. Martin, Processing and microstructural characterization of porous biocompatibleprotein polymer thin films, Polymer 40 (1999) 7397–7407. 306 CHAPTER 11 ELECTROSPINNING [39] T. Jarusuwannapoom, W. Hongrojjanawiwat, S. Jitjaicham, L. Wannatong, M. Nithitanakul, C. Pattamaprom, P. Supaphol, Effect of solvents on electro-spinnability of polystyrene solutions and morphological appearance of resulting electrospun polystyrene fibers, Eur. Polym. J. 41 (3) (2005) 409–421, https://doi.org/10.1016/j.eurpolymj.2004.10.010. [40] W.K. Son, J.H. Youk, T.S. Lee, W.H. Park, Electrospinning of ultrafine cellulose acetate fibers: studies of a new solvent system and deacetylation of ultrafine cellulose acetate fibers, J. Polym. Sci. B Polym. Phys. 42 (1) (2004) 5–11. [41] K.H. Leea, H.Y. Kim, M.S. Khilb, Y.M. Rab, D.R. Lee, Characterization of nano-structured poly(1-caprolactone) nonwoven mats via electrospinning, Polymer 44 (2003) 1287–1294. [42] M.M. Demir, I. Yilgor, E. Yilgor, B. Erman, Electrospinning of polyurethane fibers, Polymer 43 (11) (2002) 3303–3309, https://doi.org/10.1016/S0032-3861(02)00136-2. [43] G. Taylor, Disintegration of water drops in an electric field, Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 280 (1382) (1964) 383–397. [44] J.M. Deitzel, J. Kleinmeyer, D. Harris, N.C. Beck Tan, The effect of processing variables on the morphology of electrospun nanofibers and textiles, Polymer 42 (1) (2001) 261–272, https://doi.org/10.1016/S0032-3861 (00)00250-0. [45] X. Yuan, Y. Zhang, C. Dong, J. Sheng, Morphology of ultrafine polysulfone fibers prepared by electrospinning, Polym. Int. 53 (11) (2004) 1704–1710. [46] R. Kessick, J. Fenn, G. Tepper, The use of AC potentials in electrospraying and electrospinning processes, Polymer 45 (9) (2004) 2981–2984, https://doi.org/10.1016/j.polymer.2004.02.056. [47] H. Liu, Y.-.L. Hsieh, Surface methacrylation and graft copolymerization of ultrafine cellulose fibers, J. Polym. Sci. B Polym. Phys. 41 (9) (2003) 953–964. [48] X.M. Mo, C.Y. Xu, M. Kotaki, S. Ramakrishna, Electrospun P(LLA-CL) nanofiber: a biomimetic extracellular matrix for smooth muscle cell and endothelial cell proliferation, Biomaterials 25 (10) (2004) 1883–1890, https://doi.org/10.1016/j.biomaterials.2003.08.042. [49] C.J. Buchko, L.C. Chen, Y. Shen, D.C. Martin, Processing and microstructural characterization of porous biocompatible protein polymer thin films, Polymer 40 (26) (1999) 7397–7407, https://doi.org/10.1016/ S0032-3861(98)00866-0. [50] M.T.M. Pendergast, E.M.V. Hoek, A review of water treatment membrane nanotechnologies, Energy Dyn. Artic. Links Environ. Sci. 4 (2011) 1946–1947, https://doi.org/10.1039/c0ee00541j. [51] M. Wasim, A. Sabir, M. Shafiq, A. Islam, M. Azam, T. Jamil, Mixed matrix membranes: two step process modified with electrospun (carboxy methylcellulose sodium salt/sepiolite) fibers for nanofiltration, J. Ind. Eng. Chem. 50 (2017) 172–182, https://doi.org/10.1016/j.jiec.2017.02.011. [52] M. Elbahri, S. Homaeigohar, Nanocomposite electrospun nanofiber membranes for environmental remediation, Materials 7 (4) (2014) 1017–1045, https://doi.org/10.3390/ma7021017. [53] A.A.M. Lima, S.R. Moore, M.S. Barboza Jr., A.M. Soares, M.A. Schleupner, R.D. Newman, C.L. Sears, J. P. Nataro, D.P. Fedorko, T. Wuhib, J.B. Schorling, R.L. Guerrant, Persistent diarrhea signals a critical period of increased diarrhea burdens and nutritional shortfalls: a prospective cohort study among children in northeastern Brazil, J. Infect. Dis. 181 (5) (2000) 1643–1651. [54] M. Wasim, A. Sabir, M. Shafiq, A. Islam, T. Jamil, Preparation and characterization of composite membrane via layer by layer assembly for desalination, Appl. Surf. Sci. 396 (2017) 259–268, https://doi.org/10.1016/j. apsusc.2016.10.098. [55] A.A. Shutov, Composite fluoroplastic fibrous filtration membranes, Tech. Phys. Lett. 31 (12) (2005) 1026–1028. [56] M. Wasim, S. Sagar, A. Sabir, M. Shafiq, T. Jamil, Decoration of open pore network in polyvinylidene fluoride/MWCNTs with chitosan for the removal of reactive orange 16 dye, Carbohydr. Polymers 174 (2017) 474–483, https://doi.org/10.1016/j.carbpol.2017.06.086. REFERENCES 307 [57] A.E. Ghaly, A. Snow, B.E. Faber, Effective coagulation technology for treatment of grease filter washwater, Am. J. Environ. Sci. 3 (1) (2007) 19–29. [58] K. Konieczny, M. Rajca, M. Bodzek, A. Kwieci nska, Water treatment using hybrid method of coagulation and low-pressure membrane filtration, Environ. Prot. Eng. 35 (2009) 5–22. [59] K. Yoon, B.S. Hsiao, B. Chu, Functional nanofibers for environmental applications, J. Mater. Chem. 18 (44) (2008) 5326–5334. [60] V. Thavasi, G. Singh, S. Ramakrishna, Electrospun nanofibers in energy and environmental applications, Energy Environ. Sci. 1 (2) (2008) 205–221. [61] C.S. Ki, E.H. Gang, I.C. Um, Y.H. Park, Nanofibrous membrane of wool keratose/silk fibroin blend for heavy metal ion adsorption, J. Membr. Sci. 302 (1) (2007) 20–26, https://doi.org/10.1016/j.memsci.2007.06.003. [62] S. Kaur, M. Kotaki, Z. Ma, R. Gopal, S. Ramakrishna, S.C. Ng, Oligosaccharide functionalized nanofibrous membrane, Int. J. Nanosci. 5 (2006) 1–11. [63] N.L. Lala, R. Ramaseshan, L. Bojun, S. Sundarrajan, R.S. Barhate, Y.-j. Liu, R. Seeram, Fabrication of nanofibers with antimicrobial functionality used as filters: protection against bacterial contaminants, Bitechnol. Eng. 97 (6) (2007) 1357–1365. [64] S. Kaur, Z. Ma, R. Gopal, G. Singh, S. Ramakrishna, T. Matsuura, Plasma-induced graft copolymerization of poly(methacrylic acid) on electrospun poly(vinylidene fluoride) nanofiber membrane, Langmuir 23 (26) (2007) 13085–13092. [65] X. Wang, X. Chen, K. Yoon, D. Fang, B.S. Hsiao, B. Chu, High flux filtration medium based on nanofibrous substrate with hydrophilic Nanocomposite coating, Environ. Sci. Technol. 39 (19) (2005) 7684–7691. [66] J. Doshi, D.H. Reneker, Electrospinning process and applications of electrospun fibers, J. Electrost. 35 (2) (1995) 151–160, https://doi.org/10.1016/0304-3886(95)00041-8. [67] J.-s. Kim, D.H. Reneker, Mechanical properties of composites using ultrafine electrospun fibers, Polym. Compos. 20 (1) (1999) 124–131. [68] D.H. Reneker, A.L. Yarin, H. Fong, S. Koombhongse, Bending instability of electrically charged liquid jets of polymer solutions in electrospinning, J. Appl. Phys. 87 (9) (2000). [69] S. Ramakrishna, K. Fujihara, W.-E. Teo, T. Yong, Z. Ma, R. Ramaseshan, Electrospun nanofibers: solving global issues, Materials Today 9 (3) (2006) 40–50, https://doi.org/10.1016/S1369-7021(06)71389-X. [70] L.A. Smith, P.X. Ma, Nano-fibrous scaffolds for tissue engineering, Colloids Surf. B Biointerfaces 39 (3) (2004) 125–131, https://doi.org/10.1016/j.colsurfb.2003.12.004. [71] J.D. Stitzel, P. K, G.E. Wnek, D.G. Simpson, G.L. Bowlin, Arterial smooth muscle cell proliferation on a novel biomimicking, biodegradable vascular graft scaffold, J. Biomater. Appl. 16 (1) (2001) 22–23. [72] N. Kattamuri, J.H. Shin, B. Kang, C.G. Lee, J.K. Lee, C. Sung, Development and surface characterization of positively charged filters, J. Mater. Sci. 40 (17) (2005) 4531–4539. [73] R. Langer, J.P. Vacanti, Tissue engineering, Science 260 (5110) (1993) 920–926. [74] R.M. Nerem, A. Sambanis, Tissue engineering: from biology to biological substitutes, Tissue Eng. 1 (1) (1995) 3–13. [75] F.J. O’Brien, Biomaterials & scaffolds for tissue engineering, Mater. Today 14 (3) (2011) 88–95, https://doi. org/10.1016/S1369-7021(11)70058-X. [76] A.V. Bacheva, O.V. Baibak, A.V. Belyaeva, E.S. Oksenoit, T.I. Velichko, E.N. Lysogorskaya, A. K. Gladilin, V.I. Lozinsky, I.Y. Filippova, Activity and stability of native and modified subtilisins in various media, Biochemistry 68 (11) (2003) 1261–1266. [77] H. Jia, G. Zhu, B. Vugrinovich, W. Kataphinan, D.H. Reneker, P. Wang, Enzyme-carrying polymeric nanofibers prepared via electrospinning for use as unique biocatalysts, Biotechnol. Prog. 18 (5) (2002) 1027–1032. [78] J. Xie, Y.-L. Hsieh, Ultra-high surface fibrous membranes from electrospinning of natural proteins: casein and lipase enzyme, J. Mater. Sci. 38 (10) (2003) 2125–2133. 308 CHAPTER 11 ELECTROSPINNING [79] S. Onal, A. Telefoncu, Preparation and properties of β-galactosidase chemically attached to activated chitin, Artif. Cells Blood Substit. Immobilization Biotechnol. 31 (3) (2003) 339–355. [80] Y.M. Yang, J.W. Wang, R.X. Tan, Immobilization of glucose oxidase on chitosan–SiO2 gel, Enzyme Microb. Technol. 34 (2) (2004) 126–131, https://doi.org/10.1016/j.enzmictec.2003.09.007. [81] P. Ye, Z.-K. Xu, A.-F. Che, J. Wu, P. Seta, Chitosan-tethered poly(acrylonitrile-co-maleic acid) hollow fiber membrane for lipase immobilization, Biomaterials 26 (32) (2005) 6394–6403, https://doi.org/10.1016/ j.biomaterials.2005.04.019. [82] C.-F. Huang, F.-C. Chang, Comparison of hydrogen bonding interaction between PMMA/PMAA blends and PMMA-co-PMAA copolymers, Polymer 44 (10) (2003) 2965–2974, https://doi.org/10.1016/S0032-3861 (03)00188-5. [83] D.P. Daniel Figeys, Lab-on-a-chip: a revolution in biological and medical sciences—a look at some of the basic concepts and novel components used to construct prototype devices, Anal. Chem. 72 (2000) 330A–335A. [84] Z. Sun, E. Zussman, A.L. Yarin, J.H. Wendorff, A. Greiner, Compound core–shell polymer nanofibers by co-electrospinning, Adv. Mater. 15 (22) (2003) 1929–1932. [85] E. Zussman, A. Theron, A.L. Yarin, Formation of nanofiber crossbars in electrospinning, Appl. Phys. Lett. 82 (6) (2003) 973. [86] J.-H. He, Y.-Q. Wan, J.-Y. Yu, Scaling law in electrospinning: relationship between electric current and solution flow rate, Polymer 46 (8) (2005) 2799–2801, https://doi.org/10.1016/j.polymer.2005.01.065.