Лекционный материал
И.Ф. Курунов
Главный доменщик ОАО «НЛМК»,
доктор технических наук, профессор
апрель - май 2011 г. Липецк
Тема 1 Современные технологические схемы,
производства и ресурсная база металлургии железа.
состояние
1.1 Основные промышленные технологии металлургии железа.
21 век, как и предыдущий, является веком железа. Основное количество строительных
конструкций, деталей и корпусов машин и механизмов, бытовой техники изготавливается из
стали или чугуна, т.е. из сплавов на основе железа, доля которых в конструкционных материалах
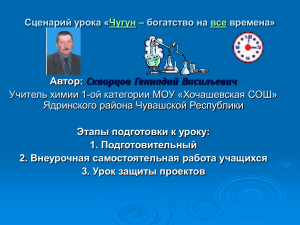
превышает 50 %. Запасы железа на земле огромны. По распространенности в земной коре
(толщина 100-130 км) железо занимает 4-е место после кислорода, кремния и алюминия. Кларк
железа в земной коре составляет 4,65 % (рис.1).
Прочие
11, 85%
Железо
4,65 %
Алюминий
7,5 %
Кислород
47 %
Кремний
29%
Рис.1 Содержание О2, Si, Al и Fe в земной коре
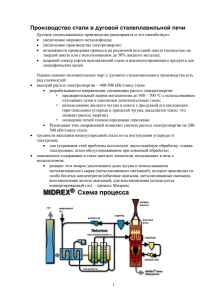
В то же время, по подсчетам американского геохимика Б.Мейсона, сделанных на основе
современных космогенетических гипотез и результатов сейсмических исследований, в
химическом составе планеты Земля содержание железа составляет 34 % (рис.2). Основное
количество железа содержится в мантии (толщина 2900 км) в виде кристаллических (из-за
огромного давления) силикатов и в ядре (радиус 3500 км) в виде жидкого железоникелевого
расплава.
Магний
13%
Прочие
8%
Кремний
15%
Железо
34%
Кислород
30%
Рис. 2 Химический состав земли
Все современные промышленные способы экстракции железа из природных железных руд
и техногенных железооксидных материалов делятся на два класса:
1. Получение чугуна в жидком виде
2. Получение железа или чугуна в твердом виде.
К первому классу относятся технологические процессы производство чугуна из природных
железорудных окускованных или не окускованных железорудных материалов (Таблица 1) и из
техногенных окускованных или не окускованных железосодержащих материалов (Таблица 2)
Таблица 1. Промышленные и пилотные* процессы производства чугуна из природного сырья
Название
Физико-химическая сущность процесса
Применяемый
Используепроцесса
агрегат
мое топливо
Доменный
Восстановление газом в противотоке Шахтная печь
Кокс
+
+жидкофазное восстановление углеродом
вдуваемое
топливо
Corex,
Восстановление газом в противотоке Шахтный реактор+ Уголь + кокс
+жидкофазное восстановление углеродом плавильная печь
Finex
Восстановление газом в кипящем слое + 3-4 реактора с Уголь + кокс
жидкофазное восстановление углеродом
кипящим слоем +
плавильная печь
Hismelt
Жидкофазное восстановление углеродом Плавильная печь Уголь
типа конвертера
Ромелт
Жидкофазное восстановление углеродом Плавильная печь
Уголь
Technored
Комбинированное восстановление
Низкошахная печь Уголь
AusIron
Жидкофазное восстановление углеродом Плавильная печь
Уголь
(Ausmelt) *
- DIOS *
Жидкофазное восстановление углеродом Плавильная печь
Уголь
ССF *
Газовое восстановление + жидкофазное Плавильная печь Уголь
восстановление углеродом
типа
конвертерциклон
Таблица 2. Промышленные и пилотные* процессы производства чугуна из техногенного сырья
Название
Физико-химическая сущность процесса
Применяемый
Используепроцесса
агрегат
мое топливо
PRIMUS
Комбинированное восстановление + Многоподовая
Уголь
жидкофазное восстановление углеродом
шахтная
печь+
дуговая
электропечь
Ромелт*
Жидкофазное восстановление углеродом Плавильная печь
Уголь
FASTMELT,
Комбинированное восстановление + Камерная печь с Уголь
жидкофазное восстановление углеродом
вращающимся
подом +дуговая
электропечь
IRON
Комбинированное восстановление + Камерная печь с Уголь
DYNAMICS
жидкофазное восстановление углеродом
вращающимся
подом+дуговая
электропечь
REDSMELT
Комбинированное восстановление + Камерная печь с Уголь
жидкофазное восстановление углеродом
вращающимся
подом+дуговая
электропечь
Ко второму классу относятся так называемые процессы прямого получения железа, т.е.
получения железа (или его сплава с углеродом) в твердом виде непосредственно из руды или
подготовленных железорудных материалов, минуя стадию чугуна. Продуктом этих процессов
является «железо прямого получения». К нему относятся:
- металлизованные окатыши или губчатое железо (ГЖ);
- горячебрикетированное железо (ГБЖ), получаемое из металлизованных окатышей или
металлизованной мелкой железной руды;
- крица;
- фасолевидные чугунные гранулы (наггетсы).
В англоязычной литературе этот продукт получил название DRI (Direct Reduction Iron).
Используемое иногда в русской литературе словосочетание «железо прямого восстановления»
появилось в результате дословного перевода термина DRI без учета его смыслового значения железо прямого получения, т.е. железо, полученное непосредственно из руды, минуя чугун.
Словосочетание «железо прямого восстановления» в литературе по металлургии чугуна (как в
русскоязычной, так и в англо – и немецкоязычной) используется для обозначения железа,
восстановленного углеродом, а не газом.
Процессы прямого получения железа также разделяются на два подкласса по виду
используемого топлива: газовые процессы прямого получения железа (Таблица 3) и угольные
процессы прямого получения железа (Таблица 4).
Таблица 3. Газовые процессы прямого получения железа
Название
Физико-химическая
Применяемый агрегат Используемое
процесса
сущность процесса
топливо
Midrex
Восстановление газом в Шахтный реактор
Природный
противотоке
газ1
HyL
Восстановление газом в Шахтный реактор
Природный
противотоке
газ1
Danarex,
Восстановление газом в Шахтный реактор
Природный
противотоке
газ1
GHAEM
Восстановление газом в Шахтный реактор
Природный
противотоке
газ1
Fior
Восстановление газом в 3-4
реактора
с Природный
кипящем слое
кипящим слоем
газ1
Finemet
Восстановление газом в 3-4
реактора
с Природный
кипящем слое
кипящим слоем
газ1
Примечание: 1- Во всех процессах может использоваться синтез-газ из угля;
Продукт
ГЖ, ГБЖ
ГЖ, ГБЖ
ГЖ, ГБЖ
ГЖ, ГБЖ
ГБЖ
ГБЖ
Таблица 4. Промышленные и пилотные * угольные процессы прямого получения железа
Название
Физико-химическая
Применяемый агрегат Используемое
Продукт
процесса
сущность процесса
топливо
KINGLOR Комбинированное
Шахтная
печь
с Уголь
ГЖ
METOR
восстановление
электронагревом
SL/RN
Комбинированное
Вращающаяся
Уголь
Крица
восстановление
трубчатая печь
Grate-Car
Комбинированное
Решетка-трубчатая
Уголь
ГЖ
восстановление
печь
Fastmet
Комбинированное
Камерная
печь
с Уголь
ГЖ
восстановление
вращающимся подом
ITmk3
Комбинированное
Камерная
печь
с Уголь
Чугунные
восстановление
вращающимся подом
гранулы
DRyIron
Комбинированное
Камерная
печь
с Уголь
ГЖ
восстановление
вращающимся подом
Comet*
Комбинированное
Камерная
печь
с Уголь
ГБЖ
восстановление
вращающимся подом
Inmetco*
Комбинированное
Камерная
печь
с Уголь
ГБЖ
восстановление
вращающимся подом
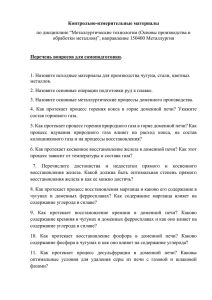
За прошедшее столетие выплавка стали в мире выросла в 29,5 раз - с 28,5 млн.т в 1900
году до 843 млн.т в 2000 году. Наиболее интенсивный рост выплавки стали (с 200 до 700 млн.т.
стали) происходил с середины 50-х до середины 70-х годов и снова продолжился с конца 90-х
годов по настоящее время (рис.3).
1 600
1,2
1 400
1 200
0,8
1 000
800
0,6
600
0,4
Отношение "чугун/сталь"
Объём производства, млн т
1,0
400
0,2
200
0
1910
0,0
1920
1930
1940
1950
1960
1970
1980
1990
2000
2010
Год
Чугун
Сталь
Отношение "чугун/сталь"
Рис.3 Изменение выплавки стали и чугуна в период с 1910 по 2010 гг.
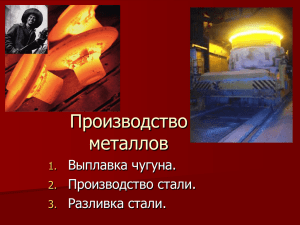
Основное количество стали производится кислородно-конвертерным процессом,
ведущая роль которого сохранится и в обозримом будущем, несмотря на рост доли
электростали в странах, обладающих большим металлофондом (США) или имеющих развитое
производство железа прямого получения (Индия). В этих странах отношение количеств
производимых чугуна и стали существенно ниже среднемирового отношения (рис.4).
1
0,89
0,9
0,94
0,8
0,84
0,7
0,74
0,73
0,71
0,6
0,70
0,64
0,58
0,5
0,53
0,4
0,36
0,3
0,2
0,1
0
Китай
Украина
Япония
Россия
Чугун/сталь, т/т
Мир в
целом
Германия
Южная
Корея
Индия
США
(Чугун+DRI)/сталь, т/т
Рис.4 Отношение чугун/сталь (слайд 11).
Замедление ежегодного прироста выплавки стали ожидается во 2-й декаде 21 века, к концу
которого производство стали превысит 2 млрд. т., а производство чугуна – 1,3 млрд.т. Отношение
объемов производимого чугуна и стали в мире при этом сократится лишь до 0,65 (рис. 5).
3 500
1,2
1,0
2 500
0,8
2 000
0,6
1 500
0,4
1 000
0,2
500
0
1910
0,0
1920
Чугун
1930
1940
1950
Сталь
1960
1970 1980 1990 2000 2010
Год
Отношение "чугун/сталь"
2020
Рис. 5. Изменение и прогноз выплавки стали и чугуна в период с 1910 по 2030 гг.
2030
прогноз
Отношение "чугун/сталь"
Объём производства, млн т
3 000
Т.о. и в 21 веке жидкий чугун остается основным и главным компонентом
металлошихты при выплавке стали. Производство чугуна растет в соответствии с ростом
производства стали, его доля в общей массе железа, получаемого из железорудного сырья,
сохраняется стабильной, а руда и уголь продолжают быть основными сырьевыми
материалами в экстрактивной металлургии железа.
В последние два десятилетия прошлого века производство железа прямого получения
(DRI, металлизованные окатыши, ГЖ, ГБЖ, крица) росло с тем же темпом, что и производство
чугуна. Однако доля этого продукта в общем производстве первородного железа (5-6 %)
практически не изменялась. С начала 21 века темп роста выплавки чугуна, за счет интенсивного и
масштабного роста доменного производства в Китае, опережает темп роста производства железа
прямого получения. Прогресс в технологиях прямого получения железа не может повлиять на
доминирующую роль доменного процесса в экстрактивной металлургии железа, прежде всего изза ограниченного масштаба потребления в сталеплавильном производстве твердой
металлошихты, частью, которой являются ГЖ, ГБЖ, крица и твердый чугун (чугунные
фасолевидные гранулы-наггетсы – продукт процесса ITmk3).
1.2 Ресурсные ограничения развития черной металлургии и экологические
требования.
Развитие доменного производства во все времена происходило в условиях ресурсныхограничений и роста экологических требований, которые стимулировали разработку новых
технологий, устраняющих эти ограничения и удовлетворяющих росту экологических требований:
18 век - катастрофическое исчезновение лесов, вырубаемых для выжига древесного угля,
который использовался в доменных печах, запрещение вырубки лесов в Англии - разработка
технологии производства кокса из каменного угля.
19-20 века - уменьшение запасов богатых кусковых руд - разработка технологий
окускования рудной мелочи (брикетирование, агломерация); разработка технологий обогащения
бедных руд и окускования железорудного концентрата (производство окатышей).
20 век - вредное влияние на окружающую среду газообразных и твердых отходов черной
металлургии и их накопление, ужесточение экологических требований – разработка и развитие
технологий кислородно-конвертерной выплавки стали, непрерывной разливки стали, рециклинга
металлургических отходов, разработка новых эффективных технологий очистки газов.
21 век - дефицит железорудного сырья и топливных ресурсов, ужесточение требований по
выбросам СО2 - разработка технологий, сокращающих расход топлива и выбросы СО2 ( проект
ULCOS, разработка нового сырья для доменных печей).
- разработка новых безотходных технологий и агрегатов с минимальным воздействием на
окружающую среду;
- вывод из эксплуатации морально и физически устаревших агрегатов (В Китае, при
стабильном росте производства чугуна, начиная с 2008 года ежегодно выводится из эксплуатации
устаревшие малые доменные печи суммарной производительностью 30-40 млн.т. чугуна).
Истощение природных ресурсов сырья и топлива становятся все более значимыми факторами,
сдерживающими развитее металлургии не только по причине роста цен на эти материалы. В первую
очередь это относится к топливным ресурсам (коксующийся уголь и газ), которые с успехом
используются в других отраслях промышленности (энергетика, химия, удобрения). Экологические
требования также становятся значимым экономическим фактором. Ужесточение экологических
законов требует от металлургов модернизации применяемых технологий. Все это в совокупности
обуславливает генеральную задачу в экстрактивной металлургии железа, которая заключается в
разработке процесса производства чугуна из руды и угля, более экономичного, менее
энергозатратного и более дружественного к окружающей среде по сравнению с современным
доменным процессом. Попытки решения этой задачи продолжаются уже более 50 лет и привели к
созданию промышленных технологий бездоменной металлургии чугуна (Corex, Finex, Hismel,
ROMELT). Однако эти процессы пока еще играют весьма скромную роль в экстрактивной
металлургии железа, не решают экологических проблем и также не могут повлиять на доминирующую
роль доменного производства. Последняя определяется, в первую очередь, экономическими
преимуществами и высокой эффективностью доменного процесса, значительно возросшей во 2-й
половине 20 века, а также технической и технологической надежностью доменной печи как
металлургического агрегата.
Современные промышленные процессы бездоменного производства чугуна (COREX,
FINEX, Hismelt,) существенно уступают доменному процессу по расходу угля на тонну чугуна.
Проводимые в настоящее время исследования по совершенствованию технологии доменной
плавки и разработке нового вида шихтового материала для этого процесса дают основание для
прогнозной оценки достижения в 21 веке еще более низкого расхода угля в доменном процессе
(Таблица 5).
Таблица 5. Энергозатраты на выплавку чугуна в промышленных процессах.
Процесс
Доменный
процесс
Начало
21 века
COREX
Hismelt
FINEX
Доменный
процесс
середина
21 века
Расход угля, кг/т
550
900-1000
900-950
850-1000
420-450
Расход
кислорода, м3/т
40-80
500-600
150-200
500-600
30-70
Наиболее продвинутая технология COREX, кроме того, так же как и доменная технология,
требует не только подготовленного окускованного железорудного сырья, но и кокса (кроме угля), хотя
расход его в процессе COREX все же в 2,5-3 раза меньше, чем в доменном процессе. Логично
прогнозировать дальнейшую доминирующую роль доменной технологии в экстрактивной металлургии
железа. Основанием для такого прогноза является информация о работах по созданию нового вида
железорудного сырья для доменных печей – самовосстанавливающихся брикетов, получаемых из
концентрата и содержащих также углерод. Применение таких брикетов в доменной плавке позволит
сократить суммарный расход топлива на выплавку чугуна до теоретически минимально возможного
уровня – 420-450 кг/т (в коксовом эквиваленте), а расход кокса до уровня 200-220 кг/т.
1.3 Ресурсная база черной металлургии.
Россия, начиная с петровских времен, благодаря наличию многочисленных
месторождений железной руды, включая относительно богатую и легковосстановимую, а также
благодаря огромным запасам леса, становится одной из ведущих металлургических держав в
мире. Переход на использование в металлургии чугуна каменного угля вместо древесного не
изменил ресурсной ситуации России. И в настоящее время ресурсный потенциал России
полностью обеспечивает ее текущие и перспективные потребности в железорудном сырье,
угольном и газовом топливе.
Железорудное сырье
По выявленным ресурсам железных руд Россия стоит на первом месте в мире (рис.6).
120
112
110
100
100
80
60
60
40
40
20
10
20
0
Россия
США
Бразилия Австралия
Китай
Индия
Канада
Рис. 6. Выявленные мировые запасы железных руд в объеме 452 млрд. т
Такая же ситуация сохраняется и по подтвержденным (в мире таковых 156,7 млр.т) запасам
железной руды (рис.7). Более 70 % подтвержденных запасов железной руды находятся на
территории 9 стран, в каждой их которых запасы составляют не менее 3 млрд. т. Железорудные
ресурсы России представлены, однако, в основном бедными рудами (рис. 7)
Китай
(Fe -33 % )
9,6 %
Бразилия
(Fe -58 % )
4,8 %
США
(Fe -24 % )
4,4 %
Индия
(Fe -61 % )
4,2 %
Казахстан
(Fe -39 % )
2,6 %
Швеция
(Fe -53 % )
2,2 %
Украина
(Fe -35 % )
9,7 %
Остальные
страны
29,7 %
Австралия
(Fe -64 % )
11,5 %
Россия
(Fe -36 % )
21,3 %
Рис. 7. Подтвержденные мировые запасы железной руды
Основные запасы железных руд в России расположены в ее центральной части (Курская
магнитная аномалия), а также на Кольском полуострове, на Урале и в Западной и Центральной
Сибири (рис. 8).
Рис. 8. География железорудной базы России
Абсолютное большинство железорудных месторождений России представлено бедными
магнетитовыми рудами. Несколько небольших месторождений бурых железняков (Туканское,
Березовское, Николаевское - в Сибири, Орско-Халиловское на Урале), Нижне-Ангарское
месторождение гематитовой руды и Бакальское месторождение сидеритов не изменяют картины.
Каменный уголь
В современных условиях черная металлургия является потребителем не только
коксующихся каменных углей, из которых производится кокс, но и энергетических углей,
которые используются для производства технологического пылеугольного топлива (ПУТ) для
доменных печей. Из подтвержденных мировых запасов каменных углей (600 млр.т.) более 90 %
приходится на 10 стран (рис. 9).
Китай
(62,2 млрд. т)
10,4 %
Индия
(82,4 млрд. т)
13,7 %
ЮАР
(49,5 млрд. т)
Австралия
8,3 %
(42,6 млрд. т)
7,1 %
Казахстан
( 31,0 млрд. т)
5,2 %
Германия
(23,0 млрд. т)
3,8 %
Польша
(20,3 млрд. т)
3,4 %
Украина
(16,3 млрд. т)
2,7 %
Россия
(86,5 млрд. т)
14,4 %
США
(115,9 млрд. т)
19,3 %
Бразилия
( 11,9 млрд. т)
2%
Остальные страны
(58,4 млрд. т)
9,7 %
Рис.9 Подтвержденные мировые запасы каменных углей
По современному уровню добычи обеспеченность подтвержденными запасами каменного
угля составит: Бразилии – на 1008 лет, Канады – на 555 лет, России – на 370 лет, США – на 216
лет, Китая – на 114 лет.
Основные запасы углей в России сосредоточены на востоке страны. Главным угольным
регионом России является Центральная Сибирь (Таблица 6).
Таблица 6. Основные угольные бассейны России
Угольный бассейн
Прогнозные ресурсы, %
Неосвоенные районы
81,4
Кузнецкий
10,8
Печорский
5,8
Южно-Якутский
1,2
Восточный Донбасс
0,4
Иркутский
0,3
Канско-Ачинский
0,1
Подмосковный
0,1
Главные запасы коксующихся углей России (72,3 %) сосредоточены в Кузнецком бассейне
(42,8 млр.т.). Угли этого бассейна отличаются низкой сернистостью и большим разнообразием
марочного состава. Угли, добываемые в Печорском бассейне (разрабатываются месторождения
Воргашорское и Воркутское) из-за сложных горно-геологических условий добычи имеют
высокую себестоимость и не окупают затрат на добычу.
Технический и технологический уровень добычи углей в России остается существенно
более низким, чем в США и в Австралии. В середине 90-х годов прошлого столетия более
половины шахт В России имели срок службы более 40 лет и лишь 18 шахт – менее 15 лет.
Половина шахт многие годы не реконструировалась. Экологическая обстановка на предприятиях
угольной промышленности остается сложной. Накапливаются внешние отвалы, из которых
многие продолжают гореть, загрязняя атмосферу. С вентиляционными отсосами из шахт в
атмосферу ежегодно выбрасывается свыше 546 млн. м3 метана, который можно было бы
использовать.
При остром дефиците в России некоторых марок коксующихся углей российский уголь
экспортируется в ряд зарубежных стран. Наблюдается тенденция к росту поставок российского
угля на внешний рынок. Крупнейшими
Российскими экспортерами являются угольные
предприятия Кузбасса (80 % поставок угля за рубеж).
Природный газ
Потенциальные ресурсы природного газа в России оцениваются в 216 трлн.м 3,
потенциальные ресурсы зарубежных стран - 336 трлн.м3. Мировые подтвержденные запасы
природного газа составляют 173,772 трлн.м3. Россия по этим запасам также занимает первое,
место в мире (рис.10).
Саудовская Аравия
Иран
3
(25854,6 млрд. м )
14,9%
(6639 млрд. м3 )
3,9%
ОАЭ
США
(6000 млрд. м3)
(5290 млрд. м3)
3,5%
3%
Алжир
Нигерия
(4800 млрд. м3)
(5052 млрд. м3)
2,8 %
2,9 %
Венесуэла
(4222 млрд. м3)
2,4 %
Туркменистан
(2900 млрд. м3)
1,7 %
Катар
(25922,6 млрд. м3)
14,9%
Австралия
( 2405 млрд. м3)
1,4%
Норвегия
(2114,9 млрд. м3)
1,2 %
Индонезия
( 2080,1 млрд. м3 )
1,2%
Россия
(48005,3 млрд. м3)
27,6 %
Остальные страны
(32485,5 млрд. м3)
18,6 %
Рис. 10. Подтвержденные мировые запасы природного газа
Тема
3.
Подготовка
железных
руд
и
техногенного
железосодержащего сырья к металлургическому переделу
3.1 Требования к шихтовым материалам процессов выплавки чугуна и
производства железа прямого получения. Технологии окускования
железорудного и техногенного сырья.
Характерные особенности доменного процесса, а также основных процессов прямого
получения железа - Midrex и HyL, а именно протекание процессов теплообмена и массообмена в
противотоке между поднимающимися в шахтном агрегате газами и опускающимися твердыми и
жидкими материалами определяют требования к физико-химическим свойствам шихтовых
материалов для этих процессов. Эти требования касаются крупности, гранулометрического
состава, механической прочности в холодном состоянии, прочности в процессе нагрева и
восстановления, восстановимости и химического состава. Особенности противоточного массо- и
теплообмена в доменных печах определяют специфические требования и к физико-химическим
свойствам основного топлива в доменной плавке – кокса.
В свою очередь, технологические особенности процессов бездоменной металлургии чугуна
и процессов прямого получения железа в реакторах со взвешенным (кипящим) слоем
определяют свои, отличные от других, требования к применяемым шихтовым материалам и
топливу (Таблица 7).
Таблица 7. Требование к шихтовым материалам в процессах экстрактивной металлургии железа
Технологический Содержание Крупность, Холодная
Горячая
Восстановимость
процесс
железа, %
мм
прочность
прочность
Доменный
58-60
15-50
250-300
?
кг/окатыш
Corex
58-60
15-30
250-300
?
кг/окатыш
Hismelt
60-65
0,05-1,0
Finex
60-65
0,5-2,0
?
РОМЕЛТ
50-65
0,1-50
Midrex
66-69
12-15
300
?
кг/окатыш
HyL
66-69
12-15
300
?
кг/окатыш
Danarex
66-69
12-15
300
?
кг/окатыш
ITmk3
60-65
0,01-0,15
Finmet
66-69
0,5-2,0
?
3.2 Производство брикетов и технологии брикетирования. Углероджелезооксидные брикеты - энергетический и экологический аспекты.
Образование при добыче железных руд, особенно при добыче рыхлых бурых железняков
осадочного происхождения, значительного количества мелочи, потребовало создания технологии
окускования железорудной мелочи. Первой такой технологией была технология брикетированият.е. технология окускования железорудной мелочи путем ее прессования под давлением с
получением брикетов- кусков правильной геометрической формы. Для придания прочности
брикетам к руде добавляли различного рода связующие вещества минеральной или органической
природы. Развитие технологий обогащения руд потребовало их измельчения и брикетирование
не смогло обеспечивать потребности развивающегося доменного производства в окускованном
сырье из-за низкой производительности агрегатов брикетирования и недостаточной прочности
получаемых брикетов. На смену брикетированию пришла технология агломерации железных руд
и концентратов, а затем и технология окомкования или производства окатышей. Однако
образование большого количества дисперсных железооксидных отходов, малопригодных или
непригодных для их утилизации в составе агломерационной шихты, а также большое негативное
воздействие агломерационных выбросов на окружающую среду, инициировали возврат к
технологии брикетирования и к ее совершенствованию. В результате появились новые
высокопроизводительные технологии брикетирования. В настоящее время для брикетирования
дисперсных железооксидных отходов черной металлургии используются три технологии
брикетирования:
- вибропрессование;
- прессование в валковых прессах;
- экструзия.
Вибропрессование
Технология вибропрессования заключается в получении брикетов правильной
геометрической формы (обычно шестигранные пирамиды) заданного размера (80х80 мм или
45х45 мм) в матрицах на вибростолах. Для производства брикетов готовят тщательно
перемешенную, гомогенную, влажную (10-12 %) шихтовую смесь железооксидных материалов,
содержащих или не содержащих углерод, углеродсодержащих материалов (при необходимости) и
минерального связующего (портландцемент в количестве 8-10 % от массы брикета).
Приготовленная шихтовая смесь подается в ячейки матрицы, установленной на поддоне и на
вибростоле, до их заполнения. После этого включается вибрация стола на 30-45 секунд, затем
содержимое ячеек подпрессовывается сверху пуансонами.
В результате вибрации
и
подпрессовки пуансонами влажная шихтовая смесь в ячейках матрицы уплотняется, образуя
брикеты, прочность которых обеспечивает сохранение их формы без нагрузки на них. После этого
матрица снимается с полученных в ее ячейках брикетов, брикеты вместе с поддоном снимаются
с вибростола и направляются в камеру для упрочняющей влажно-термической обработки при
температуре 80 оС в течение 24 часов. Упрочнение брикетов происходит за счет образования
цементного камня из кальций-алюмо-гидросиликатов, который связывает частицы
железооксидных
и
углеродсодержащих
материалов.
Производительность
линий
вибропрессования составляет от 1 до 20 тонн в час. Технологическая схема линии
вибропрессования представлена на рис. 11.
Полученные брикеты имеют высокую прочность на раздавливание (5 МПа), практически не
образуют мелочи при транспортировке и перегрузках и сохраняют свою целостность в доменной
печи при опускании их с шихтой до зоны плавления благодаря образованию в процессе нагрева
брикетов и восстановления оксидов железа сначала матрицы из железокальциевых оливинов, а
затем металлического каркаса-кожуха в их поверхностном слое (рис.12).
Рис. 11. Технологическая схема вибропрессования
А)
Б)
Рис. 12. Микроструктура поверхностного и серединного слоя брикета их магнетитового
концентрата после восстановления: А): металл (1), вюстит (2), оливиновая фаза (3)
Б): вюстит (1), оливиновая фаза (2).
Брикетирование в валковых прессах
Технология производства брикетов в валковых прессах отличается от вибропрессования
тем, что уплотнение шихтовой смеси производится за счет ее сжимания под большим давлением
(50 МПа) между вращающимися навстречу друг другу двумя валками, на поверхности которых
имеются оппозитные углубления правильной формы. В зависимости от назначения брикетов, т.е.
в зависимости от металлургического процесса, в котором они будут использоваться, в состав
шихтовой смеси для брикетов кроме дисперсных железооксидных материалов и связующего
вещества, могут входить, углеродсодержащие материалы, известь, обожженный доломит. В
качестве связующих веществ применяются как минеральные (портландцемент, жидкое стекло),
так и органические (меласса). Брикеты на органической связке или на жидком стекле
в
доменных печах не применяются.
Влажность шихтовой смеси зависит от ее состава и варьируется в пределах 8-10 %.
Содержание связующего должно обеспечивать начальную прочность брикетов достаточную для
их транспортировки конвейером до площадки упрочняющего вылеживания (24 часа). Содержание
портландцемента в брикетируемой шихте в этом случаев составляет 15-18 %.
Технологическая схема брикетирования в валковом прессе также включает операции
дозирования и смешивания. Шихтовая смесь подается из бункера-питателя в пространство между
вращающимися валками. Полученные брикеты отсеваются на грохоте от остатков шихты и
конвейером подаются на площадку упрочняющего вылеживания, где укладываются в штабель
высотой 0,5-1,0 м. Применяется также предварительное подсушивание брикетов в потоке (рис.
13). После упрочнения брикеты автопогрузчиком отгружаются для транспортировки
потребителям или на склад для хранения. Прочность брикетов на раздавливание после
упрочнения составляет 4-5 МПа, а их размеры 65х40х25 мм. Производительность валковых
прессов составляет от 5 до 50 т в час.
Рис. 13. Технологическая схема прессования на валковых прессах
Экструзия
Экструзия, как технология производства брикетов для металлургии начала применяться
лишь в конце 20 века, хотя для производства кирпичей эта технология применяется уже более 100
лет. Шихтовая смесь для производства брикетов методом экструзии готовится аналогично смесям
для вибропрессования и для прессования в валковых прессах. Особые требования предъявляются
к максимальной крупности частиц брикетируемых материалов. Она не должна превышать 1/5
диаметра отверстий в фильере. Влажность смеси составляет 6-8 %, а вид и содержание в смеси
связующего зависит от компонентного состава шихтовой смеси и от технологии утилизации
брикетов. В брикетах из железооксидных материалов для доменной плавки содержание цемента
составляет 5-8 %, а пластификатора (бентонит) – 0,5-1,5 %. Получаемые брикеты имеют в
поперечном сечении круглую или прямоугольную форму и длину 40-70 мм. Их исходная
прочность достаточна для транспортировки на склад для упрочняющего вылеживания. По
истечению 24 часов прочность брикетов на раздавливание составляет 4-5 МПа.
Производительность технологических линий брикетирования жесткой экструзией (рис. 14, 15)
варьирует от 20 до 100 т в час.
Рис. 14. Технологическая схема производства брикетов способом экструзии
Рис. 15. Экструдер в разрезе.
Железо-углеродсодержащие брикеты
Все технологии брикетирования позволяют производить брикеты из смеси различных
шихтовых компонент, включая углеродсодержащие материалы, такие как коксовая мелочь, уголь,
полукокс, графитовая пыль, лигнин, древесный уголь, опилки. Брикеты из железооксидных
материалов (мелкая руда, железорудный концентрат, шламы, пыли, окалина), в состав которых
входят углеродсодержащие материалы, можно называть самовосстанавливающимися из-за
наличия в них восстановителя. При нагреве таких брикетов до температуры 900-950 оС углерод,
содержащийся в них, начинает восстанавливать оксиды железа в брикете, а также активно
газифицироваться в результате реакции с СО2 газовой фазы, образуя газообразный восстановитель
– СО, который, в свою очередь, участвует в процессе восстановления оксидов железа брикета. В
восстановлении принимают участие и летучие вещества, выделяющиеся при нагреве из угля,
лигнина, древесины. Таким образом, применение железо-углеродсодержащих брикетов в шихте
доменных печей приводит к сокращению расхода кокса за счет того, что углерод, содержащийся в
брикетах, частично выполняет часть функций углерода кокса, генерируя восстановительный газ и
участвуя в прямом восстановлении железа.
Энергетический и экологический аспекты производства и применения
железооксидных-углеродсодержащих брикетов.
Железооксидные углеродсодержащие брикеты, обладающие высокой холодной и горячей
прочностью, в перспективе могут занять уверенную позицию одного из основных компонентов
доменной шихты, как альтернатива офлюсованному агломерату. Два основных преимущества
этого вида перспективного шихтового материала доменной плавки по сравнению с агломератом,
заключаются:
- во-первых в том, что производство брикетов безотходно и не сопровождается какимилибо вредными выбросами. Замена агломерата на 30-50 % такими брикетами приведет к
соответствующему сокращению выбросов пыли и газов из трубы аглофабрики;
-во-вторых самовосстанавливающиеся железооксидные углеродсодержащие брикеты при
проплавке в доменной печи приводят к сокращению расхода кокса за счет частичной замены
углерода кокса менее дорогим углеродом, содержащимся в брикетах. Это дает возможность
сократить потребление и производство кокса и связанные с этим производством вредные
выбросы.
Математическое моделирование доменной плавки при работе печи на 100 % агломерата и
на 100% рудоугольных (уголь древесный) брикетов на цементной связке, имеющих одинаковую
основность и изготовленных из одного и того же железорудного концентрата (Таблица 8),
показывает очевидное преимущество брикетов по сравнению с агломератом. Расход кокса при
работе печи на брикетах сокращается по сравнению с работой на агломерате на 230 кг/т (42%) за
счет замены углерода кокса углеродом брикетов.
Таблица 8.Составы агломерата и рудоугольных брикетов, %
Составляющие
Агломерат
Брикеты
Fe
58,39
51,7
FeO
13,48
21,2
Fe2O3
69,55
50,3
CaO
6,81
8,4
Al2O3
0,72
0,85
SiO2
7,96
7,5
MgO
1,35
0,75
MnO
0,1
0,08
C
0
11,0
S
0,02
0,02
P
0,04
0,04
Компонентный состав брикетов, %: концентрат -77,4; цемент -5,0, известь- 4,9; бентонит- 0,9;
уголь-11,5
Таблица 9. Результаты моделирования доменной плавки на агломерате и на брикетах
Показатели работы печи
100% агломерата 100 % брикетов
в шихте
в шихте
Расход шихты, кг/т
1633
1876
Содержание железа в шихте, %
58,39
51,7
Расход кокса, кг/т
542
310
Производительность, т/сутки
2238
2226
Параметры дутья и колошникового газа:
Температура, оС
1200
1200
Содержание кислорода, %
21
21
Влажность, г/м3
60
60
Давление (абс.), кПа
377
410
Теоретич. температура горения, оС
2167
2167
Давление на колошнике (абс.), кПа
270
270
Температура кол. газа, оС
220
260
3
Выход колошникового газа, м /т
1728
1768
Выход шлака
324
352
Содержание кремния в чугуне, %
0,5
0,5
Тема 4. Основы теории доменного процесса
4.1 Феноменологическое описание доменного процесса.
Доменный процесс является старейшим технологическим процессом в черной
металлургии. Он существует уже более 600 лет, совершенствуясь и увеличивая свою
эффективность (удельная производительность доменных печей увеличилась в 5 раз, удельный
расход топлива на выплавку 1 тонны чугуна уменьшился в 4 раза). Современный доменный
процесс является самым эффективным технологическим процессом экстрактивной металлургии
железа. Сделанные в 60-х годах прошлого столетия прогнозные оценки о приходе в 21 веке
нового, более совершенного технологического процесса экстрактивной металлургии железа
оказались несостоятельными. На последних международных конгрессах по экстрактивной
металлургии железа специалисты говорят об уверенном лидировании доменного процесса и в 21
веке. Причиной долгожительства и чрезвычайно высокой эффективности доменного процесса
является составляющий технологическую основу этого процесса противоточный тепло- и
массообмен между восходящим потоком раскаленного газа (состав на выходе из горна: 55-60 % –
СО + Н2 и 40-45 % - N2) и нисходящим потоком шихтовых материалов и жидких чугуна и шлака
(под зоной плавления). Схема современного доменного процесса инфраструктурой представлена
на рис. 16.
Движущей силой механической составляющей доменного процесса является
положительная разность разнонаправленных вертикальных сил веса столба шихты и
противодавления газа и жидких продуктов плавки, а также сил трения (рис.17)
Рис. 16. Схема современного доменного процесса с инфраструктурой
Рис. 17. Система вертикальных сил в доменной печи (объем 3200 м3).
Доменный процесс реализуется в вертикальной круглой печи шахтного типа с
изменяющимся по ее высоте диаметром (рис. 18). Продольный профиль доменной печи состоит
из трех цилиндрических частей (колошник, распар и горн) и двух противоположно направленных
усеченных конусов (шахта и распар).
Доменный процесс является непрерывным процессом, который от задувки печи до ее
остановки на полную перефутеровку печи (капитальный ремонт первого разряда) в наше время
продолжается 15-25 лет с короткими остановками (4-8 суток, без выдувки и охлаждения печи)
для текущих ремонтов оборудования и футеровки шахты.
Рис. 18. Профиль доменной печи и основные ее части.
Процесс начинается с задувки печи, суть которой заключается в подаче нагретого дутья в
воздушные фурмы печи, заполненной задувочной шихтой (рис. 19), включающей дрова
(металлоприемник, горн), кокс (заплечики, распар), кокс+флюс (низ шахты), кокс+агломерат
(шахта). По мере освобождения объема в результате сгорания топлива столб шихты опускается и
в печь загружаются новые порции шихты с постепенным увеличением в ней доли железорудных
компонентов (агломерата и окатышей). Назначение задувочной шихты – подготовка доменной
печи к работе, а именно – нагрев футеровки печи, нагрев загружаемых вслед за задувочной
шихтой нормальной шихты,образование защитного гарнисажа на ее стенках, заполнение
жидкими продуктами зумпфа-пространства в горне от лещади до уровня чугунных леток. Спустя
8-10 часов после задувки печи производят первый выпуск продуктов плавки.
Ж/Р
МАТЕРИАЛЫ
КОКС+ФЛЮС
КОКС
ДРОВА
Рис. 19. Задувочная шихта в доменной печи перед ее задувкой
Выход печи на нормальный режим работы с заданным составом передельного чугуна
продолжается от 5 до 10 суток.
Итак, доменный процесс начинается с горения топлива, в результате которого
генерируется тепло и восстановительный газ, необходимые для процесса. Нижняя часть доменной
печи под зоной плавления заполнена только коксом и жидкими продуктами плавки. Поэтому
углерод кокса и вдуваемого топлива окисляются кислородом горячего дутья в фурменных очагах
перед воздушными фурмами в реакциях неполного горения, т.е только до СО:
Углерод кокса 2С + O2+ [(1-ω)/ω]N2 = 2CO + [(1-ω)/ω]N2 +2•118,464 MДж
Метан природного газа –
2 СН4 + [(1-ω)/ω]N2 = 2CO + [(1-ω)/ω]N2 +4 Н2 + 2•37,6 МДж
где: ω – содержание кислорода в дутье, м3/м3
(1)
(2)
Образующийся при горении топлива фурменный газ имеет температуру 1900-2200 оС. При
расходе природного газа 90-100 м3/т чугуна и концентрации кислорода в дутье 27-29 %
фурменный газ содержит 37-38 % СО, 16-18 % Н2 и 44-47 % N2. В горне, заплечиках и распаре
фурменный газ обогащается монооксидом углерода, образующимся в реакциях прямого
восстановления железа, кремния, марганца и других элементов.
Поднимаясь вверх, навстречу опускающейся шихте, горновой газ нагревает ее, а мнооксид
углерода и водород в последовательных реакциях косвенного восстановления полностью
отнимают кислород у высших оксидов железа и большую часть у FeO (рис. 20). Монооксид
железа, входящий в состав силикатных соединений первичного шлака восстанавливается только
твердым углеродом кокса в реакциях прямого восстановления. При температуре 950-1000 оС,
диоксид углерода СО2, образующийся в реакциях косвенного восстановления, интенсивно
реагирует с углеродом кокса, газифицируя его. Суммарный тепловой эффект реакций
восстановления оксидов железа газом является положительным.
3Fe2O3 + CO = 2Fe3O4 + CO2 + 37,25 МДж
3Fe2O3 + Н2 = 2Fe3O4 + Н2O – 4,20 МДж
500-600 оС
Fe3O4 + СО = 3FeO + СО2 – 20,96 МДж
Fe3O4 + Н2 = 3FeO + Н2О – 62,41 МДж
600-900 оС
FeO + CO = Fe + CO2 + 13,65 МДж
FeO + Н2 = Fe + Н2О – 27,80 МДж
900-1100 оС
FeO + C = Fe + CO – 152,67 МДж
1000-1250оС
С + СО2 = 2 СО – 166,32 МДж
900-1100 оС
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
1000 C
Fe2O3
500-600 C
Fe3O4
600-900 C
FeO
900-1100 C
FeO+Fe
>1100 C
Fe
Рис. 20. Процесс восстановления оксидов Fe по высоте доменной печи
При контактах с сажистым углеродом, образующимся при распаде СО, активное
свежевосстановленное железо реагирует с углеродом с образованием карбида железа,
составляющим основу чугуна:
2СО → C +СО2 + 166,32 МДж
(11)
3Fe + C = Fe3C - 25,4 МДж
(12)
В результате сплав, образовавшийся в твердофазных реакциях, начинает плавиться, так как
температура плавления его не превышает 1150 оС, тогда как температура плавления чистого
железа составляет 1560 оС. В интервале температур 1150-1250 оС из размягченного, вязкопластичного состояния в жидкое состояние переходят и легкоплавкие железо-кальциевые и
железистые силикаты, составляющие основу первичных шлаков. Эти соединения либо уже были в
составе агломерата, либо образовались в твердофазных реакциях в процессе нагрева и
восстановления железорудных компонентов доменной шихты. Переход железорудных
материалов в жидкие продукты плавки переходит в зоне плавления, называемой иначе зоной
когезии или зоной вязко-пластичного состояния. Ниже этой зоны твердым остается только кокс.
Помимо углерода в чугун переходит кремний, который восстанавливается в
высокотемпературной зоне над фурменными очагами под зоной когезии. Доля кремния,
переходящего в чугун, увеличивается с увеличением высоты зоны когезии над уровнем фурм.
Геометрически зона когезии в правильно организованном распределении шихтовых
материалов по радиусу печи имеет форму конуса. Кокс, опускающийся в центральной зоне печи
под зоной плавления, образует малоподвижный конусообразный столб, называемый коксовым
тотерманом (рис. 18). Кокс в тотермане расходуется только на реакции прямого восстановления и
на науглероживание чугуна. Поэтому время полного обновления кокса в тотермане составляет 1014 суток. Основная часть кокса из периферийной и периферийно-центральной зоны печи
поступает в фурменные очаги, образуя вокруг тотермана зону подвижного кокса, имеющую
более высокую порозность и проницаемость благодаря интенсивному движению в ней кокса.
Жидкие чугун и шлак скапливаются в горне печи. Здесь происходит окончательное
формирование состава чугуна и шлака и идут реакции десульфурации чугуна:
FeS + CaO + C = CaS + Fe + CO – 143 МДж
(13)
Чугун и шлак периодически выпускаются из печи через работающие поочередно чугунные летки.
4.2 Горение топлива. Частичная замена кокса вдуваемыми топливами. Расход
кокса и суммарный расход топлива в доменной плавке.
Горение топлива в доменной печи происходит только в ограниченном пространстве перед
воздушными фурмами – в фурменных очагах, газовая фаза в которых содержит окислители О2,
СО2 и Н2О. Объем фурменных очагов составляет не более 10-12 % от полезного объема доменной
печи. При малых расходах дутья и малых скоростях истечения дутья из фурм, кинетической
энергии струи дутья не хватает для динамического воздействия на куски кокса пред фурмами и
горение кокса происходит в слое. Состав газовой фазы перед фурмами при таком режиме горения
изменяется строго закономерно в соответствии с кинетикой реакций окисления углерода и
газификации углерода углекислотой (рис.21).
Рис. 21. Изменение состава газа по оси фуры при слоевом горении кокса
При нормальной работе печи и высоких расходах дутья его струя на выходе из фурмы
имеет высокую кинетическую энергию, отбрасывает куски кокса от фурмы и образует зону
циркуляции, горение кокса в которой происходит в другом режиме (циркуляционный режим
горения кокса). Характер изменения состав газа по радиусу печи перед воздушными фурмами при
этом значительно отличается от изменения его при слоевом горении (рис.22).
Рис.22. Изменение состава газа по оси фурменного очага при циркуляционном режиме горения
кокса
Над зонами циркуляции, т.е. над фурменными очагами, образуются динамически
неустойчивые своды из кусков кокса, которые под действием массы столба шихты периодически
обрушиваются. При этом фурменные очаги на мгновение наполняются кусками кокса, которые
снова отбрасываются от фурм и циркулируют по различным траекториям (ри.23). Частота
обрушения коксовых сводов перед фурмами составляет (5-15) сек-1
Рис.23. Зона циркуляции кокса в фурменном очаге
В результате интенсивной циркуляции куски кокса перед воздушными фурмами
истираются, образуя коксовую мелочь, которая накапливаясь за пределами и под зоной
циркуляции, формирует плотную структуру, названную «птичьим гнездом». Конфигурация
птичьего гнезда изменяется и размеры его увеличиваются с уменьшением горячей и холодной
прочности кокса, что ухудшает дренажную способность коксовой насадки в целом и в зоне
птичьего гнезда, особенно, создавая условия для горения фурм (рис.24).
Примечание:
1 – хороший кокс
2 – кокс низкого качества
3 - фурма
4 - чугун
Рис. 24. Конфигурация и размеры «птичьего гнезда» при коксе высокого и низкого качества
Кроме кокса в фурмах и фурменных очагах горит вдуваемое газовое, жидкое или
пылеугольное топливо. Вдуваемое топливо подается в поток дутья либо через трубку с выходом
через внутренний стакан фурмы (природный газ), либо с помощью специального копья,
вводимого через сопло фурменного прибора в центр потока дутья непосредственно на входе в
фурму (пылеугольное и жидкое топливо). Единственной целью вдувания дополнительного
топлива является снижение себестоимости чугуна за счет частичной замены им более дорогого
кокса. Вид вдуваемого топлива определяется исключительно экономическими факторами, а
именно соотношением цен на кокс и затрат на вдувание топлива (включая затраты на подготовку
и вдувание топлива).
В связи с тем, что вдуваемое топливо имеет на три порядка меньшую температуру по
сравнению с коксом, поступающим в фурменные очаги (1500 оС), а также в связи с затратами
тепла на разложение углеводородов жидкого и газообразного топлива и летучих веществ угля,
при горении вдуваемого топлива в фурменной зоне тепла выделяется меньше, а продуктов
горения образуется больше, чем при горении углерода кокса. В результате вдувание любого
топлива снижает температуру фурменных газов. Эту температуру, из-за трудностей ее измерения,
контролируют путем расчета теоретической температуры горения. Формула для расчета
теоретической температуры горения в общем виде имеет вид:
Qc+Qд + Qск – Qдис.
Ттеор. = --------------------------------------------------,K
0,001(VСО ∙CCO + VN2∙CN2 + VH2∙CH2)
(14)
где: Qc, Qд, Qск и Qдис - теплота окисление углерода вдуваемого топлива до СО, теплота горячего
дутья, теплота углерода кокса, сгорающего на фурмах, затраты тепла на диссоциацию вдуваемого
топлива и влаги дутья;
VСО, CCO, VN2 и VH2 – объемы СО, азота и водорода, образующиеся при сгорании топлива в
фурменном очаге.
Таким образом, на теоретическую температуру горения влияют: температура дутья, его
влажность и содержание в нем кислорода, а также расход и вид вдуваемого топлива (рис.25).
60
Изменение теоретической
температуры, оС
40
40
20
20
0
1
2
3
4
-20
6
7
-15
-24
-40
-42
-60
-80
5
-40
-68
Рис. 25. Влияние параметров дутья и вида вдуваемого топлива на теоретическую температуру
По своему влиянию на расход кокса вдуваемые топлива также различаются.
Коэффициенты замены кокса этими топливами зависят от 4-х факторов: содержания в них
углерода, отношения содержаний углерода и водорода, полноты сгорания углерода вдуваемого
топлива в фурменной зоне и от степени использования водорода в печи. Для условий
максимального использования газа в печи и полного сгорания углерода вдуваемого топлива
коэффициенты замены кокса равны (кг/кг): природный газ – 1,15-1,25; мазут – 1,1; коксовый газ
0,9-0,95; ПУТ- 0,8-1,0 (рис.26).
Эффективность работы доменной печи оценивают по
суммарному расходу топлива
(кокс+вдуваемое топливо). Наиболее корректно суммарный расхода топлива оценивается суммой
расхода кокса и вдуваемого топлива, пересчитанного на кокс с учетом максимального
коэффициента замены, т.е. в коксовом эквиваленте.
Коэффициенты замены кг/кг
1,3
1,15-1,25
1,2
1,1
1,1
0,8-1,0
1
0,9-0,95
0,9
0,8
0,7
Природный газ
Мазут
Коксовый газ
ПУТ
Рис.26. Коэффициенты замены кокса вдуваемым топливом, кг/кг
4.3 Теплообмен в доменной печи. Термодинамические аспекты восстановления
оксидов железа в доменной печи
Теплообмен в доменной печи
В современных условиях при работе доменных печей на подготовленных шихтовых
материалах и без использования сырого известняка теплопотребность процесса в целом
определяется теплопотребностью нижней зоны печи, температурной границей которой является
температура 950-1000 оС. В этой зоне происходит образование жидких продуктов плавки, идут
эндотермические процессы прямого восстановления железа и трудновосстановимых элементов и
имеют место максимальные потери тепла с охлаждающей водой холодильников. В этой же зоне
печи в результате сгорания топлива происходит генерация тепла и образование фурменных газов,
имеющих температуру 1900-2100 оС. За счет части тепла этих газов полностью покрывается
теплопотребность нижней зоны. Тепла газов, выходящих из этой зоны с температурой 950-1000
о
С, достаточно для нагрева шихтовых материалов, опускающихся с колошника, до 900-950 оС к
моменту их прихода в нижнюю зону. Реакции восстановления оксидов железа в верхней зоне
идут с положительным суммарным тепловым эффектом. Особенность
противоточного
теплообмена в доменной печи объясняется характером изменения по высоте печи водяных
эквивалентов шихты и газа. Под водяным эквивалентом потока материалов понимают количество
тепла, которое нужно затратить для нагрева потока на 1 оС.
Водяной эквивалент потока газа (Wг = Сг•Qг - произведение теплоемкости газа на объем
или массу его часового потока, т.е. расход в час) в этой зоне практически не изменяется по высоте
печи. Уменьшение теплоемкости газа с уменьшением его температуры при движении газа к
колошнику компенсируется противоположными изменениями теплоемкости его в связи с
переходом части двухатомных газов (СО и Н2) в трехатомные (СО2 и Н2О), имеющих более
высокую теплоемкость.
В то же время водяной эквивалент шихты (Wш = Сш•Qш- произведение теплоемкости
шихты на массу ее часового потока) увеличивается по мере опускания шихты в низ в связи с
ростом теплоемкости материалов с температурой. Теплосодержание потока газа в этой зоне
превышает теплопотребность потока шихты, которая увеличивается по мере опускания
материалов. В результате отношение водяных эквивалентов шихты и газа в этой зоне
увеличивается и при подходе к нижней зоне печи становится равной единице. Температура
шихты и газов при этом становятся близкими и разница между ними не превышает 50-100 оС. Эту
зону, которая располагается в шахте печи, называют изотермической или термически резервной
(рис.27)
Рис. 27. Зоны теплообмена и массообмен в доменной печи
В нижней зоне печи эквивалент потока газа также практически не изменяется по высоте
печи. Уменьшение теплоемкости газов с уменьшением их температуры от 1900-2000 оС до 9501000 оС компенсируется увеличением их потока за счет СО, образующегося в реакциях прямого
восстановления железа и трудновосстановимых элементов (Si, Vn, Ti, V, P и др.).
В то же время водяной эквивалент шихты резко увеличивается за счет увеличения ее
кажущейся теплоемкости, т.е. за счет затрат тепла на эндотермические реакции прямого
восстановления и на расплавление чугуна и шлака, а также за счет повышения их температуры и
перехода железорудных материалов в жидкую фазу. В результате отношение водяных
эквивалентов шихты и газа в нижней зоне увеличиваются по мере опускания шихты от
изотермической зоны к горну.
Таким образом, при нормальной работе доменной печи по ее высоте имеют место две
ступени интенсивного теплообмена: - верхняя и нижняя, которые разделены между собой
изотермической зоной. При наличии изотермической зоны в печи создаются условия для
появления химически резервной зоны, в которой достигается равновесный состав газа для
реакции восстановления железа из вюстита газообразными восстановителями.
Термодинамические аспекты восстановления оксидов железа в доменной печи
Железо образует с кислородом три стабильных оксида: вюстит FeO1,05, магнетит Fe3O4 и
гематит Fe2О3. Гранецентрированная кубическая решетка вюстита имеет вакансии в узлах ионов
железа. По этой причине вюстит не стехиометричен, т.е. на каждый 1 атом железа в
кристаллической решетке вюстита приходится в среднем 1,05 атомов кислорода, а на 1 атом
кислорода – 0,95 атомов железа. При температурах ниже 570 оС вюстит термодинамически
неустойчив и распадается на металлическое железо и магнетит.
Магнетит ферромагнитен, температура Кюри для магнетита 627 оС. При окислении
магнетита могут образоваться β-гематит или γ-гематит, имеющие одинаковый химсостав Fe2O3,
но разные кристаллические решетки, γ-гематит фероомагнитет, а β-гематит – антиферромагнитен.
Процесс восстановления железа из оксидов протекает ступенчато от высших оксидов к
низшим по схемам:
Fe2О3 →Fe3O4→FeO→Fe при температурах выше 570 оС
Fe2О3 →Fe3O4→Fe при температурах ниже 570 оС
Реакции восстановления железа из всех оксидов водородом и восстановление Fe3O4
монооксидом углерода эндотермичны, а реакции восстановления железа из Fe2О3 и FeO
монооксидом углерода – экзотермичны.
Равновесные концентрации газа для этих реакций изменяются в зависимости от
температуры в соответствии с принципом Ле-Шателье (рис. 28).
(20)
(18)
(16)
(15)
(19)
(17)
Рис. 28. Равновесные концентрации газовой фазы в системах Fe-O-CO и Fe-O-H2 (слайд 42)
Высший оксид железа Fe2O3 восстанавливается газом, содержащим лишь 2-3% СО или Н2.
Реакции восстановления железа из Fe3O4 и FeO идут только при наличии избытка восстановителя
в газовой фазе.
Fe3O4 + mСО = 3FeO + (m-1) CO + СО2
(b-f)
(15)
FeO + nCO = Fe + (n-1)CO +CO2
(b-d)
(16)
Fe3O4 + pН2 = 3FeO + (p-1) H2 + Н2О
(b’-f’)
(17)
FeO + qН2 = Fe + (q-1)H2 + Н2О
(b’-d’)
(18)
Fe3O4 + rCO = 3Fe + (r-4) CO + 4 CO2
(a-b)
(19)
Fe3O4 + vH2 = 3Fe + (v-4) H2 + 4 H2O
(a’-b’)
(20)
При температурах выше 810 оС максимальные равновесные концентрации СО и избыток
восстановителя в газовой фазе относятся к реакции восстановления железа из вюстита
монооксидом углерода (кривая b-d), а в интервале температур 570-810 о- к реакции
восстановления железа из вюстита водородом (кривая b’-c). При 810 оС в газе равновесного
состава для этих реакций содержится соответственно 71% СО, 29% СО2 и 71% Н2, 29 % Н2О, а
минимальный избыток восстановителя, необходимый для протекания этих реакций составляет
3,44 моля.
4.4 Операционная прямая доменного процесса А. Риста
Процесс стационарного противоточного массообмена, который имеет место в нормально
работающей доменной печи
известный металлург, профессор ведущего технического
университета Франции (L’Ecole Central des Arts et des Manufactures) Андре Рист (прямой
праправнук Александра Герцена) математически описал и графически представил в виде
операционной прямой. Уравнение операционной прямой и ее графическая интерпретация
используются в настоящее время металлургами всех континентов для анализа состояния процесса
и влияния на работу доменной печи различных факторов. Все расчеты при выводе уравнения
операционной прямой ведутся с использованием размерности атомов и молей. Графически
операционная прямая строится в координатах:
Y = (O+H2)/Fe
X = (O+H2) /(C+H2)
(21)
(22),
где Y - «окисленность» шихты в доменной печи, а Х – окисленность газа. При этом окисленность
восстановителей СО и Н2 принимается равной 1, а окисленность СО2 и Н2О соответственно
равна 2.Плакат 15
УравнениеУРАВНЕНИЕ
операционной ПРОТИВОТОЧНОГО
прямой (или уравнениеМАССОБМЕНА
кислородообмена) для стационарного
противоточного массообменаВ вШАХТЕ
шахтных
восстановительных
ДОМЕННОЙ
ПЕЧИ реакторах (шахта доменной печи,
шахтный восстановительный реактор Midrex или HyL и др.) выводится из баланса кислорода,
отнимаемого от оксидов железа газообразными восстановителями (рис.29.).
nFe∙Y=n∙(C+H2)∙X
nFe ∙(Yо -Y) = n∙(C+H2)∙(X - Xо)
μ =n(C+H2)/nFe
Y=Yо - ∙(X-Xо)
μ = tgα
Рис. 29. Уравнение противоточного массообмена в шахте доменной печи
В приведенных на рис. 29 уравнениях nFe и n(C+H2) – потоки железа и восстановительного
газа (кг•моль/мин), а µ= n(C+H2) / nFe – удельный расход восстановительного газ (кг•моль
(С+H2)/кг•моль Fe). Графически фрагмент операционной прямой, отражающий изменение
окисленности шихты и газа по высоте шахты доменной печи при ее «идеальной» работе, т.е. при
достижении равновесного состава газа в зоне восстановления вюстита, представлен на рис.30.
Рис.30. Фрагмент операционной прямой доменного процесса
Операционная прямая доменного процесса строится с учетом закономерностей
теплообмена в доменной печи, а именно с учетом того, что в пределах термически резервной зоны
имеются условия для достижения химического равновесия для реакций восстановления железа из
вюстита монооксидом углерода и водородом. При таком равновесии окисленность вюстита
Уw=1,05 отвечает окисленности газа равновесного состава при температуре термически резервной
зоны, которая в зависимости от реакционной способности кокса и восстановимости шихтовых
материалов может варьировать в пределах 850-1050 оС. Равновесные окисленности смесей СОСО2 (Хw1) и Н2-Н2О (Xw2) при различных температурах представлены в таблице 10.
Таблица 10. Равновесные окисленности газа для реакций восстановления железа из вюстита
монооксидом углерода (Хw1) и водородом (Хw2).
Температура газа в термически резервной зоне, оС
850
900
950
1000
1050
Xw1
1,333
1,315
1,299
1,285
1,274
Равновесная окисленность газовой смеси СО-СО2-Н2-Н2О определяется как
Хw = Xw1 + h(Xw2-Xw1)
где h – мольная доля водорода в смеси
h = (H2 +H2O)/(CO+CO2+H2+H2O)
Xw2
1,361
1,375
1,396
1,403
1,417
(23)
(24)
При h=0,5 равновесная окисленность газовой смеси Xw для реакции восстановления
железа из вюстита не зависит от температуры газа в изотермической зоне печи и равна 1,345.
Отмеченная независимость координаты XW от температуры в изотермической зоне при доле
водорода в газовой смеси СО + Н2 равной или близкой 0,5 дает возможность задаваться этой
температурой без какого-либо влияния на точность расчетов.
Штрихами на рис.30 обозначен равновесный контур для реакций восстановления вюстита
(точка W) и магнетита (точка М). Ординаты этих точек определяются окисленностю вюстита
(1,05) и магнетита (1,33), а абсциссы – суммарной окисленностью газа равновесного состава для
соответствующих реакций при температуре изотермической зоны.
Путем совместного решения уравнения массобмена (кислородообмена) в шахте и
уравнения теплового баланса (теплопотребности) нижней зоны доменной печи А.Рист получил
уравнение операционной прямой доменного процесса для работы доменной печи на
подготовленных шихтовых материалах (без сырого известняка в шихте), когда теплопотребность
процесса в целом полностью определяется теплопотребностью нижней зоны. Иначе говоря, когда
теплоты газов, выходящей из нижней зоны (нижней ступени теплообмена) достаточно для
нагрева шихты, опускающейся с колошника, до температуры термически резервной зоны.
Графически уравнение операционной прямой доменного процесса для случая «идеальной»
работы доменной печи представлено в тех же координатах в виде прямой, проходящей через
точки W и P. Координаты точки Р на этой прямой определяются теплопотребностью нижней
зоны (Q) для выплавки чугуна заданного состава при данных параметрах комбинированного
дутья (температура, влажность, содержание кислорода, расход и состав вдуваемого топлива),
составе чугуна и выходе шлака. Координата Хр зависит только от температуры и влажности
дутья и определяется по уравнению:
Хр =qr(1+2e)/[ qr(1+2e) + qc + qд + eqe]
(25)
где: qr, qc, qд, qe, qj, e - соответственно: тепловой эффект реакции газификации; тепловой
эффект реакции окисления углерода до СО; избыток или недостаток «теплосодержания» дутья по
отношению к температуре газа в изотермической зоне; затраты тепла в горне, связанные с влагой
дутья; влажность дутья.
А координата Ур определяется графически на диаграмме операционной прямой как точка
пересечения двух прямых: вертикальной прямой ∆1 при Х = Хр и наклонной прямой ∆2,
соединяющей точки U и V с координатами:
ХU = 0, XV = 1, YU = yэл + уk + ys , YV = Q/qr
(26)
где: yэл, уk, ys , Q – количество молей восстановительного газа (СО и Н2), образующихся при
прямом восстановлении Si, Mn, P и других трудновосстановимых элементов (yэл), из летучих
веществ кокса (уk), в реакции десульфурации чугуна (ys ) и теплопотребность нижней зоны печи
(затраты тепла на расплавление чугуна и шлака, эндотермические реакции и на покрытие потерь
тепла в нижней зоне печи).
Координату Yp
можно вычислить также по уравнению:
Yp = [уэл + уs + yk +(a + в)∙yj](Х-1) – (Q + Yj∙qj)Xp/qr
(27)
где: (a + в), yj, qj – количество молей водорода и атомов кислорода в одном моле вдуваемого
топлива (а+в), расход вдуваемого топлива (yj ), затраты тепла на диссоциацию вдуваемого
топлива (yj). Для приведения к единой размерности величин на оси ординат теплопотребность
процесса (Q) выражается числом атомов С на один атом Fe (Q/qr).
Отрезок ВЕ на операционной прямой отражает формирование газа в горне доменной печи
в процессах окисления углерода топлива кислородом дутья (yд +2ye), из водорода (a) и кислорода
(в) вдуваемого топлива (а+в)yj, в процессах прямого восстановления трудновосстановимых
элементов (yэл), десульфурации чугуна (уs), выделения летучих кокса (уk) и при прямом
восстановлении железа (yd). Ординаты точек В и Е равны: УВ = уd,
УЕ = - (уэл + уs + yk + ayj + вyj + уд +2е)
(28)
Соответственно отрезок АВ на прямой отражает процесс окисления газа в процессе
восстановления железа из оксидов.
Тангенс угла α наклона операционной прямой равен расходу восстановительного газа на
единицу восстанавливаемого в печи железа - (С+Н2)/Fe. Это позволяет наглядно демонстрировать
влияние на расход топлива и на степень прямого восстановления железа в доменной печи
различных факторов.
Так, при снижении температуры в термически резервной зоне равновесные концентрации
СО в газе уменьшается и абсцисса точки W увеличивается (в случаях, когда мольная доля
водорода в газе менее 0,5). При сохранении теплопотребности нижней зоны на прежнем уровне
наклон операционной прямой увеличивается, т.е. расход восстановительного
следовательно, топлива на процесс снижается (рис.31, прямая А1-E1).
газа
и,
Рис. 31. Изменение положения операционной прямой при снижении температуры в термически
резервной зоне.
Позитивный смысл идеи работы на высокореакционном коксе заключается именно в этом,
т.е. в снижении температуры в термически резервной зоне, которое достигается при
одновременном использовании в печи материалов с повышенной восстановимостью и
высокореакционного кокса.
При ухудшении условий восстановления железа
в шахте печи состав газа в
изотермической зоне отклоняется от равновесного в сторону уменьшения окисленности и
операционная прямая отходит от точки W, вращаясь вокруг точки Р (рис. 32 прямая А1-E1 ). При
этом тангенс угла α растет, т.е. расход восстановителя (и топлива) увеличивается.
Рис. 32. Изменение положения операционной прямой при ухудшении условий восстановления
оксидов железа в шахте.
При вдувании топлива в фурмы (или увеличении расхода вдуваемого топлива)
отрицательные значения координаты УР увеличиваются и координата XW также увеличивается,
так как увеличивается мольная доля водорода (h) в восстановительном газе (рис.33, прямая А1-E1)
Рис. 33. Изменение положения операционной прямой вдувании топлива в фурмы
При увеличении влажности дутья точка Р по прямой ∆2 перемещается вправо, а при
увеличении температуры дутья – влево (рис. 34, прямые А1-E1 и А11-E11). При уменьшении этих
параметров точка Р перемещается в противоположных направлениях.
Рис. 34. Изменение положения операционной прямой при увеличении влажности и температуры
дутья.
4.5 Формирование чугуна и шлака. Влияние их состава на техникоэкономические показатели процесса.
Образование чугуна
Реакцию образования карбида железа из свежевосстановленного железа в доменной печи
можно считать реакцией образования чугуна. Эта реакция протекает в зоне умеренных
температур (600-1000 оС) и начинается с образованием свежевосстановленного губчатого железа,
имеющего развитую поверхность благодаря пористой структуре. Губчатое железо играет роль
катализатора для реакции распада монооксида углерода:
2СО →С +СО2 + 166,3 МДж
(29)
Выделяющийся в этой реакции сажистый углерод отлагается в порах кусочков губчатого
железа и реагирует с ним с образованием карбида:
3 Fe + C = Fe3C - 25,1 МДж
(30)
Таким образом, реакцию образования чугуна упрощенно можно представить в виде следующей
реакции:
3 Fe + 2 CO = Fe3C + CO2 +141,2 МДж
(31)
о
Температура плавления железа составляет 1560 С, а температура плавления сплава
железа с содержание углерода ≥ 2% – 1150 оС. Содержание углерода в карбиде составляет 6,67
%. В процессе стекания капель чугуна по коксовой насадке в них растворяется углерод, кремний,
марганец, фосфор и другие элементы, которые восстанавливаются в высокотемпературной зоне
между горизонтом фурм и зоной плавления. Содержание углерода в конечном чугуне
увеличивается с ростом содержания в нем карбидообразующих элементов (Mn, Cr, Ti) и
уменьшается с ростом содержания элементов, образующих соединения с железом (Si, P, S, V).
Содержание углерода в конечном чугуне составляет от 4 до 5,0 %. Это содержание можно
определять по эмпирическим уравнениям:
[C] = 4,6-0,27 [Si] - 0,32 [P]+ 0,03 [Mn]
(32)
[C] = -8,62 + 28,8{CO/(CO+H2)} – 18,2{CO/(CO+H2)}2 – 0,244[Si] + 0,00143 Tчуг + 0,00278 pсо
Последнее уравнение учитывает влияние на растворимость углерода в чугуне не только ег
состава, но и температуры, давления газа в печи и содержания водорода в газовой фазе.
Содержание кремния в чугуне повышается с ростом высоты зоны когезии над уровнем
воздушных фурм, который происходит с повышением нагрева (теплового состояния) печи.
Современная технология доменной плавки ориентирована на выплавку низкокремнистого
чугуна, т.е. чугуна с содержанием кремния 0,3-0,5 %. Экономическими преимуществами
выплавки низкокремнистого чугуна являются снижение расхода кокса в доменном производстве и
уменьшение выхода шлака при выплавки стали из такого чугуна.
Окончательное формирование состава чугуна происходит в реакциях между чугуном и
шлаком в металлоприемнике и при выпуске продуктов плавки из печи, когда достигается высокая
поверхность контакта между этими жидкостями. Речь идет в первую очередь о реакции
десульфурации чугуна:
FeS + C + CaO = Fe + CaS + CO – 143 MДж
(33)
Несмотря на достигаемый высокий коэффициент распределения серы между шлаком и
чугуном в доменной печи, выплавка низкосернистого чугуна ([S] < 0,03 % ) в доменной печи
экономически нецелесообразна из-за необходимости иметь повышенную основность шлака и
повышенный нагрев печи. Современная технологическая цепочка «доменный цех→конвертерный
цех» предусматривает десульфурацию чугуна перед его заливкой в конвертеры.
Температура чугуна на выпуске из доменной печи при ее нормальной работе составляет
1470-1520 оС.
Образование и свойства доменного шлака
Свойства первичного шлака, промежуточного шлака (шлака переменного состава,
стекающего из зоны плавления по коксовой насадке в металлоприемник) и конечного шлака
(шлак на выпуске из доменной печи) определяются его составом и оказывают огромное влияние
на работу и показатели работы доменной печи. Об очень важной роли доменного шлака в
доменном процессе образно говорит английская пословица: «If you take care of the slag, the
furnace will take care of the rest» (Если вы позаботитесь о шлаке, то доменная печь
позаботится об остальном сама).
Влияют на работу доменной печи в первую очередь
такие свойства шлака как температура кристаллизации, вязкость и устойчивость.
Основные компоненты доменного шлака – оксиды кальция, кремния и алюминия (CaO,
SiO2, Al2O3, MgO), составляющие, в большинстве случаев не менее 90 % его состава, имеют
высокую температуру плавления (соответственно 2572, 1713 и 2050 оС). Однако сложные
соединения этих оксидов между собой и с оксидом железа имеют значительно более низкую
температуру плавления. Влияние состава шлаков в системе CaO - SiO2 - Al2O3 на их температуру
кристаллизации иллюстрирует
полученная экспериментальным путем тройная диаграмма
(диаграмма Ренкина) температур кристаллизации (рис. 35)
Рис. 35 Диаграмма состояния системы CaO-SiO2-Аl2O3
В зависимости от состава шлака тройные диаграммы строятся в координатах CaO-SiO2Al2O3 или (для высокомагнезиальных шлаков) в координатах CaO-SiO2-MgO. Большое влияние
на температуру кристаллизации шлаков оказывает содержание монооксида железа и монооксида
марганца, снижающих температуру кристаллизации шлаков. Например, повышение содержания
FeO в тройной системе CaO- SiO2-FeO от 10 до 50 % снижает температуру кристаллизации этого
силиката почти на 400 оС (рис.36).
Рис. 36. Состав первичных доменных шлаков ММК при плавке магнитогорских руд
Легкоплавкие силикатные соединения либо уже имеются в составе шихтовых материалов
(в составе агломерата), либо образуются в процессе нагрева и восстановления шихтовых
материалов доменной печи в реакциях в твердой фазе. При достижении температуры плавления
эти соединения переходят в жидкое состояния, образуя первичный шлак, содержание монооксида
железа в котором может достигать 50 %. По мере стекания вниз по коксовой насадке содержание
монооксида железа в
первичном шлаке уменьшается в результате реакции прямого
восстановления железа из этого шлака углеродом кокса. Одновременно в нем увеличивается
содержание кремнезема, глинозема и магнезии. В результате вязкость и температура
кристаллизации шлака увеличиваются.
Качественно влияние химического состава шлака на его вязкость и температуру
кристаллизации иллюстрируют кривые зависимости вязкости шлака от его температуры
(рис.37).
Составы шлаков
Рис. 37. Зависимость вязкости доменных шлаков различного состава от температуры
Увеличение содержания в шлаке тугоплавких оксидов (CaO, Al2O3,) повышает его
температуру кристаллизации и делает крутой зависимость вязкости от температуры (короткие
шлаки 1 и 2), а снижение основности шлаков и увеличение содержания в них оксидов марганца и
железа – снижает эту температуру и делает менее крутой зависимость вязкости от температуры
(длинные шлаки 3 и 4). Механизм этого влияния объясняет, с одной стороны, ионная теория
строения шлаковых расплавов, а с другой – влияние химсостава шлака на температуру его
кристаллизации. Согласно ионной теории строения силикатных расплавов, каковым является
доменный шлак, в расплаве находятся катионы основных металлов (Са+2, Mg+2, Fe+2, Mn+2) и
анионы SiO-4 , которые при дефиците кислорода могут объединяться в более сложные кремнийкислородные комплексы в виде колец, цепочек и более сложных структур (рис. 38).
Рис. 38. Виды и состав кремнекислородных комплексов
С уменьшением содержания в шлаке оксидов основных металлов возникает дефицит ионов
кислорода в шлаке и происходит увеличение размеров кремнекислородных комплексов. В
результате увеличивается внутреннее трение между слоями движущегося шлака, т.е. растет его
вязкость. Напротив, увеличение содержания в шлаке оксидов основных металлов увеличивает
долю анионов кислорода и, в результате, кремнекислородные комплексы разукрупняются, что
снижает вязкость шлаков в перегретом состоянии.
Влияние на вязкость шлака при его постоянной температуре иллюстрируют тройные
диаграммы вязкости, также полученные экспериментальным путем (рис. 39).
Рис. 39. Вязкость шлаков системы SiO2 – CaO – Al2O3 при 1500оС (МАК-КЕФФЕРИ)
Важной характеристикой доменного шлака является его устойчивость – способность
сохранять вязкость и температуру кристаллизации в узких пределах при изменении химического
состава. Поддержание состава шлака в области устойчивых шлаков обеспечивает стабильность
работы доменной печи при колебаниях основности шихты. В областях состава устойчивых
шлаков на диаграмме вязкости (рис. 39) изокомы расположены редко и наоборот в области
составов неустойчивых шлаков изокомы расположены часто. (1 пуаз = 0,1 Н•с/м2)
Температура шлака на выпуске из доменной печи при ее нормальной работе составляет
1550-1650 оС.
4.6 Основы управления доменной плавкой. Оптимальное распределение
шихты и газа в печи, условия и технические средства для его достижения.
Задача управления доменной плавкой является сложной многопараметрической задачей,
целью которой является обеспечение стабильной, безопасной и высокопроизводительной работы
доменной печи на заданном уровне при выплавке чугуна заданного состава и температуры и с
минимальными затратами на его выплавку. Решение этой задачи сводится к оптимизации
распределения шихтовых материалов и газов по радиусу и к стабилизации нагрева печи, состава
шлака и газодинамической напряженности (общего перепада давлении) на оптимальных уровнях.
Сложность этой задачи обусловлена наличием более 15 управляющих воздействий,
которые используются для управления процессом и одновременно в той или иной степени
оказывающих влияние на распределение материалов и газа по радиусу, на газодинамику
процесса, на тепловое состояние печи и на шлаковый режим ее работы. К этим параметрам
относятся (рис.40):
Рис. 40. Схема доменного процесса: входные и выходные параметры
1. Распределение материалов и газа по радиусу печи:
- распределение рудной нагрузки по радиусу печи,
- масса рудной подачи,
- уровень засыпи.
2.Газодинамика процесса:
- расход дутья,
- давление газа на колошнике,
- общий перепад давления.
3. Нагрев печи (тепловое состояние):
- рудная нагрузка на кокс,
- температура дутья,
- влажность дутья,
- расход вдуваемого топлива,
- содержание кислорода в дутье.
4. Шлаковый режим
- расход флюсующей добавки.
- соотношение агломерата и окатышей,
- расход промывочных материалов (руда, марганцевая руда, плавиковый шпат, промывочный
агломерат).
Основным управляющим воздействием, оказывающим влияние на нагрев печи,
газодинамику и распределение газов по радиусу печи, является распределение рудной нагрузки
по радиусу. Задача управления распределением железорудных материалов и кокса (рудной
нагрузки) по радиусу печи является оптимизационной, т.е. сводится к нахождению и
поддержанию оптимального (по одному из критериев: производитель, расход топлива,
себестоимость чугуна и др.) для существующих условий работы печи радиального распределения
шихты. К этим условиям относятся в первую очередь качество кокса (горячая и холодная
прочность, средний размер кусков) и железорудных материалов (горячая прочность, содержание
фракции 0-5 мм, восстановимость), а также производственная программа работы печи. В общем
случае оптимальным распределением шихтовых материалов и газов по радиусу является такое их
распределение, при котором в печи имеет место выраженный стабильный центральный поток
газов с температурой на уровне засыпи 800-1000 оС, обусловленный наличием в структуре столба
шихты центральной коксовой «отдушины» - осевой зоны с нулевой или очень низкой рудной
нагрузкой (рис.41). Площадь горизонтального сечения этой зоны на уровне засыпи должна
составлять не более 7-10 % от площади колошника. При этом печь работает с центральным ходом
газов.
Рис. 41 Работа печи с центральным ходом газов
Основное количество железорудных материалов распределяется в промежуточной зоне
между узким периферийным кольцом и коксовой отдушиной. В узкой периферийной кольцевой
зоне (10-15 % площади колошника) рудная нагрузка должна быть пониженной по сравнению с
промежуточной зоной. При таком распределении материалов достигается наиболее экономичная
работа печи благодаря высокой степени использования тепловой и химической энергии газа,
минимальным потерям тепла с охлаждающей водой холодильников, распара и шахты. Из кокса,
находящегося в осевой зоне печи и практически не взаимодействующего с газом, т.е.
сохраняющего свою прочность и размеры кусков, формируется коксовый тотерман с высокой
проницаемостью.
Недостатком центрального хода, особенно при выплавке чугуна с низким (0,3-0,4 %)
содержанием кремния, может быть расположение корней зоны когезии в нижней части
заплечиков, вблизи фурм. В этом случае возможно опускание в горн неподготовленных
(недовосстановленных) железорудных материалов, а при колебаниях в них содержания железа и
его окисленности или их основности имеется высокий риск снижения дренажной способности
коксовой насадки в периферийной зоне горна из-за повышения вязкости образующихся холодных
первичных шлаков. Это создает условия для горения фурм из-за скопления продуктов плавки
перед ними, особенно при низком качестве кокса.
При значительном снижении рудной нагрузки в периферийной кольцевой зоне в ней
увеличивается порозность и основная часть газа идет здесь. Работа печи с периферийным ходом
газов повышает устойчивость процесса и делает его легче управляемым из-за более высокого
расположения корней зоны когезии (рис. 42).
Рис. 42. Работа печи с периферийным ходом газов
Негативной стороной работы с периферийным ходом газов является увеличение потерь
тепла из-за повышенных тепловых нагрузок на стены и, как следствие, менее экономичная работа
печи из-за повышенного расхода кокса. Кроме того, при длительной работе печи с чрезмерно
развитым периферийным ходом возникает риск «потери центра» - снижения температуры в
центре коксового тотермана и потери его проницаемости.
Наиболее эффективное управление распределением шихтовых материалов по радиусу при
их загрузке в печь достигается специально сконструированными для такого распределения
загрузочными устройствами. К таким устройствам, применяемым в настоящее время на доменных
печах относятся:
1.Двух и трех-конусные загрузочные устройства с подвижными колошниковыми плитами (рис. 43).
2.Бесконусные загрузочные устройства (БЗУ)с лотковым распределителем шихты (рис 44).
3. БЗУ с роторным распределителем шихты (рис.45).
4. БЗУ с трубообразным распределителем шихты (рис.46).
А
Б
Рис. 43. Распределение материалов на колошнике типовым 2-х конусным загрузочным
устройством (А) и конусным устройством с подвижными плитами (Б)
Рис. 44. Распределение материалов на колошнике БЗУ с лотковым распределителем шихты)
Рис. 45. БЗУ с роторным распределителем шихты
Рис. 46 БЗУ с трубчатым распределителем шихты
Среди перечисленных загрузочных устройств БЗУ с роторным распределителем шихты
обладает рядом несомненных технических и технологических преимуществ перед остальными, а
именно:
- Высокая окружная равномерность распределения материалов на колошнике.
- Более гибкое и динамичное распределение материалов по радиусу, позволяющее
значительно быстрее оптимизировать их радиальное распределение.
- Мягкая технология загрузки без переуплотнения поверхностного слоя шихты в печи и
деформации профиля предыдущей порции шихты, что достигается за счет уменьшения
кинетической энергии потока выгружаемого материала при его разделении на пять следующих
друг за другом потоков.
- Усреднение загружаемой порции материалов по химическому и гранулометрическому
составу.
- Более высокий темп загрузки.
- В 3-5 раз более высокий срок службы распределителя шихты, позволяющий работать без
остановок печи на его замену в течение нескольких лет.
- Простота и более высокая надежность и работоспособность загрузочного устройства в
целом.
- Меньший износ шихтовых затворов в связи с отсутствием необходимости регулировать
скорость выхода шихты из бункера.
- Меньшие эксплуатационные затраты.
4.7 Показатели работы доменных печей
Работу доменных печей и технологические параметры доменного процесса оценивают с
помощью ряда расчетных показателей, которые можно условно разбить на две группы:
параметрические показатели процесса и технико-экономические показатели доменной плавки.
Параметрические показатели используются для оценки состояния технологического
процесса и оперативного управления им, а также для ретроспективной оценки процесса в
различные периоды времени. Технико-экономические показатели работы доменной печи
используются для оценки эффективности работы печи за декадные, месячные и годовые периоды
времени.
Расчетные параметрические показатели доменного процесса.
К расчетным параметрическим показателям доменного процесса относятся показатели,
характеризующие: температуру газов в фурменной зоне, процесс восстановления,
газодинамическую напряженность процесса, состояние коксовой насадки, распределение газового
потока по диаметру печи и др.
Эти показатели рассчитываются по измеряемым параметрам процесса (химический состав
продуктов плавки, дутья и колошникового газа, давление дутья и газа, расход и состав вдуваемого
топлива и др.) К таким показателям относятся :
Теоретическая температура горения
Ттеор. = (Qc+Qд + Qск – Qдис)/0,001(VСО ∙CCO + VN2∙CN2 + VH2∙CH2),
Степень использования СО
Степень прямого восстановления
ηСО =СО2/(СО+СО2),
rd= Fed/(Feобщ – Feмет)
Индекс газодинамической напряженности ИГН
VД
ИГН
,
РОБЩ
где : VД–расход дутья (горнового газа), м3/мин;
РОБЩ – общий перепад давления, кгс/см2;
В зарубежной практике пользуются следующим показателем газодинамической напряженности:
Р2 Р2
PRC д 1, 7 к
V
Где: V – объем газа в заплечиках, м3/мин;
Рд, Рк – давление дутья и колошникового газа соответственно, Па;
Показатель проницаемости коксовой насадки или «Индекс тотермана» DMI
DMI 2 Tч 121[Si] 128 [P] 156 [S ] 11[Mn] 389 [C] 190 B 690
где:
Тч – температура чугуна, 0С
[Si], [P], [S], [Mn], [C] – массовая доля указанных элементов в чугуне, %
В – основность шлака (CaO/SiO2)
Высокие значения DMI характеризуют коксовую насадку с высокой проницаемостью.
Показатель распределения газового потока по радиусу печи К
Q зап
К 1 2
Q
где:
Qзап – тепловые потери с охлаждающей водой в заплечиках, МДж/т чугуна.
Q1-2 – тепловые потери с охлаждающей водой в распаре и нижней части шахты (1 и 2 ряд
холодильников), МДж/т чугуна.
Для ДП №6 установлены следующие значения К при различных газораспределениях:
≤ 2,0 – центральный ход печи;
2,0-2,7 – периферийно-центральных ход печи
>2,7 – периферийный ход печи.
Технико-экономические показатели доменной плавки.
Эффективность работы доменной печи оценивают с помощью ряда расчетных показателей,
характеризующих: качество выплавляемого чугуна, производительность доменной печи,
удельный расход кокса или удельный суммарный расход топлива.
Качество передельного чугуна, поступающего в сталеплавильные цехи определяется
стабильностью его состава и температуры во времени и соответствием его химического состава
и температуры на выпуске заданному составу и заданной температуре. Стабильность состава
чугуна и его температуры характеризуют величинами среднеквадратичного отклонения
контролируемых параметров. При выплавке обычного передельного чугуна контролируют на
каждом выпуске температуру чугуна и содержание в нем кремния, серы, марганца и фосфора.
Содержание углерода контролируется реже. Поскольку содержание марганца и фосфора в первую
очередь определяется их содержанием в железорудных материалах и коксе, то соответствие
химсостава чугуна заданному контролируется по двум компонентам – кремний и сера,
содержание которых зависит в первую очередь от соблюдения технологии плавки и колебаний
качественных характеристик кокса и железорудных материалов.
Современная концепция технологии доменной плавки на заводах интегрированного типа в
части заданного (целевого) содержания кремния и серы в чугуне определяется исключительно
экономическими факторами, а именно стремлением минимизировать затраты на выплавку стали.
В связи с этим технология доменной плавки в большинстве случаев нацелена на выплавку чугуна
с минимальным содержанием кремния в нем, которое определяется стабильностью качества
используемых в плавке кокса и железорудного сырья. На заводах Европы, Японии и Кореи это
содержание составляет 0,3-0,4 %, что существенно ниже содержания кремния в чугуне,
выплавляемом и планируемом к выплавке в ОАО НЛМК (рис. 47). При этом содержание серы не
опускается ниже 0,03 %, тогда как в чугуне доменных печей ОАО НЛМК это содержание
значительно ниже (рис. 48).
0,8
0,7
0,6
%
0,5
0,4
0,3
НЛМК
Франция
Корея
Фукуяма, 2
Чиба, 6
Япония (Sumitomo) Касима, 2
Бразилия Тубарао, 4
Поханг, 4
Гваньянг, 4
Швеция Лулеа, 3
Фос-сюр-мер, 2
Дюнкерк, 4
ДП-7 (2014)
ДП-6 (2014)
ДП-5 (2014)
ДП-4 (2014)
ДП-6 (2004)
ДП-5 (2004)
ДП-4 (2004)
ДП-3 (2004)
ДП-2 (2004)
0,1
Германия Швельгерн, 1
0,2
Япония (JFE)
Рис. 47. Содержание кремния в чугуне доменных печей ОАО НЛМК и ряда печей Европы,
Японии и Кореи
0,04
0,035
0,03
%
0,025
0,02
0,015
0,01
0,005
НЛМК
Корея
Франция
Англия Редкар
Гент
Угре
Серанг
Марсинель
Фос Сюр Мер
Дюнкерк
Патюраль
Поханг
Гваньянг
ДЦ-2 (2014)
ДЦ-1 (2014)
ДП-6 (2004)
ДЦ-1 (2004)
0
Бельгия
Рис. 48. Содержание серы в чугуне доменных печей ОАО НЛМК и ряда печей Европы, Японии и
Кореи
В то же время в специфических региональных условиях, когда цена металлолома
существенно ниже себестоимости
выплавляемого чугуна, содержание кремния в нем
поддерживают на высоком уровне (0,8-1,0 %) в связи с повышенной долей металлолома в
металлошихте конвертеров. Однако и в этом случае содержание серы (за счет пониженной
основности шлака) поддерживают не менее 0,03% и подвергают его десульфурации.
В связи с использованием на металлургических заводах доменных печей различного
объема (В ОАО НЛМК от 1000 до 3200 м3 сейчас и до 4300 м3 с 2011 года, в России от 250 м3 до
5500 м3) для оценки производительности печей используют их удельную производительность.
Показатели удельной производительности доменной печи рассчитывают либо на 1м3 объема
печи (Рv, т/м3 в сутки), либо на 1 м2 площади поперечного сечения горна (Рs, т/м2 в сутки). Первый
показатель, кроме неудобства его применения из-за отличающихся по величине используемых
объемов печи (полезный объем, рабочий объем, внутренний объем), практически
детерминировано зависит от объема печи. Его применение, при сравнении удельных
производительностей различного объема, дает всегда, некорректные величины При одних и тех
же условиях работы малые доменные печи всегда демонстрируют более высокие значения
показателя Рv по сравнению с печами большого объема. Это легко демонстрируется
аналитическим путем.
Выразим минутную производительность ДП (Pr) как произведение двух составляющих:
Pr = Pb·Q , t/min
(1)
Pb - балансовая составляющая производительности, зависящая от удельного расхода
топлива и содержания кислорода в дутье. Физический смысл балансовой составляющей – выход
чугуна в ДП на 1 м3 образующегося в ней газа, t/m3 ;
Q
–
газодинамическая
составляющая
производительности,
зависящая
от
газопроницаемости столба шихты в ДП. Физический смысл газодинамической составляющей –
объем газа, проходящего через ДП в единицу времени, m3/min.
Газодинамическую составляющую производительности печи можно аналитически
определить, используя известное уравнение S.Ergun:
∆P =φ∙H·ω2∙ρ(1-є)/de·є3, kg/m2
(2)
где:
∆P – общие потери напора в столбе шихты в доменной печи от уровня фурм до уровня
засыпи шихты в печи, kg/m2
φ – коэффициент сопротивления столба шихты,
Ρ – плотность газа в печи, kg/m3
ω- скорость газа в печи, m/min,
є- порозность столба шихты в печи, m3/m3
de –эквивалентный диаметр частиц слоя шихты в печи, m
Н – высота столба шихты в печи от уровня фурм до уровня засыпи, m. Н = hbosh + hbelly +
hshaft
Преобразуем уравнение Эгона, выразив скорость газа через его расход (Q) и площадь
поперечного сечения печи (S), а плотность газа через его молекулярную массу (M, кг/моль) с
учетом влияние на плотность газа давления (p) и температуры (T) в печи.
∆P
=φ∙H·Q2∙98TM(1-є)/S2de·є3·p∙273∙22,4
(3)
Выразим ∆P через давление в печи на уровне фурм (pb) и на колошнике (pt):
∆P = pb - pt
и давление на уровне фурм через давление газа на колошнике:
pb = pt + γ·ρch∙H
где:
γ – коэффициент газодинамической устойчивости столба шихты,
ρch∙ - объемная масса шихты в печи, kg/m3.
Подставив (4) и (5) в (3), найдем из уравнения (3) расход газа в печи:
Q = S[22,4·273∙ de·γ·ρch∙ є3(pt+0,5 γ·ρch·H)/M98T(1-є) φ]½
Принимаем за объем печи (V) сумму объемов заплечикав, распара и шахты:
V = Vbosh + Vbelly + Vshaft
Тогда эквивалентная площадь поперечного сечения печи (Seq) будет равна:
Seq. = V/H
(4)
(5)
(6)
(7)
(8)
Для постоянных газодинамических и шихтовых условий работы ДП можно обозначить:
2
А
=
[22,4∙273
de·γ·ρch
є3/
φ∙98TM(1є)]½
·
(9)
Тогда производительность ДП (Pr) может быть выражена уравнением:
Pr
=
Pb·Seq∙A[pt
+
0,5
γ·ρch∙H]½,
t/min
(10)
Используя уравнения (10) и (9) определим удельную производительность на 1 м3 объема
печи (PV) и удельную производительность на 1 m2 площади поперечного сечения печи (PS):
PV=
Pb·A[pt
+
0,5
γ·ρch∙H]½/H,
t/m3∙day
(11)
PS
=
Pb·A[pt
+
0,5
γ·ρch∙H]½,
t/m2·day
(12)
Из формул (11) и (12) видно, что при прочих равных условиях работы доменных печей
разного объема (равенство параметров Pb, A,pt, γ и·ρch) величины PV на печах меньшего объема
всегда будет больше и наоборот.
Указанного недостатка не имеет показатель удельной производительности,
рассчитываемый на 1 м2 площади поперечного сечения горна РS. Он же соответствует и
физическому смыслу газодинамической составляющей производительности доменной печи
(м3/мин.•м2). Сопоставление удельных производительностей доменных печей разного объема
всегда однозначно подтверждает зависимость показателя удельной производительности Р v от
объема доменной печи (рис. 49).
Рис. 49. Среднегодовые показатели (PSh и PV) удельной производительности доменных печей
различного объема
Доменные печи ОАО НЛМК имеют удельную производительность на уровне Европейских
доменных печей. Однако по удельному расходу топлива они существенно уступают лучшим
Европейски печам (рис. 50, 51). Резервы снижения удельного расхода топлива на ДП ОАО
НЛМК представлены на рис. 52).
Суммарный расход топлива, кг/т чугуна
495,5
500
490
473,5
480
466
470
464,7
463
459,9
454,9
460
452,1
450
440
Бельгия,
Gent, ДП №А
Франция ,
Dunkerque,
ДП №А
Финляндия,
Ruukki, ДП
№1
Германия,
HKM, ДП B
Германия,
TKS, ДП №9
Германия, Ср. знач.
TKS, ДП S2 6 лучших ДП
Европы
ДП НЛМК
Рис. 50. Удельный суммарный расход топлива на лучших ДП Европы и ДП НЛМК
73,11
75
Удельная производительность,
т/м2*сутки
70,77
70
66,35
65,35
64,64
65
59,63
60
57,82
55,97
55
50
Бельгия,
Gent, ДП №А
Франция ,
Dunkerque,
ДП №А
Финляндия,
Ruukki, ДП
№1
Германия,
HKM, ДП B
Германия,
TKS, ДП №9
Германия, Ср. знач.
TKS, ДП S2 6 лучших ДП
Европы
ДП НЛМК
СУММАРНЫЙ РАСХОД ТОПЛИВА, КГ/Т ЧУГУНА
Рис. 51.Удельная производительность лучших доменных печей Европы и ДП ОАО НЛМК
500
495
Оснащение ДП №2-4 роторным
загрузочным устройством – снижение
расхода кокса на 8 кг/т чугуна
490
Переход на выплавку чугуна с
содержанием кремния не выше 0,4-0,45 % снижение расхода кокса на 13 кг/т чугуна
480
470
Повышение качества агломерата и кокса –
снижение расхода кокса на 11 кг/т чугуна
463
ДОСТИГАЕМЫЙ УРОВЕНЬ
– 463 КГ/Т ЧУГУНА
460
Ср. знач.
6 лучших ДП Европы
ДП НЛМК
Рис. 52. Основные мероприятия, которые обеспечат
чугуна на ДП ОАО НЛМК
снижение расхода топлива на выплавку
Удельный расход кокса (кг/т чугуна) или удельный суммарный расход топлива
характеризуют экономичность процесса, так как затраты на расход топлива составляют более
половины себестоимости чугуна (рис.53).
Рис. 53. Себестоимость чугуна и стали (в ценах 2010 г.)
Суммарный расход топлива в коксовом эквиваленте рассчитывается как сумма расхода
кокса и произведения расхода вдуваемого топлива на теоретический (максимальный для данного
состава топлива) коэффициент замены кокса вдуваемым топливом.
Санитарно-экологическая функция доменной печи.
Уникальные температурные и окислительно-восстановительные условия, существующие
в доменной печи во время ее работы, позволяют выполнять ей определенные санитарноэкологические функции, а именно утилизировать некоторые отходы металлургических заводов,
утилизация которых другими способами либо невозможна, либо чрезвычайно экономически
затратна, либо сопровождается серьезными вредными выбросами в атмосферу. К таким отходам
относятся замасленная прокатная окалина, конвертерный шлам, отработанные моторные масла,
отработанное трансформаторное масло.
4.8 Компьютерное моделирование и оптимизация процесса производства
чугуна.
Современная вычислительная техника и разработанные математические модели доменного
процесса позволяют успешно решать задачи оптимизации процесса производства чугуна в плане
тактического и стратегического планирования производства, т.е. позволяют решать
многовариантные задачи с целью выбора оптимальной шихты, применяемого кускового и
вдуваемого топлива и параметров дутья. Автоматизированное оперативное управление доменной
плавкой в темпе с процессом осуществляется лишь в режим совета, т.е. с обязательным участием
оператора. В таких системах управления используются как статические и динамические модели,
так и интеллектуальные системы принятия решений.
Математическая модель доменного процесса «ДОМНА»
( Курунов И.Ф., Ященко С.Б.)
Основу математической модели положено совместное решение системы двух уравнений:
уравнения операционной прямой доменного процесса (А.Rist) и уравнения газодинамики (на
основе уравнения Эгона). Уравнение операционной прямой по существу является системой двух
уравнений – баланса восстановителей и теплового баланса нижней зоны. Уравнение
газодинамики – это уравнение, определяющее возможный расход дутья в печи при ее работе с
заданным перепадом давления в зависимости от характеристик шихтовых материалов и кокса
(крупность, содержание мелочи, образование мелочи в печи), их распределения по радиусу печи и
от количества шлака.
Основным допущением в модели является эмпирическая зависимость степени
приближения к равновесию реакции восстановления железа из вюстита в изотермической зоне
печи от характера (кривой) распределения рудной нагрузки по радиусу печи.
Потери тепла с охлаждающей водой и в окружающее пространство определяются расчетом
в зависимости размеров элементов профиля печи и распределения рудной нагрузки по радиусу, а
также от степени износа кладки.
Содержание кремния в чугуне задается, а остальные компоненты чугуна (углерод, сера,
марганец, фосфор и др.) вычисляются.
Параметры дутья (состав, температура), шихты (химсостав, содержание мелочи) и кокса
(крупность, содержание серы, золы и летучих, состав золы и летучих) и вдуваемого топлива
(состав и расход), а также давление газа на колошнике задаются.
Выходными параметрами модели являются: производительность, состав чугуна, выход и
состав шлака, выход и состав колошникового газа, давление дутья. Принципиальная структурная
схема математической модели «ДОМНА» представлена на рис. 54.
Рис. 54. Принципиальная структурная схема математической модели доменного процесса
Тема 5 Альтернативные процессы выплавки чугуна и технологии
прямого получения железа
Промышленные технологии бездоменной металлургии чугуна
Из упомянутых ранее технологий бездоменной выплавки чугуна из железорудных
материалов и железной руды реально вышли на промышленный уровень только три технологии,
а именно: Corex (ЮАР, Корея, Китай, Индия -6 модулей суммарной производительностью более 5
млн. чугуна в год), Finex (Корея -один модуль производительностью 1,5 млн.т в год) и Hismelt
(Австралия - один модуль проектной производительностью 0,8 млн.т в год). Кроме того, в 2012
году ожидается пуск модуля РОМЕЛТ производительностью 0,3 млн.т в составе нового минизавода в республике Мьянма. Основным преимуществом новых технологий выплавки чугуна по
сравнению с доменным процессом является радикальное сокращение расхода кокса на процесс
(Corex, Finex), либо полный отказ от его использования (Hismelt, РОМЕЛТ). Во всех 4-х
технологиях важнейшую роль играет жидкофазное восстановление железа, которое либо является
единственным механизмом восстановления в одностадийных процессах (процессы Hismelt,
РОМЕЛТ), либо завершает процесс восстановления в двух-стадийных процессах.
Процесс Corex, разработанный фирмой VAI (Австрия), является наиболее
коммерциализированным из всех процессов выплавки чугуна из железорудных материалов вне
доменной печи.. Первый промышленный агрегат Corex (C-1000) производительностью 1000 т
чугуна в сутки был пущен в строй в 1989 году на металлургическом заводе в Претории (ЮАР).
Процесс является двух-стадийным и реализуется в двух полуавтономных частях одного агрегата
– в шахтном восстановительном реакторе и в плавильной печи-газификаторе (рис.55).
Железная руда
Уголь/
известняк
Газ на экспорт
Отходящий
газ
Охладитель
Восстан.
шахтная
печь
Восстановительный газ
Загрузочный
бункер
Циклон
Охладитель
ОТХОДЯЩИЙ ГАЗ
Реактор
плавления и
газификации
Охлажденный газ
Кислород
Чугун/шлак
Рис. 55. Технологическая схема и структура агрегата Corex.
В шахтном восстановительном реакторе идет процесс газового восстановления
загружаемых сверху (как в доменную печь) окатышей и/или строго калиброванной (15-30 мм)
богатой железной руды. В нижнюю часть шахтного реактора вдувается горячий
восстановительный газ, поступающий из плавильной печи–газификатора. Часть газа поступает в
самый низ реактора в его осевую зону через шнековые разгрузочные трубы, по которым в
плавильную печь из загружается металлизованные окатыши и руда из восстановительного
реактора. Основной поток восстановительного газа вдувается в реактор на более высоком
горизонте через фурмы, расположенные по окружности, Температура этого вдуваемого газа
составляет 800-950 оС. Такую температуру получают, подмешивая к более горячему газу,
поступающему из плавильной печи-газификатора и очищенному в циклонах от пыли,
охлажденный восстановительный газ. Отходящий газ из шахтного реактора ( СО 43-45%, Н2 –
12-22%, СО2 – 30-32%, N2+H2O-1-6 %, CH4 – 1-2%) очищается от пыли и используется в качестве
топлива, восстановительного газа или для получения синтез-газа. Частично восстановленные
окатыши и руда (степень металлизации 90-93%) шнеками подаются из шахтного реактора в
плавильную печь. Туда же через загрузочные отверстия загружается уголь и кокс, а также
мелкая железная руда (до 10 % от всей металлошихты). Слой этих материалов, опускаясь в горн
печи, нагревается поднимающимся из горна горячим восстановительным газом. При нагреве в
атмосфере восстановительного газа уголь теряет летучие вещества и коксуется до состояния
полукокса. Через фурмы, расположенные по окружности горна плавильной печи, в слой
полукокса
вдувается технологический кислород. Образующийся при сгорании топлива
высокотемпературный (Т ≈ 3000-3300 оС) восстановительный газ, проходя через слой
опускающегося полукокса, угля и металлизованных железорудных материалов и руды, нагревая
их, охлаждается и выходит из плавильной печи-газификатора с температурой около 1000-1100 оС.
Частично восстановленные в шахтном восстановительном реакторе окатыши и/или железная
руда, а также мелкая железная руда, загружаемая с углем в плавильную печь, плавятся в
плавильной печи, образуя чугун и железистый шлак. Восстановление железа из железистого
шлакового расплава в плавильной печи-газификаторе и науглероживание чугуна осуществляется
углеродом полукокса и кокса. Потребность процесса в тепле покрывается за счет твердого
топлива, сгорающего во вдуваемом в горн кислороде. Образующийся чугун и шлак периодически
выпускаются из печи через летки аналогично как в доменной печи. Благодаря наличию в горне
плавильной печи-газификаторе насадки из кокса и полукокса, чугун, производимый в агрегате
Corex, по температуре (1485-1525 оС) и по составу ([С]-4,7 %; [Si]-0,4-1,3 %; [S]- 0,006-0,035 %)
практически не отличается от доменного.
Требуемые физико-химические и гранулометрические характеристики угля, используемого
в процессе Corex (средний размер кусков 20-30 мм, зола <12 %, сера <0,5 %, CRI <35 %, CSR>40
%, летучие 25-35 %) качественно близки к аналогичным характеристикам доменного кокса.
Пуск агрегата Corex осуществляют только на коксе. Перед остановкой агрегата на ремонт и
в него также загружают кокс.
В настоящее время работающие агрегаты Corex имеют проектную производительность
2000 т/сутки (модуль С-2000) и 3000 т/сутки (модуль С-3000).
Поскольку процесс Corex является энергетически избыточным из-за высокого расхода угля
(900-1000 кг/т) и кислорода (500-600 м3/т), агрегаты Corex построены либо в комплексе с
электростанцией, либо в комплексе с модулем Midrex, в которые работают с использованием
отходящего газа процесса Corex. Однако, даже при полном использовании отходящих газов для
энергетических целей или для параллельного модуля Midrex, себестоимость чугуна процесса
Corex выше себестоимости доменного чугуна, выплавляемого в современных мощных доменных
печах. Большой набор используемого оборудования в модуле Corex снижает готовность его к
работе, которая на модуле С-3000 на Baosteel в 2009 году достигла лишь 91 % из-за частых
остановок для плановых ремонтов и остановок для устранения возникающих неисправностей. С
2008 по 2009 г. расход кокса на этом модуле снижен с 255 до 160 кг/т, а суммарный расход
топлива с 1020 до 980 кг/т.
Агрегаты Corex пригодны и используются для утилизации таких трудноутилизируемых
отходов, как замасленная окалина, пластмассы, органические отходы, угольная мелочь, доменные
шламы. Эти материалы загружаются в плавильную печь в окускованном и/или в неокускованном
виде. Их использование в процессе Corex вместо их утилизации на аглофабрике улучшает ее
работу.
Процесс Finex, разработанный совместными усилиями фирмы VAI и исследовательского
центра корейской фирмы POSCO, также как Corex является двухстадийным процессом. Он
отличается от процесса Corex только первой стадией, т.е. стадией предварительного
восстановления, в которой используется не кусковый материал, как в процессе Corex, а мелкая
железная руда крупностью 1,0-8,0 мм. Железо-рудный концентрат использовать в этом процессе
пока не удается из-за его недостаточной крупности. Предварительное восстановление этой руды
осуществляется в противотоке последовательно в 4х реакторах во взвешенном (в кипящем) слое
горячим восстановительным газом, поступающим из плавильной печи–газификатора (рис. 56).
Восстановленная руда со степенью металлизации 85-90 % из последнего реактора брикетируется
и через загрузочные люки подается в плавильную печь-газификатор. Сюда же подается кусковый
уголь, который, попав в верхнюю часть плавильной печи, нагревается встречным потоком
горячего восстановительного газа, теряет летучие и коксуется до состояния полукокса, слой
кусков которого образует коксовую насадку в горне.
Рис. 56. Принципиальная схема процесса Finex
Через фурмы, расположенные по окружности горна плавильной печи, в нее вдувается
технологический кислород, окисляющий твердое топливо перед фурмами генерирующий
высокотемпературный (Т ≈ 3000-3300 оС) восстановительный газ. Поднимаясь в купольную
часть плавильной печи газ нагревает уголь и брикеты из металлизованной руды. Частично
металлизованная железная руда плавится в плавильной печи, образуя чугун и железистый шлак.
Восстановление железа из железистого шлакового расплава в плавильной печи-газификаторе и
науглероживание чугуна осуществляется углеродом кускового угля и полукокса. Потребность
процесса в тепле покрывается за счет сгорающего перед фурмами полукокса. Образующийся
чугун и шлак периодически выпускаются из печи через летки аналогично как в доменной печи.
Так же как и в процессе Corex , чугун, выплавляемый в процессе Finex, по температуре и
химическому составу практически не отличается от доменного чугуна . После нескольких лет
отработки техники и технологии на пилотных установках в Корее в 2007 году был пущен в
эксплуатацию промышленный модуль Finex производительностью 1,5 млн.т чугуна в год. Также
как и процесс Corex, процесс Finex является энергетически избыточным из-за высокого расхода
угля (850-1000 кг/т) и кислорода (500-600 м3/т) и поэтому требует полного использования
энергетического потенциала отходящего газа для достижения экономической целесообразности
процесса. Отходящий газ частично используется для получения холодного восстановительного
газа, который смешивается с горячим восстановительным газом из плавильной печи, очищенным
от пыли в циклоне, и полученная смесь с регулируемой температурой используется для
восстановления руды в реакторах. Остаток отходящего газа из реакторов используется для
энергетических целей в качестве топлива или может использоваться
в качестве
восстановительного газа в других процессах
Процесс Hismelt, вышел на промышленный уровень спустя более 25 лет исследований и
отработки технологии на пилотных установках, которые проводились Австралийской компанией
Rio Tinto в сотрудничестве с фирмой Midrex. В отличие от процессов Corex и Midrex процесс
Hismelt является одностадийным и современный промышленный вариант его реализуется в
плавильно-восстановительном агрегате, напоминающем кислородный конвертер и имеющий
водоохлаждаемые металлические стенки (рис. 57).
ОТХОДЯЩИЙ
ГАЗ
ГОРЯЧЕЕ
ДУТЬЕ
УГОЛЬ
ВОДООХЛАЖДАЕМЫЕ
ПАНЕЛИ
РУДА
ШЛАК
ЧУГУН
ФУТЕРОВКА
Рис. 57. Схематический разрез плавильно-восстановительного агрегата Hismelt.
Мелкая подогретая железная руда через наклонные боковые фурмы, расположенные по
окружности, вдувается непосредственно в барботируемый расплав внутри агрегата. Аналогично
через наклонные фурмы в стенке агрегата в расплав вдувается измельченный до фракции -3мм и
подсушенный уголь совместно с известковым флюсом, а также обожженный мелкий доломит.
Углерод угля растворяется в чугуне, а остальные вдуваемые материалы плавятся и переходят в
шлаковую фазу. Железо из железистого шлака восстанавливается углеродом чугуна и частично
углеродом угля. Тепло, необходимое для процесса поступает с горячим дутьем (1200 оС),
обогащенным кислородом (35 %) и генерируется при дожигании СО, образующегося при
восстановлении железной руды. Степень дожигания СО составляет 55-60 %. Горячее дутье
вдувается в агрегат с помощью водоохлаждаемой медной фурмы, вводимой сверху по центру
агрегата.
Образующийся чугун и шлак выпускают через раздельные летки. Чугун выпускается
непрерывно через копильник. Работа агрегата без копильника невозможна..как в доменной печи.
Ключевым моментом процесса Hismelt является эффективность теплопередачи из верхней
зоны, где выделяется тепло от дожигания газа, в нижнюю. Это обеспечивается бурным кипением
(эмульгированием) жидкой фазы в пространстве между верхней и нижней зонами. В нижней зоне
скапливается чугун. Значительная часть тепла, генерируемого дожиганием и приходящего с
горячим дутьем, теряется с охлаждаемой водой водоохлаждаемых стен агрегата и фурм.
Уникальными характеристиками процесса Hismelt являются: (1) –высокоскоростное
вдувание порошкообразных материалов в жидкую фазу, позволяющее использовать ультратонкие
фракции этих материалов; (2) – высокий уровень содержания FeO в шлаке (5-6 %), который при
одновременном содержании углерода в металле 4 %, создает условия для перехода 80-90 %
фосфора в шлак. Это дает возможность перерабатывать фосфористые руды. Применение
тонкоизмельченного угля позволяет использовать в процессе различные марки
энергетическихуглей.
Процесс Hismelt является также весьма энeргоемким. Расход угля в процессе составляет
900-950 кг/т, хотя расход кислорода в нем (150-200 м3/т) существенно меньше, чем в процессах
Corex и Finex. Высокотемпературное тепло отходящих газов используется для выработки пара и
электроэнергии. Охлажденный отходящий газ используется как низкокалорийное топливо.
Чугун, выплавляемый в процессе Hismelt отличается от доменного чугуна практическим
отсутствием в нем кремния и марганца . Содержание этих элементов и фосфора составляет сотые
доли процента, а содержание серы от 0,05 до 0,15 %. Температура чугуна на выпуске составляет
1400-1500 оС, а содержание углерода 4,1-4,5 %. Из-за высокого содержания серы весь чугун
перед разливкой подвергается десульфурации.
Промышленный комплекс Hismelt проектной производительностью 800000 т в год в
Квинане был создан как венчурный проект с финансовым участием компаний: Rio Tinto
(Австралия) – 60 %, Nucor (США) – 25 %, Mitsubishi (Япония) – 10 % и Shougang (Китай) – 5 %.
Строительство комплекса началось в январе 2003 года, а горячие испытания – в апреле 2005 года.
Технологическая схема комплекса приведена на рис 58.
Рис. 58. Технологическая и структурная схема промышленного комплекса Hismelt
Комплекс Hismelt был спроектирован как энергетически автономный, т.е. работа
воздуходувной машины и подогрев руды и выработка электроэнергии обеспечивается за счет
энергии получаемого пара. Этот недостаток проекта и ряд других (система подогрева руды во
взвешенном слое) затормозили выход комплекса на проектный уровень производительности.
Сложность регулирования и поддержания на требуемом уровне окислительновосстановительного потенциала жидкой фазы приводили к серьезным авариям (замерзание
металла в копильнике, намерзание металла на водоохлаждаемых стена и их деформация с
нарушением герметичности и др.). До настоящего времени информация о выходе комплекса
уровень производительности более 80 % от проектного не встречалось.
Процесс РОМЕЛТ, разработанный в Московском институте стали и сплавов, находится
на стадии промышленного внедрения. В настоящее время завершается строительство модуля
РОМЕЛТ производительностью 300000 т чугуна в год на новом мини-заводе в Мьянме. Модуль
предназначен для выплавки передельного чугуна из бедных (45-50 % Fe) труднообогатимых
железных руд с глиноземистой пустой породой. Чугун будет использоваться для выплавки стали
в ДСП.
Отработка технологии процесса РОМЕЛТ проводилась в период 1985-1998 гг на пилотной
установке с площадью пода 20 м2 в конвертерном цехе №2 НЛМК с использованием в качестве
сырья различных железорудных материалов и дисперсных металлургических отходов, включая
конвертерные шламы с высоким содержанием цинка.В качестве топлива использовали
энергетические угли различных марок. Проведено более 40 опытных кампаний, во время которых
выплавлено более 40000 т чугуна. Цинк в процессе РОМЕЛТ полностью удаляется с отходящим
газом и улавливается в газоочистке в виде оксида.
Процесс РОМЕЛТ осуществляется в прямоугольной камерной печи с двумя рядами (по
высоте) кислородных фурм на боковых стенках (рис.59). Уголь и руда загружаются в агрегат
сверху через загрузочные люки
Рис. 59. Схематичное изображение агрегата РОМЕЛТ
Процесс РОМЕЛТ, также как и Hismelt является одностадийным, но в отличие от него
процесс реализуется с использованием неподготовленной руды различной крупности.
Восстановление железа из барботируемого железистого шлакового расплава,
образующегося в нижней части агрегата, и науглероживание железа с образованием чугуна
осуществляется углеродом загружаемого кускового угля. Потребность процесса в тепле
покрывается за счет этого угля, часть которого сгорает в кислороде, вдуваемом через фурмы
первого ряда, а также за счет тепла, выделяющегося при дожигании СО в верхней части печи за
счет кислорода, вдуваемого через фурмы второго ряда. Образующийся чугун и шлак
периодически выпускаются из печи через раздельные летки. Чугун, выплавляемый в процессе
РОМЕЛТ (температура 1400-1500 оС, содержание углерода 4,0-4,5%), отличается от доменного
чугуна более низким содержанием кремния (0,1-0,2 %) и более высоким содержанием серы (0,040,06 %) при более кислом шлаке (СaO/SiO2). Также как и процессы Corex и Finex процесс
РОМЕЛТ является весьма энергозатратным. Расход угля и кислорода в нем составляет в
зависимости от богатства применяемой руды 900-1000 кг/т и 800-900 м3/т. Высокотемпературный
отходящий газ процесса РОМЕЛТ после очистки используется для выработки пара и
производства электроэнергии. Комплекс РОМЕЛТ является энерго-металлургическим.
Вырабатываемая электроэнергия полностью покрывает потребность комплекса РОМЕЛТ и часть
ее отдается в общую сеть.
Промышленные технологии прямого получения железа
К технологическим процессам прямого получения железа относятся процессы, в которых
конечным продуктом является в той или иной степени науглероженное железо, получаемое
непосредственно из железной руды или из железорудных окатышей. В промышленных процессах
производится железо прямого получения (в зарубежной литературе DRI - Direct Reduction Iron)
следующих разновидностей:
- - металлизованные окатыши или губчатое железо (ГЖ);
- горячебрикетированное железо (ГБЖ) в виде брикетов, получаемых в валковых прессах из
горячих металлизованных окатышей или металлизованнй мелкой железной руды;
- крица, т.е. сферообразные куски оплавленного железа различного размера;
- фасолеобразные чугунные гранулы (naggets).
В зависимости от используемого топлива процессы прямого получения железа разделяются на
газовые, в которых используется природный или синтетический газы, и угольные.
Газовые процессы прямого получения железа
Разработанные в конце 50-х и в 60-х годах газовые процессы в настоящее время являются
получили наиболее широкое распространение среди всех процессов прямого получения железа и
в первую очередь в странах, где имеется собственный природный газ. Только процессами Midrex
и HYL/ENERGIRON было произведено 60 млн.т железа прямого получения, что составило более
76 % от мирового производства этого продукта. За исключением процессов Finmet и Fior, все
газовые процессы прямого получения железа реализуются в шахтных восстановительных
реакторах с противоточным тепло- и массообменом. Технологические отличия этих процессов
друг от друга заключаются в составе восстановительного газа, в его температуре, давлении и в
технологии его генерации. В качестве шихтовых материалов во всех этих процессах
используются богатые железорудные окатыши (Fe = 67-69 %) и/или кусковая (15-30 мм) богатая
(Fe = 67-69 %) железная руда.
Процессы Finmet и Fior также протекают с использованием принципа противоточного
тепло- и массообмена, который реализуется в трех или четырех последовательных реакторах со
взвешенным слоем. Исходным материалом в этих процессах является мелкая (1,0-8,0 мм) богатая
железная руда.
Продукция всех процессов прямого получения железа в подавляющем большинстве
используется в качестве металлошихты дуговых сталеплавильных печей.
Процесс Midrex , разработанный в 1966 году фирмой Midland-Ross Corporation, получил
наибольшее распространение В различных странах мира в настоящее время работает более 60
модулей Midrex производительностью от 0,5 до 2,7 млн. металлизованного продукта в год.
Только один из этих модулей работает на синтез-газе из угля. В остальных применяется
восстановительный газ получается из природного газа.
Отличительной особенностью процесса является относительно низкая температура
восстановительного газа на входе в реактор (650-850 оС) и с избыточным давлением до 300 кПа .
Процесс реализуется в шахтном реакторе непрерывного действия с периодической порционной
загрузкой реактора и с непрерывным выпуском готовой продукции (рис. 60).
Рис. 60. Технологическая схема процесса Midrex.
В состав модуля Midrex кроме восстановительного реактора входит реформер для
получения восстановительного газа путем частичного окисления природного газа отходящим
газом из восстановительного реактора. Отходящий газ используется в качестве топлива и для
конверсии природного газа в реформере. Горячий восстановительный газ вдувается через фурмы
по окружности восстановительного реактора в его средней части по высоте. В нижнюю часть
реактора вдувают холодный восстановительный газ и природный газ для охлаждения
металлизованных окатышей и для их частичного (до 1,5-2,0%) науглероживания. После выхода
из реактора охлажденные (100 оС) металлизованные окатыши или руда отгружаются
потребителю. Для получения брикетов из металлизованных окатышей их выгружают из реактора,
не охлаждая. Горячие (700-750 оС) металлизованные окатыши поступают на валковый пресс,
получаемые брикеты (ГБЖ) затем охлаждаются и отправляются потребителю. Существуют также
технологические схемы процесса Midrex, в которых горячие металлизованные окатыши сразу
загружаются в электросталеплавильные печи. В случае, когда металлизованные окатыши
являются готовой продукцией, предназначенной для транспортировки потребителю,
производится пассивация окатышей, необходимая из-за высокой пирофорности губчатого железа,
получаемого при низкотемпературном восстановлении (650-800 оС).
Технико-экономические показатели современного процесса Midrex характеризуются
величинами: расход природного газа - 265 м3/т, расход кислорода - 40 м3/т, расход электроэнергии
90 кВт•час/т. Производительность модуля Midrex составляет до 1,2 млн.т в год.
Процес HyL - второй по масштабам производства железа прямого получения.
Разработанный в Мексике процесс впервые был реализован в 1957 году, как процесс в
стационарном слое. Принцип противоточногог тепло- и массообмена осуществлялся в нем путем
последовательной продувкистационарного слоя окатышей и/или кусковой руды горячим (9801200 оС) восстановительным газом в трех стационарных ретортах. В это время из четвертой
реторты выгружается готовая продукция, а затем загружается новая порция окатышей и/или
руды. После ее загрузки последовательность подачи газа изменяется. Современная технология
HyL использует противоточный шахтный восстановительный реактор (рис. 61), как и технология
Midrex, но отличается от не более высокой температурой горячего восстановительного газа (900950 оС), более высоким избыточным давлением газа в реакторе (более 550 кПа) и более высоким
содержание водорода в газе (70-85 %). Что касается используемого железорудного сырья и
получаемого продукта, то они принципиально не отличаются от сырьевых материалов и
продуктов процесса Midrex.
Окатыши
CO2
H2O
Природный газ
Охлажд. газ при
произв.
холодного
продукта
топливо
O2
Металлиз. окатыши
процесса HYTEMP®
ДСП
Мет. окатыши
ГБЖ
Рис. 61. Технологическая схема процесса HyL.
Отличительным признаком металлизованных окатышей, получаемых в процссе HyL,
является их меньшая пористость и отсутствие пирофорности благодаря более высокому
температурному уровню, при котором происходит восстановление железа. Это позволяет не
заботиться о пассивации металлизованныхх окатышей, получаемых этим процессом в качестве
готовой продукции. Так же как и в процессе Midrex, в процессе HyL готовая продукция может
быть в виде металлизованных окатышей, в виде ГБЖ или в виде горячих металлизованных
окатышей, загружаемых в ДСП сразу после выхода из восстановительного реактора (процесс
HYTEMP).
Процесс Danarex является результатом эволюционного развития процесса Midrex и
принципиальным отличием его от исходного пионерского процесса является отсутствие в общей
технологической цепи автономного процесса реформинга природного газа. Этот процесс
происходит внутри восстановительного реактора в результате частичного окисления природного
газа, подаваемого непосредственно в реактор, кислородом и отходящим газом.
Процесс GHAEM, разработанный и реализованный в Иране также является аналогичной
разновидностью процесса Midrex.
Процесс FINMET, разработан совместными усилиями фирм FIOR (Венесуэла) и VAI
(Австрия). Технологическая схема процесса FINMET (рис.59)
использует принцип
противоточного тепло- и массообмена, который реализуется в 4-х последовательно
расположенных реакторах со взвешенным слоем. Мелкая руда (крупность не более 12 мм)
подсушенная (влажность 0,1-0,2 %, температура 100 оС) опускается во взвешенном слое
навстречу поднимающемуся потоку восстановительного газа (780-850 оС в реакторе с
заключительной стадией восстановления и до 550 оС в реакторе с начальной стадией
восстановления). Избыточное давление газа в реакторах составляет от 1100 до 1300 кПа).
Восстановительный газ для процесса получают методом паровой конверсии. В модуле годовой
производительностью 1 млн.т. ГБЖ используется 1 реформер и два блока восстановительных
реакторов.
Горячая (650 оС) металлизованная руда на выходе из последнего реактора имеет степень
металлизации до 93 % и содержит 0,5-3,0 % углерода. Содержание углерода в металлизованной
руде регулируется составом восстановительного газа, поступающего в реактор с заключительной
стадией процесса. Горячая металлизованная руда поступает на валковый пресс и брикетируется.
Брикеты после охлаждения на ленточном охладителе сжатым воздухом направляются на склад
готовой продукции. На производство 1 т ГБЖ расходуется: руды (67 % Fe) – 1600 кг, природного
газа - 365 м3, электроэнергии - 150 кВт•час, воды – 2 м3. ГБЖ имеют плотность не менее 5 г/см3 и
насыпную массу 2,8 т/м3.
Угольные процессы прямого получения железа
Из угольных процессов процесс прямого получения железа наибольшее распространение
получил процесс SL/RN, разработанный фирмой Lurgy. Процесс применяется в основном для
переработки труднообогатимых железных руд, преимущественно бурых железняков с
глиноземистой пустой породой. Процесс осуществляется в комбинированном агрегате,
включающем вращающуюся трубчатую печь и вращающийся трубчатый холодильник (рис. 62).
Уголь
Руда
Древесный
уголь
Газоочистка
Воздух
Роторный
охладитель
Обжиговая печь
Подслойное охлаждение
Готовая
продукция
Грохочение
Отходы
Древесный
уголь
Рис. 62. Технологическая схема процесса SL/RN.
Вместе с рудой во вращающуюся печь загружают уголь и известняк или доломит. Степень
заполнения печи загружаемым материалом не превышает 15-20 %. Количество загружаемого
восстановителя (угля) более, чем вдвое превышает стехиометрически необходимое необходимое
для восстановления оксидов железа. Избыток восстановителя используется частично как топливо
(25-30 % от всего углерода) и для предохранения получаемого продукта от окисления. Тепло,
необходимое для процесса, получают за счет сжигания в горелках газообразного, жидкого или
пылеугольного топлива и за счет дожигания СО, выделяющегося в процессе восстановления
оксидов железа углеродом.
Разновидностью процесса SL/RN является комбинированный процесс «Решетка-трубчатя
печь», в котором в качестве исходного сырья применяют необожженные рудоугольные окатыши.
На конвейерной машине окатыши сушатся и подогреваются отходящим газом из трубчатой печи,
а затем поступают во вращающуюся печь, где они восстанавливаются, а затем охлаждаются во
вращающемся трубчатом холодильнике.
Продуктом процесса является крица – сферической формы куски железа, размером до 50
мм, с включениями шлака.
Температура во вращающейся трубчатой печи поддерживается в пределах 1300-1350 оС.
При этой температуре пустая порода руды размягчается и частично плавится, образуя вязкий
тестообразный шлак. При вращении печи частицы железа, находящиеся в массе
шлака,укрупняются и образуют крицы. На выходе из агрегата шлак охлаждается водой, дробится
и подвергается магнитной сепарации для извлечения крицы. Чрезвычайно высокий расход
топлива на процесс (33000-40000 МДж/т) и низкая технологическая стабильность (образование
настылей во вращающейся печи), низкая производительность печей и низкая стойкость их
футеровки
ограничивает применение этого процесса, который получил наибольшее
распространение в Индии. Общее производство железа этим процессом в мире составляет около
5 млн.т в год .
Процесс FASTMET является угольным процессом прямого получения железа, который
реализуется в кольцевой камерной печи с вращающимся подом (ПВП). Процесс разработан
совместными усилиями фирм Kobe Steel (Япония) и Midrex (США). Начиная с 1991 года
технология отрабатывалась на пилотной установке с диаметром ПВП 2,5 м. Шихтовый материал
для процесса – рудоугольные окатыши, которые загружаются на под ПВП тонким слоем в 1-2
окатыша. Камерная печь отапливается горелками, работающими на газообразном, жидком или
пылеугольном топливе. Дополнительное тепло в печи выделяется при дожигании СО,
образующегося при восстановлении оксидов железа углеродом. За время одного оборота пода
печи (10-15 минут) процесс завершается благодаря высокой температуре (1290-1345 оС).
Достигаемая степень металлизации составляет 85-95 %, а содержание углерода в конечном
продукте – 1,0-1,5 %.
Процесc FASTMET нашел промышленное применение в Японии для переработки
цинксодержащих дисперсных отходов- доменных и конвертерных шламов. 95 % цинка в процессе
удаляется с газом. Получаемые металлизованные окатыши используются в доменных печах.
Промышленная установка FASTMET имеет производительность 200000 т в год (рис. 63).
Рис. 63. Технологическая схема процесса FASTMET
Процесс ITmk3 (Ironmaking Technology Mark 3) является разновидностью процесса
FASTMET и разработан также фирмами Kobe Steel и Midrex. В отличие от процесса FASTMET,
продуктом процесса ITmk3 являются фасолевидные чугунные гранулы размером от 3,5-9,0 мм.
Название процесса связано с претензиями разработчиков на большую перспективу процесса
(Mark 1 - доменный процесс, Mark 2 – процесс Midrex, Mark 3 -. процесс получения чугунных
гранул). Технологическая схема процесса ITmk3 (рис. 64). практически не отличается от схемы
процесса FASTMET Принципиальным отличием двух процессов является температурный режим
и вид получаемого продукта. В процессе ITmk3 рудоугольные окатыши восстанавливаются в
условиях относительно высокой температуры (не менее 1350 оС). При этом железо
восстанавливается практически полностью и науглероживается до содержания углерода 2,5-3,5 %
и расплавляется, образуя корольки чугуна. Пустая порода окатышей и минеральное свзующее
образуют шлак с относительно низким содержанием FeO (до 2 %), что исключает высокую
агрессивность шлака и повышает стойкость огнеупорной футеровки пода ПВП. В ПВП
осуществляются следующие технологические операции: непрерывная загрузка шихтовых
материалов; нагрев и восстановление оксидов железа в окатышах и науглероживание железа;
плавление чугуна и шлака; охлаждение и затвердевание чугуна и шлака; непрерывная выгрузка
чугуна и шлака из печи. После разгрузки из ПВП чугунные гранулы отделяются от шлака
магнитной сепарацией. Потребность процесса в тепле покрывается на 67 % за счет горения угля,
на 21 % - за счет тепла сжигаемого топлива в горелках и на 12 % за счет тепла подогретого
воздуха горения. Получаемые чугунные гранулы содержат: Fe 95-97 %, C 2,5-4,3 %, S 0,015-0,05
%, Si 0,2 %.
Процесс ITmk3 вступил в стадию коммерционализации только в 2010 году, когда в США
был пущен модуль производительностью 500000 т в год с диаметром ПВП 60 м.
Рис. 64. Технологическая схема процесса ITMK 3
Литература
1.
Л.И. Леонтьев, Ю.С. Юсфин, Т.Я. Малышева и др. Сырьевая и топливная база черной
металлургии. Учебное пособие для вузов. М. ИКЦ «АКАДЕМКНИГА». 2007 г. 303 с.
2.
Металлургия чугуна. Учебник для вузов. Под редакцией Ю.С. Юсфина. М. ИКЦ
«Академкнига». 2004 г.774 с.
3.
А.Д. Готлиб. Доменный процесс. М. «Металлургия». 1966 г. 503 с.
4.
И.Ф. Курунов, Н.А. Савчук. Состояние и перспективы бездоменной металлургии железа.
М. «Черметинформация». 2002 г. 198 с.