")
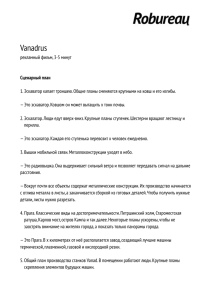
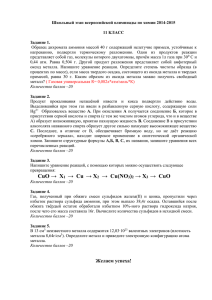
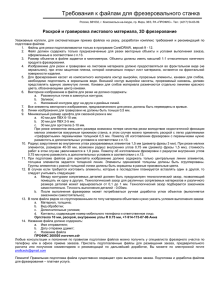
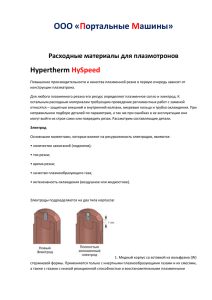
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ПОДВОДНАЯ ЭЛЕКТРОКИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА ОГЛАВЛЕНИЕ 1. ОБЩИЕ ПОЛОЖЕНИЯ 2 1.1.СОСТАВ ЗВЕНА 2 1.2. КВАЛИФИКАЦИЯ СВАРЩИКОВ И ИТР 2 1.3. ОБОРУДОВАНИЕ 3 2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ 4 2.1. ПОДГОТОВКА К ВОДОЛАЗНЫМ РАБОТАМ 4 2.2. ВЫПОЛНЕНИЕ ЭЛЕКТРОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА ВО ВСЕХ ТИПАХ ВОДОЛАЗНЫХ РАБОТ 5 2.3. ПОДЪЁМ ВОДОЛАЗА 6 2.4. РАЗМЕЩЕНИЕ ВОДОЛАЗНОЙ ТЕХНИКИ И СРЕДСТВ ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ НА ШТАТНЫЕ МЕСТА 6 3. ТЕХНИКА БЕЗОПАСНОСТИ 7 4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ 8 1. ОБЩИЕ ПОЛОЖЕНИЯ Данная технологическая карта устанавливает порядок выполнения электрокислородной резки металла во всех типах водолазных работ, при нормальных метеоусловиях в дневное время. Спуск водолаза производится с водолазного бота, другого плавсредства или с берега и в соответствии с требованиями РД 31.84.01-90 "Единые правила безопасности труда на водолазных работах". Подводные электрорезательные работы выполняются водолазной станцией, обеспеченной техническими средствами и укомплектованной количеством водолазов в зависимости от условий, глубины спусков и характера выполняемых работ. Для производства работ по сварке применяется сварочный аппарат, который должен находиться как можно ближе к месту работы. Баллоны с кислородом размещаются не ближе чем в 5 м от агрегата с двигателем внутреннего сгорания, причем все они должны быть закреплены. 1.1.СОСТАВ ЗВЕНА В составе звена подводной сварки, согласно «Межотраслевых правил по охране труда при проведении водолазных работ», должно быть не менее 4х человек: - первый водолаз назначается для спуска под воду (работающий водолаз); - второй водолаз - на сигнальный конец (кабель-сигнал) и водолазный шланг (обеспечивающий водолаз). На водолазной станции, укомплектованной тремя водолазами, обеспечивающий водолаз одновременно является руководителем водолазного спуска; - третий водолаз - на телефонную связь и подачу воздуха. Он же является страхующим водолазом, готовым к оказанию помощи работающему водолазу в аварийной ситуации. - четвертому водолазу поручается следить за показаниями электроизмерительных приборов и по команде работающего водолаза: "Дать ток!" - "Выключить ток!" производить включение и отключение подводной сварочной цепи, а также следить за показаниями манометров кислородного редуктора, производить регулировку подачи кислорода и подготавливать электроды. В любом случае руководитель водолазного спуска не может выполнять обязанности страхующего водолаза. 1.2. КВАЛИФИКАЦИЯ СВАРЩИКОВ И ИТР ООО «Баренц Марин Инжиниринг» предоставляет заказчику документы, подтверждающие: - действующую аттестацию водолазов-сварщиков; - копии руководящих документов, однозначно определяющих порядок аттестации водолазовсварщиков; К выполнению механизированной резки под водой при работе на объекте допускаются водолазы-сварщики не ниже 2 класса I-II группы специализации, изучившие настоящую инструкцию, и сдавшие практические экзамены по подводной резке в требуемых проектом положениях и условиях резки. Результаты проверки практических навыков оформляются протоколом испытаний. К работе с водолазом в качестве оператора допускаются сотрудники предприятия ООО «Баренц Марин Инжиниринг», изучившие электрическую схему и принцип работы сварочного аппарата, источников питания дуги, "Единые правила безопасности труда на водолазных работах", РД 31.84.01-90, рекомендации настоящей инструкции, а также выдержавшие теоретические и Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 2 практические испытания и проведенные приказом по предприятию ООО «Баренц Марин Инжиниринг». Руководитель работ по резке назначается приказом по предприятию ООО «Баренц Марин Инжиниринг». Контроль за соблюдением технологии и качества выполняемых работ возлагаются на руководителя сварочных работ. 1.3. ОБОРУДОВАНИЕ Оборудование для подводной резки должно быть подключено по следующей схеме (см. рис.1) Рисунок 1: Схема поста электрокислородной резки: 1- баллон с кислородом; 2 - кислородный редуктор; 3 – кислородный шланг; 4 – сварочный генератор; 5 – амперметр с шунтом; 6 – вольтметр; 7 – сварочные кабели; 8 – электрокислородный держатель; 9 - трубчатый электрод; 10 – разрезаемое изделие; 11 – струбцина; 12 – размыкатель. Для питания дуги используют источники постоянного тока с падающей внешней вольтамперной характеристикой, напряжением холостого хода не менее 75 В и силой рабочего тока не менее 400 А. При использовании источников питания дуги, обеспечивающих более низкое напряжение холостого хода, разделение металла возможно на малых глубинах. Длина сварочной цепи в этом случае должна быть минимальной. Для выполнения процесса разделительной резки можно использовать стандартные сварочные выпрямители типа ВС-600М, ВДУ-506, ВС-632, ВДУ-601, ВДУ-1202, ВДМ-2х313 с жесткими и пологопадающими характеристиками (крутизна в пределах 0,025 - 0,03 В/А) с напряжением холостого хода не менее 65В. Требования к сварочной цепи в процессе проведения работ с использованием электрокислородной резки и дуговой резки покрытым электродом, следующие: - минимальное сечение прямого и обратного кабеля 70 мм²; - надежное закрепление и обеспечение электрического контакта обратного кабеля с разрезаемой металлоконструкцией; - минимальная общая длина сварочной цепи. Запрещено оставлять прямой и обратный кабель на местах его штатного хранения в смотанном состоянии. Сварочная цепь размыкается и замыкается по команде водолаза, как при замене электрода, так и при окончании резки. Для разъединения сварочной цепи используют автомат или рубильник (размыкатель), установленный на водолазном посту. Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 3 Для регулировки давления, подаваемого на электрод, необходимо пользоваться редукторами, обеспечивающими проход кислорода не менее 0,0139 м³/с (50 м³/ч). Кислород к держателю (рис.2) подают по кислородному шлангу с внутренним диаметром не менее 9 мм. Длина шланга оказывает существенное влияние на сопротивление проходящему по нему кислороду. Рисунок 2: Электродержатель для подводной электрокислородной резки типа ЭКД-4-60: 1 – корпус; 2 – кислородный клапан с рычагом; 3 – трубка; 4 – обойма; 5 – накидная гайка; 6 – ниппель; 7 - сварочный кабель; 8 – электрод; 9 – головка; 10 – искрогасительная камера. Таблица 1. Основные показатели электрокислородной резки под водой трубчатыми электродами Показатели ЭПР-1 АНР-Т8 Сила тока дуги, А 250 - 350 180 - 250 Напряжение дуги, В 30 - 45 25 - 30 Избыточное давление кислорода, МПа 0,05 - 0,15 0,05 - 0,1 Расход кислорода на 1 м реза, м³ 0,5 - 0,6 0,3 - 0,4 Скорость сгорания электрода, с 45 - 60 60 - 90 Прорезаемая одним электродом длина, мм 180 - 220 300 - 420 Диаметр трубки, мм 8 8 2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ 2.1. ПОДГОТОВКА К ВОДОЛАЗНЫМ РАБОТАМ Руководитель водолазных работ производит инструктаж с водолазами и лицами, обеспечивающими спуск по технологии выполнения работ и безопасным методам труда, определяет средства для обеспечения водолазных работ. Руководитель водолазных спусков (старшина-бригадир водолазной станции) распределяет обязанности между водолазами и обеспечивающим персоналом определяет время пребывания водолазов под водой, контролирует подготовку технических средств и инструмента для использования по назначению. Кислородные баллоны должны быть прочно установлены и закреплены, а их вентили и кислородные шланги продуты кислородом. При длительной работе баллоны собирают с помощью коллекторов в батарею, которая через выходной редуктор соединяется шлангом с электрододержателем. К держателю присоединяют минусовой кабель от источника питания Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 4 (плюсовой - к изделию, подлежащему резке). Подачей давления в кислородный шланг проверяют на герметичность всю систему. Трубчатый электрод продувают кислородом и после установки его в электрододержатель, опуская в воду, проверяют под давлением на герметичность. Проверка электрической цепи осуществляется запуском сварочного аппарата и зажиганием дуги на поверхности. 2.2. ВЫПОЛНЕНИЕ ЭЛЕКТРОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА ВО ВСЕХ ТИПАХ ВОДОЛАЗНЫХ РАБОТ Водолаз зачистной машинкой или металлической щеткой очищает от грязи, водорослей и ржавчины места, намеченные для реза. Резы желательно выбирать минимальной длины, по наименьшей толщине металла. Готовятся средства для подъёма отрезанной части конструкции. При возможности, для контроля реза, следует освещать обратную сторону металла. Перед началом электрокислородной резки, регулируется величина тока и устанавливается требуемое давление кислорода (см. таблицу 2). Таблица 2. Рекомендуемые режимы электрокислородной резки Толщина Сила тока, Давление кислорода, металла, мм А кг/см2 5-10 200 1,5-2,0 10-15 220 2,0-3,0 15-20 250 3,0-4,5 20-30 275 4,5-5,5 30-40 300 5,5-6,0 40-50 320 6,0-6,5 50-60 350 6,5-7,0 60-80 350 7,0-9,0 80-100 350 9,0-11,0 Резка производится трубчатыми электродами типа ЭПР или ЭТС. Водолаз открывает подачу кислорода, затем производит зажигание дуги, касаясь электродом металла. Электрод держат с небольшим наклоном в сторону, противоположную резу (рис. 3). Рисунок 3. Положение электрода при резке Дугу необходимо поддерживать непрерывно, для чего надо прижимать края козырька электрода к поверхности металла. Перемещение электрода начинается с момента сквозного прожигания металла, которое определяется по прекращению выдувания металла и шлака в сторону резчика. В процессе резки водолаз выполняет одновременно два движения: поступательное по оси электрода, для поддержания нормальной дуги и вдоль намеченного реза. По мере сгорания металла водолаз равномерно, без перерыва перемещает электрод в полости реза, т.к. при обрыве дуги резка прекращается. Время горения электрода в пределах одной минуты. При резке металла толщиной 4-6 мм водолаз ведет электрод по поверхности, не углубляя его в металл. При большей толщине металла Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 5 необходимо делать нажим электродом на жидкую ванну металла, сочетая это с действием режущего кислорода. Вертикальная резка производится сверху вниз, а горизонтальная - справа налево. После окончания резки командой водолаза отключается электроэнергия, а затем прекращается подача кислорода. Разделка кромок листа металла под сварку. Для получения чашеобразной разделки и круглых форм канавки (Рис. 4) используются электроды марки ЭПР или ЭТС. Водолаз держит электрод под углом 20-45 к горизонтальной плоскости, перемещая его вдоль линии разделки вперед (Рис. 5). При этом захватываются обе состыкованные кромки. Электрод и линия разделки должны находиться в одной вертикальной плоскости. В случае разделки широкого шва металла большой толщины, водолаз делает несколько параллельных проходов электрода с последующим заглублением до требуемых размеров. Снятие фасок круглым электродом при V и К – образной разделке кромок (Рис. 6), водолаз держит электрод сбоку разделываемой кромки перпендикулярно направлению реза и под углом, соответствующим углу скоса кромок, совершая пилообразные движения от верхней кромки листа к нижней. При увеличении наклона электрода процесс строгания ухудшается, а при угле 75-80- прекращается и переходит в процесс разделительной резки. Рисунок 4. Разделка кромок и пазов электродами ЭПР-1, ЭТС-1,ЭТС-2,ЭТС-3: а - круглые канавки; б - скос. Рисунок 5. Схема расположения электрода при чашеобразной разделке кромок. Рисунок 6. Схема расположения электрода круглого сечения при разной разделке кромок: I - подача кислорода; а - К-образная разделка; б -V-образная разделка; I - подача кислорода 2.3. ПОДЪЁМ ВОДОЛАЗА Подъём водолаза производится в соответствии с требованиями "Единых правил безопасности труда на водолазных работах. Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 6 2.4. РАЗМЕЩЕНИЕ ВОДОЛАЗНОЙ ТЕХНИКИ И СРЕДСТВ ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ НА ШТАТНЫЕ МЕСТА Размещение водолазной техники в исходное положение производится в соответствии с требованиями Инструкций по эксплуатации. 3. ТЕХНИКА БЕЗОПАСНОСТИ Работы по резке металла под водой в порту, должны производиться с разрешения администрации порта, подтвержденного оформленным «Разрешением на огневые работы на территории порта» инспектором пожарной охраны с указанием мест проведения работ. Перед началом резки металла под водой необходимо обследовать объекты на основании этих данных составить план резки, утвержденный руководителем работ. План должен предусматривать расположение, последовательность резов и необходимые меры безопасности. Применяемое подводное оборудование должно быть проверено водолазами под руководством старшины водолазной станции. Изоляция электродержателя проверяется перед каждым спуском. Подводную резку металла необходимо проводить только в снаряжении, полностью изолирующем водолаза от воды. Передний иллюминатор или стекла полнолицевой маски должны быть закрыты на 2/3 темными защитными стеклами (светофильтрами). Проведение работ без прямой двухсторонней разговорной связи с водолазом запрещается. Производить резку сосудов, емкостей и трубопроводов, находящихся под давлением, запрещается. Резка должна производиться с водолазных рабочих беседок. Если возникнет вероятность того, что обрезаемая часть конструкции после окончания резки может упасть или с двинуться с места, ее необходимо прикрепить стропами к основной конструкции. Резка металла под водой, если это не угрожает водолазу обвалом грунта или груза, должна производиться сначала в труднодоступных, а затем в легкодоступных и свободных местах. Во избежании прожога водолазного снаряжения, водолаз должен держать электрододержатель электродом от себя. Браться руками за электрод, находящийся под напряжением, класть электрододержатель на грунт, беседку или объект сварки водолазу запрещается. Класть электрододержатель можно только после отключения тока. Смена электродов под водой производится работающим водолазом только после отключения подводной сварочной цепи и получения об этом подтверждения по разговорной связи. При выполнении электрокислородной резки металла под водой, кроме мер безопасности, указанных в настоящей технологической карте, надлежит руководствоваться следующими разделами "Единых правил безопасности труда на водолазных работах": Организация водолазных спусков и работ; Общие требования безопасности при выполнении водолазных спусков и работ. Общие требования. Судовые водолазные работы. Подводные электросварочные работы. Работы с применением механизированного инструмента. Работа на течении. Работы при отрицательных температурах наружного воздуха, а также со льда и подо льдом. Медицинское обеспечение водолазов. Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 7 4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ Наименование №№ 1 Водолазная станция 2 Водолазный трап 3 Сварочный агрегат постоянного тока или, провод сварочный с клеммами, электроды, баллоны с кислородом, редуктор, шланги 4 Светофильтры стеклянные для защиты глаз, упроченные, в наборе (С-5, С-6, С-7, С-8) 5 Стропы, тросы, канаты (растительные, стальные, синтет.) 6 Лебедки (ручная, с эл. мех. приводом), тали, блоки, талрепа, такелажные скобы, струбцины, зажимы для стальных канатов 7 Ящик инструментальный. Инструменты (молоток, зубило, кувалда, ключи гаечные, щетки металлические, шабер, и др.) 8 Механизированный инструмент (пневматический рубильный молоток, сверлильная машинка, пила и др.) 9 Марки магнитные, присос магнитновакуумный 10 Установка подводная осветительная Ед. изм един. един. компл. Кол-во 1 1 1 компл. 1 м по потребн. компл. - компл. - шт. - шт. - компл. 1 Лист 0027/3.ППР Изм. Лист №документа Подпись Дата 8