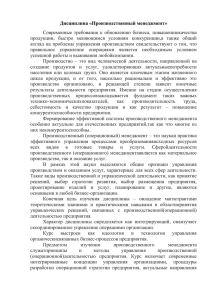
Оглавление Вопрос 1. Понятие и классификация производственных процессов. ..................................................... 3 Вопрос 2. Структура и расчет операционного цикла. ............................................................................ 4 Вопрос 3. Графическое представление производственных циклов простых производственных процессов при различных видах движения партий деталей по операциям. ......................................... 4 Вопрос 4. Графическое представление технологических циклов простых производственных процессов при различных видах движения партий деталей по операциям .......................................... 6 Вопрос 5. Аналитический расчет производственных циклов простых производственных процессов при различных видах движения партий деталей по операциям. ........................................................... 8 Вопрос 6. Аналитический расчет технологических циклов простых производственных процессов при различных видах движения партий деталей по операциям. .........................................................10 Вопрос 7. Сложный производственный процесс, расчет производственного цикла сложного производственного процесса....................................................................................................................11 Вопрос 8. Построение цикловых графиков сложного производственного процесса. ........................11 Вопрос 9. Определение и структура производственного цикла. .........................................................12 Вопрос 10. Типы производства и их технико-экономическая характеристика .................................13 Вопрос 11. Принципы рациональной организации производственных процессов. ..............................14 Вопрос 12. Формы организации производственных процессов. ...........................................................15 Вопрос 13. Формы специализации подразделений..................................................................................15 Вопрос 14. Особенности расчетов при групповой организации производственных процессов. .......16 Вопрос 15. Классификация поточных линий. .........................................................................................16 Вопрос 16. Расчет непрерывно-поточной линии с рабочим конвейером. ...........................................18 Вопрос 17. Расчет непрерывно-поточной линии с распределительным конвейером. .......................21 Вопрос 18. Расчет прерывно-поточной (прямоточной) линии. ...........................................................22 Вопрос 19. Особенности расчета многопредметных групповых поточных линий. ..........................23 Вопрос 20. Особенности расчета многопредметных переменно-поточных линий. ..........................24 Вопрос 21. Расчет частных тактов многопредметной поточной линии по условному объекту....26 Вопрос 22. Расчет частных тактов многопредметной поточной линии по продолжительности выпуска. ......................................................................................................................................................26 Вопрос 23. Порядок запуска деталей в производство (функции предпочтения). ..............................27 Вопрос 24. Расчет грузопотоков и грузооборота. ................................................................................27 Вопрос 25. Особенности организации автоматических поточных линий..........................................28 Вопрос 26. Особенности организации и расчета роторных поточных линий. ..................................30 Вопрос 27. Инфраструктура предприятия............................................................................................31 Вопрос 28. Задачи организации труда на предприятии........................................................................32 Вопрос 29. Критерии рациональной организации труда. .....................................................................33 Вопрос 30. Виды разделения труда и его кооперация на предприятии. ..............................................34 Вопрос 31. Задачи нормирования труда. ................................................................................................35 Вопрос 32. Классификация затрат рабочего времени. .........................................................................37 Вопрос 33. Классификация и сущность методов нормирования труда..............................................37 Вопрос 34. Структура нормы времени на операцию. ...........................................................................38 Вопрос 35. Особенности нормирования труда в единичном типе производства. .............................39 Вопрос 36. Особенности нормирования труда в серийном типе производства. ...............................39 Вопрос 37. Особенности нормирования труда в массовом типе производства................................40 Вопрос 38. Перечень норм труда, применяемых в производстве. .......................................................40 Вопрос 39. Метод хронометражных наблюдений. ...............................................................................41 Вопрос 40. Метод фотографии рабочего времени, его разновидности. ............................................42 Вопрос 41. Метод микроэлементного нормирования. ..........................................................................43 Вопрос 42. Организация оплаты труда. Структура современной заработной платы. ...................44 Вопрос 43. Системы и формы оплаты труда. ......................................................................................44 Вопрос 44. Тарифная система оплаты труда. Формы тарифной системы оплаты труда............45 Вопрос 45. Коллективные формы оплаты труда. .................................................................................47 Вопрос 46. Расчет заработка работников предприятия при бестарифной системе оплаты труда. .....................................................................................................................................................................50 Вопрос 1. Понятие и классификация производственных процессов. Производственный процесс – совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции (ГОСТ 14.004-83). Классификация производственных процессов. 1) В зависимости от назначения: Основные – предназначены для непосредственного изменения формы или состояния материала продукции, являющейся в соответствии со специализацией предприятия товарной; Вспомогательные – процессы, в результате которых получается продукция, используемая на самом предприятии, чтобы обеспечить нормальное функционирование основных процессов (продукция не является товаром); Обслуживающие – обеспечивают основные и вспомогательные процессы услугами, необходимыми для их нормального функционирования. 2) В зависимости от характера выполняемых технологических операций: Заготовительные; Обрабатывающие; Сборочные. 3) В зависимости от степени механизации или автоматизации: Ручные; Механизированные; Автоматизированные; Автоматические. 4) В зависимости от характера объекта производства: Простые – процессы, при которых выполняется ряд операций над одним объектом, а также отдельно взятые сборочные процессы; Сложные – совокупность взаимосвязанных и скоординированных в пространстве и во времени простых процессов изготовления отдельных деталей и сборочных процессов. Вопрос 2. Структура и расчет операционного цикла. Операционный цикл – время обработки партии деталей (изделий) на операции. Различают три вида сочетания операционных циклов: последовательный; параллельно-последовательный; параллельный. Операционный цикл Топ зависит от трудоемкости операции t, величины обработочной партии n и числа рабочих мест Ср, занятых выполнением операции, и вычисляется по формуле: Tопi t n C рi Вопрос 3. Графическое представление производственных циклов простых производственных процессов при различных видах движения партий деталей по операциям. 1) Последовательный вид движения. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. Графически производственный цикл простого производственного процесса при последовательном виде движения можно изобразить следующим образом: 2) Параллельный вид движения. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. Графически производственный цикл простого производственного процесса при параллельном виде движения можно изобразить следующим образом: 3) Параллельно-последовательный вид движения. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длительнее по сравнению с параллельным, но короче, чем при последовательном движении предметов труда. Графически производственный цикл простого производственного процесса при параллельно-последовательном виде движения можно изобразить следующим образом: Вопрос 4. Графическое представление технологических циклов простых производственных процессов при различных видах движения партий деталей по операциям 1) Последовательный вид движения. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. Графически технологический цикл простого производственного процесса при последовательном виде движения можно изобразить следующим образом: 2) Параллельный вид движения. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. Графически производственный цикл простого технологического процесса при параллельном виде движения можно изобразить следующим образом: 3) Параллельно-последовательный вид движения. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длительнее по сравнению с параллельным, но короче, чем при последовательном движении предметов труда. Графически технологический цикл простого производственного процесса при параллельнопоследовательном виде движения можно изобразить следующим образом: Вопрос 5. Аналитический расчет производственных циклов простых производственных процессов при различных видах движения партий деталей по операциям. 1) Параллельный вид движения. Производственный цикл рассчитывается по формуле: парал Tпроизв S – число смен; 1 Sqf m ti p i 1 C i при параллельном виде T t n p mt м о ест 24 C max , где движения p – передаточная (транспортная) партия; max – максимальная операция; q – продолжительность смены; f – коэффициент перевода рабочих дней в календарные (≈0,68…0,72); tмо – время межоперационных перерывов; Tест – время естественных процессов. Производственный цикл всегда измеряется в календарных днях. 2) Последовательный вид движения. Производственный цикл при рассчитывается по формуле: Послед TПроизв 1 Sqf последовательном m ti T n mt мо ест 24 i 1 Ci виде движения , где S – число смен; q – продолжительность смены; f – коэффициент перевода рабочих дней в календарные (≈0,68…0,72); tмо – время межоперационных перерывов; Tест – время естественных процессов. Производственный цикл всегда измеряется в календарных днях. 3) Параллельно-последовательный вид движения. Производственный цикл при параллельно-последовательном движения рассчитывается по формуле: пар пос Tпроизв 1 Sqf m 1 m ti n n p t i 1 mt м о Tест i 1 Ci 24 i 1 C i 1 min , где S – число смен; p – передаточная (транспортная) партия; min – минимальная операция среди двух; виде q – продолжительность смены; f – коэффициент перевода рабочих дней в календарные (≈0,68…0,72); tмо – время межоперационных перерывов; Tест – время естественных процессов. Производственный цикл всегда измеряется в календарных днях. Вопрос 6. Аналитический расчет технологических циклов простых производственных процессов при различных видах движения партий деталей по операциям. 1) Последовательный вид движения. Технологический цикл при рассчитывается по формуле: последовательном виде движения m ti i 1 C i Послед TТехнол n Технологический цикл всегда измеряется в часах. 2) Параллельный вид движения. Технологический цикл рассчитывается по формуле: при m t парал TТехнол p i i 1 Ci параллельном виде движения t n p C max Технологический цикл всегда измеряется в часах. 3) Параллельно-последовательный вид движения. Технологический цикл при параллельно-последовательном движения рассчитывается по формуле: m пар пос TТехнол n i 1 m 1 t ti n p i 1 Ci i 1 C i 1 min Технологический цикл всегда измеряется в часах. виде Вопрос 7. Сложный производственный процесс, расчет производственного цикла сложного производственного процесса. Производственный цикл сложного процесса формируется с помощью циклового графика, для построения которого необходимо знать структуру изделия и длительности производственных циклов простых процессов. Структура изделия задается технологической схемой сборки. M Д1 Д2 У1 Д11 ПУ11 Д12 Д13 Д111 Д112 Веерная схема сборки Д111 ПУ11 k k k Д112 M Д11 У1 Д12 Д13 Д2 Д1 T сл Пример циклового (линейного) графика Вопрос 8. Построение цикловых графиков сложного производственного процесса. Цикловой график сложного производственного процесса строится при помощи веерной схемы сборки. Чертится этот график справа налево, начиная с конечной сборки, заканчивая начальными элементами, откладывая все элементы согласно веерной схеме. При этом по оси ординат откладывается время, а по оси абсцисс элементы сборки. Д111 ПУ11 k k k Д112 M Д11 У1 Д12 Д13 Д2 Д1 T сл Пример циклового (линейного) графика Вопрос 9. Определение и структура производственного цикла. Производственный цикл – интервал календарного времени от начала до окончания процесса изготовления изделия (ГОСТ 14.004-83). Структурно производственный цикл складывается из технологического цикла, перерывов и времени протекания естественных процессов, необходимых по технологии. Перерывы межоперационные междусменные В зависимости от причин, перерывы: партионности ожидания комплектования Вопрос 10. Типы производства и их технико-экономическая характеристика Тип производства (ГОСТ 14.004-83) – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма выпуска продукции. Различают три основных типа производства: единичное, серийное, массовое. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное (серийное) и крупносерийное производство. Коэффициент закрепления операций kзо=iто/cрм; где iто – число всех технологических операций, подлежащих выполнению в производственном подразделении в течение месяца; срм – число рабочих мест. Для мелкосерийного производства характерны значения кзо=21..40, для среднесерийного (серийного) кзо=11..20, для крупносерийного кзо=1..10. Опытное производство следует относить к самостоятельному типу. Его цель – производство образцов, партий или серий изделий для проведения исследовательских работ, испытаний, доводки конструкции и на основе этого разработки конструкторской и технологической документации для промышленного производства. Изделия опытного производства не являются товарной продукцией и обычно не поступают в эксплуатацию. Сравнительная технико-экономическая характеристика типов производства. Признаки Номенклатура выпуска, повторяемость Единичное Широкая, как правило не повторяется по годам. Наибольшее количество изделий каждого наименования. Степень проработки Составление укрупнённой технологии, технологии укрупнённое нормирование Серийное Массовое Ограниченная Ограниченная, постоянная, в сериями. Выпуск большом количестве. сериями, периодически повторяется. Более детальная Детальная. проработка нормирование. технологии, укрупнённое нормирование Элементное исполняется редко Специализация рабочих мест Широкая. Выполнение операций на рабочих местах как правило не повторяется (технологическая специализация) Ограниченная. На рабочих местах как Закрепление за правило выполняется 1 рабочими местами операция постоянно. ограниченного количества операций как правило повторяющихся. Характер применяемого оборудования Универсальное Универсальное специальное. Оснастка Универсальная Унифицированная Расположение оборудования Технологический принцип Технологический и Предметный принцип предметный принцип и Преимущественно специальное. Специальная Вид движения Как правило деталей по последовательный, приводящий к большому операциям Тц. ПараллельноПараллельный, параллельнопоследовательный и последовательный min Тц. иногда параллельный. Тц ниже Квалификация основных рабочих Высокая. Средняя, высокая на станках с ЧПУ и гибких автоматизированных линиях. Себестоимость Высокая. Ниже, чем единичном. Наименьшая. Сравнительно невысокая на поточных линиях, высокая на автоматизированных линиях. в Наименьшая. Вопрос 11. Принципы рациональной организации производственных процессов. Принципы организации производственного процесса: 1) 2) 3) 4) 5) 6) дифференциации; специализации; пропорциональности; прямоточности; непрерывности; гибкости; 7) ритмичности; 8) параллельности; 9) автоматичности; 10) коммуникации. Вопрос 12. Формы организации производственных процессов. Устанавливаются две формы организации производственных процессов: — групповая, — поточная. Групповая форма организации производственных процессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Поточная форма характеризуется: организации производственных процессов —специализацией каждого рабочего места на определенной операции; —согласованным и ритмичным выполнением всех операций производственного процесса на основе постоянства такта выпуска; —размещением рабочих мест в последовательности, соответствующей производственному процессу. строго Основой при групповой форме организации производственных процессов должно быть группирование изделий по конструктивнотехнологическим признакам. Вопрос 13. Формы специализации подразделений. Формы специализации подразделений: технологическая и предметная. Технологическая специализация предполагает ограничение разнообразия выполняемых в рабочем центре технологических функций (работ, операций, процессов); разнообразие предметов (продукции, продуктов), над которыми выполняются эти функции, не ограничивается (задано). При технологической форме специализации рабочий центр специализируется на выполнении определенных технологических процессов (например, заводы литейные, сборочные; цехи механические, термические, кузнечно-прессовые, транспортный; участки токарной, фрезерной обработки, шлифовальный). Предметная специализация предполагает ограничение разнообразия предметов, над которыми выполняются в рабочем центре технологические функции; разнообразие выполняемых функций не ограничивается (задано). При предметной форме специализации рабочий центр специализируется на изготовлении законченного изделия, сборочной единицы или детали (например, заводы шинный и моторный; цехи кузовной, шасси, коробки передач; участки втулки А, вала В, шестерни С). Вопрос 14. Особенности расчетов при групповой организации производственных процессов. Групповыми поточными линиями называются поточные линии, за которыми закрепляются несколько наименований изделий, имеющих тесное конструктивно-технологическое сходство, позволяющее исключить переналадки линии с одного изделия на другое. Такт групповой поточной линии r определяется по формуле: r Fэф n Qi 1 , где Fэф эффективный фонд времени работы линии в календарном периоде; Qi объем выпуска в том же календарном периоде изделия i-го наименования; n закрепленная за линией номенклатура изделий. Вопрос 15. Классификация поточных линий. Поточные линии массово-поточные (однономенклатурные) серийно-поточные (многономенклатурные) автоматические неавтоматические непрерывно-поточные прерывно-поточные (прямоточные) регламентированный ритм свободный ритм приводные движущиеся неприводные периодич. действия стационарные Однономенклатурную поточную линию в зависимости от количества одновременно обрабатываемых объектов одного наименования подразделяют на: — однопоточную, — многопоточную. Однопоточная линия характеризуется обработкой на каждой операции одного объекта одного наименования. Многопоточная линия характеризуется одновременной обработкой на каждой операции двух и более объектов одного наименования, причем выполнение операций дублируются для каждого объекта. Вопрос 16. Расчет непрерывно-поточной линии с рабочим конвейером. Рабочий конвейер – поточная линия, оснащенная транспортной системой, которая обеспечивает передвижение объектов с операции на операцию, выполняет функцию рабочих мест, а также играет роль регулятора ритма. Движение транспортера может осуществляться непрерывно и прерывно (пульсирующе). Порядок расчета. I. Определение такта потока. r=Fд/Nзап где Fд=(Fкал-Tрегл)*(1-f) - действительный фонд рабочего времени; Fкал - календарный фонд времени; Tрегл - время регламентных перерывов; f - коэффициент, учитывающий оборудования линии (обычно 5%). затраты времени на ремонт Nзап=100*Nвып/(100-a) где a - процент технологических отходов; Nзап - программа запуска; Nвып - программа выпуска. При работе с передаточными партиями определятся ритм потока. Это произведение размера такта на передаточную партию: R=r*p II. Расчет количества рабочих мест. 1) cрасч=tшт/r где tшт=tосн+tвсп+tобсл+tотд причем tвсп0 - обслуживаются специальным рабочим; tотд0 - перерывы регламентированы. 2) Полученное число рабочих мест округляется до целого числа cпр. При этом допускается перегрузка рабочих мест до10-12%, т.е. hзагр=cрасч/cпр; h=1,1-1,12 III. Шаг конвейера. Предметы на конвейере располагаются равномерно, расстояние между осями двух смежных предметов называется шагом или величиной деления конвейера. При малогабаритных предметах величина шага определяется размером рабочего места, которое не должно быть менее 11,2м. Т.е. l0min=11,2м. В общем случае шаг конвейера определяется: 1) габаритами изделия; 2) массой изделия; 3) условиями транспортировки; 4) требованием к организации и расположению рабочих мест. IV. Скорость движения транспортной ленты. V=l0/r; при работе передаточными партиями: V=l0/(r*p) При непрерывном движении транспортёра допустимая скорость до 3,5 м/мин. Если при проектировании невозможно получить скорость в нужных пределах для конвейера с непрерывным движением, то применяют пульсирующий конвейер. Принять скорость в нужных пределах при сборке малогабаритных объектов можно путём варьирования размеров передаточной партии p. V. Длина рабочей части конвейера. Рабочая зона или станция – часть длины конвейера, закреплённая за определённой операцией. Поддержание ритма на рабочих конвейерах осуществляется путём установления постоянной скорости и длины рабочих зон для каждой операции. Нормальная длина зоны операции определятся, как: lн=l0*cпр После нахождения длины рабочих зон производится разметка конвейера. Границы зон наносятся на неподвижные части конвейера. Если трудоёмкость выполнения какой-либо операции может существенно откланяться в большую сторону, то на эту операцию необходимо выделить резервную зону. Число резервных зон: D=(tmax-tшт)/r. Длина резервной зоны: lрез=D*l0. Общая длина рабочей зоны: lобщ=lн+lрез=l0(cпр+D). Длина рабочей части конвейера: Lрк=L0(cтехн+cконтр+D). VI. Величина производственного цикла. Производственный цикл при поштучной передаче: Tпц=r(cтехн+cконтр+D)+Lрк/V. Число объектов, одновременно находящихся на конвейере: N0=Tпц/r. Длина ленты конвейера: Lленты=2*Lрк+pD. Вопрос 17. Расчет непрерывно-поточной линии с распределительным конвейером. Поточная линия с распределительным конвейером характеризуется: 1) наличием на операциях потока различного количества рабочих мест; 2) выполнением работ на стационарных рабочих местах, чьё расположение завязано транспортной системой, которая выполняет функции межоперационного транспорта, распределителя объектов по рабочим местам и регулятора ритма. Порядок расчёта. r, R, cpасч, cnp, hзагр, V – как при расчёте любого конвейера. Отличие состоит в расчёте шага конвейера. Объекты на транспортном устройстве распределительного конвейера устанавливаются равномерно, но шаг конвейера не определяет размера рабочего места. Величина шага будет зависеть от: 1) габаритов объекта; 2) планировки оборудования; 3) условий распределения объектов по рабочим местам. Скорость движения ограничивается объекта, обычно 0,52,5 м/мин. условиями транспортировки Распределение объектов по рабочим местам может осуществляться автоматически или путём разметки конвейера. Независимо от применяемого способа распределения объектов, принцип распределения будет общим. Разметочные знаки наносятся или закрепляются на подвижной части транспортёра. На каждом делении конвейера может быть установлен только один знак из одного разметочного комплекта. В комплекте количество знаков определяется, как наименьшее общее кратное количеству рабочих мест по операциям потока. Комплект знаков по длине тягового элемента может повторяться только целое число раз. Период конвейера – время прохождения комплекта знаков через определённую точку конвейера: П=r*b, где b - число разметочных знаков в комплекте. Определение длины рабочей части конвейера. 1) Выполняется планировка оборудования в соответствии с проектными нормами. Планировка линии определяет длину рабочей части конвейера из условия расположения оборудования. 2) Рассчитывается длина ленты или монорельса: Lленты=2*Lрк+pD. 3) Корректируется длина тягового устройства Lленты, Lрк (длина рабочей части), l0 (шаг конвейера), k (расчётное количество разметочных знаков, т.к. k - целое число). Для корректировки параметров линии используются следующие формулы: L ле н ты=l0*b*k; d L D L р к ле н ты 2 ; L l0 ле н ты b k ; k L ле н ты b l0 ; L рк l0 ; где d - количество объектов на рабочей части конвейера. При проектировании поточной линии на рабочей части конвейера должно находиться минимально необходимое количество объектов, т.е. dc, где c - количество рабочих мест по операциям потока. Вопрос 18. Расчет прерывно-поточной (прямоточной) линии. Регламент работы линии должен обеспечивать полное использование рабочего времени и экономически целесообразную величину межоперационных заделов. Максимальная величина задела определяется по формуле: Z max Tn ci Tn ci1 T c T c Z max n i з агрi n i1 з агрi1 t штi t штi 1 t штi t штi 1 или , где Tп - период времени работы смежных операций в неизменных условиях по количеству работающего оборудования; сi и ci+1 - фронт работ по смежным операциям. Второй вариант формулы, если коэффициент загрузки оборудования hзагр>1. Порядок расчёта. 1) Определяется такт, количество рабочих мест по операциям, коэффициент загрузки оборудования. 2) Устанавливается период комплектования выработки и строится график-регламент работы рабочего и оборудования. 3) Рассчитываются величины межоперационных заделов и строится график (эпюра заделов). 4) Разрабатывается планировка оборудования, которая определяется технико-экономическими показателями работы линии. Вопрос 19. Особенности расчета многопредметных групповых поточных линий. Групповыми поточными линиями называются поточные линии, за которыми закрепляются несколько наименований изделий, имеющих тесное конструктивно-технологическое сходство, позволяющее исключить переналадки линии с одного изделия на другое. Такт групповой поточной линии r определяется по формуле: r Fэф n Qi 1 , где Fэф эффективный фонд времени работы линии в календарном периоде; Qi объем выпуска в том же календарном периоде изделия i-го наименования; n закрепленная за линией номенклатура изделий. Вопрос 20. Особенности расчета многопредметных переменнопоточных линий. Расчет переменно-поточной линии: 1. Определение эффективного фонда времени работы линии. Эффективный формуле: фонд времени работы (Fэф) рассчитывается по Fэф = 480DS(1 - ), где D - число рабочих дней в календарном периоде; S - число рабочих смен в рабочем дне; - коэффициент, учитывающий потери рабочего времени. Продолжительность рабочей смены 480 мин. 2. Определение времени, необходимого для выпуска полного объема jго изделия, в календарном периоде. Время, необходимое для выпуска программного объема (Fj) j-го изделия в календарном периоде, определяется по формуле: F F j QT j j , эф i m Q T i 1 i i где Qj - программа запуска j-го изделия в календарном периоде; Qj - программа запуска i-го изделия, включенного в список номенклатуры выпуска, в календарном периоде; Tj - суммарная трудоемкость изготовления j-го изделия; Ti - суммарная трудоемкость изготовления i-го изделия, включенного в список номенклатуры выпуска, в календарном периоде; m - число наименований изделий, обрабатываемых на линии, в календарном периоде. 3. Определение частных тактов. Частный такт выпуска изделия j-го наименования (rj) определяется по формуле: r j F . Q j j 4. Вычисление минимально-расчетной партии запуска и определение ее рабочего значения. Минимально-расчетная величина партии наименования (nj) определяется по формуле: n j запуска изделия j-го ( 1 ) П , r с j j где - нормативный коэффициент потерь времени на переналадки линии. Рассчитанная величина размера партии запуска корректируется с учетом следующих условий: размер партии запуска должен выражаться целым числом (с округлением в большую сторону) и должен быть кратным программе выпуска изделий в данном календарном периоде. 5. Определение количества запусков изделия j-го наименования в заданном календарном периоде. Число запусков изделия j-го наименования (kзj) вычисляется по формуле: k зj Q n j , пj где nnj рабочее значение партии запуска изделия j-го наименования. 6. Определение текущего времени очередного выпуска изделия j-го наименования: j m ik T l,j j 1 i 1 П n r , 480 ( l 1) , j пj j где Tlj - текущее время выпуска с порядковым номером l изделия j-го наименования, смены; k - общее количество выпусков изделий в календарном периоде; П(l-1),j - время реальной переналадки линии с наименования изделия, выпускаемого с порядковым номером (l-1), на изделие j-го наименования. 7. Определение суммарных потерь времени на переналадку линии в заданном календарном периоде: lk jm l 1 j 1 П П s ( l 1) , j . 8. Определение фактического коэффициента потерь рабочего времени на переналадку линии: aф=ПS/Tk , где Tk- время окончания последнего выпуска в календарном периоде. Вопрос 21. Расчет частных тактов многопредметной поточной линии по условному объекту. Частный такт по условному объекту рассчитывается по формуле rусл Fд 1 , где Nпрi – приведенная программа запуска, α=(3..8)% N прi N прi N i k пр , где k пр Ti , где Тусл – условный объект. T усл Вопрос 22. Расчет частных тактов многопредметной поточной линии по продолжительности выпуска. Частный такт рассчитывается по формуле: ri Fдi , где Ni Fдi Fд 1 N i Ti N iTi Вопрос 23. Порядок запуска деталей в производство (функции предпочтения). 1. В обработку сначала запускают детали, требующие минимальное время обработки на первом станке в порядке возрастания этого времени. 2. В обработку запускаются сначала детали, требующие максимальное время обработки на последнем станке в порядке убывания этого времени. 3. В обработку запускаются сначала детали, у которых “узкое место” находится дальше от начала процесса обработки (“узким местом” для данной детали называется станок, на котором обработка этой деталей занимает наибольшее время). 4. Обрабатываются вначале детали, у которых суммарное время обработки на всех станках максимальное в порядке убывания этого времени. Вопрос 24. Расчет грузопотоков и грузооборота. Грузооборот – это общее количество грузов, перемещаемых по территории предприятия, цеха и склада в единицу времени (в течение года, квартала, месяца или суток). Грузовым потоком называется количество грузов, транспортируемых в единицу времени в соответствии с последовательным ходом производственного процесса между отдельными цехами и участками завода. Для каждого грузопотока определяют потребность в транспортных средствах по следующей общей формуле Tср=Qсут/(npKи.гпq) где Qсут — количество груза, подлежащее перевозке за сутки, т; nр — число рейсов в сутки; Kи.гп - коэффициент использования грузоподъемности транспортного средства; q — грузоподъемность транспортного средства, т. Вопрос 25. Особенности организации автоматических поточных линий. Комплексно-механизированное и автоматизированное поточное производство – система машин, оборудования, транспортных средств, обеспечивающая строго согласованное во времени выполнение операций всех стадий процесса изготовления изделий, начиная от получения исходных заготовок и кончая контролем (испытанием) готового изделия и выпуска продукции через равные промежутки времени. Автоматическая линия (АЛ) – это система машин-автоматов, размещённых по ходу технологического процесса и объединённых автоматическими механизмами и устройствами для решения задач транспортировки, накопления заделов, удаления отходов, изменения ориентации. АЛ оснащена системой управления. Типы автоматических поточных линий (АПЛ). Классификация в зависимости от степени жёсткости конструктивнокинематической взаимосвязи: -- рабочих агрегатов; -- транспортных средств; -- бункерных устройств. Различают 5 основных типов АПЛ: 1) Прямоточные АЛ-- 1 2) Поточные АЛ-- 1 2 2 3 4 3 4 5 6 3) Бункерные АЛ -- 1 4) Бункернопрямоточные АЛ -- 1 2 Бункерно-поточные 1 2 5) АЛ -- 2 3 3 4 3 4 5 6 5 7 6 7 В бункерах образуются межоперационные заделы: Страховые (из-за разновремённой работы механизмов и их отключения на настройку) Z с т р T п рi t штi Tпрi – время простоя i-го оборудования; tштi – штучное время на i-ой операции. Компенсирующие (вследствие различных тактов работы на смежных участках) Zк T к T к T кr rм rб rм * rб rм и rб – меньший и больший такт работы; Тк – период компенсации. Такт АПЛ: rАПЛ=tо+tвсп+tтрансп Вопрос 26. Особенности организации и расчета роторных поточных линий. Роторные линии – линии, состоящие из рабочих и транспортных роторов, связанных между собой и имеющих синхронное вращение. На них осуществляется обработка вместе с транспортировкой. Продолжительность пребывания деталей в роторе зависит от числа позиций ротора. Выбирая число позиций (блоков) можно обеспечить необходимую продолжительность цикла: T=cr где: c – число позиций; r – такт. Особенности расчета роторных линий 1. Такт роторной линии r=l0/vтр где l0– расстояние между смежными позициями ротора (шаг ротора); vтр - траекторная скорость (окружная скорость ротора). 2. Продолжительность полного операционного цикла заготовки Tц=Lп/vтр где: Lп - длина пути от места загрузки до места выдачи из ротора обработанной детали. 3. Продолжительность операционного цикла инструмента Tци=Lи/vтр где: Lи - длина пути, равная полной окружности ротора. 4. Темп роторной линии П=1/r=vтр/l0 5. Цикловая производительность роторной машины qцм=nv=n/Tц где: n - число рабочих (инструментальных) позиций; v - частота вращения ротора (величина, обратная длительности цикла). Вопрос 27. Инфраструктура предприятия. Производственная структура предприятий Под производственной структурой предприятия понимается состав цехов и служб и формы их кооперации, то есть взаимосвязи. Основная задача, решаемая при построении производственной структуры, сводится к расположению в пространстве производственных процессов всех видов. ПС ОЦ ОЦ С ВЦ ОЦ С ВЦ ВЦ Пример построения производственной структуры Цехи образуются согласно существующим формам специализации, то есть предметной и технологической. При предметной форме специализации цехи специализируются на производстве узкой номенклатуры деталей, узлов и агрегатов. Cпециализированное оборудование распологается по ходу технологического процесса. При технологической специализации в цехе выполняются определенные однородные техпроцессы. Оборудование в цехах располагается по групповому признаку. Вопрос 28. Задачи организации труда на предприятии. 1. Экономическая – заключается в экономии использования материальных и трудовых ресурсов, росте производительности труда и, следовательно, -- в эффективности производства. 2. Психофизиологическая – заключается в создании на производстве наиболее благоприятных условий труда для нормального воспроизводства и функционирования рабочей силы, для сохранения здоровья и работоспособности человека. 3. Социальная – заключается в создании условий для постоянного роста культурно-технического уровня работников, всестороннего и гармоничного из развития, повышение привлекательности труда и превращение труда в первую жизненную необходимость. Основные направления НОТ 1. Разделение и кооперация труда. 2. Организация и обслуживание рабочего места. 3. Организация трудового процесса (приемы и методы труда). 4. Условия труда. 5. Подготовка и повышение квалификации кадров. 6. Дисциплина труда и развитие творческой активности трудящихся. 7. Нормирование труда. Подробнее о направлениях см. в конспекте. Вопрос 29. Критерии рациональной организации труда. Границы рационального разделения труда 1. Экономическая. Показатели: а) уровень использования совокупного рабочего времени; б) уровень использования индивидуального рабочего времени; в) использование работника на основной функции, соответствующей его профессии; г) показатели использования оборудования. Коэффициент индивидуального использования рабочего времени: кз=Тф/Тсм , где Тф - фактическое время работы; Тсм - продолжительность рабочей смены. 2. Психофизиологическая Показатели: а) физическая и умственная нагрузка в течении смены; б) степень монотонности труда; в) темп работы; г) санитарно-гигиенические условия труда. 3. Социальная Показатели: а) содержательность работы; б) наличие физических и умственных элементов в выполняемой работе; в) возможность творческого подхода к выполняемой работе. Коэффициент уровня разделения труда: t крт= 1- r * Tс м, где St - суммарное время выполнения рабочими на операции или участке не свойственной им работы или работы, не предусмотренной заданием; r - численность рабочей смены. Формы кооперации труда внутри предприятия: межцеховая; внутрицеховая; внутриучастковая. Примеры кооперации труда: Совмещение профессий – особая форма организации труда, при которой рабочий выполняет функции, относящиеся к разным профессиям. Совмещение может быть: постоянным; временным; полным; частичным. Многостаночная работа. Вопрос 30. Виды разделения труда и его кооперация на предприятии. Разделение труда – разграничение деятельности людей в процессе совместного труда. Формы труда Общее в масштабах общества разделения Частное внутри отрасли Единичное внутри предприятия Единичная форма разделения труда имеет следующие виды: 1. Функциональная форма разделения труда предполагает деление всех работ на предприятии на отдельные группы в зависимости от их роли и участия в труде (в зависимости от выполняемых функций). 2. Квалификационная форма разделения труда – деление в зависимости от квалификации (разряды, должности, категории). 3. Технологическая форма разделения труда – деление по стадиям производственного процесса. 4. Операционная форма разделения труда – при делении на операции всего технологического процесса. При операционном разделении труда необходимо учитывать: однородность содержания выполняемых работ; объем выполняемой работы; возможность обособления выполняемых работ. Вопрос 31. Задачи нормирования труда. Основная задача технического нормирования труда – установить в зависимости от вида и задач производства, для конкретных организационнотехнических условий, одну из следующих норм: 1) расчетную техническую норму времени (Нвр) – регламентированное время выполнения единицы работы (технологической операции) в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации; 2) норму выработки (регламентированный объем работы) (НВ) – количество изделий, которое должно быть сделано работником или группой работников соответствующей квалификации в единицу определенных организационно-технических условиях; времени в 3) норму обслуживания (НО) – количество производственных объектов (единиц оборудования), которое работник или группа работников обязаны обслужить за установленное время в определенных организационнотехнических условиях; 4) норму численности (Нчисл) – количество работников определенного профессионального состава, необходимое для выполнения конкретных производственных, управленческих функций или объема работ; 5) норму управляемости – количество работников, которое может быть непосредственно подчинено одному руководителю; 6) нормированное задание (для повышения эффективности труда, оплачиваемого повременно) – объем работы, который работники обязаны выполнить за рабочую смену, месяц или в иную единицу рабочего времени. Техническое нормирование труда включает методы и способы изучения факторов, влияющих на затраты рабочего времени, для установления норм затрат труда. При этом обязательно предусматривается наиболее рациональный технологический процесс и научная организация труда на рабочих местах. Технические нормы времени, выработки, обслуживания, численности являются основой для расчета многих важнейших показателей организационно-планового характера: технологического и производственного цикла; величины производственной мощности; загрузки и пропускной способности оборудования; заработной платы в системах, основанных на измерении количества труда; количество работников по категориям и фондов заработной платы. Замечание. 1) Нвр и НВ применяется для нормирования труда вспомогательных рабочих, выполняющих однородные работы (контролеры). 2) НО применяется для нормирования труда при работах, не стабильных по объему. 3) Нчисл – для нормирования труда вспомогательных рабочих при работах не стабильных по объему и повторяемости. Вопрос 32. Классификация затрат рабочего времени. Вопрос 33. Классификация и сущность методов нормирования труда. Методы нормирования труда Нормативы разрабатываются по этапам: а) Подготовительный этап: перечень операций, на которые будут разработаны нормативы; сфера их применения; какие предприятия будут участвовать в разработке этих нормативов. б) Сбор исходных данных и их анализ. в) Разработка проектов нормативов по труду. г) Апробация нормативов по труду в производственных условиях. д) Корректировка нормативов по труду с учетом апробации. е) Согласование нормативов по труду и их утверждение. Методы нормирования Аналитические Аналитическ иисследовател ьские Аналитическ и-расчетные Нормативы Суммарные ФР В Хронометра ж Опытные Личный опыт нормировщика Статистические Опытностатисти ческие Математикостатистическ ие Статист и-ческие данные Матмоделир ование Вопрос 34. Структура нормы времени на операцию. Типовая структура нормы времени на операцию и основные пути получения ее составляющих: Штучное время, мин: tшт=tо+tв+tобт+tобо+tотд+tрот Среднее время операции или штучно-калькуляционное время: tшт.к.=tшт+tп-з/n Расчетная формула для tшт при аналитически-расчетном методе нормирования во всех типах производства: tшт=(tо+tв)(1+a+b+g+d), где: a - техническое обслуживание; b- организационное обслуживание; g- отдых; d- организационно-технологические перерывы. Для массового, особенно массово-поточного производства, при нормировании работ, выполняемых на оборудовании, может быть использования формула, в которой время технического обслуживания связано непосредственно с основным временем, от которого оно зависит: tшт=(tо+tв)(1+b+g+d)+tо*a Обратная норме времени величина – норма выработки (используется, как правило, в крупносерийном производстве): qнв=Tсм/tшт.к.; для массового производства – qнв=Tсм/tшт. Вопрос 35. Особенности нормирования труда в единичном типе производства. Для единичных – нормируется сразу время операции в целом. При единичном типе производства применяются комплексные виды норм. Степень точности норм составляет +- 15...20%. Наиболее высокая сложность выполняемых работ в единичном типе производства. Профессиональная подготовленность рабочих при единичном типе производства должна составлять 5-6 разряды. Эффективность совершенствования организации производства наименьшая. Вопрос 36. Особенности нормирования труда в серийном типе производства. При серийном типе производства применяются укрупненные виды норм. Степень точности норм составляет +-10%. Сложность выполняемых работ ниже, чем при единичном типе производства. Профессиональная подготовленность рабочих при серийном типе производства должна составлять 3-4 разряды. Эффективность совершенствования организации производства выше, чем при единичном типе производства. Вопрос 37. Особенности нормирования труда в массовом типе производства. Для массовых, особенно массово-поточных производственных процессов при нормировании операций расчленение ведется вплоть до трудовых движений. Степень точности составляет +-5%. Сложность выполняемых работ наименьшая. Профессиональная подготовленность рабочих должна составлять 1-3 разряды. Эффективность совершенствования организации производства наивысшая. Вопрос 38. Перечень норм труда, применяемых в производстве. 1) Норма длительности – регламентированное время выполнения единицы работы или работы определенного объема организационнотехнических условий одним или несколькими исполнителями определенного квалификационного состава. 2) Норма времени – регламентированное время 1 операции одним или несколькими исполнителями определенного квалификационного состава. 3) Норма затрат труда – включает нормы численности, обслуживания, времени и длительности. 4) Норма обслуживания – количество производимых объектов, предназначенных для обслуживания. 5) Норма численности – количество работников определенного квалификационного состава, необходимых для выполнения какойлибо функции или объема работ в определенных организационно технических условиях. 6) Норма управляемости – количество исполнителей, подчиненных одному руководителю (человек должен управлять не более 7 исполнителями, в противном случае исполнители воспринимаются как 1 объект). 7) Норма результатов труда – величина, обратная норме времени. 8) Норма выработки – регламентированный объем работы, закрепленный на выполнение определенным объемом организационно-технических условий одним или несколькими исполнителями определенного квалификационного состава. Обратна норме времени. Норма времени нужна организаторам, норма выработки нужна исполнителям (за смену или за час). Вопрос 39. Метод хронометражных наблюдений. Хронометраж – способ изучения затрат времени на выполнение циклически повторяющихся машинных, машинно-ручных и ручных элементов операции. tшт=(tо+tв)+... циклически повторяется Применяют с целью: 1. Проектирования рационального состава и структуры операции. 2. Установление нормальной продолжительности операции. 3. Разработка нормативов времени на отдельные элементы tшт. 4. Проверка норм, установленных расчетным путем (в массовом и крупносерийном производстве). 5. Изучение передовых методов работ с целью их распространения. Этапы проведения хронометража: 1. подготовка; 2. непосредственно хронометраж; 3. обработка данных. Коэффициент устойчивости ку=tmax/tmin. Для машинных времен ку=1,1-1,12 (возможно 1,16). Выход из этих пределов возможен только при изменении режима. Вопрос 40. Метод фотографии рабочего времени, его разновидности. Фотография рабочего времени (ФРВ) – изучение затрат времени наблюдением на протяжении одной или нескольких смен (минимальное время наблюдение - полусмена). Главное внимание – выявление причин потерь рабочего времени и изучение затрат tп-з, tобт, tобо, tотд, tрот. Виды ФРВ: а) индивидуальные и групповые; б) сплошная и выборочная (метод моментных наблюдений); в) маршрутная ФРВ - по перемещаемым объектам; г) самофотография рабочего времени; д) фотохронометраж; е) фотография производственного процесса – наблюдение всех затрат, относящихся к данному производственному процессу. Цели ФРВ: 1. Составление фактического баланса рабочего дня путем выявления всех затрат времени в течении дня и их группировки по категориям затрат. 2. Выявление причин потерь рабочего времени с последующей разработкой мероприятий по их устранению. 3. Проектирование нормального баланса рабочего дня за счет ликвидации потерь рабочего времени. 4. Получение данных для нормирования tп-з, tоб, tот и составление нормативов по этим категориям рабочего времени. 5. Определение числа рабочих, необходимых для обслуживания отдельных агрегатов (нормы обслуживания). Вопрос 41. Метод микроэлементного нормирования. Нормирование по микроэлементам. Содержание: 1) Любую ручную или машинно-ручную операцию можно представить, как сочетание простых элементов операции – микроэлементов (протянуть руку, взять, переместить, повернуть). Микроэлемент содержит совокупность движений. 2) Изучив простейшие элементы операции и составив систему микроэлементов, устанавливается на каждый элемент норматив времени (многократно изучая его продолжительность в лабораторных условиях или на производстве). 3) Проектируемая операция расчленяется на микроэлементы и записывается с помощью несложного кода, состоящим из индексов (или символов) микроэлементов. Здесь же производится анализ рациональности выбора микроэлементов и их состава в операции. Ненужные для операции микроэлементы устраняются. 4) Определяются нормативы времени на каждый микроэлемент из системы нормативов и по определенным правилам эти нормативы суммируются, получая, так называемую, нормативную (нормальную) tопн продолжительность операций. 5) С помощью коэффициентов, учитывающих фактические условия работы получают фактическую продолжительность операции tопф=tопн*s. Запись операции с помощью микроэлементов позволяет обучить рабочего выполнять ее в отведенное время, устраняя все посторонние для данной операции движения. Коэффициент нормирования труда: кн т где rн кн н rо б , кн н 100 100 q , rн - численность рабочих, охваченных нормированием; rоб - общая численность рабочих; кнн - коэффициент напряженности норм; q - средний % перевыполнения норм. Показатели организации труда Коэффициент организации труда на операции или участке: ко т n крт * крм * кп т * кут 1 * кут 2*...*кутк * кн т . Уровень организации труда в цехе или на предприятии: Уо т ко тi * ri ri , где котi - коэффициент организации труда в i-м цехе или участке; ri - численность рабочих на i-м участке. Вопрос 42. Организация оплаты труда. Структура современной заработной платы. Заработная плата (со взгляда организатора) – это оплата за затрачиваемый труд, эквивалентно нагрузке. Простым повышением зарплаты нельзя мотивировать сотрудников на повышение производительности. Рядовой работник не способен связать свой труд с хозяйственной деятельностью предприятия. Человечество выработало 2 принципа з/п: 1) Каждый человек должен иметь гарантированный минимум заработной платы на своем рабочем месте. 2) Этот минимум может быть увеличен, если работник выполнит дополнительные обязанности или есть возможность его поощрить за соответствия определенным требованиям. То есть З/П=Const+Vпеременная. Вопрос 43. Системы и формы оплаты труда. 3 системы оплаты труда: 1) Штатно-оплатная. Это оплата за единицу рабочего времени в соответствии с занимающей должностью. Выгодна для постоянной части ЗП ЗП i Lокл Tфакт Tпл 2) Тарифная. Основана на тарифе. Тариф – размещение оплаты труда за единицу рабочего времени в зависимости от профессии и квалификации работника. k тр.ст. k проф T k тр.акт. По затратам труда (повременная) По результатам труда (сдельная). Бывает прямая, сдельнопрогрессивная, косвенно-сдельная и др. 3) Бестарифная. Основана на делении фонда оплаты труда между работниками пропорционально коэффициенту трудовой стоимости. ФОТ k тр.ст. ЗП k тр. уп .i Экономистам очень выгодно платить сдельно, но не всегда это возможно. Выгодна для переменной части ЗП. Вопрос 44. Тарифная система оплаты труда. Формы тарифной системы оплаты труда. 1) По затратам (повременная) ЗП i l T факт , где ЗП i l – часовая рабочая ставка l м ес.тар. Tфакт Tплан 2) По результатам (сдельная) Прямая сдельная ЗПij L расцj q j , где lрасц – расценка j работы, qj – фактический объем j работы. ЗП iее ЗП ij j L расц. j l t i i j ( час ) t н в j .час t нj в 60 Тарифная часть годится для постоянной части з/п. Для переменной части надо придумывать самостоятельно. Сдельные формы тарифной системы оплаты труда Здесь фигурирует норма времени. Сдельная форма стимулирует производительность и качество. Экономистам выгодно платить сдельно. Существуют следующие формы оплаты труда: 1) Сдельная прямая (базисная) Lпррасц 2) 3) 4) 5) 6) 7) Сдельно премиальная Сдельно прогрессивная Сдельно регрессивная Сдельно косвенная Сдельно аккордная Сдельно коллективная. Lттс t н в Lnтс 60 qн Вопрос 45. Коллективные формы оплаты труда. Вопрос 46. Расчет заработка работников предприятия при бестарифной системе оплаты труда. В качестве возможного варианта совершенствования организации и стимулирования труда выступает бестарифная система оплаты труда. При бестарифной системе оплаты труда заработная плата всех работников предприятия от директора до рабочего представляет собой долю (коэффициент) работника в фонде оплаты труда (ФОТ) или всего предприятия, или отдельного подразделения. Определив на каждого работника (рабочее место) конкретное значение его коэффициента, можно рассчитать размер заработной платы по следующей формуле: — заработная плата — го работника, руб.; — коэффициент -го работника; — сумма коэффициентов по всем работникам; ФОТ — объем средств, выделенных на оплату труда. При определении конкретной величины для каждой группы работников разрабатываются свои критерии. В этих условиях фактическая величина заработной платы каждого работника зависит от ряда факторов: квалификационного уровня работника; коэффициента трудового участия (КТУ); фактически отработанного времени. Квалификационный уровень работника Квалификационный уровень устанавливается всем членам трудового коллектива и определяется как частное от деления фактической заработной платы работника за прошедший период на сложившийся на предприятии минимальный уровень заработной платы за тот же период. Например, если среднемесячная заработная плата работника составила 800 руб., а минимальный уровень заработной платы за тот же период — 330 руб., то его квалификационный уровень составит 2,4 (800 / 330). Для устранения различий в оплате за равный труд работников равной квалификации, но разных структурных подразделений предприятия необходима дополнительная корректировка рассчитанных квалификационных уровней. Это не означает уравнительности в оплате, так как конкретный уровень оплаты труда работника зависит от эффективности работы его структурного подразделения. Таким образом, создается сквозная система оценки рабочих мест и труда работников по всему предприятию. На предприятии, как правило, определяют несколько квалификационных групп. Для каждой из групп устанавливается свой квалификационный уровень. При отнесении рабочего или специалиста к той или иной квалификационной группе принимается во внимание не только квалификационный уровень, рассчитанный на основе заработной платы, но и соответствие работника профессиональным требованиям, а также конкретные должностные обязанности. Выполнение работ более высокой квалификационной группы может служить основанием для перевода конкретного работника в эту группу и присвоения ему соответствующего квалификационного уровня. Квалификационный уровень работника может повышаться в течение всей его трудовой деятельности. Вопрос о включении специалистов или рабочего в соответствующую квалификационную группу решает совет трудового коллектива с учетом индивидуальных характеристик работника. Важным элементом бестарифной системы оплаты труда выступает коэффициент учета личного вклада работника в общие результаты. Этот коэффициент фиксирует лишь отклонения от нормального уровня работы. Коэффициент трудового участия Коэффициент трудового участия определяется для всех членов трудового коллектива, включая директора, и утверждается советом трудового коллектива, который сам решает периодичность определения коэффициента трудового участия (раз в месяц, в квартал и т.д.) и состав показателей для его расчета. Заработная плата при бестарифной системе оплаты труда определяется следующим образом: 1. Рассчитывается количество баллов, заработанных каждым членом коллектива подразделения (цех, участок, бригада): Mi = К * N * КТУ, К — квалификационный уровень; N — количество отработанных человеко-часов. 2. Определяется общая сумма баллов, заработанная всеми работниками подразделения: . 3. Рассчитывается доля фонда оплаты труда, приходящаяся на оплату одного балла (руб.): d = ФОТ / М 4. Рассчитывается подразделений: заработная З/П отдельного работника = d * Mi. плата отдельных работников Этот метод расчета фонда оплаты труда прост, понятен рабочим, и позитивно ими воспринимается. Он предполагает прямую увязку трудового вклада работников с оплатой и продвижением по служебной лестнице. В целом бестарифная система напоминает обычную систему оплаты труда, только при ее применении вместо разряда по единому тарифноквалификационному справочнику приметаются заводские коэффициенты, а учет конкретных достижений (упущений) производится при помощи заранее разработанной балльной системы. Бестарифная система оплаты труда не отметает нормирования труда на предприятии. Нормы используются при расчете внутренних цен, на основе которых рассчитываются валовой доход бригад, участков, цехов и, в конечном счете, их фонд оплаты труда. При бестарифной системе заработная плата отдельного работника является его долей в общем фонде оплаты труда коллектива.