ДИАГНОСТИКА СОСТОЯНИЙ И УПРАВЛЕНИЕ ДИНАМИЧЕСКИМИ ПРОЦЕССАМИ В СЛАБОСТРУКТУРИРОВАННЫХ И ПЛОХОФОРМАЛИЗУЕМЫХ СРЕДАХ
реклама

1
Министерство науки и высшего образования
Российской Федерации
ФГБОУ ВО «Тверской государственный технический университет»
ФГБОУ ВО «Российский химико-технологический университет
им. Д.И. Менделеева»
Новомосковский институт (филиал)
Вент Д.П., Лопатин А.Г., Брыков Б.А.,
Богатиков В.Н., Пророков А.Е.
ДИАГНОСТИКА СОСТОЯНИЙ И УПРАВЛЕНИЕ ДИНАМИЧЕСКИМИ
ПРОЦЕССАМИ В СЛАБОСТРУКТУРИРОВАННЫХ И ПЛОХОФОРМАЛИЗУЕМЫХ
СРЕДАХ
Новомосковск
2018
2
УДК 681.3.06:66.013:614.84
ББК 32.97:35:30н
В 296
Рецензенты:
доктор технических наук, доцент Шпрехер Д.М.
(ФГБОУ ВО «Тульский государственный университет»)
кандидат технических наук, Ляшенко А.И.
(ЕвроХим АО НАК «АЗОТ»)
Составители: Д.П. Вент, А.Г. Лопатин, Б.А. Брыков, В.Н. Богатиков, А.Е. Пророков
В 296 Диагностика состояний и управление динамическими процессами в
слабоструктурированных и плохоформализуемых средах / ФГБОУ ВО РХТУ им. Д.И.
Менделеева, Новомосковский институт (филиал). Новомосковск, 2018. - 199 с.
ISBN 978-5-7237-1493-9
В монографии проведен анализ литературы по информационно-управляющим
диагностическим системам оценки состояний. Рассмотрены классические подходы к
формированию математических моделей, требования к построению моделей поведения
динамических процессов в слабоструктурированных и плохо формализуемых средах.
Обоснована необходимость применения нечетко-логических моделей для оценки состояний
объектов управления.
Основное внимание уделено рассмотрению вопросов построения нечётких моделей
конечно-разностной аппроксимации и систем управления технологической безопасностью
этими объектами в реальных условиях эксплуатации.
Предназначена для научных инженерно-технических работников, преподавателей,
студентов и аспирантов, специализирующихся в области управления технологической
безопасностью. Полезна как методическое пособие по разработке систем управления
технологической безопасностью.
Работа выполнена при финансовой поддержке РФФИ. Проект № 17-07-01368
«Исследование
рисков
при
управлении
динамическими
процессами
в
слабоструктурированных и плохо формализуемых средах».
Табл. 40, ил. 150, библиогр.: 123 назв.
УДК 681.3.06:66.013:614.84
ББК 32.97:35:30н
ISBN 978-5-7237-1493-9
© ФГБОУ ВО Тверской государственный
технический университет, 2018
© ФГБОУ ВО Российский химико-технологический
университет им. Д.И. Менделеева,
Новомосковский институт (филиал), 2018
3
Содержание
Введение .............................................................................................................................................................................................5
1 ПРОБЛЕМЫ ДИАГНОСТИРОВАНИЯ СОСТОЯНИЙ И УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ
БЕЗОПАСНОСТЬЮ ХИМИЧЕСКИХ ПРОИЗВОДСТВ ....................................................................................6
2 МЕТОДОЛОГИЧЕСКИЕ ОСНОВЫ ПОСТРОЕНИЯ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ТИПОВЫХ
ПРОЦЕССОВ ХИМИЧЕСКОЙ ТЕХНОЛОГИИ .................................................................................................9
2.1 МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ КИНЕТИКИ ХИМИЧЕСКИХ РЕАКЦИЙ ........................................................... 9
2.2 МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ГИДРОДИНАМИЧЕСКИХ СТРУКТУР ПОТОКОВ ........................................... 12
2.2.1 Модель идеального смешения ...................................................................................................................... 12
2.2.2 Модель идеального вытеснения .................................................................................................................. 14
3 МОДЕЛИРОВАНИЕ ТЕПЛОВЫХ ПРОЦЕССОВ В ХИМИЧЕСКИХ РЕАКТОРАХ ................................ 16
3.1 ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ТЕПЛООБМЕНА В ХИМИЧЕСКИХ РЕАКТОРАХ ....................................................... 17
3.2 МОДЕЛЬ РЕАКТОРА ИДЕАЛЬНОГО СМЕШЕНИЯ ....................................................................................................... 19
3.3 МОДЕЛЬ РЕАКТОРА ИДЕАЛЬНОГО ВЫТЕСНЕНИЯ .................................................................................................... 20
4 КЛАССИЧЕСКАЯ МОДЕЛЬ РЕАКТОРА....................................................................................................... 22
5 ОБОБЩЕННАЯ ХАРАКТЕРИСТИКА МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ, ИСПОЛЬЗУЕМЫХ В
ЗАДАЧАХ ДИАГНОСТИКИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ .................................................................... 31
6 ВВЕДЕНИЕ В ТЕОРИЮ НЕЧЁТКИХ МНОЖЕСТВ ..................................................................................... 35
7 ТИПОВЫЕ ВИДЫ ФУНКЦИЙ ПРИНАДЛЕЖНОСТИ НЕЧЕТКИХ МНОЖЕСТВ ................................. 42
8 ОПЕРАЦИИ НАД НЕЧЕТКИМИ МНОЖЕСТВАМИ (ЛОГИЧЕСКИЕ И АЛГЕБРАИЧЕСКИЕ
ОПЕРАЦИИ) .......................................................................................................................................................... 47
9 АЛГОРИТМЫ ЛОГИЧЕСКОГО ВЫВОДА МАМДАНИ И ТАКАГИ-СУГЕНО ....................................... 60
10 ПРОЦЕДУРЫ ДЕФАЗЗИФИКАЦИИ ............................................................................................................. 68
11 ОБОБЩЕННАЯ СТРУКТУРА НЕЧЕТКОЙ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ...................................... 72
12 НЕЧЕТКАЯ МОДЕЛЬ РЕАКТОРА-ПОЛИМЕРИЗАТОРА......................................................................... 77
13 ПОСТРОЕНИЕ СИСТЕМ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ
БЕЗОПАСНОСТЬЮ ............................................................................................................................................ 101
13.1 ОБЛАСТЬ БЕЗОПАСНОСТИ .................................................................................................................................. 101
13.2 ЦЕНТР ТЕХНОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ...................................................................................................... 104
13.3 ИНДЕКС БЕЗОПАСНОСТИ .................................................................................................................................... 105
13.4 АЛГОРИТМИЧЕСКИЕ АСПЕКТЫ РЕШЕНИЯ ЗАДАЧ ОПРЕДЕЛЕНИЯ ОБЛАСТИ И ЦЕНТРА БЕЗОПАСНОСТИ ............. 109
13.4.1 Определение области и центра технологической безопасности на основе методов
программирования............................................................................................................................................... 109
13.4.2 Основные этапы методики практического нахождения области и центра безопасности ............ 114
14 ОЦЕНКА ИНДЕКСА УЩЕРБА И РИСКА ТЕКУЩЕГО СОСТОЯНИЯ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА .......................................................................................................................................................... 116
14.1 ИНДЕКС УЩЕРБА ОТ СОСТОЯНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА .................................................................. 116
14.2 ИНДЕКС РИСКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА .............................................................................................. 117
15 ПОСТРОЕНИЕ СИСТЕМЫ ОЦЕНКИ СОСТОЯНИЙ НА ОСНОВЕ ДИСКРЕТНЫХ НЕЧЕТКИХ
МОДЕЛЕЙ ПРОЦЕССА ВЫПАРИВАНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ЩЕЛОКОВ ПРОИЗВОДСТВА
КАУСТИЧЕСКОЙ СОДЫ .................................................................................................................................. 119
15.1 КРАТКИЕ СВЕДЕНИЯ О МЕТОДЕ.......................................................................................................................... 119
15.2 РАСЧЕТ ФУНКЦИЙ ПРИНАДЛЕЖНОСТИ ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВЫПАРНОЙ УСТАНОВКИ ........ 120
15.3 ОПРЕДЕЛЕНИЕ ЦЕНТРА БЕЗОПАСНОСТИ ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВЫПАРНЫХ АППАРАТОВ ЦЕХА
ВЫПАРИВАНИЯ ........................................................................................................................................................... 121
16 СИСТЕМА СИТУАЦИОННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ
АПАТИТОНЕФЕЛИНОВЫХ РУД .................................................................................................................... 125
16.1 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗМЕЛЬЧЕНИЯ КАК ОБЪЕКТ УПРАВЛЕНИЯ ........................................................ 125
16.2 ОЦЕНКА СОСТОЯНИЯ ПРОЦЕССА ИЗМЕЛЬЧЕНИЯ АПАТИТОНЕФЕЛИНОВЫХ РУД ............................................... 126
4
16.3 ОПРЕДЕЛЕНИЕ ЦЕНТРА ТЕХНОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ПРОЦЕССА ИЗМЕЛЬЧЕНИЯ
АПАТИТОНЕФЕЛИНОВЫХ РУД .................................................................................................................................... 128
16.3.1 Расчет центра безопасности технологического параметра «удельная производительность по
определяющему классу крупности» ................................................................................................................... 128
16.3.2 Расчет центра безопасности технологического параметра «коэффициент качества процесса
измельчения» ........................................................................................................................................................ 129
16.3.3 Расчет центра безопасности технологического параметра «объемное заполнение мельницы
шарами» ............................................................................................................................................................... 130
16.4 АЛГОРИТМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ АПАТИТОНЕФЕЛИНОВЫХ РУД ..... 131
17 РИСКОУСТОЙЧИВОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ГАЗОВ НА
ОСНОВЕ ИНДЕКСА РИСКА ............................................................................................................................. 135
17.1 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ КАК ОБЪЕКТ
АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ............................................................................................................................ 135
17.2 СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА УЗЛА КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ГАЗОВ ............... 136
17.3 МОДЕРНИЗАЦИЯ СУЩЕСТВУЮЩЕЙ СИСТЕМЫ РЕГУЛИРОВАНИЯ УЗЛА КАТАЛИТИЧЕСКОЙ ОЧИСТКИ .............. 140
17.3.1 Разработка нечеткого регулятора системы регулирования узла каталитической очистки.......... 141
17.4 СИСТЕМА ОЦЕНКИ ПАРАМЕТРОВ МОДЕЛИ ПРОЦЕССА КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ГАЗОВ ............................. 143
17.5 РАЗРАБОТКА СИСТЕМЫ СИТУАЦИОННОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ КАТАЛИТИЧЕСКОЙ
ОЧИСТКИ ГАЗОВ ......................................................................................................................................................... 151
17.5.1 Оценка состояния процесса каталитической очистки газов ............................................................. 151
17.5.2 Определение центра технологической безопасности процесса каталитической очистки газов ... 154
17.5.3 Алгоритм управления технологическим процессом .............................................................................. 156
18 ТЕХНИЧЕСКИЕ И ПРОГРАММНЫЕ СРЕДСТВА РЕАЛИЗАЦИИ СИСТЕМ ДИАГНОСТИКИ И
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ БЕЗОПАСНОСТЬЮ ХТС ............................................................ 159
18.1 ФУНКЦИОНАЛЬНАЯ МОДЕЛЬ АВТОМАТИЗИРОВАННОЙ ИНФОРМАЦИОННОЙ СИСТЕМЫ ДИАГНОСТИКИ ХТП И
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ БЕЗОПАСНОСТЬЮ НА ОСНОВЕ НЕЧЕТКИХ МОДЕЛЕЙ ........................................... 159
18.2 АРХИТЕКТУРА И РЕЖИМЫ ФУНКЦИОНИРОВАНИЯ АВТОМАТИЗИРОВАННОЙ ИНФОРМАЦИОННОЙ СИСТЕМЫ
ДИАГНОСТИКИ ХТП И УПРАВЛЕНИЯ ТБ НА ОСНОВЕ НЕЧЕТКИХ МОДЕЛЕЙ .............................................................. 160
18.3 ПРОГРАММНАЯ РЕАЛИЗАЦИЯ АВТОМАТИЗИРОВАННОЙ ИНФОРМАЦИОННОЙ СИСТЕМЫ ДИАГНОСТИКИ ХТП И
УПРАВЛЕНИЯ ТБ НА ОСНОВЕ НЕЧЕТКИХ МОДЕЛЕЙ ................................................................................................... 161
18.4 МЕТОДИКА ДИАГНОСТИКИ НЕИСПРАВНОСТЕЙ ХТС НА ОСНОВЕ ДЕРЕВЬЕВ ЛОГИЧЕСКОГО ВЫВОДА .............. 163
18.5 РЕАЛИЗАЦИЯ МОДУЛЯ ВЫРАБОТКИ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ НА ОСНОВЕ НЕЧЕТКИХ ВХОДНЫХ ДАННЫХ
О ПАРАМЕТРАХ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ...................................................................................................... 165
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ ............................................................................................................ 169
СПИСОК ЛИТЕРАТУРЫ ................................................................................................................................... 170
5
Введение
Современное химическое производство представляет собой сложный комплекс
технологических процессов, обеспечивающих выполнение трех основных стадий:
подготовки сырья, его химико-физическое преобразование и выделения целевых продуктов.
Последовательную реализацию этих стадий производства обеспечивает единая сложная
химико-технологическая система (ХТС) [1,2,3].
Проведенные исследования направлены на разработку и развитие методов и средств
информационной поддержки инновационных технологий диагностики состояний и
управления технологической безопасностью непрерывных химико-технологических
процессов (ХТП) [2,3]. Исследования обеспечили развитие методов прогноза состояний ХТП
с учетом неопределенности функционирования технологических процессов, алгоритмов
поиска источников нарушений, математических моделей, используемых в решении задач
определения состояний, а также создание информационных технологий разработки систем
поддержки принятия решений.
Сложность организации производственных комплексов и современных промышленных
технологий затрудняет выполнение диагностических процедур и поиск источников
возникающих нарушений. Это обуславливает актуальность создания специальной системы
оценки состояний и диагностики нарушений для целей прогнозирования внештатных и
предаварийных ситуаций в ХТП. Актуальность и значимость проблемы обеспечение
безопасности подтверждается значительным числом посвященных ей работ.
Основополагающими работами, посвященными данной проблеме, являются исследования
академиков В.В. Кафарова, И.Д. Зайцева, К.В. Фролова, профессоров Б.В. Палюха, А.Ф.
Егорова, В.П. Мешалкина, Т.В. Савицкой, Н.А. Северцева, В.И. Тихонова, В.И. Мищенко,
А.В. Мозголевского, Е.И. Сычева, Н.А. Скляревича, В.К. Дедкова и др.
Под технологической безопасностью в работе понимается свойство технологической
системы (ТС) выполнять свои функции без нанесения ущерба окружающей среде, здоровью
людей, оборудованию и системе управления (СУ), а также функционировать без каких –
либо нарушений регламента ведения промышленного процесса по технологическим
причинам, способных повлечь за собой выше названные составляющие ущерба [2,3].
В работе используется следующее формализованное концептуальное представление
технологической безопасности Тб:
Тб = <О, U, R, В, A>,
где О – множество опасностей; U – множество управлений, направленных на нейтрализацию
опасности; R ОО – отношения на множестве опасностей; В – множество оценок уровня
безопасности (например, это может быть интервалом [0,1]); A – семейство алгебраических
операций. Для реального технологического процесса множества О и U конечные и счетные.
Нечеткий характер критериев выбора при проведении процедур диагностики
состояний ХТП, приводит к необходимости использования экспертных оценок, которые
часто оказываются единственной информационной основой для принятия решений.
Вследствие этого, возникает необходимость разработки методов, позволяющих эффективно
получать и обрабатывать нечеткую экспертную информацию. Одним из таких методов
является метод разделения состояний [3], позволяющий проводить анализ состояний
системы в условиях неопределенности информации о диагностируемом объекте. В работе
рассматривается развитие этого метода в области оценки безопасности технологических
процессов и методов поиска альтернатив поведения системы на основе теории нечетких
множеств.
6
1 Проблемы диагностирования состояний
безопасностью химических производств
и
управления
технологической
Каждое химическое предприятие представляет собой совокупность непосредственно
ХТС и системы автоматического управления, действующих как единое целое для получения
заданного продукта.
В ХТС действуют внешние и внутренние факторы. Внешними факторами являются
сырье, энергия и корректирующие установочные задания систем управления высших
уровней. В некоторых случаях существенными являются и климатические условия, в
которых протекают технологические процессы. Внутренними факторами, приводящими к
нарушениям технологических режимов протекания ХТП, или даже аварийным ситуациям
могут быть либо ошибочные решения персонала управления (технологов отделений,
операторов) или обслуживающего персонала (аппаратчиков, слесарей), либо отказы
оборудования систем управления или технологического оборудования.
Нарушения, возникающие в технологических системах, носят стохастический характер.
Задача их раннего обнаружения и проведения профилактических мероприятий по их
ликвидации является сложной и в настоящее время не имеет однозначного решения.
Каждая химико-технологическая система состоит из конечного числа элементов.
Поэтому можно перечислить все возможные состояния и события, которые могут возникнуть
в процессе работы ХТС. Априорная классификация событий в технологических системах
позволяет уменьшить пространство поиска при выборе команд управления, т.е. ограничить
просмотр вариантов управляющих воздействий на систему только теми, которые
соответствуют одному классу событий. Классификация событий позволяет выделить
подграфы из графа событийной структуры и выделять наборы команд только на основе
подграфа отдельного класса событий.
Для наиболее полной идентификации состояния ХТС необходимо на уровне
информационно-управляющей системы технологических процессов организовать сбор и
анализ информации, характеризующей параметры внешней и внутренней среды. Система
диагностики состояний ХТП является ядром современной системы управления
технологической безопасностью химического производства.
Исследование проблемы диагностирования состояний и управления технологической
безопасностью химических производств показало, что создание и использование
диагностических систем для различных ХТП имеет ряд общих свойств.
Стохастический и нечеткий характер технологических процессов приводит к тому, что
не все состояния технологических установок являются наблюдаемыми и/или данные могут
оказаться сильно зашумленными. Частым явлением оказывается выход из строя элементов
оборудования, причем возникающие дефекты находят свое отражение в переменных
состояния ХТП.
В ХТП возникают нарушения разных типов: нарушения технологических режимов
работы, нарушения в системах управления, дефекты и неисправности технологического
оборудования. Несмотря на то, что нарушения могут иметь различные причины
возникновения, проявления этих нарушений нередко приводит к сходным результатам. В
связи с этим возникают сложности определения первопричин возникшей ситуации.
Структурные или организационно-технологические управляющие воздействия
являются дискретными и целочисленными. Это необходимо учитывать как в математических
моделях, так и при выборе методов решения задач управления ХТП.
В настоящее время существуют различные подходы к решению проблемы определения
состояний ХТП, основанные на использовании моделей булевой и нечеткой логики,
байесовского подхода; причинно-следственных моделей, моделей пространства состояний и
др.
В условиях реального производства всегда существуют внешние возмущения, которые
приводят к изменению выходных переменных и, соответственно, режимов работы объекта
управления. Это усложняет выявление первопричин того или иного состояния процесса и
7
может приводить к неточности или погрешностям диагноза. Указанная проблема наиболее
характерна для моделей пространства состояний и интервальным параметрическим моделям.
В меньшей степени это относится к моделям булевой и нечеткой логики, байесовским и
причинно-следственным моделям, так как в этих моделях заложена многоальтернативность
определения первопричин.
Модели булевой и нечеткой логики, байесовские модели при их построении требуют
обработки достаточно большого экспериментального материала и постоянной адаптации
моделей ХТП в силу изменяющихся режимов работы и влияния случайных возмущений.
Модели указанных типов в основной своей массе являются апроксимационными
вероятностными оценочными моделями и с формальных позиций не учитывают
фундаментальных физико-химических законов протекания ХТП.
Модели состояний и интервальные параметрические модели строятся с учетом
фундаментальных физико-химических законов на основе различных классов
дифференциальных уравнений. Однако их использование, как правило, связано с большими
временными издержками, что может оказаться недопустимым при решении задач
диагностики и управления технологической безопасностью.
Во всех вышеперечисленных моделях диагностика состояний осуществляется на
основе отдельных переменных или некоторых их множеств, причем для различных
состояний ХТП эти множества могут отличаться. Само понимание состояния размыто и
определяется конкретной технологической ситуацией, сложившейся в производстве, на
основе эмпирической информации. Количество таких состояний не поддается строго
формальной оценке и определяется эмпирическим путем. В результате требуется большой
объем работ для классификации состояний технологии. При этом возникают сложности
определения границ состояний ХТС, не говоря уже о том, что какие-либо изменения в ХТС
могут потребовать дополнительных исследований.
Основной проблемой промышленных систем диагностики является своевременное
обнаружение нарушений, которые приводят к внештатным ситуациям. В этой связи
актуальной является задача поиска первичной неисправности и задача анализа возможного
негативного влияния этой неисправности на следующие по цепочке узлы и аппараты.
Основой развития эффективной диагностики является создание новых методов
построения математических моделей. В настоящее время происходит становление новых
методов диагностики. Построение этих методов осуществляется на основе методов
искуственного интеллекта – нейросетевых методов и методов нечёткой математики. В работе
основное внимание уделяется использованию методов нечёткой логики. В основе моделей
нечёткой логики лежит метод разделения состояний [3]. Методика метода строится на
выделении областей различных режимов работы. В работах [3,4] рассматривается получение
ограничений в пространстве переменных состояний на основе балансных уравнений –
материальных и тепловых балансов. Построение ограничений включает следующие этапы:
1. Построение математической модели ХТП в виде системы дифференциальных
уравнений dx/dt = Аx + b. Если рассматривается система дифференциальных уравнений в
частных производных, возможен переход к аппроксимации данной модели к системе ОДУ.
2. Построение системы ограничений (конечно-разностная автоматная линейная система
неравенств) рабочего диапазона функционирования ХТП, которая даёт возможность
контролировать состояние технологического процесса и упреждать возможный выход за
пределы области безопасности [2]:
(Xiq < z) < 0, (i =1,...,I),
(1.1)
(Xiq > z) > 0, (i =1,...,I),
(1.2)
или для квазидинамических режимов:
(1.3)
(Xiq < (k), z(k)) < x(k+1), (i =1,...,I),
(1.4)
(Xiq > (k), z(k)) > x(k+1), (i =1,...,I).
3. Определение диапазонов значений коэффициентов матрицы А и свободных членов b
(расширенная матрица А), в которых выполняются ограничения (1, …, 4) для xik(min) < xi <
xik(мах), (i=1, 2, …, I; k=1, 2, …, Ki) (коэффициенты системы 1- 4 – Xiq< и Xiq>). Переменные z
8
– фактические значения коэффициентов матрицы A, которые определяются на основе
мониторинга состояния физико-химических параметров технологического процесса.
Вычисление диапазонов коэффициентов выполняется в соответствии со следующей
постановкой задачи: – при заданных x(min) и x(мах) найти диапазоны изменения коэффициентов
системы aij(min) и aij(мах) (i=1,I; j=1,I), а также bi(min) и bi(мах) (i=1,I) таким образом, чтобы была
справедлива система ограничений (1.1), …, (1.4).
Применение детерминированного подхода сопряженно с определёнными трудностями:
- неопреределённость в определении первопричин возникновения отклонений
параметров от нормальных технологических из-за пересечения областей симптомов тех или
иных событий при различных посылках возникновения данной ситуации;
- существует неопределённость в идентификации границ в силу неопределённости
знаний о физико-химических процессах.
9
2 Методологические основы построения математических моделей типовых
процессов химической технологии
2.1 Математическое моделирование кинетики химических реакций
Одной из ведущих отраслей химической промышленности в России является
производство различного рода пластмасс, лакокрасочных покрытий, резины [5].
Современные химические предприятия сфокусированы не только на количестве и
эффективности выпускаемой продукции, но и на повышении ее качества.
Вследствие бурного развития и повсеместного внедрения ЭВМ в конце XX – начале
XXI века наиболее эффективным методом исследования технологических процессов (ТП)
становится математическое моделирование, позволяющее рассматривать поведение и общие
особенности реального ТП с помощью модели – совокупности дифференциальных
уравнений, составленных согласно принятым допущениям. Применение методов
математического моделирования значительно сокращает временные и финансовые затраты
предприятия при проектировании новых ТП, улучшении качества имеющихся, либо для
оптимизации управления ими.
Каждый процесс химической промышленности имеет свои уникальные особенности,
присущие лишь ему. Так, например, для процессов синтеза полимеров в суспензии
критически важным является задача организация ТП таким образом, чтобы обеспечивать
синтез полимера заданного качества (с определенной молекулярной структурой). Один и тот
же полимер, в зависимости от условий синтеза, может иметь различные свойства [6, 7].
Нарушение технологии синтеза в данном случае недопустимо, т.к. неминуемо приведет к
большим финансовым потерям. Таким образом, для получения адекватного математического
описания процессов этого типа необходимо учитывать кинетическую схему процесса.
Процесс радикальной полимеризации представляет собой сложную реакцию,
протекающую в несколько стадий по цепному механизму – в течение синтеза полимера к
активному центру макромолекулы последовательно присоединяются молекулы мономера
[8], [9]. Результатом синтеза (продуктом реакции) является полимер с определенной
структурой макромолекул и некоторым молекулярно-массовым распределением (ММР).
Понятие ММР включает в себя 2 параметра – это полидисперсность продукта и
среднюю степень полимеризации, часто используемую для теоретического моделирования
процесса полимеризации [10]. Тем не менее, в химической промышленности, для оценки
качества продукта удобнее применять показатель средней молекулярной массы, т.к. она
поддается непосредственному измерению.
Одним из главных в науке о химической кинетике является понятие скорости реакции
ω – это отношение изменения количества вещества а в единицу времени t к объему
реакционной смеси V (2.1) [11], [12]:
dN a
Vdt
моль
м 3 с ,
(2.1)
где Na – количество вещества a, моль; V – объем реакционной смеси, м3.
В случае постоянства объема реакционной массы (V = const) выражение (2.1) можно
преобразовать, внеся объем под знак дифференциала, тем самым получив соотношение
N a / V ca , где c a – концентрация вещества a, моль/м3. Таким образом, в частном случае
скоростью химической реакции является изменение концентрации вещества за единицу
времени (2.2):
dca моль
,
dt м 3 с
(2.2)
Знак «±» в выражениях (2.1) и (2.2) отвечает за выбранное вещество (реагент или
продукт), для которого определяется скорость. Знак «-» используется при определении
скорости реакции для реагента, соответственно знак «+» для продукта.
Рассмотрим простую, необратимую реакцию вида (2.3):
10
kA mB nC
(2.3)
где – k, m, n – порядок реакции (стехиометрические коэффициенты) для веществ А, В, С
соответственно.
Используя закон действующих масс (скорость химической реакции при заданной
температуре равна произведению концентраций реагирующих веществ в степенях, равных
их стехиометрическим коэффициентам [13]), запишем выражение для скорости реакции для
вещества а (2.4):
a
dca
k a cak cbm ,
dt
(2.4)
где ka – константа скорости для вещества а; са, сb – концентрация вещества а и b
соответственно, моль/м3.
Аналогичным образом для реакции (2.3) получим выражения скоростей для
компонентов b (2.5) и с (2.6):
dcb
kb cak cbm a ,
dt
dc
c c kc cak cbm a .
dt
b
(2.5)
(2.6)
Понятие константы скорости реакции было определено в трудах Вант-Гоффа и
Аррениуса еще в конце 19 века. Они предположили, что температура процесса является
причиной изменения скорости реакции, но не причиной самой реакции. Этот тезис наглядно
характеризует уравнение, названное уравнением Аррениуса. В общем виде оно имеет вид
экспоненциальной зависимости (2.7):
k Ae
E
RT
(2.7)
,
где A – предэкспоненциальный член, для каждого процесса определяется эмпирическим
путем; Е – энергия активации системы, Дж(кДж)/моль; R – универсальная газовая
постоянная, Дж/(моль·К); Т – температура процесса, К.
Разделим левую и правую части уравнения (4) на «-1», получив тем самым выражение
(2.8):
dca
k a cak cbm k f (ca , cb ),
dt
(2.8)
где f (ca , cb ) – функция, аргументами которой являются концентрации реагирующих
веществ.
Выражение (2.8) представляет собой кинетическое уравнение и показывает изменение
концентрации реагента а в единицу времени в течение процесса, а функция f (ca , cb )
является кинетической кривой.
При математическом моделировании процесса полимеризации одним из наиболее
показательных параметров является степень конверсии (превращения) вещества. Степень
конверсии X вещества а определяется так (2.9):
X a (t )
0
ca0 ca (t )
ca0
,
(2.9)
где c a – начальная концентрация вещества а, моль/м3; ca (t ) – концентрация вещества а в
момент времени t, моль/м3.
Кинетическая схема процесса радикальной полимеризации. Как говорилось ранее,
процесс радикальной полимеризации протекает за несколько элементарных стадий.
Множество исследователей в своих трудах [9], [10], [14-19] сходятся во мнении, что с
11
достаточной степенью точности эту реакцию можно представить в виде кинетической
схемы, включающей 3 элементарных стадии:
1) Инициирование (англ. - initiation) – стадия распада инициатора (2.10) с последующим
образованием реакционного центра будущей макромолекулы вследствие реакции радикала
распавшегося инициатора и молекулы мономера (2.11):
k
d
I
qR* ,
k
i
R* M
P1* ,
(2.10)
(2.11)
где I – концентрация инициатора, моль/м3; q – количество первичных радикалов,
образовавшихся при распаде инициатора; R* – концентрация первичных радикалов, моль/м3;
*
M – концентрация мономера, моль/м3; P1 – концентрация макрорадикалов с первым
мономерным остатком, моль/м3; kd, ki – константы скоростей разложения инициатора и
начала полимеризации соответственно, м3/(моль·с).
Наиболее часто при полимеризации встречается ситуация, когда распад инициатора
сопровождается образованием двух первичных радикалов (q = 2). Также из-за того, что
реакции распада инициатора и образования реакционного центра относят к одной стадии,
целесообразно будет записать кинетические уравнения (2.10) и (2.11) в виде системы (2.12):
kd
I
qR* ,
*
ki
R M
P1* .
(2.12)
2) Рост (распространение) цепи (англ. – propagation) – на этой стадии реакции
макрорадикалы, возникшие в предыдущей стадии, присоединяют к себе молекулы мономера.
Кинетические уравнения, характеризующие эту стадию, имеют вид (2.13):
p
P* M k
P2* ,
1
p
P* M k
P3* ,
2
...............................
*
kp
Pn M
Pn*1 ,
*
*
*
(2.13)
*
где P1 , P2 , …, Pn , Pn1 – концентрация макрорадикалов с 1, 2, …, n, n+1 мономерными
остатками, моль/м3; kp – константа скорости роста цепи, м3/(моль·с).
С целью упрощения записи, систему уравнений (2.13) записывают в виде уравнения
(2.14):
k
p
Pn* M
Pn*1.
(2.14)
3) Обрыв цепи (англ. – termination) – активные макрорадикалы, присоединяющие
молекулы мономера, исчезают из реакционной смеси, либо заменяются на неактивные.
Обрыв цепи может происходить путем рекомбинации двух макрорадикалов (2.15) или их
диспропорционированием (2.16) в зависимости от типа мономера, который подвергается
полимеризации:
k
(2.15)
td
Pn* Pm*
Dn Dm ,
(2.16)
tr
Pn* Pm*
Dn m ,
k
где литеры m и n обозначают соответствующий мономерный остаток, ktr – константа
скорости обрыва цепи в результате рекомбинации, м3/(моль·с); ktd – константа скорости
обрыва цепи в результате диспропорционирования, м3/(моль·с); Dn , Dm , Dn m
концентрация «мертвого» полимера с n, m, n+m мономерными остатками, моль/м3.
–
12
Согласно приведенной кинетической схеме цепной реакции радикальной
полимеризации запишем соответствующее стехиометрическое уравнение (2.17):
xI yM I x M y ,
(2.17)
где x и y – стехиометрические коэффициенты.
Коэффициент y – это среднечисленная степень полимеризации.
Коэффициент х определяется из выражения (2.18):
x
t 1
,
q
(2.18)
где t – коэффициент обрыва цепи рекомбинацией, равный 1 при обрыве путем рекомбинации
макрорадикалов, либо равный 0 при обрыве цепи диспропорционированием, q – количество
первичных радикалов, образовавшихся при распаде инициатора.
Вследствие того, что обрыв цепи на практике идет как путем рекомбинации, так и
путем диспропорционирования [10], коэффициент t будет лежать в диапазоне [0;1] и
определяться по выражению (2.19):
t
ktr
.
ktr ktd
(2.19)
Для математического описания реакции синтеза полимера необходимо знать лишь
концентрацию главного компонента (вещества), коим обычно считают мономер. Это следует
из выражения (2.17), согласно которому видно, что реакция синтеза полимера
стехиометрически проста.
2.2 Математическое моделирование гидродинамических структур потоков
В аппаратах химической технологии потоки вещества движутся, чаще всего
неравномерно. Механизмы перемещения потоков в аппарате различны в каждом конкретном
ТП, при этом сами потоки имеют сложную структуру. Описание движения таких потоков
классическими уравнениями гидродинамики представляет собой весьма нетривиальную
задачу.
В этой связи, при математическом описании процесса, в целях упрощения внутреннюю
структуру движущихся в аппарате потоков идеализируют и характеризуют таким
параметром, как степень смешения частиц потока.
В зависимости от степени смешения частиц потока выделяют 2 идеализированные
гидродинамические структуры, описываемые моделями идеального смешения (для которой
характерно максимальное перемешивание частиц) и вытеснения (когда перемешивание по
направлению движения потока отсутствует) [11], [12], [20-27].
Эти идеализированные модели соответствуют следующим основным требованиям, что
делает их наиболее часто используемыми:
- для рассматриваемого ТП они отражают ключевые особенности движения реального
потока;
- использование этих моделей дает возможность теоретически определять параметры
ТП;
- эти модели структурно очень просты относительно реальных моделей (одно- /
двухпараметрической диффузионной или ячеечной).
2.2.1 Модель идеального смешения
Применение этой модели целесообразно при таком устройстве гидродинамической
структуры потока, когда вещество, поступающее на вход зоны идеального смешения,
равномерно распределяется по всему объему аппарата, следовательно, концентрации
веществ во всем объеме зоны идеального перемешивания, а также на выходе из аппарата
равны.
13
Процесс синтеза полимеров методом радикальной полимеризации обычно проводят в
реакторах с лопастной мешалкой с соотношением длины реактора H к его диаметру D
меньше 20 (H/D < 20), либо в каскадах таких реакторов, поэтому чаще всего для
математического описания реакторов-полимеризаторов используют именно модель
идеального смешения.
Типовой аппарат, соответствующий модели идеального смешения, приведен на
рисунке 2.1.
Рисунок 2.1 – Типовой аппарат идеального смешения
Запишем уравнение закона сохранения массы для модели идеального смешения (2.20):
dM
M вх М вых ,
dt
(2.20)
где М – количество вещества, накапливаемого во всем объеме аппарата, кг; Мвх, Мвых –
потоки масс на входе и выходе аппарата соответственно, кг/с.
Уравнение (2.20) было записано для всего объема аппарата V, потому что для
рассматриваемой модели характерно полное перемешивание частиц потока в аппарате и
концентрация веществ C во всем объеме одинакова.
Теперь запишем выражения для потоков масс Мвх (2.21) и Мвых (2.22), а также для
накопленной массы вещества потока (2.23):
M вх F Cвх ,
(2.21)
М вых F Cвых F C,
(2.22)
M V C,
(2.23)
3
где F – объемный расход вещества в потоке, м /с; Свх, Свых – концентрация вещества потока
на входе в аппарат и на выходе из него, кг/м3; V – объем аппарата, м3; С – концентрация
вещества потока в аппарате, кг/м3.
Тогда уравнение (2.20) примет вид (2.24):
d V C
F Cвх .F Cвых .
dt
(2.24)
Так как объем аппарата величина постоянная, то вынесем ее за знак дифференциала,
приведем подобные, а также разделим левую и правую часть уравнения (2.24) на V и
получим (2.25):
dС F
C вх C вых ,
dt V
(2.25)
14
где отношение F/V = τ – это время контакта веществ потока в аппарате.
Выражение (2.25) определяет материальный баланс для модели идеального смешения.
Анализируя это уравнение, нетрудно заметить, что концентрация вещества потока
изменяется только по времени, следовательно, модель идеального смешения можно
классифицировать как модель с сосредоточенными параметрами.
2.2.2 Модель идеального вытеснения
Данную модель применяют при таком устройстве гидродинамической структуры
потока, когда вещество подвержено поршневому течению при абсолютном отсутствии
перемешивания в направлении перемещения потока, но в направлении, перпендикулярном
течению свойства потока (концентрация и др.) одинаковы.
Модель применяют для реакторов трубчатого типа с соотношением длины аппарата H к
его диаметру D больше 20 (H/D > 20), а также для полочных аппаратов, в которых поток
вещества направляется внутри объема аппарата по соответствующим полкам.
Типовой аппарат, соответствующий модели идеального вытеснения, показан на
рисунке 2.2.
Рисунок 2.2 – Типовой аппарат идеального вытеснения
Аппарат имеет длину H и поперечное сечение площадью S. Поток веществ входит в
аппарат с объемным расходом F и линейной скоростью потока F/S, причем расход потока с
течением времени не меняется. Концентрация потока на входе в аппарат Свх, а на выходе
Свых.
Запишем уравнение закона сохранения массы для модели идеального
вытеснения (2.26):
М M вх t М вых t.
(2.26)
где ΔМ – количество вещества, накапливаемого в элементарном объеме за элементарный
промежуток времени Δt, кг; Мвх, Мвх – потоки масс на входе и выходе элементарного объема,
образующиеся вследствие вынужденной конвекции, кг/с.
Обратим внимание, что для модели идеального вытеснения, в отличие от случая
идеального смешения, уравнение закона сохранения масс записывается для элементарного
объема, т.к. здесь свойства частиц потока в объеме аппарата неодинаковы.
Выделим элементарный объем ΔV толщиной ΔН, в котором концентрация вещества на
входе равна С, а на выходе С + ΔС (рисунок 2.3).
15
Рисунок 2.3 – Выделение элементарного объема
Теперь определим слагаемые уравнения (2.26) закона сохранения массы для потоков
Мвх (2.27), Мвых (2.28) и накопленного вещества ΔМ (2.29):
M вх F С,
(2.27)
M вых F С С ,
(2.28)
М V C S H C.
(2.29)
Подставив выражения (2.27), (2.28) и (2.29) в уравнение (2.26), получим (2.30):
S H C F С t F С С t F С t.
(2.30)
Разделим обе части уравнения (2.30) на H t S , получив тем самым уравнение в
приращениях (2.31):
C
F С
.
t
S H
Перейдя к пределу при t 0 и Н 0 получим (2.32):
C
F С
.
t
S H
(2.31)
(2.32)
Выражение (2.32) соответствует модели идеального вытеснения. В данном случае, в
отличие от модели идеального смешения, концентрация веществ потока меняется не только
во времени, но и в пространстве по длине аппарата – такой тип моделей относят к моделям с
распределенными параметрами.
16
3 Моделирование тепловых процессов в химических реакторах
Химический реактор – один из главных элементов любого ТП в химической
промышленности в целом и в процессах полимеризации в частности.
В химической промышленности применяют большое число реакторов различного вида.
Их можно классифицировать по таким признакам, как [11], [28]:
1) Гидродинамическая структура потоков в реакторе:
- идеального смешения;
- идеального вытеснения;
- с комбинированной гидродинамической структурой потоков.
2) Тепловой режим протекания процесса в реакторе:
- политропический – режим, при котором происходит теплообмен с окружающей
средой;
- адиабатический – обеспечивает отсутствие теплообмена с окружающей средой;
- изотермический – обеспечивает постоянство температуры реакционной массы во всем
объеме реактора.
3) Тип работы реактора:
- периодический – работу реактора останавливают для проведения операций загрузки
реагентов и выгрузки продуктов;
-непрерывный – процесс протекает без остановки работы реактора;
- полунепрерывный.
4) Фазовое состояние реагентов:
- гомогенный – все реагенты находятся в одном фазовом состоянии (вода, жидкость
или газ);
- гетерогенный – разное фазовое состояние реагентов (например, жидкость-газ).
5) Конструктивные особенности:
- трубчатый;
- емкостный;
- смешанный (комбинированный) тип.
Реакторы, предназначенные для проведения полимеризации, называются реакторамиполимеризаторами. По большей части, они представляют собой аппараты периодического
действия с рубашкой для первичного нагрева реакционной смеси до заданной температуры и
дальнейшего ее охлаждения в течение процесса и мешалкой, поддерживающей постоянное
число оборотов в минуту для ее перемешивания [29].
Разработка адекватного математического описания реактора позволяет проводить
множество исследований режимов его работы и оптимизировать механизм протекания
процесса без необходимости проведения потенциально опасных испытаний на реальном
реакторе, что значительно сокращает временные и ресурсные затраты предприятия и дает
ощутимый экономический эффект вследствие экономии сырья.
При составлении математического описания любого реактора необходимо учитывать
его технологические особенности, чтобы полученная модель адекватно отображала свойства
выходного потока. Однако реальные промышленные реакторы имеют так много уникальных
черт, что учесть их все невозможно – иначе математическая модель будет слишком сложна
для вычисления. В этой связи в реакторе выделяют наиболее важные особенности, напрямую
влияющие на ход протекания реакции, а остальные свойства выводят из рассмотрения. При
этом важно соблюдать баланс между сложностью модели и ее адекватностью, ведь выпустив
из рассмотрения некоторые ключевые особенности, модель станет существенно проще по
своей структуре, но перестанет быть адекватной.
Математическое описание реакторов в общем случае включает в себя уравнения
материального и теплового баланса реакционной смеси в реакторе, записанные с учетом типа
гидродинамической структуры потока. С достаточной степенью точности описать все
многообразие химических реакторов можно с помощью двух идеализированных моделей:
- идеального вытеснения (РИВ);
17
- идеального смешения (РИС).
Остальные типы моделей (диффузионная, ячеечная) ввиду своей
применяются значительно реже.
сложности
3.1 Основные закономерности теплообмена в химических реакторах
В химической промышленности подавляющее большинство ТП протекают с
выделением или поглощением тепла. В таком случае говорят, что имеет место быть
экзотермическая или эндотермическая реакция. Для успешного проведения реакций такого
типа реакционную смесь необходимо либо нагревать, либо охлаждать для поддержания
заданной температуры процесса. Таким образом, практически для каждого ТП очень важную
роль играют механизмы теплообмена и необходимо учитывать эти механизмы при создании
адекватного математического описания.
В химических реакторах в случае отсутствия достаточной теплоизоляции может
происходить теплообмен с окружающей средой. Однако чаще всего теплоизоляция у
реакторов присутствует, и теплообмен рассматривают только между реакционной смесью и
стенкой реактора, а также между стенкой и теплоносителем/хладагентом. В таком случае
имеет место быть конвективный теплообмен (конвективная теплоотдача).
Теплообмен является следствием желания системы перейти к состоянию теплового
равновесия. Тепловой поток q при конвективном теплообмене представляет собой сумму
молекулярной (qм) и конвективной (qк) составляющей (3.1):
q qм qк .
(3.1)
Молекулярная составляющая теплового потока qм определяется согласно закону
теплопроводности Фурье (3.2):
qм λ gradT ,
(3.2)
где λ – коэффициент теплопроводности среды, Вт/(м∙К); gradT – градиент температуры, К.
Конвективная составляющая теплового потока qк возникает при движении жидкостей и
газов (3.3):
qк ν ρ H ,
(3.3)
где ν – скорость перемещения среды (жидкости или газа), м/с; ρ – плотность среды, кг/м3; Н –
теплосодержание (энтальпия), Дж/кг.
Таким образом, с учетом (3.2) и (3.3), выражение (3.1) примет вид (3.4):
q ν ρ H λ gradT .
(3.4)
При составлении математического описания реакторов для определения теплового
потока от реакционной смеси к стенке или от стенки к теплоносителю/хладагенту
целесообразно использовать закон теплоотдачи Ньютона-Рихмана (3.5):
q S T1 T2 ,
(3.5)
2
2
где α – коэффициент теплоотдачи, Вт/(м ∙К); S – поверхность теплообмена, м ; Т1 и Т2 –
температуры более и менее нагретой среды соответственно, К.
Теплообмен в реакторах происходит от более нагретого потока к менее нагретому. Так,
в случае экзотермической реакции, т.е. охлаждения реакционной смеси хладагентом через
стенку реактора, температура Т1 соответствует реакционной смеси, Т2 – стенке реактора.
Определить количество тепла в реакторе, образовавшегося в результате теплопередачи
от реакционной смеси непосредственно к хладагенту, либо от теплоносителя к реакционной
смеси, можно, используя основное уравнение теплопередачи (3.6):
q К S Tгор Tхол ,
(3.6)
18
где К – коэффициент теплопередачи, Вт/(м2∙К); Тгор и Тхол – температуры горячего и
холодного потока соответственно, К.
Теплопередача в реакторах протекает через стенку реактора цилиндрической формы
толщиной δ, причем для многих реакторов стальной слой толщиной δст покрыт слоем эмали
толщиной δэм для защиты от агрессивных сред, поэтому в общем случае δ = δст + δэм. Исходя
из этих соображений, при расчете коэффициента теплопередачи необходимо использовать
уравнение (3.7):
K
1
1
ст
1
ст эм
r
ст эм х
,
(3.7)
где αст, αх – коэффициенты теплоотдачи от горячего потока к стенке и от стенки к холодному
потоку, Вт/(м2∙К); δст, δэм – толщина слоя стали и эмали, м; λст, λэм – коэффициент
теплопроводности стали и эмали соответственно, Вт/(м∙К); r – сумма термических
сопротивлений загрязнений для внутренней и внешней сторон стенки, м2∙К/Вт.
Коэффициент теплоотдачи αст от реакционной смеси к стенке корпуса реактора
главным образом зависит от критериев подобия Нуссельта, Рейнольдса и Прандтля и
определяется согласно выражению (3.8) [23]:
ст
Nu p.c. p.c.
dм
,
(3.8)
где Nup.c. – значение критерия Нуссельта для реакционной смеси, λ p.c. – теплопроводность
реакционной смеси, Вт/(м⋅К); dм – диаметр мешалки, м.
Критерий Нуссельта для реакционной смеси (3.9):
0.33
Nu p.c. 0.36 Re 0p..67
c. Pr p.c. ,
(3.9)
где Rep.c. – центробежный критерий Рейнольдса; Prp.c. – критерий Прандтля.
Критерий Рейнольдса в данном случае характеризует гидродинамический режим
реакционной смеси при перемешивании и определяется в соответствии с выражением (3.10):
Re p.c.
n d м2 p.c.
p.c.
,
(3.10)
где n – число оборотов мешалки, с-1; ρр.с. – плотность реакционной смеси, кг/м3; μр.с. –
динамическая вязкость реакционной смеси, Па∙с.
Критерий Прандтля характеризует степень влияния свойств реакционной смеси на
процесс теплоотдачи и определяется так (3.11):
Pr p.c.
c p p.c p.c.
p.c.
,
(3.11)
где c p p.c – теплоемкость реакционной смеси, Дж/(кг∙К).
Коэффициент теплоотдачи αх от стенки корпуса реактора к хладагенту (3.12):
х
Nu х х
,
d тр
(3.12)
где Nuх – критерий Нуссельта для потока хладагента, λх – теплопроводность хладагента,
Вт/(м⋅К), dтр – диаметр трубопровода для подачи хладагента в рубашку, м.
Критерий Нуссельта (3.13):
(3.13)
Nu х 0.36 Re 0х.67 Prх0.33 ,
где Reх – критерий Рейнольдса, характеризующий гидродинамический режим хладагента
(3.14), Prх – критерий Прандтля (3.15):
19
Re х
d тр х v x
Prх
х
c pх х
х
,
(3.14)
,
(3.15)
где ρх – плотность хладагента (обычно это вода), кг/м3; νх – скорость движения потока
хладагента, м/с; μх – динамическая вязкость хладагента, Вт/(м∙К); c p – теплоемкость
х
хладагента, Дж/(кг∙К).
3.2 Модель реактора идеального смешения
Для составления математической модели химического реактора необходимо записать
уравнения, характеризующие изменение температуры и концентраций реагирующих веществ
– то есть уравнения теплового и материального баланса.
Для РИС уравнение материального баланса для i-го компонента будет иметь вид,
аналогичный выражению (2.6), записанному с учетом кинетического фактора, т.е. скорости
химического превращения i-го компонента ωi. Тогда уравнение материального баланса для
РИС примет вид (3.16):
dСi F
Cвхi Cвыхi i .
dt
V
(3.16)
В уравнении (3.16) выбор знака перед скоростью ωi зависит от того, для какого
компонента реакции был записан материальный баланс. Так, для реагентов следует ставить
знак «-», а для продуктов реакции – знак «+». Например, для простейшей химической
реакции вида (3.17):
k
A
B
(3.17)
уравнения материального баланса компонентов А и В с учетом выражения (2.4) будут иметь
вид (3.18):
dС А FA
Cвх А Cвых А k Cвых А ,
dt
V
dС B FB C C
вх B
выхB k C выхB .
V
dt
(3.18)
Уравнение теплового баланса для реакционной смеси можно получить, исходя из
закона сохранения энергии с учетом кинетического фактора (3.19):
dQ
Qвх Qвых Qx. p. ,
dt
(3.19)
где Q – количество энергии, накапливаемой во всем объеме аппарата, Дж; Qвх, Qвых –
количество энергии на входе и выходе аппарата соответственно, Дж/с; Qх.р. – количество
энергии, образующейся в процессе химической реакции, Дж/с.
Уравнение (3.19) было записано для всего объема аппарата V, потому что для РИС
характерно полное перемешивание частиц потока и концентрация компонентов Ci во всем
объеме одинакова.
Слагаемые уравнения (3.19) будут иметь вид (3.20):
20
dT р.с.
dQ d
V р.с. р.с. c р р.с. T р.с. V р.с. р.с. c р р.с.
,
dt dt
dt
Qвх S Tвнеш ,
Qвых S T р.с. ,
(3.20)
N
Qx. p. ( Н рn ) n V р.с. ,
n1
где Vp.c. – объем реакционной смеси, м3; ρр.с. – плотность реакционной смеси, кг/м3; c р р.с. –
теплоемкость реакционной смеси, Дж/(кг·К); Тр.с. – температура реакционной смеси, К;
Н р – тепловой эффект n – ой стадии реакции (энтальпия), Дж/моль; ωn – скорость n –
n
ой стадии реакции, моль/(м3·с); α – коэффициент теплоотдачи от реакционной смеси к
внешней среде (например, стенке корпуса), Вт/(м2·К); S – площадь поверхности
теплопередачи, м2; Твнеш – температура внешней среды, к которой идет процесс теплоотдачи,
К.
Тогда уравнение теплового баланса для политропического реактора идеального
смешения с учетом (3.20) примет вид (3.21):
V р.с. р.с. c р р.с.
dT р.с.
dt
N
( Н рn ) n V р.с. S (T р.с. Tвнеш )
(3.21)
n1
В уравнении (3.21) перед тепловым эффектом реакции ставится знак «-» в случае
экзотермической реакции и знак «+» в случае реакции эндотермической.
Таким образом, математическая модель РИС, в котором протекает экзотермическая
реакция (3.17) представляет собой систему (3.22):
dС А FA
dt V Cвх А Cвых А k Cвых А ,
dС B FB
Cвх B Cвых B k Cвых B ,
dt
V
dT р.с.
(Н р ) V р.с. S (T р.с. Tвнеш ).
V р.с. р.с. c р р.с.
dt
(3.22)
При составлении математического описания реакторов-полимеризаторов чаще всего
применяют именно модель РИС, дополняя ее уравнениями теплового баланса для стенки
корпуса реактора и потока хладагента/теплоносителя в рубашке.
3.3 Модель реактора идеального вытеснения
При составлении математической модели РИВ нужно учитывать, что концентрация
компонентов реакционной смеси изменяется во времени и по длине реактора. Это изменение
обусловлено не только перемещением потока в реакторе, но и химической реакцией,
протекающей в нем. Таким образом, уравнение материального баланса, описывающее
изменение концентрации i-го компонента смеси, может быть получено по аналогии с
выражением (2.7), но с учетом кинетического фактора (3.23):
Ci
F С
i i .
t
S H
(3.23)
По аналогии с ранее рассмотренной моделью РИС, знак перед скоростью химического
превращения i-го компонента ωi выбирается исходя из того, для какого компонента реакции
был записан материальный баланс.
21
Уравнение теплового баланса реакционной смеси для модели РИВ можно получить,
записав закон сохранения энергии для элементарного объема с учетом кинетического
фактора (3.24):
Q Qвх t Qвых t Qx. p. t ,
(3.24)
где ΔQ – количество энергии, накапливаемой в элементарном объеме за элементарный
промежуток времени Δt, Дж; Qвх, Qвх – количество энергии на входе и выходе элементарного
объема, Дж/с; Qх.р. – количество энергии, образующейся в процессе химической реакции,
Дж/с.
Для рассматриваемой модели уравнение теплового баланса имеет вид (3.25):
S р.с. c р р.с.
T р.с.
t
N
T р.с.
n1
H
( Н рn ) n V р.с. F р.с. c р р.с.
,
(3.25)
где S – площадь поперечного сечения реактора, м2; ρр.с. – плотность реакционной смеси,
кг/м3; c р
– теплоемкость реакционной смеси, Дж/(кг·К); Тр.с. – температура реакционной
р .с .
смеси, К; Н р
n
– тепловой эффект n – ой стадии реакции (энтальпия), Дж/моль; ωn –
скорость n – ой стадии реакции, моль/(м3·с); F – объемный расход реакционной смеси, м3/с;
Н – длина реактора, м.
В уравнении (3.25) перед тепловым эффектом реакции ставится знак «-» в случае
экзотермической реакции и знак «+» в случае реакции эндотермической.
Таким образом, математическая модель РИВ, в котором протекает экзотермическая
реакция (3.17) представляет собой систему (3.26):
F С А
dС А
k CА,
dt
S H
F С
dС B
В k CВ ,
S H
dt
T р.с.
T р.с.
(Н р ) V р.с. F р.с. c р р.с.
.
S р.с. c р р.с.
t
H
(3.26)
Модель РИВ применяется для математического описания трубчатых реакторов с
отношением длины реактора Н к диаметру D (H/D > 20).
22
4 Классическая модель реактора
Процесс получения математической модели любого ТП в химической промышленности
включает в себя несколько основных этапов:
- изучить особенности химической реакции, протекающей в ходе ТП. Здесь важно
определить механизм протекания реакции и составить уравнения кинетики процесса,
определить тип реакции (эндо- или экзотермическая), определить фазовое состояние
реагирующих веществ;
- выбрать тип реактора, в котором предполагается проводить рассматриваемый
процесс, определить необходимость наличия рубашки реактора и перемешивающего
устройства;
- принять допущения о типе идеализированной гидродинамической структуре потоков
на основании выбранного ранее типа аппарата, о наличии/отсутствии тепловой
инерционности стенки корпуса реактора, о наличии/отсутствии теплообмена с окружающей
средой;
- составить уравнения теплового и/или материального баланса для выбранного
реактора с учетом принятых допущений, а также уравнения теплового баланса в случае
наличия у аппарата нагревающей или охлаждающей рубашки.
Полимеризация в суспензии радикальным механизмом – один из распространенных
методов синтеза полимеров, применяемый в химической промышленности. Так получают
суспензионный полистирол, поливинилацетат и полиметилметакрилат.
Радикальная полимеризация – это экзотермический процесс, протекающий с
выделением большого количества тепла. Тепловыделение в процессе полимеризации
происходит нелинейным образом и, по большей части, связано с наличием явления
автоускорения процесса и эффектом Троммсдорфа (т.н. гель-эффект). Гель-эффект возникает
при определенной степени конверсии мономера в полимер в связи с постоянным
уменьшением подвижности активных макромолекул, обусловленным ростом вязкости
реакционной смеси [31], причем в разных системах мономер-полимер степень проявления
гель-эффекта различна. Так, при синтезе поливинилацетата гель-эффект выражен весьма
слабо и проявляется в конце процесса, после 80% степени конверсии мономера. При синтезе
полистирола он выражается с 60% степени конверсии, а наиболее сильно гель-эффект
проявляется при синтезе полиметилметакрилата – начиная с 30-35% степени конверсии
мономера.
Множество авторов, занимающихся вопросами моделирования процесса радикальной
полимеризации, в своих работах приводят весьма сильно отличающиеся друг от друга
математические модели [32-39]. В общем случае эти модели представляют собой
совокупность дифференциальных уравнений, описывающих изменение концентрации
инициатора, мономера, моментов живой полимерной цепи. Существенным отличием среди
всего множества таких моделей является способ описания явления гель-эффекта – одной из
ключевых особенностей процесса радикальной полимеризации. Эти отличия в описании
связаны, по-видимому, с тем, что разные авторы строят модели по результатам
экспериментов, проводимых в лабораторных установках слишком малого размера, что
обеспечивает полностью контролируемый процесс полимеризации, однако полученные
таким образом результаты зачастую невозможно воспроизвести даже в реакторах
лабораторного масштаба, не говоря о промышленных реакторах. Это все приводит к
существенным различиям в виде кинетических кривых конверсии мономера.
В 2015 году в лаборатории высокомолекулярных веществ в НИ РХТУ им. Д.И.
Менделеева проводились эксперименты на лабораторном реакторе. Результаты этих
экспериментов и способ их проведения подробно приведены в [40]. Эти исследования дают
основание утверждать, что среди множества предлагаемых моделей кинетики наиболее
адекватной является модель Куртиану, впервые предложенная в работе [32]. Эта модель
представляет собой систему уравнений (4.1):
23
dI
dt k d I ,
dM
2 fkd I k p M0 ,
dt
d0
2
dt 2 fkd I kt 0 ,
(4.1)
где I – концентрация инициатора, моль/м3; М – концентрация мономера, моль/м3; λ0 –
нулевой момент живой полимерной цепи, моль/м3; f – эффективность инициатора, kd –
константа скорости разложения инициатора, сек-1; kp – константа скорости роста цепи,
м3/(моль·с); kt – константа скорости обрыва цепи, м3/(моль·с).
Особенностью рассматриваемой модели является принятое допущение о постоянном
значении эффективности инициатора. При исследовании этой модели в процессе синтеза
полиметилметакрилата в качестве инициатора использовали бензоила пероксид,
эффективность которого f приняли равной 0.6.
Для численного интегрирования уравнений этой модели необходимо использовать
набор констант скоростей, определяющихся так (4.2):
1.2105
RT
13
1.2 10 e
,
kd
k p k 0p
k t k t0
C
,
C p k 0p 0
C
C
t k t0 0
(4.2)
,
где R – универсальная газовая постоянная, Дж/(моль·К); Т – температура процесса, К; С –
эмпирическая константа; θр, θt – характеристическое время миграции, сек; kp0, kt0 – константы
скорости роста и обрыва цепи в отсутствие гель-эффекта, м3/(моль·с).
Аналитические выражения для определения остальных констант (4.3):
log C
1 xМ
(0.15998 7.812 10 5 (T Tgp )) 0.03(1 x М )
θp
,
1.02451105
RT
12
3.99822 10 e
,
2.8883 10 18 1.4892410
θt
e
I0
k 0p
5
RT
,
(4.3)
1.822104
RT
2
4.917 10 e
,
2.937103
RT
0
4
kt 9.8 10 e
,
где хМ – степень конверсии мономера; Tgp – температура стеклования, К; I0 – начальная
концентрация инициатора, моль/м3.
Значения предэкспоненциальный членов и энергий активации в уравнениях Аррениуса
и эмпирическая зависимость для константы С были использованы в [41], [30] для
имитационного моделирования процесса синтеза полиметилметакрилата, где в качестве
инициатора выступает бензоила пероксид.
24
Очевидно, что в случае моделирования процессов синтеза других полимеров
(например, стирола), либо при использовании инициатора другого вида, значения констант
будут иметь не просто другое значение, а отличаться на порядки.
Проведенные исследования с использованием этой математической модели говорят о
хорошей сходимости результатов, полученных при экспериментах и численном
моделировании системы (4.1). В частности, данная модель лучше всего способна описывать
гель-эффект, что является очень важным аспектом при моделировании радикальной
полимеризации.
Процесс радикальной полимеризации проводят в стальных эмалированных реакторах
периодического действия, оборудованных лопастной мешалкой и рубашкой. Наличие
мешалки необходимо для равномерного перемешивания реакционной смеси при постоянных
оборотах вращения (порядка 20-60 об/мин) с целью избежать коагуляции (слипания)
полимера в единую макромолекулу. Рубашка реактора служит для первичного нагревания
реакционной смеси до заданной температуры полимеризации (60-90ºС в зависимости от типа
синтезируемого полимера), а также для охлаждения реакционной смеси в течение процесса.
Для более равномерного охлаждения реакционной смеси во время протекания процесса
в рубашке реактора может быть установлено определенное количество перегородок,
направляющих поток хладагента по всему объему рубашки. Число перегородок N может
быть различным в зависимости от объема реактора, обычно это число находится в диапазоне
от 0, что означает отсутствие перегородок, до 20.
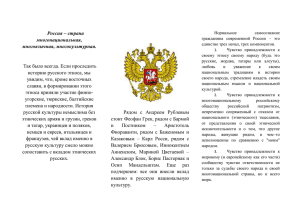
Типовой реактор синтеза полимеров представлен на рисунке 4.1.
Рисунок 4.1 – Типовой реактор-полимеризатор
25
где H – высота корпуса, м; Н1 – высота цилиндрической части реактора, м; Н2 – высота
(радиус) сферической части реактора, м; Н3 – ширина рубашки, м; L – высота рубашки, м; δ1
– толщина слоя эмали, м; δ2 – толщина стенки реактора, м; δ3 – толщина стенки рубашки, м;
D – внутренний диаметр реактора, м; D1 – внешний диаметр реактора, м; dв – диаметр вала
мешалки, м; dм – диаметр мешалки, м; dтр – диаметр трубопровода для подачи хладагента в
рубашку, м; Vр, V – объем рубашки и реактора, м3; Тх0, Тх, Тст, Тр.с. – начальная и конечная
температура хладагента, температура стенки корпуса и реакционной смеси соответственно,
К.
Для упрощения математического описания реактора такого вида примем несколько
допущений:
1) Вследствие того, что реактор по своим физическим параметрам более всего походит
на РИС, описанный в предыдущей главе, используем модель идеального смешения для
реакционной смеси в реакторе, что означает постоянство температуры, а также идеальное
перемешивание реакционной смеси во всем объеме реактора.
2) Учитываем тепловую инерционность стенки корпуса. Из-за большого размера
реактора теплоперенос от реакционной смеси к стенке и от стенки к хладагенту будет
оказывать влияние на температуру реакционной смеси и пренебрежение этим фактом
сделает модель неадекватной.
3) Используем модель идеального смешения или вытеснения для потока хладагента в
рубашке. Хладагент, подаваемый через трубопровод в нижней части рубашки, через
некоторое число перегородок двигается наверх и покидает объем рубашки через верхний
трубопровод, что вполне вписывается в структуру модели вытеснения. С другой стороны, в
случае отсутствия перегородок в рубашке целесообразно воспользоваться моделью
идеального смешения.
4) Учитываем изменение физических параметров реакционной смеси в зависимости от
температуры и степени конверсии мономера в течение процесса. Данный пункт очень важен
вследствие протекающих химических превращений в реакторе.
5) Пренебрегаем изменением плотности и теплоемкости хладагента. Так как
хладагентом является вода, а реакция протекает в диапазоне температур, находящемся в
пределах существования жидкой фазы воды при нормальном давлении, то изменение ее
физических свойств сравнительно невелико и не окажет влияния на точность модели, но
существенно упростит расчеты.
6) Пренебрегаем потерями тепла в окружающую среду через крышку корпуса.
В соответствии с принятой моделью реактора идеального смешения запишем
уравнение теплового баланса для потока реакционной смеси при условии отсутствия
перегородок в рубашке (N = 0) (4.4):
V р.с. (t ) р.с. (t )c р р.с. (t )
dT р.с.
dt
(Н ) р k p (t )0 (t ) M (t )V M (t )
(4.4)
ст (t ) S внутр (T р.с. Tст ),
где Vp.c. (t) – объем реакционной смеси, м3; ρр.с.(t) – плотность реакционной смеси, кг/м3;
c р р.с. (t) – теплоемкость реакционной смеси, Дж/(кг·К); Тр.с. – температура реакционной
смеси, К; ΔНр – энтальпия процесса, Дж/моль; kp(t) – константа скорости роста цепи,
м3/(моль·с); λ0(t) – нулевой момент живой полимерной цепи, моль/м3; М(t) – концентрация
мономера, моль/м3; VM(t) – объем мономера, м3; αст(t) – коэффициент теплоотдачи от
реакционной смеси к стенке корпуса, Вт/(м2·К); Sвнутр – внутренняя площадь поверхности
теплопередачи, м2; Тст – температура стенки корпуса, К.
С учетом наличия перегородок уравнение (4.4) примет вид (4.5):
26
V р.с. (t ) р.с. (t )c р р.с. (t )
dT р.с.
dt
(Н ) р k p (t ) 0 (t ) M (t )V M (t )
(4.5)
N
ст (t ) S внутр
i
(T р.с. Tст )
i 1
N
,
где N – число перегородок.
Определим величины, входящие в состав уравнения (4.5).
Реакционная смесь представляет собой смесь мономера, полимера и воды, поэтому ее
объем определяется так (4.6):
V р.с. (t ) VМ (t ) VPM (t ) Vводы ,
3
(4.6)
3
3
где VM(t) – объем мономера, м ; VPM(t) – объем полимера, м ; Vводы – объем воды, м .
Объем мономера и полимера определяется согласно выражениям (4.7) и (4.8):
VМ (t ) VM0 (1 x M (t )),
(4.7)
VPM (t ) VM0 x M (t ) (1 ),
(4.8)
где хМ(t) – текущее значение степени конверсии мономера; ε – коэффициент изменения
объема.
Коэффициент ε (4.9):
М РМ 1,
(4.9)
где ρМ и ρРМ – плотность мономера и полимера, кг/м3.
Вода, находящаяся в реакторе, в реакции не участвует и не претерпевает фазовых
превращений, поэтому ее объем с течением времени не меняется (Vводы = const).
Плотность реакционной смеси определим, исходя из физического смысла этой
величины – плотность есть отношение массы вещества m p.c. к объему V p.c. , занимаемому
им (4.10):
р.с. (t )
m p.c. (t )
V p.c. (t )
M VM (t ) PM V PM (t ) воды Vводы
V p.c. (t )
,
(4.10)
где ρводы – плотность воды, кг/м3.
При расчете плотности реакционной смеси следует помнить, что плотность мономера,
полимера и воды будет меняться в зависимости от текущего значения температуры
реакционной смеси. Для большей точности при моделировании для расчета плотностей
следует использовать эмпирические зависимости, индивидуальные для каждого мономера и
полимера. Для плотности воды такая зависимость имеет вид (4.11):
воды
995.7
,
0.984 0.000483(Т р.с. 273)
(4.11)
где Тр.с. – температура реакционной смеси, К.
Теплоемкость реакционной смеси (4.12):
с р р.с. (t )
VM (t ) M с рМ V РM (t ) РM с рPМ Vводы воды с рводы
VM (t ) M V РM (t ) РM Vводы воды
,
(4.12)
где с р , с р , с рводы – теплоемкости мономера, полимера и воды соответственно,
М
РМ
Дж/(кг∙К).
По виду выражений (4.6), (4.10) и (4.12) заметно, что объем, плотность и теплоемкость
реакционной смеси с течением процесса будут изменяться, причем это изменение нелинейно
и зависит от вида кривой конверсии мономера.
27
Кинетические параметры процесса (концентрация мономера, константа скорости роста
цепи и нулевой момент живой полимерной цепи) можно определить из уравнений системы
(4.1).
Коэффициент теплоотдачи от реакционной смеси к стенке корпуса α ст(t) в
соответствии с выражением (3.8) определяется так (4.13):
ст (t )
n d м2 p.c. (t )
0.36
p.c.
0.67
c p p.c (t ) p.c.
p.c.
0.33
p.c.
(4.13)
,
dм
где n – число оборотов мешалки, с-1; dм – диаметр мешалки, м; μр.с. – динамическая вязкость
реакционной смеси, Па∙с; λp.c. – теплопроводность реакционной смеси, Вт/(м⋅К).
Внутренняя площадь поверхности теплообмена (4.14):
S внутр
4Н 22
DH 1
,
2
(4.14)
где D – внутренний диаметр реактора, м; Н1 – высота цилиндрической части реактора, м; Н2
– высота (радиус) сферической части реактора, м.
Для потока хладагента в рубашке рассмотрим модель идеального вытеснения и модель
идеального смешения.
В случае применения модели идеального вытеснения уравнение теплового баланса при
условии отсутствия перегородок в рубашке (N = 0) будет иметь вид (4.15):
S p x c рx
dTx
T Tx0
T Tх
G x c рx x
х S внеш ст
,
dt
L
L
(4.15)
где Sp – площадь поперечного сечения рубашки, м2; ρх – плотность хладагента, кг/м3; c р –
x
теплоемкость хладагента, Дж/(кг∙К); Тх – температура хладагента, К; Gx – массовый расход
хладагента, кг/с; Тх0, Тх – начальная и конечная температура хладагента, К; L – высота
рубашки, м; αх – коэффициент теплоотдачи от стенки корпуса к хладагенту, Вт/(м 2·К); Sвнеш –
внешняя площадь поверхности теплопередачи, м2; Тст – температура стенки корпуса
реактора, К.
Уравнение (4.15) с учетом наличия перегородок в рубашке примет вид (4.16):
S p x c рx
i
dTхi
Txi Tx(i 1)
Tст
Txi
G x c рx
х S внеш
,
dt
L
L
(4.16)
где ΔL = L/N.
При наличии перегородок в рубашке реактора ее объем разделяется на количество
ячеек, равное числу перегородок, поэтому уравнение (4.16) записывается для каждой ячейки
отдельно.
Площадь поперечного сечения рубашки (4.17):
S p D1 / 22 ( D / 2 1 2 ) 2 D1 / 22 ( D / 2) 2 ,
(4.17)
где D1 – внешний диаметр реактора, м; δ1 – толщина слоя эмали, м; δ2 – толщина стенки
реактора, м.
Массовый расход хладагента (4.18):
Gx x vx
2
d тр
4
,
(4.18)
где v x - скорость движения потока хладагента, м/с; dтр – диаметр трубопровода для подачи
хладагента в рубашку, м.
Высота рубашки (4.19):
L H1 H 2 .
(4.19)
28
Коэффициент теплоотдачи от стенки корпуса к хладагенту (4.20) запишем в
соответствии с выражением (3.12):
d тр х v x
0.36
х
х
d тр
0.67
cp х
х
х
0.33
х
(4.20)
,
где dтр – диаметр трубопровода для подачи хладагента в рубашку, м; ν х – скорость движения
потока хладагента, м/с; μх – динамическая вязкость хладагента, Па∙с; λх – теплопроводность
хладагента, Вт/(м⋅К).
Внешняя площадь поверхности теплообмена (4.21):
S внеш
4 H 2 2 1 2 2 2
D 2 1 2 2 H 1
.
2
(4.21)
В случае использования для потока хладагента модели идеального смешения уравнение
теплового баланса примет вид (4.22):
V p x c рx
dTx
G x c рx (Tx 0 Tx ) х S внеш (Т ст Т х ),
dt
(4.22)
где Vp – объем рубашки, м3; Sвнеш – внешняя площадь поверхности теплопередачи, м2.
Объем рубашки определим согласно выражению (4.23):
4
4
H 2 1 2 H 3 3
H 23
1 2
1 2
3
V р D1 H1 3
D H1
2
2
4
4
(4.23)
где Н3 – ширина рубашки, м.
Уравнение теплового баланса для стенки корпуса реактора получим из закона
сохранения энергии в виде (4.24):
dQст
Q р.с. Q х ,
dt
(4.24)
где Qст – количество теплоты, накапливаемой стенкой реактора, Дж; Qр.с., Qх – количество
теплоты реакционной смеси и хладагента соответственно, Дж/с.
Слагаемые уравнения (4.24) имеют вид (4.25):
Qст mст с рст Т ст ,
(4.25)
Q р.с. ст S внутр (Т р.с. Т ст ),
Qх х S внеш (Т ст Т х ).
где mст – масса вещества стенки корпуса, кг; c р – теплоемкость стенки, Дж/(кг∙К); Тст –
ст
температура стенки, К.
С учетом (4.25) уравнение теплового баланса для стенки корпуса (4.24) примет вид
(4.26):
mст с рст
dТ ст
ст (t ) Sвнутр (Т р.с. Т ст ) х Sвнеш (Т ст Т х ).
dt
(4.26)
При условии наличия перегородок в рубашке уравнение теплового баланса стенки
нужно записывать для каждой ячейки. В таком случае уравнение (4.26) примет вид (4.27):
29
i
S внутр
mст
dТ ст
S
с рст
ст (t )
(Т р.с. Т ст ) х внеш (Т ст Т х ).
N
dt
N
N
(4.27)
Определим переменные, входящие в состав уравнения (4.27).
Масса вещества стенки (4.28):
mст Vэм эм Vстали стали ,
3
где Vэм , Vстали - объем эмали и стали соответственно, м ;
стали, кг/м3.
Объем эмали (4.29) и стенки (4.30):
Vэм
Vстали
4
4
Н 1 D 2 1 D
2
2
H
6
Н1 D 21 2 2 D 21
2
2
2
эм , стали - плотность эмали и
2 1 3 H 23
2
(4.29)
,
2
H
6
(4.28)
21 2 2 3 H 23
(4.30)
2
Теплоемкость стенки c р
обычно определяется лишь теплоемкостью эмали, т.к. в
ст
большинстве случаев коэффициент теплопроводности стали на порядки больше
коэффициента теплопроводности эмали, следовательно, термическое сопротивление эмали
гораздо больше термического сопротивления стали.
Таким образом, в зависимости от вида принятой модели гидродинамической структуры
потока хладагента в рубашке математическая модель промышленного реактора синтеза
полимеров методом радикальной полимеризации в суспензии будет представлять собой
совокупность уравнений кинетики процесса и уравнений теплового баланса. Причем, в
случае модели идеального вытеснения для рубашки модель использует уравнения (4.1), (4.5),
(4.16) и (4.27) и примет вид (4.31):
dI k d I ,
dt
dM
2 fkd I k p M0 ,
dt
d 0
2 fkd I k t 20 ,
dt
dT р.с.
(Н ) р k p (t )0 (t ) M (t )VM (t )
V р.с. (t ) р.с. (t )c р р.с. (t )
dt
N
i
(T р.с. Tст
)
i
1
ст (t ) S внутр
,
N
i
dTхi
Txi Tx(i 1)
Tст
Txi
S p x c р
G x c рx
х S внеш
,
x
dt
L
L
m
i
S внутр
dТ
S
ст
ст
с рст
ст (t )
(Т р.с. Т ст ) х внеш (Т ст Т х ).
dt
N
N
N
(4.31)
30
В случае описания потока хладагента с помощью модели идеального смешения модель
реактора будет состоять из уравнений системы (4.1), а также уравнений (4.4), (4.21) и (4.26) и
примет вид (4.32):
dI
dt k d I ,
dM 2 fk I k M ,
d
p
0
dt
d
0 2 fkd I k t 20 ,
dt
dT р.с.
V
(
t
)
(
t
)
c
(
t
)
(Н ) р k p (t )0 (t ) M (t )VM (t )
р.с.
р.с.
р р .с .
dt
ст (t ) S внутр (T р.с. Tст ),
dTx
V
c
G x c рx (Tx 0 Tx ) х S внеш (Т ст Т х ),
p
x
р
x
dt
dТ ст
m с
ст (t ) S внутр (Т р.с. Т ст ) х S внеш (Т ст Т х ).
ст
р
ст
dt
(4.32)
Для анализа особенностей процесса радикальной полимеризации и для исследования
возможных режимов работы реактора необходимо получить кривые изменения температуры
реакционной смеси и концентрации мономера (или степени его конверсии) путем
интегрирования системы уравнений модели (4.31) или (4.32) в одной из сред структурного
моделирования.
31
5 Обобщенная характеристика математических моделей, используемых в задачах
диагностики технологических систем
Диагностика неполадок в производственных процессах с использованием
статистических и эвристических подходов достаточно успешно применяется для близких к
регламентным стационарных случаев. Формализованный подход к проблемам создания
систем предотвращения развития потенциально опасных ситуаций зарекомендовал себя
положительно на ряде предприятий [42].
Специфика диагностики состояний в химической технологии состоит в том, что
диагностирование осуществляется в режиме рабочего функционирования без подачи на вход
каких-либо тестовых или других воздействий. Более того, многие параметры объекта,
важные для оценки его текущего состояния, не могут быть непосредственно измерены.
Поэтому необходимым условием для построения системы автоматического обнаружения и
идентификации неисправностей является наличие математической модели, обеспечивающей
восполнение недостающей информации о диагностируемом объекте. Основными
требованиями, предъявляемыми к моделям, является их достаточность для решения
поставленных задач и удобство в использовании (практическая целесообразность). Модели,
используемые в системах диагностирования, можно разделить на три группы [43]:
логические, причинно-следственные и аналитические. Эти три типа моделей не являются
альтернативными. Они могут быть использованы совместно, что наиболее целесообразно
при диагностировании сложных ХТС.
Для описания поведения объектов, диагностирование которых осуществляется
посредством анализа допусков, применяются математические модели логического типа [44].
Нахождение параметра в допустимых пределах можно классифицировать как "1", а выход из
заданной области - как "0". Подобным образом преобразуются как входные, так и выходные
переменные объекта. Задача диагностирования непрерывных объектов может быть сведена к
задаче диагностирования дискретных объектов, параметры которых могут характеризоваться
логическими значениями ("ИСТИНА"-"ЛОЖЬ"). При таком подходе появляется
возможность использования глубоко изученных и достаточно давно применяемых на
практике методов диагностирования цифровых схем [45, 46].
Объект диагностирования в этом случае представляется в виде блоков Pi, каждый из
которых имеет вектор внешних входов xi, и вектор входов yi, являющимися выходами
предыдущих блоков объекта, а также вектор выходных сигналов zi, часть из которых может
быть входами последующих блоков. Входы и выходы представляются множеством
измеряемых параметров (контрольных точек) и полагается, что каждый из этих параметров
может принимать лишь два значения - "в допуске", "не в допуске". По выходу zij
составляется булева функция Fij, которую можно записать в виде совершенной нормальной
дизъюнктивной формы и затем минимизировать ее методами алгебры логики. На основе Fij
строится таблица неисправностей [47]. Логическая модель, заданная в виде таблицы
неисправностей, позволяет с помощью специальных процедур нахождения минимального
покрытия этой таблицы системой столбцов выбирать минимальное число контрольных точек
для обеспечения различимости одиночных и кратных дефектов [48, 49] или, наоборот,
доопределять минимальное множество точек контроля для возможного диагностирования
неисправностей произвольной кратности [50].
В задачах диагностирования объектов химической технологии, как правило,
используют не двух-, а трехзначное представление результатов измерений:
+(плюс) - отклонение от области допустимых значений в сторону увеличения;
0(ноль) - нормальное значение контролируемого параметра;
-(минус) - отклонение от области допустимых значений в сторону уменьшения.
Количество состояний таблицы неисправностей при этом составляет 3 n, где n - число
контролируемых параметров. Число состояний может быть уменьшено за счет
использования не только формальных, но также и эвристических приемов, то есть
использовать имеющийся опыт и правдоподобные рассуждения [51, 52].
32
В настоящее время логические модели, заданные в виде таблиц неисправностей, имеют
ограниченное применение, так как диагностируемые объекты, как правило, характеризуются
большим числом параметров. Кроме того, при наличии обратных связей применение
логических методов затруднительно. Но для диагностирования сравнительно несложных
объектов логические модели в виде таблиц неисправностей, как наиболее простые, повидимому, сохранят свое значение.
Таблицы решений [53] являются более универсальными по сравнению с простейшими
таблицами неисправностей, составленными по классификации "в допуске - не в допуске".
Состояние контролируемой переменной может рассматриваться в терминах не двух трехзначной логики, а с любой произвольной градацией. Кроме того, для отражения
динамики поведения объекта возможно также разграничение переменных состояния по
времени. Это значительно усложняет форму представления объекта диагностирования,
однако, по мнению авторов [54], такое расширение функциональных возможностей
значительно увеличит также сферу применения этих моделей.
С широким внедрением в практику диагностирования современных информационных
технологий, использующих методы искусственного интеллекта, особое значение
приобретает построение логико-лингвистических диагностических моделей [55] и
применение небулевых логик [56]. Примерами использования аппарата нечеткой логики для
диагностирования химико-технологических объектов могут служить работы [57, 58].
Наиболее распространенными видами причинно-следственных моделей являются
помеченные направленные графы (ПНГ), деревья отказов (ДО) и деревья событий (ДС).
Общим для причинно-следственных моделей является представление объекта в виде графа.
Каждый узел ПНГ ассоциируется с какой-либо переменной состояния объекта. Все
текущие изменения переменных состояния учитываются не количественно, а качественно посредством трехзначной логики в базисе значений «+», «0», и «-». Дуга ПНГ, соединяющая
два соседних узла, указывает причинно-следственную связь между ними. Если изменение
состояния исходного узла дуги вызывает такое же изменение конечного узла (такое же
изменение знака), то дуга помечается знаком «+». Если же характер этого изменения
обратный, то дуга помечается знаком «-». Иногда для отражения скорости изменений вводят
весовые коэффициенты. Известны также примеры введения в ПНГ фактора времени для
отражения поведения объекта в динамике, учета задержек и т.п. [59, 60, 61]. Это довольно
важное дополнение, расширяющее информационные возможности ПНГ, но в то же время и
существенно усложняющее его обработку. В работе [62] дополнительно введены также
вероятности перехода из одного состояния в другое. Выбор той или иной модификации ПНГ
зависит от особенностей решаемой задачи. Алгоритм выделения сильнодействующей,
единственной по предположению, компоненты ПНГ был предложен в работе [63] и затем
получил свое дальнейшее развитие в работе [64].
Необходимо иметь в виду, что диагностирование по ПНГ корректно только в том
случае, если переменные состояния во время поиска дефекта изменяются лишь единожды,
вследствие возникшего нарушения [65]. В тех случаях, когда такое ограничение не позволяет
решать поставленные задачи, используют различные модификации ПНГ - вводят фактор
времени или учитывают множественность состояний ПНГ [66]. Повышение быстродействия
возможно путем преобразования ПНГ в расширенное множество логических правил,
обеспечивающих формирование четких инструкций. Для химических производств число
таких правил может составлять десятки тысяч [67]. Это, в основном, связано с тем, что
причинно-следственные модели из-за своего качественного характера неоднозначны и
определяют целое множество возможных логических правил.
Для решения сложных задач, когда последовательность событий, происходящих при
возникновении неисправности, зависит от множества условий и заранее не может быть
определена однозначно, а также в тех случаях, когда необходимо учитывать динамику
поведения объекта, представляется целесообразным использование сетей Петри и различных
их модификаций. Известны примеры, когда сети Петри используются для анализа связных
деревьев отказов [68], но они могут быть использованы и самостоятельно для решения
33
сложных диагностических задач [69, 70, 71, 72, 73]. Сети Петри также являются
помеченными направленными графами, однако, в отличие от ПНГ, они используют
элементы пороговой логики и их метки являются динамическими.
В последнее время заметно возросло число публикаций по использованию в задачах
диагностики пороговых логических графов - нейронных сетей. Отличительной особенностью
нейронных сетей является их адаптивность. Они могут быть использованы в тех случаях,
когда неизвестна корреляция между переменными процесса. Вопросам практического
применения нейронных сетей для диагностирования процессов химической технологии
посвящены работы [74, 75, 76, 77, 78, 79].
Наиболее распространенную группу причинно-следственных моделей составляют
"деревья отказов" (ДО), которым посвящена достаточно обширная библиография [54, 80, 81,
82]. Из обзорных работ следует отметить [83, 84]. Основные ограничения и затруднения,
присущие методу диагностирования с помощью ДО, обсуждаются в работах [85, 86]. Учет
неопределенности во входных данных и множественность состояний рассматриваются в
работах [87, 88, 89, 90, 91].
Если исходным является возникший или возможный дефект, и причинно-следственные
связи устанавливаются с целью определения последовательности следующих за этим
дефектом событий, то говорят о дереве событий (ДС). Разновидностью ДС является дерево
решений. В ДС рабочие состояния не рассматриваются, так что суммарная вероятность всех
событий, представленных в ДС, не равна единице. В дереве решений через состояния его
элементов учитываются все возможные состояния объекта диагностирования, в том числе и
исправные [92]. ДС позволяет проанализировать и систематизировать информацию о
возможных неисправностях, об условиях, ускоряющих их развитие и повышающих частоту
их появления. Это позволяет не только оперативно действовать в критической ситуации, но
также и правильно организовать необходимые профилактические меры по ее
предупреждению [93].
В последние время широкое распространение получила методика HAZOP (hazard and
operability study - “опасность и изучение действенности”) [94]. Эта методика заключается в
комплексном изучении отклонений технологических параметров от номинальных значений,
а в качестве исходного дефекта рассматривается не отказ, а повреждение. При этом для
каждого рассматриваемого отклонения режимных параметров последовательно изучаются
как возможные причины, так и возможные последствия [95].
Существенным недостатком причинно-следственных моделей является то, что для их
построения необходим подробнейший разбор всех возможных ситуаций. Однако, как
показывает практика [96], наиболее тяжелые последствия обусловлены возникновением
наименее вероятных событий.
Метод пространства состояний следует рассматривать как достаточно общую
методологию, позволяющую решать очень широкий спектр задач. Модель в пространстве
состояний является наиболее полной и наиболее универсальной. Она легко может быть
расширена для решения специальных задач или же может быть сведена к какому-либо
другому виду моделей. Так, например, в монографии [97] пространство состояний
непрерывной динамической системы представляется в виде направленного причинноследственного графа. Известны также примеры преобразования дерева отказов в
эквивалентные диаграммы пространства состояний [98]. Однако наибольший интерес
представляют алгоритмы перехода от передаточных функций к модели в пространстве
состояний и наоборот, поскольку одни методы анализа и синтеза систем проще реализуются
во временной области, а другие - в частотной.
Представляют интерес методы диагностирования непосредственно по модели, заданной
в виде дифференциальных уравнений. Переход в аварийное состояние связан со
структурными изменениями модели. В работе [99] предлагается так называемый
эволюционный подход, при котором диагностирование состояния системы проводится на
основе вычисления функционала энергии и энтропии. Другие, более традиционные, подходы
данного направления используют для качественного анализа динамической системы методы
34
теории катастроф [100, 101, 102]. Теория катастроф позволяет определять закон управления,
обеспечивающий оптимальное поведение объекта в точках бифуркации.
Структурные методы анализа с помощью передаточных функций рассмотрены в
работах [103, 104, 105, 106, 107]. К аналитическим моделям относятся также модели,
которые для диагностирования дефектов используют многочисленные методы теории
идентификации, распознавания образов, теории чувствительности [43] и др.
Под параметрической диагностикой понимается метод обнаружения и диагностики
неполадок с помощью оценок переменных состояния и параметров модели [80, 42, 108, 109].
Обычно [110] задача параметрической диагностики решается путем оперативного
вычисления диагностических переменных через измеренные мгновенные значения
косвенных технологических переменных. Метод параметрической диагностики,
построенный на основе применения интервального анализа, позволяет снизить
чувствительность к шумовым помехам [42].
На основе свойств непрерывных технологических операторов можно построить
конечно-разностные автоматные модели [111, 112]. В [113] предложен метод разделения
состояний, базирующийся на том, что для линейных технологических операторов можно
получить системы линейных ограничений, выделяющие в области элемента алфавита входа
области, соотносящихся с некоторой областью элемента алфавита состояний. Ограничения
играют важную роль для организации контроля технологических процессов, на основе
которых осуществляется классификация состояний ХТС. Кроме того, эти соотношения
позволяют прогнозировать возникновение постепенных отказов, являющихся результатом
изменения свойств веществ участвующих в ХТП или свойств аппаратов, которые приводят к
нарушению ограничений и тем самым указывают на появление неполадок в технологической
системе.
Использование нечетких множеств для моделирования ХТП и управления их
безопасным функционированием основывается на том, что представление о состоянии
объекта является размытым, и не существует четкой границы между переходами из
состояния в состояние. При этом состояние объекта диагностирования оценивается также по
значениям переменных состояния, описывающих данный объект. Но определение состояния
объекта управления осуществляется на основе применения оценки, которая
интерпретируется как степень нечеткого равенства текущего состояния некоторому
эталонноному состоянию. Каждый элемент алфавита состояний определяется заданием
значений функций принадлежности переменных состояния, типичных для данного элемента
алфавита, которые можно назвать эталонными для данного элемента алфавита состояний .
Для задания нечеткого множества эталонных состояний используются ограничения, на
основе которых, формируется множество .
35
6 Введение в теорию нечётких множеств
Большинство объектов химической технологии являются объектами с наличием
неопределенности. Источником неопределенности является: большое число и сложность
взаимосвязей между параметрами состояния объекта; наличие параметров, не имеющих
строго очерченных границ (например: активность катализатора); в некоторых случаях
невозможность проведения измерений и т.п. В этих условиях важную роль приобретает
качественный анализ объектов, включающий в себя элементы естественного языка, т.е.
знания о происходящих процессах в объекте, выраженные простым человеческим языком.
Например: «активность катализатора» - «высокая», «низкая», «очень низкая» и т.п.
Для математического описания состояния и функционирования химикотехнологической системы с наличием неопределенности используют нечеткие модели.
Следует отметить, что для простых и хорошо изученных систем не выделяют качественный
этап анализа и строят модели, используя количественную информацию об объекте с
применением достаточно хорошо разработанных традиционных точных математических
методов. При анализе сложных и недостаточно изученных систем существенным является
качественный этап и последующий переход к построению нечеткой модели [41-43].
Проблема математической обработки качественной информации включает сбор, оценку
достоверности, систематизацию, формализацию, переработку информации качественного
характера с применением вычислительной техники. Для компьютерной обработки
качественной информации необходимо сопоставить термины словесного описания состояния
моделируемой системы, числовым системам. Формализация представления знаний об
объекте в терминах словесного описания выполняется с применением математического
аппарата нечеткой логики и нечетких множеств. Понятие нечеткого множества - это попытка
математической формализации нечеткой информации для построения математических
моделей. В основе этого понятия лежит представление о том, что составляющие данное
множество элементы, обладающие общим свойством, могут обладать этим свойством в
различной степени и, следовательно, принадлежать к данному множеству с различной
степенью. При таком подходе высказывания типа “такой-то элемент принадлежит данному
множеству” теряют смысл, поскольку необходимо указать “насколько сильно” или с какой
степенью конкретный элемент удовлетворяет свойствам данного множества.
Основоположником нечеткой («fuzzy») логики является профессор Калифорнийского
университета (Беркли) Лотфи А. Заде. Он впервые в 1965 г. в своей журнальной статье,
которая называлась «Fuzzy Sets» определил понятие нечеткого множества «fuzzy set» и
распространил методы классической теории множеств на нечеткие множества и тем самым
создал теорию нечетких множеств.
Основная идея Лотфи А. Заде состояла в том, что человеческий способ рассуждений,
опирающийся на естественный язык, не может быть описан в рамках традиционных
математических аппаратов. В связи с этим он расширил классическое понятие множества,
допустив, что функция принадлежности элемента множеству может принимать любые
значения в интервале от 0 до 1, а не только значения 0 либо 1. Лотфи А. Заде ввел понятие
лингвистической переменной и, допустив, что в качестве ее значений (термов) выступают
нечеткие множества, тем самым он создал математический аппарат для описания процессов
интеллектуальной деятельности, включая нечеткость и неопределенность выражения.
В теории обычных множеств вводится понятие множества как конечная или
бесконечная совокупность объектов или набора элементов, обладающих общими для всех
элементов характеристическими свойствами. Такими элементами могут быть целые числа,
технологические параметры, влияющие на выходную переменную и т.п.
В теории множеств вводится ряд обозначений: x А – читается «x принадлежит А» и
x А – читается «x не принадлежит А», (здесь x – элемент, А – множество).
Для обозначения того факта, что элемент x может принадлежать или не принадлежать
множеству А водится характеристическая функция А(x), принимающая только лишь два
значения 0 или 1 (6.1):
36
1, если x А
.
μ А x
0,
если
x
А
(6.1)
В этом случае выполняется четкая, однозначная классификация элемента x на
принадлежность его к множеству А. Во многих практических случаях не всегда удается
выполнить такую четкую классификацию.
Пусть Е – универсальное множество (в случае рассмотрения какого-либо
технологического параметра – это его диапазон изменения с определенным шагом), x –
элемент Е, а Р – некоторое характеристическое свойство.
Тогда обычное подмножество А универсального множества Е, элементы которого
удовлетворяют свойству Р, определяются как множество упорядоченных пар (6.2):
A A x / x,
(6.2)
где А(x) – характеристическая функция, принимающая значение 1, если x удовлетворяет
свойству Р, и 0 – в противном случае.
Нечеткое подмножество отличается от обычного тем, что для элементов x из Е нет
однозначного ответа «да/нет» относительно свойства Р. В связи с этим нечеткое
подмножество А универсального множества Е определяется как множество упорядоченных
пар с характеристической функцией А(x), которую называют функцией принадлежности
(ФП) (англ. – membership function). При этом функция принадлежности А(x) ставит в
соответствие каждому элементу xЕ число А(x) из интервала [0,1]. Это число определяет
степень принадлежности элемента x подмножеству А.
Приведем пример записи нечеткого множества. Пусть E x1 , x2 , x3 , x4 –
универсальное множество и A x1 0,1 ; A x2 0,3 ; A x3 0 ;
тогда нечеткое множество А можно представить в виде (6.3) или (6.4):
A 0,1 x1 ; 0,3 x2 ; 0 x3 ; 0,6 x4 ,
A 0,1 x1 0,3 x 2 0 x3 0,6 x 4 ,
A x4 0,6 ,
(6.3)
(6.4)
причем знак суммирования («+») обозначает объединение одноточечных множеств
A xi xi .
Необходимо различать понятия «случайность» и «нечёткость». Случайность носит
вероятностный характер, нечёткость же связана с неточностью и приблизительностью
представления о свойствах, взаимосвязях исследуемой системы. Следует также подчеркнуть
одну особенность функции принадлежности в сравнении с функциями распределения
вероятностей. Если последние имеют объективную основу, например, в виде накопленных
статистических данных, то функции принадлежности являются субъективными.
Приведенные определения являются основой для формализации различного вида
неопределенностей. Например: пусть диапазон измерения температуры реакционной смеси
исследуемого химического реактора определяется универсальным множеством
E 50, 60, 70, 80, 90. Оператор, наблюдая за технологическим процессом, словесно
охарактеризовал температуру реакционной смеси нечетким термином «высокая». На этапе
формализации качественной информации термин «высокая» сопоставляется с нечетким
множеством - А универсального множества Е. Предположим, что это сопоставление дало
следующий результат (6.5):
A " высокая" 0 50 0,2 60 0,5 70 0,8 80 1,0 90 .
(6.5)
В этом выражении знак « » обозначает равно по определению. Анализ нечеткого
множества - А показывает, что температура реакционной смеси x 1 = 50С не может быть
отнесена к понятию «высокая», поэтому A x1 0 , в то же время для элемента x5 = 90С
степень принадлежности к данному термину принята равной 1, т.е. это значение
37
температуры при заданном универсальном множестве строго соответствует термину
«высокая». Таким образом, чем выше степень принадлежности, тем с большей мерой
элемент универсального множества соответствует свойствам нечеткого множества.
В приведенном примере использован прямой метод определения функций
принадлежности, когда эксперт просто задаёт значение степени принадлежности A x для
каждого x Е. Как правило, прямые методы задания функции принадлежности
используются для измеримых понятий, таких как давление, температура и т.д., или когда
выделяются полярные значения. При прямых методах используются такие групповые
методы, когда, например, группе экспертов предъявляют конкретное лицо, и каждый должен
дать один из двух ответов, например: “этот человек высокий” или “этот человек не
высокий”, - тогда количество утвердительных ответов, деленное на общее число экспертов,
даёт значение “высокий” для данного лица.
Главным первичным понятием нечеткой логики является понятие лингвистической
переменной.
Лингвистической называют переменную, которая задана на количественной шкале
базисной переменной х и принимает значения в виде слов и словосочетаний естественного
языка.
Лингвистическим термом называют отдельное значение лингвистической
переменной, которое задается не в виде конкретного числа, а с помощью одной функции
принадлежности. Другими словами, каждому терму соответствует нечеткое множество.
Например, если физическая переменная – «скорость процесса полимеризации» х
характеризуется нечеткими понятиями «низкая», «средняя», «высокая», то совокупность
этих 3 значений рассматривается как лингвистическая переменная, принимающая эти
лингвистические значения, или термы.
Процедуру
определения
значения
функции
принадлежности
A x ,
соответствующего конкретному значению х* переменной х, называют фаззификацией.
Например, если физическая переменная – «температура реакционной смеси» х в
химическом реакторе (рисунок 6.1) – характеризуется нечеткими понятиями «малая»,
«нормальная», «высокая», то совокупность этих 3 значений рассматривается как
лингвистическая переменная, принимающая эти лингвистические значения, или термы.
38
Рисунок 6.1 – Термы лингвистической переменной «температура теплоносителя»
Для лингвистической переменной – «температура реакционной смеси» х*=65ºС
принадлежит к терму «малая» с ФП А(х*) = 0.05, к терму «нормальная» с ФП В (х*) = 0.65,
а к терму «высокая» с ФП С(х*) = 0.
Параметры химико-технологической системы (ХТС) могут быть связаны между собой
различного вида отношениями. Например, нас интересует влияние параметра ХТС на
качество выпускаемой продукции, то данная связь может быть описана различного вида
отношениями: «влияет», «не влияет», «сильно влияет», «слабо влияет» и др. Наиболее
распространенной формой задания отношений является словесное описание.
Нечеткие отношения существуют между нечеткими множествами, например, между
множеством A={[x,А(x)] | xX} и множеством B={[y,В(у)] | yY}.
Нечетким отношением R на множестве U называется нечеткое подмножество
декартова
произведения
A B,
характеризующееся
функцией
принадлежности
R = AB [0,1]
В этом случае нечеткое отношение определяется как (6.6):
(6.6)
R={[(x, y),R(x, y)] |(x, y) AB},
где R(x,y) – функция принадлежности, понимается как субъективная мера выполнения
отношения R и характеризующая одновременную принадлежность обоих элементов x и y,
образующих пары (x, y), к декартову произведению A B.
Обозначение: нечеткое отношение R на Х Y запишется в следующем виде: х X,
у Y: x R y. В случае, когда Х = Y, то есть Х и Y совпадают, нечеткое отношение (6.7)
(6.7)
R = Х Х [0, 1]
называется нечетким отношением на множестве Х.
Приведем несколько примеров.
1. Пусть Х = {x1, x2, x3}, Y = {y1, y2, y3, y4}.
Введем нечеткое отношение R = X R Y, которое может быть задано, например, матрицей
отношения, приведенной в таблице 6.1.
Таблица 6.1 – Задание нечеткого отношения
39
R
y1
y2
y3
y4
0
0
0,1
0,3
x1
0
0,8
1
0,7
x2
1
0,5
0,6
1
x3
Из приведенной таблицы видно, что пары (x1, у1), (x1, у2), (x2, у1), находятся в веденном
отношении R с функцией принадлежности R(x, y) = 0, т.е. можно сказать, что они не
находятся в отношении R.
2. Пусть Х = Y = (-, ), то есть множество всех действительных чисел. Отношение
х >> у (х много больше у) можно задать следующей функцией принадлежности (6.8):
0,
1
μR
,
1
1
( x y ) 2
если x y,
если x y.
(6.8)
Главной операцией фаззи-логики является процедура нечеткого вывода (англ. – fuzzy
reasoning), с помощью которой из нечетких условий получают приближенные решения. Эта
процедура основана на операции импликации, используемой в традиционной
математической логике.
Импликация (от лат. implicatio – связывание) – логическая операция, заключающаяся в
соединении двух высказываний А и В в новое высказывание «если А, то В». Высказывание А
называется посылкой (англ. – pramise) высказывания А В, а высказывание В – его
заключением (англ. – conclusion). Высказывание А В считается ложной импликацией лишь
в том случае, когда посылка А истинна, а заключение В ложно (таблица 6.2).
Таблица 6.2 – Правила логического вывода
Исходные
Импликация
Модус-поненс
«И»
высказывания
А
В
А∩В
АВ
В=А ∩ (АВ)
1
1
1
1
1
0
1
1
0
0
1
0
0
0
0
0
0
1
0
0
Из таблицы 6.2 видно, что импликации А В соответствует логическая функция
A B . Это означает, что классическая импликация А В соответствует процедуре
слишком оптимистичного вывода, так как общее высказывание А В истинно не только,
когда высказывания А и В истинны (как при операции «И»), но и когда А и В ложны или
когда А ошибочно и В истинно.
В тоже время правило «modus ponens» (3 колонка таблицы 6.2) устанавливает
истинность заключения В лишь в случае истинности посылки А и импликации А В, т.е.
общее умозаключение, получаемое с помощью правила «modus ponens», является более
осторожным и предусмотрительным, чем простая импликация А В. Логическая функция,
описывающая правило «modus ponens», имеет вид (6.9):
(6.9)
B=A ∩ (A→B)=A ∩ (A B).
Заметим, что она совпадает с простой логической функцией «И», соединяющей
высказывания А и В (4 колонка таблицы 6.2).
Из таблицы 6.2 и приведенной формулы вытекает следующее основное, обобщенное
правило логического вывода: функция истинности заключения В равна максимальному
значению функция истинности конъюнкции (операции «И») посылки А и импликации
А В, т.е. (6.10):
40
B max A AB maxmin A , AB
A
A
maxmin A , min A , B
A
(6.10)
Распространим теперь алгоритм логического вывода, полученный для высказывания
А В, на нечеткие множества.
Нечеткие отношения играют важную роль в формализации нечётких условий,
например, при нечётком описании поведения ХТС.
Механизм нечетких логических выводов, используемый в различного рода экспертных
и управляющих системах, в своей основе имеет нечеткую базу знаний. Последняя в свою
очередь формируется специалистами предметной области в виде совокупности нечетких
предикатных правил.
Нечетким логическим выводом (fuzzy logic inference) называется аппроксимация
зависимости y = f(x1,x2,…,xn) с помощью нечеткой базы знаний и операций над нечеткими
множествами.
Нечеткой базой знаний (fuzzy knowledge base) о влиянии факторов (x1,x2,…,xn) на
значение отклика y называется совокупность логических высказываний (предикатных
правил Пi) типа (6.11):
П1: если x есть А1, то y есть В1,
П2: если x есть А2, то y есть B2,
(6.11)
…
Пn: если х есть Аn ,то y есть Вn,
где х - входная переменная (имя для известных значений данных), y - переменная вывода
(имя для значения данных, которое будет вычислено), А и В – функции принадлежности,
определенные, соответственно, на х и y.
Совокупность импликаций {П1, П2, …, Пn}- отражает функциональную взаимосвязь
входных и выходных переменных и является основой построения нечеткого отношения
X R Y, заданного на произведении Х Y универсальных множеств входных и выходных
переменных.
Пример подобного правила: если х - низкая, то у - средняя.
Формализация этого предложения задаётся через декартово произведение следующим
образом: «если х - низкая, то у – средняя» = А х В.
Приведем более детальное пояснение. Знание эксперта А В отражает нечеткое
причинное отношение предпосылки и заключения, поэтому его можно назначить нечетким
отношением и обозначить через R: R = A B, где “” называют нечеткой импликацией
Отношение R можно рассматривать как нечеткое подмножество прямого произведения
А В полного множества предпосылок Х и заключений Y. Полученное нечёткое отношение
можно использовать для вычисления величины параметра у Y при изменении параметра
х X. Для этого используется композиционное правило вывода. Значение этого правила
для решения практических задач заключается в следующем. Если связь между параметрами
ХТС задана в виде нечетких отношений R, и величина входного параметра х X определена
нечетким подмножеством А`, то величина выходного параметра у Y, определённого
нечетким подмножеством В`, может быть вычислена с помощью композиции (6.12):
(6.12)
B' = A' R = A' (А В),
где “” - введенная выше операция свёртки.
Приведенную композицию запишем через функцию принадлежности по аналогии с
правилом обобщенного логического вывода (6.13):
(6.13)
В(y) = max{min[A(x),R(x, y)]}, x A, y B.
Как операцию композиции, так и операцию импликации в алгебре нечётких множеств
можно реализовывать по-разному (при этом, естественно, будет разниться и итоговый
получаемый результат).
Например, функцию принадлежности R(x,y) можно определить различными
41
процедурами: с помощью оператора Мамдани (6.14), оператора Заде (6.15) или оператора
Лукасевича (6.16):
R x, y min A x , B x ,
(6.14)
AB
(6.15)
R(x, y)=max{min[A(x), B( y)], [1–A(x)]},
(6.16)
R(x, y)=min{1,[1–A(x)+ B( y)]}.
Таким образом, композиционное правило вывода задает закон функционирования
нечеткой модели системы и является в известном смысле обобщением правила modus
ponens.
В случае, когда входная величина имеет четкое значение (х = х*), приведенный
алгоритм логического вывода упрощается (6.17):
(6.17)
B(y) = R(x*,y) = min{A(x*), B(y)} = A(x*)·B(y).
Нечеткий логический вывод осуществляется за следующие четыре этапа.
1. Нечеткость (введение нечеткости, фаззификация, fuzzification). Функции
принадлежности, определенные на входных переменных, применяются и к их фактическим
значениям для определения истинности каждой предпосылки каждого правила.
2. Логический вывод. Вычисленное значение истинности для предпосылок каждого
правила применяется к заключениям каждого правила. Это приводит к одному нечеткому
подмножеству, которое будет назначено каждой переменной вывода для каждого правила. В
качестве правила логического вывода обычно используются только операции min
(минимум) или prod (умножение). В логическом выводе min функция принадлежности
вывода “отсекается” по высоте, соответствующей вычисленной степени истинности
предпосылки правила (нечеткая логика “И”). В логическом выводе prod функция
принадлежности вывода масштабируется при помощи вычисленной степени истинности
предпосылки правила.
3. Композиция. Нечеткие подмножества, назначенные для каждой переменной
вывода (во всех правилах), объединяются вместе, чтобы сформировать одно нечеткое
подмножество для каждой переменной вывода. При подобном объединении обычно
используются операции max (максимум) или sum (сумма). При композиции max
комбинированный вывод нечеткого подмножества конструируется как поточечный
максимум по всем нечетким подмножествам (нечеткая логика “ИЛИ”). При композиции sum
комбинированный вывод нечеткого подмножества конструируется как поточечная сумма по
всем нечетким подмножествам, назначенным переменной вывода правилами логического
вывода.
4. В заключении (дополнительно) - приведение к четкости (дефаззификация), которое
используется, когда полезно преобразовать нечёткий набор выводов в чёткое число.
42
7 Типовые виды функций принадлежности нечетких множеств
Одним из основных этапов решения задачи нечеткого моделирования является выбор
вида и параметров функций принадлежности (ФП) [111]. В практических приложениях
конкретный вид и параметры ФП определяются по выборкам и результатам опросов
экспертов [112], на основании априорной информации [113] и нейросетевыми методами
[114]. По виду зависимостей ФП бывают линейными и нелинейными.
Здесь мы рассмотрим ряд как простых – линейных ФП, так и сложных – нелинейных
ФП и обсудим их свойства.
Простейшими функциями принадлежности являются треугольная (trimf) (7.1) и
трапециевидная (trapmf) (7.2), которые формируются с использованием кусочно-линейной
аппроксимации. Вид этих ФП показан на рисунках 7.1 и 7.2 соответственно.
xa c x
,
,0
ba c b
xa d x
x max min
,1,
,0
ba d c
x max min
(7.1)
(7.2)
Рисунок 7.1 – Вид треугольных функций принадлежности
Рисунок 7.2 – Вид трапециевидных функций принадлежности
Существенным преимуществом многоугольных функций принадлежности является то,
что для их определения требуется наименьший по сравнению с остальными функциями
объем информации, который в данном случае ограничивается данными об угловых точках,
что является весьма важным обстоятельством при моделировании систем в условиях
ограниченности объема исходных данных. Чтобы определить многоугольную функцию
43
принадлежности, на практике обычно требуется задать лишь модальное значение
соответствующего нечеткого множества.
Достоинства многоугольных функций принадлежности:
- для их задания требуется малый объем данных;
- простота модификации параметров (модальных значений) функции принадлежности
на основе измеряемых значений входных и выходных величин системы;
- возможность получения в рамках модели отображения «вход-выход» в виде
гиперповерхности, состоящей из линейных участков;
- для многоугольных функций принадлежности легко обеспечивается выполнение
условия разбиения единицы (в соответствии с которым сумма степеней принадлежности для
любого элемента х должна равняться 1).
Недостатки многоугольных функций принадлежности:
- многоугольные
функции
принадлежности
не
являются
непрерывно
дифференцируемыми.
Трапециевидная функция принадлежности представляет собой обобщение треугольной,
которая позволяет задавать ядро нечеткого множества в виде некоторого интервала. В случае
применения функции принадлежности трапециевидного вида возможна следующая удобная
интерпретация: ядро нечеткого множества – оптимистическая оценка; носитель нечеткого
множества – пессимистическая оценка.
С использованием распределения Гаусса формируются симметричная гауссова
(gaussmf) (7.3) и двухсторонняя гауссова (gauss2mf) (7.4) функции принадлежности. Вид
этих ФП показан на рисунке 7.3.
x
x b
e c
2
(7.3)
exp x c1 2 a12 , x c1
x 1 , c1 x c 2
если c1 c 2 ,
2
2
exp x c 2 a 2 , x c 2
(7.4)
exp x c1 2 a12 , x c 2
x 1, c 2 x c1
если c1 > c 2
2
2
exp x c 2 a 2 , x c1
Рисунок 7.3 – Симметричная гауссова и двухсторонняя гауссова функции принадлежности
44
Достоинства гауссовой функции принадлежности:
- использование гауссовых функций обеспечивает получение гладких, непрерывно
дифференцируемых гиперповерхностей отклика нечеткой модели;
- являясь непрерывно и, более того, бесконечно дифференцируемыми (бесконечная
дифференцируемость означает наличие производной любого порядка), гауссовы функции
дают возможность проведения теоретического анализа нечетких систем.
Недостатки гауссовой функции принадлежности:
- гауссова функция симметрична, что приводит к нарушению условия разбиения
единицы;
- использование гауссовой функции принадлежности предполагает задание большего,
чем для треугольной функции, числа параметров (по два параметра для каждой функции),
что усложняет настройку нечеткой модели;
- гауссова функция имеет неограниченный носитель, что означает, что любой элемент х
области определения X будет принадлежать любому нечеткому множеству, задаваемому с
помощью этой функции, и это может не соответствовать представлениям эксперта о
моделируемой системе. Вместе с тем, степени принадлежности элементов х, находящихся
далеко от центра гауссовой функции, пренебрежимо малы, вследствие чего ширина этой
функции на практике оказывается не столь велика;
- использование гауссовой функции затрудняет получение простых локально линейных
поверхностей отклика нечеткой модели.
Обобщенная колоколообразная функция принадлежности (gbellmf) (7.5) по своей
структуре похожа на гауссову ФП, ее вид приведен на рисунке 7.4.
x
1
xc
1
a
b
(7.5)
Рисунок 7.4 – Вид колоколообразных функций принадлежности
Эти функции принадлежности часто используются в нечетких системах, так как на всей
области определения они является гладкими и принимают ненулевые значения.
Сигмовидная кривая используется для формирования сигмовидной функции
принадлежности (sigmf) (7.6) в виде разности между двумя сигмовидными функциями
(dsigmf) (7.7) или произведения двух сигмовидных функций принадлежности (psigmf) (7.8).
Вид такой ФП показан на рисунке 7.5.
x
x
1
1
1 e a x c
1
1 e a1 x c1 1 e a2 x c2
(7.6)
(7.7)
45
x
1
1
1 e a1 x c1 1 e a2 x c2
(7.8)
Рисунок 7.5 – Сигмовидная ФП, разность между двумя сигмовидными ФП, произведение
двух сигмовидных ФП
Эти функции позволяют формировать функции принадлежности, значения которых,
начиная с некоторого значения аргумента и до равны 1. Такие функции удобны для
задания лингвистических термов типа “высокий” или “низкий”.
Полиномиальная аппроксимация применяется при формировании z-подобной (zmf)
(7.9), s-подобной (smf) (7.10) и π-подобной (pimf) функций принадлежности (рисунок 7.6).
Причем, π-подобная функция принадлежности представляет собой ни что иное, как
произведение zmf и smf функций принадлежности.
1, x a
x нелинейная аппроксимация , a x b
(7.9)
0, x b
0, x a
x нелинейная аппроксимация , a x b
1, x b
(7.10)
46
Рисунок 7.6 – Вид z-подобной, π-подобной и s-подобной функций принадлежности
Выбор ФП в значительной мере определяется объемом имеющейся информации о
моделируемой системе, а также качеством имеющихся в распоряжении исследователя
методов настройки модели.
При малом объеме имеющейся информации о системе следует использовать
простейшие функции принадлежности, состоящие из прямолинейных участков, для
нахождения параметров которых требуется значительно меньшее, по сравнению с
остальными функциями принадлежности, количество информации. Кусочно-линейные
функции принадлежности приводят к получению локально линейных поверхностей отклика
модели (при условии правильного выбора других составляющих нечеткой системы), что
положительно сказывается на точности моделирования в условиях малого объема исходных
данных.
Наличие большого объема информации о системе в форме измеренных входных и
выходных данных дает возможность идентификации большего числа параметров нечеткой
модели. Это позволяет использовать более сложные функции принадлежности, такие как
гауссовы или полиномиальные, и тем самым приводит к моделям более точным, чем в случае
простых функций, состоящих из прямолинейных участков.
Вместе с тем, для идентификации большого числа параметров нечеткой модели
требуются высокоэффективные методы ее адаптации (настройки), которые не всегда
имеются в распоряжении исследователя. Кроме того, более сложные функции
принадлежности состоят из кривых, что повышает степень нелинейности модели,
увеличивая в свою очередь число локальных экстремумов функции ошибок.
В результате процесс идентификации сопровождается значительными трудностями, для
преодоления которых следует применять достаточно мощные генетические алгоритмы,
которые, однако, не всегда дают удовлетворительные результаты вследствие сложности
моделей и наличия у них большого числа степеней свободы.
47
8 Операции над нечеткими множествами (логические и алгебраические операции)
Рассмотрим основные логические операции, которые возможны с нечеткими
множествами. В качестве примера выберем три вида функций принадлежности (ФП),
представленных на рисунке 8.1, и на их основе рассмотрим логические операции.
Рисунок 8.1 – Типовые виды ФП (треугольная, гауссова и трапециевидная)
1. Включение
Пусть А и В – нечеткие множества на универсальном множестве Е. Говорят, что А
содержится в В, если х Е А(х) В(х) (–читается «для всех»).
Обозначение: А В.
2. Равенство
А и В равны, если х Е А(х) = В(х).
Обозначение: А = В.
3. Дополнение
Пусть М= [0,1], A и B – нечеткие множества, заданные на Е. Множества А и В
дополняют друг друга, если х Е А(х) =1В(х). Графически операция дополнения
показана на рисунке 8.2.
48
Рисунок 8.2 – Операция дополнения ФП (показано пунктиром)
Обозначение: В А или А В .
4. Пересечение
А В – наименьшее нечеткое подмножество, содержащееся одновременно в А и В, с
функциями принадлежности АВ(х) = min(А(х), B(х)) = А(х) B(х). Графически
операция пересечения ФП приведена на рисунке 8.3.
Рисунок 8.3 – Операция пересечения ФП
5. Объединение
А В – наибольшее нечеткое подмножество, включающее как А, так и В, с функцией
принадлежности АВ(х) = mах(А(х), B(х)) = А(х) B(х).
Результат операции объединения представлен на рисунке 8.4.
49
Рисунок 8.4 – Операция объединения ФП
6. Разность
Обозначение:
с
функцией
принадлежности
А В А В
АВ(х) = АВ(х) = min(А(х), 1B(х)). Графическое изображение данной операции для
гауссовой и трапециевидной ФП приведено на рисунках 8.5 и 8.6.
Рисунок 8.5 – Разность между гауссовой и трапециевидной ФП
50
Рисунок 8.6 – Разность между трапециевидной и гауссовой ФП
Примеры.
Пусть: А = 0,4/х1 + 0,2/х2 + 0/х3 + 1/х4;
В = 0,7/х1 + 0,9/х2 + 0,1/х3 + 1/х4;
С = 0,1/х1 + 1/х2 + 0,2/х3 + 0,9/х4.
Здесь:
1. А В, то есть А содержится в В, С несравнимо ни с А, ни с В.
2. А В С.
3. A = 0,6/х1 + 0,8/х2 + 1/х3 + 0/х4;
B = 0,3/х1 + 0,1/х2 + 0,9/х3 + 0/х4;
4. А В = 0,4/х1 + 0,2/х2 + 0/х3 + 1/х4;
А С = 0,1/х1 + 0,2/х2 + 0/х3 + 0,9/х4;
5. А В = 0,7/х1 + 0,9/х2 + 0,1/х3 + 1/х4;
А С = 0,4/х1 + 1/х2 + 0,2/х3 + 1/х4;
7. А В = А В = 0,3/х1 + 0,1/х2 + 0/х3 + 0/х4;
В А =А В = 0,6/х1 + 0,8/х2 + 0,1/х3 + 0/х4;
Теперь представим алгебраические операции с нечеткими множествами и для примера
также используем треугольные, гауссовы и трапециевидные ФП (рисунок 8.1).
1. Алгебраическое произведение A и B обозначается А В и определяется согласно
выражению (8.1):
(8.1)
х Е А В(х) = А(х)В(х)
Графически данная операция показана на рисунках 8.7 – 8.9.
51
Рисунок 8.7 – Алгебраическое произведение треугольной и гауссовой ФП
Рисунок 8.8 – Алгебраическое произведение трапециевидной и гауссовой ФП
52
Рисунок 8.9 – Алгебраическое произведение треугольной и трапециевидной ФП
На основе операции алгебраического произведения определяется операция возведения
в степень нечеткого множества А, где - положительное число. Нечеткое множество А
определяется функцией принадлежности А(х) = А(х).
Частными случаями возведения в степень являются:
CON(A) = А2 - операция концентрирования (уплотнения) (рисунки 8.10 – 8.12),
DIL(A) = А0,5 - операция растяжения (рисунки 8.13 – 8.15).
Рисунок 8.10 – Операция концентрирования гауссовых ФП
53
Рисунок 8.11 – Операция концентрирования трапециевидных ФП
Рисунок 8.12 – Операция концентрирования треугольных ФП
Рисунок 8.13 – Операция растяжения гауссовых ФП
54
Рисунок 8.14 – Операция растяжения трапециевидных ФП
Рисунок 8.15 – Операция растяжения треугольных ФП
Эти операции используются как лингвистические модификаторы, с помощью которых
деформируют функции принадлежности, характеризующие исходные термы.
Применение модификатора «очень» (ему соответствует операция CON(A)) позволяет
уменьшить степень нечеткости относительно исходной информации, а модификатора
«довольно» («более или менее») (ему соответствует операция DIL(A)) увеличить
неопределенность.
Алгебраическая сумма множеств обозначается как А + В и определяется так (8.2):
(8.2)
х Е А + В (Х) = А(х) + В(х) - А(х)В(х)
Графическое изображение операции алгебраической суммы для всех ФП показано на
рисунках 8.16 – 8.21.
55
Рисунок 8.16 – Алгебраическая сумма треугольной и гауссовой ФП
Рисунок 8.17 – Алгебраическая сумма трапециевидной и гауссовой ФП
Рисунок 8.18 – Алгебраическая сумма треугольной и трапециевидной ФП
56
Рисунок 8.19 – Алгебраическая сумма гауссовых ФП
Рисунок 8.20 – Алгебраическая сумма трапециевидных ФП
Рисунок 8.21 – Алгебраическая сумма треугольных ФП
Рассмотренные операции над нечеткими множествами позволяют проводить
формализацию составных термов.
Например, пусть диапазон изменения давления в реакторе определен в виде
57
универсального множества Е = {1, 2, 3, 4, 5, 6}. Величина параметра, характеризуемого
термом «низкое», формализована с помощью нечеткого подмножества А универсального
множества Е (8.3):
(8.3)
А «низкое» = 1/1+0.8/2+0.7/3+0.5/4+0.3/5+0.1/6
В некоторый момент времени оператор, наблюдая за процессом, охарактеризовал
давление в реакторе «не очень низкое». Необходимо дать количественную оценку
составному терму С «не очень низкое». Применяя операцию концентрирования к
подмножеству А, получим (8.4):
(8.4)
А2 «очень низкое» = 1/1+0.64/2+0.49/3+0.25/4+0.09/5+0.01/6
~2
Далее применим к подмножеству A операцию дополнения нечетких подмножеств,
получим требуемую количественную оценку (8.5):
С= A 2 « не очень низкое» = 0/1+0.36/2+0.51/3+0.75/4+0.91/5+0.99/6
(8.5)
Декартово (прямое) произведение нечетких множеств. Декартово произведение
четких P множеств А и В – это множество упорядоченных пар (или кортежей) (x, y), первый
элемент x которых относится к множеству А, а второй элемент y – к множеству В.
Например, для двух множеств А={х1, х2, х3}={1; 2; 3}, В= {y1, y2, y3, y4}= {1; 2; 3; 4}
декартово произведение равно (8.6):
Р = АВ = {(х1, y1), (x1, y2), (x1, y3), (x1, y4), (x2, y1), (x2, y2), (x2, y3), (x2, y4), (x3, y1),
(x3,y2), (x3, y3), (x3, y4)} = {(1; 1), (1; 2), (1; 3), (1; 4), (2; 1), (2; 2), (2; 3), (2; 4), (3; 1), (8.6)
(3; 2), (3; 3), (3; 4)}.
Подчеркнем, что для понятия «кортеж» существенен не просто набор элементов, а
порядок их следования. В общем виде декартово произведение Р двух четких множеств А и В
записывается так (8.7):
(8.7)
Р= АВ={(х, y) | xA, yB}.
Декартово произведение также является множеством и может служить базисным для
описания взаимосвязей между множествами А и В, элементы которых принадлежат разным
базисным множествам X и Y.
В случае если А1, А2 – нечеткие подмножества универсальных множеств Е1, Е2
соответственно, то декартово или прямое произведение А = А1 А2, является нечетким
подмножеством множества Е = Е1 Е2 с функцией принадлежности (8.8):
(8.8)
А1 А2 (х1, х2) = min{А1(х1), А2(х2)}, (х1, х2,) А1 А2
Например, пусть имеем универсальные множества Е1=Е2= {1; 2; 3} и нечеткие
подмножества А1={0,5/1; 1/2; 0,6/3}и А2={1/1; 0,6/2}. Декартово произведение нечетких
подмножеств А1 и А2 будет равно (8.9):
(8.9)
А1 А2={0,5/(1,1); 0,5/(1,2); 1/(2,1); 0,6/(2,2); 0,6/(3,1); 0,6/(3,2)}.
Декартово произведение нечетких множеств тесно связано с понятием нечеткого
отношения.
Объединение двух отношений R1 и R2 обозначается R1 R2 и определяется
выражением (8.10):
μ R1R 2 x, y μ R1 x, y μ R 2 x, y max μ R1 x, y , μ R 2 x, y .
(8.10)
Пересечение двух отношений R1 и R2 обозначается R1 R2 и определяется
выражением (8.11):
μ R1R 2 x, y μ R1 x, y μ R 2 x, y min μ R1 x, y , μ R 2 x, y .
(8.11)
Алгебраическое произведение двух отношений R1 и R2 обозначается R1R2 и
определяется выражением (8.12):
μ R1R 2 x, y μ R1 x, y μ R 2 x, y .
(8.12)
58
Алгебраическая сумма двух отношений R1 и R2 обозначается R1+R2 и определяется
выражением (8.13):
μ R1 R 2 x, y μ R1 x, y μ R 2 x, y μ R1 x, y μ R 2 x, y
(8.13)
Дополнение отношения
принадлежности (8.14):
R
обозначается
R
и
определяется
функцией
μ R x, y 1 - μ R x, y
(8.14)
Композиция (свертка) двух нечетких отношений. Пусть R1 - нечеткое отношение
R1: (X Y) [0, 1] между Х и Y, и R2 - нечеткое отношение R2: (Y Z) [0, 1] между Y и Z.
Нечеткое отношение между Х и Z, обозначаемое R2R1, определенное через Rt и R2
выражением (8.15):
R1R2 x, z V R1 x, y R2 x, z max min R1 x, y , R2 x, z
y
(8.15)
где символом " V " обозначена операция выбора наибольшего по y значения, называется
y
(max-min) – композицией ((max-min) - сверткой) отношений R1 и R2.
Пример. Пусть отношения R1 и R2 определяются следующим образом (таблица 8.1):
Таблица 8.1 – Отношения R1 и R2
R1
y1
y2
y3
0,1
0,7
0,4
x1
1
0,5
0
x2
R2
z1
z2
0,9
0
y1
0,3
0,6
y2
0,1
1
y3
Тогда получим результат (таблица 8.2):
Таблица 8.2 – Результат композиции отношений
z1
z2
R1R2
0,3
0,6
x1
0,9
0,5
x2
z3
1
0
0
z4
0,2
0,9
0,5
z3
0,1
1
z4
0,7
0,5
При этом (8.16):
μ R 1R 2 ( x1 , z1 ) [μ R 1 ( x1 , y1 ) μ R 2 ( y1 , z1 )] V [μ R 1 ( x1 , y 2 ) μ R 2 ( y 2 , z1 )] V
V[μ R 1 ( x1 , y3 ) μ R 2 ( y3 , z1 )] (0,1 0,9) V (0,7 0,3) V (0,4 0,1) =
= 0,1 V 0,3 V 0,1 = 0,3;
μ R 1R 2 ( x1 , z 2 ) = (0,1 0) V (0,7 0,6) V (0,4 1) = 0 V 0,6 V 0,4 = 0,6;
(8.16)
μ R 1 R 2 ( x1 , z3 ) 0,1
μ R 1 R 2 ( x2 , z4 ) 0,5
Замечание. В данном примере вначале использован “аналитический” способ
композиции отношений R1 и R2 то есть i-я строка R1 “умножается” на j-й столбец R2 с
использованием операции , полученный результат “свертывается” с использованием
операции V в R(хi, zj), т.е. (max-min) – композиция представляет операцию, аналогичную
умножению матриц, но вместо арифметических операций умножения и сложения
используются операции нахождения минимального () и максимального (V) элементов
соответственно.
59
(mах -*) – композиция. В выражении μ R R x, z V[μ R x, y ^ μ R y, z ] для
1 2
1
2
y
(max - min) - композиции отношений R1 и R2 операцию (то есть min) можно заменить
любой другой, для которой выполняются те же ограничения, что и для : ассоциативность, и
монотонность (в смысле не убывания) по каждому аргументу, тогда (8.17):
μ R1R 2 x, z V[μ R1 x, y * μ R 2 y, z ]
y
(8.17)
В частности, операция может быть заменена алгебраическим умножением, тогда
говорят о (max-prod) - композиции.
60
9 Алгоритмы логического вывода Мамдани и Такаги-Сугено
Результирующую выходную переменную можно вычислять различными методами,
среди которых наибольшее распространение получили методы (алгоритмы) Мамдани и
Такаги – Сугено. Рассмотрим каждый из них подробнее.
И. Мамдани (Ebrahim Mamdani - английский инженер и математик) обобщил такой
подход к вычислению выходных переменных на нечетко заданные входные и выходные
переменные.
1. Нечеткость (активизация): находятся степени истинности для предпосылок каждого
правила: А1(х0), А2(х0), В1(y0), B2(y0).
Активизация – определение степени истинности условий всех правил: четкие значения
входных переменных x1, x2, ..., хn подставляются в условия всех правил, т.е. вычисляются
значения функций принадлежности для термов T1, T2, ..., Тn в соответствии с выбранным
методом (минимаксным или алгебраическим), определяются степени истинности
результатов операций И, ИЛИ и НЕ в каждом из условий.
2. Нечеткий вывод (импликация) – определение уровней «отсечения» для предпосылок
каждого из правил (с использованием операции min) (9.1):
1 = А1(х0) B1(y0),
2 = А2(х0) B2(y0).
(9.1)
где через “”, как и раньше, обозначена операция логического минимума (min), затем
находятся усеченные функции принадлежности (9.2):
C '1(z) = (1 C1(z)),
C '2(z) = (2 C2(z)).
(9.2)
3. Композиция (агрегирование) – с использованием операции mах (обозначаемой
как “”) объединение найденных усеченных функций, что приводит к получению итогового
нечеткого подмножества для переменной выхода с функцией принадлежности (9.3):
(9.3)
(z) = C(z) = C’1(z) C’2(z) = (1 C1(z)) (2 C2(z))
4. Приведение к четкости для нахождения z0 (дефаззификация) проводится, например,
центроидным методом (как центр тяжести для кривой (z)) (9.4):
z0
zμ ( z )dz
μ ( z )dz
(9.4)
В результате объединения для каждой выходной переменной будет получено некоторое
нечеткое множество со своей функцией принадлежности. Эта ФП не будет относиться ни к
одному из стандартных типов и не будет достигать единицы.
Ей также не будет соответствовать какое-то осмысленное название, т.е. это нечеткое
множество не будет термом. Это множество нужно только для того, чтобы получить
числовое значение выходной переменной одним из методов дефаззификации.
Нечеткие системы М. Сугено (Mihio Sugeno – японский математик) являются
обобщением логических систем такого типа, т.е. они совмещают свойства нечеткой логики и
четкой математики. Алгоритм Сугено следует применять, если есть несложная, но
адекватная математическая модель – функциональная зависимость между выходными и
входными переменными. Причем коэффициенты этой модели различны для разных
ситуаций, а выбор между ситуациями осуществляется с помощью нечетких правил.
Фаззификация проводится только для входных переменных, а для выходных
61
переменных задаются четкие термы, состоящие из названий и формул, соответствующих
этим названиям.
Алгоритм Такаги-Сугено, предложенный Сугено и Такаги, описывается следующим
образом.
1. Формирование базы правил систем нечеткого вывода и фаззификация входных
переменных. В базе правил используются только правила нечетких продукций
(предположим, что база состоит из двух правил с двумя входами и одним выходом) в форме
(9.5):
Правило 1: ЕСЛИ x1 есть А11 И x2 есть А12, ТО y = c11 x1 + c12 x2 +с10,
Правило 2: ЕСЛИ x1 есть А21 И x2 есть А22, ТО y = c21 x1 + c22 x2 +с20.
(9.5)
где cij – весовые коэффициенты компонентов вектора, ci0 – смещение.
При этом значение выходной переменной y в заключении определяется как
действительное число.
2. Агрегирование подусловий в нечетких правилах продукций. Для нахождения степени
истинности условий всех правил нечетких продукций, как правило, используется логическая
операция min-конъюнкции (9.6):
a1 = min {mA11(x1’), mA12(x2’)},
a2 = min {mA21(x1’), mA22(x2’)}.
(9.6)
Для выполнения агрегирования могут использоваться и другие логические операции.
Правила, степень истинности условий которых отлична от нуля, считаются активными и
используются для дальнейших расчетов.
3. Активизация подзаключений в нечетких правилах продукций. Во-первых, с
использованием min-активизации, как и в алгоритме Мамдани, находятся значения степеней
истинности всех заключений правил нечетких продукций. Во-вторых, осуществляется расчет
обычных (не нечетких) значений выходных переменных каждого правила. Это выполняется
с использованием формул для заключения (9.7):
y1’ = c11 x1’ + c12 x2’ +с10,
(9.7)
y2’ = c21 x1’ + c22 x2’ +с20.
Здесь вместо x1 и x2 подставляются значения входных переменных до этапа
фаззификации.
4. Аккумуляция заключений нечетких правил продукций. Фактически отсутствует,
поскольку расчеты осуществляются с обычными действительными числами уj.
5. Дефаззификация выходных переменных. Используется модифицированный вариант
в форме метода центра тяжести для одноточечных множеств (8):
y’ = (a1 y1’ + a2 y2’)/(a1 + a2).
(9.8)
При этом не требуется проведения предварительного аккумулирования
активизированных заключений отдельных правил.
Для наглядной иллюстрации рассмотренных выше алгоритмов реализуем каждый из
них в среде MATLAB с использованием пакета Fuzzy Logic Toolbox.
Алгоритм Мамдани реализуем так: в окне FIS Editor зададим 2 входные переменные
input1 и input2, а также 1 выходную переменную output1 (рисунок 9.1).
62
Рисунок 9.1 – Окно FIS Editor для системы Мамдани
Далее для каждой переменной в окне Membership function Editor зададим по 3
треугольные функции принадлежности и диапазоны изменения каждой переменной – для
входных [-1;1], а для выходной [0;1] (рисунок 9.2).
Рисунок 9.2 – Окно Membership function Editor для каждой переменной
Составим набор правил (базу знаний) для демонстрации работы данного алгоритма
вывода. Правила составим по принципу: ЕСЛИ ... И ..., ТО ... . (рисунок 9.3).
63
Рисунок 9.3 – Окно Rule Editor
Реализовав базу знаний, в окне Rule Viewer можно увидеть результат работы алгоритма
Мамдани при разных значениях входных переменных (рисунки 9.4 – 9.6).
Рисунок 9.4 – Окно Rule Viewer для значений входных переменных [0;0]
Рисунок 9.5 – Окно Rule Viewer для значений входных переменных [0.3;0.6]
64
Рисунок 9.6 – Окно Rule Viewer для значений входных переменных [-0.6;-1]
Как видно из рисунков 9.4 – 9.6, в каждом из случаев итоговое нечеткое множество
имеет совершенно разный вид.
Также, используя Fuzzy Logic Toolbox в окне Surface Editor можно просмотреть
поверхность вывода для созданной базы знаний. В данном случае она будет иметь вид
(рисунок 9.7).
Рисунок 9.7 – Окно Surface Editor
Графически алгоритм вывода Мамдани выглядит так (рисунок 9.8).
65
1
1
R1
A11
R2
min
1
x1
A21
x1
1
A12
1
x2
A22
x2
B1
y
1
B2
max
y
1
y
Рисунок 9.8 – Алгоритм вывода Мамдани
Теперь для сравнения реализуем систему нечеткого вывода по алгоритмы Такаги –
Сугено (рисунок 9.9).
Рисунок 9.9 – Окно FIS Editor для системы Такаги – Сугено
Для наглядного сравнения принципов работы каждого из рассмотренных алгоритмов
вывода создадим те же 2 входные переменные и 1 выходную переменную с 3 треугольными
функциями принадлежности (рисунок 9.2) и создадим базу знаний, аналогичную
реализованной ранее (рисунок 9.3).
Теперь рассмотрим результат нечеткого вывода при различных значениях входных
переменных (рисунки 9.10 – 9.12).
66
Рисунок 9.10 – Окно Rule Viewer для значений входных переменных [0;0]
Рисунок 9.11 – Окно Rule Viewer для значений входных переменных [0.3;0.6]
Рисунок 9.12 – Окно Rule Viewer для значений входных переменных [-0.6;-1]
Поверхность вывода при использовании алгоритма Такаги – Сугено имеет вид (рисунок
9.13).
67
Рисунок 9.13 – Окно Surface Editor
Алгоритм вывода Такаги – Сугено графически изображен на рисунке 9.14.
1
R1
min
A11
1
A12
1
y*1=c10+c11x1+c12x2
1
R2
x1
A21
1
x2
A22
y
1
y*2=c20+c21x1+c22x2
x1
x2
y
Рисунок 9.14 – Алгоритм вывода Такаги – Сугено
Полученные рисунки наглядно демонстрируют, что алгоритм Такаги – Сугено выдает
другой результат по сравнению с алгоритмом Мамдани.
68
10 Процедуры дефаззификации
Дефаззификация в системах нечеткого вывода – это процесс перехода от функции
принадлежности выходной лингвистической переменной к её четкому (числовому)
значению.
Суть операции дефаззификации заключается в преобразовании итогового нечеткого
множества в четкое значение. Этап дефаззификации считается законченным, когда для
каждой из выходных лингвистических переменных будут определены итоговые
количественные значения в виде некоторого действительного числа, т.е. в виде: z1, z2, …, zn,
где n – общее количество выходных лингвистических переменных в базе знаний системы
нечеткого вывода.
Для выполнения численных расчетов на этапе дефаззификации могут быть
использованы следующие методы: "центроид" (centroid of area), биссектрисы площади –
"бисектор" (bisector of area), "средний максимум" (mean of max, mom), "наименьший
максимум" (smallest of max, som), "наибольший максимум" (largest of max, lom). Рассмотрим
каждый из них подробнее.
Геометрической интерпретацией метода "центроид" является нахождение центра
тяжести плоской фигуры, ограниченной осями координат и графиком функции
принадлежности нечеткого множества, значение выходной переменной будет определяться
по формуле (9.1):
z0
zμ ( z )dz
μ ( z )dz
(9.1)
,
где z 0 – значение выходной переменной; z – переменная, соответствующая выходной
лингвистической переменной и принимающая значения от z = min до z = max; min и max –
левая и правая точки интервала носителя нечёткого множества; μ ( z ) – функция
принадлежности нечеткого множества.
Метод дефаззификации "бисектор" предполагает определение такой точки на оси
абсцисс, что перпендикуляр, восстановленный в этой точке, делит площадь под кривой
функции принадлежности на две равные части, значение выходной переменной будет
определяться из уравнения (9.2):
u
max
min
u
μ ( z )dz μ ( z )dz ,
(9.2)
где u – биссектриса площади.
Метод дефаззификации "средний максимум" заключается в нахождении среднего
арифметического элементов универсального множества, имеющих максимальные степени
принадлежностей (9.3):
zdz
z0 G
dz
G
(9.3)
,
где G – множество элементов из интервала Ω, имеющих максимальную степень
принадлежности нечеткому множеству.
Метод дефаззификации "наименьший максимум" заключается в выборе наименьшего
из чисел z1, z2, …, zn, имеющих максимальные степени принадлежностей (9.4):
z 0 min G.
(9.4)
Соответственно, метод дефаззификации "наибольший максимум" заключается в
выборе наибольшего из чисел z1, z2, …, zn, имеющих максимальные степени
69
принадлежностей (9.5):
z 0 maxG .
(9.5)
В предыдущей главе была рассмотрена типовая система нечеткого вывода Мамдани,
где были использованы 2 входные переменные и 1 выходная переменная. База знаний
включала в себя 9 правил. Для наглядного сравнения методов дефаззификации проверим
итоговое выходное значение при использовании каждого из методов дефаззификации
(рисунок 10.1) при одинаковых входных условиях [0.3;0.6].
Рисунок 10.1 – Методы дефаззификации, используемые в пакете Fuzzy Logic Toolbox
Так, при использовании метода дефаззификации "центроид" значение выходной
переменной равно 0.646, что видно из окна Rule Viewer в пакете Fuzzy Logic Toolbox.
Фрагмент этого окна приведен ниже на рисунке 10.2.
Рисунок 10.2 – Фрагмент окна Rule Viewer для метода дефаззификации "центроид"
При использовании метода "бисектор" значение выходной переменной при тех же
начальных условиях было равно 0.7 (рисунок 10.3).
70
Рисунок 10.3 – Фрагмент окна Rule Viewer для метода дефаззификации "бисектор"
Используя этот метод дефаззификации для тех же самых начальных условий, получим
выходное значение 0.9 (рисунок 10.4).
Рисунок 10.4 – Фрагмент окна Rule Viewer для метода дефаззификации "средний максимум"
Метод дефаззификации "наибольший максимум" выдает значение 1, что собственно и
следует из определения данного метода (рисунок 10.5).
Рисунок 10.5 – Фрагмент окна Rule Viewer для метода дефаззификации "наибольший
максимум"
Наконец, при использовании метода "наименьший максимум" получим значение 0.8
(рисунок 10.6).
Рисунок 10.6 – Фрагмент окна Rule Viewer для метода дефаззификации "наименьший
максимум"
Если рассмотреть произвольно заданное нечеткое множество, то можно получить
следующий результат дефаззификации при одинаковых начальных условиях (рисунок 10.7).
71
Рисунок 10.7 – Результат дефаззификации
Подводя итог, нужно отметить, что выбор метода дефаззификации – один из самых
важных и сложных этапов при синтезе интеллектуальных нечетких контроллеров или какихлибо нечетких моделей, т.к. в зависимости от выбора метода дефаззификации выходное
четкое значение может быть совершенно различным, что было показано ранее на
соответствующих рисунках.
72
11 Обобщенная структура нечеткой математической модели
На сегодняшний день одним из наиболее перспективных направлений научных
исследований в области анализа, прогнозирования и моделирования явлений и процессов
является нечеткая логика. Нечеткие математические модели (НММ) позволяют проводить
исследования на достаточно высоком уровне вне зависимости от полноты и точности
имеющейся информации, способствуют принятию более обоснованных решений
возникающих задач.
Обобщенная структура НММ имеет вид, представленный на рисунке 11.1.
н
е
ч
е
т
к
а
я
Функция
принадлежности
входа
Нечеткая
математическая модель
Функция
принадлежности
выхода
База данных
(x)
(y)
Экспертные знания
База правил
ЕСЛИ . . .
ТО . . .
...
...
ЕСЛИ . . .
ТО . . .
min prod
и
н
ф
о
р
м
а
ц
и
я
max
«И» «ИЛИ»
x
Фазификация
(x)
Агрегирование
АктивиАккумурование
лирование
Композиция
(x,y)
Дефазификация
y
Механизм нечетких логических
выводов (информация)
ч е т к а я
и н ф о р м а ц и я
Рисунок 11.1 – Обобщенная структура НММ
При построении НММ исходят из предположения, что эксперты в состоянии
сформировать базу правил в форме правил:
ЕСЛИ <предпосылка> ТО <вывод>
и базу данных с функциями принадлежности для предпосылок μ(x) и выводов μ(y), т.е.
определить все необходимые лингвистические правила с лингвистическими переменными и
термами.
Для решения задачи принятия решения необходима еще определенная инференцстратегия, т.е. определенный механизм нечётких логических выводов. С помощью этого
механизма производится:
1) Оценка предпосылок, т.е. установление значения истинности «ЕСЛИ» - части
каждого правила, представляющей собой совокупность связанных между собой нечёткими
операторами «И», «ИЛИ» нечетких логических высказываний. Определение значения
истинности (степени выполнения) предпосылки называется агрегированием;
2) Оценка истинности «ТО» - части каждого правила на основе оценки предпосылки,
т.е. степени активирования каждого правила. Из анализа свойств композиции следует, что
степень истинности заключения не может превосходить степень истинности предпосылки;
3) Обобщение частичных решений каждого активированного правила базы правил и
формирование результирующего нечеткого логического вывода в форме функции
принадлежности выходной лингвистической переменной, соответствующей текущему
73
входному сигналу. Определение итоговой функции принадлежности выхода через
полученные частные функции принадлежности «ТО» - частей активированных правил
называется аккумулированием.
Шаги 2 и 3 механизма нечетких логических выводов часто называют просто
композицией.
Структура обработки нечеткой информации с вышеописанными составными частями
уже является работоспособной. Однако в области математического моделирования для
использования лингвистических правил в качестве модели принятия решений необходимы
также модули преобразования как четкой (количественной) измерительной информации в
нечеткую (качественную) (модуль фазификации), так и нечеткой (качественной) информации
в четкую (количественную) (модуль дефазификации).
Обобщенный алгоритм работы НММ может быть представлен блок-схемой,
показанной на рисунке 11.2.
В блоке фазификации осуществляется переход от четких значений сигналов к
соответствующим нечетким сигналам, который состоит в установлении степени
принадлежности четкого сигнала всем лингвистическим термам, устанавливается
соответствие не между одним четким значением и одним нечетким множеством, а между
одним четким значением и вектором четких степеней принадлежности нечетких множеств.
Блоки агрегирования, активирования и аккумулирования реализуют общую схему
обработки нечетких знаний в нечетких системах.
74
входной сигнал x
фазификация: степень принадлежности
1(x),…,j(x),…,n(x) термам входа x
агрегирование: оценка истинности
p1(x),…,pi(x),…,pr(x) ЕСЛИ частей правил,
где p1(x)=Vk(fk(1(x),…,j(x),…,n(x)))
активирование: функции принадлежности
1(x,y),…,i(x,y),…,r(x,y)
ТО – частей правил, где i(x,y)=pi(x)i(y),
для нечетких множеств U1(x),…,Un(x)
аккумулирование: выходная функция
принадлежности (x,y)=Vi-1ri(x,y) для
нечеткого множества U1(x)=i-1r Ui x)
дефазификация
выходной сигнал x
Рисунок 11.2 – Обобщенный алгоритм работы НММ
75
Блоки агрегирования, активирования и аккумулирования реализуют общую схему
обработки нечетких знаний в НММ, представленную на рисунке 11.3.
ПРАВИЛО 1
μ(х)
μ(y)
А0 А1
1
1
В1
х
y
А0
В0
1
ПРАВИЛО n
μ(х)
1
μ(y)
Аn А0
1
х
Вn
y
Рисунок 11.3 – Схема обработки нечетких знаний в НММ
Проектирование НММ представляет собой циклически протекающий процесс, который
лишь после многих итераций позволяет достигнуть требуемую степень адекватности
моделируемому процессу.
Обобщенно процедура проектирования может быть представлена в виде алгоритма,
показанного на рисунке 11.4.
НММ, как правило, основаны на неточной, противоречивой и недостоверной
информации. В ННМ моделях нечеткость, неточность формулировок, свойственных моделям
сложных объектов и средств их исследования, охарактеризована в терминах значений мер
возможности и (или) необходимости, причем в порядковой шкале, в которой содержательно
истолкованы, могут быть лишь отношения «>», «=» или «<». Соответственно, достоверность
формулировок, которая не может быть абсолютной в силу принципиальной неполноты
знания свойств моделируемых объектов и средств их исследования, охарактеризована в
терминах значений мер правдоподобия и (или) доверия, также в порядковой шкале. Значения
этих мер характеризуют субъективные высказывания по поводу адекватности тех или иных
аспектов модели, обусловленные их неясностью и неопределенностью.
76
Моделируемый процесс
Выбор структуры схемы НММ:
количество входных и
выходных переменных
Выбор структуры НММ:
нечеткие логические операторы
схема нечеткого логического вывода
области значений входа и выхода
лингвистические переменные, термы
и функции принадлежности
метод дефазификации
Выбор стратегии моделирования:
формирование базы правил
(грубая оптимизация)
режим оптимизации
off-line
интерактивная отладка
отладка на реальных данных
on-line
графическая визуализация и оптимизация
в реальном времени
оптимизация функций принадлежности
(тонкая оптимизация)
Да
НММ
адекватность НММ
устраивает?
Нет
возможности функций
принадлежности
исчерпаны?
Нет
Да
коррекция стратегии
моделирования?
Да
Нет
структурная схема НММ?
Нет
Рисунок 11.4 – Алгоритм проектирования НММ
Да
77
12 Нечеткая модель реактора-полимеризатора
Эффективное управление таким сложным технологическим объектом, как реактор
синтеза полимеров – весьма непростая задача, для решения которой инженеру необходимо
спроектировать систему управления с учетом всех особенностей протекающих в реакторе
процессов. Технологи, в свою очередь, должны оптимизировать технологический процесс
полимеризации путем подбора рецептуры загрузки реагентов в реактор. Для решения этих
задач находят широкое распространение физические или аналитические модели реакторов.
Физические модели представляют собой лабораторный реактор небольшого объема
(порядка 100-500 мл), в целом соответствующий реальному промышленному реактору.
Использование таких лабораторных реакторов позволяет в точности воспроизводить
процессы синтеза полимеров при разных условиях работы реактора и оценивать
эффективность разработанных систем управления. Такие модели реакторов наиболее
уместны при итоговых испытаниях непосредственно перед внедрением на производстве
новых систем управления или технологий протекания процесса. Тем не менее, постоянное
использование физических моделей заставляет каждый раз проводить полимеризацию, что
занимает большое количество времени и отнимает много финансовых ресурсов предприятия.
Для анализа процессов радикальной полимеризации наибольшее распространение
получили именно аналитические модели, представляющие собой совокупность уравнений
кинетики химической реакции и теплового баланса реактора. Использование моделей такого
типа не требует больших финансовых затрат, а получение данных, интересующих
исследователей, происходит очень быстро, что позволяет сильно ускорить процесс работы по
оптимизации технологического процесса. Наиболее интересными для анализа данными
является кривая изменения температуры реакционной смеси в течение процесса, получить
которую можно путем интегрирования уравнений математической модели в одной из сред
структурного моделирования.
На практике применение аналитических моделей в исходном виде также весьма
затрудняется, т.к. для получения достоверных результатов при моделировании необходимо
учитывать огромный массив данных – зависимости свойств реагентов и продуктов реакции
от времени, значения различных физических констант, констант скоростей химических
превращений и много другое. В этой связи все большее распространение получают модели,
созданные на основе методов нечеткой логики. Нечеткие модели не требуют точных знаний
о технологическом процессе и могут быть получены как на основе данных, полученных с
реального промышленного или лабораторного реактора, так и на основе результатов
численного интегрирования дифференциальных уравнений математической модели. Еще
одним неоспоримым преимуществом нечетких моделей является их простая внутренняя
структура, т.е. такую модель легко реализовать с помощью компьютера или
программируемого логического контроллера и использовать в дальнейшем.
Применение нечетких моделей на данный момент весьма ограничено ввиду отсутствия
универсальных алгоритмов синтеза, используя которые можно было бы создать нечеткую
модель, адекватно описывающую технологический процесс для выбранного диапазона
изменения начальных условий процесса. Таким образом, на текущий момент вопрос поиска
универсальной методики синтеза нечетких моделей для химических процессов является
очень важным и актуальным. Решению этого вопроса и посвящена данная глава.
Рассмотрим методику синтеза нечеткой модели на основании полученной ранее модели
процесса радикальной полимеризации (4.32). Напомним, что эта модель представляет собой
совокупность уравнений теплового баланса, записанных для потоков хладагента, стенки
корпуса реактора и реакционной смеси, а также уравнений кинетики процесса радикальной
полимеризации – для степени конверсии инициатора, мономера и начального момента
полимерной цепи. Эта система уравнений замкнута, т.е., реализовав ее в одной из сред
структурного моделирования при заданных начальных условиях, можно получить
интересующие нас кривые изменения температуры. Другой же вариант – перейти в
пространство передаточных функций, определить структурную схему объекта по
78
интересующему каналу управления и, с учетом изменения параметров процесса, получить
эти же кривые. Именно таким способом для реактора с рабочим объемом 12.5 м 3,
математическое описание которого соответствует системе (4.32), были получены кривые
температуры реакционной смеси в работе [39].
Для возможности будущего изучения особенностей рассматриваемого процесса, а
также наладки проектируемых систем управления, нечеткая модель должна поддерживать
несколько начальных условий протекания процесса с определенным диапазоном их
изменения. К таким условиям можно отнести:
- соотношение загружаемого в реактор мономера и воды М:В;
- температурный режим протекания процесса Тзаданное, ºС;
- расход хладагента, подаваемого в рубашку реактора Gx, кг/с.
Обычно процессы радикальной полимеризации метилметакрилата проводят при
М:В = 1:4 для того, чтобы избежать чрезмерного нагрева реакционной смеси во время гельэффекта (большое количество воды в реакторе забирает на себя часть тепловой энергии).
Однако с целью дальнейших исследований этого технологического процесса реализуем
возможность задавать меньшее количество воды в реакторе. Таким образом, задаваемое
соотношение М:В лежит в диапазоне 1:1 – 1:4.
Температурный режим протекания процесса выбирается в диапазоне 60 – 80ºС, т.к.
выбирая меньшую температуру, процесс полимеризации будет длиться слишком долго, а при
температурах больше 80ºС тепловыделение слишком велико и процесс становится
неуправляем.
Расход хладагента, подаваемого в рубашку – это одно из наиболее очевидных и часто
используемых управляющих воздействий, применимых для поддержания температуры
реакционной смеси в реакторе. Для типовых промышленных реакторов значение расхода
меняется в диапазоне от 1 до 50 кг/с в зависимости от рабочего объема реактора и текущей
температуры реакционной смеси. Для рассматриваемого реактора примем диапазон
изменения Gx = 5-30 кг/с.
Зачастую, для создания нечетких моделей на основе полученных заранее
экспериментальных данных используют адаптивную нейро-нечеткую систему вывода
ANFIS, представленную в составе пакета MATLAB. Эта система по своей сути является
простым вариантом нейро-нечеткой сети, аналогичной нечеткой системе вывода.
Система ANFIS работает по алгоритму вывода Такаги-Сугено, ее можно представить
как нейронную сеть, состоящую из 5 слоев (рисунок 12.1).
79
Рисунок 12.1 – Типовая структура нейро-нечеткой модели ANFIS
1 слой (input) – отображает количество входных переменных (3 входные переменные);
2 слой (inputmf) – характеризует тип и количество термов, выбранных для
лингвистического описания каждой входной переменной (1, 2 и 3 функции принадлежности
для первой, второй и третьей переменной);
3 слой (rule) – включает в себя базу знаний нечеткой модели (база знаний включает в
себя 6 правил). Правила составляются по стандартному принципу: ЕСЛИ … И …, ТО …;
4 слой (outputmf) – отображает количество функций принадлежности выходной
переменной (выходная переменная описывается шестью функциями принадлежности);
5 слой (output) – характеризует выход нечеткой модели, здесь вычисляется
результирующее (четкое) значение выходной переменной.
Рассмотрим процесс синтеза типовой нечеткой модели в ANFIS на примере некоторой
статистической выборки, полученной в результате проведения пассивного эксперимента.
Суть эксперимента заключалась в исследовании влияния двух факторов Х1 и Х2 на выходную
величину Y. Дано 20 значений факторов Х1 и Х2, а также 20 значений выходной величины Y.
Используя имеющийся набор исходных данных, получим обучающую и тестовую выборки.
Примем, что в обучающую выборку (train) войдут нечетные значения факторов и выходной
переменной, а в тестовую (test) – четные (12.1):
80
0
0.5
1
1.4
2.3
train
2.6
3.1
3.7
4.3
4.7
0
4
8
12
16
20
24
28
32
36
0
0.3
0.53
0.9
1.1
0.21
0.81
1.9
2.5
0.32
, test
3
1.59
1.14
3.5
4.2
2.49
2.69
4.6
5.3
2.01
2
6
10
14
18
22
26
30
34
38
0.11
0.51
0.23
0.26
0.39
.
1.18
1.57
1.17
1.24
3.06
(12.1)
Приведенные в (12.1) выборки включают в себя 3 столбца, первые 2 отвечают за
входные переменные Х1 и Х2, а последний – за выходную Y.
Запускаем редактор ANFIS с помощью введения команды anfisedit в командной строке
MATLAB. При этом откроется главное окно этого редактора (рисунок 12.2).
Рисунок 12.2 – Главное окно редактора ANFIS
Процесс создания нечеткой модели включает в себя несколько этапов:
1. Загружаем обучающую выборку. Это делается в окне Load data (рисунок 12.3), где
необходимо отметить пункт Training, выбрать источник загружаемой выборки (файл (file)
или рабочая область MATLAB (worksp.)) и, после нажатия кнопки Load data, выбрать файл в
текущей директории с расширением ".dat", либо ".txt".
Рисунок 12.3 – Загрузка обучающей выборки
81
В этом же окне можно загрузить тестовую выборку (Testing) для последующей
проверки созданной нечеткой модели, а также загрузить демонстрационный пример (Demo)
для первичного ознакомления с редактором ANFIS.
После загрузки обучающей выборки в главном окне редактора ANFIS появится
графическое отображение загруженной выборки (рисунок 12.4).
Рисунок 12.4 – Графическое отображение загруженной выборки
2. Создаем первичную структуру нечеткой модели без базы знаний. Ее можно создать
заранее с помощью редактора нечетких моделей FIS Editor, либо сгенерировать ее
непосредственно в данный момент. Для этого в окне Generate FIS выбираем пункт Grid
partition и нажимаем кнопку Generate FIS, что позволит сгенерировать нечеткую систему
вывода без кластеризации (по методу решетки). Откроется окно настройки параметров
нечеткой модели, где можно задать количество и тип термов, используемых для
лингвистического описания переменных (рисунок 12.5).
Рисунок 12.5 – Окно задания свойств нечеткой модели
3. Задав необходимые параметры, переходим к обучению нечеткой системы, т.е.
именно на этом этапе будет сформирована база знаний модели – основной ее компонент.
Обучение модели производится согласно соответствующей выборке в окне Train FIS
(рисунок 12.6), где можно задать количество итераций обучения (Epochs), алгоритм
оптимизации (Optim. method) и точность обучения модели (Error tolerance).
82
Рисунок 12.6 – Окно Train FIS
Зададим в этом окне, например, 20 итераций обучения и точность 0.01. После этого
нажатием кнопки Train Now запускается процесс оптимизации и настройки нечеткой модели.
По окончании процесса оптимизации на главном окне графически отобразятся значения
ошибки обучения на каждой итерации (рисунок 12.7).
Рисунок 12.7 – Окно редактора ANFIS после обучения модели за 20 итераций
Как видно из рисунка 12.7, ошибка обучения монотонно уменьшается, поэтому 20
итераций в данном случае не хватает. Проведем для примера 200 итераций обучения и
примем допустимую погрешность 0.005 (рисунок 12.8).
83
Рисунок 12.8 – Окно редактора ANFIS после обучения модели за 200 итераций
В результате увеличения числа итераций обучения можно наблюдать уменьшение
ошибки вплоть до 100 итерации, после чего она практически не изменяется.
4. Проверка созданной модели с помощью тестовой выборки. Используя меню Load
data, загрузим тестовую выборку по аналогии с п.1. Далее в окне Train FIS выбираем пункт
Testing data и нажимаем кнопку Test Now. Главное окно редактора ANFIS примет вид
(рисунок 12.9).
84
Рисунок 12.9 – Главное окно ANFIS после тестирования модели
На рисунке 12.9 точками синего цвета показана тестовая выборка, а красными
звездочками – результат нечеткого вывода модели. В нижней части окна приведено среднее
значение ошибки при тестировании. Как можно наблюдать, результат тестирования модели
выдает довольно существенную ошибку. Это объясняется выбором количества термов для
описания входных переменных. В данном примере было использовано по 3 треугольных
терма для переменных Х1 и Х2. Очевидно, что этого количества недостаточно для получения
точной модели.
Повторим синтез модели с самого начала, но для описания входных переменных на
этот раз используем 10 термов. Результат после тестирования модели показан на рисунке
12.10.
85
Рисунок 12.10 – Главное окно ANFIS после тестирования модели с 10 термами
Результат налицо: увеличив точность лингвистического описания переменных путем
увеличения количества термов, можно легко добиться существенно более точного
моделирования. Однако стоит учитывать, что с увеличением количества термов сложность
модели значительно возрастает, а ее точность рано или поздно перестанет увеличиваться. В
этой связи необходимо находить компромисс между точностью и сложностью нечеткой
модели.
Если полученный результат устраивает разработчика, то на этом ее синтез окончен. Ее
необходимо сохранить в качестве обычной нечеткой модели, используя меню File – Export –
To file. Также в данном редакторе предусмотрена возможность просмотра и изменения
внутренней структуры созданной модели с помощью меню FIS Properties.
В результате, полученная в примере нечеткая модель:
- работает по алгоритму вывода Такаги-Сугено;
- имеет 2 входные и 1 выходную переменную (рисунок 12.11а);
- база знаний модели включает в себя 100 лингвистических правил (рисунок 12.11б);
- входные переменные описываются 10 треугольными функциями принадлежности
(рисунок 12.11в).
86
Рисунок 12.11 – Свойства нечеткой модели
Таким образом, редактор ANFIS позволяет создать нечеткую модель любой степени
точности по обучающей выборке и проверить ее с помощью тестовой выборки. Точность
созданной модели напрямую зависит от выбранного сочетания типа и количества термов для
входных переменных, а также от заданной наперед допустимой ошибки. Кроме того,
созданную таким образом нечеткую модель в дальнейшем можно редактировать по аналогии
с обычными нечеткими моделями в редакторе FIS editor в пакете MATLAB.
Ключевой особенностью системы ANFIS является тот факт, что в качестве обучающей
или тестирующей выборки необходимо использовать массив данных, включающий в себя
несколько столбцов, где последний отвечает за выходную переменную, а остальные –
последовательно за каждую входную; при этом размерность столбцов в этой выборке должна
быть одинакова.
В связи с тем, что нечеткая модель реактора включает в свой состав 3 входные
переменные, каждая из которых имеет разную размерность, то полностью реализовать эту
модель в ANFIS невозможно. Тем не менее, эту систему полезно применять для определения
наилучшего сочетания типа и количества используемых функций принадлежности для
входных переменных в случае, когда входная и выходная переменные описываются
массивами одинаковой размерности, что будет показано при синтезе нечеткой модели
реактора.
Для создания нечеткой модели реактора-полимеризатора предлагается использовать
следующую методику, включающую в себя 4 этапа:
- получение исходных выходных данных для моделирования (кривых изменения
температуры реакционной смеси) при всех сочетаниях начальных условий процесса;
- группировка и нормировка кривых по одному из начальных условий;
- синтез первого нечеткого блока модели FM1, выходом которого является
нормированная кривая;
- определение масштабирующих коэффициентов для каждого сочетания начальных
условий и создание второго нечеткого блока модели FM2.
Умножив кривую от первого нечеткого блока на коэффициент от второго блока,
прибавив значение заданного температурного режима процесса Тзаданное, получим искомую
кривую изменения температуры реакционной смеси Тпроцесса(t). Модель такого типа может
быть синтезирована посредством использования системы структурного моделирования
MATLAB, пакета Simulink и системы ANFIS для блока FM1. Общая структурная схема
модели приведена на рисунке 12.12.
87
Рисунок 12.12 – Структурная схема нечеткой модели
Рассмотрим последовательно каждый из этапов синтеза модели.
1) Получение исходных данных для моделирования. На этом шаге необходимо собрать
серию кривых, которые будут являться выходом нечеткой модели. Эти кривые должны быть
получены для всех возможных сочетаний начальных условий, предполагаемых для нечеткой
модели.
В нашем примере имеется 3 начальных условия – соотношение М:В, температурный
режим процесса Тзаданное и расход хладагента Gx. Для параметра М:В принимаем 4 возможных
значения – 1:1, 1:2, 1:3, 1:4. Для Тзаданное рассмотрим 3 возможных случая – 60, 70 и 80ºС.
Наконец, для расхода хладагента Gx используем 6 значений – 5, 10, 15, 20, 25 и 30 кг/с. Таким
образом, для синтеза нечеткой модели необходимо иметь 72 кривые изменения температуры
реакционной смеси. Эти данные можно получить либо из математической модели реактора,
как в нашем примере, либо путем проведения экспериментов на реальном промышленном
или лабораторном реакторе.
Следует отметить, что проведение экспериментов при таких сложных условиях
протекания процесса чревато возникновением аварийных ситуаций, в связи с чем получать
экспериментальные данные рекомендуется именно на аналитических моделях.
2) Группировка исходных кривых по одному из начальных условий. Проанализировав
полученные в [112] 72 кривые, было установлено, что скорость протекания процесса зависит
исключительно от выбранного температурного режима проведения полимеризации. Данный
факт позволяет нам сгруппировать эту серию кривых по параметру Тзаданное, получив таким
образом 3 набора по 24 кривые. На рисунке 12.13 для примера приведена такая серия для
температурного режима 70ºС.
Рисунок 12.13 – Серия кривых изменения температуры для режима 70ºС
(снизу вверх расход хладагента от 5 до 30 кг/с)
С помощью пакета Mathcad получим средние кривые по каждому температурному
88
режиму Tsr(t) и нормализуем их к диапазону [0;1]. Нормализация кривых проводилась так:
- определяем минимальное (x1) и максимальное (x2) значение средней кривой;
- задаем нормированный диапазон: минимальное (y1) и максимальное (у2) значение. В
нашем примере y1 = 0, y2 = 1;
Определяем значения k и b согласно выражениям (12.2) и (12.3):
y 2 y1
,
x 2 x1
y1 ( x2 x1) x1 ( y 2 y1)
b
.
x 2 x1
k
(12.2)
(12.3)
- нормированная кривая Tsrnorm(t) будет определяться выражением (12.4):
Tsrnorm (t ) k Tsr (t ) b.
(12.4)
Результат этой операции приведен на рисунке 12.14.
Рисунок 12.14 – Определение средних кривых и их нормировка
3) Синтез нечеткого блока FM1. Массивы точек, соответствующие нормированным
кривым, полученным на предыдущем этапе, являются выходом первого блока нечеткой
логики создаваемой нечеткой модели FM1. Входами этого блока является заданный
температурный режим процесса и массив, определяющий степень конверсии мономера.
Получить кривую степени конверсии можно путем интегрирования уравнений кинетической
модели процесса (4.1). В работе [115] к системе (4.1) были применены методы факторного
анализа, что позволило в области выбранных нами ранее начальных условий получить
эмпирическую зависимость для степени конверсии мономера и использовать полученный на
ее основе массив в качестве входа для блока FM1.
Рассмотрим подробнее методику построения данного нечеткого блока. Так как он
включает в себя 2 входные переменные и 1 выходную, а массивы входных переменных
имеют разную размерность (3 точки для температуры процесса и 10000 точек для кривой
степени конверсии мономера, где каждая точка соответствует времени протекания процесса),
то для синтеза этого блока использование ANFIS невозможно.
С этой целью создадим обучающую выборку в виде двумерного массива, первый
столбец которого соответствует входной переменной, а второй – выходной и включает в себя
10000 строк. Это связано с тем, что и степень конверсии мономера, и температура
реакционной смеси зависят от времени, а при имитационном моделировании системы (4.32),
процесс моделировался в течение t = 10000 секунд, что соответствует 2.7 часа. Получить
выборку можно путем склеивания соответствующих одномерных массивов при помощи
Mathcad или MATLAB. Эти выборки для заданных температур 60, 70 и 80ºС отобразим на
соответствующем графике (рисунок 12.15), где оси абсцисс соответствует степень конверсии
89
мономера в момент времени t (входная переменная Xm(t)), а оси ординат – нормированная
кривая температуры реакционной смеси в момент времени t (выходная переменная Tsrnorm(t)).
Рисунок 12.15 – Графическое отображение выборок для синтеза модели FM1
Анализируя рисунок 12.15, легко заметить, что для разных температурных режимов
протекания процесса процессы тепловыделения проявляются в разной степени и в разные
моменты времени. Таким образом, для получения нечеткой модели, отображающей
нормированную кривую (рисунок 12.14) с минимальной ошибкой необходимо определить
такое сочетание количества и типа термов для входной переменной Xm(t), при котором
ошибка моделирования стала бы минимальной.
Для этой задачи как нельзя лучше подходит рассмотренная ранее система ANFIS,
позволяющая довольно быстро реализовать набор нечетких моделей по обучающей выборке
с разным количеством и типом функций принадлежности. Для эксперимента рассмотрим
кусочно-линейные (треугольные) и непрерывные (гауссовы) функции принадлежности.
Количество функций принадлежности – 5, 11, 16, 21, 30. Эксперимент проведем для одной из
температур протекания процесса (80ºС), т.к. все кривые на рисунке 12.15 подобны друг
другу, а значит полученные результаты будут справедливы и для них.
Таким образом, необходимо создать 10 нечетких моделей и рассчитать среднюю
относительную погрешность для каждой из них в сравнении с эталонной выборкой.
Рассмотрим создание одной из таких нечетких моделей.
Открываем меню редактора ANFIS и загружаем обучающую выборку, после чего
отобразится график нормированной кривой (рисунок 12.16).
90
Рисунок 12.16 – Окно редактора ANFIS
Видно, что полученная кривая соответствует таковой на рисунке 12.14.
Далее создаем первичную нечеткую модель с 5 треугольными термами для входной
переменной, выбираем 50 итераций обучения модели и нулевую ошибку. В результате
обучения модели за 50 итераций получили следующие значения ошибок (рисунок 12.17).
Рисунок 12.17 – Результат обучения модели
91
Полученная таким образом нечеткая модель имеет следующую структуру (рисунок
12.18), где под индексом "а" показана структура модели, под индексом "б" – распределение
функций принадлежности входной переменной, а под индексом "в" – база знаний модели,
включающая в себя 5 правил.
Рисунок 12.18 – Свойства нечеткой модели
Сохраним полученную модель под названием "t5.fis" и проведем сравнительный анализ
с эталонной нормированной кривой (рисунок 12.19).
Рисунок 12.19 – Результаты работы нечеткой модели в сравнении с эталонной кривой
Согласно рисунку 12.19 точность модели с 5 функциями принадлежности оставляет
желать лучшего; особенно сильно ошибка моделирования наблюдается в начальный момент
процесса. Получим остальные 9 моделей по аналогичной методике и выполним
сравнительный анализ полученных кривых по средним значениям относительной ошибки
(таблица 12.1).
Таблица 12.1 – Средние значения ошибок для моделей разного вида
Количество используемых
Среднее значение относительной ошибки δ, %
функций принадлежности
Тип используемых функций принадлежности
Треугольные
Гауссовы
5
1.98
2.44
92
11
0.66
0.72
16
0.34
0.27
21
0.30
0.17
30
0.19
0.14
Согласно полученным результатам, наименьшая ошибка при моделировании
получается при использовании 30 гауссовых функций принадлежности. Тем не менее, и для
треугольных, и для гауссовых функций принадлежности нетрудно заметить тенденцию
нелинейного уменьшения ошибки с увеличением количества используемых функций
принадлежности. Поэтому для описания переменной Xm(t) примем не 30, а 21 гауссову
функцию принадлежности, т.к. в противном случае сложность нечеткой модели сильно
возрастет, что может привести к ошибкам при ее синтезе. График эталонной нормированной
кривой и кривой, полученной путем нечеткого вывода моделью с 21 гауссовой функцией
принадлежности, приведен на рисунке 12.20. Судя по полученному графику, теперь
наблюдается практически полная сходимость кривых, что и требовалось по условию
эксперимента.
Рисунок 12.20 – Результаты работы итоговой нечеткой модели в сравнении с эталонной
кривой
Аналогичным образом синтезируем модели с 21 гауссовой функцией принадлежности
для температурных режимов процесса 70 и 60ºС.
Структура моделей приведена на рисунке 12.21.
93
Рисунок 12.21 – Структура моделей ANFIS
Они имеют 1 входную переменную (по умолчанию называется input1) и 1 выходную
переменную (по умолчанию – output), алгоритм вывода – Такаги-Сугено (рисунок 12.22).
Рисунок 12.22 – Окно редактора FIS editor
Распределение функций принадлежности входных переменных для этих моделей
показано на рисунке 12.23. Каждой из них поочередно присваивается наименование от
in1mf1 до in1mf21. Необходимо обратить внимание, что распределение нелинейное и в
наибольшей степени нелинейность приходится на момент гель-эффекта.
Рисунок 12.23 – Распределение функций принадлежности
Выходная переменная согласно алгоритму Такаги-Сугено описывается набором
констант, которым присваиваются наименования от out1mf1 до out1mf21.
База знаний включает в себя 21 лингвистическое правило. Правила имеют вид (12.5):
1. IF input1 = in1mf1 THEN output = out1mf1,
2. IF input2 = in1mf2 THEN output = out1mf2,
3. IF input3 = in1mf3 THEN output = out1mf3,
(12.5)
………………………………………………….
21. IF input21 = in1mf21 THEN output = out1mf21.
Базы знаний, полученные от этих трех моделей, будут использованы при синтезе
нечеткого блока FM1.
Блок нечеткой логики FM1 также работает по алгоритму вывода Такаги-Сугено, имеет
уже 2 входные переменные (см. рисунок 12.12) – степень конверсии мономера Xm(t) и
температурный режим процесса Тзаданное, а также 1 выходную переменную, определяющую
нормированную кривую Tsrnorm(t).
Структура модели FM1 имеет вид (рисунок 12.24).
Рисунок 12.24 – Окно FIS editor для модели FM1
С точки зрения нейро-нечеткой модели блок FM1 можно представить в виде (рисунок
12.25).
94
Рисунок 12.25 – Нейро-нечеткая структура модели FM1
Лингвистическое описание входных переменных для модели FM1 приведено на
рисунке 12.26, причем для переменной Xm(t) количество и тип термов аналогичны таковым у
моделей ANFIS, но на сей раз каждому терму было присвоено название, соответствующее
определенной степени конверсии мономера: 0, 0.05, 0.1, ..., 0.95, 1. Также отметим, что из-за
необходимости моделировать разные температурные режимы процесса, для которых
тепловыделение происходит в разные моменты времени, распределение функций
принадлежности необходимо сделать линейным. Это сделает модель универсальной, но
немного снизит качество моделирования и увеличит среднее значение ошибки, тем не менее,
дальнейшие результаты сравнения с эталонной моделью докажут, что такое решение
является наиболее оптимальным.
Для лингвистического описания переменной Тзаданное использовано 3 терма,
соответствующих трем температурным режимам: 60, 70 и 80ºС. Отметим, что для терма "70"
использована обычная гауссова функция принадлежности, а для термов "60" и "80",
находящихся на границах заданного диапазона изменения переменной, была выбрана
двусторонняя гауссова функция, чтобы обеспечить большую точность модели.
а
95
б
Рисунок 12.26 – Лингвистическое описание входных переменных блока FM1
а – степень конверсии мономера, Xm(t) (21 терм)
б – температурный режим процесса, Тзаданное (3 терма)
Выходная переменная представляет собой набор из 63 констант, которым присвоены
названия от T60X0 до T80X1. База знаний блока FM1 включает в себя 63 правила, для
получения которых необходимо объединить базы знаний для 3 моделей, созданных ранее в
ANFIS (12.5) с учетом наличия второй входной переменной Тзаданное. Таким образом, база
знаний блока FM1 примет окончательный вид (12.6):
1. IF Xm = 0 AND Tzad = 60 THEN Tsrnorm = T60X0,
2. IF Xm = 0.05 AND Tzad = 60 THEN Tsrnorm = T60X005,
…………………………………………………………………
30. IF Xm = 0.4 AND Tzad = 70 THEN Tsrnorm = T70X04,
31. IF Xm = 0.45 AND Tzad = 70 THEN Tsrnorm = T70X045,
…………………………………………………………………
63. IF Xm = 1 AND Tzad = 80 THEN Tsrnorm = T80X1.
(12.6)
В FIS editor база знаний выглядит так (рисунок 12.27).
Рисунок 12.27 – Фрагмент базы знаний модели FM1
Поверхность вывода блока FM1 показана на рисунке 12.28.
Рисунок 12.28 – Поверхность вывода блока FM1
По рисунку 12.28 видно, что эта модель рассчитывает нормированную кривую не
только для 3 исходных температурных режимов (60, 70 и 80°С), но и для всех остальных
96
температур в диапазоне 60-80°С – т.е. можно получить результирующую кривую для любого
температурного режима в соответствующем диапазоне. Также эта нормированная кривая
будет учитывать момент проявления гель-эффекта при соответствующем температурном
режиме процесса.
4) Расчет масштабирующих коэффициентов и синтез блока FM2. Особенностью
процесса радикальной полимеризации является тот факт, что скорость процесса зависит
только от заданной температуры. В связи с этим, для каждого температурного режима вид
кривой изменения температуры реакционной смеси одинаков и может быть получен путем
умножения нормированной кривой на масштабирующий коэффициент. Процесс расчета
масштабирующих коэффициентов K полностью аналогичен таковому на втором этапе. Они
определяются согласно выражению (12.2), где x1 = 0, x2 = 1, у1 и у2 соответствуют
минимальному и максимальному значению кривой, полученной на первом этапе для
соответствующих начальных условий. Таким образом получим 72 значения
масштабирующих коэффициентов К.
На основании полученных значений К создадим второй нечеткий блок FM2. Он также
работает по алгоритму Такаги-Сугено, имеет 3 входные переменные – расход хладагента,
соотношение мономера и воды и температурный режим процесса (рисунок 12.29).
Рисунок 12.29 – Окно FIS editor для модели FM2
ANFIS структура модели FM2 показана на рисунке 12.30.
Рисунок 12.30 – Нейро-нечеткая структура модели FM2
Лингвистическое описание входных переменных показано на рисунке 12.31. Для
переменной "расход хладагента" Gx использовано 6 термов, для переменной "соотношение
мономер:вода" – 4 терма, а для переменной "температурный режим процесса" Тзаданное – 3
терма. Причем, по аналогии с моделью FM1, для термов, находящихся на границе диапазона
изменения переменных, использованы двусторонние гауссовы функции принадлежности,
для остальных – обычные гауссовы.
97
а
б
в
Рисунок 12.31 – Лингвистическое описание входных переменных блока FM2
а – расход хладагента, Gx (6 термов)
б – соотношение мономера и воды, М:В (4 терма)
в – температурный режим процесса, Тзаданное (3 терма)
Выходной переменной модели является масштабирующий коэффициент К,
рассчитанный для всех 72 начальных условий. Соответственно введены 72 обозначения от
MB1G5T60 до MB4G30T80.
База знаний блока FM2 включает в себя 72 правила, записанные для каждого
рассчитанного масштабирующего коэффициента К. Правила записываются по следующему
принципу (12.7):
1. IF G = 5 AND M:B = 1 AND Tzad = 60 THEN K = MB1G5T60,
2. IF G = 10 AND M:B = 1 AND Tzad = 60 THEN K = MB1G10T60,
…………………………………………………………………………………
(12.7)
35. IF G = 25 AND M:B = 2 AND Tzad = 70 THEN K = MB2G25T70,
…………………………………………………………………………………
72. IF G = 30 AND M:B = 4 AND Tzad = 80 THEN K = MB4G30T80.
В FIS editor база знаний имеет вид (рисунок 12.32).
98
Рисунок 12.32 – Фрагмент базы знаний модели FM2
Поверхность вывода блока FM2, отражающая влияние расхода хладагента и
соотношения мономера и воды на значение К, показана на рисунке 12.33.
Рисунок 12.33 – Поверхность вывода блока FM2
Анализируя рисунок 12.33, нетрудно заметить явно нелинейную зависимость
коэффициента К от расхода хладагента Gx. Очевидно, что значение К напрямую влияет на
максимальное значение температуры реакционной смеси при текущих условиях протекания
процесса. С увеличением расхода хладагента значение этого коэффициента уменьшается,
следовательно, уменьшается и тепловыделение в процессе полимеризации.
После создания блоков FM1 и FM2 можно реализовать нечеткую модель реактора по
схеме, показанной на рисунке 12.12. Для проверки правильности созданной нечеткой модели
были рассчитаны относительные и максимальные ошибки моделирования для 72 случаев
начальных условий процесса. В качестве эталонного результата приняли исходную
математическую модель (4.32). Результаты этого расчета показали, что наибольшее значение
средней относительной ошибки составляет 0.65%, максимальной ошибки – 4.23% в момент
наибольшего проявления гель-эффекта (соответствует максимальному значению кривой).
Такие показатели неудивительны для заданных в нечеткую модель начальных условий
процесса. Попробуем теперь промоделировать 2 примера со случайным набором начальных
условий (в пределах заданных диапазонов) и проверим точность моделирования нечеткой
модели.
Случай 1. Рассмотрим следующий набор начальных условий:
- температурный режим Тпроцесса = 65°С,
- расход хладагента Gx = 17.5 кг/с,
- соотношение мономера и воды М:В = 1:2.5.
Проведя имитационное моделирование для системы (4.32) и разработанной нечеткой
модели, получили следующий результат (рисунок 12.34).
99
Рисунок 12.34 – Сравнительный анализ работы классической и нечеткой модели
В этом случае среднее значение относительной ошибки составляет 0.07%, а
наибольшее ее значение 0.61%. В абсолютных величинах максимальное отклонение по
температуре у нечеткой модели составляет 0.4°С.
Случай 2. Рассмотрим следующий набор начальных условий:
- температурный режим Тпроцесса = 73°С,
- расход хладагента Gx = 21 кг/с,
- соотношение мономера и воды М:В = 1:3.
Проведя имитационное моделирование для системы (4.32) и разработанной нечеткой
модели, получили следующий результат (рисунок 12.35).
Рисунок 12.35 – Сравнительный анализ работы классической и нечеткой модели
В этом случае среднее значение относительной ошибки составляет 0.14%, а
наибольшее ее значение 2%. В абсолютных величинах максимальное отклонение по
температуре у нечеткой модели составляет 1.5°С.
Полученные результаты сравнительного анализа рассмотренных примеров, а также
ряда дополнительных испытаний, не включенных в эту работу, говорят о хорошем
соответствии нечеткой модели эталонной. В каждом примере без исключения наблюдаемое
отклонение от эталонной модели происходит в большую сторону и не более, чем на 5%, что
находится в пределах погрешности.
Согласно полученным кривым видно, что, несмотря на температурные режимы 65°С и
73°С, не представленные в исходном статистическом материале для составления нечеткой
100
модели, результирующая кривая температуры реакционной смеси практически в точности
повторяет таковую от классической модели и правильно отображает явление гель-эффекта.
В заключение отметим, что для анализа влияния типа функций принадлежности на
точность моделирования нами была создана полностью аналогичная модель реактора по
методике, описанной в этой главе, за исключением того факта, что непрерывные гауссовы
функции принадлежности были заменены на кусочно-линейные треугольные. Подробно
описывать эту же методику смысла не имеет, но приведем графики этих двух нечетких
моделей при одинаковых исходных данных для сравнения (рисунок 12.36).
Рисунок 12.36 – Сравнительный анализ нечетких моделей с гауссовыми и треугольными
функциями принадлежности
Результат этого сравнения довольно интересен – получили практически идентичные
кривые, что говорит о возможности использования как кусочно-линейных, так и
непрерывных функций принадлежности для синтеза нечетких моделей.
Таким образом, разработанную нечеткую модель можно использовать для
моделирования любых начальных условий процесса, принадлежащим принятым диапазонам
их изменения.
101
13 Построение систем диагностики и управления технологической безопасностью
Методологические принципы построения системы диагностики состояний и
управления технологической безопасностью основываются на дискретных математических
моделях, являющихся ядром системы диагностики состояний.
Применение математического аппарата теории нечетких множеств, предложенных в
работах Л. Заде и развитых в работах российских авторов [116, 117, 118], связано с тем, что
при решении задач диагностики состояний часто приходится иметь дело с данными, которые
не могут быть формализованы в понятиях двузначной логики. Такими данными, в частности,
являются определения экспертов (операторов, технологов), которые оценивают
функционирование ХТС или ее компонентов. Существенную роль в системе управления
диагностикой с точки зрения последовательного раскрытия неопределенности,
присутствующей при поиске первопричин возникновения неисправностей, играют принципы
иерархичности и декомпозиции. На основе их применения порождается удобная структура
процедуры принятия решений и оценки последствий тех или иных управляющих
воздействий.
В технологических системах, реализующих химические процессы, в общем случае
выделяются четыре подсистемы: реактор процесса; гидравлические связи, по которым
перемещаются жидкие среды; газовые связи, по которым перемещаются газовые среды;
измерительные и управляющие цепи автоматизированной системы управления
технологическим процессом (АСУ ТП).
Распознавание неисправностей и аварийных состояний начинается с изучения режима
протекания процесса в аппарате и определения его состояния. По состоянию
технологического процесса выявляются неисправные технологические структуры
(гидравлические, газовые связи и цепи АСУ ТП).
Основная особенность управления процессом диагностики состояний непрерывных
ХТП заключается в том, что управление основано на анализе событийных процессов,
происходящих в технологической системе. На каждом уровне принятия решений
необходимо оценивать риск принимаемых решений. При этом часто необходимо
использовать дополнительную информацию для каждого объекта, подвергаемого диагнозу.
Управление критическими режимами реализуется за счет поддержания рабочей точки
процесса в области работоспособного состояния с заданным запасом работоспособности на
основе выбора соответствующих управляющих воздействий.
В результате структурной декомпозиции технологической схемы выделяются один или
несколько ключевых аппаратов, для которых в первую очередь определяются состояния. На
первом уровне решения задачи управления диагностикой по этим состояниям принимают
решение о наличии дефектов в соответствующих аппаратах, а также делается предположение
о возможных неисправностях в газовых или гидравлических связях. На следующем уровне
осуществляется определение наличия неисправностей в газовых или в гидравлических
связях, либо в системах контроля и регулирования. Далее осуществляется локализация
дефекта в конкретном техническом устройстве (управление поиском первичной
неисправности).
Принятие решений по управлению технологической безопасностью на основе
диагностического многоуровнего анализа осуществляется с учетом возможных
прогнозируемых состояний технологического процесса и информации о состоянии внешнего
окружения.
13.1 Область безопасности
Основной задачей промышленных систем диагностики является своевременное
обнаружение нарушений, которые приводят к внештатным ситуациям. Для того чтобы иметь
возможность выявить возможное нарушение еще на ранней стадии его развития, необходима
количественная оценка безопасности.
102
Функционирование любого ХТП можно рассматривать как последовательность смены
состояний на некотором интервале времени (to, tk). Состояние XТП в каждый момент
времени t(to,tk) характеризуется набором параметров: Y = {Ti, Kj, Ul}, где:
{Ti, i=1…I} – параметры состояния технологии процесса;
{Kj, j=1…J} – параметры состояния оборудования процесса;
{Ul, l=1…L} – параметры состояния систем управления процесса.
На ХТП могут быть наложены ограничения штатного функционирования
(T, K, U) 0 , зависящие от множеств параметров {Ti, Kj, Ul}. Выход за эти ограничения
означает переход ХТП во внештатную ситуацию. Таким образом, эти ограничения разделяют
пространство всех состояний, в которых может находиться ХТП на два множества:
множество опасных состояний и множество безопасных (работоспособных) состояний. Во
множестве безопасных состояний наибольший интерес представляет область, в которой
функционирование ХТП является наиболее безопасным – область центра технологической
безопасности. Методика определения области безопасности для технологических параметров
ХТП основывается на том, что информация о состояниях процесса представляется в виде
нечеткого отношения предпочтения во множестве альтернатив выбора [116, 117].
На первом шаге определяется конечное множество альтернатив, на котором будем
строить нечеткое отношение предпочтения. Для каждого из параметров в области его
существования можно выделить интервалы (диапазоны) значений параметров, которые
характеризуют определенные режимы работы технологии, то есть соответствуют
определенным состояниям непрерывного технологического процесса. Таким образом,
формируется ограниченное множество непересекающихся интервалов {xTpKp}, где:
Tp = {T1, T2,…, Tp} – индекс технологического параметра,
Kp = {1,2,…, Kp} – индекс интервала.
На множестве непересекающихся областей некоторого параметра Р, X = {x1, x2,..., xn}
задается нечеткое отношение нестрогого предпочтения R(R) с функцией принадлежности
R(x1, x2). Функция принадлежности интерпретируется следующим образом: “интервал x1
значений параметра P не хуже (с точки зрения безопасности функционирования
технологического процесса) интервала x2 значений параметра P”. На основе экспертных
знаний попарно проводится нечеткое сравнение на множестве альтернатив X = {x1, x2,..., xn}
с целью выявления между ними степени принадлежности к заданному отношению.
Для определения недоминируемых состояний выделяется соответствующее отношению
предпочтения R(R) отношение строгого предпочтения RD (DR). Интервал x1 строго
безопаснее интервала x2, если выполняется условие (x1, x2) R и (x2, x1) R. Отношение
строгого предпочтения на X используется для определения и анализа свойств множества
недоминируемых альтернатив. Пара (X, R(R)) является моделью выбора, который
представляет подмножество наиболее безопасных состояний. RD = R\R-1, где R-1 – отношение
обратное к R, описываемое функцией принадлежности: μ 1 (s1 , s 2 ) μ R (s 2 , s1 ) .
R
Функция принадлежности разности нечетких множеств записывается в следующем виде:
μ ~ ~ (x) max {μ ~ (x) μ ~ (x), 0} . Тогда нечеткое отношение доминирования RD
A\B
A
B
описывается следующей функцией принадлежности:
μ R D ( x1, x2 ) max{μ R D ( x1, x2 ) μ R D ( x2 , x1),0}.
Величина 1 μ
R
D
(y, x) для любой альтернативы x является значением функции
принадлежности дополнения отношения RD и показывает степень, с которой альтернатива x
недоминируется альтернативой y. Величина min (1 D ( y, x)) показывает степень
yX
R
недоминируемости альтернативы x для любой альтернативы из X. Это позволяет
сформулировать понятие нечеткого множества X RН . Д . , определяемого функцией
принадлежности вида:
103
RН . Д . ( x) min (1
x X
RD
( x, y)) min (1 max{μ R ( y, x) μ
y X
R
( x, y),0}), y X ,
где заданное множество называется нечетким множеством недоминируемых альтернатив в
модели выбора (X,R(R)).
Область безопасного функционирования ХТП представляет собой подмножество
состояний на конечном множестве диапазонов значений параметров, характеризующих
определенные режимы работы ХТП. В это множество будут входить те состояния, которые
являются безопасными с точки зрения ведения технологического процесса, но не совпадают
с центром безопасности.
Рассмотрим методику нахождения области безопасного функционирования ХТП. Пусть
для некоторого объекта технологического процесса определен центр безопасности по всем
технологическим параметрам (S0 = {t10 , t20 , …, tn0}, ti0 – центр безопасности для i-го
параметра), и существует набор нечетких типовых состояний si~ S~ (i 1, 2, …, N),
определенных при помощи экспертного опроса по разработанным алгоритмам [119].
Тогда из множества всех типовых состояний ХТП можно выделить некоторое
подмножество состояний sbj~ S~, которые принадлежат к безопасным состояниям
функционирования ХТП, но не совпадают полностью с определенным центром
безопасности. Существование таких состояний обусловлено тем, что данные состояния
могут отклоняться от центра безопасности только по одному или нескольким значениям
технологических параметров, или отклонения по технологическим параметрам могут быть
незначительными (т.е. в пределах значения порога нечеткого включения состояний
tinc [0.6;1]). Выявленный набор таких состояний будет представлять собой область
безопасного функционирования (ОБФ) ХТП.
Таким образом, в ОБФ, кроме самого центра безопасности, войдут все состояния
sbj~ S~, для которых значение степени принадлежности определяющих их интервалов
нечеткому множеству X RН . Д . будет не менее установленного порога tinc в модели выбора (X,
R(R)). Для каждого интервала x, определяющего состояние, входящее в ОБФ должно
выполняться неравенство
R Н . Д . ( x) tinc , где:
R Н . Д . ( x) 1 min max R (d , x) R ( x, d ),0 .
d X
x X
Следуя этой методике, можно выделить подмножество состояний Sbj = {t1j, t2j, …, tnj},
где tij - интервалы i-го параметра j-го состояния (j=1..k), удовлетворяющие условию
R Н . Д . (t j i ) tinc .
Методика практического нахождения состояний, удовлетворяющих описанным выше
условиям для конкретного объекта ХТП, состоит из следующих этапов:
1. Выявить набор параметров, по которым будет оцениваться центр безопасности для
данного объекта ХТП.
2. Построить функции и определить степени принадлежности соответствующим
лингвистическим переменным для каждого из выявленных параметров для дальнейшего
вычисление степеней нечеткого включения и нечеткого равенства состояний.
3. Вычислить степени нечеткого включения значений технологических параметров
типового состояния в центр безопасности.
4. Вычислить степени нечеткого включения значений технологических параметров
центра безопасности в типовое состояние.
5. Рассчитать степень нечеткого равенства между типовым состоянием и центром
безопасности на основе полученных степеней включения.
6. Состояния, степень нечеткого равенства которых будет удовлетворять
определенному условию (tinc [0.6;1]), будут представлять собой область безопасного
функционирования объекта.
Для определения центра безопасности состояния оборудования и систем управления
104
технологического процесса проводится динамический анализ статистических данных о
наработке на отказ оборудования и систем управления, по которым строится вероятностная
оценка отказов оборудования и систем управления. Вероятность отказа в пределах от 0 до 5
процентов определяется как область безопасности.
13.2 Центр технологической безопасности
Пусть состояние технологического процесса описывается множеством технологических
параметров X P1 , P2 , , Pn . Набор значений параметров, описывающих состояние в
некоторый момент времени, назовем ситуацией.
Поставим в соответствие каждому параметру технологического процесса
лингвистическую переменную i , Ei , Di , где:
i – название лингвистической переменной;
Ei Ei , Ei , , Ei i – терм-множество лингвистической переменной i ;
Di – базовое множество лингвистической переменной i .
Каждому элементу терм-множества Ei, ставится в соответствие своя функция
1
M
2
j
принадлежности, например, сигмоидного типа. Для описания термов E i , соответствующих
значениям i , используются нечеткие переменные - каждый терм описывается нечетким
множеством в базовом множестве данной лингвистической переменной.
i
i
Значение параметра p O из интервала y O , соответствующего области технологической
безопасности
процесса,
для
которого
Ei pOi maxi Ei pi
pi yO
называется
i-ой
координатой центра технологической безопасности.
Набор координат по всем параметрам процесса, заданных таким образом, определяет
точку в области технологической безопасности, называемой центром технологической
безопасности (ЦТБ) процесса. Интерпретация ЦТБ представлена на рисунке 13.1.
Рисунок 13.1 – Интерпретация центра технологической безопасности процесса
Для количественной оценки опасности процесса по i-му технологическому параметру
используется следующее выражение (13.1):
105
pOi pTi
,
sup piрегл pOi
Di
pOi pTi
,
i
pO inf piрегл
при
(13.1)
при pOi pTi
i
где Di – безразмерная величина опасности по i-му параметру; p O – i-ая координата центра
pOi
pTi
i
технологической безопасности процесса; pT – текущее значение i-го параметра процесса;
p iрегл – регламентный диапазон изменения i-го параметра.
Количественная мера безопасности процесса по i-му технологическому параметру в
этом случае будет равна (13.2):
1 Di , при 0 Di 1
Sf i
при Di 1
0,
(13.2)
При удалении рабочей точки процесса от ЦТБ величина Di увеличивается, а Sf i
уменьшается. Di [0,1] и Sf i [0,1], если рабочая точка процесса лежит в области
регламентного (безопасного) состояния G. При достижении любой из границ области
регламентного состояния процесса по i-ой координате процесса Di 1 , при выходе рабочей
точки из области регламентного (безопасного) состояния Di 1. Максимальная безопасность
процесса достигается в центре технологической безопасности Sf i 1 . При выходе рабочей
точки из области регламентного (безопасного) состояния, либо при достижении одной из
границ этой области Sf i 0 .
13.3 Индекс безопасности
Выделение центра технологической безопасности позволяет численно определять
смещение рабочей точки ХТП от центра безопасности – наиболее безопасного состояния
процесса. Количественная характеристика, характеризующая удаленность текущей рабочей
точки процесса s* от точки, характеризующей центр безопасности so, покажет степень
безопасности для данного состояния ХТП. Эту количественную характеристику будем
называть индексом безопасности.
Выделение центра технологической безопасности позволяет численно определять
смещение рабочей точки ХТП от центра безопасности – наиболее безопасного состояния
процесса.
Графическая иллюстрация предлагаемой метрики приводится на рисунке 13.2.
106
Рисунок 13.2 – Иллюстрация индекса безопасности
Методика определения индекса безопасности. Пусть T = {T1, T2, …,Tp} – множество
технологических параметров, которыми описывается некоторое состояние ХТП. Набор
конкретных значений параметров, описывающих состояние в некоторый момент времени,
назовем ситуацией. Множество всевозможных ситуаций, возникающих в результате
функционирования ХТП, может использоваться для формирования «решающей таблицы»,
задающей соответствия между ситуацией и набором управляющих решений. Размер
решающей таблицы определяется числом ситуаций, которое в свою очередь зависит от
степени конкретизации значений, набора параметров, характеризующих данный ХТП.
Размерность решающей таблицы может быть уменьшена за счет выделения типовых
ситуаций, на которых может быть сосредоточенно внимание экспертов [116].
Поставим в соответствие каждому параметру ХТП лингвистическую переменную <β i,
Ei, Di>, где:
βi - название лингвистической переменной;
Ei = {E1i, E2i,..., EMii} - терм-множество лингвистической переменной βi;
Di - базовое множество лингвистической переменной βi.
Каждому элементу терм-множества Ei ставится в соответствие своя функция
принадлежности (рисунок 13.3).
Рисунок 13.3 – Функции принадлежности лингвистической переменной
<βi, Тi, Di >
Для описания термов Eij, соответствующих значениям βi, используются нечеткие
переменные. Каждый терм описывается нечетким множеством в базовом множестве данной
лингвистической переменной. Множество, состоящее из набора лингвистических
переменных βi, нечетко определяет некоторое состояние технологического процесса. Такое
множество назовем нечеткой ситуацией.
Если каждый параметр Ti из множества T описывается соответствующей
~
лингвистической переменной <βi, Тi, Di>, то нечеткой ситуацией
s называется
[116,117,118] нечеткое множество второго уровня
~
s s (Ti ) / Ti , Ti Tp , где
107
s (Ti ) s (Ti ) ( Ei j ) / Ei j , j 1...M i , i 1...Tp .
Типовые нечеткие ситуации могут использоваться для идентификации некоторой
входной нечеткой ситуации по степени их близости. В качестве меры близости между
ситуациями рассматривается два критерия: степень нечеткого включения и степень
нечеткого равенства.
Степень включения ситуации ~
s j обозначается (~
si , ~
s j ) и определяется
si в ситуацию ~
выражением:
(~
si , ~
s j ) & (si (T ) , s j (T ) ) ,
T
где:
(si (T ) , s j (T ) ) & (si (T ) ( Ek ) s j (T ) ( Ek )) ,
s (T ) ( Ek )s
i
Ek
j (T )
( Ek )
max 1 s (T ) ( Ek ), s
i
j (T )
( Ek )
.
Для ограничения возможных вариантов альтернатив, возникающих при диагностике
ХТП, будем считать, что ситуация ~
si нечетко включается в ~
sj (~
si ~
s j ), если степень
включения ~
si в ~
s j не меньше некоторого порога включения tinc [0.6;1], определяемого
условиями управления, то есть
si нечетко
(~
si , ~
s j ) tinc . Другими словами, ситуация ~
включается в ситуацию ~
si нечетко
s j , если нечеткие значения признаков ситуации ~
включаются в нечеткие значения соответствующих признаков ситуации ~
s j . Фиксация порога
включения в некоторой точке интервала [0.6;1] зависит от особенностей объекта управления,
требований к качеству управляющих решений и т.д.
В пределах достоверности, ограничиваемых порогом нечеткого равенства t, все
~
Ai можно считать одной ситуацией, которая
~
получается нечетким объединением ситуаций, принадлежащих классу Ai . Полученная
ситуации одного класса эквивалентности
ситуация может использоваться при идентификации входной ситуации ~
s посредством
сравнения ее с ситуациями из S на нечеткое равенство.
Для целей определения индекса безопасности в качестве типовой нечеткой ситуации
достаточно иметь одну нечеткую ситуацию, которая характеризует центр технологической
безопасности, обозначим эту ситуацию ~
s0 .
Таким образом, для определения индекса безопасности для текущего состояния
*
процесса необходимо сравнить на нечеткое равенство входную нечеткую ситуацию ~
s с
~
нечеткой ситуацией, которая характеризует центр безопасности s0 . При этом степень
нечеткого равенства (13.3):
*
In ~
s*
~
s0
~
s *, ~
s 0 & ~
s0 , ~
s*
(13.3)
и покажет величину, определенную как индекс безопасности ХТП.
Расчет индекса безопасности для группы аппаратов. Пусть ХТС состоит из R
аппаратов, для каждого из которых рассчитан свой индекс безопасности Di, который
показывает степень удаленности рабочей точки процесса от центра безопасности.
Рассмотрим множество {D1, D2, D3, …., DR} состоящее из индексов безопасности для
каждого из процессов ХТС. Совокупность этих индексов определяет состояние всей
системы.
Для расчета индекса безопасности для группы аппаратов применим следующую
методику.
Поставим каждому индексу безопасности Di (iI={1,2,...,R}) в соответствие
108
лингвистическую переменную <λi, Ei, Xi>, где λi - название переменной – «оценка состояния
i-го аппарата»; Ei = {E1i,E2i,...,EMii}- терм-множество лингвистической переменной λi; Xi базовое множество лингвистической переменной λi.
Таким образом, перейдем от индекса безопасности Di для i-го аппарата к оценке
состояния этого аппарата по его индексу безопасности, для этого необходимо построить
терм-множества лингвистической переменной λi (рисунок 13.4).
Рисунок 13.4 – Функции принадлежности для лингвистической переменной «оценка
состояния i-го аппарата»
i
Для описания термов Т j (j H = {1, 2, ..., Mi}), соответствующих значениям βi,
используются нечеткие переменные T j , X i , Q j , то есть Тij описывается нечетким
i
i
~i
множеством Q j в базовом множестве Di:
~
Q ij
Q~ij ( x) / x, x X i ,
где
~
Q~ i ( x) - степень принадлежности элемента d нечеткому множеству Q ij .
j
Далее применяем методику, аналогичную рассмотренной выше.
Пусть D = {D1, D2, …, DR} – множество индексов безопасности, значениями которых
описывается состояние всей технологической системы. Каждый индекс безопасности
описывается соответствующей лингвистической переменной <λi, Ei, Xi>.
Индекс безопасности для группы аппаратов (рисунок 13.5) рассчитывается как степень
нечеткого равенства некоторой текущей ситуации ~
z - определяющей состояние всей
системы с ситуацией, которая определяет центр безопасности для всей системы ~
z 0 . Степень
*
нечеткого равенства
системы.
~z * , ~z0 ~z * , ~z0 & ~z0 , ~z * покажет индекс безопасности всей
109
Рисунок 13.5 – Обобщенная структура алгоритма определения области центра безопасности
13.4 Алгоритмические аспекты решения задач определения области и центра
безопасности
13.4.1 Определение области и центра технологической безопасности на основе
методов программирования
Формирование области безопасности. Основной задачей промышленных систем
диагностики является своевременное обнаружение нарушений, которые приводят к
внештатным ситуациям. Для того чтобы иметь возможность выявить возможное нарушение
еще на ранней стадии его развития, необходима количественная оценка технологической
безопасности. В главе рассматривается методика количественной оценки технологической
безопасности на основе математического аппарата теории нечетких множеств.
Процесс
функционирования
любой
системы
можно
рассматривать
как
последовательную схему смены ее состояний на некотором интервале времени (t o, tk).
Состояние системы в каждый момент времени t из этого интервала характеризуется набором
параметров этого процесса. Для функционирующего процесса можно определить область его
номинальных режимов, или область работоспособного состояния, которая определяется
совокупностями параметров – Y = {Ti, Kj, Ul}: технологических – {Ti, i = 1…I};
конструктивных – {Kj, j=1…J}; управления – {Ul, l=1…L} (рисунок 13.6).
110
Рисунок 13.6 – Область работоспособного состояния процесса
На технологический процесс накладываются ограничения его рабочего
функционирования (T, K, U) 0 , зависящие от множеств параметров {Ti, Kj, Ul}, выход
за эти ограничения означает переход процесса во внештатную ситуацию. Таким образом, эти
ограничения, «вырезают» на множестве всех состояний процесса n-мерную область, в
которой процесс не выходит во внештатные ситуации – это область всех работоспособных
состояний процесса: S p S .
Определение области безопасности для класса непрерывных технологических
процессов, рассмотренных выше, можно построить по методу разделения состояний. В
конечном итоге по этому методу получаем систему линейных ограничений (13.4), (13.5) [3]:
(Xiq <, z) < 0, (i =1,..., I),
(13.4)
>
(Xiq , z) > 0, (i =1,..., I),
(13.5)
или для квазидинамических режимов (13.6), (13.7):
(13.6)
(Xiq<(k), z(k)) < x(k+1), (i =1,..., I),
>
(13.7)
(Xiq (k), z(k)) > x(k+1), (i =1,..., I).
Эти системы высекают в пространстве параметров системы область работоспособных
состояний (рисунок 13.6). Эти ограничения, в данном случае, линейны.
Определение центра безопасности при линейных ограничениях сводится к задаче
нелинейного программирования - необходимо максимизировать сумму расстояний от точки
до границ области (13.8) при ограничениях (13.4), (13.5) или (13.6), (13.7):
i l
di z max .
i 1
(13.8)
Описание алгоритма определения области центра безопасности:
Первый шаг – определение диапазонов значений коэффициентов матрицы А и
свободных членов b, в которых выполняются ограничения (13.4), (13.5) для xik(min) < xi <
xik(мах), (i=1, 2, …, I; k=1, 2, …, Ki).
Постановка задачи. При заданных ограничениях x(min) и x(мах) найти диапазоны
изменения коэффициентов системы aij(min) и aij(мах) (i=1, I; j=1,I), а также bi(min) и bi(мах) (i=1, …,
I) таким образом, чтобы была справедлива система ограничений (13.4), (13.5).
Здесь следует отметить, что подобного рода задачи часто встречаются при
моделировании реальных систем. Как правило, бывают известны лишь диапазоны изменения
переменных состояния x. В этом случае очень важно определить связь между текущими
значениями переменных состояния и значениями, показываемыми контрольноизмерительным оборудованием. Эта связь может быть задана матрицей A, коэффициенты
которой изменяются в некотором неизвестном диапазоне.
Решение. Предлагаемый метод решения осуществляет поиск ограничений перебором с
111
переменным шагом. Для этого задаем начальное положение системы и определяем
минимальное значение шага. Поиск проходит в два этапа – сначала ищется матрица
максимальных значений коэффициентов, а затем минимальных.
Рассмотрим алгоритм поиска минимальных значений. Максимальные значения ищутся
аналогично.
Матрице A(min) присваивается начальное значение, определяемое заданными
коэффициентами. Затем идет последовательное изменение (уменьшение) каждого
коэффициента на величину шага, определяемую соответствующим значением матрицы
шагов dA (для каждого коэффициента системы рассчитывается свой шаг, таким образом
существенно повышается эффективность алгоритма). После изменения каждого
коэффициента делается проверка, не вышло ли решение (13.4) за пределы искомого
диапазона (о том, как делается эта проверка, будет сказано ниже). В случае, если проверка не
дала положительного результата, выполняется откат – коэффициенту присваивается
исходное значение. Далее вычисляется новый шаг для текущего коэффициента – увеличение
вдвое, если проверка была пройдена успешно, или уменьшение вдвое в противном случае.
Новое значение шага записывается в матрицу dA. В случае, если шаг оказался меньше
заданного минимального значения, текущий коэффициент более не меняется.
После того, как будет сделан проход по всей матрице A(min), программа анализирует
матрицу шагов и смотрит, остались ли элементы, не достигшие предела. Если таковые
найдены, процесс повторяется для этих элементов. Если же все элементы достигли предела,
программа переходит к следующему этапу.
Проверка на принадлежность решения Аx + b = 0 диапазону xik(min) < xi < xik(мах) для
коэффициентов матрицы A и вектора b, рассчитанных на очередной итерации, производится
следующим образом. Большое количество раз случайным образом генерируется система
коэффициентов матрицы A и вектора b из текущего диапазона. Если в каждом случае
решения системы выполняются ограничения (13.4) и (13.5), проверка считается удачно
пройденной. Если же хотя бы при одной из попыток был выход решений за допустимый
диапазон, проверка завершается неудачно.
При достаточно большом количестве испытаний надежность составляет 95% – 97%, что
во многих случаях достаточно для практических расчетов.
Алгоритм. Приведенный выше метод решения может быть записан в виде следующего
алгоритма (рисунок 13.7).
112
Рисунок 13.7 – Общая блок-схема программы
- Увеличиваем (при поиске минимума – уменьшаем) значение очередного
коэффициента на соответствующее значение из матрицы dА.
- Делаем статистическую проверку в функции «check()».
- Если проверка завершилась неудачно, возвращаем коэффициенту исходное значение,
а соответствующий элемент из матрицы dA уменьшаем вдвое.
- Если же проверка прошла успешно, увеличиваем шаг изменения (элемент матрицы
dA) вдвое.
- В случае, если значение соответствующего элемента матрицы dA стало меньше, чем
заданный предел точности, считаем, что граница изменения данного коэффициента системы
достигнута, и в дальнейшем пропускаем этот коэффициент.
- Переходим к следующему коэффициенту.
- Как только все коэффициенты достигли предельных значений, переходим к
следующему этапу.
Ниже приведены блок-схемы, описывающие программу (рисунок 13.8).
113
Рисунок 13.8 – Блок-схема поиска максимума коэффициентов
Второй шаг – формирование функции цели. Смысл формирования заключается в
следующем. Из аналитической геометрии известно, что отклонение точки (х1 , y1 , z1) от
плоскости, записанному в нормированном виде: х cos + у cos+ z cos + = 0, будет равно
(13.9):
(13.9)
d = х1 cos + у1 cos+ z1 cos -
В нашем случае координаты точки образованы коэффициентами матрицы А и
свободными членами b, а постоянными коэффициентами являются заранее заданные
минимальные и максимальные значения переменных состояния.
В обозначениях формул (13.4), (13.5) (Xiq<, z) < 0, (i=1,...,I) и (Xiq>, z) > 0, (i=1,...,I) это
соответствие следующее: вектора Xiq< - образованы минимальными и максимальными
значениями переменных состояния; z – образованы коэффициентами матрицы А.
В предыдущем алгоритме определяются диапазоны коэффициентов матрицы и,
соответственно, вектора z.
Для того чтобы не решать задачу нелинейного программирования, что связано с
необходимостью искать сумму абсолютных величин отклонений или, по-другому,
расстояний от точки до границ, образованных ограничивающими плоскостями, в тех случаях
когда отклонение точки от плоскости отрицательно – надо изменить знак отрицательного d
при формировании целевой функции (13.8).
Алгоритм формирования целевой функции следующий:
1) выбирается точка из возможного диапазона переменных z;
2) осуществляется приведение уравнений ограничений к нормальному виду;
3) определяется отклонение di точки от i границы;
4) если отклонение di отрицательно, коэффициенты, с которыми данная функция
входит в критерий, меняют знак на противоположный. Таким образом, в целевой функции
формируется не сумма отклонений, а сумма расстояний;
5) если отклонение di положительно, коэффициенты, с которыми данная функция
входит в критерий, не меняют знак на противоположный;
6) пункты 3 – 5 повторяются, пока не определятся знаки отклонений до всех границ.
Таким образом, в целевой функции автоматически учитывается то, что осуществляется
i l
поиск суммы расстояний точки от ограничений d i z .
i 1
Третий шаг – решение задачи линейного программирования (13.10):
114
i l
d i z max .
i 1
(13.10)
при ограничениях (13.11), (13.12):
(Xiq<, z) < 0, (i =1,..., I),
(13.11)
(Xiq>, z) > 0, (i =1,..., I),
(13.12)
а также zmin < z < zmax.
Полученное решение будет определять координаты центра безопасности в случае
равноценности границ. Если границы не равноценны, необходимо ввести веса для d i z .
13.4.2 Основные этапы методики практического нахождения области и центра
безопасности
В основе методики, предлагаемой в данной главе, лежит возможность построения
модели состояний в виде обыкновенных дифференциальных уравнений или
дифференциальных уравнений в частных производных [3]. Методика состоит из следующих
этапов:
1. Осуществляется построение математической модели в виде уравнений состояний.
2. На основе данных уравнений строится система ограничений (13.4) – (13.7).
3. Выполняется разработка алгоритма определения центра безопасности для текущей
ситуации как задачи линейного программирования.
4. Строятся функции степени принадлежности соответствующим лингвистическим
переменным для каждого из выявленных параметров для дальнейшего вычисление степеней
нечеткого включения и нечеткого равенства состояний.
5. Разрабатываются алгоритмы степени нечеткого включения нечеткого равенства
значений текущих технологических параметров относительно центра безопасности для
определения индекса безопасности.
6. Состояния, степень нечеткого равенства которых будет удовлетворять
определенному условию (tinc [0.6;1]), будут представлять собой область безопасного
функционирования объекта.
Для определения центра безопасности состояния оборудования и систем управления
технологического процесса проводится динамический анализ статистических данных о
наработке на отказ оборудования и систем управления, по которым строится вероятностная
оценка отказов оборудования и систем управления. Вероятность отказа в пределах от 0 до 5
процентов определяется как область безопасности.
Для реализации алгоритма определения центра безопасности предлагается
использовать приближенный нейросетевой алгоритм решения задачи линейного
программирования [121].
Решение
задачи
линейного
программирования.
Задача
линейного
программирования представляется в виде:
Ax b, c x min .
Требуется построить алгоритм, находящий по заданной матрице А размера M N,
векторах b размерности М 1 и с размерности 1 N приближенное решение х размерности
(N 1).
Входной сигнал нейронной сети х, выходной сигнал нейронной сети у, его желаемое
значение y и вектор ошибки системы e ( y y ) .
Применяем градиентную итерационную процедуру настройки входного сигнала
нейронной сети.
M
N
j 1
i 1
Используем функционал F | e j | D * ci xi .
Здесь D — весовой коэффициент. Его минимизацию можно производить по
115
градиентной процедуре.
Окончательно нейронный алгоритм решения задачи линейного программирования
имеет вид:
x(0) x0 ,
y(k ) f ( Ax b),
x(k 1) x(k ) H ( A y(k ) Dc).
Структура нейронной сети решения задачи линейного программирования с контуром
настройки представлена на рисунке 13.9.
Рисунок 13.9 – Структура нейронного алгоритма решения задачи линейного
программирования с контуром настройки
Система оценки состояний. Система управления реализует следующие этапы
вычислений для оценки состояний:
1. ввод исходной информации для определения центра безопасности;
2. определение центра безопасности;
3. определение индекса безопасности;
4. если Indinc [0.6;1], система находится в нормальном состоянии (пункты 1 - 4)
повторяются; в противном случае осуществляется переход к диагностическим
мероприятиям.
Заключение. Применение нейросетевого базиса на начальном этапе требует затрат
ресурсов на обучение системы. В дальнейшем, в обычных режимах работы за счет
реализации параллелизма работы нейросетей быстродействие системы управления
повышается.
116
14 Оценка индекса ущерба и риска текущего состояния технологического
процесса
Обобщенная структура ущерба от аварий на опасных производственных объектах
представлена на рисунке 14.1 [1, 82].
Ущерб от аварии на опасном производственном объекте
Прямые потери
Расходы на
локализацию и
расследование
аварии
Социальноэкономические
потери
Косвенный ущерб
Экологический
ущерб
Потери основных
фондов
Расходы на
ликвидацию
аварии
Потери от гибели
персонала
Зарплаты за
время простоя
Ущерб от
загрязнения
атмосферы
Потери товарноматериальных
ценностей
Расходы на
расследование
аварии
Потери от
травмирования
персонала
Недополученная
прибыль за время
простоя
Ущерб от
загрязнения
водных ресурсов
Потери от гибели
третьих лиц
Убытки от
уплаты штрафов,
пени
Ущерб от
загрязнения
почвы
Потери от
травмирования
третьих лиц
Недополученная
прибыль третьих
лиц
Ущерб от
уничтожения
биологических
ресурсов
Потери
имущества
третьих лиц
Потери от
выбытия
трудовых
ресурсов
Ущерб от засорения
территории
обломками
Рисунок 14.1 – Структура ущерба от аварий на опасных производственных объектах
14.1 Индекс ущерба от состояния технологического процесса
Количественная оценка, характеризующая удаленность текущей рабочей точки
*
процесса S от центра безопасности S o по ущербам, определена как индекс ущерба.
Для вычисления индекса ущерба оборудования и систем управления необходимо
построить функции принадлежности ущербов d в зависимости от вероятности безотказной
работы оборудования или системы управления Pr . Эксперту необходимо оценить по
вероятности отказа оборудования или системы управления. Для этого, например, могут быть
использованы следующие термы: T1 – очень малый ущерб; T2 – малый ущерб; T3 – средний
ущерб, T4 – высокий ущерб; T5 – очень высокий ущерб.
В качестве области безопасности задают интервал вероятностей отказа оборудования и
систем управления в пределах от 0% до n%, где верхний предел n определяется нормативной
документацией. Относительно этого интервала и происходит вычисление индекса ущерба.
Нечеткой ситуацией по ущербам является множество, состоящее из лингвистических
переменных, представляющих ущербы от функционирования технологического процесса.
Пусть X d D1 , D2 , , Dm – множество ущербов. Каждый ущерб D j
описывается соответствующей лингвистической переменной
j , D j , Fj .
~
Нечеткой ситуацией по ущербам S d называется нечеткое множество второго уровня
[76]:
где
~
S d Sd d j / D j , D j X ,
Sd d j S d j Ekj / Ekj , k 1 N j , j 1m.
d
Для определения индекса ущерба от текущего состояния процесса, как и для индекса
~
безопасности, необходимо сравнить на нечеткое равенство входную нечеткую ситуацию S d*
117
~
с нечеткой ситуацией, которая характеризует центр безопасности S dO . При этом степень их
нечеткого равенства будем называть индексом ущерба от состояния технологического
процесса:
~
~ ~
~ ~
In S d* S d* , S dO & S dO , S d* ,
~
где In S d* – индекс ущерба от состояния технологического процесса.
Индекс ущерба достигает своего минимального значения при совпадении рабочей
~
точки процесса с центром технологической безопасности B S pO 0 . При удалении
рабочей точки процесса от ЦТБ индекс ущерба увеличивается. При выходе рабочей точки из
области регламентного (безопасного) состояния, либо при достижении одной из границ этой
~
области In S d* 1.
При такой оценке безопасности процесса в области регламентного (безопасного)
состояния можно выделить область технологической безопасности следующим образом.
Процесс протекает в области технологической безопасности, если его индекс ущерба не
выходит за рамки некоторой величины c с [0,1], называемой границей технологической
~
безопасности процесса по ущербам – In S d с.
*
14.2 Индекс риска технологического процесса
Количественная оценка, характеризующая удаленность текущей рабочей точки
*
процесса S от центра безопасности S o , учитывающая как параметры технологического
процесса, так и ущербы определена как индекс риска.
~ ~ ~
Индекс риска задается двойкой: - InRisk S * In S p* , In S d* .
Дадим
формальное
определение
«нечеткой»
ситуации.
Пусть
– множество параметров и ущербов. Каждые параметр Pi и
X P1 ,, Pn , D1 ,, Dm
ущерб D j описываются соответствующими лингвистическими переменными i , Pi , Fi
и j , D j , Fj .
~
Нечеткой ситуацией S в данном случае назовем нечеткое множество (14.1):
~
S S x / X , x ( P D) | pi P, i 1...n; d j D, j 1...m
(14.1)
Для определения индекса риска текущего состояния процесса необходимо сравнить на
~
нечеткое равенство входную нечеткую ситуацию S * с нечеткой ситуацией, которая
~
характеризует центр безопасности S O . При этом степень их нечеткого равенства будем
называть индексом риска технологического процесса (14.2):
~
~ ~
~ ~
InRisk S * S * , SO & SO , S * ,
(14.2)
~
S * – индекс риска текущего состояния технологического процесса.
где In Risk
Заметим, что индекс риска достигает своего минимального значения при совпадении
~
рабочей точки процесса с центром технологической безопасности B S O 0 . При удалении
рабочей точки процесса от ЦТБ индекс риска увеличивается. При выходе рабочей точки из
области регламентного (безопасного) состояния, либо при достижении одной из границ этой
~
области InRisk S * 1.
При такой оценке безопасности процесса в области регламентного (безопасного)
состояния можно выделить область технологической безопасности следующим образом.
Процесс протекает в области технологической безопасности, если его индекс риска не
118
выходит за пределы некоторой величины l l [0,1] , называемой границей технологической
~
безопасности процесса по технологическим параметрам и ущербам: - InRisk S l.
Таким образом, для организации управления технологической безопасностью
необходимо сформировать процесс получения достоверных сведений о технологических
параметрах и ущербах в условиях неопределенности. С целью снижения ее влияния следует
объединить всю располагаемую информацию, представленную как накопленной
статистикой, так и экспертными оценками.
*
119
15 Построение системы оценки состояний на основе дискретных нечетких моделей
процесса выпаривания электролитических щелоков производства каустической соды
Технология выпаривания является примером типового процесса, постоянно
применяемого при производстве хлора и каустика. Обобщенная структурная схема
технологии выпаривания приведена на рисунке 15.1 [2].
Рисунок 15.1 – Структурная технологическая схема выпаривания
Различные процессы, протекающие в выпарной установке, находятся в тесной
взаимосвязи. Центральным звеном выпарной установки является последовательная цепь
выпарных аппаратов (ВА), которые определяют эффективность работы всей установки, а
остальные процессы носят вспомогательный характер. Поэтому основное внимание при
создании модели выпарной установки уделено моделям выпарных аппаратов.
В основе нечеткой модели лежит представление параметров объектов в виде
лингвистических переменных. Для их построения используем метод, основанный на
обработке статистических данных [85].
15.1 Краткие сведения о методе
Область существования параметра разбивается на интервалы с определенным шагом.
Шаг определяется как минимальное изменение параметра, которое, с точки зрения
экспертов, может оказать влияние на функционирование данного технологического
процесса. В итоге для каждого параметра получаем ряд дискретных значений. Экспертами
дается оценка значений параметров по десятибалльной шкале по каждому из заданных
термов. В результате формируется таблица следующего вида (таблица 15.1).
Таблица 15.1 – Матрица подсказок
p
p + Δp
p + 2Δp
p + (m-1)Δp
…
…
…
T1
b11
b12
b13
b1m
T2
TN
b21
b22
b23
…
…
…
b2m
…
…
…
bN 2
bN 3
…
…
…
…
…
bN 1
…
…
bNm
N
Далее вычисляются элементы матрицы подсказок k j bij , ( j 1...m) . В строке
i 1
выбирается максимальный элемент k max max k j , и все элементы преобразуются по
формуле:
cij
bij k max
kj
, i 1...N ; j 1...m.
Для столбцов, где k j 0 , применяется линейная аппроксимация:
cij
cij 1 cij 1
kj
, i 1...N ; j 1...m.
120
Для построения функций принадлежности находятся максимальные элементы по
строкам таблицы, полученным после преобразования вида:
ci max max cij , i 1...N ; j 1...m.
j
Функция принадлежности вычисляется по формуле:
cij
cij
ci max
, i 1...N ; j 1...m.
cij , которая позволяет построить функции
В итоге получаем таблицу из
принадлежности для заданных термов технологических параметров (таблица 15.2).
Таблица 15.2 – Сводная таблица для построения функций принадлежности
p
p + Δp
p + 2Δp
p + (m-1)Δp
1
1 (c11 )
1 (c12 )
1 (c13 )
1 (c1m )
…
…
…
2
1 (c21 )
1 (c22 )
1 (c2m )
…
…
…
…
…
1 (c Nm )
…
…
методов построения функций
1 (c23 )
…
…
…
…
…
…
N
1 (c N1 )
1 (c N 2 )
1 (c N 3 )
…
Достаточно подробное описание различных
принадлежности можно найти, например в [85].
15.2 Расчет функций принадлежности для технологических параметров выпарной
установки
Концентрация NaОН, на входе в первый ВА – B1in.
Интервал изменения параметра - [6.5; 11.5].
Шаг изменения – 0.5
В таблице 15.3 представлены экспертные оценки для параметра B1in
интервале bij , (i 1,2; j 1...13) .
в заданном
Элементы матрицы подсказок вычисляются по формуле:
2
k j bij , ( j 1...13).
i 1
В результате получается множество значений:
{kj} = {12, 12, 13, 13, 12, 10.5, 10, 10, 10, 10, 11},
где kmax = 13.
Значения cij и cij вычисляются по формулам:
cij
bij k max
kj
, (cij )
cij
ci max
Результаты представлены в таблице 15.4.
Таблица 15.3 – Экспертные данные
T1 - низкая
T2 - нормальная
6,5
10
1
7
9
3
7,5
7
6
8
4
9
8,5
2
10
9
1
9,5
9,5
1
8
10
0
7
10,5
0
5
.
T3 -высокая
0
0
0
0
0
1
1
3
5
121
11
0
11,5
0
Таблица 15.4 – Значения
cij
3
1
7
10
T1 - низкая
T2 - нормальная
T3 -высокая
6,5
1
0,11
0
7
0,82
0,3
0
7,5
0,59
0,55
0
8
0,34
0,83
0
8,5
0,18
1
0
9
0,09
0,99
0,09
9,5
0,11
0,96
0,11
10
0
0,84
0,33
10,5
0
0,6
0,55
11
0
0,36
0,77
11,5
0
0,11
1
На основании полученных данных строится график функций принадлежности для
термов (рисунок 15.2).
Рисунок 15.2 – Функция принадлежности лингвистической переменной "Концентрация
NaОН на входе в 1-ый ВА"
Расчеты и графики функций принадлежности для всех остальных параметров
четырехкорпусной выпарной установки приведены в работе [87].
15.3 Определение центра безопасности
выпарных аппаратов цеха выпаривания
для
технологических
параметров
Вычисления центра безопасности для технологических параметров выпарных
аппаратов производятся по приведенному выше алгоритму.
Расчет центра безопасности для технологических параметров первого ВА.
Концентрация NaОН, на входе в первый ВА - B1in.
Интервал изменения параметра - [6;12]%. Множество интервалов значений параметра
B1in:
X = { X1; X2; X3; X4; X5; X6} = {(7.5, 7.5); (7.5, 8.5); ( 8.5, 9.5); (9.5, 10.5);
(10.5, 11.5); (11.5, 12.5)}.
Матрица нечеткого отношения предпочтения xRy - «интервал x значений параметра P1
не хуже (с точки зрения безопасности функционирования технологического процесса)
интервала y значений параметра P1» представлена в таблице 15.5, а матрица нечеткого
122
отношения
доминирования
RD
=
R D x, y max R x, y R y, x ,0
недоминируемых альтернатив согласно
R\R1
с
функцией
принадлежности
в таблице 15.6. Нечеткое подмножество
R Н . Д . x 1 max R D x, y
y X
записано в
таблице 15.7.
Таблица 15.5 – Матрица нечеткого отношения предпочтения xRy
x1
x2
x3
x4
x5
1
0.2
0
0.1
0.5
x1
0.6
1
0.2
0.1
0.6
x2
1
0.7
1
0.8
0.9
x3
0.5
0.4
0.2
1
0.1
x4
0.6
0.5
0.1
0.7
1
x5
0.7
0.3
0.1
0.9
0.7
x6
Таблица 15.6 – Матрица нечеткого отношения доминирования RD = R\R1
x1
x2
x3
x4
x5
0
0
0
0
0
x1
0.4
0
0
0
0
x2
1
0.5
0
0.6
0.7
x3
0.4
0.3
0
0
0
x4
0.1
0
0
0.6
0
x5
0
0
0
0.9
0.4
x6
Таблица 15.7 – Нечеткое подмножество недоминируемых альтернатив
x1
x2
x3
x4
x5
0
0.5
1
0.1
0.3
Согласно описанному ранее алгоритму для нахождения области
технологической безопасности для параметра B1in необходимо найти sup R
Н.Д.
x6
0.7
0.8
1
0
0.3
0.1
x6
0
0.1
0.9
0
0
0
x6
0.1
центра
X . Так
X X 3 , то X 3 (8.5,9.5) будет являться областью центра
как sup R
технологической безопасности для параметра B1in.
Концентрация NaОН на выходе из первого ВА - B1out.
Интервал изменения этого параметра - [9;14]%. Множество интервалов значений
параметра B1out:
X = { X1; X2; X3; X4; X5} = {(9, 10); (10, 11); ( 11, 12); (12, 13); (13, 14)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.8,
Н. Д.
множество недоминируемых альтернатив – в таблице 15.9.
Таблица 15.8 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
X3
1
0.2
0.3
X1
0.6
1
0.1
X2
1
0.8
1
X3
0.8
0.5
0.3
X4
0.6
0.3
0.1
X5
Таблица 15.9 – Множество недоминируемых альтернатив
X1
X2
X3
X4
0
0.3
0.5
1
X4
0.2
0.2
0.8
1
0.5
X5
0.2
0.3
0.9
0.4
1
X5
0.2
sup R Н . Д . X X 3 , то X 3 (11.5,12.5) - область центра технологической
безопасности для параметра B1out.
Давление греющего пара на входе в первый ВА - Р1in.
Интервал изменения этого параметра - [8; 12] Ат. Множество интервалов значений
123
параметра Р1in:
X = { X1; X2; X3; X4} = {(8, 9); (9, 10); ( 10, 11); (11, 12)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.10,
множество недоминируемых альтернатив – в таблице 15.11.
Таблица 15.10 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
X3
1
0.2
0
X1
0.7
1
0.3
X2
1
0.8
1
X3
0.7
0.6
0.2
X4
Таблица 15.11 – Множество недоминируемых альтернатив
X1
X2
X3
0
0.5
1
sup R Н . Д . X X 3 , то
X 3 (10,11)
-
область
центра
X4
0.2
0.5
0.8
1
X4
0.4
технологической
1
безопасности для параметра Р in.
Давление вторичного пара на выходе из первого ВА - Р1out.
Интервал изменения этого параметра - [4; 7] Ат. Множество интервалов значений
параметра Р1out:
X = { x1; x2; x3} = {(4, 5); (5, 6); ( 6, 7)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.12,
множество недоминируемых альтернатив – в таблице 15.13.
Таблица 15.12 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
1
0.1
X1
0.8
1
X2
0.3
0
X3
Таблица 15.13 – Множество недоминируемых альтернатив
X1
X2
X3
0.3
1
0
X3
0.6
1
1
sup R Н . Д . X X 2 ,
то X 2 (5,6) - область центра технологической
безопасности для параметра Р out.
Уровень раствора в греющей камере в первом ВА – H1.
Интервал изменения этого параметра - [0; 30] см. Множество интервалов значений
параметра H1:
X = { x1; x2; x3} = {(0, 10); (10, 20); ( 20, 30)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.14,
1
множество недоминируемых альтернатив – в таблице 15.15.
Таблица 15.14 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
1
0.2
X1
0.7
1
X2
0.2
0.1
X3
Таблица 15.15 – Множество недоминируемых альтернатив
X1
X2
X3
0.5
1
0.2
sup R Н . Д . X X 2 , то
1
безопасности для параметра H .
X3
0.6
0.9
1
X 2 (10,20) - область центра технологической
124
Расход вторичного пара на выходе из первого ВА - W1.
Интервал изменения этого параметра - [2; 5] см. Множество интервалов значений
параметра W1:
X = { x1; x2; x3} = {(2, 3); (3, 4); ( 4, 5)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.16,
множество недоминируемых альтернатив – в таблице 15.17.
Таблица 15.16 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
1
0
X1
1
1
X2
0.6
0.2
X3
Таблица 15.17 – Множество недоминируемых альтернатив
X1
X2
X3
0.5
1
0.9
sup R Н . Д . X X 2 , то
X3
0.1
0.3
1
X 2 (10,20) - область центра технологической
1
безопасности для параметра W .
Концентрация выпавшей в осадок соли на выходе из первого ВА - F1.
Интервал изменения этого параметра - [10; 14] см. Множество интервалов значений
параметра F1:
X = { x1; x2; x3; x4} = {(10, 11); (11, 12); ( 12, 13); ( 13, 14)}.
Матрица нечеткого отношения предпочтения xi Rx j приведена в таблице 15.18,
множество недоминируемых альтернатив – в таблице 15.19.
Таблица 15.18 – Матрица нечеткого отношения предпочтения xi Rx j .
X1
X2
X3
1
0.2
0.8
X1
0.6
1
0.8
X2
0
0.1
1
X3
0
0
0.2
X4
Таблица 15.19 – Множество недоминируемых альтернатив
X1
X2
X3
0.6
1
0.2
sup R Н . Д . X X 2 , то
1
X 2 (11,12)
-
область
центра
X4
0.9
1
0.6
1
X4
0
технологической
безопасности для параметра F .
Результаты расчетов центра безопасности для параметров остальных ВА приводятся в
работе [87].
125
16 Система
ситуационного
управления
процессом
апатитонефелиновых руд
16.1 Технологический процесс измельчения как объект управления
измельчения
Схема цепи аппаратов технологического процесса измельчения представлена на
рисунке 16.1 [80].
Рисунок16.1 – Технология процесса измельчения
Рассмотрим технологический процесс измельчения с замкнутым циклом с точки зрения
управления (рисунок 16.2). К входным параметрам рассматриваемого объекта управления
относятся: производительность конвейера-питателя по руде Q p ; гранулометрическая
характеристика исходной руды R p ; технологические свойства перерабатываемой руды F p ;
расход воды в мельницу WM ; расход воды в классифицирующий аппарат W КЛ .
Рисунок16.2 – Технологический процесс измельчения – объект управления
Процесс сокращения крупности материала (измельчение) характеризуется
переменными состояния, к которым относятся: запас материала в мельнице M ; заполнение
126
мельницы измельчающей средой (шарами)
Ш ;
внутренний объем мельницы V;
техническое состояние оборудования (мельницы) S M .
К внутренним переменным процесса относятся: циркуляционная нагрузка мельницы
Qпеск ; гранулометрическая характеристика циркуляционной нагрузки Rпеск ; выход пром.
продукта мельницы QM ; гранулометрическая характеристика пром. продукта S M .
Процесс классификации измельченного материала также характеризуется
переменными состояния, к которым относятся техническое состояние оборудования
(гидроциклоны, спиральный классификатор и гидроциклонные насосы) S КЛ .
Возмущающими воздействиями для данного технологического процесса будут
являться: изменение гранулометрической характеристики исходной руды R p ; изменение
технологических свойств перерабатываемой руды Fp ; изменение заполнения мельницы
шарами в результате их износа и выноса мелких шаров из процесса Ш ; изменение
внутреннего объема мельницы в результате износа защитной футеровки V ; изменение
технического состояния классифицирующего оборудования S КЛ и технического
состояния мельницы S M .
Выходными параметрами объекта управления будут являться: производительность
агрегата по готовому продукту измельчения Qгот ; гранулометрическая характеристика
готового продукта измельчения Rгот ; мощность, потребляемая мельницей N потр .
Вектор управления технологическим процессом измельчения представлен следующими
воздействиями: изменение производительности конвейера-питателя по руде Q p ;
изменение расхода воды в мельницу WМ ; изменение расхода воды в классифицирующий
догр
аппарат WКЛ ; догрузка измельчающей среды Ш ; управление работой мельницы
(аварийный останов, вывод в ремонт и т.п.) U M ; управление работой классифицирующим
аппаратом (аварийный останов, вывод в ремонт, переход на дублирующее оборудование и
т.п.) U КЛ .
16.2 Оценка состояния процесса измельчения апатитонефелиновых руд
Состояние
параметрам:
процесса
управления
будем
оценивать
по
трем
технологическим
X q 0.16 , K , Ш ,
0.16
где q
– удельная производительность мельницы (производительность единицы объема
мельницы) по определяющему классу крупности (-0,16+0мм), т/ч·м3; K – коэффициент
качества процесса измельчения; Ш – объемное заполнение мельницы шарами, %.
0.16
Удельная производительность мельницы по определяющему классу крупности q
характеризует измельчаемость материала и степень пульпового заполнения мельницы М; ее
0.16
максимальное значение qmax соответствует предельному внутримельничному наполнению:
q
0.16
Q 0.16
,
VM
где VM – внутренний объем мельницы, м3; Q
определяющему классу крупности, т/ч.
0.16
– производительность мельницы по
127
Коэффициент
выражению:
качества
процесса
измельчения
K
определяется
по
следующему
Q 0.16
,
Qp
где Q p – производительность мельницы по руде, т/ч.
Для оценки состояния процесса введем лингвистические переменные, определим их
терм-множества и зададим функции принадлежности каждому терм-множеству
лингвистической переменной.
Итак, имеем три лингвистические переменные: «удельная производительность по
определяющему классу крупности»; «коэффициент качества процесса измельчения»;
«объемное заполнение мельницы шарами».
Формализация данных лингвистических переменных представлена на рисунках 16.3 16.7.
Рисунок 16.3 – Функции принадлежности терм-множеств лингвистической переменной
«удельная производительность по определяющему классу крупности»
S K
Низкий
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0,16
0,18
Пониженный
0,2
0,22
Средний
0,24
Высокий
0,26
0,28
K
Рисунок 16.4 – Функции принадлежности терм-множеств лингвистической переменной
«коэффициент качества процесса измельчения»
Рисунок 16.5 – Функции принадлежности терм-множеств лингвистической переменной
«объемное заполнение мельницы шарами»
Рисунок 16.6 – Функции принадлежности терм-множеств лингвистической переменной
128
«содержание ценного компонента в руде»
Рисунок 16.7 – Функции принадлежности терм-множеств лингвистической переменной
«технологическое извлечение»
16.3 Определение центра технологической безопасности процесса измельчения
апатитонефелиновых руд
16.3.1 Расчет центра безопасности технологического параметра «удельная
производительность по определяющему классу крупности»
Центром безопасности удельной производительности по определяющему классу
крупности
q 0.16
будет
являться
0.16
,
qmax
максимальная
удельная
производительность
по
определяющему классу
которая характеризует измельчаемость руды и определяется
только ее свойствами. Исходя из этого, центр безопасности удельной производительности по
определяющему классу будет зависеть от типа перерабатываемой руды (согласно
технологической типизации) и от содержания нефелина в руде, как основного минерала,
определяющего ее свойства.
По данным экспресс-минералогического анализа проводится классификация руды
согласно технологической типизации. Алгоритм нечеткого классификатора руды по типу и
формализация лингвистической переменной «содержание нефелина в руде» представлены в
разделе 16.2.
По решающей таблице (таблица 16.1), составленной на основе знаний экспертов,
делается нечеткий логический вывод.
Таблица 16.1 – Решающая таблица нечеткого логического вывода нечеткой переменной
«максимальная удельная производительность по определяющему классу крупности»
N1
N2
N3
N4
N5
Средняя
Средняя
Низкая
Низкая
Низкая
Т1
Высокая
Высокая
Средняя
Средняя
Средняя
Т2
Высокая
Высокая
Высокая
Средняя
Средняя
Т3
Средняя
Низкая
Низкая
Низкая
Низкая
Т4
где Тi – тип руды; Ni – терм-множества лингвистической переменной «содержание нефелина
в руде».
Таким образом, определяется значение нечеткой переменной «максимальная удельная
производительность по определяющему классу»; приведение к четкости проводится
центроидным
методом.
Полученная
в
результате
максимальная
удельная
производительность и является центром технологической безопасности по данному
параметру.
При изменении свойств перерабатываемой руды происходит смещение центра
технологической безопасности процесса. Блок-схема определения центра безопасности
технологического параметра «удельной производительности по определяющему классу»
представлена на рисунке 16.8.
129
Рисунок 16.8 – Блок-схема определения центра безопасности технологического параметра
«удельная производительность по определяющему классу крупности»
16.3.2 Расчет центра безопасности технологического параметра «коэффициент
качества процесса измельчения»
Коэффициент качества процесса измельчения определяет требуемую крупность
готового продукта измельчения. Необходимость помола руды до той или иной степени
0.16
крупности определяется обогатимостью руды и заданной кондицией на концентрат K
.
Показателем, характеризующим обогатимость руды, является технологическое извлечение
ценного компонента в концентрат тех , %. Рациональное технологическое извлечение тех
для данного типа апатитонефелиновой руды зависит от содержания ценного компонента в
руде ( 2 5 , %) и суммарного содержания апатита и нефелина в руде (
, %).
Рациональное технологические извлечение ценного компонента в концентрат будем
находить, используя правила нечеткого логического вывода на основании базы знаний,
сформированной по результатам экспертного опроса.
Первоначально введем лингвистические переменные: «суммарное содержание апатита
и нефелина в руде», «содержание ценного компонента в руде» и «технологическое
извлечение», определим их терм-множества и зададим функции принадлежности каждому
терм-множеству лингвистической переменной.
Формализация лингвистических переменных «содержание ценного компонента в руде»
и «технологическое извлечение» представлена на рисунках 16.6, 16.7.
По правилам, составленным на основе знаний экспертов, делается нечеткий логический
вывод и определяется нечеткое значение переменной «коэффициент качества процесса
измельчения»; приведение к четкости проводится центроидным методом. Таким образом,
определяется значение нечеткой переменной «технологическое извлечение».
Правила нечеткого логического вывода следующие:
1. Если «технологическое извлечение» – «низкое», тогда «коэффициент качества
процесса измельчения» – «высокий».
2. Если «технологическое извлечение» – «среднее», тогда «коэффициент качества
процесса измельчения» – «средний».
3. Если «технологическое извлечение» – «повышенное», тогда «коэффициент качества
процесса измельчения» – «пониженный».
PO
Ap Ne
130
4. Если «технологическое извлечение» – «высокое», тогда «коэффициент качества
процесса измельчения» – «высокий».
Блок-схема определения центра безопасности технологического параметра
«коэффициент качества процесса измельчения» представлена на рисунке 16.9.
Рисунок 16.9 – Блок-схема определения центра безопасности технологического параметра
«коэффициент качества процесса измельчения»
16.3.3 Расчет центра безопасности технологического параметра «объемное
заполнение мельницы шарами»
Интервал изменения параметра в области регламентного состояния процесса –
Ш [46;51],%. Разобьем данный интервал на множество непересекающихся диапазонов
изменения объемного заполнения мельницы шарами следующим образом:
Y y1, y2 , y3 , y4 , y5 , y6 45;46, 46;47, 47;48, 48;49, 49;50, 50;51
Зададим нечеткое отношение предпочтения xRy – «интервал x значений параметра
регл
не хуже (с точки зрения безопасности функционирования технологического
Ш Ш
процесса) интервала y» в виде матрицы (таблица 16.2).
Таблица 16.2 – Отношение предпочтения на множестве интервалов параметра
«объемное заполнение мельницы шарами»
Интервал
y1
y2
y3
y4
y5
y6
1,0
0,2
0
0,1
0,5
0,7
y1
0,6
1,0
0,2
0,1
0,6
0,8
y2
1,0
0,7
1,0
0,8
0,9
1,0
y3
0,5
0,4
0,2
1,0
0,1
0
y4
0,6
0,5
0,1
0,7
1,0
0,3
y5
0,7
0,3
0,1
0,9
0,7
0,1
y6
1
Матрица нечеткого отношения доминирования R R \ R
с функцией
принадлежности D y, x max R y, x R x, y ,0 представлена в таблице 16.3.
D
R
Таблица 16.3 – Отношение доминирования на множестве интервалов параметра
«объемное заполнение мельницы шарами»
Интервал
y1
y2
y3
y4
y5
y6
0
0
0
0
0
0
y1
0,4
0
0
0
0
0,1
y2
1,0
0,5
0
0,6
0,7
0,9
y3
0,4
0,3
0
0
0
0
y4
0,1
0
0
0,6
0
0
y5
0
0
0
0,9
0,4
0
y6
Определим нечеткое подмножество недоминируемых альтернатив согласно
выражению
Rн.д. y 1 max R D y, x (таблица 16.4).
xY
Таблица 16.4 – Множество недоминируемых альтернатив интервалов параметра
131
«объемное заполнение мельницы шарами»
y1
y2
y3
y4
y5
y6
0
0,5
1,0
0,1
0,3
0,1
Определим максимально недоминируемые альтернативы модели выбора Y , R R .
Y н.д. y / y Y , Rн.д. sup Rн.д. z , z Y y3
Выделив
из
полученного
нечеткого
множества
YRн.д.
интервал,
имеющий
i
максимальную степень недоминируемости, получаем интервал yO , который является
наиболее предпочтительным для данного технологического параметра с точки зрения
безопасности.
Таким образом, областью технологической безопасности параметра «объемное
заполнение мельницы шарами» будет являться интервал y3 [47;48], % .
Рисунок 16.10 – Центр технологической безопасности параметра «объемное заполнение
мельницы шарами».
O
из интервала y3 [47;48] , соответствующего области
Ш
O
технологической безопасности процесса, для которого Ei Ш max Ei Ш
Значение параметра
Ш y3
определит центр технологической безопасности параметра «объемное заполнение мельницы
шарами» (см. рисунок 16.10). Таким образом
16.4 Алгоритм
управления
апатитонефелиновых руд
O
Ш
48 % .
технологическим
процессом
измельчения
Алгоритм управления технологическим процессом измельчения апатитонефелиновых
руд представлен в виде блок-схемы на рисунке 16.11.
По показаниям технологических датчиков (датчик производительности конвейерапитателя мельницы, датчик крупности исходной руды) и данным экспрессминералогического
анализа
руды
модель
объекта
управления
прогнозирует
гранулометрический состав готового продукта измельчения. По результатам прогноза
модели объекта управления вычисляются удельная производительность агрегата по
определяющему классу крупности q
0.16
, коэффициент качества процесса измельчения K и
132
состояние шаровой загрузки мельницы Ш . Данные технологические параметры поступают
в блок оценки текущего состояния процесса (БОС).
Рисунок 16.11 – Блок-схема алгоритма управления технологическим процессом измельчения
апатитонефелиновых руд
В блоке оценки состояния проводится фаззификация входных переменных, т.е.
приведение к нечеткости. Для этих целей по результатам экспертного опроса определяются
терм-множества и функции принадлежности термам каждого технологического параметра.
Текущая ситуация определяется множеством нечетких значений технологических
параметров. Результат оценки текущей ситуации передается в блок принятия решения по
управлению процессом (БПР).
Для выбора оптимального с точки зрения технологической безопасности вектора
управления необходимо сформировать множество альтернативных управляющих решений.
Вектор управления рассматриваемым процессом определяется тремя координатами:
производительность конвейера-питателя по руде Q p ; расход воды в классифицирующий
догр
аппарат WКЛ ; догрузка шаров в мельницу Ш .
Рекомендуемые значения приращений:
а) производительность конвейера-питателя по руде – Q p 2 , т/ч;
б) расход воды в классифицирующий аппарат – WКЛ 10 , м3/ч;
догр
в) догрузка шаров в мельницу – Ш 2 , т.
После получения множества альтернативных управляющих решений проводится
композиция текущей ситуации с каждой альтернативой с использованием модели объекта
управления. Модель объекта управления прогнозирует новые значения переменных
состояния процесса, полученные для каждого альтернативного управления. Таким образом,
формируется множество альтернативных ситуаций X A .
Для каждой альтернативной ситуации ~
si определяется индекс технологической
si , т.е. определяется степень нечеткого равенства между альтернативной
безопасности In~
sO .
ситуацией и ситуацией, соответствующей центру технологической безопасности ~
133
В блоке оценки центра технологической безопасности (БОЦТБ) определяются значения
каждой из координат центра. В зависимости от изменения свойств перерабатываемой руды
происходит смещение центра технологической безопасности процесса (ЦТБ). Таким
образом, достигается адаптация системы ситуационного управления технологическим
процессом измельчения.
Наиболее рациональной из множества альтернатив будет являться ситуация, имеющая
максимальный индекс безопасности. Далее проводятся две проверки.
Первая проверка. Если максимальный индекс безопасности соответствует текущей
ситуации, т.е. любое альтернативное решение не приводит к улучшению ситуации, тогда
вектор управления остается без изменения. Если это не так, проводится вторая проверка.
Вторая проверка. Если максимальный индекс безопасности альтернативной ситуации
~s больше некоторого значения b, называемого границей области технологической
k
безопасности, то значение вектора управления uопт uk , который приводит к ситуации ~
sk ,
является оптимальным. Если условие второй проверки не выполняется, тогда вектору
управления присваивается значение u : uk и строится новое множество альтернативных
управляющих решений.
Процесс принятия управляющего решения является итеративным и заканчивается в
результате выполнения одного из условий проверки.
На рисунке 16.12 представлена функциональная схема адаптивной системы
ситуационного управления технологическим процессом измельчения.
На схеме приняты следующие обозначения:
G – датчик производительности конвейера-питателя мельницы;
R1 – датчик гранулометрического состава исходной руды;
R2 – датчик гранулометрического состава готового продукта измельчения;
R3 – датчик гранулометрического состава слива мельницы;
W – расходомер чистой воды.
По измеренным входным параметрам модель технологического процесса измельчения
прогнозирует крупность готового продукта измельчения. Модель управления процессом
формирует оптимальный с точки зрения технологической безопасности вектор управления.
Координаты данного вектора являются уставками задания в локальных контурах
регулирования (ЛКР) соответствующих управляющих параметров процесса.
ЛКР-1 – локальный контур регулирования подачи воды в мельницу.
ЛКР-2 – локальный контур регулирования подачи воды в классификатор.
СУЭП – система управления электроприводом конвейера-питателя.
134
Рисунок 16.12 – Функциональная схема адаптивной системы ситуационного управления
135
17 Рискоустойчивое управление процессом каталитической очистки газов на
основе индекса риска
17.1 Технологический процесс производства неконцентрированной азотной
кислоты как объект автоматического управления
К наиболее опасным процессам относятся химико-технологические процессы (ХТП),
реализованные в агрегатах большой мощности [1,83]. Примером такого сложного
крупнотоннажного производства является производство неконцентрированной азотной
кислоты (НАК) под единым давлением 0.716 МПа в агрегатах типа УКЛ-7 с
производительностью 120 тыс.т. 100 % азотной кислоты в год [81,86].
Технологическая схема производства неконцентрированной азотной кислоты
представлена на рисунке 17.1.
Рисунок 17.1 – Технологическая схема производства НАК
Статистические исследования динамических режимов агрегатов показывают, что
реально действующий агрегат находится под постоянным влиянием достаточно большого
числа внешних возмущений, что приводит к "плаванию" технологических переменных в
достаточно широких пределах [86].
Так, например, температуры газа после реактора каталитической очистки и на входе в
турбину совершенно произвольно колеблются в интервале 150С; почти вдвое изменяется
концентрация кислорода и окислов азота в хвостовых газах после колонны абсорбции; в
достаточно широких пределах может колебаться нагрузка на единичный агрегат.
В целом процесс производства неконцентрированной азотной кислоты достаточно
хорошо автоматизирован. В составе АСУ ТП функционируют ряд контуров автоматического
регулирования. Например: регулирование температурного режима в узле рекуперации
энергии; регулирование соотношения расходов воздуха и газообразного аммиака,
поступающих в смеситель, и т.д.
136
Рисунок 17.2 – Зависимость температуры процесса очистки от соотношения "природный газ
- добавочный воздух"
17.2 Система регулирования температурного режима узла каталитической
очистки газов
На основе анализа энерготехнологических характеристик агрегата были определены
требования к режимным параметрам узла каталитической очистки газов [86].
Главным является требование высокой стабильности в поддержании температуры
газового потока на входе в турбину ГТТ-3 на уровне 700°С. Второе условие связано с
интенсификацией процесса очистки и решается с помощью поддержания максимально
возможной разности температур на входе и выходе катализаторной коробки реактора.
Анализ этих требований привел к необходимости создания двухконтурной системы
автоматического управления температурным режимом работы реактора очистки. На рисунке
17.3 представлен фрагмент технологической схемы с аппаратурой, определяющей работу
узла каталитической очистки.
С точки зрения задачи управления здесь имеются две регулируемые переменные:
температура на выходе из реактора каталитической очистки (TВЫХ); температура газа на
входе в реактор каталитической очистки (ТВХ).
137
Рисунок 17.3 – Технологическая схема узла каталитической очистки
Управляющими факторами могут быть: подача топливной смеси (GГВ) в камеру
сгорания перед реактором (определяет температуру газов перед реактором); подача
природного газа (GПГ) в реактор (определяет количество восстановителя в реакторе очистки);
подача добавочного воздуха (GДВ) в колонну абсорбции (определяет концентрацию
кислорода перед реактором очистки и, следовательно, степень конверсии природного газа в
реакторе).
Структура взаимного влияния управляемых и управляющих переменных представлено
на рисунке 17.4.
Рисунок 17.4 – Структурная схема САУ каталитической очистки
На рисунке 17.4 введены следующие обозначения: ЛКР ДВ – локальный контур
регулирования добавочного воздуха; ЛКР ПГ – локальный контур регулирования
природного газа.
Подачу природного газа на реакцию и добавочного воздуха в колонну абсорбции
следует осуществлять в определенном соотношении. Это обычно достигается введением
138
регулятора соотношения на этих потоках. Отсюда следует, что реально существуют лишь
два независимых управляющих воздействия - подача топливной смеси в камеру сгорания
реактора и подача природного газа и воздуха в определенном соотношении для получения
восстановителя.
Таким образом, в задаче управления имеется две управляемых и две управляющих
переменных, оказывающих друг на друга взаимное влияние.
Анализ свойств описанного объекта управления позволил сделать вывод, что
температуру газов на выходе из реактора целесообразно стабилизировать с помощью
изменения подачи топливной смеси в камеру сгорания реактора. Поддержание необходимой
температуры газа на входе в реактор, позволяющее максимизировать разность температур
газа на входе и выходе реактора, рационально осуществлять с помощью изменения
количества подаваемого на реакцию природного газа и воздуха.
Первостепенное значение для построения системы автоматического регулирования
(САР) имеют динамические характеристики объекта и, в первую очередь, характеристики по
регулирующему каналу: «регулирующий орган – регулируемая величина». Динамические
свойства регулирующего канала определяют выбор алгоритма управления, расчет его
параметров, так как от этих свойств зависит основной показатель работоспособности
будущей САР – ее устойчивость.
На основании проведенных в действующем цехе экспериментов были получены кривые
разгона по всем интересующим каналам рассматриваемой части технологической схемы. Их
обработка с необходимых каналов (рисунок 17.5) [86]:
12 ,
1.25 e 0.5 p
130 e 0.5 p
0.6 ,
, W ( p)
.
W2 ( p)
W5 ( p)
W1 ( p)
4
0.8 p 1
(2.73 p 1)(3.12 p 1)
(2.73 p 1)(3.12 p 1)
1.2 p 1
Рисунок 17.5 – Структурная схема двухконтурной системы регулирования узла
каталитической очистки газов
На первом этапе решения поставленной задачи была рассмотрена возможность
применения линейных регуляторов с типовыми законами регулирования. Была принята
последовательно-итерационная методика расчета оптимальных параметров настройки
регуляторов Р1 и Р2. На первом шаге контур с регулятором Р2 разрывался и методом,
описанным в [86], определялись настроечные параметры ПИД-регулятора Р1, исходя из
минимума среднеквадратичной ошибки регулирования и ограничения запасов устойчивости
в системе. Передаточная функция ПИД-регулятора Р1, полученного на первом шаге общего
расчета системы, имеет вид:
WP1 ( p) 0.36
1
0.44 p .
3.3 p
139
Объектом регулирования регулятора Р2 во втором контуре является последовательное
соединение нескольких динамических звеньев с переходными функциями W2 ( p) , W1 ( p) ,
W4 ( p) , а также первый контур регулирования c регулятором Р1:
Wоб.2конт. ( p) W2 ( p) W1 ( p) W4 ( p)
WP1 ( p)
1 WP1 ( p) W2 ( p) W5 ( p)
.
Настройки регулятора Р1 непосредственно влияют на процессы регулирования как в
первом, так и во втором контуре и наоборот. Настроечные параметры регулятора Р 2
определялись исходя из тех же условий, что и регулятора Р1.
Передаточная функция регулятора Р2, рассчитанного на втором шаге первой итерации,
имеет вид:
WP 2 ( p) 0.14
1
0.32 p .
8.4 p
Далее расчет настроек регуляторов повторялся. А именно, рассчитывались
оптимальные настройки регулятора Р1 при настройках Р2, полученных в результате первой
итерации; корректировались настройки регулятора Р2 и т.д. Окончательно полученные
передаточные функции регуляторов Р1 и Р2 выглядят следующим образом [100]:
WP1 ( p) 0.24
1
1
0.3 p ; WP 2 ( p) 0.1
0.24 p .
3.8 p
7.0 p
Согласно структурной схеме в среде Matlab 7.0.1 построена модель системы
регулирования узла каталитической очистки газов (рисунок 17.6).
Рисунок 17.6 – Модель системы автоматического регулирования узла каталитической
очистки газов в среде Matlab.
В результате проведенного моделирования были получены графики переходных
процессов в двухконтурной САУ изменения температур на входе и выходе реактора. В
качестве внешнего возмущения было принято случайное изменение расхода воздуха на
камеру сгорания реактора.
Проверка адекватности модели проводилась по статистическим данным работы узла
каталитической очистки газов ОАО «Новомосковская акционерная компания «АЗОТ». Были
исследованы динамические режимы узла каталитической очистки действующего
производства и режимы, полученные с помощью данной модели. Исследование проводилось
в два этапа: на первом этапе генерировались входные параметры в виде сигнала, после чего
на втором этапе проводилась обработка выходных параметров.
После обработки полученной информации для наилучшего представления были
составлены функции распределения. Как показала проверка, данная модель недостаточно
точно отображает реально действующий технологический процесс. В связи с этим
140
необходимо производить модернизацию данной модели с учетом требований по повышению
точности моделирования.
17.3 Модернизация существующей системы регулирования узла каталитической
очистки
Учитывая вышеизложенное и то, что существующая модель системы регулирования
температурного режима узла каталитической очистки косвенно оценивает концентрацию
вредных веществ на выходе реактора, предлагается произвести ее модернизацию.
Структурная схема узла приведена на рисунке 17.7.
Рисунок 17.7 – Структурная схема узла каталитической очистки газов
Выходными параметрами данной модели будут температура очищенных газов на
выходе из реактора каталитической очистки T
Out
и концентрация NO и NO2
СNO NO2 . На
основании проведенных в действующем цехе экспериментов были получены кривые разгона
по всем интересующим каналам рассматриваемой части технологической схемы. Их
обработка с помощью методики, приведенной ранее, позволила получить передаточные
функции этих каналов:
0.5 p
9.6 e
1.3
0.6
, W6 ( p )
, W7 ( p)
,
W3 ( p)
(2.73 p 1)(3.12 p 1)
0.8 p 1
0.15 p 1
0.0005
0.001
, W9 ( p)
, W10 ( p) 1 .
W8 ( p)
0.15 p 1
0.15 p 1
Управляющими параметрами предлагаемой системы регулирования будут: расход
природного газа GПГ ; расход смеси газ-воздух GГВ .
В качестве возмущающих параметров предлагаемой системы регулирования можно
*
выделить: концентрацию NO и NO2 на выходе из абсорбционной колонны С NO NO2 ;
141
концентрацию O2 на выходе из абсорбционной колонны
СO2 ; температуру хвостовых газов
на входе в реактор каталитической очистки TХГ ; расход хвостовых газов на выходе из
абсорбционной колонны GХГ .
Так как управляющие параметры оказывают взаимное влияние друг на друга, и данное
влияние не представляется возможным в полной мере изучить, то в работе предлагается в
качестве регулятора использовать регулятор, построенный на аппарате нечеткой логики
(Fuzzy-регулятор). Такой тип регулятора способен более точно осуществлять управление
данным узлом. Структурная схема модернизированной системы регулирования узла
каталитической очистки газов приведена на рисунке 17.8.
Рисунок 17.8 – Структурная схема модернизированной системы регулирования узла
каталитической очистки газов
17.3.1 Разработка
нечеткого
каталитической очистки
регулятора
системы
регулирования
узла
Функцией данного регулятора является преобразование входных сигналов
рассогласования в конечные значения управляющих величин: изменение расхода природного
газа GПГ ; изменение расхода смеси газ-воздух GГВ .
Входные сигналы рассогласования получаются путем сравнения исходных (заданных
величин) и величин, полученных с помощью введения обратных связей по управляющим и
возмущающим параметрам или от модели управления технологическим процессом.
Рациональное управление будем находить, используя правила нечеткого логического
вывода на основании базы знаний, сформированной по результатам экспертного опроса.
Первоначально введем лингвистические переменные: «изменение расхода природного
газа», «изменение расхода смеси газ-воздух», «расход природного газа» и «расход смеси газвоздух», определим их терм-множества и зададим функции принадлежности каждому терммножеству лингвистической переменной.
Формализация лингвистических переменных представлена на рисунках 17.9-17.12.
142
Рисунок 17.9 – Функции принадлежности терм-множеств лингвистической переменной
«изменение расхода природного газа»
s GПГ
Низкое
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
Среднее
Повышенное
Высокое
GПГ
0
1
2
3
5
4
Рисунок 17.10 – Функции принадлежности терм-множеств лингвистической переменной
«изменение расхода смеси газ-воздух»
Рисунок 17.11 – Функции принадлежности терм-множеств лингвистической переменной
«расход природного газа»
s GГВ
Низкий
1
Средний
Высокий
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
GГВ
0,1
0
10
12.5
15
17.5
20
Расход
природного
газа
Рисунок 17.12 – Функции принадлежности терм-множеств лингвистической переменной
«расход смеси газ-воздух»
По решающей таблице (таблица 17.1), составленной на основе знаний экспертов,
делается нечеткий логический вывод и определяется значение нечетких переменных «расход
природного газа» и «расход смеси газ-воздух». Приведение к четкости проводится
центроидным методом.
Таблица 17.1 – Решающая таблица нечеткого логического вывода нечетких переменных
«расход природного газа» и «расход смеси газ-воздух»
Расход смеси газ-воздух
Низкий
Средний
Повышенный
Высокий
Низкий
A1, B1
A1, B1
A2, B1
A3, B2
Средний
A1, B1
A1, B2
A2, B2
A3, B2
Повышенный
A1, B2
A2, B2
A2, B3
A3, B3
Высокий
A2, B3
A2, B3
A3, B3
A3, B3
Сформировано 16 правил нечеткого логического вывода, связывающих значения
лингвистических переменных «изменение расхода природного газа» и «изменение расхода
смеси газ-воздух» со значениями переменных «расход природного газа» и «расход смеси газвоздух». Блок-схема нечеткого регулятора представлена на рисунке 17.13. Модель
регулирования узла каталитической очистки газов реализована в среде Matlab (рисунок
17.14). В результате проведенного моделирования были получены графики, отображающие
переходные процессы изменения температуры и концентрации нитрозных газов на выходе
реактора.
143
База знаний
Изменение расхода
природного газа
Изменение расхода
смеси газ-воздух
GПГ
G ГВ
Фа
зи
фи
ка
ци
я
Нечеткий
логический
вывод
Де
фа
зи
фи
ка
ци
я
G ПГ
G ГВ
Расход природного газа
Расход смеси газ-воздух
Нечеткий регулятор
Рисунок 17.13 – Блок-схема нечеткого регулятора
Рисунок 17.14 – Модель регулирования узла каталитической очистки газов в среде Matlab
Проверка адекватности модели, проводилась по статистическим данным работы узла
каталитической очистки газов ОАО «Новомосковская акционерная компания «АЗОТ». После
обработки полученной информации для наилучшего представления были составлены
функции распределения [81].
Сопоставляя экспериментальные данные и данные, полученные с помощью
моделирования, а также данные с действующей модели можно сделать вывод, что
разработанная модель вполне адекватна.
17.4 Система оценки параметров модели процесса каталитической очистки газов
Математическая модель процесса каталитической очистки газов должна
прогнозировать температуру очищенных газов и концентрацию NO и NO 2 с учетом
изменений физико-химических свойств катализатора, а также состояния оборудования.
Конкретной задачей, решаемой системой оценки параметров модели процесса
каталитической очистки газов, является прогнозирование постоянной времени
интегрирования Tи передаточных функций W4 ( p) W9 ( p) по различным каналам, так как
эти передаточные функции претерпевают наибольшие изменения по постоянной времени
интегрирования, в то время как коэффициент усиления остается практически неизменным на
всем протяжении работы узла.
Для определения зависимости постоянных времени интегрирования от различных
параметров на входе и выходе реактора каталитической очистки газов использован аппарат
нейро-фаззи сетей (НФС), в котором выводы делаются на основе аппарата нечеткой логики,
но соответствующие функции принадлежности подстраиваются с использованием
алгоритмов обучения нейронных сетей.
Оценка постоянной времени интегрирования передаточной функции W8 .
Входными параметрами модели являются расход природного газа в реактор каталитической
очистки газов G ПГ и концентрация окислов азота на выходе из реактора С NO NO .
2
144
Первоначально вводятся три лингвистические переменные: «расход природного газа в
реактор»; «концентрация окислов азота на выходе из реактора»; «постоянная времени
интегрирования 8». Для каждой из них определяются терм-множества и задаются функции
принадлежности каждому терм-множеству лингвистической переменной. Формализация
данных лингвистических переменных представлена в таблицах 17.2 и 17.3.
Таблица 17.2 – Формализация лингвистической переменной «концентрация окислов
азота на выходе из реактора»
Область
Область
опредереглаТермления
ментного множеФункция принадлежности терм-множества
термсостояни
ство
множея
ства
С1 =
«Низкая
»
С2 =
«Средняя»
[0;
0.002]
[0.001;
0.003]
С4 =
«Высокая»
1
1
1 exp(2 СNO NO2 0.0005
[0.002;
0.004]
1
0.002
, при 0.001 СNO NO
0.002
2
1
1 exp(2 СNO NO2 0.0025
1
2
, при 0.002 СNO NO
2
1 exp(2 С NO NO2 0.0035
0.003
при 0.003 СNO NO2 0.004
,
1
при 0.002 СNO NO2 0.003
,
1 exp(2 СNO NO2 0.0035
[0.003;
0.005]
, при 0.001 СNO NO
1 exp(2 СNO NO2 0.0015
1 exp(2 СNO NO2 0.0025
[0;0.005],
%
С3 =
«Повышенная»
при 0 СNO NO2 0.001
1,
, при 0.003 С NO NO
2
0.004
при 0.004 С NO NO2 0.005
1,
Таблица 17.3 – Формализация лингвистической переменной «постоянная времени
интегрирования 8»
Область
Область
опредереглаТермления
ментного множеФункция принадлежности терм-множества
термсостояни
ство
множея
ства
при 0 Tи8 0.0375
1,
D1=
«Малая»
[0;
0.075]
1 exp(4.5
1
Tи8
0.046875
1
[0; 0.15]
D2=
«Средняя»
[0.0375;
0.1125]
1 exp(4.5
1 exp(4.5
Tи8
0.046875
1
Tи8
0.084375
, при 0.0375 Tи8 0.075
, при 0.0375 Tи8 0.075
, при 0.075 Tи8 0.1125
145
1
D3=
«Повышенная»
D4=
«Большая»
[0.075;
0.13125]
1 exp(4.5
1 exp(4.5
Tи8
0.084375
1
Tи8
0.121875
, при 0.1125 Tи8 0.13125
1
[0.1125;
0.15]
1 exp(4.5
1,
Tи8
, при 0.075 Tи8 0.1125
0.121875
, при 0.1125 Tи8 0.13125
при 0.13125 Tи8 0.15
8
Определение нечеткого значения коэффициента Tи строится на основании набора
правил Ri логического вывода, хранящегося в базе знаний системы.
Каждый набор правил Ri логического вывода имеет вид:
8
П1: ЕСЛИ G ПГ есть B1 И С NO NO есть C1 ТОГДА Tи есть D1 ;
2
8
П2: ЕСЛИ G ПГ есть B1 И С NO NO есть C 2 ТОГДА Tи есть D1 ;
2
8
П3: ЕСЛИ G ПГ есть B1 И С NO NO есть C3 ТОГДА Tи есть D2 ;
2
8
П4: ЕСЛИ G ПГ есть B1 И С NO NO есть C 4 ТОГДА Tи есть D3 ;
2
8
П5: ЕСЛИ G ПГ есть B2 И С NO NO есть C1 ТОГДА Tи есть D1 ;
2
8
П6: ЕСЛИ G ПГ есть B2 И С NO NO есть C 2 ТОГДА Tи есть D2 ;
2
8
П7: ЕСЛИ G ПГ есть B2 И С NO NO есть C3 ТОГДА Tи есть D3 ;
2
8
П8: ЕСЛИ G ПГ есть B2 И С NO NO есть C 4 ТОГДА Tи есть D4 ;
2
8
П9: ЕСЛИ G ПГ есть B3 И С NO NO есть C1 ТОГДА Tи есть D2 ;
2
8
П10: ЕСЛИ G ПГ есть B3 И С NO NO есть C 2 ТОГДА Tи есть D3 ;
2
8
П11: ЕСЛИ G ПГ есть B3 И С NO NO есть C3 ТОГДА Tи есть D3 ;
2
8
П12: ЕСЛИ G ПГ есть B3 И С NO NO есть C 4 ТОГДА Tи есть D4 .
2
Аналогично строятся оценки постоянной времени интегрирования для W9 , W6 , W7 ,W5 ,
W4 .
1
Структура нейро-фаззи сети показана на рисунке 17.15. Входные переменные X ВХ и
2
НФС обозначены выше. Для всех постоянных времени интегрирования НФС будет
X ВХ
однотипной.
146
Рисунок 17.15 – Структура нейро-фаззи сети (НФС) для прогнозирования постоянной
времени интегрирования
В первом слое нейро-фаззи сети проводится фаззификация входных переменных.
Выходы узлов первого слоя представляют собой значения функций принадлежности терммножеств конкретных значений соответствующих входных переменных.
Выходами нейронов второго слоя являются степени истинности предпосылок каждого
правила нечеткого вывода базы знаний системы:
2
1 Bl X 1ВХ Ck X ВХ
2
2 Bl X 1ВХ Ck 1 X ВХ
2
3 Bl 1 X 1ВХ Ck X ВХ
2
4 Bl 1 X 1ВХ Ck 1 X ВХ
Выходы нейронов третьего слоя вычисляют величины:
1
1 2 3 4
2
2
1 2 3 4
3
3
1 2 3 4
4
4
1 2 3 4
1
Нейроны четвертого слоя выполняют операции:
1Tи1 1 B 1 (1 )
2Tи 2 2 B 1 ( 2 )
3Tи 3 3 B 1 ( 3 )
4Tи 4 4 B 1 ( 4 )
где:
147
1 1
1
ln
cl
1
1 2
1
Tи 2 B 1 2 dl ln
cl
2
Tи1 B 1 1 d l
1 3
1
ln
cl
3
1 4
1
Tи 4 B 1 4 dl ln
cl
4
Tи 3 B 1 3 dl
Единственный нейрон пятого слоя вычисляет выход сети, т.е. выполняет операцию
приведения к четкости центроидным способом:
Tи 1Tи1 2Tи 2 3Tи 3 4Tи 4
1Tи1 2Tи 2 3Tи 3 4Tи 4
1 2 3 4
Нейро-фаззи сети с подобной архитектурой в англоязычной литературе получили
название ANFIS (Adaptive Neuro-Fuzzy Inference System).
Алгоритм обучения нейро-фаззи сети. Обучение данной нейро-фаззи сети
проводилось при помощи алгоритма обратного распространения ошибки (back propagation).
Это итеративный градиентный алгоритм обучения.
Для обучения данной нейро-фаззи сети требуется осуществить такую настройку
параметров функций принадлежности терм-множествам выходной переменной cl , dl , при
которой минимизируется функция ошибки системы:
2
1
E cl , dl Tи cl , dl Tи* ,
2
*
где: Tи cl , d l – прогнозное значение коэффициента Tи нейро-фаззи сетью; Tи – текущее
коэффициента Tи .
Алгоритм состоит из следующих шагов:
Шаг 1. Вводятся начальные значения параметров cl , dl .
Шаг 2. Вычисляется выход сети Tи cl , dl .
Шаг 3. Вычисляется значение функции ошибки E cl , dl .
Шаг 4. Проверка условия минимизации функции ошибки E .
Шаг 5. Корректировка значений cl , dl .
Шаг 6. Повторение шагов 2-4 до выполнения условия минимизации функции ошибки.
Корректировка значений cl , dl производится по известным формулам:
E cl , dl
bcl , dl
cl
,
cl
cl
E cl , dl
bcl , dl
dl : dl
dl
,
dl
dl
cl : cl
где
Tи cl , dl Tи ; – константа скорости обучения 0 1 .
Блок-схема данного алгоритма приведена на рисунке 17.16.
148
Рисунок 17.16 – Алгоритм обучения нейро-фаззи сети
Рассмотрим алгоритм обратного распространения ошибки применительно к нейрофаззи сети для прогноза функции разрушения материала.
Запишем выход сети, вычисляемый по формуле
b
1b1 1 , c1 , d1 2 b2 2 , c 2 , d 2 3b3 3 , c3 , d 3 4 b4 4 , c 4 , d 4
1 2 3 4
Предположим, что c1 c2 c3 c 4 и d1 d 2 d 3 d 4 .
Тогда в алгоритме обучения сети корректировка параметров будет производиться по
следующим формулам:
1 1
1
b 1 , c1 , d1
1
c1 : c1
c1 2
c1
c1 1 2 3 4
b1 , c1 , d1
1
d1 : d1
d1
d1
1 2 3 4
1 ln
1 2
b 2 , c 2 , d 2
1
2
c 2 : c 2
c2 2
c 2
c2 1 2 3 4
b 2 , c 2 , d 2
2
d 2 : d 2
d2
d 2
1 2 3 4
2 ln
149
1 3
b 3 , c3 , d 3
1
3
c3 : c3
c3 2
c3
c3 1 2 3 4
b 3 , c3 , d 3
3
d 3 : d 3
d3
d 3
1 2 3 4
3 ln
1 4
4
b 4 , c 4 , d 4
1
c 4 : c 4
c4 2
c 4
c4 1 2 3 4
b 4 , c 4 , d 4
4
d 4 : d 4
d4
d 4
1 2 3 4
При нечетком логическом выводе может случиться так, что c1 c 2 и d1 d 2 . Тогда
4 ln
формулы корректировки будут иметь вид:
c1 : c1
1
c12
1 1
1 2
2 ln
1
2
1 2 3 4
1 ln
1 2
1 2 3 4
1 3
3 ln
3
1
c3 : c3 2
c3 1 2 3 4
3
d 3 : d 3
1 2 3 4
1 4
4 ln
1
4
c 4 : c 4 2
c4 1 2 3 4
4
d 4 : d 4
1 2 3 4
d1 : d1
Для случая, когда c1 c2 c3 и d1 d 2 d 3 :
c1 : c1
1
c12
1 3
1 1
1 2
2 ln
3 ln
1
2
3
1 2 3 4
1 ln
d1 : d1
1 2 3
1 2 3 4
150
1 4
1
4
c 4 : c 4 2
c4 1 2 3 4
4 ln
d 4 : d 4
4
1 2 3 4
Для случая, когда c1 c2 c3 c4 и d1 d 2 d 3 d 4 :
c1 : c1
1
c12
1 3
1 1
1 2
1 4
4 ln
2 ln
3 ln
1
2
4
3
1 2 3 4
1 ln
d1 : d1
Структура модели технологического
представлена на рисунке 17.17.
процесса
каталитической
очистки
газов
Рисунок17.17 – Структура математической модели технологического процесса
каталитической очистки газов
Разработанная модель позволяет учитывать изменения состояния оборудования и
катализатора при работе оборудования, что должно обеспечить исключение ненормальных
режимов очистки (когда концентрация нитрозных газов будет превышать предельно
допустимые значения).
Имитационное моделирование системы регулирования температурного режима узла
каталитической очистки с системой оценки постоянных интегрирования проводилось среде
Matlab (рисунок 17.18).
151
Рисунок 17.18 – Модель системы регулирования температурного режима узла
каталитической очистки с системой оценки постоянных времени в среде Matlab
В результате проведенного моделирования были получены графики, отображающие
переходные процессы изменения температуры и концентрации нитрозных газов на выходе
реактора. Адекватность модели подтверждена на основе сопоставления экспериментальных
данных и данных, полученных в результате моделирования.
17.5 Разработка системы ситуационного управления технологическим процессом
каталитической очистки газов
17.5.1 Оценка состояния процесса каталитической очистки газов
Состояние процесса управления будем оценивать по следующим технологическим
параметрам и ущербам:
X Т Out , С NO NO2 , D(С NO NO2 ), DОб , DСУ ,
Out
где Т
– температура очищенных газов на выходе из реактора каталитической
очистки; СNO NO – концентрация окислов азота на выходе из реактора каталитической
2
очистки; D(СNO NO ) – ущерб от выброса нитрозных газов в атмосферу; DОб – ущерб,
2
наносимый оборудованию в результате его эксплуатации; DСУ – ущерб, наносимый
системе управления в результате ее эксплуатации.
Для оценки состояния процесса введены соответствующие лингвистические
переменные, определены их терм-множества и заданы функции принадлежности каждому
терм-множеству лингвистической переменной.
Формализация первых двух лингвистических переменных представлена в предыдущем
разделе.
Формализация лингвистической переменной «ущерб от выброса нитрозных газов
в атмосферу». На уровне эвристических оценок зависимости «ущерб от выброса нитрозных
газов в атмосферу» можно сделать вывод, что величина ущерба зависит от величины
концентрации нитрозных газов, и что потенциальные выбросы и, соответственно,
потенциальный ущерб возрастают с уменьшением надежности оборудования. Таким
образом, предполагается, что величина ущерба пропорциональна концентрации выбросов
нитрозных газов в атмосферу и концентрация растет с ростом вероятности возникновения
отказов в оборудовании.
В силу сложности получения статистического материала такого рода оценка выбросов
осуществлялась на основе лингвистической переменной «концентрация окислов азота на
выходе из реактора каталитической очистки» и параметра «вероятность безотказной
работы».
По вероятности отказа реактора каталитической очистки газов оценивались значения
следующих термов: D(С NO NO )1 – очень малый ущерб (низкая концентрация);
2
152
D(СNO NO2 )2 – малый ущерб (средняя концентрация); D(СNO NO2 )3 – средний ущерб
(повышенная концентрация); D(СNO NO )4 – высокий ущерб (высокая концентрация).
2
Графики соответствующих термов в зависимости от вероятности их безотказной работы
были показаны на рисунках 17.9-17.12.
На основе статистических исследований отказов работы реактора каталитической
очистки составлялись функции распределения вероятности безотказной работы реактора, в
результате чего был сформирован график, изображенный на рисунке 17.19. Для построения
данного графика также учитывались экспертная оценка и техническая документация на
реактор каталитической очистки газов. Критерием при составлении данной зависимости
было время наработки реактора на отказ.
Рисунок 17.19 – Зависимость безотказной работы реактора каталитической очистки газов от
времени наработки
Была получена сводная таблица ущербов от выброса нитрозных газов в атмосферу в
зависимости от вероятности безотказной работы реактора каталитической очистки (таблица
17.4).
Таблица 17.4 – Сводная таблица ущербов от выброса нитрозных газов в атмосферу в
зависимости от изменения концентрации нитрозных газов после реактора каталитической
очистки с учетом вероятности его безотказной работы
Вероятность безотказной работы
Диапазон изменения
Ущерб
реактора каталитической очистки
концентрации
газов
D(СNO NO2 )1 =
[0.6; 1]
[0; 0.002]
«очень малый»
D(СNO NO2 )2 =
[0.4; 0.8]
[0.001; 0.003]
«малый»
D(СNO NO2 )3 =
[0.2; 0.6]
[0.002; 0.004]
«средний»
D(СNO NO2 )4 =
[0; 0.4]
[0.003; 0.005]
«высокий»
153
Формализация лингвистической переменной «ущерб, наносимый оборудованию».
На уровне эвристических оценок зависимости «ущерб, наносимый оборудованию»
можно сделать вывод, что величина ущерба зависит от продолжительности работы самого
оборудования и, в данном случае, от продолжительности работы катализатора реактора
каталитической очистки. Таким образом, в работе предполагается, что величина ущерба
пропорциональна износу катализатора, и, соответственно, износ катализатора потенциально
растет с ростом вероятности возникновения отказов в оборудовании.
По вероятности отказа катализатора реактора оценивались значения термов: DОб1 –
очень малый ущерб (нормальный катализатор); DОб 2 – малый ущерб (немного изношеный
катализатор); DОб 3 – средний ущерб (сильно изношенный катализатор); DОб 4 – высокий
ущерб (критически изношенный катализатор). Получены графики соответствующих термов в
зависимости от вероятности их безотказной работы.
На основе статистических исследований отказов работы катализатора реактора с
учетом экспертных оценок и данных технической документации на реактор каталитической
очистки газов определена функция распределения вероятности безотказной работы
катализатора (рисунок 17.20).
Рисунок 17.20 – Зависимость безотказной работы катализатора от времени наработки
Формализация лингвистической переменной «ущерб, наносимый системе
управления». Величина ущерба пропорциональна износу системы управления, и,
соответственно, ущерб потенциально растет с ростом вероятности возникновения отказов в
системе управления.
По вероятности отказа системы управления оценены значения следующих термов:
DСУ1 – очень малый ущерб (малое время работы); DСУ 2 – малый ущерб (среднее время
работы); DСУ 3 – средний ущерб (длительное время работы); DСУ 4 – высокий ущерб (очень
большое время работы). В результате получали графики соответствующих термов в
зависимости от вероятности их безотказной работы. Построен график функции
распределения вероятности безотказной работы системы управления.
В результате проведенной формализации лингвистических переменных состояние
технологического процесса будет записано в виде, показанном в таблицах 17.5 – 17.7.
Таблица 17.5 – Форма записи состояния технологического процесса каталитической
очистки газов в базе знаний по технологическим параметрам
СNO NO2
T Out
Т1
Т2
Т3
С1
С2
С3
С4
i1 (T Out )
i 2 (T Out )
i3 (T Out )
i1 (СNO NO2 )
i1 (С NO NO2 )
i3 (С NO NO2 )
i 4 (С NO NO2 )
Таблица 17.6 – Форма записи состояния технологического процесса каталитической
очистки газов в базе знаний по ущербу от выброса нитрозных газов в атмосферу
D(СNO NO2 )
154
D(СNO NO2 )1
D(СNO NO2 )2
i1 ( D(С NO NO2 ))
D(СNO NO2 )3
i 2 ( D(СNO NO2 ))
D(СNO NO2 )4
i 4 ( D(С NO NO2 ))
i3 ( D(С NO NO2 ))
Таблица 17.7 – Форма записи состояния технологического процесса каталитической
очистки газов в базе знаний по ущербам, наносимым оборудованию и системе управления
DОб1
DОб 2
DОб
DОб 3
i1 ( DОб )
i 2 ( DОб )
i3 ( DОб )
DСУ
DОб 4
DСУ1
DСУ 2
DСУ 3
DСУ 4
i 4 ( DОб )
i1 ( DСУ )
i 2 ( DСУ )
i3 ( DСУ )
i 4 ( DСУ )
где i – номер состояния технологического процесса каталитической очистки газов.
17.5.2 Определение
центра
каталитической очистки газов
технологической
безопасности
процесса
Наблюдения за агрегатом производства неконцентрированной азотной кислоты
показывают, что температура очищенных газов на выходе реактора каталитической очистки
должна быть постоянной и равняться 720 0С. Поэтому и центр технологической
безопасности по температуре очищенных газов на выходе реактора каталитической очистки
будет неизменен: TO 720, C
Для расчета центра безопасности технологического параметра «концентрация окислов
азота на выходе из реактора» был определен интервал изменения параметра в области
регламентного состояния процесса – С NONO [0;0.005].
Out
0
2
Данный интервал разбит на множество непересекающихся диапазонов изменения
концентрации:
Y y1 , y 2 , y3 , y 4 , y5 , y 6 0;1.5, 1.5;2, 2;2.5, 2.5;3, 3;3.5, 3.5;5 10 3
Задано нечеткое отношение предпочтения xRy – «интервал x значений параметра
регл
СNO NO2 СNO
NO
2
не хуже (с точки зрения безопасности функционирования технологического процесса)
интервала y» в виде матрицы (таблица 17.8).
Матрица нечеткого отношения доминирования
с функцией
R D R \ R 1
принадлежности:
R D y, x max R y, x R x, y ,0
представлена в таблице 17.9.
Таблица 17.8 – Отношение предпочтения на множестве интервалов параметра
«концентрация окислов азота на выходе из реактора каталитической очистки».
Интервал
y1
y2
y3
y4
y5
y6
1,0
0,2
0
0,1
0,5
0,7
y1
0,6
1,0
0,2
0,1
0,6
0,8
y2
1,0
0,7
1,0
0,8
0,9
1,0
y3
0,5
0,4
0,2
1,0
0,1
0
y4
0,6
0,5
0,1
0,7
1,0
0,3
y5
0,7
0,3
0,1
0,9
0,7
0,1
y6
155
Таблица 17.9 – Отношение доминирования на множестве интервалов параметра
«концентрация окислов азота на выходе из реактора каталитической очистки».
Интервал
y1
y2
y3
y4
y5
y6
0
0
0
0
0
0
y1
0,4
0
0
0
0
0,1
y2
1,0
0,5
0
0,6
0,7
0,9
y3
0,4
0,3
0
0
0
0
y4
0,1
0
0
0,6
0
0
y5
0
0
0
0,9
0,4
0
y6
Определим нечеткое подмножество недоминируемых альтернатив согласно
выражению
Rн.д. y 1 max R D y, x (таблица 17.10).
xY
Таблица 17.10 – Множество недоминируемых альтернатив интервалов параметра
«концентрация окислов азота на выходе из реактора каталитической очистки».
y1
y2
y3
y4
y5
y6
0
0,5
1,0
0,1
0,3
0,1
Определены максимально недоминируемые альтернативы модели выбора Y , R R .
Y н.д. y / y Y , Rн.д. sup Rн.д. z , z Y y3
Выделив
из
полученного
нечеткого
множества
YRн.д.
интервал,
имеющий
O
максимальную степень недоминируемости, получаем интервал y i , который является
наиболее предпочтительным для данного технологического параметра с точки зрения
безопасности.
Таким образом, областью технологической безопасности параметра «концентрация
окислов азота на выходе из реактора каталитической очистки» будет являться интервал
y3 [0.002;0.0025] .
Значение параметра СNO NO2 из интервала y3 [0.002;0.0025] , соответствующего
области
технологической
безопасности
процесса,
для
которого
O
O
Ci СNO
NO2
max
С NO NO 2 y3
Ci СNO NO2
определит
центр
технологической
безопасности параметра «концентрация окислов азота на выходе из реактора каталитической
очистки» (см. рисунок 17.21).
Рисунок 17.21 – Центр технологической безопасности параметра «концентрация окислов
азота на выходе из реактора каталитической очистки».
Таким образом С NO NO 0.002 .
2
O
156
Аналогично производился расчет центров безопасности параметров «ущерб от
выброса нитрозных газов в атмосферу», «ущерб, наносимый оборудованию», «ущерб,
наносимый системе управления» [81].
В результате анализа установлено, что для узла каталитической очистки газов
состояние процесса управления, соответствующее центру технологической безопасности по
технологическим параметрам и ущербам будем считать неизменным и равным:
O
O
O
X O TOOut , С NO
, D O (С NO NO2 ), DОб
, DСУ
720;0.002;0.6;0.6;0.6.
NO
2
17.5.3 Алгоритм управления технологическим процессом
Алгоритм управления технологическим процессом каталитической очистки газов
представлен в виде блок-схемы на рисунке 17.22.
Рисунок 17.22 – Блок-схема алгоритма управления технологическим процессом
каталитической очистки газов
Показания технологических датчиков (датчик температуры газов на входе в реактор
каталитической очистки, датчик температуры газов на выходе из реактора каталитической
очистки и др.) поступают в блок оценки текущего состояния процесса (БОТС).
В блоке оценки состояния проводится фаззификация входных переменных. Для этих
целей по результатам экспертного опроса определяются терм-множества и функции
принадлежности термам каждого технологического параметра. Текущая ситуация
определяется множеством нечетких значений технологических параметров и ущербов
(таблицах 17.5 – 17.7). Результат оценки текущей ситуации передается в блок оценки индекса
риска (БОИР).
Процесс оценки текущей ситуации происходит одновременно с процессом оценки
центра технологической безопасности в одноименном блоке (БОЦТБ), после чего результаты
оценки текущей ситуации и ситуации, соответствующей центру технологической
безопасности, передаются в блок оценки индекса риска (БОИР).
~*
Для каждой текущей ситуации S
~
определяется индекс риска In Risk (S ) как степень
нечеткого равенства между текущей ситуацией и ситуацией, соответствующей центру
~
технологической безопасности S O .
Далее, в блоке поиска управляющих решений (БПУР), проводится проверка:
157
– если индекс риска текущей ситуации
~
S * меньше некоторого значения l ,
называемого границей технологической безопасности процесса по технологическим
параметрам и ущербам, то значение вектора управления u опт u k , который приводит к
~*
ситуации S , является оптимальным. Если условие проверки не выполняется, тогда
происходит поиск посредством метода спуска градиента оптимального управляющего
~
вектора u k : u k h E ( S ) , который позволит минимизировать целевую функцию
~
~
~
E (S ) , представленную индексом риска текущей ситуации E ( S ) : InRisk ( S ) .
После определения нового управляющего вектора модель объекта управления
прогнозирует новые значения выходных параметров процесса T
Out
и
СNO NO2 . Наиболее
рациональной из множества альтернатив будет являться ситуация, имеющая минимальный
индекс риска.
Процесс принятия управляющего решения является итеративным и заканчивается в
результате выполнения условия проверки.
На рисунке 17.23 представлена функциональная схема системы ситуационного
управления технологическим процессом каталитической очистки газов.
По измеренным входным параметрам модель управления процессом каталитической
очистки газов формирует оптимальный с точки зрения технологической безопасности вектор
управления. Координаты данного вектора являются уставками задания при расчете
изменения соответствующих управляющих параметров процесса. Нечеткий регулятор
отрабатывает уставки на изменение подачи природного газа и смеси «газ-воздух» в камеру
сгорания реактора каталитической очистки газов.
Рисунок 17.23 – Функциональная схема системы ситуационного управления
158
Имитационное
моделирование
системы
ситуационного
управления
узла
каталитической очистки с системой оценки постоянных интегрирования проводилось также
в среде Matlab 7.0.1. Был разработан M – file, реализующий алгоритм управления
технологическим процессом. В результате проведенного моделирования были получены
графики, отображающие переходные, отображающие реальный процесс работы
рассматриваемого узла.
159
18 Технические и программные средства реализации систем диагностики и
управления технологической безопасностью ХТС
18.1 Функциональная модель автоматизированной информационной системы
диагностики ХТП и управления технологической безопасностью на основе нечетких
моделей
Описанные в предыдущих разделах основы построения систем диагностики и
управления безопасностью были реализованы в рамках программного комплекса для
проектирования автоматизированной информационной системы диагностики ХТП и
управления технологической безопасностью (ТБ) на основе нечетких моделей ("TPE").
Данный программный комплекс реализован с помощью среды разработки Borland
C++Builder. Обобщенная функциональная структура комплекса представлена на рисунке
18.1.
Рисунок 18.1 – Обобщенная функциональная структура программного комплекса "ТРЕ"
Программный комплекс "ТРЕ" предназначен для оперативной диагностики состояний
ХТП и помощи обслуживающему персоналу в обнаружении зарождающихся отказов, а
также поиска неисправностей в ТП, и реализован в виде системы диагностики и управления
ТБ на примере рассматриваемых в работе технологических процессов. Комплекс имеет два
основных режима функционирования: режим обучения и ввода данных об основных
технологических параметрах и режим диагностики. В режиме обучения пользователем
должен являться квалифицированный специалист способный провести необходимые
процедуры формализации параметров сложных систем, в том числе и процедуры обработки
знаний экспертов. Работа с системой в режиме диагностики выражается в задании или
считывании из источника данных режимных параметров ХТС и получении диагностической
информации по текущим состояниям ХТС, как результата расчетов по основным блокам
программного комплекса. Таким образом, наличие квалифицированного специалиста для
работы с настроенной на конкретную ХТС системой не обязательно. В качестве ЛПР может
выступать оператор, технолог или один из руководителей производства.
160
Комплекс имеет интуитивно понятный интерфейс, реализованный в виде набора форм,
на которых приведены интервальные значения основных диагностических переменных с
указанием диапазонов их нормальной работоспособности и другой информации, полезной
для ЛПР, а также включает в себя главное меню управления системой. Неизмеряемые
диагностические переменные могут быть рассчитаны с помощью блока внешних программ
(БВП) в соответствии с выбранной диагностической моделью. В состав комплекса также
входят блоки работы с БД и блоки обработки и вывода графической информации.
Более подробно функционирование программного комплекса и основных потоков
данных описано ниже.
18.2 Архитектура
и
режимы
функционирования
автоматизированной
информационной системы диагностики ХТП и управления ТБ на основе нечетких
моделей
Обобщенная архитектура программного комплекса "ТРЕ" приведена на рисунке 18.2.
Рисунок 18.2 – Обобщенная архитектура программного комплекса
На данном рисунке блоки 1-3 и 5-6 являются интерфейсными. Блоки 4 и 7-13
представляют собой некоторые наборы процедур, необходимые для корректной работы
программы. В зависимости от конкретного блока наборы процедур, входных и выходных
данных различаются.
В пятом блоке осуществляется ввод конечного множество альтернатив (интервалов), на
основе которых рассчитывается матрица нечеткого отношения нестрогого предпочтения
(блок 6). Для этого для каждого из технологических параметров ТП в области его
существования выделяются интервалы – диапазоны значений параметров, которые
характеризуют определенные режимы работы технологии, то есть соответствуют
определенным состояниям ХТП. Нечеткое отношение нестрогого предпочтения выявляется с
помощью знаний экспертов (технологов, операторов), которые проводят попарно нечеткое
сравнение на множестве интервалов значений параметра и определяют степени
принадлежности для каждого из интервалов. На основе этих данных можно рассчитать
соответствующее нечеткому отношению нестрогого предпочтения, нечеткое отношение
строгого предпочтения, которое используется для определения и анализа свойств множества
161
недоминируемых альтернатив, то есть таких альтернатив, выбор которых является
наилучшим в заданном множестве (блок 7). Этот выбор представляет подмножество
наиболее безопасных интервалов для некоторого технологического параметра. Расчет
матрицы нечеткого отношения строгого предпочтения проводится в соответствии с выше
изложенной методикой. После расчета этой матрицы, в восьмом блоке происходит
вычисление области центра безопасности для технологического параметра. Блоки 9 и 10
осуществляют сохранение и вывод полученных результатов работы программы.
18.3 Программная реализация автоматизированной информационной системы
диагностики ХТП и управления ТБ на основе нечетких моделей
В задачи комплекса входит сбор, хранение и использование знаний, полученных от
экспертов, с целью оценки и диагностики состояний ХТС и принятия решений. Комплекс
состоит из программной среды, позволяющей создавать системы диагностики на основе
информации, получаемой от экспертов, и собственно системы диагностики и управления ТБ
ХТС, которая является конечным продуктом. Обобщенная структура функционирования
программного комплекса диагностики состояний представлена на рисунке 18.3.
При инициализации системы первым этапом является построение модели
технологического процесса на основе нечетких состояний. Набор таких состояний,
описывающих все возможные состояния работы ХТП, строится на основе экспертных
данных и данных регламента ХТП.
Необходимым этапом построения набора нечетких состояний на основе данных
экспертов является нахождение степеней и построение функций принадлежности значений
технологических параметров термам основных, выделенных при помощи эксперта и
технологического регламента, параметров ХТП. Пример построенной системой функции
принадлежности приведен на рисунке 18.4; также на рисунке 18.4 приведена интерфейсная
форма расчета центра безопасности по основным технологическим параметрам
технологического процесса.
Рисунок 18.3 – Обобщенная блок - схема работы автоматизированной информационной
системы диагностики ХТП и управления ТБ
162
Рисунок 18.4 – Интерфейс для расчета центра безопасности
Далее система диагностики строит нечеткую модель ХТП на базе этого набора
состояний. При этом инициализируются программные блоки, реализующие алгоритмы
расчета степеней принадлежности, степеней нечеткого включения состояний, нечеткого
равенства состояний. Результатом их работы является нечеткая модель ХТП,
представляющая собой набор нечетких состояний ТП, из которого исключены все нечетко
равные состояния, при заданном пороге нечеткого равенства. Эти программные блоки
являются относительно автономными программными единицами и могут использоваться и
вне разработанной системы.
После того, как нечеткая модель ХТП построена, происходит выделение области
безопасного функционирования (ОБФ) ТП. Такой областью считается состояние из нечеткой
модели, степень нечеткого равенства которого с центром безопасности будет максимальной.
На следующем шаге текущее состояние сравнивается с состояниями из нечеткой
модели ХТП. Если окажется, что текущее состояние нечетко включается в выделенную
область безопасного функционирования, то управление осуществляется в обычном режиме.
Если степень включения текущего состояния в область безопасного функционирования
оказывается меньше некоторого заданного порога, то делается вывод о том, что процесс
вышел из области безопасного функционирования, и следует провести диагностику ХТС, т.к.
возможно возникновение нештатной ситуации.
Для целей диагностики может быть использован вычисляемый индекс безопасности.
Выделение области безопасного функционирования позволяет определять величину выхода
рабочей точки процесса (текущего состояния) из этой области. В процессе работы ХТП, в
результате изменения значений его параметров происходит постоянная смена состояний,
вследствие чего происходит выход из области безопасного функционирования. Оценить этот
выход можно с помощью определения смещения из области безопасного функционирования.
Количественная характеристика, характеризующая смещение текущего состояния ТП
относительно состояния, определяющего область безопасного функционирования, покажет
степень безопасности для данного состояния ХТП. На основе этой информации можно
сделать вывод о выборе рекомендации по управлению ХТП посредством регулирования
основных технологических параметров.
При работе с конкретной ХТС осуществляется периодическая проверка дискретных
ограничений для основных параметров ХТП. До тех пор, пока эти ограничения
соблюдаются, система диагностики не инициализируется, т.к. считается, что
технологический процесс удовлетворяет основным требованиям регламента и не
представляет угрозы с точки зрения безопасности. Если возникает ситуация, при которой
163
основные ограничения дискретной модели не выполняются, то это может свидетельствовать
о возможных нарушениях в ходе ведения процесса, зарождающихся отказах и угрозах
выхода процесса в нештатный режим функционирования. В этом случае инициализируется
автоматизированная информационная система диагностики ХТП и управления ТБ.
18.4 Методика диагностики неисправностей ХТС на основе деревьев логического
вывода
Обобщенная структура системы, обеспечивающей реализацию методики, представлена
на рисунке 18.5.
Рисунок 18.5 – Обобщенная структура системы диагностики неисправностей
Алгоритм работы по данной методике диагностики можно представить следующим
образом:
1. Определение характеристик системы. На этом шаге выводится информация о
назначении системы, определяется выходная диагностируемая переменная рассматриваемого
ХТП или объекта.
2. Формирование дерева логического вывода. Дерево логического вывода формируется
путем последовательного выполнения операций добавления или удаления узлов. При
добавлении нового узла запрашивается информация о его имени (например, температура),
обозначении (t), количестве термов для оценки и названиях этих термов (например,
<низкая>, <нормальная>, <высокая>).
3. Определение функций принадлежности лингвистических термов. На этом шаге
определяются модели функций принадлежности, используемые для формализации термов оценок переменных.
4. Определение экспертных правил ЕСЛИ-ТО, описывающих поведение объекта.
Экспертные правила ЕСЛИ-ТО вносятся в соответствующие матрицы знаний, которые могут
быть сохранены и собраны в базы знаний (БЗ).
В результате нечеткого логического вывода получаются функции принадлежности
выходной переменной и оценка диагностируемого параметра ХТС.
В качестве примера рассмотрим применение данной методики для диагностики
процесса сжигания серы.
На первом шаге необходимо выделить неполадки, подлежащие диагностике и
параметры, которые могут их вызвать. Основные неполадки для процесса сжигания серы
164
следующие: d1 - Не поступает сера к форсункам; d2 - Не поступает сера из форсунок в печь;
d3 - Не поступает воздух в печь; d4 - Сера, поступающая из форсунки, не распыляется; d5 Снизилась концентрация SO2 после печи; d6 - Сублимация серы.
При диагностике неисправностей будем оценивать следующие основные параметры: х 1
- Неисправность паровой рубашки, паропровода; х2 - Застывание серы в серопроводе; х3 Засорение форсунки; х4 - Остановка вентилятора воздуха; х5 - Неисправность форсунки; х6 Излишнее количество воздуха; х7 - Попадание воздуха в систему; х8 - Неполное сгорание
серы; х9 – Не удается отрегулировать уровень SO2; х10 – Низкая температура пара; х11 –
Низкое давление пара; х12 – Низкая температура серы.
Перечисленные параметры могут быть измерены непосредственно в ходе работы ТП
или выявляться персоналом. Задача диагностики состоит в том, чтобы каждому сочетанию
значений параметров поставить в соответствие одно из решений: dj (j=1..6).
Следующий шаг – построение нечеткой базы знаний. Для этого параметры х1 - х12
будем рассматривать как нечеткие (лингвистические) переменные. Для удобства
диагностирования эти переменные можно отнести к некоторым классам:
1. Опасности неисправности оборудования (е): х1; х3; х4; х5; х7.
2. Опасности несоблюдения технологии ХТП (р): х2; х6; х8; х10; х11; х12.
3. Опасности неисправности системы управления (s): х9.
Тогда структура модели дифференциальной диагностики ХТС будет отвечать
соотношениям:
d f d (e, p, s);
e f e ( x1 , x3 , x4 , x5 , x7 );
p f p ( x2 , x6 , x8 , x10 , x11 , x12 );
s f s ( x9 ).
Обобщенная структура модели диагностики имеет вид, представленный на рисунке
18.6.
Рисунок 18.6 – Обобщенная структура дерева логического вывода
Для оценки значений лингвистических переменных х1 - х12 будем использовать единую
шкалу термов: Н - низкий, Нм - нормальный, В - высокий. Каждый из этих термов
представляет нечеткое множество, заданное с помощью соответствующей функции
принадлежности. Эти функции могут быть трапециевидными, треугольными,
колоколообразными и экспоненциальными. В данном случае используются трапециевидные
функции принадлежности.
Используя (˄) (И - min) и ˅ (ИЛИ - max), легко записать систему нечетких логических
уравнений, связывающих функции принадлежности диагнозов и входных переменных для
165
каждого из возможных диагнозов d1-d6. Общий вид записи функции принадлежности для
диагноза d1 можно представить как:
d1 (d ) [ H (e) H ( p) H (s)] [ H (e) H ( p) Hì ( s)] [ H (e) Hì ( p) Â ( s)]
где:
H (e) [ H ( x1 ) Hì ( x3 ) H ( x4 ) H ( x5 ) H ( x7 )] [ H ( x1 ) Hì ( x3 ) Â ( x4 )
Hì ( x5 ) Â ( x7 )] [ Hì ( x1 ) Hì ( x3 ) H ( x4 ) Â ( x5 ) Hì ( x7 )]
;
H ( p) [ H ( x2 ) H ( x6 ) H ( x8 ) Hì ( x10 ) H ( x11 ) Â ( x12 )] [ Hì ( x2 ) Hì ( x6 )
Í ì ( x8 ) H ( x10 ) Hì ( x11 ) Hì ( x12 )] [ Â ( x2 ) Hì ( x6 ) Hì ( x8 ) H ( x10 ) Â ( x11 )
H ( x12 )]
Hì ( p) [ Hì ( x2 ) H ( x6 ) Hì ( x8 ) Â ( x10 ) Hì ( x11 ) Í ( x12 )] [ Hì ( x2 ) Hì ( x6 )
Í ì ( x8 ) Â ( x10 ) Hì ( x11 ) Hì ( x12 )] [ Í ( x2 ) H ( x6 ) Hì ( x8 ) Â ( x10 ) Â ( x11 )
Hì ( x12 )]
H (s) Í ( x9 ) ; Hì (s) Í ì ( x9 ) ; Â (s) Â ( x9 ) .
Нечеткие логические уравнения такого вида вместе с функциями принадлежности
нечетких термов позволяют принимать решение о неисправности в ХТС по следующему
алгоритму:
1. Зафиксируем значения параметров состояния ХТС:
X* = (х1*; х2*; х3*; х4*; х5*; х6*; х7*; х8*; х9*; х10*; х11*; х12*).
2. Определим значения функций принадлежности ( xi ) при фиксированных
значениях параметров хi*, i = 1..12.
3. Используя логические уравнения, вычислим значения функций принадлежности
j
*
d
j ( xi* ) при векторе состояния X* для всех диагнозов d1-d6. При этом, логические операции
И (˄) и ИЛИ (˅) над функциями принадлежности заменяются операциями min и max:
(a) (b) min( (a), (b)); (a) (b) max( (a), (b)).
*
Определим решение d j для которого:
d*
*
*
*
j ( x1* , x2* , x3* , x4* , x5* , x6* , x7* , x8* , x9* , x10
, x11
, x12
)
*
d
*
*
*
max j ( x1* , x2* , x3* , x4* , x5* , x6* , x7* , x8* , x9* , x10
, x11
, x12
)
j 1...12
Таким образом, номер диагноза с максимальным значением
d *j
покажет наиболее
d *j
вероятный отказ в ХТС, а само значение - степень уверенности в данном отказе.
18.5 Реализация модуля выработки управляющих воздействий на основе нечетких
входных данных о параметрах технологического процесса
Одной из важных составляющих разработанной системы диагностики технологических
процессов является модуль, реализующий построение диагностических процедур для
выработки рекомендаций по управлению параметрами ТП в четком виде на основе нечетких
значений входных параметров. Рассмотрим более подробно процесс принятия решений по
управлению параметрами на примере процесса плавления серы.
Данный пример системы нечеткого вывода связан с выработкой управления для
технологического процесса плавления серы на основе вычисления управляющего
воздействия (увеличения/уменьшения подачи серы в плавильник) в зависимости от значений
входных технологических параметров:
- Входной поток пара на плавление;
166
- Выходной поток расплавленной серы по температуре.
В данном случае мера управления выражается в процентах и выводится на основе
нечетких оценок входных параметров. Интервалы изменения меры управления: от -50% до
50% подачи серы.
Для входного потока пара на плавление введены следующие термы: Низкий;
Нормальный; Высокий. Функции принадлежности для термов (Низкий; Нормальный;
Высокий) этого параметра приведены на рисунке 18.7.
Рисунок 18.7 – Функции принадлежности входного потока пара
Интервалы изменения данного параметра в относительных единицах выделены
следующим образом: X = {х1; х2; х3; х4; х5} = {(0,45, 0,55); (0,55, 0,65); (0,65, 0,75); (0,75,
0,85); (0,85, 0,95)}.
Для выходного потока расплавленной серы по температуре введены термы: Низкий;
Нормальный; Высокий. Функции принадлежности для термов (Низкий; Нормальный;
Высокий) этого параметра приведены на рисунке 18.8.
Рисунок 18.8 – Функции принадлежности входного потока серы
Интервалы изменения данного параметра выделены следующим образом:
X = {х1; х2; х3; х4; х5} = {(70, 90); (90, 110); (110, 130); (130, 150); (150, 170)}.
Для управляющего воздействия (уменьшение/увеличение потока серы) введены
следующие термы: Резко уменьшить; Немного уменьшить; Не изменять; Немного увеличить;
Резко увеличить. Функции принадлежности для термов (Низкий; Нормальный; Высокий)
этого параметра приведены на рисунке 18.9.
Рисунок 18.9 – Функции принадлежности управляющего воздействия
Интервалы изменения данного параметра выделены следующим образом:
X = {х1; х2; х3; х4; х5 х6; х7; х8; х9} = {(-50, -40); (-40, -30); (-30, -20); (-20, -5);
(-5, 5) (5, 20); (20, 30); (30, 40); (40, 50)}.
Основные этапы, которые необходимо выполнить для построения процедуры
выработки управляющего воздействия для процесса плавления серы:
167
1. Определение и интерпретация входных переменных и их пределов.
2. Определение и интерпретация выходных переменных и их пределов.
3. Определение функции принадлежности для каждой входной и выходной
переменной.
4. Составление базы правил, которая будет отвечать за управляющие операции.
5. Переход от нечеткости к конкретным числовым значениям управления
(дефаззификация управления).
Пример реализации этапов 1-3 приведен выше. Рассмотрим более подробно этапы 4 и
5.
Этап 4. Составление базы правил вывода.
База правил вывода для технологического процесса плавления серы представлена в
таблице 18.1.
Таблица 18.1 – База правил вывода для процесса плавления серы
Пар. 1
Низкий
Нормальный
Высокий
Пар. 2
Низкий
Повысить
Немного повысить Немного уменьшить
Нормальный
Немного повысить
Не менять
Уменьшить
Высокий
Немного уменьшить Резко уменьшить
Резко уменьшить
Каждая ячейка базы правил, представленной в таблице 18.1, определяется как сложение
(логическое И) входов, для определения значения выходного параметра ТП. Пар. 1 и Пар. 2 в
таблице 18.2 соответствуют входным параметрам "Поток пара на плавление" и "Поток
расплавленной серы по температуре".
Таким образом, набор правил для этой таблицы можно записать следующим образом:
1. Если Пар.1 = "Низкий" & Пар.2 = "Низкий" => U = "Повысить";
2. Если Пар.1 = "Низкий" & Пар.2 = "Нормальный" => U = "Немного повысить";
3. Если Пар.1 = "Низкий" & Пар.2 = "Высокий" => U = "Немного уменьшить";
4. Если Пар.1 = "Нормальный" & Пар.2 = "Низкий" => U = "Немного повысить";
5. Если Пар.1 = "Нормальный" & Пар.2 = "Нормальный" => U = "Не менять";
6. Если Пар.1 = "Нормальный" & Пар.2 = "Высокий" => U = "Резко уменьшить";
7. Если Пар.1 = "Высокий" & Пар.2 = "Низкий" => U = "Немного уменьшить";
8. Если Пар.1 = "Высокий" & Пар.2 = "Нормальный" => U = "Уменьшить";
9. Если Пар.1 = "Высокий" & Пар.2 = "Высокий" => U = "Резко уменьшить".
Этап 5. Переход от нечеткости к конкретным числовым значениям
(дефазификация управления).
Рассмотрим частный случай выработки четкого управляющего воздействия на основе
нечетких входных параметров с помощью представленных диагностических процедур для
процесса плавления серы.
Пусть "Поток пара на плавление" оценивается значением 0,62, а "Поток расплавленной
серы по температуре" оценивается значением 145.
Тогда необходимо определить, какие функции принадлежности активированы и в какой
степени (т.е. определить задействованные термы и значения функций принадлежности для
этих термов при указанных входных значениях).
По графикам функций принадлежности (рисунки 18.8 и 18.9) видно, что в данном
случае активизированы 4 функции принадлежности:
- "Низкий входной поток пара на плавление";
- "Нормальный входной поток пара на плавление";
- "Нормальный выходной поток расплавленной серы по температуре";
- "Высокий выходной поток расплавленной серы по температуре ".
Таким образом, при данных входных значениях "потока пара на плавление" и "потока
расплавленной серы по температуре", в базе правил активизируются 4 правила (таблица
18.2):
Таблица 18.2 – Активизированные правила базы правил вывода при заданных входных
значениях
168
Пар. 1
Низкий
Нормальный
Высокий
Пар. 2
Низкий
Повысить
Немного повысить Немного уменьшить
Нормальный
Немного повысить
Не менять
Уменьшить
Высокий
Немного уменьшить Резко уменьшить
Резко уменьшить
Скомбинируем значения функции принадлежности, используя логическое "И":
Правило 1. (Пар.1 - Низкий) И (Пар.2 - Нормальный) = min(0.3, 0.4) = 0.3;
Правило 2. (Пар.1 - Низкий) И (Пар.2 - Высокий) = min(0.3, 0.6) = 0.3;
Правило 3. (Пар.1 - Нормальный) И (Пар.2 - Нормальный) = min(0.7, 0.4) = 0.4;
Правило 4. (Пар.1 - Нормальный) И (Пар.2 - Высокий) = min(0.7, 0.6) = 0.6
Полученные величины определяют область пересечения для выходного значения меры
управления. Области их пересечения с функциями принадлежности выходного параметра
показаны ниже, на диаграмме функций принадлежностей для выбора управления (рисунок
18.10).
Рисунок 18.10 – Функции принадлежности для выбора управления
Далее необходимо определить центр тяжести площади (метод Мамдани) по формуле:
0.3 7 0.3 (37) 0.4 (23) 0.6 (50)
30.125%
0.3 0.3 0.4 0.6
Таким образом, значение -30,125 % показывает значение требуемой меры управления в
технологическом процессе плавления серы при заданных входных параметрах. Т.е., при
заданных исходных данных, подачу серы в плавильник необходимо уменьшить на 30,125 %.
169
Основные результаты работы
1. Проведен анализ современных подходов к диагностике состояний и управлению
технологической безопасностью на сложных химико-технологических производствах в
условиях неопределенности. Исследованы теоретические и прикладные вопросы оценки и
управления технологической безопасностью непрерывных ХТП на основе дискретных
моделей с целью создания информационной системы диагностики состояний ХТС на основе
нечетких моделей.
2. Предложены понятия области безопасного функционирования ХТП, выделяемой на
основе нечеткой модели процесса и центра технологической безопасности. Разработана
методика и алгоритм построения нечеткой модели процесса по основным технологическим
параметрам на основе экспертных данных.
3. Предложены теоретические основы разработки моделей, методов и алгоритмов
решения задач диагностики состояний непрерывных ХТП на основе дискретных моделей с
применением теории нечетких множеств в условиях неопределенности. Разработана
методика построения качественных диагностических моделей развития опасностей на основе
нечеткой модели процесса и дерева логического вывода.
4. Построены нечеткие модели различных процессов химической технологии,
используемые при исследовании технологической безопасности для целей технической
диагностики состояний ХТС.
5. Проведено моделирование состояний и параметров различных технологических
процессов. В процессе моделирования получены центры и индексы безопасности основных
технологических параметров, которые могут быть использованы при принятии решений по
наиболее безопасному ведению ХТП.
6. Разработаны архитектура, алгоритмическое и программное обеспечение комплекса
проектирования автоматизированной информационной системы диагностики ХТП и
управления ТБ на основе полученных в работе методик и алгоритмов. Разработано
алгоритмическое и программное обеспечение системы диагностики состояний и управления
технологической безопасностью ряда процессов химической технологии.
170
Список литературы
1. Кафаров В. В. Методы кибернетики в химии и химической технологии. - М.: Химия,
1971. - 496 с.
2. А. Ф. Егоров, Т. В. Савицкая. Управление безопасностью химических производств на
основе новых информационных технологий. – М. Издательство «КолосС», 2004. 416 с.
3. Алексеев В.В., Богатиков В.Н., Палюх Б.В., Пророков А.Е. Приложения метода
разделения состояний к управлению технологической безопасностью на основе индекса
безопасности. – Тверь: ТГТУ, 2009. – 368 с.
4. Егоров А.Ф., Савицкая Т.В. Анализ риска, оценка последствий аварий и управление
безопасностью химических, нефтеперерабатывающих и нефтехимических производств – М.
Издательство «КолосС», 2010. 526 с.
5. Думский Ю.В. Нефтеполимерные смолы. – М.: Химия, 1988. – 168.
6. Crowley T.J., Choi K.Y. Calculation of Molecular Weight Distribution from Molecular
Weight Moments in Free Radical Polymerization // Ind. Eng. Chem. Res. V.36, 1997. p. 1419-1423.
7. Chang J.S., Liao P.H. Molecular Weight Control of a Batch Polymerization Reactor:
Experimental Study // Ind. Eng. Chem. Res. V.38, 1999. p. 144-153.
8. Chanda M., Roy S. Plastics Technology Handbook 4th edition. – Taylor and Francis Group,
2007. – 816 p.
9. Ballard M., Asua J.M. Radical polymerization of acrylic monomers: An overview //
Progress in polymer science. V.79, 2018. – p. 40 - 60.
10. Савельянов В.П. Общая химическая технология полимеров : учеб. пособие для
вузов. – М.: ИКЦ "Академкнига", 2007. – 336 с.
11. Математическое моделирование химико-технологических процессов: учебное
пособие / Н.В. Ушева, О.Е. Мойзес, О.Е. Митянина, Е.А. Кузьменко Томский
политехнический университет. − Томск: Изд-во Томского политехнического университета,
2014. – 140 с.
12. Бондарь А.Г. Математическое моделирование в химической технологии. – М:
"Вища школа", 1973. – 280 с.
13. Панченков Г.М., Лебедев В.П. Химическая кинетика и катализ. – М.: Химия, 1985. –
589 с.
14. M. Alipoor et. al. Fuzzy temperature control in a batch polymerization reactor using
ANFIS method. // International Journal of Engineering and Technology Vol. 1, 2009, pp. 17938236.
15. S. Curteanu, V. Bulacovschi. Free radical polymerization of methyl methacrylate:
modeling and simulation under semibatch and nonisothermal reactor conditions // Journal of
Applied Polymer Science, 1999, Vol. 74, pp. 2561–2570.
16. J.S. Sangwai, J. Bhat, S. Gupta, D.N. Saraf. Bulk free radical polymerizations of methyl
methacrylate under non-isothermal conditions and with intermediate addition of initiator:
Experiments and modeling // Polymer Vol. 46, 2005, pp. 11451–11462.
17. W.P. Law, W.H.W. Ibrahim, J. Gimbun. Modeling of methyl methacrylate polymerization
using MATLAB // Chemical Product Process Modeling, 2016, pp. 1-12.
18. J.R. Richards, J.P. Congadilis. Measurement and control of polymerization reactors //
Computers and chemical engineering, Vol. 30, 2006, pp. 1447-1463.
19. M.T. Rostami, A. Daneshgar. Modeling and experimental studies of methyl methacrylate
polymerization in a tubular reactor // Chinese Journal of Chemical Engineering, 2016. pp. 1-9.
20. Кафаров В.В., Глебов М.Б. Математическое моделирование основных процессов
химических производств. Учеб. пособие для вузов. – М.: Высш. шк., 1991.– 400 с.
21. Процессы и аппараты химической технологии. Учебное пособие для вузов / Ю.А.
Комиссаров, Л.С. Гордеев, Д.П. Вент; Под ред. Ю.А. Комиссарова. – М.: Химия, 2011. – 1230
с.
22. Гартман Т.Н., Клушин Д.В. Основы компьютерного моделирования химикотехнологических процессов. – М.: ИКЦ "Академкнига", 2006. – 416 с.
171
23. Литовка Ю.В. Получение оптимальных проектных решений и их анализ с
использованием математических моделей: учебное пособие / Тамбов: Изд-во ТГТУ, 2006. –
160 с.
24. Зотов С.Б., Тужиков О.О., Алейникова Т.П. Моделирование технологических
процессов синтеза ВМС / учеб. пособие. – ВГТУ, Волгоград, 2006. – 110 с.
25. Дворецкий С.И., Егоров А.Ф., Дворецкий Д.С. Компьютерное моделирование и
оптимизация технологических процессов и оборудования. Учеб. пособие. – Тамбов: Изд-во
ТГТУ, 2003. – 224 с.
26. Натареев С.В. Системный анализ и математическое моделирование процессов
химической технологии. Под ред. В.Н. Блиничева / Иван. гос. хим.-технол. ун-т: учеб.
пособие. – Иваново, 2007. – 80 с.
27. Самойлов Н.А. Моделирование в химической технологии и расчет реакторов: учеб.
пособие. – Уфа: ООО "Монография", 2005. – 224 с.
28. Янчуковская Е.В., Ушакова Н.И. Математическое моделирование химических
реакторов: учеб. пособие. – Иркутск: Изд-во ИрГТУ, 2008. – 52 с.
29. Коршак В.В. Технология пластических масс / под ред. В.В. Коршака. – 3-е изд.,
перераб. и доп. — М.: Химия, 1985. – 560
30. Вент Д.П., Лопатин А.Г., Брыков Б.А. Исследование математической модели
промышленного реактора-полимеризатора // Вестник Международной Академии Системных
Исследований. Информатика, Экология, Экономика. 2018. Т. 20, часть I. С. 3–17.
31. Factorial analysis of the kinetics of radical polymerization of methyl methacrylate / D.P.
Vent, A.G. Lopatin, V.P. Savelyanov, B.A. Brykov // Theoretical Foundations of Chemical
Engineering. Vol. 52, no. 5. - 2018. P. 825–831.
32. S. Curteanu, V. Bulacovshci, C. Lisa. Free Radical Polymerization of Methyl
Methacrylate: Modeling and Simulation by Moment Generating Function // Iranian Polymer Journal
/ Volume 7 Number 4, 1998. pp. 225-233.
33. L. Russo, W. Bequette. Process Design for Operability: A Styrene Polymerization
Application // Computers & Chemical Engineering, V. 21, 1997. pp. 1-6.
34. M. Shahrokhi, M.A. Fanaei. Nonlinear temperature control of a batch suspension
polymerization reactor // Polymer engineering and science, V. 42, №6, 2002. pp. 1296-1308.
35. .Soroush, C. Kravaris. Nonlinear Control of a Batch Polymerization Reactor: an
Experimental Study // AIChE Journal, V.38, №9, 1992. pp. 1429-1448.
36. M. Abbaszadeh. Nonlinear Multiple Model Predictive Control of Solution Polymerization
of Methyl Methacrylate // Intelligent Control and Automation, V. 2, 2011. pp. 226-232.
37. N.M. Ghasem, M.A. Hussain, S.A. Sata. Application of model predictive control to batch
polymerization reactor // Universitas Scientarum, V.11, №1, 2006. pp. 49-58.
38. M. Shahrokhi, M.A. Fanaei. State Estimation in a Batch Suspension Polymerization
Reactor // Iranian Polymer Journal, V.10, №3, 2001. pp. 173-187.
39. M. Rafizadeh. Non-isothermal Modelling of Solution Polymerization of Methyl
Methacrylate for Control Purposes // Iranian Polymer Journal, V.10, №4, 2001. pp. 251-263.
40. Лопатин К.Г. Разработка и исследование системы автоматического управления
периодическим реактором радикальной полимеризации метилметакрилата с нечеткими
регуляторами // дисс… канд. техн. наук. – М.: РХТУ им. Д.И. Менделеева, 2016 г. – 173 с.
41. Брыков Б.А., Лопатин А.Г., Вент Д.П. Исследование нестационарности параметров
промышленного реактора-полимеризатора на основе кинетической модели процесса
радикальной полимеризации метилметакрилата // Успехи в химии и химической технологии.
2017. Т. 31, № 8 (189). С. 10-12.
42. Палюх Б.В. Основы построения и разработки автоматизированной системы
управления эксплуатационной надежностью химических производств: Дис. … докт. техн.
наук (05.13.06). - М., 1991. - 360 с.
43. Воронин В.В., Констанди Г.Г., Январев Ю.Э. Диагностирование динамических
объектов не-прерывного типа. - Л.: ЦНИИ Румб, 1986. - 137 с.
44. Карибский В.В., Пархоменко П.П., Согмонян Е.С., Халчев В.Ф. Основы
172
технической диагно-стики. Модели объекта, методы и алгоритмы диагноза. - М.: Энергия,
1976. - 496с.
45. Пархоменко П.П., Согомонян Е.С. Основы технической диагностики. Оптимизация
алгорит-мов диагностирования, аппаратурные средства. - М.: Энергоатомиздат, 1981. - 320с.
46. Технические средства диагностирования: Справочник. / Под ред. Клюева В.В. - М.:
Машино-строение, 1989. - 672 с.
47. Гольдман Р.С Логические модели диагноза непрерывных объектов // Автомат. и
телемех. 1979. - № 5. - С. 149-156.
48. Шаршумов С.Г //Автомат. и телемех. 1973. - № 12. - С. 161-168.
49. Чикулис В.П. Методы минимизации разрешающей способности диагноза и
диагностической информации //Автомат. и телемех. 1975. - № 3. - С. 133-141.
50. Гарковенко С.Н., Сагунов В.И О доопределении минимальной совокупности точек
контроля с целью поиска неисправности произвольной кратности в непрерывных объектах
диагностирования //Автомат. и телемех. 1977. - № 7. - С. 175-179.
51. Kramer M.A. //IFAC Workshop: Fault detection andsafety in chemical plants, Kyoto. 1986.
52. Pattipati K.R., Alexandridis M.G. //IEEE Trans.Syst. Man Cybern. -1990. - 20, №4. - pp.
872 - 887.
53. Pollack S.L. Decision Table: Theory and Practice. New York: Wiley Intersience, - 1971. 275 p.
54. Хенли Э.Дж., Кумамото Х. Надежность технических систем и оценка риска.: - М.:
Машиностроение,1984. - 528 с.
55. Гуляев В.А., Бугаев А.Е. Логико-лингвистические методы в задачах
диагностирования сложных объектов. Киев: Ин-т пробл. моделир. в энерг., 1989. - Вып. 20. 28 с.
56. Kramer M.A. //AIChE J. - 1987. - 33, № 1. - pp.130-140.
57. Кафаров В.В., Дорохов И.Н., Марков Е.П. Системный анализ процессов
химической технологии. Применение метода нечетких множеств. - М.: Наука, 1986. - 360 с.
58. Tong R.M. //Automatica. 1977. - 13, № 6. - pp. 559-569.
59. Umeda T., Kuryama T., O'Shima E.O, Matsuyama H.//Chem. Eng. Sci. -1980. - 35. - pp.
2379-2384.
60. Tsuge Y., Shiozaki J., O'Shima E., Matsuyama H.//I. Chem. Eng. Symp. Ser. 1985. - 92. pp. 133-144.
61. Shiozaki J., Shibata B.,O'Shima E., Matsuyama H.//Proc. Int. Workshop Artif. Intell. Ind.
Appl., HitachiCity. - 1988. - pp. 461-466.
62. Kokawa M., Miyazaki S., Shingai S. //Automatica. - 1983. - 19. - pp. 729-738.
63. Iri M., Aoki K., O'Shima E., Matsuyama H.//Comp. Chem. Eng. - 1979. - 3. - pp. 489-495.
64. Shiozaki J., O'Shima E., Matsuyama H., Iri M.//Comp. Chem. Eng. - 1985. - 9, № 3. - pp.
285-293.
65. Kramer M.A., Palowitch J. //AIChE J. - 1987. - 33, № 7. - pp. 1067-1078.
66. Sun S.S., Hsu J.P. //J. Chin. Inst. Chem. Eng. - 1989. - 20, № 2. - pp. 109-112.
67. Moore R.L., Kramer M.A. Expert Systems in OnLine Process Control. Chem. Proc.
Control 3, Asimodar. - 1986.
68. Hura G.S., Atwood J.W. //IEEE Trans. Reliab. - 1988. - 37, № 5. - pp. 469-474.
69. Леман Э. Проверка статистических гипотез. - М.: Наука, 1984. - 418 с.
70. Ammar H., Huang Y.F., Liu R.W. //Proc. Int.Symp. Circuit a. Syst. Kyoto. - 1985. - 2. pp. 743-746.
71. Kerpelman D.I. //Proc. IEEE Int. Symp. Intell.Contr., Arlington. - 1988. - pp. 703-708.
72. Zargham M.R., Danhof K.J. //Int. Process Lett. - 1990. - 34, № 6. - pp. 299-305.
73. Бестужева И.И., Руднев В.В. Временные сети Петри. Классификация и
сравнительный анализ // Автомат. и телемех. 1990. - № 10. - С. 3 - 21.
74. Watanabe K., Matsuura I., Abe M., Kubota M.//AIChE J. - 1989. - 35, № 1. -pp. 18031812.
173
75. Venkatasubramanian V., King Chan //AIChE J. - 1989. - 35, № 12. - pp. 1993-2002.
76. Shaw W.T. //Adv. Instrum. and Contr. Proc. ISAInt. Conf. and Exhib., Philadelphia.1989.
- 44, № 2. - pp. 465-478.
77. Hoskins J., Himmelblau D. //Europ. Symp. Contr.Appl. Chem. Ind., Erangen. - 1989. - pp.
277-284.
78. Ungar L.H., Powell B.A., Kamens S.N. //Comput.Chem. Eng. - 1990. -14, № 4/5. - pp.
561-572.
79. Venkatasubramanian V., Vaidyanathan R., Yamamoto Y. //Comput. Chem. Eng. - 1990. 14, № 7. - pp. 699-712.
80. Химмельблау Д. Обнаружение и диагностика неполадок в химических и
нефтехимических процессах. - Л.: Химия. 1983. - 352 с.
81. Reliability and fault tree analysis: Theoretical and applied system reliability and safety
assessment./Ed. by Barlow R.E., Fussel J.B., Singpurvala N.D. Philadelfia: SIAM, 1975. -972 p.
82. Accident Sequence Medeling: Human Action, System Response, Intelligent Decision
Support //Reliability.Eng. Syst. Saf. - 1988. - 22, № 14. - pp. 14-72.
83. Lee W., Grosh D.L., Tillman F.A., Lie C.H.//IEEE Trans. Reliab. - 1985. - R34, № 3. - pp.
194-203.
84. Chunning Y. //Microelectron. Reliab. 1990. - 30, № 5. - pp. 891-895.
85. Lees F.P., Andow P.K., Murphy C.P. //Reliab.Eng. - 1980. - 1. - pp. 149-156.
86. Andow P.K. //IEEE Trans. Reliab. - 1980. - R29, - pp. 2-9.
87. Andow P.K. //Microelectron. Reliab. - 1983. - 23, №2. - pp. 325-328.
88. Bechta D.J. //IEEE Trans. Reliab. - 1989. - 38, №2. - pp. 177-185.
89. Kafrawy K., Rushdi A.M. //Microelectron. Reliab. - 1990. - 30, №1. - pp. 157-175.
90. Kai Y. //Reliab. Eng. Syst. Saf. - 1990. - 28, №1. - pp. 1-7.
91. Schneeweiss W.G. //IEEE Trans. Reliab. - 1990. - 39, №3. - pp. 296-300.
92. Ливанов Ю.В. //Изд. АН СССР. Сер. Техн. киберн. 1990, № 6. С. 178-184.
93. Knowlton R.E. An Introduction to Hazar and Operabiliuty Studies. Vancouver: Chemetics
Int. Company, 1987. -328 p.
94. Lawley H.G. //Chem. Eng. Progr. - 1974. - 70, №4. - pp. 45-56.
95. Guidelines for Hazard Evaluation Procedures /AChI, Center for Chem. Process Safety.
New York, - 1985.-128 p.
96. F.P. //Comput. Chem. Eng. - 1984. - 8, №2. - pp. 91-103.
97. Rakic P., Pavlovic Z.//Proc7 7th Symp.Reliab.Electron., Budapest. -1988. - 1. -pp. 339346.
98. Willems J.C.//Ric. Aut. -1979. - 10. - pp. 71-106.
99. Арнольд В.И. Теория катастроф. - М.: Наука,1990. -128 с.
100. Биргер И.А. Техническая диагностика. - М.: Высшая школа, 1978. -240 с.
101. Постон Т., Стюарт Й. Теория катастроф и ее приложения. - М.: Мир, 1980. -608 с.
102. Томпсон Дж. Неустойчивости и катастрофы в науке и в технике. - М.: Мир, 1985. 256 с.
103. Park S.W., Himmelblau D.M. //Comput. Chem. Eng. - 1987. - 11, № 6. - pp. 713-722.
104. Корноушенко Е.К., Пылаев Н.К. Передаточные числа и диагностирование
линейных систем// Докл. АН СССР.1988. 300, № 3. - С. 559-561.
105. Корноушенко Е.К., Пылаев Н.К. Новый подход к диагностированию линейных
диагоностических систем // Автомат. и телемех. 1989. № 5. С. 148-159
106. Герасимов В.В., Корноушенко Е.К. Диагностирование динамических систем,
заданных структурными схемами с нелинейными и нестационарными элементами //
Автомат. и телемех.1990. № 4. С. 133-144.
107. Парамонова Г.Г. Обнаружение неисправных звеньев в линейных системах с учетом
погрешности идентификации // Автомат. и телемех. № 2. С. 152-160.
108. Ситуационные советующие системы с нечеткой логикой. А.Н. Мелихов, Л.С.
Берштейн, С.Я. Коровин.: М.: Наука. Гл. ред. физ.-мат. лит., 1990. – 272с.
109. Макарова И.М., Лохина В.М. Интеллектуальные системы автоматического
174
управления. –М.: ФИЗМАТЛИТ, 2001. – 576 с.
110. Гостев В.И. Нечеткие регуляторы в системах автоматического управления. – К.:
«Радiоаматор», 2008. – 972 с.
111. Соловьев В.А., Черный С.П. Искусственный интеллект в задачах управления.
Интеллектуальные системы управления технологическими процессами: учеб. пособие.
Владивосток: Дальнаука, 2010. 267 с.
112. Усков А.А., Кузьмин А.В. Интеллектуальные системы управления. Исскуственные
нейронные сети и нечеткая логика. – М.: Горячая Линия – Телеком, 2004. –143 с.
113. Jan Jantzen, Foundations of Fuzzy Control, Technical University of Denmark, John
Wiley & Sons Ltd, The Atrium, Southern Gate, Chichester, West Sussex PO19 8SQ, England 2007.
114. Рыжков Элементы теории нечетких множеств и измерения нечеткости. Москва,
Диалог – МГУ, 1998. – 81 с.
115. Лопатин А.Г., Брыков Б.А., Вент Д.П. Исследование динамических свойств
промышленного реактора синтеза полиметилметакрилата // Вестник Иркутского
государственного технического университета. 2018. Т. 22. № 9. С. 91–100.
116. Факторный анализ кинетики радикальной полимеризации метилметакрилата / Д.П.
Вент, А.Г. Лопатин, В.П. Савельянов, Б.А. Брыков // Теоретические основы химической
технологии. Т. 52, № 5. 2018. С.555–561.
117. Мелихов А. Н., Бернштейн Л.С., Коровин С.Я. Ситуационные советующие
системы с нечеткой логикой. М.: Наука, 1990. – 272 с.
118. Орловский С.А. Проблемы принятия решений при нечеткой исходной
информации. – М.: Наука. Главная редакция физико-математической литературы, 1981, 208
с.
119. Заде Л. Понятие лингвистической переменной и ее применение к принятию
приближенных решений.-М.: Мир.- 1976.-167 с.
120. Вицентий А.В. Исследование технологической безопасности на основе нечетких
моделей для целей технической диагностики состояний химико-технологических процессов:
Дис. канд. техн. наук (05.13.06). – Тверь 2008. – 189 с.
121. Карибский В.В., Пархоменко П.П., Согмонян Е.С., Халчев В.Ф. Основы
технической диагностики. Модели объекта, методы и алгоритмы диагноза. - М.: Энергия,
1976. - 496с.
122. Галушкин, А.И. Нейроматематика: методы решения задач на нейрокомпьютерах /
А.И. Галушкин, В.А. Судариков, Е.В. Шабанов // Математическое моделирование. -1991. Т.3, № 8. –С.93-111.
123. Морозов И.Н. Управление технологическим процессом каталитической очистки
газов на основе оценки индекса риска: Дис. канд. техн. наук (05.13.06). – Тверь 2010. – 196 с.
175
Авторы:
Дмитрий Павлович Вент – заслуженный работник высшей
школы РФ. Лауреат премии Правительства РФ в области
образования, доктор технических наук, профессор, заведующий
кафедрой
автоматизации
производственных
процессов
Новомосковского института РХТУ им. Д.И. Менделеева.
Является
специалистом
в
области
математического
моделирования, оптимизации и автоматизации химикотехнологических систем.
Имеет более 150 научных публикаций, из них 10 монографий.
Лопатин Александр Геннадиевич – кандидат технических наук,
доцент, доцент кафедры «Автоматизация производственных
процессов» Новомосковского института РХТУ им. Д.И.
Менделеева, лауреат премии «Инженер года 2015».
Является
специалистом
в
области
математического
моделирования и автоматизации химико-технологических систем.
Имеет более 70 научных публикаций.
Брыков Богдан Александрович – магистр, член совета молодых
ученых Новомосковского института РХТУ им. Д.И. Менделеева.
Является специалистом в области энерго- и ресурсосберегающих
процессов
в
химической
технологии,
нефтехимии
и
биотехнологии, а также автоматизации химико-технологических
систем.
Имеет более 10 научных публикаций
Богатиков Валерий Николаевич – доктор технических наук,
профессор кафедры информационных систем Тверского
государственного технического университета.
Является специалистом в области интеллектуальных систем
управления технологическими процессами и производствами, а
также многоагентных систем.
Имеет более 250 научных публикаций, из которых 3 монографии.
Пророков Анатолий Евгеньевич – кандидат технических наук,
доцент кафедры вычислительной техники и информационных
технологий Новомосковского института РХТУ им. Д.И.
Менделеева.
Является
специалистом
в
области
математического
моделирования, оптимизации и автоматизации химикотехнологических систем.
Имеет более 80 научных публикаций.
176
Научное издание
Диагностика состояний и управление динамическими процессами в
слабоструктурированных и плохоформализуемых средах
Составители:
ВЕНТ Дмитрий Павлович
ЛОПАТИН Александр Геннадиевич
БРЫКОВ Богдан Александрович
БОГАТИКОВ Валерий Николаевич
ПРОРОКОВ Анатолий Евгеньевич
Редактор Туманова Е.М.
Подписано в печать 03.12.2018 г. Формат 60*84 1/16.
Бумага «SvetoCopy». Отпечатано на ризографе
Усл. печат.л.11,6. Уч. изд. л. 10,1.
Тираж 300 экз. Заказ № 1853/1489.
ФГБОУ ВО "Российский химико-технологический университет
им. Д.И. Менделеева"
Новомосковский институт. Издательский центр.
Адрес университета: 125047, Москва, Миусская пл., 9
Адрес института: 301665 Новомосковск, Тульская обл., Дружбы, 8