Исследование нагрева стальной цилиндрической заготовки с дискретным проталкиванием
advertisement

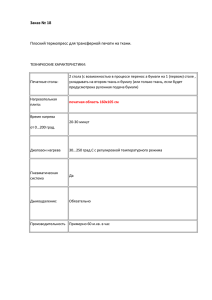
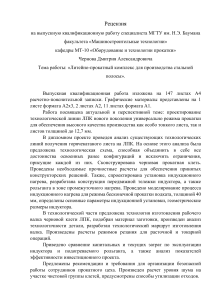
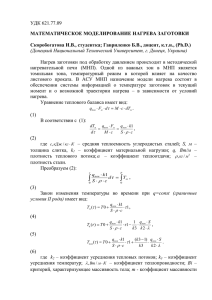
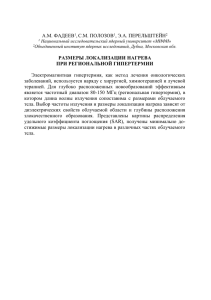
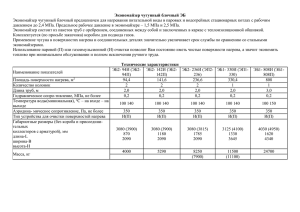
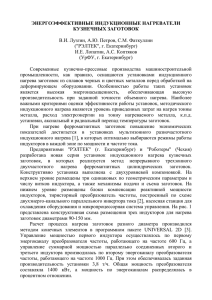
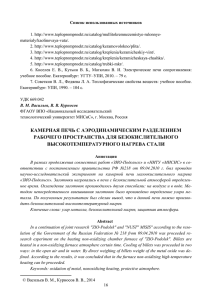
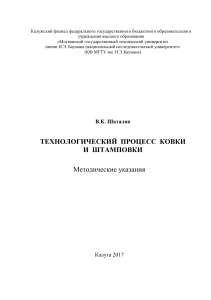
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИИ САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ «ЛЭТИ» ИМ. В.И. УЛЬЯНОВА (ЛЕНИНА) Кафедра электротехнологической и преобразовательной техники ОТЧЕТ ПО ПРАКТИЧЕСКОМУ ЗАДАНИЮ №3 по дисциплине «Моделирование индукционных технологий» Тема: исследование нагрева стальной цилиндрической заготовки c дискретным переталкиванием. ВАРИАНТ №5 Выполнилл: студент гр. 5401 Демирчев П.П. Проверил: преподаватель Чмиленко Ф.В. Санкт-Петербург 2020 Цель работы: Изучение изменения электрических параметров индуктора в процессе нагрева заготовки с дискретным переталкиванием; сравнение статического и дискретного режимов нагрева. Теоретические сведения: В нагревателе методического действия размещаются друг за другом несколько относительно коротких заготовок. По мере нагрева они выталкиваются одна за другой и заменяются «холодными». В процессе нагрева каждая заготовка перемещается через определенные заданные промежутки времени на длину одной заготовки и таким образом проходит через весь индуктор. Недостатками такой конструкции являются: невозможность нагрева одиночных заготовок, сравнительно быстрое истирание направляющих, увеличение длины установки. Однако нагреватели методического действия по сравнению с нагревателями периодического действия могут позволить увеличить производительность и/или уменьшить конечный теплоперепад по сечению нагреваемых деталей. Исходные данные: (взяты из практического занятия 2). Материал нагреваемой заготовки: «steel» (соответствует стали 45). Температура нагрева 1200 ºС, максимальный допустимый теплоперепад 100 ºС. Номинальное напряжение источника питания 800 В Таблица 1 Вариант Длина LД , мм Внешний диаметр загрузки D2 , мм Производительность S, кг/ч (не менее) 5 400 70 160 Dинд D2 2 hфут 2 hзазор 70 2 10 2 5 100 , мм; Dфут D2 2 hзазор 70 2 5 80 , мм; Длина индуктора в дискретном режиме определяется по следующей формуле: Lинд Lд N 2 400 5 2 35 2070 , мм; 0,5 D2 0,5 70 35 , мм; N 5 , количество заготовок в индукторе Требуемая производительность будет равна: S N 160 5 160 800 2 Нагрев в режиме постоянной мощности: Рисунок 1. Распределение температуры заготовок в динамическом режиме Исходные данные и результаты в режиме постоянной мощности представлены ниже: 3 Рисунок 2. Распределение температуры по длине заготовки в конце нагрев в режиме постоянной мощности Рисунок 3. Температурное поле в заготовке в конце нагрева в режиме постоянной мощности 4 Нагрев в режиме задания напряжения: Исходные данные и результаты в режиме задания напряжения представлены ниже: Рисунок 5. Распределение температуры по длине заготовки в конце нагрев в режиме задания напряжения 5 Рисунок 4. Температурное поле в заготовке в конце нагрева в режиме задания напряжения Параметры, с помощью которых проводилась оптимизация: Для требуемой производительности и нагрева детали до 1200 ºС, обеспечения теплоперепада до 100 º были выбраны следующие данные: Мощность – 190, кВт; Время задержки – 54, с; Количество сдвижек – 6; Изменение заглубления с 35 до 70 мм; Lинд Lд N 2 400 5 2 70 2140 , мм; Увеличение толщины футеровки до 20 мм; Dинд D2 2 hфут 2 hзазор 70 2 20 2 5 120 ; Количество витков индуктора – 123. 6 Вывод: В ходе выполнения практической работы я изучил изменения электрических параметров индуктора в процессе нагрева заготовки с дискретным переталкиванием. В динамическом режиме из зависимости длины заготовки от температуры видно, что центр прогревается сильнее, чем края. Лучше применять динамический режим, так как его производительность выше и отсутствует торцевой эффект. 7