Методические указания к практическим занятиям по курсу «Проектирование машиностроительного производства»
реклама

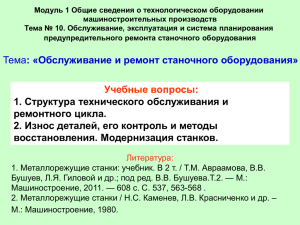
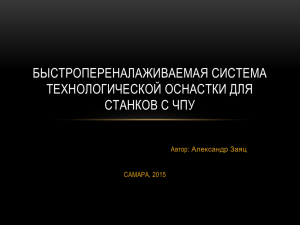
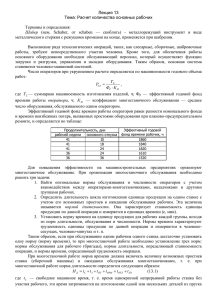
Министерство образования и науки Российской Федерации НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ 621 П 791 № 4468 ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА Методические указания к практическим занятиям по курсу «Проектирование машиностроительного производства» для студентов IV курса МТФ всех форм обучения по направлению 15.03.05 НОВОСИБИРСК 2015 1 УДК 621.001.63(076.5) П 791 Курс «Проектирование машиностроительного производства» изучается студентами МТФ направления 15.03.05 «Конструкторскотехнологическое обеспечение машиностроительного производства» в 8-м семестре. Данные методические указания представляют вторую часть практических занятий, рассчитанных на 6 часов. Составили: канд. техн. наук, доц. А.И. Безнедельный канд. техн. наук, доц. В.П. Гилета канд. техн. наук, доц. В.Б. Асанов Рецензент канд. техн. наук, доц. Э.З. Мартынов Работа подготовлена на кафедре технологии машиностроения © Новосибирский государственный технический университет, 2015 2 1. ПЛАНИРОВКА УЧАСТКА Цель практических занятий: научиться разрабатывать планировку участков механического цеха. Для выполнения поставленной цели необходимо решить следующие задачи: – рассчитать приведенную программу участка; – определить количество станков на каждую операцию; – разработать планировку участка механического цеха. Технологические планировки оборудования (рабочих мест) разрабатывают с целью: 1) обеспечения размещения технологического и подъёмно-транспортного оборудования в соответствии с документацией технологических процессов, нормами технологического проектирования и требованиями рациональной организации рабочих мест; 2) определения окончательных размеров потребных площадей на основе распланировки всего оборудования, рабочих мест, конвейеров и других подъёмно-транспортных устройств; 3) получения уточненных данных для выдачи заданий на проектирование документации для производства строительно-монтажных работ. К проектированию планировки участка приступают после разработки производственного процесса, сделав увязку расположения рабочих позиций и вспомогательного оборудования в выбранном масштабе. Исходные данные для разработки планировки участка механического цеха составляет комплект технологической документации, включающий в себя следующее: – чертежи деталей и заготовок, – технологические процессы механической обработки деталей, – перечень оборудования участка, – масса деталей на годовую программу участка, – масса стружки, образующаяся за один час. При разработке планировки участков механосборочных цехов необходимо руководствоваться требованиями по технике безопасности, противопожарной безопасности и производственной санитарии, сформулированными в документах [4, 6]. 3 1.1. Требования, предъявляемые к планировке участка Планировка участка выполняется в масштабе 1:50 или 1:100 с точными габаритами оборудования с учетом движущихся и выступающих частей станков, открывающихся дверок и т. д. На планировке должно быть изображено все оборудование и устройства, относящиеся к участку: – основное производственное оборудование; – место рабочего у станка во время работы; – верстаки, рабочие столы, подставки, инструментальные столы, стеллажи, инструментальные тумбочки, производственная тара; – подъемно-транспортное оборудование; – межоперационный транспорт; – погрузочно-разгрузочные площадки; – места для заготовок и деталей; – стружкоуборочные конвейеры и места сбора стружки; – вентиляционные напольные устройства; – зоны действия поворотных консольных кранов или подъемников; – проезды, проходы, ямы, предназначенные для производственных или транспортных целей; – рабочие места мастеров, контролеров и другие помещения, расположенные на участке. В строительной части планировки участка должны быть изображены колонны с осями, а также стены, перегородки, окна, ворота, двери, если они попадают на планировку участка. На планировке должны быть указаны: сетка колонн (ширина пролета, шаг колонн), ширина и длина участка, расстояние от станков до колонн и между станками и рабочими местами, габаритные размеры крупных станков. Все основное производственное оборудование, грузоподъемники и транспортные устройства, изображенные на планировке, обозначаются порядковыми номерами и вносятся в спецификацию. В спецификации указывается: – номер позиции на планировке; – наименование оборудования; – модель или тип оборудования; – характеристика оборудования (основные размеры, грузоподъемность, вес и т. п.); 4 – количество единиц оборудования; – установленная мощность оборудования. На планировке также указывается: – общая площадь участка в квадратных метрах (м2); – производственная площадь участка в квадратных метрах (м2); – количество станков, ед.; – количество рабочих мест. 1.2. Размещение оборудования и организация рабочих мест При размещении оборудования необходимо наиболее экономично использовать производственную площадь. Вместе с тем рабочее место должно иметь соответствующие площади для размещения технологической и оргоснастки, хранения задела деталей и заготовок для удобного обслуживания его транспортом, быть доступным для смазки, текущего ремонта, уборки стружки. Одновременно необходимо обеспечить возможность свободного передвижения рабочего и создания ему необходимых условий для производительного и безопасного труда. Характер оборудования оказывает существенное влияние на планировку. По нормам точности станки делятся на следующие классы: Н – нормальный, П – повышенный, В – высокий, А – особо высокий, С – особо точный. Станки классов В, А, С называют прецизионными и их длительное сохранение возможно при установке в закрытых помещениях с термоконстантным режимом (предъявляются жесткие требования к температуре, влажности, скорости движения воздуха). Станки классов Н и П устанавливаются в обычных помещения, их размещение и будем рассматривать. При размещении оборудования необходимо стремиться к соблюдению принципа прямоточности, обеспечивающего кратчайшие пути движения деталей в процессе обработки без встречных потоков и затруднений во время транспортировки (приложение 1). Примеры обозначения на планировках станков, часто встречаемых в технологических процессах, приведены в табл. 1. Ввиду большого количества строительных элементов и производственного оборудования, изображаемого на планировках, целесообразно пользоваться принятыми условными обозначениями (табл. 2). При этом технологическое оборудование (станки) изображается в соответствии с паспортами и каталогами с учетом габаритов оборудования в плане в принятом масштабе. 5 6 Многоцелевой горизонтальный станок ИР500ПМФ4 Горизонтальнорасточной станок 2622ВФ1 6 Многоцелевой горизонтальный станок ИР320ПМФ4 Многоцелевой вертикальный станок 2254МФ2 Вертикальнофрезерный консольный станок 6Р13 Токарный многоцелевой станок ИРТ180ПМФ4 Наименование Токарный станок с ЧПУ 16Б16Т1 Условное обозначение Токарновинторезный станок 16К20 Наименование Условное обозначение станков на планировках Условное обозначение Таблица 1 7 Плоскошлифовальный станок 3Е711В 7 Зубошлифовальный полуавтомат 5851 Зубодолбежный автомат 5122 Бесцентровошлифовальный полуавтомат 3М185 Зубофрезерный полуавтомат 5К310 Круглошлифовальный станок 3Б161 Круглошлифовальный станок 3М153 8 Кран мостовой Кран консольный Перегородка из стеклоблоков Ворота двупольные 8 Транспортное средство. Общее обозначение Проем оконный Наименование Место хранения, складирования заготовок и изделий Условное обозначение Стена Наименование Условное обозначение Условные обозначения транспортных средств, элементов зданий, применяемые на планировках Таблица 2 9 Промышленный робот Конвейер роликовый приводной Место обслуживающего персонала Многостаночное обслуживание 9 Конвейер пластинчатый Кран-штабелер (подвесной, опорный) Колонны железобетонные и металлические Конвейер для транспортировки стружки Кран-штабелер стеллажный Ворота раздвижные двупольные | Расположение основного и вспомогательного оборудования должно обеспечивать доступ к зонам, требующим профилактических осмотров и ремонта. Станки на участке могут быть расположены в два, три и более рядов вдоль пролета в зависимости от ширины пролета и габаритных размеров оборудования. Относительно транспортного средства возможны варианты продольного, поперечного, углового и кольцевого размещения станков (рис.1 ). а б в г Рис. 1. Вариант размещения станков относительно транспортных средств: а – продольное; б – поперечное; в – угловое; г – кольцевое При продольном расположении станков облегчается обслуживание станка рабочим и подача деталей к станку цеховым транспортом. При поперечном расположении условия обслуживания станка оператором ухудшаются в связи с удалением от конвейера. Однако при использовании для автоматической загрузки станков манипуляторов или промышленных роботов портального типа это противоречие разрешается. К такому расположению прибегают, когда сочетание ширины пролета и габаритов оборудования не дает возможности осуществить рациональную планировку и создаются необоснованно большие проходы. Расположение станков под углом к проезду применяют для расточных, продольно-строгальных, продольно-фрезерных станков, прутковых автоматов, револьверных и других, длина которых значительно превышает их ширину. Прутковые автоматы при этом размещают обычно загрузочным устройством к проезду для облегчения установки прутков. Не следует устанавливать крупные станки вдоль окон, так как это затемняет цех и создает неблагоприятные условия для работы. Продольно-строгальные станки необходимо устанавливать так, чтобы сто10 рона станка с приводом была обращена к стене или колоннам. Это удобно для складирования заготовок и исключает возможность поломки привода при транспортировке деталей. Кольцевое размещение станков благоприятно для многостаночного обслуживания, но создает трудности для использования межоперационного транспорта и инженерных коммуникаций. Станки, обрабатывающие детали из чугуна без применения СОЖ, желательно устанавливать отдельно от других станков. При размещении основного оборудования должны быть соблюдены нормы технологического проектирования, регламентирующие ширину проходов и проездов (не магистральных), расстояние между станками и станков от стен и колонн. Варианты размещения станков относительно проездов, относительно друг друга, стен и колонн здания (ОНТП 14-93) даны в приложении 2. Расстояния в приложении 2 включают крайние положения движущихся частей, открывающихся дверок и постоянных ограждений. Нормы расстояний между станками с разными габаритными размерами выбирают по большему из этих станков Ширину магистральных проездов, по которым осуществляются межцеховые перевозки, для электротележек, электротягачей, электропогрузчиков применяют равной 4500 мм; для автопогрузчиков, автомашин –5500 мм. Ширина цеховых проездов зависит от вида напольного транспорта и габаритных размеров перемещаемых грузов. Для всех видов напольного электротранспорта ширина проезда Б составляет: при одностороннем движении Б = А + 1400, при двустороннем Б = = 2А + 1600, для робокар при одностороннем движении Б = А + 400, где А – ширина груза (транспорта), мм. Следует ширину цехового проезда выбирать из ряда чисел: 1400, 2000, 2200, 2600, 2800, 3000, 3200, 4000. 1.3. Методические указания к выполнению планировок Планировка участка проводится в следующей последовательности. На планшет наносят сетку колонн, сечение колонн с фундаментами, стены, окна, перегородки, если они попадают на планировку участка, а затем производят размещение элементов производственной системы. Размещение элементов производственной системы осуществляют тремя методами. 11 Первый метод – планировка с помощью плоских темплетов, изготовленных из ватмана, картона, целлулоида или пластмассы, изображающих устанавливаемое оборудование в плане, в том же масштабе, что и план участка. В контуре темплета отображают все выступающие части при их нейтральном (среднем) положении. Ручки, штурвалы и другие части на темплете не показывают. В соответствии с нормами расположения и требованиями, изложенными далее в разделе 2, на планировку накладывают темплеты станков и других объектов. При этом рассматривают несколько различных вариантов расположения станков, транспортных средств, складских площадок, стремясь к созданию более коротких путей движения заготовок, соблюдая условия, изложенные в разд. 1, 2. После размещения темплетов на планшете их обводят по контуру и делают соответствующие надписи. Второй метод – планировка с помощью объемных моделей оборудования – используется при наличии на участке подвесного транспорта или при выполнении макетов системы. Объемная планировка предусматривает наличие объемных моделей производственного оборудования и элементов конструкции здания, выполненных из пластмассы или дерева и имеющих соответствующую окраску. Третий метод – планировка посредством интерактивных графических систем, входящих в состав САПР. При этом методе вместо темплетов используют библиотечные графические образы производственного оборудования. Его размещение производится в диалоговом режиме. Наиболее простой и достаточный для выполнения планировки на практических занятиях – метод темплетов. Предварительный вариант планировки лучше выполнять на миллиметровой бумаге. При разработке планировок участков механического цеха следует иметь в виду, что средства межоперационного транспорта оказывают весьма существенное влияние на порядок расположения оборудования, маршрут движения деталей и заготовок, нормы ширины проездов и расстояний между рядами станков, компоновку участка. Поэтому при разработке планировок участков необходимо сначала выбрать средства межоперационной транспортировки. Рекомендуется следующий порядок нумерации оборудования: все виды оборудования обозначаются сквозной нумерацией, которую следует вести на плане в зависимости от расположения магистрального 12 проезда и направления основного грузопотока (например, слева-направо или сверху-вниз и т. п.). Каждая единица основного производственного и транспортного оборудования должна иметь отдельный номер, даже если тип оборудования повторяется. Вспомогательному оборудованию типа приемных столов, инструментальных тумбочек, стеллажей присваивается один номер, а в спецификации указывается количество единиц этого оборудования. После выбора оптимального варианта планировки участка и согласования ее с преподавателем, ведущим занятия, планировка окончательно вычерчивается и оформляется на чертежной бумаге. 2. ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ ЗАНЯТИЙ Работа выполняется в следующей последовательности. Занятие 1 1. Получить у преподавателя чертеж детали и технологический процесс на ее изготовление; данные по другим деталям участка. 2. Изучить технологический процесс изготовления детали. 3. Изучить порядок и правила разработки планировки участка (см. теоретическую часть методических указаний). Занятие 2 1. Определить приведенную программу участка. 2. Рассчитать количество станков на каждую операцию технологического процесса. 3. Рассчитать количество стружки, образующейся в течение одного часа. Определить, требуется ли специальные средства для уборки стружки. 4. Составить эскиз планировки участка, расставив оборудование по ходу технологического процесса, учитывая, что вход и выход должен быть с разных сторон. Масштаб планировки 1:50. Занятие 3 1. По эскизному проекту составить маршрут движения детали при ее обработке на участке. Проанализировать его, чтобы не было встреч13 ного и пересекающегося движения обрабатываемой детали (см. приложение 1 теоретической части). 2. Окончательно оформить планировку, согласовать ее с преподавателем. 3. Оформить лист (формат А2) планировки участка (дома). Защитить планировку участка преподавателю вместе с РГЗ. СПИСОК ЛИТЕРАТУРЫ 1. Схиртладзе А.Г. Проектирование участков и цехов машиностроительных производств / А.Г. Схиртладзе и др. – Старый Оскол: ТНТ, 2009. – 452 с. 2. Балашов В.М., Мешков В.В., Схиртладзе А.Г., Борискин В.П. Проектирование машиностроительных производств (механические цеха): учеб. пособие – 3-е изд., перераб. и доп. – Старый Оскол: ТНТ, 2009. – 200 с. 3. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов. – М.: Машиностроение, 1990. – 352 с. 4. Нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Механообрабатывающие и сборочные цеха. ОНТП-14-93. Гипростанок. – Последние изменения 2010. 5. ОСТ 23.4.260-86 ОСТПП. Правила разработки и оформления технологических планировок. Общие требования. – 1987. – 22 с. 6. Санитарные правила для механических цехов (обработка металлов резанием) № 5160-89. – М., 1989. 14 ПРИЛОЖЕНИЯ Приложения 1 Размещение оборудования Способы расположения оборудования Наименование способов Однорядный Двухрядный Зигзагообразный с тремя односторонними рядами станков Зигзагообразный с одним двусторонним и двумя односторонними рядами станков 15 16 Эскиз расположения станков б Между станками по фронту 16 От проезда до тыльной стороны станка г в а От проезда до фронтальной стороны станка Между тыльными сторонами станков Обозначение Расстояние 500 700 900 1600 1000 1800 500 800 900 1600 1000 4000 500 1000 1300 1200 2000 1000 8000 Норма при наибольшем габаритном размере станка Нормы расстояний между станками и от станков до проезда, колонн и стен здания Приложение 2 17 Эскиз расположения станков 17 з Двух станков одним рабочим 2600 – 2500 2300 1700 1600 2100 1900 1700 1400 2600 1800 2500 1500 1700 1300 е ж 700 500 500 500 Норма при наибольшем габаритном размере станка 1800 4000 8000 д Обозначение Фронтом друг к другу при обслуживании одним рабочим одного станка От проезда до боковой стороны станка Между станками при поперечном расположении к проезду Расстояние Окончание таблицы 18 18 до фронтальной стороны станка до боковой стороны станка От стен или колонн здания: до тыльной стороны станка м л к 1600 1500 1600 1500 1200 900 1200 900 1200 900 1600 1300 900 800 700 Примечания. 1. В знаменателе приведены нормы расстояний для цехов крупносерийного и массового производства, когда они отличаются от соответствующих норм для условий единичного, мелкосерийного и среднесерийного производства. 2. При установке станков на индивидуальные фундаменты расстояния станков от колонн, стен и между станками принимают с учетом конфигурации и глубины фундаментов станков, колонн и стен. 3. В нормах расстояний не учтены каналы для транспортирования стружки, местные краны, рольганги и другие средства для транспортирования деталей. Их следует учитывать в каждом конкретном случае. 4. При обслуживании станков мостовыми кранами расстояние от стен и колонн до станков принимают с учетом возможности обслуживания станков при крайнем положении стрелы крана. 19 ОГЛАВЛЕНИЕ 1. ПЛАНИРОВКА УЧАСТКА ................................................................................ 3 1.1. Требования, предъявляемые к планировке участка ................................... 4 1.2. Размещение оборудования и организация рабочих мест ........................... 5 1.3. Методические указания к выполнению планировок ............................... 11 2. ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ ЗАНЯТИЙ ........................ 13 Список литературы ................................................................................................ 14 Приложения ............................................................................................................ 15 ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА Методические указания Редактор Л.Н. Ветчакова Выпускающий редактор И.П. Брованова Компьютерная верстка Л.А. Веселовская Налоговая льгота – Общероссийский классификатор продукции Издание соответствует коду 95 3000 ОК 005-93 (ОКП) ___________________________________________________________________________________ Подписано в печать 24.03.2015. Формат 60 × 84 1/16. Бумага офсетная. Тираж 100 экз. Уч.-изд. л. 1,16. Печ. л. 1,25. Изд. № 374/14. Заказ № Цена договорная ___________________________________________________________________________________ Отпечатано в типографии Новосибирского государственного технического университета 630073, г. Новосибирск, пр. К. Маркса, 20 20