")
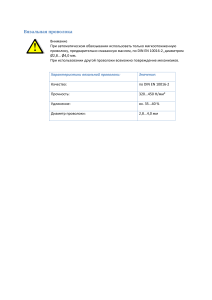
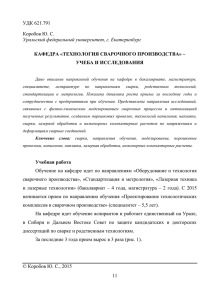
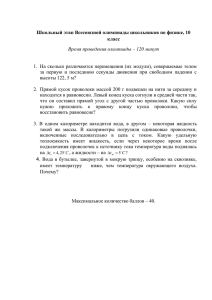
ПОЛУАВТОМАТ СВАРОЧНЫЙ ПДГО - 527 - 4К ПАСПОРТ ТЕХНИЧЕСКОЕ ОПИСАНИЕ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2008 г. ПАСПОРТ 1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ Полуавтомат сварочный типа ПДГО-527-4К с четырьмя ведущими роликами предназначен для дуговой сварки в защитных газах (углекислый газ, аргон и т.п.) или открытой дугой (порошковой проволокой) изделий из малоуглеродистых, низколегированных и легированных сталей, алюминия и его сплавов, меди и ее сплавов протяженным, прерывистым швом и электрозаклепками. Сварка осуществляется постоянным током обратной полярности плавящейся электродной проволокой. Полуавтомат может быть укомплектован различными сварочными выпрямителями серий ВДУ, ВС, ВДГ, ВДГИ и блоками управления БУСП-2К или БУСП-2К-506. Для выпрямителя ВДУ-506 применяется встраиваемый в него блок управления БУСП-2К-506-24, для всех остальных – автономный блок БУСП-2К-24. 2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ Наименование параметра Номинальное напряжение питающей сети, В Норма Сварочного выпрямителя Подающего механизма ПДГО-527-4К Блока управления Не нормируется От блока управления БУСП-2К ~380 БУСП-2К-506 Потребляемая мощность, кВА, не более Род сварочного тока Подогревателя газа ПУЗ-К70-50 Сварочного выпрямителя ПДГО-527-4К Номинальный сварочный ток при ПВ=60%, А Режим работы Длительность цикла, мин Пределы регулирования сварочного для выпрямителей до 500А тока, А ~36 ~36 В соответствии с документацией 0,4 Постоянный, обратной полярности 500 Повторно-кратковременный 5 60 – 500 Диаметр стальной электродной проволоки, мм Диаметр алюминиевой электродной проволоки, мм Диаметр порошковой электродной проволоки, мм Скорость подачи электродной проволоки, м/ч Расход защитного газа, л/ч, не более Масса, кг, не более Сварочного выпрямителя 0,8 - 2,0 1,0 – 3,2 1,0 – 3,2 45 – 960 1200 В соответствии с документацией 13 8 15 300 Подающего механизма ПДГО-527-4К Блока управления БУСП-2К Масса проволоки в кассете, кг, не более Диаметр кассеты для проволоки, мм, не более 3. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ. Полуавтомат ПДГО-527-4К соответствует ГОСТ 18130-79 и признан годным к эксплуатации. Заводской номер № Дата выпуска М.П. Подпись 3. СВЕДЕНИЯ ОБ УПАКОВКЕ Упаковка изделия в транспортную тару выполняется по согласованию с потребителем. В пределах г. С-Петербурга и области изделия поставляются без упаковки. 2 4. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. 4.1. Производитель гарантирует соответствие параметров полуавтомата требованиям ГОСТ 18130-79 при соблюдении потребителем условий эксплуатации, транспортировки и хранения. 4.2. Гарантийный срок составляет 12 месяцев с начала эксплуатации потребителем, но не более 18 месяцев со дня отгрузки изготовителем при условии соблюдения правил транспортировки, хранения и эксплуатации. Гарантия не распространяется на детали с ограниченным сроком службы: сварочную горелку, ее сопло, наконечник и направляющий канал, сменные ролики подающего механизма. 4.3. В случае обнаружения неисправностей по вине изготовителя и по вопросам приобретения любых составных частей обращайтесь к изготовителю по адресу : 195256,г. Санкт-Петербург, а/я 14, ООО ПКФ «Кристалл», тел.(812) 333-04-33, 333-04-34, 333-04-35, тел./факс (812) 333-04-30. 4.4. Без настоящего паспорта с отметкой о продаже полуавтомата претензии изготовителем не принимаются. 5. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ Порядок предъявления и оформления рекламаций согласно действующему законодательству. Дата составления рекламации Краткое содержание рекламации Куда направлена рекламация 3 Меры, принятые по рекламации Должность, фамилия и подпись ответственного лица ТЕХНИЧЕСКОЕ ОПИСАНИЕ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 1. НАЗНАЧЕНИЕ 1.1. Полуавтомат сварочный типа ПДГО-527-4К (Рис.1, 2), именуемый в дальнейшем «полуавтомат», предназначен для: • дуговой сварки в среде углекислого газа изделий из малоуглеродистых и низколегированных сталей протяженным, прерывистым швом и электрозаклепками; • дуговой сварки в среде инертного газа изделий из легированных сталей, медных и алюминиевых сплавов протяженным, прерывистым швом и электрозаклепками; • дуговой сварки и наплавки порошковой проволокой открытой дугой или в среде защитного газа изделий из малоуглеродистых и низколегированных сталей протяженным, прерывистым швом и электрозаклепками. 1.2. Полуавтомат предназначен для работы в комплекте с блоком управления БУСП-2К, его модификациями или аналогичными блоками управления, и с различными сварочными источниками серий ВДУ, ВС, ВДГ, ВДГИ и другими, имеющими жесткую внешнюю характеристику (для автоматической и полуавтоматической сварки). 1.3. Сварка осуществляется постоянным током обратной полярности (“+” на горелке, ”-“ на изделии), стальной, порошковой или алюминиевой плавящейся электродной проволокой. 1.4. Для сварки малоуглеродистых и низколегированных сталей применяется электродная проволока марки СВ-08ГС или СВ-08Г2С по ГОСТ 2246-70 и углекислый газ по ГОСТ 8050-76. Для сварки легированных сталей, меди, алюминия и его сплавов применяется проволока, соответствующая свариваемому металлу, в том числе порошковая, и аргон по ГОСТ 10157-73. 1.5. Для наплавки применяется порошковая проволока, марка которой выбирается в соответствии с требованиями к наплавленному материалу. 1.6. Полуавтомат предназначен для работы в закрытых помещениях на высоте не более 1000 м над уровнем моря. 1.7. Полуавтомат изготавливается в исполнении У3.1 для работы в районах умеренного климата при температуре окружающего воздуха от -10оС до +40оС с относительной влажностью не более 80% при температуре +27оС. 2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Основные технические характеристики приведены в паспорте. 3. СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ 3.1. Полуавтомат (Рис.1, 2) состоит из подающего устройства 3 (механизма подачи) ПДГО-527-4К с установленной кассетой, сварочной горелки 2, сварочного выпрямителя 16, блока управления 17, встроенного в сварочный выпрямитель или автономного. 3.2. Полуавтомат комплектуется сменными и монтажными частями по заказу потребителя и эксплуатационной документацией. Комплект поставки приведен в табл.1. Таблица 1. Наименование Кол-во Примечание Подающий механизм ПДГО-527-4К 1 Сварочный выпрямитель 1* Блок управления 1** Комплект эксплуатационной документации, экз. 1 2*** Ролик ∅40 х 10 / ∅32 – 0,8 для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,0 для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,2 для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,4 для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,6 для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 2.0 для сплошной проволоки 2*** Ролик ∅40 х 6 / ∅32 прижимной для сплошной проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1.0 для алюминиевой проволоки 2*** Ролик ∅40 х 6 / ∅32 – 1.0 прижимной для алюминиевой проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,2 для алюминиевой проволоки 2*** Ролик ∅40 х 6 / ∅32 – 1,2 прижимной для алюминиевой проволоки 2*** Ролик ∅40 х 10 / ∅32 – 1,4 4 для алюминиевой проволоки Ролик ∅40 х 6 / ∅32 – 1,4 прижимной для алюминиевой проволоки Ролик ∅40 х 10 / ∅32 – 1,6 для алюминиевой проволоки Ролик ∅40 х 6 / ∅32 – 1,6 прижимной для алюминиевой проволоки Ролик ∅40 х 10 / ∅32 – 2.0 для алюминиевой проволоки Ролик ∅40 х 6 / ∅32 – 2.0 прижимной для алюминиевой проволоки Ролик ∅40 х 10 / ∅32 – 2.4 для алюминиевой проволоки Ролик ∅40 х 6 / ∅32 – 2.4 прижимной для алюминиевой проволоки Ролик ∅40 х 10 / ∅32 – 1.0 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 1.0 прижимной для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 1,2 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 1,2 прижимной для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 1,4 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 1,4 прижимной для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 1,6 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 1,6 прижимной для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 2.0 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 2.0 прижимной для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 2.4 для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 2.8 для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 3,0 для порошковой проволоки Ролик ∅40 х 10 / ∅32 – 3,2 для порошковой проволоки Ролик ∅40 х 6 / ∅32 – 2,4-3,2 прижимной для порошковой проволоки Горелка сварочная на 160 А Горелка сварочная на 200 А Горелка сварочная на 250 А Горелка сварочная на 315 А Горелка сварочная на 400 А Горелка сварочная на 500 А Гнездо магистральное ГМ-50-70 (ГМ-600 У2) Разъем ШР32П14НШ1 (кабельная розетка) Газовый редуктор РР-У-30 с подогревателем газа ПУЗ-К70-50 для СО2 газа Газовый редуктор для аргона (АР-10, -40,РР-АрУ32, БКО-25, БКО-50 и т.п.) 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2*** 2 2*** Установлен в ПМ 2 1*** 1*** 1*** 1*** 1*** 1*** 1 1 1*** 1*** Примечания: * - необходимость поставки сварочного выпрямителя и его тип определяется при заказе; ** - необходимость поставки блока управления и его тип определяются при заказе в зависимости от применяемого сварочного выпрямителя; *** - количество и необходимость поставки определяется потребителем при заказе оборудования. По заказу потребителя возможна поставка всех соединительных кабелей и шлангов согласованной длины. 5 3. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ 4.1. Схема комбинированная общая полуавтомата приведена на Рис.1 и 2. 4.2. Подающий механизм обеспечивает подачу электродной проволоки и защитного газа в зону сварки. Последовательное выполнение операций сварочного цикла обеспечивает блок управления. Питание током сварочной дуги обеспечивает сварочный выпрямитель. 4.3. Процесс подачи электродной проволоки и защитного газа в полуавтомате – автоматический. Электродная проволока с помощью электродвигательного привода из кассеты поступает в зону сварки по полому токоведущему кабелю горелки. Одновременно по токогазоподводу горелки в зону сварки подводится защитный газ. Перемещение сварочной горелки вдоль шва производится сварщиком вручную. 4.4. Управление включением полуавтомата осуществляется от кнопки, расположенной на горелке. Управление включением может осуществляться в 3-х режимах: • В режиме сварки «протяженными швами» включение сварки осуществляется нажатием и отпусканием кнопки на горелке. Выключение сварки осуществляется повторным нажатием и отпусканием; • В режиме сварки «короткими швами» включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки. • В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Выключение сварки осуществляется автоматически по окончании выдержки времени «Длительность точки». Цикл сварки точки можно прервать отпусканием кнопки на горелке. При этом обеспечивается правильное завершение цикла сварки с растяжкой дуги и продувкой газа после сварки. 4.5. Настройка скорости подачи электродной проволоки (и, следовательно, сварочного тока), включение настроечных перемещений проволоки и включение проверки газа осуществляются с лицевой панели полуавтомата или блока управления. Настройка величины напряжения на дуге осуществляется с лицевой панели полуавтомата (для сварочных источников, имеющих внешнее управление величиной напряжения) или непосредственно на сварочном выпрямителе. 4.6. Последовательность срабатывания составных частей полуавтомата следующая: • Команда на включение сварки подается от кнопки на горелке через подающий механизм в блок управления БУСП2К. • Блок управления последовательно выполняет следующие операции: • Включает подачу газа в сварочную горелку пневмоклапаном подающего механизма; • Обеспечивает выдержку времени «Газ до сварки» • Включает сварочный выпрямитель. От выпрямителя сварочное напряжение через силовой кабель подается на подающий механизм и далее по токоведущему кабелю на наконечник горелки и электродную проволоку. • Включает подачу проволоки в горелку путем подачи питания на двигатель подающего механизма и обеспечивает его быстрый разгон. • От касания сварочной проволокой свариваемого изделия возбуждается сварочная дуга и обеспечивается процесс сварки. Подаваемая в дугу проволока плавится и обеспечивает формирование сварного шва. • Команда на выключение сварки подается от кнопки на горелке через подающий механизм в блок управления БУСП-2К (или вырабатывается блоком управления автоматически в режиме сварки электрозаклепками). Блок управления последовательно выполняет следующие операции: • Выключает подачу проволоки в сварочную горелку, переводя двигатель подающего механизма в режим динамического торможения. • Обеспечивает выдержку времени «Растяжка дуги» для предотвращения избыточного вылета проволоки из горелки после окончания сварки. • Выключает сварочный выпрямитель. Выпрямитель прекращает питание сварочной дуги и она гаснет. • Обеспечивает выдержку времени «Газ после сварки» для защиты сварного шва от воздуха. • Выключает подачу газа в сварочную горелку. 4.7. Технические характеристики и подробное описание блока управления приводятся в его сопроводительной документации. 4.8. Технические характеристики и подробное описание сварочного выпрямителя приводятся в его сопроводительной документации. 4.9. Устройство и принцип работы подающего механизма. Подающий механизм (рис.3) представляет собой закрытый корпус 1 внутри которого на стальной раме 2 смонтированы подающее устройство 3 и тормозное устройство 4, не допускающее самораскручивания проволоки с кассеты при работе. На передней панели установлена панельная часть 5 так называемого «евроразъема», обеспечивающего подключение сварочной горелки (подвод тока, защитного газа, электродной проволоки, подключение управляющей кнопки на горелке) и потенциометры регулирования скорости подачи проволоки 6, напряжения на дуге 7, тумблер 8 для проверки газа и настроечного перемещения проволоки. В корпус встроен газовый клапан 9 с ниппелями 10 для подключения газовой магистрали, разъем цепей управления 11, разъем для подключения сварочного выпрямителя12 с токоведущей шиной. Устройство подающее (рис.4) включает в себя электродвигательный привод и две пары роликов 3 и 7. Электродвигательный привод состоит из червячного редуктора 1 и электродвигателя постоянного тока 2 (мощность N= 912 Вт, номинальное напряжение V=24 В). Ведущая шестерня 8, закрепленная на валу электродвигательного привода, передает вращение шестерням с закрепленными на них ведущими роликами 3, имеющими по две канавки для подачи проволоки. Шестерни роликов 3 6 при опущенных прижимных скобах передают вращение шестерням с закрепленными на них ведущими прижимными роликами 7 с гладкой поверхностью или с одной канавкой для подачи проволоки. Для заправки электродной проволоки необходимо откинуть прижимное устройство 4 с гайкой 5, и развести в стороны скобы 6 с прижимными роликами 7. Усилие поджатия прижимных роликов регулируется гайкой 5. Регулировкой поджатия следует добиться отсутствия проскальзывания ведущих роликов по электродной проволоке. Слишком сильная затяжка прижимных роликов приводит к смятию поверхности проволоки и к уменьшению срока службы подающего механизма. Настройка тормозного устройства должна обеспечивать торможение целиком заполненной проволокой катушки после выключения подающего устройства, работающего на максимальной скорости, не допускающее образования петель электродной проволоки. Слишком сильная затяжка тормозного устройства приводит к перегрузке подающего механизма и уменьшает срока службы полуавтомата. 4.10. Схема принципиальная электрическая подающего устройства приведена на рис.5. 5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ. 5.1. При обслуживании электросварочного оборудования необходимо обязательно соблюдать «Правила технической эксплуатации электроустановок, Правила технической безопасности при эксплуатации электроустановок потребителями (ПТЭ и ПТБ) и требования стандартов системы безопасности труда (ССБТ) и ГОСТ 12.2.007-79. 5.2. При работе на данном оборудовании необходимо руководствоваться требованиями ГОСТ 12.3.003-86 ССБТ «Работы электросварочные. Общие требования». 5.3. Работа на данном электросварочном оборудовании разрешается только при наличии надежного заземления источника питания. Следует помнить, что работа без заземления опасна для жизни! 5.4. Ремонт и обслуживание данного оборудования, в том числе и смена сварочной проволоки, должны производиться при отключенном сетевом автомате сварочного выпрямителя и отключении газа. При этом надо помнить, что на входных зажимах сетевого автомата сварочного выпрямителя напряжение остается. 5.5. Сварочное оборудование нельзя считать обесточенным, если сигнальная лампа, указывающая на наличие напряжения на оборудовании, не горит, т.к. лампа может не зажигаться из-за неисправности или отсутствия одной из фаз питающей сети. 5.6. Сварочное оборудование считается обесточенным, если отключен сетевой выключатель (общий) или другое отключающее устройство. 6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ. К работе с полуавтоматом допускаются лица, прошедшие соответствующее обучение и получившие свидетельство на право выполнения сварочных работ. 6.1. Убедиться в исправном состоянии распакованного полуавтомата, проверить комплектность поставки по данным сопроводительной документации. 6.2. Снять консервационную смазку с помощью чистой ветоши, смоченной бензином или уайт-спиритом. 6.3. Установить оборудование на месте производства сварочных работ. 6.4. Заземлить сварочный выпрямитель. 6.5. Установить и закрепить баллон с защитным газом. Смонтировать на баллоне газовый редуктор с подогревателем газа. 6.6. Произвести монтаж полуавтомата в соответствии со схемой комбинированной общей (Рис.1 или 2). 6.7. Подключить полуавтомат к сети. При подключении сварочного выпрямителя руководствуйтесь его сопроводительной документацией. 6.8. При подготовке полуавтомата к работе: • • • • • • • • • Установить на тормозное устройство подающего механизма 4 (рис. 3) кассету с проволокой. Закруглить напильником конец электродной проволоки. Откинуть прижимное устройство со скобой 6 (рис. 4). Заправить проволоку в подающее устройство, пропустив ее через направляющую втулку и седловидную канавку подающего ролика 3. Опустить прижимное устройство в рабочее положение до фиксации. Включить сварочный выпрямитель (см. описание выпрямителя). При этом на блоке управления зажигается сигнальная лампа. Пропустить электродную проволоку через шланг горелки, для чего на пульте управления подающего механизма нажать тумблер «Прогон». Отрегулировать при этом усилие проталкивания проволоки вращением гайки 5 (рис.4) на прижимном устройстве подающего механизма. Открыть вентиль на баллоне с защитным газом. 7 • • • • Установить требуемый расход защитного газа по расходомеру с помощью газового редуктора при нажатии тумблера «Газ», расположенного на пульте управления подающего механизма или на блоке управления. Установить предварительную скорость подачи электродной проволоки поворотом рукоятки потенциометра «Скорость подачи проволоки» на пульте управления механизма подачи при нажатом тумблере «Прогон». Установить предварительную величину напряжения на сварочной дуге, руководствуясь описанием сварочного выпрямителя. Провести опытную сварку на образцах в соответствии с требованиями раздела «Порядок работы». При необходимости откорректировать режим сварки. 7. ПОРЯДОК РАБОТЫ 7.1. Ориентировочные режимы сварки изделий из малоуглеродистых и низколегированных сталей приведены в таблице 2. Таблица 2. Диаметр Положение шва в пространстве электродной Нижнее Горизонтальное Вертикальное Потолочное проволоки, мм Iсв, А Uсв,В Iсв, А Uсв,В Iсв, А Uсв,В Iсв, А Uсв,В 0,8 60-140 18-20 60-130 18-19 60-120 18-19 60-110 18-19 1,0 80-180 18-23 80-160 18-22 80-140 18-22 80-120 18-21 1,2 100-220 19-25 100-200 19-23 100-190 19-22 100-180 19-21 1,4 160-300 24-30 160-260 24-28 1,6 260-320 25-30 2,0 290-500 28-40 Ориентировочные режимы сварки изделий из алюминиевых сплавов приведены в таблице 3. Таблица 3. Диаметр электродной проволоки, мм 1,6 2,0 2,4 Положение шва в пространстве Нижнее Iсв, А 60-150 180-250 250-380 Вертикальное Uсв,В 18-21 21-23 23-27 Iсв, А 70-150 150-310 200-300 Uсв,В 17-21 21-24 22-26 Ориентировочные режимы сварки изделий из малоуглеродистых и низколегированных сталей порошковой проволокой марок ПП-АН приведены в таблице 4. Таблица 4. Диаметр Положение шва в пространстве электродной Нижнее проволоки, мм Iсв, А Uсв,В 2,4 230-300 22-25 2,8 300-350 24-29 3,0 350-420 24-29 Ориентировочные режимы наплавки порошковой проволокой марки ПП-Нп-200Х15С1ГРТ-Н-С-3,2 приведены в таблице 5. Таблица 5. Диаметр Положение шва в пространстве электродной Нижнее проволоки, мм Iсв, А Uсв,В 3,2 400-420 28-32 Расстояние от сопла горелки до свариваемого изделия необходимо выдерживать в пределах 8…25 мм. Угол наклона горелки и характер ее перемещения относительно свариваемого изделия определяется технологией сварки. 7.2. Пуск полуавтомата произвести в следующей последовательности: − Убедиться по светящимся сигнальным лампам на сварочном выпрямителе и блоке управления полуавтоматом в том, что полуавтомат включен и готов к работе. − Приготовить сварочный щиток или сварочную маску − Поднести горелку к свариваемому изделию (при этом нужно следить, чтобы шланг горелки не имел резких перегибов). − Закрыться от излучения дуги сварочной маской или щитком. − Нажать кнопку на горелке. 8 − После зажигания дуги равномерно перемещать горелку в нужном направлении. 7.3. В процессе сварки следить за устойчивостью горения дуги, стабильностью подачи и плавления электродной проволоки, за подачей защитного газа. 7.4. Выключение сварки осуществляется кнопкой на горелке. После окончания выдержки времени подачи газа после сварки отвести горелку от свариваемого изделия. 7.5. В случае прекращения сварки на длительный период полуавтомат отключить от сети, для чего: − Закрыть вентиль на баллоне с защитным газом. − Выключить источник питания и блок управления полуавтоматом. 7.6. При переходе с одного режима на другой: − Выключить полуавтомат согласно п. 7.7. − Подобрать сварочную горелку, соответствующую новому режиму сварки и подключить ее к механизму подачи электродной проволоки. − Подготовить полуавтомат к работе по п. 6.8. 7.7. Во время кратковременных перерывов в работе проверять внешним осмотром состояние наконечника, сопла сварочной горелки. При необходимости удалять прилипшие брызги металла. 7.8. Регулировка сварочного тока во время наладки и сварки осуществляется с помощью изменения скорости подачи электродной проволоки рукояткой потенциометра «Скорость подачи проволоки» на пульте управления подающего механизма. Увеличение скорости подачи проволоки ведет к росту сварочного тока. 7.9. Величина напряжения на дуге контролируется вольтметром, установленным на сварочном выпрямителе. 7.10. Регулировка напряжения на дуге производится либо потенциометром, расположенном на подающем механизме, либо на сварочном выпрямителе. 7.11. Расход защитного газа контролируется расходомером, смонтированном на газовом редукторе. 7.12. Регулировка расхода защитного газа производится вращением регулировочного винта газового редуктора. 8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ МЕХАНИЗМА ПОДАЧИ 8.1. Техническое обслуживание механизма подачи выполняется персоналом, знающим устройство полуавтомата, правила его эксплуатации и технику безопасности. 8.2. Для повышения срока службы механизма подачи и шлангов сварочной горелки необходимо применять очищенную проволоку, не имеющую резких перегибов, соответствующую требованиям Государственных стандартов. 8.3. Следует предохранять корпус подающего механизма от ударов и других механических повреждений. 8.4. Следите за рациональным размещением механизма подачи на рабочем месте. Принимайте меры для возможного сокращения количества брызг, попадающих на него. Не допускать попадания проводов и шлангов на разогретые детали свариваемых изделий. 8.5. Периодически очищайте полуавтомат от пыли. Чтобы удалить пыль, полуавтомат необходимо продувать струей сжатого воздуха, а в доступных местах протирать мягкой тканью. 8.6. Периодически прочищать канал для подачи электродной проволоки. Для этого извлечь канал из горелки и промыть ее бензином или уайт-спиритом. Продуть канал сжатым воздухом с давлением 3…4 атм. 8.7. Следить за исправностью газовой магистрали от баллона. Работа с углекислым газом без подогревателя газа вызывает замерзание газового редуктора и нарушение подачи защитного газа. 8.8. Основные виды работ по ТО полуавтомата и их периодичность приведены ниже. Таблица 6. Виды работ Периодичность Проверка контактных соединений проводов, при необходимости их зачистка и ежедневно протяжка Проверка состояния изоляции соединительных проводов и, при наличии ежедневно повреждений, восстановление изоляции Проверка состояния наконечника и сопла сварочной горелки, снятие брызг металла Систематически в и, при необходимости, замена запасными процессе работы Очистка подающего устройства и приводных шестерен от загрязнений ежедневно Проверка газового тракта на утечку газа 1 раз в неделю Проверка работы всей аппаратуры и механизмов 1 раз в неделю Проверка спирали горелки на проходимость электродной проволоки и, при 1 раз в неделю необходимости, чистка спирали Промывка и смазка шестерен и шарикоподшипников подающего механизма 1 раз в год 9 9. ХАРАКТЕРИНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ 9.1. Перечень возможных неисправностей и способы их устранения. Внешнее проявление 1.При подаче питания не горит сигнальная лампа 3. При нажатии кнопки на горелке сварочный цикл не включается 4. При нажатии кнопки на горелке подача газа вклю-чается, а подачи проволоки нет. 5. При включении двигатель подающего механизма не вращается 6. Не регулируется скорость подачи проволоки 7. При включении не подается газ в зону сварки Вероятная причина Отсутствуют или неисправны предохранитель или лампы Неисправность кнопки или кабеля подключения сварочной горелки Установлено слишком большое значение времени продувки газа Регулировка скорости подачи проволоки установлена в ноль. Попадание посторонних предметов в приводные шестерни Неисправен потенциометр регулировки скорости Переключатель «Местное – Дистанционное» управление находится не в том положении Закончился газ в баллоне, закрыт вентиль баллона или газовый редуктор Неисправен газовый тракт (оборван, забит..) Замерз газовый редуктор Не срабатывает клапан подачи газа 8. Нет сварочного тока 9. Неравномерная подача электродной проволоки. 10. Нестабильное горение сварочной дуги. Не включается сварочный выпрямитель Износ токоподводящего наконечника в горелке. Проскальзывание ведущих роликов по проволоке Не настроено тормозное устройство, проволока сильно провисает Не настроен потенциометр «Устойчивость» на блоке управления Большой износ кромки канавки подающего ролика. Перепутывание электродной проволоки в кассете. Износ канала подачи проволоки. Неправильно установлен режим сварки Износ токоподводящего наконечника в горелке. 9.2. При устранении неисправностей следует пользоваться измерительными приборами. 10 Таблица 7. Метод устранения Проверить и при необходимости заменить Проверить правильность подключения горелки к подающему механизму и исправность кнопки на горелке При включении удерживать кнопку на горелке до срабатывания остального цикла сварки или уменьшить время продувки подстроечным потенциометром «Газ до сварки» Установить движок потенциометра на блоке в положение, обеспечивающее требуемую скорость подачи проволоки. Проверить состояние приводных шестерен. При необходимости перебрать приводные шестерни, промыть, смазать подшипники. Проверить правильность подключения подающего механизма и потенциометр. Поставить переключатель в положение «Местное» при настройке скорости с блока управления или в положение «Дистанционное» при настройке с подающего механизма. Проверить, при необходимости заменить баллон. Отрегулировать давление и подачу газа редуктором. Проверить на герметичность и продуть газовый тракт. Проверить исправность подогревателя газа и прогреть редуктор Проверить правильность подключения подающего механизма и исправность клапана. Очистить клапан от посторонних предметов. Проверить правильность подключения к сварочному выпрямителю и автономно проверить работу сварочного выпрямителя. Заменить наконечник. Настроить усилие прижима роликов. Настроить тормозное устройство. Настроить тормозное устройство Установить потенциометр «Устойчивость» в положение, обеспечивающее равномерную скорость подачи проволоки Перевернуть ролик, используя вторую канавку, либо заменить ролик. Распутать проволоку в кассете. Заменить канал в кабеле горелки. Правильно выбрать сварочную горелку, диаметр подающего канала, диаметр наконечника в горелке. Настроить напряжение на дуге и скорость подачи проволоки. Заменить наконечник. стандартным инструментом и стандартными 1 2 3 4 5 6 7 8 9 10 11 12 БУСП-2К-506 ПДГО527-4K ВДУ-506 14 13 ХШР40П16НШ2 1 - Ш Р32П 14 Подключение к ПДГО-527-4К (к а б е л ь н а я р о з е т к а ) ЦЕПЬ КОНТ. В К Л . Д В И Г А Т Е Л Я1 2 +24 В К Л А П А Н Включение клапана 3 + двигателя 4 Вкл. продувки Я К Огаза РЬ_1 5 П Р О Д У В К А Г А З А6 7 - двигателя ИТА Дист.Прег. IсвН И Е R 2 8 Я К О РЬ_2 9 Кнопка на горелке 10 ДВИЖ ОК R2 11 Н А К Н О П К У Дист. рег. Uсв 12 ГОРЕЛК И 13 Общий 0 14 ДДист. И С Т рег. АНЦ Е IсвИ О Н Н О15 РЕГУ ЛИРО ВА НИЕ 16 Включение прогона С В А Р .Н А П Р Я Ж Е Н И Я 0,35 mm 2 0,35 mm 2 1,5 mm 0,35 2 mm 2 0,35 mm 2 1,5 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 0,35 mm 2 О БЩ И Й 15 16 17 18 19 20 ШР40П16НГ2Н Х 1 - Ш Р40П 16 Подключение к БУСП-2К (к а б е л ь н а я в и л к а ) КОНТ. ЦЕПЬ 1 2 +24 В К Л А П А 3 ВключениеНклапана 4 + двигателя ЯВкл. КОР Ь _ 1 газа 5 продувки 6 П РО Д У В К А Г А ЗА 7 - двигателя Дист. рег. Iсв 8 ЯКО РЬ_2 9 Кнопка на горелке 10 Д В И Ж О К R 3 11 Н О Прег. К У Uсв 12 Н А КДист. Г О Р Е Л К И 13 Общий 0 14 Д И С ТДист. А Н Црег. ИОН IсвН О Е 15 РЕГУЛ ИРОВ АН ИЕ Включение прогона 16 С В А Р .Н А П Р Я Ж Е Н И Я ОБЩ ИЙ ПИТАНИЕ R3 ъ ВКЛ. Д ВИ ГАТЕЛЯ Рис.1. Схема комбинированная общая с выпрямителем ВДУ-506. 1 - Сварочный стол и свариваемое изделие; 2 - Сварочная горелка; 3 - “Евроразъем” подключения сварочной горелки; 4 - Подающий механизм ПДГО-527-4К; 5 - Шланг подключения газовой магистрали; 6 - Кабель подключения подогревателя газа (2 провода сечением не менее 0,75 мм2); 7 - Подогреватель газа (только для углекислого газа); 8 - Редуктор газовый; 9 - Баллон с углекислым газом или аргоном; 10 - Блок управления сварочным полуавтоматом БУСП-2К506-24; 11 - Разъем подключения подогревателя газа; 12 - Сварочный выпрямитель ВДУ-506; 13 - Заземление сварочного стола; 14 - Разъем подключения “+” сварочного выпрямителя (ГМ-50-70 на кабеле); 15 - Разъем подключения цепей управления (ШР32П14НШ1 на кабеле); 16 - Ниппель подключения газовой магистрали; 17 - Кабель цепей управления; 18 - Кабель подключения ‘+’ сварочного выпрямителя (КГ-50 или КГ-70); 19 - Кабель подключения “-” сварочного выпрямителя (КГ-50 или КГ-70); 20 - Подключение заземления сварочного выпрямителя. 11 1 2 3 4 5 6 7 8 9 10 11 ВДУ-505 БУСП-2К (или серии ВС, ВДГ, ВДГИ) ПДГО527-4К 14 13 Конт Цепь (кабельная розетка) КЛАПАН ЯКОРЬ_1 ЯКОРЬ_2 15 16 17 18 19 21 20 ШР40П16НГ2Н Подключение к БУСП-2К Х1 - ШР40П16 ШР40П16НШ2 Подключение к ПДГО-527-4К Х1 - ШР32П14 1 2 +24 В ДВИГАТЕЛЯ ВКЛ. Включение клапана 3 4 + двигателя Вкл. продувки газа 5 6 7 - двигателя 8 Дист. рег. Iсв Кнопка на горелке 9 ПРОДУВКА10ГАЗА 11 12 R2 Дист. рег. Uсв ПИТАНИЕ 13 14 Общий 0 15 Дист. рег. Iсв ВключениеДВИЖОК прогона 16R2 12 Конт 0,35 мм 2 0,35 мм 2 1,5 мм 2 0,35 мм 2 0,35 мм 2 1,5 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 0,35 мм 2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Цепь (кабельная вилка) +24 В Включение клапана + двигателя Вкл. продувки газа КЛАПАН - двигателя Дист. рег. Iсв ЯКОРЬ_1 Кнопка на горелке ПРОДУВКА ГАЗА Дист. рег. Uсв Общий 0 ЯКОРЬ_2 Дист. рег. Iсв ДВИЖОК R3 Включение прогона НА КНОПКУ ГОРЕЛКИ НА КНОПКУ ГОРЕЛКИ ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ СВАР.НАПРЯЖЕНИЯ ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ СВАР.НАПРЯЖЕНИЯ ОБЩИЙ ОБЩИЙ ПИТАНИЕ R3 ВКЛ. ДВИГАТЕЛЯ Рис.2. Схема комбинированная общая с выпрямителем ВДУ-505 или другим из серий ВС, ВДГ, ВДГИ. 1 - Сварочный стол и свариваемое изделие; 2 - Сварочная горелка; 3 - “Евроразъем” подключения сварочной горелки; 4 - Подающий механизм ПДГО-527-4К; 5 - Шланг подключения газовой магистрали; 6 - Кабель подключения подогревателя газа (2 провода сечением не менее 0,75 мм2); 7 - Подогреватель газа (только для углекислого газа); 8 - Редуктор газовый; 9 - Баллон с углекислым газом или аргоном; 10 - Блок управления сварочным полуавтоматом БУСП-2К-24; 11 Разъем подключения подогревателя газа; 12 - Сварочный выпрямитель ВДУ-505 (или другой из серий ВС, ВДГ, ВДГИ); 13 - Заземление сварочного стола; 14 - Разъем подключения “+” сварочного выпрямителя (ГМ-50-70 на кабеле); 15 - Разъем подключения цепей управления (ШР32П14НШ1 на кабеле); 16 - Ниппель подключения газовой магистрали; 17 - Кабель цепей управления; 18 - Кабель подключения ‘+’ сварочного выпрямителя (КГ-50 или КГ-70); 19 - Кабель подключения “-” сварочного выпрямителя (КГ-50 или КГ-70); 20 - Подключение заземления сварочного выпрямителя. 21- кабель подключения БУСП-2К-24 к ВДУ-505 (или другому из серий ВС, ВДГ, ВДГИ) для включения сварочного выпрямителя и управления напряжением на дуге. 12 Рис.3. Подающий механизм. 1. Корпус подающего механизма; 2. Стальная рама; 3. Крышка; 4. Тормозной механизм; 5. Подающее устройство; 6. Газовый клапан; 7. Потенциометр регулировки скорости подачи проволоки и сварочного тока; 8. Тумблер проверки газа и прогона проволоки; 9. Ниппель подключения газа; 10. Разъем подключения цепей управления; 11. Разъем подключения силовых цепей; 12. Потенциометр напряжения дуги; 13. Разъем подключения сварочной горелки; 13 Рис. 4. Устройство подающее. 1. 2. 3. 4. 5. 6. 7. 8. Редуктор Электродвигатель Ролик ведущий Устройство прижимное Гайка регулировочная Скоба прижимная Ролик прижимной Ведущая шестерня 14 ПДГО-527-4К Х1 - ШР32П14 (вилка) ВКЛ. ДВИГАТЕЛЯ П-РЭ-3/2,5 -1114 КЛАПАН М OSLV 9902030 24V F1 ЯКОРЬ_1 ПРОДУВКА ГАЗА ПИТАНИЕ R2 ЯКОРЬ_2 НА КНОПКУ ГОРЕЛКИ ДУГИ НАПРЯЖЕНИЕ S2 СКОРОСТЬ R2 ПРОВОЛОКИ ЕВРОРАЗЪЕМ КНОПКА ДВИЖОК R2 R1 S2: КСД-4, R1: СПО-4-2М 6К8, R2: СПО-4-2М 1К ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ СВАР.НАПРЯЖЕНИЯ ОБЩИЙ Х2 - ВП600 СВАРОЧНЫЙ ТОК I Рис.5. Устройство подающее. Схема электрическая принципиальная. 15 «К Р И С Т А Л Л» ПРОИЗВОДСТВЕННО-КОММЕРЧЕСКАЯ ФИРМА 195256, С-Петербург, а/я 14. Тел./факс (812)- 333-04-33, -34, -35, 320-94-50, -51, -52,. www.crystall.ru E-mail: [email protected] БЛОК УПРАВЛЕНИЯ СВАРОЧНЫМ ПОЛУАВТОМАТОМ БУСП-2К-506-24 ПАСПОРТ ТЕХНИЧЕСКОЕ ОПИСАНИЕ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 2007 г. ПАСПОРТ 1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ. Блок управления сварочным полуавтоматом типа БУСП-2К-506-24, в дальнейшем именуемый "блок", предназначен для управления скоростью подачи электродной проволоки и последовательностью включения исполнительных органов сварочного полуавтомата, обеспечивающих регулирование и выбор рабочего цикла сварки в среде защитного газа. Блок устанавливается в левую нишу сварочного выпрямителя ВДУ-506 и предназначен для работы с полуавтоматами, имеющими электропневмоклапан и двигатель подачи проволоки с питанием 24 В постоянного тока. 2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ. 1. Напряжение питания (переменное 50..60 Гц) на входе, 2. Допустимая мощность подключаемого двигателя постоянного тока 3. Допустимый ток в цепи включения электропневмоклапана 4. Потребляемая номинальная мощность блока, Вт, не более 5. Кратность регулирования частоты вращения якоря двигателя,не менее 6. Габаритные размеры, мм. 7. Масса, кг, не более 24…36 В до 120 Вт. до 0.5 А. 150 20 265х185х100 2,5 3. КОМПЛЕКТ ПОСТАВКИ Таблица I. № 1. 2. 3. 4. Наименование Блок типа БУСП-2К-506-24, шт. Паспорт с тех.описанием Предохранитель ВПБ6-39 – 10А Вилка ШР40П16ЭШ2 Кол., шт. 1 1 1 1* Примечание при отдельной поставке блока 4. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ. Блок БУСП-2К-506-24 соответсвует ГОСТ 18130-79 и признан годным к эксплуатации. Блок настроен для работы с двигателем постоянного тока 24 В 90 Вт. Заводской номер № Дата выпуска М.П. Подпись 5. СВЕДЕНИЯ ОБ УПАКОВКЕ. Упаковка изделия в транспортную тару выполняется по согласованию с потребителем. В пределах г. С-Петербурга и области изделия поставляются без упаковки. 6. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. 6.1. Производитель гарантирует соответствие параметров блока БУСП-2К-506-24 требованиям ГОСТ 18130-79 при соблюдении потребителем условий эксплуатации, транспортировки и хранения. 6.2. Гарантийный срок составляет 12 месяцев с начала эксплуатации потребителем, но не более 18 месяцев со дня отгрузки изготовителем. 6.3. В случае обнаружения неисправностей по вине изготовителя обращайтесь непосредственно к изготовителю по адресу: [email protected], Санкт-Петербург, Уманский пер., д.76, тел./факс (812)-33304-33 (-30,-31,-32,-34,-35). 6.4. Без настоящего паспорта с отметкой о продаже полуавтомата претензии изготовителем не принимаются. 7. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ Порядок предъявления и оформления рекламаций согласно действующему законодательству. Дата Краткое Куда Меры, принятые Должность, фамилия и составления содержание направлена по рекламации подпись ответственного рекламации рекламации рекламация лица 2 ТЕХНИЧЕСКОЕ ОПИСАНИЕ И ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 1. ВВЕДЕНИЕ Настоящее техническое описание и инструкция по эксплуатации предназначено для изучения блока управления сварочным полуавтоматом типа БУСП-2К-506-24. В процессе производства предприятие – изготовитель оставляет за собой право вносить изменения в конструкцию, не ухудшающие параметры выпускаемого изделия. 2. НАЗНАЧЕНИЕ Блок управления сварочным полуавтоматом типа БУСП-2К-506-24, в дальнейшем именуемый “Блок”, предназначен для управления последовательностью включения исполнительных органов сварочного полуавтомата, обеспечивающих регулирование скорости подачи электродной проволоки и выбор рабочего цикла сварки в среде защитного газа. Блок предназначен для работы в следующих условиях: 1. Высота над уровнем моря не более 1000 м, 2. Интервал рабочих температур от –10 до +40оС, 3. Верхнее значение относительной влажности не более 98% при температуре +25 оС, 4. Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, снижающих параметры в недопустимых пределах. 3. ТЕХНИЧЕСКИЕ ДАННЫЕ 3.1. Основные параметры блока № Наименование параметра 1. Напряжение питания переменного тока, В 2. Частота питающей сети, Гц 3. Потребляемая мощность блока с двигателем, не более, Вт 4. Номинальный ток якоря двигателя, А, не более 5. Ограничение максимального тока якоря двигателя, А, не более 6. Кратность регулирования частоты вращения якоря двигателя 7. Номинальный ток обмотки газового клапана, А, не более 8. Максимальный ток цепи включения сварочного источника , А, не более 9. Диапазон регулирования времени задержки отключения сварочного источника после отключения привода подачи проволоки, с 10. Диапазон регулирования времени задержки отключения газового клапана после отключения сварочного источника, с 11. Диапазон регулирования времени включения при свар. "точками", с 12. Диапазон регулирования задержки включения двигателя и сварочного источника после подачи команды "пуск", с 13. Жесткость механических характеристик при кратности регулирования частоты вращения якоря двигателя, равной 10 3.2. Блок обеспечивает: • динамический разгон якоря двигателя при включении, • динамическое торможение якоря двигателя при выключении; • электронную защиту якоря двигателя от перегрузок; • произвольную остановку сварки "точки"; • местное и дистанционное включение продувки газа при наладке, • местное и дистанционное включение двигателя подачи проволоки, • выполнение режимов наладки-сварки, • местное и дистанционное регулирование скорости подачи проволоки. • управление включением источника сварочного тока. 3.3. В режиме наладки блок обеспечивает выполнение следующих операций: • установку необходимой скорости подачи электродной проволоки; • выбор рабочего цикла; • выбор способа сварки: длинными, короткими швами или сварки «точками» 3 Таблица 1. Норма 24-36 50 (60) 180 10 20 не менее 20 0,5 5 0,2…2 0,2…8 0,2…8 0,2…8 15% 3.4. При работе блок обеспечивает выполнение цикла начала сварки и ее прекращения. • В режиме сварки протяженными швами включение сварки осуществляется кратковременным нажатием и отпусканием кнопки на горелке, а выключение сварки – повторным кратковременным нажатием и отпусканием кнопки. • В режиме сварки короткими швами включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки. • В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки. 3.6. При включении сварки блок: • включает подачу защитного газа; • с регулируемой задержкой времени «Газ до сварки» - включает динамический разгон двигателя подачи электродной проволоки и поддерживает установленную скорость его вращения, одновременно включается источник сварочного тока; • обеспечивает стабильность скорости подачи электродной проволоки с точностью не менее 15 % от установленного значения; 3.7. При выключении сварки блок: • останавливает якорь двигателя подачи проволоки в режиме динамического торможения; • через интервал времени “Растяжка дуги”, отключает источник сварочного тока; • по истечении интервала времени «Газ после сварки», отключает подачу защитного газа. • После окончания сварки блок возвращается в исходное состояние. • Изменение вылета электродной проволоки после окончания сварки не должно превышать 10 мм, что регулируется временем «Растяжка дуги»; 3.8. Блок обеспечивает возможность выполнения сварки с короткими перерывами между периодами горения дуги. С этой целью он допускает повторное включение сварки (двигателя подачи проволоки и сварочного источника) до истечения времени продувки газа. При работе на номинальных режимах, время паузы между выключением и повторным включением двигателя не должно быть менее 3-х секунд. 4. СОСТАВ ИЗДЕЛИЯ Перечень входящих в блок элементов и их схемные обозначения приведены в приложении 1. 5. УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ 5.1. Блок выполнен в виде отдельного модуля, встраиваемом в нишу корпуса сварочного источника. Габаритные и установочные размеры блока приведены на рис.2. Конструктивно блок разделен на: переднюю панель с установленными элементами управления и разъемом подключения подающего механизма, печатную плату с электронными компонентами и защитный кожух с установленным разъемом подключения к сварочному источнику. Назначение элементов управления приведено в таблице 2. Схема соединений блока приведена на рис.1. Принципиальная схема платы управления приведена на рис.3 и рис.4. Монтажная схема платы управления приведена на рис.5. Схема подключения типового сварочного полуавтомата приведена на рис.6. Принципиальная схема блока включает в себя следующие модули: выпрямитель напряжения питания (VD1), блок вторичного питания (DA1, DA3, VT1, VD6…VD10), индикатор подачи питания на блок (разъем Х10, R11), блок формирования команды «Пуск» для всех режимов работы (DA2, DD1…DD3), блок формирования временных задержек и управляющих сигналов (DD4…DD5), блок привода двигателя (DA6…DA8, VT3,VT4,VT7-VT9), блок включения газового клапана (VT5), блок включения сварочного выпрямителя (VT6, Р1). Выпрямитель напряжения питания собран по мостовой схеме с фильтром на конденсаторах C1…C3. Напряжение заряда конденсаторов должно быть в пределах от 35 до 55 В в зависимости от величины входного напряжения питания. Блок вторичного питания представляет собой преобразователь – стабилизатор обратного хода, собранный на специализированной микросхеме DA1 и транзисторе VT1. Блок работает в режиме широтно-импульсной модуляции тока через трансформатор Т1 в зависимости от нагрузки в линиях 15В и 24В. Стабилизированное напряженияе15В обеспечивает микросхема линейного стабилизатора DA3. 4 Таблица 2. Условное обозначение МЕСТ. / ДИСТ. ГАЗ / ПРОГОН Длительность точки Газ после сварки Газ до сварки Растяжка дуги Обозначение по схеме S1 S2 S3 S4 R21 R24 R25 R28 I R47 Устойчивость R59 F1 Функциональное назначение Переключатель режимов работы Сварка протяженными швами Сварка короткими швами Сварка точками Кнопка “Пуск” на горелке Местное/дистанционное управление скоростью подачи проволоки. Переключатель продувка газа / прогон проволоки Регулятор длительности работы блока в режиме сварки точками Регулятор длительности продувки газа по окончании сварки Регулятор длительности продувки газа перед началом сварки Регулятор длительности работы сварочного источника после прекращения подачи проволоки Регулятор сварочного тока / скорости подачи проволоки при местном управлении Регулятор коэффициента обратной связи в контуре управления двигателем для обеспечения стабильности подачи проволоки при изменении нагрузки на привод. Предохранитель Блок формирования команды «Пуск» обеспечивает фильтрацию входных сигналов для защиты от помех и формирует сигнал «Пуск» (вывод 4 DD3) в зависимости от режимов работы: - в режиме сварки протяженными швами каждое нажатие кнопки на горелке (для гальванической развязки цепи кнопки на горелке от схемы БУСПа используется оптрон DA5 с сопутствующей «обвязкой») устанавливает или сбрасывает триггер DD1.1, состояние выхода которого передается на выход блока. - в режиме сварки короткими швами выход блока повторяет состояние кнопки на горелке (нажато – включено, отпущено – выключено). - в режиме сварки точками нажатие кнопки на горелке запускает таймер на DA2, формирующий время сварки, если кнопка удерживается нажатой, или выключается при отпускании кнопки. Время выдержки таймера регулируется резистором R21 «Длительность точки». Блок формирования временных задержек и управляющих сигналов на входе получает команду «Пуск» и команды от S4 на включение газового клапана или двигателя. На выходе блока формируются команды: включения газового клапана (вывод 11 DD4), включения сварочного источника (вывод 3 DD5), включения двигателя подачи проволоки (вывод 11 DD5). При получении команды «Пуск»: через DD4.1 и DD4.4 выдается сигнал на включение газового клапана, через R24 «Газ до сварки», R26, VD15 начинает заряжаться C21, при достижении порога срабатывания включается триггер Шмидта DD5 и выдает команду на включение сварочного источника, затем, через R29, VD17 быстро заряжается С22 и через DD5.2 DD4.3 удерживает включение газого клапана, через DD4.2 и DD5.3 выдает сигнал на включение двигателя. При снятии команды «Пуск»: через DD4.2 и DD5.3 выключается двигатель, через R25 «Растяжка дуги», R27, VD16 начинает разряжаться C21, при достижении порога срабатывания выключается триггер Шмидта DD5 и снимается команда на включение сварочного источника, а через R28 “Газ после сварки” и R72 разряжает С22; при достижении порога срабатывания триггера Шмидта DD5.2 через DD5.3 DD4.3 выключается газовый клапан. Блок привода двигателя состоит из узла регулирования тока якоря двигателя (DA6…DA8, VT3, VT4, VT7-VT9). Сигнал задания скорости вращения двигателя с помощью DA8 сравнивается с отмасштабированным и проинтегрированным напряжением на якоре двигателя, суммируется с сигналом, пропорциональном току якоря через резистор R59 «Устойчивость» и поступает на ШИМрегулятор DA6. Узел регулирования тока якоря двигателя через VD20 получает сигнал включения двигателя, снимающий блокировку сигнала задания с DA6. Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4, VT8, VT9. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытых транзисторах VT3, VT8, а торможение – при открытых VT4, VT9. 5 6. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ • Эксплуатация, обслуживание и испытание блока производятся лицами, имеющими классификационную группу по технике безопасности не ниже третьей. • Ремонтные и профилактические работы должны производиться при отключенном напряжении питания лицами, из числа специально назначенного и обученного персонала. 7. ПОДГОТОВКА К РАБОТЕ Перед установкой блока необходимо проверить комплектность поставки (наличие всех составных элементов блока, эксплуатационной документации, ЗИП, провести внешний осмотр всех составных элементов системы (целостность, отсутствие влаги и коррозии). • Проверенный блок установить в корпус сварочного источника. • Подключить механизм подачи проволоки. • Подать напряжение питания на блок. При подаче питания на блоке загорается сигнальный светодиод. 8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ Перечень возможных неисправностей и способы их устранения приведен в таблице ниже. Таблица 3. Наименовние Вероятная причина Метод устранения неисправности и ее внешнее проявление При подаче питания не горит сигнальный светодиод Отсутствует или неисправен предохранитель Неправильная подача питания Сигнальный светодиод моргает При нажатии кнопки на горелке раб. цикл не включается При нажатии кнопки на горелке подача газа включается, а подачи проволоки нет При включении двигатель подающего механизма не вращается Напряжение питания вне допустимых пределов Неисправность кнопки или кабеля подключения сварочной горелки Нет сварочного тока Проверить правильность распайки разъема в сварочном источнике Проверить напряжение питания, в том числе с эквивалентной нагрузкой 24 Ом. Проверить правильность подключения подающего механизма и исправность кнопки на горелке. Установлено слишком большое значение времени продувки газа При включении удерживать кнопку на горелке до срабатывания остального цикла или уменьшить время продувки подстроечным потенциометром “Газ до сварки”. Регулировка скорости вращения двигателя (тока сварки) установлена в ноль. Неисправен потенциометр регулировки скорости двигателя. Установить движок потенциометра (на блоке и на подающем механизме) в среднее положение Обрыв или неправильная распайка цепи якоря двигателя При включении не подается газ в зону сварки Проверить и при необходимости заменить. Неисправен газовый тракт (оборван или забит посторонними предметами) Не срабатывает клапан подачи газа Не включается сварочный источник Переключить блок на местное управление и проверить его работоспособность от внутреннего потенциометра “I” или переключить блок на дистанционное управление, проверить правильность подключения подающего механизма и величину соопротивления потенциометра Проверить правильность подключения подающего механизма и величину соопротивления обмотки якоря Проверить и продуть газовый тракт. Проверить правильность подключения подающего механизма и величину соопротивления обмотки клапана Проверить правильность подключения к сварочному источнику и независимо проверить работу сварочного источника. При устранении неисправностей следует пользоваться стандартным инструментом и стандартными измерительными приборов. 6 9. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 9.1. Регламентные работы производятся с целью обеспечения работоспособности блока управления в течение всего периода эксплуатации. Объем регламентных работ: - внешний осмотр состояния блока управления и двигателя подающего механизма. - проверка крепления органов регулировки. - проверка комплектности блока. - проверка состояния коллектора двигателя и его щеток. - проверка общей работоспособности блока. 9.2. Осмотр внутреннего состояния монтажа устройства. При этом проверяется крепление узлов, состояние паек, надежности контактных соединений. Удаляется пыль и грязь. Рис. 1. Схема соединений блока. 7 Рис. 2. Габаритные и установочные размеры. 8 Р Е Ж И М 1 10 ПРОГОН ГАЗ ТОК СВАРКИ 9 7 2 6 8 5 3 4 УСТОЙЧИВОСТЬ РАСТЯЖКА ДУГИ ГАЗ ПОСЛЕ СВАРКИ ГАЗ ДО СВАРКИ ДЛИТЕЛЬНОСТЬ ТОЧКИ СЕТЬ БУСП-2 К.506 ДИСТ МЕСТ 10 А Рис. 3. Схема электрическая принципиальная платы управления (часть 1). 9 Рис. 4. Схема электрическая принципиальная платы управления (часть 2). 10 MF-1x02F PW-04F (3966-2PST) MF-2x06F PW-02F (2.54) MF-2x07F PW-02F (3966-2PST) Рис. 5. Схема монтажная платы управления. 11 Рис. 6. Схема подключения БУСП-2К к ВДУ-506 и подающему механизму. 12 Приложение 1. 13 Перечень компонентов платы управления. Обозначение Наименование Значение Кол. 2 К73-17 К53-19 1.5mk 160V 4700 mk 63V 1mk 63V 10mk 20V 1 6 Керамический 0.1mk 28 Керамический Керамический К73-17 Электролит К73-17 К53-19 Электролит Керамический К73-17 0,047mk 10n 4.7mk 63V 10mk 25V 100n 400V 4.7mk 16V 47mk 25V 1mk 0.33mk*250V 1 2 1 1 1 2 1 1 1 Конденсаторы C1,C3 C2 C4 C5,C14,C20-C22,C40 C6,C7,C13,C15,C16,C17,C18,C1 9,C23, C25,C27,C29,C30, C32, C33,C35,C36,C37,C38, C39,C41,C43,C44,C45,C46, C47,C48,C50 C8 C9,C34 C10 C12 C24 C26,C51 C28 C31 C49 Микросхемы DA1 DA2,DA4 DA3 DA5 DA6 DA7 DA8 DD1 DD2,DD5 DD3,DD4 Реле P1 Резисторы R2 R3 Электролит 1 2 1 1 1 1 1 1 2 2 K3B12 1 1 1 MLT2I 0,5Вт 27k нет 0,125Вт 51k 0,125Вт 3k 0,125Вт 18k 0,125Вт 1,2k 0,125Вт 100 2Вт 0.33 MLT0125 0,125Вт 1k 8 MLT0125 0,125Вт 10k 19 MLT0125 0,125Вт 2 R4,R40,R61 MLT0125 R5 MLT0125 R6 MLT0125 R7,R11,R47,R76 MLT0125 R8,R69 MLT0125 R9,R10 R12,R13,R14,R32,R45,R48,R49, R68 R15,R16,R18,R22,R23,R26,R27, R29,R30,R31,R33,R34,R35, R36,R44,R60,R64,R67,R72 R17,R39 1 UC3842 NE555 LM7815 COSMO K10101 UC3843 IR2111 LM324 CD4013 CD4093 CD4011 MLT05 MLT0125 14 Корпус 3 1 1 4 2 2 DIP-8 DIP-8 TO-122 DIP-4 DIP-8 DIP-8 DIP-14 DIP-14 DIP-14 DIP-14 Примечание R21,R25,R28 R24 R37 PT10MV PT10MV MLT05 R38 MLT0125 R43 MLT05 R50 MLT0125 R51,R52,R53,R54,R57,R58,R74 MLT0125 R55,R56,R62,R63,R65,R66 MLT0125 R73 MLT05 R77 MLT0125 Диоды VD1 VD6,VD10,VD26 VD7 VD8,VD21,VD22,VD24 VD9 VD12,VD14,VD15,VD16,VD17,V D18,VD19,VD20 VD25 Транзисторы VT1 VT3,VT4,VT8,VT9 VT5 VT6 VT7 Разъемы X1 X2 X3 X8 X9 100k 1M 100k 0,5 Вт 100 0,125Вт 330k 0,5 Вт 2,4k 0,125Вт 200k 0,125Вт 100k 1% 0,125Вт 10k 1% 0,5 Вт 6,8k 0,125Вт 10k потенциометр потенциометр 3 1 1 1 1 1 7 6 1 1 KBPC 3502 1N4937 BZX79-C20 1N4007 HFA04TB60 1 3 1 4 1 диодный мост диод стабилитрон диод диод 1N4148 8 диод FR607 1 диод IRF640 IRFZ48N TIP122 KT972 KT315 1 4 1 1 1 MF-2x07MA MF-1x02MA MF-2x06MA PW-02M (39662PST) PW-04M (39664PST) 1 1 1 прямой прямой прямой 1 прямой 1 прямой 15 ТО-220 ТО-220 ТО-220 ТО-126 БУСП-24 ВДУ-506 Приложение 2. ШР40П16ЭГ2 X2 РШАВПБ-20 Х3 При подключении требуется замена в ВДУ предохранителя FV5 (по схеме ВДУ-506 ВПБ6-38 [4А]на ВПБ6-41 [10А]. ПДГО-527-4К Кабель: подающий механизм - БУСП. минимальное сечение проводов : 4,7 - 1 кв.мм, остальные 0.35. Х1 - ШР32П14 (вилка) ВКЛ. ДВИГАТЕЛЯ П-РЭ-3/2,5 -1114 КЛАПАН ЯКОРЬ_1 OSLV 9902030 24V М ПРОДУВКА ГАЗА ПИТАНИЕ R2 F1 ЯКОРЬ_2 НА КНОПКУ ГОРЕЛКИ R1 ДУГИ НАПРЯЖЕНИЕ S2 СКОРОСТЬ R2 ПРОВОЛОКИ ЕВРОРАЗЪЕМ КНОПКА ДВИЖОК R2 ДИСТАНЦИОННОЕ РЕГУЛИРОВАНИЕ СВАР.НАПРЯЖЕНИЯ ОБЩИЙ Х2 - ВП600 S2: КСД-4, R1: СПО-4-2М 6К8, R2: СПО-4-2М 1К I СВАРОЧНЫЙ ТОК Схема подключения БУСП-2К к ВДУ-506 и подающему механизму ПДГО-527-4К. 16 ИНЖЕНЕРНЫЙ И ТЕХНОЛОГИЧЕСКИЙ СЕРВИС Научнопроизводственная фирма ВДУ-506 С У3 ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ руководство по эксплуатации Данное руководство по эксплуатации научит вас безопасному обращению с выпрямителем. Поэтому следует внимательно изучить настоящий раздел и лишь затем приступать к работе. При эксплуатации и обслуживании выпрямителя необходимо соблюдать «Правила безопасной эксплуатации электроустановок» и требований ГОСТ 12.3.003-86. К эксплуатации выпрямителя допускаются лица, имеющие квалификационную группу по электробезопасности не ниже II, к обслуживанию и ремонту допускаются лица, имеющие группу не ниже III. Поражение электрическим током опасно для жизни! • Выпрямитель разрешается подключать только к правильно заземленной электрической сети через автоматический выключатель; • Пользуйтесь исправным сетевым кабелем для подключения к сети с защитным проводом заземления сечением не менее 6 мм2; Работа без заземления опасна для жизни! • Перед обслуживанием выпрямитель необходимо отключать от сети. Отключение только с помощью выключателя не является безопасным; • При проведении сварки следует правильно обращаться с зажимом кабеля для соединения с корпусом, держателем электродов, горелкой и изделием и не использовать их не по назначению. Не следует касаться токоведущих деталей незащищенными участками тела; • Не пользуйтесь поврежденным сварочным кабелем. Дым и газы могут привести к удушью и отравлению! • Производите очистку рабочего пространства от газа и дыма, выделяющихся в процессе сварки, особенно если сварочные работы ведутся в закрытом помещении; • Помещайте сварочную систему в хорошо проветриваемых помещениях; • Удалите все следы покрытия со свариваемых деталей, чтобы избежать токсичных выделений; • Изделие, а также разлетающиеся искры и капли металла имеют высокую температуру; • Удалите из рабочей зоны резервуары с горючими или взрывоопасными жидкостями, поскольку они создают опасность пожара и взрыва; • Не допускайте проведения сварки сосудов, находящихся под давлением и использовавшихся для хранения взрывоопасных материалов. Остерегайтесь воспламенения! • С учетом способа сварки необходимо обеспечить наличие средств пожаротушения, расположенных в легко доступных местах вблизи от места сварки; • Следите за тем, чтобы в рабочей зоне не образовывались очаги возгорания; • Исключите любую возможность воспламенения. Пламя может возникнуть от разлетающихся искр, от раскаленных деталей или от горячего шлака. Возможны помехи, вызванные электрическими и электромагнитными полями, создаваемыми сварочным аппаратом. • Выпрямитель не должен использоваться в жилом помещении, т.к. могут возникнуть проблемы электромагнитной совместимости; • Возможно неправильное функционирование электронных устройств (например, компьютеров, устройств ЧПУ), находящихся рядом с местом сварки! • Возможно возникновение помех в других линиях сетевого питания, управляющих линиях, сигнальных и телекоммуникационных линиях, расположенных сверху, снизу или сбоку от выпрямителя. Возможные мероприятия для снижения уровня электромагнитных помех: • Необходимо регулярно проводить техническое обслуживание выпрямителя; • Сварочные кабели должны иметь минимально возможную длину и располагаться вплотную друг с другом на полу или поблизости от пола. Транспортировка и установка • Выпрямитель разрешается транспортировать и эксплуатировать только в вертикальном положении! • Перед переносом на новое место необходимо отключить выпрямитель от питающей сети. • После транспортировки провести проверку на отсутствие повреждений, крепление блоков и пр. Условия окружающей среды Выпрямитель может работать в невзрывоопасном помещении при: • при высоте над уровнем моря до 1000 м • температуре окружающей среды от - 400С до + 400С и • относительной влажности воздуха до 80% при 250 С; • окружающий воздух не должен содержать чрезмерно больших количеств пыли, кислот, коррозирующих газов, если только они не образуются в процессе сварки; • при установке аппарата необходимо обеспечить свободный приток и отвод воздуха. • условия эксплуатации М1 по ГОСТ 17516.1 1. Назначение 1.1. Выпрямитель для дуговой сварки ВДУ-506 С У3, именуемый в дальнейшем «выпрямитель», предназначен: • для ручной дуговой сварки РД(ММА) сталей на постоянном токе штучными электродами с основным покрытием диаметром 2-6 мм; • для механизированной (полуавтоматической и автоматической) сварки в среде защитного газа МП (МИГ-МАГ). 1.2. Выпрямитель предназначен для подключения к трехфазной сети напряжением 380 В частотой 50 Гц. 2. Технические данные и характеристики 2.1. Технические данные выпрямителя приведены в табл. 1. Таблица 1 Норма Наименование параметра Номинальный сварочный ток, при ПВ=60% и длительности цикла 5 мин., А Номинальное напряжение на дуге, В Регулирование тока Пределы регулирования сварочного тока, А Пределы регулирования напряжения на дуге, В Напряжение холостого хода, В, не более Наибольшая потребляемая мощность, кВА, не более Коэффициент полезного действия, %, не менее Габаритные размеры (длина х ширина х высота), мм, не более Масса, кг, не более РД (ММА) МП (МИГ/МАГ) 500 500 50 46 Плавное 40-350 18-50 85 50-350 22-46 85 40 75 600 х 740 х 920 250 2.2. Выпрямитель обеспечивает: • падающую внешнюю характеристику, предназначенную для ручной дуговой сварки штучными электродами с основным покрытием; • жесткую внешнюю характеристику, предназначенную для механизированной (полуавтоматической или автоматической) сварки в среде защитного газа. 3. Устройство выпрямителя 3.1. Выпрямитель состоит из корпуса, внутри которого расположены: силовой трансформатор, трансформатор цепей управления, блоки силовых тиристоров, сглаживающий дроссель, коммутационная и защитная аппаратура. Охлаждение выпрямителя принудительное (вентилятор). 3.2. Расположение органов управления и индикации приведены в приложении 1. 3.3. Схема электрическая принципиальная выпрямителя приведена в приложении 2. 3.4. Значение сварочного тока и напряжения контролируется по приборам (поз 6,7 приложение 1), установленным на передней панели. 3.6. Управление выпрямителем происходит либо непосредственно с передней панели, либо дистанционно с полуавтомата (автомата). 3.7. На передней панели выпрямителя также находятся: • ниша для блока управления полуавтомата (автомата) (помещается в нишу и подключается к выпрямителю через разъем, расположенный внутри ниши); • переключатель для предварительной установки напряжения при сварке МП (МИГ-МАГ); • • • • • • • • автоматический выключатель; переключатель вида управления (местное-дистанционное); потенциометр регулирования сварочного тока (при сварке ММА); переключатель вида сварки РД (ММА), МП ( МИГ/МАГ); разъем для подключения полуавтомата или автомата; розетка (поз. 10) «36 В» для подключения подогревателя газа; индикатор (сигнальная лампа) наличия напряжения сети; разъемы для подключения сварочных кабелей «+» и «-». 4. Ввод в эксплуатацию. Соблюдайте требования безопасности, приведенные на первых страницах. 4.1. Перед началом эксплуатации проверьте комплектность выпрямителя, убедитесь в отсутствии внешних дефектов. 4.2. Выпрямитель должен быть установлен в любом месте в горизонтальном положении, при свободном доступе к нему и выходе охлаждающего воздуха. 4.3. Перед пуском нового выпрямителя или перед пуском выпрямителя, длительное время не бывшем в эксплуатации, а также при изменении места его установки необходимо: • очистить выпрямитель от пыли, продув его сухим сжатым воздухом; • проверить мегаомметром на 1000 В сопротивление изоляции относительно корпуса. Сопротивление изоляции первичного контура должно быть не ниже 10 мОм и вторичного не менее 1 мОм; Примечание: в случае снижения сопротивления изоляции выпрямитель следует подсушить (внешним нагревом, обдувая теплым воздухом). Температура обмоток при этом не должна быть выше 100°С. • заземлить выпрямитель проводом сечением не менее 6 мм2; Включение незаземленного выпрямителя категорически запрещается! • проверить состояние приборов и органов управления; • проверить соответствие напряжения сети напряжению, указанному на табличке с паспортными данными выпрямителя; • рукоятку автоматического выключателя установить в выключенное положение; • подключить выпрямитель к сети. 4.4. Выпрямитель должен подключаться к трехфазной сети через автоматический выключатель на ток 100 А. Сечение проводов для первичного контура не менее 6 мм2, для вторичного контура не менее 50мм2. 4.5. Установите переключатель (поз.9 приложение 1) в соответствующее положение в зависимости от вида сварки (ручная или механизированная). 4.6. Для получения оптимального значения ПВ необходимо: • обеспечить достаточную вентиляцию на рабочем месте; • не загораживать воздухозаборные и воздуховыпускные вентиляционные отверстия. 4.7. Величины сварочного тока и напряжения контролируются приборами, установленными на выпрямителе. 4.8. Сварочный кабель подключите к соответствующим разъемам «+» и «-». При сварке штучным электродом на прямой полярности кабель, соединенный с электродом, подсоедините к разъему «+». При механизированной сварке к разъему «+» подключите кабель, соединенный с полуавтоматом (автоматом). 4.9. При нажатии кнопки «Пуск» загорается сигнальная лампа и включается вентилятор. Воздух должен засасываться со стороны передней панели. Если поток воздуха обратный, то необходимо поменять местами любые два фазных провода питающей сети. 5. Сварка штучными электродами РД (ММА) 5.1. Обеспечьте подсоединение выпрямителя в соответствии со способом сварки (приложение 4). 5.2. Переключатель (поз. 5, приложение 1) ставится в верхнее положение, переключатель (поз. 9, приложение 1) ставится в левое положение – «местное управление». Вольтметр должен показать величину напряжения холостого хода в пределах 45-50 В. Проверьте регулирование напряжения холостого хода. 5.3. Установите необходимую величину сварочного тока, в зависимости от диаметра электрода, толщин свариваемого материала, типа соединений и положения при сварке. Ориентировочные режимы приведены в табл. 2. 5.4. Выключение сварочного напряжения осуществляется переводом переключателя (поз.5 приложение 1) в нижнее положение. После завершения сварки электрододержатель положите на изолированную поверхность и выключите выпрямитель. Таблица 2 Диаметр электрода, мм 2,0 3,0 4,0 5,0 6,0 Толщина свариваемого металла, мм 1,0-2,0 1,5-4,0 3,0-6,0 5,0-20,0 15,0-40,0 Сварочный ток, А 50-70 80-120 130-170 190-250 260-330 5.5. Для обеспечения безопасности выполнения сварочных работ рекомендуется применение блока снижения напряжения холостого хода (БСН). 6. Механизированная сварка МП (МИГ/МАГ) 6.1. Для проведения сварочных работ подключите полуавтомат или автомат в соответствии со способом сварки (Приложение 4). 6.2. При этом переключатель (поз. 5, приложение 1) ставится в нижнее положение (дистанционное управление). Переключатель (поз.9, приложение 1) в правое положение, кабель управления полуавтомата подключается к разъему (поз.11, приложение 1). Включение сварки осуществляется нажатием кнопки на горелке. На холостом ходу производится предварительная установка режима сварки (необходимое напряжение и ток, необходимый расход газа). 6.3. Выполните сварку. 6.4. После завершения сварки сварочную горелку положите на изолированную поверхность, выключите выпрямитель и закройте вентиль газового баллона. 7. Техническое обслуживание С целью обеспечения функционирования выпрямителя необходимо выполнять некоторые требования. К ним относятся регулярные проверки и обслуживание. Проверки, чистки, и ремонт должны производиться только квалифицированным персоналом. Если результат проверки окажется отрицательным, то запрещается эксплуатировать выпрямитель до устранения неисправности. 7.1. Чистка Очистка выпрямителя от пыли должна проводиться еженедельно. При этом выпрямитель необходимо отключить от сети. Наружные поверхности протирать ветошью. Очистку внутренних поверхностей провести с помощью обдува сжатым воздухом. 7.2. Проверка 7.2.1. Проверки выпрямителя должны быть ежедневными, еженедельными и ежеквартальными. Ежедневные проверки: • проверка контактных соединений проводов и подтяжка при необходимости; • проверка состояния изоляции соединительных проводов, и, при наличии повреждений, восстановление изоляции; • проверка состояния электрододержателя, сварочных горелок (в зависимости от способа сварки), снятие брызг металла, и, при необходимости, замена запасными частями; • визуальная проверка на отсутствие внешних дефектов. Еженедельные проверки: • проверка состояния заземления и, при необходимости, измерение сопротивления (не более 1 Ом). Ежеквартальные: • проверка крепления алюминиевых силовых шин, и, при необходимости, подтяжка. 8. Причины и устранение неисправностей Включен сетевой выключатель да Выпрямитель функционирует нет • • • • • Обрыв сетевого кабеля; Неправильно подключен сетевой кабель; Неисправен сетевой выключатель Перегрев дросселя (включено термореле) Выход из строя тиристора (тиристоров) да нет Сварочный ток • • Не подключен обратный провод; Не подключен электрододержатель или сварочная горелка 9. Транспортировка и хранение 9.1. Выпрямитель может транспортироваться любым видом транспорта в собственной упаковке. 9.2. Хранение выпрямителя должно осуществляться в сухом закрытом помещении с температурой не ниже + 50С и не выше +400С. 9.3. Допускается штабелирование не более двух выпрямителей. 9.4. Выпрямитель законсервирован. 9.5. При хранении более двух лет выпрямитель нуждается в осмотре, проверке и переконсервации. 10. Гарантийные обязательства 10.1. Гарантируется бесперебойная работа в течение двенадцати месяцев с момента ввода в эксплуатацию и исчисляется с момента отгрузки. 10.2. Ремонт и обслуживание осуществляется сервисной службой ЗАО НПФ «ИТС» или представителями ЗАО НПФ «ИТС» по регионам. 197371, г. Санкт-Петербург, Комендантский пр. д. 23. корп. 1 Телефон: (812) 320-18-79, 320-81-45 Факс: (812) 321-61-61. Перечень иллюстраций Приложение 1. Органы управления и индикации выпрямителя Приложение 2. Схема принципиальная электрическая выпрямителя Приложение 3 Схема принципиальная электрическая блока управления Приложение 4. Схема подключения для сварки штучными электродами ММА Схема подключения для полуавтоматической сварки в среде защитного газа Схема электрическая принципиальная Приложение 2 Схема электрическая принципиальная платы управления Приложение 3 Приложение 4 Схема подключения для сварки штучными электродами РД (ММА) Схема подключения для полуавтоматической или автоматической сварки МП (МИГ/МАГ)