")
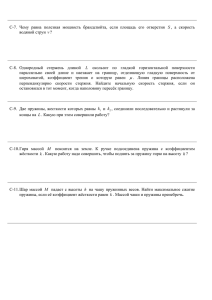
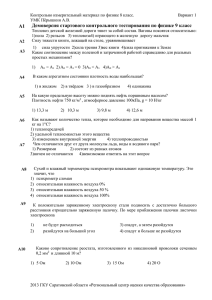
План реферата. 1. Введение в понятие “Упругие элементы. Пружины”. Применение их на тележках и ударно-тяговых аппаратах подвижного состава…………………....…………3 1.1. Пружины, произведенные классическим методом…………………………5 1.2. Наноструктурированные пружины………………………………………….5 2. Классификация и технические требования к изготовленным пружинам……...6 3. Материал изготовления пружин………………………………………………….7 4. Технология производства, контроля и испытаний……………………………...9 5. Заключение ……………………………………………………………………….12 6. Библиографический список.……………………………………………………..13 1. Введение в понятие “Упругие элементы. Пружины”. Применение их на тележках и ударно-тяговых аппаратах подвижного состава Пружины широко применяются в вагоностроении, в тележках грузовых и пассажирских вагонов, в ударно-тяговых приборах. Колёсные пары вагонов связаны с рамой тележки и кузовом вагона через систему упругих элементов и гасителей колебаний, называемую рессорным подвешиванием. Рессорное подвешивание за счет упругих элементов обеспечивает смягчение толчков и ударов, передаваемых колёсами кузову, а также за счет работы гасителей, гашение колебаний, возникающих при движении вагона. Кроме того (в некоторых случаях), рессоры и пружины передают направляющие усилия со стороны колёс на раму тележки вагона. При отсутствии рессорного подвешивания кузов жёстко воспринимал бы все динамические воздействия и испытывал большие ускорения. Пружины для тележек и ударно-тяговых аппаратах изготавливаются по одной технологии. 2 Различают пружины винтовые и спиральные. Винтовые пружины изготовляют завивкой из прутков стали круглого, квадратного или прямоугольного сечения. По форме винтовые пружины бывают цилиндрические и конические. Разновидности винтовых пружин а) - цилиндрические с прямоугольным сечением прутка; б) - цилиндрические с круглым сечением прутка; в) - конические с круглым сечением прутка; г) - конические с прямоугольным сеченим прутка В рессорном подвешивании современных вагонов наибольшее распространение получили цилиндрические пружины. Они просты в изготовлении, надежны в работе и хорошо амортизируют вертикальные и горизонтальные толчки и удары. 3 1.1 Пружины, произведенные классическим методом Концы заготовки пружины должны быть оттягивают не менее 2/з витка и имеют постепенный переход от круглого к прямоугольному сечению. Высота оттянутого конца пружины не должна быть более 1/з диаметра прутка (d), а ширина — не менее 0,7 d (измерение производится от конца прутка на расстоянии, равном диаметру (d) . При диаметре прутка 13 мм и менее, а также при навивке пружин в холодном состоянии оттяжку концов допускается не делать. Зазоры между концами опорных витков и рабочими витками готовой пружины не должны быть менее 1/4 номинального зазора между витками. Пружины должны быть термически обработаны. Твердость пружины должна быть НВ 370—440 или HRC 40—47. Термически обработанные пружины должны быть упрочнены (наклепом дробью, заневоливанием, многократным обжатием с последующим наклепом дробью или другими методами). Контрольное число циклов для упрочненных пружин вагонной тележки ЦНИИ-ХЗ-0 устанавливается 150000 циклов при нагрузке, равной статической и дополнительной динамической, составляющей 0,8 статической нагрузки. 1.2 Наноструктурированные пружины. В основе новой технологии производства сверхпрочных наноструктурированных пружин лежит операция горячей навивки пружины при оптимальном сочетании температуры нагрева, степени деформации при навивке, схемы и режима охлаждениязакалки последовательно каждого витка навиваемой пружины. Но в дополнение к этому методу при изготовлении пружин применяются еще и локальные малые деформации, что позволяет получать в металле наноразмерные субструктуры, улучшающие прочностные характеристики пружин. Так, средний размер субструктурного элемента ферритной матрицы составляет около 30 нм, тогда как весь интервал встречающихся размеров находится в пределах 20–100 нм. -“Как результат, такие пружины, изготовленные, например, для тележек грузовых железнодорожных вагонов при 50-процентной перегрузке выдерживают более 10 миллионов циклов, тогда как обычные пружины даже при стандартной нагрузке разрушаются уже при 500 тысячах циклов сжатия-растяжения” Преимущества применения данных пружин: Кратное повышение долговечности и релаксационной стойкости пружин без удорожания исходного сырья Повышенный уровень допустимых рабочих напряжений на 30–40% 4 2. Классификация и технические требования к наноструктурированным пружинам Все пружины, должны быть классифицированы по категориям А и Б в зависимости от условий их нагружения. Пружины категории А — пружины, воспринимающие продольные (вдоль оси пружины) и поперечные расчетные нагрузки и прогибы. Исходя из требуемых продольной и поперечной жесткостей, для пружины назначают соответствующие прогибы. При этом поперечные нагрузки (прогибы) должны составлять не менее 15 % продольных нагрузок (прогибов). Пружины категории Б — пружины, воспринимающие только или преимущественно продольные расчетные нагрузки. Для них устанавливают только продольную жесткость. При этом поперечные (ГОСТ 1452—2011) нагрузки (прогибы), связанные с точностью установки опорных витков пружины в механизме и составляющие менее 15 % продольных нагрузок (прогибов), не учитывают. Категория пружины должна быть указана в технических требованиях чертежа, обозначение материала должно быть приведено по ГОСТ 2.109. Концы опорных витков не должны иметь острых углов, уступов и заусенцев. Требования к зазорам между концами опорных витков и рабочими витками по ГОСТ 1452 (пункт 4.6.6). Допуск плоскостности механически обработанных поверхностей опорных витков должен составлять 0,008D, мм. Пружины из сталей марок 55С2, 60С2, 55С2А, 60С2ХА, 60С2ХФА, 65С2ВА по ГОСТ 14959 должны быть термически обработаны с обеспечением твердости от 41,5 до 52 HRC. Не допускается проводить повторных закалок. Микроструктура обезуглероженного слоя и основного металла пружин должна соответствовать эталонам по ГОСТ Р 54128. Субструктура материала пружин должна соответствовать специальным эталонам, согласованным между заказчиком и предприятием-изготовителем. Необходимость проверки субструктуры определяется по согласованию между заказчиком и предприятием-изготовителем. Глубина обезуглероженного слоя для пружин, изготовленных из проката 3Б или 3В, не должна быть более 0,05 мм. Глубина обезуглероженного слоя для пружин, изготовленных из горячекатаного проката по 4.3, не должна быть более 0,025d. Для повышения несущей способности пружины должны быть упрочнены одним из методов: дробенаклепом, заневоливанием или другими методами. Допускается применять сочетание двух и более методов упрочнения. В случае применения 5 дробенаклепа должна быть использована литая стальная дробь ДСП с номерами от 08 до 1,8 по ГОСТ 11964. Дробенаклепу пружины подвергают после термической и механической обработки. Допускается обработка дробью опорных поверхностей пружины. Остаточная деформация пружины (осадка) после воздействия на нее пробной нагрузкой не допускается. Значение пробной нагрузки должно быть указано в технических требованиях чертежа пружины. Предельные отклонения размеров пружин. 3 ПНСТ 13 — 2013 4.12.1 Предельные отклонения высоты пружины под расчетной статической нагрузкой не должны превышать ±0,015/f, мм. При этом прогиб пружин под расчетной статической нагрузкой не контролируют. Предельные отклонения высоты пружин в свободном состоянии следует определять в соответствии с таблицей 1. 3. Материал изготовления пружин Пружины должны быть изготовлены из проката круглого сечения диаметром более 10 мм рессорно-пружинной легированной стали марок 55С2, 60С2, 55С2А, 60С2ХА, 60С2ХФА, 65С2ВА по ГОСТ 14959. Допускается изготовление пружин из других марок стали с механическими свойствами проката не ниже норм, указанных в ГОСТ 14959 для стали марки 55С2. Допускается применять сталь марок 55рп (регламентируемой прокаливаемости) и 55пп (пониженной прокаливаемости), химический состав которых приведен в таблице 2. Таблица 2 6 Пружины категории А должны изготовляться из проката категории ЗБ или ЗВ по ГОСТ 14959 со специальной отделкой поверхности стали по ГОСТ 14955 и соответствовать: - по параметру шероховатости и допустимым дефектам поверхности — не хуже группы отделки Г; - по предельному отклонению диаметра от номинального размера — не более квалитета h 11. Пружины категории Б должны изготовляться из проката категории ЗБ или ЗВ по ГОСТ 14959 со специальной отделкой поверхности стали по ГОСТ 14955 и соответствовать: - по дефектам поверхности — не хуже группы отделки Д; - по параметру шероховатости Ra — не более 5 мк по ГОСТ 2789; - по предельному отклонению диаметра от номинального размера — не более квалитета h 12. Контроль качества материалов обязан следовать стандартам и нормам согласно: ГОСТ 14959— 79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия ГОСТ 1763— 68 (ИС0 3887— 77) Сталь. Методы определения глубины обезуглероженного слоя ГОСТ 2590— 2006 Прокат сортовой стальной горячекатаный круглый. Сортамент ГОСТ 2789— 73 Шероховатость поверхности. Параметры, характеристики и обозначения ГОСТ 2999— 75 Металлы и сплавы. Метод измерения твердости по Виккерсу ГОСТ 5639— 82 Стали и сплавы. Методы выявления и определения величины зерна ГОСТ 9012— 59 (ИСО 410— 82, ИСО 6506— 81) Металлы. Метод измерения твердости по Бринеллю ГОСТ 9013— 59 (ИСО 6508— 86) Металлы. Метод измерения твердости по Роквеллу 7 4. Технология производства, контроля и испытаний 4.1. Производство Пружины должны изготовляться горячей навивкой на оправку из прутковзаготовок без оттяжки концов с поджатием опорных витков на 0,7-0,8 дуги окружности. Поджатые опорные витки пружины перед механической обработкой допускается подрезать плазменно-дуговой резкой по ГОСТ 14792 с учетом необходимого припуска на механическую обработку с полным удалением зоны термического влияния или другим способом, не приводящим к структурным изменениям материала. Технология производства базируется на высокотемпературной термомеханической обработке — известном способе повышения механических свойств стали. В дополнении к этому методу при изготовлении пружин применяются локальные малые деформации, что позволяет получать в металле наноразмерные субструктуры, увеличивающие прочностные характеристики пружин. Опорные поверхности пружин должны быть механически обработаны на дуге от 0,7 до 0,8 окружности от конца опорного витка, параметр Ra шероховатости опорной поверхности - не более 25 мкм. Высота конца опорного витка готовых пружин должна быть от 0,2cf до 0,33d и шириной не менее 0,7 d. 8 Отличительные характеристики технологии проекта: структура стали характеризуется большой однородностью, повышенной плотностью дислокаций, наноразмерами субзерен; меньшим (по сравнению с обычной обработкой) размером равномерно распределенных частиц карбида — цементита; внутри отдельного зерна создается наносубструктура с малоугловыми границами; средний размер субструктурного элемента ферритной матрицы составляет 20– 40 нм, весь интервал встречающихся размеров находится в пределах 20–100 нм. 4.2. Контроль и испытания Контроль пружин проводят до их окраски после проверки остаточной деформации и при одинаковой температуре пружины и измерительных средств. Контроль пружины на отсутствие следов от окалины, прижогов и электроожогов проводят визуально под рассеянным светом без применения увеличительных приборов. 9 Отсутствие на пружинах трещин любого происхождения контролируют визуально по методике неразрушающего контроля по ГОСТ 18353. Контроль остаточной деформации пружины проводят методом сжатия ее пробной нагрузкой. Пружину предварительно сжимают не менее трех раз и после последнего снятия нагрузки измеряют высоту пружины в свободном состоянии в фиксированной точке в вертикальном сечении, проходящем через середину дуги опорной поверхности пружины. Затем пружину вновь сжимают пробной нагрузкой, полностью разгружают и вторично измеряют высоту в свободном состоянии в той же точке. Остаточную деформацию определяют как разность двух измеренных высот. Контроль геометрических параметров пружин проводят универсальным измерительным инструментом, калибрами, контрольными стержнями или гильзами, или автоматизированными средствами измерений. Класс точности средств контроля нагружения пружин должен быть не хуже 2,5. Отклонение от перпендикулярности оси пружины относительно опорных поверхностей еср, мм, измеряют в плоскости наибольшего отклонения образующих пружины в соответствии с рисунком 2 и вычисляют по формуле Где е — отклонение от перпендикулярности образующей пружины относительно нижней опорной поверхности на высоте верхнего рабочего витка, мм; е' — отклонение от перпендикулярности противоположной образующей пружины относительно нижней опорной поверхности на высоте нижнего рабочего витка, мм. Отклонение от перпендикулярности оси пружины измеряют для каждой из опорных поверхностей. 10 5.Заключение Пружины, выпускаемые в рамках проекта, обладают повышенными показателями прочности, долговечности геометрической точности, которые достигаются за счет применения уникальной технологии их изготовления. По результатам независимых испытаний в Уральском отделении Всероссийского научно-исследовательского института железнодорожного транспорта, сверхпрочные пружины, произведенные по данной запатентованной технологии, показали следующие характеристики: число циклов до разрушения увеличено не менее чем в 10 раз; релаксационная стойкость выше в 5 раз и более; уровень допустимых рабочих напряжений выше на 35–40% 11 6.Библиографический список 1. Вагонное хозяйство. Криворучко Н. 3., Гридюшко В. И., Бугаев В.П. ж.-д. трансп. М., «Транспорт» 2. Технология вагоностроения и ремонта вагонов: В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова — 2-е изд., перераб. и доп.— М.: Транспорт, 1988.—381 с 3. ГОСТ 14959-79 и ГОСТ 14959-2016 4. СТ ССФЖТ ЦТ-ЦВ-ЦЛ 084-2000 // СТАНДАРТ СИСТЕМЫ СЕРТИФИКАЦИИ НА ФЕДЕРАЛЬНОМ ЖЕЛЕЗНОДОРОЖНОМ ТРАНСПОРТЕ : Подвижной состав железных дорог. Пружины цилиндрические винтовые тележек. Типовая методика испытаний Москва 2000г. 12