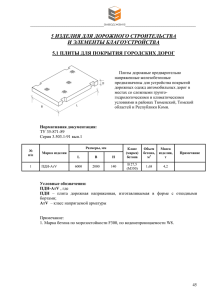
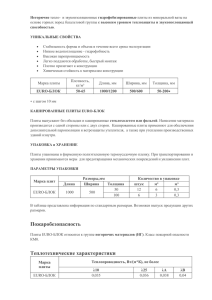
ОПТИМИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТОВ «БЕРЕЖЛИВОГО ПРОИЗВОДСТВА» ЗАДАНИЕ 1 Рассмотреть производственный процесс (на конкретном примере) как последовательность действий, связанных с созданием продукта или услуги. Выделить процессы, добавляющие ценность и процессы, не добавляющие ценность (потери 1-го и 2го рода). Результаты представить в таблице 1. Производство железобетонной плиты. Таблица 1 - Ценности и потери при создании продукта/услуги Последовательность действий (операций) Процессы, добавляющие ценность Процессы, не добавляющие ценность потери 1-го рода потери 2-го рода Контроль процесса Подготовка установки к работе Резка на необходимые размеры стальных канатов Осмотр канатов стальных на складе Бетон целостность Прогрев формировочной машины 1 Замес бетона в бетоносмесительной установке 1 Управление подачей материалов 2 Подготовка армированию каркаса плиты Укладка высокопрочных канатов стальных 3 Формирование линии Подача готового бетона в формировочную машину 4 Покрытие с формированной линии теплом (сберегающие полотно) Помещение пластин в печь Разогрев печи до Погрузка на необходимой поддоны для температуры транспортировки к Осмотр поддонов печи к транспортировке 5 Прокат или пропарка плиты Автоматическая пропарка плиты Задавание параметров температуры для пропарки плиты 6 Остывание плиты Снятие полотна тепло сберегающего 7 Резка плиты на заданные размеры 2 Выбор нужного рецепта бетона Резка плиты Замер плиты Укладка плиты на резательный станок Снятие плиты с пропарки Ожидание Остывание плиты Складирование плит Осмотр плит ЗАДАНИЕ 2 Определить, какие процессы, отнесенные в табл. 1 к потерям 1-го и 2-го рода могут быть классифицированы как перепроизводство. Проанализировать причины и последствия действий (операций) производственного процесса (из табл. 1), которые ведут к перепроизводству, возможность сокращения или исключения этих потерь, заполнить табл. 2. Таблица 2 – Потери, связанные с перепроизводством Действия (операции) 7 Резка плиты на заданные размеры Причины Последствия Не знания нужного Не правильный количества заказ размер. Избыток наряда не нужного на данный момент заказа Возможность сокращения или исключения Повышение контроля заказ наряда ЗАДАНИЕ 3 Определить, какие процессы, отнесенные в табл. 1 к потерям 1-го и 2-го рода могут быть классифицированы как избыток запасов. Проанализировать причины и последствия действий (операций) производственного процесса (из табл. 1), которые ведут к избыточным запасам, возможность сокращения или исключения этих потерь, заполнить табл. 3. Таблица 3 – Потери, связанные с избытком запасов Действия (операции) 1 Подача бетона Причины Последствия Не знания нужного количества заказ наряда Много подаст будет избыток бетона. Пропадет бетон Возможность сокращения или исключения Повышение контроля заказ наряда ЗАДАНИЕ 4 Определить, какие процессы, отнесенные в табл. 1 к потерям 1-го и 2-го рода могут быть классифицированы как ожидание. Проанализировать причины и последствия действий (операций) производственного процесса (из табл. 1), которые ведут к ожиданию (простою), возможность сокращения или исключения этих потерь, заполнить табл. 4. Таблица 4 – Потери, связанные с ожиданием (простоями) Действия (операции) Причины Последствия 6 Остывание плиты Ожидание Простой Возможность сокращения или исключения Сократить время остывания плиты. Применение аэраторов ЗАДАНИЕ 5 Определить, какие процессы, отнесенные в табл. 1 к потерям 1-го и 2-го рода могут быть связаны с транспортировкой. Проанализировать причины и последствия действий (операций) производственного процесса (из табл. 1), связанных с транспортировкой, возможность сокращения или исключения этих потерь, заполнить табл. 5. Таблица 5 – Потери, связанные с транспортировкой Действия (операции) 4 Покрытие с формированной линии теплом (сберегающие полотно) Причины Последствия Осмотр поддонов к транспортировке Долгое время на осмотр Возможность сокращения или исключения Нанять более квалифицированный персонал ЗАДАНИЕ 6 Определить, какие процессы, отнесенные в табл. 1 к потерям 1-го и 2-го рода могут быть отнесены к лишним движениям. Проанализировать причины и последствия действий (операций) производственного процесса (из табл. 1), которые сопровождаются лишними движениями, возможность сокращения или исключения этих потерь, заполнить табл. 6. Таблица 6 – Потери, связанные с лишними движениями Действия (операции) 3 Формирование линии Причины Последствия Возможность сокращения или исключения Прогрев формировочной машины Долгое время прогрева и подготовка Поддержка температуры для быстрого прогрева ЗАДАНИЕ 7 Используя информацию табл. 1, заполнить карту потока создания ценности продукта/услуги (табл. 7) для анализируемого производственного процесса, построить диаграмму "Ямазуми". Время такта (цикла) определить самостоятельно. Выполнить анализ операций и их ценности в процессе создания продукта/услуги. Предложить варианты оптимизации рассматриваемого производственного процесса – какие операции, не добавляющие ценность продукту/услуге, могут быть сокращены или исключены Таблица 7 - Карта потока создания ценности Номер Название операции Описание процесса операции 1 Замес бетона в бетоносмесительной установке 1.1 Управление подачей материалов 1.2 Выбор нужного рецепта бетона 1.3 Контроль процесса Подготовка установки к работе 1.4 2 Укладка высокопрочных канатов стальных Резка на необходимые размеры стальных канатов Осмотр канатов стальных на складе 2.2 2.3 3.3 7 5 Добавляет ценность Не добавляет ценность Потери 11 10 5 Добавляет ценность Не добавляет ценность Потери Подача готового бетона в формировочную машину Бетон целостность 10 Прогрев формировочной машины 8 5 Добавляет ценность Не добавляет ценность Не добавляет ценность Покрытие с формированной линии теплом (сберегающие полотно) Помещение пластин в печь Погрузка на поддоны для транспортировки к печи Разогрев печи до необходимой температуры 4.1 4.2 4.3 Осмотр поддонов к транспортировке 4.4 5 10 Добавляет ценность Формирование линии 3.2 4 5 Характеристика времени Подготовка армированию каркаса плиты 2.1 3 3.1 Время, мин Прокат или пропарка 10 5 7 3 Добавляет ценность Не добавляет ценность Не добавляет ценность Потери плиты Автоматическая пропарка плиты Задавание параметров температуры для пропарки плиты Снятие плиты с пропарки 5.1 5.2 5.3 6 Не добавляет ценность 5 Не добавляет ценность 3 Остывание плиты 11 6.2 Снятие полотна тепло сберегающего Замер плиты 6.3 6.4 Ожидание Остывание плиты 2 12 7.3 Резка плиты Укладка плиты на резательный станок Складирование плит 7.4 Осмотр плит 1 6.1 7 Добавляет ценность 10 Добавляет ценность Не добавляет ценности Потери Не добавляет ценность 4 7 Резка плиты на заданные размеры 7.1 7.2 Добавляет ценность Не добавляет ценность Не добавляет ценность Потери 5 3 Диаграмма Ямазуми Основной Основной Основной Основной Линия такта Основной Основной Основной Основной Основной Операция 1 Операция 2 Добавляет ценность Номер операции Операция добавляющая ценность Операция 3 Не добавляет ценность Операция не добавляющая ценность Операция 4 Потери Операция не добавляющая ценность (потери) 1 15 7 5 2 11 10 5 3 10 13 0 4 10 17 3 5 10 8 0 6 11 11 2 7 12 8 1