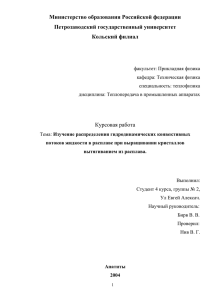
НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСИС» ИНСТИТУТ НОВЫХ МАТЕРИАЛОВ И НАНОТЕХНОЛОГИЙ (ИНМИН) Кафедра Материаловедения полупроводников и диэлектриков ОТЧЕТ О НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ РАБОТЕ на тему: Выращивание монокристаллов антимонида индия большого диаметра методом Чохральского Студент: Курс: Семестр: Группа: Журавлев Е.О. IV 8 БМТМ-17-4 Руководитель: доцент, к.ф.-м.н. Д.А. Подгорный Оценка: __________ Подпись ______ Дата защиты: Итоговая оценка МОСКВА 2020 1 Оглавление Введение ..................................................................................................................... 3 Определение целей и задач ...................................................................................... 4 Литературный обзор ................................................................................................. 5 Методы выращивания монокристаллов ..................................................... 5 Сущность метода вытягивания Чохральского ........................................... 7 Диффузионные процессы ........................................................................... 10 Совершенство структуры ........................................................................... 12 Образование двойников ............................................................................. 13 Способы получения антимонида индия................................................................ 15 Выбор технологии получения монокристалла антимонида индия диаметром 100 миллиметров ..................................................................................... 20 Проведение эксперимента ...................................................................................... 21 Выводы ..................................................................................................................... 25 Список использованных источников .................................................................... 26 2 Введение Антимонид индия является одним из наиболее востребованных материалов для изготовления ИК ФПУ двойного назначения (народнохозяйственное направление и специальная военная техника). В основном материал служит базовым компонентом линейных и матричных фотоприемников, работающих в спектральном диапазоне длин волн 3—5 мкм. Кроме того, в настоящее время антимонид индия находит широкое применение в транзисторах, используемых в устройствах цифровой техники. В настоящее время во всем мире наблюдается тенденция к увеличению диаметров монокристаллов как элементарных полупроводников, так и полупроводниковых соединений. Наибольшая доля производимых монокристаллов антимонида индия имеет диаметр 2 дюйма (50.8 мм). Однако имеющиеся рекламные сообщения свидетельствуют об использовании уже кристаллов диаметром от четырех до шести дюймов. Такая тенденция наблюдается во всех полупроводниках A3B5. Как правило, наращивание гомоэпитаксиальных слоев антимонида индия проводят на подложки, ориентированные в кристаллографической плоскости (100) [1]. Очевидно, что с экономической точки зрения рационально выращивать монокристаллы в кристаллографическом направлении [100]. Кроме того, как показывают исследования, в других соединениях А3В5 (GaSb, GaAs, InAs) это направление обеспечивает более высокое совершенство структуры. До настоящего времени в России не было получено монокристаллов антимонида индия диаметром более 75 миллиметров. Необходимо отметить, что задача получения такого материала диаметром 100 миллиметров в технологически труднореализуемом кристаллографическом направлении [100] до настоящего времени в России не ставилась. 3 Определение целей и задач Цель: получение совершенного по структуре и обладающего требуемыми электрофизическими параметрами монокристалла антимонида индия диаметром 4 дюйма в кристаллографическом направлении (100). Задачи: • анализ существующих технологий получения монокристаллов антимонида индия. • подбор оптимальной технологии для выращивания монокристалла. • выращивание монокристаллов и исследование их свойств. 4 Литературный обзор Методы выращивания монокристаллов Существующие в настоящее время технологии выращивания полупроводниковых материалов производятся посредством направленной кристаллизации жидкой фазы, при этом составы жидкой и твердой фаз практически совпадают. Суть направленной кристаллизации заключается в отводе теплоты в определенном направлении: в данном случае перпендикулярно границе раздела твердой и жидкой фаз. Рисунок 1 – различие теплоотвода при нормальной (а) и направленной (б) кристаллизации: стрелки показывают направления отвода тепла. 1 – тигель; 2 – расплав; 3 – фронт кристаллизации; 4 – кристаллизовавшийся материал. В условиях равновесия тепловых потоков, существующих в расплаве и в растворе, движения фронта кристаллизации не происходит, возникающее в единицу времени количество зародышей твердой фазы, которые далее должны расти, будет равным количеству растворяющихся таких зародышей. Следовательно, кристаллизацию в равновесном расплава. состоянии Для того, невозможно чтобы производить запустить процесс кристаллизации, то есть начать перемещение фронта кристаллизации в требуемом направлении, необходимо нарушить тепловое равновесие. Это условие реализуется, если перед фронтом кристаллизации создать определенную переохлажденную область жидкой фазы, посредством вывода тепла из этой области. [3] Можно описать данный процесс с помощью уравнения: 5 K s Gs K LGL s HR Где KS – коэффициент теплопроводности твердого материала KL – коэффициент теплопроводности жидкого материала GL– температурный градиент в жидкой фазе у поверхности раздела твердой и жидкой фаз GS – температурный градиент в твердой фазе у поверхности раздела твердой и жидкой фаз H – Удельная теплота кристаллизации. Исходя из уравнения, можно сделать вывод, что при постоянных линейных размерах фронта кристаллизации, скорость затвердевания зависит только от скорости отвода теплоты из переохлажденной области. Это делает процесс нормальной кристаллизации довольно хорошо контролируемым, и позволяет управлять температурными градиентами в расплаве и твердой фазе. Оптимальными параметрами для выращивания большинства полупроводниковых материалов являются наличие довольно больших температурных градиентов, при этом скорость кристаллизации должна быть низкой. В таких случаях удается получать наиболее совершенные по структуре полупроводниковые монокристаллы. Исходя из предыдущего уравнения можно рассчитать максимальную скорость кристаллизации: Rмакс Отвод некоторого количества K s Gs s H теплоты может осуществляться и в переохлажденную область расплава. В таком случае возможен следующий процесс: если на поверхности раздела твердой и жидкой фаз возникает выступ, который попадает в переохлажденную область, то его скорость относительно всего фронта кристаллизации существенно возрастает. Происходит быстрая кристаллизация этой выступающей области вглубь расплава. Выделяющаяся при этом скрытая теплота кристаллизации будет уменьшать переохлажденную область вблизи растущего выступа, следовательно его размеры и скорость кристаллизации будут уменьшаться. 6 Такие структуры называются дендритами, которые существенно снижают эффективность монокристаллического роста. Рисунок 2 – распределение температуры при положительном (а) и отрицательном (б) градиенте температуры. 1 – неподвижный фронт кристаллизации; 2 – движущийся фронт кристаллизации. Явление направленной кристаллизации расплава является основой для большинства методов производства полупроводниковых материалов: таких как вертикальная или горизонтальная направленная кристаллизация, вытягивание из расплава, без или с жидкостной герметизацией, и зонная перекристаллизация. Рассматриваемые далее процессы приводятся для используемого в работе метода вытягивания монокристаллов из расплава – метода Чохральского. Сущность метода вытягивания Чохральского В данный момент выращивание полупроводниковых материалов осуществляется элементарных именно по методу полупроводников и Чохральского. Более полупроводниковых 80% всех соединений производятся по этому методу. Вариацией данного метода является метод жидкостной герметизации. Он используется при производстве полупроводниковых соединений, одним из компонентов которого является летучее вещество, например мышьяк или сурьма. В данном случае над расплавом располагается слой жидкого флюса, имеющего плотность меньшую, чем у расплава. Наличие этого слоя предотвращает удаление летучего компонента из объема расплава, так как изменение химического состава расплава может привести к нарушению монокристаллического роста. 7 Обязательным условием также является поддержание давления большего, чем давление паров летучего компонента в зависимости от температуры процесса. Условия нагрева по методу Чохральского могут варьироваться. Обычно используются три основных вида нагрева расплава: резистивное, высокочастотное и электронно-лучевое. Однако ввиду сложности и дороговизны оборудования, использующего два последних вида нагрева, наибольшее применение нашел резистивный способ нагрева. Подвод теплоты осуществляется снаружи, следовательно в направлении от нагревательных элементов к центру расплава температура снижается. Вследствие этого возникают осевой и радиальный градиенты температур. Рисунок 3 – Схема возникновения переохлажденной области расплава, расположенного в тигле. Подвод тепла производится снаружи. 1 – переохлажденная область расплава; 2 – объем расплава; 3 – тигель; H – ось высоты расплава; R – ось радиуса тигля; T – температура; r и h – радиус и глубина переохлажденной области; h0 – высота столбика расплава над поверхностью. В процессе роста монокристалла, в каждый очень малый момент времени градиенты температур не изменяются, следовательно остается постоянным размер переохлажденной зоны и диаметра выращиваемого монокристалла. Однако с течением времени, неизбежно уменьшение объема расплава, усиление теплоотвода через твердую фазу. Также неизбежны колебания температур нагревателя, скорости вращения монокристалла или тигля. Совокупность данных явлений приводит к изменению градиентов температур, следовательно изменяется и размер переохлажденной области и размер выращиваемого монокристалла. 8 Изменение размеров мениска расплава, расположенного под закристаллизовавшимся расплавом, также влияет на изменение размеров монокристалла. Управление размерами мениска можно осуществлять двумя способами: изменением температуры или скорости подъема монокристалла. Например, при переохлажденной увеличении области, температуры, фронт уменьшается кристаллизации размер поднимается и увеличивается высота мениска. Также изменяется форма мениска. Если принять, что изначально мениск существует в виде цилиндра, то с повышением температуры изменяется сила поверхностного натяжения расплава. В результате форма мениска принимает форму параболоида вращения, касательная к поверхности мениска в точке его контакта с фронтом кристаллизации будет направлена под монокристалл, диаметр растущего монокристалла будет уменьшаться. Аналогичный эффект возникает при увеличении скорости подъема. В этом случае, скрытая теплота кристаллизации не успевает уйти в монокристалл, поэтому повышается температура переохлажденной области и последующее ее уменьшение. Далее происходят те процессы, которые были описаны выше. Диаметр выращиваемого монокристалла также уменьшается. Понижение же температуры или скорости подъема монокристалла дает обратный эффект: переохлажденная область опускается, увеличивается ее диаметр относительно выращенной части монокристалла и кристалл увеличивается в диаметре. В варианте с использованием жидкостной герметизации расплава, процессы роста монокристалла существенно отличаются, так как меняются тепловые условия роста в камере. В качестве материала флюса обычно используются соединения бора (оксиды, ангидриды). Данные соединения обладают хорошими теплоизолирующими свойствами. В случае тонкого слоя герметичного материала изменения не так заметны. Однако при увеличении высоты слоя, постоянное поддержание параметров роста нарушается. Происходит следующее явление: когда растущий монокристалл достигает 9 определённого диаметра, выделяющаяся на фронте кристаллизации скрытая теплота плавления уже не успевает отводиться от переохлажденной области, происходит увеличение температуры и последующее уменьшение этой области. Следовательно растущий монокристалл начинает уменьшаться в диаметре. В это же время начальная часть монокристалла, которая выходит из-под слоя флюса, начинает интенсивно охлаждаться, проводя через себя и рассеивая скрытую теплоту плавления от фронта, и кристалл начинает разращиваться. После установления теплового равновесия колебания диаметра растущего монокристалла снова повторяются. В результате характер значений диаметра монокристалла приобретает волнообразный вид. Влияние на тепловые условия роста оказывают и скоростные параметры установки: вращения затравки и тигля. Конечно, эти параметры не так сильно изменяют процессы роста монокристалла, как процесс теплоотвода, однако правильно подобранные скорости вращения затравки и тигля расплавом способствуют более ровному распределению температур по радиусу и оси тигля, следовательно к выравниваю фронта кристаллизации. Диффузионные процессы Все процессы направленной кристаллизации сопровождаются постоянными движениями примесей, содержащихся в расплаве. Вследствие этого, в выращиваемых монокристаллах в общем случае распределение примесей по длине слитка неоднородное. Характер распределения примесей обусловлен многими факторами: величиной и способом перемешивания расплава, скоростями кристаллизации, массой и объемом расплава, и самими химическими веществами, содержащимися в расплаве. Были определены основные параметры, влияющие на распределение примесей по кристаллу: коэффициент распределения k, представляющий собой отношение концентрации примеси в кристалле и в расплаве, а также коэффициент испарения α. Для упрощения обозначения коэффициента распределения 10 используют вариант равновесного коэффициента распределения, рассчитанного в условия, близких к равновесным. [8] Большинство примесей в полупроводниковых материалах имеют равновесный коэффициент распределения примеси k0<1, при этом часть примеси в процессе кристаллизации захватывается кристаллом, а часть вытесняется движущимся фронтом кристаллизации. Возникает диффузионный слой, создаваемый избыточной концентрацией примеси в области фронта кристаллизации. То есть при процессе кристаллизации, действующий коэффициент распределения отличается от равновесного. Была выведена связь между равновесным коэффициентом распределения и так называемым эффективным коэффициентом распределения, зависящим от скорости кристаллизации, толщины диффузионного слоя, и коэффициента диффузии примеси в жидкой фазе: k k0 k0 (1 k0 ) exp( f / Dж ) Гораздо эффективнее пользоваться графиками зависимостей k от f. Однако данные зависимости справедливы только для постоянных условий перемешивания расплава. При изменении скоростей вращения затравки или тигля с расплавом соответственно будут изменяться и диффузионные процессы. Поэтому на практике обычно используют семейство зависимостей коэффициента распределения, размеченных по скоростным параметрам перемешивания расплава. В твердой фазе также происходят диффузионные процессы. Примесь может перемещаться в глубине слитка. Однако расчет таких процессов вызывает определенные сложности, поэтому прибегают к определенным упрощениям. Одним из таких приемов является предположение, что диффузия в твердой фазе отсутствует. В первый момент времени небольшое количество закристаллизовавшейся твердой фазы имеет состав, зависящий от начальной концентрации и коэффициента распределения примеси. Далее, в процессе охлаждения, в этой области увеличивается концентрация примеси, 11 следовательно и закристаллизовавшийся расплав тоже имеет повышенное содержание этой примеси. И исходя из предположения об отсутствии диффузии в твердой фазе, в дальнейшем концентрация примеси в этой области уже будет неизменна. Количественное выражение для этого процесса может быть получено, используя выражение: Cs0 kC0 (1 f s ) k 1 Где CS0 – концентрация твердой фазы; k – Равновесный коэффициент распределения C0 – Начальная концентрация примеси fS – Доля твердой фазы Это выражение описывает распределение растворенного компонента в растущем кристалле для широкого интервала экспериментальных условий [3] Также известно, что на величину эффективного коэффициента распределения зависит и то, в какой кристаллографической ориентации происходит рост монокристалла полупроводника. Это объясняется различием упаковки атомами этих плоскостей. Совершенство структуры Также прилагаются большие усилия для разработки методов получения совершенных монокристаллов с желаемой ориентировкой, высокой чистотой, гомогенностью и высоким кристаллическим совершенством. Кристалл с заданной ориентировкой обычно получают, используя соответствующим образом, ориентированный затравочный монокристалл. Требования к затравке должны быть высокими: отсутствие дефектов и лишних примесей. Основными критериями получения совершенного по структуре монокристалла полупроводника являются поддержание высокой степени механической и термической устойчивости. Если эффективный коэффициент распределения близок к единице, то гомогенность при выращивании полупроводника методом Чохральского является высокой. Для достижения высокой гомогенности кристалла условия 12 перемешивания и скорость вращения Гомогенность в микромасштабе должны достигается быть постоянными. гораздо труднее. Незначительные флуктуации скорости роста приводят к полосчатому расположению примесей. Такие флуктуации исключить трудно. В некоторых случаях возмущения нетрудно исключить, ибо они обусловлены такими внешними причинами, как изменения подводимой мощности, скорости вытягивания и вибрации. Намного труднее исключить влияние термической конвекции. В растущем кристалле всегда имеются термические градиенты, вызывающие конвекционные потоки, называющиеся турбулентными. Такие турбулентные потоки в свою очередь вызывают локальные флуктуации температуры, которые могут колебаться от десятых до десятков градусов, в зависимости от величины температурных градиентов, материала или геометрии тигля. Доходящие до поверхности раздела фаз такие флуктуации приводят к изменению скорости выращивания, в результате – к полосчатости. [3] На структуру и совершенство и структуру кристаллов, выращенных из расплава, влияют термические напряжения, возникающие в процессе затвердевания и после него. В полупроводниках они являются источниками появления дислокаций. Для компенсации термических напряжений могут использоваться специальных подогревателей вокруг вытянутой части монокристалла. Образование двойников Одной из причин появления двойников считается отклонение оси роста монокристалла от направления главного температурного градиента в расплаве. Были проведены исследования по изменению распределения температур в расплаве, и в результате его фактическое направление кристаллизации отличалось от предполагаемого. [3] Примеси также могут оказывать влияние на появление двойников при росте монокристалла. Например, при 13 использовании в атмосфере газообразных веществ, например аммиака, преимущественное накопление этой примеси будет осуществляться как раз в плоскости двойниковой границы, так как там имеется больше пространства для ее захвата. Большое влияние также оказывает появление дислокаций в связи с различными термическими напряжениями, их вызывающими. [2] Двойники сами по себе могут иметь совершенную структуру, и подходящие структурные и электрические свойства. Однако требования к получению именно монокристаллических слитков и пластин не позволяют далее использовать в производстве такие двойниковые структуры. Главными требованиями для предотвращения двойникования в процессе кристаллизации являются поддержание низких и постоянных скоростей выращивания кристалла, исключение температурных колебаний и попадания посторонних примесей. Особенно следует избегать термических напряжений. 14 Способы получения антимонида индия Исторически, первой технологией производства полупроводниковых слитков антимонида индия нелегированного являлся процесс, состоящий из трех стадий. Первым технологическим этапом производства является получение поликристаллического соединения антимонида индия. Основным методом синтеза поликристалла является метод прямого синтеза, основанный на взаимодействии компонентов соединения, взятых в элементарной форме, по реакции: xAn yBm zC k ... Axn BymCzk где n, m, k – номера групп периодической системы элементов, x, y, z – стехиометрические коэффициенты. При получении антимонида индия этот метод используют в варианте сплавления исходных компонентов – индия и сурьмы. Предварительно подготовленные исходные компоненты химического соединения, имеющую чистоту 6N, загружаются в кварцевую ампулу. Далее происходит запаивание ампулы, для предотвращения попадания нежелательных примесей, а также улетучивания сурьмы. Синтез происходит при температуре плавления получаемого состояния химического индий-сурьма. соединения, определенной Синтезированный из диаграммы материал проходит термообработку для удаления оставшихся летучих примесей, таких как цинк, кадмий, теллур. [6] В зависимости от параметра гомогенности полупроводникового соединения, отличается степень кристаллизационной очистки материала от различных примесей. Растворение примесей зависит от дефектности кристаллической структуры, поэтому материалы, имеющую достаточно большую область гомогенности, не так эффективно подвергаются очистке. Это положение подтверждается анализом растворимости примесей в 15 полупроводниковых соединениях, обладающих областью гомогенности различной протяженности, использованием в и в качестве их компонентах, критерия выполненным растворимости с эффективного коэффициента распределения. [7] Для антимонида индия, имеющего малую область гомогенности, растворимость некоторых примесей довольно мала. Поэтому для получения высокочистого соединения антимонида индия, его следует подвергать зонной очистке. Ее проводят методом горизонтальной зонной плавки, в аппарате, применяемом для горизонтальной нагревателем сопротивления. зонной Последнее плавки германия, обусловлено низкой но с точкой плавления соединения. [7] Для перемешивания расплава применяют электромагнитное поле, создаваемое нагревателями-соленоидами, создающими в расплаве зоны гидродинамические потоки, лежащие в вертикальной плоскости и направленные перпендикулярно фронту кристаллизации. Процесс зонной очистки проводится в атмосфере чистого водорода, материал загружается в специальные кварцевые лодочки, имеющие вид полуцилиндра. Внутренняя поверхность лодочки обрабатывается механически и химически, для уменьшения смачивания поверхности лодочки расплавом, и прилипания слитка к стенкам. При отношении длины слитка к длине зоны, равном 20, проводят 20 проходов расплавленной зоны со скоростью 20–30 мм/ч. После каждых 10 проходов от конца слитка удаляют загрязненный участок длиной примерно 15% от общей длины слитка. Примерный выход очищенного материала составляет около 60% от исходной массы загрузки. 16 Рисунок 4 – схематичное изображение метода горизонтальной зонной плавки, 1 – нагреватель; 2 – тигель в виде лодочки; 3 – кристаллизуемый расплав; 4–5 закристаллизованная расплава или перекристаллизованная часть исходного кристалла. Заключительной стадией данного трехстадийного процесса является выращивание монокристалла антимонида индия методом Чохральского. Полученный и очищенный от примесей зонной плавкой слиток используется как загрузочный материал. Тигель используется кварцевый. Расплавление загрузки и последующее выдерживание расплава осуществляется при температурах, близких к температуре кристаллизации вещества, с некоторыми корректировками, в зависимости от строения теплового узла. Основным направлением роста являлось направление [211]. Затравление производится на затравку той же ориентации, что и направление роста. После затравления снижается температура нагревателя для создания зоны переохлаждения, включаются подъем затравки, вращения затравки и тигля с заданными параметрами. Стабильность роста достигается при создании осевого градиента температуры на фронте кристаллизации ~10—15 К/см. Далее разращивается конус до требуемого диаметра, производится контроль диаметра выращиваемого монокристалла. В связи данным кристаллографическим направлением полученные монокристаллы имеют форму трапеции, с выраженными гранями (111) по основаниям трапеции, диаметр получаемых монокристаллов не более 40 миллиметров. Также для получения пластин ориентации (100) из выращенного монокристалла, 17 необходимо разрезать кристалл под углом около 35 градусов к направлению роста. Совокупность данных условий делает трехстадийный процесс получения монокристаллов довольно энерго и трудоемким. Существует способ получения монокристаллов антимонида индия в процессе, совмещающим все три стадии, описанной в предыдущем разделе. Процесс производится по методу горизонтальной направленной кристаллизации. В данном варианте расположение летучей сурьмы и нелетучего индия раздельное Рисунок 5 – установка для синтеза и выращивания монокристаллов метолом горизонтальной направленной кристаллизации в запаянной ампуле. 1 – многосекционный печной блок, 2, 3 и 4, 9 – кварцевые труба, ампула и лодочки с расплавом индия и сурьмы соответственно; 5 – смотровое окно; 6 – монокристаллическая затравка; 7 – капиллярная труба(диффузионный раствор); 10 – термопара. Сначала производится расплавление нелетучего компонента, далее температуру расплава повышают до температуры плавления синтезируемого химического соединения. После установления теплового равновесия осуществляется подача паров летучего компонента в камеру, поддерживая давление равное равновесному для получаемого химического соединения. Регулировка требуемого давления производится посредством изменения температуры конденсата, находящегося в одном из участков камеры. Подбор режимов осуществляется исходя из графиков зависимости давления паров летучего компонента от температуры. По окончанию процесса синтеза расплав приобретает стехиометрический состав, далее возможен процесс направленной кристаллизации соединения на затравку, производится выращивание монокристалла. Время процесса синтеза рассчитывается по формуле: 2,303V Cp C C p C0 18 ( F ) 1 Где V – объем расплава нелетучего компонента, см3; Ср С0 и С – соответственно равновесная для данной температуры и давления, начальная и расчетная концентрации примеси в рабочем расплаве, г/см3; F – площадь контакта расплава с паровой фазой, см2; α – коэффициент испарения, см/с Важно поддерживать значение давления летучего компонента, равное равновесному. При уменьшении или увеличении значения этого параметра, расплав вбирает в себя или наоборот испаряет летучий компонент. Вследствие этого неизбежно нарушение стехиометрии состава. Недостатком данного способа получения является отсутствие цилиндрической формы получаемого монокристалла, а также сложности в регулировании давления паров летучего компонента. Существующая и используемая на данный момент технология производства монокристаллов антимонида индия включает в себя двухстадийный процесс: на первой стадии проводят синтез материала; на второй - вытягивание монокристалла с заданнымисвойствами, из полученного поликристаллического слитка, на затравку ориентации [100] методом Чохральского. Как в процессе синтеза, так и в процессе выращивания монокристалла, технология предусматривает проведение фильтрации расплава для удаления окислов и механических загрязнений при помощи специального фильтрующего тигля. [4] 19 Выбор технологии получения монокристалла антимонида индия диаметром 100 миллиметров С учетом имеющейся на данный момент информации по получению монокристаллических образцов антимонида индия необходимого диаметра, а также материально-технической оснащенности лаборатории, в которой будет проводиться эксперимент, был выбран двухстадийный процесс производства монокристалла. Включающий в себя синтез поликристалла и последующее вытягивание монокристалла по методу Чохральского, с дополнительной фильтрацией через тигель на каждом из этапов процесса. 20 Проведение эксперимента Выращивание монокристаллов антимонида индия диаметром 100 миллиметров проводили по описанному выше методу в кристаллографическом направлении [100]. Все эксперименты проводились в лаборатории низкотемпературных полупроводниковых соединений A3B5 АО «Гиредмет». Для существенного увеличения диаметра от 75 до 100 миллиметров нами была выбрана установка с увеличенным объемом печной камеры. Вся конструкция графитового теплового узла была увеличена и подобрана под рабочий тигель диаметром 150 миллиметров, поскольку соотношение диаметров выращиваемого монокристалла и тигля должно составлять величину от 0,5 до 0,7. Загрузка исходных компонентов была увеличена до 4.5 килограммов. Затравочный кристалл с ориентацией [100], большие линейные размеры, в соответствии с большей массой загрузки. Отработку режимов выращивания проводили на оборотном материале. Нами был подобран оптимальный режим выращивания, в результате чего получены два монокристалла диаметром 105 и 107 миллиметров и длиной 120 и 200 миллиметров. Рисунок 4 – полученный монокристалл диаметром 105 миллиметров 21 Рисунок 5 – полученный монокристалл диаметром 105 миллиметров (вид сверху) Рисунок 6 – монокристалл диаметром 107 миллиметров В соответствии электрофизические с ранее свойства изложенной полученных методикой, монокристаллов. измерены Измерения проводили на контрольных пластинах, из нижней и верхней частей монокристаллов, разделенных на четыре равных части для помещения в установку Холла. Брались средние результаты по всей пластине из полученных значений по четырем измерениям каждой из пластин. В таблице 2 приведены значения концентрации и подвижности носителей заряда полученных монокристаллов. таблица 2 – значения концентрации и подвижности носителей заряда в полученных монокристаллах антимонида индия (T=77K) 22 № Шифр п/п образца n = 1/R*e, см-3 Толщина Тип образца электропроводности μ = R/ρ, см2/(В*с) d, мм 1 N1-Н 2,12 n 1,7*1014 4,1*105 2 N1-К 1,87 n 7,4*1014 2,6*105 3 N2-Н 2,31 n 1,2*1014 5,0*105 4 N2-К 2,2 n 8,8*1014 3,1*105 Как видно из таблицы 2, значения электрофизических параметров в полученных монокристаллах соответствуют стандартным значениям для нелегированного антимонида индия. Кроме того, предварительно можно отметить, распределение по площади пластины достаточно однородное. На этих же фрагментах был проведен подсчет ямок травления, выявленных по представленной выше методике, и рассчитана плотность дислокаций. Кроме того, все фрагменты были исследованы на наличие в них двойников и ламелей, а также выделений второй фазы. В таблице 3 приведены результаты исследования плотности дислокаций. Таблица 3 – значение плотности дислокаций в исследованных фрагментах. Номер фрагмента Nd, см-2 Номер фрагмента Nd, см-2 N1-H1 46 N2-H1 101 N1-H2 31 N2-H2 83 N1-H3 29 N2-H3 62 N1-H4 56 N2-H4 79 N1-K1 71 N2-K1 43 N1-K2 63 N2-K2 33 N1-K3 32 N2-K3 56 23 N1-K4 59 N2-K4 80 Как видно из таблицы 3, при значительном увеличении диаметра монокристалла, от 75 до 100 миллиметров, не произошло значительного увеличения плотности дислокаций в исследованных фрагментах, что свидетельствует о создании оптимальных тепловых и динамических условий выращивания в процессе получения монокристаллов диаметра 100 миллиметров. Кроме того, в выращенных монокристаллах не наблюдалось двойников, ламелейи выделений второй фазы. 24 Выводы Были получены монокристаллы антимонида индия диаметром более 100 миллиметров с кристаллографической ориентацией (100). Измерены электрофизические параметры полученных монокристаллов и показано, что концентрация и подвижность носителей заряда соответствуют стандартным для нелегированного материала. Исследованы структурные характеристики полученных монокристаллов. Установлено, что плотность дислокаций составляет менее 100 см-2 и не превышает этих значений в кристаллах диаметром 2 дюйма. Двойники, ламели ивыделения второй фазы отсутствуют. 25 Список использованных источников 1. Попов, В. К. Современные охлаждаемые фотоприемные устройства ИК диапазона / В. К. Попов //Видеонаблюдение и видеоаналитика: сб. Статей. Москва, 2020. - с. 68–70. 2. Мильвидский М. Г. Структурные дефекты в монокристаллах полупроводников / Мильвидский М. Г., Освенский В. Б. ˗ Москва.: Металлургия, 1984. ˗ 256 с. 3. Мильвидский М. Г. Полупроводниковые материалы в современной электронике / М. Г. Мильвидский. − М. : Наука, 1986. − 144 с. 4. Патент РФ № 2012102705/05, 27.01.2012. Способ получения крупногабаритных монокристаллов антимонида индия // Патент России № 2482228. 20.05.2013 бюл. № 14. / Ежлов В. С., Мильвидская А. Г., Молодцова Е. В., Колчина Г. П., Меженный М. В., Резник В. Я. 5. В. С. Ежлов Исследование свойств крупногабаритных монокристаллов антимонида индия, выращенных методом Чохральского в кристаллографическом направлении 100 / В. С. Ежлов, А. Г. Мильвидская, Е. В. Молодцова // материаловедение и технология. Полупроводники: сб. Статей. – Москва, 2012. – с. 13-17. 6. Нашельский А. Я. Технология спецматериалов электронной техники / нашельский А. Я. ˗ Москва.: Металлургия, 1993. ˗ 368с. 7. Нашельский А. Я. Производство полупроводниковых материалов / нашельский А. Я. ˗ Москва.: Металлургия, 1989. ˗ 272с. 8. Пасынков В. В. Материалы электронной техники / Пасынков В. В., Сорокин В. С. – Санкт-Петербург.: Лань, 2001. – 368с. 26