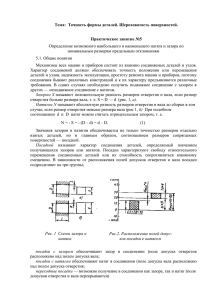
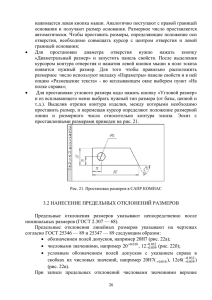
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» Кафедра «Технология нефтяного аппаратостроения» Выбор стандартной посадки в гладком цилиндрическом соединении по предельным отклонениям размеров вала и отверстия. Определение группы посадки по чертежам сопрягаемых деталей Учебно-методическое пособие к выполнению практических работ№1, 2 по дисциплинам «Основы взаимозаменяемости деталей», «Метрология, стандартизация и сертификация» Уфа 2023 В учебно-методическом пособии приведены: основные сведения по допускам, виды посадок. Предназначено для студентов очной, очно-заочной и заочной форм обучения для направлений подготовки: 18.03.02 Энерго- и ресурсосберегающие процессы химической технологии, нефтехимии и биотехнологии; 15.03.01 Машиностроение; 15.03.02 Технологические машины и оборудование; 15.02.06 Монтаж и техническая эксплуатация холодильно-компрессорных машин и установок ( в нефтяной и газовой отрасли); 19.03.01 Биотехнология;18.03.01 Химическая технология. Составитель: М.В. Вакуленко, канд. техн. наук, доцент каф. ТНА Рецензенты: Е.Ю.Туманова, канд. техн. наук, доцент каф. ТНА А.М. Забатурин, канд. техн. наук, доцент каф. ТНА © ФГБОУ ВО «Уфимский государственный нефтяной технический университет», 2023 2 СОДЕРЖАНИЕ Общие положения 4 Практическая работа 1. Выбор стандартной посадки в гладком цилиндрическом соединении по предельным отклонениям размеров вала и отверстия 13 Практическая работа 2. Определение группы посадки по чертежам сопрягаемых деталей 16 Список литературы 26 Приложение А 27 3 ОБЩИЕ ПОЛОЖЕНИЯ Основной задачей выполнения практических работ по дисциплине «Метрология, стандартизация и сертификация» является закрепление знаний полученных студентами при изучении теоретического курса, развитие навыков в выборе посадок типовых соединений, в выполнении расчетов связанных с взаимозаменяемостью. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ При изготовлении любого изделия рабочий всегда пользуется чертежом, на котором обозначены все линейные и угловые размеры этого изделия. Линейный размер — это числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения. По принятой метрической системе линейные размеры на чертежах проставляются в миллиметрах (мм). Линейные размеры делятся на номинальные, действительные и предельные. Размер, полученный конструктором при проектировании машины в результате расчетов (на прочность, жесткость, износостойкость) или с учетом различных конструктивных, технологических и эксплуатационных соображений, называется номинальным. Номинальные размеры могут быть как целыми, так и дробными числами. Размер, полученный в результате обработки детали, обязательно будет отличаться от номинального, но ведь значение этого размера становится известно лишь в результате измерения, а оно, в свою очередь, также может осуществляться с различной погрешностью. Поэтому в дальнейшем, имея в виду изготовленную деталь, мы будем говорить о действительном размере — размере, установленном измерением с допустимой погрешностью. Чтобы действительный размер обеспечивал функциональную годность детали, нет необходимости стремиться к возможной наивысшей точности, что, безусловно, вызовет удорожание производства. Конструктор поступает поиному: исходя из целого ряда факторов, выясняет, какова возможная величина погрешностей размера, при которой изделие будет полностью соответствовать своему назначению. Так, после расчета номинального размера устанавливаются 4 два предельных размера — наибольший и наименьший. Это предельно допустимые размеры, между которыми должен находиться или которым может быть равен действительный размер годной детали. Dmax – наибольший размер отверстия предельные размеры Dmin – наименьший размер отверстия отверстия dmax – наибольший размер вала предельные размеры dmin – наименьший размер вала вала Однако задавать на чертеже два размера неудобно, поэтому в дополнение к номинальному размеру на чертеже проставляют его предельные отклонения. Отклонением называют алгебраическую разность между размером и его номинальным размером. Предельное отклонение – алгебраическая разность предельным и номинальным размером. Верхнее предельное отклонение — это алгебраическая разность между наибольшим предельным и номинальным размерами: верхнее отклонение: ES - отверстия es - вала Нижнее предельное отклонение — это алгебраическая разность между наименьшим предельным и номинальным размерами. нижнее отклонение: EI - отверстия ei – вала Определение отклонений как алгебраической разности числовых величин означает, что они всегда имеют знак: плюс ( + ) или минус (—). Для отвертия ES=Dmax-D EI=Dmin-D 5 Для вала es=dmax-d ei=dmin-d Предельные отклонения задаются в таблицах по допускам и посадкам. После того как деталь изготовлена и при помощи измерения установлен ее действительный размер, можно говорить о действительном отклонении — алгебраической разности между действительным и номинальным размерами. Номинальный размер можно определить как размер, относительно которого определяются предельные размеры и который служит началом отсчета всех отклонений, как предельных (верхнего и нижнего), так и действительных. Разность между наибольшим и наименьшим предельными размерами, или алгебраическая разность между верхним и нижним предельными отклонениями, характеризует точность, с которой должен быть выполнен размер при изготовлении детали, и называется допуском. Допуск в отличие от отклонений знака не имеет. Поле допуска – зона, которая заключена между наибольшим и наименьшим предельными размерами или между линиями соответствующим верхнему и нижнему предельному отклонениям. Поле допуска отличается от допуска тем, что оно определяет не только величину, но и его положение относительно номинального размера. Условие годности размера формулируется так: если действительный размер окажется между наибольшим и наименьшим предельными размерами или равен любому из них, то размер годен. Для внутреннего элемента детали (отверстия): если действительный размер окажется меньше наименьшего предельного размера — брак исправимый; если действительный размер окажется больше наибольшего предельного размера — брак неисправимый (окончательный). Для наружного элемента детали (вала): 6 если действительный размер окажется больше наибольшего предельного размера — брак исправимый; если действительный размер окажется меньше наименьшего предельного размера — брак неисправимый (окончательный). Общие сведения о посадках. Посадки с зазором. Посадки с натягом. Переходные посадки Рисунок 1 – Виды поверхностей Размеры сопрягаемых поверхностей называются сопрягаемых. Размеры свободных поверхностей – свободными. Посадкой называют характер сопряжения, определяемый величиной зазора натяга. Различают следующие группы посадок: с зазором, с натягом, переходные. Посадки с зазором Рисунок 2 – Графическое изображение посадок с зазором 7 Зазором называют разность между размерами отверстия и вала, если размер отверстия больше размера вала. Величина зазора зависит от размеров соединяющих деталей и может изменяться от Smin до Smax – это предельное значение зазора. Предельные отклонения зазора удобно выразить через отклонение: Smax=ES-ei Smin=EI-es Так как предельное значение зазоров, то можно говорить о его допуске. Допуском зазора называют разность между наибольшим и наименьшим предельными зазорами: TS=Smax-Smin TS=Smax-Smin=(ES-ei)+(EI-es)=(ES-EI)+(es-ei)=TD+Td Таким образом, допуск зазора равен сумме допусков соединяемых деталей. Посадки с зазором – это посадки, у которых обеспечивается зазор в соединение. У посадок с зазором поле допуска отверстия расположено выше поля допуска вала. Посадки с натягом Натягом называют разность между разрывами вала и отверстия, если размеры вала больше чем размеры отверстия до сборки: N=d-D, если d>D. Величина натяга зависит от размера соединяемых деталей и может изменяться от Nmin до Nmax – это предельное значение натягов. 8 Выразим предельные значение натяга через отклонения: Nmax=es-EI; Nmin=ei-ES. Выразим предельные значения натяга через диаметры: Nmax=dmax-Dmin Nmin=dmin-Dmax Допуском натяга – называют разность между наибольшим и наименьшим предельным натягом: TN=Nmax-Nmin=(es-EI)-(ei-ES)=(ES-EI)+(es-ei)=TD+Td Таким образом, допуск натяга тоже равен сумме допусков соединяемых деталей. Рисунок 3 – Графическое изображение посадок с натягом 9 Посадки с натягом – это посадки, у которых обеспечивается натяг в соединении (неподвижные посадки). Получаются либо запрессовкой с усилием вала в отверстие (при малых натягах), либо за счет увеличения непосредственно перед сборкой размера отверстия путем нагрева (при больших натягах). У посадок с натягом поле допуска вала расположено выше поля допуска отверстия. Переходные посадки Переходные посадки – посадки, у которых в соединение возможен и зазор и натяг. У переходных посадок поле допусков деталей частично или полностью перекрывают друг друга. Допуском переходной посадки – называют сумму между наибольшим предельным натягом и наибольшим предельным зазором: ТП=Nmax+Smax Рисунок 4 – Графическое изображение переходных посадок 10 Образование посадок в системе отверстия и системе вала Различные посадки можно получить изменением размеров соединяемых деталей. Но это не целесообразно. Поэтому изменяют предельные размеры только у одной детали, а у другой оставляют их неизменными. В связи с этим различают систему вала и систему отверстия. В системе отверстия посадки получаются путѐм изменения предельных размеров валов, а у отверстия размеры остаются неизменными. Отверстие считается основной деталью. Основное отверстие имеет нижнее предельное отклонение EI=0. Обозначается Н. Рисунок 5 – Основное отверстие Вал не основная деталь. В системе вала посадки получают путѐм изменения предельных размеров отверстия. Вал считается основной деталью. Основной вал имеет верхнее предельное отклонение es=0. Обозначается h. Рисунок 6 – Основной вал 11 ПРАКТИЧЕСКАЯ РАБОТА 1 ВЫБОР СТАНДАРТНОЙ ПОСАДКИ В ГЛАДКОМ ЦИЛИНДРИЧЕСКОМ СОЕДИНЕНИИ ПО ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ РАЗМЕРОВ ВАЛА И ОТВЕРСТИЯ Выполнение данной работы имеет цель закрепления знаний у студента по предельным отклонениям размеров, допуска на размер, определения характера соединений и обозначений, стандартных полей допусков и посадок в гладком цилиндрическом соединении. Для заданных по таблице 1 вариантов номинальных размеров и предельных отклонений определить систему посадок (вала или отверстия), характер соединения (с зазором, с натягом или переходная), подобрать стандартную посадку, оформить графически посадку. Пример выполнения работы Задан номинальный размер соединения Ø 348, предельные отклонения размеров, мкм: вала +89; +62; отверстия +30. 1 Из анализа заданных предельных отклонений определяем, что посадка выполнена в системе отверстия. 2 Определяем расчетную величину допусков на размер отверстия и вала. Допуск отверстия: TD=ES-EI; TD=30-0=30 мкм Допуск вала: 12 Td=es-ei Td=89-62=27 мкм Графически оформляем поля допусков (рисунок 7) Рисунок 7 – Графическое оформление полей допусков по исходным данным Из рисунка 7 видно, что посадка с натягом. 3 Определяем величину максимального и минимального натяга: Nmax=es-EI; Nmax=89-0=89мкм; Nmin=ei-ES; Nmin=62-30=32мкм 4 С учетом номинального размера соединения по ГОСТ 25346-82 находим квалитеты, соответствующие или близкие расчетным значения допусков (приложение А). Для отверстия – 5 или 6 квалитет, для вала – 5 квалитет. 13 5 Для заданного номинального размера и его предельных отклонений по ГОСТ 25347-82 или ГОСТ 25346-2013 (ISO) находим ближайшие стандартные поля допусков. Для заданного примера стандартная посадка Ø348 Н5/р5. 6 Проверяем выполнение условия: Nmax=es-EI=87-0=87<89 (1) Nmin=ei-ES=62-25=37>32 (2) Условие (1,2) выполняется, следовательно посадка соответствует расчетным условиям эксплуатации. Уточняем графическое положение допусков (рисунок 8). Рисунок 8 – Графическое оформление полей допусков. Таблица 1 – Варианты заданий 1 Номинальный диаметр соединения, мм 2 1 20 2 158 3 34 Вариант Отклонения размеров, мкм вала 3 -29 +27 +2 -8 -23 отверстия 4 -13 -30 +37 +25 14 Продолжение таблицы 1 1 2 3 4 144 -50 5 460 -140 6 230 7 400 8 130 -15 9 500 -60 10 250 +63 +20 11 190 -18 12 40 -90 13 170 +100 -100 +200 14 1500 -60 -130 -270 15 260 16 710 17 210 -35 18 460 -145 19 20 -15 20 10 +40 +25 +10 21 90 -50 +16 -12 22 300 +65 -50 +50 23 600 -68 +58 -58 24 50 +20 -12 +45 +340 +280 -120 -220 +80 +18 -70 -170 4 +30 -29 +67 -67 +100 +65 +4 -16 +28 -58 +125 -20 -50 +182 +70 +40 +70 -100 -160 -220 -300 -20 -35 15 Продолжение таблицы 1 1 2 3 25 140 -25 26 290 +52 +20 27 430 -39 29 1200 -100 30 30 -60 -90 4 +30 -30 +46 +57 +10 +100 -100 +33 16 ПРАКТИЧЕСКАЯ РАБОТА 2 ОПРЕДЕЛЕНИЕ ГРУППЫ ПОСАДКИ ПО ЧЕРТЕЖАМ СОПРЯГАЕМЫХ ДЕТАЛЕЙ Выполнение данной работы имеет цель закрепления знаний у студента посадок в системе вала и отверстия, а также определения характера соединения гладкого цилиндрического соединения. Для заданных по таблице 3 вариантов номинальных размеров и предельных отклонений определить наибольшие и наименьшие предельные размеры, допуски, характер соединения (с зазором, с натягом или переходная), рассчитать величину зазора и натяга, изобразить поле допуска, выбрать стандартную посадку для каждого соединения. Пример выполнения работы На чертеже отверстия указан размер 15 0,0190 (рисунок 9а), а на чертеже вала 15 0 , 032 0 , 020 0 , 006 ; 15_00,,006 006 ; 15 0 , 018 (рисунок 9 б). Проведем необходимые расчеты. Подберем стандартные посадки и выполним проверку соответствия посадки расчетным условиям эксплуатации. а) Ø 15 0,0190 б) Ø 15 00,,032 020 ; Ø 15_00,,006 006 ; Ø 15 00,,006 018 . а) б) Рисунок 9 - Посадка Данные расчета представлены в таблице 2 17 Таблица 2 – Данные расчетов Основные понятия, выявленные при чтении размеров Номинальный размер, мм Верхнее отклонение, мм Нижнее предельное отклонение, мм Наибольший предельный размер, мм Наименьший предельный размер, мм Допуск, мм Ø 15 0,0190 Ø 15 00,,032 020 Ø 15_00,,006 006 Ø 15 00,,006 018 15,0 +0,019 0 15,019 15,0 0,019 15,0 +0,032 +0,020 15,032 15,020 0,012 15,0 +0,006 -0,006 15,006 14,994 0,012 15,0 -0,006 -0,018 14,994 14,982 0,012 С натягом Переходная С зазором Наибольший натяг 0,032 Наименьший натяг 0,001 Ø 15 Н7/r5 Наибольший зазор 0,025 Наибольший натяг 0,006 Ø 15 Н7/js6 Наибольший зазор 0,037 Наименьший зазор 0,006 Ø 15 Н7/g6 Графическое изображение поля допуска Группа посадки, образующейся при сопряжении вала с основным отверстием Величина зазоров и натягов, мм Обозначение посадки 18 Таблица 3 – Варианты заданий Вариант Исходные данные 1 40 0, 030 40 0 , 014 0 , 030 40 0 , 090 0 , 040 40 0 , 035 0 , 070 2 Ø 1300 0,140 030 Ø 1300 00,,120 Ø 1300 00,,400 Ø 1300 00,,130 300 030 3 Ø 120 0,070 Ø 120 00,,130 170 Ø 120 00,,160 065 Ø120 00,,020 044 Ø 500 0,030 Ø 500 00,,010 050 Ø 500 00,,070 035 Ø 500 00,,012 012 Ø 230 0,045 Ø 230 00,,175 230 Ø 230 00,,010 070 Ø 230 00,,070 010 4 5 19 Продолжение таблицы 3 6 Ø 840 0,100 Ø 840 00,,120 020 Ø 840 00,,200 320 050 Ø 840 00,,150 Ø 50 0,025 Ø 50 00,,090 040 Ø 50 00,,001 050 Ø 50 00,,030 080 Ø 320 0,250 Ø 320 00,,205 500 Ø 320 00,,730 580 280 Ø 320 00,,180 Ø 580 0,075 Ø 580 00,,400 250 Ø 580 00,,300 400 020 Ø 580 00,,100 Ø 420 0,050 Ø 420 00,,010 050 Ø 420 00,,015 015 Ø 420 00,,100 060 7 8 9 10 20 Продолжение таблицы 3 11 Ø 810 0,072 250 Ø 810 00,,145 025 Ø 810 00,,100 Ø80 Ø80 Ø 810 00,,425 532 12 Ø 80 0,040 0 ,149 0 ,102 0 , 060 0 , 090 Ø80 0 ,14 0 , 21 13 Ø 1460 0,200 Ø1460 00,,700 370 Ø 1460 00,,100 100 500 Ø 1460 11,,800 Ø 160 0,080 Ø160 00,,210 280 Ø 160 00,,350 270 Ø160 00,,050 001 Ø 20 0,010 Ø 20 00,,020 005 Ø 20 00,,002 020 Ø 20 00,,030 056 14 15 21 Продолжение таблицы 3 16 Ø Ø 2600 0,280 028 Ø 2600 00,,180 280 Ø 2600 00,,130 Ø 180 0,080 Ø180 00,,190 070 Ø 180 00,,050 025 Ø180 00,,200 274 Ø 340 0,120 Ø 340 00,,685 585 Ø 340 00,,080 020 060 Ø 340 00,,120 Ø 400 0,250 Ø 400 00,,450 200 Ø 400 00,,060 210 Ø 400 00,,420 540 Ø 900 0,260 Ø 900 11,,13 Ø 900 00,,080 200 200 Ø 900 00,,100 2600 00,,700 545 17 18 19 20 22 Продолжение таблицы 3 21 Ø 30 0,026 Ø 30 00,,010 030 Ø 30 00,,100 060 Ø 30 00,,035 065 Ø 600 0,180 Ø 600 00,,600 430 230 Ø 600 00,,140 Ø 600 00,,250 450 Ø 150 0,058 210 Ø150 00,,130 Ø 150 00,,032 032 Ø150 00,,180 260 Ø 3100 0,300 Ø 3100 00,,140 300 Ø 3100 00,,220 065 Ø 710 0,160 Ø 710 00,,205 070 Ø 710 00,,070 070 22 23 24 Ø 3100 00,,720 570 25 Ø 710 00,,730 870 23 Продолжение таблицы 3 26 Ø 90 0,230 Ø 90 00,,210 575 Ø 90 Ø 960 0,250 400 Ø 960 00,,160 Ø 960 00,,120 130 Ø 1500 0,280 Ø1500 22,,200 000 Ø 1500 00,,210 350 Ø 78 0,018 Ø 78 00,,070 028 Ø 78 00,,020 050 Ø 78 00,,012 011 Ø 268 0,081 050 Ø 268 00,,110 Ø 268 00,,060 002 230 Ø 268 00,,160 0 ,120 0 ,120 Ø 90 00,,350 250 27 Ø 960 11,,200 28 Ø 1500 0 , 270 0 ,130 29 30 24 Контрольные вопросы 1. В чем разница между номинальным и действительным размерами? 2. Какие размеры называются предельными? 3. Как понимать обозначение на чертеже 30+0,4? 4. Изобразить схематично посадки в системе вала. 5. Изобразить схематично посадки в системе отверстия. 6. В каких случаях применяется система вала? 25 СПИСОК ЛИТЕРАТУРЫ 1. ГОСТ 25346-2013 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. 2. ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. 3. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. – М.: Высш. шк., 2000.- 510 с. 4. Допуски и посадки. Учебное пособие. 3-е изд/ В.И. Анухин.-СПб.: Питер, 2004.-207с.: ил.- (Серия «Учебное пособие»). 26 ПРИЛОЖЕНИЕ А Значения допусков до размеров до 3150 мм по ГОСТ 25346-89 Интервалы размеров, мм До 3 Св 3 до 6 Св 6 до 10 Св 10 до 18 Св 18 до 30 Св 30 до 50 Св 50 до 80 Св 80 до 120 Св 120 до 180 Св 180 до 250 Св 250 до 315 Св 315 до 400 Св 400 до 500 Св 500 до 630 Св 630 до 800 Св 800 до 1000 Св 1000 до 1250 Св 1250 до 1600 Св 1600 до 2000 Св 2000 до 2500 Св 2500 до 3150 01 0,3 0,4 0,4 0,5 0,6 0,6 0,8 1,0 1,2 2,0 2,5 3,0 4,0 4,5 5,0 5,5 6,5 8 9 11 13 0 0,5 0,6 0,6 0,8 1,0 1,0 1,2 1,5 2,0 3,0 4,0 5,0 6,0 6 7 8 9 11 13 15 18 1 0,8 1,0 1,0 1,2 1,5 1,5 2,0 2,5 3,5 4,5 6,0 7,0 8,0 9 10 11 13 15 18 22 26 2 1,2 1,5 1,5 2,0 2,5 2,5 3,0 4,0 5,0 7,0 8,0 9,0 10,0 11 13 15 18 21 25 30 36 3 2,0 2,5 2,5 3,0 4,0 4,0 5,0 6,0 8,0 10,0 12,0 13,0 15,0 16 18 21 24 29 35 41 50 4 3 4 4 5 6 7 8 10 12 14 16 18 20 22 25 29 34 40 48 57 69 Значения допусков для квалитетов, мкм 5 6 7 8 9 10 11 12 4 6 10 14 25 40 60 100 5 8 12 18 30 48 75 120 6 9 15 22 36 58 90 150 8 11 18 27 43 70 110 180 9 13 21 33 52 84 130 210 11 16 25 39 62 100 160 250 13 19 30 46 74 120 190 300 15 22 35 54 87 140 220 350 18 25 40 63 100 160 250 400 20 29 46 72 115 185 290 460 23 32 52 81 130 210 320 520 25 36 57 89 140 230 360 570 27 40 63 97 155 250 400 630 30 44 70 110 175 280 440 700 35 50 80 125 200 320 500 800 40 56 90 140 230 360 560 900 46 66 105 165 260 420 660 1050 54 78 125 195 310 500 780 1250 65 92 150 230 370 600 920 1500 77 110 175 280 440 700 1100 1750 93 135 210 330 540 860 1350 2100 13 140 180 220 270 330 390 460 540 630 720 810 830 970 1100 1250 1400 1650 1950 2300 2800 3300 14 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550 1750 2000 2300 2600 3100 3700 4400 5400 15 16 17 400 600 1000 480 750 1200 580 900 1500 700 1100 1800 840 1300 2100 1000 1600 2500 1200 1900 3000 1400 2200 3500 1600 2500 4000 1850 2900 4600 2100 3200 5200 2300 3600 5700 2500 4000 6300 2800 4400 7000 3200 5000 8000 3600 5600 9000 4200 6600 10500 5000 7800 12500 6000 9200 15000 7000 11000 17500 8600 13500 21000 27