62
ГЛАВА 4. ЛАБОРАТОРНЫЙ ПРАКТИКУМ
Лабораторная работа № 1. Аппроксимация экспериментальных
данных линейной функцией
Цель работы: Аппроксимировать экспериментальные данные линейной функцией,используя метод наименьших квадратов.
Теоретические сведения. Аппроксимация. Информация о характере экспериментально изучаемого процесса часто представляет собой
табличные данные. При проведении научно-технических расчетов используются функциональные зависимости вида y (x) , причем число
точек этих зависимостей ограничено. Неизбежно возникает задача получения приемлемой представительности функций в промежутках
между узловыми точками (интерполяция) и за их пределами (экстраполяция). Эта задача решается аппроксимацией исходной зависимости, т. е. ее подменой какой-либо достаточно простой функцией: линейной, квадратичной.экспоненциальной и т.д. Для создания моделей
применяются различные методы и аппроксимации табличных данных:
метод наименьших квадратов, метод наименьших квадратов с весовыми коэффициентами, матричный метод.
Метод наименьших квадратов (МНК) – математический метод,
применяемый для решения различных задач, основанный на минимизации отклонений суммы квадратов некоторых функций от искомых
переменных. Он может использоваться для «решения» переопределенных систем уравнений (когда количество уравнений превышает количество неизвестных), для поиска решения в случае обычных (не переопределенных) нелинейных систем уравнений, для аппроксимации
точечных значений некоторой функцией. МНК является одним из базовых методов регрессионного анализа для оценки неизвестных параметров регрессионных моделей по выборочным данным.
Задача лабораторной работы состоит в получении аналитической
зависимости (4.1), описывающей с определенной точностью экспериментальные данные.
(4.1)
y P(x) b 0 b1 x .
Система уравнений метода наименьших квадратов в матричном виде выглядит следующим образом:
63
n
n -1
x
i
i 0
n -1
b0 y i
i 0
i 0
n -1
n -1
2 b1
y x
x
i
i
i
i 0
i 0
,
n -1
x
i
(4.2)
где n – количество точек аппроксимации или количество экспериментальных данных.
Если массивы выражения (4.3) обозначить переменными D и b , то
данное выражение можно записать в следующем виде:
Db E
(4.3)
Mathcad включает ряд функций для вычисления регрессии. Обычно
эти функции создают кривую или поверхность определенного типа,
которая в некотором смысле минимизирует ошибку между собой и
имеющимися данными. Функции отличаются прежде всего типом кривой или поверхности, которую они используют, чтобы аппроксимировать данные.
Функция для линейной регрессии общего вида.В MathCAD реализована возможность выполнения линейной регрессии общего вида.
При ней заданная совокупность точек приближается функцией вида:
F(x, K1, К2,..., Kn)=K1*F1(x)+K2*F2(x)+…+Kn*Fn(x).
Таким образом, функция регрессии является линейной комбинацией функций F1(x), F2(x),..., Fn(x), причем сами эти функции могут быть
нелинейными, что резко расширяет возможности такой аппроксимации и распространяет ее на нелинейные функции.
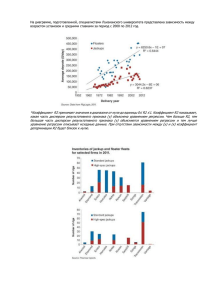
Для реализации линейной регрессии общего вида используется
функция linfit(VX,VY,F). Эта функция возвращает вектор коэффициентов линейной регрессии общего вида К, при котором среднеквадратичная погрешность приближения облака исходных точек, если их
координаты хранятся в векторах VX и VY, оказывается минимальной.
Вектор F должен содержать функции F1(x), F2(x),..., Fn(x), записанные
в символьном виде.
Расположение координат точек исходного массива может быть любым, но вектор VX должен содержать координаты, упорядоченные в
порядке их возрастания, а вектор VY — ординаты, соответствующие
абсциссам в векторе VX.
64
Рис. 4.1. Использование функции linfit(VX,VY,F)
Эти функция, в отличие от интерполяции и экстраполяции, не требуют, чтобы аппроксимирующая кривая или поверхность проходила
через точки данных. Функции регрессии, рассмотренные в этом разделе, следовательно, гораздо менее чувствительны к ошибкам данных,
чем функции интерполяции. Конечный результат регрессии — функция, с помощью которой можно оценить значения в промежутках
между заданными точками.
Задание для выполнения. В результате экспериментального исследования износа режущей кромки фрезы были получено n значений
величины износа y , зависящего от глубины резания x . Данные сведены в таблице 41.
Задание 1. Аппроксимировать табличные данные (Таблица
4.линейным полиномом пошагово, используя расчетные формулы4.14.3.
Таблица 4.1
Данные эксперимента по измерению мощности резания
65
Номер опыта, n
1
2
3
4
5
x
0,2
0,3
0,4
0,5
0,6
y
1,12
1,12
1,32
1,32
1,35
1,40
1,42
Номер опыта, n
8
9
10
11
12
13
14
x
0,9
1
1,2
1,4
1,6
1,8
2,0
y
1,45
1,52
1,58
1,62
1,521
6
0,7
7
0,8
1,68
1,69
Порядок выполнения работы
Задание 1.
1. Создать векторы табличных данных: переменной x и выходного
значения функции y, используя табл. 4.19
2. Задать диапазон для индекса переменных в массивах.
3. Вычислить значения массивов D и E, используя при расчете элементов массивов операторы суммирования
:
4. Вычислить значение массива b:
(4.4)
b=D-1·E.
5. Определить искомый полином как функцию P(x) по формуле (4.63).
6. Вычислить ошибку O(x) для каждого опыта в виде массива (разницу между экспериментальным значением (табл. 4.19) и полученным по
зависимости P(x)) по формуле:
Q( x) P( x) y.
(4.5)
7. Построить график аппроксимирующего полинома и таблично
заданной функции.
Контрольные вопросы
1.
2.
3.
В чем состоит метод наименьших квадратов?
Как оценить точность аппроксимационной модели?
66
Лабораторная работа №2
Интерполяция и экстраполяция экспериментальных данных
встроенными функциями Mathcad
В Mathcad для осуществления линейной и сплайновой интерполяции система Mathcad предлагает встроенные функции.
Линейная интерполяция осуществляется с помощью функцииlinterp(vx, vy, x) –выдаёт линейно интерполированное значение в x для
векторов данных vx и vy того же самого размера.
B-сплайн интерполяция реализована функцией bspline(vx, vy, u,
n)–выдаёт вектор коэффициентов B-сплайна степени n для данных в
vx и vy, учитывая значения узла в u. Выданный вектор становится первым параметром функции interp.
Кубическая интерполяцияпозволяет провести кривую через
набор точек таким образом, что первые и вторые производные кривой
непрерывны в каждой точке. Эта кривая образуется путем создания
ряда кубических полиномов, проходящих через наборы из трех смежных точек. Кубические полиномы затем состыковываются друг с другом, чтобы образовать одну кривую. MathCAD поставляется со
сплайн-функциями:
Сspline(vx, vy)–выдаёт вектор кубических сплайновых коэффициентов с кубическими оконечными точками, который соответствует
независимым данным в векторе или матрице vx и зависимых данных в
vy. Этот вектор становится первым параметром функции interp.
Pspline(vx, vy)–выдаёт вектор кубических сплайновых коэффициентов с параболическими оконечными точками, который соответствует
независимым данным в векторе или матрице vx и зависимым данным в
vy. Этот вектор становится первым параметром функции interp.
Функция интерполяции interp(vs, vx, vy, x)– возвращает значение
у (х) для заданных векторов VS, VX, VY и заданного значения x. Таким образом, сплайн-аппроксимация проводится в два этапа. На первом с помощью функций cspline, psplineили Ispline отыскивается вектор вторых производных функции у (х), заданной векторами VX и VY
ее значений (абсцисс и ординат). Затем, на втором этапе для каждой
искомой точки вычисляется значение у(х) с помощью функции interp.
Экстраполяция–тип аппроксимации, при котором функцияапроксимируетсявне заданного интервала, а не между заданными
значениями. В Mathcad есть функция predict, которая позволяет это
сделать.Для прогнозирования данных в Mathcad используется функция
predict(v, m, n), которая выдаёт вектор n предсказанных значений по-
67
мимо последнего элемента v, основанный на коэффициентах автокорреляции m последовательных значений.
Линейное прогнозирование может использоваться для экстраполяции, но его не следует путать с линейной или полиномиальной экстраполяцией . Этот алгоритм полезен, когда данная функция является
гладкой и колебательной, хотя и не обязательно периодической.
По мере увеличения числа предсказываемых точек, прогнозируемые значения вычисляются на основе только на уже предсказанных
значений, что может привести в ошибочному результату экстраполяции.
Задание 2. В результате измерения были получено n значений
мощности электродвигателя фрезерного станка y при резании в зависимости от величины снимаемого припуска x. Данные сведены в табл.
4.1. Построить графики функции, заданной таблицей значений (табл.
4.1.), используя различные виды и функции интерполяции, согласно
варианта.
Таблица 4.1.
Данные эксперимента по изучению влияния глубины резания
на износ режущей кромки
Номер опыта, n
x
1
0,2
2
3
4
5
6
0,4
0,6
0,8
10
1,2
7
1,4
y
1,2
1,45
1,56
1,68
1,75
1,9
2,2
Номер опыта, n
8
9
10
11
12
13
14
x
1,6
1,8
2,0
2,4
2,6
1,6
y
2,42
2,63
2,85
3,31
3,55
2,42
2,2
3,1
Задание 2.
1. Интерполировать данные таблицы 4.20 линейно, используя функцию linterp:
– ввести векторы данных;
–определить функцию;
–вычислить значения функции в требуемых точках;
– отобразить на графике экспериментальные точки и интерполированные значения.
2. Интерполировать экспериментальные данные кубическим сплайнполиномом спомощью функции interp:
68
˗ определить первый из аргументов функции— векторную переменную vs, с помощью одной из трех встроенных функций тех же аргументов (х, у): ispline (х, у), pspline(x,y) и cspline (х, у);
˗задать векторы входных и выходных данных;
˗ определить интерполированные значения экспериментальных данных на основе с использованием полученного вектора коэффициентов
сплайна.
˗отобразить на графике экспериментальные точки и интерполированные значения.
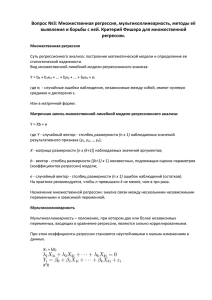
3. По заданной аналитически функции сформировать вектор выходных данных. Спрогнозировать значение функции в следующих
пяти точках по последним четырем точкам, используя функцию экстраполяции predict
Рис. 4.2.Использоавание функции predict
Сравнить результаты расчетов экспериментальных данных с функциональными, сделать выводы по работе.
Контрольные вопросы
1. В чем заключается метод наименьших квадратов при
аппроксимации экспериментальных данных?
2. Как может быть построен линейный аппроксимирующий полином?
3. Каковы недостатки линейной интерполяции?
4. Являются
ли
полученные
аппроксимирующие
функции
непрерывной?
5. Описать правила использования функции Mathcad, используемые
для интерполяции функций.
69
Лабораторная работа №3
Исследование функций, описывающих технологические зависимости и построение их графиков
Цель работы: используя методы исследования функций и построения графиков зависимостей, полученных в результате математического моделирования, определять характеристики и характер поведения
исследуемых технологических процессов
Теоретические сведения. Графическое изображение функций, полученных в результате построения математических моделей, представляет собой мощный инструмент анализа моделируемого процесса.
Изучение функциональных зависимостей дает информацию о характере изучаемого процесса (скорости, координатах, силовых характеристиках, точности и т.д.).
Точка пересечения функции с осью оy находится в результате приравнивания значения функции к 0 и решения уравнения f ( x) 0 .
Значение функции в точке пересечения оси оx вычисляется при x 0
Функция, непрерывная на отрезке [a, b] , достигает на нем своих
наибольшего и наименьшего значений, то есть на отрезке [a, b] существуют такие точки локального минимума и максимума соответственно xm и xM , что
f ( xm ) min f ( x ) m,
f ( x ) max f ( x ) M ,
(4.6)
M
m f ( x ) M ,
x [a, b].
Если функция f (x) непрерывна на отрезке [a, b] и принимает на
концах значения разных знаков, то есть f (a) f (b) 0 , то на интервале (a, b) существует точка, в которой f ( x) 0 .
Если функция в точке не является непрерывной, рассматриваемая
функция терпит в данной точке разрыв.
Функция
f (x) , определенная на некотором промежутке
[ a, b] R считается непрерывной в точке x0 [a, b] , если предел
функции в точке x0 равен значению этой функции в этой точке:
70
lim f ( x) f ( x0 ) .
x x0
Число
А
f (x) справа и находится как
функции находится как
называется
пределом
функции
lim f ( x) А . Аналогично, предел
xa 0
lim f ( x) А . Если оба односторонних пре-
xb 0
дела существуют и конечны, то такую точку называют точкой разрыва
первого рода. Точки устранимого разрыва являются точками разрыва
первого рода. Если хотя бы один из односторонних пределов не существует или не является конечной величиной, то такую точку называют
точкой разрыва второго рода. Пределы могут описывать какой-либо
процесс f (x) в установившемся режиме, например предел экспоненциальной функции lim A(1 e t ) А.
x
При в вычислении пределов в Mathcad используется только знак
символьного равенства. В процессе проведения вычислений, кроме
результатов, могут выдаваться различные сообщения. Если ошибочно
введено выражение, для которого предстоит вычислить предел, то
Mathсad выводит сообщение: “Nosymbolicresultwasfound -> Символический результат не был найден”. Если Mathсad не может вычислить
выражение, то в качестве ответа повторяется само условие задачи. Если предел не существует, то результатом вычислений будет выражение:
“Undefined
–
Не
определен”.
Примервычисленияпределовприведенна рис.4.42.
71
Рис. 0.3. Вычисление пределов в Mathcad
Производная функции в точке – основное понятие дифференциального исчисления, характеризующее скорость изменения функции (в
данной точке). Определяется как предел отношения приращения
функции к приращению ее аргумента в точке x0 (a, b) при стремлении приращения аргумента к нулю, если такой предел существует:
f ( x0 )
f ( x0 x ) f ( x0 )
(4.7)
f ' ( x ) lim
lim
.
x 0
x 0
x
x
Операция дифференцирования функций дает исследователю информацию о динамических характеристиках изучаемого процесса.
Производная функции может быть использована для исследования
функции на экстремум. Если производная функции f ' ( x) 0 или
f ' ( x) 0 на промежутке [a, b] , значит, сама функция f (x) не убывает или не возрастает.
График функции f (x) называется вогнутым (выпуклым вниз) на
промежутке [a, b] , если он расположен выше касательной, проведенной в любой точке ( x, f ( x), x (a, b)) . Если график функции лежит
72
ниже касательной, то он выпуклый. На вогнутом участке функции ее
вторая производная f '' ( x) положительна, и на выпуклом участке –
f '' ( x) отрицательна. Если в точке x x0 вторая производная равна 0,
а слева и справа от нее имеет значения разных знаков, то точка
x x0
является точкой перегиба.
Порядок выполнения работы
Задание 1. В результате моделирования технологического процесса получены аналитические и экспериментальные зависимости (получить у преподавателя). Определить параметры и характер процесса.
Задать функцию f (x) и построить ее график. Найти область допустимых значений. Найти точки пересечения с осями координат oy и
ox , вычислив значение функции f (0) и решив уравнение f ( x) 0 .
Сравнить с данными на графике.
Задание 2. Найти координаты точек, в которых достигается
наибольшее и наименьшее значение заданной на отрезке функции.
Найти нуль функции на заданном отрезке. Определить и построить
график функции. Найти наибольшее и наименьшее значение функции
на отрезке. Решить уравнение f ( x) 0 , используя функцию root ,
выбирая в качестве приближения левый и правый край заданного отрезка.
Задание 3. Найти точки разрыва функции. Найдите пределы функции при приближении к точке разрыва слева и справа. Записать уравнение вертикальной асимптоты (если существует). Сравнить с данными на графике.
Задание 4. Определить пределы при x и x
f ( x)
k и lim ( f ( x) kx) b . Отобразить на графике прямую
: lim
x x
x
.
Сделать
вывод об асимптотах функции.
y kx b
Задание 5. Найти по определению значение выражения для производной функции f (x) как отношение приращения аргумента к приращению функции (выражение 4.69). Вычислить значение производной в
указанной точке. Определить предел приращения аргумента к приращению функции при стремлении приращения аргумента к 0. Подтвердить найденную производную аналитически.
73
Задание 6. Определить первую производную функции, построить
ее график, найдите координаты точек экстремума функции, решив
уравнение f ' ( x) 0 . Указать тип экстремума (минимум-максимум)
Найти первую производную функции, определить координаты точек
экстремума, построив график производной функции.
Задание 7. Найти вторую производную функции, постройте ее график, найдите нули второй производной, решив уравнение f '' ( x) 0 .
Определить точки перегиба функции (если они есть), и указать на графике. Описать интервалы выпуклости и вогнутости функции.
Контрольные вопросы
1. Как характеризуют моделируемый процесс пределы функции
слева и справа от точки разрыва?
2. Как может быть использована первая производная функция в
задачах поиска оптимальных решений?
3. Как найти наклонные асимптоты функции?
4. Как определить участки выпуклости и вогнутости функции?
5. Как характеризует моделируемый процесс точка перегиба
функции?
Лабораторная работа № 4
Многокритериальная оптимизация выбора технологического оборудования на основе метода Парето
Цель работы: научиться определять оптимальные характеристики
металлорежущего оборудования на основе построения множества эффективных решений Парето
Теоретические сведения. Многокритериальными задачами называют задачи, в которых используется не один, а несколько критериев в
процессе проектирования или оптимизации. На практике такие задачи
возникают, когда проектируемый объект не может быть описан однокритериальной зависимостью или объединить отдельные критерии в
единый не представляется возможным. С математической точки зрения не существует идеального способа, или метода решения таких задач. Каждый из них имеет свои преимущества и недостатки. Большое
распространение получили метод поиска Парето – эффективных решений и метод с использованием обобщенного интегрального критерия.
Рассмотрим подробнее каждый из этих методов.
74
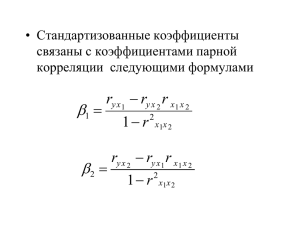
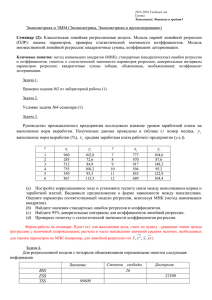
Метод поиска Парето – эффективных решений. Одним из условий
данного метода является условие равнозначности используемых критериев. Рассмотрим данный метод на примере использования двух
критериев. Пусть имеется множество вариантов решения. По каждому
из вариантов определены значения всех критериев. Представим множество оценок вариантов решения в пространстве критериев
(рис.4.43). Для этого примем следующие обозначения:
– К1 и К2 – критерии оценки вариантов решения;
– Y = {y1, y2, …, ym} – множество оценок альтернативных вариантов решения;
– К11, К12, … , К1m – значения первого критерия для 1, 2, … , m-го
варианта решения;
– К21, К22, … , К2m – значения второго критерия для 1, 2, … , m-го
варианта решения;
Рис. 0.4. Иллюстрация метода поиска Парето – эффективных решений
Множество Парето – эффективных оценок P(Y’) представляет собой «северо-восточную» границу множества Y без тех его частей, которые параллельны одной из координатных осей или лежат в «глубоких» провалах.
Для случая, изображенного на рис. Рис. 0.4, «северо–восточной»
границей является кривая ae. Прямая ab параллельна одной из осей, а
кривая cd является «провалом», поэтому они не могут являться эффективными решениями. Парето – эффективные решения в данном случае
будут составлять точки кривой bc и прямой de.
75
Преимущество данного метода состоит в математической объективности при условии равнозначности критериев. Существенным недостатком является неоднозначность решения. Одно окончательное
решение получается только в частном случае, в большинстве случаев
количество Парето – эффективных решений, более одного.
ВТаблица 4.0.2 предложены варианты выбора металлорежущего
станка, приведены экспертная количественная оценка станков
Таблица 4.0.2
Данные экспертной оценки.
Критерии оценки
Производительность
Надежность
10
1
Количественная оценка станков в баллах от 0 до 10
9
5
6
7
8
5
9
4
8
2
5
6
8
10
6
5
8
9
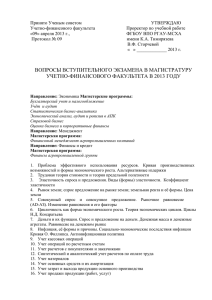
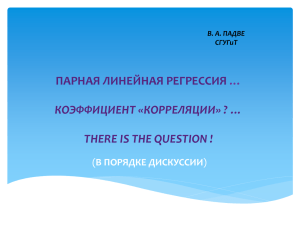
Порядок выполнения работы:
1. Представить оценки производительности и надежности
станков в виде массива 2х10. Построить множество состояний
системы, оптимальных по Парето, в качестве координат по оси ox и oy,
откладывая
величины
производительности
и
надежности
соответственно.
2. Определить
наилучший вариант (варианты)
выбора
металлорежущего станка среди предложенных вариантов по критерию
производительности и надежности работы. Считать критерии
равнозначными.
Рис. 0.5. Поиск эффективного решения
76
3. Изобразить точки возможного решения на графике, северовосточную границу, выбрать наилучшие варианты, избегая точек,
лежащих в провале и на участках, параллельных осям координат.
4. Сделать вывод.
Контрольные вопросы
1. Какое основное условие применения метода Парето?
2. Назовите недостатки и преимущества метода
оптимальных решений Парето.
3. Перечислите другие виды обобщенных критериев.
поиска
Лабораторная работа № 5
Многокритериальная оптимизация выбора технологического оборудования c использованием обобщенного интегрального критерия
Цель работы: научиться выбирать оптимальный вариант технологического оборудования, научится применять аддитивный критерий
оптимизации.
Теоретические сведения:
Метод с использованием обобщенного интегрального критерия.
Суть данного метода заключается в том, что частные критерии f i ( x ) ,
i 1, n каким-либо образом объединились в один интегральный критерий f ( x) Ф( f1 ( x), f 2 ( x),..., f n ( x)) , а затем находится максимум или
минимум данного обобщенного критерия.
Сложность данного метода состоит в корректном объединении нескольких критериев, имеющих различные размерности. Если объединение производится, исходя из объектной взаимосвязи частных критериев, то оптимальное решение будет корректно. Однако осуществить
такое объединение крайне сложно или зачастую невозможно. Поэтому,
как правило, обобщенный критерий - результат чисто формального
объединения частных критериев.
В зависимости от того, каким образом частные критерии объединяются в обобщенный критерий, различают следующие виды обобщенных критериев:
– аддитивный критерий;
– мультипликативный критерий;
– максиминный (минимаксный) критерий.
77
Рассмотрим подробнее правила формирования перечисленных
выше обобщенных критериев.
Аддитивный критерий формируется путем сложения нормированных значений частных критериев. В общем виде аддитивный критерий
представлен
следующей
формулой:
n
f ( x)
i 1
Ci
f i ( x)
f o i ( x)
n
C F ( x) ,
i i
(4.8)
i 1
где n – количество объединяемых частных критериев; Ci – весовой
коэффициент i-го частного критерия; fi (x) – числовое значение i–го
частного критерия; f oi (x) – i-й нормирующий делитель; Fi (x ) – нормированное значение i-го частного критерия.
Частные критерии имеют различную физическую природу и поэтому различную размерность, следовательно, суммировать их обычным
способом некорректно. В связи с этим суммируют нормированные
значения критериев, являющиеся безразмерными величинами. Нормированные значения получают делением числовых значений частных
критериев на некоторые нормирующие делители.
Существует два основных способа для назначения нормирующих
делителей:
1. В качестве нормирующих делителей принимаются директивные
значения параметров или критериев, заданные заказчиком. При этом
считают, что значения параметров, заложенные в техническом задании, являются оптимальными или наилучшими.
2. В качестве нормирующих делителей принимаются предельные
значения критериев: максимальные или минимальные достигаемые в
области допустимых решений.
Размерности частных критериев и соответствующих нормирующих делителей одинаковы, поэтому в итоге обобщенный аддитивный
критерий получается безразмерной величиной, что математически
объективно.
Пример
применения
метода:
Необходимо определить оптимальный вариант оборудования с использованием обобщенного аддитивного критерия. Частными критериями, с помощью которых оценены исходные варианты, являются
производительность и надежность (наработка на отказ). Исходные
данные для решения задачи приведены вТаблица 0.4.
Оба принятых критерия «работают» на максимум, т.е. наилучшими вариантами машины являются, обеспечивающие наибольшую про-
78
изводительность и надежность. Целевая функция на основе аддитивного критерия имеет следующий вид:
f ( x) C1
F1 ( x)
F ( x)
C2 (2o)
max(min) .
(o)
F1 ( x)
F2 ( x)
(4.9)
Таблица 0.3
Исходные данные параметров оборудования.
Критерий
Fi
Значения критериев для исходных вариантов
Весовой
коэффициент С i
Вариант
№1
Вариант
№2
Вариант
№3
Производитель-
F
ность 1 , шт/ч
Надежность,
0,6
1000
2000
4000
F2 , ч
0,4
1500
1000
500
В качестве нормирующих делителей в данной задаче примем
наилучшие, то есть максимальные значения частных критериев:
F1 ( x) 4000 шт/ч,
(o)
F2 ( x) 1500 шт/ч.
(o)
Значения обобщенного аддитивного критерия рассчитываются для
каждого варианта машины, а затем сравниваются.
Аддитивный критерий для варианта №1:
F(X) = 0,6(1000/4000) + 0,4(1500/1500) = 0,55.
Аддитивный критерий для варианта №2:
F(X) = 0,6(2000/4000) + 0,4(1000/1500) = 0,558.
Аддитивный критерий для варианта №3:
F(X) = 0,6(4000/4000) + 0,4(500/1500) = 0,732.
79
В данном случае оптимальным является 3 вариант оборудования,
так как ему соответствует максимальное значение обобщенного аддитивного критерия.
Один из основных недостатков этого метода заключается в том,
что на окончательный результат большое влияние оказывает величина
весовых коэффициентов, которые назначает проектировщик. Разные
проектировщики могут назначать разные весовые коэффициенты, поэтому результат может иметь существенную субъективность.
Предположим, что в рассмотренном выше примере изменились
весовые коэффициенты следующим образом: C1 = 0,4; C2 = 0,6. Вычислим аддитивные критерии с учетом данных весовых коэффициентов:
Аддитивный критерий для варианта №1:
f ( x) 0,4 0,25 0,6 0,1 0,7
Аддитивный критерий для варианта №1:
f ( x) 0,4 0,5 0,6 0,67 0,602
Аддитивный критерий для варианта №1:
f ( x) 0,4 0,1 0,6 0,33 0,598
Результат существенно изменился. Теперь наилучшим вариантом
оборудования является вариант№1, так как он имеет наибольшую величину аддитивного критерия.
Обобщим достоинства и недостатки применения аддитивного критерия.
Преимуществом данного метода является то, что он позволяет
определить единственный оптимальный вариант решения, однако,
имеют место следующие недостатки:
1. Во многих задачах сложно объективно назначить весовые коэффициенты, всегда имеет место субъективная оценка.
2. Аддитивный критерий не вытекает из объектной роли частных
критериев и поэтому выступает как формальный математический прием.
3. При суммировании частных критериев происходит их взаимная
компенсация, то есть малое значение одного критерия может быть
компенсировано большим значением другого.
Задание. Частными критериями, с помощью которых оценены исходные варианты, являются производительность и надежность (наработка на отказ). Исходные данные для решения задачи приведены
вТаблица 0.4. Определить оптимальный вариант оборудования с использованием обобщенного аддитивного критерия.
80
Таблица 0.4
Критерии
оценки
Весовой
коэффициент
Производительность,
шт/ч…
Надежность,
ч…
Значения критериев для вариантов
0,6
0,4
№1
№2
№3
№4
№5
1200
1000
2000
1800
2200
1500
500
1200
780
700
№6
№7
№8
1800
1000
1800
1300
900
950
Значения критериев для вариантов
№9
№ 10
№ 11
1850
690
1900
1100
1300
800
№
12
90
0
69
0
Порядок выполнения
1. Определить функцию аддитивного критерия по формуле:
n
2.
f ( x)
i 1
Ci
f i ( x)
f o i ( x)
n
C F ( x) .
i i
i 1
3. Найти нормирующие делители F1( o ) ( x) и F2 ( o ) ( x) .
4. Найти вектор значений аддитивного критерия для
предложенных вариантов, выбрать оптимальный, используя функции
сортировки значений.
Контрольные вопросы
1. Как формулируется в общем виде аддитивный критерий.
2. Перечислить
недостатки
и
преимущества
метода
многокритериальной оптимизации на основе интегрального критерия.
3. Перечислите другие виды обобщенных критериев.
81
Лабораторная работа №6
Разработка структурной модели технологической операции
Цель работы: разработка структурной модели технологической
операции и оптимизация маршрута обработки
Теоретические сведения. Технологическая операция обработки
поверхности (или маршрут изготовления) может быть оптимизирована с точки зрения состава операций механической обработки. При
этом могут быть учтены точность и качество обрабатываемой поверхности (виде технологических ограничений), а критериями оптимальности могут являться:
–максимальная производительность;
– максимальное ресурсо- и энергосбережение;
–определенный баланс между этими параметрами (многокритериальная оптимизация).
Модель технологического маршрута или операции для реализации
структурной оптимизации удобно изображать в виде составленных из
точек (вершин), представляющих основные ситуации, и линий (ребер),
соединяющих определенные пары этих вершин и представляющих
связи между ними. Представление процесса в виде вершин и ребер, их
соединяющей, называется графом.
Для реализации алгоритма поиска кратчайшего пути граф должен
быть ориентированным (рис. 4.6.6). Граф называется ориентированным, если некоторые ребра имеют направление. Это означает, что в
орграфе некоторая вершина может быть соединена с другой вершиной,
а обратного соединения нет. Если ребра ориентированы, что обычно
показывают стрелками, то они называются дугами, то есть для ориентированного графа G называется пара (V , E ) , где V – не пустое,
конечное множество элементов (вершин). E – конечное семейство
упорядоченных пар элементов из V , называемых дугами. В семействе
элементов допускаются одинаковые элементы.
Рис. 4.6
82
Маршрутом в графе называется последовательность вершин и ребер, начинающаяся и заканчивающаяся вершиной. В простом графе
маршрут однозначно определяется только последовательностью вершин или ребер. Длиной маршрута называется количество ребер в нем.
Маршрут может быть замкнутым и незамкнутым. В замкнутом маршруте первая и последняя вершины совпадают. Маршрут, в котором все
ребра различны, называется цепью. Циклом называется простая замкнутая цепь.
Расстоянием (r ) между вершинами называют длину кратчайшей
цепи, соединяющей эти вершины. Диаметром (d ) называется максимальное расстояние между вершинами в графе. Центром графа называется вершина, максимальное расстояние от которой до другой вершины графа является минимальным при другом выборе центра. Радиус
– максимальное расстояние от центра.
Таким образом, оптимизация технологического процесса или операции заключается в построении последовательности операций (переходов) технологического процесса, обеспечивающей максимум или
минимум выбранных критериев. Для этого должна быть решена задача
о кратчайшем пути на графе (с дополнительными ограничениями и
т.д.).
Если в графе нет циклов с отрицательной длиной, то кратчайшие
пути существуют и любой кратчайший путь – это простая цепь. Наличие цикла отрицательной длины означает, что длину пути можно сделать равной .
Пример. Необходимо разработать структурную модель технологической операции и найти оптимальный вариант последовательности
операций механической обработки отверстия в детали:
– размер отверстия и параметр шероховатости обрабатываемого отверстия в заготовке –Dзаг=23,6 мм, Rz=200.
– размер отверстия и параметр шероховатости в готовой детали Dдет=26H7(+0,021) мм, Ra=0,8.
Критерий оптимальности маршрута – минимальное штучнокалькуляционное время обработки поверхности (кратчайший путь
графа).
Непосредственно перед выбором и реализацией алгоритма поиска
кратчайшего пути на графе, являющемся математической моделью
83
операции (маршрута) необходимо провести технологический анализ и
исходных данных для моделирования:
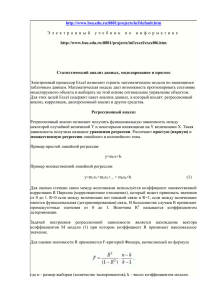
Составить маршрут обработки отверстия, на котором представлены
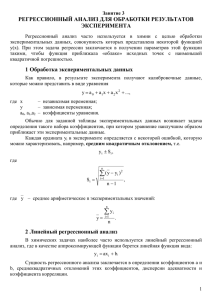
все этапы механической обработки (методы обработки) для достижения размеров отверстия размером Dдет=26H7(+0,021) мм и шероховатости Ra=0,8, со всеми возможными (наиболее приемлемыми) альтернативными методами обработки. Схема, показывающая возможные
варианты обработки отверстия приведена на рис. 4.6
Данная схема разработана на основании технологического анализа
и справочных данных [].
Заготовка
Рассверливание
Черновое
зенкерование
Черновое
зенкерование
Черновое
фрезерование
Черновое
зенкерование
Тонкое
развертывание
Черновое
растачивание
Черновое
зенкерование
Внутреннее
шлифование
Черновое
зенкерование
Хонингование
Поверхность
Ø26H7 Ra0,08
Рис. 4.7. Варианты возможной обработки отверстия 26H7
84
1. Рассчитать штучное калькуляционное время каждого из метода
обработки представленного в схеме. Штучно-калькуляционное время
определяется по формуле:
tшк tш
где
tпз
,
n
(4.10)
tпз − подготовительно-заключительное время, мин; n − количе-
ство деталей в партии, шт.; tш − штучное время операции:
tшт tо tв tобс tn ,
(4.11)
где
to – основное время на операцию, мин; tв− вспомогательное время,
мин; tобс − время обслуживания рабочего места, мин; tп − время на
личные потребности.
Основное время на операцию рассчитывается как:
to ∑ toj ,
где
(4.12)
toj – основное время выполнения j-го перехода:
toj
( L l )i
,
ns
где L – длина обрабатываемой поверхности, мм;
перебега инструмента, мм;
(4.13)
l – длина врезания и
i – число рабочих ходов; n – обороты
шпинделя на данном переходе, об/мин; s – подача, мм/об.
Вспомогательное время
tв складывается из времени на установку
и снятие заготовки: и времени
tвм , связанного с выполнением вспо-
могательных ходов и перемещений при обработке поверхности:
tв tву tвм ,
(4.14)
Свести данные во вспомогательную в таблицу 4.5.
Таблица 4.5. Варианты технологических переходов при обработке
отверстия 26H7
85
№п/
Метод обработ-
п
ки
2
Рассверливание
…
11
to
tв
tоп
tобс
Тотд
…
…
…
…
…
tпз
…
t шт
…
tшк
…
Шлифование
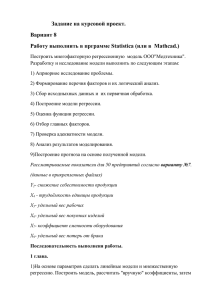
2. На основании схемы возможных вариантов маршрута и данных
таблицы составить ориентированный граф, в котором, в качестве вершин представлены начальное и конечное состояние заготовки (детали)
и промежуточные операции. Ветви графа направить в соответствие с
ходом технологического процесса и указать на значение штучнокалькуляционного времени. Начальная вершина – заготовка, вершина
с максимальным номером – готовая деталь. Каждому ребру соответствует рассчитанное штучно-калькуляционное время.
86
Рис. 4.8. Граф технологической операции: вершина 1 – заготовка, вершина 2 –
обработанная поверхность.
87
3. Исходя из структуры ориентированного графа, определить матрицу
весов.
4. Реализовать алгоритм поиска минимального пути.
5. Оценить полученный результат оптимизации и составить оптимальный технологический маршрут обработки поверхности.
Результатами выполнения лабораторной работы являются:
− маршрут обработки поверхности, представленный в виде матрицы;
− значение минимального суммарного штучного калькуляционного
времени выбранного маршрута.
Контрольные вопросы
1. Сформулировать задачу оптимизации структурной модели технологического маршрута.
2. Каким образом формируется матрица весов при реализации алгоритма поиска кратчайшего пути?
3. По каким критериям может проводиться оптимизация структуры
технологической операции?
Лабораторная работа №7
Оптимизация структурны технологической операции на основе
теории графов
Алгоритмы поиска кратчайшего пути. Общая постановка задачи
поиска оптимального пути: пусть дан граф G ( X , Г ) , дугам которого
приписаны веса (стоимости), задаваемыематрицей С
[cij ] . Задача о
кратчайшем пути состоит в нахождении кратчайшего пути от заданной
начальной вершины s X дозаданной конечной вершины t ∈ X ,
при условии, что такой путь существует, т.е. при условии t ∈ R ( s ) .
Здесь
R (s ) ˗
ны s.Элементы
множество,
достижимое
из
верши-
cij матрицы весовС, могут быть положительными,
отрицательными или нулями. Единственное ограничение состоит в
том, чтобы в G не было циклов с отрицательным суммарным весом.
88
Если такой цикл все же существует u
двигаясь от
s
к
xi
- некоторая его вершина, то,
xi , обходя затем цикл достаточно большое число раз
и попадая, наконец, в t ,определится путь со сколь угодно малым весом, означающим, что кратчайшего пути не существует.
Для решения задачи оптимизации необходимо найти кратчайшие
пути между всеми парами вершин.
На практике часто требуется найти не только кратчайший путь, но
также второй, третий и т.д. кратчайшие пути в графе. Располагая этими результатами, можно решить, какой путь выбрать в качестве
наилучшего. Возможно большое количество различных постановок
данной задачи и существуют наиболее популярные алгоритмы для решения задачи поиска кратчайшего пути на графе:
– алгоритм Дейкстры находит кратчайший путь от одной из вершин
графа до всех остальных. Алгоритм работает только для графов без
рёбер отрицательного веса;
– алгоритм Беллмана-Форда находит кратчайшие пути от одной вершины графа до всех остальных во взвешенном графе. Вес ребер может
быть отрицательным;
– алгоритм Флойда-Уоршелла находит кратчайшие пути между всеми
вершинами взвешенного ориентированного графа;
– алгоритм Джонсона находит кратчайшие пути между всеми парами
вершин взвешенного ориентированного графа.
В данной лабораторной работе поиск оптимальной структуры графа будет выполняться с помощью алгоритма Дейкстры.
В данной работе в качестве вершины графа принимается точность полученной поверхности после
применения соответствующего метода обработки.
Первому узлу соответствует заготовка, так как
предварительная механическая обработка еще не
проводилась. Вершины, из которых не выходит
ребер соответствуют окончательному изделию,
так как последующая обработка уже не требуется.
89
Критерием оптимальности пути при обходе
графа является минимальное суммарное машинное время tоп, при движении из начального узла
(заготовка) к конечному (готовое изделие).
Алгоритм Дейкстры работает следующим образом
[10]:
Каждой вершине из V сопоставим метку — минимальное известное расстояние от этой вершины
до А. Алгоритм работает пошагово — на каждом
шаге он «посещает» одну вершину и пытается
уменьшать метки. Работа алгоритма завершается,
когда все вершины посещены.
Инициализация. Метка самой вершины a полагается равной 0, метки остальных вершин — бесконечности. Это отражает то, что расстояния от a
до других вершин пока неизвестны. Все вершины
графа помечаются как не посещённые.
Шаг алгоритма. Если все вершины посещены,
алгоритм завершается. В противном случае, из
ещё не посещённых вершин выбирается вершина
90
u, имеющая минимальную метку. Мы рассматриваем всевозможные маршруты, в которых u является предпоследним пунктом. Вершины, в которые ведут рёбра из u, назовём соседями этой вершины. Для каждого соседа вершины u, кроме отмеченных как посещённые, рассмотрим новую
длину пути, равную сумме значений текущей метки u и длины ребра, соединяющего u с этим соседом. Если полученное значение длины меньше
значения метки соседа, заменим значение метки
полученным значением длины. Рассмотрев всех
соседей, пометим вершину u как посещённую и
повторим шаг алгоритма (Рис. 5.1).
5.3. Определение и программная генерация схем
обработки
Для задания схемы обработки удобно использовать матричный вид описания направленных
графов, так как он в полной мере отражает гео-
91
метрию ступенчатого вала (набор обрабатываемых
поверхностей). Матричная форма удобна для
дальнейшей реализации алгоритма поиска и решения поставленной задачи в математическом пакете
Matlab [7].
Каждой строке i в матрице схем обработки соответствует слой припуска, который будет обрабатываться вместе с первой ступенью.
Каждому столбцу в матрице схем обработки
соответствует слой припуска над ступенью с номером j
Например, при последовательном снятии припуска на всю длину вала над каждой ступенью
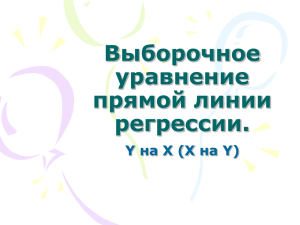
(рис. 5.1 ), матрица будет иметь вид:
92
Рис 5.1. Схема снятия припуска
1 1 1
M s 0 1 1.
0 0 1
Для снятия всего припуска над каждой ступенью отдельно (рис. 5.2) матрица схем обработки
будет иметь вид:
Рис 5.2. Схема снятия припуска
1 0 0
M S 0 1 0
0 0 1
Для более подробного объяснения рассмотрим
каждую строку и столбец матрицы в отдельности
на примерах, приведенных выше.
93
Для матрицы 1, первая строка содержит только
единицы, соответственно на длине всего вала
снимается припуск глубиной, соответствующей
диаметру первой ступени.
Для матрицы 2, первая строка содержит одну
единицу на в первом столбце и два ноля на втором
и третьем соответственно, что означает снятие
припуска над первой ступенью только на длину
данной ступени.
Для матрицы 1, третий столбец содержит все
единицы, что означает, что припуск над третьей
ступенью (которой соответствует 3 столбец) снимается за 3 перехода.
Для матрицы 2, третий столбец содержит только одну единицу в 3 строке, остальные значения
равны нулю, что соответствует операции, при которой весь припуск снимается за один переход.
Легко увидеть, что для представления всех возможных схем обработки при заданном методе
94
необходимо производить заполнение матрицы
двумя способами.
1) Последовательно заполняются единицами
все строки матрицы, начиная с первой.
2) Последовательно заполняются единицами
все столбцы матрицы, начиная с последнего.
Пример выше был приведен для вала, имеющего 3 ступени, легко увидеть, что для числа ступеней n, которому соответствует матрица n x n , количество возможных схем будет соответствовать
всем возможных комбинациям матриц меньшего
ранга, записанным в следующем виде:
Для вала с 5 ступенями:
95
1 1 0 0 0 1 1 1 0 0 1 1 1 1 1
0 1 0 0 0 0 1 1 0 0 0 1 1 1 1
0 0 1 0 0 0 0 1 0 0 0 0 1 1 1
0 0 0 1 0 0 0 0 1 0 0 0 0 1 1
0 0 0 0 1 0 0 0 0 1 0 0 0 0 1
1 1 1 1 0
0 1 1 1 0
0 0 1 1 0
0 0 0 1 0
0 0 0 0 1
1-вариант
2-вариант
3-вариант
4-
вариант
Схема 1 соответствует комбинации возможных
вариантов, которые можно представить, как совмещенные матрицы размерности 2 и 3
Схема 2 соответствует комбинации возможных
вариантов, которые можно представить, как совмещенные матрицы размерности 3 и 2.
Схема 3 соответствует комбинации возможных
вариантов, которые можно представить, как совмещенные матрицы размерности 5 и 0.
96
Схема 4 соответствует комбинации возможных
вариантов, которые можно представить, как совмещенные матрицы размерности 4 и 1.
Все возможные комбинации для количества
ступеней nназываются композицией числа n.
В общем случае количество возможных комби( n 1)
наций схем обработки равно 2
без учета деле-
ния припуска каждой ступени на составляющие
(черновую, получистовую и т.д.).
Очевидно, что многие из комбинаций будут повторяться при различных вариантах компоновки
матрицы. Для того чтобы избежать дополнительных вычислительных затрат, следует после генерации возможных схем проверить на наличие
одинаковых матриц, и в случае такового их удалить. Алгоритмический подход позволяет избежать сложные математические расчеты для исключения данной возможности.
97
Определение технологических ограничений.
Генерация возможных режимов резания
Для генерации возможных режимов резания
использовалась аналитическая зависимость, показывающая качество получаемой шероховатости
поверхности при обработке в зависимости от режимов резания, которая имеет вид:
Ra
43.9 s1.88
,
r 0.97
где, s – подача, мм/об; r – радиус при вершине
резца, мм.
В зависимости от количества возможных проходов для снятия припуска решалось уравнение из
n членов (n = 1, 2, 3, 4):
n L
nSI min
i 1 i
где Li = l + l1 + l2, l – расчетная длина обрабатываемой поверхности, мм; l1 t ctg j , где j – глав-
98
ный угол в плане резца, t – глубина резания; l2 –
перебег резца, мм.
На задачу минимизации накладывались дополнительные технологические ограничения:
1. Ограничение на суммарную глубину резания
за все проходы:
T ti .
2. Закономерное снижение глубины резания в
процессе обработки для повышения качества поверхности:
t i t i 1
3. Закономерное снижение подачи для повышения качества поверхности
si si 1
где i – номер прохода.
5.5. Результаты оптимизация структуры технологического маршрута детали «Вал редуктора»
99
Для оптимизации структуры технологического
маршрута детали «Вал редуктора» введем в математическую модель исходные данные, а именно:
Геометрические характеристики вала (диаметры и длины ступеней).
Требования по качеству поверхности.
Величину припуска.
100
Полученные результаты представлены в табл.
5.1
Таблица 5.1
Наименование
операции
Базовый маршрут
𝑡, 𝐿р.х. ,
м
мм
м
Черновые:
1. точить ∅90
2. точить ∅85
3. точить ∅95
Чистовые:
4. точить ∅90
5. точить ∅85
6. точить ∅95
1
.5
3
4
1
.5
1
.5
1
1
1
1
14
3
2
3
4
1
14
3
2
𝑆,
мм/об
𝑇оп,
мин
0,7
8
0,7
8
1,0
4
0,1
5
0,4
9
0,1
0
0,4
7
0,4
7
0.5
7
0,2
4
0,8
1
0,1
9
Оптимальный маршрут
𝑡,
мм
S,
мм
/об
𝑇оп,
мин
1.8
1.8
1.8
0,8
4
0,9
1
1,1
2
0,13
0,42
0,10
0.7
0.7
0.7
0,4
5
0,4
8
0,6
2
Как показывают полученные результаты, при
некоторых операциях возможно значительное сокращение машинного времени за счет использова-
0,25
0,79
0,17
101
ния разработанной модели и найденных решений
структуры технологического маршрута.
102
103
Лабораторная работа №8
Нормирование технологических операций механической обработки и оборудования на основе проверки статистических гипотез
На практике часто необходимо сравнить генеральные совокупности по статистическим критериям, например:
–оценка точности одного оборудования или технологического процесса в сравнении с известной точностью (т.е. известным параметром)
другого оборудования или технологического процесса;
– выборки полученные, с помощью разных измерительных приборов;
сравнение точности двух методов обработки;
– сравнение стабильности двух технологий, на основе соотношения
результатов контроля двух выборок из двух соответствующих совокупностей изделий.
1.Гипотезы о значениях числовых характеристик: Гипотезы о
равенстве среднего значения величины a и дисперсии 2 определенным числам a0 и 20 являются простыми гипотезами. Они возникают,
например, при проверке точности металлорежущих станков. Если a0 –
номинальное значение измеряемого параметра и a
a0 , то это означа-
ет, что станок должен быть настроен. Точность станка определяется
значением 0 и, если 0 , то это означает, что оборудование не отвечает стандартным требованиям.
1.1.Гипотеза о численной величине среднего значения. Пусть
случайная
величина X N (a, ) ,
имеет
n-выборка
значений x ( x1 x2 ...xn ) . Рассматривается гипотеза
H 0 : a a0 ,где a0 –
некоторое число, и ее альтернатива. Подлежит проверке гипотеза H 0 на доверительном уровне .
1-й случай. Дисперсия известна. Так как
2
x
1 n
xi N (a,
),
n i 1
n
(0.15)
то случайная величина [рассчитанная статистика]
( x a) n
(0.16)
104
будет иметь стандартное нормальное распределение, если H 0 верна
(т.е. a
a0 ). При заданном уровне доверия находится такое t кр , что-
бы
P( 0 t кр ) ,
(0.17)
где 0 N (0,1)
Встроенная в Mathcad функция qnorm( p, , ) возвращает обратное
кумулятивное нормальное распределение со средним и среднеквадратическим отклонением .
Гипотеза
H 0 принимается, если t кр . Тогда критическими зна-
чениями будут t1 tкр и t 2 t кр .
Критической областью будет двусторонняя критическая область
Tкр t : t tкр ,
(0.18)
областью допустимых значений
T : tкр .
(0.19)
2-й случай. Дисперсия неизвестна.
Когда дисперсия неизвестна, рассчитывают статистическую величину
(0.20)
2
( x a) n
,
S
где
S2
1 n
( xi x)2 Var( x) .
n 1 i1
(0.21)
Статистическая величина имеет распределение Стьюдента
с n 1 степенями свободы. Для заданного уровня доверия определяется критическое значение из условия
(0.22)
P( t t ) ,
n1
кр
Гипотеза H 0 принимается, если
tn 1, кр
105
Встроенная функция Mathcad qt(p, d) возвращает обратное кумулятивное распределение Стьюдента со степенями свободы d.
3-й случай. Гипотеза о числовом значении дисперсии. В этом случае рассматривается гипотеза H 0 для случайной величины cее выборкой и
n -значений о том, что 0 против конкурирующей H1 :
0 . может быть произвольным. В качестве статистики выбирается величина
(n 1) S
2
.
(0.23)
Для заданного уровня значимости
1 выбираем такие U и
02
V , чтобы
P ( n21 U ) P ( n21 V )
.
(0.24)
2
Гипотеза H 0 принимается, если U V .
.
В Mathcad для проверки таких гипотез может быть использована
функция qchisq(p, d) , которая возвращает обратное кумулятивное расd,
пределение
«хи-квадрат»
со
степенями
свободы
где U qchisq( , n - 1) , а V qchisq(1- , n - 1).
2
2
4-й случай. Гипотеза о числовом значении доли признака. В данном случае решается вопрос сравнения числового значения доли p a
признака A в некоторой генеральной совокупности X с заданным
числом p 0 . Значение p 0 определяется на основе информации, полученной из предыдущих исследований. Для решения этой задачи рассчитывается величина
(0.25)
( p0 ) n
,
p0 (1 p0 )
которая при больших n ( n 30 )распределена по стандартному
нормальному закону N (0,1) . Гипотеза H 0 :
уровне доверия
pА p0 принимается на
, если t кр .Выделены следующие случаи
проверки гипотез о числовых характеристиках, в
106
Таблица 0.6 и функции для расчета в Mathcad при выполнении
лабораторной работы.
Таблица 0.6
107
№
Гипотеза
Предположение
H0
Рассчитываемая
статистика
1
a a0
2 известна
2
a a0
2 неизвестна
3
0
-
p А p0
n 30
Критическое значение t кр
( x a) n
( x a) n
S
(n 1) S
2
02
Критерий принятия
tкр qnorm(1 ,0,1)
tкр
t кр qt (1 , n 1)
tкр
U qchisq ( , n 1)
2
U qchisq (1
, n 1)
2
U V
4
( p0 ) n
p0 (1 p0 )
t кр qnorm(1 ,0,1)
tкр
H0
154
Порядок выполнения работы:
Задание 1. Инженер-технолог контролирует норму операционного
времени на изготовление детали, заранее рассчитанную и равную 49
секундам. Известно, что дисперсия времени изготовления составляет
02 9 . По результатам 9 замеров определено среднее время изготовления, равное 48 секундам. С доверительной вероятность 95% рассмотреть гипотезу о конкурирующем значении времени обработки,
равном 49 с.
Сделать выводы о нормировании технологической операции.
Задание 2.Установленное нормировщиков оперативное время на
обработку детали составляет 1 минуту 40 секунд. В результате проверки 10 случайно отобранных деталей среднее время обработки получилось 1 минута 50 секунд, при среднем квадратичном отклонении 0.12
секунд. Может ли оказаться неправильным с доверительной вероятностью 0.95% рассчитанное время, равное 1 минуте 40 секундам.
Задание 3. Проверяется точность обрабатывающего центра на основе дисперсии
2 контролируемого
размера. Дисперсия размера не
должна превышать 0.15. 25 обработанных и измеренных деталей показали несмещенную дисперсию, равную 0.25, с доверительной вероятностью 0.99% . Рассчитав статистику, сделать вывод о точности
оборудования.
Задание 4. Если 95% изделий в контролируемой партии деталей
соответствует требованиям качества, партия принимается отделом
технического контроля предприятия. Среди отобранных случайным
образом 100 деталей 2 не соответствуют требованиям ОТК с доверительной вероятностью 0.90% . Можно ли принять партию целиком?
Контрольные вопросы
1. Чем отличается среднеквадратичное отклонение от дисперсии?
2. Что показывает доля признака в рассматриваемой генеральной
совокупности?
3. Привести примеры производственных задач, попадающих в
рассмотренные в лабораторной работе гипотезы о значениях числовых
характеристиках.
155
Лабораторная работа №. Оценка коэффициента
множественной
корреляции
и
адекватности
уравнения регрессии
Цель работы: научиться определять коэффициент множественной корреляции и оценивать
адекватность уравнения регрессии.
Теоретические сведения. Метод наименьших квадратов обеспечивает минимизацию отклонений измеренных значений от предсказанных
при заданной структуре модели. Однако часто неизвестно, соответствует ли выбранная структура
действительному процессу или располагает ли исследователь информацией, достаточной для решения данного вопроса. В этом случае осуществляют
перебор моделей различного вида и останавливаются на той из них, которая лучше всего согласуется с экспериментальными данными. Если значение y (отклик, поверхность отклика) зависит от
одного аргумента, то результат эксперимента
можно изобразить графически и подобрать подходящую зависимость. При большом числе факторов
такой подход становится невозможным, поэтому
используют иные методы. Их основу обычно составляют соображения, связанные с сущностью
исследуемой модели.
Если структуру модели не удаётся определить из сущности процесса, то можно воспользоваться методом перебора полиномов. В этом случае начинают с самой простой модели – линейной
относительно факторов xi, затем проверяют, до-
156
статочно ли хорошо предсказанные по модели
значения отклика согласуются с результатами
наблюдения. Для такой проверки разработаны
специальные статистические процедуры, называемые проверкой адекватности модели. Если первоначально выбранная модель окажется неадекватной, то структуру модели меняют и проводят
оценку новых коэффициентов модели и значений
отклика. Эту проверку модели проводят до тех
пор, пока не получат удовлетворительные согласования результатов эксперимента и полученных
по модели.
При выборе структуры модели стремятся к
тому, чтобы она была как можно проще, то есть
включала как можно меньше коэффициентов. Это
так называемый принцип экономичности модели.
Полученные оценки неизвестных коэффициентов
являются случайными величинами, поэтому может возникать ситуация, когда равный нулю коэффициент в абсолютно точной модели при его
оценке в силу действия случайных факторов получается неравным нулю. В этой связи возникает
задача проверки гипотезы о равенстве нулю некоторых из регрессионных коэффициентов. Это проверка значимости коэффициентов.
Другая проблема, интересующая исследователя, - точность получаемых оценок, то есть мера
их отличия от своих истинных значений. Для проверки этого вычисляют так называемые довери-
157
тельные интервалы и доверительные области. Доверительный интервал – это отрезок, центром которого служит сама оценка ai и для которого заранее указана вероятность: p = 1-α, где α – уровень
значимости того, что он включает точное значение
определяемого коэффициента ai.
Доверительные области строят в пространстве всех коэффициентов уравнения регрессии.
Можно построить доверительные интервалы для
значений отклика, показывающие, насколько прогнозируемое значение по модели отличается от
своего математического ожидания.
Анализ значимости уровня регрессии.
Оценить значимость уравнения регрессии – это
установить соответствует ли математическая модель экспериментальным данным. Может получиться, что в качестве аргументов выбраны факторы, от которых выходная характеристика не зависит, либо учтены не все влияющие факторы, либо
структура модели неверна.
Для оценки значимости уравнения регрессии
проверяют нулевую гипотезу, заключающуюся в
том, что коэффициенты уравнения регрессии ai
равны нулю. Если эта гипотеза не отвергается, то
зависимость между X и Y отсутствует, либо нелинейная, а значит, уравнение не отражает реальный
процесс, и надо искать новую зависимость. Если
нулевая гипотеза отвергается, то есть коэффициенты не равны нулю, то это означает, что процесс
158
зависит от используемых в модели факторов, однако остаётся неясным вопрос о качестве модели:
все ли значимые факторы учтены и не учитываются ли незначимые. Ответ на этот вопрос получают
путём сравнения различных моделей и анализа
значимости их коэффициентов.
Для проверки нулевой гипотезы используют
основное положение дисперсионного анализа о
разбиении суммы квадратов отклонений выходной
переменной на две суммы:
- одну, зависящую от аргументов, характеризующую влияние структуры моделей;
- вторую остаточную, характеризующую влияние неучтённых факторов.
Очевидно, что чем меньше влияние неучтённых
факторов, тем лучше математическая модель соответствует реальному процессу, так как вариации
Y в основном объясняются влиянием аргумента X.
Обозначим среднее значение результата
наблюдений через
N
∑ yi
y=
i =1
N
.
(
63)
Тогда в дисперсионном анализе при условии,
что для каждого уровня фактора есть несколько
наблюдений зависимой переменной, доказывается
следующая формула:
159
N
y - y ;
2
(
i
64)
i 1
N
2
(
∑
QR
yˆ i - y ;
65)
i 1
N
2
(
∑
yi - yˆ i .
Qост
66)
i 1
Из этой зависимости видно, что слагаемое QR
даёт рассеивание выходной переменной, объяснимое уравнением регрессии. Величина QR отражает
влияние на рассеивание Y всех тех факторов, которые учитываются уравнением регрессии.
Действительно, если QR и Q соизмеримы, а Qост
существенно меньше QR, то это значит, что уравнение регрессии хорошо задаёт изменение выходной переменной, а доля неучитываемых в модели
факторов мала. Если же QR и Qост одного порядка,
то это свидетельствует, что доля неучитываемых в
уравнении факторов велика, и модель плохо отражает исследуемый процесс.
Рассмотрим следующие отношения, так называемые χ2 («хи квадрат») распределения:
Q Q R Qост
(
2;
2 ;
2 .
67)
σ σ σ
Q = QR + Qост , где Q ∑
Для использования величин Q, QR, Qост при
оценке качества уравнения регрессии рассматривают коэффициент детерминации (мера определённости):
160
Q
QQ
Q
(
68)
Q
Q
Q
Из этой зависимости видно, что чем меньше
Qост (доля, обусловленная неучтёнными факторами), тем больше этот коэффициент и тем лучше
уравнение будет описывать процесс. То есть при
максимальном значении коэффициента Qост = 0
будет функциональная зависимость между Y (выходной переменной) и регрессорами. А при минимальном значении коэффициента детерминации,
равном нулю (так как возмущение случайных факторов ε отсутствует), все коэффициенты регрессии, кроме свободного члена, будут равны нулю.
Это и означает, что уравнение совсем не будет
описывать данный процесс.
Величина R называется выборочным коэффициентом множественной корреляции, так как задаёт корреляционный коэффициент Y и Ŷ, то есть
степень линейной статистической связи между
наблюдаемыми значениями Y и вычисленными по
модели. Коэффициент R можно использовать
только в том случае, если число опытов N больше
числа коэффициентов K. Если же N= K, то число
уравнений будет равно числу измерений и числу
коэффициентов. Полученное уравнение будет
проходить через все точки, то есть Qост будет равно нулю, что соответствует детерминированной
модели между Y и регрессорами. Однако если
провести хотя бы один дополнительный экспери-
R
2
R
ост
1
ост
.
161
мент, то эта точка не будет находиться на полученной кривой.
После вычисления коэффициента R возникает
вопрос: можно ли считать, что он получается неравным нулю только из-за случайных возмущений. Это сводится к проверке гипотезы о том, не
равно ли нулю фактическое значение коэффициента множественной корреляции ρ. Для проверки
этой гипотезы берут отношение:
F S
S
2
R
2
ост
Q
Q
R
(N K )
ост
S
( K 1)
ост
2
Q
, где
ост
NK
S
2
R
Q
R
K 1
;
(
69)
.
Функция F – есть распределение Фишера с K-1
и N-K степенями свободы. Распределение Фишера
F используют при проверке гипотезы о равенстве
дисперсий, полученных в разных выборках, в одной выборке и т.д.
Значимость коэффициента множественной корреляции проверяется как равенство дисперсий в
следующей последовательности:
1) вычисляют R2 и F;
2) задают уровень значимости α и вычисляют
числа степеней свободы K-1 и N-K;
3) в таблице распределения Фишера находят
значения FT = F(α, K-1, N-K) с заданным уровнем
162
значимости и с заданными степенями свободы и
находят критическое значение FT;
4) вычисленное значение F сравнивают с критическим FT.
Если F>FT, то коэффициент множественной
корреляции значим, и его отличие от нуля нельзя
объяснить только действием случайных факторов.
Если F≤FT, то полученный коэффициент не
значим, нулевая гипотеза принимается и делается
вывод, что модель не объясняет рассеивания относительно их среднего.
Незначимость коэффициента множественной
корреляции означает, что зависимость Y от включенных в модель регрессоров слаба или вовсе отсутствует. Это возможно по двум причинам:
1) в модель не были включены некоторые из
сильно влияющих факторов. Их влияние
проявилось в остаточной сумме Qост, тогда
как регрессия отразила только некоторые
второстепенные факторы и сумма QR оказалась относительно малой. Такой результат
часто получается при использовании сложных моделей, в которых только часть факторов доступна для измерения, а некоторые из
163
наиболее сильно влияющих факторов остаются вне поля зрения экспериментатора;
2) незначимый коэффициент множественной корреляции может быть в том случае, когда в модель включены все существенно влияющие факторы, но её структура
выбрана неверно. Например, объект описывается полиномом второй степени, а для математической модели выбран полином первой степени.
Сама по себе величина R ещё не достаточна,
чтобы принять решение о том, какая модель предпочтительнее. Иногда большее значение R соответствует худшей модели, а меньшее – лучшей.
Необходимо ещё учитывать число степеней свободы.
Общая схема расчёта при классическом
регрессионном анализе. На основе априорной
информации выбирают предварительную структуру модели;
1) используя экспертные данные и математическую модель, получают методом наименьших
квадратов оценки коэффициентов регрессии;
164
2) вычисляют результаты дисперсионного анализа QR, Qост;
3) вычисляют коэффициент множественной
корреляции R и проверяют его значимость.
При незначительном коэффициенте R проводят
анализ этого явления и изменяют модель, включая
в неё новые факторы или усложняя её структуру.
Если коэффициент значим, то можно считать, что
модель адекватна, тогда можно проверить значимость коэффициентов регрессии. Если есть незначимые, то их исключают, и, если планирования
неортогональные, то оценивают новые коэффициенты ai;
4) вычисляют QR, Qост, R и вновь проверяют его
значимость.
Задание для выполнения лабораторной работы:
Получить исходные данные у преподавателя.
1. Определить уравнение регрессии зависимости технологического параметра Y от
параметров k и m X1 и X2.
2. Искомое уравнение регрессии имеет вид:
yi = a0 + a1 X 1i + a2 X 2i + a12 X 1i X 2i + a11 (X 1i) + a22 (X 2i ) + εi
7
,
2
2
165
где X1 – кодированный фактор k; X2 – кодированный фактор m; εi - выходной технологический
параметр (%).
Порядок выполнения:
1. Определение коэффициентов в уравнении регрессии
1) определить зависимости для кодированных факторов X1 и X2;
2) составить матрицу регрессоров F, имеющих вид:
f 1 = 1; f 2 = X 1 ; f 3 = X 2 ; f 4 = X 1 X 2 ; f 5 = X 12 ; f 6 = X
Указание: Матрица регрессоров F имеет размерность 9×7. Значение регрессоров определяется в зависимости от уровня варьирования фактора и принимает значения -1, 0 и 1;
3) транспонировать матрицу регрессоров F и
умножить полученную транспонированную матрицу FT на исходную матрицу F;
4) создать вектор-столбец экспериментальных значений функции y и вычислить
скалярное произведение (FTy);
166
5) вычислить коэффициенты уравнения регрессии по формуле:
(
)
1
a = F T F FT y .
(71)
6) получить уравнение регрессии, используя
полученный вектор значений коэффициентов a;
7) определить выходной вектор значений,
полученных по уравнению регрессии для
кодированных значений;
2. Оценка множественной корреляции
1) рассчитать среднее значение опытных
данных, QR и Qост;
2) вычислить коэффициент множественной
корреляции R и оценить его значимость;
3) определить дисперсию остаточного члена
σ 2ε ;
4) вычислить коэффициент множественной
корреляции, определить критерий Фише-
167
ра и сделать вывод о значимости коэффициента множественной корреляции.
Контрольные вопросы
1. В чём состоит принцип экономичности
модели?
2. В чём заключается метод наименьших
квадратов?
3. От чего зависит величина Qост?
4. Что показывает коэффициент детерминации?
168
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Амосова О.А., Григорьев В.П., Зайцева С.Б. Вычислительные
методы с применением математического пакета Mathcad. Лабораторные
работы.http://www.exponenta.ru/educat/systemat/amosova/lr.asp.
2. Белевич А.В. Лабораторный практикум по курсу «Математическое моделирование процессов в машиностроении» /Владим.
гос. ун-т. Владимир, 2003. 90с.
3. Болотский А.В., Сугробов Г.В. Построение графиков в
системеMathcad.http://www.exponenta.ru/educat/systemat/bolotsky/main.
asp.
4. Виртуальная лаборатория математического моделирования. –
http://mathmod.narod.ru/.
5. Косилова А.Г., Мещеряков Р.К. Справочник технологамашиностроителя. 4-е изд. В 2 т. Т.2. М: Машиностроение,
1985. 496 с.
6. Макаров А.Д. Оптимизация процессов резания. М.: Машиностроение, 1976. 320 с.
7. Новикова Е.А. Основы математического моделирования: Лабораторный практикум / Владим. гос. ун-т. Владимир, 2004. 80 с.
8. Охорзин В.А. Компьютерное моделирование в системе Mathcad:
учебное пособие. М.: Финансы и статистика, 2006. ˗ 144 с.:
илл.
9. Суслов А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей / А.Г. Суслов. М.: машиностроение,1987. 208 с.
10. Тарасик В.П. Математическое моделирование технических систем. Учебник для вузов / В.П. Тарасик; Минск.: ДизайнПРО,
2004. 640 с.
11. Ханова
А.А.
Введение
в
систему
Mathcad.
http://www.exponenta.ru/educat/systemat/hanova/introduction/mai
n.asp.
12. Mathcad. Математический практикум для инженеров и экономистов: учеб.пособие. ˗ 2-е изд., перераб. И доп. М.: Финансы
и статистка, 2003. – 656с.: ил.
169
Учебное издание
Гринек Анна Владимировна, Бойчук Игорь Петрович
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ И
ОПТИМИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Учебное пособие
Подписано в печать 14.11.14. Формат 60х84/16. Усл.печ. л. 9,2. Уч.˗изд. л 9.9.
Тираж 110 экз.
Заказ №
Цена
Отпечатано в Белгородском государственном технологическом
университете им. В.Г.Шухова
308012, г. Белгород, ул. Костюкова, 46