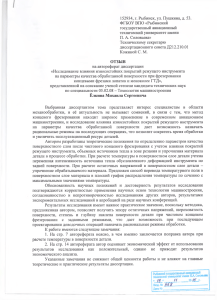
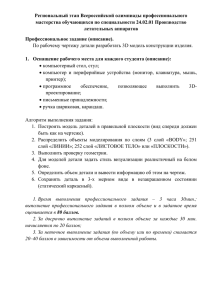
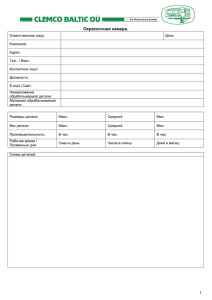
Общество с ограниченной ответственностью «МЦДО ПрофСтандарт» ТЕМА ВКР Выпускная квалификационная работа Направление: Профессиональное обучение Профиль: Оператор станка с программным управлением Тема: Технологическая подготовка при создании УП для станка с ЧПУ. Токарная обработка детали типа вал Выполнил Алешин Владимир Дмитриевич Ф.И.О Подпись__________________________________ Омск, 2022 3 Оглавление Введение 1. ТОКАРНАЯ ОБРАБОТКА 1.1. Общие сведения 1.2. Зоны токарной обработки 1.3. Черновая и чистовая обработка 1.4. Схемы черновой обработки 1.5. Последовательность обработки заготовок 2. ОСНОВЫ ПРОГРАММИРОВАНИЯ 2.1. Подготовка управляющей программы 2.2. Язык программирования 2.3. Структура программы 2.4. Строка безопасности 2.5. Программирование перемещений 2.6. Верификация программ 3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 4. ПРИМЕР ВЫПОЛНЕНИЯ РАБОТЫ 4.1. Исходные данные 4.2. Технология изготовления 4.3. Схема расчета опорных точек черновой обработки 4.4. Схема расчета опорных точек чистовой обработки 4.5. Схема расчета опорных точек точения канавок 4.6. Расчет положения конечной точки сверла 4.7. Оформление результатов 5. СОЗДАНИЕ И ОТЛАДКА ПРОГРАММЫ 5.1. Подготовка и ввод данных 5.2. Средства визуализации и отладки 5.3. Сохранение и загрузка проекта ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА Приложение 1 4 5 5 6 6 7 9 10 10 10 11 13 13 15 16 17 17 17 18 19 20 20 20 24 24 33 35 39 40 4 Введение Повышение производительности механической обработки изделий в значительной степени зависит от уровня автоматизации технологических процессов. Внедрение в производство станков с числовым программным управлением (далее – ЧПУ) требует выполнения ряда специфических требований, обусловленных особенностями их применения. Замена универсального неавтоматизированного оборудования станками с ЧПУ позволяет в несколько раз снизить трудоемкость изготовления деталей. Внедрение компьютерных систем резко сокращает сроки подготовки производства, освоения и выпуска новой продукции, повышает ее качество и снижает себестоимость. Цель работы – ознакомить с основами программирования на станках с ЧПУ, составлением программ обработки поверхностей определенных геометрических форм на токарном станке с ЧПУ. При подготовке управляющих программ специалист должен знать: технологический процесс изготовления детали; виды режущего инструмента и режимы резания; основы программирования в кодах G и М. Подготовка управляющих программ включает в себя: - расчет траектории инструмента (выбор или уточнение системы координат, определение наладочных размеров детали, расчет координат опорных точек, разделение проходов на ходы и шаги, построение траектории движения инструмента, преобразование системы координат); - кодирование и запись УП (формирование элементарных перемещений и определение технологических команд, кодирование УП, записывание УП на программоноситель); - контроль, редактирование и отладку УП (контроль траектории движения инструмента, редактирование УП, обработку опытной детали). 5 1. ТОКАРНАЯ ОБРАБОТКА 1.1. Общие сведения Токарная обработка (точение) является основным способом обработки поверхностей тел вращения. Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение резания, Dr) и перемещении резца (движение подачи, Ds). Точение можно отнести к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Рис. 1.1. Основные схемы обработки заготовок на токарно-винторезном станке: а–в – обтачивание наружных поверхностей; г – подрезание торцов; д – протачивание канавок, отрезание; е – точение фасонных поверхностей; ж – нарезание резьбы; з – растачивание гладких и ступенчатых отверстий [2] На станках токарной группы могут выполняться операции сверления и рифления. Для обработки используются следующие основные виды резцов: проходной прямой (рис. 1.1, а), проходной отогнутый (рис. 1.1, б), проходной упорный (рис. 1.1, в), подрезной (рис. 1.1, г), канавочный, отрезной (рис. 1.1, д), фасонный (рис. 1.1, е), резьбовой (рис. 1.1, ж), проходной расточной (рис. 1.1, ж). 6 1.2. Зоны токарной обработки Каждая зона токарной обработки (часть поверхности), как правило, соответствует одному технологическому переходу и формируется в зависимости от конфигурации контура детали и технологических возможностей режущего инструмента, выполняющего данный переход. В зависимости от конфигурации участка контура, формируемого за технологический переход, зоны обработки делятся на открытые (а), полуоткрытые (б), закрытые (в) и комбинированные (г) (рис. 1.2). Рис. 1.2. Зоны токарной обработки [4] 1.3. Черновая и чистовая обработка Механическую обработку поверхностей заготовок обычно разделяют на черновую и чистовую. При черновой обработке основным критерием обрабатываемости является стойкость инструмента при соответствующей скорости и силе резания. При черновой обработке стремятся снять почти весь припуск, оставляя примерно 0,5 мм на чистовую обработку, за один проход с максимально возможной глубиной резания � = 3 – 8 мм. Рекомендуемая глубина 5 мм. Подачу � назначают в зависимости от величины �. Параметры режима резания назначают в последовательности: глубина резания – �, мм, подача �, мм/об, скорость резания – �, м/мин. В зависимости от величины � и � выбирается скорость резания ��. По величине �� рассчитывают частоту вращения заготовки ��, мин -1, по формуле �� = 1000 �р/��, где � – диаметр заготовки, мм. 7 По паспортным данным станка выбирается ближайшая меньшая величина �. После выбора � рассчитывается фактическая скорость резания �, м/мин, по формуле: � = �� �/1000. При чистовой обработке основными критериями обрабатываемости металлов являются шероховатость поверхности, точность обработки, стойкость инструмента. При чистовой обработке � определяется частью припуска, оставленного на чистовую обработку, � = 0,5 мм. Величина подачи � выбирается в зависимости от заданной чертежом шероховатости поверхности и корректируется по паспортным данным станка по аналогии с подачей при черновой обработке. Величина скорости резания � выбирается по специальной таблице и корректируется по паспортным данным станка по аналогии со скоростью резания при черновой обработке. Черновая обработка проходит на низких оборотах и с максимальной подачей, а чистовая – на высоких оборотах и небольших подачах. 1.4. Схемы черновой обработки Типовые схемы переходов. На рис. 1.3 показаны типовые схемы черновых переходов токарной обработки основных поверхностей. Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится на небольшое расстояние (около 0,5 мм) от обработанной поверхности и возвращается во время вспомогательного хода назад. Эту схему наиболее часто применяют при обработке открытых и полуоткрытых зон. Схема «виток» («зигзаги») предусматривает работу инструмента на прямой и обратной подаче и может быть реализована в зонах обработки всех видов. Схема «спуск» характерна тем, что припуск снимается при радиальном перемещении резца. Наиболее часто эту схему используют при черновых 8 переходах для закрытых зон. Рис. 1.3. Типовые схемы переходов при черновой обработке основных поверхностей: А – открытая зона, Б – полуоткрытая зона, В – закрытая зона [4] Особое внимание следует уделять выбору схем для полуоткрытых зон, так как они наиболее часто встречаются при токарной обработке. Помимо простейших схем, приведенных на рис. 1.3, для них находят применение и более сложные. А) Черновая схема с подборкой (рис. 1.4, а) После прямолинейного рабочего хода инструмент, согласно УП, движется вдоль чернового контура детали (вплоть до уровня предыдущего прохода), срезая при этом оставшийся материал. Б) Черновая схема с получистовым (зачистным) проходом (рис. 1.4, б) После выполнения последнего (или предпоследнего) чернового хода инструменту задают движение вдоль контура детали; осуществляется получистовой ход, при котором на контуре срезаются все гребешки и остатки металла. 9 Рис. 1.4. Схемы черновой обработки [4] 1.5. Последовательность обработки заготовок Общая последовательность обработки заготовок на токарном станке с ЧПУ: 1) подрезание торца; 2) центрование (если сверло имеет диаметр меньше 20 мм); 3) сверление; 4) черновая обработка основных поверхностей; 5) черновая обработка дополнительных поверхностей; 6) чистовая обработка этих же дополнительных поверхностей, т. к. она может выполняться, как правило, тем же инструментом, что и черновая обработка; 7) чистовая обработка дополнительных поверхностей, не требующих черновой обработки; 8) чистовая обработка основных поверхностей; 9) отрезка детали. При обработке основной поверхности применяют черновые и чистовые резцы. Канавки сплошной формы обрабатывают по типовой программе за несколько ходов. Схему обработку выбирают с учетом глубины и ширины канавки. Применяют канавочные проходные резцы и многоступенчатую обработку. 10 2. ОСНОВЫ ПРОГРАММИРОВАНИЯ 2.1. Подготовка управляющей программы Для программирования обработки детали необходимо выполнить ряд последовательных действий: 1) подготовить чертеж детали, определить ее нулевую точку, нанести системы координат; 2) определить процесс обработки, т. е. установить: - когда, какие и для обработки каких контуров будут использоваться инструменты; - последовательность изготовления отдельных элементов детали; - какие отдельные элементы детали повторяются (возможно в повернутом виде) и должны быть сохранены в подпрограмме; - наличие в других программах или подпрограммах обработки данных или подобных контуров деталей, которые можно использовать; - где целесообразны или необходимы смещение нулевой точки, вращение, отражение, масштабирование; 3) создать технологическую карту, т. е. определить поочередно все действия при обработке детали, например, движение ускоренным ходом при позиционировании, смену инструмента, свободный ход, включениевыключение шпинделя, подачу СОЖ, вызов данных перемещения инструмента (подача, коррекция траектории, подвод к контуру, отвод от контура) и т. д.; 4) перевести рабочие операции на язык программирования, т. е. записать каждую отдельную операцию как кадр или кадры ЧПУ; 11 5) соединить все отдельные операции в одной программе. 2.2. Язык программирования Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком ISO 7 бит или языком G и M кодов. G-коды называются подготовительными и позволяют задавать: - перемещение рабочих органов оборудования с заданной скоростью; -выполнение типовых последовательностей; - управление параметрами инструмента, системами координат, и рабочих плоскостей. М-коды называются технологическими (вспомогательными) и включают такие действия, как: - сменить инструмент; - включить/выключить шпиндель; - включить/выключить охлаждение; - работа с подпрограммами. Кроме указанных команд программа некоторые вспомогательные символы (адреса), которые обозначаются буквами латинского алфавита. Список некоторых команд и адресов приведен в приложении 1. Все станочные коды в зависимости от их способности сохраняться в памяти СЧПУ разделяют на два класса: немодальные и модальные. Немодальные коды действуют только в том кадре, в котором они находятся. Модальные коды, действуют бесконечно долго, пока их не отменят другим кодом. 12 2.3. Структура программы Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.Каждый кадр программы представляет собой один шаг обработки и может начинаться с номера кадра (N1...N10 и т. д.), а заканчиваться символом конец кадра (;). Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т. д.). Слово состоит из символа (кода или адреса) и числа, представляющего арифметическое значение. Схематично любую управляющую программу можно представить в виде следующих областей (рис. 2.1). Рис. 2.1. Структура управляющей программы 13 2.4. Строка безопасности Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим, отменяют ненужные функции и обеспечивают безопасную работу с управляющей программой. Используется для предотвращения отрицательного влияния внештатных ситуаций, когда какой-либо ненужный модальный G код не был отменен. Например, если программа обработки была прервана по каким-либо причинам в середине. Строка безопасности, находящаяся обычно в начале УП или после кадра смены инструмента, позволяет «восстановить» забытые G коды и выйти в нормальный режим работы. Как правило, строка безопасности содержит коды G18, G21, G40, G49, G54, G80, G90. 2.5. Программирование перемещений При программировании за основную принимают точку начала системы координат детали �, организуя относительно ее всю УП. Нулевая точка детали � (нуль детали) – точка на детали, относительно которой заданы ее размеры. На чертеже ноль детали обозначается символом . Начало системы координат � определяется технологом-программистом, исходя из анализа чертежа детали с учетом: геометрии заготовки, простановки размеров, описывающих ее контур; базирования заготовки на станке и технологии её обработки; удобства размерной настройки инструментов. При токарной обработке чаше всего за начало координатной системы программы принимают базовую точку детали на базовом торце. 14 Для токарной обработки на станке с ЧПУ наиболее распространенной является плоская прямоугольная система координат заготовки, оси которой обычно называются � и � (G18). В этой системе осью � является ось главного шпинделя станка, при этом положительным направлением оси � является направление от места крепления заготовки в шпинделе к режущему инструменту. Ось � расположена перпендикулярно оси �, а ее положительное направление зависит от положения инструмента относительно оси � (рис. 2.2). Но в любом случае положительным направлением оси � является перемещение, при котором инструмент отдаляется от заготовки. Рис. 2.2. Система координат токарного станка Положение и перемещение объектов при программировании обработки может быть использован одним из способов отсчета координат: абсолютный и относительный (в приращениях). Большинство программ обработки создается в абсолютных координатах. 15 Рис. 2.3. Относительная и абсолютная системы отсчета [2] 2.6. Верификация программ После создания управляющей программы её надо проверить на предмет правильности траектории движения рабочего инструмента. Для проверки программ применяется верификация. Технология верификации заключается в демонстрации процесса обработки с визуализацией удаления материала. Верификация дает возможность просмотреть сам процесс и окончательный результат исполнения рабочей программы в виде модели готовой детали. Верификация позволяет увидеть отдельные участки технологического процесса. При этом можно увидеть необработанные участки и скорректировать требуемые параметры. 16 3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Построить по размерам для данного варианта в системе AutoCAD верхнюю половину контура (без отверстия). Контур должен быть единой замкнутой полилинией. Начало контура (крайнюю левую нижнюю точку) поместить в начало экранной координат. Сохранить полилинию в формате dxf для версии AutoCAD R12. 2. Построить эквидистанту к контуру, определяющую получистовую поверхность (поверхность с припуском на чистовую обработку). 3. Определить порядок выполнения операций и занести в таблицу (табл. 1). 4. Определить опорные точки контура для черновой обработки и занести в таблицу (табл. 2). 5. Определить опорные точки контура для чистовой обработки черновой и занести в таблицу (табл. 3). 6. В текстовом редакторе («Блокноте») написать текст управляющей программы. 7. Используя систему NC-Manager создать проект для токарной обработки и отладить программу. 8. Оформить отчет. 17 4. ПРИМЕР ВЫПОЛНЕНИЯ РАБОТЫ 4.1. Исходные данные Заготовка: простой сортовой прока круглого сечения Ø 70×142 (2 мм на подрезку торца). Материал заготовки: сталь 45 ГОСТ 1050-88. 4.2. Технология изготовления Технология изготовления представлена в таблице 1. 18 Таблица 1. Технологические данные № Содержание Режущий инструмент переход перехода Режимы резания а 1 Подрезать торец Токарный проходной S = 0,46 мм\о6 упорный резец ГОСТ N = 750 мин-1 18879-73 2 3 4 5 6 Точить наружные Проходной упорный S = 0,30 мм\о6 цилиндрические и прямой N = 750 мин– конические резец с пластинкой из 1 поверхности твердого сплава Т5К10, начерно ГОСТ 18879-73 Точить наружные Проходной упорный S = 0,25 мм\о6 цилиндрические и отогнутый резец с N = 715 мин– конические пластинкой из твердого 1 поверхности сплава Т15К6, ГОСТ начисто 18879-73 Точить канавки Резец S = 0,12мм\о6 канавочный ТУ 2-035-558- N = 815 мин– 77 1 Сверло спиральное S = 0,18мм\о6 цилиндрическое Р6М5 N = 315 мин– ГОСТ 10903-77 1 Резец 2660-0003 2 S = 1.5мм\о6 Т15К6 ГОСТ 18885-3 N = 250 мин– Сверлить отверстие Нарезать резьбу 1 19 4.3. Схема расчета опорных точек черновой обработки Схема расположения опорных точек черновой обработки. Опорные точки черновой обработки. Таблица 2. № точки 0 X Z Примечания Линейное перемещение 1 20.0 140.0 2 0.0 140.0 3 30.0 140.0 4 30.0 67.7013 Перемещение по дуге (по ЧС) 5 31.0 66.3344 Линейное перемещение 6 31.0 51.1857 7 35.0 40.7857 8 35.0 140.0 9 25.0 140.0 10 25.0 76.6358 Перемещение по дуге (по ЧС) 11 30.0 67.7013 Линейное перемещение 12 30.0 140.0 13 21.0 140.0 14 21.0 96.0007 Перемещение по дуге (по ЧС) 15 25.0 76.6358 Линейное перемещение 20 4.4. Схема расчета опорных точек чистовой обработки Опорные точки чистового контура Таблица 3 № точки 0 X Z Примечания Линейное перемещение 1 20.0 140.0 2 20.0 96.0 Перемещение по дуге (по ЧС) 3 30.0 66.0 Линейное перемещение 4 30.0 51.0 5 38.0 35 6 18.0 140.0 7 20.0 138.0 Снятие фаски 4.5. Схема расчета опорных точек точения канавок Опорные точки канавок № точки 1 X 20.0 Z 96.0 2 15.0 96.0 3 20.0 106.0 4 15.0 106.0 Таблица 4 Примечания Линейное перемещение 4.6. Расчет положения конечной точки сверла 21 Координаты конечного положения конца сверла: 𝑍 = 140 − (6 + 0.5 ∙ 10 ∙ tg (90 −118/2)) = 131.9. 4.7. Оформление результатов Данные эскизов переходов и соответствующие им фрагменты кода программы должны быть представлены в виде приведенной ниже таблицы. Эскиз обработки и фрагмент кода G90 // Абсолютная система координат G18 // задание рабочей плоскости XZ G0 X35.0 Z140.0 // Подвод инструмента на холостом ходу к торцу // подрезка торца G95 F0.25 S750 // F – подача в формате мм/об., S – Скорость вращения шпинделя G01 X-1.0 Z140.0 // Обработка G0 X35.0 Z140.0 // отвод инструмента 22 Эскиз обработки и фрагмент кода // первый проход G95 F0.30 // F –подача в формате мм/об. G01 X30.0 Z140.0 X30.0 Z67.7013 G02 X31.0 Z66.3344 R49 //Круговая интерполяция по ЧС G01 X31.0 Z51.1857 X35.0 Z40.7857 G0 X35.0 Z140.0 X25.0 Z140.0 // второй проход G01 X25.0 Z76.6358 G02 X30.0 Z67.7013 R49 //Круговая интерполяция по ЧС G00 X30.0 Z140.0 X21.0 Z140.0 // третий проход G1 X21.0 Z96.0007 G02 X25.0 Z76.6358 R49 G0 X25 Z140.0 23 Эскиз обработки и фрагмент кода // Чистовая обработка G0 X20 Z140.0 G01 X20 Z96.0 G02 X30 Z66.0 R50 G01 X30 Z51.0 X35 Z38.0 G00 X35 Z140.0 G01 X18 Z140.0 X20 Z138.0 G00 X80 Z170.0 // Точение канавок M06 T2 F0.12 S815 G00 X40 Z96 G01 X15 Z96 X25 Z96 X25 Z106 X15 Z106 X25 Z106 G0 X80.0 Z170.0 24 Эскиз обработки и фрагмент кода // Сверление отверстия M06 T3 F0.18 S315 G00 X0 Z145.0 G01 X0 Z131.9 X0 Z145.0 G00 X80 Z170 // Нарезание резьбы G90 M06 T4 M3 // правая резьба // M4 левая резьба G0 X20 Z140 G32 Z103 K2 G00 X80 Z170 // Завершение программы M99 Итог работы программы представлен на рисунке. 25 5. СОЗДАНИЕ И ОТЛАДКА ПРОГРАММЫ 5.1. Подготовка и ввод данных 1. Создать процесс токарной обработки На первом этапе работы создается новый токарный проект (рис. 5.1). Рис. 5.1. Создание нового токарного проекта 2. Выбрать станок Далее производится выбор станка. Для этого необходимо выполнить следующую последовательность действий. а) Выбрать объект «Станок» (рис. 5.2). Рис. 5.2. Выбор объекта «Станок» б) Выбрать пункт «Загрузить» (рис. 5.3). Рис. 5.3. Подменю объекта «Станок» в) Выбрать тип станка, установленный по умолчанию: TURN DEFAULT (рис. 5.4). Рис. 5.4. Выбор типа станка 26 3. Загрузить существующую программу Программа может быть написана в обычном текстовом редакторе (Блокноте). Для ее загрузки необходимо: а) выбрать пункт меню «Программы» (рис. 5.5); Рис. 5.5. Выбор пункта «Программы» б) нажать кнопку ; в) в появившемся диалоговом выбрать пункт «Все файлы (*.*)» (рис. 5.6); Рис. 5.6. Диалоговое окно выбора файла 27 г) выбрать необходимый файл и нажать кнопку . Текст выбранной программы появится в окне Редактора (рис. 5.7). Рис. 5.7. Окно Редактора 4. Создать заготовку Следующим этапом работы является создание заготовки. Для этого требуется выполнить следующую последовательность действий. а) Выбрать объект «Заготовка» (рис. 5.8). Рис. 5.8. Выбор объекта «Заготовка» б) Выбрать пункт «цилиндр/конус» (рис. 5.9). Рис. 5.9. Подменю объекта «Заготовка» в) Задать размеры заготовки (рис. 5.10). 28 Рис. 5.10. Определение размеров заготовки Для изменения ориентации заготовки используйте контекстное меню (рис. 5.11), которое активизируется нажатием правой клавиши мыши. Рис. 5.11. Контекстное меню 5. Загрузить контур детали После создания заготовки производится загрузка контура детали по следующей последовательности действий. а) Выбрать объект «Детали» (рис. 5.12). Рис. 5.12. Выбор объекта «Детали» б) Выбрать пункт «Контур из файла» (рис. 5.13). Рис. 5.13. Подменю объекта «Детали» 29 в) Загрузить файл (рис. 5.14–5.15). Рис. 5.14. Окно настройки свойств контура Рис. 5.15. Окно выбора файла Внимание! 1) Контур детали должен быть сформирован в формате AutoCAD R12|LT2 DXF (.dxf). 2) Контур должен быть представлен замкнутой полилинией. 3) Задается только верхняя половина контура. 4) Замыкающая линия проходит по оси детали. Примечание. Вместо контура детали можно использовать ее 3D модель в форма-те STL. Тогда при загрузке детали следует выбрать пункт «Из STL файла». 30 При правильно выполненной последовательности действий должно появится изображения детали, представленное на рис. 5.16. Рис. 5.16. Изображение детали 6. Выбрать /создать инструмент Следующим этапом работы является выбор или создание инструмента, которое предполагает выполнение следующих действий. а) Выбрать объект «Инструмент» (выбор ПКМ) (рис. 5.17). Рис. 5.17. Выбор объекта «Инструмент» б) Выбрать пункт «Создать…» (рис. 5.18). Рис. 5.18. Подменю объекта «Инструмент» в) В появившемся диалоговом окне нажать кнопку «Добавить пластинку» (рис. 5.19). Рис. 5.19. Выбор добавления пластинки при создании инструмента 31 г) В появившемся диалоговом окне выбрать закладку для проходного резца, которым будут обрабатываться основные поверхности, и установить параметры по рисунку (рис. 5.20). Рис. 5.20. Настройки параметров иснтрумента Создание инструмента завершить нажатием кнопки ОК (рис. 5.21). Рис. 5.21. Завершение создания инструмента Номер созданного инструмента – 1. Аналогичным образом создать еще один инструмент для точения канавок шириной 2 мм. (рис. 5.22). 32 Рис. 5.22. Создание инструмента для точения канавок Номер этого инструмента будет 2. В списке инструментов появятся добавленные резцы (рис. 5.23). Рис. 5.23. Список созданных инструментов Для сверления отверстия добавить инструмент «Сверло», выбрав его соответствующий диаметр (рис. 5.24). Примечание. При программировании операции сверления учесть тот факт, программируется перемещение вершины (крайней точки) сверла. Поэтому ее координата будет больше глубины сверления на высоту конической части сверла, рассчитываемой по диаметру сверла и углу при вершине. Эту величину можно указать при выборе сверла в поле «Смещение». Рис. 5.24. Добавление инструмента «Сверло» 33 Для нарезания резьбы необходимо создать инструмент с пластинкой (рис. 24). Рис. 5.24. Создание инструмента для нарезания резьбы 7. Задать исходное состояние для выбранной стойки а) Выбрать объект «Стойка ЧПУ» (рис. 5.25). Рис. 5.25. Выбор стойки ЧПУ б) Выбрать пункт «Исходное состояние». в) На закладке «Позиция» (рис. 5.26) задать Рис. 5.26. Настройка начального положения инструмента В графической области появится условное отображение первого инструмента . 34 5.2. Средства визуализации и отладки Запуск проекта производится нажатием кнопки «Старт» на панели «Симуляция» (рис. 5.27). Рис. 5.27. Панель «Симуляция» При повторном запуске проекта необходимо восстановить исходное состояние нажатием кнопки «Сброс». Режимы визуализации выбираются на панели «Режимы».а) Режим «Резать» / «Не резать» Кнопки включения режимов «Резать» / «Не резать» расположены на панели Режимы (рис. 5.28). Рис. 5.28. Панель Режимы В режиме «Резать» имитируется удаление металла, в режиме «Не резать» – только траектория инструмента (рис. 5.29). Рис. 5.29. Особенности отображения режимов б) Режим «Анимация»/ «Без анимации». В режиме «Анимация» симулируются перемещения в каждом проходе, в режиме «Без анимации» – только траектория инструмента и конечный результат обработки (рис. 5.30). Рис. 5.30. Траектория инструмента и результат обработки 35 в) Скорость перемещения инструмента при симуляции устанавливается включением/выключением «Учесть подачу». В режиме «Учесть подачу» скорость перемещения инструмента (подача) берется из программы. Если режим «Учесть подачу» выключен, скорость демонстрации устанавливается перемещением бегунка на панели «Симуляция». 5.3. Сохранение и загрузка проекта Созданный проект можно сохранить полностью со всеми входящими в него данными – деталью, заготовкой, инструментом, станком и т. д. Файл проекта сохраняется с расширением ncm. При дальнейшей работе над проектом достаточно загрузить этот файл. Все исходные данные будут восстановлены. Таблица технологических данных Содержание перехода Режущий инструмент Подрезка торца Токарный проходной S = 0,5 мм\об упорный резец ГОСТ 18879-73 N = 700 об\мин Черновая обработка основных наружных поверхностей Проходной упорный прямой резец ГОСТ 18879-73 S = 0,350 мм\об Черновая обработка основных наружных поверхностей Проходной упорный ГОСТ 18879-73 S = 0,25 мм\об Точение канавок Резец канавочный ТУ 2-035558-77 S = 0,15мм\об Сверло спиральное цилиндрическое Р6М5, ГОСТ 10903-77 S = 0,18мм\об Резец 2660-0003 2 S = 1.5мм\об Т15К6 ГОСТ 18885-3 N = 250 об\мин Сверление отверстия Нарезание резьбы Припуск на чистовую обработку – 0.5 мм. Режимы резания N = 750 об\мин N = 730 об\мин N = 800 об\мин N = 315 об\мин 36 ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА 1. Должиков, В. П. Основы программирования и наладки станков с ЧПУ : учебное пособие / В. П. Должиков. – Томск : Изд. ТПУ, 2011. – 112 с. 2. Ермолаев, В. В. Программирование для автоматизированного оборудования : учебник / В. В. Ермолаев. – Москва : Издательский центр «Академия», 2014. – 256 с. 3. Панов, А. А. Обработка металлов резанием: справочник технолога / А. А. Панов [и др.]. – 2-е изд.. перераб. и доп. – Москва : Машиностроение, 2004. – 784 с. 4. Серебреницкий, П. П. Программирование для автоматизированного оборудования : учебник / П. П. Серебреницкий, А. Г. Схиртладзе. – Москва : Высш. шк. 2003. – 592 с. 37 ПРИЛОЖЕНИЕ Таблица основных команд ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРИ СОЗДАНИИ УП ДЛЯ СТАНКА С ЧПУ РАЗРАБОТКА МАРШРУТНОЙ ТЕХНОЛОГИИ ПРИ СОЗДАНИИ УП Выбор последовательности обработки детали по зонам Выбор последовательности обработки детали является одной из наиболее важных задач, решаемых при проектировании технологического процесса. Последовательность обработки, указанная с комплексом оснастки и режущего инструмента, полностью определяет маршрут обработки детали на станке с ЧПУ. Прежде всего должен быть решен вопрос о количестве установов (положений) детали на столе станка. Первый установ, как правило, выбирают из условия наиболее удобного базирования заготовки на черные или заранее подготовленные чистые поверхности. Последующие установы (если они требуются) производятся на обработанные чистые базы. Конечной задачей является поиск схемы, обеспечивающей наиболее полную обработку детали со всех сторон с наименьшим количеством установов. Одновременно производится эскизное проектирование приспособлений для базирования и зажима заготовки во всех положениях. Для каждого установа детали определяется: • последовательность обработки по зонам, связанная с конструктивными особенностями детали (зона наружных и внутренних контуров, зона торцов ребер, плоскости и т.д.); • последовательность обработки по ее видам (черновая, чистая) в каждой из зон. Рассмотрим последовательность обработки по зонам. Токарная обработка. Так как обработка деталей на токарных станках с ЧПУ может выполняться в центрах или в патронах, то приводятся две типовые последовательности обработки зон. При обработке в центрах: 1) черновая обработка основных зон, из числа которых первыми обрабатываются поверхности, требующие рабочих перемещений режущего инструмента по направлению к передней бабке; 2) черновая и чистовая обработка дополнительных зон, кроме канавок для выхода шлифовального круга, резьбы и мелких выточек; 3) чистовая обработка основных зон, причем первой выполняется подрезка торца, далее — обработка наружных поверхностей; 4) обработка дополнительных зон, не требующих черновых переходов. При обработке в патронах: 1) центрование (выполняется при сверлении отверстий диаметром менее 20 мм); 2) сверление (при сверлении ступенчатых отверстий сначала выполняется сверление сверлом большего диаметра до 20 мм, а потом меньшего); 3) черновая обработка основных зон (сначала подрезка внешнего торца предварительно и окончательно, затем обработка наружных поверхностей и далее — внутренних поверхностей); 4) черновая и чистовая обработка дополнительных зон, кроме канавок для выхода шлифовального круга, резьбы и мелких выточек); 5) чистовая обработка основных зон, кроме внешнего торца (сначала внутренние поверхности, затем наружные); 6) обработка дополнительных зон, не требующих черновой обработки (сначала в отверстиях или на торце, затем на наружных поверхностях). Последовательность обработки заготовок в трехкулачковом патроне показана на рис 7.1. Фрезерная обработка. Для фрезерной обработки при определении последовательности обработки по зонам необходимо соблюдать условие получения максимальной жесткости детали на каждом участке обработки. Так, при наличии ребер в детали наиболее целесообразно вначале, до обработки контуров детали, обработать торцы ребер, так как ребра при этом будут более жесткими. Затем желательно обработать внутренние контуры детали и заключенные в них плоскости. При обработке внутренних контуров можно вырезать окна или технологические отверстия, через которые с помощью накладных прижимов осуществляется крепление детали для последующей операции — обработки наружного контура. В качестве типовой последовательности обработки по зонам корпусной симметричной детали, изготовленной из поковки (см. рис. 6.1, б), может быть принята следующая последовательность: 1) обработка зон верхней области симметрии детали: черновое фрезерование открытых основных зон — торцовой плоскости 4, наружного контура 2, ребер 6 выборка основного массива металла в основных закрытых и полуоткрытых зонах — внутреннем контуре 5, контуре 7; черновое фрезерование основных и дополнительных полуоткрытых и закрытых зон — внутреннего контура 5 с сопряжением 9, плоскости 7, контура паза 7, сопряжения 3 2) обработка зон нижней области симметрии детали: черновое и чистовое фрезерование открытых основных зон — торцовой плоскости 14, ребер 77; выборка основного массива металла в основных закрытых и полуоткрытых зонах — внутреннем контуре 12, контуре 7; черновое и чистовое фрезерование основных и дополнительных полуоткрытых и закрытых зон — внутреннего контура 12 с сопряжением 13, плоскости 10, контура паза 1, сопряжения 75; 3) обработка зон верхней симметрии детали: чистовое фрезерование открытых основных зон — торцовой плоскости 4, наружного контура 2, ребер 6; чистовое фрезерование основных и дополнительных полуоткрытых и закрытых зон — внутреннего контура 5 с сопряжением 9, плоскости 7, контура паза 7, сопряжения 3. Рис. 7.1. Последовательность обработки заготовки в трехкулачковом патроне: а — зубчатое колесо; б — втулка; 1-6 — последовательность обработки