1
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего
профессионального образования
«Национальный минерально-сырьевой университет «Горный»
На правах рукописи
ВАСИЛЬЕВ Владимир Викторович
ОСАЖДЕНИЕ МАЛОРАСТВОРИМЫХ АЛЮМИНАТОВ ИЗ РАСТВОРОВ
ГЛИНОЗЁМНОГО ПРОИЗВОДСТВА И ИХ ЭФФЕКТИВНАЯ
ПЕРЕРАБОТКА НА ГЛИНОЗЕМ И ПОПУТНУЮ ПРОДУКЦИЮ
Специальность 05.16.02 – Металлургия черных, цветных и редких металлов
ДИССЕРТАЦИЯ
на соискание ученой степени
кандидата технических наук
НАУЧНЫЙ РУКОВОДИТЕЛЬ
доктор технических наук
В.Н. Бричкин
Санкт-Петербург – 2014
2
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ ...................................................................................................................... 4
ГЛАВА 1 СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ
ТЕХНОЛОГИИ РАЗЛОЖЕНИЯ АЛЮМИНАТНЫХ РАСТВОРОВ
ГЛИНОЗЕМНОГО ПРОИЗВОДСТВА ......................................................................... 9
ГЛАВА 2 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПОВЫШЕНИЯ
ПРОДУКТИВНОСТИ АЛЮМИНАТНЫХ РАСТВОРОВ ГЛИНОЗЁМНОГО
ПРОИЗВОДСТВА ......................................................................................................... 22
2.1 Равновесие в идеальной системе Na2O-Al2O3-H2O. Показатели выделения
гидроксида алюминия и оборота щёлочи в цикле Байера. .................................... 23
2.2 Влияние катионного и анионного состава на выделение оксида алюминия в
системе Na2O-Al2O3-H2O-Kn+-Anm+ .......................................................................... 43
2.3 Образование и устойчивость малорастворимых алюминатов
щёлочноземельных металлов в растворах глинозёмного производства .............. 59
2.4 Механизм и количественная оценка формирования фракционного состава
малорастворимых осадков в системе Na2O-CaO-Al2O3-H2O-CO2. ........................ 66
ГЛАВА 3 ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПОКАЗАТЕЛЕЙ
ОСАЖДЕНИЯ МАЛОРАСТВОРИМЫХ АЛЮМИНАТОВ КАЛЬЦИЯ ИЗ
РАСТВОРОВ ГЛИНОЗЕМНОГО ПРОИЗВОДСТВА............................................... 74
3.1 Методическое обеспечение для экспериментального исследования
закономерностей выделения алюминия из устойчивых алюминатных растворов
глинозёмного производства ...................................................................................... 75
3.2 Экспериментальное исследование закономерностей осаждения
трёхкальциевого гидроалюмината из щелочных алюминатных растворов......... 87
3
ГЛАВА 4 ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ РАЗЛОЖЕНИЯ
ТРЕХКАЛЬЦИЕВОГО ГИДРОАЛЮМИНАТА С ПОЛУЧЕНИЕМ
НИЗКОМОДУЛЬНЫХ АЛЮМИНАТНЫХ РАСТВОРОВ. ................................... 113
4.1 Содовое выщелачивание трехкальциевого гидроалюмината ........................ 113
4.2 Разложение трехкальциевого гидроалюмината карбонизацией ................... 124
ГЛАВА 5 АНАЛИЗ ИЗВЕСТНЫХ АППАРАТУРНО-ТЕХНОЛОГИЧЕСКИХ
РЕШЕНИЙ ДЛЯ ОСАЖДЕНИЯ МАЛОРАСТВОРИМЫХ АЛЮМИНАТОВ И
ИХ АДАПТАЦИЯ К ЗАДАЧЕ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ОБОРОТА
ЩЁЛОЧИ В ПРОИЗВОДСТВЕ ГЛИНОЗЁМА СПОСОБОМ БАЙЕРА ............... 134
ЗАКЛЮЧЕНИЕ ........................................................................................................... 151
СПИСОК ЛИТЕРАТУРЫ ........................................................................................... 155
4
ВВЕДЕНИЕ
В настоящее время в отечественной и мировой практике основное
количество металлургического глинозема производится по способу Байера.
Усложнение химико-минералогического состава бокситов, повышение стоимости
энергоносителей, рост транспортных тарифов вызывает необходимость внедрения
ресурсосберегающих решений, обеспечивающих повышение эффективности
существующих производств.
Заметный резерв в обеспечении ресурсосберегающего режима переработки
бокситов заключается в улучшении технологических показателей передела
декомпозиции
алюминатных
растворов.
При
этом
технический
резерв
заключается в увеличении степени разложения растворов, увеличении степени
регенерации каустической щёлочи и вследствие этого повышении эффективности
её
использования
на
переделе
выщелачивания,
и
снижении
степени
незавершённости производства. Известен ряд способов для решения этой задачи,
основанных на глубокой упарке растворов и кристаллизации щелочных
алюминатов, полной карбонизации растворов с глубоким осаждением гидроксида
алюминия в твёрдую фазу. Оба эти подхода не применимы в способе Байера
вследствие высоких энергозатрат в первом случае и потери щелочного реагента
во втором случае. Также известен способ глубокого осаждения алюминия и из
растворов глинозёмного производства в виде малорастворимых алюминатов
щелочноземельных металлов. В настоящее время имеется достаточно большой
опыт по осаждению и переработке таких алюминатов и близких к ним соединений
с различными целями. Ведётся разработка технологии глубокого выделения
гидроалюминатов кальция из высокомодульных растворов Павлодарского
алюминиевого завода, как наиболее предпочтительного процесса. Таким образом,
осаждение
алюминатов
щёлочноземельных
металлов
в
дополнение
к
самопроизвольной декомпозиции алюминатных растворов можно рассматривать в
качестве наиболее предпочтительного ресурсосберегающего решения. В то же
5
время применительно к производственному циклу способа Байера этот подход
нуждается
в
дополнительной
теоретической
проработке,
оптимизации
технологического режима и адаптации аппаратурно-технологических решений к
существующему производственному комплексу.
Исследования выполнялись в рамках федеральной целевой программы
«Научные и научно-педагогические кадры инновационной России» на 2009-2013
годы по Государственному контракту № 16.525.11.5004 «Разработка технологии
комплексной
переработки
минеральных
удобрений
крупномасштабных
с
получением
отходов
товарных
производства
продуктов
многофункционального назначения»
Цель работы: научное обоснование и разработка технических решений,
обеспечивающих повышение эффективности оборота щёлочи и комплексности
переработки растворов глинозёмного производства.
Задачи исследований:
Анализ технических решений, обеспечивающих повышение эффективности
оборота щёлочи и полноту выделения алюминия из растворов при переработке
низкокачественных бокситов и других видов высококремнистого алюминиевого
сырья.
Выбор
технологического
направления,
обеспечивающего
увеличение
глубины переработки алюминатных растворов в рамках существующей щелочной
переработки бокситов.
Термодинамический анализ систем, обеспечивающих глубокое выделение
алюминия из щелочных растворов и переработку малорастворимых алюминатов
на глинозем, и попутную продукцию, и разработка механизмов гетерогенного
взаимодействия при участии твёрдых реагентов и твёрдых алюминатов
щёлочноземельных металлов.
Экспериментальное определение показателей осаждения малорастворимых
алюминатов в зависимости от технологически значимых факторов и природы
используемых реагентов.
6
Определение
показателей
конверсии
алюминатов
щёлочноземельных
металлов с получением низкомодульных алюминатных растворов, пригодных для
выделения гидроксида алюминия в рамках существующих технологических схем.
Разработка аппаратурно-технологических решений, адаптированных к
условиям
действующего
глинозёмного
предприятия
и
обеспечивающего
увеличение глубины переработки алюминатных растворов.
Научная новизна работы:
Экспериментально установлены кинетические зависимости глубокого
извлечения алюминия от основных технологических параметров – температура,
каустический модуль, количество реагента, время, концентрация щелочи в
системе Na2O – Al2O3 – CaO – H2O.
Экспериментально установлены кинетические зависимости разложения
трехкальциевого гидроалюмината с помощью содового выщелачивания и
карбонизации.
Рассчитана математическая модель процесса осаждения малорастворимых
алюминатов из растворов глинозёмного производства в зависимости от условий
осаждения.
Основные защищаемые положения:
1.
С целью увеличения глубины разложения алюминатных растворов и
повышения эффективности оборота каустической щелочи в производстве
глинозема способом Байера, следует проводить осаждение малорастворимых
алюминатов кальция, что обеспечивает получение алюминатных растворов с
каустическим модулем не ниже 15 единиц и степень разложения растворов на
уровне 90%.
2.
В
интересах
рациональной
переработки
малорастворимых
алюминатов их следует подвергать конверсии с получением низкомодульных
алюминатных растворов, пригодных для выделения гидроксида алюминия в
рамках существующих технологических схем или использовать в качестве
7
компонента
сырьевых
смесей
для
производства
специальных
марок
портландцемента.
Практическая значимость:
Установлен технологический режим разложения алюминатных растворов
глинозёмного производства, обеспечивающий повышение эффективности оборота
каустической щелочи в способе Байера, за счет осаждения малорастворимых
алюминатов.
Предложена
схема
переработки
трехкальциевого
гидроалюмината
с
получением низкомодульного алюминатного раствора, пригодного для выделения
гидроксида алюминия в рамках существующих технологических схем.
Показаны возможность и преимущества использования конверсионного
карбоната
кальция,
полученного
от
переработки
фосфогипса
–
крупномасштабного отхода производства удобрений.
Научные и практические результаты работы вошли в лекционные курсы по
дисциплинам «Основы металлургии лёгких металлов», «Новые и перспективные
процессы в металлургии цветных металлов», «Организация экспериментальных
исследований» для подготовки студентов по специальности 110200 «Металлургия
цветных металлов» и магистров по направлению 550500 «Металлургия».
Методы исследований. В работе были использованы экспериментальные и
теоретические
методы
исследований,
включая
термодинамический
и
кинетический анализ систем и протекающих в них процессов, математическое и
физическое моделирование технологических процессов. Для изучения свойств и
составов жидких и твердых технологических продуктов
использовались
физические и физико-химические методы: дифференциально-термический анализ,
дифференциально-сканирующая
калориметрия,
оптическая
микроскопия,
лазерный микроанализ фракционного состава, классический химический анализ.
На отдельных этапах работы применялись известные отраслевые методики, а
обработка данных выполнялась с использованием стандартных программных
пакетов.
8
Степень
обоснованности
и
достоверность
научных
положений,
выводов и рекомендаций, содержащихся в диссертации, подтверждается их
соответствием известным тенденциям развития производства глинозёма, ранее
полученным результатам и разработкам, а также доказывается с позиций
современной
теории
осуществления
гидрометаллургических
аналогичных
процессов,
процессов
и
статистической
практики
значимостью
факторов использованных в экспериментальных исследованиях, применением
высокотехнологичных методов физико-химического анализа и обработки
теоретических и экспериментальных данных.
Апробация работы:
Основные результаты диссертации докладывались на международном
конгрессе «Цветные Металлы Сибири-2011» (Красноярск 2011), «Цветные
Металлы Сибири-2012» (Красноярск 2012), на международном форуме горняков и
металлургов во Фрайбергской горной академии (Фрайберг, 2012), на ежегодной
научной конференции молодых учёных «Полезные ископаемые России и их
освоение» в Горном университете (СПб, 2014).
Публикации: Основные положения диссертации опубликованы в 12
печатных работах, из них 3 в журналах, рекомендованных ВАК Минобрнауки
России. Поданы 2 заявки на изобретение.
Объем и структура работы: Диссертация состоит из введения, пяти глав,
заключения,
выводов
и
библиографического
списка,
включающего
179
наименований. Работа изложена на 174 страницах машинописного текста,
содержит 34 таблиц и 71 рисунка.
Личный вклад автора состоит в анализе существующих способов
разложения алюминатных растворов, влияния различных факторов на полноту
выделения алюминия из растворов глиноземного производства, постановке цели
и задач исследований, проведении лабораторных исследований, обработке
полученных
данных,
конференциях.
подготовке
статей
и
материалов
для
участия
в
9
ГЛАВА 1 СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ
ТЕХНОЛОГИИ РАЗЛОЖЕНИЯ АЛЮМИНАТНЫХ РАСТВОРОВ
ГЛИНОЗЕМНОГО ПРОИЗВОДСТВА
Состояние промышленности в России определяется, прежде всего,
экономической ситуацией в стране. Закончившийся переходный период,
продолжавшийся со времени распада СССР до начала устойчивого развития
экономики России, характеризовался спадом производства продуктов с высокой
добавленной стоимостью, и как следствие отсутствием потребителя первичного
алюминия на внутреннем рынке, что негативно сказалось на всей алюминиевой
отрасли. В таких условиях обновление производства было почти невозможно.
Принятый правительством в последние годы курс на модернизацию производства,
направлен на внедрение экономически эффективных ресурсосберегающих
технологий, которые смогут обеспечить государство высококачественными
материалами, необходимыми для производства товаров народного потребления.
Себестоимости алюминия тесно связана с ценой на глинозем и зависит от
его продукционных свойств, таких как крупность, удельная поверхность,
растворимость в криолите, наличие примесей [1-19]. Трудность формирования
этих качеств связана со сложностью переработки исходного сырья, которое со
временем будет только ухудшаться, что связано с естественной причиной
выработки месторождений высококачественной руды [12, 20-32]. Также
необходимо отметить что вовлечение новых районов добычи ведет за собой и
затраты связанные с развитием инфраструктуры, что в конечном счете
значительно влияет на себестоимость глинозема, а значит и алюминия. Все это
обуславливает необходимость постоянной модернизации производства, что
особенно важно в нашей стране в связи с отсутствием обновления производства
на протяжении более двадцати лет и необходимостью вовлечения сырья низкого
качества в сравнении с другими странами в виду отсутствия на территории
10
России высококачественного сырья, а привлечение привозного сырья повышает
его стоимость в виду растущих транспортных тарифов [8, 9, 25-27].
В современной глиноземной промышленности предпочтение отдано
щелочным методам производства, как наименее затратным, поскольку кислотные
методы требуют аппаратуры выполненной из материалов, которые могут
длительное
время
работать
в
агрессивных
кислотных
средах,
а
электротермические способы требуют больших затрат энергоресурсов [1-9]. В
промышленности осуществлено два щелочных способа – способ Байера и способ
спекания. Первый способ, является наиболее эффективным по экономическим и
технологическим показателям, однако, требует высокого качества сырья бокситов. Способом спекания перерабатываются низкокачественные бокситы, а
также
нефелины.
Основным
критерием
выбора
способа
переработки
алюминийсодержащий руды является показатель содержание кремния
–
кремниевый модуль [3, 4, 23, 24, 33-37]. Получение глинозема способом Байера
экономически нецелесообразно при высоком содержании кремнезема в виду
больших потерь глинозема и щелочи с красным шламом. В этой связи такое сырье
перерабатывают
способом
спекания,
основанным
на
твердофазном
взаимодействии минералов боксита с известняком и содой, в результате чего
диоксид кремния связывается в ортосиликат кальция. Это обеспечивает
селективное извлечение алюминатов натрия в раствор при выщелачивании спёка
и исключает существенное влияние кремнезёма на показатели процесса. Однако
высокие расходы на энергоносители, сложность в аппаратурном оформлении,
высокие трудовые и эксплуатационные затраты приводят к повышению
себестоимости продукции что ведет к снижению конкурентоспособности данного
сырья с глиноземом полученном по технологии Байера [5, 34, 38-40].
В отечественной алюминиевой промышлености, в виду отсутствия
высококачественных
бокситов
на
территории
нашего
государства,
была
разработана и внедрена схема производства глинозема способом Байер-спекания,
11
выполненным по параллельному и последовательному варианту на Богословском
и Павлодарском заводе соответственно.
В параллельном варианте способа Байер-спекание, большая часть боксита
перерабатывается способом Байера. Параллельно ветви Байера имеется ветвь
спекания,
в
которой
перерабатывается
ограниченное
количество
высококремнистого боксита, составляющее около 20% от общего объёма
исходного сырья [8, 41, 42]. Ветвь спекания заканчивается операцией
обескремнивания, а полученный при этом раствор перерабатывается по
технологии способа Байера. При этом в условиях уральских заводов весь
гидроксид алюминия полученный из сырья ветви спекания используется в
качестве затравочного на первой стадии декомпозиции растворов Байеровской
ветви. Такая технология позволяет повысить эффективность переработки
низкокачественного сырья и достичь экономических показателей сопоставимых с
таковыми на производстве байеровским методом.
Переработка бокситов по
параллельной схеме позволяет заменить дорогостоящий реактив - каустическую
щелочь, используемой в ветви Байера, более дешевой кальцинированной содой.
Кроме того, благодаря переработке в спекательной ветви оборотной соды,
упраздняется операция каустификации соды в ветви Байера, что особенно важно
при переработке высококарбонатных бокситов. Одновременно в ветви спекания
упраздняется операция карбонизации, что упрощает операцию обескремнивания,
так как при декомпозиции по сравнению с карбонизацией предъявляются менее
жесткие требования к кремневому модулю алюминатных растворов.
При
последовательном
варианте
переработки
боксит
в
целом
перерабатывается по способу Байера. Высокое содержание кремнезема в боксите
вызывает большие химические потери глинозема и щелочи с красным шламом.
Для дополнительного извлечения глинозема и щелочи из красного шлама его
спекают с содой и известняком. Алюминатный спёк выщелачивают, а
полученный раствор после обескремнивания присоединяют к раствору ветви
Байера. Смесь алюминатных растворов поступает на декомпозицию. Маточный
12
раствор, получающийся после декомпозиции, повергают выпарке и возвращают в
ветвь Байера на выщелачивание новых порций боксита. Потери щелочи и обеих
ветвях компенсируются добавками кальцинированной соды в шихту спекания,
которая при взаимодействии с известью переходит в каустик. При переработке
высококремнистых бокситов по последовательной схеме повышается извлечение
глинозема из боксита и снижается удельный расход сырья и топлива. Таким
образом, независимо от взаимного сочетания технологических потоков способа
Байер-спекание,
самопроизвольная
декомпозиция
алюминатных
растворов
обеспечивает наиболее полное выделение продукционного гидроксида алюминия
из исходного сырья [4, 22, 43].
Наиболее перспективным направлением в модернизации переработки
бокситов является интенсификация ведущих технологических процессов и
операций, совершенствование аппаратурного оформления процессов и систем
автоматизированного
управления,
повышение
качества
и
расширение
ассортимента производимой продукции, утилизация и переработка отвальных
продуктов [44]. Что позволит достичь значительных результатов на переделе
выщелачивания бокситов и алюминатных спёков [45-49], на стадии очистки
алюминатных растворов от примесей [50-55], разработать и внедрить новую
технику и системы автоматизации для производства глинозёма [14, 56-64], а
также обеспечить выпуск новых видов попутной продукции [40, 65] и разработать
технологические решения, обеспечивающие возможность переработки отвальных
материалов [66-70].
Значительный потенциал для модернизации способа Байера несет в себе
передел декомпозиции, в котором происходит разложение алюминатных
растворов.
Эта
продукционного
операция
является
гидроксида,
ключевой
поскольку
в
в
этом
формировании
процессе
качества
задаются
характеристики конечной продукции и оборотных потоков, которые сказываются
на эффективности всего производства, а значит и на себестоимости продукции [16]. Допустимое содержание примесей, фракционный состав, массовую долю
13
альфа-оксида
алюминия,
влажность
регламентирует
ГОСТ
на
глинозем
металлургический, таблица 1.1 [10]. При содержании а глиноземе фракции менее
45 мкм не более 25% к обозначению марки глинозема добавляют букву К
(крупнозернистый).
Таблица 1.1 – Требования по химическому составу на глинозем согласно ГОСТ 30558-98
Массовая доля примеси, % не более
TiO2+V2O5+Cr2O7+MnO
ZnO
P2O5
Сумма
Na2O+K2O
в пересчете
на Na2O
Марка
SiO2 Fe2O3
Потеря массы
при
прокаливании,
% не более
Г-000
0,02
0,01
0,01
0,01
0,001
0,3
0,6
Г-00
0,02
0,03
0,01
0,01
0,002
0,4
1,2
Г-0
0,03
0,05
0,02
0,02
0,002
0,5
1,2
Г-1
0,05
0,04
0,02
0,03
0,002
0,4
1,2
Г-2
0,08
0,05
0,02
0,03
0,002
0,5
1,2
Степень разложения на современных глиноземных заводах остается на
уровне 50%, а это означает, что около половины алюминия содержащегося в
растворе идет в оборот, снижая эффективность использования щелочи в
производстве. Так на передел поступает раствор с αк=1,6, а оборотный
алюминатный раствор имеет каустический модуль порядка 3,4 – 3,6 [3, 6-9, 42].
Сложный состав раствора, наличие целого ряда примесей обуславливает
многовариантость подходов к решению задачи интенсификации и увеличению
глубины
разложения
растворов
глиноземного
производства.
С
момента
становления мировой глиноземной промышленности и до настоящего времени,
посвящено множество исследований связанных с выбором оптимального решения
этой задачи [1, 3-9, 12, 20-27].
В качестве самостоятельного технологического решения, обеспечивающего
интенсификацию процесса разложения алюминатных растворов и повышение
степени
их
разложения,
сформировалось
направление,
основанное
на
использовании электродиализа для выделения продукционного гидроксида
14
алюминия и концентрирования слабых алюминатных растворов, а также других
энергетических воздействий ускоряющих процесс декомпозиции [40, 71, 72].
Множество исследований посвящено оптимизации температурный режима
передела. Он определяет интенсивность процесса и полноту выделения
гидроксида алюминия. Нагрев алюминатного раствора равносилен уменьшению
пересыщения его гидроокисью алюминия. Следовательно, стойкость раствора
растет с температурой, а скорость разложения убывает. Лабораторные и заводские
исследования показали, что растворы полнее разлагаются при температуре около
30оС. При более низких температурах стойкость алюминатных растворов
увеличивается, что связывают с повышением их вязкости. В то же время при
низких температурах в основном формируется тонкозернистый осадок, что
приводит к получению некондиционного продукционного сырья. На производстве
растворы разлагают, постепенно охлаждая раствор до 45 – 50оС. Что позволяет
обеспечивать получение фракционного состава глинозема соответствующего
маркам ГК (глинозем крупнокристаллический) [1-9, 73-75].
Известно, что при кристаллизации из пересыщенных растворов с
увеличением вязкости раствора ускоряется образование зародышей, но убывает
скорость их роста, что также может рассматриваться в качестве управляющего
воздействия на качество конечного продукта – глинозема и оборотного раствора.
Так помимо температуры на вязкость оказывает влияние содержание примесей,
например, таких как сода и органические соединения [4, 7, 9, 12, 77-80].
Большое количество исследований посвящено исследованию влияния
качества и количества затравки на интенсификацию и глубину разложения
раствора. Установлено, что для свежеприготовленной затравки гидроксида
алюминия практически отсутствует индукционный период, который может
длиться до 20 часов в случаях с использованием затравки взятой через некоторое
время после ее осаждения. Это связано с прохождением затравки в этот период
стадии активации и увеличением ее адсорбционной способности. Большой
активностью обладает гель гидроокиси алюминия, однако получаемый продукт
15
разложения также получается мелкозернистым, а значит некондиционным,
поскольку не соответствует требованиям ГОСТа по гранулометрическому
составу. Исследователями были установлены оптимальные параметры для
крупности затравки в пределах среднего медианного диаметра равного 40-60 мкм.
Частицы
размером
больше
этого
предела
содержат
примеси,
которые
сорбируются в процессе формирования частиц гидроокиси [4, 7, 9, 12, 81 – 83].
Также
при
использовании
крупной
затравки
происходит
дендритообразование, которое в дальнейшем при соударении частиц приводит к
обламыванию ветвей дендритов и росту выхода мелкой фракции. Росту дендритов
способствует малое затравочное отношение, низкая температура, слабое
перемешивания и др.
Количество вводимой затравки определяется затравочным отношением т.е.
отношением содержания глинозема в затравке к содержанию его в алюминатном
растворе. Опытным путем доказано, что чем больше значение затравочного
отношения, тем глубже идет процесс разложения раствора. В то же время,
увеличивать его беспредельно нельзя т.к. это приводит к увеличению нагрузки на
оборудование, затрудняет транспортировку и перекачку пульпы. Оптимальным
значением затравочного отношения считается равное 2-3.
На базе Уральского федерального университета проведены исследования
влияния минерализаторов на процесс декомпозиции щелочно-алюминатных
растворов, в результате которых были определено, что при добавлении
фтористого алюминия в затравку в количестве 25% от массы затравочного
гидрата разложение алюминатного раствора повышается до 60% и выше за 24
часа. Однако при этом получаемый гидрат имеет мелкозернистую структуру, что
делает такую методику неэффективной для применения [84, 85].
Понятно, что не только технологический режим процесса, но и его
аппаратурное оформление, а также сочетание аппаратов в технологической схеме
имеют существенное значение для улучшения показателей выделения гидроксида
алюминия из растворов глинозёмного производства. Этим объясняется заметный
16
прогресс в развитии аппаратурной составляющей технологии, который включает
совершенствование
теплообменной
аппаратуры,
оборудования
для
классификации и выделения гидроксида алюминия из пульпы, наконец,
основного технологического оборудования (декомпозёров и карбонизаторов) и
оборудования смежных переделов [58-62].
Значительные резервы по совершенствованию технологии разложения
алюминатных
автоматизации
растворов,
также
соответствующих
ресурсосберегающий
режим
заложены
процессов,
работы
в
технических
что
оборудования
решениях
позволяет
и
по
обеспечить
контроль
качества
оборотных и конечных продуктов. При этом основное внимание уделяется
контролю и управлению процессом разложения алюминатных растворов,
приготовления затравки и оптимизации объёма оборотных потоков [63, 64]
Затрудняют процесс разложения алюминатных растворов вносят примеси
органических веществ переходящие в раствор из бокситов. Наличие их в
исходном сырье связано, прежде всего, с характером формирования этих пород в
процессе латеритизации – выветривания пород в тропическом климате или
процессе осаждения [4, 7, 9, 12, 79, 80, 82].
Извлечение органических соединений из раствора можно осуществить с
помощью частичной карбонизации. В результате этой операции выпадает
студенистый осадок, окрашенный органическими соединениями в бурый цвет за
счет их адсорбции. Такой вариант не может быть применен на современных
заводах в виду большой потери каустической щелочи.
Известен способ удаления органики из оборотных растворов с рыжей содой
при упаривании. На этом переделе происходит удаление влаги из маточного
раствора до 300-350 г/л по Na2Oк. При этой концентрации каустической щелочи
сода выпадет в осадок, захватывая значительную часть органических и других
примесей, и выводит их из оборота. При нагревании ее до 400оС органические
вещества выгорают, в то же время остаются такие примеси как Na2SO4, NaCl, NaF
и др. Поэтому рыжую соду затем каустифицируют, а полученный загрязненный
17
раствор упаривают вновь, повышая тем самым концентрацию примесей в рыжей
соде, которая в дальнейшем уже не используется в обороте.
Повышение каустического модуля маточного и оборотного растворов
позволяет снизить удельные материальные потоки и увеличить дозировку боксита
на единицу объема оборотного раствора.
Известен метод повышения каустического модуля оборотного раствора
Введение операции кристаллизации алюмината натрия из маточных растворов,
разработанной
М.Н
Смирновым
(институт
ВАМИ),
позволит
повысить
каустический модуль оборотного раствора до 10-12. Метод основан на
упаривании маточного раствора до концентрации 450-500 г/л и охлаждении, в
результате в осадок выпадает алюминат натрия, а высокомодульный оборотный
раствор возвращается на стадию выщелачивания. Использование такого раствора
в
головной
стадии
позволяет
снизить
удельный
поток
и
увеличить
производительность автоклавов. Фильтрация алюмината натрия не вызывает
затруднений, поскольку он выделяется в виде крупных кристаллов. Далее осадок
растворяют
в
алюминатном
растворе,
вследствие
чего
снижается
его
каустический модуль и увеличивается пересыщение гидроокисью алюминия,
ускоряя тем самым процесс декомпозиции. Этот способ является экономически
невыгодным в связи с большими расходами энергоносителей на упаривание
раствора [86, 4].
Одним из перспективных решений задачи интенсификации производства
глинозема способом Байера на переделе декомпозиции выступает повышение
каустического модуля оборотного раствора осаждением гидроалюмината кальция
из маточного раствора. После процесса декомпозиции производят выделение
глинозема из раствора, добавлением извести в виде известкового молока или
оксида кальция. Оксид алюминия выделяется с образованием гидроалюмината
кальция. Такое решение получило развитие во многих отечественных и
зарубежных исследованиях [4, 12, 88-95].
18
Существует
несколько
вариантов
переработки
и
использованию
полученного алюмината.
На Богословском и Павлодарском алюминиевых заводах была опробована
технология очистки промышленных алюминатных растворов от примесей.
Гидроалюминат синтезируют из алюминатного раствора с использованием
известкового молока. Далее его наносят на фильтр слоем толщиной 2-3 мм и
фильтруют через него алюминатный раствор. Эта операция позволяет снизить
содержания по Fe2O3 до 0,008 – 0,010 г/л в алюминатном растворе и до 0,021 –
0,022 в продукционном гидрате. Вместе с оксидом железа на гидроалюминате
сорбируются примеси кремния, титана, ванадия и фосфора. Опробована
технология вывода органических веществ из раствора при 50оС за счет их
физической сорбции на зернах тонкодисперсного осадка трехкальциевого
гидроалюмината. Разработана технология регенерации сорбента, с помощью
обработки его водой при 95оС. В настоящее время продолжаются исследования по
получению
крупнокристаллического
алюмината
для
лучшей
повышения
интенсивности фильтрации [96].
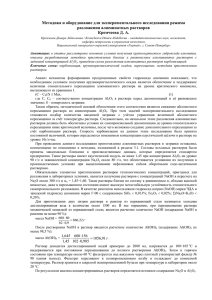
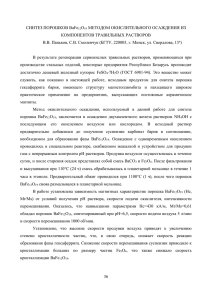
Учеными КНР предложена схема использования осажденных алюминатов
кальция в производстве высокоглиноземистых цементов (рисунок. 1.1) . По этому
варианту гидроалюминат смешивают с расчетным количеством гидроксида
алюминия, глинозема или боксита и спекают в трубчатых вращающихся печах
при температуре 1500-1650оС. Производство цемента с добавлением СаО в виде
трехкальциевого алюмината позволит производить цементы специальный марок
широко использующиеся в строительстве [88,89, 97-100].
19
Известь
Боксит
Каустическая щелочь
Выщелачивание
Сгущение,
фильтрация
Промывка
Продукционный
гидрат
Декомпозиция
Красный шлам
Гидроксид алюминия
Оборотный раствор
Осаждение алюминатов
кальция
Сгущение
Фильтрация
Высокомодульный
алюминатный
раствор
Выпарка
Осадок
Спекание
Дробление
Производство
цемента
Рисунок 1.1 – Технологическая схема процесса Байера с использованием трехкальциевого
алюмината в качестве сырья для производства цемента
По
другому
методу
полученный
алюминат
кальция,
предлагается
перерабатывать содовым выщелачиванием с получением алюминатного раствора
и карбоната кальция. При этом происходит каустификация соды, что может иметь
большое значение на отечественных заводах, работающих по схеме Байерспекание, где эта операция существует для восполнения потерь каустической
щелочи [12, 92].
20
По проведенным исследованиям обработка осадка содовыми и содовоалюминатными растворами в одну стадию не позволяет провести разложение до
конца вследствие обратимости реакции при появлении в растворе значительного
количества едкого натра. Вывод его из системы методом карбонизации позволяет
извлечь в алюминатный раствор 85-86% Al2O3. Каустический модуль при этом
получается порядка трех, что делает невозможным получения гидрата из таких
растворов выкручиванием, а концентрация каустической щелочи порядка 70 г/л,
что вызывает необходимость концентрации раствора упариванием. Проведение
этой
операции
требует
большого
расхода
энергоносителей,
введение
дополнительных теплообменников и другой аппаратуры, что ведет к снижению
экономической эффективности всего способа. Концентрирование возможно также
провести методом электродиализа, однако этот способ в настоящее время
является дорогостоящим и недостаточно изученным для внедрения его на
производстве.
В то же время в литературе отмечается недостаточная проработка вопросов
параметров синтеза, переработки на глинозем или использовании в получении
попутной продукции трехкальциевого гидроалюмината.
Проведённый анализ известных технических решений, связанных с
разложением алюминатных растворов в рамках технологии производства
глинозёма по способу Байера, а также аналогов этого процесса позволяет сделать
следующие основные выводы:
- ухудшение качества сырья, высокие требования к металлургическому
глинозему, повышение цен на транспортные расходы и энергоносители вызывает
необходимость постоянной модернизации производства
- значительный потенциал для модернизации способа Байера несет в себе
передел декомпозиции, в котором происходит разложение алюминатных
растворов и формирование качества конечной продукции
- повышение каустического модуля оборотного раствора за счет осаждения
малорастворимого гидроалюмината кальция – один из наиболее перспективных
21
методов повышения эффективности производства, в связи с большим спектром
его использования, что позволит не только значительно повысить степень
использования
щелочного
реагента,
сократить
производственные
потоки,
очистить раствор от некоторых примесей, адсорбирующихся на поверхности
синтезируемого алюмината, но и наладить производство цементов специальных
марок, высокий спрос на которые не вызывает сомнения в виду роста
строительства, который можно оценить по динамике развития этой отрасли за
последние годы.
22
ГЛАВА 2 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПОВЫШЕНИЯ
ПРОДУКТИВНОСТИ АЛЮМИНАТНЫХ РАСТВОРОВ ГЛИНОЗЁМНОГО
ПРОИЗВОДСТВА
Продуктивность алюминатных растворов глинозёмного производства имеет
ряд
аспектов,
требующих
определения
и
научного
объяснения,
как
с
технологических, так и физико-химических позиций. В первом приближении под
продуктивностью
разложения
и,
последующего
алюминатных
следовательно,
получения
растворов,
выход
глинозёма.
можно
понимать
продукционного
В
более
степень
гидроксида
широком
продуктивностью можно понимать степень выделения Al2O3
смысле
их
для
под
из раствора в
технологически значимый промежуточный или конечный продукт. Понятно, что
как в первом, так и во втором случае показатели осаждения будут определяться
термодинамическими, кинетическими и техническими возможностями для
процесса реализуемого в рамках принятой физико-химической системы.
Вторым
аспектом
рассматриваемого
вопроса
является
выход
алюминиийсодержащего продукта соответствующего качества, что обеспечивает
его эффективную переработку с получением конечной продукции. При этом
требования к получаемым осадкам могут существенно отличаться в зависимости
от их целевого назначения. Конечно, нельзя забывать об основном назначении
рассматриваемого технологического процесса - получение глинозёма.
Наконец ещё одним важным аспектом обеспечения продуктивности
растворов
является
эффективность
регенерации
оборотного
материала,
предназначенного для использования в ходе технологического процесса вскрытия
исходного сырья, что может не выполняться автоматически в связи с выделением
алюминийсодержащего осадка.
23
2.1 Равновесие в идеальной системе Na2O-Al2O3-H2O. Показатели выделения
гидроксида алюминия и оборота щёлочи в цикле Байера.
Фундаментальное значение равновесия в системе Na2O-Al2O3-H2O для всех
известных щелочных способов производства глинозёма хорошо известно. На его
основе возможно термодинамическое обоснование оптимальных технологических
режимов всех основных гидрометаллургических операций, образующих цикл
Байера. С этих позиций становится понятным тот вклад, который был сделан
целым рядом исследователей на начальных этапах производства глинозёма в
развитие термодинамики этой системы и в целом гидрометаллургии щелочных
способов
переработки
алюминийсодержащего
сырья
[1-3].
Последующее
углублённое понимание термодинамики системы Na2O-Al2O3-H2O и её аналогов
связано с уточнением равновесного и ионного состава алюминатных растворов,
фазового состава твёрдых продуктов [45,76,79,86,101]. В последнее время уже
устоявшиеся термодинамические представления были дополнены равновесиями с
участием природных минералов алюминия и материалами по структуре
алюминатных
растворов
[102-111].
Необходимо
отметить
и
системные
исследования свойств алюминатных растворов, что имеет существенное значение
как для
более
глубокого
понимания
фундаментальных
закономерностей
присущих данной системе, так и для осуществления технологических процессов
на её основе [73-80, 112-115].
Равновесие в системе Na2O – Al2O3 – H2O.
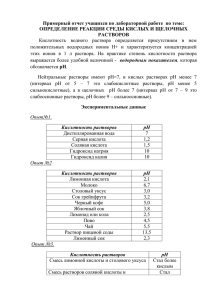
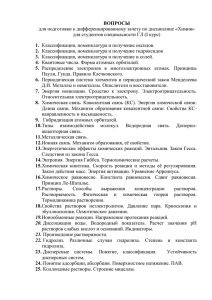
Одно из первых построений равновесия в системе Na2O – Al2O3 – H2O было
выполнено по материалам экспериментальных исследований и позволило
достаточно полно определить основные фазы, образующиеся в этой системе и их
составы, рисунок 2.1 [4,9,86,101,116].
Всё поле диаграммы разбито на шесть областей. Растворы, отвечающие по
своему составу любой точке ветвей изотермы, являются равновесными с
соответствующими кристаллами. Равновесной твёрдой фазой будет трёхводный
гидроксид алюминия при температуре 30 °С для всех растворов ветви OB, а для
24
ветви ВС до концентрации Na2O около 38% водной фазой будет моноалюминат
натрия Na2O·Al2O3·2,5H2O. За пределом этой концентрации Na2O растворы ветви
CF находятся в равновесии с кристаллогидратом 3Na2O·Al2O3·6H2O.
Al2O3
90
10
Al2O3∙H2O
20
80
30
70
Al2O3∙3H2O
40
Na2O∙Al2O3
60
α=1
P
50
50
Na2O∙Al2O3∙2,5H2O
60
M
4
α=3
70
6
20
1
10
C
2
О
А
3Na2O∙Al2O3∙6H2O
3
90
H2O
30
K
B
80
40
Na2O∙11Al2O3
10
20
30
40
5
F
50
60
70
80
90
Na2O
Рисунок 2.1 - Диаграмма равновесных состояний системы Na2O-А12О3-Н2О при температуре
30 oС [4,9]
Раствор в точке В где пересекаются две ветви, находится одновременно в
равновесии с двумя твёрдыми фазами - Al2O3·3H2O и Na2O·Al2O3·2,5H2O. Все
растворы в области 1 и пределах поля ОВМО пересыщены трёхводным
гидроксидом алюминия и способны к его выделению в твёрдую фазу.
Все растворы в области 2 , ниже изотермы OBCF, не насыщены
гидроксидом алюминия и алюминатом натрия, а положение точек C и F точно не
установлено. В растворах принадлежащих этой области гидроксид алюминия
может растворяться, при этом их состав изменяется по линии в направлении
точки Al2O3·3H2O до пересечения с изотермой OB. Алюминат натрия также может
25
растворяться
в
таких
растворах,
пока
не
установится
равновесие
с
соответствующим алюминатом.
Все алюминатные растворы области 3 пересыщены метаалюминатом
натрия, а растворы в области 4, ограниченной треугольным полем ВМР
пересыщены как гидроксидом алюминия, так и моноалюминатом натрия. Любому
пересыщенному раствору в этой области отвечает один равновесный состав
раствора в точке В.
В
области
5,
ограниченной
полем
CFK,
растворы
пересыщены
3Na2O·Al2O3·6H2O. Все растворы сопредельной области 6 в поле РКС
пересыщены Na2O·Al2O3·2,5H2O и 3Na2O·Al2O3·6H2O. любому из пересыщенных
растворов этой области отвечает равновесный раствор состава С. Поэтому
составы таких растворов будут изменяться по прямым линиям, соединяющим
точку С с любым раствором этой области.
В заводской практике глинозёмного производства обычно используют
растворы ограниченной концентрации по содержанию Na2O и Al2O3 в связи с чем,
особое значение приобретает изучение соответствующих равновесий. В отличие
от рассмотренной диаграммы (рисунок 2.1) эти равновесия представляют в
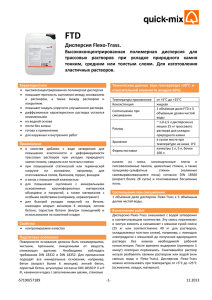
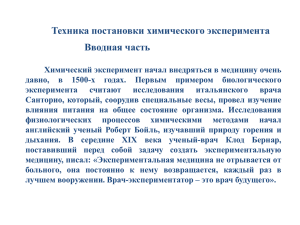
прямоугольных координатах, рисунок. 2.2.
На рисунке 2.2 приведён вид этой системы по материалам работы [58,86],
что позволяет определить основные поля существования растворов и твёрдых фаз
в данной системе. Из этой диаграммы видно, что вне зависимости от температуры
изотермы состоят из двух ветвей, пересекающихся в точке, отвечающей
максимальному содержанию А12О3. Поле I отвечает составам растворов, не
насыщенных как по отношению к гидроксиду алюминия, так и по отношению к
алюминату натрия. Поэтому при введении в эти растворы гидроксида алюминия,
он будет растворяться. При этом состав раствора будет изменяться по лучу,
соединяющему точку исходного состава раствора (К) с точкой, отвечающей
составу растворяемого соединения (в данном случае Аl(ОН)3) от начального
состава до точки пересечения луча с изотермой ОВ (точка G). В случае
26
растворения
алюмината
соответствующему
лучу
натрия
от
состав
точки
раствора
H
до
будет
точки
изменяться
по
Т, соответствующей
пересечению луча с изотермой растворимости моноалюмината натрия в
алюминатном растворе.
Рисунок 2.2 - Диаграмма равновесных состояний системы Na2O-А12О3-Н2О: 1-изoтерма 30 oС;
2-изтерма 200 °С [58,86]
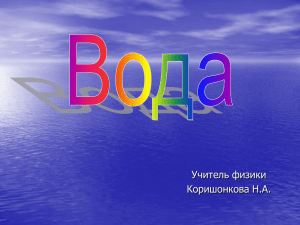
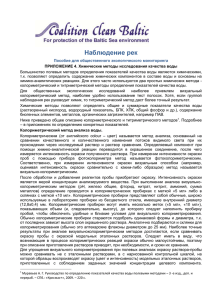
Поле II. В этом поле алюминатные растворы в зависимости от
температуры пересыщены гиббситом (≤120°С) или бемитом (>120°С). По
данным работы [4] излом политерм растворимости гидроксида алюминия в
диапазоне 100÷125°С связан с превращением гиббсита в менее растворимый
бемит, рисунок 2.3. Изменение состава раствора в поле II при выделении
избыточного количества (кристаллизации) гидроксида алюминия происходит по
лучу, соединяющему состав исходного раствора с составом выделяющейся
твердой фазы от точки исходного состава раствора (точка Е) до пересечения
продолжения луча с изотермой растворимости (точка G).
Поле
III.
метаалюминатом
Оно
натрия
отвечает
составу
Na2O∙Al2O3∙nH2O
при
растворов,
температуре
пересыщенных
до
95°С
и
3Na2O∙А12О3∙6Н2О - при более высоких температурах. Изменение состава
27
растворов
при
происходить
по
кристаллизации
лучу,
соответствующей
соединяющему
состав
твердой
раствора
фазы
с
будет
составом
кристаллизующейся фазы (отрезок RT).
Рисунок 2.3 – Растворимость гиббсита и бемита в зависимости от температуры при различной
исходной концентрации Na2O, г/л: 1 – 190; 2 – 140; 3 – 130; 4 – 400 [4]
Поле IV. В этом поле растворы пересыщены и по отношению к гидроксиду
алюминия, и по отношению к гидроалюминату натрия. Из таких растворов
происходит одновременная кристаллизация обоих продуктов. При этом состав
раствора изменяется по лучу, соединяющему начальный состав в точке К с
точкой В. В любом случае, для этого поля процесс кристаллизации заканчивается
в точке В, которая соответствует составу раствора, находящемуся в
равновесии с гидроксидом алюминия и алюминатом натрия.
Согласно правилу фаз, система Na2O-Al2O3-H2O при постоянной температуре
и одной твердой фазе моновариантна; этому положению отвечают изотермы АВ
и ВС. При двух твердых фазах система становится инвариантной и этому
состоянию отвечает точка В. В остальных случаях (поле I, II, III, IV), система
имеет две степени свободы.
28
Характеристики твердых фаз (гиббсита, бемита и диаспора), образующихся
в системе А12О3-Н2О хорошо известны, а их участие в процессе формирования
носит существенный характер, так как при попадании алюминатных растворов в
поле пересыщенных составов возможно осаждение гидроксидов алюминия
соответствующих температурным условиям. Не менее существенно для
выщелачивания алюминатных спёков и попадание растворов в область составов
пересыщенных
Установлена
по
содержанию
возможность
соответствующим
кристаллизации
в
алюминатом
натрия.
рассматриваемой
системе
нескольких соединений алюмината натрия.
Na2O∙Al2O3∙nH2O выделяется из алюминатных растворов с содержанием
Na2Ok 460-620 г/л и αк=2÷12. При температуре до 45°С кристаллизуется
Nа2О∙А12О3∙ЗН2О, при более высокой температуре - Na2O∙Al2O3∙2,5H2O. Наиболее
характерными межплоскостными расстояниями являются 0,281; 0,255; 0,231 нм.
ЗNа2О∙А12О3∙nН2О(n=6) образуется при концентрации. Na2O=650 г/л и
αк≥12. Кристаллы трёхнатриевого гидроалюмината относятся к моноклинной
сингонии. На его дифрактограмме наблюдаются следующие характерные
межплоскостные расстояния: 0,832; 0,788; 0,5176; 0,2440; 0,2337; 0,2287 нм.
NaAlO2 - безводный алюминат натрия впервые был обнаружен при
кристаллизации из алюминатных растворов с концентрацией Na2O=700г/л и
αk=11÷12 при температуре выше 110°С. С повышением температуры и
концентрации каустический модуль алюминатных растворов, из которых
кристаллизуется моноалюминат натрия, уменьшается.
Из алюминатных растворов, содержащих более 700 г/л Na2O при αк≥20,
наряду с трехнатриевым гидроалюминатом начинают выделяться и кристаллы
гидроксида натрия NaOH∙H2O.
В виду большого технологического значения данной системы при
различных температурных условиях, её равновесие неоднократно исследовалось
для широкого интервала температур [1-4,86,101,116 и др.], рисунок 2.4.
Согласно этим данным для всех составов алюминатных растворов, лежащих на
29
левых ветвях изотерм для 30, 60 и 95ºС, равновесной твёрдой фазой является
гиббсит. Для 150 и 200ºС в равновесии с раствором находится бемит. По данным
[4,101] при 30ºС устойчивой твёрдой фазой является байерит. Условия
существования равновесных растворов для левых ветвей рассматриваемой
системы удобно представить в виде политерм растворимости [101].
Рисунок 2.4 - Изотермы системы Al2O3-Na2O-H2O для 30, 60, 95 и 200°С [101]
Ввиду технологической важности вещественного состава твёрдой фазы,
особенно в процессе разложения алюминатных растворов, её состав неоднократно
исследовался. Наиболее подробный анализ твёрдой фазы в интервале температур
20÷80ºС
приведён
индивидуальной
и
в
работе
[112].
совместной
Это
позволило
кристаллизации,
как
установить
области
термодинамически
устойчивых, так и метастабильных фаз, в зависимости от температуры и
концентрации щелочного алюминатного раствора при его разложении методом
карбонизации. Равновесные составы щелочных алюминатных растворов в
технологически значимой области параметров состояния также дополнительно
30
исследовались и приведены на рисунке 2.5. Как установлено исследованиями
Н.Н. Тихонова
растворимость
природных
минералов,
представленных
гидроксидами алюминия, несколько ниже, чем синтетических разновидностей
[111].
Анализ приведённых данных позволяет сделать следующие практические
выводы [58].:
с повышением температуры значительно повышается растворимость
Al2O3 в растворах щелочи, расширяются области ненасыщенных растворов между
ветвями изотерм, кривизна которых уменьшается;
с повышением температуры наблюдается подъем уровня острого
максимума; при большем нагреве можно получить растворы, более богатые Al2O3,
т.е. растворы с меньшим равновесным (теоретическим) каустическим модулем;
из устойчивого алюминатного раствора области I окись алюминия
может быть выделена в виде Al(OH)3 путем охлаждения или разбавления этого
раствора в виде Na2O·Al2O3·2,5H2O - путем упаривания его;
чем более пересыщен раствор оксидом алюминия, т.е. чем ниже его
каустический модуль, тем больше скорость осаждения гидроксида и тем больше
его количество выделяется из единицы объема алюминатного раствора.
В основе разложения растворов методом декомпозиции лежит обобщённая
реакция NaAl(OH)4 = NaOH + Al(OH)3. Для того чтобы эта реакция шла слева
направо, состав разлагаемого раствора должен находиться в поле II системы
Na2O-А12О3-Н2O (рисунок 2.2). Это может быть достигнуто либо за счет
разбавления исходного раствора, который после выщелачивания является
равновесным
или
ненасыщенным
(т.
е.
находится
в
поле
I
или
на
соответствующей изотерме), либо вследствие изменения температуры. Могут
быть использованы и оба фактора. Из такого раствора после внесения в него
затравки и понижения температуры будет выделяться А1(ОН)3. Изменение
состава раствора в последнем случае происходит по лучу кристаллизации ВС,
рисунок 2.6. Изотермы растворимости дают возможность предвидеть явления,
31
вызываемые любым изменением концентрации в алюминатных растворах, т.е.
определять
конечные
состояния
равновесия,
к
которым
придут
как
пересыщенный раствор после его полного разложения, так и ненасыщенный
раствор в присутствии твердой фазы после его полного насыщения.
Рисунок 2.5 - Левые ветви изотерм
растворимости в системе Na2O-Al2O3-H2O
(цифры у кривых- температура) для 40150°С [58]
Рисунок 2.6 - Изменение концентрации
алюминатного раствора в процессе
разбавления (АВ) и декомпозиции (ВСI) d
системе Na2O—А12Оз—Н2O [86]
Ввиду высокой важности величины абсолютного и относительного
пересыщения для реализации конкретного механизма процесса кристаллизации и
определения предельной величины разложения алюминатных растворов был
выполнен расчёт этих характеристик в системе Na2O-Al2O3-H2O. Расчёт значений
абсолютного и относительного пересыщения выполнялся при постоянном
отношении Nк/Nоб и температуре 60 0С, как функции концентрации каустической
щёлочи и каустического модуля раствора.
32
Таблица 2.1 – Показатели пересыщения системы Na2O - Al2O3 - CO2 - H2O при температуре
60оС в зависимости от каустического модуля раствора и концентрации каустической щёлочи
Абсолютн
Концентра
ое
ция
Концентра
пересыще
каустическ ция Al2O3
ние
ой щёлочи
(с), г/л
(c-c0) по
(Nк), г/л
Al2O3, г/л
Каустичес
кий
модуль
раствора
(αк)
Равновесн
ая
концентра
ция Al2O3
(c0), г/л
Концентра
ция
углекисло
й
щёлочи
(Ny), г/л
Коэффиц
иент
пересыщ
ения,
γ = c/c0
(c-c0)∙
(c/c0)
1
55,2381
60,7096
65,7174
70,2212
74,1786
77,5450
80,2730
82,3124
83,6094
84,1071
2
80
90
100
110
120
130
140
150
160
170
3
94,00
105,75
117,50
129,25
141,00
152,75
164,50
176,25
188,00
199,75
4
1,4
1,4
1,4
1,4
1,4
1,4
1,4
1,4
1,4
1,4
5
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
6
16
18
20
22
24
26
28
30
32
34
7
2,425065
2,347893
2,269104
2,189610
2,110103
2,031115
1,953056
1,876245
1,800929
1,727299
8
133,96
142,54
149,12
153,76
156,52
157,50
156,78
154,44
150,57
145,28
43,4881
47,4909
51,0299
54,0650
56,5536
58,4513
59,7105
60,2811
60,1094
59,1383
80
90
100
110
120
130
140
150
160
170
82,25
92,53
102,81
113,09
123,38
133,66
143,94
154,22
164,50
174,78
1,6
1,6
1,6
1,6
1,6
1,6
1,6
1,6
1,6
1,6
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
2,121932
2,054407
1,985466
1,915909
1,846341
1,777226
1,708924
1,641714
1,575813
1,511387
92,28
97,57
101,32
103,58
104,42
103,88
102,04
98,96
94,72
89,38
34,3493
37,2096
39,6063
41,4990
42,8453
43,6006
43,7175
43,1457
41,8317
39,7182
80
90
100
110
120
130
140
150
160
170
73,11
82,25
91,39
100,53
109,67
118,81
127,94
137,08
146,22
155,36
1,8
1,8
1,8
1,8
1,8
1,8
1,8
1,8
1,8
1,8
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
1,886161
1,826139
1,764858
1,703030
1,641192
1,579756
1,519044
1,459302
1,400723
1,343455
64,79
67,95
69,90
70,67
70,32
68,88
66,41
62,96
58,59
53,36
27,0381
28,9846
30,4674
80
90
100
65,80
74,03
82,25
2
2
2
38,7619
45,0404
51,7826
16
18
20
1,697545
1,643525
1,588372
45,90
47,64
48,39
33
Продолжение таблицы 2.1
1
31,4462
31,8786
31,7200
30,9230
29,4374
27,2094
24,1821
2
110
120
130
140
150
160
170
3
90,48
98,70
106,93
115,15
123,38
131,60
139,83
4
2
2
2
2
2
2
2
5
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
6
22
24
26
28
30
32
34
7
1,532727
1,477072
1,421781
1,367139
1,313371
1,260650
1,209110
8
48,20
47,09
45,10
42,28
38,66
34,30
29,24
21,0563
22,2551
22,9902
23,2212
22,9059
21,9996
20,4549
18,2215
15,2458
11,4707
80
90
100
110
120
130
140
150
160
170
59,82
67,30
74,77
82,25
89,73
97,20
104,68
112,16
119,64
127,11
2,2
2,2
2,2
2,2
2,2
2,2
2,2
2,2
2,2
2,2
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
1,543223
1,494114
1,443975
1,393388
1,342793
1,292528
1,242854
1,193974
1,146046
1,099191
32,49
33,25
33,20
32,36
30,76
28,44
25,42
21,76
17,47
12,61
16,0715
16,6471
16,7591
16,3670
15,4286
13,8992
11,7314
8,8749
5,2761
0,8779
80
90
100
110
120
130
140
150
160
170
54,83
61,69
68,54
75,40
82,25
89,10
95,96
102,81
109,67
116,52
2,4
2,4
2,4
2,4
2,4
2,4
2,4
2,4
2,4
2,4
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
1,414621
1,369604
1,323644
1,277272
1,230894
1,184817
1,139283
1,094476
1,050542
1,007591
22,74
22,80
22,18
20,91
18,99
16,47
13,37
9,71
5,54
0,88
11,8535
11,9019
11,4867
10,5674
9,1017
7,0450
4,3500
0,9662
-3,1598
-8,0853
80
90
100
110
120
130
140
150
160
170
50,62
56,94
63,27
69,60
75,92
82,25
88,58
94,90
101,23
107,56
2,6
2,6
2,6
2,6
2,6
2,6
2,6
2,6
2,6
2,6
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
1,305804
1,264250
1,221825
1,179021
1,136210
1,093678
1,051646
1,010286
0,969731
0,930084
15,48
15,05
14,03
12,46
10,34
7,70
4,57
0,98
-3,06
-7,52
8,2381
7,8346
6,9674
5,5962
3,6786
80
90
100
110
120
47,00
52,88
58,75
64,63
70,50
2,8
2,8
2,8
2,8
2,8
38,7619
45,0404
51,7826
59,0288
66,8214
16
18
20
22
24
1,212532
1,173947
1,134552
1,094805
1,055052
9,99
9,20
7,90
6,13
3,88
34
Продолжение таблицы 2.1
1
1,1700
-1,9770
-5,8126
-10,3906
-15,7679
5,1048
4,3096
3,0508
1,2879
-1,0214
-3,9216
-7,4603
-11,6876
-16,6572
-22,4263
2
130
140
150
160
170
80
90
100
110
120
130
140
150
160
170
3
76,38
82,25
88,13
94,00
99,88
43,87
49,35
54,83
60,32
65,80
71,28
76,77
82,25
87,73
93,22
4
2,8
2,8
2,8
2,8
2,8
3
3
3
3
3
3
3
3
3
3
5
75,2050
84,2270
93,9376
104,3906
115,6429
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
6
26
28
30
32
34
16
18
20
22
24
26
28
30
32
34
7
1,015558
0,976528
0,938122
0,900465
0,863650
1,131697
1,095684
1,058915
1,021818
0,984715
0,947854
0,911426
0,875581
0,840434
0,806073
8
1,19
-1,93
-5,45
-9,36
-13,62
5,78
4,72
3,23
1,32
-1,01
-3,72
-6,80
-10,23
-14,00
-18,08
2,3631
1,2252
-0,3763
-2,4819
-5,1339
-8,3769
-12,2582
-16,8283
-22,1406
-28,2523
80
90
100
110
120
130
140
150
160
170
41,13
46,27
51,41
56,55
61,69
66,83
71,97
77,11
82,25
87,39
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
3,2
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
1,060966
1,027203
0,992733
0,957954
0,923170
0,888613
0,854462
0,820857
0,787906
0,755694
2,51
1,26
-0,37
-2,38
-4,74
-7,44
-10,47
-13,81
-17,44
-21,35
-0,0560
-1,4963
-3,4002
-5,8082
-8,7625
-12,3079
-16,4917
-21,3641
-26,9788
-33,3929
80
90
100
110
120
130
140
150
160
170
38,71
43,54
48,38
53,22
58,06
62,90
67,74
72,57
77,41
82,25
3,4
3,4
3,4
3,4
3,4
3,4
3,4
3,4
3,4
3,4
38,7619
45,0404
51,7826
59,0288
66,8214
75,2050
84,2270
93,9376
104,3906
115,6429
16
18
20
22
24
26
28
30
32
34
0,998556
0,966780
0,934337
0,901604
0,868866
0,836342
0,804200
0,772571
0,741559
0,711241
-0,06
-1,45
-3,18
-5,24
-7,61
-10,29
-13,26
-16,51
-20,01
-23,75
На рисунке 2.7 хорошо видно, что профиль поверхности абсолютных
пересыщений имеет пространственный максимум, который с уменьшением его
величины смещается по оси концентраций каустика. Профиль относительных
пересыщений имеет более монотонный характер в зависимости от каустического
модуля и в меньшей степени определяется концентрацией алюминатного
35
раствора, рисунок 2.8 [117]. В то же время хорошо заметна тенденция к снижению
относительно пересыщения алюминатного раствора, а, следовательно, и к
самопроизвольному
зародышеобразованию,
при
увеличении
концентрации
каустической щёлочи не зависимо от каустического модуля, рисунок 2.8
100
2,5
80
2
60
Рисунок 2.7 - Зависимость
абсолютного пересыщения растворов
по Al2O3 (г/л) в системе Na2O-Al2O3H2O от концентрации каустика (г/л) и
каустического модуля раствора при
температуре 60оС
Одновременно
эти
1,8
2,2
3
2,6
Nk
ak
80
3,4
160
0
1,4
-40--20
1,4
1,8
2,2
2,6
3
80
3,4
140
110
0-0,5
0,5
-20-0
-40
0,5-1
1
0-20
-20
170
40-60
20-40
0
1-1,5
c\c0
100
20
1,5-2
1,5
60-80
120
c-c0
140
40
Nk
2-2,5
80-100
ak
Рисунок 2.8 - Зависимость
относительного пересыщения по Al2O3
в системе Na2O-Al2O3-H2O от
концентрации каустика (г/л) и
каустического модуля раствора при
температуре 60оС
диаграммы
равновесных
состояний
являются
предпосылкой для качественной оценки степени неравновесности среды
кристаллизации
и
обоснования
условий,
обеспечивающих,
как
полноту
разложения растворов, так и вероятность развития одного из механизмов его
разложения. Понятно, что термодинамическое состояние системы является только
предпосылкой для понимания процессов кристаллизации и не может дать ответ на
вопросы технологической значимости отдельных физико-химических факторов
для получения продуктов с требуемыми свойствами.
Рассмотренные
вопросы
термодинамики
алюминатных
растворов
позволяют дать оценку показателей продуктивности алюминатных растворов по
степени их разложения и эффективности оборота каустической щёлочи.
Наглядным
представлением
алюминатного
раствора
в
такой
ходе
оценки
основных
является
изменение
технологических
состава
процессов,
36
составляющих цикл Байера и вписанных в диаграмму состояния системы Na2OAl2O3-H2O, рисунок 2.9 [9,101].
40
К точке
Al2O3∙H2O
К точке
Al2O3∙3H2O
Al2O3, %
30
200ºC B1
B
B''
200ºC
10
60ºC
Д'
Д''
Д1
М
К
Д'''
10
0
А
60ºC
30ºC
20
30
Na2O, %
40
50
Рисунок 2.9 - Цикл Байера в системе Na2O-Al2O3-H2O [9,101]
Согласно западной традиции научного сопровождения глинозёмного
производства,
полнота
разложения
алюминатных
растворов
оценивается
величиной, характеризующей относительное изменение концентрации в процессе
декомпозиции по уравнению:
AН АК А ,
(2.1)
Н
где Ан, Ак – соответственно начальная и конечная концентрации Al2O3 в
растворе. Неточность этого выражения связана с тем, что оно не учитывает
концентрирование раствора при декомпозиции в результате связывания трёх
молей воды в гидроксид алюминия и поэтому даёт несколько заниженные
результаты по сравнению с расчётами принятыми в отечественной практике. Это
повышение концентрации для каустической щёлочи заметно по наклону линии
37
декомпозиции Д'1К в правую сторону, рис. 2.9. В ещё большей степени это
смещение заметно для линии КД'' (ВД на рисунке 2.6) при подходе состава
раствора к равновесию, которое сопровождается максимальной степенью его
разложения и максимальных выходом продукта декомпозиции. С учётом
изменения объёма раствора уравнение (2.1) можно записать в следующем виде
VH AН VK АК V А ,
H Н
(2.2)
где Vн и Vк – соответственно начальный и конечный объём алюминатного
раствора.
Так как в ходе декомпозиции количество каустической щёлочи в растворе
остаётся постоянным, то можно записать
VH N K H VK N K K mK ,
(2.3)
где (Nк)н и (Nк)к – соответственно начальная и конечная концентрация
каустической щёлочи в растворе в пересчёте на Na2O; mк – масса каустической
щёлочи в пересчёте на Na2O.
С учётом, что каустический модуль раствора представляет собой молярное
отношение компонентов и имеет следующее выражение
к
ν Na 2O
ν Al2O3
102 mNa 2O
[ Na 2O]
1,645
,
62 mAl2O3
[Al2O3 ]
(2.4)
после деления правой части выражения (2.2) на mк, получаем
1
1 Н
H
H
K
K
или 1 K K ,
K
1 H
(2.5)
K
где ν Na 2O и ν Al 2O3 – соответственно число молей Na2O и Al2O3; mNa2O, mAl2O3
и [Na2O], [Al2O3] – массы и концентрации соответствующих оксидов в растворе;
102 и 62 г/моль – молекулярные массы соответственно Al2O3 и Na2O; αкн, αкк –
соответственно начальный и конечный каустический модуль раствора.
Обращаясь к рисункам 2.4, 2.5, 2.6 и 2.9 становится понятно, что
максимальный
выход
гидроксида
алюминия
в
процессе
декомпозиции
38
определяется
алюминатного
величиной
раствора.
начального
При
этом
и
конечного
предельная
каустического
величина
модуля
начального
каустического модуля определяется устойчивостью алюминатного раствора к
гидролизу, допускающей выполнение значительного количества технологических
операций в присутствии красного шлама. Хорошо известно из заводской практики
глинозёмного производства, что более устойчивыми к гидролизу при меньших
величинах каустического модуля являются растворы спекательного производства.
При
переработке
Кольских
нефелиновых
концентратов
согласно
технологическому регламенту допускается поддержание каустического модуля
алюминатных растворов после выщелачивания не ниже 1,45 с учётом пересчёта
всего количества К2О в растворе на Na2O. В условиях Уральского алюминиевого
завода
величина
каустического
модуля
алюминатного
раствора
после
выщелачивания установлена на уровне 1,59-1,67, что заметно отличается от
условий спекательной технологии.
Предельное значение конечного каустического модуля в мировой практике
глинозёмного производства существенно отличается, так как помимо полноты
осаждения продукта отражает и другие стороны производственного процесса,
включая
производительность
технологического
оборудования,
качество
полученной продукции и т.д. Таким образом, величина конечного каустического
модуля в значительной степени ориентирована на конкретные экономические
показатели. В этом смысле она отражает возможность достижения оптимальных
показателей в существующих экономических условиях, что связанно с
обеспечением наиболее низкой себестоимости продукции. В практике многих
зарубежных предприятий эта экономически обусловленная величина составляет
2,9÷3,2. По данным Уральских алюминиевых заводов эта величина находится в
диапазоне 3,1÷3,7. На рисунке 2.6 и 2.9 приведена линия декомпозиции в
направлении изотермы при температуре 30оС, которая показывает, что даже при
достижении равновесного значения раствора полное выделение Al2O3 в осадок
невозможно, так как константа равновесия в системе Na2O-Al2O3-H2O
39
Al2O3∙mH2O + Na2O·H2O + (3 – m)∙H2O = Na2O·Al2O3·4 H2O,
(2.6)
независимо от фазового состава гидроксида алюминия в твёрдой фазе,
однозначно определяется равновесным каустическим модулем по уравнению
KC
[ Al (OH ) 4 ] 1
K 1 .
[OH ]
(2.7)
Из уравнения (2.7) видно, что увеличение выхода конечных продуктов,
зависящее от смещения равновесия реакции (2.6) влево или вправо, связано с
возможностью достижения наиболее низких значений каустического модуля при
выщелачивании и возможно высоких значений при декомпозиции. В реальных
производственных условиях эти величины находятся в достаточно узком
диапазоне 1,3÷3,8, а зачастую и ещё более ограниченном. В то же время возникает
возможность обратимого ведения процесса, представляющего безусловное
достоинство способа Байера.
Так как степень разложения алюминатных растворов существенно
отличается от 100%, то безусловный интерес представляет оценка приближения
процесса к теоретически возможной величине для чего необходимо уметь
определять равновесную концентрацию, достигаемую в конце декомпозиции по
начальному составу раствора. Данное положение наглядно иллюстрируется
рисунком 2.6 и 2.9, где определение состава раствора в точке пересечения линии
декомпозиции и изотермы растворимости представляет известную трудность в
условиях реального распределения температурного поля по батарее декомпозёров
и
управления
концентрационным
режимом
разложения.
Например,
при
использовании математической модели по работе [76] равновесный состав
раствора в конце декомпозиции определяется совместным решением уравнения
изотермы равновесия (2.8) и линии декомпозиции (2.9):
lnAl 2 O3 0,65634 (0,6540642 0,0004583 Na 2 O y 0,003745 t
0,000667 Na 2 O K ) lnNa 2 O K ,
AK
102 N KK
N KK
,
1
,
645
1
N KH
KH
156
(2.8)
(2.9)
40
где Nкн, Nкк – концентрации каустика соответственно в начале и конце
декомпозиции при достижении равновесия, масс %; Na2Oк
и Na2Oу -
концентрация каустической и углекислой щёлочи (соответственно) в равновесном
растворе, г/л; AK и Al2О3 – концентрация оксида алюминия в равновесном
растворе конца декомпозиции, соответственно масс % и г/л.
Понятно, что при расчётах по уравнениям (2.8) и (2.9) необходимо знание
плотностей исходного и равновесного раствора. Тогда конечной оценкой степени
завершения
процесса
декомпозиции
становится
степень
разложения
алюминатного раствора по отношению к теоретически возможной величине
T 1 K
H
и OT П ,
Т
(2.10)
P
K
где: ηп, ηт , ηот – соответственно практически достигнутая степень
разложения
по
уравнению
(2.5),
теоретическая
степень
разложения
и
относительная степень разложения по уравнениям (2.10); αкр – расчётное значение
каустического
модуля
равновесного
алюминатного
раствора
в
конце
декомпозиции.
Не меньшее значение, чем полнота разложения алюминатных растворов
имеет значение и степень использования щёлочи в процессе выщелачивания, так
как эти показатели в совокупности определяют степень незавершённости
производства. Степень полезного использования каустической щёлочи при
выщелачивании алюминийсодержащего сырья по уравнению (2.6) можно
рассчитать, исходя из смысла этого показателя, как отношения щёлочи
вступившей во взаимодействие к общему количеству каустической щёлочи в
растворе
K
( N K ) O VO ( N K ) a Va ,
(2.11)
( N K ) O VO
где (Nк)о и (Nк)а – соответственно концентрация каустической щёлочи в
оборотном растворе, поступающем на выщелачивание, и в конце процесса; Vо и
Vа
-
соответственно
объём
оборотного
раствора,
выщелачивание, алюминатного раствора в конце процесса.
поступающего
на
41
С учётом, что числитель выражения (2.11) представляет собой количество
каустической щёлочи, вступившей во взаимодействие с гидроксидом алюминия,
которое согласно (2.6) составляет один моль Na2O на один моль Al2O3, это
выражение можно переписать в виде
K
Al O
2 3
1 .
Na O K
(2.12)
2
Таким образом, полнота использования каустической щёлочи, как и полнота
разложения алюминатных растворов согласно (2.5) определяется величиной
обратной каустическому модулю алюминатного раствора. Следовательно, с
уменьшением каустического модуля в конце выщелачивания возрастает степень
использования
щелочного
реагента
и
одновременно
возрастает
полнота
разложения раствора при декомпозиции. К сожалению, показатель (2.12) не
позволяет в полной мере оценить эффективность использования щёлочи, так как
не учитывает наличие в оборотном растворе оксида алюминия из-за неполноты
его выделения при декомпозиции. При этом количество инертной щёлочи, уже
связанной с алюминием определяется следующим равенством
( N K ) OИН
с учётом, что ( K ) a 1,645
( N K ) O ( K ) a
( K ) O
,
(2.13)
( N K ) OИН
(N )
и ( Al 2O3 ) O 1,645 K O ,
( Al 2O3 ) O
( K ) O
(2.14)
где (Nк)оин – концентрация инертной щёлочи в оборотном растворе;
(Al2O3)о - концентрация оксида алюминия в оборотном растворе.
Содержание активной щёлочи определяется по разности между общим
количеством каустической щёлочи в оборотном растворе и её инертной частью
( N K ) Oакт ( N K ) O
( )
( N K ) O ( K )
( N K ) O 1 K a ,
( K ) O
( K ) O
(2.15)
где (Nк)оакт – концентрация активной щёлочи в оборотном растворе.
С учётом (2.15) и молярного соотношения компонентов (Nк)оакт = (αк)а Ар
появляется
возможность
определить
эффективность
оборота
щёлочи
по
количеству Al2О3, которое может быть извлечено в раствор активной частью
каустической щёлочи
42
ЭO AP
1
( N K ) O ( K ) O ( K ) a
1
( N K ) O
( K ) a ( K ) O
( K ) a ( K ) O
(2.16)
или
1
1
,
ЭO 1,645( Na2OK ) O
( K ) a ( K ) O
(2.17)
где Эо и Ар – соответственно показатель эффективности оборота
каустической щёлочи и количество оксида алюминия способного к растворению
активной частью щелочного реагента, моль/л и г/дм3; (Na2Oк)о – концентрация
каустической щёлочи в оборотном растворе, г/дм3.
Из уравнения (2.17) следует определение удельной эффективности оборота
щёлочи (Эуд), тонн продукции (глинозёма) на тонну каустической щёлочи
Э уд
1
ЭО
1
,
1,645
( Na2OK ) O
(
)
(
)
K
a
K
O
(2.18)
и соответственно удельного щелочного потока (Nуд), т/т продукции
(глинозёма)
N уд 1
Э уд
.
(2.19)
Знание удельного щелочного потока (2.19) позволяет определить объём
оборотного раствора поступающего на выщелачивание и алюминатного раствора
идущего на декомпозицию, м3/т продукции:
VO 1000
Va 1000
N уд
( Na2OK ) O
N уд
( Na2OK ) а
;
(2.20)
,
(2.21)
где (Na2Oк)а - концентрация каустической щёлочи в алюминатном растворе
после выщелачивания, г/дм3 (кг/ м3).
Проведённый анализ цикла Байера позволяет установить, что все основные
показатели
этого
процесса
определяются
составом
оборотного
раствора
поступающего на выщелачивание и алюминатного получаемого в конце процесса
выщелачивания и в, конечном итоге, поступающего на декомпозицию.
Соотношения (2.18) и (2.19) позволяют выполнить графическое построение
43
основных потоков технологических растворов, выразив их в соответствующей
пропорции определяемой количеством каустической щёлочи и оксида алюминия
в потоке на единицу конечной продукции (глинозёма), рис. 2.10.
Рисунок 2.10- Графический баланс Na2O и Al2O3 в цикле Байера:
N – количество щёлочи; Aа – количество Al2O3 в алюминатном растворе; Aо – количество Al2O3
в оборотном растворе
2.2 Влияние катионного и анионного состава на выделение оксида алюминия
в системе Na2O-Al2O3-H2O-Kn+-Anm+
Как показывает практика глинозёмного производства, реальный состав
алюминатных растворов существенно отличается от ранее рассмотренной
идеальной системы Na2O-А12О3-Н2O. При этом заметные изменения связаны, как
с катионным, так и анионным составом. Говоря о катионном составе, необходимо
учитывать накопление в алюминатных растворах цикла Байера заметного
количества калия, составляющего десятки граммов в литре, как результат
44
разложения калийсодержащих минералов в составе бокситового сырья [4,9,118121]. В ещё большей степени его присутствие связано с переработкой
нефелинового сырья в котором мольная доля оксида калия в смеси с оксидом
натрия составляет около 0,25. Заметные количества калия присутствуют в
растворе и при совместной переработке нефелинового и бокситового сырья [30] В
ещё большем количестве содержание калия в алюминатных растворах может
ожидаться при переработке нефелинового сырья с подшихтовкой щелочных
алюмосиликатов обогащённых калием, что представляет заметный интерес для
реального сектора экономики [110].
На рисунке 2.11 приведено сопоставление изотерм растворимости в системе
Na2O-А12О3-Н2O и К2О – Al2O3 – H2O [3]. Изотермы обеих систем по общему
характеру аналогичны. Изотермы системы К2О – Al2O3 – H2O, как и системы Na2О
– Al2O3 – H2O состоят из двух ветвей, пересекающихся в остром максимуме,
который отвечает инвариантному состоянию системы при двух твёрдых фазах,
находящихся в состоянии равновесия с раствором единственного состава.
Составы растворов для левых ветвей системы К2О – Al2O3 – H2O находятся в
равновесии с Al(OН)3, а для правых ветвей с К2О·Al2O3·H2O. Таким образом,
равновесие в системе К2О – Al2O3 – H2O является близким аналогам ранее
рассмотренной системы Na2О – Al2O3 – H2O. Однако изотермы системы К2О –
Al2O3 – H2O расположены правее и ниже соответствующих изотерм системы Na2О
– Al2O3 – H2O, т.е. равновесные точки на изотермах первой системы при одной и
той же концентрации Al2O3 отвечают большим концентрациям щелочи (К2О).
45
Рисунок 2.11 - Сопоставление изотерм равновесных растворов систем К2О – Al2O3 – H2O и
Na2О – Al2O3 – H2O [3]
Расчёт равновесных составов растворов в системе Na2O-K2O-Al2O3-H2O был
выполнен при условии существования одной ионной формы в соответствии с
уравнениями [121]:
NaOH + Al(OH)3 = NaAl(OH)4,
(2.22)
KOH + Al(OH)3 = KAl(OH)4
(2.23)
Отсюда, при условии (Na,K)≡R, получаем выражение концентрационной
константы равновесия (2.22) и (2.23) в виде:
[ Al (OH ) 4 ]
.
KC
[OH ]
(2.24)
При переходе к традиционному представлению концентраций ROH и
Al(OH) 4 в пересчете на оксиды R2O и Al2O3, получаем:
KC
т.к.
соблюдается
[Al(OH)4 ] 2[Al2 O3 ]
[ Al 2 O3 ]
,
[ R2O]
следующее
(2.25)
равенство
молярных
концентраций
и [ROH] 2[R 2 O] .
Если известна начальная концентрация R2O, то с учетом стехиометрии
(2.22) и (2.23) выражение концентрационной константы (2.24) запишется в виде
46
KC
[ Al 2O3 ]
,
C R2O [ Al 2O3 ]
(2.26)
где C R O - начальная концентрация каустической щелочи в пересчете на
2
оксид.
Выразим составы смешанных натриево-калиевых алюминатных растворов
через мольные доли Na2O и K2O. В этом случае справедливы следующие
соотношения:
nN
νN
νK
, nK
, n N nK 1,
νN νK
νN νK
(2.27)
где ν N , ν K -соответственно число молей Na2O и K2O в растворе; n N , n K соответственно мольные доли Na2O и K2O.
Тогда при молекулярности реакций (2.22) и (2.23), совпадающей с мольной
долей соответствующего компонента, можно записать:
n
(K C ) n N
N
Al
O
,
2 3
C
Na 2O Al 2 O 3
(K C ) n K
K
Al 2 O3 .
C Al O
2 3
K 2O
(2.28)
n
(2.29)
В этом случае для суммарного процесса константа равновесия запишется в
виде:
KC (KC ) n N (KC ) n K
[Al 2 O 3 ]
,
C R [Al 2 O 3 ]
(2.30)
при условии, что CN + CK=CR и nN+nK=1
Это позволяет определить равновесную концентрацию Al 2 O3 в системе
Na2O-K2O-Al2O3-H2O по данным о равновесии в частных разрезах Na2O-Al2O3H2O и K2O-Al2O3-H2O:
[Al 2 O 3 ]
(KC ) n N (KC ) n K
CR ,
1 (KC ) n N (KC ) n K
что соответствует уравнению (2.26) для частных систем.
(2.31)
47
Таким образом, расчёт равновесной концентрации Al2O3 в системе Na2OK2O-Al2O3-H2O включает следующую последовательность:
1.
Расчет
концентрационных
констант
KC , KC
по
данным
об
установлении равновесия в системе Na2O-Al2O3-H2O и K2O-Al2O3-H2O при
выбранной температуре и молярной концентрации [R2O].
2.
Расчет равновесной концентрации [Al 2 O3 ] в системе Na2O-K2O-
Al2O3-H2O по уравнению (2.31) при различных мольных долях Na2O и K2O.
Расчет выполнен для t=60˚C при концентрации Na2O 80; 100 и 120 г/л, что
соответствует молярным концентрациям 80/62, 100/62, 120/62 моль/л. Для расчета
KC и K C использованы сведения по материалам работы [101]. При этом
использованы сведения о плотности калиевых алюминатных растворов по данным
работы [114].
Графическая обработка полученных зависимостей приведена на рисунке
2.12÷2.14. Эти результаты позволяют сделать вывод о том, что при равных
молярных концентрациях Na2O и K2O растворимость Al2O3 в калиевых
алюминатных растворах выше по сравнению с растворимостью в системе Na2OAl2O3-H2O. Следовательно, при равной начальной концентрации Al2O3 и
каустическом модуле раствора система Na2O-Al2O3-H2O будет иметь более
высокое абсолютное пересыщение по сравнению с пересыщением в системе K2OAl2O3-H2O, что имеет решающее значение для зародышеобразования и процесса
массовой кристаллизации. Одновременно устанавливается монотонное изменение
растворимости Al2O3 с изменением мольной доли Na2O или K2O не зависимо от их
эквивалентной концентрации в растворе. С ростом концентрации каустической
щёлочи лишь увеличивается скорость изменения равновесной концентрации
Al2O3 при изменении мольной доли щелочного элемента.
Концентрация Al2 O3 , г/л
48
120
y = 0,0178x1,6024
100
R2 = 0,9984
y = 10,529e0,0146x
80
R2 = 0,9977
60
40
Натриевая система
20
Калиевая система
0
50
100
150
200
250
Концентрация R2 O, г/л
Рисунок 2.12 – Изотермы растворимости Al2O3 в системе Na2O-Al2O3-H2O
и K2O-Al2O3-H2O при температуре 600С
Концентрация Al2O3, моль/л
0,8
Натриевая система
0,7
Калиевая система
0,6
0,5
0,4
0,3
1,2
1,4
1,6
1,8
2
Концентрация R2 O, моль/л
Рисунок 2.13 - Линии равновесных составов растворов в технологически значимом
концентрационном диапазоне по материалам рисунка 2.12
49
70
Растворимость Al2 O 3 , г/л
1
2
60
3
50
40
30
0
0,2
0,4
0,6
0,8
1
Мольная доля Na2 O
Рисунок 2.14 - Растворимость Al2O3 в системе Na2O-K2O-Al2O3-H2O при температуре 600С в
зависимости от мольной доли Na2O: 1 – концентрация Na2O 120 г/л; 2 – то же 100 г/л; 3 – то же
80 г/л
В тоже время необходимо отметить, что интенсивность самопроизвольного
зародышеобразования, т.е. устойчивость раствора к разложению, согласно
термодинамической теории Фольмера-Гиббса обратно пропорциональна ln2(C/Co),
а скорость кристаллизации прямо пропорциональна абсолютному пересыщению
системы по кристаллизующемуся компоненту (C - Co)n [122]:
I Ke
kσ3M 2
ρ 2 R 2T 3ln 2
C
C0
;
(2.32)
dC
K (C CO ) n S ,
d
(2.33)
где σ – поверхностное натяжение; ρ – плотность кристаллической фазы; K константа скорости соответствующего процесса; k – коэффициент формы
кристалла; M – молекулярный вес; R – универсальная газовая постоянная; T –
температура кристаллообразующей среды; С, С0 – соответственно концентрации
пересыщенного и равновесного раствора по кристаллизующемуся компоненту; τ –
50
время; S – поверхность раздела фаз (кристаллизации); n – кинетический параметр
процесса кристаллизации.
Для технологически значимой концентрации Na2O, составляющей 120 г/л
эквивалентная концентрация K2O равна 181,94 г/л. В этих условиях для
пересыщенного раствора с одинаковым каустическим модулем 1,645 начальная
концентрация
Al2O3
составляет
120
г/л.
Ей
соответствует
абсолютное
пересыщение в системе Na2O-Al2O3-H2O равное (120 – 60,7) г/л и соответственно
в системе K2O-Al2O3-H2O равное (120 – 74,4) г/л. Ещё меньшие отличия заметны
для относительных пересыщений, составляющих соответственно 1,977 и 1,613
тем более с учётом логарифмирования.
Таким образом, установленные нами существенные отличия в показателях
декомпозиции алюминатных растворов для системы Na2O-K2O-Al2O3-H2O повидимому должны иметь иную природу [121]. Из уравнения (2.32) вытекает
существенная роль поверхностного натяжения в процессе зародышеобразования,
а, следовательно, и скорости роста, лимитируемой этим параметром, что
представляет интерес для оценки его значимости в процесс кристаллизации.
С учётом преобразований выполненных М.Л.Чепелевецким [123], после
логарифмирования уравнения (2.32) и подстановки полученного им выражения
для
интенсивности
зародышеобразования,
учитывающей
длительность
индукционного периода, получается следующее выражение для характеристики
его продолжительности:
lg и const
k 3 M 3 1
,
2T 2 lg 2
(2.34)
где и – продолжительность индукционного периода; k – постоянный
множитель, зависящий от формы и размеров кристаллического зародыша; коэффициент пересыщения равный отношению C/Co.
Из
уравнения
(2.34)
вытекает
возможность
оценки
изменения
продолжительности индукционного периода в зависимости от коэффициента
пересыщения:
51
τi,1
σ13
σ13
σ32
σ 32
A 2 2 ,
lnτ i,1 lnτ i,2 A 2 2 или ln
τ
ln
γ
ln
γ
i,2
1
2
ln γ1 ln γ 2
(2.35)
где цифровые индексы относятся к двум состояниям пересыщенного
раствора; A' – объединённая константа.
Из уравнения (2.35) следует, что относительное сокращение времени
индукционного периода при постоянной температуре определяется изменением
величины поверхностного натяжения с изменением коэффициента пересыщения
кристаллообразующей среды. При незначительном изменении физических
свойств жидкой фазы с изменением ее пересыщения, а следовательно и работы,
связанной с увеличением поверхности раздела, единственным параметром
сокращения длительности индукционного периода становится коэффициент
пересыщения. Из уравнений (2.34) и (2.35) также следует, что в отсутствии
пересыщения при γ = 1 и С - С0 = 0, продолжительность индукционного периода
составляет
бесконечно
кристаллизации
в
большую
отсутствии
величину.
пересыщения,
для
Следовательно,
равновесных
процесс
растворов
невозможен не только термодинамически, но также и кинетически.
Принимая
во
внимание
взаимосвязь
коэффициента
поверхностного
натяжения и коэффициента вязкости кристаллообразующей среды, уравнение
(2.34) и (2.35) запишется в виде [124]:
1
η3
lnτi const 2 ;
A
ln γ
ln
τ i,1
τ i,2
(2.36)
η13
η32
A 2 2 ,
ln γ1 ln γ 2
(2.37)
где А - объединённая константа, учитывающая связь поверхностного
натяжения и коэффициента вязкости раствора.
Уравнения (2.36) и (2.37) включают измеряемые величины, относящиеся
только
к
характеристикам
кристаллообразующей
среды,
что
делает
их
применимыми для проведения вычислений, а сами уравнения для количественной
оценки устойчивости пересыщенных растворов.
52
На рисунке 2.15 приведена зависимость, полученная по уравнению 2.36 для
системы Na2O-Al2O3-H2O., в виде:
1
η3
lnτi const 2 f γ .
A
ln γ
(2.38)
16000
14000
12000
при 50 для Na
f1
10000
при 60 для Na
8000
при 70 для Na
6000
4000
2000
0
1,01
1,03
1,05
1,07
1,09
g
Рисунок 2.15 – Зависимость времени индукционного периода в виде функции (2.69) для
системы Na2O – Al2O3 – H2O при температуре 50,60 и 70оС
Аналогичная зависимость для системы K2O-Al2O3-H2O приведена на
рисунке 2.16.
10000
8000
f1
при 50 для K
6000
при 60 для K
при 70 для K
4000
2000
0
1,01
1,03
1,05
1,07
1,09
g
Рисунок 2.16 – Зависимость времени индукционного периода в виде функции (2.69) для
системы K2O – Al2O3 – H2O при температуре 50,60 и 70оС
53
При проведении расчётов применительно к системе Na2O-Al2O3-H2O были
использованы данные о вязкости алюминатных растворов согласно работе [77].
Отсутствие сведений о вязкости растворов в системе K2O-Al2O3-H2O привело к
необходимости проведения приближённых расчётов с учётом данных о вязкости
водных растворов в бинарных системах Na2O-H2O и K2O-H2O [125]. Полученные
результаты позволяют установить следующие закономерности, связанные с
длительностью индукционного периода:
-
с
повышением
температуры,
независимо
от
природы
кристаллообразующей среды, длительность индукционного периода возрастает
при одном и том же относительном пересыщении системы;
- в 10%-ом диапазоне относительного пересыщения алюминатных
растворов происходит многократное снижение их устойчивости;
- в однотипных условиях существования пересыщенных алюминатных
растворов, растворы в системе K2O-Al2O3-H2O менее устойчивы по сравнению с
растворами в системе Na2O-Al2O3-H2O.
Для оценки влияния анионного состава алюминатных растворов на их
устойчивость и полноту осаждения оксида алюминия необходимо определить
равновесный состав таких растворов и их вязкость. Для этого воспользуемся
термодинамической моделью растворимости Al2O3 в системе Na2O-Al2O3-H2O Anm+ и методами приближённых расчётов вязкости растворов [75,126,127].
Согласно [75] термодинамическая константа равновесия для реакции (2.18)
имеет следующее выражение
K eq
a Al (OH )
4
aOH
e
GRXN
RT
(2.39)
С учётом коэффициентов активности, уравнение (2.39) можно переписать в
виде
K eq
Al OH [ Al OH 4 ]
4
OH [OH ]
e
GRXN
RT
,
(2.40)
54
где Keq – константа равновесия при температуре Т (К);
R – универсальная газовая постоянная, 8,3145 Дж/(моль·К);
γAl(OH)4- и γOH- - коэффициенты активности для ионов [Al(OH)4-] и [OH-];
∆GRXN – энергия Гиббса, кДж/моль.
С учетом принятых в зарубежной практике условных обозначений и
контролируемых параметров алюминатного раствора можно записать
[Al(OH)4-] = 0,019616A;
(2.41)
[OH-] = 0,01887C - 0,019616A,
(2.42)
где A – по аналогии с отечественной практикой концентрация Al2O3; C –
концентрация каустической щёлочи в пересчёте на Na2СO3.
Подставив обозначения (2.41) и (2.42) в (2.40) получим:
K eq
Al (OH )
OH
4
A
e
(0,96197C A)
GRXN
RT
.
(2.43)
Уравнение (2.43) позволяет выразить концентрацию оксида алюминия в
следующем виде
0,96197
A
1
Al (OH )
OH e
4
GRNX
RT
.
(2.44)
Для определения коэффициентов активности согласно теории ДебаяГюккеля формальный расчет ионной силы по уравнению (2.40) заменяется
расчетом по уравнению (2.46) [75,122]
I
I 0,01887C
1 n
i Z2 ;
2 i1
к1[ NaCl ] к 2 [ Na 2 CO3 ] к 3 [ Na 2 SO4 ]
к 4 0,01887 TOC ,
58,44
105,99
142,04
(2.45)
(2.46)
где Сi- молярная концентрация растворенного вещества; Zi – заряд иона; Сконцентрация каустической щелочи в пересчете на карбонат натрия; TOCсодержание общего органического углерода в растворе, в пересчёте на карбонат
натрия; к1-к4 – экспериментально определенные константы, таблица 2.2[75].
55
Таблица 2.2 - Константы для расчета ионной силы и коэффициентов активности ионов в
щелочных алюминатных растворах
α0
α3
-9,2082
-0,8743
α4
к1
0,2149
к2
0,9346
2,0526
к3
2,1714
к4
1,6734
Тогда уравнение для расчета коэффициентов активности ионов в
алюминатном растворе принимает вид:
log 10 AL (OH )
4
log 10 OH
1 I
1 I
1 I
;
(2.47)
3
2
1 I
3I 4 I ,
(2.48)
где α1 ÷ α4 – константы.
После подстановки выражений для γAl(OH)4- и γOH- из (2.47) и (2.48) в (2.44)
получаем расчётное выражение для равновесной концентрации Al2O3 в
алюминатных растворах сложного ионного состава
0,96197C
A
0 I
1
10 1
e
I
3
3 I 4 I 2
,
(2.49)
GRXN
RT
где α0, α3 и α4 – экспериментально определяемые коэффициенты, табл. 2.2;
∆GRXN – изменение энергии Гиббса равное (- 30960) кДж/моль.
Уравнение (2.49) показывает, что решающий вклад в растворимость Al2O3
при данной температуре и концентрации каустической щёлочи имеет ионная сила
алюминатного раствора величина которой прямо пропорциональна концентрации
анионов согласно (2.46). Так как показательная функция 10f(I) является монотонно
возрастающей во всём диапазоне степени f(I), то установив вид этой функции
можно однозначно говорить о влиянии ионной силы на растворимость Al2O3
y
o I
1
1 I
1
получаем:
2
2
3I 4 I
3
2
или после подстановки коэффициентов из таблицы 2.2
56
y
9,2082 I
1 I
1
1
2
0,8743 I 0,2149 I
3
2
.
(2.50)
2
Результаты расчётов приведены в таблице 2.3 и на рисунке 2.17.
Таблица 2.3 - Значение степени показательной функции (2.50) в зависимости от ионной силы
алюминатного раствора
Ионная сила
0,01
0,05
0,1
0,2
0,5
0,75
1,0
1,5
2,0
Значение
степени
показательной
функции
(2.43) х(-1)
1,0044
2,4781
3,7521
5,8040
10,754
14,364
17,757
24,173
30,298
0
0
0,5
1
1,5
2
2,5
Степень показательной
функции (2.43)
-5
-10
Ряд1
-15
-20
-25
-30
-35
Ионная сила
Рисунок 2.17 - Значение степени показательной функции (2.50) в зависимости от ионной силы
алюминатного раствора
Установленная зависимость (рисунок 2.17) показывает, что с увеличением
ионной силы алюминатного раствора степень показательной функции 10f(I)
монотонно убывает. Следовательно, монотонно убывающей является и сама
функция 10f(I), что приводит к монотонному возрастанию растворимости оксида
алюминия. С учётом постоянства каустического модуля алюминатного раствора
поступающего на декомпозицию, повышение концентрации Al2O3 в растворе
после декомпозиции является нежелательным фактором, снижающим полноту
разложения алюминатного раствора. При этом по силе влияния на растворимость
оксида алюминия согласно уравнению (2.46) анионы могут быть расположены в
следующий ряд:
57
Na2SO4 < NaCl < Na2CO3 < TOC..
Вопрос о влиянии анионного состава алюминатного раствора на его
устойчивость может быть решён с использованием разработанного ранее подхода,
в котором учитывается влияние вязкости жидкой фазы на продолжительность
индукционного периода.
Как известно вязкость растворов жидкостей может быть рассчитана по
формуле [126]:
1
см
xV ,1
1
xV ,1
2 ...
xV ,i
i ,
(2.51)
где: μсм – вязкость смеси растворов; μ1 ÷ μi – вязкость отдельных
компонентов смеси; xv,1 ÷ xv,i – объёмные доли компонентов смеси.
В преобразованном для расчётов виде это уравнение позволяет оценить
закономерности изменения вязкости в процессе смешивания двух водных
растворов
см
1 2
.
xv ,1 ( 2 1 ) 1
(2.52)
Из последнего уравнения видно, что с уменьшение мольной доли одного из
компонентов, а также при смешивании растворов с близкими показателями
вязкости, вязкость смеси стремится к показателю для одного из исходных
растворов. В противном случае вязкость смеси всегда будет меньше исходной
вязкости одного из смешиваемых растворов. Уравнение (2.46) и (2.47) не очень
удобны для проведения расчётов, так как содержат объёмную характеристику
растворов, а табличные значения вязкости обычно приводятся для растворов с
известной массовой или моляльной концентрацией. В связи с этим для
установления закономерности изменения вязкости алюминатного раствора при
накоплении в нём известного количества примеси было использовано уравнение
Кендалла
lg см x1 lg 1 x2 lg 2 ... xi lg i ,
где: x1 ÷ xi – молярные доли компонентов смеси.
(2.53)
58
Расчёты выполнялись на примере алюминатного раствора с равной
концентрацией компонентов Na2Oк и Al2O3, составляющей 10%. В качестве
примеси рассматривалось присутствие в растворе Na2SO4, содержание которого
изменялось от 0 до 6%. Вязкость растворов оценивалась при температуре 50оС.
Для сульфата натрия были использованы справочные данные по работе [125], а
вязкость алюминатного раствора рассчитывалась по эмпирическому уравнению
согласно [77]
lg ал 0,184m 0,26 ,
(2.54)
где: μал – коэффициент динамической вязкости алюминатного раствора; m –
моляльность раствора.
Результаты расчётов приведены таблице 2.3 и на рисунке 2.18.
Таблица 2.4 – Динамическая вязкость алюминатного раствора (концентрация Na2Oк – 10%, αк =
1, 645) при температуре 50оС в зависимости от содержания примеси сульфата натрия
Концентрация Na2SO4
0
2,0
4,0
6,0
в растворе, %
Коэффициент
динамической вязкости
2,17
2,43
2,731
3,064
-3
раствора, Па·с·10
Вязкость раствора, Па*с 10(-3)
3,2
3
2,8
Ряд1
2,6
2,4
2
y = 0,0046x + 0,1218x + 2,1695
R2 = 1
Поли
2,2
2
0
номи
2
4
6 альн 8
ый
Концентрация примеси, %
(Ряд1
Рисунок 2.18 – Динамическая вязкость алюминатного раствора (концентрация Na2Oк – 10%,
αк = 1, 645) при температуре 50оС в зависимости от содержания примеси сульфата натрия, по
данным табл. 2.3
59
Таким образом, накопление в алюминатном растворе примесей является
фактором увеличивающим его вязкость и согласно уравнению (2.38), приводящим
к увеличению устойчивости алюминатных растворов.
2.3 Образование и устойчивость малорастворимых алюминатов
щёлочноземельных металлов в растворах глинозёмного производства
Этот вопрос многократно изучался ввиду его важности для различных
отраслей промышленности, включая глинозёмное производство, производство
вяжущих веществ, соей и т.д. Это позволило накопить большой объём
термодинамических и экспериментальных данных, который облегчает анализ
соответствующих технологических систем с позиций целевого использования
протекающих
в
Рассмотрим
основные
практический
них
интерес
процессов
в
интересах
физико-химические
для
выделения
и
конкретного
системы
производства.
представляющие
последующей
переработки
малорастворимых алюминатов.
Равновесие в системе Na2O-CaO-Al2O3-H2O исследовано целым рядом
авторов, что позволило для технологически значимой области этой системы
получить данные о её состоянии и образующихся фазах, рисунок 2.19
[86,92,101,110]
60
Рисунок 2.19 – Изотермы растворимости в системе Na2O-CaO-Al2O3-H2O при различной
температуре: 1 – 95 оС; 2 - 155 оС; 3 - 200 оС [101]
На
рисунке
2.19
каждой
изотерме
соответствует
равновесие,
подчиняющееся следующей стехиометрии
Na2O·Al2O3 + 3Ca(OH)2 + aq = 3CaO·Al2O3·6H2O + 2Na(OH) + aq.
(2.55)
Концентрация кальция в растворе пренебрежительно мала, поэтому
равновесие реакции может быть выражено через концентрации Na2O и Al2O3. Для
каждой температуры выше соответствующей изотермы равновесия лежит область
растворов, где алюминат кальция является стабильной фазой. Ниже изотермы
находится область существования фазы Ca(OH)2, т.е. растворов способных
разлагать алюминаты кальция. Составы растворов, лежащие на кривых, отвечают
одновременному существованию 3CaO·Al2O3·6H2O и Ca(OH)2 не зависимо от
температуры в интервале 95 ÷ 200 оС.
В растворах глинозёмного производства кроме каустической щёлочи
обычно присутствует и карбонат натрия, что существенно изменяет фазовый
состав продуктов и их равновесие с жидкой фазой, рисунок. 2.20 [101].
Рисунок 2.20 – Диаграмма состояния системы Na2O-CaO-Al2O3-CO2-H2O
при температуре 60 и 95 оС [101]
В этой системе кристаллизуются следующие твёрдые фазы: CaCO3;
Na2CO3·H2O; 3CaO·Al2O3·6H2O; Na2CO3·2CaCO3; 2Na2CO3·3CaCO3; Na2CO3.
Кривая БВ выражает составы растворов, отвечающих равновесию реакции
61
3CaO·Al2O3·6H2O + Na2CO3 + nH2O = 3CaCO3 + Na2O·Al2O3 + 4Na(OH) +
+(n + 4)H2O.
(2.56)
При концентрации содового раствора превышающей состав в точке А,
взаимодействие протекает по реакции
3CaO·Al2O3·6H2O + 6Na2CO3 + H2O = 3(CaCO3·Na2CO3·2H2O) + Na2O·Al2O3 +
+4Na(OH) + (n + 2) H2O.
(2.57)
Точка В определяет максимальную концентрацию каустической щёлочи, а
значит, и максимальную концентрацию алюминатного раствора. Таким образом, в
зависимости от начального состава жидкой и твёрдой фазы в этой системе
возможно как образование малорастворимого алюмината кальция, так и его
разложение. При введении CaO в область растворов, отвечающих устойчивому
состоянию фазы CaCO3 её образование буде происходить в соответствии со
стехиометрией реакции каустификации соды (2.58). С растворами, отвечающими
устойчивому состоянию фазы 3CaO·Al2O3·6H2O её
образование отвечает
стехиометрии (2.46).
CaO + H2O + Na2CO3 = CaCO3 + 2Na(OH).
(2.58)
Очень важным соединением, с практической точки зрения, образующимся в
системе
Na2O-CaO-Al2O3-H2O-CO2,
является
гидрокарбоалюминат
кальция
3CaO·Al2O3·CaСO3·11H2O. Это соединение играет значительную роль в процессе
твердения бетонов на карбонатном заполнителе, обеспечивая получение прочных
контактов на границе вяжущее – заполнитель [128]. Подробный анализ условий
синтеза гидрокарбоалюминат кальция и его аналогов в системах глинозёмного
производства выполнен в работах В.М. Сизякова [129-134], что позволило
обосновать использование данной группы соединений для очистки растворов от
примесей, в качестве компонента специальных марок портландцементов и
герметиков, коагулянтов, ионообменников, минерализаторов и т.д. [134]. Область
устойчивого состояния карбоалюмината кальция определяется равновесием
между жидкой и твёрдой фазой в соответствии со следующими реакциями (2.59)
и (2.60) [110]. При концентрации Na2Oк < 40 г/л
62
CaСO3 + 2Al(OH)41- + 4OH1- + 5H2O = 3CaO·Al2O3·11H2O + 3СO32-.
(2.59)
При концентрации Na2Oк > 40 г/л
CaСO3 + 3Ca(OH)2 + 2Al(OH)41- + 5H2O = 3CaO·Al2O3·CaСO3·11H2O +
+2OH1-.
(2.60)
Сравнение изотерм каустификации по реакции (2.61) и (2.62) при 25, 50, 75
и 100 оС показывает, что эти кривые с повышением температуры сближаются,
уменьшая область метастабильного состояния гидрокарбоалюмината кальция
[110]
СO32- + Ca(OH)2 = CaСO3 + 2OH1-;
(2.61)
4Ca(OH)2 + СO32- + 2Al(OH)41- + 3H2O = 3CaO·Al2O3·CaСO3·11H2O +
+ 4OH1-.
Рисунок 2.21 – Схематические пути синтеза гидрокарбоалюмината
кальция в системе Na2O-CaO-Al2O3-CO2-H2O при температуре 298 ÷ 373 К
[110]
(2.62)
63
Исходя
из
термодинамических
расчётов
и
практических
данных
рекомендуемая для синтеза карбоалюмината кальция температура должна быть
ниже 65 оС, а состав раствора должен соответствовать области устойчивости
данного соединения, ограниченного линией e - e' на рисунке 2.21. Согласно
В.М. Сизякову на основе 4CaO·Al2O3·13H2O возможно получение ряда твёрдых
растворов состава 4CaO·Al2O3·xCO2·(13 – 2x)H2O предельным из которых по
степени насыщения является 3CaO·Al2O3·CaСO3·11H2O [134]. На рисунке 2.22
приведена
зависимость
содержания
CO2
в
кристаллической
структуре
4CaO·Al2O3·xCO2·(13 – 2x)H2O от молярного соотношения в растворе Na2CO3 и
Al2O3 при температуре 60 и 70 оС.
Рисунок 2.22 – Степень насыщения 4CaO·Al2O3·xCO2·(13 – 2x)H2O по
CO2 в зависимости от температуры и молярного отношения CO2 к
Al2O3 в алюминатном растворе: при 60 оС – линия АВС; при 70 оС
линия А'В'С' [133]
Следовательно, в системе Na2O-CaO-Al2O3-CO2-H2O существует ряд
малорастворимых
соединений
как
устойчивых,
так
и
метастабильных,
представляющих интерес для выделения и последующего использования. С
позиций
осаждения
оксида
алюминия,
по-видимому,
больший
интерес
представляет выделение 3CaO·Al2O3·6H2O, так как в этом случае несколько
уменьшается расход оксида кальция и возможно более интенсивное ведение
64
процесса при повышенных температурах. В то же время метастабильная
устойчивость 4CaO·Al2O3·xCO2·(13 – 2x)H2O является основой его эффективного
использования
во
многих
технологических
процессах,
представляющих
коммерческий интерес [135-140]. В связи с этим оценим термодинамическую
устойчивость рассмотренных алюминатов в системах подставляющих интерес для
их переработки и использования.
Равновесие в системе CaO-Al2O3-H2O неоднократно исследовалось в связи с
его значением для процесса гидратации алюминатов в химии цемента. Диаграмма
состояния по данным [141] приведена на рисунке 2.23. Единственными
стабильными равновесиями в этой системе являются равновесия представленные
кривой ОFV. F – инвариантная точка для 3CaO·Al2O3·6H2O и гиббсита с
раствором, а V – инвариантная точка для 3CaO·Al2O3·6H2O и Ca(OH)2. Линии EF
и OF являются продолжением в метастабильной области соответственно линий
растворимости 3CaO·Al2O3·6H2O и гиббсита.
Рисунок 2.23 – Диаграмма состояния системы CaOAl2O3-H2O при температуре 25 оС, и 21 оС [141]
Равновесные концентрации компонентов в системе 3CaO·Al2O3·6H2O Al(OH)3 – раствор связаны между собой системой трёх уравнений, что позволяет
определить произведение растворимости алюмината кальция, равновесную
концентрацию алюминатных ионов и pH раствора, таблица 2.4
65
3
2
4
2 3
ПРС3 АН 6 Са
OH
] [ Al (OH ) 4 ]2 [OH ]4
2
[Ca
Al ( OH )
(2.63)
4
Kp
Al2 (OH ) [ Al (OH ) 4 ]2
4
2
OH
(2.64)
[OH ]2
2[Ca2+] + [H+] = [OH-] + [Al(OH)4-]
(2.65)
В последнем уравнении, являющимся уравнением электронейтральности,
можно пренебречь концентрацией водородных ионов, так как раствор имеет
щелочной характер.
Таблица 2.5 – Результаты расчёта равновесных характеристик раствора в системе
3CaO·Al2O3·6H2O - Al(OH)3 – раствор
Исходные данные
pH
lg ПРC2 AH 6
lg Al OH 4
0,315
12
-22,2
-3,21
0,031
0,33
12
-22
-3,19
0,033
0,28
12
-22,6
-3,26
0,28
СCaO, г/л
C Al 2O3 , г/л
С учётом образующихся метастабильных фаз имеется возможность
представить равновесие в системе CaO-Al2O3-H2O в виде трёхмерной диаграммы,
рисунок 2.24 [141].
Условия образования и устойчивости 3CaO·Al2O3·CaСO3·11H2O в водном
растворе
в
присутствии
твёрдого
CaСO3
могут
быть
определены
по
термодинамическим данным для реакции [128]:
4(Ca2+)aq + 4(OH-)aq +2(AlO2-)aq + CO32- + 9H2Oж =3CaO·Al2O3·CaСO3·11H2O. (2.66)
Расчётное значение изменения энергии Гиббса и lgKp для реакции (2.66)
соответственно равны Δ(Gо)298 = - 18,69·4,19 Дж/моль и lgKp = 13,71. С учётом
(2.6:) константа равновесия составит:
Kp = [3CaO·Al2O3·CaСO3·11H2O]/([Ca2+]4[OH-]4[AlO2-]2[CO32-][H2O]9).
(2.67)
Поскольку активности гидрокарбоалюмината и воды равны единице, а
[Ca2+] = [OH-]; [AlO2-] = 2[OH-]; [CO32-] = 4[OH-], то
Kp = ([OH-]4[OH-]422[OH-]24[OH-])-1.
(2.68)
(2.69)
66
Рисунок 2.24 – Трёхмерная диаграмма состояния системы
CaO-Al2O3-H2O при температуре 25 оС и давлении
1 атм. [141]
После логарифмирования этого выражения и подстановки значения
lgKp = 13,71, получаем равновесное значение pH = 12,64. Таким образом,
3CaO·Al2O3·CaСO3·11H2O будет осаждаться из раствора при достижении pH не
ниже 12,64.
2.4 Механизм и количественная оценка формирования фракционного
состава малорастворимых осадков в системе Na2O-CaO-Al2O3-H2O-CO2.
Одна из задач, решаемых в ходе выделения кристаллических осадков из
растворов, это получение продуктов с заданными технологическими свойствами.
В зависимости от способа создания пересыщения и требований предъявляемых к
качеству кристаллического осадка возможно использование двух принципиально
отличающихся подходов для её решения. Как известно все пересыщенные
растворы по термодинамической способности к образованию устойчивого
кристаллического зародыша разделяется на лабильную и метастабильную области
[122,123,142-144].
В
первом
случае
центры
кристаллизации
возникают
67
самопроизвольно, и их количество в заметной степени определяет свойства
конечного продукта. При этом известное кинетическое описание скорости
зародышеобразования
имеет
лишь
качественное
соответствие
реальному
процессу, а контроль количества первичных центров кристаллообразования
представляет заметную проблему [122,123,142]. В то же время имеется
достаточно большое количество примеров использования подобного подхода в
условиях реального технологического процесса, например при гидролитической
очистке никелевого электролита от железа и кобальта, выделении «рыжей» соды
и содово-сульфатного осадка в процессе выпарки алюминатных растворов, при
кристаллизации соды и поташа из растворов глинозёмного производства, и во
многих других случаях [110,149].
При невозможности или недопустимости получения осадков в соответствии
с описанным принципом, процесс кристаллизации ведут в метастабильной
области пересыщенных растворов, которая не допускает самопроизвольного
зародышеобразования.
В
этом
случае
становится
неизбежным
введение
затравочной фазы, природа которой в известной степени определяет условия
кристаллизации.
При
соответствии
структуры
подложки
(затравки)
отлагающемуся материалу среда кристаллизации испытывает наименьшее
сопротивление осуществляемому процессу. Структурное несоответствие фаз
приводит
к
дополнительным
термодинамическим
и
кинетическим
сопротивлениям, которые проявляются в виде индукционного периода различной
продолжительности [122,123]. Характерным примером крупномасштабного
использования
затравочных
материалов
различной
природы
является
производство глинозёма и в частности выделение гидроксида алюминия из
щелочных алюминатных растворов, которое предъявляет исключительно высокие
требования к конечной продукции и соответственно затравочным материалам
[150-156]. К сожалению, современная теория массовой кристаллизации не
позволяет в полной мере оценить влияние качества и количества затравки на
68
показатели процесса, что сохраняет значение экспериментальных исследований в
данном вопросе и их влияние на развитие теоретических представлений.
Наиболее простая и хорошо известная закономерность, определяющая
влияние затравки на свойства конечного продукта, получается в предположении
постоянства количества частиц в ходе кристаллизации. При равенстве плотностей
затравки и продукта получаем
mЗ
mП
3
r K'
R3 K"
,
(2.70)
где mз и mп - масса затравочных и продукционных кристаллов; r и R соответствующий характерный размер кристаллов, K' и K" – соответственно
коэффициент формы кристаллов [143].
Тогда конечный размер продукционных кристаллов составляет
1
3.
R r mП K '
mз K "
(2.71)
Такая закономерность является идеальной и может проявляться только в
отсутствии гомогенного и гетерогенного зародышеобразования, процессов
перекристаллизации частиц и других ростовых механизмов изменяющих
количество частиц, что не характерно для условий массовой кристаллизации.
Согласно современным представлениям любым неравновесным системам
присуще
стремление к переходу в термодинамически предпочтительное
состояние не зависимо от того является оно равновесным или нет, а его
достижение определяется кинетическими преимуществами конкурирующих
процессов. В процессе массовой кристаллизации достижение термодинамически
предпочтительного
неравновесного
состояния
связано
с
максимумом
производства теплоты диссипации и минимумом его изменения во времени
согласно принципам неравновесной термодинамики И.Р. Пригожина [157,158].
Такому состоянию отвечают процессы, протекающие на развитой поверхности
твёрдой фазы, и несоответствие начального состояния системы указанным
требованиям приводит к интенсивному зародышеобразованию. При этом
проявляются механизмы, нарушающие нормальный рост кристаллов, вызывая их
69
искажение
(блочный
рост,
двойникование,
дендритообразование
и
т.д.),
приводящее к гетерогенному зародышеобразованию и даже перекристаллизации с
измельчением затравочного материала. В присутствии развитой затравочной
поверхности проявляется иная тенденция, связанная со стремлением системы к
минимуму поверхностной энергии согласно принципу Кюри-Гиббса, которая
проявляется
в
укрупнении
частиц
и
кристаллических
индивидов,
и
сопровождается проявлением форм отвечающих минимуму межфазной энергии.
Границей
проявления
этих
тенденций
служит
величина
предельного
пересыщения, отнесённого к единице поверхности раздела фаз
C C0 ,
S пред
(2.72)
где С, C0 – соответственно концентрация пересыщенного и равновесного
раствора; S – поверхность раздела фаз.
Тогда условию {(С – C0)/S - [(С – C0)/S]пред} < 0 соответствует послойный
рост затравки и увеличение геометрического размера частиц, а при условии {(С –
C0)/S - [(С – C0)/S]пред} > 0 рост затравки сопровождается перекристаллизацией с
измельчением. Так как поверхность затравки с заданным распределением по
крупности частиц или воспроизводимым средним медианным диаметром частиц
прямо пропорциональна массе затравки, то изменение количества частиц в
результате развития рассмотренных механизмов может подчиняться следующей
зависимости
ΔN1 = K1{(С – C0)/mз - [(С – C0)/mз]пред},
(2.73)
где ΔN1 – совокупное изменение частиц полученного продукта; K1 –
коэффициент пропорциональности.
Независимо
источником
от
рассмотренных
гетерогенного
ростовых
зародышеобразования
процессов,
традиционным
является
механическое
взаимодействие частиц, вероятность которого пропорциональна их концентрации.
Эффективное влияние удара на образование устойчивого зародыша определяется
70
закономерностями не вполне упругого столкновения, уменьшение кинетической
энергии в ходе которого определяется следующим соотношением [159]
- ΔWк = (m1 m2 / 2(m1 + m2)) (v1 – v2)2 (1 – k2),
(2.74)
где m1 и m2 – массы соударяющихся частиц; v1 и v2 – соответственно их
скорости; k – коэффициент восстановления, характеризующий степень упругости
столкновения.
Из уравнения (2.74) видно, что часть механической энергии удара
преобразуется во внутреннюю энергию системы и в реальном процессе может
затрачиваться на деформацию частиц, включая образование самостоятельных
структурных единиц. При этом существенное влияние на последствия удара
оказывает степень его упругости, масса частиц и скорость их относительного
движения. Таким образом, для частиц затравки одинаковой природы и
морфологии, в условиях воспроизводимой турбулентности потока наиболее
существенным фактором гетерогенного зародышеобразования становится масса
частиц и, следовательно, их размер. Для статистически воспроизводимых условий
столкновения
частиц
самозатравливания
в
по
процессе
этой
массовой
причине
можно
кристаллизации
принять
величину
постоянной
и
пропорциональной понижению кинетической энергии системы в выражении
(2.74). Вероятность этого события согласно закону формальной кинетики
пропорциональна квадрату концентрации частиц [160], что приводит к
следующему выражению для увеличения количества частиц в результате
механического соударения
ΔN2 = K2 (mз)2,
(2.75)
где K2 – коэффициент самозатравливания.
С учётом рассмотренных изменений количества частиц, для однотипных
условий процесса по его продолжительности и количеству образующего
продукта,
конечное
количество
частиц
будет
определяться
следующим
выражением
N = Nз + K1{(С – C0)/mз - [(С – C0)/mз]пред} + K2(mз)2,
(2.76)
71
где Nз – число частиц введённых с затравкой равное mз/(ρ r3K'); ρ –
плотность затравки и кристаллизующегося компонента; 1/(ρ r3K') – ввиду
постоянства обозначим через K.
После дифференцирования выражения (2.76) по массе затравки, получаем
(dN/dmз) = K - K1(С – C0)/(mз)2 + 2K2mз.
(2.77)
Приравнивая функцию (2.77) к нулю находим решение полученного
уравнения, которое находится исключительно в области положительных значений
аргумента и положительных значений функции ввиду того, что все входящие в
это уравнение величины обладают физическим смыслом и положительны. Анализ
уравнения (2.77) показывает, что решение находится на пересечении степенной
функции 1/(mз)2, и секущей её линейной функции смещённой по оси ординат на
величину K/K1(С – C0) с угловым коэффициентом 2K2/K1(С – C0). Тем самым
существует единственное значение массы затравки, отвечающее минимуму
функции (2.76) по количеству частиц конечного продукта, так как максимум
функции не имеет физических ограничений.
Данный вывод хорошо согласуется с ранее полученными результатами
применительно
к
разложению
алюминатных
растворов
глинозёмного
производства при переработке нефелинового сырья [161]. Все опыты в этом
исследовании проводились в однотипных условиях, которые в полной мере
соответствуют принятым нами ограничениям при выводе уравнения (2.65). Таким
образом,
экспериментально
установленные
зависимости
в
полной
мере
подтверждают сделанный нами вывод о существовании максимума крупности
конечного продукта кристаллизации и соответственно максимума выхода
крупной фракции или минимума мелкой фракции конечного продукта,
рисунок 2.25.
72
70
средний диаметр частиц, мкм
средний медианный диаметр, мкм
70
65
60
75
55
100
50
125
150
45
175
40
0
3
время, ч
6
65
60
затравка
55
3 часа
50
6 часов
9 часов
45
40
75
9
100
125
150
концентрация затравки, г/л
175
55
затравка
40
45
выход фракции -45, %
выход фракции -20, %
затравка
3 часа
30
6 часов
9 часов
20
10
3 часа
6 часов
35
9 часов
25
15
5
0
75
100
125
150
концентрация затравки, г/л
175
75
100
125
150
концентрация затравки, г/л
175
Рисунок 2.25 – Показатели крупности осадка гидроксида алюминия и его выхода по фракции
(-20) и (-45) мкм в зависимости от продолжительности процесса и концентрации затравки [161]
Рассмотренные вопросы теории разложения алюминатных растворов и
выделения алюминия из подобных растворов в рамках существующей технологии
производства глинозёма позволяет сделать следующие выводы:
- базовая система глинозёмного производства Na2O-Al2O3-H2O имеет
существенные ограничения для наращивания продуктивности алюминатных
растворов и увеличения эффективности оборота каустической щёлочи;
- существенное влияние на растворимость алюминия в щелочных растворах
и показатели его гидролитического выделения из таких растворов оказывает
катионный и анионный состав. При этом с увеличение концентрации примеси
распространённых анионов и катионов калия равновесная концентрация
73
алюминия в растворе растёт, а следовательно уменьшается теоретическая глубина
выделения;
- дополнительным показателем выделения гидроксида алюминия из
растворов является степень их разложения в % от теоретически возможной
величины, что возможно, благодаря предложенному алгоритму и позволяет
оценить степень приближения растворов в конце процесса к равновесию;
- предложена функция, представляющая собой оценку метастабильной
устойчивости растворов, и показано, что в качестве определяющего фактора
длительности индукционного периода выступает вязкость кристаллобразующей
среды при прочих равных условиях;
- низкая растворимость алюминия в системе Na2O-CaO-Al2O3-H2O и её
ближайших аналогах создаёт термодинамическую возможность для глубокого
выделения алюминия из щелочных растворов в виде сложных оксидов алюминия;
- теоретически обосновано и подтверждено практическими данными
существование предельного количества затравки, необходимого для осаждения из
растворов метастабильного состава кристаллических частиц максимальной
крупности.
74
ГЛАВА 3 ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПОКАЗАТЕЛЕЙ
ОСАЖДЕНИЯ МАЛОРАСТВОРИМЫХ АЛЮМИНАТОВ КАЛЬЦИЯ ИЗ
РАСТВОРОВ ГЛИНОЗЕМНОГО ПРОИЗВОДСТВА
Несмотря на достаточно высокую изученность систем для осаждения
малорастворимых алюминатов в термодинамическом отношении, данных о
практической реализации таких процессов существенно меньше. В связи с этим
следует
обратить
внимание
на
кинетические
и
оптимизационные
экспериментальные исследования, выполненные научной школой Горного
университета под руководством проф. В.М. Сизякова. В первую очередь они
затрагивают условия синтеза карбоалюминатов кальция в системе Na2O-CaOAl2O3-CO2-H2O с целью достижения высоких показателей выхода и качества
продукта [131,134-140]. Заметное развитие получили эти подходы в связи с
использованием
высокоактивных
известковых
материалов
техногенного
происхождения для получения метастабильных функциональных продуктов [162164]. Важным аспектом такой работы является исследование условий выделения
гидрогранатов кальция, что представляет большое практическое значение для
глубокого осаждения кремния в среде сильных электролитов и обеспечивает
повышение качества глинозёма и попутной продукции при переработке
высококремнистого алюминиевого сырья [129,131,134]. Более ранние работы в
данной области касаются вопросов разложения гидрогранатовых шламов с целью
использования
их
каустифицирующей
способности
[58,101].
Все
эти
исследования в достаточной степени подготовили базу для экспериментального
изучения закономерностей осаждения малорастворимых оксидов алюминия из
устойчивых алюминатных растворов с повышенным каустическим модулем.
75
3.1 Методическое обеспечение для экспериментального исследования
закономерностей выделения алюминия из устойчивых алюминатных
растворов глинозёмного производства
В
качестве
основного
лабораторного
оборудования
для
изучения
закономерностей гетерогенных химических взаимодействий с получением
сложных оксидов алюминия и продуктов их разложения была использована
реакторная система Auto-MATE II компании HEL (рисунок 3.1). Система
оборудована четырьмя стальными реакторами, с рабочим объемом 500 мл.
Герметичность реакторов обеспечивается за счет крышек, выполненных из
тефлона, с шестью гнездами для ввода термопары, универсального рН-электрода
и решения других технических задач. Поддержание постоянного объёма жидкой
фазы в условиях атмосферного давления, при котором работают реакторы
обеспечивается за счёт подключения к реакционному объёму обратных
холодильников для возврата конденсата. Конденсация паров осуществляется в
условиях постоянного протока охлаждающей воды.
Рисунок 3.1 - Реакторная система параллельного синтеза Auto-MATE II
При необходимости каждый реактор может быть оснащён электродной
системой
измерения
рН
в
режиме
реального
времени.
Перемешивание
осуществляется мешалкой с магнитным приводом в рабочей зоне каждого
реактора. Скорость вращения мешалки изменяется в пределах от 250 до
76
1500 об/мин.
Температурный
контроль
осуществляется
датчиками,
установленными в реакционной среде и в рубашке каждого реактора. Для
поддержания температуры в заданном диапазоне каждая термостатируемая
ячейка оборудована независимым нагревательным элементом, а охлаждение
осуществляется путём подачи охлаждающего теплоносителя циркуляционным
термостатом FP50 HE v.2 компании Julabo. В качестве теплоносителя
используется силиконовое масло. За счет жидкостного термостатирования удается
погасить перегрев системы, который может возникнуть по причине эффекта
инерции нагрева, что особенно важно при работе с температурами близкими к
температуре кипения раствора. Диапазон рабочих температур системы от -20 до
160оС. Скорость нагрева и охлаждения может быть независимо установлена для
каждой рабочей зоны в диапазоне от 0.02 до 5оС/мин. Система обеспечивает
максимальную разницу температур реакторов в 100оС. Температура измеряется и
поддерживается с точностью ±0,1оС.
Рисунок 3.2 – Однореакторная система Auto-LAB с объёмом реактора 2л
77
Для
приготовления
однотипных
алюминатных
раствор,
наработки
укрупнённого количества продуктов и проверки режимов в укрупнённом
масштабе использовалась однореакторная система Auto-LAB Flex компании HEL
(рисунок 3.2). Установка состоит из штатива, мешалки с механическим приводом,
реактора из нержавеющей стали объемом 2л. Нагрев (охлаждение) реактора
осуществляется за счёт подачи теплоносителя в теплообменник (тепловую
рубашку), которым оснащён реактор. Подача теплоносителя (силиконового
масла), как и в системе параллельного синтеза, осуществляется за счёт
подключения тепловой рубашки к циркуляционному термостату Julabo. Контроль
и управление температурным режимом осуществляется с помощью тепловых
датчиков установленных в рабочей зоне реактора и тепловой рубашки. Рабочая
температура установки находится в диапазоне от -20 до 160оС. В данной
установке допускается работа перемешивающего устройства со скоростью до
600 об/мин. Также как и в системе параллельного синтеза, однореакторная
система оснащена обратным холодильником проточного типа с принудительной
подачей охлаждающей воды.
Управление
реакторными
системами
Auto-MATE
и
Auto-LAB
осуществляется с ПК через программу WinISO 2.3.120, которая позволяет по
шагам задавать режим синтеза веществ с изменением времени, температуры и
интенсивности перемешивания. По этим данным в приложении программы
можно
построить
графическую
интерпретацию
условий
проведения
эксперимента, как для отдельного опыта, так и для нескольких экспериментов,
что упрощает сравнение условий синтеза.
Карбонизация растворов проводилась в реакторной системе Auto-MATE.
Подвод газа к реакторам осуществлялся от баллона высоко давления через
систему подготовки газа лабораторного хроматографа ЛХМ-8МД. Использование
данной системы обеспечивало плавную и точную регулировку расхода газа с
помощью дополнительного понижающего редуктора и игольчатого вентиля, а
расход устанавливался по показаниям проточного пенного расходомера. В
78
экспериментах использовалась углекислота высшего сорта по ГОСТ 8050-85 с
содержанием СО2 не менее 99,8%.
Фильтрация растворов и пульп осуществляется под вакуумом на
лабораторной установке, состоящей из фарфоровой воронки Бюхнера и
стеклянной колбы Бунзена. В качестве фильтрующего материала используется
химически стойкая фильтровальная ткань, а также беззольные бумажные
фильтры. Регулировка разряжения в колбе Бунзена осуществляется за счёт
подсоса атмосферного воздуха в ресивер, расположенный между вакуумным
насосом и колбой Бунзена.
Методы исследования полученных веществ
Изучение
характеристик
вещественного
твёрдых
дифференциальной
состава
материалов
сканирующей
и
других
выполнялось
калориметрии
и
физико-химических
с
использованием
дифференциального
термического анализа, лазерного микроанализа крупности частиц, инфракрасной
колориметрии для определения содержания твёрдого углерода и весового
определения
влажности.
Алюминатные
растворы
анализировались
с
использованием известных отраслевых методик на содержание оксида алюминия,
каустической и углекислой щёлочи.
Дифференциальный термический анализ (ДТА) основан на регистрации
разности температур исследуемого вещества и инертного образца сравнения при
их одновременном нагревании или охлаждении. При изменении температуры в
образце могут протекать процессы с изменением энтальпии, как например,
плавление,
перестройка
кристаллической
структуры,
испарение,
реакции
дегидратации, диссоциации или разложения, окисление или восстановление.
Такие превращения сопровождаются поглощением или выделением тепла,
благодаря чему температура образца и эталона начинают различаться. Этим
методом удается зафиксировать даже малые изменения температуры образца,
благодаря конструкции прибора, а именно тому, что регистрирующие термопары
79
от
образца
и
эталона
соединены
навстречу
друг
другу.
Повышенная
чувствительность дифференциального метода позволяет исследовать образцы
малого веса (до нескольких мг). Экспериментальный сигнал от двух ячеек, с
исследуемым образцом и эталоном, измеряется одновременно. Поскольку ячейки
сконструированы
максимально
симметрично,
все
не
относящиеся
непосредственно к образцу процессы, связанные с переносом тепла, действуют на
них одинаково, и могут быть исключены из рассмотрения путем вычитания
сигнала от ячейки сравнения из сигнала от ячейки с образцом.
Дифференциальная сканирующая калориметрия (ДСК) вместе с ДТА входит
в группу физических и физико-химических методов термического анализа, и
реализуются в приборах различных производителей, рисунок 3.3. C помощью
ДСК-калориметрии
определяют
тепловые
(энтальпийные)
изменения,
происходящие при нагревании (охлаждении) в исследуемом веществе. Они
основаны на измерении температуры (термометрия) самопроизвольных или
компенсирующих тепловых потоков.
Рисунок 3.3 – ДСК-ДТА анализатор LABSYS evo
В методе ДСК теплоту определяют через тепловой поток, т.е. производную
теплоты по времени, что послужило основанием для названия метода
80
«дифференциальный». Тепловые потоки измеряются по разнице температур в
двух точках измерительной системы в один момент времени:
Φ ~ ΔT = T(x1) − T(x2) = f(x)
(3.1)
Измерения можно проводить как в изотермических условиях, так и в
динамическом режиме при программируемом изменении температуры оболочки
(нагревателя). Калориметры последнего типа называют «сканирующими». В
современных
приборах
предусмотрена
возможность
задавать
различные
температурные программы:
1. Линейное нагревание (охлаждение) с заданной скоростью β:
TF=T0+βt,
(3.2)
где TF – температура нагревателя (furnace, F), T0 – начальная температура
измерительной системы, β – скорость изменения температуры нагревателя, t –
время.
Скорость изменения температуры может варьироваться в широких пределах
(например, от 0.001 до 100º/мин).
2. Термомодулированный режим (TM-DSC). На линейное изменение
температуры накладываются периодические колебания (ступеньки, зубцы,
синусоида):
TF=T0+βt+TAsin(wt),
(3.3)
где TA – амплитуда; w – частота колебаний температуры.
3. Комбинация различных температурных сегментов (изотермических,
динамических, модулированных).
Все измерительные системы в приборах ДСК (рисунок 3.4) имеют две
ячейки. Одна их них предназначена для исследуемого образца (sample, S), в
другая является ячейкой сравнения (reference, R), в которую помещают либо
пустой тигель, либо тигель с образцом сравнения (эталоном). В качестве эталона
принято использовать инертное в заданном диапазоне условий вещество,
имеющее теплофизические свойства близкие к исследуемому образцу. Ячейки
конструируют максимально симметрично, т.е. состоящими из одинаковых тиглей
81
и сенсоров, с равным расстоянием от нагревателя (furnace, F) до сенсора и т.д. В
приборах данного типа экспериментально измеряется и регистрируется временная
зависимость разницы температур между ячейкой с образцом и ячейкой сравнения.
Рисунок 3.4 - Схема измерительной системы ДСК
Анализ гранулометрического состава химических осадков выполнялся
методом лазерного микроанализа с помощью отечественного анализатора
Microsizer 201C, который позволяет определять распределение частиц по
размерам в диапазоне от 0,2 до 600 мкм, рисунок 3.5. В схеме данного прибора
излучение He-Ne лазера с помощью длиннофокусной линзы фокусируется в
плоскости
детектора.
плоскопараллельную
Сходящийся
кювету
с
пучок
образцом,
лучей
пропускается
расположенную
на
через
некотором
расстоянии L от детектора. При наличии в кювете суспензии частиц наблюдается
рассеяние света, рисунок 3.6.
Индикатриса рассеяния (угловая зависимость интенсивности рассеянного
излучения) определяется размером частиц и в приближении теории дифракции
описывается выражением:
rJ ( )
I ( ) I 0 F (r ) 1
dr ,
Rmin
Rmax
2
(3.4)
82
где: F(r) - функция распределения по размерам частиц; I0 - интенсивность
падающего излучении; J1 - функция Бесселя 1-го рода; r = 2rp/l >> 1, где r - радиус
частицы; l - длина волны излучения; q - угол рассеяния.
Измерение I(q) и последующее решение интегрального уравнения (3.4)
позволяют найти распределение по размерам частиц F(r). Для r <=1 используется
более корректное выражение, следующее из теории Mи.
Рисунок 3.5 - Лазерный анализатор частиц Микросайзер 201С
Рисунок 3.6 – Схема измерительной и регистрирующей
системы лазерного микроанализа, реализованной в приборе
Микросайзер 201С
Регистрация
рассеянного
излучение
осуществляется
с
помощью
специализированной фотодиодной матрицы, содержащей 74 сегмента, которая
обеспечивает одновременное измерение интенсивности рассеянного излучения
83
при 38 значениях углов рассеяния, а также определение положения и
интенсивности центрального (нерассеянного) пучка. Сигналы с фотодиодной
матрицы усиливаются с помощью многоканального усилителя, через аналоговый
коммутатор
подаются
на
вход
аналого-цифрового
преобразователя
и
преобразуются в цифровой код, который через соответствующий интерфейс
передается в компьютер.
Поскольку исследуемые частицы склонны к агломерации и достаточно
быстро оседают, для получения достоверных результатов суспензию частиц
диспергируют с помощью ультразвукового излучения и непрерывно прокачивают
через кювету. За время эксперимента все частицы исследуемой суспензии
многократно проходят через световой пучок, что обеспечивает высокую степень
усреднения результатов. Результаты анализа представляют собой зависимость
весовой доли частиц Р от их диаметра D и выводятся в виде гистограмм и таблиц.
Влажность химических осадков, как одна из ведущих технологических
характеристик дисперсного материала, определялась весовым методом с
использованием прибора приведённого на рисунке 3.7. В его конструкции
совмещены функции инфракрасной сушки материала до постоянной массы и её
измерение,
что
существенно
ускоряет
и
уточняет
определение
характеристики.
Рисунок 3.7 – Лабораторный измеритель влажности
Shimadzu MOC-120H
данной
84
Методика приготовления и анализа алюминатных растворов
Методика приготовления алюминатных растворов требуемой концентрации
зависит от их концентрации, так как хранение растворов с низкими
каустическими модулями представляет определённую проблему. Это связано с
широкой областью концентраций, при которых такие растворы находятся в
пересыщенном состоянии, рисунок 2.4. Минимальное значение каустического
модуля алюминатных растворов, при котором они являются термодинамически
устойчивыми и могут храниться в лабораторных условиях неограниченно долго,
составляет 1,45. Данная величина соответствует инвариантному состоянию
системы Na2O-Al2O3-H2O и получение раствора такого состава требует
значительной
точности
для
его
приготовления.
Небольшое
изменение
концентрации одного из компонентов алюминатного раствора в данной области
делает его неустойчивым и приводит к существенному изменению состава. В
связи с этим для приготовления низкомодульных растворов обычно используют
две стадии. На первой стадии готовят растворы с высокой концентрацией
каустической щёлочи вблизи точки инвариантного состояния. При этом
содержание NaOH в пересчете на Na2Oк составляет около 300 г/л и αк = 1,45 –
1,60. Такой раствор является близким к равновесному составу, устойчивым и
может
храниться
в
течение
длительного
времени.
Для
приготовления
разбавленных растворов требуемого состава исходные растворы разбавляют
расчётным количеством воды, а при необходимости изменения каустического
модуля ведут его корректировку по содержанию каустической щёлочи. В качестве
исходных реагентов использовали гидроксид натрия (NaOH) марки ЧДА и
заводской гидроксид алюминия для производства глинозёма марки Г-00 с
содержанием SiO2 0,013%; Fe2O3 0,02%; (Na2O+K2O) 0,26%.
Для приготовления исходного раствора объемом 2 л реактор из
нержавеющей стали заполняется холодной дистиллированной водой в количестве
около 1500мл. Затем порционно, при постоянном перемешивании, вносится
расчетное количество NaOH:
85
m NaOH
m Na2O M NaOH
M Na2O 0,9
600 80
860,22г ,
62 0,9
где mNaOH и mNa2Oк – соответственно расчётное количество NaOH и Na2Oк;
MNaOH и MNa2Oк – соответственно молекулярные массы NaOH и Na2Oк; 0,9 –
влажность пробы NaOH.
После растворения NaOH в раствор вводится расчетное количество Al2O3 и
соответственно Al(OH)3:
m Al 2O3
M Al 2O3 m Na2O
M Na2O K
m Al (OH )3
102 600
680,76г , и
62 1,45
680,76 156
1057,02г ,
102 0,985
где mAl2O3 и m
Al(OH)3
– соответственно количество Al2O3 и Al(OH)3; MAl2O3 –
молекулярная масса Al2O3 равная 102 г/моль; αк – каустический модуль раствора.
Раствор, нагревается до 100÷105оС и выдерживается при постоянном
перемешивании
до
полного
растворения
Al(OH)3.
Затем
производится
корректировка объёма приготовленного раствора дистиллированной водой,
которая вводится до расчётного значения объёма 2000 мл. После охлаждения
раствора до температуры около 60°С, раствор фильтруется под вакуумом через
плотный узкопористый фильтр №90 (синяя полоса). Фильтрат переливают в
полипропиленовую колбу и охлаждают до комнатной температуры. Раствор
хранится в закрытой полипропиленовой бутыли при комнатной температуре. По
результатам анализа концентрированных растворов определяется истинное
содержание Al2O3, Na2Oоб и Na2Oк. При необходимости проводится корректировка
состава гранулированным металлическим алюминием марки ЧДА для снижения
каустического модуля и гидроксидом натрия для его повышения.
Для приготовления разбавленных растворов рассчитывают необходимый
для
этого
объем
исходного
эквивалентное количество
концентрированного
раствора,
содержащего
Na2Oк и Al2O3. Отмеренный объем раствора
разбавляется при постоянном перемешивании дистиллированной водой и
86
доводится до требуемой величины. От приготовленного раствора отбирается
проба для анализа разбавленного раствора на содержание Na2Oк, Na2Oоб и Al2O3 в
соответствии
с
отраслевой
методикой
анализа
алюминатных
растворов
глинозёмного производства [165].
Методика
применении
определения
индикатора
общей
метилового
щелочности
(Na2Oобщ)
красного
растворах,
в
основана
на
содержащих
алюминий, что обусловлено изменением окраски при рН = 4,4, т.е. до начала
титрования Al(OH)3, начинающегося при рН = 4,5.
Определение каустической окиси натрия (Na2Oк) основано на прибавлении
к алюминатному раствору, содержащему карбонат и сульфат натрия, избытка
хлористого бария, что приводит к прохождению следующих реакций
Na2CO3 + BaCl2 = 2NаCl + BaCO3; Na2SO4 + BaCl2 = 2NaCl + BaSO4.
Если после этого медленно титровать раствор в присутствии фенолфталеина
0,1 M раствором соляной кислоты, то раствор обесцвечивается в момент
нейтрализации едкого натра, свободного и связанного с алюминием. Эта сумма в
пересчете на оксид натрия носит техническое название каустической окиси
натрия.
Определение
оксида
алюминия
(Al2O3)
основано
на
обратном
комплексонометрическом титровании, что связано с отсутствием подходящего
индикатора, избирательно окрашиваемого в присутствии алюминия. Поэтому к
алюминатному раствору добавляют избыток трилона-Б, который связывает
алюминий в комплекс с сохранением естественной окраски вводимого
индикатора. Чаще всего в качестве индикатора используют ксиленоловый
оранжевый (КО) представляющего собой шестипротонную кислоту из группы
органических
красителей
трифенилметанового
ряда.
В
свободном
виде
растворенный индикатор имеет желтый (при рН 6,4) или красный (при рН 6,4)
цвет. С катионами металлов образует комплексы красного цвета. Количество
закомплексованного алюминием трилона-Б определяется по разнице между
объемом, введенного в раствор трилона-Б и оставшегося несвязанным в
87
алюминатном растворе, количество которого определяется по результатам
титрования катионами цинка. При титровании избытка трилона-Б катионами
цинка в точке эквивалентности раствор изменяет окраску с желтой на красную.
3.2 Экспериментальное исследование закономерностей осаждения
трёхкальциевого гидроалюмината из щелочных алюминатных растворов
Рассмотренные во второй главе вопросы теории осаждения сложных
оксидов алюминия и их аналогов позволяет выделить ряд термодинамических и
кинетических факторов, определяющих условия их осаждения. В первую очередь,
это условия осуществления гетерогенного взаимодействия, к которым следует
отнести концентрацию раствора и его каустический модуль, количество
известкового реагента, температуру и продолжительность процесса, условия
перемешивания, реакционный объём, его геометрию и заполнение. Большое
количество переменных факторов делает решение данной задачи весьма
проблематичной. Поэтому необходимо сокращение переменных величин до
рационального минимума, но с сохранением технологически значимых условий
проведения синтеза. Практика постановки экспериментов в таких случаях
сводится к исключению ряда переменных величин за счёт их постулирования.
Отнесём к таким переменным все характеристики используемых объёмов,
геометрию реакторов, их заполнение и степень турбулентности потока пульпы,
отвечающую
постоянной
скорости
перемешивающего
устройства
и
его
геометрии. Такие ограничения вполне оправданны и их роль становится
существенной лишь при значительном изменении масштаба эксперимента, что
обычно выполняется на этапе моделирования аппаратурного оформления
процесса. Сделанные ограничения позволяют существенно уменьшить количество
переменных
факторов,
что
заметно
упрощает
реализацию
линейного
математического плана, как известно, отличающегося минимумом количества
опытов [166-170]. Реализацию линейного математического плана в нашем случае
ограничивает
необходимость
использования
фактора
продолжительности
88
процесса, который только в крайне узких интервалах может оказывать линейное
влияние на параметры процесса. В связи с этим была принята следующая схема
планирования экспериментов. Она включает реализацию ряда линейных матриц
планирования для заданной продолжительности процесса.
После анализа доступной информации, для линейного математического
планирования были отобраны следующие переменные факторы, установлен их
нулевой уровень и определены интервалы варьирования:
Х1 – каустический модуль раствора 3,5 0,1;
Х2 – мольное отношение CaO/Al2O3 2,5 0,5;
Х3 – температура 95 5оС;
Х4 – концентрация каустической щелочи 135 5 г/л;
Для снижения общего количества экспериментов без существенной потери
информации и достоверности оценки значимости факторов дробная реплика 24-1
полного факторного эксперимента 25 задавалась следующим генерирующим
соотношением Х4=Х1.Х2.Х3, которому соответствует обобщающий определяющий
контраст 1= Х1Х2Х3Х4. Это обеспечивает следующую схему смешения линейных
оценок:
b1 1 + 234; b2 2 + 134; b3 3 + 124, b4 4 + 123,
где b1 1; b2 ; b3 3; b4 4 так как 234 0; 134 0; 124 0;
123 0,
где: b1÷b4 – коэффициенты уравнения линейной регресси; 1÷4 –
приближённые оценки соответствующих коэффициентов b1÷b4 с учётом эффектов
тройного взаимодействия факторов.
Постановка опытов выполнялась в соответствии с матрицей планирования,
представленной в таблице 3.1 по схеме, приведённой на рисунке 3.8. Для
проведения каждого эксперимента готовили алюминатные растворы требуемых
параметров по описанной ранее методике. Затем раствор нагревался до
температуры опыта. После этого в раствор вводили свежеприготовленный
Ca(OH)2,
полученный
дистиллированной
гашением
водой.
химически
Продолжительность
чистого
осаждения
оксида
кальция
трехкальциевого
89
гидроалюмината составляла 0,5; 1; 2; и 4 часа в рамках реализации четырёх
независимых матриц планирования, таблица 3.1. По окончании опыта, пульпа
подвергалась фильтрации. От фильтрата отбирали пробу для проведения анализа
на содержание щелочей и оксида алюминия, по результатам которого оценивалась
полнота осаждения оксида алюминия и каустический модуль конечного раствора.
Помытый осадок подвергался промывке и просушивался при температуре 60оС.
Затем отбирались пробы твёрдых продуктов для выполнения физико-химических
исследований.
Таблица 3.1 - Матрица планирования экспериментов по осаждению трехкальциевого
гидроалюмината
№№ опытов
Х1
Х2
Х3
Х4
1
+
+
+
+
2
-
+
+
+
3
+
-
+
-
4
-
-
+
-
5
+
+
-
-
6
-
+
-
-
7
+
-
-
+
8
-
-
-
+
9-11
0
0
0
0
Результаты реализации экспериментов в соответствии с принятым
математическим планом приведены в таблицах 3.2-3.6. При этом каждой ячейке
математического плана отвечают усреднённые экспериментальные данные по
результатам трёх параллельных опытов. В качестве показателей процесса
выступают ведущие технологические характеристики, к которым относятся
извлечение Al2O3 в осадок и каустический модуль алюминатного раствора в конце
процесса:
ε = ([Al2O3]н - [Al2O3]к)/ [Al2O3]н; αк = 1,645[Na2Oк]/[Al2O3]к,
где [Al2O3]н и [Al2O3]к – соответственно начальная и конечная концентрация
оксида алюминия в растворе; [Na2Oк] – концентрация каустической щёлочи в
алюминатном растворе.
90
Крепкий алюминатный раствор
NaOH
H2O
Алюминатный раствор
Нагрев
Ca(OH)2
Отбор проб на анализ
Осаждение
Фильтрация
Раствор
Осадок
Анализ
Промывка
Сушка
Проведение физико-химических
исследований
Рисунок 3.8 – Схема лабораторных опытов для исследования процесса
синтеза малорастворимых алюминатов кальция
В
качестве
обобщающего
параметра,
характеризующего
затратную
составляющую на достижение результата, использован показатель извлечения,
отнесённый к продолжительности процесса, расходу реагента и затрат тепла
отн
mCaO t
10 6
,
где ε – извлечение Al2O3 из алюминатного раствора в осадок; mCaO – масса
оксида кальция, г; τ – время осаждения, час.; Δt – разность температуры в
реакторе и температуры окружающей среды, град.
91
Таблица 3.2 – Результаты реализации плана для времени осаждения трехкальциевого
гидроалюмината 15 минут в соответствии с матрицей планирования, таблица 3.1
Концентрация
Каустический
Относительное
оксида алюминия
Извлечение Al2O3
№ опыта
модуль в конце
извлечение (Z1),
в конце процесса в осадок,Y1
процесса, αк
106/г·град·час
[Al2O3]к, г/л
1
48,06
4,79
0,25
4,92
2
38,25
5,25
0,35
7,10
3
43,15
4,96
0,27
8,74
4
48,06
4,56
0,25
8,74
5
33,35
5,97
0,40
7,13
6
37,92
5,67
0,40
9,67
7
48,60
4,74
0,24
8,15
8
48,60
4,40
0,23
7,84
9-11
35,48
5,85
0,40
10,26
Таблица 3.3 – Результаты реализации плана для времени осаждения трехкальциевого
гидроалюмината 30 минут в соответствии с матрицей планирования, таблица 3.1
Концентрация
Каустический
Относительное
оксида алюминия
Извлечение Al2O3
№ опыта
модуль в конце
извлечение (Z2),
в конце процесса в осадок,Y2
процесса, αк
106/г·град·час
[Al2O3]к, г/л
1
27,95
8,24
0,56
5,57
2
14,71
14,54
0,77
7,70
3
25,50
8,39
0,57
9,12
4
28,44
8,10
0,58
8,13
5
8,34
25,65
0,86
10,46
6
9,61
23,96
0,86
9,16
7
30,97
7,44
0,52
8,74
8
27,77
7,70
0,56
9,63
9-11
10,84
20,49
0,83
10,58
92
Таблица 3.4 – Результаты реализации плана для времени осаждения
гидроалюмината 1 час в соответствии с матрицей планирования, таблица 3.1
Концентрация
Каустический
оксида алюминия
Извлечение Al2O3
№ опыта
модуль в конце
в конце процесса в осадок,Y3
процесса, αк
[Al2O3]к, г/л
0,82
1
11,77
19,57
0,82
2
14,71
14,54
трехкальциевого
Относительное
извлечение (Z3),
106/г·град·час
4,03
3,85
3
25,01
8,55
0,61
4,62
4
27,95
8,24
0,62
4,11
5
8,34
25,65
0,87
5,23
6
9,08
25,37
0,87
4,62
7
30,97
7,44
0,52
4,37
8
27,77
7,70
0,60
4,81
9-11
10,84
20,49
0,83
5,29
Таблица 3.5 – Результаты реализации плана для времени осаждения
гидроалюмината 2 часа в соответствии с матрицей планирования, таблица 3.1
Концентрация
Каустический
оксида алюминия
Извлечение Al2O3
№ опыта
модуль в конце
в конце процесса в осадок,Y4
процесса, αк
[Al2O3]к, г/л
1
11,77
19,57
0,82
трехкальциевого
Относительное
извлечение (Z4),
106/г·град·час
2,02
2
13,73
15,57
0,78
1,96
3
24,52
8,72
0,59
2,34
4
27,95
8,24
0,59
2,06
5
7,85
27,26
0,87
2,64
6
8,54
26,95
0,87
2,33
7
30,97
7,44
0,52
2,19
8
27,77
7,70
0,56
2,41
9-11
10,84
20,49
0,83
2,64
93
Таблица 3.6 – Результаты реализации плана для времени осаждения
гидроалюмината 4 часа в соответствии с матрицей планирования, таблица 3.1
Концентрация
Каустический
оксида алюминия
Извлечение Al2O3
№ опыта
модуль в конце
в конце процесса в осадок,Y5
процесса, αк
[Al2O3]к, г/л
1
11,28
20,42
0,82
трехкальциевого
Относительное
извлечение (Z5),
106/г·град·час
1,02
2
13,73
15,57
0,78
0,98
3
24,52
8,72
0,59
1,17
4
27,95
8,24
0,59
1,03
5
7,36
29,07
0,88
1,33
6
8,54
26,95
0,87
1,17
7
30,97
7,44
0,52
1,09
8
27,77
7,70
0,56
1,20
9-11
10,84
20,49
0,83
1,32
Графическая обработка результатов экспериментальных исследований в
соответствии с данными таблиц 3.2 – 3.6 приведена на рисунке 3.9 – 3.14. Эти
графики дают наглядное представление о кинетике осаждения оксида алюминия и
изменения каустического модуля, что позволяет установить область интенсивного
прохождения процесса в пределах до 1 часа. В связи с этим оценка дисперсии
воспроизводимости имеет в данной области особое значение, так как отвечает
наибольшей динамике изменения параметров в рамках принятых интервалов
варьирования факторов. В связи с этим расчёт дисперсии воспроизводимости
эксперимента и проверка гипотезы равномерного распределения дисперсий
выполнялся применительно ко времени эксперимента 1 час. Данные о
параллельных опытах для этого времени в соответствии с матрицей планирования
(таблица 3.1) приведены в таблице 3.7.
94
Таблица 3.7 – Результаты статистической оценки данных параллельных опытов в соответствии
с таблицей. 3.1 для времени опыта 1 час
№ опыта
Значение в параллельных опытах
yср
S2(y)
S 2 ( y)
y1
y2
y3
1
0,80
0,82
0,84
0,82
0,000427
0,020652
2
0,83
0,78
0,86
0,82
0,001491
0,038615
3
0,64
0,60
0,59
0,61
0,000691
0,026295
4
0,65
0,60
0,62
0,62
0,000721
0,026857
5
0,90
0,88
0,84
0,87
0,000956
0,03092
6
0,86
0,89
0,84
0,87
0,000739
0,027179
7
0,54
0,50
0,52
0,52
0,000601
0,024517
8
0,63
0,57
0,60
0,60
0,000963
0,031027
9
0,81
0,83
0,85
0,83
0,0004
0,02
Рисунок 3.9 – Кинетика осаждения Al2O3 по его концентрации в растворе при
температуре 100оС. Номера линий легенды соответствуют условиям осуществления
опыта согласно матрице планирования, таблица 3.1
95
Рисунок 3.10 – Кинетика осаждения Al2O3 по его концентрации в растворе при
температуре 90оС. Номера линий легенды соответствуют условиям осуществления
опыта согласно матрице планирования, таблица 3.1
Рисунок 3.11 – Кинетика осаждения Al2O3 по его извлечению в осадок при
температуре 100оС. Номера линий легенды соответствуют условиям осуществления
опыта согласно матрице планирования, таблица. 3.1
96
Рисунок 3.12 – Кинетика осаждения Al2O3 по его извлечению в осадок при
температуре 90оС. Номера линий легенды соответствуют условиям осуществления
опыта согласно матрице планирования, таблица 3.1
Рисунок 3.13 – Изменение каустического модуля раствора в процессе осаждения
трехкальциевого гидроалюмината кальция при температуре 100оС. Номера линий легенды
соответствуют условиям осуществления опыта согласно матрице планирования, таблица 3.1
97
Рисунок 3.14 – Изменение каустического модуля раствора в процессе осаждения
трехкальциевого гидроалюмината кальция при температуре 100оС. Номера линий легенды
соответствуют условиям осуществления опыта согласно матрице планирования, таблица. 3.1
Рисунок 3.15 – Зависимость относительного извлечения оксида алюминия в осадок от
времени процесса при температуре 100оС. Номера линий легенды соответствуют
условиям осуществления опыта согласно матрице планирования, таблица. 3.1
98
Рисунок 3.16 – Зависимость относительного извлечения оксида алюминия в осадок от
времени процесса при температуре 90оС. Номера линий легенды соответствуют
условиям осуществления опыта согласно матрице планирования, таблица 3.1
Создание
заключается
в
линейной
расчете
математической
коэффициентов
модели
исследуемого
уравнения
регрессии
процесса
типа
(3.5)
установлении значимости полученных коэффициентов и проверке адекватности
модели реальному процессу с определенным уровнем точности
k
yˆ b j x j или y = b0 + b1x1 + b2x2 + b3x3 + … + bkxk ,
j 0
(3.5)
где bj – коэффициенты уравнения линейной регрессии, с учётом , что j = 0,
1, 2,…., k.
Для нахождения коэффициентов уравнения регрессии применяется метод
наименьших квадратов в отношении функции отвечающей условию
2
k
F b0 , b1 , ..., bk yi b j xij ,
i 1
j 0
m
(3.6)
где: yi - действительное значение функции найденное экспериментально.
Коэффициенты bj находятся из условия min функции F(b0, b1, …., bk),
которому отвечает система уравнений (3.7) при j=0, 1, 2,…, k:
99
F
0.
b j
(3.7)
Решение системы уравнений при условии ортогональности приводит к
следующим расчётным уравнениям:
m
m
bj
xiy yi
i 1
m
; b0
y
i 1
m
i
(3.8)
;
где yi – значение параметра для i-го опыта (в i-й строке матрицы
планирования); xji – значение j-го фактора в i-м опыте (в i-й строке матрицы
планирования); j = 0, 1, 2, …, k – номер фактора; m – число опытов в матрице
планирования.
Поскольку каждый фактор, кроме х0, варьируется на двух уровнях +1 и –1,
вычисления сводятся к приписыванию столбцу y знаков, соответствующих
фактору столбца, и алгебраическому сложению полученных значений.
Проверка
значимости
коэффициентов
проводится
построением
доверительного интервала
bj = tS{bj},
(3.9)
где t – табличное значение критерия Стьюдента при выбранном уровне
значимости f1 и числе степеней свободы f2 = n – 1, с которым определялась
дисперсия функции S2{y}; S{bj} – квадратичная ошибка коэффициента
2
регрессии, S{b j } S {b j } .
Уравнения регрессии для исследуемого процесса имеют вид:
Y1 = 0,2995 – 0,0094X1 + 0,0505X2 – 0,017X3 – 0,0134X4
(3.10)
Z1 = 7,8408 – 0,05359X1 – 0,625X2 – 0,371X3
(3.11)
.
Y2 = 0,688 – 0,0374X1 + 0,1039X2 – 0,024X3 – 0,034X4
(3.12)
Z2 = 8,5966– 0,3756X2 – 0,9665X3 + 0,636X4
(3.13)
Y3 = 0,7156 – 0,0112X1 + 0,0127X2 +0,0011X3 – 0,0093X4
(3.14)
Z3 = 4,44 + 0,1081X1 – 0,024X2 – 0,3029X3 + 0,1711X4
(3.15)
100
Для
Y4 =0,714 - 0,0097X1 + 0,1255X2 + 0,0003X3 – 0,0106X4
(3.16)
Z4 = 2,2465 – 0,069X1 + 0,1514X3 – 0,1109X4
(3.17)
Y5 =0,7003 + 0,0007X1 – 0,141X2 – 0,0075X3 – 0,00132X4
(3.18)
Z5 = 1,1397 + 0,0379X1 + 0,0084X2 – 0,0657X3 – 0,0396X4
(3.19)
проверки
воспользуемся
гипотезы
критерием
о
равномерном
согласия
Фишера,
распределении
дисперсии
представляющим
отношение
большей дисперсии к меньшей в соответствии с данными таблицы 3.7:
S12 ( y ) 0,001491
F 2
3,7278 .
S 2 ( y)
0,0004
В этом случае табличное значение критерия Фишера составляет 19,00 для
степени свободы f1 2 и f 2 2 , и 5% уровня значимости. Поскольку табличное
значение не превышает вычисленное по экспериментальным данным, то гипотеза
об
однородности
дисперсий
не
отвергается
[166-170].
Это
позволяет
воспользоваться оценкой адекватности уравнений (3.10) – (3.19) по F-критерию
Фишера с учётом значимости всех коэффициентов, входящих в эти уравнения,
таблицы 3.8 и 3.9. При этом дисперсия всего эксперимента, т.е. дисперсия
параметра
оптимизации
или
дисперсия
воспроизводимости,
вычислялась
несколько по-разному в зависимости от имеющегося массива данных о
проведении параллельных опытов. Если количество параллельных опытов во всех
точках плана одинаково, то дисперсия воспроизводимости равна среднему
арифметическому дисперсий S2{yi}:
S 2 y
S 2 yi
i 1
m
y
m
m
n
i 1 j 1
yi
2
ij
mn 1
.
(3.20)
В ряде случаев при отбраковке данных, когда число повторных опытов
неодинаково, для определения S2{yi} использовали средне взвешенное значение
дисперсии, с учетом числа степеней свободы:
101
m
f S y
2
S y
2
i 1
i
i
.
m
f
i 1
(3.21)
i
Для проверки адекватности уравнений (3.10) – (3.19) вычислялось значение
дисперсии адекватности (S2ад) применительно к конкретной функции по
уравнению:
m
2
S ад
n yi yˆ i
2
i 1
f1
,
(3.22)
где: n – число параллельных опытов; yi - расчётное значение функции
отклика; ŷi - экспериментальное значение функции отклика в i-той точке плана; f1
– число степеней свободы, с которыми определяется дисперсия адекватности, f1.=
m-(k+1); k – количество вычисленных коэффициентов.
Тогда, если расчётное значение критерия Фишера по уравнению (3.23) не
превышает табличного, то соответствующее уравнение регрессии адекватно
описывает реальный процесс:
Fэ
2
S ад
.
S 2 ( y)
(3.23)
Результаты статистических расчётов для оценки адекватности уравнений
3.10, 3.12, 3.14, 3.16 и 3.18, т.е. уравнений, описывающих извлечение оксида
алюминия в осадок при различном времени процесса сведены в таблицу 3.8. Это
позволяет сделать ряд выводов:
- все коэффициенты значимы и находятся внутри доверительного интервала
с вероятностью в 95%;
- функции Y1÷ Y5 адекватно описываются соответствующими линейными
уравнениями с доверительной вероятностью в 95%. При этом определяющим
фактором является расход известкового реагента, на фоне остальных переменных.
102
Таблица 3.8 - Результаты статистической оценки уравнений линейной регрессии по степени
осаждения оксида алюминия при его выделении из алюминатных щелочных растворов с
повышенным каустическим модулем, согласно данным таблиц 3.2-3.6
Функция
S2(y)
S2ад
Δbj
Fрасч
Fтабл
Gэ
Gт
Y1
0,000400
0,011789
0,000040
0,589432
3,24
0,125
0,51
Y2
0,005704
0,025024
0,000563
0,331342
3,24
0,03575
0,51
Y3
0,000558
0,007336
0,000055
0,310527
3,24
0,149008
0,51
Y4
0,001049
0,009041
0,000104
0,279179
3,63
0,161818
0,67
Y5
0,000117
0,008493
0,000012
0,784576
3,63
0,004719
0,67
На рисунках 3.15 и 3.16 приведены результаты графической обработки
данных таблиц 3.2 – 3.6 для параметра относительного извлечения оксида
алюминия в осадок (Z), который может быть использован в качестве параметра
оптимизации условий процесса. Результаты статистической оценки уравнений
3.11, 3.13, 3.15, 3.17 и 3.19 по ранее описанной методике сведены в таблицу 3.9.
Таблица 3.9 - Результаты статистической оценки уравнений линейной регрессии по величине
относительного извлечения оксида алюминия в осадок при его выделении из алюминатных
щелочных растворов с повышенным каустическим модулем, согласно данным таблиц 3.2-3.6
Функция
S2(y)
S2ад
Δbj
Fрасч
Fтабл
Gэ
Gт
Z1
0,040309
8,186922
0,003980
40,777484
7,59
0,55
0,51
Z2
2,640117
3,278861
0,260712
2,017955
3,24
0,125
0,51
Z3
0,075833
0,394338
0,007489
1,431984
3,24
0,125
0,51
Z4
0,030876
0,115169
0,003049
0,655432
3,63
0,124
0,67
Z5
0,019633
0,025601
0,001939
0,182708
3,63
0,125
0,67
Полученные результаты позволяют сделать следующие основные выводы
относительно
статистической
характеристики
параметра
относительного
извлечения оксида алюминия в осадок:
- все указанные коэффициенты значимы и находятся внутри доверительного
интервала с вероятностью в 95%;
- уравнение 3.6 не позволяет дать адекватное описание параметра при
уровне значимости выше 8%;
103
- функции Z2÷Z5 адекватно описываются соответствующими линейными
уравнениями с доверительной вероятностью в 95%. При этом и в ранее
рассмотренном случае определяющим фактором является расход известкового
реагента, на фоне остальных переменных;
- для времени 30 минут функция Z достигает своего максимума, что
позволяет рассматривать соответствующие условия, как отвечающие минимуму
затрат для получения продукта и следовательно как оптимальные.
Выполненный во второй главе анализ формирования малорастворимых
алюминатов позволяет сделать вывод о сложном и многостадийном характере
этого процесса, что затрудняет его описание в соответствии с кинетикой одной
лимитирующей стадии. При этом характер кривых, приведённых на рисунках
3.13, 3.14 и отчасти 3.9-3.12 позволяет рассматривать осуществляемый процесс
как сопровождающийся заметным индукционным периодом. О его природе
можно
догадываться,
если
сделать
попытку
анализа
последовательных
элементарных стадий не высокого порядка:
Ca(OH)2 aq = Ca(OH)2 тв;
(3.24)
Ca(OH)2 aq = CaOH+ + OH-;
(3.25)
CaOH+ = Ca2+ + OH-;
(3.26)
Ca(OH)2 + Al(OH)4- = CaAl(OH)5 + OH-;
(3.27)
CaAl(OH)5 + Ca(OH)2 = Ca2Al(OH)7;
(3.28)
Ca2Al(OH)7 + CaAl(OH)5 = Ca3Al2(OH)12.
(3.29)
Это позволяет говорить как о возникновении химической индукции, так и
связанной с кристаллизацией на подложке, отличающейся кристаллической
структурой от выделяющегося химического осадка. Воспользуемся для описания
кинетических параметров процесса уравнением кинетики топохимического
взаимодействия Колмогорова-Ерофеева [122,160]:
ln(1 α) k τ n ,
(3.30)
где α – степень завершения реакции, в нашем случае извлечение Al2O3 из
раствора; k, n – кинетические параметры.
104
Для
определения
кинетических
параметров
используем
данные
экспериментальных исследований, выполненных при температуре 60, 75, 90оС.
Опыты проводились в условиях, отвечающих оптимальным для осаждения
трёхкальциевого гидроалюмината, а их результаты приведены в таблице 3.10 и на
рисунке 3.17.
Таблица 3.10 - Результаты экспериментов по осаждению трехкальциевого гидроалюмината при
температуре 60, 75, 90оС
Концентрация
Каустический
оксида
модуль
Извлечение
Температура,
Время,
алюминия
№ опыта
раствора
Al2O3
о
С
час
в конце
в конце
в осадок,
процесса процесса, αк
[Al2O3]к, г/л
3,60
0,00
0
59,41
5,25
0,31
0,25
40,70
15,57
0,77
0,5
13,73
12
60
16,77
0,79
1
12,75
16,77
0,79
2
12,75
16,77
0,79
4
12,75
3,60
0,00
0
59,41
5,59
0,36
0,25
38,25
20,77
0,83
0,5
10,30
13
75
21,27
0,83
1
10,05
21,80
0,83
2
9,81
21,80
0,83
4
9,81
3,60
0,00
0
59,41
5,97
0,40
0,25
35,80
25,65
0,86
0,5
8,34
5
90
25,65
0,86
1
8,34
27,26
0,87
2
7,85
27,26
0,87
4
7,85
Постоянные параметры k и n уравнения (3.30) связаны между собой
уравнением Г.В. Саковича [171]:
1
K nk n ,
(3.31)
где K – константа скорости реакции.
Это позволяет получить линеаризованную зависимость, связывающую
параметры кинетического уравнения и уравнения Аррениуса:
105
ln K ln K 0
Ea
1
; ln K ln n ln k ,
RT
n
(3.32)
где Eа и K0 – соответственно энергия активации и постоянная уравнения
Аррениуса.
Рисунок 3.18 – Кинетика осаждения Al2O3 по извлечению в осадок при температуре
60, 75, 90оС. Номера линий легенды соответствуют температуре процесса
Линеаризация кривых на рисунке 3.18 выполнялась в соответствии с
уравнением 3.28, которое получается логарифмированием уравнения 3.30:
ln ln 1 ln k n ln .
(3.33)
Соответствующие линеаризованные кривые для температуры процесса 60,
75, 900С приведены на рисунке 3.19. Это позволяет разбить весь временной
интервал извлечения Al2O3 на две стадии, которым соответствуют два линейных
участка, отличающихся кинетическими параметрами уравнения КолмогороваЕрофеева. Последующая обработка линеаризованных кривых в соответствии с
уравнением Аррениуса приведена на рисунке 3.20, а расчёт кинетических
параметров и констант соответствующих уравнений сведён в таблицу 3.11.
Полученные результаты позволяют сделать ряд выводов относительно
механизма и кинетики процесса осаждения трёхкальциевого алюмината:
- лимитирующая стадия процесса во всём временном интервале может быть
идентифицирована, как соответствующая диффузии материалов и продуктов, что
106
в полной мере отвечает многостадийному характеру этого процесса согласно
уравнениям 3.28 и 3.29 при участии малорастворимых соединений;
- уравнение кинетики топохимического взаимодействия позволяет с
высокой точностью дать кинетическое описание процесса;
- с высокой долей вероятности можно говорить о наличии явления
индукции
при
осаждении
Ca3Al2(OH)12
из
высокомодульных
щелочных
алюминатных растворов.
Рисунок 3.19 – Линеаризованные кривые согласно данным рис. 3.18 и табл. 3.10
Рисунок 3.20 – Линеаризованная зависимость уравнения Аррениуса с разбивкой
на I и II периоды
107
Таблица 3.11 - Кинетические параметры осаждения оксида алюминия известковым молоком из
высокомодульных щелочных алюминатных растворов
Температура,
Стадия
Константа скорости
Энергия
ln(K)
К
извлечения
процесса (K)
активации (Ea), кДж/моль
5,674032135
1,6437
333
I
6,97547203
1,6437
9,895548
348
I
7,613324988
2,0299
363
I
1,508777922
0,5134
333
II
1,774289392
0,5352
9,150141
348
II
1,981789055
0,684
363
II
Результаты термических исследований осадков по методике ДСК-ДТА
приведены на рисунке 3.21и 3.22.
Рисунок 3.21 – Термограмма потери массы образца, осажденного из
алюминатных растворов с использованием известкового молока
Рисунок 3.22 – ДСК анализ образца, осажденного из алюминатных
растворов с использованием известкового молока
108
Результаты термического анализа в полной мере соответствуют данным о
ступенчатом разложении Ca3Al2(OH)12 с удалением 4,5 молей воды при
температуре около 350оС и оставшихся 1,5 молей при температуре около 450 оС
[134].
Таблица 3.12 – Выписка из протокола гранулометрического анализа осадков для времени
осаждения 4 часа согласно матрице планирования представленной в таблице 3.1
Массовое содержание соответствующей фракции в осадке, %
№ опыта
- 5 мкм
- 10 мкм
-15 мкм
- 30 мкм
- 50 мкм
1
28,4
64,4
93
99,8
100
2
15,9
33,4
59,6
96,9
100
3
18,9
69,7
94,4
99,6
100
4
8,6
17,2
41,3
95,1
100
5
15,3
35,8
68,9
97,8
100
6
10,7
28
61,3
97,2
100
7
19,6
43
75,5
98,5
100
8
21,5
69,7
91,9
99,4
100
9-11
50,3
79
88,7
98,9
100
Лазерный микроанализ осадков выполнялся для продуктов, полученных при
времени осаждения 4 часа в соответствии с матрицей планирования, таблица 3.1.
На рисунке 3.23 приведён типовой протокол анализа с использованием прибора
Микросайзер 201С. Выписка из аналогичных протоколов с оценкой содержания
отдельных фракций приведена в таблице 3.11. Соответствующие интегральные и
дифференциальные кривые распределения по крупности частиц осадков
приведены на рисунке 3.24.
Данные фракционного анализа позволяют говорить о достаточно близком
распределении по крупности осадков, полученных в различных условиях. В то же
время можно отметить, что осадки имеют большую крупность по сравнению с
частицами известкового молока, которые имеют средний размер 2-3мкм, что
можно объяснить существенным развитием процессов перекристаллизации.
Заметными отличиями с позиций крупности отличаются осадки, полученные для
условий в центре плана при нулевых значениях факторов. В этих условиях
109
получаются осадки с максимальной дисперсностью при содержании фракции - 5
мкм около 50,3%. Максимальную крупность имеет осадок, полученный в
условиях опыта №4, а достаточно близкие показатели крупности имеют осадки в
опытах №2 и №6 .
Рисунок 3.23 – Протокол гранулометрического анализа ,выполненого на лазерном
анализаторе частиц Микросайзер 201С, для алюмината кальция осажденного в условиях
четвертого опыта и для времени осаждения 4 часа
110
Для опыта №1
Для опыта №2
Для опыта №3
Для опыта №4
Для опыта №5
Для опыта №6
Рисунок 3.24 – Дифференциальные и интегральные кривые распределения частиц
осадков по размерам для времени осаждения 4 часа в соответствии с матрицей планирования
представленной в таблице. 3.1
111
Для опыта №7
Для опыта №8
Для опыта №9
Рисунок 3.25 – Дифференциальные и интегральные кривые распределения частиц
осадков по размерам для времени осаждения 4 часа в соответствии с матрицей планирования
представленной в таблице. 3.1
В соответствии с матрицей планирования (таблица 3.1) общим для условий
осуществления этих опытов является нахождение начального каустического
модуля алюминатного раствора на уровне (-1), которому соответствует его
значение в натуральном масштабе 3,4. В то же время условиям опыта №4 с
максимальной крупностью осадка отвечают минимальные значения всех
факторов за исключением температуры и достаточно близкие показатели по
достижению относительного извлечения, рисунки 3.15 и 3.16. Скорее всего, эти
данные позволяют говорить о более благоприятных условиях для процесса
кристаллизации
и
перекристаллизации
уже
полученного
осадка.
Анализ
влажности осадков не позволил выявить существенных закономерностей в
зависимости от условий их получения. Влажность всех осадков находится в
пределах 36±1% и, по-видимому, в условиях вакуумного фильтрования
112
однозначно определяется однотипным увлечением раствора поверхностью
частиц.
Результаты
экспериментальных
исследований
по
осаждению
трёхкальциевого алюмината из высокомодульных алюминатных растворов
позволяют сделать следующие выводы:
- для времени осаждения от 0,5 до 4 часов извлечение оксида алюминия в
осадок трёхкальциевого алюмината является линейной функцией начального
каустического модуля раствора, дозировки известкового молока, температурой
процесса и концентрацией щелочного раствора;
- наибольшее влияние отмечается для дозировки известкового молока в
пределах заданного интервала варьирования;
- максимальное извлечение оксида алюминия составляет 88,0% которому
соответствует достигнутый каустический модуль раствора 29,07;
- оптимальные условия процесса осаждения достигаются в условиях опыта
№5 и при нулевом уровне факторов для времени процесса 30минут. При этом
опыту №5 соответствуют следующие условия: начальный каустический модуль
3,6; мольное отношение CaO/Al2O3 = 3,0; температура процесса 90оС и
концентрация каустической щелочи 130 г/л;
- лимитирующая стадия процесса во всём временном интервале может быть
идентифицирована, как соответствующая диффузии материалов и продуктов, что
в полной мере отвечает многостадийному характеру этого процесса согласно
уравнениям 3.28 и 3.29 при участии малорастворимых соединений;
- с высокой долей вероятности можно говорить о наличии явления
индукции
при
осаждении
алюминатных растворов.
Ca3Al2(OH)12
из
высокомодульных
щелочных
113
ГЛАВА 4 ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ РАЗЛОЖЕНИЯ
ТРЕХКАЛЬЦИЕВОГО ГИДРОАЛЮМИНАТА С ПОЛУЧЕНИЕМ
НИЗКОМОДУЛЬНЫХ АЛЮМИНАТНЫХ РАСТВОРОВ.
4.1 Содовое выщелачивание трехкальциевого гидроалюмината
Для поведения дальнейших исследований, связанных с гидрохимической
переработкой трёхкальциевого гидроалюмината, была выполнена наработка
укрупнённой лабораторной пробы материала, что обеспечивало постоянство его
физико-химических
свойств.
Синтез
трёхкальциевого
гидроалюмината
выполнялся на укрупненно-лабораторной в наиболее благоприятных условиях,
соответствующих эксперименту №5 (глава 3) с дозировкой известкового молока
из расчета CaO/Al2O3=2,5. Полученная пульпа отфильтровывалась на вакуумфильтре
с
получением
осадка,
имеющего
влажность
около
36%.
Для
стабилизации состава Ca3Al2(OH)12 хранился в эксикаторе при постоянной
влажности материала.
Экспериментальное исследование закономерностей содового разложения
проводились в реакторной системе Auto-MATE II, рисунок 3.1. Перед каждым
экспериментом проводилось усреднение пробы трехкальциевого гидроалюмината
и контрольное измерение влажности, после чего необходимую массу вносили в
реактор, добавляли расчётный объем воды и производили нагрев пульпы до
температуры процесса. После установления заданной температуры вводили
расчётное количество соды. Схема проведения отдельного опыта приведена на
рисунок 4.1.
На основе имеющейся априорной информации и её анализа были отобраны
следующие технологически значимые факторы и диапазон их изменения:
• температура процесса - 95, 90, 80оС;
• молярное соотношение Ca3Al2(OH)12/Na2CO3 - 1/3, 1/2, 1/1;
• концентрация общей щёлочи в пересчёте на Na2O - 70, 85, 100, 140 г/л.
114
Результаты, приведённые в третьей главе, показали, что гидрохимические
процессы, протекающие в системе Na2O-CaO-Al2O3-H2O, с достаточно высокой
точностью могут быть описаны линейными моделями, исключающими эффекты
парного взаимодействия и эффекты более высокого порядка. В связи с этим при
планировании
экспериментальных
исследований
воспользуемся
хорошо
известным методом покоординатной оптимизации Гаусса-Зайделя [166,170,172 и
др.].
ТКГА
H2O
Нагрев
Na2CO3
Выщелачивание
Отбор проб на анализ
Фильтрация
Фильтрат
Осадок
H2O
Промывка
Сушка
Проведение физико-химических
исследований
Рисунок 4.1 – Схема лабораторных опытов для исследования
процесса содового выщелачивания ТКГА
Процесс поиска оптимума методом покоординатной оптимизации для
двумерного случая представлен в графическом виде на рисунке 4.2. По этому
методу выбирается произвольная точка М0 и определяются ее координаты. Поиск
оптимума осуществляется поочередным варьированием каждого их факторов.
При этом сначала изменяют один фактор (х1) при фиксированных остальных
(х2=соnst) до тех пор, пока не прекращается прирост функции отклика (точка М1).
В дальнейшем изменяется другой фактор (х2) при фиксированных остальных
(х2=соnst), и далее процедура повторяется.
115
Рисунок 4.2. Графическая интерпретация метода покоординатной оптимизации (ГауссаЗайделя)
Данный метод весьма прост, однако при большом числе факторов требуется
значительное число опытов, чтобы достичь координат оптимума. Более того, при
некоторых зависимостях у = f(x1, x2, ..., xк) этот метод может привести к ложному
результату. На рисунке 4.2 показан один из таких частных случаев, когда
поочередное изменение каждого из факторов в любую сторону вдоль
координатных осей x1 и х2 вызывает уменьшение у. В результате решения
находится ложный экстремум в точке А' с координатами x˜1 и х˜2 в то время как
действительное значение максимума уmax находится в точке А с координатами х1*
и х2*.
При проведении первой группы экспериментов фиксировалось значение
концентрации общей щёлочи в растворе на уровне 70г/л и устанавливалось
мольное отношение трехкальциевого гидроалюмината к карбонату натрия на
уровне 1/3. Это позволяет рассчитать потребность в реагентах согласно плану
эксперимента, рисунок 4.1. Тогда переменной величиной на данном этапе
исследований становится температура и поиск её оптимального значения для
достижения наиболее высоких показателей конверсии ТКГА. Полученные
результаты приведены в таблице 4.1 и на рисунках 4.3-4.5.
116
Таблица 4.1 – Результаты содовой конверсии ТКГА в зависимости от температуры процесса
при
концентрации
общей
щёлочи
70г/л
и
молярном
отношении
Ca3Al2(OH)12/Na2CO3 - 1/3
Продолжитель
Концентрация
Извлечение
Каустический
Температура,
ность
№ опыта
Al2O3 в конце
Al2O3
модуль
о
С
конверсии,
процесса, г/л
в раствор, %
раствора, αк
мин
15
24,5
73,33
3,12
30
26
77,81
3,06
1
80
60
27,5
82,30
3,00
120
28
83,80
2,95
240
28
83,80
2,95
15
27
80,81
2,83
30
27,5
82,30
2,97
2
90
60
28
83,80
3,06
120
28,4
85,00
3,09
240
28,5
85,30
3,15
15
27,5
82,30
2,78
30
28,5
85,30
2,83
3
95
60
29,5
88,29
2,90
120
29,5
88,29
2,94
240
29,5
88,29
2,94
Рисунок 4.3 – Кинетика содовой конверсии ТКГА по извлечению Al2O3 в раствор
при температуре 80,90,95оС. Номера линий легенды соответствуют температуре
процесса
117
Рисунок 4.4 – Кинетика содовой конверсии ТКГА по концентрации Al2O3 в
растворе при температуре 80,90,95оС. Номера линий легенды соответствуют
температуре процесса
Рисунок 4.5 – Изменение каустического модуля в процессе содовой конверсии
ТКГА при температуре 80,90,95оС. Номера линий легенды соответствуют
температуре процесса
Полученные
результаты
позволяют
сделать
однозначный
вывод
о
достижение наиболее высоких показателей конверсии при температуре 95оС, что
в полной мере соответствует теории данного процесса и его ближайшего аналога
каустификации соды известковым молоком. При этом достигается расчётная
118
величина каустического модуля на уровне 3,0 в соответствии со стехиометрией
данного процесса:
3CaO·Al2O3·6H2O +3Na2CO3 + nH2O = 3CaCO3 + Na2O·Al2O3 + 4Na(OH) +
+ (n + 4)H2O.
(4.1)
В дальнейших исследованиях температура была зафиксирована на уровне
95оС, что позволило перейти к варьированию следующего фактора. При этом
изучалось влияние концентрации общей щёлочи в растворе на показатели
процесса конверсии ТКГА. В таблице 4.2 приведены результаты данной группы
экспериментов, а их графическая обработка на рисунках 4.6-4.8.
Таблица 4.2 – Результаты содовой конверсии ТКГА в зависимости от концентрации общей
щёлочи при температуре процесса 95оС и молярном отношении Ca3Al2(OH)12/Na2CO3 - 1/3
Продолжитель
Концентрация
Концентрация
Извлечение
Каустический
№
ность
общей щёлочи
Al2O3 в конце
Al2O3
модуль
опыта
конверсии,
в растворе, г/л
процесса, г/л
в раствор, %
раствора, αк
мин
15
27,5
82,30
2,78
30
28,5
85,30
2,83
3
70
60
29,5
88,29
2,90
120
29,5
88,29
2,94
240
29,5
88,29
2,94
15
30,5
75,18
2,94
30
32,5
80,11
3,01
4
85
60
33,5
82,57
3,08
120
34,5
85,04
3,10
240
35
86,27
3,12
15
35,5
74,38
3,07
30
38
79,62
3,14
5
100
60
39
81,71
3,19
120
39,5
82,76
3,20
240
39,5
82,76
3,20
255
38,5
57,61
3,13
309
44,5
66,59
3,21
6
140
363
47
70,33
3,21
417
48
71,83
3,22
471
49
73,33
3,23
119
Рисунок 4.6 – Кинетика содовой конверсии ТКГА по извлечению Al2O3 в раствор
в зависимости от концентрации общей щёлочи в растворе при температуре 95оС и
молярном отношении Ca3Al2(OH)12/Na2CO3 - 1/3. Номера линий легенды соответствуют
концентрации Na2O, г/л
Рисунок 4.7 – Кинетика содовой конверсии ТКГА по концентрации Al2O3 в
растворе в зависимости от концентрации общей щёлочи в растворе при температуре 95оС
и молярном отношении Ca3Al2(OH)12/Na2CO3 - 1/3. Номера линий легенды соответствуют
концентрации Na2O, г/л
120
Рисунок 4.8 – Изменение каустического модуля в процессе содовой конверсии
ТКГА в зависимости от концентрации общей щёлочи в растворе при температуре 95оС и
молярном отношении Ca3Al2(OH)12/Na2CO3 - 1/3. Номера линий легенды соответствуют
концентрации Na2O, г/л а
Полученные результаты подтверждают сильное влияние концентрации
общей щёлочи на показатели конверсии ТКГА в соответствии с зависимостью
константы равновесия этого процесса от концентрации каустической щёлочи.
Именно эта зависимость ограничивает получение высококонцентрированных
растворов каустической щёлочи при каустификации соды известковым молоком с
высокими показателями конверсии. Это ограничивает получение растворов с
концентрацией NaOH выше 100г/л, которой соответствует концентрация Na2Oк
77г/л. Соответствующее снижение степени конверсии соды с увеличением
концентрации раствора вызывает снижение показателей извлечения алюминия в
раствор и рост каустического модуля конечного раствора. Полученные
результаты
позволяют
рекомендовать
проведение
процесса
при
общей
концентрации Na2O около 70 г/л, которая была зафиксирована на этом уровне в
дальнейших исследованиях.
Таким образом, исследование закономерностей конверсии ТКГА в
зависимости от мольного отношения Ca3Al2(OH)12/Na2CO3 выполнялось при
постоянной температуре 95оС и постоянной концентрации общей щёлочи в
121
растворе на уровне 70 г/л по Na2O. Полученные результаты приведены в
таблице 4.3, а их графическая обработка на рисунках 4.9-4.11.
Таблица 4.3 – Результаты содовой конверсии ТКГА в зависимости от мольного отношения
Ca3Al2(OH)12/Na2CO3 при концентрации общей щёлочи 70 г/л по Na2O и температуре процесса
95оС
Мольное
Продолжитель
Концентрация
Извлечение
Каустический
№
отношение
ность
Al2O3 в конце
Al2O3
модуль
опыта Ca3Al2(OH)12/N
конверсии,
процесса, г/л
в раствор, %
раствора, αк
a2CO3
мин
15
24,5
36,66
2,66
30
24,5
36,66
2,75
6
1/2
60
24,5
36,66
2,83
120
24,5
36,66
2,91
240
24,5
36,66
2,91
15
27,5
82,30
2,78
30
28,5
85,30
2,83
7
1/3
60
29,5
88,29
2,90
120
29,5
88,29
2,94
240
29,5
88,29
2,94
15
34,5
51,63
1,89
30
35,5
53,12
2,01
8
1/4
60
35,5
53,12
2,04
120
36
53,87
2,04
240
36
53,87
2,05
Рисунок 4.9 – Кинетика содовой конверсии ТКГА по извлечению Al2O3 в раствор в
зависимости от мольного отношении Ca3Al2(OH)12/Na2CO3 при концентрации общей
щёлочи в растворе70 г/л по Na2O и температуре процесса 95оС. Номера линий легенды
соответствуют мольному отношению Ca3Al2(OH)12/Na2CO3
122
Рисунок 4.10 – Кинетика содовой конверсии ТКГА по концентрации Al2O3 в
растворе в зависимости от мольного отношении Ca3Al2(OH)12/Na2CO3 при концентрации
общей щёлочи в растворе70 г/л по Na2O и температуре процесса 95оС. Номера линий
легенды соответствуют мольному отношению Ca3Al2(OH)12/Na2CO3
Рисунок 4.11 – Изменение каустического модуля в процессе содовой конверсии
ТКГА в зависимости от мольного отношении Ca3Al2(OH)12/Na2CO3 при концентрации
общей щёлочи в растворе70 г/л по Na2O и температуре процесса 95оС. Номера линий
легенды соответствуют мольному отношению Ca3Al2(OH)12/Na2CO3
Полученные результаты позволяют говорить о заметном влиянии мольного
отношения Ca3Al2(OH)12/Na2CO3 на показатели конверсии и соотношение
продуктов конверсии в конечном растворе, что отражает изменения в
термодинамике этого процесса. При этом наибольшая степень конверсии строго
соответствует стехиометрическому соотношению исходных компонентов для
123
уравнения 4.1 и которое может быть рекомендовано для процесса конверсии
ТКГА. На рисунках 4.12 и 4.13 приведены соответственно результаты
термовесового анализа и ДСК-ДТА. Они позволяют зафиксировать практически
полный переход ТКГА в новую фазу, представленную карбонатом кальция. При
этом на кривой ДСК сохраняются небольшие эндотермические эффекты при
температуре до 200оС, и около400оС которые могут быть связаны с остатками
ТКГА или гидратированными продуктами его разрушения.
Рисунок 4.12 – Термограмма потери массы образца, полученного в процессе содовой
конверсии трехкальциевого гидроалюмината при концентрации общей щёлочи 70 г/л по
Na2O, температуре процесса 95оС и мольном отношении Ca3Al2(OH)12/Na2CO3 = 1/3
Рисунок 4.13 – ДСК анализ образца осадка, полученного в процессе содовой конверсии
трехкальциевого гидроалюмината при концентрации общей щёлочи 70 г/л по Na2O,
температуре процесса 95оС и мольном отношении Ca3Al2(OH)12/Na2CO3 = 1/3
124
4.2 Разложение трехкальциевого гидроалюмината карбонизацией
В предыдущем разделе показана возможность конверсионной переработки
трёхкальциевого гидроалюмината с извлечением в раствор основного количества
оксида алюминия с достижением каустического модуля на уровне 3,0, что
соответствует стехиометрии уравнения 4.1. Такой раствор не пригоден для
самопроизвольного разложения и его возврат на операцию декомпозиции
технологически не возможен. В то же время его разложение методом
карбонизации представляет собой вполне решаемую задачу, в ходе которой
выделяется
дополнительное
количество
карбонизационного
гидроксида
алюминия. Стехиометрия уравнения 4.1 и установленные ранее закономерности
предоставляют дополнительную возможность для получения низкомодульного
алюминатного раствора пригодного для декомпозиции в рамках существующей
технологии. Для этого должно быть обеспечено понижение каустифицирующей
способности Ca3Al2(OH)12 до уровня, обеспечивающего получение растворов с
требуемым каустическим модулем после конверсии ТКГА. Термодинамическая
возможность такого процесса рассмотрена во второй главе и основана на
стехиометрии следующего взаимодействия:
3CaO·Al2O3·6H2O +nCO2 + = nCaCO3 + n/3(Al2O3·3H2O) +
(3-n)/3 (3CaO·Al2O3·6H2O) + nH2O .
(4.2)
Таким образом может быть обеспечено требуемое молярное соотношение
CaO
и Al2O3 за исключением CaOкарб в составе карбоната кальция. Так как один
моль CaO с учётом степени конверсии эквивалентен одному молю Na2O то
справедливо следующее соотношение
αк = νCaO/νAl2O3 = νNa2O/νAl2O3,
где: νCaO, νAl2O3, νNa2O – количество молей соответствующего оксида.
Тогда для уравнения 4.2 можно записать
αк = (3-n)/( n/3 + (3-n)/3) = 3-n.
Следовательно,
стехиометрией
степень
уравнения
4.2
карбонизации
обеспечивает
ТКГА
в
соответствии
возможность
со
управления
125
каустическим модулем алюминатного раствора, получаемого в ходе содовой
конверсии ТКГА. Исследование закономерностей карбонизации ТКГА и
последующей содовой конверсии полученных продуктов является задачей
решаемой в данном разделе.
Степень карбонизации ТКГА оценивалась по результатам химического
анализа продуктов на содержание CO2 по количеству связанного углерода,
которое определялось на анализаторе TOC-L с приставкой для измерения в
твердых пробах SSM-5000A, рисунок 4.14. Работа анализатора основана на
сжигании твёрдого углерода и последующем анализе газовой пробы. При этом
газ-носитель с расходом 150 мл/мин поступает в реакционную трубку,
наполненную катализатором окисления, и нагревается до температуры 980°C.
Твёрдый углерод сгорает в реакционной трубке с образованием диоксида
углерода. Газ-носитель, содержащий диоксид углерода и другие продукты
сгорания, из реакционной трубки поступает в электронный осушитель, где он
остывает и обезвоживается. Затем газ проходит через поглотитель галогенов и
достигает
бездисперсионного
инфракрасного
газоанализатора
NDIR,
определяющего содержание диоксида углерода. Аналоговый сигнал NDIR
формирует пик, площадь которого измеряется процессором данных, рисунок 4.15.
Рисунок 4.14 – Анализатор углерода TOC-L с приставкой для измерения
в твердых пробах
Площадь пика пропорциональна концентрации твёрдого углерода в пробе.
Таким образом, построив на основе анализа стандартного раствора углерода
126
калибровочную кривую, получается уравнение, выражающее связь между
концентрацией
углерода
и
площадью
пика,
позволяющее
вычислить
концентрацию твёрдого углерода в пробе. Калибровочная кривая, построена на
сахарозе марки «ХЧ».
Анализ всех проб проводился трижды и с помощью программного
обеспечения ТОС-L автоматически рассчитывался усредненный результат.
Рисунок 4.15 – Аналоговый сигнал, получаемый на анализаторе ТОС-L
Экспериментальное
исследование
процесса
карбонизации
ТКГА
проводились с использованием реакторной системы Auto-MATE II. План
эксперимента составлялся по методу Гаусса-Зейделя. Для проведения опыта были
выбраны следующие факторы и их значения:
• массовое отношение количества жидкой фазы к количеству твёрдой фазы
– Ж/Т = 2:1, 3:1, 4:1;
• фоновая концентрация соды (Na2CO3) в растворе - 5, 10, 15 г/л;
• температура процесса - 95, 90, 80, 60, 40оС.
Общая продолжительность карбонизации составляла 2 часа с плановым
отбором проб через 15, 30, 60 и 120 минут от начала эксперимента, рисунок 4.16.
В каждой пробе определялось содержание углерода по описанной методике.
Последовательность экспериментального движения для достижения требуемой
степени карбонизации осуществлялось в следующем порядке.
Первоначально определяется влияние Ж/Т на показатели процесса при
температуре
90оС
и
концентрации
Na2CO3
равной
10
г/л.
Затем
для
установленного уровня Ж/Т и при той же температуре определяется оптимальное
значение фоновой концентрации соды в растворе. В заключение определяется
требуемый температурный режим карбонизации. При этом расход углекислого
127
газа на карбонизацию устанавливался из стехиометрии уравнения 4.2 с учётом
заданной степени усвоения CO2.
ТКГА
H2O
Na2CO3
Нагрев
СО2
Карбонизация
Отбор проб на анализ
Фильтрация
Фильтрат
Осадок
H2O
Промывка
Осадок
Проведение физикохимических исследований
Рисунок 4.16 – Схема лабораторных опытов для исследования процесса карбонизации
трехкальциевого гидроалюмината
Результаты первого этапа оптимизации приведены в таблице 4.4, а
графическая обработка установленных зависимостей приведена на рисунке 4.17.
Таблица 4.4 – Результаты карбонизации ТКГА в зависимости от ж/т в пульпе при
фоновой концентрации карбоната натрия 10г/л и температуре 90оС
Продолжите
Содержание
№
льность
Влажность
Расход СО2,
Ж/Т
углерода
опыта карбонизаци
осадка, %
мл/мин
в осадке, %
и, мин
15
1,314
30
1,887
1
2/1
38,5
395
60
2,782
120
3,368
15
1,971
30
2,482
2
3/1
52,05
296
60
4,068
120
4,591
15
3,628
30
5,773
3
4/1
51,28
237
60
7,678
120
8,043
128
Рисунок 4.17 – Кинетика карбонизации ТКГА в зависимости от Ж/Т в пульпе при фоновой
концентрации карбоната натрия 10г/л и температуре 90оС.
Номера линий легенды соответствуют Ж/Т = 2/1; 3/1; 4/1
Полученные результаты (таблица 4.4) позволяют выделить благоприятное
для процесса карбонизации отношение Ж/Т в пульпе, составляющее 4/1, и
обеспечивающее наиболее полное разложение ТКГА. Знание полученной
зависимости также позволяет получать требуемую степень карбонизации осадка с
учётом поставленной задачи. На втором этапе работ изучалось влияние фоновой
концентрации карбоната натрия на показатели карбонизации ТКГА при Ж/Т = 4/1
и температуре 90оС. Полученные при этом результаты приведены в таблице 4.5, а
графическая
обработка
установленных
зависимостей
представлена
на
рисунке 4.18. Из этих данных следует, что с позиций массопереноса фоновая
концентрация имеет определённые ограничения, и её влияние на показатели
карбонизации проходит через максимум при концентрации Na2CO3 в диапазоне 510г/л. Это позволяет считать фоновую концентрацию соды на уровне 10г/л
оптимальной с позиций эффективного массопереноса углекислого газа.
На заключительном этапе отработки режима карбонизации было выполнено
исследование закономерностей связанных с влиянием температуры на показатели
процесса. При этом сохранялось Ж/Т = 4/1 и фоновая концентрация карбоната
натрия на уровне 10г/л. Полученные в этих опытах результаты приведены в
129
таблице 4.6, а графическая обработка установленных зависимостей представлена
на рисунке 4.19.
Таблица 4.5 – Результаты карбонизации ТКГА в зависимости от фоновой концентрации
карбоната натрия при Ж/Т = 4/1 и температуре 90оС
Фоновая
Продолжительность
Содержание
Влажность
концентрация
№ опыта
карбонизации,
углерода в
осадка,
Na2CO3,
мин
осадке, %
%
г/л
15
0,517
30
1,387
10
0
40,16
60
1,914
120
2,313
15
2,665
30
3,684
4
5
52,38
60
7,201
120
7,651
15
3,628
30
5,773
3
10
51,28
60
7,678
120
8,043
15
1,87
30
2,346
5
15
42,16
60
4,21
120
6,627
Рисунок 4.18 – Кинетика карбонизации ТКГА в зависимости от фоновой концентрации
карбоната натрия при Ж/Т = 4/1 и температуре 90оС. Номера линий легенды
соответствуют концентрации Na2CO3: 0; 5; 10; 15 г/л
130
Таблица 4.6 – Результаты карбонизации ТКГА в зависимости от температуры при фоновой
концентрации карбоната натрия 10г/л и Ж/Т = 4/1
Продолжительность
Содержание
Влажность
Температура
№ опыта
карбонизации,
углерода в осадке,
осадка,
процесса, оС
мин
%
%
15
3,628
30
5,773
3
90
51,28
60
7,678
120
8,043
15
3,149
30
4
6
95
45,1
60
7,971
120
9,45
15
2,272
30
3,684
7
80
52,95
60
6,153
120
6,555
15
2,126
30
2,24
8
60
56,99
60
2,434
120
4,951
15
2,892
30
3,389
9
40
56,22
60
4,379
120
4,881
Рисунок 4.19 – Кинетика карбонизации ТКГА в зависимости от температуры процесса при
фоновой концентрации карбоната натрия 10г/л и Ж/Т = 4/1. Номера линий легенды
соответствуют температуре процесса: 40; 60; 80; 90; 95оС
131
Полученные результаты позволяют обоснованно говорить о температуре
равной 90оС, как обеспечивающей полное завершение карбонизации ТКГА.
Таким образом, завершение процесса карбонизации, которому соответствует
содержание углерода в конечном продукте на уровне 8%, осуществляется при
температуре 90оС, фоновой концентрации карбоната натрия 10г/л, Ж/Т = 4/1 и
длительности процесса 2 часа. В то же время поставленная задача 50%
карбонизации позволяет дать несколько иную характеристику условий этого
процесса. При этом основной режим, необходимый для достижения этого
состояния с максимальной скоростью сохраняется, но продолжительность
процесса снижается примерно до 20 мин.
Закономерности изменения фазового состава продуктов карбонизации
изучались методом термовесового анализа и ДСК-ДТА. На рисунке 4.20
приведены результаты термовесового анализа, которые позволяют распределить
изученные
образцы
максимальное
по
количество
количеству
которого
образовавшегося
соответствует
карбоната
пробе
в
кальция,
опыте
№7.
Минимальному содержанию карбоната кальция соответствует проба №6 для
которой сохраняются заметные изменения массы при температуре около 300оС
характерные для неразрушенного ТКГА. В тоже время полученные кривые не
позволяют идентифицировать наличие гидроксида алюминия в качестве одного из
продуктов карбонизации. Большей чувствительностью в отношении эффектов
дегидратации обладает анализ методом ДСК результаты которого приведены на
рисунке 4.21. Это позволяет выделить характерные признаки ТКГА в продуктах
опыта №1 по наличию тепловых эффектов характерных для ступенчатой
дегидратации шести молей моды. При этом практически не определяется
трёхводный гидроксид алюминия. Для остальных осадков он однозначно
идентифицируется по тепловому эффекту удаления двух молей воды с
максимумом при температуре около 270оС. По величине тепловых эффектов
пробы от опытов №3, 6 и 7 можно охарактеризовать, как близкие по содержанию
продуктов карбонизации, из которых образец №6 соответствует наиболее
132
полному завершению процесса и имеет максимальные по площади тепловые
эффекты соответствующие двум твёрдым продуктам уравнения 4.2.
Рисунок 4.20 – Термограмма потери массы образцов, полученных в процессе
карбонизации ТКГА в условиях соответствующих опытам №1, 3, 6, 7
Рисунок 4.21 – ДСК анализ образцов, полученных в процессе карбонизации ТКГА в
условиях соответствующих опытам №1, 3, 6, 7
Выполненные
исследованием
экспериментальные
закономерностей
следующие выводы:
исследования,
разложения
ТКГА
связанные
позволяют
с
сделать
133
- содовая конверсия ТКГА протекает с максимальной полнотой при
температуре 95оС, концентрации общей щёлочи в растворе на уровне 70 г/л по
Na2O и мольном отношени Ca3Al2(OH)12/Na2CO3 = 1/3, что соответствует
стехиометрии уравнения 4.1.
- в ходе содовой конверсии ТКГА было достигнуто максимальное
извлечение Al2O3 в раствор на уровне 88-89% которому соответствует
каустический модуль раствора на уровне 3,0. Следовательно полученные
растворы пригодны для выделения оксида алюминия методом карбонизации;
- максимальное разложение ТКГА методом карбонизации обеспечивается
при при температуре 90оС, фоновой концентрации карбоната натрия 10г/л, Ж/Т =
4/1 и длительности процесса 2 часа;
- частичная 50% карбонизация ТКГА с мдаксимальной скоростью
достигается также в приведённых выше условиях, но время процесса сокращается
до 20 мин.;
- частичная карбонизация ТКГА позволяет управлять каустическим
модулем раствора, получающимся в ходе содовой конверсии продуктов;
- твёрдые продукты карбонизации ТКГА соответствуют предполагаемой
стехиометрии и содержат трёхводный гидроксид алюминия и карбонат кальция.
134
ГЛАВА 5 АНАЛИЗ ИЗВЕСТНЫХ АППАРАТУРНО-ТЕХНОЛОГИЧЕСКИХ
РЕШЕНИЙ ДЛЯ ОСАЖДЕНИЯ МАЛОРАСТВОРИМЫХ АЛЮМИНАТОВ
И ИХ АДАПТАЦИЯ К ЗАДАЧЕ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ
ОБОРОТА ЩЁЛОЧИ В ПРОИЗВОДСТВЕ ГЛИНОЗЁМА СПОСОБОМ
БАЙЕРА
К настоящему времени имеется значительный производственный опыт
реализации различных технологических решений, связанных с осаждением и
применением
малорастворимых
алюминатов
при
переработке
алюминийсодержащего сырья различного качества. К таким разработкам следует
отнести аппаратурно-технологические решения, необходимые для удаления
примеси кремния из алюминатных растворов, синтеза универсальных коагулянтов
и ионообменников, компонентов специальных цементов и др.
Одна из ведущих технологий глинозёмного производства, которая основана
на осаждении малорастворимых гидроалюмосиликатов кальция, обеспечивает
глубокую очистку алюминатных растворов от примеси кремния. Именно эта
технология и соответствующие аппаратурно-технологические решения стали
отправной точкой разностороннего применения таких решений. Безусловный
приоритет в этой области принадлежит простой технологии каустификации соды
известковым молоком, так как именно в этой технологии заложены основы
реализации процессов осаждения малорастворимых компонентов в системе Na2OCaO-CO2-H2O близкой к потокам глинозёмного производства.
В основе аппаратурных решений таких технологий всегда имеется набор
технологических операций необходимых для подготовки исходных компонентов,
участвующих
во
взаимодействии,
собственно
операция
осаждения
малорастворимого соединения и обеспечение оптимальных условий для её
осуществления. Завершающим этапом процесса является операция отделения
малорастворимого соединения и эффективное использование продуктов в рамках
существующего технологического процесса.
На
рисунке
5.1
приведена
аппаратурно-технологическая
схема,
использованная для глубокого обескремнивания алюминатных растворов с
135
введением известкового молока в качестве реагента для осаждения гидрогранатов
кальция [173]. Эта схема оказалась достаточно эффективной для переработки
нефелинов в связи с возможностью достижения повышенных кремниевых
модулей растворов после первой стадии обескремнивания, что является
следствием относительно невысокой концентрации Al2O3 (на уровне 80÷90 г/л) и
соответственно пониженной растворимости SiO2.
Известковый шлам
Алюминатный раствор
Сгуститель
Ca(OH)2
Раствор
На карбонизацию
Известковый шлам на 1-ю
стадию обескремнивания
Рисунок 5.1 - Аппаратурно-технологическая схема для процесса глубокого обескремнивания
щелочных алюминатных растворов глинозёмного производства [173]
Нетрудно заметить, что уже в этой аппаратурно-технологической схеме
заложены все основные элементы технологии осаждения малорастворимых
алюминатов. Естественно в этом варианте схемы не рассмотрены решения по
подготовке
алюминатных
растворов
и
известкового
молока,
так
что
рассматривается только её основная часть, связанная с химическим осаждением
продуктов в сложной гетерогенной системе. Применение данной схемы для
обескремнивания алюминатных растворов от переработки бокситового сырья
приводит к повышенным потерям глинозёма с гидрогранатами вследствие более
высоких концентраций Al2O3 (на уровне 130÷140 г/л) и соответственно более
высокой растворимости SiO2 в растворе после первой стадии обескремнивания.
136
Для уменьшения потерь глинозёма был разработан способ его извлечения из
гидрогранатового шлама путём использования каустифицирующей способности
последнего
при
взаимодействии
с
содовыми
растворами
от
процесса
карбонизации, рисунок 5.2. Следовательно, ещё одним элементом технологии
осаждения малорастворимых алюминатов кальция в системах глинозёмного
производства
становится
их
эффективное
использование
в
рамках
существующего производственного процесса.
Содо-щелочной раствор на
выщелачивание спека
Шлам
Сгуститель
Содовый раствор
Сгущенная пульпа
Содо-щелочной раствор
2-я содовая
обработка
1-я содовая
обработка
Слив
Сгуститель
На глубокое
обескремнивание
Сгущенная пульпа
Рисунок 5.2 - Схема двухстадийной регенерации глинозема из гидрогранатового шлама [173]
Все эти аппаратурные решения послужили основой для промышленной
реализации инновационной технологии сверхглубокого и ресурсосберегающего
процесса обескремнивания алюминатных растворов с использованием ГКАК. При
этом возникла необходимость в разработке аппаратурного решения новой
технологической операции для синтеза ГКАК, а распределение потоков на стадии
глубокого обескремнивания претерпело некоторое изменение в связи с
опережающим вводом затравки гидрогранатового шлама, рисунок 5.3 и 5.4
137
[134,174]. Таким образом, здесь получили развитие решения связанные с
дополнительной подготовкой известкового реагента, что заметно повысило
эффективность основного процесса осаждения малорастворимого гидрограната
кальция без дополнительного усложнения аппаратурного оформления. Этими
работами были подготовлены аппаратурные решения синтеза малорастворимых
карбоалюминатов кальция с использованием необожжённого известняка для
целей обескремнивания алюминатных растворов и производства новых попутных
продуктов, рисунок 5.5.
Эти решения в достаточной степени подготовили те аппаратурные
изменения,
которые
необходимо
внести
в
существующую
технологию
обескремнивания алюминатных растворов для обеспечения энергосберегающего
режима
процесса
использования
обескремнивания
активированных
алюминатных
затравочных
и
растворов
реакционных
на
основе
материалов.
Отдельные элементы этих решений уже прошли опытно-промышленные
испытания и практически готовы к промышленному освоению [174].
На рисунке 5.6 приведена аппаратурно-технологическая схема синтеза
ГКАК адаптированная к существующей технологии производства известкового
молока и каустической щёлочи при переработке Кольских нефелиновых
концентратов. Данная технология обеспечивает возможность использования
известкового шлама от каустификации соды в качестве химически активного
реагента для производства ГКАК и его последующего использования в
технологии глубокого обескремнивания.
Рисунок 5.3 - Аппаратурно-технологическая схема синтеза ГКАК: 1 – бункер извести; 2 – питатель; 3 – аппарат Мика; 4 –
приемная мешалка известкового молока; 5 – мешалка выдержки; 6 – дополнительная мешалка охлаждения и выдержки; 7 –
ц/б насосы; 8 – вакуум-охладитель; 9 – репульпатор. Изменения показаны пунктиром[174]
138
Рисунок 5.4 - Аппаратурно-технологическая схема сверхглубокого обескремнивания 1 – реакторы-мешалки; 2 – ц/б
насосы; 3 – сгуститель белого шлама; 4 – репульпатор белого шлама; 5 – мешалка глубокообескремненного
раствора[174]
139
140
Рисунок 5.5 - Принципиальная схема синтеза ГКАК безобжиговым способом для
производства новых продуктов: 1 – бункер известняка; 2 – питатель с весовым
дозатором; 3 – мельница; 4 – мешалка; 5 – центробежный насос; 6 –
гидроклассификатор; 7 – фильтр-пресс; 8 – шнек; 9 – газоход; 10 – печь КС; 11 –
охладитель [138]
Близким аналогом рассмотренных аппаратурно-технологических решений
является
технологическая
масштабе
для
схема
конверсионной
реализованная
переработки
в
опытно-промышленном
фосфогипса
в
рамках
Государственного контракта от 20.05.2011 г. № 16.525.11.5004 на выполнение
опытно-технологических работ по теме «Разработка технологии комплексной
переработки крупномасштабных отходов производства минеральных удобрений с
получением
соответствии
товарных
с
ФЦП
продуктов
многофункционального
«Исследования
и
разработки
по
назначения»
в
приоритетным
направлениям развития научно-технологического комплекса России на 2007-2013
годы» [175,176]. Ключевой операцией такой технологии, безусловно, является
конверсия фосфогипса, которая основана на протекании следующего химического
взаимодействия, а также ряда сопутствующих реакций:
CaSO4·2H2O(тв) + (NH4)2CO3(р-р) → CaCO3(тв) + (NH4)2SO4(р-р) + 2H2O(ж).
Рисунок 5.6 – Аппаратурно-технологическая схема синтеза ГКАК высокой активности с использованием известкового шлама от
операции каустификации соды[51]
141
142
Карбонат аммония
Фосфогипс
Вода
Конверсия
Фильтрация
Раствор сульфата аммония
Карбонат кальция
Выпарка
Сушка
На получение минеральных
удобрений
Обжиг
Вода
Негашеная известь
Гашение
Известковое молоко
Рисунок 5.7 – Принципиальная технологическая схема конверсионной переработки фосфогипса
с получением минеральных удобрений и попутной продукции на основе химически
осаждённого карбоната кальция
Гетерогенный характер этого взаимодействия с получением одного из
продуктов в виде твёрдого материала, а также близость используемых физикохимических систем, позволяет рассматривать данный объект в качестве примера
современных технологических решений для осуществления гидрохимических
процессов, рисунок 5.7. Заметный интерес эта технология представляет и сточки
зрения её кооперации с производством глинозёма, так как процесс конверсии
фосфогипса является практически неограниченным источником карбоната
кальция и продуктов на его основе. На рисунке 5.8 приведена аппаратурнотехнологическая схема опытно промышленной установки для конверсионной
переработки фосфогипса реализованная на промышленной площадке ОАО
143
«ФосАгро-Череповец». Проектная и достигнутая в ходе государственных
приёмочных испытаний мощность установки по фосфогипсу составляет 50 кг/ч,
что обеспечивает получение 32 кг/ч карбоната кальция и 39 кг/ч сульфата
аммония.
На
рисунке
5.9
(а,б,в)
приведены
элементы
компоновки
технологического оборудования для конверсии фосфогипса.
Анализ технических решений применённых в данной технологии позволяет
отметить
много
параллелей
малорастворимых алюминатов,
с
при
технологиями
этом можно
химического
выделить
осаждения
ряд
важных
структурных элементов технологического процесса.
Рисунок 5.8 – Часть производственной аппаратурно-технологической схемы опытнопромышленной установки для конверсионной переработки фосфогипса на промышленной
площадке ОАО «ФосАгро-Череповец» по материалам рабочей технической документации [177]
144
а
б
в
Рисунок 5.9 – Компоновочные решения установки оборудования опытно-промышленной
технологической линии для конверсионной переработки фосфогипса на технологической
площадке ОАО «ФосАгро-Череповец»: а – узел конверсии фосфогипса и фильтрации пульпы;
б – вакуум-выпарная установка для упарки и кристаллизации раствора сульфата аммония; в –
баковая аппаратура для сбора технологических растворов и санитарной очистки газов
145
К этим элементам следует отнести:
- блок реакторов для обеспечения непрерывного процесса конверсии;
- системы подготовки и подачи реакционных материалов (фосфогипса и
раствора карбоната аммония);
-
блок
разделения
продуктов
с
использование
нутч-фильтров
периодического действия.
Приведённый
анализ
аппаратурно-технологических
решений
для
осуществления процессов химического осаждения позволяет говорить о том, что
для всех рассмотренных объектов характерно наличие ранее указанных
технологических принципов. Их реализация в значительно степени определяется
конкретными режимными условиями ведения процесса, объёмами производства и
необходимостью адаптации решений к основной производственной схеме.
Важным элементом технологии осаждения малорастворимых алюминатов
является связь производственных потоков с основным производством, в том
числе предшествующего передела, которым для данной технологии является
декомпозиция
алюминатных
растворов,
рисунок
5.10
[173].
С
учётом
рассмотренных технологических элементов предложены следующие варианты
принципиальных технологических решений для повышения эффективности
оборота
каустической
щёлочи
на
основе
осаждения
малорастворимых
алюминатов, рисунки 5.11 и 5.12. Отличительная особенность схемы приведённой
на рисунке 5.11 заключается в получении низкомодульных алюминатных
растворов пригодных для разложения методом декомпозиции, что обеспечивает
восполнение потерь щёлочи с этим потоком и повышение каустического модуля
за счёт осаждения ТКГА. Особенность принципиальной технологической схемы
приведённой на рисунке 5.12 заключается в выделении циклического процесса
содовой
конверсии
ТКГА,
что
обеспечивает
возможность
выделения
дополнительного количества гидроксида алюминия методом карбонизации.
Одновременно эта технологическая схема позволяет получать ТКГА в качестве
146
отдельного технологического продукта для использования в производстве
специальных вяжущих материалов.
Рисунок 5.10 – Принципиальная аппаратурно-технологическая схема декомпозиции, отделения
и промывки гидроксида алюминия: 1 – приёмная емкость алюминатного раствора; 2 –
декомпозёр; 3 – гидросепаратор; 4 – сгуститель; 5 – барабанные вакуум-фильтры; 6 –
репульпаторы; 7 – насосы; 8 – бак для отфильтрованного маточника. А – алюминатный раствор;
В – вода на промывку; Г – продукционная гидроокись; С – слив гидросепаратора; ПГ – пульпа
гидроокиси; ЗП – затравочная пульпа; ПВ – промывная вода; М – маточный раствор [173]
Техническая эффективность этих решений определяется эффективностью
оборота щёлочи по количеству Al2О3, которое может быть извлечено в раствор
активной частью каустической щёлочи в оборотном растворе согласно уравнению
2.13, вывод и анализ которого дан во второй главе:
Эо = 1,645(Na2Oк)о(1/(αк)а - 1/(αк)о),
где Эо и Ар – соответственно показатель эффективности оборота
каустической щёлочи и количество оксида алюминия способного к растворению
активной частью щелочного реагента, моль/л и г/дм3; (Na2Oк)о – концентрация
каустической щёлочи в оборотном растворе, г/дм3.
Тогда удельная эффективность оборота щёлочи (Эуд), тонн продукции
(глинозёма) на тонну каустической щёлочи определяется уравнением 2.14
Эуд = Эо/(Na2Oк)о = 1,645(1/(αк)а - 1/(αк)о),
147
и соответственно удельным щелочным потоком (Nуд), т/т продукции (глинозёма),
уравнение 2.15
Nуд = 1/ Эуд.
Алюминатный раствор
Декомпозиция
Продукционный гидрат
Маточный раствор
Известковое молоко
Осаждение ТКГА
Сгущение
ТКГА
Свежий содовый раствор
CO2
Высокомодульный
раствор
Выщелачивание
Маточный раствор
Сгущение
Фильтрация
Низкомодульный
алюминатный
раствор
Известковый шлам
На утилизацию
Рисунок 5.11 – Принципиальная технологическая схема осаждения и конверсии ТКГА с
возвратом дополнительного потока низкомодульного алюминатного раствора на декомпозицию
Следовательно,
решений
экономический
определяется
эффект
снижением
от
реализации
удельного
предлагаемых
щелочного
потока
гидрометаллургического цикла без существенного увеличения цеховых затрат.
Таким образом, в первом приближении экономический эффект достигается за счёт
148
снижения себестоимости тонны полученного глинозёма в части затрат на
осуществление гидрометаллургических переделов.
Алюминатный раствор
Декомпозиция
Продукционный гидрат
Известковое молоко
Маточный раствор
Осаждение ТКГА
Фильтрация
Высокомодульный
раствор
ТКГА
Свежий содовый раствор
Содовое выщелачивание
Маточный раствор
Сгущение
Фильтрация
Известковый шлам
Алюминатный раствор
В оборот
Карбонизация
CO2
Сгущение
Фильтрация
Содовый раствор
Al(OH)3
Рисунок 5.12 - Принципиальная технологическая схема осаждения и конверсии ТКГА с
выделением гидроксида алюминия способом карбонизации в цикле содовой конверсии ТКГА
Тогда экономический эффект от снижения удельного щелочного потока
гидрометаллургического цикла может быть оценён по формуле [179]:
149
ЭГ [(С1 С2 ) E n K Д ] Q ,
(5.1)
где Еn - нормативный коэффициент капитальных вложений в основные
производственные фонды; Кд - дополнительные удельные капитальные вложения
на единицу годового выпуска продукции; Q - годовой объем базового
производства; С1 и С2 – соответственно себестоимость продукции по базовому
варианту и предлагаемому.
Так как снижение себестоимости продукции гидрометаллургических
переделов происходит пропорционально снижению удельного щелочного потока,
то можно записать, что
С2 = С1 (Nуд)2/(Nуд)1,
(5.2)
где (Nуд)1 и (Nуд)2 – соответственно удельный щелочной поток по базовому
варианту и предлагаемому.
Тогда с учётом (5.2) и минимальных капитальных затратах на реализацию
предлагаемых решений расчётный экономический эффект составит
Э = С1[1 - (Nуд)2/(Nуд)1]·Q.
(5.3)
При восполнении потерь щёлочи в количестве около 53 кг на 1 тонну
глинозёма это позволяет выделить в осадок ТГКА с помощью расчетного
количества извести, предназначенной для каустификации соды, следующее
количество оксида алюминия согласно стехиометрии уравнения 2.47 [178]:
53·102/3·62 = 29,06 кг,
где 102 и 62 – соответственно молекулярная масса Al2O3 и Na2O; 3 – число
молей Na2O, расходуемых на каустификацию соды с помощью ТКГА.
Удельная эффективность оборота щёлочи и удельный щелочной поток по
базовому варианту составляет [178]:
(Эуд)1 = 1,645(1/1,6 – 801,16/1850,52) = 0,5952т/т;
(Nуд)1 = 1/(Эуд)1 = 1,680т/т,
где 1,6 – каустический модуль алюминатного раствора; 801,16 и 1850,52 –
соответственно количество Al2O3 и Na2O в оборотном растворе на тонну
глинозёма по данным [178].
150
Удельная эффективность оборота щёлочи и удельный щелочной поток по
предлагаемому варианту с учётом принятых показателей оборотного и
алюминатного раствора составляет:
(Эуд)2 = 1,645[1/1,6 – (801,16 – 29,06)/1850,52] = 0,6109т/т;
(Nуд)2 = 1/(Эуд)1 = 1,637т/т/
Следовательно,
расчётный
экономический
эффект,
связанный
с
сокращением удельного щелочного потока и вычисленный по уравнению (5.3)
составит:
Э = С1[1 - (Nуд)2/(Nуд)1]·Q = С1[1 – 1,637/1,680]·Q = 0,0257 С1·Q.
Увеличение потребления соды, связанное с декаустификацией соды при
переработке бокситов с повышенным содержанием карбонатных минералов,
приводит к увеличению нагрузки на её каустификацию и создаёт предпосылки для
увеличения масштабов выделения ТКГА и соответствующего увеличения годового
экономического эффекта.
По
материалам
анализа
аппаратурно-технологических
решений
и
экономической оценки предлагаемых решений можно сделать следующие выводы:
- осаждение ТКГА имеет достаточно много процессов аналогов при
переработке
сырья
природного
и
техногенного
происхождения,
что
в
значительной степени подготовило аппаратурную адаптацию этого процесса к
существующему глинозёмному комплексу;
- предлагаемые технологические решения, основанные на повышении
каустического
модуля
оборотного
раствора,
обеспечивают
получение
низкомодульных растворов пригодных для переработки методом декомпозиции
или растворов с повышенным модулем пригодных для выделения гидроксида
алюминия методом карбонизации;
- расчётный экономический эффект от осаждения оксида алюминия из
высокомодульных алюминатных растворов в виде ТКГА достигается за счёт
сокращения удельного щелочного потока и при компенсации текущих потерь
щёлочи содой составляет 2,57% от годового объёма расходов на осуществление
основных
технологических
переработки бокситов.
операций
в
гидрометаллургическом
цикле
151
ЗАКЛЮЧЕНИЕ
Выполненные исследования позволяют говорить о существенном значении
эффективности оборота щёлочи, что является основой повышения эффективности
переработки бокситов способом Байера в целом и делает обоснованными
следующие выводы:
1. Проведённый анализ известных технических решений, связанных с
разложением алюминатных растворов в рамках технологии производства
глинозёма по способу Байера, а также аналогов этого процесса позволяет сделать
следующее заключение:
- ухудшение качества сырья, высокие требования к металлургическому
глинозему, повышение цен на транспортные расходы и энергоносители вызывает
необходимость постоянной модернизации производства
- значительный потенциал для модернизации способа Байера несет в себе
передел декомпозиции, в котором происходит разложение алюминатных
растворов и формирование качества конечной продукции
- повышение каустического модуля оборотного раствора за счет осаждения
малорастворимого гидроалюмината кальция – один из наиболее перспективных
методов повышения эффективности производства, в связи с большим спектром
его использования. Такой подход позволяет не только значительно повысить
степень использования щелочного реагента, сократить производственные потоки,
очистить раствор от некоторых примесей, адсорбирующихся на поверхности
синтезируемого алюмината, но и наладить производство цементов специальных
марок, высокий спрос на которые не вызывает сомнения.
2. Рассмотренные вопросы теории разложения алюминатных растворов и
выделения алюминия из подобных растворов в рамках существующей технологии
производства глинозёма позволяет сделать следующие выводы:
- базовая система глинозёмного производства Na2O-Al2O3-H2O имеет
существенные ограничения для наращивания продуктивности алюминатных
растворов и увеличения эффективности оборота каустической щёлочи;
152
- существенное влияние на растворимость алюминия в щелочных растворах
и показатели его гидролитического выделения из таких растворов оказывает
катионный и анионный состав. При этом с увеличение концентрации примеси
распространённых анионов и катионов калия равновесная концентрация
алюминия в растворе растёт, а следовательно уменьшается теоретическая глубина
выделения;
- дополнительным показателем выделения гидроксида алюминия из
растворов является степень их разложения в % от теоретически возможной
величины, что возможно, благодаря предложенному алгоритму и позволяет
оценить степень приближения растворов в конце процесса к равновесию;
- предложена функция, представляющая собой оценку метастабильной
устойчивости растворов, и показано, что в качестве определяющего фактора
длительности индукционного периода выступает вязкость кристаллобразующей
среды при прочих равных условиях;
- низкая растворимость алюминия в системе Na2O-CaO-Al2O3-H2O и её
ближайших аналогах создаёт термодинамическую возможность для глубокого
выделения алюминия из щелочных растворов в виде сложных оксидов алюминия;
- теоретически обосновано и подтверждено практическими данными
существование предельного количества затравки, необходимого для осаждения из
растворов метастабильного состава кристаллических частиц максимальной
крупности.
3.
Результаты
экспериментальных
исследований
по
осаждению
трёхкальциевого алюмината из высокомодульных алюминатных растворов
позволяют сделать следующие выводы:
- для времени осаждения от 0,5 до 4 часов извлечение оксида алюминия в
осадок трёхкальциевого алюмината является линейной функцией начального
каустического модуля раствора, дозировки известкового молока, температурой
процесса и концентрацией щелочного раствора;
153
- наибольшее влияние отмечается для дозировки известкового молока в
пределах заданного интервала варьирования;
- максимальное извлечение оксида алюминия составляет 88,0% которому
соответствует достигнутый каустический модуль раствора 29,07;
- оптимальные условия процесса осаждения достигаются в условиях опыта
№5 и при нулевом уровне факторов для времени процесса 30минут. При этом
опыту №5 соответствуют следующие условия: начальный каустический модуль
3,6; мольное отношение CaO/Al2O3 = 3,0; температура процесса 90оС и
концентрация каустической щелочи 130 г/л;
- лимитирующая стадия процесса во всём временном интервале может быть
идентифицирована, как соответствующая диффузии материалов и продуктов, что
в полной мере отвечает многостадийному характеру этого процесса согласно
уравнениям 3.23 и 3.24 при участии малорастворимых соединений;
- с высокой долей вероятности можно говорить о наличии явления
индукции
при
осаждении
Ca3Al2(OH)12
из
высокомодульных
щелочных
алюминатных растворов.
4. Выполненные экспериментальные исследования, связанные с изучением
закономерностей разложения ТКГА позволяют сделать следующие выводы:
- содовая конверсия ТКГА протекает с максимальной полнотой при
температуре 95оС, концентрации общей щёлочи в растворе на уровне 70 г/л по
Na2O и мольном отношени Ca3Al2(OH)12/Na2CO3 = 1/3, что соответствует
стехиометрии уравнения 4.1.
- в ходе содовой конверсии ТКГА было достигнуто максимальное
извлечение Al2O3 в раствор на уровне 88-89% которому соответствует
каустический модуль раствора на уровне 3,0. Следовательно полученные
растворы пригодны для выделения оксида алюминия методом карбонизации;
- максимальное разложение ТКГА методом карбонизации обеспечивается
при при температуре 90оС, фоновой концентрации карбоната натрия 10г/л, Ж/Т =
4/1 и длительности процесса 2 часа;
154
- частичная 50% карбонизация ТКГА с мдаксимальной скоростью
достигается также в приведённых выше условиях, но время процесса сокращается
до 20 мин.;
- частичная карбонизация ТКГА позволяет управлять каустическим
модулем раствора, получающимся в ходе содовой конверсии продуктов;
- твёрдые продукты карбонизации ТКГА соответствуют предполагаемой
стехиометрии и содержат трёхводный гидроксид алюминия и карбонат кальция.
5. По материалам анализа аппаратурно-технологических решений и
экономической оценки предлагаемых решений, основанных на повышении
продуктивности алюминатных растворов путём осаждения и переработки ТКГА,
можно сделать следующие выводы:
- осаждение ТКГА имеет достаточно много процессов аналогов при
переработке
сырья
природного
и
техногенного
происхождения,
что
в
значительной степени подготовило аппаратурную адаптацию этого процесса к
существующему глинозёмному комплексу;
- предлагаемые технологические решения, основанные на повышении
каустического
модуля
оборотного
раствора,
обеспечивают
получение
низкомодульных растворов пригодных для переработки методом декомпозиции
или растворов с повышенным модулем пригодных для выделения гидроксида
алюминия методом карбонизации;
- расчётный экономический эффект от осаждения оксида алюминия из
высокомодульных алюминатных растворов в виде ТКГА достигается за счёт
сокращения удельного щелочного потока и при компенсации текущих потерь
щёлочи содой составляет 2,57% от годового объёма расходов на осуществление
основных
технологических
переработки бокситов.
операций
в
гидрометаллургическом
цикле
155
СПИСОК ЛИТЕРАТУРЫ
1. Мазель В.А. Производство глинозема. Л-М.: Металлургиздат, 1955. 504 с.
2. Кузнецов С.И. Физическая химия процесса производства глинозёма по
способу Байера / С.И. Кузнецов, В.А. Деревянкин. М.: Металлургиздат, 1964.
352 с.
3. Беляев А.И.. Металлургия лёгких металлов. М.: Металлургия, 1970. 368с.
4. Лайнер А.И. Производство глинозёма / А.И.Лайнер, Н.И.Ерёмин,
Ю.А.Лайнер, И.З.Певзнер. М.: Металлургия, 1978. 344 с.
5. Мальц Н.С. Повышение эффективности получения глинозёма из бокситов
/ Н.С. Мальц, М.И. Зайцев. М.: Металлургия, 1978. 112 с.
6. Троицкий И.А. Металлургия алюминия / И.А. Троицкий, В.А. Железнов.
М.: Металлургия, 1977. 392 с.
7. Савченко
А.И.Декомпозиция
и
повышение
качества
гидроксида
алюминия/ А. И. Савченко, К. Н. Савченко. М. : Металлургия, 1992. 156 с.
8. Мальц Н.С. Новое в производстве глинозема по схемам Байер – спекание.
М.: Металлургия, 1989. 176 с.
9. Логинова И.В. Производство глинозема: учебное пособие / И.В.
Логинова, А.В. Кырчиков. Екатеринбург: УГТУ-УПИ, 2010. 186 с.
10. ГОСТ 30558-98. Глинозем металлургический. Технические условия. М.:
Изд-во стандартов, 2002. 4 с.
11. Телятников
Г.В.
Об
улучшении
физико-химических
свойств
металлургического глинозема / Г.В. Телятников, В.Г. Тесля, С.М. Мильруд и др. //
Труды ВАМИ. СПб, 2001. С. 42-49.
12. Романов Л.Г. Разложение алюминатных растворов. Алма-Ата: «Наука»
Казахской ССР, 1981. 205 с.
13. Кузнецов И.А. Пути получения крупнокристаллического гидроксида
алюминия на Уральском алюминиевом заводе / И.А. Кузнецов, В.С. Черноскутов,
М.А. Пересторонина и др. // Цветные металлы, 2007. №1. С. 57-62.
156
14. Берх В.И. Методика определения оптимального температурного режима
процесса декомпозиции алюминатного раствора на основе математической
модели кинетики / В.И. Берх, Е.Д. Краснопольский // Труды ВАМИ. Л., 1975. №
91. С.130-134.
15. Шморгуненко Н.С. Сравнительная характеристика зарубежных и
отечественных глиноземов / Н.С. Шморгуненко, Г.Н. Гопиенко // Труды ВАМИ.
Л., 1979. №103. С.70 - 78.
16. Исаева Л.А. Глинозем в производстве алюминия электролизом / Л.А.
Исаева, П.В. Поляков // Краснотурьинск, 2001. С. 201-204.
17. Бузунов
В.Ю.
Качество
и
структура
поставок
глинозема
на
алюминиевые заводы РУСАЛ / В.Ю. Бузунов, Т.Д. Печерская, А.С. Таянчин //
Цветные металлы Сибири – 2009. Красноярск: ООО «Версо», 2009. С. 248-253.
18. Исаева Л.А. Пыление и текучесть глинозема с различными физикохимическими свойствами / Л.А. Исаева, А.Б. Браславский, П.В. Поляков //
Известия ВУЗов. Цветная металлургия, 2008. № 6. С. 20-24.
19. Евсеев И.В., Ершов В.А., Сираев И.С. Определение эффективности
работы
алюминиевых
электролизеров
при
использовании
укрупненного
глинозема марки Г-ООК // Цветные металлы, 2006. № 12. С. 51-54.
20. Майер А.А. Влияние шамозита на технологические показатели
переработки вежаю-ворвыкинских бокситов (средний тиман) по способу Байера //
Цветные металлы, 2000. №1. С.13-17.
21. Паромова И.В. Исследование и разработка технологии получения
глинозема из бокситов с повышенным содержанием карбонатов: Автореферат
диссертации канд. тех. наук. ВАМИ, СПб., 1996. 25 с.
22. Ибрагимов А.Т. Разработка и внедрение технологии переработки
низкокачественного бокситового сырья Казахстана. Автореферат диссертации
канд. тех. наук / АО «Алюминий Казахстана» и АО «Центр наук о Земле,
металлургии и обогащении». Алматы, 2010. 22 с.
157
23. Медведев В.В. Сравнительный анализ эффективности технологических
схем переработки тиманских бокситов на основе расчета параметров материальных
потоков / В.В. Медведев, С.Н. Ахмедов, В.М. Сизяков, В.П. Ланкин, А.И. Киселев,
А.В .Дружинин // Цветные металлы, 2003. №12. С. 57-62.
24. Броневой В.А. О проекте глиноземно-алюминиевого комплекса в
Республике Коми на базе переработки бокситов Среднего Тимана // Цветные
металлы, 2001. №12. С.74 - 79.
25. Броневой В.А. Состояние и возможные направления развития сырьевой
базы алюминиевой промышленности России / В.А. Броневой, В.П. Ланкин //
Цветные металлы, 2001. №3. С.49 - 54.
26. Сизяков В.М. Проблемы развития производства глинозёма в России //
Цветные металлы Сибири – 2009. Красноярск: ООО «Версо», 2009. С. 120-134.
27. Ахмедов С.Н. Состояние и тенденции развития мирового производства
глинозема / С.Н. Ахмедов, А.И. Киселев, В.В. Медведев, Б.С. Громов, Р.В. Пак,
Ю.В. Борисоглебский // Цветные металлы, 2002. №4. С. 42-45.
28. Синьков
Л.С.
Минеролого-технологические
исследования
северо-
онежских бокситов с целью повышения комплексности их использования:
Автореферат диссертации канд. тех. наук / СПГГИ. СПб, 1997. 20 с.
29. Панов
А.В.
Исследование
химико-минеральных
особенностей
индийских бокситов штата Гуджарат и разработка оптимальных технологических
параметров их переработки на глинозем. Автореферат диссертации канд. тех.
наук. ВАМИ. СПб., 2003. 23 с.
30. Виноградов С.А. Разработка эффективной технологии комплексной
переработки нефелинов с добавками бокситов. Диссертация на соискание учёной
степени к.т.н. // Санкт-Петербургский государственный горный институт имени
Г.В. Плеханова. СПб., 2009. 157 с.
31. Лякишев Н.П. Разработка научных основ и технологии переработки
алюминийсодержащего сырья и материалов на основе алюминия в институте
158
металлургии и материаловедения им. А.А. Байкова РАН / Н.П. Лякишев, Ю.А.
Лайнер, Л.Л. Рохлин // Цветные металлы, 2001. №12. C. 69 - 74.
32. Насыров Г.З. Новые технологии комплексной переработки щелочных
алюмосиликатов и алунитовых руд на глинозём и химические продукты / Г.З.
Насыров, В.В. Пивоваров, С.Я. Данциг и др. // Цветные металлы, 1997. № 4. С. 3235.
33. Еремин Н.И. Производство глинозёма / Н.И. Ерёмин, Ю.А. Зайцев, А.Н.
Наумчик. Л., ЛГИ, 1983. 83 с.
34. Наумчик А.Н. Производство глинозёма из низкокачественного сырья /
А.Н. Наумчик, О.А. Дубовиков. Л., ЛГИ, 1987. 99 с.
35. Пахомов
В.П.
Экономическая
эффективность
использования
среднетиманских бокситов на алюминиевых заводах Урала // Цветные металлы,
1997. №4. С.89-90.
36. Медведев
В.В.
Финансово-экономическая
оценка
применения
гидрогранатовой технологии для переработки низкокачественных бокситов / В.В.
Медведев, С.Н. Ахмедов, В.М. Сизяков, В.П. Ланкин, А.И. Киселев // Цветные
металлы, 2004. №3. С. 57-62.
37. Сизяков
В.М.
Эффективные
способы
комплексной
переработки
небокситового алюминиевого сырья на глинозем и попутные продукты / В.М.
Сизяков, Г.З. Насыров // Цветные металлы, 2001. №12. С. 63-69.
38. Спиридонов В.А. Новые технические решения и реконструкция
производства как основной фактор успешной работы ОАО «Бокситогорский
глинозём» в рыночных условиях // Цветные металлы, 2000. № 9. С.70-76.
39. Архипов С.Н. Новаторский поиск и совершенствование технологии –
важнейшие составляющие деятельности ЭПЦ // Цветные металлы, 2000. № 9. С.
85-87.
40. Тодоров С.А. Исследование и разработка метода электродиализа для
разложения
и
концентрирования
алюминатных
растворов.
Автореферат
159
диссертации канд. тех. наук. Институт металлургии и материаловедения имени
А.А. Байкова. М., 2007. 22 с.
41. Глушков С.А. Технология получения глинозёма из бокситов / С.А.
Глушков, М.Л. Никольская. Каменск-Уральский: ГУП СО «Каменск-Уральская
типография», 2007. 184 с.
42. Технологическая инструкция. Производство глинозёма. ТИ 455.30.01 –
2008. ООО «РУС-Инжиниринг», «УАЗ-СУАЛ». Каменск-Уральский, 2008. 112 с.
43. Медведев В.В. Гидрогранатовая технология переработки бокситового
сырья как современная альтернатива способу Байер-спекание/ Медведев В.В.,
Ахмедов С.Н., Сизяков В.М., Ланкин В.П., Киселев А.И.// Цветные металлы,
2004. №11. С. 58-61.
44. Ланкин
В.П.
Научно-техническая
деятельность
АО
ВАМИ
по
дальнейшему развитию и техническому перевооружению промышленности
легких металлов на этапе перехода к рыночной экономике // Цветные металлы,
2000. №1. С. 4 - 6.
45. Абрамов В.Я. Выщелачивание алюминатных спеков / В.Я. Абрамов,
Н.И. Еремин. М.: Металлургия, 1976. 208 с.
46. Волков В.В. Влияние добавок извести на извлечение глинозёма из
алюмогетитов / В.В. Волков, М.И. Соболь, Н.И. Ерёмин // Цветная металлургия.
Известия ВУЗов, 1984. С. 22-24.
47. Тыртышный В.М. Усовершенствование автоклавных установок для
обескремнивания
растворов
и
выщелачивания
бокситов
в
глиноземном
производстве / В.М. Тыртышный, Е.А. Исаков, А.Г. Жуков // Цветные металлы,
2000. №1. С. 23-25.
48. Федяев А.Н. Интенсификация процессов переработки гвинейских
бокситов на глинозём по способу Байера. Автореферат диссертации канд. тех.
наук. СПГТИ (ТУ). СПб., 2011. 19 с.
160
49. Копытов Г.Г. Совершенствование регенеративного нагрева сырой
пульпы при автоклавном выщелачивании боксита / Г.Г. Копытов, К.Ф. Завадский,
Г.Г. Завьялова // Цветные металлы, 1998. № 6. С. 31-32.
50. Певзнер
В.И.
Интенсификация
процесса
обескремнивания
и
декомпозиции алюминатных растворов – основные интенсифицирующие факторы
способа спекания низкожелезистых бокситов / В.И. Певзнер, В.М. Сизяков //
Перспективные
разработки
в
производстве
глинозёма,
алюминия
и
полуфабрикатов. ВАМИ. Л., 1986. С. 12-17.
51. Новиков
обескремнивания
Н.А.
Технология
алюминатных
низкотемпературного
растворов
глинозёмного
процесса
производства.
Автореферат диссертации канд. тех. наук. СПГГУ. СПб., 2011. 20 с.
52. Певзнер И.З. Обескремнивание алюминатных растворов / И.З. Певзнер,
Н.А. Макаров. М.: Металлургия, 1974. 112с.
53. Завадский К.Ф. Опыт фильтрации алюминатных растворов через слой
трёхкальциевого гидроалюмината / К.Ф. Завадский, Е.А. Николаева, А.В. Киселев
// Цветные металлы, 2006. № 5. С. 22-26.
54. Бибик И.Д. Влияние органических соединений на декомпозицию
алюминатных растворов / И.Д. Бибик, Ш.Ж. Жоробекова, Н.З. Насыров, Л.Н.
Сынкова // Цветные металлы, 1984. №5. С. 43-45.
55. Абикенова Г.К. Усовершенствование способов вывода органических
примесей
из промпродуктов глиноземного производства.
Автореферат
диссертации на соискании учёной степени кандидата тех. наук. АО «Центр наук о
Земле, металлургии и обогащения». Павлодар-Алматы, 2009. 20 с.
56. Берх В.И. Структура и алгоритм каскадной системы управления
щелочным режимом процесса карбонизации алюминатного раствора / В.И. Берх,
Е.Д. Краснопольский // Труды ВАМИ. Л., 1974. №88. С.132-137.
57. Фитерман М.Я. Оптимальное управление процессом декомпозиции
алюминатного раствора в производстве глинозема/ М.Я. Фитерман, Р.Г. Локшин,
В.Г. Тесля // Цветные металлы, 2005. № 6. С. 55-61.
161
58. Еремин Н.И. Процессы и аппараты глиноземного производства /
Н.И.Еремин, А.Н.Наумчик, В.Г.Казаков. М.: Металлургия, 1980. 360 с.
59. Давыдов И.В. Исследование и разработка новой высокоэффективной
аппаратуры для глиноземного производства / И.В. Давыдов, В.Н. Чернин, А.А.
Болотов // Научные исследования и опыт проектирования в металлургии легких
металлов. М.: Металлургия, 1981. С. 53 - 60.
60. Шмигидин Ю.И. Перевод вакуумных фильтров на энергосберегающие
режимы фильтрования // Труды ВАМИ. СПб, 2001. С. 49 - 55.
61. Рукомойкин А.А. Внедрение печей циклонно-вихревого типа в
глинозёмном производстве / А.А. Рукомойкин, С.А. Бабин // Цветные металлы,
2006. № 5. С. 13-16.
62. Липухин Е.А. Замена многоярусных сгустителей красного шлама на
одноярусные / Е.А. Липухин, О.Г. Гордин, Е.А. Николаева, И.С. Гостинская //
Цветные металлы, 2006. № 5. С. 20-21.
63. Галкин
процессом
С.А.
Распределённая
выщелачивания
в
система
производстве
оптимального
глинозёма
(на
управления
примере
Бокситогорского глинозёмного завода). Автореферат диссертации канд. тех. наук.
СПГГИ (ТУ). СПб., 2010. 20 с.
64. Беликов Е.А. Современный подход к созданию АСУТП в производстве
глинозема / Е.А. Беликов, А.А. Кузнецов, Р.Г. Локшин // Современные тенденции
в развитии металлургии легких металлов: Сборник научных трудов. ВАМИ. СПб,
2001. С.262-270.
65. Мылтыкбаева Л.А. Теоретические основы и разработка технологии
получения цеолита NaA в условиях глиноземного производства: Автореферат
диссертации канд. тех. наук / РГКП «Институт металлургии и обогащения».
Алматы, 2001. 26 с.
66. Шморгуненко
Н.С.
Комплексная
переработка
и
использование
отвальных шламов глиноземного производства / Н.С. Шморгуненко, В.И.
Корнеев. М.: Металлургия, 1982. 129с.
162
67. Тесля В.Г. Переработка шламовых и твердых отходов производства
глинозема и алюминия / В.Г. Тесля, В.А. Утков, С.И. Петров и др. // Цветные
металлы, 1997. №4. C. 87 - 88.
68. Лайнер Ю.А. Разработка технологии комплексного использования
промпродуктов и отходов глиноземного производства / Ю.А. Лайнер, И.В.
Бондаренко, В.А. Резниченко // Цветные металлы, 1995. №2. С.40 - 42.
69. Шморгуненко
Н.С.
Комплексная
переработка
и
использование
отвальных шламов глиноземного производства / Н.С. Шморгуненко, В.И.
Корнеев. М.: Металлургия, 1982. 129 с.
70. Корнеев В.И. Красные шламы / В.И. Корнеев, А.Г. Сусс, А.И. Цеховой.
М.: Металлургия, 1991. 144 с.
71. Пономарёв В.Д. Электрокоагуляция алюминатных растворов // Химия и
технология глинозёма. Алма-Ата: Изд. Наука Казахской ССР, 1973. С. 80-86.
72. Ни Л.П. Электрохимическая переработка содово-сульфатных растворов
в системе ионообменных мембран / Л.П. Ни, А.А. Мананков // Цветные металлы,
1990. №3. С. 56-58.
73. Zhanwey Liu. Theory and experiment on cooling strategy during seeded
precipitation / Zhanwey Liu, Wenmi Chen, Wangsing Li // Light Metals, 2011. p. 227230.
74. Qun Zhao. Kinetics of crystallization in sodium aluminate liquors / Qun Zhao,
Yanli Xie, Shiwen Bi, Zijian Lu, Yihong Yang, Bo Li // Light Metals, 2004. p. 71-75.
75. Steven P. Rosenberg and Steven J. Healy. A Thermodynamic Model for
Gibbsite Solubility in Bayer Liquors // Fourth International Alumina Quality Workshop.
Darwin, 2-7 June 1996. P. 301-310.
76. Арлюк Б.И. Зависимость растворимости гидраргилита от концентрации
содощелочного раствора и температуры / Б.И. Арлюк, Т.Б. Веприкова // Цветные
металлы, 1981. №6. С. 59-60.
163
77. Барон Н.М. Вязкость растворов алюминатов натрия при температурах от
25 до 90оС / Н.М. Барон, Р.П. Матвеева // Журнал прикладной химии, 1967. № 4.
С. 913-917.
78. Roelof Den Hond. Alumina yield in the Bayer process past, present and
prospects / Roelof Den Hond, Iwan Hiralal, Ab Rijkeboer // Light Metals, 2007. p. 3741.
79. Steven P. Rosenberg. Layered double hydroxides in the Bayer process: past,
present and future / Steven P. Rosenberg, Lyndon Armstrong // Light Metals, 2005.
p. 157-161.
80. Jesus Alcala. Effect of the total soda on the liquor productivity in
precipitation and occluded soda in the hydrate / Jesus Alcala, Nelson Angulo // Light
Metals, 2005. p. 89-91.
81. Кузнецов В.И. Декомпозиция алюминатных растворов с активной
затравкой / С.И. Кузнецов, А.Н. Столяров, В.А. Деревянкин, О.В. Серебренникова
и С.Ф. Важенин // Журнал прикладной химии. 1959. т.32 №11. С. 2384-2392.
82. Радько В.В. Повышение затравочной активности гидроксида алюминия
при переработке бокситов способом Байер-спекание. Автореферат диссертации
канд. тех. наук. СПГГУ. СПб., 2012. 20с.
83. Бричкин В.Н. О природе индукционного периода и аномальных
процессов при разложении алюминатных растворов/ В.Н. Бричкин, В.В. Радько,
Е.В. Никитина // Научные основы химии и технологии переработки комплексного
сырья и синтеза на его основе функциональных материалов. Апатиты: Изд-во
Кольского научного центра РАН, 2008. Ч. 1. С.41-44.
84. Панов Д.С. Исследование влияния различных минерализаторов на
процесс декомпозиции щелочно-алюминатных растворов / А.А. Шопперт, И.В.
Логинова,
Д.С.
Панов
//
Сборник
тезисов
докладов
XVI
Уральской
международной конференция молодых ученных «Студент и научно-технический
прогресс». Екатеринбург: ГОУ ВПО «УГТУ-УПИ», 2009. Т.2, С.32-34
164
85. Шопперт А.А. Влияние солей алюминия на декомпозицию щелочноалюминатных растворов. Автореферат диссертации канд. тех. наук. УрФУ.
Екатеринбург., 2013. 21с.
86. Абрамов В.Я. Физико-химические основы комплексной переработки
алюминиевого сырья / В.Я. Абрамов, И.В. Николаев, Г.Д. Стельмакова. М.:
Металлургия, 1985. 288c.
87. Тихонова
Е.В.
Физико-химические
превращения
кальция
в
алюминатных растворах глиноземного производства/ В.М. Сизяков, Е.В.
Тихонова// ЖПХ, 2012. №11. с 1746-1750.
88. Zhu Jinyong. A study on the new technology combined with Bayer process in
manufacturing of calcium aluminate cements / Zhu Jinyong // Light Metals, 2004. p.
131-135.
89. Gu Songqing. Caustic and alumina recovery from Bayer residues / Gu
Songqing // Light Metals, 2011. p. 89-91.
90. Еремин Н.И. Способ интенсификации процесса Байера на основе
выделения из маточных растворов гидроалюминатов кальция / Н.И. Еремин, П.В.
Яшунин,
А.В.
Богданов,
Л.И.
Федосенко
//
Цветная
металлургия.
«Цветметинформация». 1965. № 3. С. 41-44.
91. Яшунин П. В. Интенсификация процесса получения глинозема по
способу
Байера
на
основе
безавтоклавного
обескремнивания
щелочно-
алюминатных растворов / П. В. Яшунин, Т М. Злоказова, М. Г. Золотарева //
Цветная металлургия, 1965. № 14. С. 37-42.
92. Алексеев
А.И.
Гидроалюминаты
и
гидрогранаты
кальция.
Л.:
Издательство ленинградского университета, 1985. 184 с.
93. Линников О.Д. Получение крупнокристаллического трехкальциевого
гидроалюмината / О.Д. Линников, В.А. Никулин, В.Л. Подберезный, М.А.
Пересторонина, В.С. Черноскутов // Цветные металлы, №2, 2006. С. 49-51.
165
94. Будон С.В. Гидрохимическая переработка красных шламов АО
«Алюминий Казахстана» / С.В. Будон, А.Т. Ибрагимов, О.И. Михайлова, В.В.
Медведев // Записки горного института, 2013. Т. 202. С.67-73
95. Ибрагимов А.Т. Конверсия растворов в технологии гидрохимической
переработки красного шлама / А.Т. Ибрагимов, С.В. Будон, А.Р. Сабитов, О.И
Михайлова, М.Н. Печёнкин // Цветные металлы - 2011. Красноярск: ООО
«Версо», 2011. С. 127-130.
96. Завадский К.Ф. Опыт фильтрации алюминатных растворов через слой
трехкальциевого гидроалюмината / К.Ф. Завадский, Е.А. Николаева, А.В. Киселев
// Цветные металлы. 2006. № 15.С. 22-27.
97. Сизяков В.М. Синтез высокоглиноземистых цементов в системе
4CaO∙Al2O3∙mCO2∙11H2O-Al(OH)3 / В.М. Сизяков, Е.В. Сизякова, Е.С. Кононенко
// Цветные металлы - 2010. Красноярск: ООО «Версо», 2010. С. 403-130.
98. Боженов П.И. Строительно-технические свойства многокомпонентных
цементов / П.И. Боженов, Б.А. Григорьев // Использование отходов в цементной
промышленности. Труды НИИЦемент, №69. М., 1982. С. 72-76.
99. Корнеев В.И. Высокопрочные и быстротвердеющие портландцементы с
добавкой ТГА / В.И. Корнеев, В.В. Андреев, Ю.В. Никифоров, Н.Н. Шестопалова,
И.А. Пастернак, В.М. Сизяков // Использование отходов в цементной
промышленности. Труды НИИЦемент, №69. М., 1982. С. 121-122.
100. Рояк С.М. Специальные цементы / С.М. Рояк, Г.С. Рояк. М.:
Стройиздат, 1969. 279 с.
101. Справочник
металлурга
по
цветным
металлам.
Производство
глинозема // А.А Аграковский, В.И. Берх, В.А. Кавина и др. М.: Металлургия,
1970. 320 с.
102. Кузнецов С.И. О строении алюминатных растворов // Сборник трудов
по вопросу природы алюминатных растворов. НТО Цветной металлургии. Л.,
1959. С. 4-26.
166
103. Пономарёв В.Д. К теории алюминатных растворов // Сборник трудов
по вопросу природы алюминатных растворов. НТО Цветной металлургии. Л.,
1959. С. 27-38.
104. Малышев М.Ф. К вопросу строения алюмината натрия в растворе //
Сборник трудов по вопросу природы алюминатных растворов. НТО Цветной
металлургии. Л., 1959. С. 52-81.
105. Крмоян Т.В. О природе щелочных алюминатных растворов // Сборник
трудов по вопросу природы алюминатных растворов. НТО Цветной металлургии.
Л., 1959. С. 39-51.
106. Миронов В.Е. О структуре алюминатных ионов / В.Е. Миронов, Л.Н.
Павлов, Н.И. Ерёмин, Т.Я. Конёнкова // Цветные металлы, 1969. №7. С. 56-57.
107. Пучков Л.В. Модели алюминатного иона и константы равновесия
реакций с участием Al(OH)3 / Л.В. Пучков, О.Х Чахальян // Журнал прикладной
химии, 1978. Т. 51. № 5. С. 1010-1015.
108. Райзман В.Л. Исследование границ устойчивости различных алюминатионов в системе Na2O-Al2O3-H2O / В.Л. Райзман, Л.П. Ни, Ю.К. Власенко, В.И.
Певзнер // Комплексное использование минерального сырья, 1986. № 3. С. 61-65.
109. Доливо-Добровольская Г.И. Симметрийные реакции и их роль в
металлургии цветных металлов и производстве глинозёма / Г.И. ДоливоДобровольская, В.Н. Бричкин, С.Н. Салтыкова, Н.А. Новиков // Цветные металлы
Сибири – 2009. Красноярск: ООО «Версо», 2009. С. 166-169.
110. Абрамов В.Я. Комплексная переработка нефелино-апатитового сырья /
В.Я. Абрамов, А.И. Алексеев, Х.А. Бадальянц // М.: Металлургия, 1990. Гл. 2. С.
392с.
111. Тихонов Н.Н. О равновесном соотношении между каустической
щёлочью и оксидом алюминия в алюминатно-щелочных растворах// Цветные
металлы, 2000. № 1. С. 21 – 22.
112. Воробьев И.Б. Определение условий кристаллизации основных фаз
гидроксида алюминия при карбонизации алюминатных растворов/ И.Б. Воробьев,
167
И.В. Николаев, С.С. Киров, Е.А. Зубцова // Известия вузов. Цветная металлургия,
2006. №6. С. 17-21.
113. Смирнов М.Н. Условия образования гидроалюмокарбоната натрия /
М.Н.Смирнов, Г.А.Панаско, М.В.Мишанина // Труды ВАМИ. Л., 1979. №103. С.3040.
114. Лейтейзен М.Г. Расчётная плотность натрово-калиевых алюминатнощелочных растворов при температуре 25оС / М.Г. Лейтейзен, Т.Г. Виноградова//
Труды ВАМИ. Л.: ВАМИ, 1975. №91. С. 128-129.
115. Тесля В.Г. Влияние ионной среды щелочных растворов алюмината
натрия и калия на кинетику осаждения гидроксида алюминия / В.Г. Тесля, Ю.А.
Волохов, В.М. Сизяков // Журнал прикладной химии, 1984. № 591. С. 534-539.
116. Кузнецов С.И. Физическая химия процесса производства глинозёма по
способу Байера / С.И. Кузнецов, В.А. Деревянкин. М.: Металлургиздат, 1964. 352
с.
117. Васильев
В.В.
Физико-химические
традиции
и
особенности
термодинамики производства глинозёма по способу Байера / В.В. Васильев, В.Н.
Бричкин, Д.А. Кремчеева, В.В. Радько // Металлургия лёгких и тугоплавких
металлов. Екатеринбург: УГТУ-УПИ., 2008. С. 9-16.
118. Yanli Xie. Study on the effect of K2O on seed precipitation in sodium
aluminate liquors / Yanli Xie, Qun Zhao, Zhenan Lu, Shiwen Bi // Light Metals, 2006.
P. 159-163.
119. Yanli Xie. Study on negative effect of K2O on precipitation of gibbsite /
Yanli Xie, Qun Zhao, Zhenan Lu, Shiwen Bi // Light Metals, 2005. P. 219-222.
120. Бричкин В.Н. Закономерности декомпозиции алюминатных растворов
в системе Na2O-K2O-Al2O3-H2O / В.Н. Бричкин, В.В. Васильев, В.В. Радько, Н.А.
Новиков // Цветные металлы Сибири 2009. Красноярск: ООО «Версо», 2009. С.
162-165.
121. Бричкин В.Н. Растворимость Al2O3 в системе Na2O-K2O-Al2O3-H2O и её
влияние на показатели декомпозиции алюминатных растворов / В.Н. Бричкин,
168
В.В. Васильев, А.А. Беседин, Е.Е. Гордюшенков // Цветные металлы 2011.
Красноярск: ООО «Версо», 2011 С. 147-150.
122. Зеликман А.И. Теория гидрометаллургических процессов / А.И.
Зеликман, Г.М. Вольдман, Л.В. Беляевская. М.: Металлургия, 1975. 504 с.
123. Хамский Е.В. Кристаллизация из растворов. Л.: Наука, 1967. 151с.
124. Марков И.И. О взаимосвязи коэффициента поверхностного натяжения
и коэффициента вязкости жидкости / И.И. Марков, Е.И. Хрынина // Вестник
СевКавГТУ Серия «Физическая химия», 2004. №1 (8).
125. Зайцев
И.Д.
Физико-химические
свойства
бинарных
и
многокомпонентных растворов неорганических веществ. Справочное издание /
И.Д. Зайцев, Г.Г. Асеева. М.: Химия, 1982. 416 с.
126. Циборовский Я. Процессы химической технологии. Л.: Госхимиздат,
1958. 932с.
127. Плановский
А.Н.
Процессы
и
аппараты
химической
и
нефтехимической технологии / А.Н. Плановский, П.И. Николаев. М.: Химия,
1987. 496с.
128. Бабушкин В.И. Термодинамика силикатов / В.И. Бабушкин, Г.М.
Матвеев, О.П. Мчедалов-Петросян. М.: Изд. литературы по строительству, 1972.
351 с.
129. Сизяков В.М. Теория и практика обескремнивания алюминатных
растворов. М.: Цветметинформация, 1971. С.48-61.
130. Сизяков
В.М.
О
переработке
низкожелезистых
нефелиновых
концентратов / В.М. Сизяков, П.В. Яшунин, Л.И. Вишнева // Цветные металлы,
1979. №2. С.42-43.
131. Сизяков В.М. Разработка технологических основ и технологии
производства глинозёма высокого качества и новых видов попутной продукции
при
комплексной
переработке
щелочных
алюмосиликатов.
диссертации доктора техн. наук. ЛГИ. Л., 1983. 47 с.
Автореферат
169
132. Сизяков В.М. Повышение качества белитового шлама при комплексной
переработке нефелинов / В.М. Сизяков, П.В. Яшунин, А.И. Алексеев // Цветная
металлургия. 1980. №13. С.24-26.
133. Сизяков В.М. и др. Исследование фазового состава устойчивых
продуктов взаимодействия β-2CaOSiO2 и CaO2SiO2nH2O с растворами едкого
натра // Цветные металлы. 1969. №3. С.126-134.
134. Сизяков В.М. Повышение качества глинозема и попутной продукции
при комплексной переработке нефелинов / В.М. Сизяков, В.И. Корнеев, В.В.
Андреев. М.: Металлургия, 1986. С 117-118.
135.
Сизяков В.М. Синтез гидрокарбоалюминатов кальция в системе
CaCO3 – NaAl(OH)4 – NaOH – H2O / И.М. Сизяков, Е.В. Сизякова, А.А. Волкова //
Цветные металлы – 2010. Красноярск: ООО «Версо», 2010. С. 379-383.
136. Климентёнок
Г.Г.
Усовершенствование
способа
синтеза
гидрокарбоалюмината кальция в условиях глиноземного производства и его
использование в качестве многофункционального коагулянта: Автореферат
диссертации канд. тех. наук / СПГГИ. СПб., 2002. 22с.
137. Сизяков В.М. Разработка стабилизационных режимов получения
песочного глинозема при комплексной переработке нефелинов / В.М. Сизяков,
А.Е. Исаков. Труды ВАМИ. СПб, 2000, С. 40-48.
138. Сизякова Е.В. Повышение эффективности способа комплексной
переработки нефелинов на основе использования карбоалюминатных соединений.
Автореферат диссертации канд. тех. наук. СПГГИ. СПб., 2007. 21с.
139. Сизяков В.М. Модернизация технологии комплексной переработки
кольских нефелиновых концентратов на Пикалёвском глинозёмном комбинате //
Цветные металлы – 2010. Красноярск: ООО «Версо», 2010. С. 367-378.
140. Сизякова
Е.В.
Применение
сульфо-
и
карбоалюминатов
щёлочноземельных металлов в металлургии и химической технологии / Е.В.
Сизякова, В.Н. Бричкин, В.М. Сизяков// Научные основы химии и технологии
170
комплексного сырья и синтеза на его основе функциональных материалов.
Апатиты: Изд-во Кольского научного центра РАН, 2008. Ч.1. С. 164-167.
141. Румянцев П.Ф. Гидратация алюминатов кальция / П.Ф. Румянцев, В.С.
Хотимченко, В.М. Никущенко. Л.: Наука,1974. 80.с.
142. Мейер К. Физико-химическая кристаллография. М.: Металлургия,
1972. 480с.
143. Нывлт Я. Кристаллизация из растворов. М.: Химия, 1972. 150 с.
144. Бричкин В.Н. О природе индукционного периода и аномальных
процессов при разложении алюминатных растворов / В.Н. Бричкин, В.В. Радько,
Е.В. Никитина // Научные основы химии и технологии переработки комплексного
сырья и синтеза на его основе функциональных материалов. Апатиты: Изд-во
Кольского научного центра РАН, 2008. Ч. 1. С.41-44.
145. Васильев
В.В.
Физико-химические
традиции
и
особенности
термодинамики производства глинозёма по способу Байера / В.В. Васильев, В.Н.
Бричкин, Д.А. Кремчеева, В.В. Радько // Металлургия лёгких и тугоплавких
металлов. Екатеринбург: УГТУ-УПИ., 2008. С. 9-16.
146. Бричкин В.Н. Влияние степени метастабильности растворов на
кинетику массовой кристаллизации / В.Н. Бричкин, Н.А. Новиков, В.В. Радько,
В.В. Васильев // Записки Горного института, 2011. Т.192. С. 39-42.
147. Бричкин В.Н. О направлениях стабилизации гранулометрического
состава металлургического глинозёма / В.Н. Бричкин, В.В. Васильев, Е.Е.
Гордюшенков, Е.А. Алексеева // Записки Горного института, 2013. Т. 202. С. 231234.
148. Бричкин
В.Н.
Влияние
примесей
на
нестабильность
гранулометрического состава продукционного гидроксида алюминия / В.Н.
Бричкин, В.В. Васильев, Н.Н. Николаева, Е.Е. Гордюшенков // Цветные металлы
2012. Красноярск: ООО «Версо», 2012 С. 367-369.
149. Позин М.Е. Физико-химические основы неорганической технологии /
М.Е. Позин , Р.Ю. Зинюк. СПб.: Химия, 1993. 440 с.
171
150. Бричкин В.Н. Факторы изменения затравочной активности гидроксида
алюминия при декомпозиции алюминатных растворов / В.Н. Бричкин, В.В.
Васильев, А.А. Беседин, Е.Е. Гордюшенков // Цветные металлы 2011. Красноярск:
ООО «Версо», 2011. С. 142-146.
151. Бричкин
В.Н.
Влияние
примесей
на
нестабильность
гранулометрического состава продукционного гидроксида алюминия / В.Н.
Бричкин, В.В. Васильев, Н.Н. Николаева, Е.Е. Гордюшенков // Цветные металлы
2012. Красноярск: ООО «Версо», 2012 С. 367-369.
152. Савченко А.И. Декомпозиция и повышение качества гидроксида
алюминия/ А. И. Савченко, К. Н. Савченко. М. : Металлургия, 1992. 156 с.
153. Луцкая
Л.П.
Проблемы
освоения
производства
укрупнённого
глинозёма на Богословском алюминиевом заводе / Л.П. Луцкая, Е.А. Рубан, О.Ю.
Васильева // Цветные металлы, 2006. №5. С. 17-19.
154. Чернабук Ю.Н. О направлениях развития передела декомпозиции и
получении крупнозернистого гидроксида алюминия на ОАО БАЗ / Ю.Н.
Чернабук, Л.П. Луцкая, Б.Л. Ковалев, Д.Н. Еремеев // Цветные металлы, 1998. №
6. С. 26-28.
155. Кузнецов И.А. Пути получения крупнокристаллического гидроксида
алюминия на Уральском алюминиевом заводе / И.А. Кузнецов, В.С. Черноскутов,
М.А. Пересторонина и др. // Цветные металлы, 2007. №1. С. 57-62.
156. Васильева О.Ю. Управление зародышеобразованием с использованием
системы автоматического анализа изображения «Видеотест» / Цветные металлы,
2005. № 6. С. 53-55.
157. Пригожин И. Введение в термодинамику необратимых процессов. М.:
Иностранная литература, 1960. 127 с.
158. Трейвус Е.Б. Кинетика роста и растворения кристаллов. Л.: Изд-во
ЛГУ, 1979. 248с.
159. Яворский Б.М. Справочник по физике для инженеров и студентов
вузов / Б.М. Яворский, А.А. Детлаф. М.: Наука, 1977. 942 с.
172
160. Жуховицкий А.А.Физическая химия / А.А. Жуховицкий, Л.А.
Шварцман. М.: Металлургия, 1976. 543 с.
161. Кремчеева Д.А. Производство песочного глинозёма при комплексной
переработке Кольских нефелиновых концентратов. Автореферат диссертации
кандидата тех. наук. Санкт-Петербургский государственный гонный институт.
СПб., 2011. 20 с.
162. Бричкин В.Н. Применение высокоактивного карбоната кальция для
синтеза продуктов в системе Na2O-Al2O3-CaO-CO2-H2O / В.Н. Бричкин, В.М.
Сизяков, В.В. Васильев, Е.Е. Гордюшенков // Записки Горного института, 2013. Т.
202. С. 174-180.
163. Vasilyev V. Using repetition material and secondary resources in the
production of alumina / V. Vasilyev, V. Brichkin // Scientific Reports of Resources
Issues 2012. Innovations in Mineral Industry – Bridging Science, Practice, and
Education along the Value Chain. Freiberg (Germany): Medienzentrum der TU
Bergakademie Freiberg, 2012. – V 1. - P. 284-288.
164. Бричкин В.Н. Использование химически осаждённого карбоната
кальция в производстве глинозёма и попутной продукции / В.Н. Бричкин, В.М.
Сизяков, Н.Н. Николаева, В.В. Васильев // Цветные металлы 2012. Красноярск:
ООО «Версо», 2012 С. 362-366.
165. Сизяков В.М. Металлургия легких металлов. Производство глинозема.
Лабораторный практикум / В.М. Сизяков, В.Н. Бричкин. СПб, СПГГИ (ТУ), 2003.
89 с.
166. Власов
К.П.
Методы
научных
исследований
и
организации
эксперимента. СПГГИ (ТУ). СПб, 2000. 116 с.
167. Шариков Ю.В. Моделирование процессов и объектов в металлургии /
Ю.В. Шариков, И.Н. Белоглазов, А.Ю. Фирсов. СПГГИ (ТУ). СПб, 2006. 83 с.
168. Шариков Ю.В. Моделирование систем. Часть 1.: Синтез моделей
технологических объектов на базе уравнений гидродинамики и химической
173
кинетики
/
Ю.В.
Шариков,
И.Н.
Белоглазов.
Санкт-Петербургский
государственный горный университет. СПб, 2011. 108 с.
169. Протосеня
А.Г.
Выбор
оптимального
варианта
технологии
металлургического процесс / А.Г. Протосеня, Т.Н. Горшунова. ЛГИ. Л., 1985. 71
с.
170. Ахназарова С.Л. Методы оптимизации эксперимента в химической
технологии / С.Л. Ахназарова, В.В. Кафаров. М.: высшая школа, 1985. 205 с.
171. Сакович Г.В. Замечания о некоторых уравнениях кинетики реакций с
участием твёрдых веществ, применяемых в настоящее время // Уч. записки
Томского государственного университета. Томск, 1956. №26. С.103.
172. Сидняев Н.И. Введение в теорию планирования эксперимента / Н.И.
Сидняев, Н.Т. Вилисова. М.: Изд-во МГТУ им. Н.Э. Баумана, 2011. 463 с
173. Ерёмин Н.И. Процессы и аппараты глинозёмного производства / Н.И.
Еремин, А.Н. Наумчик, В.Г. Казаков. М.: Металлургия, 1980. 359 с.
174. Бричкин В.Н. Процессы массовой кристаллизации из растворов в
производстве глинозёма / В.Н. Бричкин, В.М. Сизяков. Санкт-Петербургский
государственный горный институт (технический университет). СПб, 2005. 134 с.
175. Сизяков В.М. Разработка технологии комплексной переработки
крупномасштабных отходов производства минеральных удобрений с получением
товарных продуктов многофункционального назначения / В.М. Сизяков В.М.,
В.Н. Бричкин, Б.В. Левин, А.В. Григорьев // Итоговая конференция по
результатам выполнения мероприятий ФЦП «Исследования и разработки по
приоритетным направлениям развития научно-технического комплекса России на
2007-2013 годы за 2012 год по приоритетному направлению «Рациональное
природопользование». 19 декабря 2012, Москва, РГУ нефти и газа им. И.М.
Губкина. С. 18-19. www.PORTAL.ru.
176. Сизяков В.М. Получение химически осаждённого карбоната кальция
для производства глинозёма и попутной продукции / В.М. Сизяков В.М., В.Н.
Бричкин, Б.В. Левин, Е.Е. Гордюшенков // Сборник докладов 31ой международной
174
конференции ICSOBA, 19 международной конференции «Алюминий Сибири».
Красноярск: «Версо», 2013. С. 350-356.
177. Опытно-промышленный
комплексной
переработки
минеральных
удобрений
технологический
крупномасштабных
с
получением
регламент
отходов
товарных
технологии
производства
продуктов
многофункционального назначения. Срок действия до 31 декабря 2016 года. /
Научный руководитель В.М.Сизяков. Федеральное государственное бюджетное
образовательное
учреждение
высшего
профессионального
образования
«Национальный минерально-сырьевой университет «Горный». Утверждён 14
ноября 2013г. 125 с.
178. Самарянова Л.Б. Технологические расчеты в производстве глинозема /
Л.Б. Самарянова, А.И. Лайнер. М.: Металлургия, 1981. 280 с.
179. Слепнева Т.А. Экономика цветной металлургии СССР / Т.А. Слепнева,
Н.Т. Глушков, А.Г. Шкурский // М.: Металлургия, 1988. 384 с.